Maquinabilidad Fin

of 28
-
Upload
juana-sanchez-chigne -
Category
Documents
-
view
2.654 -
download
3
Transcript of Maquinabilidad Fin
INTRODUCCIN
Para tener como referencia, el maquinado es el proceso capaz de crear configuraciones geomtricas, tolerancias y acabados superficiales sobre piezas, que a menudo no son fcilmente obtenibles por otras tcnicas, de all que se habla de maquinabilidad que es una propiedad de los materiales, la cual permite comparar la facilidad con que pueden ser mecanizados los diferentes materiales. Lo ms importante quizs en un proceso de maquinado es la herramientas de corte, la cual haya sido cuidadosamente elegida y fabricada, para conseguir que el trabajo sea realizado rpida, eficiente y econmicamente; pero no se podra conseguir lo antes mencionado sin los fluidos de corte, que son toda sustancia slida, semislida o lquida, de origen animal, mineral o sinttico que, puesto entre dos piezas con movimiento entre ellas, reduce el rozamiento y facilita el movimiento; por lo cual, el desarrollo de la presente monografa involucra estos tres temas de gran importancia: la maquinabilidad, herramientas de corte y fluidos de corte.
1
1. MAQUINABILIDAD
1.1 DEFINICIN: La maquinabilidad es una propiedad de los materiales que permite comparar la facilidad con que pueden ser mecanizados por arranque de viruta, que es un fragmento de material residual con forma de lmina curvada o espiral que se suele considerar residuo en algunas industrias pero que tiene alguna aplicacin. Los materiales con mejor maquinabilidad requieren potencias y fuerzas de corte reducidas, con un desgaste lento de los filos de las herramientas de corte y pueden mecanizarse obteniendo superficies menos rugosas y, en general, con un mejor acabado. Adems, otro factor que indica una buena maquinabilidad de un material es la posibilidad de poder controlar fcilmente la longitud de la viruta resultante. Las virutas largas y delgadas pueden enredarse e interferir en las operaciones de corte. Los factores que suelen mejorar la resistencia de los materiales, a menudo degradan su maquinabilidad. Por lo tanto, para una mecanizacin econmica, los ingenieros se enfrentan al reto de mejorar la maquinabilidad sin perjudicar la resistencia del material. 1.2 FACTORES DE LA MAQUINABILIDAD: La maquinabilidad suele ser considerada como una propiedad de los materiales para fabricar partes con stos satisfactoriamente a bajo costo y con la mnima dificultad, sin embargo su estudio y determinacin es muy complejo debido a la dependencia de muchos factores tales como por ejemplo: - La composicin qumica. - La conductividad trmica (los materiales blandos como los plsticos pueden ser difciles de mecanizar a causa de su mala conductividad trmica). - La microestructura. - La resistencia. - La ductilidad y la dureza (ya que los materiales duros son generalmente ms difciles de mecanizar pues requieren una fuerza mayor para cortarlos); adems de requerir de muchos juicios cuantitativos para poder definirla. A menudo se menciona el ndice de maquinabilidad, que es una clasificacin promedio dada en comparacin con un material de referencia y que se basa en la velocidad de corte al tornear para una vida de la herramienta de 60 minutos, por ejemplo: para aceros, un acero Bessemer B 1112 de maquinado libre, muy similar al AISI 1212; para aleaciones con base de cobre, un latn al plomo de maquinado libre y para aleaciones de aluminio, el aluminio 7075-T6.
2
Entre otras formas que intentan poder medir cuantitativamente la maquinabilidad de un material tenemos: a travs del desgaste de la herramienta, a travs del acabado superficial que se produce a velocidades y alimentaciones estandarizadas, la fuerza de corte, la potencia de corte, la temperatura en la formacin de viruta, etc. Hay muchos factores que afectan a la maquinabilidad, pero no hay un consenso en la forma de cuantificarla. En lugar de ello, a menudo la maquinabilidad se evala caso por caso y las pruebas se adaptan a las necesidades especficas de una fbrica. Las medidas ms comunes para efectuar una comparacin de maquinabilidad son la vida de la herramienta, el acabado superficial, la temperatura de corte, el consumo de energa y la produccin de viruta. Existen tablas y grficos que proporcionan una referencia para comparar la maquinabilidad de materiales diferentes, pero son necesariamente imprecisas debido a la multitud de variables de proceso y otros factores externos que pueden tener una influencia significativa. Estas tablas suelen medir la maquinabilidad en trminos de velocidad de corte para una determinada vida til de la herramienta. Por ejemplo, la maquinabilidad relativa podra darse como:
Ecuacin N 1
