MODELO REOLOGICO PARA LA DETERMINACION …18:05Z... · 1 Áreas de aplicaciones de mezclas...
188
REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD DEL ZULIA FACULTAD DE INGENIERÍA DIVISIÓN DE POSTGRADO PROGRAMA DE POSTGRADO EN INGENIERÍA QUÍMICA MODELO REOLOGICO PARA LA DETERMINACION DE LA VISCOSIDAD EN MEZCLAS FLUIDAS DE CARBON MINERAL Trabajo de grado presentado ante la Ilustre Universidad del Zulia para optar al grado Académico de MAGÍSTER SCIENTIARUM EN INGENIERÍA QUÍMICA. Autores:Ing. Henry Leal Ing. Pragedes Paredes Tutor: Msc. Cezar García Maracaibo, septiembre de 2011
Transcript of MODELO REOLOGICO PARA LA DETERMINACION …18:05Z... · 1 Áreas de aplicaciones de mezclas...

REPÚBLICA BOLIVARIANA DE VENEZUELA
UNIVERSIDAD DEL ZULIA
FACULTAD DE INGENIERÍA DIVISIÓN DE POSTGRADO
PROGRAMA DE POSTGRADO EN INGENIERÍA QUÍMICA
MODELO REOLOGICO PARA LA DETERMINACION DE LA VISCOSIDAD
EN MEZCLAS FLUIDAS DE CARBON MINERAL
Trabajo de grado presentado ante la Ilustre Universidad del Zulia
para optar al grado Académico de
MAGÍSTER SCIENTIARUM EN INGENIERÍA QUÍMICA.
Autores:Ing. Henry Leal
Ing. Pragedes Paredes Tutor: Msc. Cezar García
Maracaibo, septiembre de 2011
Leal Lopez, Henry Heison; Paredes Valera, Pragedes Coromoto. Modelo
reologico para la determinación de la viscosidad en mezclas fluidas
de carbon mineral. (2011). Trabajo de grado. Universidad del Zulia. Facultad de Ingeniería. División de Postgrado, Maracaibo, Venezuela p.187.
Tutor: Msc. Cezar García.
RESUMEN
La determinación correcta de la viscosidad de mezclas líquido – sólido es importante para su correcta utilización. Actualmente no se conocen
correlaciones empíricas que permitan determinar de manera precisa la viscosidad de dichas mezclas, por lo que el presente trabajo planteó
desarrollar un modelo reológico para la determinación de la viscosidad de
mezclas carbón mineral- agua, carbón mineral – kerosene, carbón mineral - fuel oil y carbón mineral - nafta mediante la fluidización de lechos de
partículas sólidas. Para la fluidización se utilizó un lecho de carbón mineral de diferentes granulometrías variando la velocidad de flujo para observar la
altura del lecho y caídas de presión a la velocidad dada. Una vez obtenidos estos datos, se procedió a determinar el esfuerzo cortante para cada caída
de presión y posteriormente con la ecuación de Rabinowitsch se determinaron las velocidades de deformación para cada caudal, y de esta
manera se realizó la clasificación de los fluidos, obteniéndose que el comportamiento reológico de la mezcla fluida es no newtoniano
pseudoplástico. Se plantearon las ecuaciones constitutivas y las gráficas del factor de fricción vs. el Número de Reynolds.
Palabras Clave: carbón mineral, agente fluidizante, viscosidad.
E-mail de los autores: [email protected]/ [email protected]

Leal Lopez, Henry Heison; Paredes Valera, Pragedes Coromoto. Rheological
model for the determination of the fluid viscosity in mixtures of
mineral coal. (2011). Trabajo de grado. Universidad del Zulia. Facultad de Ingeniería. División de Postgrado, Maracaibo, Venezuela p.187. Tutor: Msc.
Cezar García.
ABSTRACT
The correct determination of the viscosity of liquid-solid mixtures is important for its appropriate use. Currently, empirical correlations to
determine the viscosity of such mixtures accurately are not known, so this paper aims to develop a rheological model for the determination of the
viscosity of coal-water, coal-kerosene, coal-fuel oil and coal – gasoline
mixtures by fluidization of solid particle beds. Fluidization was used for a mineral coal bed of different particle sizes by varying the flow rate to observe
the bed’s height and pressure drops at a given speed. Once these data were obtained, shear stress was determined for each pressure drop and later on,
strain rates were determined for each flow by using Rabinowitsch equation, classifying fluids in this way, and finding out that the rheological behavior of
the fluid mixture is pseudoplastic Newtonian. Constitutive equations were posed and the graphs for the friction factor vs. Reynolds number were made.
Key Words: mineral coal, fludizing agent, viscosity.
Autor`s e-mail: [email protected]/[email protected]

DEDICATORIA
A Dios.
A mis padres.
A mi esposo.
A mi hija.
A mis amigos.
Pragedes Paredes

DEDICATORIA
A Dios.
A mis padres.
A mis Hermanos
A mi novia
A mis Tías
A mis amigos
Henry Leal

AGRADECIMIENTO
A Dios porque me ha dado el regalo más preciado que es la vida y por
iluminarme el camino para culminar una etapa más.
A mi padre que esta con Dios, a mi madre y a mi esposo por apoyarme
siempre y amarme incondicionalmente, gracias a ellos he podido alcanzar
esta meta.
Al los Profesores Cezar García y José González, gracias por dedicarme
su tiempo, brindándome sus conocimientos y su colaboración y sobre todo su
apoyo incondicional
Al Ing. Juan Hernández, por dedicarme gran parte de su tiempo en la
realización de esta investigación, por compartir sus conocimientos conmigo,
por sus orientaciones, mil gracias.
Al Laboratorio de Carbón y al Laboratorio de Operaciones Unitarias, por
abrirme sus puertas, dándome la oportunidad y el apoyo para la realización
de mi tesis de maestría.
A mi sobrino Josué Paredes por acompañarme siempre, a mi
compañero de tesis Henry leal y al resto de mis amigos por su apoyo y por
compartir los mejores momentos de mi vida.
Pragedes Paredes

AGRADECIMIENTO
A Dios por iluminar el camino para culminar una etapa más.
A mi padre, a mi madre y a mis hermanos que con su esfuerzo siempre
me apoyan incondicionalmente, gracias a ellos he podido alcanzar esta meta.
A mi novia María Emilia por orientarme y darme siempre apoyo
incondicional.
Al los Profesores Cezar García y José González, gracias por dedicarme
su tiempo, brindándome sus conocimientos y su colaboración y sobre todo su
apoyo incondicional
Al Ing. Juan Hernández, por dedicarme gran parte de su tiempo en la
realización de esta investigación, por compartir sus conocimientos, por sus
orientaciones.
Al Laboratorio de Carbón y al Laboratorio de Operaciones Unitarias, por
abrirme sus puertas, dándome la oportunidad y el apoyo para la realización
de mi tesis de maestría.
A mi compañera de tesis Pragedes Paredes por hacer de esta
investigación un equipo de trabajo y al resto de mis amigos por su apoyo y
a todos mil gracias.
Henry Leal
TABLA DE CONTENIDO
Página
RESUMEN………………………………………………………………………………………… 3
ABSTRACT………………………………………………………………………………………. 4
DEDICATORIA………………………………………………………………………………… 5
AGRADECIMIENTO…………………………………………………………………………. 7
TABLA DE CONTENIDO………………………………………………………………….. 9
LISTA DE TABLAS…………………………………………………………………………… 13
LISTA DE FIGURAS………………………………………………………………………. 19
INTRODUCCIÓN…………………….....……………………………………............. 26
CAPÍTULO
I MARCO TEORICO............... ……………………………………………… 29
1. Generalidades sobre carbón mineral...…………………………. 29
1.1. Origen.……………...........................………………………. 29
1.2. Componentes del Carbón................................... 29
1.3. Tipos............................................................... 30
1.4. Usos del Carbón................................................. 31
1.5. Localización del carbón en Venezuela.................... 32
2. Mezclas carbón-líquido.............................................. 36
2.1. Áreas de Aplicaciones de mezcla carbón-agua....... 37
2.2. El efecto de Distribución de Tamaño de Partícula... 38
3. Granulometría.......................................................... 39
4. Fluidización.............................................................. 40
4.1. Ventajas y desventajas de la técnica de
fluidización.........................................................
42

4.2. Ventajas y desventajas de los lechos fluidizados...
43
4.3. Usos de la fluidización........................................
43
4.4. Relación caída de presión – velocidad..................
44
4.4.1. Comportamiento ideal................................
44
4.4.2. Desviaciones del comportamiento ideal.........
45
4.5. Inicio de la velocidad de fluidización y velocidad
mínima de Fluidización..........................................
48
4.5.1. Factores que producen un buen sistema de
fluidización....................................................
48
4.5.2. Definición de velocidad mínima de fluidización.
49
4.5.3. Cálculo de la velocidad mínima de fluidización..
50
4.6. Estimación de la porosidad del lecho....................
56
4.7. Factor forma...................................................
56
4.8. Altura del lecho fluidizado..................................
57
4.9. Ecuaciones de Carman - Koseny y erguí..............
57
5. Fluidos....................................................................
58
6. Viscosidad..............................................................
59
6.1. Descripción y clasificación de los movimientos de un
fluido............................................................
63
6.1.1. Flujos viscosos y no viscosos.......................
64
6.1.2. Flujos laminares y turbulentos......................
64
6.1.3. Flujo compresible y flujo incompresible..........
65
7. Análisis del flujo capilar..............................................
66
7.1. Ecuación integral de Rabinowitsch para flujo capilar.
75
II METODOLOGÍA EXPERIMENTAL...........……………………………….. 81
1. Materiales y equipos a utilizar………………………………........... 81
2. Propiedades físicas.................................................... 82
3. Caracterización del agente fluidizante........................... 82
3.1. Densidad del líquido.......................................... 82
3.2. Vescosidad absoluta del líquido........................... 83
4. Caracterización de los sólidos a fluidizar....................... 83
4.1. Distribución granulométrica del carbón mineral por
tamizado...........................................................
83
4.2. Determinación de la densidad del sólido............... 84
4.3. Determinación de la fracción vacía del sólido........ 85
5. Unidad de fluidización……………………………………………………. 86
5.1. Procedimiento para medición de los parámetro de
fluidización ………………………………………………………………….
87
6. Caracterización viscosa de las mezclas carbón mineral-
agente fluidizante......................................................
87
7. Determinación de las Ecuaciones constitutivas............... 89
8. Determinación del diagrama factor de fricción-Reynalds. 90
III RESULTADOS Y DISCUSIONES…..........................…………… 92
1. Caracterización del agente fluidizante 92
2. Caracterización de los sólidos a fluidizar 92
2.1. Distribución granulométrica del carbón mineral por

tamizado............................................................. 92
2.2. Determinación de la densidad del sólido................ 93
3. Calibración del rotámetro........................................... 94
4. Determinación de los parámetros de fluidización............ 95
5. Velocidades mínimas y terminal de fluidización teórica y
experimental de mezcla fluida carbón mineral-agente
fluidizante………………………………………………………………………….
113
6. Concentraciones volumétricas del carbón mineral
presentes en los diferentes agentes fludizantes………………
114
7. Caracterización viscosa de las mezclas carbón mineral-
agente fluidizante……………………………………………………………..
122
8. Diagrama factor de fricción – Reynolds para mezclas
fluidas carbón mineral- agente fluidizante………………………
152
9. Ecuaciones constitutivas para las mezclas fluidas carbón
mineral- agente fluidizante………………………………………………
170
10. Comportamiento de las viscosidades aparentes obtenidas
en la fluidización para la mezcla fluida carbón mineral –
agente fluidizante……………………………………………
174
IV CONCLUSIONES………………………………………………………………….. 179
V RECOMENDACIONES……………………………………………………………. 181
REFERENCIAS BIBLIOGRÁFICAS…………………………………………………. 182
APÉNDICE.......................................................................... 184

LISTA DE TABLAS
Tabla Página
1 Áreas de aplicaciones de mezclas carbón-agua……..…… 37
2 Tamaño de tamices utilizados, peso de carbón, % de
carbón retenido, % de carbón acumulado y % que
pasa a través de los tamices……………………………………..…
40
3 Fracción de vacío a las condiciones mínimas de
fluidización …………………………………………………………….......
52
4 Características del carbón mineral del Guasare…………. 82
5 Caracterización del agente fluidizante....................... 92
6 Tamaño de los tamices........................................... 92
7 Cantidad de carbón mineral en los tamices................ 92
8 Distribución granulométrica del carbón mineral por
tamizado...............................................................
93
9 Densidad del carbón para diferentes tamaños de
partículas..............................................................
93
10 Densidad del carbón para diferentes tamaños de
partículas..............................................................
94
11 Comportamiento de la mezcla fluida carbón mineral-
agua con tamaño de partícula -10+16.......................
96
12 Mezcla fluida carbón mineral-agua con tamaño de
partícula -16+30....................................................
97
13 Mezcla fluida carbón mineral-agua con tamaño de
partícula -30+40....................................................
99
14 Mezcla fluida carbón mineral- kerosene con tamaño de
partícula -10+16....................................................
100
15 Mezcla fluida carbón mineral-kerosene con tamaño de
partícula -16+30....................................................
102

16 Mezcla fluida carbón mineral-kerosene con tamaño de
partícula -30+40....................................................
103
17 Comportamiento de la mezcla fluida carbón mineral-
Nafta con tamaño de partícula -10+16.....................
105
18 Mezcla fluida carbón mineral-Nafta con tamaño de
partícula -16+30....................................................
106
19 Mezcla fluida carbón mineral-Nafta con tamaño de
partícula -30+40....................................................
108
20 Mezcla fluida carbón mineral-Fuel oil con tamaño de
partícula -10+16....................................................
109
21 Mezcla fluida carbón mineral-Fuel oil con tamaño de
partícula -16+30....................................................
111
22 Mezcla fluida carbón mineral-Fueloil con tamaño de
partícula -30+40....................................................
112
23 Velocidades mínimas y terminal de fluidización teórica
y experimental de mezcla fluida carbón mineral-
agua.....................................................................
114
24 Velocidades mínimas y terminal de fluidización teórica
y experimental de mezcla fluida carbón mineral-
kerosene...............................................................
114
25 Velocidades mínimas y terminal de fluidización teórica
y experimental de mezcla fluida carbón mineral-
Nafta....................................................................
114
26 Velocidades mínimas y terminal de fluidización teórica
y experimental de mezcla fluida carbón mineral-Fuel
oil........................................................................
114
27 Concentraciones volumétricas de la mezcla fluida
carbón mineral-agua a diferentes tamaño de
partículas..............................................................
114
28 Concentraciones volumétricas de la mezcla fluida
carbón mineral-kerosene a diferentes tamaño de
partículas.............................................................. 115
29 Concentraciones volumétricas de la mezcla fluida
carbón mineral-Nafta a diferentes tamaño de
partículas..............................................................
115
30 Concentraciones volumétricas de mezcla fluida carbón
mineral-Fuel oil a diferentes tamaño de
partículas..............................................................
115
31 Esfuerzo viscoso y caudal de flujo para el carbón
mineral – agua con tamaño de partícula -10+16
Mesh....................................................................
122
32 Velocidad de deformación y viscosidad absoluta para
el carbón mineral – agua con tamaño de partícula
-10+16 Mesh.........................................................
123
33 Esfuerzo viscoso y caudal de flujo para el carbón
mineral – agua con tamaño de partícula -16+30
Mesh....................................................................
124
34 Velocidad de deformación y viscosidad absoluta para
el carbón mineral – agua con tamaño de partícula
-16+30 Mesh.........................................................
125
35 Esfuerzo viscoso y caudal de flujo para el carbón
mineral – agua con tamaño de partícula -30+40
Mesh....................................................................
126
36 Velocidad de deformación y viscosidad absoluta para
el carbón mineral – agua con tamaño de partícula
-30+40 Mesh.........................................................
127
37 Esfuerzo viscoso y caudal de flujo para el carbón
mineral – kerosene con tamaño de partícula -10+16
Mesh....................................................................
128
38 Velocidad de deformación y viscosidad absoluta para
el carbón mineral – kerosene con tamaño de partícula
-10+16 Mesh.........................................................
129
39 Esfuerzo viscoso y caudal de flujo para el carbón
mineral–kerosene con tamaño de partícula -16+30
Mesh....................................................................
130
40 Velocidad de deformación y viscosidad absoluta para
el carbón mineral – kerosene con tamaño de partícula
-16+30 Mesh........................................................
131
41 Esfuerzo viscoso y caudal de flujo para el carbón
mineral – kerosene con tamaño de partícula -30+40
Mesh....................................................................
132
42 Velocidad de deformación y viscosidad absoluta para
el carbón mineral – kerosene con tamaño de partícula
-30+40 Mesh.........................................................
133
43 Esfuerzo viscoso y caudal de flujo para el carbón
mineral – Nafta con tamaño de partícula -10+16
Mesh....................................................................
134
44 Velocidad de deformación y viscosidad absoluta para
el carbón mineral – Nafta con tamaño de partícula
-10+16 Mesh.........................................................
135
45 Esfuerzo viscoso y caudal de flujo para el carbón
mineral – Nafta con tamaño de partícula -16+30
Mesh....................................................................
136
46 Velocidad de deformación y viscosidad absoluta para
el carbón mineral – Nafta con tamaño de partícula
-16+30 Mesh.........................................................
137
47 Esfuerzo viscoso y caudal de flujo para el carbón
mineral – Nafta con tamaño de partícula -30+40
Mesh....................................................................
138
48 Velocidad de deformación y viscosidad absoluta para
el carbón mineral – Nafta con tamaño de partícula
-30+40 Mesh.........................................................
139

49 Esfuerzo viscoso y caudal de flujo para el carbón
mineral – Fuel oil con tamaño de partícula -10+16
Mesh....................................................................
140
50 Velocidad de deformación y viscosidad absoluta para
el carbón mineral – Fuel oil con tamaño de partícula
-10+16 Mesh.........................................................
141
51 Esfuerzo viscoso y caudal de flujo para el carbón
mineral – Fuel oil con tamaño de partícula -16+30
Mesh....................................................................
142
52 Velocidad de deformación y viscosidad absoluta para
el carbón mineral – Fuel oil con tamaño de partícula
-16+30 Mesh.........................................................
143
53 Esfuerzo viscoso y caudal de flujo para el carbón
mineral – Fuel oil con tamaño de partícula -30+40
Mesh....................................................................
144
54 Velocidad de deformación y viscosidad absoluta para
el carbón mineral – Fuel oil con tamaño de partícula
-30+40 Mesh.........................................................
145
55 Factor de fricción – Reynolds para mezcla fluida
carbón mineral - Agua con tamaño de partícula
-10+16.................................................................
152
56 Factor de fricción – Reynolds para mezcla fluida
carbón mineral - Agua con tamaño de partícula -
16+30..................................................................
153
57 Factor de fricción – Reynolds para mezcla fluida
carbón mineral - Agua con tamaño de partícula
-30+40.................................................................
155
58 Factor de fricción–Reynolds para mezcla fluida carbón
mineral - Kerosene con tamaño de partícula
-10+16.................................................................
156
59 Factor de fricción – Reynolds para mezcla fluida
carbón mineral - Kerosene con tamaño de partícula
-16+30.................................................................
158
60 Factor de fricción – Reynolds para mezcla fluida
carbón mineral- Kerosene con tamaño de partícula
-30+40.................................................................
159
61 Factor de fricción – Reynolds para mezcla fluida
carbón mineral - Nafta con tamaño de partícula
-10+16.................................................................
161
62 Factor de fricción – Reynolds para mezcla fluida
carbón mineral - Nafta con tamaño de partícula
-16+30.................................................................
162
63 Factor de fricción – Reynolds para mezcla fluida
carbón mineral - Nafta con tamaño de partícula
-30+40.................................................................
164
64 Factor de fricción – Reynolds para mezcla fluida
carbón mineral – Fuel oil con tamaño de partícula
-10+16.................................................................
165
65 Factor de fricción – Reynolds para mezcla fluida
carbón mineral – Fuel oil con tamaño de partícula
-16+30.................................................................
167
66 Factor de fricción – Reynolds para mezcla fluida
carbón mineral - Fuel oil con tamaño de partícula
-30+40.................................................................
168
LISTA DE FIGURAS
Figura Página
1 Curva ideal caída de presión - velocidad.................. 44
2 Efecto del choque entre las partículas y la fricción
con las paredes del envase..................................
46
3 Efecto de la presencia de regiones no fluidizada en el
lecho.............................................................
47
4 Determinación experimental de la velocidad mínima
de fluidización..................................................
50
5 Velocidad de deformación bajo esfuerzo cortante...... 60
6 Variación de la viscosidad aparente con la velocidad
de deformación.................................................
61
7 Comportamiento pseudoplástico........................... 62
8 Ruptura de aglomerados de partículas a medida que
aumenta la fuerza de cizalla o corte......................
62
9 Clasificación general de la mecánica de fluidos......... 63
10 Esquema del proceso de fluidización...................... 86
11 Curva granulométrica del carbón mineral............... 93
12 Curva de calibración del rotámetro. Fluido: agua...... 94
13 Curva de calibración del rotámetro. Fluido:
Kerosene........................................................
94
14 Curva de calibración del rotámetro. Fluido: Nafta..... 95
15 Curva de calibración del rotámetro. Fluido: Fuel oil... 95
16 Porosidad vs Velocidad de Flujo para muestra
-10+16 y agente Fluidizante Agua........................
96
17 Caída de Presión vs Velocidad de Flujo para muestra
-10+16 y agente Fluidizante Agua........................
97
18 Porosidad vs Velocidad de Flujo para muestra
-16+30 y agente Fluidizante Agua......................... 98
19 Caída de Presión vs Velocidad de Flujo para muestra
-16+30 y agente Fluidizante Agua........................
98
20 Porosidad vs Velocidad de Flujo para muestra
-30+40 y agente Fluidizante Agua........................
99
21 Caída de Presión vs Velocidad de Flujo para muestra
-30+40 y agente Fluidizante Agua........................
100
22 Porosidad vs Velocidad de Flujo para muestra
-10+16 y agente Fluidizante Kerosene...................
101
23 Caída de Presión vs Velocidad de Flujo para muestra
-10+16 y agente Fluidizante Kerosene...................
101
24 Porosidad vs Velocidad de Flujo para muestra
-16+30 y agente Fluidizante Kerosene...................
102
25 Caída de Presión vs Velocidad de Flujo para muestra
-16+30 y agente Fluidizante Kerosene..................
103
26 Porosidad vs Velocidad de Flujo para muestra
-30+40 y agente Fluidizante Kerosene...................
104
27 Caída de Presión vs Velocidad de Flujo para muestra
-30+40 y agente Fluidizante Kerosene...................
104
28 Porosidad vs Velocidad de Flujo para muestra
-10+16 y agente Fluidizante Nafta........................
105
29 Caída de Presión vs Velocidad de Flujo para muestra
-10+16 y agente Fluidizante Nafta........................
106
30 Porosidad vs Velocidad de Flujo para muestra
-16+30 y agente Fluidizante Nafta........................
107
31 Caída de Presión vs Velocidad de Flujo para muestra
-16+30 y agente Fluidizante Nafta........................
107
32 Porosidad vs Velocidad de Flujo para muestra
-30+40 y agente Fluidizante Nafta........................
108
33 Caída de Presión vs Velocidad de Flujo para muestra
-30+40 y agente Fluidizante Nafta........................
109

34 Porosidad vs Velocidad de Flujo para muestra
-10+16 y agente Fluidizante Fuel oil......................
110
35 Caída de Presión vs Velocidad de Flujo para muestra
-10+16 y agente Fluidizante Fuel oil.....................
110
36 Porosidad vs Velocidad de Flujo para muestra
-16+30 y agente Fluidizante Fuel oil.....................
101
37 Caída de Presión vs Velocidad de Flujo para muestra
-16+30 y agente Fluidizante Fuel oil.......................
112
38 Porosidad vs Velocidad de Flujo para muestra
-30+40 y agente Fluidizante Fuel oil.....................
113
39 Caída de Presión vs Velocidad de Flujo para muestra
-30+40 y agente Fluidizante Fuel oil.....................
113
40 Caudal vs Esfuerzo Cortante para muestra -10+16 y
agente Fluidizante Agua.....................................
123
41 Velocidad de deformación y viscosidad absoluta para
la mezcla fluida carbón mineral-Agua con tamaño de
partícula -10+16..............................................
124
42 Caudal vs Esfuerzo Cortante para muestra -16+30 y
agente Fluidizante Agua......................................
125
43 Velocidad de deformación y viscosidad absoluta para
la mezcla fluida carbón mineral-Agua con tamaño de
partícula -16+30..............................................
126
44 Caudal vs Esfuerzo Cortante para muestra -30+40 y
agente Fluidizante Agua.....................................
127
45 Velocidad de deformación y viscosidad absoluta para
la mezcla fluida carbón mineral-Agua con tamaño de
partícula -30+40..............................................
128
46 Caudal vs Esfuerzo Cortante para muestra -10+16 y
agente Fluidizante Kerosene..................................
129
47 Velocidad de deformación y viscosidad absoluta para
la mezcla fluida carbón mineral-Kerosene con
tamaño de partícula -10+16................................ 130
48 Caudal vs Esfuerzo Cortante para muestra -16+30 y
agente Fluidizante Kerosene...............................
131
49 Velocidad de deformación y viscosidad absoluta para
la mezcla fluida carbón mineral-Kerosene con
tamaño de partícula -16+30...............................
132
50 Caudal vs Esfuerzo Cortante para muestra -30+40 y
agente Fluidizante Kerosene...............................
133
51 Velocidad de deformación y viscosidad absoluta para
la mezcla fluida carbón mineral-Kerosene con
tamaño de partícula -30+40...............................
134
52 Caudal vs Esfuerzo Cortante para muestra -10+16 y
agente Fluidizante Nafta....................................
135
53 Velocidad de deformación y viscosidad absoluta para
la mezcla fluida carbón mineral-Nafta con tamaño de
partícula -10+16..............................................
136
54 Caudal vs Esfuerzo Cortante para muestra -16+30 y
agente Fluidizante Nafta....................................
137
55 Velocidad de deformación y viscosidad absoluta para
la mezcla fluida carbón mineral-nafta con tamaño de
partícula -16+30..............................................
138
56 Caudal vs Esfuerzo Cortante para muestra -30+40 y
agente Fluidizante Nafta....................................
139
57 Velocidad de deformación y viscosidad absoluta para
la mezcla fluida carbón mineral-Nafta con tamaño de
partícula -30+40...............................................
140
58 Caudal vs Esfuerzo Cortante para muestra -10+16 y
agente Fluidizante Fuel oil..................................
141
59 Velocidad de deformación y viscosidad absoluta para
la mezcla fluida carbón mineral-Fuel oil con tamaño

de partícula -10+16.......................................... 142
60 Caudal vs Esfuerzo Cortante para muestra -16+30 y
agente Fluidizante Fuel oil..................................
143
61 Velocidad de deformación y viscosidad absoluta para
la mezcla fluida carbón mineral-Fueloil con tamaño
de partícula -16+30..........................................
144
62 Caudal vs Esfuerzo Cortante para muestra -30+40 y
agente Fluidizante Fuel oil..................................
145
63 Velocidad de deformación y viscosidad absoluta para
la mezcla fluida carbón mineral-Fueloil con tamaño
de partícula -30+40..........................................
146
64 Diagrama factor de fricción – Reynolds para mezcla
fluida carbón mineral- Agua con tamaño de partícula
-10+16...........................................................
152
65 log (F) vs log (Re’) para partículas -10+16............. 153
66 Diagrama factor de fricción – Reynolds para mezcla
fluida carbón mineral- Agua con tamaño de partícula
-16+30...........................................................
154
67 log (F) vs log (Re’) para partículas -16+30............. 154
68 Diagrama factor de fricción – Reynolds para mezcla
fluida carbón mineral- Agua con tamaño de partícula
-30+40..........................................................
155
69 log (F) vs log (Re’) para partículas -30+40............ 156
70 Diagrama factor de fricción – Reynolds para mezcla
fluida carbón mineral- Kerosene con tamaño de
partícula -10+16..............................................
157
71 log (F) vs log (Re’) para partículas -10+16.............. 157
72 Diagrama factor de fricción – Reynolds para mezcla
fluida carbón mineral- kerosene con tamaño de
partícula -16+30..............................................
158
73 log (F) vs log (Re’) para partículas -16+30.............. 159
74 Diagrama factor de fricción – Reynolds para mezcla
fluida carbón mineral- Kerosene con tamaño de
partícula -30+40..............................................
160
75 log (F) vs log (Re’) para partículas -30+40............. 160
76 Diagrama factor de fricción – Reynolds para mezcla
fluida carbón mineral- Nafta con tamaño de partícula
-10+16..........................................................
161
77 log (F) vs log (Re’) para partículas -10+16............. 162
78 Diagrama factor de fricción – Reynolds para mezcla
fluida carbón mineral- Nafta con tamaño de partícula
-16+30..........................................................
163
79 log (F) vs log (Re’) para partículas -16+30.............. 163
80 Diagrama factor de fricción – Reynolds para mezcla
fluida carbón mineral- Nafta con tamaño de partícula
-30+40..........................................................
164
81 log (F) vs log (Re’) para partículas -30+40............. 165
82 Diagrama factor de fricción – Reynolds para mezcla
fluida carbón mineral-Fuel oil con tamaño de
partícula -10+16...............................................
166
83 log (F) vs log (Re’) para partículas -10+16............. 166
84 Diagrama factor de fricción – Reynolds para mezcla
fluida carbón mineral- Fuel oil con tamaño de
partícula -16+30................................................
167
85 log (F) vs log (Re’) para partículas -16+30.............. 168
86 Diagrama factor de fricción – Reynolds para mezcla
fluida carbón mineral- Fuel oil con tamaño de
partícula -30+40................................................
169
87 log (F) vs log (Re’) para partículas -30+40............ 169
88 Tamaño de partícula -10+16 como agente fluidizante
agua…………………………………………………………………………
174

89 Tamaño de partícula -16+30 como agente fluidizante
agua…………………………………………………………………………
175
90 Tamaño de partícula -30+40 como agente fluidizante
agua…………………………………………………………………………
175
91 Tamaño de partícula -10+16 como agente fluidizante
kerosene………………………………………………………………….
175
92 Tamaño de partícula -16+30 como agente fluidizante
kerosene…………………………………………………………………
176
93 Tamaño de partícula -30+40 como agente fluidizante
kerosene…………………………………………………………………
176
94 Tamaño de partícula -10+16 como agente fluidizante
nafta………………………………………………………………………
176
95 Tamaño de partícula -16+30 como agente fluidizante
nafta………………………………………………………………………
177
96 Tamaño de partícula -30+40 como agente fluidizante
nafta……………………………………………………………………..
177
97 Tamaño de partícula -10+16 como agente fluidizante
fuel oil……………………………………………………………….
177
98 Tamaño de partícula -16+30 como agente fluidizante
fuel oil……………………………………………………………….
178
99 Tamaño de partícula -30+40 como agente fluidizante
fuel oil……………………………………………………………….
178

INTRODUCCIÓN
La demanda de energía está estrechamente relacionada con el
crecimiento económico y los estándares de vida. Actualmente, la demanda
mundial de energía está incrementándose a una tasa promedio de 2%. Este
incremento ha de continuar, y por tanto, el consumo de energía será el doble
de 1995 en el 2030 y el triple en el 2050. Cobran fuerza, en este escenario,
fuentes energéticas tales como la biomasa y la energía nuclear. La
participación del carbón se proyecta cercana al 40% para el año 2100(1).
El carbón mineral se emplea principalmente en las plantas de generación
eléctrica, en donde este recurso se quema en dichas plantas para generar
vapor de agua que mueve turbinas. A nivel mundial, la electricidad generada
por plantas de carbón representa el 35% del total de las fuentes disponibles,
para el sector eléctrico. El uso del mismo para la generación de electricidad
ha sido la alternativa más utilizada por las naciones desarrolladas y las
economías emergentes.
Venezuela cuenta con grandes reservas de carbón mineral de excelentes
propiedades caloríficas que pudieran formar parte de la estrategia energética
en la producción de energía eléctrica. Obviamente, las posibilidades de
conversión a mezclas fluidas del carbón, en razón del transporte y
almacenamiento, incrementa el valor energético de este combustible, la
viscosidad será determinante para el diseño de facilidades de transporte.
El dimensionamiento en los sistemas de transporte de mezclas no
homogéneas causa un inconveniente en los sistemas convencionales de
medición de la viscosidad debido a que el sólido precipita y no puede
mantenerse en el seno del líquido ocasionando un alto nivel de error de
medición. En los sistemas fluidizados se logra mantener las partículas en el
seno del líquido permitiendo determinar la viscosidad en mezclas fluidas de

carbón mineral utilizando un modelo teórico derivado de las ecuaciones de
continuidad y de movimiento, ya que actualmente no se cuenta con
ecuaciones empíricas para determinar correctamente dicha viscosidad.
La fluidización es un método dinámico que permite correlacionar
parámetros para la obtención de la viscosidad. Este método consiste en
hacer pasar un fluido a través de un lecho de partículas a velocidad baja,
perdiendo energía a través de los espacios vacíos, originando una caída de
presión en el lecho y produciéndose una percolación del agente fluidizante a
través de los poros. Las partículas que conforman el lecho permanecen en
reposo, mientras la caída de presión a través del lecho sea menor que su
peso por unidad de área transversal. Pero a medida que la velocidad del
agente fluidizante aumenta, el lecho se expande levemente, la porosidad se
hace mayor, las partículas comienzan a moverse manteniéndose todavía en
contacto y el lecho se encuentra en una posición menos compacta.
Por todas las razones anteriormente expuestas, la presente investigación
se plantea como objetivo general desarrollar un modelo reológico para la
determinación de la viscosidad en mezclas fluidas de carbón mineral. Para
cumplir con este objetivo se realizará el proceso de fluidización utilizando
un lecho de carbón mineral con tamaños de partículas: -10+16, -16+30 y -
30+40 Mesh y como agentes fluidizantes agua, kerosene, fuel oil y nafta,
variando la velocidad de flujo para observar la altura del lecho y caídas de
presión a la velocidad dada. Una vez obtenidos estos datos, se procederá a
determinar el esfuerzo cortante para cada caída de presión y posteriormente
con la ecuación de Rabinowitsch se calcularán las velocidades de
deformación para cada caudal, y de esta manera se podrá realizar la
clasificación de los fluidos. Se plantearán las ecuaciones constitutivas y se
realizará la gráfica del factor de fricción vs. el Número de Reynolds.

Este trabajo se presenta en tres capítulos: el primero contiene la revisión
bibliográfica, donde se incluyen los fundamentos teóricos de los métodos
utilizados para la caracterización viscosa de las mezclas estudiadas, y un
resumen de las investigaciones relevantes acerca del tema. En el segundo
capítulo se describe la metodología experimental donde se presenta paso a
paso todos los ensayos realizados a nivel de laboratorio y del proceso de
fluidización como tal, así como también todo el procedimiento para realizar la
clasificación de los fluidos como newtonianos o no newtonianos. El tercer
capítulo corresponde a los resultados y la discusión de los mismos, y
finalmente, se presentan las conclusiones del trabajo y un apéndice con
todas las expresiones y cálculos matemáticos llevados a cabo durante esta
investigación.
CAPITULO I
MARCO TEÓRICO
1. Generalidades sobre carbón mineral.
1.1. Origen (2)
La hulla o carbón mineral, es una sustancia sólida ligera, negra y
combustible, que resulta de la destilación o de la combustión incompleta de
los tejidos vegetales o de otros cuerpos orgánicos, como resultado de haber
permanecido bajo la superficie terrestre durante larguísimos períodos.
En eras geológicas remotas, y sobre todo en el periodo carbonífero (que
comenzó hace 362,5 millones de años), grandes extensiones del planeta
estaban cubiertas por una vegetación abundantísima que crecía en pantanos.
Al morir las plantas, quedaban sumergidas por el agua y se producía la
descomposición anaeróbica de la materia orgánica. Debido a la acción de las
bacterias anaeróbicas, la materia orgánica fue ganando carbono y perdiendo
oxígeno e hidrógeno, y se formaron las turberas (La formación de turba
constituye la primera etapa del proceso por el que la vegetación se
transforma en carbón); este proceso, unido a los incrementos de presión por
las capas superiores, así como los movimientos de la corteza terrestre y, en
ocasiones, el calor volcánico, comprimieron y endurecieron los depósitos con
el paso del tiempo, y provocaron cambios físicos y químicos en los restos
orgánicos y los transformaron en carbón.
1.2. Componentes del carbón. (3)
1.2.1. Macerales
Son restos vegetales macerados pero aún reconocibles, que conforman la
parte orgánica del carbón.

