Marinas Luis
17
Acabados l Univ. : Luis Alfredo Apaza Gutiérrez
-
Upload
ectecnicopccallisaya -
Category
Documents
-
view
234 -
download
3
description
work recomented
Transcript of Marinas Luis
Acabados l
Univ. : Luis Alfredo Apaza GutirrezNoveno semestre
Los acabados de las telas1. La revisin en crudo Marcar:La tela se marca con la referencia, diseo, color, nmero del telar y fecha de tejido Medir:Es tan necesario conocer la longitud de la tela, como el ancho de esta, para ello es necesario medir el ancho en varias partes mientras la tela est siendo medida a lo largo. Pesar:Pesar la tela, le permite conocer el gramaje por metroy verificar que se encuentre dentro del rango esperado. Revisar:Una vez los tres pasos preliminares de marcar, medir y pesar se han llevado a cabo, la tela pasa a las mesas de revisin para marcarle los defectos de tejedura. Esta revisin indica la procedencia de los defectos y dependiendo de la cantidad o su tipo se informa al jefe de rea para que tome las decisionescorrespondientes.Para los que somos de la vieja escuela, la revisin en crudo, es una alerta temprana a problemas que puedan venir de hilandera, preparacin telares o telares.
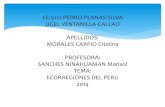
Revisin de tela cruda. Observe la luminusidad de los tableros de la mesa de revisin - Burlington - Mxico - 2010
Ciertas cuestiones son necesarias a tener en cuenta respecto a los acabados de las telas: Un acabado permanente dura toda la vida de la prenda. Un acabado durable dura parte de la vida de la prenda. Un acabado temporal permanece en la prenda hasta que sta se lava en agua o en seco. Un acabado renovable puede aplicarse de forma domstica sin ningn equipo costoso.1a. Acabados generales de las telas Existen tres tipos especficos de limpieza: El desengomado de la seda El descrudado del algodn El lavado de la lana1.1 Lavado a fondo:Se usa para limpiar y relajar las piezas. Este lavado incluye la limpieza de materiales no deseados, como los residuos de lanolina (telas de lana) que an pueden quedar en la tela y tanto en la lana como en el algodn, y en las telas afines a estas y/o mezclas con estas fibras, sirve para eliminar los aceites sintticos y asistentes usados en la hilandera, ya sean de origen natural o sinttico, as como suavizantes o antiestticos y ceras emulsionadas usadas en el proceso de bobinado conos y otros lubricantes, tambin engrudos utilizados en el proceso de urdido, los cuales son generalmente de origen celuloso. Manchas de aceites minerales, u otros lubricantes, que adems ayudan a fijar el polvo y la mugre.
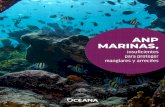
Bosquejo de maquina lavadoraDavid Gessner Co.
Esto se logra generalmente mediante la emulsificacin de los aceites sintticos y ceras o mediante la saponificacin de las impurezas de origen natural (triglicridos). Las telas de lana y algodn, las cuales generalmente vienen cargadas de substancias de origen graso, en cantidades del 1% al 2% en telas peinadas y hasta el 10% en telas cardadas.
Una de las funciones importantes del lavado a fondo, es el de relajar la tela de las tensiones impuestas a esta durante los procesos de urdido y tejido, ya que la relajacin contribuye al toque y la estabilidad dimensional, asegurando completa relajacin de tensiones. (En Lana, si este proceso es posterior al batanado, tiene como objetivo adicional, el remover el producto usado en el batn).Como detergente puede usarse jabn, o en el caso de los cardados que han sido hilados en medios grasos, debe usarse carbonato de soda que convierte los medios grasos en jabn.El tiempo del lavado va de acuerdo al peso especfico del metro lineal, as como de la cantidad de mugre, estos tiempos varan entre 10 y 90 minutos.Posteriormente se hace un enjuague, que disuelve el detergente progresivamente, con agua fresca, que puede ir de 50 a 150 minutos. Cuando se ha lavado con agua dura y enjuagado muy rpido, se presentarn manchas blancas en la pieza, producidas por limallas de jabn, esto se puede corregir utilizando secuestrantes. Cuando se lavan telas de color o diseo, es conveniente utilizar cido actico o frmico, para que los colores y los contrastes del diseo recuperen su brillo original.Algunas telas son lavadas en forma abierta, para evitar arrugas, sin embargo, el mejor lavado es en forma de cuerda, pues hay un mayor intercambio de lquidos que hacen que el enjuague sea mejor y por ende su toque.