Donde VC60 es la velocidad de corte para una vida til de la herramienta de 60 minutos. Siendo 1 la prctica y 2 la terica. Las pruebas de maquinabilidad ms conocidas fueron las llevadas a cabo por Frederick W. Taylor y dieron lugar a lo que se conoce como ecuacin de Taylor que relaciona la velocidad de corte con la vida de la herramienta. 1.3 MAQUINABILIDAD DE MATERIALES MS USADOS: Los materiales ms usados en manufactura son los aceros, el cobre, el aluminio. 1.3.1 Maquinabilidad del acero: Generalmente los factores que influyen en la maquinabilidad de los aceros de herramientas son la dureza en el estado de recocido, la microestructura del acero y la cantidad de carburos presentes. El acero de herramienta que presenta mayor ndice de maquinabilidad (el tipo W) tiene un ndice aproximadamente igual al 30%, por lo tanto como referencia para comparar la maquinabilidad de los distintos aceros de herramienta se toma W, a los que se le asigna el ndice 100. La maquinabilidad disminuye al aumentar el contenido de carbn y aleantes. 1.3.2 Maquinabilidad de aleaciones de cobre:
3
Dentro del grupo de aleaciones de cobre de fcil maquinabilidad se incluyen las aleaciones con elementos que, por ser prcticamente insolubles en el cobre, facilitan la rotura de la viruta. Entre estas aleaciones se encuentran: 1.3.2.1 Aleacin Cobre-Teluro: Se obtienen por adicin de 0,3 a 0,7% de Te a cobres tenaces. El teluro es casi insoluble en el cobre a temperatura ordinaria y forma teluros que precipitan en los bordes de grano, facilitando la rotura de la viruta, proporcionando una maquinabilidad comparable a la de los latones con plomo. La adicin de teluro aumenta la temperatura de recristalizacin, es decir, retiene la acritud durante el calentamiento, como la plata, pero de forma ms intensa. Su conductividad elctrica es de 94 a 98% IACS (Estndar Internacional del Cobre Recocido), y las mecnicas son similares a las del cobre sin alear. Se emplea en piezas mecanizadas de formas complicadas o de precisin que al mismo tiempo deben tener una alta conductividad elctrica o trmica. Se pueden soldar con soldadura fuerte o blanda pero no al arco, debido a la volatilizacin del teluro durante la soldadura. Aleacin Cobre-Azufre: Una adicin de 0,3 a 0,5% de azufre confiere al cobre las mismas propiedades que el teluro, siendo la transformacin de la aleacin ms sencilla y barata que con teluro. Aleacin Cobre-Plomo: Un contenido de plomo de 0,5 a 1 % confiere al cobre una maquinabilidad elevada aunque un poco inferior a la de los Cu-Te y Cu-S.
1.3.2.2
1.3.2.3
1.3.3 Maquinabilidad en aleaciones de aluminio: La mayor parte de las aleaciones estn basadas en sistemas de aluminio-cobre o aluminio-silicio, con algunas adiciones para mejorar las caractersticas de fundicin o de servicio. Entre las aleaciones aluminio-cobre, la que contiene 8% de cobre ha sido usada por mucho tiempo como la aleacin para fines generales, aunque las adiciones de silicio y hierro, mejoran las caractersticas de la fundicin porque la hacen menos quebradiza en caliente y la adicin de zinc, mejora su maquinabilidad. Las aleaciones de aluminio-magnesio son superiores a casi todas las otras aleaciones de fundicin de aluminio en cuanto a resistencia, corrosin y maquinabilidad; adems de excelentes condiciones de resistencia mecnica y ductilidad. El aluminio puro y las aleaciones de aluminio-manganeso son duros para maquinar, a no ser que se empleen herramientas especiales con mayor ngulo de4
salida que el acostumbrado para el acero. Las herramientas duras de carburo cementado son esenciales para el aluminio-silicio. Las aleaciones que contienen cobre y las forjadas tratadas trmicamente tienen buena maquinabilidad.
2. MATERIALES PARA HERRAMIENTAS DE CORTE
2.1 DEFINICIN: .
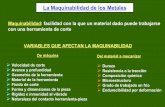
2.2 CARACTERSTICAS DE MATERIALES PARA HERRAMIENTAS DE CORTE: Entre los factores ms importantes de las operaciones de maquinado esta la seccin de materiales de herramientas de corte para determinada aplicacin, para ello tenemos que tener en cuentas las siguientes caractersticas: a) Tenacidad Para evitar las fallas por fractura, el material de la herramienta debe tener alta tenacidad, la cual es la capacidad de absorber energa sin que falle el material. Se caracteriza generalmente por una combinacin de resistencia y ductilidad del material. b) Dureza en caliente La dureza en caliente es la capacidad del material para tener su dureza a altas temperaturas. sta es necesaria debido al ambiente de altas temperaturas en que opera la herramienta. c) Resistencia de desgaste La dureza es la propiedad ms importante que se necesita para resistir al desgaste abrasivo. Todos los materiales para herramientas de corte deben ser duros. Sin embargo, la resistencia al desgaste en el corte de metales no solamente depende de la dureza de la herramienta, sino tambin de otros mecanismos de desgaste que veremos ms adelante. d) Estabilidad o inerte qumicamente Con respecto al material de la pieza, para evitar toda la reaccin adversa que contribuya al desgaste de las herramientas.
5
Figura N 1: Dureza de varios materiales de corte, en funcin de la temperatura. (Manufacturan, ingeniera y tecnologa Serope Kalpakjian, pg 570)
2.3 MATERIALES : Se dispone de varios materiales para herramientas de corte, con una amplia gama de propiedades mecnicas, fsicas y qumicas, entre ellas consideramos las siguientes 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. Aceros al carbono y de media aleacin. Aceros de alta velocidad. Aleaciones de cobalto fundidas. Carburos. Herramientas recubiertas. Cermicas a base de almina. Nitruro de boro cbico. Cermicas a base de nitruro de silicio. Diamante. Materiales reforzados con triquitas.
