
Metodos y tiempos
85
METODOS Y TIEMPOS 1.8. ESTUDIO DEL TRABAJO Por lo visto anteriormente y citando categorías conceptuales de avanzada, provenientes del eje oriental y mas específicamente al Dr. KOURO ISHIKAWA , que en la fundamentacion de una metodología que permitiera solucionar los problemas de productividad de los recursos utilizados en las empresas Japonesas, planteo que la baja de productividad no tenia otra fuente distinta que los items examinados en el denominado Diagrama de ISHIKAWA o también conocido como diagrama de las 6 MS, donde la solución de problemas se centra en el análisis de los factores: Materia prima Maquinaria Mano de obra Método Medición Medio ambiente De estos la materia prima y la maquinaria son elementos provenientes del entorno (la competencia también los puede adquirir) y sobre los cuales tenemos un limitado control en cuanto a sus características, en caso contrario en los otros
-
Upload
david-jaramillo-vargas -
Category
Engineering
-
view
395 -
download
3
Transcript of Metodos y tiempos

METODOS Y TIEMPOS
1.8. ESTUDIO DEL TRABAJO
Por lo visto anteriormente y citando categorías conceptuales de avanzada,
provenientes del eje oriental y mas específicamente al Dr. KOURO ISHIKAWA , que
en la fundamentacion de una metodología que permitiera solucionar los problemas
de productividad de los recursos utilizados en las empresas Japonesas, planteo que
la baja de productividad no tenia otra fuente distinta que los items examinados en
el denominado Diagrama de ISHIKAWA o también conocido como diagrama de las
6 MS, donde la solución de problemas se centra en el análisis de los factores:
Materia prima
Maquinaria
Mano de obra
Método
Medición
Medio ambiente
De estos la materia prima y la maquinaria son elementos provenientes del entorno
(la competencia también los puede adquirir) y sobre los cuales tenemos un
limitado control en cuanto a sus características, en caso contrario en los otros

elementos o factores la influencia sobre ellos es mayor o total, porque la empresa
u organización tiene toda la libertad de decidir; que métodos utilizar, que personas
contratar y que capacitación desarrollar para sus trabajadores, que instrumentos
de medición emplear y en que condiciones físicas y organizacionales desarrollara
sus labores.
De los factores de total control son los métodos, los que diferencian una
organización de otra, conformando el llamado KNOW HOW, que representa la
intención de la gerencia de la empresa con respecto a como satisfacer el mercado.
Podemos concluir que uno de los factores mas determinante en la presencia de
anomalías es el método de trabajo y que también se puede convertir en el arma a
esgrimir para diferenciarse de la competencia en cuanto al producto, precio, y
oportunidad de la respuesta al mercado.
La búsqueda de la preferencia del mercado lleva a las organizaciones a rediseñar
constantemente los métodos de trabajo de ahí que hoy es mas frecuente la
aparición de mercancías, como resultado de nuevas tecnologías producto de la
mejora de los métodos de trabajo.
Finalmente la mejora de métodos tiene como efecto principal el incremento de la
productividad de los recursos utilizados en el proceso de transformación, de ahí

que se hace eminente la necesidad que las organizaciones dediquen una parte
importante de sus esfuerzos al estudio y mejora de los métodos de trabajo.
Cuando se realiza un estudio del trabajo lo que realmente se pretende es eliminar
de la ejecución de una actividad, el trabajo innecesario que provoca el incremento
de la permanencia de los productos en la planta y por consiguiente afecta los
resultados económicos de la organización. También se originan otros efectos que
aunque finalmente repercuten en lo económico, merecen que se observen desde el
enfoque de planta, que utiliza un lenguaje diferente al dinero ( unidades, horas
hombres , horas maquina, promedios etc.). Para la función producción es muy
importante trabajar sobre factores como: la fatiga, el herramentaje, la motivación,
la calidad, la especialización, la poli funcionalidad.
Todos estos factores tienen que ver con la productividad y por ende son
susceptibles de mejora. El estudio del trabajo intenta proponer modificaciones en
el método actual para que finalmente se obtenga un decremento importante en los
tiempos de ejecución, por lo tanto se analiza la relación existente entre el método
de trabajo y la duración de una operación lo que se explica a continuación:
El estudio del trabajo se realiza en dos direcciones:
Estudio de métodos

Medición del trabajo
Ambos apartes se abordan en las unidades siguientes y se desarrollaran guías que
permitan la compresión y aplicación de estas técnicas en la industria de producción
industrial del vestido.
2. ESTUDIO Y MEJORA DE LOS METODOS
Una mejora de los métodos indiscutiblemente produce un efecto deseado en la
productividad de las empresas y por ende de la situación económica de país. Se
entiende por mejora de método cualquier modificación de los elementos que
constituyen una unidad productiva, ya sea en la organización de los sistemas de
trabajo (sumatoria de máquina y hombre), redistribución del espacio físico,
modificación del flujo de materiales, reordenación de la secuencia de operaciones y
modificaciones de las operaciones mismas.
De acuerdo a la orientación de la mejora, podemos decir que esta se puede
clasificar en análisis general y detallado. Para llevar a cabo cualquier mejora de
métodos, debemos inicialmente realizar un diagnostico y de acuerdo a la situación
encontrada diseñar una propuesta de modificación utilizando las mismas
herramientas con que se llevo a cabo el diagnostico. Para ello la Ingeniería ha

creado unos símbolos generales que son los empleados en las mencionadas
herramientas para el estudio de plantas industriales y de operaciones.
Los símbolos mencionados aparecen en el recuadro siguiente: 1 SIMBOLO CONCEPTO DEFINICIÓN
Operación
Representa un cambio intencionado en las características de un producto o servicio.
Transporte
Indica el movimiento del producto, servicio, operarios y equipos de un lugar a otro. No incluye los movimientos que forman parte de una operación o una inspección.
Inspección
Consiste en verificar las características de un producto o servicio, tanto en cantidad como en calidad.
Espera
Debido a determinadas condiciones, el producto o servicio debe esperar al comienzo del siguiente paso del proceso. No se incluyen en estas condiciones las que intencionalmente cambian las características físicas o químicas del objeto de estudio.
Almacenamiento
Indica el almacenamiento de un objeto, para el cual se prohíbe el traslado sin autorización previa. Frecuentemente se hace una distinción entre almacenamiento temporal y permanente, colocando una T o una P, respectivamente dentro del triángulo.
Con estos cinco símbolos básicos se pueden construir actividades combinadas, de
forma que se puedan representar las que son ejecutadas al mismo tiempo (por
ejemplo: una operación y una inspección).
1 DOMINGUZ MACHUCA, ALVAREZ GIL, DOMÍNGUEZ MACHUCA, Dirección de operaciones, Ma Graw Hill, página 187

Las herramientas en mención se dividen o clasifican en gráficos y diagramas que
se muestran en la gráfica a continuación:
GRAFICOS
Que indican la sucesión de los hechos
- Curso gramas sinóptico del proceso.
- Curso gramas analítico (del proceso, del material y del equipo o maquinaria)
- Diagrama bimanual
Con escala de tiempo - Gráfico de actividades múltiples - Simograma
DIAGRAMAS
Que indican movimiento - Diagrama de recorrido o de circuito
- Diagrama de hilos - Ciclograma - Cronociclograma - Gráfico de trayectoria
2.1. FASES DEL ESTUDIO DE MÉTODOS
Se definen en esta las pasos que se siguen para llevar a cabo un Estudio de
Métodos. Si bien es cierto una condición ideal para una planta de producción es
que tenga diseñado un método para cada operación, también se puede decir que
en aras de la efectividad, una planta en marcha debe priorizar los problemas de
acuerdo a su impacto en los resultados de la empresa. Seguidamente se desglosan
los pasos para el Estudio de Métodos y los fundamentos académicos necesarios.
2.1.1. Seleccionar el trabajo a estudiar. La selección puede derivarse de una
solicitud previamente hecha o de un programa global de incremento de
productividad. Para realizar una correcta selección debemos tener presente que se

debe estudiar el método de trabajo que reporte las mayores ventajas, tomando en
consideración razones económicas, técnicas y humanas:
Tareas con alto contenido de manipulación de materiales.
Tareas muy repetitivas.
Proceso en los que se originan cuellos de botella, problemas de
calidad, grandes desplazamientos de material, etc.
Trabajos inseguros.
Es un buen comienzo seleccionar operaciones restrictivas que, al ser mejoradas,
producen un alto grado de satisfacción entre el personal de la organización; ello
facilita continuar posteriormente con la selección de trabajos cuyas ventajas no
sean muy claras para los operarios.
2.1.2. Registro de la Información. La información de la operación seleccionada
se registra a través de varios medios, estos son los formatos de diagrama
bimanual, sigmograma y medios audiovisuales, como películas especiales o videos.
Para una mayor comprensión del levantamiento de la información se, explicara de
acuerdo al enfoque de mejora del proceso, general y de operaciones, detallado.
2.1.2.1. Análisis General. Es el conjunto de herramientas (gráficos y
diagramas) para el estudio de métodos cuya intención es mejorar el flujo de

materiales, eliminar transportes, economizar espacio físico, disminuir niveles de
inventarios de productos en proceso. De los diagramas y gráficos anteriores se
utilizan para el análisis general:
• Cursogramas sinópticos • Cursogramas analíticos • Gráfico de actividades múltiples • Diagrama de recorrido
• Diagrama de hilos
• Ciclograma
• Cronociclograma
• Gráfico de trayectoria
2.1.2.1.1. Cursograma Sinóptico del Proceso. Esta herramienta es de vital
importancia ya que en el se define el orden operacional del proceso y se muestra
las relaciones de secuencialidad y simultaneidad de las operaciones cuando en la
transformación de la materia prima interviene mas de una persona como sucede
generalmente en los procesos industriales. Es una de las herramienta de ingeniería
de mas utilidad por que al definir el método de fabricación del producto nos ayuda
en la distribución de planta, en el montaje de una línea dedicada y en el caso del
montaje del un sistema justo a tiempo, se convierte en el punto de partida para el
diseño de los módulos o celdas flexibles.

Este cursograma debe aplicarse antes de realizar la programación de un pedido,
por que permite un conocimiento a fondo del producto, de la mejor secuencia
operacional, de las posibles adiciones de operaciones y de combinaciones de
operaciones e inspecciones. Debe constituirse en parte de la documentación del
producto ya que avances tecnológicos futuros modificarán los procesos de
fabricación y estas herramientas nos facilitarán la decisión si debemos aplicar, y
donde la nueva tecnología.
La experiencia en el acompañamiento de los procesos en diferentes subsectores
industriales nos muestra el poco conocimiento que se tiene de este tipo de
diagrama y su utilidad, por lo que casi siempre, en pleno proceso productivo se
presentan problemas relacionados con la necesidad de tipo y cantidad de
maquinarias y heramientajes que se han podido prever si se utilizara esta
herramienta.
2.1.2.1.1.1. Construcción del Cursograma. Para la elaboración del
cursograma se elige como elemento principal el componente del producto que más
operaciones contenga o de mayor impacto en cuanto a calidad y se ubica hacia la
derecha, los demás componentes se colocaran hacia la izquierda y entraran al
gráfico con una línea horizontal hacia la derecha. Esta condición permite que el

gráfico sea entendido por todos, situación que no sucede cuando queda al libre
albedrío la colocación de las partes constitutivas de la prenda o producto.
a) El cursograma se comienza con una línea horizontal denominada de entrada de
material y por encima y debajo de ella se dan las especificaciones.
DENOMINACIÓN DEL COMPONENTE
TIPO DE MATERIAL
DIMENSIONES
b) Seguidamente se intercepta la línea de entrada con una línea vertical en el
extremo derecho algunos autores precisan que esta debe ser de
aproximadamente de 5mm de largo.
DENOMINACIÓN DEL COMPONENTE
TIPO DE MATERIAL
a) DIMENSIONES
c) Se procede a colocar en esta línea los símbolos de las actividades según se
vayan presentando.