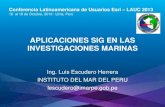
Maquina lavadora/batanadora, Unitex, Palmira 1997 (Foto: Francisco Meja-A)
1.2 Batanado:Se usa para consolidar la tela en las dos direcciones, es decir en urdimbre y trama, desarrollando en las caras del pao un aspecto afieltrado, (Flannel). Este afieltramiento mejora la apariencia dndole a la tela un mayor volumen. Era mucho ms utilizado antes que ahora, con excepcin de los lugares con climas supremamente fros, donde se emplea para hacer chaquetones y abrigos. 1.3 Abridora-plegadora:Cuando las piezas de tela salen de cualquiera de los procesos hmedos, llmense, descrude, teido en pieza, lavado o batanado, se utiliza esta mquina para abrir y plegar la tela, quedando debidamente doblada sobre un carro transportador, el cual ser aparcado enfrente de la mquina que le sigue en turno tal como la secadora, por ejemplo.
Mquina abridora/plegadora Burlington, Mxico, Mayo 2011 (Foto: Francisco Meja-A)
1.4 Fijado en hmedo:Es un proceso de acabado de la lana que se utiliza para estabilizar la tela de lana.La tela entra a la mquina y pasa por una cubeta de agua caliente, despus otra de agua fra, creando lo que se conoce como un `shock trmicoy despus se hace pasar entre rodillos. Este proceso, no es convencional en el acabado de las telas de lana, pero en muchas fbricas tradicionales se aplica. Los acabadores de la vieja escuela lo consideran fundamental,especialmente, porque le concede a la tela propiedadesadicionales, especialmente si la fibra de lana es superior a 20micras ().
1.5 Centrifuga:Despus de finalizar el proceso hmedo, la tela se pre-seca mecnicamente, por medio de centrifuga, aspiracin o presin de rodillos.
Mquina centrifuga de fabricacin india, lista para instalar
1.6 La rama:Una vez escurrida la tela, por algunos de los mtodos mencionados antes, se traslada a la rama, donde se secar prendida de unas agujas que van montadas en dos cadenas sin fin, que a medida que van entrando a la cmara de calor la van templando y obligando a estirarse hasta el ancho requerido. Esta cmara enva chorros de calor a la tela, a temperaturas que oscilan entre los 110 C y 140 C, que evaporan la humedad. El evitar un sobre-secado, depende de la pericia del acabador, quien debe combinar perfectamente la velocidad y la temperatura de la mquina. Esta es una de las mquinas ms costosas de toda la operacin de acabado textil. Generalmente son muy largas, (30-40 metros), pero tambin las fabrican de tnel vertical y son mucho ms altas y ms cortas.
1.7 TermofijadoPor: Amancio Jess Gil Velsquez (1986-1987) Editado por: Francisco Meja-A
El objetivo principal del termofijado es el de dar a la tela estabilidad dimensional, pero no solo se obtiene este efecto, tambin se obtiene una mayor recuperacin de las arrugas y una modificacin del tacto. Durante el proceso de termofijacin las fuerzas intrnsecas de la hilaza se relajan, creando como consecuencia, la reduccin de la capacidad para asumir nuevas formas al doblarse (histresis). Por estas razones los acabadores actuales consideran el termofijado como una verdadera operacin de acabado.
1.7.0Situacin dentro de un proceso generalPodramos hacer la siguiente clasificacin: Prefijado. Termofijado intermedio. Post-fijado.1.7.1 Prefijado:Tambin se llama fijado en crudo o en sucio. Es cuando se realiza antes de que el gnero haya recibido ninguna operacin en hmedo.Inconvenientes:El mayor inconveniente de esta operacin reside en que el tejido est sucio. Haciendo que queden ms adheridas despus del termofijado, por lo cual es ms difcil su eliminacin.Cuando la pieza es blanca y va a ser teida, las manchas tendrn que sacarse despus de la tintura producindose irregularidades y desigualdades en la pieza.Otro inconveniente ocurre cuando las telas crudas no han tenido el tiempo suficiente para encogerse libremente antes del termofijado, es decir cuando no se han relajado las tensionesVentajas:La mayor ventaja es que el tejido al ser fijado antes de los tratamientos hmedos en cuerda no se entorchara ni arrugar tan fcilmente. Otra ventaja es que posibilita mayor eleccin de colorantes.
1.7.2 Termofijado intermedio:Es cuando se realiza despus de las operaciones de lavado y preparacin y antes de la tintura.
Ventajas:No existe fijacin de las impurezas, ya que el gnero llega al termofijado sin ellas.Los tejidos pueden encogerse libremente antes de la termofijacin y la limitacin de Desventajas:Es ms costoso, pues se necesitar una operacin de secado adicional. Al no estar fijado anteriormente el tejido ser muy sensible al arrugado por lo que habr que evitar los tratamientos en cuerda y si hubiera que hacerlos habr que extremar los cuidados necesarios para que no se formen pliegues, ni arrugas. Igualmente, si el termofijado no se ha efectuado uniformemente muy seguramente habr absorcin irregular del colorante.1.7.3 Post-fijado:Es cuando se realiza despus de la tintura.