2.3.1 Aceros al carbono: Los aceros al carbono son los materiales para herramientas ms antiguos, y se han utilizado ampliamente en brocas, machuelos y rimas desde la dcada de 1880. Despus de desarrollaron aceros de baja y media aleacin para6
aplicaciones similares, pero con una vida til ms larga de la herramienta. Aunque son econmicos y es fcil darles forma y afilarlos, estos aceros no tienen suficiente dureza en caliente ni la resistencia al desgaste para cortar a altas velocidades, cuando la temperatura se eleva de manera significativa. Su uso se limita a operaciones de baja velocidad de corte, de ah que no tengan una importancia particular en la manufactura moderna. En el anexo N 1 se muestra una tabla que detalla la resea histrica de los principales materiales que sirven para la fabricacin de herramientas de corte. 2.3.2 Aceros de alta velocidad: Las herramientas de acero de alta velocidad (HSS) se llaman as porque se desarrollaron para maquinar a mayores velocidades de las que era posible hacerlo antes. Producidos por primera vez a principios del siglo XX, los aceros de alta velocidad son los que tienen mayor aleacin de todos los aceros para herramientas. Se pueden endurecer a diferentes profundidades, poseen buena resistencia al desgaste y son relativamente econmicos. Debido a su tenacidad (de ah su alta resistencia a la fractura), los aceros de alta velocidad son adecuados para: a) Herramientas de ngulos grandes y positivos de ataque (es decir aquellas con pequeos ngulos comprendidos). b) Cortes interrumpidos. c) Mquinas herramientas con baja rigidez, expuestas a vibracin y traqueteo. d) Herramientas complejas y de una sola pieza, como brocas, rimas, machuelos y cortadores de engranajes.
Figura N 2: Tipos de brocas de acero rpido, usadas en metales. (http://www.bricolin.com)7
-
HHS Laminada: Para utilizar con metales y plstico que no requieran gran precisin, es de poca calidad. HHS Rectificada: De mayor precisin que la anterior, vale tambin para aluminio, fundicin cobre y latn. Tiene buena duracin. HHS TITANIO: De muy buena calidad, para taladrar acero. HHS COBALTO: De calidad excepcional, para taladrar todo tipo de materiales hasta los ms complicados.
-
-
Su limitacin ms importante (por su baja resistencia en caliente) es que las velocidades de corte son bajas, en comparacin de las herramientas de carburo. Existen dos tipos bsicos de aceros de alta velocidad: al Molibdeno (serie M) y al Tungsteno (serie T). La serie M contiene hasta 10% de Mo, con Cr, V,W y Co como elemente de aleacin. La serie T contiene de 12% a 18% de W, con Cr, V y Co como elemento de aleacin. Los carburos formados en el acero constituyen de 10% a 20% en volumen. En general, la serie M tiene ms resistencia a la abrasin que la serie T, sufre menos distorsin durante el tratamiento trmico, y es menos costosa. En consecuencia, 95% de todos los aceros de alta velocidad para herramientas se producen con la serie M. 2.3.3 Aleaciones de cobalto fundido: Presentadas en 1915, las aleaciones de cobalto fundido tienen los siguientes intervalos de composicin: de 38% a 53% de Co, de 30% a 33% de Cr y de 10% a 20% de W. Debido a su elevada dureza (comnmente entre 58 y 64 HRC), tienen buena resistencia al desgaste y pueden mantener su dureza a temperaturas elevadas. No son tan tenaces como los aceros de alta velocidad y son sensibles a las fuerzas de impacto. En consecuencia, son menos adecuadas que los aceros de alta velocidad para las operaciones de corte interrumpido. Conocidas comnmente como herramientas de estelita, estas aleaciones de funden y se rectifican para darles formas relativamente sencillas. En la actualidad slo se utilizan en aplicaciones especiales que implican cortes de desbaste, profundos y continuos, con avances y velocidades relativamente elevadas, hasta del doble de las capacidades posibles con los aceros de alta velocidad. Por lo general los cortes de desbaste comprenden grandes proporciones de avance y grandes profundidades de corte, con el propsito fundamental de retirar grandes cantidades de material, con poco cuidado por el acabado superficial. Por el contrario los cortes de acabado se realizan con8
menores avances y profundidades de corte, y el acabado superficial es prioritario. 2.3.4 Carburos: Estos materiales de herramientas a diferencia de los anteriores pueden enfrentar el desafo de mayores velocidades para mayores producciones. Poseen una gran dureza dentro de un amplio margen de temperaturas, alto mdulo de elasticidad, alta conductividad trmica y baja dilatacin trmica. Los carburos estn entre los materiales ms importantes, verstiles y econmicos para fabricar herramientas.
Figura N 3: (http:)
2.3.4.1 Carburo de Tungsteno o Carburo Cementado o Carburo Sinterizado (WC): Formador por partculas de carburo de Tungsteno dentro de uma matriz de cobalto. Se fabrican con tcnicas de metalurgia de polvos. Se les mezcla con frecuencia con carburos de titanio y de niobio para impartirles propiedades especiales. La cantidad de cobalto afecta en forma sensible a las propiedades de las herramientas (al aumentar esta cantidad disminuye la resistencia mecnica y el desgaste, as como su dureza, mientras que su tenacidad aumenta, por la mayor cantidad de cobalto). Se les usa para cortar aceros, fundiciones (hierros colados) y materiales no ferrosos abrasivos, y han sustituido mucho las herramientas de acero rpido.9
Figura N 4: (http:)
2.3.4.2 Carburo de Titanio (TiC): Tienen mayor resistencia al desgaste y corta a mayores velocidades que el de tungsteno, pero no es tan tenaz. Con una aleacin de nquel y molibdeno como matriz, el TiC es adecuado para maquinar materiales duros (aceros y fundiciones).