d) La descripción de las actividades se hará del lado derecho de los símbolos
utilizando verbos en infinitivo indicando el tipo de maquinaria y dispositivos
utilizados. Los tiempos se colocan del lado izquierdo del símbolo.
Pegar cierre 1,30min Maquina plana Pie para pegar cierre 0,50min Inspeccionar e) La numeración será independiente para cada símbolo y se inicia a desde la línea
principal en secuencia según se vayan presentando

Pegar cierre 1,30min Maquina plana Pie para pegar cierre 0,50min Inspeccionar 0,70min cuadre de pretina maquina plana f) Después de cada línea de entrada de un componente secundario debe haber
una operación de ensamble.
0.20min Sobrehilar pretina Pegar cierre
overlock 1,30min Maquina plana Pie para pegar cierre 0,50min Inspeccionar 0.70min pegar pretina maquina plana
g) Cuando los elementos que se van a agregar no son de fabricación propia,
entran con una línea horizontal sobre la cual se coloca su denominación
(recuadro en negrilla).
1
2 1
3
2
1
1
3

Cierre de 20 cm 0.20min Sobrehilar pretina Pegar cierre overlock 1,30min Maquina plana Pie para pegar cierre 0,50min Inspeccionar 0.70min pegar pretina maquina plana
h) Las inspecciones y operaciones se pueden realizar simultáneamente. Lo que ha
cobrado mayor vigencia por la necesidad de garantizar la satisfacción total del
cliente, situación que obliga a practicar el cliché: “la calidad no se controla, la
calidad se hace”. Consecuente con lo anterior esta haciendo carrera en
occidente desde los años 80 el empleo de los “poka-yoke”: (Dispositivos a
prueba de error)2, que se pueden definir como dispositivos que permiten la
realización de operaciones con una auto inspección involucrada en su ejecución.
A continuación e ilustra con un ejemplo la elaboración de un cursograma sinóptico
del proceso de una camisilla tipo esqueleto con bies en escote y sisa, de brassier,
panty y blusa en tejido de punto.
2 MASAKI IMAI, Gemba Kaizen, Mc Graw Hill, página
2
1
1
3

EJEMPLO CON UNA CAMISILLA ESQUELETO
DELANTERO ESPALDA
1
UNIR HOMBROS S.H 0.2
B IES TALLA
2
PEGAR BIES CUELLO SISA Y TALLA RECUBRIDORA CON FOLDER 1.4
3 CERRAR COSTADOS Y ABERTURA DE HOMBROS
S.H
0.6
4 DOBLADILLAR RUEDO RECUBRIDORA
1.0
MARQUILLA
5 0.1

2.1.2.1.2. Cursograma Analítico. A diferencia del anterior cursograma este se
elabora después del montaje de la planta y se utiliza como herramienta de
diagnostico para identificar oportunidades de economía de transporte en función
del material, de la maquinaria y del personal. Este diagrama contempla desde la
entrada de las materias primas al proceso pasando por la fabricación, hasta el
almacenaje del producto terminado. Este diagrama no hace una relación fiel de la
secuencialidad de las operaciones, su utilidad se reduce a la economía de una
actividad que no agrega valor como lo es el transporte en el proceso productivo. A
continuación se presenta un cursograma analítico del proceso de producción de
una camisa manga corta.

2.1.2.1.3. Gráficos de Actividades Múltiples. Se emplea para registrar
simultáneamente las actividades de dos o más operarios, máquinas o materiales.
Para su representación se utiliza una columna para cada uno, situando el tiempo a
la izquierda y una breve descripción a la derecha, situando además en cada
columna, un apartado interior que indica cuando se está trabajando y cuando no.
También se puede utilizar una sola columna para un grupo de trabajadores o de
máquinas. Analizando atentamente el gráfico, se puede llegar a combinar de otras
formas las actividades con el objeto de suprimir tiempos improductivos. Este
gráfico también permite determinar el número máximo de máquinas que puede
manejar cada operario. Este tipo de diagrama no se aplica en los procesos
industriales de confección debido a que el grado de automatización de esta sector
industrial no ha logrado tal desarrollo.
2.1.2.1.4. Diagramas de Movimientos. Son gráficos donde se muestra el flujo
de materiales, productos en proceso, los desplazamientos que debe realizar las
personas, el traslado de equipos tanto en los procesos productivos como en las
actividades realizadas en la prestación de servicios. Los más usados son:
2.1.2.1.4.1. Diagrama de Recorrido o de Circuito. Son planos con vistas de
planta o representaciones isométricas de las instalaciones donde se grafican los
desplazamientos de los materiales, operarios, maquinas y equipos. La fortaleza de

esta herramienta es la mejor visualización del espacio del proceso por sus
características arquitectónicas.
2.1.2.1.4.2. Diagrama de Hilos. Esta herramienta es una maqueta elaborada
en cartón o icopor a escala donde se pueden utilizar hilos de diferentes colores
para representar las diferentes partes del producto que se van remplazando un
color final que representa el ensamble. Los diferentes hilos se pueden al final
medir y determinar las distancias que recorren los materiales. Su fortaleza es la
posibilidad de elaborar las máquinas a escala y obtener una aproximación muy
cercana a la real distribución de planta.
El siguiente es un ejemplo de diagrama de recorrido en función del material, Las
operaciones corresponden al ejemplo de camisilla esqueleto.

2.1.2.2. Análisis Detallado. Son los estudios de métodos que se realizan con el
objeto de mejorar una operación especifica ya sea disminuyendo la manipulación
por parte del operario, eliminando, simplificando, combinando movimientos o
diseñando dispositivos y accesorios que incrementen la productividad del sistema
de trabajo. Este análisis utiliza los siguientes gráficos y diagramas:
• Simogramas
• Diagramas bi-manuales
2.1.2.2.1. Micromovimientos. Para construir ambos diagramas se debe recurrir
a los denominados therbligs o micromovientos creados por Frank Gilberth.
ingeniero que en sus primeros trabajos se dedico al estudio de los movimientos
ideando representaciones que más tarde se denominaron con su apellido escrito al
revés. Estos consisten en divisiones o elementos básicos de los movimientos que
supuso comunes a todo tipo de trabajos manuales.
Aunque estos no son todos ellos elementos fundamentales puros, en el sentido
que no puedan ser subdivididos ulteriormente, constituyen la mejor clasificación de
movimientos de manos con que contamos. En la tabla que aparece a continuación
se muestran estas representaciones tal cual las planteo Frank Gilberth
2.1.2.2.2. Tabla de Micromovimientos diseñada por Frank Gilberth

THERBLIGS Nombre del símbolo
Símbolo Therblig
Explicación
Color
Buscar
B
Un ojo girando en busca de algo
Negro
Seleccionar
S
Dirigirse al objeto
Gris claro
Coger
C
Una mano abierta para asir el objeto
Rojo claro
Transporte en vació
TV
Una mano vacía
Verde oliva
Transporte con
carga
TC
Una mano llevando algo
Verde
Sostener
So
Un imán sosteniendo una barra de hierro
Ocre
dorado
Dejar la carga
Dc
Dejar caer el objeto que se lleva en la mano
Rojo
carmín
Poner en posición
PP
Un objeto colocado con la mano
Azul
Dejar en posición
DP
Las piezas de los juegos de bolos que se colocan antes de tirar
Azul cielo
Inspeccionar
I
Una lente de aumento
Ocre
tostado
Montar
M
Diversas cosas montadas
Violeta oscuro
Desmontar
D
Una parte del conjunto quitada
Violeta claro
Utilizar
U
U
Primera letra de utilizar
Morado
Espera inevitable
EI
Un hombre caído hacia delante involuntariamente
Ocre
amarillo

Espera evitable
EE
Un hombre acostado voluntariamente sobre su trabajo
Amarillo limón
Planear
PL
Un hombre con el dedo en la frente pensando
Marrón
Descansa para
superar la fatiga
DF
Un hombre sentado para descansar
Naranja
3 2.1.2.2.3. Definición de los Movimientos Fundamentales. A continuación se
definirán cada uno de los movimientos fundamentales planteados por F GILBERTH,
estos se han ido modificando hasta convertirse en los elementos constitutivos de
las tablas MTM 1, MTM 2, MTM 3. hoy utilizados en aplicaciones informáticas de
tiempos predeterminados que se ofrecen en el mercado para el sector de la
producción industrial de prendas de vestir.
• Buscar (B). Este implica el gesto del cuerpo humano sean manos, ojos, cuello
o cualquier parte del cuerpo cuando se busca el contacto con un objeto para
tomarlo, ejercer presión, trasladarlo, sostenerlo o cualquier otra acción que
modifique la posición espacial del objeto. La búsqueda se inicia cuando los ojos
manos o cuerpo en general inicia la aproximación y termina cuando se ha
encontrado el objeto.
• Seleccionar (S). Este movimiento muestra la capacidad de control del cerebro
sobre el cuerpo, ya que somos capaces escoger entre varios objetos
3 BARNES RALPH M. Estudio de Movimientos y Tiempos, Ediciones Aguilar, pagina 134
específicamente uno, en ocasiones particularmente difíciles. La dificultad de
poder distinguir entre la acción de buscar y seleccionar ha determinado que en
forma general se consideren como uno solo, de manera que el buscar se haya
incluido en el seleccionar. Seleccionar comienza, cuando los ojos o manos u
otra parte inician la búsqueda del objeto y termina cuando el objeto ha sido
localizado.
• Transporte en Vacío (TV). Se define como el movimiento que realiza la
mano al ir en busaca de objeto para tomarlo y cambiarle de posición o para
realizar una acción sobre el. Este movimiento debe se realizarse sin que la
mano sea sometida a ninguna tipo de dificultad en su recorrido es decir el
movimiento es totalmente libre. Se inicia cuando la mano comienza a separarse
del cuerpo o lugar donde se halle en reposo para dirigirse en la dirección del
objeto y termina cuando se detiene cerca de el quedando en capacidad de
iniciar el movimiento de coger.
• Coger (C). Este micromovimiento consiste en cerrar los dedos de la mano
sobre un objeto con el animo de ejecutar una acción sobre el, que
generalmente es cambiarlo de lugar. Comienza cuando la mano o los dedos
entran en contacto con el objeto, y termina cundo la mano controla.

• Transporte con Carga (TC). Es el movimiento de la mano que se realiza
después de haber cogido un objeto procediendo a su traslado a un lugar
distinto al inicial, a diferencia del transporte en vació, aquí el movimiento se
realiza con la dificultad que origina el peso y la forma del objeto que se
transporta. Tiene cabida en esta definición el movimiento que se realiza al
empujar un objeto sin que los dedos estén a su alrededor. El transporte con
carga se inicia cuando la mano empieza a vencer la resistencia del peso y
forma del objeto y termina cuando se deja en el lugar deseado.
• Sostener (So). Sostener es mantener inmóvil un objeto después de haberlo
cogido, se inicia cuando el transporte con carga cesa y termina cuando
comienza el siguiente therblig.
• Dejar la Carga (DC). Es suspender el control que se tiene sobre el objeto
permitiendo que este repose sobre una superficie o que se siga moviendo.
Empieza cuando el objeto comienza a dejar la mano y termina cuando el objeto
se ha separado totalmente de ella.
• Poner en Posición (PP). Es dar una dirección al objeto exponiendo uno de
sus planos a una futura ubicación lo que se puede realizar simultáneamente al
transporte con carga y comienza cuando intencionalmente se mueve la mano
que transporta el objeto en busca de ubicar el objeto en el lugar que se desee.