Grupos macerales: son conjuntos de macerales con propiedades similares
que se pueden diferenciar en muestra de mano (litotipos) o al microscopio
(microlitotipos). Hay 3 grupos macerales:
– Huminita (o vitrinita si se trata de hullas): es el principal grupo en la
mayoría de carbones y procede de tejidos leñosos de las plantas. Presenta
una densidad, reflectancia y contenido en C e H intermedios entre los demás
grupos macerales.
– Liptinita: aparece en menor proporción que el grupo anterior y procede de
partes resinosas y céreas de las plantas. Es un grupo rico en H y materias
volátiles y pobre en C. Presenta una densidad y una reflectancia muy bajas.
– Inertinita: es el componente más escaso en los carbones y es
prácticamente inerte a lo largo de los procesos de carbonización. Posee un
escaso contenido en H, muy rico en C y máxima reflectividad y densidad.
1.2.2. Cenizas
Son los componentes inorgánicos no combustibles que presentan los
carbones. Esta materia mineral puede ser:
– Interna (o intrínseca): procede de los tejidos vegetales.
– Externa (o extrínseca): si no formó parte de la materia vegetal de la
turbera. Ésta a su vez puede ser de dos tipos:
Primaria: procedente de detritos o minerales autigénicos.
Secundaria: de transformación de los minerales primarios o de precipitación
posterior a la diagénesis (a modo de relleno en cavidades).
1.3. Tipos (2)
Los diferentes tipos de carbón se clasifican según su contenido de
carbono fijo. La turba, la primera etapa en la formación de carbón, tiene un
bajo contenido de carbono fijo y un alto índice de humedad. El lignito, el
carbón de peor calidad, tiene un contenido de carbono mayor. (Tiene una

capacidad calorífica inferior a la del carbón común debido al gran contenido
de agua (43,4%) y bajo de carbono (37,8%); el alto contenido de materia
volátil (18,8%) provoca la desintegración rápida del lignito expuesto al aire.
El poder calorífico del lignito es de 17.200 kJ por kg. ) El carbón bituminoso
tiene un contenido aún mayor, por lo que su poder calorífico también es
superior. La antracita (también llamado hulla seca) es el carbón con el mayor
contenido en carbono y el máximo poder calorífico. La presión y el calor
adicionales pueden transformar el carbón en grafito, que es prácticamente
carbono puro.
También se puede clasificar en: activado, que es el carbón tratado
especialmente para obtener una gran capacidad de adsorción de gases o
vapores, o para servir de agente decolorante; de leña o carbón vegetal,
mineral o de piedra, que está formado principalmente por carbono,
nitrógeno, oxígeno e hidrógeno, su origen se debe a la carbonización de las
materias vegetales.
1.4. Usos del Carbón(2)
El carbón tiene muchos usos importantes, aunque los más significativos
son la generación eléctrica, la fabricación de acero y los procesos industriales
de adsorción. En el mundo en desarrollo es también importante el uso
doméstico del carbón para calefacción y cocción.
El carbón es la mayor fuente de combustible usada para la generación de
energía eléctrica. Más de la mitad de la producción total de carbón a nivel
mundial, provee actualmente cerca del 40% de la electricidad producida
mundialmente. Muchos países son altamente dependientes del carbón para
su electricidad; El carbón es también indispensable para la producción de
hierro y acero; casi el 70% de la producción de acero proviene de hierro
hecho en altos hornos, los cuales utilizan carbón y coque. La mayoría de las
plantas de cemento del mundo son alimentadas con carbón.
El carbón se utiliza en la industria siderúrgica, como coque, la industria
metalúrgica, los sistemas de calefacción central, la producción de gas y otros
combustibles sintéticos y en las centrales carboeléctricas.
Los carbones bituminosos son coquizables, es decir, que mediante un
proceso de destilación se elimina la materia volátil del carbón, quedando un
carbón de muy buena calidad que se denomina coque y que es de gran
utilidad en la industria siderúrgica (producción de hierro y acero, este último
es precisamente una aleación de hierro y carbono) y metalúrgica.
Los carbones subituminosos, llamados de flama larga por la forma en que
se realiza la combustión, no se pueden transformar en coque y se utilizan en
las centrales carboeléctricas
1.5. Localización del carbón en Venezuela: (2)
Los carbones de Venezuela son jóvenes y de débil coquificación, pero
pueden usarse con éxito en la industria siderúrgica, mezclados con
carbones/importados de mayor calidad, y se encuentran ubicados en las
siguientes zonas carboníferas: Cuenca Carbonífera del, Estado Zulia, Faja
Carbonífera de Guárico Nororiental, Zona Carbonífera de Aragua Meridional,
Cuenca Carbonífera de Naricual en Anzoátegui, Zonas Carboníferas del
Estado Táchira (área de Lobatera y zona de Rubio), Región Carbonífera de
Santo Domingo, Zonas Carboníferas del Estado Falcón.
- Estado Zulia: situada en la parte noroccidental de Venezuela, en los
Distritos Mará, Páez y Maracaibo. El yacimiento está constituido por más de
veinte mantos de carbón explotables, con un espesor total mayor de treinta
metros, en la Formación Marcelina perteneciente a la edad Paleoceno
Superior-Eoceno Inferior alternando con lutitas y areniscas. Los carbones son
brillantes, con intervalos bandeados y macizos; bituminosos de alto
contenido volátil, extrema pureza que los califican de óptima calidad para la

generación de energía. Son aptos para la producción de coque y a través de
mezcla con carbones más maduros, de menor contenido volátil y baja
proporción de inertes, pueden producir un coque metalúrgico estándar
utilizable en la industria siderúrgica.
- Faja carbonífera de Guárico nororiental: puede considerarse como una
extensión, parcialmente interrumpida, hacia el oeste de la zona carbonífera
de Naricual, Estado Anzoátegui. Cubre una superficie aproximada de 300
Km2, localizándose mantos carboníferos desde la región de Altagracia de
Orituco hasta aproximadamente el Río Batatal. Se han detectado mantos
comerciales de carbón con espesores variables desde 1 hasta 8 m, al este del
Río Uñare, en la zona de Aguas Calientes, y en los ríos Urape, Chacual,
Jengibre, Negro y el Carbón. Todos los mantos están asociados con la
Formación Naricual. Geológicamente, la cuenca carbonífera se encuentra
ubicada en una zona muy compleja, afectada por grandes corrimientos,
plegamientos y aloctonía extensa.
- Zona carbonífera de Aragua meridional: en realidad constituye parte
de las secuencias de carbón presentes en las formaciones del Terciario
Superior, especialmente las formaciones Quiamare y Chaguaramas en la
Cuenca Oriental de Venezuela. Los niveles carboníferos han sido reconocidos
en el subsuelo por medio de perforaciones petroleras en los estados Aragua,
Guárico y Anzoátegui, pero es en el Estado Aragua donde las secuencias de
carbón han sido explotadas debido a su poca profundidad. La secuencia
carbonífera se asocia con niveles arcillosos varicolores de la Formación
Quiamare de edad Mioceno Superior; los mantos carboníferos fueron
detectados a menos de 30 m de la superficie con espesores que varían entre
0,50 y 2,50 m. Todos los mantos de carbón son horizontales, reflejando las
características de la zona, típicas de la Faja de Buzamientos Suaves, y de
acuerdo a las investigaciones geológicas, los mantos comerciales parece

constituir extensos lentes con cambios laterales a lutitas carboníferas. Es
probable que varios de estos lentes estén presentes a lo largo de la columna
estratigráfica.
- Región carbonífera de Naricual: se encuentra situada en la parte
nororiental de Venezuela, en el Distrito Bolívar del Estado Anzoátegui y dista
de 14 Km por carretera de Barcelona. Se extiende desde el Río Capiricual
hasta Mina Sin Nombre, al oeste del poblado de Naricual, donde desaparece
bajo los aluviones del Río Nevera. Abarca una extensión de 25 Km de
longitud, limitada al norte por la Serranía de Catuaro y al sur por la de
Capiricual. El tramo carbonífero está incluido en la Formación Naricual del
Grupo Merecure (Terciario Medio). El yacimiento está constituido por 15
mantos de carbón explotables, agrupados en tres paquetes bien definidos: el
paquete inferior Santa María, con cinco mantos; el paquete medio
Mallorquín, con seis mantos y el paquete superior Araguita con cuatro
mantos. La potencia de los mantos explotables varía de 0,70 a 2,10 m, con
valores medios, de 1,49 m para los 5 mantos de Santa María; 1,33 m para
los 6 mantos de Mallorquín y 1,21 para los 4 mantos de Araguita. El
promedio general es de 1,35 m siendo característica su fuerte variación de
espesor en dirección y según buzamiento a corta distancia. El carbón es
brillante, con fractura concoidal y marcado clivaje y tiene muy poco grisú. Se
le clasifica como carbón bituminoso con alto contenido de volátiles y buena
fusibilidad.
- Estado Táchira: región carbonífera de Lobatera, donde se encuentra el
mejor carbón venezolano, dentro del grupo de los bituminosos.
Estratigráficamente, en la región de Lobatera aflora la Formación Carbonera
en contacto suprayacente con la Formación Mirador, constituida
esencialmente por areniscas y lutitas subordinadas. La Formación Carbonera
está constituida en su localidad tipo por arcilitas y lutitas grisáceas que

meteorizan en tonos abigarrados de rojo y amarillo, irregularmente
interestratificadas con areniscas argiláceas de 5 a 10 m de espesor. Tanto la
parte superior como la inferior contienen capas de carbón y algunas calizas
fosilíferas típicas de ambientes salobres a marinos de aguas someras. En la
localidad tipo las areniscas suprayacen a los carbones de la parte inferior y
se les conoce con el nombre de Arenas de Cubo. Las principales zonas
carboníferas de Lobatera se presentan en un monoclinal con rumbo norte-
este y buzamiento noreste. En la zona se distinguen fácilmente tres capas de
carbón: la más superficial presenta entre 20 y 25 cm de espesor, la segunda
varía entre 25 y 35 cm. y la tercera entre 1 y 2,50 m con espesor promedio
de 1,70 m.
- Región carbonífera de Rubio: Los mantos se asocian con la Formación
Carbonera. Más de tres mantos carboníferos con espesores variando entre
1,50 y 3 m se han delimitado a todo lo largo del frente montañoso ubicado al
noroeste de la ciudad de Rubio. La secuencia estratigráfica está afectada por
fallamientos regionales que alteran en parte las secuencias carboníferas. La
zona que presenta mantos carboníferos, factible de ser explotada a cielo
abierto cubre un área superior a los 25 Km2.
- Región carbonífera de Santo Domingo: esta guarda una de
las más importantes reservas de carbón del Táchira meridional. Los
depósitos se asocian con la Formación La Carbonera y afloran extensamente
a lo largo de la faja comprendida entre la Quebrada El Barroso y el Río Cuite
por más de 15 Km. La zona se encuentra muy tectonizada por la gran
cantidad de fallas que volcán las capas y origina diferentes buzamientos en
toda la extensión de la región.
- Región carbonífera del Estado Falcón: aún cuando el Estado Falcón
posee numerosas áreas carboníferas asociadas con formaciones del Terciario

y varias de ellas estuvieron bajo explotación, los intervalos con mayores
reservas se ubican a lo largo de la zona comprendida entre la Fila Laja y la
Fila Maguaza, Falcón centro occidental. Excelentes afloramientos de carbón
han sido ubicados en las quebradas Ancha, El Hatico, La Ciénaga, EL Hatillo,
El Saladillo y El Encanto, intercalados con capas de areniscas y lutitas
correspondientes a la Formación Cerro Pelado de edad Mioceno Inferior. Los
carbones de las formaciones Terciarias de Falcón son parcialmente ligníticos,
con contenidos altos de volátiles y porcentajes bajos de carbono fijo.
2. Mezclas carbón-liquido(4)
Las mezclas de carbón-líquido consisten de carbón finamente molido
suspendió en un líquido, como derivados del petróleo o agua, junto con las
cantidades pequeñas de aditivos químicos para mejorar su estabilidad,
homogeneidad y dispersibilidad. El propósito primario de mezclas de carbón-
líquido es hacer que el carbón sólido se comporte esencialmente como un
combustible líquido que pueda ser transportado, almacenado y quemado de
una manera similar a un combustible pesado. Las más modernas tecnologías
de mezcla de carbón-líquido se realizar utilizando mezclas de carbón-
derivados del petróleo y carbón-agua. Diferentes tecnologías son ofrecidas
comercialmente. Desde que las mezcla carbón-liquido se consideran como
una alternativa como combustible, su penetración en el mercado
probablemente estará siendo dependiente de los precios de petróleo (la
Energía de Carbón para el Futuro, 1995).

2.1. Áreas de aplicaciones de mezclas carbón-agua
Tabla1. Áreas de aplicaciones de mezclas carbón-agua Área de Aplicación Estrategia de
Aplicación Propiedades requeridas
Establecimientos
industriales
Calentamiento Regional
Producción de electricidad
sustentable para el ambiente
Producción
de la mezcla en
un lugar central
Distribución
vía terrestre o
marítima
Almacenami
ento y
combustión en
el área de
consumo
Concentraciones
de 70%P/P de
carbón
Estabilidad de la
mezcla en
condiciones
estáticas y
dinámicas
Propiedades
eficientes de
combustión
Sustentable
para el ambiente
Establecimientos
industriales
Plantas de energía
Preparación
de la mezcla en
la región
productora de
carbón
Distribución
con tubería
Almacenami
ento y
combustión en
el lugar donde
el carbón es
transportado
Concentraciones
de carbón que
provean un eficiente
combustión
Propiedades de
combustión
Sustentable
para el ambiente
Industria siderúrgica Aditivo
combustible para los
hornos
Altas concentraciones
de carbón
Estabilidad dinámica,
mínima estabilidad de
almacenamiento

Licuefacción/gasifica
ción de carbón
Mezcla de carbón Altas concentraciones
de carbón
Estabilidad dinámica en
el tiempo
Combustible Combustible para
motores Diesel
Altas concentraciones
de carbón
Adecuada reología bajo
las condiciones de
partículas de pequeño
tamaño y altas
concentraciones de carbón
Eficiente combustión
Mezcla sin cenizas
2.2. El efecto de Distribución de Tamaño de Partícula
La distribución de tamaño de partícula es una de las variables más
importantes en la preparación de una mezcla de carbón-agua. La viscosidad
de una mezcla de carbón-agua puede ser redicida a un valor mínimo por
optimización de su distribución de tamaño de partícula. Más allá la reducción
vía viscosidad sólo puede lograrse por el uso de aditivos químicos ( Boylu et
al., 2003).
Ha sido determinado que el diámetro de la partícula de carbón fino usado
en la preparación de mezclas carbón agua debe tener un máximo de 250 µm
(Allen, 1984). También se ha indicado que generalmente 70-80% de
partículas deben tener un diámetro menos de 74 µm y un diámetro de la
partícula entre 20-30 µm.
Las suspensiones reológicas de concentraciones sólidas son expresadas
como una fracción de volumen. La fracción volumétrica es un parámetro que
depende de la distribución de tamaño de partícula del sólido y forma de la
partícula. La fracción de volumen se define como la proporción del volumen
de una cantidad conocida de partículas después de vibrar en un cilindro
graduado para un cierto período de tiempo al volumen inicial. Según Boylu et
al. (2003), las mezclas carbón-agua en la cual la distribución de tamaño de
partícula se ajusta para dar la máxima fracción de empaquetamiento, las
cuales tienen mejores propiedades reológicas en cuanto a que las
viscosidades son bajas; y se ha observado que en el caso de un amplio rango
de distribución de tamaño de partícula, las partículas finas llenan los espacios
entre las partículas gruesa y por consiguiente se obtienen mayores
fracciones de volumen.
Toda et al. (1988) observó que una distribución de tamaños de partícula
para la cual se obtiene la máxima fracción de volumen es deseable para
obtener una mezcla carbón-agua con baja viscosidad. Yavuz (1996)
determinado que los lechos que contienen partículas finas tienen altas
viscosidades y fracción de volumen baja.
3. Granulometría (5)
La granulometría de una base de agregados se define como la
distribución del tamaño de sus partículas. Esta granulometría se determina
haciendo pasar una muestra representativa de agregados por una serie de
tamices ordenados, por abertura, de mayor a menor.
Los tamices son básicamente unas mallas de aberturas cuadradas, que se
encuentran estandarizadas. La denominación en unidades inglesas (tamices
ASTM) se hacía según el tamaño de la abertura en pulgadas.
El manejo de los tamices se puede llevar a cabo a mano o mediante el
empleo de la máquina adecuada. El tamizado a mano se hace de tal manera

que el material se mantenga en movimiento circular con una mano mientras
se golpea con la otra, pero en ningún caso se debe inducir con la mano el
paso de una partícula a través del tamiz, recomendando, que los resultados
del análisis en tamiz se coloquen en forma tabular.
Siguiendo la respectiva recomendación, en la columna 1 de la tabla 1 se
indica la serie de tamices utilizados en orden descendente. Después de
tamizar la muestra se toma el material retenido en cada tamiz, se pesa, y
cada valor se coloca en la columna 2. Cada uno de estos pesos retenidos se
expresa como porcentaje (retenido) del peso total de la muestra.
% Retenido = Peso de material retenido en tamiz * 100 (1)
Peso total de la muestra
Este valor de % retenido se coloca en la columna 3.
En la columna 4 se van colocando los porcentajes retenidos acumulados.
En la columna 5 se registra el porcentaje acumulado que pasa, que será
simplemente la diferencia entre 100 y el porcentaje retenido acumulado.
% PASA = 100 - % Retenido Acumulado (2)
Tabla 2. Tamaño de tamices utilizados, peso de carbón, % de carbón
retenido, % de carbón acumulado y % que pasa a través de los tamices
Tamiz Peso retenido % Retenido % Retenido acumulado % Que pasa
- - - - -
Los resultados de un análisis granulométrico también se pueden
representar en forma gráfica y en tal caso se llaman curvas granulométricas.
Estas gráficas se representan por medio de dos ejes perpendiculares entre sí,
horizontal y vertical, en donde las ordenadas representa el porcentaje que

pasa y en el eje de las abscisas la abertura del tamiz cuya escala puede ser
aritmética, logarítmica o en algunos casos mixta.
Las curvas granulométricas permiten visualizar mejor la distribución de
tamaños dentro de una masa de agregados y permite conocer además que
tan grueso o fino es.
4. Fluidización (6)
Cuando un fluido pasa a través de un lecho poroso, con velocidad baja,
pierde energía a través de los espacios vacíos, se origina una caída de
presión en el lecho y se produce una percolación del agente fluidizante a
través de los poros. Las partículas que conforman el lecho permanecen en
reposo, mientras la caída de presión a través del lecho sea menor que el
peso del lecho por unidad de área transversal.
Pero a medida que la velocidad del agente fluidizante aumenta, el lecho
se expande levemente, la porosidad se hace mayor, las partículas comienzan
a moverse manteniéndose todavía en contacto y el lecho fijo se encuentra en
su posición menos compacta, luego cuando las partículas del lecho se
separan físicamente una de otra y quedan libres para ser movidas en el
fluido y se dice que está en el punto de fluidización mínima y la velocidad
superficial del fluido es conocida como velocidad mínima de fluidización
(Umf) que marca la transición desde el lecho fijo al lecho fluidizado.
Si la velocidad del fluido es incrementada por encima de la mínima
requerida para producir un lecho fluidizado, una o dos cosas ocurrirán; el
lecho continuará hasta expandirse debido a que la distancia entre las
partículas se hará más grande, o el fluido en exceso pasará a través del
lecho en la forma de burbujas, dando como resultado un sistema de dos
fases. Estos dos tipos de fluidización se refieren respectivamente a
"particulada" y "agregativa". En general, la fluidización particulada ocurre
con sistemas líquido - sólido, y en sistemas gas - sólido cuando las partículas
son muy finas, y por encima de un rango limitado de velocidades. La
fluidización agregativa ocurre en sistemas gas - sólido y algunas veces en
sistemas líquido - sólido cuando los sólidos son altamente densos. Jackson
(1963), Pigford y Baron (1965) y Murria (1965) han hecho un estudio teórico
de la estabilidad de pequeñas perturbaciones en la concentración uniforme
de las partículas en un lecho fluidizado y han mostrado que la velocidad de
crecimiento de una burbuja será generalmente más grande en un sistema
gas - sólido que en un líquido - sólido.
Harrinson (1961) ha sugerido que el tipo de fluidización obtenido será
referido al tamaño máximo de la burbuja en la cual puede existir dentro de
un lecho fluidizado. Si la velocidad de circulación del gas dentro de la burbuja
(la cual es normalmente aproximadamente igual a la velocidad de
crecimiento de la burbuja) excede la velocidad terminal de caída de la
partícula, las partículas serán succionadas en la parte posterior de la burbuja
en la cual tienden a destruirse. Desde este punto, la velocidad de crecimiento
de la burbuja incrementa con el volumen de la burbuja y es sustancialmente
independiente de las propiedades del lecho fluidizado, el tamaño máximo
estable de la burbuja incrementa con la velocidad de caída de la partícula en
el fluido. Si este tamaño excede diez veces el diámetro de la partícula, la
burbuja podría ser obviamente fluidizada mediante una fluidización
agregativa.
Wilhelm y Kwauk (1948) han sugerido usar el Número de Froude (Umf2/g.d)
como un criterio para el tipo de fluidización obtenida; en general, la
fluidización agregativa se obtiene cuando los valores están por encima de la
unidad y la fluidización particulada por debajo de la unidad.
4.1. Ventajas y desventajas de la técnica de fluidización (6)
Ventajas
- El gran área superficial entre las partículas y el fluido, promueven las
operaciones de transferencia de masa ó calor.
- La facilidad con la cual los sólidos fluidizados pueden ser transportado.
- Las excelentes propiedades de transferencia de calor del lecho
fluidizado. La burbuja generada en la mezcla conserva un volumen de
lecho isotérmico, y grandes velocidades de transferencia de calor son
obtenidas entre el lecho y las superficies inmersas. Reactores con lecho
fluidizado son más usados para regular la temperatura de reacciones
altamente exotérmicas y para reciclar constantemente un catalizador
entre un reactor y un regenerador.
Desventajas
- Las velocidades del fluido son limitadas en el rango por encima en el
cual el lecho es fluidizado. Si la velocidad es mucho más alta que la
Umf, podría haber una pérdida excesiva del material del lecho y podría
haber también un daño inaceptable de las partículas debido a la
velocidad excesiva de operación.
- La potencia suministrada del bombeo para fluidizar el lecho puede ser
excesiva para lechos grandes y profundos.
- El tamaño y tipos de partículas las cuales pueden ser suministradas por
ésta técnica son limitadas.
- Debido a la complejidad y comportamiento del lecho fluidizado, hay
frecuentemente dificultades cuando se trata de aumentar la escala
para unidades industriales.
4.2. Ventajas y desventajas de los lechos fluidizados (6).
Entre las ventajas de los lechos fluidizados se incluyen:
- El comportamiento del líquido es fácil de controlar.
- Mezclado rápido, temperaturas y concentraciones uniformes.
- Resiste rápidos cambios de temperatura, por esta razón, responde
lentamente a cambios en las condiciones de operación y evita que la
temperatura se dispare con reacciones exotérmicas.
- Es aplicable para grandes y pequeñas escalas de operación.
- Las velocidades de transferencia de masa y calor son altas, requiriendo
pequeñas superficies.
Entre las desventajas se tiene:
- El rápido mezclado de los sólidos causa tiempos de residencia no
uniformes para reactores de flujo continuo.
- La ruptura de las partículas es común.
- Existe erosión en las paredes del recipiente debido al choque de las
partículas.
4.3. Usos de la fluidización (6).
Entre los usos típicos se incluyen:
- Reactores:
- Craqueo de hidrocarburos.
- Gasificación de carbón.
- Carbonización.
- Calcinación.
- Intercambio de Calor.
- Operaciones de secado.
- Solidificación / granulación.
- Incremento de partículas.
- Adsorción / desorción.
- Lixiviación.
4.4. Relación caída de presión - velocidad (6)
4.4.1. Comportamiento ideal (6).

Si un fluido es pasado verticalmente de abajo hacia arriba a través de un
lecho de partículas, la caída de presión (ΔpB) inicialmente se elevará a
medida que aumenta la velocidad (U). (Ver figura 1).
Figura 1. Curva ideal caída de presión - velocidad.
La relación entre la caída de presión y la velocidad será aquella que
aplicada a un lecho fijo y partículas finas mantenga una relación lineal.
Cuando la velocidad ha alcanzado un valor que debido a la fricción la caída
de presión es igual al peso por unidad de área de las partículas (Δpeq),
cualquier incremento en la velocidad provocará un ligero movimiento
ascendente de las partículas que forman el lecho. Las partículas se
rearreglan, de tal manera que la resistencia al paso del fluido descrezca y,
generalmente, el espacio del lecho incrementará. Un incremento en la
velocidad dará como resultado una continua expansión del lecho hasta,
alguna separación de las partículas, esto será posible si ellas se separan
físicamente una de otra y quedan libres para ser movidas en el fluido. En
esta etapa, el lecho está fluidizado y se dice que está en el "punto de
Disminución de
velocidad
Aumento de
velocidad
Log
ΔP
PB
Umf
fluidización mínima" y la velocidad superficial del fluido es conocida como
"velocidad mínima de fluidización", Umf.
A medida que la velocidad del fluido es incrementada, la caída de presión
sobre el lecho permanece constante al punto de fluidización mínima.
Nuevos aumentos de velocidad son acompañados por una reducción
progresiva en la caída de presión, pero la curva de caída de presión -
velocidad generalmente será menor que la obtenida, en cuanto a la
velocidad, se incrementa porque la ausencia de vibraciones el espacio del
lecho permanecerá aproximadamente en el valor ξmf, correspondiente a un
lecho en el punto de fluidización mínima
4.4.2.Desviaciones del comportamiento ideal (6)
El comportamiento descrito anteriormente es un sistema ideal en el cual
nunca se alcanza en la práctica, y las desviaciones del comportamiento ideal
dan un buen indicio de los factores que influyen en el funcionamiento del
lecho.
Las principales desviaciones de este comportamiento son:
a. A medida que la velocidad se acerca a la velocidad mínima de
fluidización, la expansión del lecho ocurrirá normalmente hasta que la
caída de presión alcance vencer la masa por unidad de superficie del
lecho. Este efecto será notorio cuando el lecho este altamente
consolidado desde el inicio.
b. Debido a la tendencia de las partículas a unirse unas con otras, se
puede originar atracciones particularmente en lechos de pequeño
diámetro. Por tal motivo, es posible obtener caídas de presión
excediendo el valor teórico y la curva representativa mostrará un
punto de máxima caída de presión, exhibiendo una pequeña
característica llamada "Joroba", como se muestra en la figura 2.

Figura 2. Efecto del choque entre las partículas y la fricción con las paredes
del envase.
c. La no uniformidad en la estructuras del lecho, provocan un pasaje
preferencial del fluido en áreas particulares, coexistiendo así zonas
fijas y zonas fluidizadas dentro del lecho. El lecho puede aparentar
estar bien fluidizado, pero partes de su masa pueden estar todavía
formándose en el distribuidor del lecho con el resultado de que, la
caída de presión está por debajo del valor estimado. Este fenómeno
es más frecuente en sistemas sólido - gas que en sistemas sólido -
líquido.
La velocidad mínima en la cual el peso del lecho es totalmente soportado
por el fluido (Ufs) es mostrado en la figura 3.
Log U
ΔPeq
Log
ΔP
PB
Log U
Log
ΔP
PB
Umf Usf

Figura 3. Efecto de la presencia de regiones no fluidizada en el lecho.
d. Los patrones de velocidad pueden ser elevados en el lecho, con el
resultado de que la fuerza neta es excedida por las paredes en la
dirección opuesta a aquella en la que el lecho se está moviendo a
través de las paredes.
e. Presencia dentro del lecho, canales pronunciados, originando que una
alta proporción del flujo pudiese pasar por ellos y posiblemente los
residuos del lecho permanecerán sin fluidizarse.
f. Cuando el volumen del lecho se reduce progresivamente por debajo
de la velocidad mínima de fluidización, el lecho no puede permanecer
en su estado de fluidización mínima, por efectos de la vibración.
g. Si el distribuidor de la base del lecho no produce una distribución
uniforme del flujo, puede provocar la formación de canales dentro del
lecho. Por eso, la forma de la curva de caída de presión - velocidad,
para lechos fluidizados y lechos fijos dan una considerable
información acerca de la estructura del lecho. Para nuestros
propósitos, Umf, se define como el punto de intersección de las líneas
de caída de presión para los regímenes fluidizados y los fijos,
preferiblemente determinados con flujo decreciente, (ver figura 3).
4.5. Inicio de la velocidad de fluidización y velocidad mínima de
Fluidización(6)
4.5.1. Factores que producen un buen sistema de fluidización
A pesar de la gran cantidad de investigaciones dedicadas a los sistemas
fluidizados, no es posible predecir con exactitud el comportamiento de un
sistema, en términos de propiedades físicas de las partículas sólidas y del
flujo y de las condiciones de operación. Además muchas veces resulta que
los materiales que son capaces de producir una fluidización uniforme son
aquellos para los cuales el inicio de la fluidización puede presentar
dificultades.
En sistemas sólido - líquido no hay normalmente dificultades serias, y
cuando el sistema está fluidizado se obtienen usualmente condiciones
normales.
En sistemas sólido - gas hay un marcado contraste en el comportamiento
de los materiales sólidos, algunos de los cuales fluidizan rápidamente y otros
son prácticamente incapaz de ser fluidizado. En general, producen sistemas
bien fluidizados las siguientes propiedades de sólidos y fluidos:
1. Partículas de pequeña densidad.
2. Partículas de pequeño tamaño.
3. Partículas de forma aproximadamente esféricas.
4. Fluidos de alta densidad.
Se puede mencionar también la geometría del lecho, velocidad del flujo,
tipo de distribuidor y los factores internos del envase.
Desafortunadamente estas propiedades (1, 2 y 3), capaces de producir
una fluidización, son también las que dificultan el inicio de la fluidización si
las fuerzas de superficie entre las partículas son significativas, ellas serán
más grandes con partículas pequeñas por su gran superficie específica. Si las
partículas son de baja densidad, las fuerzas gravitacionales que tienden a
expulsarlas serán más pequeñas. Así, partículas de baja densidad pueden
producir canales, a pesar de poder fluidizar bien una vez puestas en
suspensión.
4.5.2. Definición de velocidad mínima de fluidización (6)
Como la velocidad mínima de fluidización tiene gran importancia, es
deseable estandarizar un método para su determinación por lo que las
características de diferentes sistemas pueden ser comparadas.

Esto es más conveniente hacerlo usando la gráfica de caída de presión
versus velocidad. Si las líneas separadas se dibujan a través de los puntos de
las regiones fijas (flujo decreciendo) y fluidizadas, y los puntos en la región
intermedia son ignorados (como se muestra en la figura 4), el punto de
intersección de estas dos líneas dará un valor reproducible de la velocidad
mínima de fluidización.
El lecho no será totalmente fluidizado hasta que las partículas estén por
lo menos soportadas en el fluido y la caída de presión será exactamente
igual al peso por unidad de área Δpeq. La mínima velocidad en el cual esto
ocurre será llamada "velocidad de completo soporte", Ufs. Esta es una
cantidad difícil de precisar porque la caída de presión limita este valor
gradualmente. Además, el valor de Ufs podría estar influenciado por el
empaque inicial de sólidos y por el soporte del lecho, y por lo tanto no podría
tener un valor consistente para un sistema en particular.
Aunque la definición de velocidad mínima de fluidización o incipiente tiene
varias interpretaciones, continúa siendo una medida fundamental en la
fluidización. La teoría matemática de dos fases para predecir el
comportamiento de lechos fluidizados está basada en la medición de las
condiciones de fluidización mínima.
A bajas presiones, con materiales densos y lechos profundos, solo una
fracción del lecho aparece para aproximar la fluidización a la velocidad
mínima de fluidización, mientras que el volumen remanente permanece sin
perturbaciones. Por consiguiente, parámetros como velocidad de fluidización
completa o fluidización completamente detallada y velocidad mínima de
burbujeo están siendo usados en la literatura para caracterizar la transición
total de un lecho estático a uno fluidizado.

Figura 4. Determinación experimental de la velocidad mínima de fluidización
4.5.3. Cálculo de la velocidad mínima de fluidización (6).
Como no es fácil observar experimentalmente el inicio de la fluidización;
es útil realizar cálculos aproximadamente al valor de la velocidad mínima de
fluidización. Esto podría realizarse usando una expresión que relaciona la
caída de presión y la velocidad superficial para lechos fijos y donde la caída
de presión es igual al peso de flotación de las partículas. Para esto, se
necesita tener un conocimiento de la porosidad o espaciamiento del lecho a
la velocidad mínima de fluidización (ξmf). Esto dependerá de la forma y
tamaño de las partículas, pero este valor está alrededor de 0.4 y es
apropiado para partículas esféricas.
Algunos intentos se han hecho para relacionar el valor de ξmf con el factor
de forma de la partícula, pero esto no ha sido enteramente satisfactorio
(Narsimhan, 1965; Wen y Yu. 1966).
Para lechos fluidizados:
La caída de presión en un lecho fluidizado está dado por:
HgP fsB 1 (3)

Si el lecho se expande, el producto (1-ξ)H permanecerá constante.
Usando los valores de cada término apropiadamente a la condición de
fluidización mínima:
gHP mfmffsB 1 (4)
Para partículas pequeñas, la relación caída de presión - velocidad estará
dada por la ecuación de Carman - Kozeny la cual tiene la siguiente forma a la
velocidad mínima de fluidización
mf
B
mf
mf
mfHS
PU
22
3
15
(5)
Sustituyendo la ecuación (4) en (5) se tiene:
2
3
15 S
gU
fs
mf
mf
mf
(6)
Para partículas uniformemente esféricas S=6/d y tomando ξmf=0,4
gdU
fs
mf
2
00059.0 (7)
Si la caída de presión a través del lecho está en una proporción
significante de la presión total y, el fluido es compresible, la velocidad del
fluido incrementará a medida que pasa a través del lecho. En la parte
superior, el lecho tenderá a fluidizar a bajas velocidades de flujo más que en
el fondo.
En un lecho al principio de la fluidización, la fracción de vacío es un poco
más grande que en un fecho empacado y corresponde al estado más suelto
de un lecho empacado de cualquier peso. Así puede estimarse ξmf de datos
empacados al azar, o mejor aún, se debe medir experimentalmente, puesto
que es un asunto relativamente simple. La tabla 3, muestra los valores
experimentales de ξmf.
Tabla 3. Fracción de vacío a las condiciones mínimas de fluidización
Tamaños (cm.)