Figura N 5: (http:)
2.3.4.3 Insertos o Pastillas: Son herramientas individuales de corte con varias puntas. Un inserto cuadrado tiene ocho puntas de corte, y uno triangular tiene seis. Se les consigue en una gran variedad de formas, como cuadrado, triangulo, rombo, y redondo. La resistencia del filo de un inserto depende de su forma. Mientras menor sea el angulo incluido, la10
resistencia del filo es menor. Para mejorar esta resistencia los filos de los insertos se suelen asentar o hondear, biselar o producir con una cara negativa.
Figura N 6: (http:) NOTA: Cuando se usan herramientas de carburo, los avances pequeos, las velocidades bajas y el traqueteo son perjudiciales, porque tienden a daar el filo cortante de la herramienta. 2.3.5 Herramientas recubiertas La dificultad de maquinar con eficiencia nuevos materiales, y la necesidad de mejorar el desempeo en el maquinado de materiales tcnicos ms comunes, ha originado desarrollos importantes en las herramientas recubiertas Las nuevas generaciones de recubrimientos se distinguen por un nmero de cualidades esenciales: su dureza les protege contra el desgaste abrasivo, su naturaleza cermica les protege contra la soldadura en fro, su bajo coeficiente de friccin permite mejorar el flujo de la viruta y por lo tanto la eliminacin del calor, y su gran estabilidad qumica les protege del desgaste por difusin. Estos recubrimientos acostumbran a tener un grano fino de menos de una micra de dimetro.El espesor tpico suele ser de 2 a 12 m, y a menudo se utilizan recubrimientos del tipo multicapa. Los ms utilizados son: y y y y y El nitrato de titanio (TiN), Carburo de titanio (TiC) Nitrato de carbono-titanio(TiCN) Nitrato de aluminio-titanio (TiAlN) Oxido de Aluminio (Al2O3)
11
El recubrimiento se aplica por deposicin fsica gaseosa PVD o por deposicin qumica CVD. La ventaja del PVD radica en la baja temperatura del proceso: 500 C como mximo. El CVD exige temperaturas mayores de 800 C, y el metal duro de la zona de corte se vuelve frgil. El mtodo PVD es el ms adecuado para mantener las aristas de corte en condiciones de agudez y estabilidad de los cortes. De entre todos los recubrimientos disponibles, sin ninguna duda, el que ofrece ms posibilidades en su utilizacin es el TiAIN. Es capaz de soportar temperaturas de trabajo mayores sin perder sus propiedades ni sufrir un desgaste prematuro en comparacin con los dems recubrimientos. El inconveniente es que es ms caro, aunque en ciertas aplicaciones es el ms rentable. Las propiedades del TiAlN son las siguientes: Su alta resistencia a la oxidacin permite trabajar a mayores temperaturas. Su menor conductividad trmica protege los cortes y aumenta la eliminacin del calor va viruta. Su mayor dureza en caliente ofrece mejor proteccin contra el desgaste. Su mejorada resistencia qumica reduce el desgaste por crter. Las temperaturas que puede alcanzar la herramienta son del orden de 600-800 C. El patrn de oxidacin de este recubrimiento asegura una proteccin del sustrato ms all de la temperatura de oxidacin. Aunque este punto de oxidacin sea elevado, es siempre superado por la temperatura de trabajo. As pues, es importante disponer de una temperatura de oxidacin elevada, pero tambin lo es disponer de un buen patrn de oxidacin. Algunos recubrimientos de TiAlN tienen patrones de oxidacin capaces de proteger el sustrato. La mayor proporcin de Al que de Ti en el recubrimiento provoca que, durante la oxidacin, se creen xidos de aluminio que se adhieren a la capa exterior del recubrimiento protegindolo durante ms tiempo. Si la concentracin dominante es la de Ti, los xidos de titanio no se adhieren al recubrimiento sino que se disipan, provocando una continua prdida de Ti que conduce a un desgaste prematuro de la herramienta. y Recubrimientos multicapas. Las propiedades favorables de los recubrimientos anteriores se pueden combinar y optimizar usando recubrimientos multicapas (o multifasicas). Hoy se consiguen herramientas
12
de carburo con dos o tres de estas capas de estos recubrimientos que son especialmente efectivos para maquinar fundiciones y aceros. Por ejemplo, se prodria depositar primero TiC sobre el substrato, seguido de Al2O3 y despus por TiN . La primera capa debe ligarse bien al substrato; la capa externa debe restringir desgaste y tener baja conductividad trmica. La capa intermedia se debe ligar bien y ser compatible con las dos anteriores Las aplicaciones caractersticas de las herramientas con capa mltiple son las siguientes: Corte de alta velocidad y continuo: TiC / Al2O3. Corte rudo y continuo: TiC / Al2O3 / TiN. Corte ligero e interrumpido: TiC/TiC + TiN/TiN.