• Dejar en Posición (DP). Este micromovimiento se realiza cuando un objeto
es dejado en el lugar deseado con cierto grado de precisión, ya que es
importante no tanto soltar el objeto sino la posición, generalmente este
micromovimiento precede a alguna acción posterior que se hará sobre el
objeto. Se inicia cuando el objeto toca la superficie y termina cuando las manos
dejan de controlar el objeto. Se diferencia con dejar la carga (DP) en que aquí
además de soltar el objeto perseguimos la ubicación deseada del objeto, un
ejemplo claro de este elemento es cuando colocamos un bolsillo sobre una
pierna de pantalón siguiendo como guía las perforaciones que tan
comúnmente se utilizan.
• Inspeccionar (I). Consiste en la verificación contra patrones de medición o
con cualquier otro instrumento capaz de detectar desviaciones en las variables
físicas de los materiales tales como: peso, color, temperatura, etc. En la
inspección se ven involucrados generalmente mas de uno de nuestros
sentidos.
• Montar (M). Montar es colocar un objeto dentro o sobre otro con el cual
forma un todo. Comienza cuando la mano empieza a trasladar la pieza a su
sitio en el montaje y termina cuando la mano completa el montaje

• Desmontar (D). Es la acción de desensamblar elementos o partes que
conforman un objeto. Se inicia cuando se empieza separar el elemento y
termina cuando se ha separado completamente.
• Utilizar (U). Consiste en usar un dispositivo, herramienta o equipo para la
realización de una trabajo. Pegar un botón con una aguja de mano, se puede
incluir en este micromoviento desde el mismo momento en que la aguja se
introduce en el agujero del botón, dar el numero de puntadas determinado por
los requerimientos del cliente o norma hasta rematar asegurando el botón. En
este caso la utilización de la aguja le da el carácter a este elemento de
“UTILIZAR”.
• Espera Inevitable (EI). Se considera que hay una espera inevitable cuando
por razones inherentes al proceso no se puede seguir trabajando en el objeto,
un ejemplo de ello es la aplicación de gomas o soldaduras químicas en la
industria del calzado, cuyos fabricantes recomiendan para obtener excelentes
resultados una espera de 15 min. después de aplicar el pegante o en caso de
algunos procesos donde se eleva la temperatura del objeto y hay que esperar
que se enfrié para seguir con el proceso.
• Espera Evitable (EE). Es cuando se interrumpe la operación por una causa
que aparece esporádicamente como daño de maquina, cuello de botella en la
operación, daño en el material procesado. Se debe anotar en el análisis
precisamente para indicar que esa espera no hace parte del proceso normal y
no debe tenerse en cuenta en el diseño del método y que además es una
situación considerada como anomalía, que debe ser objeto de un estudio
aplicando las herramientas modernas de la ingeniería.
• Planear (Pl). Implica el proceso mental que precede al movimiento de las
partes del cuerpo con la intención de realizar una acción sobre el objeto. Este
micromovimiento se inicia cuando el operario comienza a reflexionar cual es la
acción mas adecuada a seguir y termina cuando el operario tomo la decisión
de que hacer.
• Descanso para superar la Fatiga (DF). Es la interrupción del trabajo sin
que exista una razón diferente a permitir que el operario se recupere de la
fatiga que genera la repetición de movimientos. Es esta una interrupción
prevista y contemplada en los cálculos de tiempos.
2.1.2.2.4. Diagrama Bimanual. Es una de las herramientas de ingeniería mas
útiles en la mejora de métodos y esta directamente relacionada con la creación de
tecnología cada vez que se intenta aumentar el rendimiento de algún equipo. Es
un formato donde se describen por medio de los therbligs los movimientos de las
manos izquierda y derecha al ejecutar una operación; de esta manera los
micromovimentos quedan atrapados en el papel y pueden ser sometidos a un

minucioso análisis, que permite eliminar movimientos del operario, reacondicionar
el puesto de trabajo, crear dispositivos que disminuya la dificultad en la realización
de la operación. Otra versión de este diagrama aceptada por la O.I.T. se elabora
utilizando los símbolos generales para el estudio de métodos , pero cambiando un
poco el convencionalismo que representan de esta manera:
= Representa todos los micro movimientos exceptuando el transporte
= En este caso este símbolo generaliza su significado ya que no se
hace diferencia como en los therbligs si la mano se mueve bacía o con
alguna carga.
= Este símbolo toma otro significado representando la acción de
sostener un material, herramienta y no el de almacenamiento final
que tiene como therblig.
= Representa las esperas sean evitables e inevitables
El símbolo de inspección no se utiliza ya que esta acción queda incluida en el
símbolo de operación, el símbolo de espera tiene el mismo significado como
símbolo general de método como se puede observar arriba.

Esta versión no permite una información detallada del tipo de micromovimiento
pero conserva una ventaja por que el desequilibrio en la utilización de las manos
es mas evidente. A continuación se expondrán el formato utilizado, así como
diferentes ejemplos de este diagrama.

DIAGRAMA BIMANUAL GRAFICO DEL PUESTO DE TRABAJO
PIEZA
OPERACION Firmar carta
MANO IZQUIERDA
MANO DERECHA
DESCRIPCION
SIMBOLO
SIMBOLO
DESCRIPCION
Se dirige hacia la carta
TV
Se coloca sobre la carta y sostiene sin que halla ningún desplazamiento
So
TV
Se dirige hacia la pluma
C
Toma la pluma cerrando el dedo pulgar y los demás alrededor de ella
TC
Traslada la pluma hasta el papel
PP
Coloca la pluma en posición adecuada para escribir
U
Firma la carta
TC
Vuelve la pluma a su soporte
DP
Coloca la pluma en posición adecuada su soporte
DC
Deja la pluma
TV
Se dirige nuevamente hacia el papel

DIAGRAMA BIMANUAL GRAFICO DEL PUESTO DE TRABAJO
PIEZA OPERACIÓN: Bolígrafo y
Desmontar capucha de su estado.
MANO IZQUIERDA
MANO DERECHA
DESCRIPCION
SIMBOLO
SIMBOLO
DESCRIPCION
Se dirige al bolígrafo situado en una caja
TV
Seleccionar el bolígrafo entre los demás que contiene la caja. Los ojos ayudan a la mano en la búsqueda y selección
S
EI
La mano derecha esta inactiva, puesto que no tiene forma de intervenir
Cerrar los dedos sobre el bolígrafo.
C
Transporte el bolígrafo desde la caja hasta ponerlo en posición vertical.
TC-PP
TV
Movimiento de la mano derecha vacía hasta la capucha del bolígrafo.
C
Cierra los dedos alrededor de la capucha del bolígrafo
La mano izquierda sostiene el bolígrafo mientras la derecha quita la capucha
SO
D
La mano derecha separa la capucha del resto del bolígrafo
I
La vista comprueba el estado de la capucha
M
La mano derecha coloca la capucha sobre la parte superior del bolígrafo
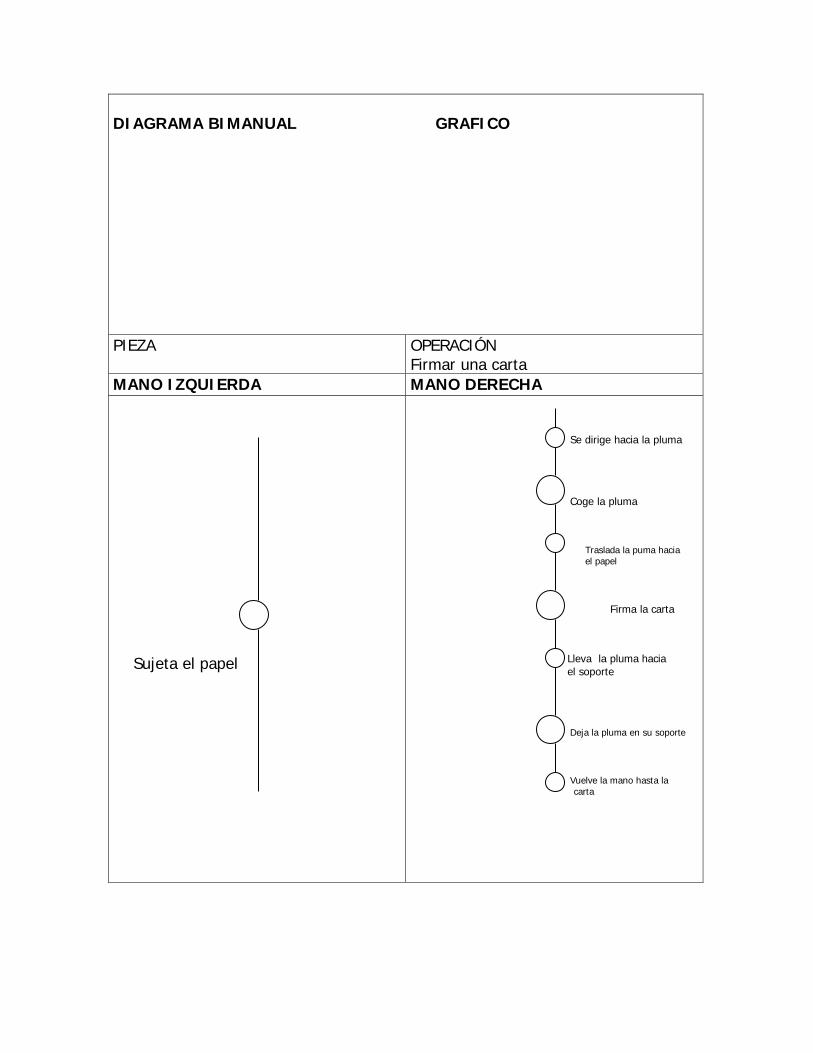
DIAGRAMA BIMANUAL
GRAFICO
PIEZA OPERACIÓN Firmar una carta
MANO IZQUIERDA MANO DERECHA Sujeta el papel
Se dirige hacia la pluma Coge la pluma Traslada la puma hacia el papel Firma la carta Lleva la pluma hacia el soporte Deja la pluma en su soporte Vuelve la mano hasta la carta
Después de realizar el diagnostico de la ejecución una operación, con estas
herramientas, además de compensar los movimientos en ambas manos se pueden
eliminar movimientos que resultan innecesarios ya sea por mala distribución del
puesto de trabajo o por malos hábitos del operario.
2.1.2.2.5. Simograma o Gráfico de Movimientos Simultáneos. Registran los
movimientos de dos o más partes del cuerpo del trabajador. Estos son
generalmente de muy corta duración (micromovimientos), por lo que, para poder
realizarlo con exactitud se debe efectuar un análisis de cada uno de los fotogramas
obtenidos con una cámara cinematográfica o de vídeo en la observación del
trabajo seleccionado. Para registrar estos micromovimientos se pueden utilizar
técnicas como los símbolos Therbligs (por ejemplo: coger, mover, etc.) o cualquier
otro sistema de tiempos predeterminados de los movimientos. Los inconvenientes
de este gráfico son la dificultad de preparación y el costo de su realización, lo que
hace que se aplique únicamente cuando su necesidad sea debidamente justificada.
2.1.3. Examen crítico del Método actual. Consiste en un análisis sistemático
del mismo por el cual se ponen de manifiesto las deficiencias existentes y las
posibles mejoras. El objetivo de este examen es descubrir las razones de la
realización de cada actividad, dependiendo sus resultados de la actitud y nivel del
analista de métodos. Para facilitar su realización se puede utilizar la técnica del
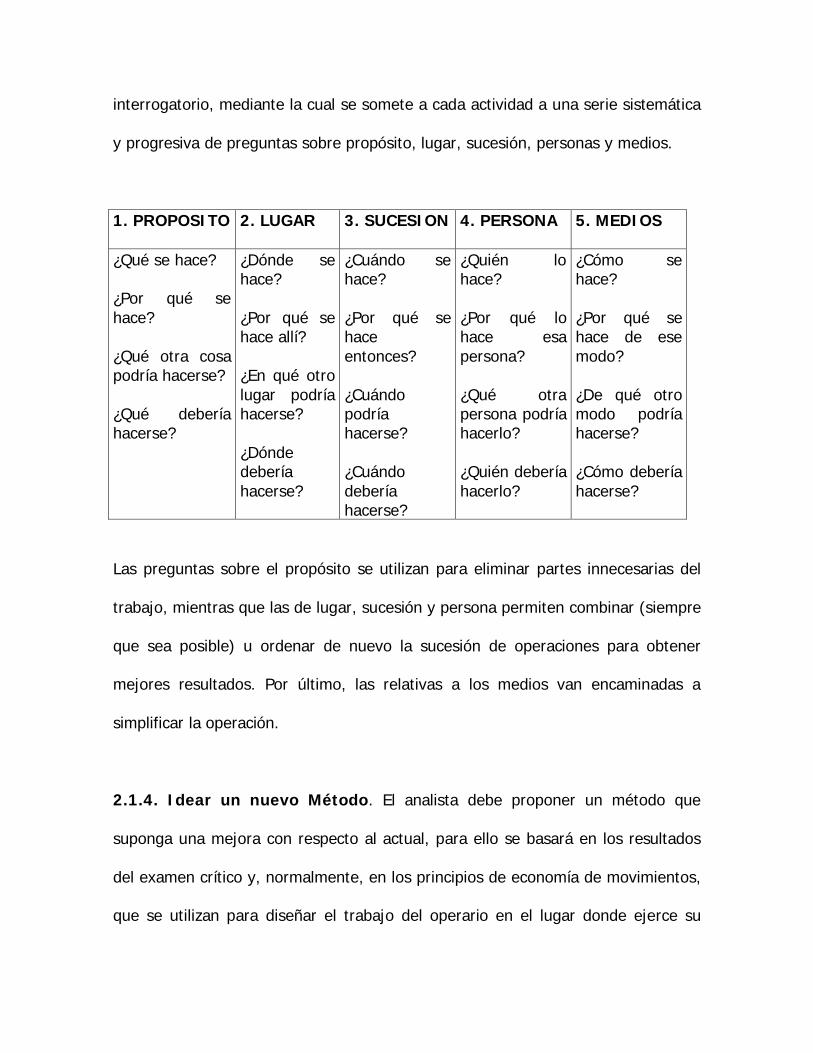
interrogatorio, mediante la cual se somete a cada actividad a una serie sistemática
y progresiva de preguntas sobre propósito, lugar, sucesión, personas y medios.
1. PROPOSITO
2. LUGAR 3. SUCESION 4. PERSONA 5. MEDIOS
¿Qué se hace? ¿Por qué se hace? ¿Qué otra cosa podría hacerse? ¿Qué debería hacerse?
¿Dónde se hace? ¿Por qué se hace allí? ¿En qué otro lugar podría hacerse? ¿Dónde debería hacerse?
¿Cuándo se hace? ¿Por qué se hace entonces? ¿Cuándo podría hacerse? ¿Cuándo debería hacerse?
¿Quién lo hace? ¿Por qué lo hace esa persona? ¿Qué otra persona podría hacerlo? ¿Quién debería hacerlo?
¿Cómo se hace? ¿Por qué se hace de ese modo? ¿De qué otro modo podría hacerse? ¿Cómo debería hacerse?
Las preguntas sobre el propósito se utilizan para eliminar partes innecesarias del
trabajo, mientras que las de lugar, sucesión y persona permiten combinar (siempre
que sea posible) u ordenar de nuevo la sucesión de operaciones para obtener
mejores resultados. Por último, las relativas a los medios van encaminadas a
simplificar la operación.
2.1.4. Idear un nuevo Método. El analista debe proponer un método que
suponga una mejora con respecto al actual, para ello se basará en los resultados
del examen crítico y, normalmente, en los principios de economía de movimientos,
que se utilizan para diseñar el trabajo del operario en el lugar donde ejerce su