PARTICULAS 0.02 0.05 0.07 0.10 0.20 0.30 0.40
Arena angular фS=0.67 - 0.60 0.59 0.58 0.54 0.50 0.49
Arena redonda фS = 0.86 - 0.56 0.52 0.48 0.48 0.44 0.42
Mezcla arena redonda - - 0.42 0.42 0.41 - -
Carbón de antracita - 0.62 0.61 0.60 0.57 0.56 -
фS = 0.63
Una lista de correlaciones publicadas para estimar la velocidad mínima de
fluidización, basada en propiedades físicas del medio fluidizante y del sólido,
se muestran a continuación.
Las correlaciones contienen parámetros de fluidización similares y solo
difieren en el valor de sus coeficientes y exponentes, los cuales son
usualmente determinados para describir un sistema de fluidización particular.
Algunas de las correlaciones publicadas para predecir la velocidad
mínima de fluidización son:
Correlacion de Jhomson, E (1949)(7):
mf
mf
gs
p
mf
gDU
15,0118
52
Para Re < 2 (8)
3
15
3
3
15.011
1171.0
mfmf
mfs
mf
mf
gpmfg
gDU
Para Re > 2 (9)
Correlación de Wen y YU (1966)(8)
}7.330408.07.33{2
Ar
D
UU
pg
mf
(10)
Donde:
2
3
gDAr
gsgp (11)
Correlación de Leva (1958)(9):
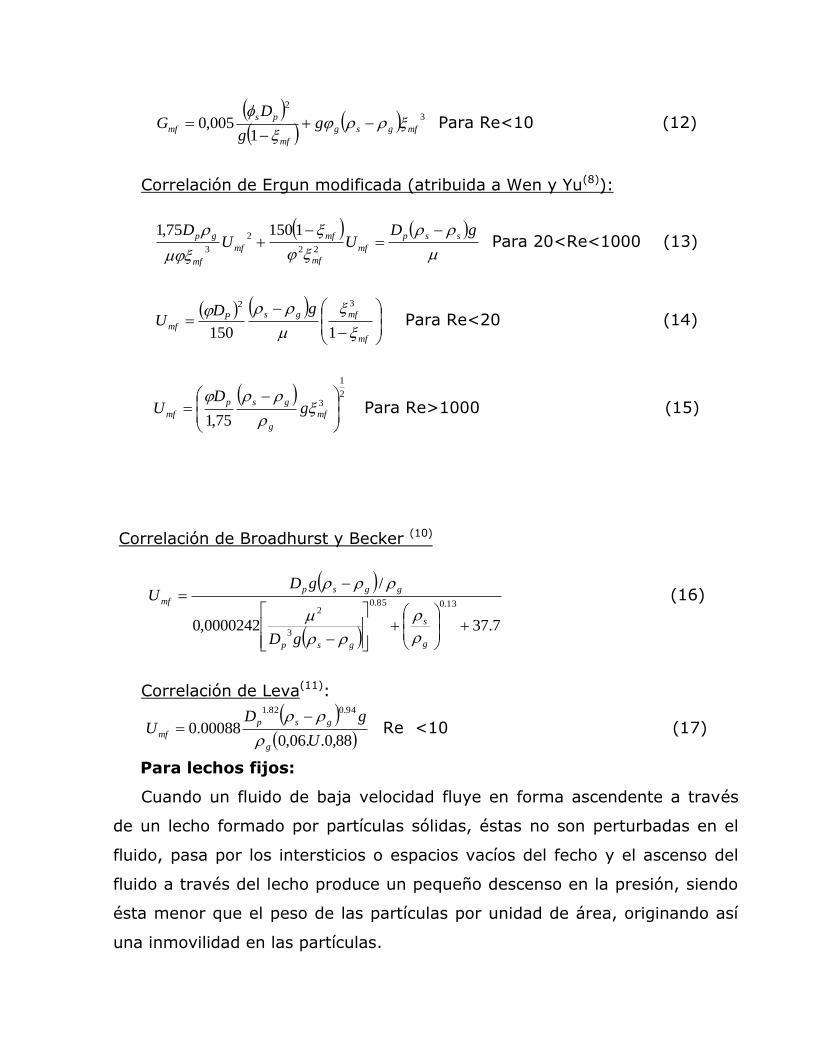
3
2
1005,0 mfgsg
mf
ps
mf gg
DG
Para Re<10 (12)
Correlación de Ergun modificada (atribuida a Wen y Yu(8)):
gDUU
D ssp
mf
mf
mf
mf
mf
gp
22
2
3
115075,1 Para 20<Re<1000 (13)
mf
mfgsPmf
gDU
1150
32
Para Re<20 (14)
2
1
3
75,1
mf
g
gsp
mf gD
U
Para Re>1000 (15)
Correlación de Broadhurst y Becker (10)
7.370000242,0
/
13.085.0
3
2
g
s
gsp
ggsp
mf
gD
gDU
(16)
Correlación de Leva(11):
88,0..06,0
00088.0
94.082.1
U
gDU
g
gsp
mf
Re <10 (17)
Para lechos fijos:
Cuando un fluido de baja velocidad fluye en forma ascendente a través
de un lecho formado por partículas sólidas, éstas no son perturbadas en el
fluido, pasa por los intersticios o espacios vacíos del fecho y el ascenso del
fluido a través del lecho produce un pequeño descenso en la presión, siendo
ésta menor que el peso de las partículas por unidad de área, originando así
una inmovilidad en las partículas.

Existe una serie de ecuaciones empírico - teóricas para analizar el flujo a
través de lechos fijos. Unas de las más importantes son:
Ecuación de Blake – Kozen y o Kozeny Carman: Para partículas en flujo
laminar:
p
m
Dgcf
fGLP
..
1..2 2 (18)
Donde:
L: longitud del lecho (cm)
G: velocidad del fluido (gm/s·cm)
ξm: fracción de vacío del lecho
f: densidad del fluido (gm/cm).
gc: factor de conversión
Dp: diámetro de la partícula (cm)
Ecuación de Leva y Colaboradores (12):
fgcD
LGfP
m
n
p
n
mm
....
1...233
32
(19)
Donde:
fm: factor de fricción modificado, función del número de Reynolds
modificado, G·Dp/2.
G: velocidad másica del fluido (gm/cm·seg).
n: factor del estado del flujo que varía entre 1 para flujo laminar y 2 para el
flujo completamente turbulento.
ΦS: factor de forma.
Ecuación de Ergun:
Para partículas grandes una ecuación como la de Ergun (1952) debe ser
usada para la caída de presión a través del lecho fijo.
d
U
d
U
H
P mff
mf
mfmf
mf
mf
mf
B
2
323
21
75,11
150
(20)

Sustituyendo por ΔpB/Hmf, de la ecuación (4) y multiplicando ambos lados
por ρfd3/μ2(1-ξmf):
2
332
375,11
150
fmf
mf
fmf
mf
mffsf dUdUgd (21)
Donde:
mf
fmf dURe
, (21) y
Ga
gdfsf
3
(22)
donde:
Ga: es el número Galileo
2
33Re
175,1Re
1150 mf
mf
mf
mf
mfGa
(23)
Tomando ξmf=0.4:
00366.0Re4.51Re2 Gamfmf (24)
Entonces:
10000553.017,25Re Gamf (25)
La ecuación (25) puede usarse para partículas no esféricas.
La velocidad terminal de fluidización puede determinarse por tres
ecuaciones que corresponden a regímenes de flujo diferente.
18
2
fsp
ft
gDU
Re <20 (Ley de Stoke) (26)
43,029,0
71,014,171,0
153,0
f
fs
ft
DgU
2<Re<500(Ley Intermedia) (27)
f
fsp
ft
gDU
74,1 Re >500(Ley de Newton) (28)
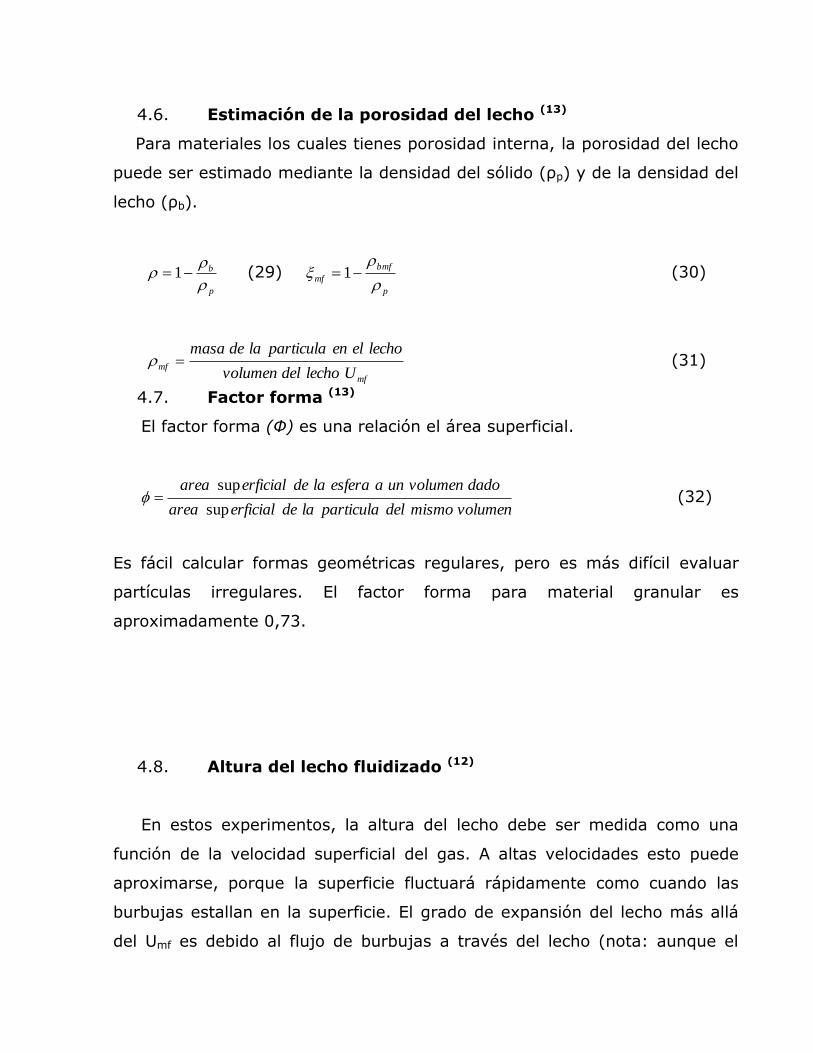
4.6. Estimación de la porosidad del lecho (13)
Para materiales los cuales tienes porosidad interna, la porosidad del lecho
puede ser estimado mediante la densidad del sólido (ρp) y de la densidad del
lecho (ρb).
p
b
1 (29)
p
bmf
mf
1 (30)
mf
mfUlechodelvolumen
lechoelenparticulalademasa (31)
4.7. Factor forma (13)
El factor forma (Ф) es una relación el área superficial.
volumenmismodelparticulaladeerficialarea
dadovolumenunaesferaladeerficialarea
sup
sup (32)
Es fácil calcular formas geométricas regulares, pero es más difícil evaluar
partículas irregulares. El factor forma para material granular es
aproximadamente 0,73.
4.8. Altura del lecho fluidizado (12)
En estos experimentos, la altura del lecho debe ser medida como una
función de la velocidad superficial del gas. A altas velocidades esto puede
aproximarse, porque la superficie fluctuará rápidamente como cuando las
burbujas estallan en la superficie. El grado de expansión del lecho más allá
del Umf es debido al flujo de burbujas a través del lecho (nota: aunque el
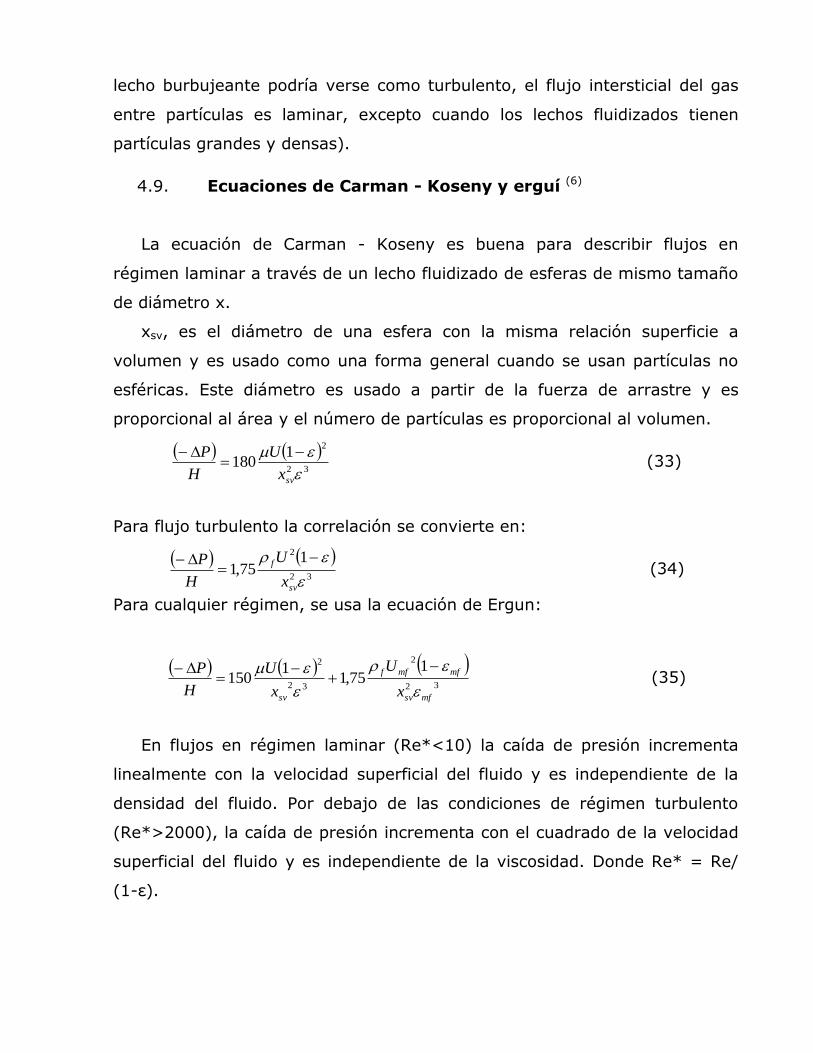
lecho burbujeante podría verse como turbulento, el flujo intersticial del gas
entre partículas es laminar, excepto cuando los lechos fluidizados tienen
partículas grandes y densas).
4.9. Ecuaciones de Carman - Koseny y erguí (6)
La ecuación de Carman - Koseny es buena para describir flujos en
régimen laminar a través de un lecho fluidizado de esferas de mismo tamaño
de diámetro x.
xsv, es el diámetro de una esfera con la misma relación superficie a
volumen y es usado como una forma general cuando se usan partículas no
esféricas. Este diámetro es usado a partir de la fuerza de arrastre y es
proporcional al área y el número de partículas es proporcional al volumen.
32
21
180
svx
U
H
P
(33)
Para flujo turbulento la correlación se convierte en:
32
2 175,1
sv
f
x
U
H
P
(34)
Para cualquier régimen, se usa la ecuación de Ergun:
32
2
32
2 175,1
1150
mfsv
mfmff
sv x
U
x
U
H
P
(35)
En flujos en régimen laminar (Re*<10) la caída de presión incrementa
linealmente con la velocidad superficial del fluido y es independiente de la
densidad del fluido. Por debajo de las condiciones de régimen turbulento
(Re*>2000), la caída de presión incrementa con el cuadrado de la velocidad
superficial del fluido y es independiente de la viscosidad. Donde Re* = Re/
(1-ε).
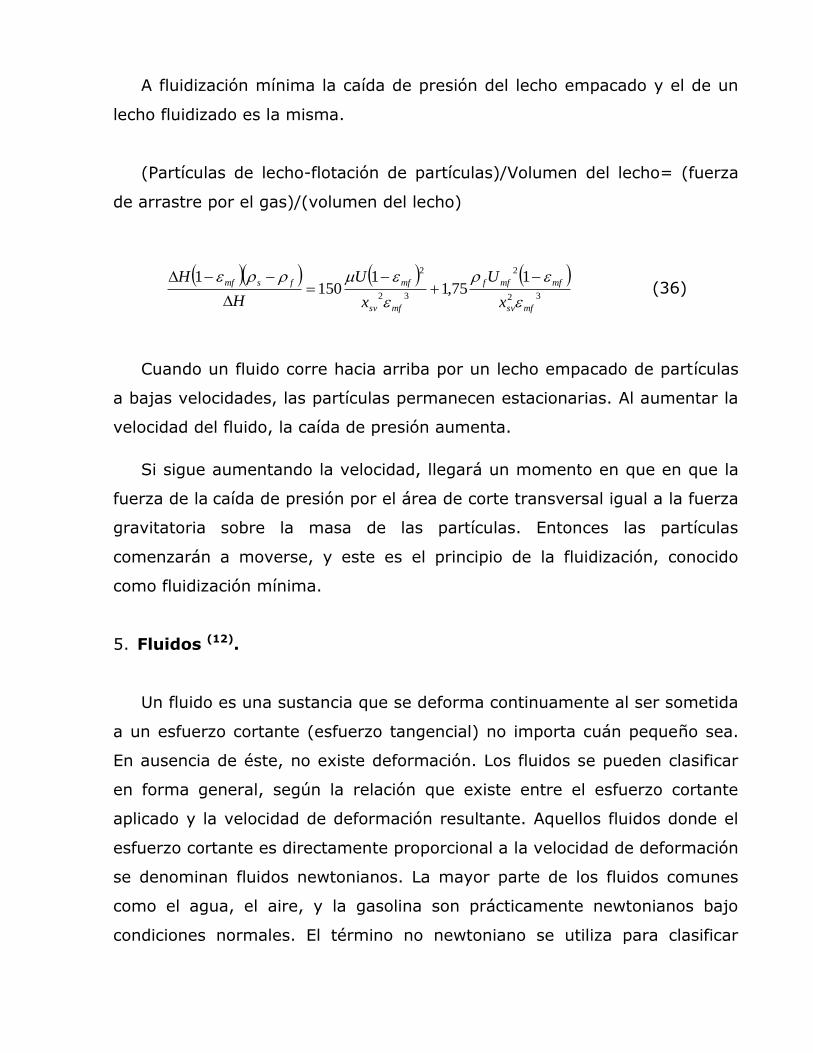
A fluidización mínima la caída de presión del lecho empacado y el de un
lecho fluidizado es la misma.
(Partículas de lecho-flotación de partículas)/Volumen del lecho= (fuerza
de arrastre por el gas)/(volumen del lecho)
32
2
32
21
75,11
1501
mfsv
mfmff
mfsv
mffsmf
x
U
x
U
H
H
(36)
Cuando un fluido corre hacia arriba por un lecho empacado de partículas
a bajas velocidades, las partículas permanecen estacionarias. Al aumentar la
velocidad del fluido, la caída de presión aumenta.
Si sigue aumentando la velocidad, llegará un momento en que en que la
fuerza de la caída de presión por el área de corte transversal igual a la fuerza
gravitatoria sobre la masa de las partículas. Entonces las partículas
comenzarán a moverse, y este es el principio de la fluidización, conocido
como fluidización mínima.
5. Fluidos (12).
Un fluido es una sustancia que se deforma continuamente al ser sometida
a un esfuerzo cortante (esfuerzo tangencial) no importa cuán pequeño sea.
En ausencia de éste, no existe deformación. Los fluidos se pueden clasificar
en forma general, según la relación que existe entre el esfuerzo cortante
aplicado y la velocidad de deformación resultante. Aquellos fluidos donde el
esfuerzo cortante es directamente proporcional a la velocidad de deformación
se denominan fluidos newtonianos. La mayor parte de los fluidos comunes
como el agua, el aire, y la gasolina son prácticamente newtonianos bajo
condiciones normales. El término no newtoniano se utiliza para clasificar

todos los fluidos donde el esfuerzo cortante no es directamente proporcionar
a la velocidad de deformación.
6. Viscosidad (12)
Si se considera la deformación de dos fluidos newtonianos diferentes, por
ejemplo, glicerina y agua, se encontrará que se deforman con diferente
rapidez para una misma fuerza cortante. La glicerina ofrece mayor
resistencia a la deformación que el agua; se dice entonces que es mucho
más viscosa.
La viscosidad es una manifestación del movimiento molecular dentro del
fluido. Las moléculas ubicadas en regiones con alta velocidad global chocan
con las moléculas que se mueven con una velocidad global menor, y
viceversa. Estos choques permiten transportar cantidad de movimiento de
una región de fluido a otra. Ya que los movimientos moleculares aleatorios se
ven afectados por la temperatura del medio, la viscosidad resulta ser una
función de la temperatura.
La viscosidad en el sistema de unidades c.g.s se expresa en Poise,
sPaoPoisecortedevelocidadg
cortedeEsfuerzoidadvis .cos
(37)
Se define el esfuerzo de corte o cizalla como la fuerza por unidad de área
necesaria para alcanzar una dada deformación. La unidad de esta magnitud
es Pa.
cortedevelocidadg
FuerzaF (38)

La velocidad de corte es el cambio de velocidad v a través de la distancia
h entre los dos platos. Las unidades son 1/segundo. La velocidad
de corte se incrementa a medida que la velocidad del plato superior
aumenta y la distancia entre los dos platos se hace más pequeña.
1/ scm
scm
dh
dvg (39)
Existen dos tipos diferentes de comportamientos reológicos bien
marcados:
- Fluidos Newtonianos y Fluidos No Newtonianos (12). En el primero la
viscosidad es constante, independientemente del esfuerzo de corte al cual se
somete el fluido y, en el segundo la viscosidad depende del esfuerzo de corte
aplicado. Un gráfico de esfuerzo de corte o viscosidad en función de la
velocidad de corte se conoce como reograma. El reograma para un fluido
Newtoniano es una línea recta cuya pendiente es la Viscosidad. La mayoría
de los materiales con alguna significancia industrial son no Newtonianos. Hay
varios tipos de comportamientos no Newtoniano.
Figura 5. Velocidad de deformación bajo esfuerzo cortante
- Fluido Dilatante: La viscosidad aumenta a medida que aumenta el
esfuerzo de corte al cual es sometido el fluido.
0
0
y
v
Fluido Newtoniano
Fluido Pseudoplástico
Fluido Dilatante
Fluido de Bringhan
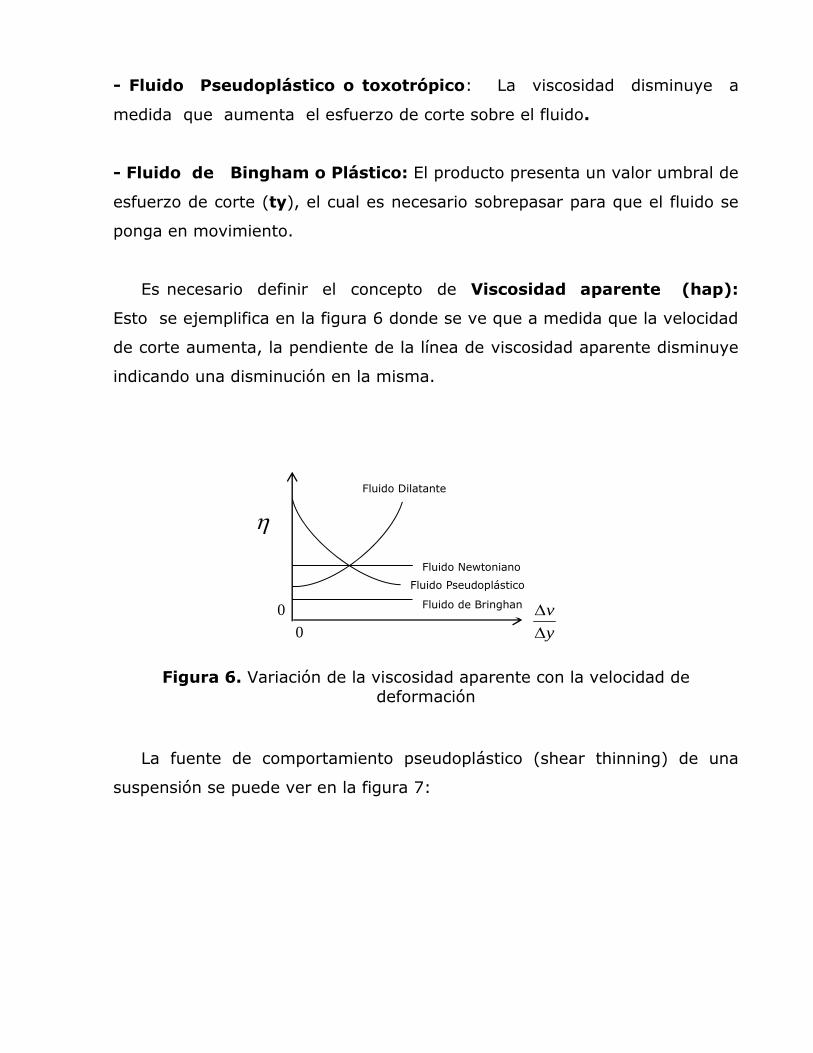
- Fluido Pseudoplástico o toxotrópico: La viscosidad disminuye a
medida que aumenta el esfuerzo de corte sobre el fluido.
- Fluido de Bingham o Plástico: El producto presenta un valor umbral de
esfuerzo de corte (ty), el cual es necesario sobrepasar para que el fluido se
ponga en movimiento.
Es necesario definir el concepto de Viscosidad aparente (hap):
Esto se ejemplifica en la figura 6 donde se ve que a medida que la velocidad
de corte aumenta, la pendiente de la línea de viscosidad aparente disminuye
indicando una disminución en la misma.
Figura 6. Variación de la viscosidad aparente con la velocidad de
deformación
La fuente de comportamiento pseudoplástico (shear thinning) de una
suspensión se puede ver en la figura 7:
0
0
Fluido Newtoniano
Fluido Pseudoplástico
Fluido Dilatante
Fluido de Bringhan
y
v

Figura 7. Comportamiento pseudoplástico
Cuando son sometidas a un esfuerzo de corte o cizallamiento las
partículas se orientan por sí mismas en capas las cuales pueden fluir muy
fácilmente causando una disminución de la viscosidad. Si las partículas
interaccionan para formar grandes agregados se puede observar un
comportamiento plástico. Esto significa que por debajo de una cierta fuerza
de cizalla (t) la suspensión se comporta como un sólido. A medida que la
fuerza de cizalla aumenta la estructura interna del fluido se rompe y el
sistema comienza a fluir. Mayores incrementos en la fuerza de cizalla causa
la ruptura de aglomerados de partículas como se muestra en la figura 8. Este
fenómeno aumenta la fracción de volumen de la suspensión y por lo tanto la
viscosidad (comportamiento dilatante).
Figura 8. Ruptura de aglomerados de partículas a medida que aumenta la
fuerza de cizalla o corte
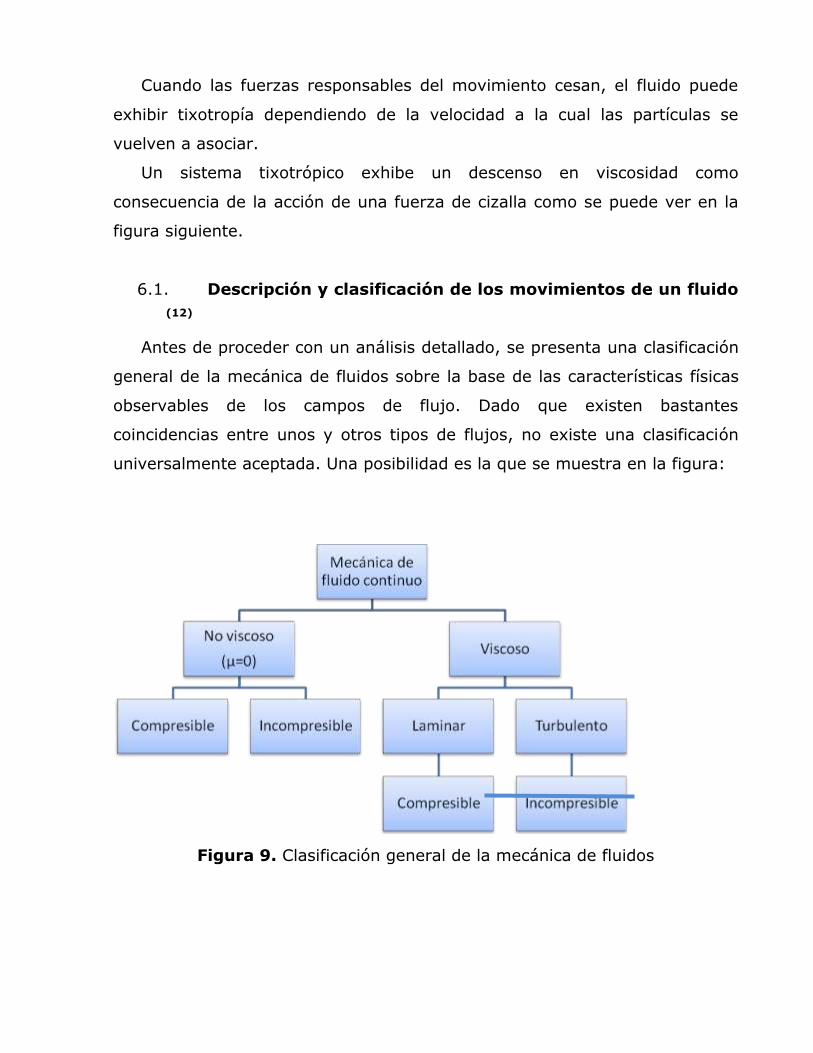
Cuando las fuerzas responsables del movimiento cesan, el fluido puede
exhibir tixotropía dependiendo de la velocidad a la cual las partículas se
vuelven a asociar.
Un sistema tixotrópico exhibe un descenso en viscosidad como
consecuencia de la acción de una fuerza de cizalla como se puede ver en la
figura siguiente.
6.1. Descripción y clasificación de los movimientos de un fluido
(12)
Antes de proceder con un análisis detallado, se presenta una clasificación
general de la mecánica de fluidos sobre la base de las características físicas
observables de los campos de flujo. Dado que existen bastantes
coincidencias entre unos y otros tipos de flujos, no existe una clasificación
universalmente aceptada. Una posibilidad es la que se muestra en la figura:
Figura 9. Clasificación general de la mecánica de fluidos

6.1.1.Flujos viscosos y no viscosos (14)
La subdivisión principal señalada en la figura anterior se tiene entre los
flujos viscosos y no viscosos. En un flujo no viscoso se supone que la
viscosidad de fluido vale cero. Evidentemente, tales flujos no existen; sin
embargo; se tienen numerosos problemas donde esta hipótesis puede
simplificar el análisis y al mismo tiempo ofrecer resultados significativos. (Si
bien, los análisis simplificados siempre son deseables, los resultados deben
ser razonablemente exactos para que tengan algún valor.) Dentro de la
subdivisión de flujo viscoso se consideran problemas de dos clases
principales. Flujos llamados incompresibles, en los cuales las variaciones de
densidad son pequeñas y relativamente poco importantes. Flujos conocidos
como compresibles donde las variaciones de densidad juegan un papel
dominante como es el caso de los gases a velocidades muy altas.
Por otra parte, todos los fluidos poseen viscosidad, por lo que los flujos
viscosos resultan de la mayor importancia en el estudio de mecánica de
fluidos.
6.1.2.Flujos laminares y turbulentos (14)
Los flujos viscosos se pueden clasificar en laminares o turbulentos
teniendo en cuenta la estructura interna del flujo. En un régimen laminar, la
estructura del flujo se caracteriza por el movimiento de láminas o capas. La
estructura del flujo en un régimen turbulento por otro lado, se caracteriza
por los movimientos tridimensionales, aleatorios, de las partículas de fluido,
superpuestos al movimiento promedio.
El que un flujo sea laminar o turbulento depende de las propiedades del
caso. Así, por ejemplo, la naturaleza del flujo (laminar o turbulento) a través
de un tubo se puede establecer teniendo en cuenta el valor de un parámetro
adimensional, el número de Reynolds,
vDRe (40)
donde ρ es la densidad del fluido, V la velocidad promedio, D el diámetro del
tubo y u la viscosidad.
6.1.3.Flujo compresible y flujo incompresible (12)
Aquellos flujos donde las variaciones en densidad son insignificantes se
denominan incompresibles; cuando las variaciones en densidad dentro de un
flujo no se pueden despreciar, se llaman compresibles. Si se consideran los
dos estados de la materia incluidos en la definición de fluido, líquido y gas,
se podría caer en el error de generalizar diciendo que todos los flujos líquidos
son flujos compresibles y que todos los flujos de gases son flujos
compresibles. La primera parte de esta generalización es correcta para la
mayor parte de los casos prácticos, es decir, casi todos los flujos líquidos son
esencialmente incompresibles. Por otra parte, los flujos de gases se pueden
también considerar como incompresibles si las velocidades son pequeñas
respecto a la velocidad del sonido en el fluido; la razón de la velocidad del
flujo, V, a la velocidad del sonido, c, en el medio fluido recibe el nombre de
número de Mach, M, es decir,
M=V/c (41)
Los cambios en densidad son solamente del orden del 2% de valor
medio, para valores de M < 0,3. Así, los gases que fluyen con M < 0.3 se
pueden considerar como incompresibles, un valor de M = 0.3 en el aire bajo
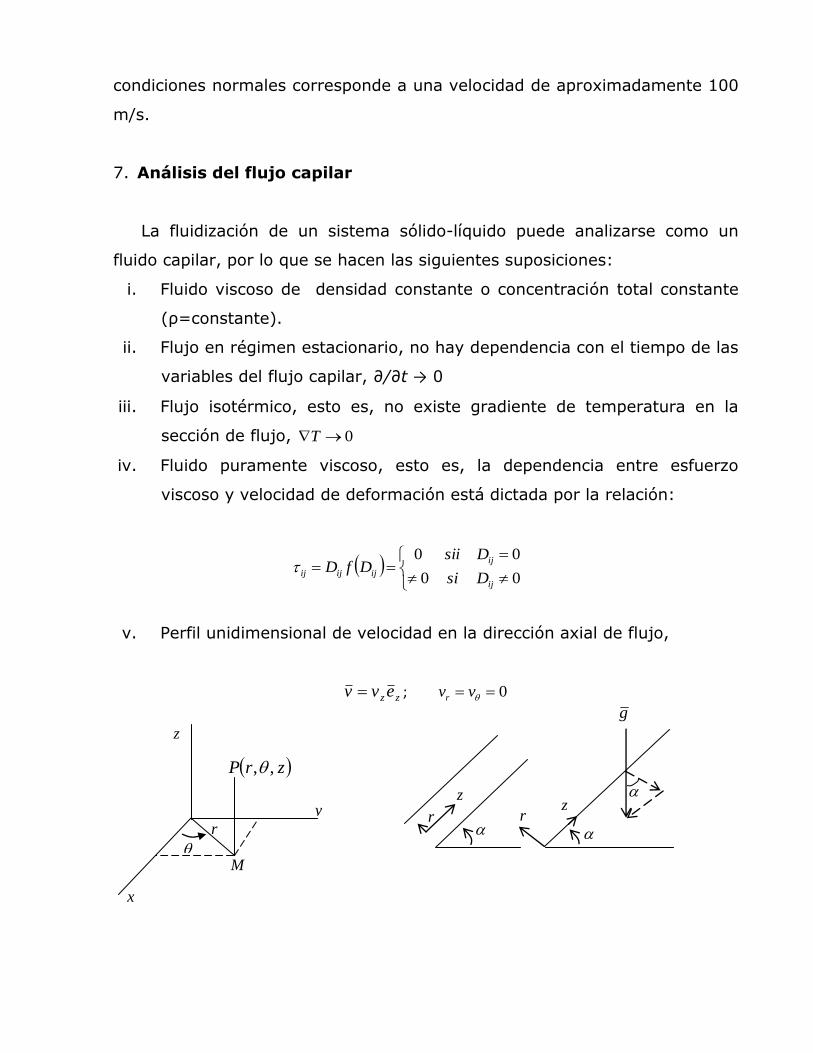
condiciones normales corresponde a una velocidad de aproximadamente 100
m/s.
7. Análisis del flujo capilar
La fluidización de un sistema sólido-líquido puede analizarse como un
fluido capilar, por lo que se hacen las siguientes suposiciones:
i. Fluido viscoso de densidad constante o concentración total constante
(ρ=constante).
ii. Flujo en régimen estacionario, no hay dependencia con el tiempo de las
variables del flujo capilar, ∂/∂t → 0
iii. Flujo isotérmico, esto es, no existe gradiente de temperatura en la
sección de flujo, 0T
iv. Fluido puramente viscoso, esto es, la dependencia entre esfuerzo
viscoso y velocidad de deformación está dictada por la relación:
v. Perfil unidimensional de velocidad en la dirección axial de flujo,
zz evv ; 0 vvr
z
z
r
r
g
r
M
y
z
x
zrP ,,
00
00
ij
ij
ijijij Dsi
DsiiDfD