2.3.6 Cermicas: Las herramientas cermicas fueron desarrolladas inicialmente con el xido de aluminio (Al2O3), pero eran muy frgiles, hoy en da con el desarrollo de nuevos materiales industriales y los nuevos procedimientos de fabricacin con mquinas automticas, han ampliado su campo de accin en el mecanizado de fundicin, aceros duros y aleaciones termo-resistentes, ya que las herramientas de cermica son duras, con elevada dureza en caliente, no reaccionan con los materiales de las piezas de trabajo y pueden mecanizar a elevadas velocidades de corte. Existen dos tipos bsicos de herramientas de cermica: 2.3.6.1 Cermicas a bases de almina (Al2O3). Las herramientas de cermica a base de almina tienen muy alta resistencia a la abrasin y dureza en caliente. Desde el punto de vista qumico son ms estables que los aceros rpidos y los carburos, por lo que tienen menos tendencia a adherirse a los metales durante el corte, y en consecuencia una tendencia menor a formar borde acumulado. As en el corte de fundiciones y aceros se obtiene buen acabado superficial con herramientas de cermica. Los insertos de cermica se consiguen en forma parecidas a las de los de carburo. Son eficaces en operaciones de alta velocidad e ininterrumpida, como el torneado de acabados o semiacabados. Para reducir el choque trmico se debe hacer el corte en seco o con una cantidad abundante de13
fluido de corte, aplicando en un chorro continuo. Las aplicaciones inadecuadas o intermitentes de fluido pueden causar choques trmicos y fractura de las herramientas de cermica. Son importantes la forma y la preparacin de las herramientas de cermica. Los ngulos de ataque negativos (ngulos incluidos grandes) se prefieren en general, para evitar desportillamientos debido a la baja resistencia a la tensin de la cermica.
Figura N 7: Herramienta de corte en aceros a base de almina GC4230 [Sandvik de Mxico S.A de C.V. : http://www.maquinaplus.com] 2.3.6.2 Cermicas a base de nitruro de silicio (Si3N4). Los materiales de cermica de nitruro de silicio (Si3N4) fueron desarrolladas en la dcada de 1970, y estn formadas por nitruro de silicio con diversas adiciones de xido de aluminio, oxido de itrio y carburo de titanio. Estas herramientas tienen tenacidad, dureza en caliente y buena resistencia al choque trmico. Como por ejemplo de un material a base de SiN est el sialn, nombre de los elementos que lo forman: silicio, aluminio, oxgeno y nitrgeno. Tiene mayor resistencia al choque trmico que el nitruro de silicio y se recomienda para maquinar fundiciones (hierros colados) y speraleaciones a base de nquel a velocidades de corte intermedias. Por su afinidad qumica al hierro, las herramientas a base de SiN no son adecuadas para maquinar aceros.
14
Figura N 8: Plaquitas de la calidad de cermica CC6190 para fresado (Izaro Manufacturing Technology: http://www.izaro.com)
2.3.6.3 Cermet: La palabra cermet es una contraccin de 'cermico' y 'metal'. Un cermet est compuesto por un material cermico (como el carburo de titanio o el carbo-nitruro de titanio) cementado con un metal. El cermico provee la resistencia al desgaste y el metal aporta la tenacidad. La combinacin es ms inerte qumicamente que el carburo de tungsteno. Que sea inerte significa que la prdida de filo y el desgaste por picado son menos probables. El resultado no slo es mayor vida de herramienta sino tambin un mejor acabado en el mecanizado. Uno de los beneficios principales de cortar con un filo de cermet es la capacidad de lograr un acabado que puede eliminar la necesidad de pulir o rectificar. Los cermet tambin ofrecen mayor dureza en caliente que el carburo, lo cual significa que mantienen mayor resistencia al desgaste a altas temperaturas. Como resultado, pueden incrementarse las velocidades de corte con estas herramientas sin comprometer la vida de la herramienta. Los cermet son excelentes para acabados. Aqu algunas aplicaciones que se pueden considerar posibles: y Ranurado. La combinacin de resistencia al desgaste, velocidad y tenacidad incrementada puede hacer que los cermet sobresalgan en aplicaciones de ranurado. (se recomienda el uso de refrigerante). y Partes de forma cercana a la neta. Otra ventaja de la estabilidad de los cermet es un control dimensional estrecho. Las aplicaciones con profundidad de corte baja y requerimientos de tolerancias estrechas, como formas cercanas a la neta, son aptas para los cermet. y Partes con necesidades de velocidad. Si la tasa de avance ya est limitada por los requerimientos del acabado y la profundidad de corte tambin est limitada por las dimensiones de la parte, entonces la velocidad es la nica forma restante para incrementar la
15
productividad. Los cermet pueden proporcionar esta velocidad extra. y Mecanizado tipo suizo. En una mquina de torneado tipo suizo, las tasas de avance generalmente son ligeras y las velocidades de husillo altas --una combinacin ventajosa para el cermet. Los insertos de cermet pueden sobresalir manteniendo tolerancias precisas y acabados que caracterizan el trabajo en estas mquinas.
Figura N 9: Plaquita de corte de cermet NX3035 (http://www.directindustry.es)
2.3.7 Nitruro de boro (CBN): Hechos por medio de tcnicas de alta temperatura y alta presin similar a las que se usan para fabricar diamantes sintticos, el nitruro de boro cubico (CBN) tiene una dureza solo superada por el diamante. Es un excelente material de corte que combina una dureza extrema en caliente (2000 C), excelente resistencia al desgaste y en general buena estabilidad qumica durante el maquinado. Es relativamente frgil, pero ms tenaz que las cermicas. Las forjas de acero, el acero endurecido y componentes endurecidos en su superficie son algunos de los materiales ideales a maquinar con el CBN. Este material de corte debe usarse en piezas duras (48 RWC o ms), porque si los componentes son muy suaves se genera un desgaste excesivo en la herramienta. Entre ms duros sea el material menos desgasta la herramienta.
16
Si se usa refrigerante, este debe suministrarse coposamente alrededor de los filos cortantes, de lo contrario se recomienda trabajar en seco para evitar ruptura trmica.