actividad. Una vez ideado, es necesario definirlo para poderlo identificar y
reconocer en todo momento. Su registro se hace normalmente en papel, para
tener una descripción visual, comprobando que es factible. Además, la definición
permite la comparación del nuevo método antiguo, pudiendo realizar una
descripción completa de las modificaciones que se introducen y exponiendo las
ventajas económicas que se esperan obtener en un cierto periodo de tiempo, el
costo de la implementación del nuevo método, inconvenientes que pueden
ocasionar, etc. En la actualidad existen aplicaciones informáticas que permiten la
creación del método cercano al ideal, estas aplicaciones se basan en los tiempos
predeterminados.
2.1.4.1. Ingeniería del Cuerpo Humano
Una ayuda importante en el diseño del nuevo método son las investigaciones
antropométricas, que inicio Gilberth y que fueron complementadas por aportes de
otros investigadores como HENRY DEIFRUSS, que dieron como resultado la
creación de estereotipos humanos que van desde los 43 Kg. hasta 88 Kg. para las
mujeres y desde 58 Kg. hasta 95 Kg. para los varones, lo que permite la
generalización de estos principios a todo tipo de industria y a casi todas las
naciones ya que involucra a una amplia gama de biotipos.
Se han enunciado 22 principios que de tenerse en cuenta garantizan una
operación eficiente con el mínimo de esfuerzo por parte del operario. Estos se han

clasificado en tres grupos, de acuerdo al factor del proceso productivo en el que
inciden:
• Principios de Economía de Movimientos del Cuerpo Humano.
• Principios de Economía de Movimientos relacionado con el Puesto de Trabajo.
• Principios de Economía de Movimientos relacionado con el Equipo y el
Herramentaje.
2.1.4.1.1. Principios de Economía de movimientos relacionados con el
Cuerpo Humano. Estos se refieren a los movimientos que hace el cuerpo
humano cuando esta ejecutando tareas de carácter operativo:
a. Ambas manos deben comenzar y terminar sus movimientos a la
vez.
b. Ambas manos no deben permanecer inactivas salvo en periodos de
descanso.
c. Los movimientos de los brazos deben hacerse simultáneamente y
en direcciones opuestas y simétricas.
Estos tres principios nos permiten mejorar sustancialmente las operaciones de
costura que por lo general se realizan teniendo delante una maquina y
lateralmente dos almacenamientos provisionales donde se depositan las partes de
las prendas por procesar y procesadas (uno a la derecha y otro a la izquierda del
operario). En confección esta disposición del puesto de trabajo, sin que se haya
realizado un estudio de métodos, ha generado malos hábitos en los operarios, ya
que estos sin la capacitación adecuada tienden a tomar con las dos manos una de
las partes de la prenda para repetir nuevamente el mismo movimiento al tomar el
otro componente, como puede observarse a simple vista el operario repite el
movimiento, haciendo lo mismo tanto a la derecha como a la izquierda. Al
explicarle estos tres principios a los operarios lograríamos que aceptaran tomar
con una sola mano en forma simultanea cada una de las partes de las prendas
economizando así un movimiento en cada mano y el giro del tronco de derecha a
izquierda. Para asimilar esta mejora siéntese en una silla y simule el movimiento
tal cual lo realizan los operarios y compárelo con el movimiento que se hace al
desplazar y recoger simultáneamente ambas manos a los lados respectivos. La
observación de estos principios traen como con secuencia una disminución del
tiempo en la operación y de la fatiga del operario al no existir compromiso de la
columna en los movimientos al ejecutar operaciones de costura.

d. Los movimientos de las manos deben quedar confinados en la
clasificación mas baja compatible con la posibilidad de ejecutar
satisfactoriamente el trabajo.
Habrá economía de movimientos en una operación cuando se introducen métodos
que exigen menos contracciones musculares y desplazamientos de las
articulaciones de la estructura ósea. Los movimiento han sido clasificados por los
expertos de acuerdo al compromiso de articulaciones de los dedos , muñecas
brazo y antebrazo. Es deseable confinar los movimientos en lo posible al menor
grado de la clasificación siguiente:
• GRADO 1 Movimientos de los dedos.
• GRADO 2 Movimientos que comprenden dedos y muñeca.
• GRADO 3 Movimientos que comprenden dedos, muñeca y antebrazo.
• GRADO 4 Movimientos que comprenden dedos, muñeca, antebrazo y brazo.
• GRADO 5 Movimientos que comprenden dedos, muñeca, antebrazo, brazo y
hombro. Esta clase necesita cambio de postura.

Para implementar mejoras siguiendo este principio, en las operaciones de costura,
bastara con reducir las distancias entre las manos de los operarios y las partes de
las prendas o las tijeras si las usa dentro de la operación.
e. Siempre que sea posible debe emplearse la impulsión para ayudar
al obrero y esta debe reducirse a un mínimo si se ha de vencer con
esfuerzo muscular.
Este principio tiene poca o ninguna aplicación en la industria del vestido por lo que
se pasa por alto un comentario al respecto de el.
f. Son preferibles los movimientos suaves y continuos de las manos a
los movimientos en zigzag o en línea recta con cambios de
dirección repentinos y bruscos.
Este principio nos permite revisar la distribución de los puestos de trabajo en la
industria de prendas de vestir, generalmente conformado por una maquina y dos
mesas o “burros” laterales donde se depositan las partes a ensamblar lo que obliga
al operario a realizar movimientos bruscos al bajar las manos a buscar las piezas,
levantarlas en línea recta y luego cambiar la dirección del movimiento ascendente
por uno horizontal para colocarlas en la mesa de la maquina.

En una mejora al método actual se ensamblarán dos soportes a la mesa de la
maquina donde se colocaran las partes de las prendas, quedando estas al mismo
nivel de la aguja, lo que evitara el desplazamiento de las manos hacia abajo,
permitiendo ahora transportes en vació y transportes con carga semicirculares
para buscar las piezas y llevarlas al punto de costura.
Los soportes pueden fabricarse de diferentes formas de acuerdo a las piezas a
ensamblar llegando inclusive a desmontarse constituyéndose en dispositivos
flexibles que no obliguen a utilizar las maquinas para una sola operación.
g. Los movimientos balísticos son mas rápidos, mas fáciles y mas
exactos que los restringidos.
Este principio al igual que el numero 5 no tiene aplicación en la industria del
vestido, su empleo es mas de la industria metalmecánica donde abundan las
operaciones con herramientas de golpes.
h. Debe disponerse el trabajo de modo que permita un ritmo fácil y
natural, siempre que sea posible
Para ilustrar este principio se recurre a definir mas exactamente que es el ritmo.
Definámoslo para el caso de las operaciones industriales como la uniformidad con

respecto al tiempo de la repetición de un evento y para ello comparémoslo con los
movimientos que hace un bailarín al seguir el compás de la música. El danzante
mueves sus pies y cuerpo con una cadencia que nos da una idea de fluidez, de
equilibrio; en caso que sus pies tropiecen voluntaria o involuntariamente
recibiremos un impacto visual, como un mensaje que algo anda mal y lógicamente
al bailarín le costara algún esfuerzo, por así decirlo, montarse nuevamente en la
cadencia que llevaba antes de tropezar.
Entre mas veces el danzante pierda el ritmo durante la ejecución de una pieza
bailable mas tiempo utilizara en recomponer su cadencia que realizando los
movimientos gráciles propios del baile, en otras palabras bailara menos por minuto
cronometrado.
A efectos de los movimientos en la ejecución de operaciones de costura y
considerando el principio N° 6, el operario con los movimientos suaves y continuos
tendría un ritmo al ejecutar la operación asignada, pero este puede verse
interrumpida, entiéndase perder el ritmo, cuando por causa de una inadecuada
distribución del puesto de trabajo, el operario se sale de la cadencia que le ha
marcado al trabajo para ejecutar un movimiento esporádico o que le obliga a
reiniciar nuevamente su secuencia de movimiento. Una de las razones para que
esto suceda es la colocación de las tijeras, detrás del caballo de la maquina,
colgadas de la cubierta de la maquina o a una distancia considerable de la aguja.