Considerando que el fluído viscoso fluye a través de una tubería de radio
R, longitud L, con una inclinación respecto a la horizontal. Las
componentes del vector aceleración de la gravedad, g :
zzrrzr egegegegg sen cos (42)
esto es, cosgg r (43),
sengg z (44),
0g (45)
donde es tomado en la dirección del flujo del fluído para los siguientes
patrones:
Analizando la ecuación de continuidad,
0
v
t
(46)
en coordenadas cilíndricas,
01
1
zr v
zv
rvr
rrt
(47)
en régimen estacionario y para el perfil de velocidad dado por (v) resulta
0
z
v z (48)
La ecuación 58 significa que no hay variación de la componente axial de
velocidad con la posición axial; este patrón de flujo se considera
90
180
270
0

completamente desarrollado. A nivel experimental, para anular los efectos de
entrada debe disponerse de una longitud adicional de tubería.
entre otras ecuaciones para estimar la longitud de entrada, la ecuación de
Boussinesq en régimen laminar
Re03,0D
Le (49)
la ecuación de Langhaar en régimen laminar
Re0575,0D
Le (50)
la ecuación de Latzko en régimen turbulento
25,0Re693,0D
Le (51)
En principio, de la ecuación 48 se deduce que la velocidad axial es
función de las posiciones radial r y angular :
,rfvz
P
Q
r z
Longitud de
entrada
Sección de
medición

Para que zv sea sólo función de la posición radial r es menester la
construcción de tuberías de radio pequeño tipo capilar tal que la dependencia
angular sobre la distribución del campo de velocidades sea despreciable.
rfvz , flujo capilar
Para el flujo capilar dado por rfvz , 0 vvr , las componentes del
tensor velocidad de Deformación, D , dado por
TvvD 2
1 (52)
en coordenadas cilíndricas las componentes del tensor D
zzzzr
zr
rzrrr
ij
DDD
DDD
DDD
D
(53)
donde las componentes ijD están dadas por:
r
vD r
rr
;
r
v
r
vv
rDD r
rr
1
2
1

z
v
r
vDD rz
zrrz2
1;
z
vv
rDD z
zz
1
2
1 (54)
r
vv
rD r
1;
z
vD z
zz
Al sustituir el flujo capilar dado por rfvz , 0 rvv , resulta
0rrD ; 0 rr DD , dr
dvDD z
zrrz2
1
0 zz DD ; 0D ; 0zzD (55)
De esta manera el perfil del esfuerzo viscoso para la condición de fluído
puramente viscoso resulta:
00
000
00
zr
rz
zzzzr
zr
rzrrr
ijijij DfD
(56)
Analizando la ecuación de Cauchy dada por

P-g vv
t
v (57)
en coordenadas cilíndricas, la componente en la dirección axial de flujo:
rzzz
zzz
zz r
rrz
Pg
z
vv
v
r
v
r
vv
t
v
1
zz
z rzrr
11 (58)
Simplificando para el flujo capilar con el perfil de esfuerzos dado por la
ecuación 56, resulta:
rzz rdr
d
rz
Pg
1 0
(59)
Si se considera que la variación de la presión es lineal en la sección de
mediciones, entonces el gradiente de presión puede aproximarse por:
P
z
P
(60)
la componente axial del vector g dado por la ecuación 48,
sen gg z (61)
La ecuación 59 puede escribirse de la siguiente manera

PgPr
dr
d
rrz
sen1 (62)
integrando,
CrdrP
rd rz
(i)
esto es, r
crPrz
2 (ii)
Hacia el centro de la tubería, 0r , el fluído desarrollo la máxima velocidad y
los efectos friccionales se asumen despreciables, 0rz , entonces la
ecuación (ii) se simplifica así:
2
rPrz
(63)
el esfuerzo cortante alcanza el valor máximo hacia la pared de la tubería,
2
RPwRrrz
(64)
la ecuación 63 puede re-escribirse así:
R
rwrz (65)
Si el fluido viscoso puede expresarse por la ecuación constitutiva de
Ostwald De Waele,

n
zrz
dr
dvm
(66)
igualando las ecuaciones 63 y 66,
2
rP
dr
dvm
n
z
(iii)
re-escribiendo para el vector velocidad e integrando
Cdrrm
Pdv n
n
z
1
1
2 (iv)
resulta, C
n
r
m
Pv
n
n
z
11
2
11
1
(v)
Hacia las paredes de la tubería el fluido viscoso alcanza la mínima
velocidad, ciertos fluídos no mojan las paredes y se considera que deslizan
con una velocidad característica, Asumiendo que a Rr , 0rz , la
constante de integración C resulta:
n
R
m
PC
n
n
11
2
11
1
(vi)
Así, re-arreglando la ecuación v, la componente axial de velocidad puede
escribirse de esta manera:

nn
n
zR
r
n
R
m
Prv
11
11
1
11
12
(67)
La máxima velocidad que alcanza el fluido, está dada por 0r ,
n
R
m
Pv
n
n
z1
12
0
11
1
(68)
Otra expresión para el perfil de velocidad,
n
z
z
R
r
v
rv1
1
10
(69)
La velocidad promedio definida a partir del caudal,
R
zA
zz rdrvdAvRvQ0
2 2 ˆ (70)
dividiendo por 0zv y simplificando a la vez:
udu
v
v
R
rd
R
r
v
v
v
v R
z
z
z
z
z
z
0
1
0 02
02
0
ˆ (71)
sustituyendo la ecuación 69 en la ecuación 71:
1
0
121
0
11
2120
duuuuduuv
vnn
z
z
integrando, resulta:
n
n
nn
uu
v
v n
z
z
13
11
13
1
2
12
13
22
0
1
0
13
2
(72)
7.1. Ecuación Integral de Rabinowitsch para flujo capilar(12)
De la ecuación 70, reescribiendo la expresión integral del caudal,
R
z rdrvQ
02
(73)
Integrando por partes:
Sea zvu diferencial drdr
dvdu z
diferencial rdrdw 2 integral 2rw
Así, se obtiene:
drdr
dvrvr
Q zR
R
z 0
2
0
2
(i)
Las condiciones de flujo anulan el término 02 zvr ,
hacia el centro, 0r , 0zz vv (ii)
hacia la pared, Rr , 0zv (iii)
De ésta manera resulta:
drdr
dvr
Q zR
0
2
(iv)
introduciendo el esfuerzo viscoso rz en la ecuación integral iv a partir de la
relación lineal,
R
rwrz ; rz
w
Rr
; rz
w
dR
dr
(74)
Así, la ecuación iv puede escribirse
rzz
rzw d
dr
dv
R
Q w
0
2
3
3
(75)
La ecuación anterior también denominada Ecuación Integral de Rabinowitsch
para Flujo Capilar, permite relacionar el caudal con la caída de presión para
un fluido viscoso a través de una tubería de radio R y longitud ,
proporcionando valores extremos.
Si la ecuación constitutiva está dada por el modelo de potencia o modelo de
Ostwald De Waele,
n
zrz
dr
dvm
(66)
Sustituyendo el gradiente de velocidad en la ecuación 75,
n
n
rzz
mdr
dv1
/1
(v)
resulta:
rzrz
rznrznrzn
n
rzrz
w dm
dmR
Q
0
12
11
/1
0
2
3
31
(vi)

integrando se obtiene:
nmnmR
Qn
nw
nrz
n
w
w
1313
11
13
0
13
13
3
el esfuerzo cortante en función del caudal
n
w QR
nm
RP
3
13
2
(67)
el esfuerzo cortante en función de la velocidad promedio
n
zw
R
vnm
RP
13
2 (76)
el caudal en función del esfuerzo cortante
n
wn nm
RQ 1
1
3
13
(77)
En forma adimensional el esfuerzo cortante se expresa por intermedio del
coeficiente de fricción, por definición:
Mojada Area ˆ 2
1
pared la a Viscosa Fuerza
zv
f
(78)
la fuerza viscosa a la pared,
RR wRrrz 22
(vii)
el área mojada para un llenado total,
Area Mojada R2 (viii)
De esta manera el coeficiente de fricción resulta:
2ˆ
2
z
w
vf
(79)
Sustituyendo la ecuación 68 en la ecuación 71
n
n
n
z
z
nmR
v
vf 13
ˆ
ˆ
22
(ix)
re-escribiendo la ecuación ix:
m
Dv
nf
nn
z
nn
2
1
ˆ
132
, nnn RD 2 (x)
si se define como Numero de Reynolds,
m
Dv nn
z
2ˆ
eR
(80)
Así la ecuación x en términos de Número de Reynolds y del coeficiente de
consistencia n,
eR
132
ˆ
2
1
2
n
n
z
w n
vf
(81)
en presencia de datos experimentales, el cálculo del coeficiente de fricción
debe relacionarse a la vez con el Número de Reynolds, así
2ˆ
2
z
w
vf
;
a
z Dv
ˆ Re (82)
donde:
2
sen RgPw
;
2ˆ
R
Qv z

a Viscosidad aparente
Rr
z
w
dr
dv
(83)
Para variaciones de caudal y esfuerzo cortante, la ecuación 75 en su
forma diferencial permite relacionar la velocidad de deformación con las
variables de flujo. Así, derivando la ecuación 75 respecto a w ,
rzz
rz
w
w
w
ddr
dv
d
d
R
Q
d
d w
0
2
3
3
(xi)
desarrollando el término de la derecha,
w
www
w d
dQQ
RR
Q
d
d
32
33
3
31
(xii)
desarrollando el término de la izquierda,
wrz
rz
w
Rr
r
zrzrz
zrz
w dr
dvd
dr
dv
d
d
,
0 ,0
2
0
2 (xiii)
Rr
zw
dr
dv
2
igualando se obtiene la ecuación diferencial de Rabinowitsch para flujo
capilar, de gran utilidad en la caracterización de fluidos viscosos. Así,
w
w
Rr
z
d
dQQ
Rdr
dv
3
13
(84)
re-escribiendo en la forma logarítmica
wwwRr
z
d
Qd
R
Q
d
QdQ
R
Q
dr
dv
ln
ln33
33 (85)

La utilización de la ecuación 83 debe hacerse para datos experimentales
obtenidos bajo condiciones isotérmicas, ésto implica que el diseño de la
sección de medición debe incluir fluídos de enfriamiento para remover la
generación de calor por disipación viscosa.
CAPITULO II
METODOLOGÍA EXPERIMENTAL
1. Materiales y equipos a utilizar
- Molino Sew Eumodrive.
- Carbón mineral
- Cilindros graduados (10 ml. Y 100 ml).
- Balanza analítica.
- Embudo de vidrio,
- Tamices de varios tamaños.
- Columna de fluidización.
- Manómetro diferencial.
- Rotámetro.
- Bomba hidráulica.
El proceso experimental consistirá en medir los parámetros de caudal y
caída de presión de flujo con la finalidad de predecir las condiciones mínimas
de fluidización tanto experimental como teórica, tomando en cuenta las
variables: granulometría de la partícula sólida, altura del lecho, geometría de
la columna (altura/ diámetro) y la porosidad del lecho en función de la
velocidad del agente fluidizante líquido, y de esta manera realizar la
caracterización viscosa de las mezclas carbón mineral – agente fluidizante.
Las pruebas de fluidización se realizarán usando carbón mineral
proveniente de la mina Paso Diablo de la región del Guasare, ubicada en
Santa Cruz de Mara – Estado Zulia, presentando las características
mostradas en la siguiente tabla:

Tabla 4. Características del carbón mineral del Guasare
Calidad Carbón estándar
(promedio)
Humedad (%) 7,5
Cenizas (%) 9,0
Poder calorífico (BTU/lb) 12,200
Azufre (%) 0,9
Materia volátil (%) 34
Tamaño (mm) 50x10
2. Propiedades físicas
Las propiedades físicas de la mezcla, necesarias para la determinación de
las condiciones mínimas de fluidización, y la posterior caracterización viscosa
de las mismas son:
i. Agente fluidizante: Densidad, viscosidad absoluta.
ii. Sólido a fluidizar: Densidad, porosidad y diámetro promedio.
3. Caracterización del agente fluidizante
3.1. Densidad del líquido
La densidad del fluido fluidizante puede determinarse a partir de las
medidas de la masa y el volumen, utilizando la expresión d=m/V. Para ello
se usará los siguientes equipos y materiales: Balanza, probeta y vaso de
precipitados.
El procedimiento experimental puede realizarse de la siguiente manera:
1. Medir la masa del vaso de precipitado. (M1)
2. Verter el líquido en el vaso de precipitado y determinar la nueva masa.
(M2)
3. Calcular la masa del líquido por diferencia. (M2 - M1)
4. Transvasar el líquido a la probeta y medir su volumen.
5. Calcular la densidad del líquido y expresarla en g/cm3.
Para el caso de que el agente fluidizante sea agua, el valor de la densidad
puede tomarse como 1 g/cm3, y en el caso de que estén presentes cambios

de temperaturas, el valor puede ser tomado de datos tabulados en la
literatura.
3.2. Viscosidad absoluta del líquido
Es el producto de multiplicar la viscosidad cinemática por la densidad del
fluido, ambas medidas a la misma temperatura. La unidad cgs de la
viscosidad dinámica es g/(s·cm) y se denomina poise (P). La unidad en el
Sistema Internacional es Newton-segundo por metro cuadrado y es
equivalente a 10 P. Frecuentemente se utiliza el centipoise (cP) que equivale
a 10-2 P:
densidadcinematicaidadvisabsolutaidadvis coscos (86)
4. Caracterización de los sólidos a fluidizar
4.1. Distribución granulométrica del carbón mineral por tamizado
La preparación del carbón se hace según la norma ASTM D-346-90
(Estándar Practice for Collection and Preparation of Coke Samples for
Laboratory Analysis),
El carbón se muele en un molino Sew Eumodrive D732 Bruche de 50 Hz.
El procedimiento para determinar la distribución granulométrica del
carbón mineral es el siguiente:
a. Se selecciona una muestra de carbón y se pesa,
b. Se toman los tamices requeridos en cascada, ordenados de arriba abajo
por orden decreciente de luz o abertura de malla. El producto a analizar se
añade sobre el primer tamiz y se somete a un movimiento vibratorio.
En forma manual el procedimiento a seguir es el siguiente: Se agita por
unos minutos y mantener en movimiento circular con una mano mientras se
golpea con la otra, pero en ningún caso se debe inducir con la mano el paso
de una partícula a través del tamiz.
c. La cantidad de muestra retenida en cada uno de los tamices se cuantifica
en la balanza, obteniendo de esta manera el peso retenido.
d. Cada uno de estos pesos retenidos se expresa como
porcentaje (retenido) del peso total de la muestra.
e. Se determinan los porcentajes retenidos acumuladas.
f. Se calculan el porcentaje de sólido que pasa a través de los tamices.
g. Se grafica la curva granulométrica (Diámetro de los tamices vs. % de
sólidos que pasa a través de los tamices).
4.2. Determinación de la densidad del sólido
La densidad del carbón mineral se determinará por el Método del
Desplazamiento Miscible, el cual se realiza mediante el siguiente
procedimiento:
a. Medir la masa del sólido (m en gr).
b. Verter agua en la probeta y medir su volumen (Vagua en ml).
c. Introducir el sólido en la probeta y medir el nuevo volumen (Vsolido+agua en
ml).
d. Calcular el volumen del sólido por diferencia,
Vsolido+agua - Vagua =V (87)
e. Calcular la densidad del sólido y expresarla en gr/ml.

v
mS (88)
Donde:
ρs= Densidad real del sólido (gr/ml),
V= Volumen del sólido (ml)
m= Peso de la muestra (gr)
4.3. Determinación de la fracción vacía del sólido
Para determinar la porosidad del carbón mineral, se procede de la
siguiente manera:
a. Se mide en un cilindro graduado (capacidad de 100 ml.) un
determinado volumen de la muestra sólida y se traslada a un pequeño
recipiente.
b. Utilizando el mismo cilindro graduado se mide el volumen de agua igual
al conseguido para el caso de la muestra.
c. Se calcula el volumen teórico de la siguiente manera:
Vteórico =Vsolido +Vlíquido (89)
d. Se dejan caer lentamente los sólidos dentro del cilindro que contiene el
agua, para evitar que queden atrapadas burbujas de aire entre los
poros de la muestra.
e. Se espera un cierto tiempo y se procede a leer el volumen final. Por
diferencia con el volumen teórico se determina la cantidad de agua que
ocupa los espacios vacíos. El volumen de líquido en los espacios vacíos
de la muestra dividido entre el volumen de los sólidos y multiplicado
por 100, da la porosidad expresada en porcentaje.
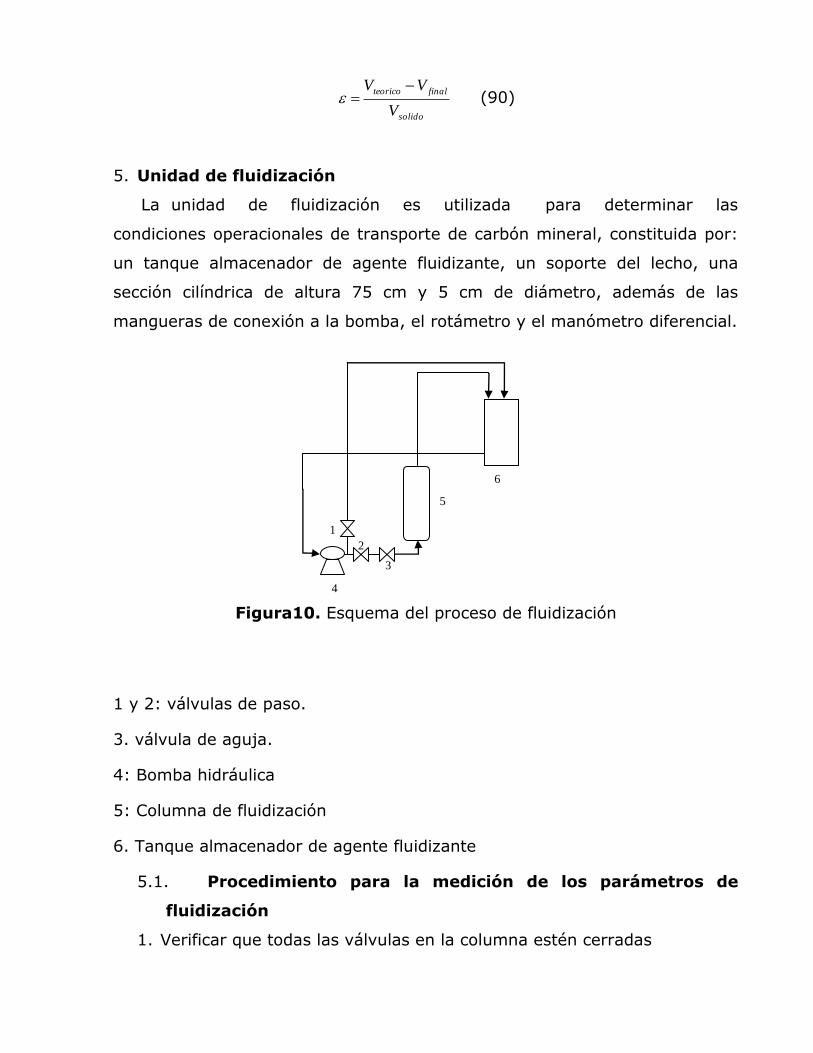
solido
finalteorico
V
VV (90)
5. Unidad de fluidización
La unidad de fluidización es utilizada para determinar las
condiciones operacionales de transporte de carbón mineral, constituida por:
un tanque almacenador de agente fluidizante, un soporte del lecho, una
sección cilíndrica de altura 75 cm y 5 cm de diámetro, además de las
mangueras de conexión a la bomba, el rotámetro y el manómetro diferencial.
Figura10. Esquema del proceso de fluidización
1 y 2: válvulas de paso.
3. válvula de aguja.
4: Bomba hidráulica
5: Columna de fluidización
6. Tanque almacenador de agente fluidizante
5.1. Procedimiento para la medición de los parámetros de
fluidización
1. Verificar que todas las válvulas en la columna estén cerradas
1
4
2
3
5
6

2. Pesar una determinada cantidad de sólido y agregarla dentro de la
columna hasta la altura correspondiente.
3. Abrir la válvula 1 completamente para evitar que la bomba se esfuerce.
4. Abrir la válvula 2 un 10% y luego la válvula 3 para permitir el paso de
agente fluidizante al rotámetro y a la columna.
5. Incrementar lentamente el flujo de agente fluidizante (abrir válvula 3),
y observar la altura del lecho y la caída de presión.
6. Anotar la caída de presión indicada en el manómetro diferencial para
cada caudal de flujo de agente fluidizante indicado en el rotámetro, y
las alturas del lecho. Siempre recordar anotar la altura del lecho antes
de empezar la fluidización.
7. El caudal máximo de flujo de agente fluidizante será aquel donde las
partículas sólidas son arrastradas completamente.
8. Disminuir el caudal de flujo de agente fluidizante lentamente y llevar el
rotámetro a cero.
9. Apagar la bomba.
10. Repetir el procedimiento para cada tamaño de partícula.
6. Caracterización viscosa de las mezclas carbón mineral-agente
fluidizante
A partir de los valores operacionales de caída de presión, caudal del flujo
de agente fluidizante, diámetro de la columna de 5 cm. y altura de 75 cm.,
se procede a obtener los parámetros reológicos para determinar la
naturaleza viscosa de las mezclas carbón mineral – agente fluidizante de la
siguiente manera:
1. Se considera que la caída de presión es lineal en la sección de
mediciones, entonces se divide cada caída de presión causada por cada
caudal de agente fluidizante entre la longitud de la columna, entonces:
l
P
Z
P
(60)

Donde ΔP es la caída de presión y l es la longitud de la columna de
fluidización.
2. Se determina el esfuerzo cortante hacia la pared de la tubería, ya que es
donde se alcanza el valor máximo:
2
r
l
PW
(63)
Donde r es el radio de la columna de fluidización.
3. Con la ecuación diferencial de Rabinowitsch se determina la velocidad de
deformación:
W
W
Rr
z
d
dQQ
Rdr
dv
3
13
(84)
Para calcular WddQ / se grafican los valores de Q (caudal) y w (esfuerzo
cortante), se determina la ecuación que mejor se ajuste a los datos y luego
se deriva ésta. Una vez obtenida esta ecuación se introduce en la ecuación
diferencial de Rabinowitsch y se calcula la velocidad de deformación para
cada caudal.
4. Con los datos de esfuerzo cortante y velocidad de deformación ya
obtenidos, se procede a determinar la viscosidad aparente y de esta forma
observar cómo se comporta el fluido a medida que varía la velocidad de
deformación:
Rr
z
W
a
dr
dv
(83)
Si la viscosidad aparente disminuye a medida que aumenta la velocidad
de deformación, el fluido es no newtoniano pseudoplástico. Si por el
contrario aumenta a medida que la velocidad de deformación aumenta éste
es no newtoniano dilatante.
5. A partir del reograma entre la viscosidad aparente y la velocidad de
deformación del modelo de potencia, resulta
1
n
Rr
z
adr
dvm (91)
Donde m es el coeficiente de viscosidad y n es el coeficiente de consistencia.
Llevándola a logaritmo para ajustar los datos a una línea recta:
Rr
z
adr
dvnm
log1loglog (92)
Se procede a graficar alog vs. Rrz drdv
/log para determinar los
parámetros m y n, donde m es el intercepto y (n-1) es la pendiente de la
recta,
Si n<1 es un fluido no newtoniano pseudoplástico.
Si n>1 es un fluido no newtoniano dilatante,
6. Repetir el procedimiento para cada tamaño de partícula de carbón.
7. Determinación de las ecuaciones constitutivas.
Dependiendo de la naturaleza viscosa y de las condiciones operacionales
la ecuación constitutiva de las mezclas carbón mineral - agentes fluidizante
puede ser expresada por el Modelo de Ostwald De Waele o por el Modelo de
Ellis. Con los valores de m y n determinados anteriormente, la ecuación
constitutiva mediante el Modelo de Ostwald De Waele simplemente queda:
n
z
rzdr
dvm
(66)
Para el Modelo de Ellis:
dr
dv
BA
z
rz
rz 1
1
(93)
Los parámetros A, B y α se determinan por intermedio de un ajuste por
mínimos cuadrados para N mediciones:
N
i
N
i i
iBAN1 1
1 1
(94)
N
i
N
i i
iN
i
ii BA1 1
1
1
221
(95)
N
i
N
i i
ii
N
i
i BA1 1
132
1
2
(96)
8. Determinación del diagrama factor de fricción - Reynolds.
Para determinar el coeficiente de fricción originado durante el proceso y
el número de Reynolds, se utilizan las siguientes ecuaciones:
m
Rv nnn
z 2Re
2
(97)
Re
132 1
n
n
nf
(98)
Donde es la densidad de la mezcla, n es el coeficiente de consistencia, m
es el coeficiente de viscosidad y vz es la velocidad promedio, dada por:
2R
Qv z
(99)
Donde Q es el caudal del agua y R es el radio de la columna de fluidización.
Una vez obtenidos los valores del número de Reynolds (Re') y coeficiente
de fricción (f), se procede a realizar una gráfica Re 'Vs.f y log(Re ') Vs log(f)

CAPITULO III
RESULTADOS Y DISCUSIONES
1. Caracterización del agente fluidizante
Las propiedades físicas de los agentes fluidizantes se determinaron a una
temperatura de 20°C como se muestra en la tabla N°5
Tabla N°5 Caracterización del agente fluidizante Agente
Fluidizante
Densidad (Kg/m3)
Teórica
Densidad (Kg/m3)
Experimental
Viscosidad
absoluta (kg/m·s)
Agua 998 990 0,00102
Kerosene 813 748 0,0025
Nafta 750 694,18 0,00029
Fuel oil 850 797,94 0,002975
2. Caracterización de los sólidos a fluidizar
2.1. Distribución granulométrica del carbón mineral por
tamizado
Peso total del carbón mineral= 489,60 gr
En la tabla N°6 se muestran los tamices seleccionados para el carbón
mineral
Tabla N°6 Tamaño de los tamices Tamiz D (mm) D (in)
-8+10 2 0,0787
-10+16 1,1913 0,0469
-16+30 0,5944 0,0234
-30+40 0,4191 0,0165
Tabla N°7 Cantidad de carbón mineral en los tamices
Tamiz Peso (gr)
8+10 195,23
10+16 124,0
16+30 64,7
30+40 61,21
Fondo 37,52
Total 482,66

La pérdida de carbón mineral retenido en los tamices durante el proceso
de tamizado es el siguiente:
Peso de carbón después del tamizado: 482,66 gr
4175,1100*60,489
66,48260,489%
gr
grgrperdida
Tabla N°8 Distribución granulométrica del carbón mineral por tamizado Tamiz Peso
retenido(gr) % Retenido % Retenido acumulado % que pasa
8+10 195,23 40,4488 40,4488 59,5512
10+16 124,0 25,6910 66,1397 33,8603
16+30 64,7 13,4049 79,5446 20,4554
30+40 61,21 12,6818 92,2264 7,7736
Fondo 37,52 7,7736 100 0
Total 482,66 100
La curva granulométrica para el carbón mineral es la siguiente:
0
10
20
30
40
50
60
70
0 0,5 1 1,5 2 2,5
D (mm)
% c
arb
on
qu
e p
as
a
Figura 11. Curva granulométrica del carbón mineral
2.2. Determinación de la densidad del sólido
La densidad del carbón mineral para diferentes tamaños de partículas se
muestra en la siguiente tabla
Tabla N°9 Densidad del carbón para diferentes tamaños de partículas Tamiz Masa de
Carbón
(gr.)
Volumen
de agua
(ml)
Volumen de
Sólido+agua
(ml)
Volumen
Desplazado
(ml)
Densidad
(gr./ml)
-10+16 8 30 35.8 5,8 1,3793
-16+30 8 30 37 7 1,1429
-30+40 4 9,2 13 3,8 1,0526
2.3. Determinación de la fracción vacía del sólido

La fracción vacía del carbón mineral para diferentes tamaños de
partículas se muestra en la siguiente tabla
Tabla N°10 Densidad del carbón para diferentes tamaños de partículas Tamiz Volumen
de sólido
(ml)
Volumen
de agua
(ml)
Volumen
teórico
(ml)
Volumen
final(ml)
Fracción
vacía
-10+16 10 10 20 15,3 0,47
-16+30 9,8 9,8 19,6 15,2 0,45
-30+40 8,6 8,6 17,2 13,5 0,43
3. Calibración del Rotámetro
Las curvas de calibración fueron determinadas a 20°C y se muestran a
continuación:
y = 0,2514x - 0,3402
R2 = 0,9998
0
1
2
3
4
5
0 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Lectura del Rotámetro
Q (m
l/s)
Figura 12. Curva de calibración del rotámetro. Fluido: agua
y = 0,3019x - 0,4936
R2 = 0,9993
0
1
2
3
4
5
6
0 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20Lectura de Rotámetro
Q (m
l/s)
Figura 13. Curva de calibración del rotámetro. Fluido: Kerosene

y = 0,0058x2 + 0,0292x + 0,0251
R2 = 0,9996
0
0,5
1
1,5
2
2,5
3
3,5
0 2 4 6 8 10 12 14 16 18 20
Q (
ml/
s)
Lectura del Rotámetro
Figura 14. Curva de calibración del rotámetro. Fluido: Nafta
y = 0,4688x - 0,0117
R2 = 0,9996
0
1
2
3
4
5
6
7
8
9
10
0 2 4 6 8 10 12 14 16 18 20
Q (
ml/
s)
Lectura del Rotámetro
Figura 15. Curva de calibración del rotámetro. Fluido: Fuel oil
4. Determinación de los parámetros de fluidización
En las siguientes tablas se muestran las caídas de presión y porosidades
del lecho expandido para mezclas fluidas carbón mineral-agentes fluidizantes
En la tabla N°11 se muestran caídas de presión y porosidades del lecho
expandido de mezcla fluida carbón mineral-agua con tamaño de partícula -
10+16 a diferentes velocidades de flujo
Tabla Nº11. Comportamiento de la mezcla fluida carbón mineral-agua con
tamaño de partícula -10+16 % Rotámetro ΔH(mH2O) L (m) ΔP(KPa) Porosidad U (m/s)

2 0,007 0,073 0,0598 0,47 7,33E-05
3 0,008 0,073 0,0848 0,47 2,02E-04
4 0,01 0,073 0,1093 0,47 3,31E-04
5 0,014 0,073 0,1334 0,47 4,60E-04
6 0,014 0,073 0,1577 0,47 5,89E-04
7 0,021 0,076 0,1823 0,4877 7,18E-04
8 0,0225 0,077 0,2076 0,5028 8,46E-04
9 0,025 0,08 0,2339 0,5173 9,75E-04
10 0,026 0,083 0,2616 0,5311 1,10E-03
11 0,028 0,085 0,2911 0,5444 1,23E-03
12 0,033 0,087 0,3229 0,5571 1,36E-03
13 0,0375 0,09 0,3575 0,5692 1,49E-03
14 0,041 0,092 0,3955 0,5806 1,62E-03
15 0,041 0,095 0,4380 0,5914 1,75E-03
16 0,051 0,097 0,4860 0,6017 1,88E-03
17 0,056 0,1 0,5410 0,6113 2,01E-03
18 0,062 0,102 0,6050 0,6203 2,13E-03
19 0,07 0,103 0,6808 0,6287 2,26E-03
20 0,078 0,107 0,7725 0,6365 2,39E-03
Los resultados tabulados se proyectan en las siguientes figuras:
0,4
0,45
0,5
0,55
0,6
0,65
0 0,0005 0,001 0,0015 0,002 0,0025 0,003
Velocidad de flujo (m/s)
Po
rosi
dad
Figura 16. Porosidad vs Velocidad de Flujo para muestra -10+16 y agente
Fluidizante Agua