Figura N 10: Plaquitas de corte CBN AH7516 (http://www.directindustry.es)
2.3.8 Diamante: El diamante es la sustancia ms dura que se conoce; como herramienta de corte tiene propiedades deseables, entre ellas baja friccin alta resistencia al desgaste y la capacidad de mantener su filo de corte. El diamante se utiliza cuando se requiere un buen acabado superficial y precisin dimensional en particular con las aleaciones no ferrosas blandas y con los materiales abrasivos metlicos y no metlicos (sobre todo en algunas aleaciones de aluminio-silicio) . La orientacin aleatoria de los cristales de diamante evita la propagacin de grietas por la estructura y mejora su tenacidad en forma apreciable. Las herramientas de diamante se pueden usar en forma satisfactoria casi en cualquier velocidad, pero son ms adecuadas para cortes ligeros ininterrumpidos de acabado. Para minimizar la fractura de la herramienta, se debe afilar el monocristal de diamante tan pronto se desafile. Por su gran afinidad qumica, no se recomienda el diamante para maquinar aceros simples al carbono o aleaciones a base de titanio, nquel y cobalto. Tambin, el diamante se usa como abrasivo en operaciones de rectificado y pulido y en recubrimientos.
17
Figura N 11: Herramienta de corte con punta de diamante para aplicaciones de precisin. (http://daniel1992.blogspot.es/1278893817/herr amientas-de-corte/)
2.3.8.1 Diamante Policristalino (PCD): La tabla de durezas de Friedrich Mohs determina como el material ms duro al diamante monocristalino, a continuacin se puede considerar al diamante policristalino sinttico (PCD), su gran dureza se manifiesta en su elevada resistencia al desgaste por abrasin por lo que se le utiliza en la fabricacin de muelas abrasivas. Las pequeas plaquitas de PCD, son soldadas a placas de metal duro con el fin de obtener fuerza y resistencia a los choques, la vida til del PCD puede llegar a ser 100 veces mayor que la del metal duro. Los puntos dbiles del PCD son bsicamente los siguientes: La temperatura en la zona de corte no puede ser mayor a 600 C. No se puede aplicar en materiales ferrosos debido a su afinidad. No se puede aplicar en materiales tenaces y de elevada resistencia a la traccin. Exige condiciones muy estables. Herramientas rgidas.18
Mquinas con grandes velocidades. Evitar los cortes interrumpidos. Usar bajas velocidades de avance. Mecanizar con profundidades de corte pequeas.
Las operaciones tpicas son el acabado y semiacabado de superficies en torno usando el mayor rango posible (seccin del portainserto) y el menor voladizo. Actualmente tenemos disponibles herramientas o insertos con punta de diamante natural especialmente destinadas a los acabados en sectores como el de joyera, o las manufacturas de metacrilato, sin olvidarnos de los mecanizados de gran exigencia visual de rugosidades extremadamente bajas. Los avances tecnolgicos y la actualizacin de nuestros equipos de produccin nos han permitido garantizar un producto de calidad al mismo tiempo que unos precios altamente competitivos.
Figura N 12: Herramientas de Diamante polycristalino. (http://www.rossi-ferramentas.com.br/produtos.php) 2.3.8.2 Diamante monocristalino: Los de varios quilates se usan en aplicaciones especiales, como por ejemplo maquinar espejos pticos de precisin con frente de cobre, para el programa de la Iniciativa de Defensa Estratgica. Caractersticas: Casos de rugosidad baja. Aplicaciones en las aleaciones de aluminio. Operaciones de maquinado.
19
Figura N 13: Actualmente tenemos disponibles herramientas o insertos con aportacin de la parte operante de diamante monocristalino. (http://www.urgelesdiamant.com/monocristal.html)
2.3.9 Materiales para herramientas reforzados con triquitas: Para mejorar an ms el desempeo y la resistencia al desgaste de las herramientas de corte (en particular cuando se maquinas nuevos materiales y compsitos ), se ha tenido un avance continuo en el desarrollo de nuevos materiales para herramientas con propiedades mejoradas, como: y y y y y Alta tenacidad a la fractura. Resistencia la choque trmico. Resistencia en el filo de corte. Resistencia al deslizamiento. Dureza en caliente.
Los avances incluyen el uso de triquitas como fibras de refuerzos en los materiales para herramientas de corte. Ejemplos de esto son: a) Las herramientas con base de nitruros de silicio reforzadas con triquitas de carburos de silicio. b) Las herramientas con base de xido de aluminio reforzadas con 25% a 40 % de triquitas de carburo de silicio en ocasiones con la adiccin de xido de circonio (ZrO2).por lo comn la triquitas tiene una longitud de 5 a 100 micrometros y un dimetro d 0.1 a 1 micrometros. La alta reactividad del carburo de silicio con los metales ferrosos hace que las herramientas reforzadas con SiC sean inadecuadas para maquinar hierros y aceros
20
2.4 REACONDICIONAMIENTO DE LAS HERRAMIENTAS DE CORTE: Las herramientas de corte se puede reacondicionar afilndolas mediante rectificadoras de herramientas y cortadores en un taller que tenga monturas especiales. Esta operacin puede efectuarse en forma manual o en rectificadoras de herramientas y cortadores controlados por computadora. Tambin se usan mtodos avanzados de maquinado. El reacondicionamiento de herramientas recubiertas tambin se realiza recubrindolas, por lo general en instalaciones especiales para estos propsitos. Es importante que las herramientas reacondicionadas tengan las mismas caractersticas geomtricas que las originales. Con frecuencia tiene que decidirse si resulta econmico reacondicionar uno o dos veces la herramientas, sobre todo cuando los costos de los insertos comunes no constituyen un elemento bsico en la operacin total. El reciclamiento de las herramientas es un factor que siempre debe considerarse; en especial si constituye materiales costosos y estratgicamente importantes como el tungsteno y el cobalto.