Un ejemplo para ilustrar este caso, es una operaria que tiene asignada la
operación de pegar botones, si la máquina no tiene instalada una cuchilla de
planchuela, la operaria tendrá que levantar las tijeras 2.400 veces al día, ya que
una maquina botonadora industrial tiene una capacidad de pegar 300 botones
/hora (los estudios de tiempo han dado como resultado un tiempo estándar de
0.20 min. por botón incluyendo la manipulación de la prenda). Esto implica un
gran esfuerzo físico y mental del operario tanto por el movimiento de ir a buscar
las tijeras, levantarlas, cortar el hilo, como por el peso de la tijera generándose
una fatiga por la ejecución de elementos que podrían eliminarse, dándole mayor
velocidad al operario.
i. Los puntos en que se fija la mirada deben ser tan escasos en
número y tan próximos entre sí como sea posible.
Los seres humanos al igual que los otros animales presentamos limitaciones en
nuestros sentidos, vista, oído, tacto, olfato, gusto. Con respecto a nuestra visión
esta limitada por la estructura del ojo humano que esta diseñado para ver
totalmente en un plano frontal, abarcando de este una porción limitada por un
Angulo de 47°, otras especies como los peces alcanzan hasta un ángulo de 180°.
Para comprobarlo póngase de pie y fije sus ojos en un punto al frente, extienda
sus brazo hasta formar una cruz con su tronco, notara que en esa posición no
alcanza a visionar los dedos de sus manos, lentamente mueva sus brazos

extendidos hacia el frente hasta que vea perfectamente los dedos de sus manos,
pídale a una persona que mida la distancia desde el punto medio de sus ojos hasta
el extremo de sus dedos, mida la distancia de la abertura de sus brazos y proceda
a medir con un goniómetro o compás el ángulo formado. Este ángulo es el
utilizado, por los fabricantes de lentes para cámaras fotográficas, al construir el
lente de 50° y que llamamos lente normal porque precisamente es similar al
campo visual de los humanos.
Todo movimiento que se realice fuera de ese ángulo generalmente implica el
movimiento de nuestro cuello al ejecutar el elemento BUSCAR, causando perdida
de tiempo en la operación y fatiga muscular, por tal razón los puestos de trabajo
deben diseñarse procurando que todos sus componentes (materiales, dispositivos,
punto de costura, tijeras) queden dentro del campo de visión.
Son pocas las empresas que se han preocupado de diseñar sus puestos de trabajo
bajo estas condiciones y es así como las mesas auxiliares para los materiales o
burros están ubicados fuera del alcance de la visón del operario (se necesita una
visión de 180°), las tijeras no tienen un lugar especifico y muchas veces son
guardadas dentro de gavetas. En conclusión, las mesas auxiliares según este
principio, deben ser eliminadas y diseñarse dispositivos que permitan ubicar el
trabajo al frente del operario.

2.1.4.1.2. Principios de Economía de Movimientos relacionados con el
Lugar de Trabajo.
a. Debe haber un sitio definido y fijo para todas las herramientas y
materiales.
Por sentido común el orden en un puesto de trabajo facilita la ejecución de las
operaciones, sin embargo al parecer los administradores de la producción y las
personas que le sirven de soporte no tienen conciencia al respecto. Es normal
observar como en las unidades productivas se incurren en tiempos improductivos
precisamente por mantener los puesto de trabajo en condiciones de completo
desorden siendo esto la causa que se rompa constantemente el ritmo de trabajo al
tener el operario que buscar los materiales y las herramientas necesarias para
ejecutar su tarea.
La forma de evitar estos tiempos improductivos que finalmente se reflejan en la
productividad de la planta, es propiciar que el trabajador se discipline,
habituándose a fijar un lugar para cada objeto que utilice en la operación que
ejecuta, de tal manera que pueda mover sus manos siempre con movimientos
destinados a la transformación de la materia prima. Lo ideal seria que las
empresas asumieran la practica de la estrategia del “house kiping”4 o también
4 IDEM 5

denominada las CINCO S y de esta manera velar por el aprovechamiento del
tiempo en planta del recurso humano.
b. Las herramientas, materiales y aparatos de control deben situarse
cerca y directamente enfrente del operario.
De acuerdo al numeral i de los principios de economía de movimientos
relacionados con el cuerpo humano, consideremos el ángulo de visión (47º) de la
especie humana y su conformación antropométrica (el hombre presenta una
morfología simétrica) para analizar las características de los movimientos que se
realizan cuando se ejecuta una operación en posiciones de pie o sentado.
Nuestra conformación ósea- muscular determina que la mayoría de nuestros
movimientos sigan una trayectoria circular; analicemos nuestros movimientos al
caminar y observaremos como el fémur, tibia y peroné, y los huesos del pie se
mueven hacia delante en el siguiente orden:
1) el fémur se desplaza hacia delante pero la tibia y peroné y pie a partir de la
rotula permanecen ubicados hacia atrás
2) cuando el fémur llega a la posición mas adelantada el resto de la pierna
inicia el movimiento hacia delante, primero la tibia y peroné llegando a una
posición máxima

3) alcanzando esta posición el pie comienza entonces un movimiento hacia
adelante hasta llegar a conformar un ángulo de 180º con el fémur en el
vértice de la rotula
4) en este momento el pie gira hacia atrás y se apoya en la superficie en que
nos desplazamos. Ya apoyado el pie, el cuerpo comienza a inclinarse hacia
delante buscando el centro de gravedad y simultáneamente el pie que
permaneció inmóvil se despega de la superficie.
Todo este grupo de movimientos al realizarse en forma continua obliga que las
partes del cuerpo que intervienen describan un circulo, idéntico al que realizamos
cuando pedaleamos en una bicicleta; con la diferencia que en la bicicleta el apoyo
contra la superficie (pedal) es permanente.
Todos los elementos del cuerpo humano que conforman una articulación funcionan
bajo el mismo principio de producir movimiento en forma circular, por lo tanto,
seguir esta trayectoria en los movimientos que realizamos cuando ejecutamos una
operación generara menos resistencia en los músculos que participan en el
movimiento y por consiguiente menos fatiga.
Observando la conformación antropométrica del humano también podemos
concluir que los miembros inferiores se utilizan exclusivamente para el
desplazamiento, y que son los miembros superiores los que mas intervienen en la

ejecución de operaciones laborales, ya que nuestro tronco tiene capacidad de giro
hacia la izquierda y derecha en forma limitada , pero es compensada por una
capacidad de giro de nuestro cuello y cabeza de hasta 180º. Nuestras manos
pueden girar hasta 360º en todos los planos de una esfera, gracias a el tipo de
articulación que tenemos tanto en el brazo, antebrazo y muñecas. Este movimiento
y nuestro ángulo de visión nos permite barrer con nuestras manos una
semiesfera delante de nosotros, que es generalmente el área de trabajo en casi
todas las ocupaciones labores de actividad industrial de hoy.
De acuerdo a estudios de salud ocupacional, tendientes a conservar la salud de la
especie humana en el desempeño de labores profesionales, han limitado esta área,
buscando que los movimientos realizados no comprometan algunas zonas de
nuestra estructura ósea-muscular ya sea por deterioro de algunos huesos y
cartílagos como las vértebras y discos de la columna vertebral o por causar
excesiva fatiga; de tal manera que retomaremos la definición de área máxima y
área normal de trabajo según la Oficina internacional del trabajo:
“Siempre que sea posible se evitara colocar los materiales en el área situada
delante el operario, ya que este debe estirarse hacia comprometiendo los músculos
de la espalda provocando fatiga “5
5 Introducción al Estudio del Trabajo, Editorial Limusa, Pág. 144
La O.I.T define como área normal de trabajo la zona barrida con nuestra manos
cuando realizamos movimientos semicirculares donde interviene solamente dedos,
muñecas y codos. Cabe anotar que esta zona de barrido denominada como área
mínima esta limitada por los 47° del ángulo de visión de los humanos En esta área
el esfuerzo es mínimo en comparación a la fatiga que producen movimientos que
comprometen el brazo, el tronco y cuello .
Cuando el barrido con las manos se hace involucrando el brazo se denomina área
máxima y cuando se trabaja dentro de ella se producen cambios de postura que
implican bajas de productividad por fatiga una ilustración de ambas áreas se
muestran en los gráficos.
Sin embargo es muy común encontrar que los materiales y herramientas, en los
puestos de trabajo se distribuyen de forma que obligan al cuerpo humano a
realizar movimientos fuera del área de trabajo (área mínima y área máxima).
En la industria colombiana es mucho lo que hay que hacer en el sentido de
mejorar los puestos de trabajo y quizás es este uno de los principios que mas
contribuirían a incrementar la productividad en las plantas de confección.
c. Se deben utilizar depósitos y recipientes de suministro por
gravedad para entregar el material cerca del punto de utilización.

Este principio puede implementarse en puestos de trabajo tales como las maquinas
botonadoras donde se podría utilizar pequeñas tolvas para evitar la perdida de
tiempo en la toma de los botones por ser elementos muy pequeños que aumentan
el grado de dificultad del micromovimiento coger. Dependiendo del tipo de
material y de la operación se pueden diseñar depósitos que en el lugar de trabajo
faciliten la toma de los materiales.
d. Siempre que sea posible, deben utilizarse entregas por gravedad.
La salida del material procesado de los puestos de trabajo en nuestro medio se
presenta como un problema al punto que se utilizan operarios manuales para su
recogida y entrega al cliente interno. El sobrecosto en que se incurre en el operario
manual que no aporta valor agregado al producto, puede eliminarse utilizando
entregas por gravedad entre maquina y maquina construyendo con materiales
como el cartón pequeñas rampas.
e. Deben situarse los materiales y las herramientas de modo que
permitan el mejor orden de movimientos.
Los materiales deben ubicarse el orden en que se van agregando al producto de
tal manera que se eliminen los movimiento cruzados de las manos. Una solución

podría implementarse utilizando dispensadores que eviten tener los materiales
regados en toda la cubierta de la maquina.
f. Deben existir condiciones de visibilidad adecuadas. El primer
requisito para una percepción visual satisfactoria es una buena
iluminación.
En Colombia la producción de prendas de vestir en general se realiza no siempre
en la mejores condiciones de iluminación, se depende de una batería de luces tipo
velas ubicadas en todo el salón de costura pretendiendo lograr una uniformidad de
lúmenes en cualquier sitio del taller.
La condición de que la fuente de luz este sobre la cabeza del operario y que las
maquinas no siempre quedan debajo exactamente de las lámparas hacen que la
medición de la medición de la luminosidad realizada en general nos engañe al
tomarla como la luminosidad debajo de la aguja de la maquina sitio que es
realmente el donde los ojos se concentran al momento de coser. Previendo esto es
mejor utilizar en el salón de costura luces individuales en cada maquina
colocándoles si no lo traen dispositivos esqualizables que le permitan al operario
dirigir la luz hacia el lugar preciso donde se necesita, Las maquinas que
actualmente se consiguen en el mercado generalmente viene equipadas con este
dispositivo. Otra sugerencia que se podría tener en cuenta es pintar las paredes y
techos de color blanco para lograr una mejor reflexión de la luz. generalmente se
acostumbra a dejar las paredes sin acabados de superficie y bajo un equivocado
concepto de economía usar tonos grises (color basalto) para disimular el sucio y
distanciar las actividades de limpieza.
Es valido seguir la regla de la existencia de contraste de color entre las superficies
que rodean al lugar de trabajo y el lugar de costura, ya que al pintar de blanco
paredes y techo este contrasta con las prendas de vestir, que por factores
sicosociales en los países tropicales son de naturaleza fuertemente coloridas.
g. La altura del lugar de trabajo y la del asiento correspondiente a
cada operario deberán combinarse de forma que permitan a este
sentarse o ponerse en pie con facilidad mientras trabaja.
La tendencia cada vez mayor de utilizar trabajadores poli funcionales al
implementar sistemas de celdas flexible, exige hoy mas que antes el que un
operario se pueda desplazar rápidamente de una maquina a otra, de tal manera
que los puestos de trabajo deben estar diseñados para permitir que el operario lo
abandone rápidamente si se puede con deslizamiento de las sillas, por lo que se
dispone de materiales como el acrílico, sobre el piso, o si trabaja de pie la no
existencia de palancas y manivelas a la altura del operario estas deben
remplazarse por comandos eléctricos electrónicos, hidráulicos y neumáticos.

h. Debe instalarse para cada obrero una silla del tipo y altura
adecuados para permitir una buena postura.
Las sillas utilizadas cuando se trabaja de pie deben obedecer a las normas de la
ergonomía de tal manera que los operarios adopten una posición lo menos
fatigante posible y que no vaya en perjuicio de su salud al adquirir enfermedades
profesionales por malas posturas. Será conveniente consultar a un experto de las
entidades estatales como el Instituto de Seguro Social para que detecte donde se
puede estar incurriendo en condiciones no adecuadas para el trabajador y tomar
las medidas del caso.
Una condición a tener en cuenta por su reevaluación, es pensar que las sillas no
deberían tener ruedas ni ser giratorias, ya que antes se asociaba a un operario con
una sola operación y por ende con una sola maquina, por lo tanto la silla debería
ser fija para evitar la fatiga que se originaba al tratar de evitar movimientos por
deslizamientos de la silla, al realizar esfuerzos musculares apreciables. Este no es
caso de la industria confeccionista que manipula materiales livianos y con la
tendencia cada vez mayor de disminuir el tamaño de los paquetes de prendas, el
esfuerzo se reduce considerablemente en la toma del trabajo.