S = 0.01553169
r = 0.99768512
Velocidad de flujo (m/s)
Cai
da d
e Pr
esió
n (K
Pa)
0.0e+000 4.4e-004 8.7e-004 1.3e-003 1.7e-003 2.2e-003 2.6e-0030.00
0.14
0.28
0.41
0.55
0.69
0.83
Figura 17. Caída de Presión vs Velocidad de Flujo para muestra -10+16 y agente
Fluidizante Agua
En la tabla Nº12 se muestran caídas de presión y porosidades del lecho
expandido de mezcla fluida carbón mineral-agua con tamaño de partícula -
16+30 a diferentes velocidades de flujo
Tabla Nº12. Mezcla fluida carbón mineral-agua con tamaño de partícula -
16+30 % Rotámetro ΔH(mH2O) L (m) ΔP(KPa) Porosidad U (m/s)
2 0,002 0,065 0,0408 0,45 7,33E-05
3 0,011 0,065 0,0832 0,45 2,02E-04
4 0,014 0,065 0,1168 0,45 3,31E-04
5 0,016 0,068 0,1450 0,4693 4,60E-04
6 0,017 0,07 0,1699 0,5007 5,89E-04
7 0,018 0,075 0,1928 0,5240 7,18E-04
8 0,02 0,078 0,2144 0,5430 8,46E-04
9 0,022 0,083 0,2355 0,5594 9,75E-04
10 0,026 0,085 0,2566 0,5741 1,10E-03
11 0,028 0,087 0,2779 0,5877 1,23E-03
12 0,031 0,09 0,2999 0,6007 1,36E-03
13 0,033 0,092 0,3231 0,6132 1,49E-03
14 0,036 0,095 0,3476 0,6255 1,62E-03
15 0,039 0,097 0,3740 0,6376 1,75E-03
16 0,042 0,1 0,4028 0,6496 1,88E-03
17 0,045 0,105 0,4345 0,6617 2,01E-03
18 0,049 0,11 0,4697 0,6739 2,13E-03
19 0,052 0,115 0,5093 0,6862 2,26E-03
20 0,055 0,12 0,5546 0,6987 2,39E-03
Ecuacion de ajuste:
Rational Function:
y=(a+bx)/(1+cx+dx^2) Coefficient Data:
a = 4.5106E-002
b = 2.1246E+002
c = 2.1758E+002
d = -1.4046E+005
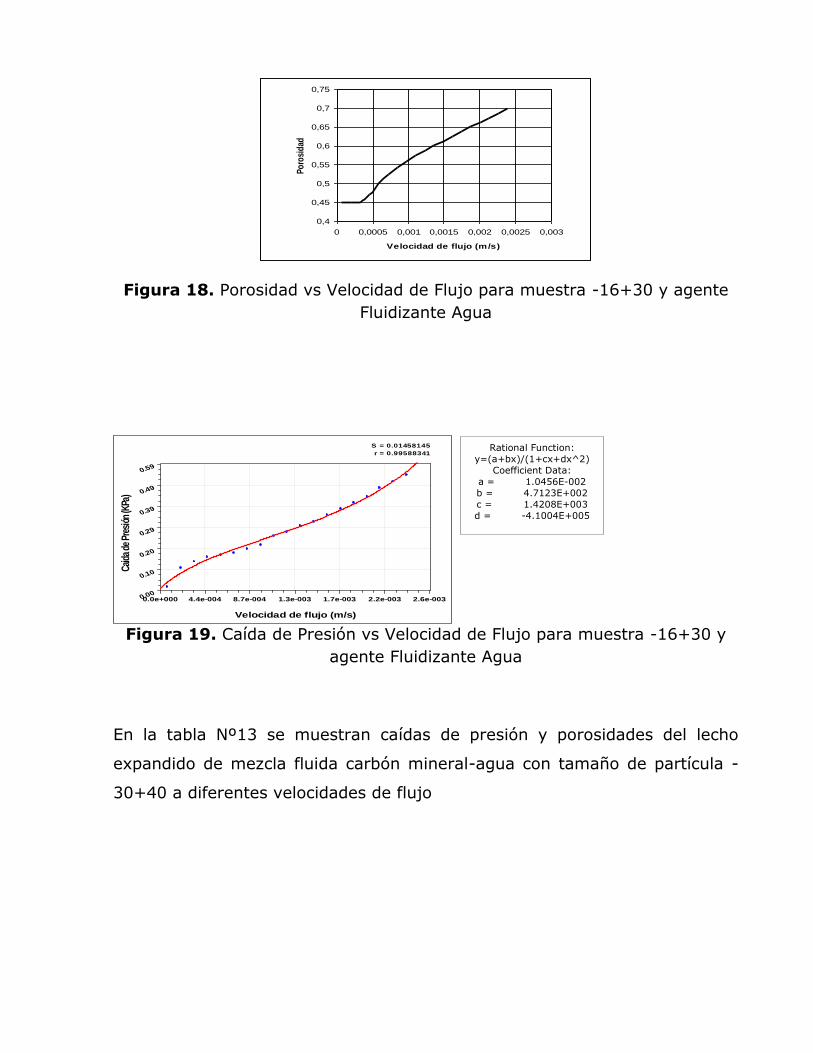
0,4
0,45
0,5
0,55
0,6
0,65
0,7
0,75
0 0,0005 0,001 0,0015 0,002 0,0025 0,003
Velocidad de flujo (m/s)
Po
rosi
dad
Figura 18. Porosidad vs Velocidad de Flujo para muestra -16+30 y agente
Fluidizante Agua
S = 0.01458145
r = 0.99588341
Velocidad de flujo (m/s)
Cai
da d
e Pr
esió
n (K
Pa)
0.0e+000 4.4e-004 8.7e-004 1.3e-003 1.7e-003 2.2e-003 2.6e-0030.00
0.10
0.20
0.29
0.39
0.49
0.59
Figura 19. Caída de Presión vs Velocidad de Flujo para muestra -16+30 y
agente Fluidizante Agua
En la tabla Nº13 se muestran caídas de presión y porosidades del lecho
expandido de mezcla fluida carbón mineral-agua con tamaño de partícula -
30+40 a diferentes velocidades de flujo
Rational Function:
y=(a+bx)/(1+cx+dx^2)
Coefficient Data:
a = 1.0456E-002
b = 4.7123E+002
c = 1.4208E+003
d = -4.1004E+005

Tabla Nº13. Mezcla fluida carbón mineral-agua con tamaño de partícula -
30+40 % Rotámetro ΔH(mH2O) L (m) ΔP(KPa) Porosidad U (m/s)
2 0,009 0,09 0,0891 0,4860 7,33E-05
3 0,011 0,095 0,1069 0,5310 2,02E-04
4 0,013 0,102 0,1238 0,5645 3,31E-04
5 0,014 0,112 0,1403 0,5915 4,60E-04
6 0,016 0,12 0,1566 0,6145 5,89E-04
7 0,018 0,13 0,1734 0,6349 7,18E-04
8 0,019 0,135 0,1907 0,6536 8,46E-04
9 0,021 0,14 0,2090 0,6710 9,75E-04
10 0,023 0,145 0,2287 0,6877 1,10E-03
11 0,026 0,152 0,2501 0,7038 1,23E-03
12 0,028 0,16 0,2737 0,7196 1,36E-03
13 0,032 0,17 0,3002 0,7353 1,49E-03
14 0,034 0,18 0,3304 0,7508 1,62E-03
15 0,036 0,19 0,3652 0,7664 1,75E-03
16 0,042 0,2 0,4062 0,7821 1,88E-03
17 0,044 0,23 0,4553 0,7980 2,01E-03
18 0,055 0,26 0,5154 0,8142 2,13E-03
19 0,06 0,27 0,5913 0,8306 2,26E-03
20 0,07 0,3 0,6901 0,8474 2,39E-03
0,4
0,45
0,5
0,55
0,6
0,65
0,7
0,75
0,8
0,85
0,9
0 0,0005 0,001 0,0015 0,002 0,0025 0,003
Velocidad de flujo (m/s)
Poro
sida
d
Figura 20. Porosidad vs Velocidad de Flujo para muestra -30+40 y agente
Fluidizante Agua
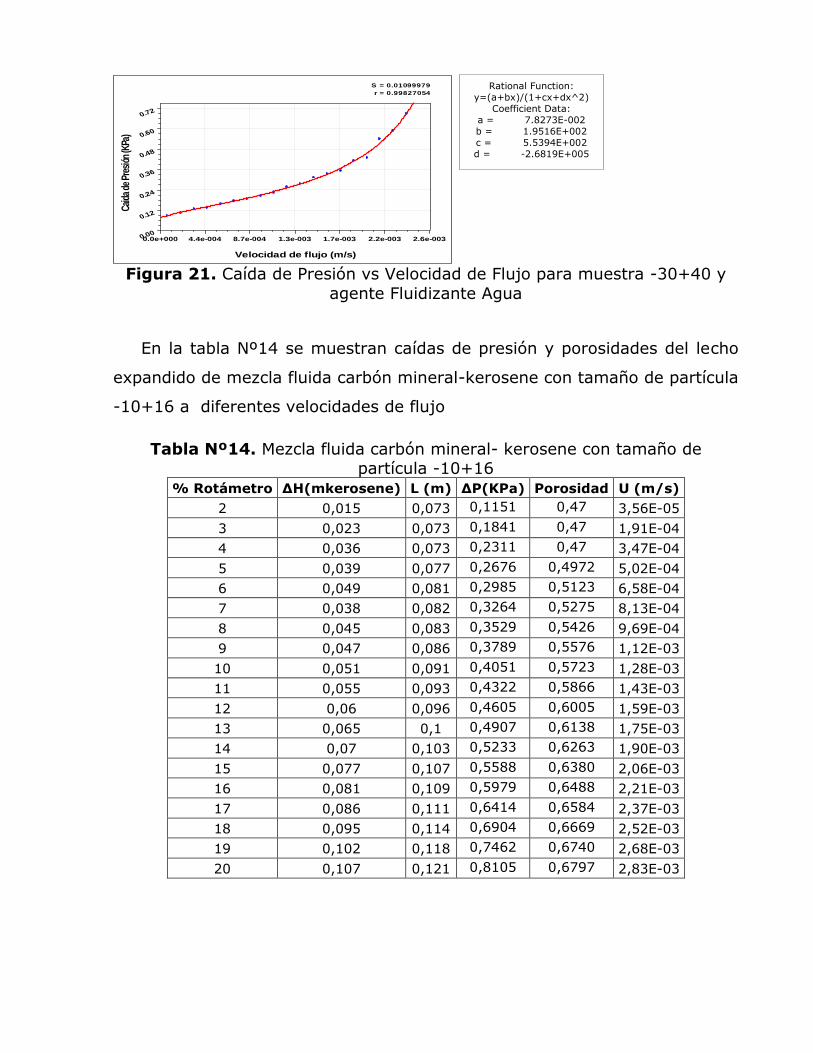
S = 0.01099979
r = 0.99827054
Velocidad de flujo (m/s)
Cai
da d
e Pr
esió
n (K
Pa)
0.0e+000 4.4e-004 8.7e-004 1.3e-003 1.7e-003 2.2e-003 2.6e-0030.00
0.12
0.24
0.36
0.48
0.60
0.72
Figura 21. Caída de Presión vs Velocidad de Flujo para muestra -30+40 y
agente Fluidizante Agua
En la tabla Nº14 se muestran caídas de presión y porosidades del lecho
expandido de mezcla fluida carbón mineral-kerosene con tamaño de partícula
-10+16 a diferentes velocidades de flujo
Tabla Nº14. Mezcla fluida carbón mineral- kerosene con tamaño de partícula -10+16
% Rotámetro ΔH(mkerosene) L (m) ΔP(KPa) Porosidad U (m/s)
2 0,015 0,073 0,1151 0,47 3,56E-05
3 0,023 0,073 0,1841 0,47 1,91E-04
4 0,036 0,073 0,2311 0,47 3,47E-04
5 0,039 0,077 0,2676 0,4972 5,02E-04
6 0,049 0,081 0,2985 0,5123 6,58E-04
7 0,038 0,082 0,3264 0,5275 8,13E-04
8 0,045 0,083 0,3529 0,5426 9,69E-04
9 0,047 0,086 0,3789 0,5576 1,12E-03
10 0,051 0,091 0,4051 0,5723 1,28E-03
11 0,055 0,093 0,4322 0,5866 1,43E-03
12 0,06 0,096 0,4605 0,6005 1,59E-03
13 0,065 0,1 0,4907 0,6138 1,75E-03
14 0,07 0,103 0,5233 0,6263 1,90E-03
15 0,077 0,107 0,5588 0,6380 2,06E-03
16 0,081 0,109 0,5979 0,6488 2,21E-03
17 0,086 0,111 0,6414 0,6584 2,37E-03
18 0,095 0,114 0,6904 0,6669 2,52E-03
19 0,102 0,118 0,7462 0,6740 2,68E-03
20 0,107 0,121 0,8105 0,6797 2,83E-03
Rational Function:
y=(a+bx)/(1+cx+dx^2)
Coefficient Data:
a = 7.8273E-002
b = 1.9516E+002
c = 5.5394E+002
d = -2.6819E+005
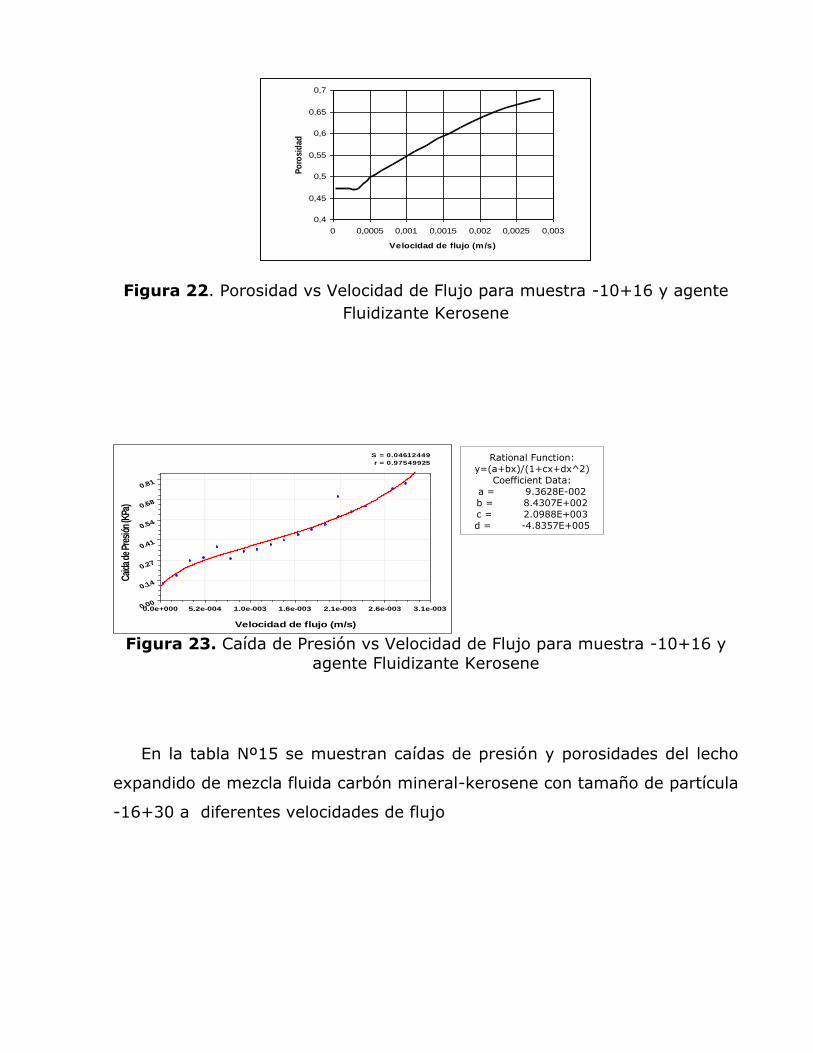
0,4
0,45
0,5
0,55
0,6
0,65
0,7
0 0,0005 0,001 0,0015 0,002 0,0025 0,003
Velocidad de flujo (m/s)
Po
rosi
dad
Figura 22. Porosidad vs Velocidad de Flujo para muestra -10+16 y agente
Fluidizante Kerosene
S = 0.04612449
r = 0.97549925
Velocidad de flujo (m/s)
Cai
da d
e Pr
esió
n (K
Pa)
0.0e+000 5.2e-004 1.0e-003 1.6e-003 2.1e-003 2.6e-003 3.1e-0030.00
0.14
0.27
0.41
0.54
0.68
0.81
Figura 23. Caída de Presión vs Velocidad de Flujo para muestra -10+16 y
agente Fluidizante Kerosene
En la tabla Nº15 se muestran caídas de presión y porosidades del lecho
expandido de mezcla fluida carbón mineral-kerosene con tamaño de partícula
-16+30 a diferentes velocidades de flujo
Rational Function:
y=(a+bx)/(1+cx+dx^2)
Coefficient Data:
a = 9.3628E-002
b = 8.4307E+002
c = 2.0988E+003
d = -4.8357E+005

Tabla Nº15. Mezcla fluida carbón mineral-kerosene con tamaño de partícula
-16+30 % Rotámetro ΔH(mkerosene) L (m) ΔP(KPa) Porosidad U (m/s)
2 0,019 0,079 0,1389 0,4883 3,56E-05
3 0,022 0,087 0,1594 0,5526 1,91E-04
4 0,024 0,096 0,1819 0,5851 3,47E-04
5 0,027 0,103 0,2067 0,6072 5,02E-04
6 0,033 0,114 0,2337 0,6246 6,58E-04
7 0,038 0,122 0,2630 0,6397 8,13E-04
8 0,041 0,113 0,2946 0,6534 9,69E-04
9 0,044 0,115 0,3283 0,6664 1,12E-03
10 0,048 0,118 0,3639 0,6789 1,28E-03
11 0,053 0,126 0,4010 0,6912 1,43E-03
12 0,058 0,133 0,4392 0,7035 1,59E-03
13 0,065 0,138 0,4776 0,7158 1,75E-03
14 0,07 0,146 0,5156 0,7282 1,90E-03
15 0,074 0,156 0,5521 0,7408 2,06E-03
16 0,077 0,161 0,5862 0,7536 2,21E-03
17 0,08 0,165 0,6168 0,7666 2,37E-03
18 0,086 0,178 0,6431 0,7800 2,52E-03
19 0,09 0,193 0,6644 0,7937 2,68E-03
20 0,094 0,213 0,6801 0,8078 2,83E-03
0,4
0,45
0,5
0,55
0,6
0,65
0,7
0,75
0,8
0,85
0 0,0005 0,001 0,0015 0,002 0,0025 0,003
Velocidad de flujo (m/s)
Po
rosi
dad
Figura 24. Porosidad vs Velocidad de Flujo para muestra -16+30 y agente
Fluidizante Kerosene

S = 0.02435835
r = 0.99230660
Velocidad de Flujo (m/s)
Cai
da d
e Pr
esió
n (K
Pa)
0.0e+000 5.2e-004 1.0e-003 1.6e-003 2.1e-003 2.6e-003 3.1e-0030.00
0.11
0.22
0.33
0.44
0.55
0.66
0.77
Figura 25. Caída de Presión vs Velocidad de Flujo para muestra -16+30 y
agente Fluidizante Kerosene
En la tabla Nº16 se muestran caídas de presión y porosidades del lecho
expandido de mezcla fluida carbón mineral-kerosene con tamaño de partícula
-30+40 a diferentes velocidades de flujo
Tabla Nº16. Mezcla fluida carbón mineral-kerosene con tamaño de partícula
-30+40 % Rotámetro ΔH(mkerosene) L (m) ΔP(KPa) Porosidad U (m/s)
2 0,025 0,094 0,1433 0,4698 3,56E-05
3 0,028 0,096 0,2181 0,6148 1,91E-04
4 0,032 0,108 0,2859 0,6762 3,47E-04
5 0,041 0,128 0,3476 0,7176 5,02E-04
6 0,055 0,153 0,4039 0,7493 6,58E-04
7 0,066 0,193 0,4554 0,7752 8,13E-04
8 0,075 0,223 0,5027 0,7972 9,69E-04
9 0,079 0,253 0,5463 0,8164 1,12E-03
10 0,082 0,273 0,5864 0,8335 1,28E-03
11 0,085 0,303 0,6234 0,8490 1,43E-03
12 0,088 0,323 0,6577 0,8631 1,59E-03
13 0,091 0,343 0,6895 0,8760 1,75E-03
14 0,094 0,363 0,7190 0,8881 1,90E-03
15 0,097 0,403 0,7464 0,8993 2,06E-03
16 0,101 0,433 0,7719 0,9099 2,21E-03
17 0,103 0,473 0,7956 0,9198 2,37E-03
18 0,111 0,563 0,8178 0,9293 2,52E-03
19 0,117 0,653 0,8385 0,9382 2,68E-03
20 0,12 0,823 0,8578 0,9467 2,83E-03
Rational Function: y=(a+bx)/(1+cx+dx^2)
Coefficient Data:
a = 1.3448E-001
b = 6.7575E+001
c = -4.0849E+002
d = 7.9317E+004

0,4
0,5
0,6
0,7
0,8
0,9
1
0 0,0005 0,001 0,0015 0,002 0,0025 0,003
Velocidad de flujo (m/s)
Po
rosi
dad
Figura 26. Porosidad vs Velocidad de Flujo para muestra -30+40 y agente
Fluidizante Kerosene
S = 0.03832052
r = 0.98709488
Velocidad de flujo (m/s)
Cai
da d
e Pr
esió
n (K
Pa)
0.0e+000 5.2e-004 1.0e-003 1.6e-003 2.1e-003 2.6e-003 3.1e-0030.00
0.14
0.28
0.42
0.56
0.70
0.84
0.98
Figura 27. Caída de Presión vs Velocidad de Flujo para muestra -30+40 y
agente Fluidizante Kerosene
En la tabla Nº17 se muestran caídas de presión y porosidades del lecho
expandido de mezcla fluida carbón mineral-Nafta con tamaño de partícula -
10+16 a diferentes velocidades de flujo
Tabla Nº17. Comportamiento de la mezcla fluida carbón mineral-Nafta con tamaño de partícula -10+16
Rational Function: y=(a+bx)/(1+cx+dx^2)
Coefficient Data:
a = 1.2512E-001
b = 5.5792E+002
c = 3.2647E+002
d = 7.9694E+003

% Rotámetro ΔH(mNafta) L (m) ΔP(KPa) Porosidad U (m/s)
2 0,026 0,079 0,1841 0,47 5,04E-04
3 0,036 0,079 0,2903 0,47 6,81E-04
4 0,058 0,079 0,4574 0,47 9,61E-04
5 0,07 0,0799 0,5748 0,4738 1,16E-03
6 0,096 0,0805 0,7478 0,4799 1,46E-03
7 0,117 0,0812 0,8815 0,4844 1,69E-03
8 0,131 0,0825 1,0132 0,4933 1,91E-03
9 0,151 0,084 1,1207 0,5007 2,10E-03
10 0,173 0,086 1,2589 0,5131 2,35E-03
11 0,191 0,088 1,4158 0,5242 2,63E-03
12 0,217 0,09 1,5485 0,5348 2,87E-03
13 0,236 0,092 1,6549 0,5449 3,06E-03
14 0,261 0,095 1,7910 0,5583 3,31E-03
15 0,296 0,098 1,9677 0,5732 3,64E-03
16 0,316 0,100 2,0621 0,5813 3,81E-03
17 0,34 0,102 2,1837 0,5895 4,04E-03
18 0,362 0,1036 2,3068 0,5958 4,28E-03
19 0,411 0,105 2,4341 0,6012 4,52E-03
20 0,441 0,106 2,5770 0,6050 4,80E-03
Los resultados tabulados se proyectan en las siguientes figuras
0,4
0,45
0,5
0,55
0,6
0,65
0 0,0005 0,001 0,0015 0,002 0,0025 0,003 0,0035 0,004 0,0045 0,005
Velocidad de flujo (m/s)
Po
rosi
dad
Figura 28. Porosidad vs Velocidad de Flujo para muestra -10+16 y agente
Fluidizante Nafta
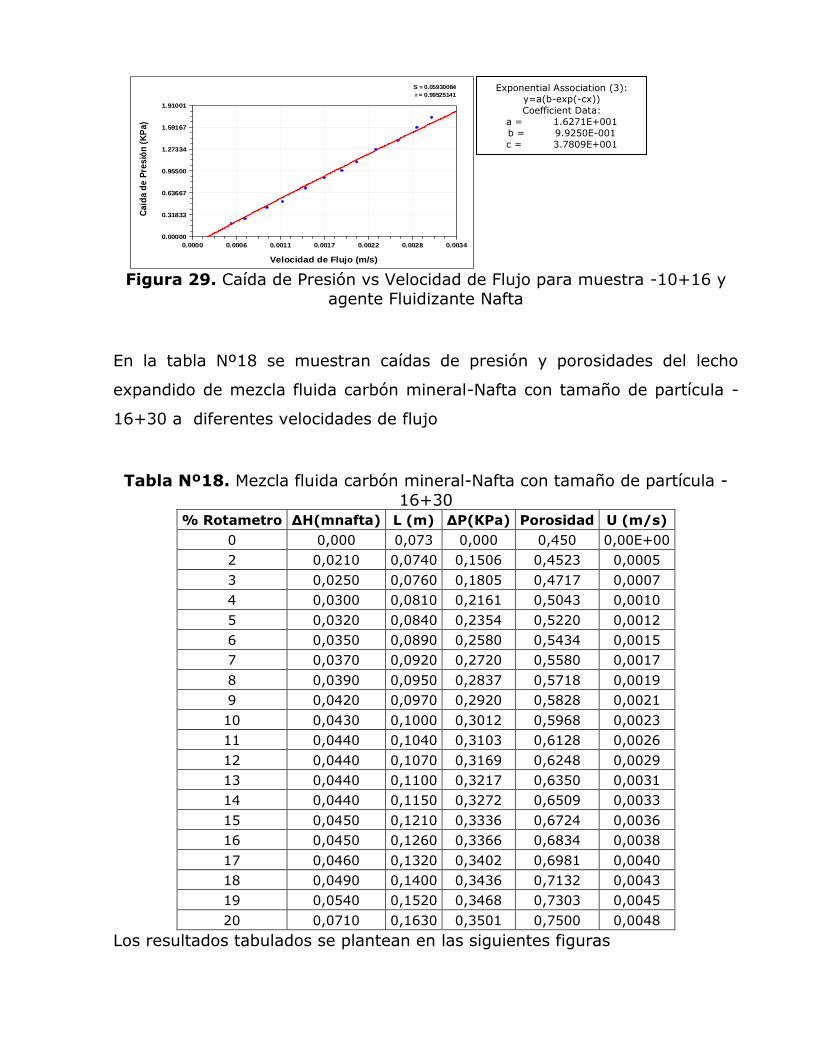
Figura 29. Caída de Presión vs Velocidad de Flujo para muestra -10+16 y agente Fluidizante Nafta
En la tabla Nº18 se muestran caídas de presión y porosidades del lecho
expandido de mezcla fluida carbón mineral-Nafta con tamaño de partícula -
16+30 a diferentes velocidades de flujo
Tabla Nº18. Mezcla fluida carbón mineral-Nafta con tamaño de partícula -
16+30 % Rotametro ΔH(mnafta) L (m) ΔP(KPa) Porosidad U (m/s)
0 0,000 0,073 0,000 0,450 0,00E+00
2 0,0210 0,0740 0,1506 0,4523 0,0005
3 0,0250 0,0760 0,1805 0,4717 0,0007
4 0,0300 0,0810 0,2161 0,5043 0,0010
5 0,0320 0,0840 0,2354 0,5220 0,0012
6 0,0350 0,0890 0,2580 0,5434 0,0015
7 0,0370 0,0920 0,2720 0,5580 0,0017
8 0,0390 0,0950 0,2837 0,5718 0,0019
9 0,0420 0,0970 0,2920 0,5828 0,0021
10 0,0430 0,1000 0,3012 0,5968 0,0023
11 0,0440 0,1040 0,3103 0,6128 0,0026
12 0,0440 0,1070 0,3169 0,6248 0,0029
13 0,0440 0,1100 0,3217 0,6350 0,0031
14 0,0440 0,1150 0,3272 0,6509 0,0033
15 0,0450 0,1210 0,3336 0,6724 0,0036
16 0,0450 0,1260 0,3366 0,6834 0,0038
17 0,0460 0,1320 0,3402 0,6981 0,0040
18 0,0490 0,1400 0,3436 0,7132 0,0043
19 0,0540 0,1520 0,3468 0,7303 0,0045
20 0,0710 0,1630 0,3501 0,7500 0,0048
Los resultados tabulados se plantean en las siguientes figuras
Exponential Association (3): y=a(b-exp(-cx))
Coefficient Data:
a = 1.6271E+001
b = 9.9250E-001
c = 3.7809E+001
S = 0.05930084
r = 0.99525141
Velocidad de Flujo (m/s)
Ca
ida
de
Pre
sió
n (
KP
a)
0.0000 0.0006 0.0011 0.0017 0.0022 0.0028 0.0034
0.00000
0.31833
0.63667
0.95500
1.27334
1.59167
1.91001
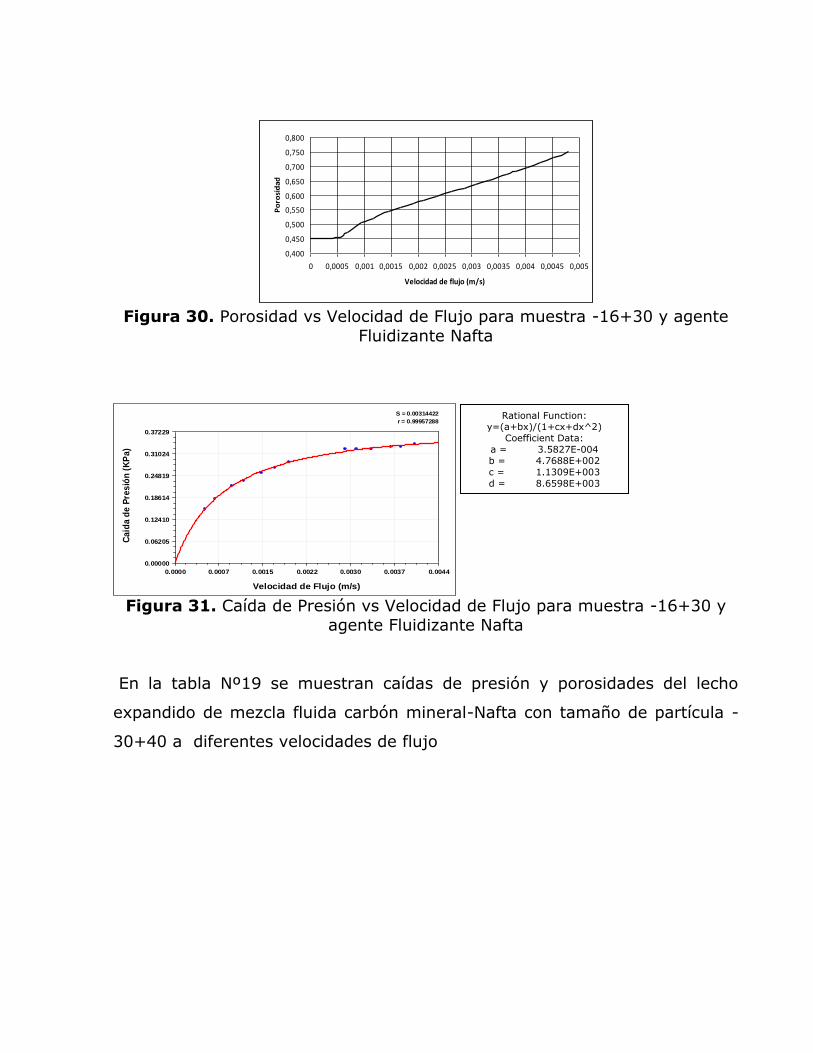
0,400
0,450
0,500
0,550
0,600
0,650
0,700
0,750
0,800
0 0,0005 0,001 0,0015 0,002 0,0025 0,003 0,0035 0,004 0,0045 0,005
Velocidad de flujo (m/s)P
oro
sid
ad
Figura 30. Porosidad vs Velocidad de Flujo para muestra -16+30 y agente
Fluidizante Nafta
S = 0.00314422
r = 0.99957288
Velocidad de Flujo (m/s)
Ca
ida
de
Pre
sió
n (
KP
a)
0.0000 0.0007 0.0015 0.0022 0.0030 0.0037 0.0044
0.00000
0.06205
0.12410
0.18614
0.24819
0.31024
0.37229
Figura 31. Caída de Presión vs Velocidad de Flujo para muestra -16+30 y
agente Fluidizante Nafta
En la tabla Nº19 se muestran caídas de presión y porosidades del lecho
expandido de mezcla fluida carbón mineral-Nafta con tamaño de partícula -
30+40 a diferentes velocidades de flujo
Rational Function: y=(a+bx)/(1+cx+dx^2)
Coefficient Data:
a = 3.5827E-004
b = 4.7688E+002
c = 1.1309E+003
d = 8.6598E+003
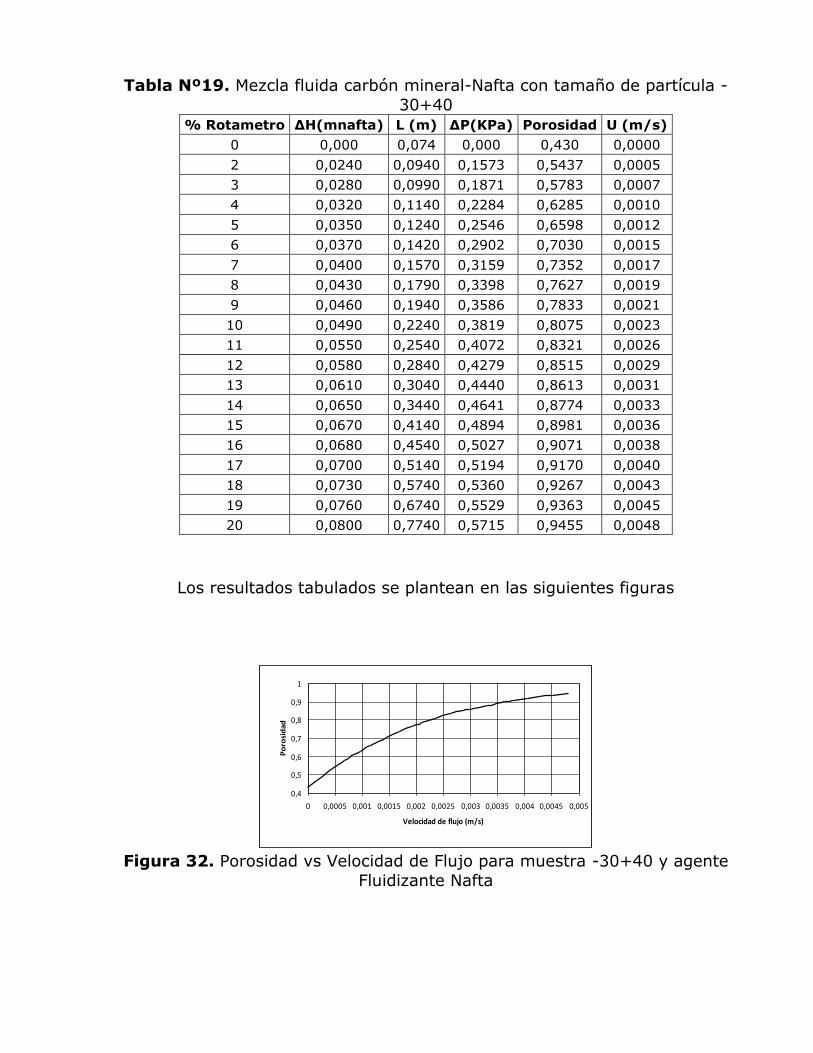
Tabla Nº19. Mezcla fluida carbón mineral-Nafta con tamaño de partícula -
30+40 % Rotametro ΔH(mnafta) L (m) ΔP(KPa) Porosidad U (m/s)
0 0,000 0,074 0,000 0,430 0,0000
2 0,0240 0,0940 0,1573 0,5437 0,0005
3 0,0280 0,0990 0,1871 0,5783 0,0007
4 0,0320 0,1140 0,2284 0,6285 0,0010
5 0,0350 0,1240 0,2546 0,6598 0,0012
6 0,0370 0,1420 0,2902 0,7030 0,0015
7 0,0400 0,1570 0,3159 0,7352 0,0017
8 0,0430 0,1790 0,3398 0,7627 0,0019
9 0,0460 0,1940 0,3586 0,7833 0,0021
10 0,0490 0,2240 0,3819 0,8075 0,0023
11 0,0550 0,2540 0,4072 0,8321 0,0026
12 0,0580 0,2840 0,4279 0,8515 0,0029
13 0,0610 0,3040 0,4440 0,8613 0,0031
14 0,0650 0,3440 0,4641 0,8774 0,0033
15 0,0670 0,4140 0,4894 0,8981 0,0036
16 0,0680 0,4540 0,5027 0,9071 0,0038
17 0,0700 0,5140 0,5194 0,9170 0,0040
18 0,0730 0,5740 0,5360 0,9267 0,0043
19 0,0760 0,6740 0,5529 0,9363 0,0045
20 0,0800 0,7740 0,5715 0,9455 0,0048
Los resultados tabulados se plantean en las siguientes figuras
0,4
0,5
0,6
0,7
0,8
0,9
1
0 0,0005 0,001 0,0015 0,002 0,0025 0,003 0,0035 0,004 0,0045 0,005
Velocidad de flujo (m/s)
Po
rosi
dad
Figura 32. Porosidad vs Velocidad de Flujo para muestra -30+40 y agente
Fluidizante Nafta