3. FLUIDOS DE CORTE
3.1 DEFINICIN: Es un lquido o gas que se aplica directamente a la operacin de maquinado para mejorar el desempeo del corte. Los dos problemas principales que atienden los fluidos para corte son: 1) la generacin de calor en las zonas de corte y 2) friccin en las interfaces herramienta-viruta y herramienta-trabajo. Adems de la remocin del calor y la reduccin de la friccin, los fluidos para corte brindan beneficios adicionales como: Remover las virutas (especialmente en esmerilado), Reducir la temperatura de la parte de trabajo para un manejo ms fcil, Disminuir las fuerzas de corte y los requerimientos de potencia, Mejorar la estabilidad dimensional de la parte de trabajo y optimizar el acabado superficial, Proteger las superficies maquinadas contra la corrosin por el ambiente.
Un fluido de corte, bsicamente, puede ser un refrigerante o un lubricante. Su eficacia en las operaciones de corte depende de varios factores, como el mtodo de aplicacin,21
la temperatura, la velocidad de corte y el tipo de operacin de maquinado. La temperatura aumenta cuando aumenta la velocidad de corte. En consecuencia, es de gran importancia el enfriamiento de la zona de corte cuando las velocidades de corte son grandes. 3.2 ACCIN DEL FLUIDO DE CORTE: En vista de las altas presiones de contacto y la gran rapidez de deslizamiento relativo en el contacto entre herramienta y viruta, Cmo penetra un fluido de corte a esta interfase para influir sobre el proceso de corte? Parece que el fluido se succiona en la interfase por accin capilar de la red de asperezas superficiales que engranan entre s. Se ha demostrado, con estudios, que el fluido de corte llega a la interfase filtrndose desde los lados de la viruta. Por el pequeo tamao de esta red de capilares, el fluido de corte debera tener tamao molecular pequeo, y poseer buenas caractersticas de humectamiento (tensin superficial).
3.3 MTODOS DE APLICACIN DE LOS FLUIDOS PARA CORTE: Los fluidos para corte se aplican a las operaciones de maquinado en varias formas. 3.3.1 Enfriamiento por inundacin (Fig. N 14 y 15) : Es el mtodo que se usa con ms frecuencia. Se usa generalmente con fluidos de enfriamiento. Se dirige una corriente constante de fluido hacia la interfase herramienta-trabajo o herramienta-viruta de la operacin de maquinado. Los flujos van de 10 L/min para herramientas monofilo a 225 L/min por cortador para cortadores multifilo, por ejemplo, en el fresado. En operaciones como barrenado de can y fresado se usan presiones de 700 a 14 000 kPa para lavar y retirar las virutas.
Figura N 14: Esquema del mtodo adecuado de aplicacin del fluido de corte en el cilindrado. (Serope Kalpajian y Steven R. Schmid, 2000, Manufactura, ingeniera y tecnologa, Pearson Educacin, 4ta Edicin, Mxico)22
Fig. N 15: Aplicacin de fluido de corte en taladrado. (http://www.interempresas.net/ MetalMecanica/Articulos/4506 6-Fluidos-de-corte.html)
3.3.2 Enfriamiento por niebla: Usada principalmente para fluidos para corte basados en agua y operaciones de rectificado, con presiones de aire de 70 a 600 kPa (10 a 80 psi). En este mtodo se dirige el fluido hacia la operacin en forma de niebla acarreada por una corriente de aire presurizado. La aplicacin de niebla no es generalmente tan efectiva como la inundacin de la herramienta de corte. Sin embargo, debido a la alta velocidad de la corriente de aire, la aplicacin de niebla puede ser ms efectiva para llevar el fluido de corte a reas inaccesibles que no pueden ser alcanzadas por la inundacin convencional y tambin se obtiene mejor visibilidad de la pieza que se maquina. El enfriamiento por niebla requiere ventilacin para evitar que el operador de la mquina y otras personas cercanas inhalen partculas de fluido; tiene poca capacidad de enfriamiento.
Fig. N 16: Aplicacion de fluido de corte a la operacin de maquinado mediante atomizacion de refrigerante o enfriamiento por niebla (http://www.mircona.se/news/Technical_articles_sp.htm)
23
3.3.3 Aplicacin manual: Se usa la aplicacin manual del fluido de corte por medio de una aceitera o brocha para aplicar lubricantes en operaciones de roscado, y otras donde las velocidades de corte son bajas y la friccin es un problema. La mayora de los talleres de maquinado en produccin prefieren generalmente no usar esta tcnica debida a la variabilidad de su aplicacin.
Fig. N 17: Fluido de corte sinttico. (http://www.directindustry.es/prod/awchesterton-company/fluidos-de-cortesemi-sinteticos-17469-529919.html)
3.4 CLASIFICACIN DE LOS FLUIDOS DE CORTE Los fluidos de corte se clasifican en dos categoras principales. 3.4.1 Los aceites empleados en el corte consisten en aceites minerales con aditivos apropiados; se usan mayormente a velocidades bajas y con herramientas de acero de alta velocidad (HSS).