En otros tipo de actividad fabril debido a la tecnología, las operaciones cada vez
mas se reducen a trabajos similares al de utilizar teclados de computador, por lo
que como se expreso anteriormente las sillas del operario tiende por necesidad del
trabajo a asimilarse a una silla de oficina.
Sugerencias generales indican que los bordes de las sillas deben:
• ser redondeados
• el respaldo de la silla deben servir de apoyo a la parte inferior de la
columna.
• Deben ser ajustables utilizando mecanismos como un tornillo sin fin o
mecanismos hidroneumáticos.
2.1.4.1.3. Principios de Economía de Movimientos relacionados con el
Diseño de Herramientas y Equipo.
a. Debe revelarse a las manos de todo trabajo que pueda ser
realizado más satisfactoriamente por una planilla, un aparato de
sujeción o un dispositivo accionado por pedal.
Un ejemplo muy visible de la aplicación de este principio se observa en las
maquinas industriales de coser que a diferencia de las maquinas familiares poseen
una rodillera que permite levantar la barra y pie prénsatelas con un ligero
movimiento de la pierna derecha manteniendo las manos sobre la cubierta de la
maquina realizando otro tipo de actividad, caso contrario sucede en las maquinas
familiares que para darle vuelta a una pieza que se encuentre debajo de la aguja
debemos levantar la barra y pie prénsatelas con las manos y entonces si manipular
la pieza que se encuentra debajo de la aguja. Este método utilizado con la
maquinas familiares, obligadamente por el diseño de la maquina, contiene
movimientos innecesarios que además rompen el ritmo y producen fatiga.
b. Siempre que sea posible, deben combinarse dos o más
herramientas.
La herramienta mas utilizada en la industria de la producción industrial de prendas
de vestir es la tijera, la que puede utilizarse para realizar algunas operaciones de
voltear.
En la utilización de guías y dispositivos debe procurarse que estos sean
esqualizables para permitir el uso de ellos en varias operaciones que requieran
medidas diferentes; las guías y dispositivos fijos rigidizan las maquinas al no
poderse utilizar en operaciones varias.
c. Siempre que sea posible deben dejarse previamente en posición
las herramientas y los materiales.

Se entiende por dejar en posición un objeto, situarlo en un lugar determinado
previamente, en forma tal que, cuando se le necesite después, pueda ser cogido
en la posición en que ha ser utilizado. Para dejar en posición las herramientas se
puede instalar un apoyo en forma de casquillo, comportamiento, garfio o
colocador, dentro de o por medio del cual se pueden devolver las herramientas,
después de utilizadas al lugar donde permanecen en posición para la operación
siguiente.
d. Cuando cada dedo realiza un movimiento específico, como
escribiendo a máquina, debe distribuirse la carga de acuerdo con
las capacidades inherentes a los dedos.
En las operaciones de maquina debe distribuirse la carga del trabajo
adecuadamente entre los dedos y esto se logra realizando diseños de métodos con
los diagramas de mano izquierda y mano derecha para distribuir lo mejor posible la
participación de cada mano y definiendo las operaciones con la menor cantidad de
puntos de control.
e. Las palancas, manivelas y volantes deben situarse de forma que el
operario pueda manejarlos con un cambio mínimo en la posición
del cuerpo y las mayores ventajas mecánicas.

2.1.5. Implantación del nuevo Método. Una vez aprobado el nuevo método,
éste debe ser implantado o aplicado. Es muy importante que se consiga la
aceptación inicial de los supervisores y de la dirección para, posteriormente,
ponerlo en conocimiento de los operarios, de manera que también se consiga su
aprobación (sí el método no es bien recibido habrá un alto porcentaje de
probabilidad de que fracase). Una vez que ha sido aceptado se debe entrenar a los
operarios en un nuevo método. Si los cambios realizados son pequeños no
necesitarán mucho entrenamiento, pero, si los cambios son grandes, es
absolutamente necesario que aquél se prolongue hasta que se consiga el nivel de
desempeño deseado para la tarea, de forma que no se considerará completado
hasta que la productividad esperada no sea alcanzada. En las tendencias modernas
de manufacturas la implementación de nuevos métodos es mucho mas fácil por la
política de participación total del recurso humano, bajo la cual los nuevos métodos
son diseñados por el personal de producción.
2.1.6. Mantenimiento del nuevo Método. Se ha de establecer una vigilancia y
control para permitir que el nuevo método se desarrolle normalmente pues,
cuando se hace una innovación, la tendencia general, aunque sólo sea por rutina,
es la de volver al antiguo método; poco a poco esta vigilancia podrá irse
abandonando a medida que se observa la implantación real del nuevo método y
que las desviaciones respecto al mismo sean aceptables. Conviene, sin embargo,

hacer revisiones periódicas siguiendo un proceso de retroalimentación, ya que el
nuevo método también será susceptible de mejoras; la tecnología también se
convierte en un factor generador de cambios en la forma de ejecutar las
operaciones.
Desafortunadamente la situación de las empresas nacionales distan mucho de la
realidad construida en las empresas de éxito en el mundo, reflejado esto en una
carencia de intención por parte de las directivas de nuestras organizaciones para
lograr la participación y el involucramiento del trabajador colombiano en los
procesos y en la toma de decisiones en la solución de problemas. La fuerza
productiva colombiana no se considera como un socio en la actividad de la
producción de bienes, esta no participa en el diseño de los métodos y tampoco se
le estimula para que lo haga, lo que significa que los métodos empleados en la
ejecución de las tareas de confección no son resultado de estudios científicos en
la realización de una tarea, sino del empirismo del trabajador inclusive se
encuentran que varios operarios a las que se le asignan la misma operación
realizan estos con métodos diferentes, por lo que se encuentra movimientos
innecesarios, mala distribución de dispositivos y guía, del puesto de trabajo,
distribución al azar de entradas y salida del trabajo. Lo que se conoce de métodos
y tiempos en Colombia se resume en la estipulación de tiempos estándares con el
objetivo de presionar al trabajador para el cumplimiento de metas, siendo estos
tomados con métodos inadecuados.

PROCEDIMIENTOS PARA LA DETERMINACIÓN DE LOS TIEMPOS
Pueden clasificarse así:
Por Estimación
Por Cronometraje
Con Sistema de Tiempos Predeterminados
El método de determinación de tiempos por estimación, consiste, como su nombre
lo indica, en determinar el tiempo aproximado y a criterio del analista de tiempos.
El sistema de tiempos predeterminados utiliza para la determinación del tiempo,
los dieciséis movimientos que se encuentran en la tabla del MTM 2, el tiempo
resultante viene dado por la duración en tiempo de los movimientos que
constituyen una operación. Mientras que el sistema de tiempos por cronometraje,
técnica que abarca este texto, se caracteriza por la observación directa del
operario en la realización de una tarea, lo que significa la presencia prolongada del
analista, la subjetividad en la valoración de la actividad del mismo, así como la
practica de la tarea por parte del operario, entre otras.
3.1. UNIDAD DE MEDIDA PARA EL ESTUDIOS DE TIEMPOS
En los estudios de tiempos la unidad usual de medida es la diezmilésima de hora o
la centésima de minuto

1 hora
Diezmilésima de Hora = -----------------
10.000
1 minuto
Centésima de Minuto = -------------------
100
3.2. ESTUDIO DE TIEMPOS POR CRONOMETRAJE
Aquí se considera conveniente realizar un paréntesis que permita adecuar el
contenido de este texto a la realidad colombiana, por ello a continuación se
incluirá en el tratamiento de las técnicas de cronometraje la utilización del
sistema sexagesimal que muchos textos no tratan, ya que en los países donde se
han escrito (factores económicos y la formación ingenieril de los empresarios), no
se escatiman esfuerzos para apegarse a la técnica en el momento de administrar
sus unidades productivas, por ello utilizan relojes en el sistema decimal que
permite obtener estándares de tiempo en forma directa sin ningún tipo de
conversiones, ahorrando tiempo en los cálculos y evitando errores en la
planificación y equilibraje de plantas, muchas veces por falta de capacitación del
recurso administrador de la producción.
En Colombia en la mayoría de las plantas de producción industrial de confección por motivo de una visión equivocada de costos se utilizan cronómetros deportivos

que vienen en el sistema sexagesimal, lo que obliga a realizar operaciones adicionales de conversión. En gran parte los analistas de tiempos en Colombia se han formado empíricamente por lo que no tienen conocimiento de la diferencia en las mediciones realizadas en un sistema y otro, por lo tanto toman los datos directamente del reloj y los operacionalizan cometiendo errores siempre subdimensionado la fuerza trabajo. Uso del Estudio de Tiempos por Cronometraje. El estudio de Tiempos puede
emplearse para:
• Determinar y planificar el trabajo.
• Estimar los costos de un producto previo a su fabricación.
• Determinar las necesidades de personal, maquinaria y tiempo de realización de
las tareas.
• El equilibrado de líneas de producción.
• Determinar el costo de la mano de obra directa.
• Medir la productividad en la utilización de los recursos
• Diseñar planes de incentivos
3.2.4. Equipo necesario. El equipo necesario para realizar un estudio de
tiempos consiste en un dispositivo de cronometraje y equipo auxiliar.
3.2.4.1. Cronómetros. Son instrumentos de medición que permiten con mucha
precisión determinar la duración de operaciones de relativa corta duración propio
de procesos con un alto grado de división de tareas. No se utilizara un cronometro
para hacer mediciones en ciclos de operaciones de larga duración vr/g una

operación que demore 6 horas o dos días acuerdo al campo de la actividad
humana donde se estén ejecutando, en nuestro caso la industria de prendas de
vestir. Generalmente son cuerpos circulares donde se distinguen:
• Caja o deposito del mecanismo.
• Carátula graduada.
• Postes, pivotes, pulsadores u obturadores que pueden ser de accionamiento,
de aguja de tiempo acumulado, o de vuelta a cero.
• Agujas, minutero, de tiempo acumulado y horario
En la actualidad las empresas colombianas por motivo de costos utilizan
cronómetros digitales que no se ajustan al concepto esbozado, y sus
características depende del modelo y del precio
3.2.4.1.1. Cronómetros sexagesimales. Estos cronómetros vienen graduados
en su carátula de manera similar a un reloj de uso general, de tal manera que la
esfera presenta 60 divisiones iguales, correspondiendo cada una a un sesentavo
de minuto y en igual forma al segundero de los relojes comunes, la aguja tarda
un sesentavo de hora en completar un giro de 360°, lo que equivale a un minuto.
La denominación de segundo es exactamente 1/3600 avo de la circunferencia. Ya
de manera científica para medir el tiempo internacionalmente con mayor precisión,
el segundo se define como la duración de 9.192.631.170 ciclos de la radiación

emitida en una transición especifica del átomo de cesio. Los cronómetros digitales
sexagesimales lógicamente no presentan estas características, pero para la
operacionlización de los datos obtenidos con ellos, los inconvenientes son los
mismos. La información del tiempo se presenta en un tablero separando
generalmente las horas de los minutos por dos puntos y los minutos de los
segundos por comillas.
0: 01’ 45”
Los errores se comenten por que el analista sin capacitación técnica toma esta
información como proveniente de un instrumento en el sistema decimal y toma los
dos puntos y la comilla como el punto del sistema decimal y como podemos
analizar es muy diferente 45 segundos que corresponden a 0.75 del minuto en
sistema decimal a tomar 0.45 y realizar operaciones matemáticas con un error de
0.30 centésimas de minuto que al final, de operación en operación y de unidad en
unidad, surgen desviaciones grandes en lo planeado y lo ejecutado y por lo tanto
en los presupuestos.
3.2.4.1.2. Cronómetros Decimales. El cronómetro decimal de minuto tiene la
esfera dividida en 100 espacios iguales, cada uno de los cuales representa 0.01
minutos; la manecilla grande da una vuelta completa por minuto. El reloj puede
tener una esfera pequeña dividida en 30 espacios, cada uno de los cuales
representa un minuto, y en la que la manecilla de una vuelta en 30 minutos.