S = 0.01242391
r = 0.99756326
Velocidad de Flujo (m/s)
Ca
ida
de
Pre
sió
n (
KP
a)
0.0000 0.0008 0.0017 0.0025 0.0033 0.0041 0.0050
0.00000
0.10251
0.20503
0.30754
0.41006
0.51257
0.61508
Figura 33. Caída de Presión vs Velocidad de Flujo para muestra -30+40 y
agente Fluidizante Nafta
En la tabla Nº20 se muestran caídas de presión y porosidades del lecho
expandido de mezcla fluida carbón mineral-Fuel oil con tamaño de partícula -
10+16 a diferentes velocidades de flujo
Tabla Nº20. Mezcla fluida carbón mineral-Fuel oil con tamaño de partícula -10+16
% Rotámetro ΔH(mFuel oil) L (m) ΔP(KPa) Porosidad U (m/s)
2 0,0133 0,08 1,0450E-01 0,47 6,6208E-05
3 0,0186 0,08 1,4561E-01 0,47 9,1673E-05
4 0,0249 0,08 1,9502E-01 0,47 1,2478E-04
5 0,0298 0,08 2,3308E-01 0,47 1,5245E-04
6 0,0385 0,0856 3,0129E-01 0,5047 2,0788E-04
7 0,0464 0,0931 3,6324E-01 0,5444 2,6655E-04
8 0,0532 0,0994 4,1674E-01 0,5732 3,2595E-04
9 0,0588 0,1040 4,5994E-01 0,5923 3,8197E-04
10 0,0648 0,1083 5,0716E-01 0,6086 4,5473E-04
11 0,0698 0,1112 5,4656E-01 0,6188 5,2868E-04
12 0,0756 0,1138 5,9176E-01 0,6273 6,3686E-04
13 0,0782 0,1148 6,1204E-01 0,6306 6,9797E-04
14 0,0819 0,1166 6,4143E-01 0,6364 8,0930E-04
15 0,0844 0,1185 6,6079E-01 0,6421 9,0651E-04
16 0,0864 0,1207 6,7632E-01 0,6486 1,0084E-03
17 0,0882 0,1233 6,9007E-01 0,6562 1,1300E-03
18 0,0893 0,1255 6,9939E-01 0,6622 1,2431E-03
19 0,0902 0,1273 7,0591E-01 0,6668 1,3496E-03
20 0,0911 0,1313 7,1307E-01 0,6771 1,5177E-03
MMF Model:
y=(a*b+c*x^d)/(b+x^d)
Coefficient Data:
a = 6.1719E-003
b = 3.9149E-001 c = 6.4947E+000
d = 6.1563E-001

Los resultados tabulados se plantean en las siguientes figuras
0,4
0,45
0,5
0,55
0,6
0,65
0,7
0 0,00021 0,00042 0,00063 0,00084 0,00105 0,00126 0,00147 0,00168Velocidad de flujo (m/s)
Po
rosi
dad
Figura 34. Porosidad vs Velocidad de Flujo para muestra -10+16 y agente
Fluidizante Fuel oil
S = 0.01955414
r = 0.99842683
Velocidad de Flujo (m/s)
Ca
ida
de
Pre
sió
n (
KP
a)
0.0000 0.0003 0.0006 0.0008 0.0011 0.0014 0.0017
0.00000
0.13300
0.26600
0.39900
0.53200
0.66499
0.79799
Figura 35. Caída de Presión vs Velocidad de Flujo para muestra -10+16 y
agente Fluidizante Fuel oil
En la tabla Nº21 se muestran caídas de presión y porosidades del lecho
expandido de mezcla fluida carbón mineral-Fuel oil con tamaño de partícula -
16+30 a diferentes velocidades de flujo
Exponential Association (3): y=a(b-exp(-cx))
Coefficient Data: a = 7.4216E-001 b = 9.7767E-001 c = 2.6897E+003

Tabla Nº21. Mezcla fluida carbón mineral-Fuel oil con tamaño de partícula -
16+30 % Rotámetro ΔH(mFuel oil) L (m) ΔP(KPa) Porosidad U (m/s)
2 0,0180 0,0860 0,1358 0,5503 6,6208E-05
3 0,0220 0,0940 0,1768 0,5759 9,1673E-05
4 0,0290 0,0990 0,2260 0,6020 1,2478E-04
5 0,0320 0,1070 0,2640 0,6195 1,5245E-04
6 0,0410 0,1150 0,3320 0,6467 2,0788E-04
7 0,0460 0,1240 0,3938 0,6679 2,6655E-04
8 0,0530 0,1330 0,4472 0,6845 3,2595E-04
9 0,0580 0,1410 0,4904 0,6972 3,8197E-04
10 0,0610 0,1440 0,5376 0,7107 4,5473E-04
11 0,0660 0,1470 0,5770 0,7220 5,2868E-04
12 0,0690 0,1490 0,6223 0,7357 6,3686E-04
13 0,0720 0,1510 0,6426 0,7423 6,9797E-04
14 0,0800 0,1530 0,6721 0,7530 8,0930E-04
15 0,0840 0,1580 0,6915 0,7612 9,0651E-04
16 0,0880 0,1670 0,7071 0,7691 1,0084E-03
17 0,0920 0,1770 0,7210 0,7778 1,1300E-03
18 0,0960 0,1910 0,7304 0,7852 1,2431E-03
19 0,1010 0,1980 0,7370 0,7918 1,3496E-03
20 0,1100 0,2180 0,7442 0,8018 1,5177E-03
Los resultados tabulados se plantean en las siguientes figuras
0,4
0,45
0,5
0,55
0,6
0,65
0,7
0,75
0,8
0,85
0,0000 0,0002 0,0004 0,0006 0,0008 0,0011 0,0013 0,0015 0,0017 0,0019 0,0021
Velocidad de flujo (m/s)
Po
rosi
dad
Figura 36. Porosidad vs Velocidad de Flujo para muestra -16+30 y agente Fluidizante Fuel oil

S = 0.01114699
r = 0.99902564
Velocidad de Flujo (m/s)
Ca
ida
de
Pre
sió
n (
KP
a)
0.0000 0.0002 0.0003 0.0005 0.0007 0.0008 0.0010
0.00000
0.12841
0.25683
0.38524
0.51365
0.64206
0.77048
Figura 37. Caída de Presión vs Velocidad de Flujo para muestra -16+30 y
agente Fluidizante Fuel oil
En la tabla Nº22 se muestran caídas de presión y porosidades del lecho
expandido de mezcla fluida carbón mineral-Fuel oil con tamaño de partícula -
30+40 a diferentes velocidades de flujo
Tabla Nº22. Mezcla fluida carbón mineral-Fueloil con tamaño de partícula -
30+40 % Rotámetro ΔH(mFuel oil) L (m) ΔP(KPa) Porosidad U (m/s)
2 0,0490 0,1124 0,4476 6,2991E-01 6,6208E-05
3 0,0680 0,1256 0,6030 6,6863E-01 9,1673E-05
4 0,0860 0,1413 0,7821 7,0546E-01 1,2478E-04
5 0,1165 0,1534 0,9143 7,2872E-01 1,5245E-04
6 0,1610 0,1754 1,1378 7,6280E-01 2,0788E-04
7 0,1200 0,1962 1,3252 7,8797E-01 2,6655E-04
8 0,1830 0,2154 1,4741 8,0681E-01 3,2595E-04
9 0,1460 0,2321 1,5849 8,2073E-01 3,8197E-04
10 0,1590 0,2524 1,6956 8,3516E-01 4,5473E-04
11 0,1830 0,2720 1,7788 8,4701E-01 5,2868E-04
12 0,2140 0,2994 1,8630 8,6103E-01 6,3686E-04
13 0,2150 0,3146 1,8965 8,6774E-01 6,9797E-04
14 0,2330 0,3424 1,9395 8,7847E-01 8,0930E-04
15 0,2340 0,3672 1,9639 8,8667E-01 9,0651E-04
16 0,2440 0,3942 1,9810 8,9444E-01 1,0084E-03
17 0,1850 0,4286 1,9939 9,0292E-01 1,1300E-03
18 0,2090 0,4636 2,0013 9,1024E-01 1,2431E-03
19 0,2290 0,4998 2,0057 9,1675E-01 1,3496E-03
20 0,2400 0,5660 2,0098 9,2649E-01 1,5177E-03
Exponential Association (3):
y=a(b-exp(-cx))
Coefficient Data:
a = 7.4161E-001
b = 1.0205E+000
c = 2.6794E+003

0,4
0,5
0,6
0,7
0,8
0,9
1
0 0,00021 0,00042 0,00063 0,00084 0,00105 0,00126 0,00147 0,00168
Velocidad de flujo (m/s)
Po
rosi
dad
Figura 38. Porosidad vs Velocidad de Flujo para muestra -30+40 y agente
Fluidizante Fuel oil
S = 0.04311074
r = 0.99914146
Velocidad de Flujo (m/s)
Ca
ida
de
Pre
sió
n (
KP
a)
0.0000 0.0003 0.0006 0.0008 0.0011 0.0014 0.0017
0.00000
0.36689
0.73379
1.10068
1.46758
1.83447
2.20136
Figura 39. Caída de Presión vs Velocidad de Flujo para muestra -30+40 y
agente Fluidizante Fuel oil
5. Velocidades mínimas y terminal de fluidización teórica y
experimental de mezcla fluida carbón mineral-agente fluidizante
La velocidad mínima y terminal de fluidización puede observarse
graficando los valores de velocidad vs. porosidad del lecho de partículas.
Como se puede observar en las gráficas anteriores de este tipo ninguna
alcanza la velocidad Terminal en el proceso de fluidización (ε = 1), entonces,
una manera sencilla es extrapolando la gráfica LOG (Porosidad) Vs. LOG(U)
hasta ε = 1.
Exponential Association (3): y=a(b-exp(-cx))
Coefficient Data:
a = 2.0548E+000
b = 9.8004E-001
c = 4.1015E+003

Tabla 23. Velocidades mínimas y terminal de fluidización teórica y
experimental de mezcla fluida carbón mineral-agua Tamiz Umf exp (m/s) Uft exp (m/s) Umf teórica (m/s) Uft teórica (m/s)
-10+16 0,00085
0,0188 0,0054 0,0581
-16+30 0,00072
0,0140 0,00053 0,0144
-30+40 0,00046
0,0054 0,000086 0,0049
Tabla 24. Velocidades mínimas y terminal de fluidización teórica y
experimental de mezcla fluida carbón mineral-kerosene Tamiz Umf exp (m/s) Uft exp (m/s) Umf teórica (m/s) Uft teórica (m/s)
-10+16 0,0011
0,0243 0,0041 0,0639
-16+30 0,00081
0,0141 0,00059 0,0217
-30+40 0,00066 0,0040 0,00013 0,0088
Tabla 25. Velocidades mínimas y terminal de fluidización teórica y experimental de mezcla fluida carbón mineral-Nafta
Tabla 26. Velocidades mínimas y terminal de fluidización teórica y
experimental de mezcla fluida carbón mineral-Fuel oil
6. Concentraciones volumétricas del carbón mineral presentes en
los diferentes agentes fludizantes
Tabla 27. Concentraciones volumétricas de la mezcla fluida carbón mineral-
agua a diferentes tamaño de partículas
Tamiz
Umf exp (m/s)
Porosidad
Conc.Volumetritca
(m3carbon/m3total) Longitud del lecho (m)
-10+16 0,00085
0,4975 0,5025 0,077
-16+30 0,00072
0,5233 0,4767 0,078
-30+40 0,00046
0,5929 0,4071 0,112
Tamiz Umf exp (m/s) Uft exp (m/s) Umf teórica (m/s) Uft teórica (m/s)
-10+16 0,0033 0,0842 0,0194 0,1845
-16+30 0,0021 0,0130 0,0051 0,0618
-30+40 0,0012 0,0065 0,0019 0,0354
Tamiz Umf exp (m/s) Uft exp (m/s) Umf teórica (m/s) Uft teórica (m/s)
-10+16 0,00053 0,0631 0,0035 0,0579
-16+30 0,00033 0,0138 0,00044 0,0181
-30+40 0,00021 0,0037 0,00019 0,0122

Tabla 28. Concentraciones volumétricas de la mezcla fluida carbón mineral-
kerosene a diferentes tamaño de partículas
Tamiz
Umf exp (m/s)
Porosidad
Conc.Volumetritca
(m3carbon/m3total) Longitud del lecho (m)
-10+16 0,0011
0,5501 0,4499 0,086
-16+30 0,00081
0,6709 0,3291 0,122
-30+40 0,00066 0,7280 0,2720 0,128
Tabla 29. Concentraciones volumétricas de la mezcla fluida carbón mineral-
Nafta a diferentes tamaño de partículas
Tamiz
Umf exp (m/s)
Porosidad
Conc.Volumetritca
(m3carbon/m3total) Longitud del lecho (m)
-10+16 0,0033 0,5347 0,4653 0,09
-16+30 0,0021 0,5580 0,4420 0,092
-30+40 0,0012 0,5782 0,4218 0,099
Tabla 30. Concentraciones volumétricas de mezcla fluida carbón mineral-
Fuel oil a diferentes tamaño de partículas
Tamiz
Umf exp (m/s)
Porosidad
Conc.Volumetritca
(m3carbon/m3total) Longitud del lecho (m)
-10+16 0,00053 0,6187 0,3813 0,1112
-16+30 0,00033 0,6845 0,3155 0,1330 -30+40 0,00021 0,7628 0,2372 0,1754
Análisis de resultados de fluidización de las mezclas carbón
mineral-agente fluidizante
La distribución granulométrica del carbón mineral se realizó por
separación electromecánica. Los tamaños de partículas seleccionados en este
estudio fueron de -10+16, -16+30 y -30+40 tamices, las densidades
obtenidas fueron de 1333,33, 1142,85, 1052,63 Kg/m3 y las porosidades
resultaron 0,47, 0,45 y 0,47 respectivamente. Los ensayos de fluidización del
carbón mineral se realizaron para los diferentes tamaños de partículas, con
una repetición de 3 por cada ensayo, utilizando agua y kerosene como
agentes fluidizantes a condiciones ambientales, a continuación se discutirán
los resultados obtenidos:

Análisis de resultados de fluidización utilizando como agente
fluidizante agua
En las figuras 16,18,20 y 17, 19,20, 21 se presenta la relación entre los
valores de caída de presión – velocidad del agente fluidizante agua y
porosidad del lecho - velocidad del agente fluidizante agua para cada tamaño
de partícula, observándose que en la porosidad existe una etapa constante,
lo que indica la etapa de lecho fijo y posteriormente aumenta a medida que
incrementa la velocidad de flujo y tiende a un valor unitario, con lo cual el
lecho deja de existir para convertirse en un flujo simultaneo de dos fases
(líquido y sólido), Para el carbón mineral -10+16 el estado de lecho fijo se
encuentra ubicado entre las velocidades del agente fluidizante 0,000073 y
0,00059 m/s, lo cual corresponde a una caída de presión de 0,0598 y
0,1577. KPa, para el carbón mineral -16+30 el estado de lecho fijo se
encuentra ubicado entre las velocidades del agente fluidizante 0,000073 y
0,00033 m/s, lo cual corresponde a una caída de presión de 0,0408 y
0,1168. KPa, para el carbón mineral -30+40 el estado de lecho fijo no se
determinó, debido a que en la velocidad inicial utilizada para el agente
fluidizante el lecho del carbón aumento su tamaño ya que esta granulometría
es muy fina y el lecho comienza a expandirse para el menor valor del caudal.
En todos los casos, la porosidad no alcanzó la unidad, donde el mayor valor
alcanzado fue de 0,6365, 0,6987 y 0,8474 para las granulometrías de -
10+16, -16+30 y -30+40 respectivamente Esto se debe a que el rotámetro
es muy pequeño o porque el flotador del mismo es muy liviano.
Las velocidades mínimas experimentales de fluidización fueron de
0,00085 m/s y la teórica de 0,0054 m/s para el carbón con tamaño de
partícula -10+16, 0,00072 m/s y 0,00053 m/s para el carbón con tamaño de
partícula -16+30, 0,00046 m/s y 0,000086 m/s para el carbón con tamaño
de partícula -30+40. Las velocidades terminales de fluidización experimental
se realizaron mediante una extrapolación en la gráfica de log (ε) Vs. log (U),
hasta que el valor de la porosidad alcanzará 1, obteniéndose entonces

0,0188 m/s y el valor teórico fue de 0,0581 m/s para el carbón con tamaño
de partícula -10+16, 0,0140 m/s y 0,0144 m/s para el carbón con tamaño
de partícula -16+30, 0,0054 m/s y 0,0049 m/s para el carbón con tamaño
de partícula -30+40. La concentración volumétrica del carbón mineral en el
medio acuoso para la velocidad mínima de fluidización fue de 0,5025 m3
carbón/m3 total para el carbón con tamaño de partícula -10+16, 0,4767 m3
carbón/m3total para el carbón con tamaño de partícula -16+30 y 0,4071 m3
carbón/m3total para el carbón con tamaño de partícula -30+40. Estas
concentraciones volumétricas son las que normalmente se utilizan a nivel
comercial, menores a 0.6 m3 carbón/m3 total, también Toda et al (1988)(15)
observó que la distribución de tamaños de partículas que proporciona el
máximo valor de volumen es deseable para obtener una mezcla de carbón –
agua con baja viscosidad
Comparando las caídas de presión de los tres tamaños de partículas de
carbón mineral se observó que esta disminuye a medida que disminuye el
tamaño de partícula, esto se cumple para los tamaños de partículas -10+16
y -16+28, en cuanto al tamaño de partícula -30+40, la caída de presión
aumenta, esto se debe a que esta granulometría es mas fina y tiende a
compactarse impidiendo el paso del fluido. En cuanto a la porosidad,
aumenta a medida que disminuye el tamaño de partícula, resultado esperado
ya que al aumentar la velocidad del fluido, a medida que la partícula es mas
fina, el lecho se expande y las partículas son arrastradas más fácilmente. Las
velocidades mínimas y terminales de fluidización disminuyen a medida que
disminuye el tamaño de partícula.
Análisis de resultados de fluidización utilizando como agente
fluidizante kerosene
En las figuras 22,24,26 y 23,25,27 se presenta la relación entre los
valores de caída de presión – velocidad del agente fluidizante kerosene y
porosidad del lecho - velocidad del agente fluidizante kerosene para cada

tamaño de partícula, observándose que en la porosidad existe una etapa
constante, lo que indica la etapa de lecho fijo y posteriormente aumenta a
medida que incrementa la velocidad de flujo y tiende a un valor unitario, con
lo cual el lecho deja de existir para convertirse en un flujo simultáneo de dos
fases (líquido y sólido). Para el carbón mineral 10+16 el estado de lecho fijo
se encuentra ubicado entre las velocidades del agente fluidizante 0,000036 y
0,00035 m/s, lo cual corresponde a una caída de presión de 0,1151 y
0,2311. KPa, para el carbón mineral -16+30 y -30+40 el estado de lecho fijo
no se determinó, debido a que en la velocidad inicial utilizada para el agente
fluidizante el lecho compacto de carbón aumento su tamaño ya que esta
granulometría es muy fina y el lecho aumenta con bajos flujos. En todos los
casos, la porosidad no alcanzó la unidad, donde el mayor valor alcanzado fue
de 0,6797, 0,8078 y 0,9467 para las granulometrías de -10+16, -16+30 y -
30+40 respectivamente Esto se debe a que el rotámetro es muy pequeño o
porque el flotador del mismo es muy liviano.
Las velocidades mínimas experimentales de fluidización fueron de
0,0011m/s y la teorica de 0,0041 m/s para el carbón con tamaño de
partícula -10+16, 0,00081 m/s y 0,00059 m/s para el carbón con tamaño de
partícula -16+30, 0,00066 m/s y 0,00013 m/s, para el carbón con tamaño
de partícula -30+40. Las velocidades terminales de fluidización experimental
se realizaron mediante una extrapolación en la gráfica de log (ε) Vs. log (U),
hasta que el valor de la porosidad alcanzará 1, obteniéndose entonces
0,0243 m/s y el valor teórico fue de 0,0639 m/s para el carbón con tamaño
de partícula -10+16, 0,0141 m/s y 0,0217 m/s para el carbón con tamaño
de partícula -16+30, 0,0040 m/s y 0,0088 m/s para el carbón con tamaño
de partícula -30+40. La concentración volumétrica del carbón mineral en el
medio acuoso para la velocidad mínima de fluidización fue de 0,4499 m3
carbón/m3 total para el carbón con tamaño de partícula -10+16, 0,3291 m3
carbón/m3total para el carbón con tamaño de partícula -16+30 y 0,2720 m3
carbón/m3total para el carbón con tamaño de partícula -30+40. Estas

concentraciones volumétricas son las que normalmente se utilizan a nivel
comercial, menores a 0.6 m3 carbón/m3 total ya que estudios realizados
demuestran que cuando carbón en polvo es mezclado con agua o destilados
del petróleo la viscosidad aumenta rápidamente con el incremento de la
concentración de carbón en la mezcla(16), así mismo Toda et al (1988)(15)
observó que la distribución de tamaños de partículas que proporciona el
máximo valor de volumen es deseable para obtener una mezcla de carbón –
agua con baja viscosidad. Es importante mencionar, que los datos obtenidos
experimentalmente fueron mejorados utilizando el software Curve Expert
que permite modelar el comportamiento de las variables con una mínima
desviación estándar.
Comparando las caídas de presión de los tres tamaños de partículas de
carbón mineral se observó que esta disminuye a medida que disminuye el
tamaño de partícula. En cuanto a la porosidad, aumenta a medida que
disminuye el tamaño de partícula, resultado esperado ya que al aumentar la
velocidad del fluido, a medida que la partícula es mas fina, el lecho se
expande y las partículas son arrastradas más fácilmente. Las velocidades
mínimas y terminales de fluidización disminuyen a medida que disminuye el
tamaño de partícula.
Análisis de resultados de fluidización utilizando como agente
fluidizante Nafta
Las figuras 28, 30, 32 y 29, 31, 33 muestran el comportamiento durante
la etapa de fluidización para los tres sistemas estudiados con agente
fluidizante Nafta en cuanto al comportamiento poroso y de caídas de presión,
para las partículas de carbón mineral -10+16 se observa que a nivel
experimental permanece las partículas todavía en contacto para una
velocidad de flujo entre 0,0005 m/s y 0,0031 m/s, la etapa de fluidización
comienza con una velocidad de 0,0033 m/s conocida como "velocidad
mínima de fluidización" y terminando en 0,0048 m/s, limitado por la

capacidad del rotámetro, donde existe un incremento tanto en la porosidad
como en la caída de presión desde 0,5583 hasta 0,605 y 1,7910 KPa hasta
2,5771 KPa respectivamente, incrementándose progresivamente a medida q
aumenta la velocidad de flujo, para luego permanecer constante, este
comportamiento ha sido presentado por Davidson y col. (6)
Para el carbón mineral -16+30 se observa que las partículas permanece
en contacto entre las velocidades de flujo 0,0005 m/s y 0,0019 m/s, la etapa
de fluidización comienza con una velocidad de 0,0021 m/s, y terminando en
0,0048 m/s, limitado por la capacidad del rotámetro, donde existe un
incremento tanto en la porosidad como en la caída de presión desde 0,5828
hasta 0,7499 y 0,2919 KPa hasta 0,3501 KPa respectivamente y para el
carbón mineral -30+40 las partículas permanece en contacto entre las
velocidades de flujo 0,0005 m/s y 0,00096 m/s, la etapa de fluidización
comienza con una velocidad de 0,0012 m/s, y terminando en 0,0048 m/s,
para un incremento tanto en la porosidad como en la caída de presión desde
0,6598 hasta 0,9455 y 0,2546 KPa hasta 0,5715 KPa. Al comparar la
velocidad mínima de fluidización en la diferentes tamaños de partículas se
observa que esta disminuye a medida que disminuye el tamaño de
partículas, mientras la porosidad aumenta, esto se debe a que el lecho se
expande con mayor facilidad.
Las velocidad terminal de fluidización en cuanto al valor experimental es
0,0842 m/s y el valor teórico es 0,1845 m/s para el carbón con tamaño de
partícula -10+16, 0,0130 m/s y 0,0618 m/s para el carbón con tamaño de
partícula -16+30, 0,0065 m/s y 0,0354 m/s para el carbón con tamaño de
partícula -30+40. En la tabla 29 muestra la concentración volumétrica del
carbón mineral en la Nafta a velocidades mínimas de fluidización observando
que esta se incrementa a medida que disminuye el tamaño de partícula.
Estas concentraciones volumétricas son las que normalmente se utilizan a
nivel comercial, menores a 0,6 m3 carbón/m3 total. Planteado por Toda et al
(1988)(15)

Análisis de resultados de fluidización utilizando como agente
fluidizante Fuel oil
Las figuras 34, 36, 38 y 35, 37, 39 muestran el comportamiento durante
la etapa de fluidización para los tres sistemas estudiados con agente
fluidizante Fuel oil en cuanto al comportamiento poroso y de caídas de
presión, para las partículas de carbón mineral -10+16 se observa que a nivel
experimental permanece las partículas todavía en contacto para una
velocidad de flujo entre 6,6208E-05 m/s y 0,00045 m/s, la etapa de
fluidización comienza con una velocidad de 0,00053 m/s conocida como
"velocidad mínima de fluidización" y terminando en 0,0015 m/s, limitado por
la capacidad del rotámetro, donde existe un incremento tanto en la
porosidad como en la caída de presión desde 0,6188 hasta 0,6771 y 0,5466
KPa hasta 0,7131 KPa respectivamente, incrementándose progresivamente
a medida q aumenta la velocidad de flujo, para luego permanecer constante,
este comportamiento ha sido presentado por Davidson y col.(6)
Para el carbón mineral -16+30 se observa que las partículas permanece
en contacto entre las velocidades de flujo 6,6208E-05 m/s y 0,00027 m/s, la
etapa de fluidización comienza con una velocidad de 0,00033 m/s, y
terminando en 0,0015 m/s, limitado por la capacidad del rotámetro, donde
existe un incremento tanto en la porosidad como en la caída de presión
desde 0,6845 hasta 0,8018 y 0,4472 KPa hasta 0,7442 KPa respectivamente
y para el carbón mineral -30+40 las partículas permanece en contacto entre
las velocidades de flujo 6,6208E-05 m/s y 0,00015 m/s, la etapa de
fluidización comienza con una velocidad de 0,00021 m/s y terminando en
0,0015 m/s, para un incremento tanto en la porosidad como en la caída de
presión desde 0,7628 hasta 0,9265 y 1,1378 KPa hasta 2,0098 KPa. Al
comparar la velocidad mínima de fluidización en la diferentes tamaños de
partículas se observa que esta disminuye a medida que disminuye el tamaño
de partículas, mientras la porosidad aumenta, esto se debe a que el lecho se
expande con mayor facilidad.

Las velocidad terminal de fluidización en cuanto al valor experimental es
0,0631 m/s y el valor teórico es 0,0579 m/s para el carbón con tamaño de
partícula -10+16, 0,0138 m/s y 0,0181 m/s para el carbón con tamaño de
partícula -16+30, 0,0037 m/s y 0,0122 m/s para el carbón con tamaño de
partícula -30+40. En la tabla 30 muestra la concentración volumétrica del
carbón mineral en el Fuel oil a velocidades mínimas de fluidización
observando que esta se incrementa a medida que disminuye el tamaño de
partícula. Estas concentraciones volumétricas son las que normalmente se
utilizan a nivel comercial, menores a 0,6 m3 carbón/m3 total.
7. Caracterización viscosa de las mezclas carbón mineral-agente
fluidizante
Utilizando los parámetros de fluidización se determinó la caracterización
viscosa de la mezcla fluida carbón mineral- agente fluidizante para los
diferentes tamaños de partículas como se muestra a continuación:
Tabla 31. Esfuerzo viscoso y caudal de flujo para el carbón mineral – agua
con tamaño de partícula -10+16 Mesh. Q(m3/s) ΔP(Pa) L (m) ΔP/L(Pa/m) τw(Pa)
1,4400E-07 59,7790 0,073 818,8904 10,2361
3,9700E-07 84,8198 0,073 1161,9147 14,5239
6,5000E-07 109,2530 0,073 1496,6169 18,7077
9,0300E-07 133,4295 0,073 1827,8013 22,8475
1,1560E-06 157,6723 0,073 2159,8949 26,9987
1,4090E-06 182,2928 0,076 2398,5901 29,9824
1,6620E-06 207,6044 0,077 2696,1609 33,7020
1,9150E-06 233,9358 0,08 2924,1978 36,5525
2,1680E-06 261,6459 0,083 3152,3605 39,4045
2,4210E-06 291,1399 0,085 3425,1755 42,8147
2,6740E-06 322,8899 0,087 3711,3785 46,3922
2,9270E-06 357,4614 0,09 3971,7932 49,6474
3,1800E-06 395,5488 0,092 4299,4438 53,7430
3,4330E-06 438,0260 0,095 4610,7999 57,6350
3,6860E-06 486,0181 0,097 5010,4959 62,6312
3,9390E-06 541,0097 0,1 5410,0966 67,6262
4,1920E-06 605,0103 0,102 5931,4736 74,1434
4,4450E-06 680,8197 0,103 6609,9002 82,6238
4,6980E-06 772,4684 0,107 7219,3310 90,2416

S = 0.00000004
r = 0.99929447
tw (Pa)
Q (m
3/s)
0.0 8.7 17.4 26.1 34.8 43.5 52.20.00e+000
5.78e-007
1.16e-006
1.73e-006
2.31e-006
2.89e-006
3.47e-006
Figura 40. Caudal vs Esfuerzo Cortante para muestra -10+16 y agente
Fluidizante Agua
Tabla 32. Velocidad de deformación y viscosidad absoluta para el carbón mineral – agua con tamaño de partícula -10+16 Mesh.
dvz/dr(1/s) μa(Pa.s) log(-dvz/dr) log (μa)
0,0222 480,9018 -1,6539 2,6821
0,0433 339,7515 -1,3634 2,5312
0,0646 288,6529 -1,1900 2,4604
0,0860 261,1974 -1,0657 2,4170
0,1075 243,4725 -0,9688 2,3864
0,1291 230,7371 -0,8892 2,3631
0,1508 220,9306 -0,8217 2,3443
0,1726 213,0076 -0,7630 2,3284
0,1945 206,3802 -0,7111 2,3147
0,2164 200,6904 -0,6647 2,3025
0,2385 195,7068 -0,6225 2,2916
0,2606 191,2732 -0,5840 2,2817
0,2828 187,2783 -0,5485 2,2725
0,3051 183,6423 -0,5156 2,2640
0,3274 180,3046 -0,4850 2,2560
0,3497 177,2193 -0,4562 2,2485
0,3722 174,3502 -0,4293 2,2414
0,3947 171,6683 -0,4038 2,2347
0,4172 169,1506 -0,3797 2,2283
Quadratic Fit: y=a+bx+cx^2
Coefficient Data:
a =-4.8561E-007
b =5.6438E-008
c =2.4117E-010
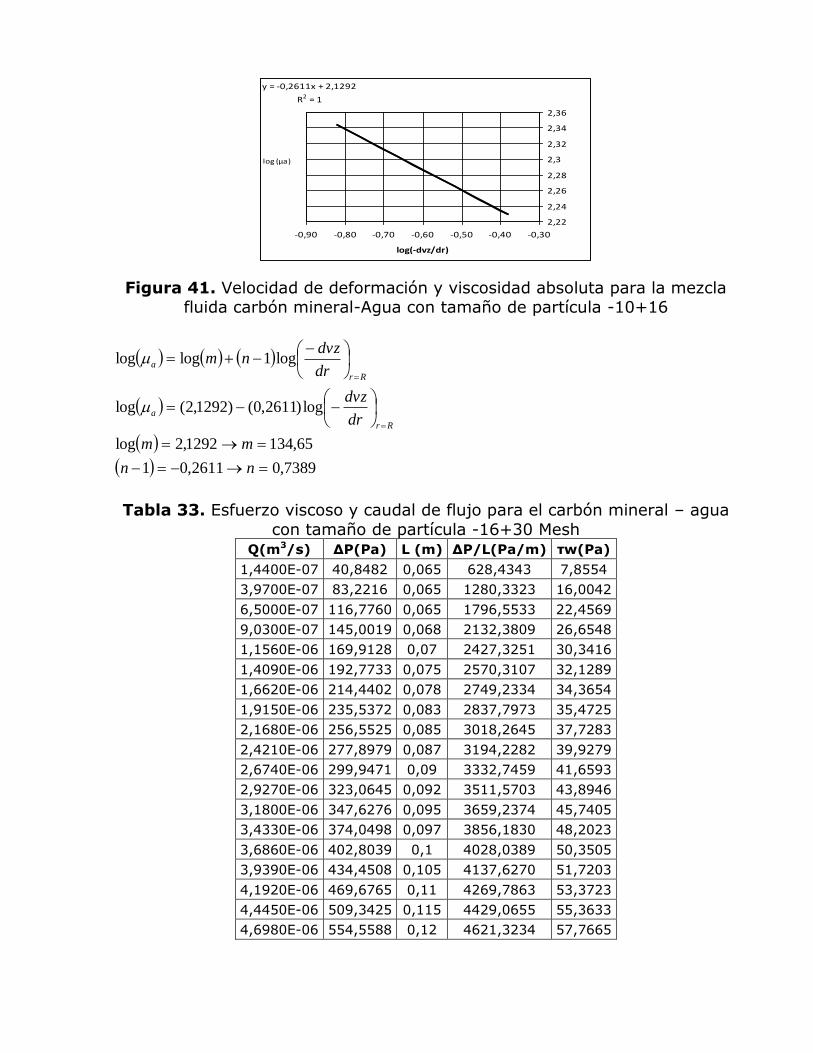
y = -0,2611x + 2,1292
R2 = 1
2,22
2,24
2,26
2,28
2,3
2,32
2,34
2,36
-0,90 -0,80 -0,70 -0,60 -0,50 -0,40 -0,30
log(-dvz/dr)
log (μa)
Figura 41. Velocidad de deformación y viscosidad absoluta para la mezcla fluida carbón mineral-Agua con tamaño de partícula -10+16
7389,02611,01
65,1341292,2log
log)2611,0()1292,2(log
log1loglog
nn
mm
dr
dvz
dr
dvznm
Rr
a
Rr
a
Tabla 33. Esfuerzo viscoso y caudal de flujo para el carbón mineral – agua
con tamaño de partícula -16+30 Mesh Q(m3/s) ΔP(Pa) L (m) ΔP/L(Pa/m) τw(Pa)
1,4400E-07 40,8482 0,065 628,4343 7,8554
3,9700E-07 83,2216 0,065 1280,3323 16,0042
6,5000E-07 116,7760 0,065 1796,5533 22,4569
9,0300E-07 145,0019 0,068 2132,3809 26,6548
1,1560E-06 169,9128 0,07 2427,3251 30,3416
1,4090E-06 192,7733 0,075 2570,3107 32,1289
1,6620E-06 214,4402 0,078 2749,2334 34,3654
1,9150E-06 235,5372 0,083 2837,7973 35,4725
2,1680E-06 256,5525 0,085 3018,2645 37,7283
2,4210E-06 277,8979 0,087 3194,2282 39,9279
2,6740E-06 299,9471 0,09 3332,7459 41,6593
2,9270E-06 323,0645 0,092 3511,5703 43,8946
3,1800E-06 347,6276 0,095 3659,2374 45,7405
3,4330E-06 374,0498 0,097 3856,1830 48,2023
3,6860E-06 402,8039 0,1 4028,0389 50,3505
3,9390E-06 434,4508 0,105 4137,6270 51,7203
4,1920E-06 469,6765 0,11 4269,7863 53,3723
4,4450E-06 509,3425 0,115 4429,0655 55,3633
4,6980E-06 554,5588 0,12 4621,3234 57,7665