Inconvenientes:Solo se pueden emplear colorantes que no vayan a fallar durante la termofijacin.Como la tela no ha sido fijada antes de las operaciones en hmedo ser muy sensible al arrugado, por lo que puede tener unas contracciones excesivas.Ventajas:No existe fijacin de impurezas.Aunque el fijado sea irregular, no afecta a la absorcin del colorante ya que el proceso de teido ya se ha realizado, es importante anotar tambin que todos los residuos del carrier usados en la tintura quedan eliminados. A veces se puede realizar ms de una operacin de fijado.1.8 El proceso de termofijacin se puede dividir en tres etapas:
1.Fijado mecnico de la forma2.Fase de calentamiento3.Fase de enfriamiento
1.8.1 Fijado mecnico de la forma:Durante el proceso de termofijacin la tela se fijar en la forma que tenga durante la operacin.Por lo general las telas se termofijan en estado plano, completamente estirados y con una sobrealimentacin, para absorber los encogimientos que se producen al liberar la fibra de las tensiones producidas durante su fabricacin. Otras veces se fija la tela en formas diferentes a la plana, como cuando queremos conseguir efectos de plisado o por ejemplo, el caso de las medias, que se termofijan en hormas.
1.8.2 Fase de calentamiento:En esta fase se calienta la tela hasta la temperatura de termofijacin, mantenindola el tiempo necesario para crear una memoria que mantendr las caractersticas alcanzadas durante el proceso, esta memoria depender de la fibra, de la temperatura de tratamiento y de la maquinaria utilizada.Es indispensable que en esta fase la tela sea llevada con la mxima uniformidad posible, es decir, la temperatura de esta durante el termofijado debe ser la misma en todas las partes de la pieza, ya que las diferencias de temperatura que pueda haber durante este proceso provocaran diferencias estructurales, que saltarn a la vista ms adelante en la prenda o en la misma pieza de tela se podrn apreciar diferencias de color, en caso que la tintura se haga despus de la termofijacin.
1.8.3 Fase de enfriamiento:Muchos productores, en su afn por la eficiencia, le da muy poca importancia a esta fase, lo cual suele resultar funesto para la calidad del producto, pues hay que tener en cuenta que cuando el tejido sale de la fase de calentamiento no ha concluido la termofijacin, ya que todava no se han formado los nuevos enlaces en la posicin relajada, cosa que se consigue en esta etapa de enfriamiento.
1.9 El termofijado por medio de calor seco se puede llevar a cabo por medio de estos tres procedimientos:
1.9.1 Fijado por aire caliente:El termofijado por aire caliente es el que se realiza en la rama de secado. Es el ms utilizado industrialmente para termofijar, ya que se puede hacer de forma continua, empleando tiempos muy cortos. Las temperaturas que se emplean dependen de la naturaleza de la fibra, pudiendo oscilar entre 160-220 C mientras que los tiempos de exposicin dependern de la maquina utilizada, entre 15 y 40 segundos.
Las mquinas de termofijar, para alcanzar las temperaturas de termofijacin, no pueden ser calentadas por vapor, por lo que hay que utilizar aceite trmico o quemadores de gas. La rama es la mquina ms empleada para la termofijacin.
1.9.2 Fijado por contacto:Por contacto el que se efecta por medio de cilindros metlicos calentados.
1.9.3 Fijado por radiante:Por calor radiante el realizado utilizando rayos infrarrojos.
Para tener siempre en cuenta:La tabla de la pgina siguiente relaciona el comportamiento de las fibras y tejidos frente al proceso de termofijacin, as como las mejores condiciones para lograr tales efectos.En la misma podemos observar una serie de valores de temperaturas que nos permiten estabilizar las fibras, sea utilizando vapor, aire seco o agua, adems de los valores de ablandamiento, fusin y enfriamiento del material textil, los cuales de alguna manera nos permitirn regular esos tiempos y temperaturas.Es conveniente tomar estos valores como una gua debindose hacer en todos los casos algunos ensayos previos, necesarios para ajustar los mismos a los correspondientes al tipo de fibra que estamos manipulando.
1.10 Blanqueado:Se utiliza para eliminar el coloreado de las telas. Todos los blanqueadores daan el tejido; deben aplicarse con precaucin y controlando la tinta y la concentracin de agentes reductores.