El cronómetro decimal de hora es como el decimal de minuto, tanto en diseño como en funcionamiento. Pero tiene la esfera dividida en 100 partes iguales, cada una de las cuales representa 0.0001 horas y la manecilla da 100 revoluciones por hora. La esfera pequeña esta dividida en 30 espacios, cada uno de los cuales representa 0.01 horas y la manecilla da 3 1/3 vueltas por hora. La principal ventaja de este cronómetro consiste en que las lecturas se hacen directamente en fracciones de hora, que es la unidad común de medida de tiempo en la industria. Su principal desventaja radica en que es más difícil manejar cuatro cifras decimales que dos. Esto se hace más evidente cuando se registran los datos del cronómetro en las hojas de observación. REALIZACIÓN DEL ESTUDIO DE TIEMPOS
El procedimiento exacto de hacer un estudio de tiempos por cronómetro puede
variar algo, según sea el tipo de la operación que se estudia y el uso que ha de
hacerse de los datos obtenidos. No obstante, por lo general, se requiere dar los
pasos siguientes:
• Obtener y registrar información sobre la operación y operario que se estudia.
• Dividir la operación en elementos y anotar una descripción completa del
método.
• Observar y registrar el tiempo empleado por el operario.
• Determinar el número de ciclos que deben cronometrarse.
• Valorar la actuación del operario.
• Comprobar que se ha cronometrado un número suficiente de ciclos.
• Determinar los suplementos. • Determinar el tiempo tipo para la operación.
3.3.1. Registro de la información. Se recomienda iniciar el registro de la
información llenando por completo el cabezota del formato, ya que de lo contrario
se puede invalidar el estudio por falta de identificación de la operación, de la
operaria, tipo de maquina, accesorios, materia prima, producto, cliente, tamaño de
lote.
El formato debe tener espacio para un gráfico del sistema de trabajo, donde se
muestre la ubicación de la maquina, operario, dispositivos auxiliares, materiales,
guías, herramientas, instrumentos. A continuación se presenta un ejemplo de este
tipo de formatos.

3.3.2. División de la operación en elementos y descripción del Método. El
estudio de tiempo debe ir acompañado de un formato donde se describa el
método empleado en el momento en que se realiza la tarea, que se tendrán como
soporte para una posterior verificación de la correspondencia entre el tiempo
cronometrado y el método utilizado.
3.3.2.1. Reglas para dividir una operación en elementos. Toda operación se
puede dividir en movimientos fundamentales con el objeto de asegurar la
aplicación del método estudiado. Es posible que los THERBLIGS en que se dividió
la operación sean demasiados cortos para cronometrarlos por lo que es
aconsejable agruparlos para que las mediciones sean confiables al coincidir con la
apreciación del instrumento, por lo tanto se deben observar las siguientes reglas:
a. Los grupos de Therbligs deben ser lo mas cortos posibles y compatibles con
la apreciación del cronometro.
b. Deben separarse los tiempos de manipulación de los de maquina.
c. Deben separarse los elementos constantes de los variables.
3.3.2.1.1. Los Tiempos de Máquina. Son los que dura una maquina actuando
sobre un producto en proceso o una materia prima y que no están condicionados a

la voluntad del operario. Estos tiempos son susceptibles de pronogsis
matemáticas, de acuerdo a la velocidad de la máquina.
3.3.2.1.2. Los Elementos Constantes. Son aquellos independientes al tamaño,
forma, peso, de la pieza. Generalmente corresponden a preparación de los
equipos, inicio y terminación de las operaciones.
3.3.2.1.3. Los Elementos Variables. Son los que dependen de la longitud,
peso, duración de exposición, volumen.
3.3.3. Determinación del número de lecturas para medir la tarea.
Identificados los diferentes elementos que constituyen el trabajo a estudiar hay
que decidir el numero de observaciones a realizar para que el estudio tenga la
validez ante el fenómeno natural de la variabilidad. Es entonces este
procedimiento e un problema de estadística que se ha tratado de solucionar
también a través de métodos nomograficos. Por este motivo expondremos aquí
ambas formas de llegar a este resultado.
3.3.3.1. Método Estadístico. Este método tiene como base la aplicación de la
teoría de la distribución normal de probabilidades, por lo que incluye un nivel de
confiabilidad (que suele ser del 95%), y un error del 5% lo que significa que hay
un 95% de probabilidad de que la media de la muestra no se desviará en más de

un 95% de la media de la población. Se ilustrara la aplicación de este método de la
siguiente manera:
Para realizar el estudio de una determinada operación se toman entre10 y 20
mediciones y mediante la formula:
n = (40√n`(∑X²) – (∑X) ²/ ∑X) ²
Donde n es el numero de observaciones necesario a realizar para que
estudio sea valido de acuerdo al nivel de confiabilidad elegido.
n´ es el números de observaciones que se predetermina para calcular el
tamaño de la muestra (n)
∑ es la sumatoria de los valores obtenidos mediante las observaciones
X son los valores obtenidos con el cronometro.
Siendo n` el numero de observaciones que predeterminamos para calcular la
muestra es muy común que al recalcular el tamaño de la muestra este resulte
mucho mayor que la premuestra por lo que habría que calcular nuevamente n
ya que los valores de las sumatoria aumentarían y se entra en un circulo vicioso
por tal motivo muchos analistas prefieren utilizar el método Nomografico que
se explicara mas adelante.

Una aplicación de esta formula se explica a continuación mediante un ejemplo
de la operación, hacer pinzas en falda de la cual se obtuvieron los siguientes
resultados expresados en centésimas de minuto:
Valores de X 19 20 21 20 18 Sumatoria de X = 98
X² 361 400 441 400 3240 Sumatoria de X² = 1926
n = (40√5 (1926) – (9604)/ 98) ²
n = (40√9630 – (9604) ²/ 98) ²
n = (40√26/ 98) ²
n = (40* 5.099/ 98) ²
n = (203.96/ 98) ²

n = (2.0812244) ²
n = 4.33153557951536
3.3.3.2. Método Nomografico. Este método es utilizado por la Maytag
Company, el procedimiento para determinar el numero de observaciones
necesarias en el estudio del tiempo de una tarea, es el siguiente:
• Toma de lecturas. Se harán diez lecturas para ciclos de dos minutos o menos y
cinco lecturas para ciclos superiores a dos minutos.
• Determinar el Rango, valor máximo y valor mínimo de las lecturas.
R= V.max – V.min.
• Determinar la media aritmética de las lecturas.
• Determinar el valor resultante de dividir el rango entre la media obtenida.
• Determinar el número de lecturas necesarias según la tabla siguiente.
R
DATOS PARA UNA MUESTRA
DE
R
DATOS PARA UNA MUESTRA
DE
R
DATOS PARA UNA MUESTRA
DE X 5 10
X 5 10 X 5 10
0.10 3 2 0.42 52 30 0.74 1.62 93

1.12 0.14 0.16 0.18 0.20 0.22 0.24 0.26 0.28 0.30 0.32 0.34 0.36 0.38 0.40
4 6 8 10 12 14 17 20 23 27 30 34 38 43 47
2 3 4 6 7 8 10 11 13 15 17 20 22 24 27
0.44 0.46 0.48 0.50 0.52 0.54 0.56 0.58 0.60 0.62 0.64 0.66 0.68 0.70 0.72
57 63 68 74 80 86 93 100 107 114 121 129 137 145 153
33 36 39 42 46 49 53 57 61 65 69 74 78 83 88
0.76 0.78 0.80 0.82 0.84 0.86 0.88 0.90 0.92 0.94 0.96 0.98 100
171 180 190 199 209 218 229 239 250 261 273 284 296
98 103 108 113 119 125 131 138 143 149 156 162 169
3.3.3.2.1. Ejemplo. Para ilustrar el método descrito, se desarrollará el siguiente
ejemplo:
a) Estudio de tiempos de diez ciclos de una operación que contiene tres elementos
así:
Elemento 1 0.85 0.83 0.84 0.86 0.84 0.85 0.83 0.85 0.84 0.85 Elemento 2 1.10 1.09 1.11 1.08 1.10 1.09 1.08 1.10 1.10 1.09 Elemento 3 0.56 0.54 0.53 0.55 0.54 0.55 0.53 0.54 0.53 0.56 b) Determinación del Rango para el elemento 1:
R = V. Max. – V. Min. R = 0.86 – 0.83 R = 0.03
c) Determinar la media aritmética:
X = 8.44 / 10 = 0.844

d) Determinar el valor resultante de dividir el rango entre la media aritmética:
R/X = 0.03 / 0.844 = 0.0355 e) Determinación del número de lecturas necesarias haciendo uso de la tabla
anterior:
El valor resultante 0.355 nos lleva al valor mas próximo en la tabla 0.10, el número
de lecturas serán entonces 2, debido a que el tiempo de este elemento es inferior
a dos minutos y los datos corresponden a 10 tomas. De igual manera se procede
con los dos elementos del ejemplo.
Desafortunadamente en la industria Colombiana el numero de lecturas u
observaciones cronometradas para determinar el tiempo estándar de una
operación con un nivel de confiabilidad adecuado, no obedece a ninguno de los
métodos arriba mencionadas, se depende de la experiencia del analista lo que le
da al calculo del tamaño de la muestra un tinte totalmente subjetivo sin bases
científicas.
Otro factor que incide en la no utilización de los métodos estadístico y
nomografico son la nuevas condiciones de mercado, que pasaron de la economía
de escala, donde el mercado era uno solo para un producto a la segmentación del
mercado para un producto, lo que trae como consecuencia la reducción de los
lotes. En estos casos es valido realizar la toma de tiempos en la fabricación de las
muestras y realizar correcciones al proceso y a los plazos estipulados.

3.3.4. Valoración de la Actividad. El concepto de actividad o ritmo es de vital
importancia en los estudios de tiempos ya que nos permite normalizar el tiempo
observado en un operario dándole validez para los demás que realicen la misma
operación o movimientos. Cuando se valora la actividad de un operario lo que
realmente se hace es comparar su desempeño real con el desempeño de una
persona que se considera normal y al que se le asigna una calificación de un
100% en sus gestos, ejemplo:
Al estudiar una operación se cronometra un tiempo de 1,4 min. , el analista de
tiempos considera que el operario que la realiza no tuvo un desempeño
equivalente al 100% (actividad normal) y le califica su actuación con un 80%, esta
calificación permite que para esta operación se considere como normal un tiempo
de 1.12 min. que se obtiene de multiplicar el tiempo cronometrado por la
calificación asignada.
1.4 X 80/100 =1.12
Tanto al operario al que se le hizo el estudio como a cualquier otro que tenga
asignada la misma operación en idénticas condiciones, (maquinaria y métodos)
tendrán como tiempo el calculado con el coeficiente de actividad.