S = 0.00000011
r = 0.99751103
tw (Pa)
Q (m
3/s)
0.0 10.0 20.0 29.9 39.9 49.9 59.90.00e+000
8.57e-007
1.71e-006
2.57e-006
3.43e-006
4.28e-006
5.14e-006
Figura 42.Caudal vs Esfuerzo Cortante para muestra -16+30 y agente
Fluidizante Agua
Tabla 34. Velocidad de deformación y viscosidad absoluta para el carbón mineral – agua con tamaño de partícula -16+30 Mesh
dvz/dr(1/s) μa(Pa.s) log(-dvz/dr) log (μa)
0,0165 663,2811 -1,7814 2,8217
0,0419 402,3696 -1,3778 2,6046
0,0674 315,5139 -1,1716 2,4990
0,0929 268,3114 -1,0321 2,4286
0,1184 237,5521 -0,9266 2,3758
0,1440 215,4644 -0,8417 2,3334
0,1696 198,6085 -0,7707 2,2980
0,1952 185,1959 -0,7096 2,2676
0,2208 174,1922 -0,6561 2,2410
0,2464 164,9519 -0,6084 2,2174
0,2720 157,0485 -0,5654 2,1960
0,2976 150,1874 -0,5263 2,1766
0,3233 144,1575 -0,4904 2,1588
0,3489 138,8033 -0,4573 2,1424
0,3745 134,0071 -0,4265 2,1271
0,4002 129,6780 -0,3977 2,1129
0,4259 125,7448 -0,3707 2,0995
0,4515 122,1505 -0,3453 2,0869
0,4772 118,8490 -0,3213 2,0750
Quadratic Fit: y=a+bx+cx^2
Coefficient Data:
a =-6.5165E-008
b =3.4828E-009
c =1.4196E-009

y = -0,4964x + 1,9154
R2 = 1
2,05
2,1
2,15
2,2
2,25
2,3
2,35
-0,90 -0,80 -0,70 -0,60 -0,50 -0,40 -0,30log(-dvz/dr)
log (μa)
Figura 43. Velocidad de deformación y viscosidad absoluta para la mezcla fluida carbón mineral-Agua con tamaño de partícula -16+30
Rr
adr
dvznm
log1loglog
5036,04964,01
3,829154,1log
log)4964,0()9154,1(log
nn
mm
dr
dvz
Rr
a
Tabla 35. Esfuerzo viscoso y caudal de flujo para el carbón mineral – agua con tamaño de partícula -30+40 Mesh
Q(m3/s) ΔP(Pa) L (m) ΔP/L(Pa/m) τw(Pa)
1,4400E-07 89,0945 0,09 989,9392 12,3742
3,9700E-07 106,9288 0,095 1125,5666 14,0696
6,5000E-07 123,8141 0,102 1213,8635 15,1733
9,0300E-07 140,2526 0,112 1252,2557 15,6532
1,1560E-06 156,6485 0,12 1305,4044 16,3176
1,4090E-06 173,3531 0,13 1333,4855 16,6686
1,6620E-06 190,6969 0,135 1412,5698 17,6571
1,9150E-06 209,0146 0,14 1492,9617 18,6620
2,1680E-06 228,6681 0,145 1577,0212 19,7128
2,4210E-06 250,0704 0,152 1645,2002 20,5650
2,6740E-06 273,7158 0,16 1710,7239 21,3840
2,9270E-06 300,2180 0,17 1765,9882 22,0749
3,1800E-06 330,3654 0,18 1835,3634 22,9420
3,4330E-06 365,2029 0,19 1922,1208 24,0265
3,6860E-06 406,1593 0,2 2030,7965 25,3850
3,9390E-06 455,2538 0,23 1979,3644 24,7421
4,1920E-06 515,4498 0,26 1982,4993 24,7812
4,4450E-06 591,2915 0,27 2189,9685 27,3746
4,6980E-06 690,1339 0,3 2300,4464 28,7556
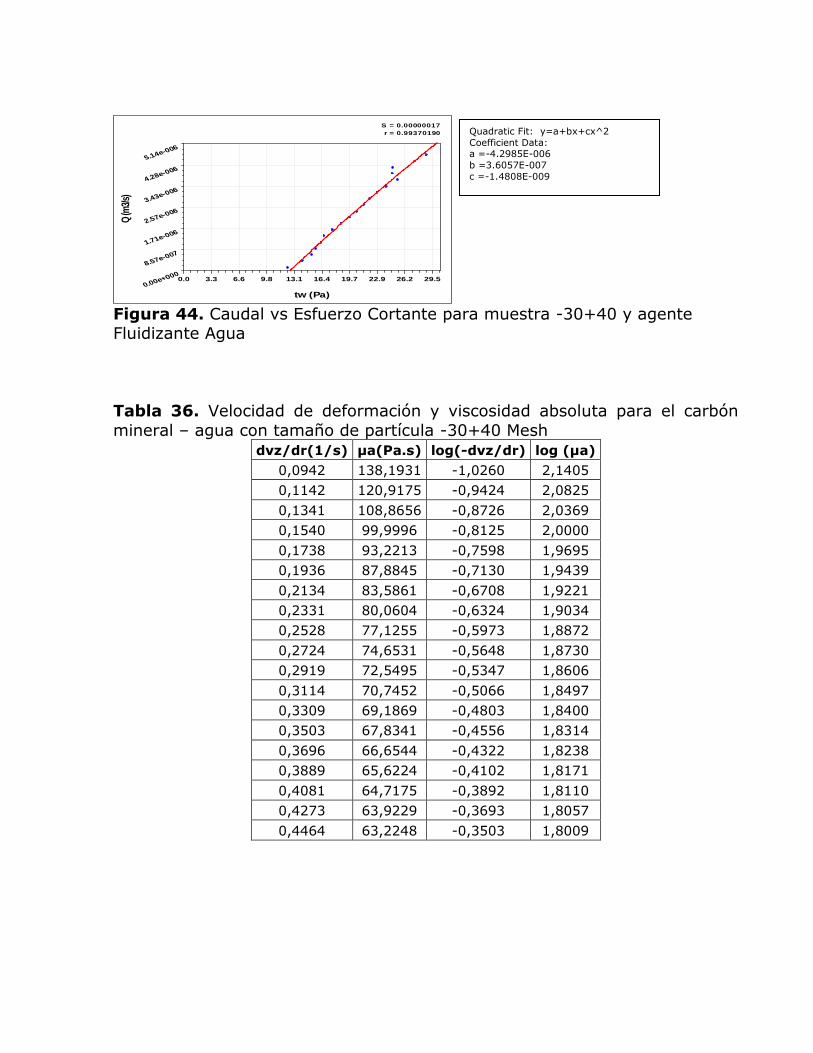
S = 0.00000017
r = 0.99370190
tw (Pa)
Q (m
3/s)
0.0 3.3 6.6 9.8 13.1 16.4 19.7 22.9 26.2 29.50.00e+000
8.57e-007
1.71e-006
2.57e-006
3.43e-006
4.28e-006
5.14e-006
Figura 44. Caudal vs Esfuerzo Cortante para muestra -30+40 y agente Fluidizante Agua
Tabla 36. Velocidad de deformación y viscosidad absoluta para el carbón
mineral – agua con tamaño de partícula -30+40 Mesh dvz/dr(1/s) μa(Pa.s) log(-dvz/dr) log (μa)
0,0942 138,1931 -1,0260 2,1405
0,1142 120,9175 -0,9424 2,0825
0,1341 108,8656 -0,8726 2,0369
0,1540 99,9996 -0,8125 2,0000
0,1738 93,2213 -0,7598 1,9695
0,1936 87,8845 -0,7130 1,9439
0,2134 83,5861 -0,6708 1,9221
0,2331 80,0604 -0,6324 1,9034
0,2528 77,1255 -0,5973 1,8872
0,2724 74,6531 -0,5648 1,8730
0,2919 72,5495 -0,5347 1,8606
0,3114 70,7452 -0,5066 1,8497
0,3309 69,1869 -0,4803 1,8400
0,3503 67,8341 -0,4556 1,8314
0,3696 66,6544 -0,4322 1,8238
0,3889 65,6224 -0,4102 1,8171
0,4081 64,7175 -0,3892 1,8110
0,4273 63,9229 -0,3693 1,8057
0,4464 63,2248 -0,3503 1,8009
Quadratic Fit: y=a+bx+cx^2
Coefficient Data: a =-4.2985E-006
b =3.6057E-007
c =-1.4808E-009

y = -0,384x + 1,6587
R2 = 0,9924
1,78
1,8
1,82
1,84
1,86
1,88
1,9
1,92
1,94
-0,70 -0,60 -0,50 -0,40 -0,30log(-dvz/dr)
log (μa)
Figura 45. Velocidad de deformación y viscosidad absoluta para la mezcla
fluida carbón mineral-Agua con tamaño de partícula -30+40
Rr
adr
dvznm
log1loglog
616,0384,01
57,456587,1log
log)384,0()6587,1(log
nn
mm
dr
dvz
Rr
a
Tabla 37. Esfuerzo viscoso y caudal de flujo para el carbón mineral –
kerosene con tamaño de partícula -10+16 Mesh. Q(m3/s) ΔP(Pa) L (m) ΔP/L(Pa/m) τw(Pa)
6,9900E-08 115,1127 0,073 1576,8866 19,7111
3,7520E-07 184,1337 0,073 2522,3800 31,5297
6,8050E-07 231,1240 0,073 3166,0827 39,5760
9,8581E-07 267,5714 0,077 3474,9539 43,4369
1,2911E-06 298,4783 0,081 3684,9178 46,0615
1,5964E-06 326,4185 0,082 3980,7135 49,7589
1,9017E-06 352,8964 0,083 4251,7640 53,1470
2,2070E-06 378,8950 0,086 4405,7559 55,0719
2,5123E-06 405,1285 0,091 4451,9614 55,6495
2,8176E-06 432,1730 0,093 4647,0213 58,0878
3,1229E-06 460,5420 0,096 4797,3129 59,9664
3,4282E-06 490,7363 0,1 4907,3629 61,3420
3,7335E-06 523,2815 0,103 5080,4030 63,5050
4,0388E-06 558,7633 0,107 5222,0869 65,2761
4,3441E-06 597,8641 0,109 5484,9916 68,5624
4,6494E-06 641,4079 0,111 5778,4495 72,2306
4,9547E-06 690,4190 0,114 6056,3072 75,7038
5,2600E-06 746,2038 0,118 6323,7608 79,0470
5,5653E-06 810,4692 0,121 6698,0925 83,7262

S = 0.00001105
r = 0.98515214
tw (lbf/ft2)
Q (f
t3/s
)
0.3 0.5 0.8 1.1 1.3 1.6 1.90.00e+000
3.59e-005
7.19e-005
1.08e-004
1.44e-004
1.80e-004
2.16e-004
Figura 46. Caudal vs Esfuerzo Cortante para muestra -10+16 y agente
Fluidizante Kerosene
Tabla 38. Velocidad de deformación y viscosidad absoluta para el carbón mineral – kerosene con tamaño de partícula -10+16 Mesh.
dvz/dr(1/s) μa(Pa.s) log(-dvz/dr) log (μa)
0,0363 732,3956 -1,4406 2,8647
0,0658 477,3127 -1,1820 2,6788
0,0955 374,2428 -1,0202 2,5732
0,1253 316,7467 -0,9022 2,5007
0,1552 279,2930 -0,8092 2,4461
0,1852 252,5618 -0,7325 2,4024
0,2152 232,3031 -0,6672 2,3661
0,2453 216,2859 -0,6103 2,3350
0,2754 203,2187 -0,5600 2,3080
0,3056 192,2976 -0,5148 2,2840
0,3358 182,9942 -0,4739 2,2624
0,3661 174,9450 -0,4364 2,2429
0,3964 167,8912 -0,4019 2,2250
0,4267 161,6429 -0,3699 2,2086
0,4570 156,0571 -0,3401 2,1933
0,4874 151,0243 -0,3121 2,1790
0,5177 146,4585 -0,2859 2,1657
0,5481 142,2913 -0,2611 2,1532
0,5785 138,4676 -0,2377 2,1413
Quadratic Fit:
y=a+bx+cx^2
Coefficient Data:
a = -3.27582808337E-
005
b = 2.70639080381E-005
c = 6.57019285959E-
005

y = -0,5188x + 2,0172
R2 = 0,9999
2,1
2,15
2,2
2,25
2,3
2,35
-0,70 -0,60 -0,50 -0,40 -0,30 -0,20log(-dvz/dr)
log (μa)
Figura 47. Velocidad de deformación y viscosidad absoluta para la mezcla fluida carbón mineral-Kerosene con tamaño de partícula -10+16
Rr
adr
dvznm
log1loglog
4812,05188,01
04,1040172,2log
log)5188,0()0172,2(log
nn
mm
dr
dvz
Rr
a
Tabla 39. Esfuerzo viscoso y caudal de flujo para el carbón mineral – kerosene con tamaño de partícula -16+30 Mesh.
Q(m3/s) ΔP(KPa) ΔP(Pa) L (m) ΔP/L(Pa/m) τw(Pa)
6,9900E-08 0,13889643 138,8964 0,079 1758,1827 21,9773
3,7520E-07 0,15937653 159,3765 0,087 1831,9141 22,8989
6,8050E-07 0,18192737 181,9274 0,096 1895,0768 23,6885
9,8581E-07 0,20666421 206,6642 0,103 2006,4486 25,0806
1,2911E-06 0,2336697 233,6697 0,114 2049,7342 25,6217
1,5964E-06 0,26297748 262,9775 0,122 2155,5532 26,9444
1,9017E-06 0,29455254 294,5525 0,113 2606,6597 32,5832
2,2070E-06 0,32826896 328,2690 0,115 2854,5127 35,6814
2,5123E-06 0,36388681 363,8868 0,118 3083,7865 38,5473
2,8176E-06 0,40103082 401,0308 0,126 3182,7843 39,7848
3,1229E-06 0,43917494 439,1749 0,133 3302,0672 41,2758
3,4282E-06 0,4776376 477,6376 0,138 3461,1420 43,2643
3,7335E-06 0,51559307 515,5931 0,146 3531,4594 44,1432
4,0388E-06 0,55210282 552,1028 0,156 3539,1206 44,2390
4,3441E-06 0,58616823 586,1682 0,161 3640,7965 45,5100
4,6494E-06 0,61680159 616,8016 0,165 3738,1914 46,7274
4,9547E-06 0,64310716 643,1072 0,178 3612,9616 45,1620
5,2600E-06 0,66436039 664,3604 0,193 3442,2818 43,0285
5,5653E-06 0,68007151 680,0715 0,213 3192,8240 39,9103

S = 0.00002631
r = 0.91256961
tw (lbf/ft2)
Q (f
t3/s
)
0.00 0.10 0.21 0.31 0.41 0.52 0.62 0.72 0.83 0.93 1.030.00e+000
3.59e-005
7.19e-005
1.08e-004
1.44e-004
1.80e-004
2.16e-004
Figura 48. Caudal vs Esfuerzo Cortante para muestra -16+30 y agente
Fluidizante Kerosene
Tabla 40. Velocidad de deformación y viscosidad absoluta para el carbón
mineral – kerosene con tamaño de partícula -16+30 Mesh. dvz/dr(1/s) μa(Pa.s) log(-dvz/dr) log (μa)
0,0705 285,7894 -1,1520 2,4560
0,0962 228,9382 -1,0169 2,3597
0,1220 195,7890 -0,9138 2,2918
0,1478 173,9906 -0,8303 2,2405
0,1737 158,5067 -0,7602 2,2000
0,1997 146,8988 -0,6997 2,1670
0,2257 137,8420 -0,6465 2,1394
0,2517 130,5549 -0,5991 2,1158
0,2778 124,5466 -0,5562 2,0953
0,3040 119,4931 -0,5171 2,0773
0,3302 115,1719 -0,4812 2,0613
0,3565 111,4248 -0,4479 2,0470
0,3828 108,1368 -0,4170 2,0340
0,4092 105,2219 -0,3881 2,0221
0,4356 102,6146 -0,3610 2,0112
0,4620 100,2639 -0,3354 2,0011
0,4885 98,1301 -0,3112 1,9918
0,5150 96,1808 -0,2882 1,9831
0,5416 94,3903 -0,2664 1,9749
Quadratic Fit: y=a+bx+cx^2
Coefficient Data:
a = -1.04867085669E-004
b = 2.37499150572E-004
c = 4.19060785769E-005

y = -0,4211x + 1,8602
R2 = 0,9985
1,9
1,95
2
2,05
2,1
2,15
-0,70 -0,60 -0,50 -0,40 -0,30 -0,20log(-dvz/dr)
log (μa)
Figura 49. Velocidad de deformación y viscosidad absoluta para la mezcla fluida carbón mineral-Kerosene con tamaño de partícula -16+30
Rr
adr
dvznm
log1loglog
5789,04211,01
48,728602,1log
log)4211,0()8602,1(log
nn
mm
dr
dvz
Rr
a
Tabla 41. Esfuerzo viscoso y caudal de flujo para el carbón mineral – kerosene con tamaño de partícula -30+40 Mesh.
Q(m3/s) ΔP(Pa) L (m) ΔP/L(Pa/m) τw(Pa)
6,9900E-08 143,3131 0,094 1524,6080 19,0576
3,7520E-07 218,0623 0,096 2271,4828 28,3935
6,8050E-07 285,8609 0,108 2646,8602 33,0858
9,8581E-07 347,5614 0,128 2715,3232 33,9415
1,2911E-06 403,8834 0,153 2639,7606 32,9970
1,5964E-06 455,4385 0,193 2359,7849 29,4973
1,9017E-06 502,7498 0,223 2254,4834 28,1810
2,2070E-06 546,2673 0,253 2159,1595 26,9895
2,5123E-06 586,3804 0,273 2147,9135 26,8489
2,8176E-06 623,4273 0,303 2057,5159 25,7189
3,1229E-06 657,7038 0,323 2036,2346 25,4529
3,4282E-06 689,4690 0,343 2010,1138 25,1264
3,7335E-06 718,9516 0,363 1980,5829 24,7573
4,0388E-06 746,3535 0,403 1851,9937 23,1499
4,3441E-06 771,8539 0,433 1782,5725 22,2822
4,6494E-06 795,6126 0,473 1682,0563 21,0257
4,9547E-06 817,7723 0,563 1452,5263 18,1566
5,2600E-06 838,4608 0,653 1284,0135 16,0502
5,5653E-06 857,7930 0,823 1042,2758 13,0284

S = 0.00000329
r = 0.98121737
tw (lbf/ft2)
Q (f
t3/s
)
0.00 0.06 0.12 0.19 0.25 0.31 0.37 0.44 0.50 0.56 0.62 0.68 0.750.00e+000
6.30e-006
1.26e-005
1.89e-005
2.52e-005
3.15e-005
3.78e-005
Figura 50. Caudal vs Esfuerzo Cortante para muestra -30+40 y agente Fluidizante Kerosene
Tabla 42. Velocidad de deformación y viscosidad absoluta para el carbón mineral – kerosene con tamaño de partícula -30+40 Mesh
dvz/dr(1/s) μa(Pa.s) log(-dvz/dr) log (μa)
0,0090 2128,2672 -2,0442 3,3280
0,0613 471,0438 -1,2124 2,6731
0,1195 270,4286 -0,9227 2,4321
0,1805 190,7884 -0,7435 2,2806
0,2435 147,7997 -0,6135 2,1697
0,3080 120,8191 -0,5114 2,0821
0,3737 102,2758 -0,4275 2,0098
0,4404 88,7317 -0,3562 1,9481
0,5079 78,3983 -0,2942 1,8943
0,5762 70,2499 -0,2394 1,8466
0,6452 63,6557 -0,1903 1,8038
0,7148 58,2088 -0,1458 1,7650
0,7850 53,6322 -0,1052 1,7294
0,8556 49,7318 -0,0677 1,6966
0,9267 46,3670 -0,0330 1,6662
0,9983 43,4344 -0,0007 1,6378
1,0703 40,8556 0,0295 1,6113
1,1426 38,5693 0,0579 1,5862
1,2153 36,5284 0,0847 1,5626
Exponential Fit: y=ae^(bx)
Coefficient Data:
a = 8.72739143028E-008
b = 8.32386092035E+000

y = -0,8686x + 1,6381
R2 = 1
1,5
1,7
1,9
2,1
2,3
-0,70 -0,50 -0,30 -0,10 0,10log(-dvz/dr)
log (μa)
Figura 51. Velocidad de deformación y viscosidad absoluta para la mezcla fluida carbón mineral-Kerosene con tamaño de partícula -30+40.
1314,08686,01
46,436381,1log
log)8686,0()6381,1(log
log1loglog
nn
mm
dr
dvz
dr
dvznm
Rr
a
Rr
a
Tabla 43. Esfuerzo viscoso y caudal de flujo para el carbón mineral – Nafta
con tamaño de partícula -10+16 Mesh. Q(m3/s) ΔP(Pa) L(m) ΔP/L(Pa/m) τw(Pa)
9,9000E-07 184,0557 0,0790 2329,8191 29,1227
1,3369E-06 290,3345 0,0790 3675,1201 45,9390
1,8868E-06 457,3569 0,0790 5789,3273 72,3666
2,2770E-06 574,8205 0,0799 7194,2491 89,9281
2,8571E-06 747,8071 0,0805 9289,5290 116,1191
3,3100E-06 881,5123 0,0812 10856,0630 135,7008
3,7600E-06 1013,2240 0,0825 12281,5036 153,5188
4,1300E-06 1120,6686 0,0840 13341,2930 166,7662
4,6099E-06 1258,9000 0,0860 14638,3716 182,9796
5,1600E-06 1415,7706 0,0880 16088,3027 201,1038
5,6300E-06 1548,4964 0,0900 17205,5150 215,0689
6,0100E-06 1654,9318 0,0920 17988,3886 224,8549
6,5000E-06 1791,0328 0,0950 18852,9766 235,6622
7,1429E-06 1967,6545 0,0980 20078,1066 250,9763
7,4900E-06 2062,1249 0,1000 20621,2495 257,7656
7,9400E-06 2183,6506 0,1020 21408,3389 267,6042
8,4000E-06 2306,7931 0,1036 22266,3429 278,3293
8,8800E-06 2434,1320 0,1050 23182,2099 289,7776
9,4241E-06 2577,0557 0,106 24311,8458 303,8981

S = 0.00000004
r = 0.99990679
tw (Pa)
Ca
ud
al
(m3
/s)
0.0000 55.7146 111.4292 167.1438 222.8584 278.5730 334.2876
0.00000e+000
1.72773e-006
3.45546e-006
5.18319e-006
6.91092e-006
8.63865e-006
1.03664e-005
Figura 52. Caudal vs Esfuerzo Cortante para muestra -10+16 y agente
Fluidizante Nafta
Tabla 44. Velocidad de deformación y viscosidad absoluta para el carbón
mineral–Nafta con tamaño de partícula -10+16 Mesh.
-dvz/dr(1/s) μa(Pa·s) log(-dvz/dr) log (μa)
0,0780 411,8684 -1,1080 2,6148
0,1045 437,4681 -0,9810 2,6409
0,1461 477,1750 -0,8354 2,6787
0,1764 500,0283 -0,7536 2,6990
0,2251 515,5461 -0,6476 2,7123
0,2671 510,7006 -0,5733 2,7082
0,3118 496,1334 -0,5061 2,6956
0,3500 480,7709 -0,4559 2,6819
0,4007 459,8502 -0,3972 2,6626
0,4591 437,1905 -0,3381 2,6407
0,5084 419,9443 -0,2938 2,6232
0,5479 407,7575 -0,2613 2,6104
0,5972 394,2127 -0,2239 2,5957
0,6588 380,1961 -0,1812 2,5800
0,6902 374,3799 -0,1610 2,5733
0,7283 368,7288 -0,1377 2,5667
0,7635 365,3305 -0,1172 2,5627
0,7949 364,7995 -0,0997 2,5621
0,8211 369,2143 -0,0856 2,5673
5th Degree Polynomial Fit: y=a+bx+cx^2+dx^3...
Coefficient Data: a = 2.7910E-008 b = 3.3450E-008 c = -1.1468E-010 d = 1.1193E-013 e = 2.3408E-015 f = -5.1139E-018

y = -0,3505x + 2,5185
R2 = 0,9934
2,55
2,56
2,57
2,58
2,59
2,6
2,61
2,62
2,63
-0,35 -0,3 -0,25 -0,2 -0,15 -0,1 -0,05 0
log
(μa)
log(-dvz/dr)
Figura 53. Velocidad de deformación y viscosidad absoluta para la mezcla fluida carbón mineral-Nafta con tamaño de partícula -10+16
Rr
adr
dvznm
log1loglog
Rr
adr
dvz
log350,0518,2log
61,329518,2log mm
650,0350,01 n
Tabla 45. Esfuerzo viscoso y caudal de flujo para el carbón mineral – Nafta con tamaño de partícula -16+30 Mesh.
Q(m3/s) ΔP(Pa) L(m) ΔP/L(Pa/m) τw(Pa)
9,900E-07 150,5600 0,0740 2034,5944 25,4324
1,337E-06 180,5470 0,0760 2375,6184 29,6952
1,887E-06 216,0634 0,0810 2667,4491 33,3431
2,277E-06 235,3639 0,0840 2801,9506 35,0244
2,857E-06 257,9931 0,0890 2898,7984 36,2350
3,310E-06 272,0423 0,0920 2956,9819 36,9623
3,760E-06 283,7096 0,0950 2986,4172 37,3302
4,130E-06 291,9618 0,0970 3009,9151 37,6239
4,610E-06 301,2321 0,1000 3012,3206 37,6540
5,160E-06 310,2703 0,1040 2983,3679 37,2921
5,630E-06 316,9234 0,1070 2961,9007 37,0238
6,010E-06 321,7122 0,1100 2924,6566 36,5582
6,500E-06 327,2350 0,1150 2845,5221 35,5690
7,143E-06 333,5562 0,1210 2756,6631 34,4583
7,490E-06 336,6034 0,1260 2671,4557 33,3932
7,940E-06 340,2280 0,1320 2577,4851 32,2186
8,400E-06 343,6006 0,1400 2454,2897 30,6786
8,880E-06 346,8081 0,1520 2281,6324 28,5204
9,424E-06 350,1103 0,1630 2147,9158 26,8489
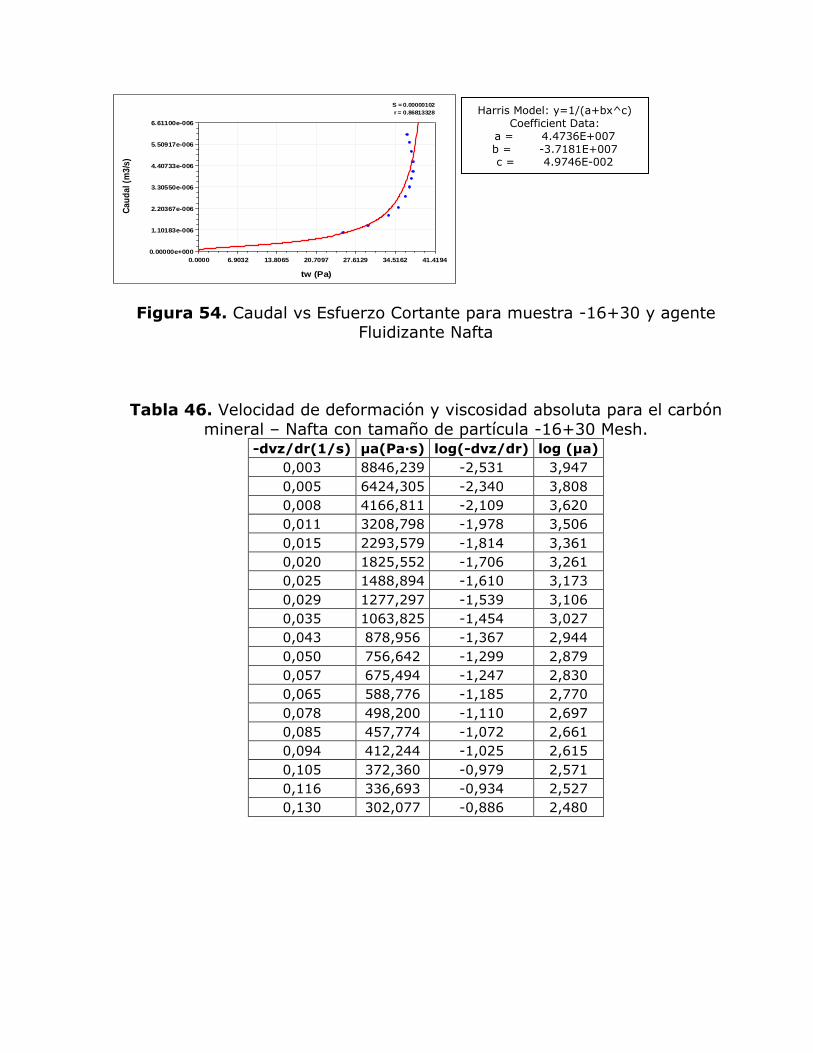
S = 0.00000102
r = 0.86813328
tw (Pa)
Ca
ud
al
(m3
/s)
0.0000 6.9032 13.8065 20.7097 27.6129 34.5162 41.4194
0.00000e+000
1.10183e-006
2.20367e-006
3.30550e-006
4.40733e-006
5.50917e-006
6.61100e-006
Figura 54. Caudal vs Esfuerzo Cortante para muestra -16+30 y agente Fluidizante Nafta
Tabla 46. Velocidad de deformación y viscosidad absoluta para el carbón
mineral – Nafta con tamaño de partícula -16+30 Mesh. -dvz/dr(1/s) μa(Pa·s) log(-dvz/dr) log (μa)
0,003 8846,239 -2,531 3,947
0,005 6424,305 -2,340 3,808
0,008 4166,811 -2,109 3,620
0,011 3208,798 -1,978 3,506
0,015 2293,579 -1,814 3,361
0,020 1825,552 -1,706 3,261
0,025 1488,894 -1,610 3,173
0,029 1277,297 -1,539 3,106
0,035 1063,825 -1,454 3,027
0,043 878,956 -1,367 2,944
0,050 756,642 -1,299 2,879
0,057 675,494 -1,247 2,830
0,065 588,776 -1,185 2,770
0,078 498,200 -1,110 2,697
0,085 457,774 -1,072 2,661
0,094 412,244 -1,025 2,615
0,105 372,360 -0,979 2,571
0,116 336,693 -0,934 2,527
0,130 302,077 -0,886 2,480
Harris Model: y=1/(a+bx^c) Coefficient Data:
a = 4.4736E+007 b = -3.7181E+007 c = 4.9746E-002