1.11 Mercerizado:Llamado as en honor a su inventor, el Ingeniero John Mercer (Clayton-le-Moors). Es el mejor proceso qumico para el ennoblecimiento de los tejidos de algodn y mezclas. La tela es sumergida y empapada en un fuerte bao de soda custica y luego lavada bajo tensin. El proceso de mercerizado se realiza con soda caustica de densidad 32Be, a una temperatura de 18C. Este proceso le da a la tela un lustroso y agradable acabado, le imparte ms resistencia y mayor afinidad para los colorantes.
Tanto en las instalaciones con cadenas, como sin cadenas, hacen del mercerizado un proceso cada vez ms necesario por las siguientes razones: Proporciona un excelente brillo al tejido. Aumenta la resistencia del tejido y espesor. Confiere una mejor afinidad qumica, es decir, una mejor absorcin e igualacin de los colorantes. Mejora el tacto de los artculos tratados.1.12. Carbonizado:Tratamiento de telas e hilos de lana con cido sulfrico, destruye la materia vegetal de la tela. Se hace tambin con la lana regenerada para eliminar cualquier celulosa que haya sido empleada en la tela original. El carbonizado da mayor textura a las telas de lana.
1.13 Gaseado:Es la combustin de los extremos protuberantes de las fibras que se encuentran en los bordes de las telas, o en la superficie y que producen en ellas asperezas, matan el brillo y dan lugar a la aparicin de pilling. El gaseado es la primera operacin de acabado en las telas de algodn que vayan a recibir tratamientos transparentes.El gaseado, es tambin llamado "chamuscado" porque la tela en movimiento es expuesta a una llama directa por unos pocos segundos, de tal manera que se chamusque eliminando la pilosidad de su superficie, e inclusivepartculasde material vegetal, dejando la tela ms lisa y pareja.
Mquina goseadora de fabricacin india
1.14 Cepillado:En algunas telas, el cepillado se hace a telas crudas y en otras, (la mayora) se realiza anterior al tundido.Antiguamente, este proceso segua al tundido para limpiar la superficie de la tela, pero las mquinas de tundido actuales tienen sus propios cepillos.
1.15 Tundido o rasurado:Es el proceso de corte uniforme de la superficie de un tejido con el objeto de mejorar su apariencia. El corte se realiza en un equipo provisto de cuchillas montadas sobre la superficie de un cilindro giratorio, y por el que se hace pasar la superficie del textil. La altura de corte se puede regular a voluntad.Algunas telasse tunden crudas para eliminar las fibras sueltas o los extremos de los hilos, nudos y otros defectos similares. Otras en cambio, como en el caso de la lana, se tunden una vez las telas han sido secadas y desmotadas. Las telas de pelo y las perchadas se rasuran para controlar la longitud del pelo y la superficie o para producir un diseo o dibujo sobre ella.
1.17 Decatizado:El decatizado es un proceso que se aplica a los tejidos de lana peinada y sus mezclas, y que permite un cambio en sus propiedades tridimensionales.Produce un acabado liso, sin arrugas y un tanto suave en todo tipo de telas, ya sean naturales, mezclas o de fibras artificiales o sintticas.En primera medida se logra una estabilidad dimensional, pero si se realiza con presin, se logra adems una reduccin permanente de grosor de la tela, un aumento de la suavidad de la superficie y un aumento de la flexibilidad de la misma.Este es un proceso comparable a la plancha con vapor.
Decatizadora continua Sperotto Rimar - Burlington - Mxico - 2010
1.18 Decatizado Kd:Existe tambin el decatizado en autoclave, esencialmente para las telas de lana y es conocido como proceso Kd, inventado y patentado por la firma italiana Biella Shrunk Process, en 1963.En este proceso la tela de lana se envuelveen una lona tipo satn o moletn, de algodn 100% o fabricada con diferentes mezclas de poliamida-algodn o polister-algodn y es sometida en una autoclave a elevadas temperaturas y altas presiones.
Decatizadoras KD marca Biella Shrunk - Burlingtom, Mxico 2010
Nota de Inters:Es bueno tener presente cuando se aprestan o acaban gneros de lana, que cuando la temperatura aumenta, se disminuye la resistencia a la traccin de la fibra y cuando la fibra se seca aumenta la rigidez.
1.19 Otros procesos:Existen en la industria de manufactura de telas otra serie de procesos que estn en una fase intermedia entre tejedura y acabado, y que muchas veces son exclusivos solo de ciertas industrias, veamos:
1.19.1 Remiendo: (zurcido, mending):Este proceso es altamente especializado y aunque todo parece indicar que en los aos por venir podra extinguirse, es an fundamental en la industria de las telas finas, como en la de telas de algodn para camisera, en las telas de lana, vicua, cachemira, alpaca, angora y seda. Remendar debidamente es un arte costoso y lento. Generalmente realizado por mujeres, este arte naci casi al mismo tiempo en el que nacieron las diferentes formas de tejer.