3.3.4.1. Actividad Normal. La actividad normal se ha comparado con la actitud
gestual de una persona de 1.68m de estatura sin impedimentos físicos que es
capaz de recorrer entre 4800 y 5000 metros en una hora, bajo unas condiciones
que incluyen una superficie completamente plana y sin obstáculos, pasos de
0.57m, 15°C de temperatura, y una humedad relativa del 50%.
Generalmente las diferencias en la actividad de los operarios con respecto a la
actividad normal se deben a falta de entrenamiento en el oficio o al cansancio.
3.3.4.2. Otros Tipos de Actividad. Además del concepto anterior se han
definido otros tipos de actividad como actividad optima, actividad instantánea,
actividad real que complementan el contexto teórico en el estudio de tiempos.
• Actividad optima es según la O.I.T. es el mismo concepto de la actividad
normal pero con un incremento en la distancia recorrida hasta 7000ms sin
perjuicio de la salud física y mental de la persona. Hacemos énfasis en que el
andar una distancia no es propiamente lo que se califica sino los gestos que
realiza el individuo al hacerlo que manifiestan el dominio, la precisión, la
habilidad en la ejecución de los movimientos.
• Actividad instantánea es la que un operario desarrolla en un corto lapso sin
tener en cuenta el tiempo en el cual el va a repetir la misma operación
observada, ni la fatiga que pueda experimentar en el caso de mantener esa
misma actividad. Podemos asimilar esta situación cuando se hace un estudio de
tiempos potenciales para verificar la confiabilidad de un tiempo estándar o
cuando una operación esta presentando problemas y no responde al equilibraje
realizado.
• Actividad Real es el ritmo promedio demostrado por un operario en un largo
periodo cuando se ha tenido en cuenta un suplemento para compensar la
fatiga y necesidades personales producidas por el trabajo.
3.3.4.3. Escala de actividades. Cómo se menciona al comienzo el ritmo o
actividad es una apreciación de tipo personal por lo que es un elemento
independiente al método y las condiciones de trabajo, entonces cabe la pregunta
¿esta subjetividad es coherente con la realidad que se vive en el momento de
realizar los movimientos?, Es decir es el cerebro humano capaz de percibir y
valorar un cambio en el ritmo de trabajo de las otras personas?. La respuesta es
que según la experiencia y los estudios realizados somos capaces de valorar con
un margen de error del 5% los cambios de ritmo en los movimientos de una
persona cuando calificamos su trabajo a partir de una apreciación inicial.
Con la certeza de lo pertinente de la valoración de la actividad, varios autores se
lanzaron a proponer sistemas de medición, siendo las que más se aceptaron:

• Escala Centesimal.
• Escala de Bedaux.
• Escala Británica.
De las tres escalas solamente nos detendremos en la escala centesimal ya que es
la más razonable en concordancia con el sistema numérico que utilizamos y por
su sencillez.
3.3.4.3.1. Escala Centesimal o Normal. Esta escala considera como actividad
normal a la definición de la O.I.T. descrita anteriormente y le da igualmente una
equivalencia de 100% y a partir de ahí se desprenden las categorías tanto en
valores menores como valores mayores que se encuentran en la tabla que
continuación se muestra:
Actividad Calificación 133 Optima 120 Muy buena 115 Buena 110 Bastante buena 100 Normal 90 Menos de Normal 80 Mediana 70 Menos que
mediana 60 Mala

Se encuentran especialistas que califican o evalúan la actividad de un operario por
cada operación o movimiento lo que resulta muy engorroso y poco práctico, la
gran mayoría ha optado por calificar a un operario durante un estudio con una
actividad global o promedio que se supone conserva mientras se realiza el
estudio.
Para la mejor comprensión del concepto de actividad se aconseja tomar a un
grupo de alumnos y haciéndolos caminar una distancia de 12ms. uno por uno
mientras los compañeros que no lo están haciendo evalúen los gestos de la
persona considerando como normal al 100%. Esta calificación debe ser anotada
por cada estudiante en forma individual y comparada con los cálculos realizados
sabiendo que los 12 ms. deben ser recorridos en 0.144minutos. Realizando una
simple regla de tres podemos saber que dos personas que demoran una
0.18minutos y otra 0.10minutos en recorrer los 12 metros tienen respectivamente
una actividad de 77% y 140%, se compara la calificación dada a cada caminante
con los cálculos hechos, construyendo una tabla donde el promedio de la actividad
observada no sobrepasara en un 5% la actividad promedio calculada.
Al objeto de tener una aproximación del desempeño del ritmo de trabajo, se
presenta ejemplos de ritmos de trabajo expresados según las principales escalas
de valoración.

EJEMPLOS DE RITMOS DE TRABAJO EXPRESADOS SEGÚN LAS ESCALAS DE VALORACION ESCALAS 60 - 80
75 - 100
100 - 133
DESCRIPCIÓN DEL DESEMPEÑO
VELOCIDAD DE MARCHA COMPARABLE (KM/h)
0 0 0 Actividad nula 0 40 50 67 Muy lento: Movimientos torpes,
inseguros, el operario parece dormido y sin interés en el trabajo
3.2
60 75 100 Constante: resuelto, sin prisa, como de obrero no pagado a destajo, pero bien dirigido y vigilado; parece lento, pero no pierde tiempo adrede mientras lo observan.
4.8
80 100 133 Activo, capaz, como de obrero calificado medio, pagado a destajo; logra con tranquilidad el nivel de calidad y precisión fijado.
6.4
100 125 167 Muy rápido: el operario actúa con gran seguridad, destreza y coordinación de movimientos, muy por encima delas obrero calificado medio.
8
120 150 200 Excepcionalmente rápido: Concentración y esfuerzo intenso sin probabilidad de durar por largos periodos; actuación de “virtuoso”. Solo alcanzada por unos pocos trabajadores sobresalientes
9.6
6
6 Organización Internacional del Trabajo, Cuadro 17.Pág, 254
3.3.5. Suplementos. Debido a que un estudio de tiempos permite asumir como
cierto los resultados obtenidos a través de cálculos matemáticos y estos no
alcanzan a incluir factores no mensurables, por medio de un instrumento de
medición, como son:
• Variación en el ritmo de trabajo del operario durante el día por efecto de la
fatiga.
• Condiciones ambientales de la planta.
• Condiciones de los equipos, maquinas y herramientas.
• Características del proceso.
• Tipo de materiales.
Se hace necesario introducir algunos elementos que permitan minimizar los efectos
que produzcan los factores arriba mencionados sobre los cálculos obtenidos
partiendo de las mediciones realizadas con el cronometro. Estos elementos se les
ha denominado Suplementos los cuales se han clasificado en:
• Suplementos constantes.

• Suplementos variables.
3.3.5.1. Suplementos Constantes. Los suplementos constantes son aquellos
que se conceden o agregan, (independientemente de las condiciones del lugar de
trabajo), a los valores obtenidos mediante el cronometro y corregidos mediante la
calificación del ritmo del operario. Estos suplementos son:
3.3.5.2. Suplemento por fatiga. El cuerpo humano es de capaz de sostener la
realización de un esfuerzo durante un determinado tiempo después del cual decae
en intensidad. El trabajo o esfuerzo que se hace al realizar movimientos, que
explicados desde la bioquímica muscular, son conjuntos de contracciones que
vienen determinadas según la duración e intensidad de los movimientos
ejecutados. Las contracciones musculares solo son posibles con la liberación de
energía inmediatamente utilizable y esta se encuentra bajo la forma de ATP (ácido
adenonsintrifosfórico) que bajo la influencia del sistema nervioso se degrada en
ADP (adenosindifosfórico), liberándose una molécula de Fosfato (P) y la energía
que produce la contracción. Las reservas musculares de ATP al transcurrir el
tiempo se agotan rápidamente de ahí que el ritmo de trabajo(industrial) sea muy
diferente al inicio de jornada que al final de la misma, para compensar este factor
de consumo de ATP o fatiga como se le llama, en el ámbito de la O.I.T se

determino un coeficiente por fatiga que consiste en agregar al tiempo, resultado
del estudio, el 4% de su valor.
3.3.5.3. Suplementos por necesidades personales. Por la naturaleza misma
del trabajo, objeto del estudio de tiempos, que es generalmente de carácter
repetitivo se ha considerado la necesidad de interrumpir en periodos cortos la
realización del trabajo para dedicarlo a las necesidades personales, entre las cuales
podemos mencionar:
• Tomar agua.
• Cambio de posición o postura que incluye ponerse de pie.
• Ir al baño .
Estos periodos cortos de cambio de actividad coadyuvan a romper la fatiga
residual o cansancio mental producida por la monotonía de los trabajos repetitivos.
Este suplemento se considera como el 7% del tiempo cronometrado para la
operación que se estudia.
3.3.5.4. Suplementos Variables. Son los todos elementos compensatorios que
se agregan al tiempo cronometrado y que se originan en las condiciones

ambientales y en las características del puesto del trabajo, por lo tanto cambian
dependiendo de la planta, de la maquinas y equipos utilizados y de la operación
misma. Se pueden mencionar:
Suplemento por características de la Planta
• Suplemento por tipo de iluminación.
• Suplemento por calor y humedad.
• Suplemento por ruido.
Suplemento por características de la Operación
• Suplemento por trabajo de pie
• Suplemento por postura difícil.
• Suplemento por uso de la fuerza física.
• Suplemento por concentración.
• Suplemento por tensión mental.

• Suplemento por monotonía.
• Suplemento por tedio.
Suplementos Especiales
• Suplementos por actividades periódicas.
• Suplementos por interrupciones del proceso.
• Suplementos por contingencias.
Todos los suplementos variables se expresan en forma de porcentaje y se suman
al suplemento constante constituyéndose un solo valor que se ha denominado
coeficiente de recuperación que se representa con la letra K; obtenido el valor del
suplemento se suma al tiempo normal.
K = suplemento por fatiga + suplemento por necesidades personales +
suplementos variables

Los suplementos se asignan en las empresas confeccionista mas como una
decisión gerencial que como una respuesta a las verdaderas condiciones de la
planta y del tipo de trabajo y en numerosos casos el tiempo estándar es el
directamente cronometrado.
Esta situación que se produce mas como un mecanismo de presión hacia los
operarios para obtener una mayor velocidad en la ejecución de las operaciones se
convierte, por un efecto Bumerang, en un problema para la empresa ya que de
esta manera se subestima el numero de operarios necesarios para la producción
de un pedido determinado por lo que no se puede cumplir con los plazos
estipulados y también por la generación de un mal clima organizacional debido a
conflictos entre los operarios y la administración de la producción.
3.3.6. CALCULO DE TIEMPOS.
En la determinación de tiempos se parte de tres categorías:
Tiempo cronometrado (tc) = ∑to/n Tiempo normal (tn) = ( ∑to/n)Ao Tiempo estándar o concedido (ts) = {( ∑to/n)Ao}+{( ∑to/n)Ao}(k) = {( ∑to/n)Ao}(1+k) Donde: to es el tiempo cronometrado. Ao es la calificación de la actividad del operario.

K es el coeficiente de recuperación.
3.3.6.1. Ejemplo de Cálculo Tiempos. Un analista de tiempos ha realizado un
estudio a la operación pegue de bolsillo de camisas. Después de hacer varias
mediciones decide por la duración de la operación completar las diez
observaciones, obteniendo los siguientes resultados:
1° 2° 3° 4° 5° 6° 7° 8° 9° 10° 1’36” 1’20” 1’45” 1’55” 1’24” 1’20” 1’24” 1’38” 1’15” 1’50” El cronometro utilizado en el estudio esta graduado en el sistema sexagesimal.
Se pide determinar el tiempo estándar de la operación sabiendo que para empresa
el suplemento estimado por las condiciones ambientales es del 20%, la operaria
fue calificada con un factor de actividad del 80%
Solución:
Como los tiempos fueron tomados en el sistema sexagesimal se necesita convertir
los segundos al sistema de centésimas de minuto, para ello sumamos los segundos
únicamente y el resultado es dividido por sesenta.
∑de segundos = 327/60
= 5.45min

Seguidamente sumamos la cantidad así obtenida a los minutos restantes del
estudio de tiempos estas unidades no necesitan reducirse ya que son la base en
ambos sistemas de medición del tiempo.
10minutos + 5.45 minutos =15,45
Así obtenemos la sumatoria de los tiempos observados, procedemos ahora a
determinar el tiempo observado dividiendo esta suma por el tamaño de la muestra
To = 15.45/10
= 1.54
Este valor se multiplica por la calificación (80%), dada por el analista a la operaria,
así este tiempo es valido para cualquier operaria, esto es lo que conoce como
normalizar.
tn = 1.54min*0.80
= 1.23min
Al tiempo normalizado se le agrega el suplemento estipulado a la planta que
incluye los suplementos de fatiga, necesidades personales y suplementos por
condiciones ambientales
Ts = 1.23 + (1.23*0.20)
factorizando

= (1.23)(1+0.20)
= (1.23)(1.20)
= 1.47
Este tiempo a pesar de ser tomado a una operaria se puede aplicar al resto que
haga la misma operación en iguales condiciones, ya que se normalizo al
compararla con la actividad normal y se le incluyeron los respectivos suplementos
para compensar los factores que afectan el ritmo de trabajo.



