24
Figura N 18: Aceite de corte Hidrosoluble 372, 462 (http:)
Figura N 19: Aceite de corte (http:)
3.4.2 Los fluidos con base de agua (acuosos) pueden ser emulsiones (aceites dispersos en agua con la ayuda de sustancias tensoactivas), fluidos semisintticos (tambin llamados semiqumicos o emulsiones qumicas, en las que se emplean grandes cantidades de agentes tensoactivos para reducir el tamao de las partculas del aceite hasta el punto donde el fluido se vuele translcido o transparente), o fluidos sintticos (tambin llamados fluidos qumicos, que no contienen aceite, slo agente humectantes solubles en agua, inhibidores de la corrosin y sales).
Figura N 20: (a) Fluido de mecanizado, (b) Fluido de corte semisintticos 572, (c) Fluido de corte sinttico 388
25
ANEXOS: TABLA N 1: Resea Histrica de algunos materiales para herramientas de corte. MATERIALES ACERO AL CARBONO Y ACERO ALEADO PERODO Y/O COMENTARIO 1900: Se reblandecan muy rpido, debido al calor generado inclusive a bajas velocidades de corte. Una operacin tpica de corte duraba 100 minutos. 1910: El desarrollo en la metalurgia dio origen al acero alta velocidad (HSS), y en conjuncin con los estudios de maquinado de Fredrick Taylor y Maunsel White se dieron los pasos decisivos en la tecnologa de corte. La misma operacin que antes duraba 100 minutos, se llevaba a cabo en 26 solamente. 1915: Aleaciones con el 50% de carburos, basadas en cobalto, cromo y tungsteno. Eran muy duras y resistentes a altas temperaturas (800 grados centgrados), pero muy frgiles. La operacin de 26 minutos requera solamente 15. 1930: Velocidades de corte de hasta 70 m/min eran posibles, as como el maquinado de aluminio y magnesio. Inicia en 1930 y la operacin de maquinado tpica de 26 minutos se llevaba a cabo en 6 nicamente. Los primeros desarrollos tenan carburo de tungsteno (Wc) como la base dura y al cobalto como el aglomerante. Sin embargo, en el maquinado de acero se formaban crteres. 1940 , 1950 Eran costosas y el reafilado era necesario. Se definen grados de material de herramienta para los diferentes tipos de aplicacin. Desde 1955 hasta nuestros das se han desarrollado rpidamente nuevos materiales con la misma tendencia global: La posibilidad de cortar a velocidades altas sin prdida del filo, as como maquinar materiales ms duros. Ideales para el maquinado de piezas en duro y como reemplazo de las operaciones de rectificado. Las herramientas de cermica son duras con alta dureza en caliente, y no reaccionan qumicamente con los materiales de la pieza. Pueden maquinar a altas velocidades. Existen dos tipos bsicos de cermica: Las basadas en xido26
ACERO ALTA VELOCIDAD
ALEACIONES NO FERROSA SUPER HS
CARBURO CEMENTADO / SINTERIZADO HERRAMIENTAS CON INSERTOS DE CARBURO SOLDADOS CORONITE, CERMETS Y NUEVA GENERACIN DE CARBUROS RECUBIERTOS
CERMICOS
CORONITE
de aluminio (Al2O3) y las de nitruro de silicio (Si3N4). Este material combina la tenacidad del HSS con la resistencia al desgaste del carburo cementado. Es muy usado en las herramientas para fresado. Llena las aplicaciones donde el carburo cementado y el HSS no son de mucha utilidad. Segundo material ms duro. Es un excelente material de corte que combina una dureza extrema en caliente (2000 grados centgrados), excelente resistencia al desgaste y en general buena estabilidad qumica durante el maquinado. Es relativamente frgil, pero ms tenaz que las cermicas. Las Forjas de acero, el acero endurecido y componentes endurecidos en su superficie son algunos de los materiales ideales a maquinar con el CBN. Este material de corte debe usarse en piezas duras (48 Rockwell C o ms), porque si los componentes son muy suaves se genera un desgaste excesivo en la herramienta. Entre ms duro sea el material menos se desgasta la herramienta. Los acabados que se obtienen en torneado son excelentes y se comparan a los del rectificado. Texturas con Ra= 0.3 y tolerancias de +/- 0.01mm son obtenidas en torneado. Si se usa refrigerante, este debe de suministrarse copiosamente alrededor de los filos cortantes, de lo contrario se recomienda trabajar en seco para evitar ruptura trmica. Es casi tan duro como el diamante natural. Este diamante sinttico tiene una resistencia al desgaste increble, tanto que se usa para reavivar las piedras abrasivas de rectificado. La vida de la herramienta es hasta cien veces mayor que la del carburo cementado. Es un material nuevo introducido en los inicios de los 70's. Su mayor aplicacin es en el torneado y fresado de aleaciones abrasivas de silicio y aluminio, cuando la precisin y el acabado son el criterio de decisin. El PCD y el carburo cementado no recubierto de grano fino, son los materiales ideales para el corte de aluminio. Las desventajas son: Las temperaturas de corte no deben exceder 600 grados centgrados. No puede ser usado para cortar materiales ferrosos porque27
NITRURO DE BORO CBICO (CBN)
DIAMANTE POLICRISTALINO (PCD)
existe afinidad. No sirve para cortar para materiales tenaces.
REFERNECIA BIBLIOGRFICA:
28