y = -0,925x + 1,5565
R2 = 0,9993
0
0,5
1
1,5
2
2,5
-1 -0,8 -0,6 -0,4 -0,2 0 0,2 0,4 0,6 0,8
log
(μa)
log(-dvz/dr) Figura 55. Velocidad de deformación y viscosidad absoluta para la mezcla
fluida carbón mineral-nafta con tamaño de partícula -16+30
Rr
adr
dvznm
log1loglog
Rr
adr
dvz
log925,0556,1log
974,35556,1log mm
075,0925,01 n
Tabla 47. Esfuerzo viscoso y caudal de flujo para el carbón mineral – Nafta con tamaño de partícula -30+40 Mesh.
Q(m3/s) ΔP(Pa) L(m) ΔP/L(Pa/m) τw(Pa)
9,9000E-07 157,25439 0,094 1672,9190 20,9115
1,3369E-06 187,08997 0,099 1889,7977 23,6225
1,8868E-06 228,37213 0,114 2003,2643 25,0408
2,2770E-06 254,59250 0,124 2053,1653 25,6646
2,8571E-06 290,21154 0,142 2043,7432 25,5468
3,3100E-06 315,85443 0,157 2011,8117 25,1476
3,7600E-06 339,83571 0,179 1898,5235 23,7315
4,1300E-06 358,60538 0,194 1848,4814 23,1060
4,6099E-06 381,85472 0,224 1704,7086 21,3089
5,1600E-06 407,18320 0,254 1603,0835 20,0385
5,6300E-06 427,85513 0,284 1506,5321 18,8317
6,0100E-06 443,98916 0,304 1460,4907 18,2561
6,5000E-06 464,10501 0,344 1349,1425 16,8643
7,1429E-06 489,44100 0,414 1182,2246 14,7778
7,4900E-06 502,67184 0,454 1107,2067 13,8401
7,9400E-06 519,39339 0,514 1010,4930 12,6312
8,4000E-06 536,02102 0,574 933,8345 11,6729
8,8800E-06 552,90727 0,674 820,3372 10,2542
9,4241E-06 571,51770 0,774 738,3950 9,2299
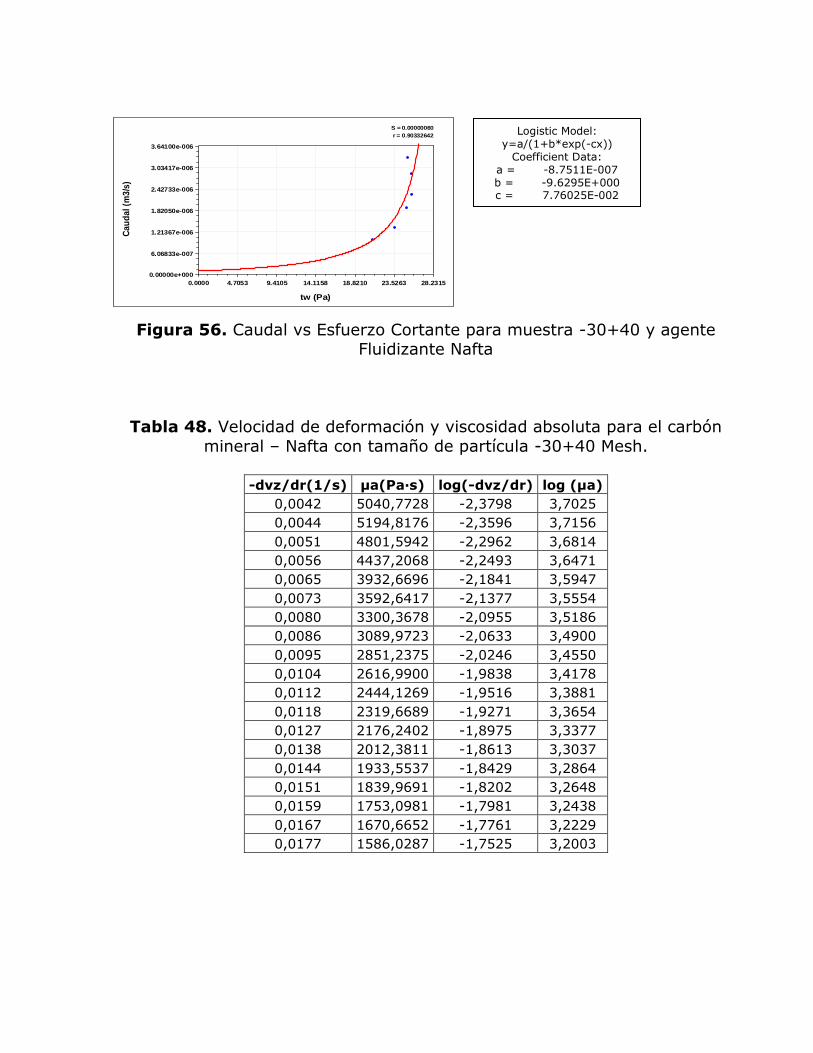
S = 0.00000060
r = 0.90332642
tw (Pa)
Ca
ud
al
(m3
/s)
0.0000 4.7053 9.4105 14.1158 18.8210 23.5263 28.2315
0.00000e+000
6.06833e-007
1.21367e-006
1.82050e-006
2.42733e-006
3.03417e-006
3.64100e-006
Figura 56. Caudal vs Esfuerzo Cortante para muestra -30+40 y agente Fluidizante Nafta
Tabla 48. Velocidad de deformación y viscosidad absoluta para el carbón
mineral – Nafta con tamaño de partícula -30+40 Mesh.
-dvz/dr(1/s) μa(Pa·s) log(-dvz/dr) log (μa)
0,0042 5040,7728 -2,3798 3,7025
0,0044 5194,8176 -2,3596 3,7156
0,0051 4801,5942 -2,2962 3,6814
0,0056 4437,2068 -2,2493 3,6471
0,0065 3932,6696 -2,1841 3,5947
0,0073 3592,6417 -2,1377 3,5554
0,0080 3300,3678 -2,0955 3,5186
0,0086 3089,9723 -2,0633 3,4900
0,0095 2851,2375 -2,0246 3,4550
0,0104 2616,9900 -1,9838 3,4178
0,0112 2444,1269 -1,9516 3,3881
0,0118 2319,6689 -1,9271 3,3654
0,0127 2176,2402 -1,8975 3,3377
0,0138 2012,3811 -1,8613 3,3037
0,0144 1933,5537 -1,8429 3,2864
0,0151 1839,9691 -1,8202 3,2648
0,0159 1753,0981 -1,7981 3,2438
0,0167 1670,6652 -1,7761 3,2229
0,0177 1586,0287 -1,7525 3,2003
Logistic Model: y=a/(1+b*exp(-cx))
Coefficient Data: a = -8.7511E-007 b = -9.6295E+000 c = 7.76025E-002
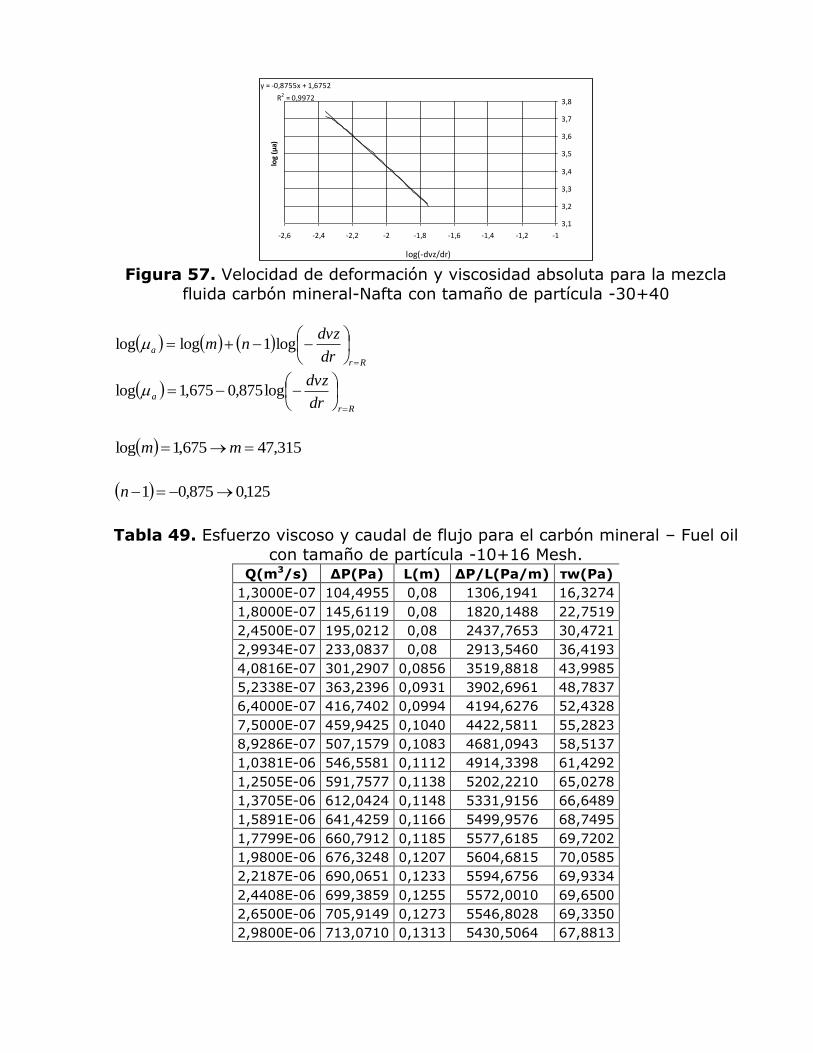
y = -0,8755x + 1,6752
R2 = 0,9972
3,1
3,2
3,3
3,4
3,5
3,6
3,7
3,8
-2,6 -2,4 -2,2 -2 -1,8 -1,6 -1,4 -1,2 -1
log
(μa)
log(-dvz/dr) Figura 57. Velocidad de deformación y viscosidad absoluta para la mezcla
fluida carbón mineral-Nafta con tamaño de partícula -30+40
Rr
adr
dvznm
log1loglog
Rr
adr
dvz
log875,0675,1log
315,47675,1log mm
125,0875,01 n
Tabla 49. Esfuerzo viscoso y caudal de flujo para el carbón mineral – Fuel oil
con tamaño de partícula -10+16 Mesh. Q(m3/s) ΔP(Pa) L(m) ΔP/L(Pa/m) τw(Pa)
1,3000E-07 104,4955 0,08 1306,1941 16,3274
1,8000E-07 145,6119 0,08 1820,1488 22,7519
2,4500E-07 195,0212 0,08 2437,7653 30,4721
2,9934E-07 233,0837 0,08 2913,5460 36,4193
4,0816E-07 301,2907 0,0856 3519,8818 43,9985
5,2338E-07 363,2396 0,0931 3902,6961 48,7837
6,4000E-07 416,7402 0,0994 4194,6276 52,4328
7,5000E-07 459,9425 0,1040 4422,5811 55,2823
8,9286E-07 507,1579 0,1083 4681,0943 58,5137
1,0381E-06 546,5581 0,1112 4914,3398 61,4292
1,2505E-06 591,7577 0,1138 5202,2210 65,0278
1,3705E-06 612,0424 0,1148 5331,9156 66,6489
1,5891E-06 641,4259 0,1166 5499,9576 68,7495
1,7799E-06 660,7912 0,1185 5577,6185 69,7202
1,9800E-06 676,3248 0,1207 5604,6815 70,0585
2,2187E-06 690,0651 0,1233 5594,6756 69,9334
2,4408E-06 699,3859 0,1255 5572,0010 69,6500
2,6500E-06 705,9149 0,1273 5546,8028 69,3350
2,9800E-06 713,0710 0,1313 5430,5064 67,8813
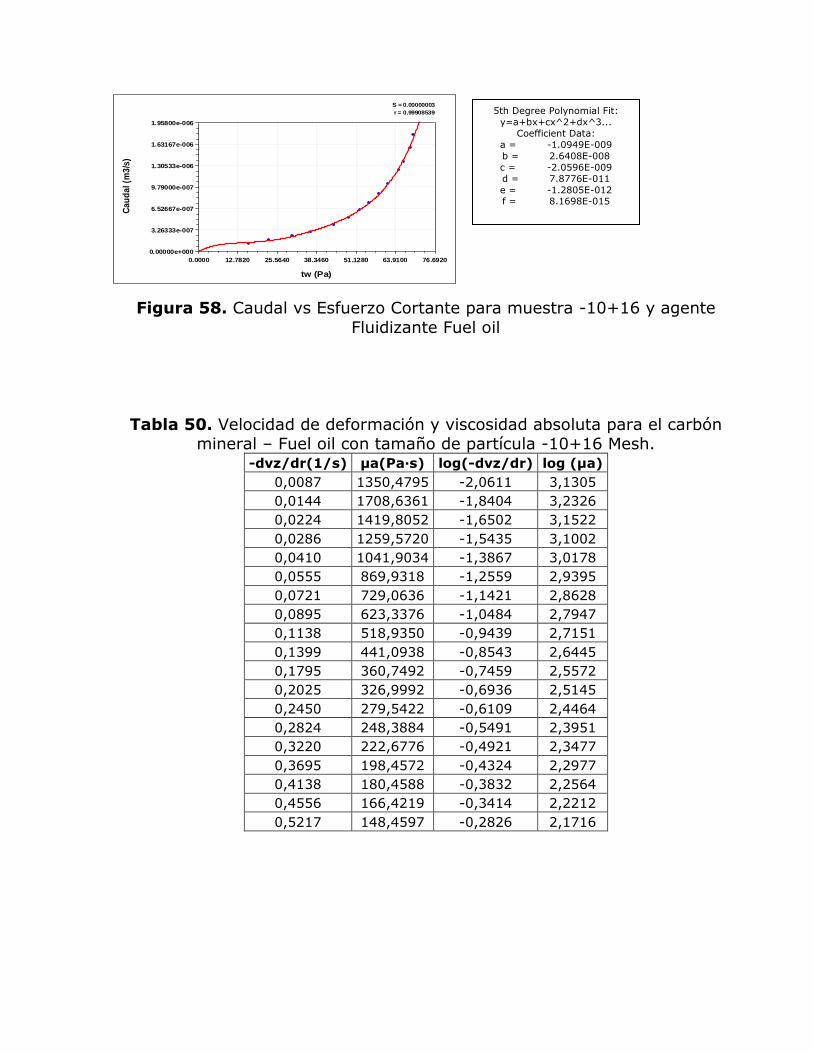
S = 0.00000003
r = 0.99908539
tw (Pa)
Ca
ud
al
(m3
/s)
0.0000 12.7820 25.5640 38.3460 51.1280 63.9100 76.6920
0.00000e+000
3.26333e-007
6.52667e-007
9.79000e-007
1.30533e-006
1.63167e-006
1.95800e-006
Figura 58. Caudal vs Esfuerzo Cortante para muestra -10+16 y agente
Fluidizante Fuel oil
Tabla 50. Velocidad de deformación y viscosidad absoluta para el carbón mineral – Fuel oil con tamaño de partícula -10+16 Mesh.
-dvz/dr(1/s) μa(Pa·s) log(-dvz/dr) log (μa)
0,0087 1350,4795 -2,0611 3,1305
0,0144 1708,6361 -1,8404 3,2326
0,0224 1419,8052 -1,6502 3,1522
0,0286 1259,5720 -1,5435 3,1002
0,0410 1041,9034 -1,3867 3,0178
0,0555 869,9318 -1,2559 2,9395
0,0721 729,0636 -1,1421 2,8628
0,0895 623,3376 -1,0484 2,7947
0,1138 518,9350 -0,9439 2,7151
0,1399 441,0938 -0,8543 2,6445
0,1795 360,7492 -0,7459 2,5572
0,2025 326,9992 -0,6936 2,5145
0,2450 279,5422 -0,6109 2,4464
0,2824 248,3884 -0,5491 2,3951
0,3220 222,6776 -0,4921 2,3477
0,3695 198,4572 -0,4324 2,2977
0,4138 180,4588 -0,3832 2,2564
0,4556 166,4219 -0,3414 2,2212
0,5217 148,4597 -0,2826 2,1716
5th Degree Polynomial Fit:
y=a+bx+cx^2+dx^3...
Coefficient Data:
a = -1.0949E-009
b = 2.6408E-008
c = -2.0596E-009
d = 7.8776E-011
e = -1.2805E-012 f = 8.1698E-015

y = -0,7981x + 1,9544
R2 = 0,9991
2
2,2
2,4
2,6
2,8
3
3,2
-1,4 -1,2 -1 -0,8 -0,6 -0,4 -0,2 0
log(-dvz/dr)
log
(μ
a)
Figura 59. Velocidad de deformación y viscosidad absoluta para la mezcla
fluida carbón mineral-Fuel oil con tamaño de partícula -10+16
Rr
adr
dvznm
log1loglog
Rr
adr
dvzog
7981,09544,1log
03.909544,1log mm
2019,07981,01 n
Tabla 51. Esfuerzo viscoso y caudal de flujo para el carbón mineral – Fuel oil con tamaño de partícula -16+30 Mesh.
Q(m3/s) ΔP(Pa) L(m) ΔP/L(Pa/m) τw(Pa)
1,3000E-07 135,8295 0,0860 1579,4129 19,7427
1,8000E-07 176,7915 0,0940 1880,7606 23,5095
2,4500E-07 226,0301 0,0990 2283,1321 28,5392
2,9934E-07 263,9729 0,1070 2467,0365 30,8380
4,0816E-07 331,9943 0,1150 2886,9069 36,0863
5,2338E-07 393,8108 0,1240 3175,8934 39,6987
6,4000E-07 447,2294 0,1330 3362,6274 42,0328
7,5000E-07 490,3913 0,1410 3477,9523 43,4744
8,9286E-07 537,5934 0,1440 3733,2877 46,6661
1,0381E-06 577,0124 0,1470 3925,2547 49,0657
1,2505E-06 622,2752 0,1490 4176,3435 52,2043
1,3705E-06 642,6063 0,1510 4255,6712 53,1959
1,5891E-06 672,0827 0,1530 4392,6972 54,9087
1,7799E-06 691,5301 0,1580 4376,7731 54,7097
1,9800E-06 707,1456 0,1670 4234,4049 52,9301
2,2187E-06 720,9741 0,1770 4073,2999 50,9162
2,4408E-06 730,3661 0,1910 3823,9063 47,7988
2,6500E-06 736,9524 0,1980 3721,9817 46,5248
2,9800E-06 744,1813 0,2180 3413,6757 42,6709

S = 0.00000002
r = 0.99950234
tw (Pa)
Ca
ud
al
(m3
/s)
0.0000 10.0667 20.1333 30.2000 40.2666 50.3333 60.3999
0.00000e+000
2.91317e-007
5.82633e-007
8.73950e-007
1.16527e-006
1.45658e-006
1.74790e-006
Figura 60. Caudal vs Esfuerzo Cortante para muestra -16+30 y agente Fluidizante Fuel oil
Tabla 52. Velocidad de deformación y viscosidad absoluta para el carbón
mineral – Fuel oil con tamaño de partícula -16+30 Mesh. -dvz/dr(1/s) μa(Pa·s) log(-dvz/dr) log (μa)
0,0109 1818,9484 -1,9618 3,2598
0,0160 1427,2963 -1,7949 3,1545
0,0253 1124,9663 -1,5970 3,0511
0,0326 970,7182 -1,4865 2,9871
0,0461 778,7738 -1,3364 2,8914
0,0603 649,6561 -1,2199 2,8127
0,0753 556,0165 -1,1232 2,7451
0,0904 487,6941 -1,0436 2,6881
0,1117 417,8156 -0,9518 2,6210
0,1354 362,0814 -0,8685 2,5588
0,1731 300,1270 -0,7618 2,4773
0,1957 272,7908 -0,7084 2,4358
0,2386 233,3523 -0,6222 2,3680
0,2772 207,0614 -0,5571 2,3161
0,3182 185,3057 -0,4973 2,2679
0,3673 164,9369 -0,4349 2,2173
0,4129 149,9072 -0,3842 2,1758
0,4555 138,2813 -0,3415 2,1408
0,5221 123,5559 -0,2822 2,0919
5th Degree Polynomial Fit: y=a+bx+cx^2+dx^3...
Coefficient Data: a = -1.4004E-010 b = 2.5724E-008 c = -2.4980E-009 d = 1.1394E-010 e = -2.1297E-012 f = 1.6395E-014

y = -0,7919x + 1,8722
R2 = 0,9998
2
2,1
2,2
2,3
2,4
2,5
2,6
2,7
-1 -0,8 -0,6 -0,4 -0,2 0
log (-dvz/dr)
log
(ua)
Figura 61. Velocidad de deformación y viscosidad absoluta para la mezcla fluida carbón mineral-Fueloil con tamaño de partícula -16+30
Rr
adr
dvznm
log1loglog
Rr
adr
dvzog
7919,08722,1log
71,748722,1log mm
2081,07981,01 n
Tabla 53. Esfuerzo viscoso y caudal de flujo para el carbón mineral – Fuel oil con tamaño de partícula -30+40 Mesh.
Q(m3/s) ΔP(Pa) L(m) ΔP/L(Pa/m) τw(Pa)
1,300E-07 447,6331 0,1124 3981,3422 49,7668
1,800E-07 602,9607 0,1256 4801,7828 60,0223
2,450E-07 782,0892 0,1413 5536,1730 69,2022
2,993E-07 914,2680 0,1534 5960,6341 74,5079
4,082E-07 1137,8406 0,1754 6486,2919 81,0786
5,234E-07 1325,2138 0,1962 6752,7935 84,4099
6,400E-07 1474,0982 0,2154 6844,0405 85,5505
7,500E-07 1584,9000 0,2321 6828,3201 85,3540
8,929E-07 1695,5666 0,2524 6716,8922 83,9612
1,038E-06 1778,8361 0,2720 6540,2918 81,7536
1,250E-06 1863,0459 0,2994 6222,4492 77,7806
1,370E-06 1896,4746 0,3146 6027,8860 75,3486
1,589E-06 1939,4963 0,3424 5664,8520 70,8106
1,780E-06 1963,9400 0,3672 5349,0818 66,8635
1,980E-06 1980,9826 0,3942 5025,3407 62,8168
2,219E-06 1993,8803 0,4286 4651,8784 58,1485
2,441E-06 2001,2880 0,4636 4317,2767 53,9660
2,650E-06 2005,7289 0,4998 4012,8710 50,1609
2,980E-06 2009,7657 1,8570 1082,2716 13,5284

S = 0.00000021
r = 0.82677159
tw (Pa)
Ca
ud
al
(m3
/s)
0.0000 15.6844 31.3687 47.0530 62.7374 78.4218 94.1061
0.00000e+000
1.90300e-007
3.80600e-007
5.70900e-007
7.61200e-007
9.51500e-007
1.14180e-006
Figura 62. Caudal vs Esfuerzo Cortante para muestra -30+40 y agente
Fluidizante Fuel oil
Tabla 54. Velocidad de deformación y viscosidad absoluta para el carbón mineral – Fuel oil con tamaño de partícula -30+40 Mesh.
-dvz/dr(1/s) μa(Pa·s) log(-dvz/dr) log (μa)
0,0218 2456,6216 -1,6607 3,3903
0,0307 1954,2263 -1,5133 3,2910
0,0416 1577,1970 -1,3806 3,1979
0,0514 1358,4551 -1,2890 3,1330
0,0700 1083,8054 -1,1549 3,0350
0,0895 901,3693 -1,0481 2,9549
0,1092 774,4771 -0,9617 2,8890
0,1278 685,8450 -0,8934 2,8362
0,1521 598,7512 -0,8180 2,7772
0,1768 531,3838 -0,7524 2,7254
0,2134 457,2106 -0,6708 2,6601
0,2343 424,0000 -0,6302 2,6274
0,2729 374,5634 -0,5639 2,5735
0,3072 339,9905 -0,5126 2,5315
0,3436 309,9508 -0,4639 2,4913
0,3868 280,8295 -0,4125 2,4484
0,4301 257,0858 -0,3665 2,4101
0,4705 238,3821 -0,3274 2,3773
0,5360 213,4998 -0,2708 2,3294
Harris Model: y=1/(a+bx^c) Coefficient Data:
a = 2.3609E+008 b = -1.8849E+008 c = 4.9427E-002

y = -0,8003x + 2,1191
R2 = 0,9997
2
2,2
2,4
2,6
2,8
3
3,2
-1,4 -1,2 -1 -0,8 -0,6 -0,4 -0,2 0
log (-dvz/dr)
log
(μa)
Figura 63. Velocidad de deformación y viscosidad absoluta para la mezcla
fluida carbón mineral-Fuel oil con tamaño de partícula -30+40
Rr
adr
dvznm
log1loglog
Rr
adr
dvzog
8003,01191,2log
55,1311191,2log mm
1997,08003,01 n
Análisis de resultados reológicos de las mezclas carbón mineral-
agente fluidizante
Después de realizar todas las pruebas de fluidización, se procedió a
realizar la caracterización viscosa de las mezclas carbón mineral – agua y
carbón mineral – kerosene. Resultado del proceso de fluidización se
obtuvieron las caídas de presión y alturas del lecho con las que
posteriormente se determinaron las porosidades del mismo, que
proporcionaron las concentraciones volumétricas para el análisis de la
caracterización viscosa de las mezclas. La porosidad es una relación entre el
sólido y el fluido, es una concentración volumétrica que involucra a ambos.
La ecuación de esta es:

t
t
t
v
v
v
vv
0
0
1
Donde,
Vt = volumen total (sólido + fluido)
V0 = volumen del sólido
La concentración volumétrica del material sólido presente es:
CV = 1 - ε
Análisis de resultados reológicos como agente fluidizante Agua.
Para realizar la caracterización de la mezcla, se tomaron las caídas de
presión, alturas del lecho del proceso de fluidización para determinar el
esfuerzo viscoso, observándose un aumento del mismo a medida que
aumenta el caudal de flujo, como se muestra en las figuras 40, 42 y 44.
Luego se determinó la velocidad de deformación observándose un aumento,
ya que según la ecuación de Rabinowitsch utilizada, la velocidad de
deformación es directamente proporcional al esfuerzo viscoso y al caudal, es
decir, a medida que aumenta alguno de los dos términos aumenta la
velocidad de deformación. En cuanto a la viscosidad absoluta esta disminuye
a medida que aumenta la velocidad de deformación correspondiente, efecto
causado porque la viscosidad absoluta es directamente proporcional al
esfuerzo viscoso e inversamente proporcional a la velocidad de deformación.
Una manera de clasificar el fluido es graficando el reograma entre la
viscosidad aparente y la velocidad de deformación del modelo de potencia,
log (μa) vs. log (-dvz/dr), donde μa disminuye con el aumento de la
velocidad de deformación, como se observa en las graficas 41,43 y 45, por lo
tanto, si la viscosidad absoluta disminuye a medida que aumenta la
velocidad de deformación el fluido puede clasificarse como no – newtoniano

pseudoplástico, característica deseable en les mezclas carbón – agua (Roh et
al. (1995) (17). Las tres mezclas de carbón mineral – agua presentaron un
comportamiento no newtoniano pseudoplástico, este resultado ha sido
observado por Oztoprak. (2006)(4) en mezclas carbón mineral - agua,
representado por el modelo de potencia y la ecuación de Ellis como
ecuaciones constitutivas.
Una forma de generalizar la clasificación del fluido es calculando el
coeficiente de consistencia y el coeficiente de viscosidad del mismo mediante
el modelo de potencia, resultando 0,7389 y 134,65 para la mezcla fluida -
10+16, 0,5036 y 82,3 para la mezcla fluida -16+30 y 0,616 y 45.57 para la
mezcla fluida -30+40 respectivamente, donde plantea que si n es menor que
la unidad se está en presencia de un fluido no newtoniano pseudoplástico,
corroborando lo planteado por García y col. (18).
Realizando una comparación de la caracterización viscosa de las mezclas
carbón mineral – agua para los diferentes tamaños de partículas -10+16, -
16+30 y -30+40 se puede observar que la viscosidad absoluta disminuyen a
medida que disminuye el tamaño de partícula del solidó, resultado que
concuerda con los obtenidos por Joves (2006) (19) para el sistema fluidizado
carbón mineral – agua, esta disminución de la viscosidad se debe a que al
disminuir el tamaño de partículas los valores de porosidad son mayores y
por lo tanto la concentración del carbón en la mezcla disminuye por unidad
de área disminuyendo entonces la viscosidad(6).
Análisis de resultados reologicos como agente fluidizante
Kerosene
Para realizar la caracterización de la mezcla, se tomaron las caídas de
presión, alturas del lecho del proceso de fluidización para determinar el
esfuerzo viscoso, observándose un aumento del mismo a medida que
aumenta el caudal de flujo, como se muestra en las figuras 46, 48 y 50.
Luego se determinó la velocidad de deformación observándose un aumento,

ya que según la ecuación de Rabinowitsch utilizada, la velocidad de
deformación es directamente proporcional al esfuerzo viscoso y al caudal, es
decir, a medida que aumenta alguno de los dos términos aumenta la
velocidad de deformación. En cuanto a la viscosidad absoluta esta disminuye
a medida que aumenta la velocidad de deformación correspondiente, efecto
causado porque la viscosidad absoluta es directamente proporcional al
esfuerzo viscoso e inversamente proporcional a la velocidad de deformación.
Una manera de clasificar el fluido es graficando el reograma entre la
viscosidad aparente y la velocidad de deformación del modelo de potencia,
log (μa) vs. log (-dvz/dr), donde μa disminuye con el aumento de la
velocidad de deformación, como se observa en las gráficas 47,49 y 51, por lo
tanto, si la viscosidad absoluta disminuye a medida que aumenta la
velocidad de deformación el fluido puede clasificarse como no – newtoniano
pseudoplástico, característica deseable en les mezclas carbón – agua (Roh et
al. 1995) (17). Las tres mezclas de carbón mineral – agua presentaron un
comportamiento no newtoniano pseudoplástico, representado por el modelo
de potencia y la ecuación de Ellis como ecuaciones constitutivas.
Una forma de generalizar la clasificación del fluido es calculando el
coeficiente de consistencia y el coeficiente de viscosidad del mismo mediante
el modelo de potencia, resultando 0,4812 y 104,04 para la mezcla fluida -
10+16, 0,5789 y 72,48 para la mezcla fluida -16+30 y 0,1314 y 43.46 para
la mezcla fluida -30+40 respectivamente, donde plantea que si n es menor
que la unidad se está en presencia de un fluido no newtoniano
pseudoplástico, corroborando lo planteado por García y col. (18).
Realizando una comparación de la caracterización viscosa de las mezclas
carbón mineral – kerosene para los diferentes tamaños de partículas -10+16,
-16+30 y -30+40 se puede observar que la viscosidad absoluta disminuyen
a medida que disminuye el tamaño de partícula del solidó, para el sistema
fluidizado carbón mineral – agua, esta disminución de la viscosidad se debe a
que al disminuir el tamaño de partículas los valores de porosidad son
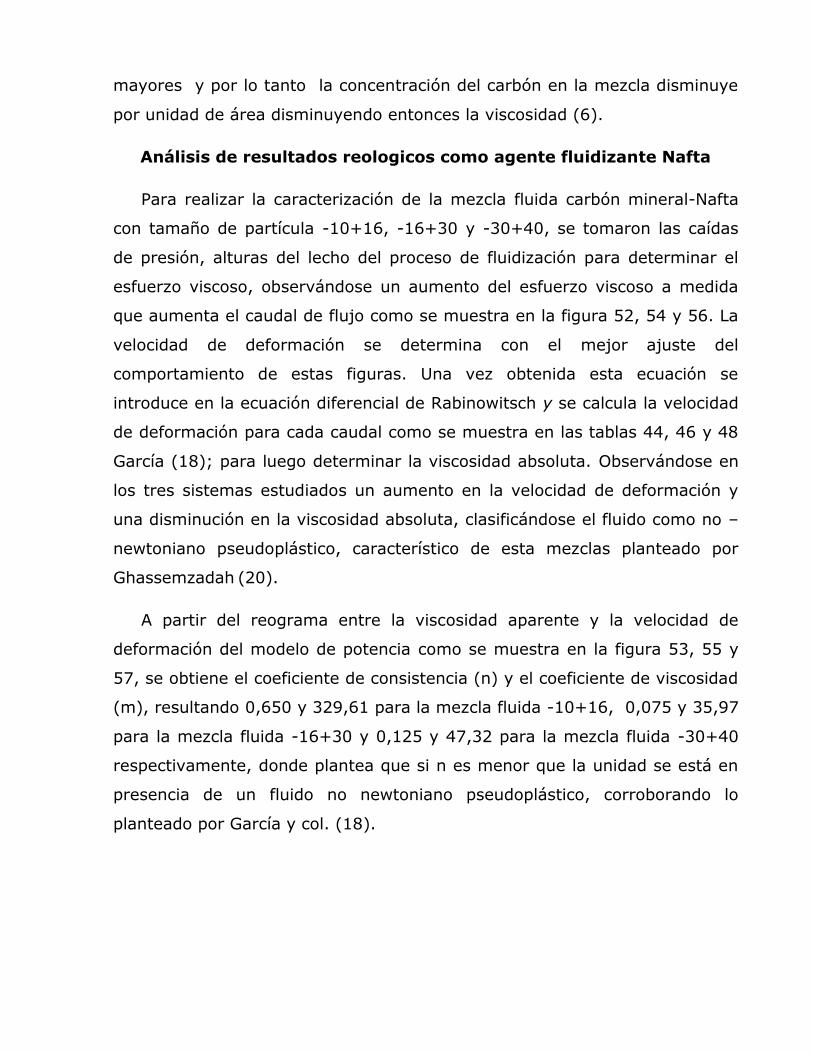
mayores y por lo tanto la concentración del carbón en la mezcla disminuye
por unidad de área disminuyendo entonces la viscosidad (6).
Análisis de resultados reologicos como agente fluidizante Nafta
Para realizar la caracterización de la mezcla fluida carbón mineral-Nafta
con tamaño de partícula -10+16, -16+30 y -30+40, se tomaron las caídas
de presión, alturas del lecho del proceso de fluidización para determinar el
esfuerzo viscoso, observándose un aumento del esfuerzo viscoso a medida
que aumenta el caudal de flujo como se muestra en la figura 52, 54 y 56. La
velocidad de deformación se determina con el mejor ajuste del
comportamiento de estas figuras. Una vez obtenida esta ecuación se
introduce en la ecuación diferencial de Rabinowitsch y se calcula la velocidad
de deformación para cada caudal como se muestra en las tablas 44, 46 y 48
García (18); para luego determinar la viscosidad absoluta. Observándose en
los tres sistemas estudiados un aumento en la velocidad de deformación y
una disminución en la viscosidad absoluta, clasificándose el fluido como no –
newtoniano pseudoplástico, característico de esta mezclas planteado por
Ghassemzadah (20).
A partir del reograma entre la viscosidad aparente y la velocidad de
deformación del modelo de potencia como se muestra en la figura 53, 55 y
57, se obtiene el coeficiente de consistencia (n) y el coeficiente de viscosidad
(m), resultando 0,650 y 329,61 para la mezcla fluida -10+16, 0,075 y 35,97
para la mezcla fluida -16+30 y 0,125 y 47,32 para la mezcla fluida -30+40
respectivamente, donde plantea que si n es menor que la unidad se está en
presencia de un fluido no newtoniano pseudoplástico, corroborando lo
planteado por García y col. (18).

Análisis de resultados reologicos como agente fluidizante Fuel oil
Para realizar la caracterización de la mezcla fluida carbón mineral-Fuel oil
con tamaño de partícula -10+16, -16+30 y -30+40, se tomaron las caídas
de presión, alturas del lecho del proceso de fluidización para determinar el
esfuerzo viscoso, observándose un aumento del esfuerzo viscoso a medida
que aumenta el caudal de flujo como se muestra en la figura 58, 60 y 62. La
velocidad de deformación se determina con el mejor ajuste del
comportamiento de estas figuras. Una vez obtenida esta ecuación se
introduce en la ecuación diferencial de Rabinowitsch y se calcula la velocidad
de deformación para cada caudal como se muestra en las tablas 50, 52 y 54
García (18); para luego determinar la viscosidad absoluta. Observándose en
los tres sistemas estudiados un aumento en la velocidad de deformación y
una disminución en la viscosidad absoluta, clasificándose el fluido como no –
newtoniano pseudoplástico, característico de esta mezclas planteado por
Ghassemzadah (20).
A partir del reograma entre la viscosidad aparente y la velocidad de
deformación del modelo de potencia como se muestra en la figura 59, 61 y
63, se obtiene el coeficiente de consistencia (n) y el coeficiente de viscosidad
(m), resultando 0,2019 y 90,03 para la mezcla fluida -10+16, 0,2081 y
74,71 para la mezcla fluida -16+30 y 0,1997 y 131,55 para la mezcla fluida -
30+40 respectivamente, donde plantea que si n es menor que la unidad se
está en presencia de un fluido no newtoniano pseudoplástico, corroborando
lo planteado por García y col. (18).

8. Diagrama factor de fricción – Reynolds para mezclas fluidas
carbón mineral- agente fluidizante.
Tabla 55. Factor de fricción – Reynolds para mezcla fluida carbón mineral-
Agua con tamaño de partícula -10+16 Q (m3/s) vz(m/s) Re f
1,4400E-07 7,3339E-05 4,9473E-06 2867746,74
3,9700E-07 2,0219E-04 1,7774E-05 798209,75
6,5000E-07 3,3104E-04 3,3099E-05 428634,08
9,0300E-07 4,5990E-04 5,0104E-05 283161,31
1,1560E-06 5,8875E-04 6,8415E-05 207374,62
1,4090E-06 7,1760E-04 8,7810E-05 161569,76
1,6620E-06 8,4645E-04 1,0814E-04 131193,99
1,9150E-06 9,7530E-04 1,2930E-04 109725,78
2,1680E-06 1,1042E-03 1,5120E-04 93831,22
2,4210E-06 1,2330E-03 1,7378E-04 81638,67
2,6740E-06 1,3619E-03 1,9699E-04 72020,89
2,9270E-06 1,4907E-03 2,2078E-04 64260,79
3,1800E-06 1,6196E-03 2,4511E-04 57881,65
3,4330E-06 1,7484E-03 2,6996E-04 52554,93
3,6860E-06 1,8773E-03 2,9528E-04 48047,28
3,9390E-06 2,0061E-03 3,2107E-04 44188,62
4,1920E-06 2,1350E-03 3,4729E-04 40852,28
4,4450E-06 2,2638E-03 3,7393E-04 37942,04
4,6980E-06 2,3927E-03 4,0096E-04 35383,62
y = 14,188x-1
R2 = 1
0,00
500000,00
1000000,00
1500000,00
2000000,00
2500000,00
3000000,00
3500000,00
0 0,0001 0,0002 0,0003 0,0004 0,0005
Re
Fac
tor
de
fric
ció
n
Figura 64. Diagrama factor de fricción – Reynolds para mezcla fluida carbón
mineral- Agua con tamaño de partícula -10+16
Al realizar un ajuste al comportamiento del Factor de Fricción vs el
número de Reynols la ecuación resultante es

Re'
188,14icciónFactordeFr
0
1
2
3
4
5
6
7
-6 -4 -2 0
log(Re)
log
(f)
Figura 65. log (F) vs log (Re’) para partículas -10+16
Tabla 56. Factor de fricción – Reynolds para mezcla fluida carbón mineral- Agua con tamaño de partícula -16+30
Q (m3/s) vz(m/s) Re f
1,4400E-07 7,3339E-05 1,7435E-06 7,1764E+06
3,9700E-07 2,0219E-04 7,9520E-06 1,5734E+06
6,5000E-07 3,3104E-04 1,6630E-05 7,5238E+05
9,0300E-07 4,5990E-04 2,7198E-05 4,6004E+05
1,1560E-06 5,8875E-04 3,9360E-05 3,1789E+05
1,4090E-06 7,1760E-04 5,2927E-05 2,3640E+05
1,6620E-06 8,4645E-04 6,7764E-05 1,8464E+05
1,9150E-06 9,7530E-04 8,3769E-05 1,4936E+05
2,1680E-06 1,1042E-03 1,0086E-04 1,2405E+05
2,4210E-06 1,2330E-03 1,1897E-04 1,0517E+05
2,6740E-06 1,3619E-03 1,3805E-04 9,0631E+04
2,9270E-06 1,4907E-03 1,5805E-04 7,9164E+04
3,1800E-06 1,6196E-03 1,7893E-04 6,9928E+04
3,4330E-06 1,7484E-03 2,0064E-04 6,2359E+04
3,6860E-06 1,8773E-03 2,2317E-04 5,6065E+04
3,9390E-06 2,0061E-03 2,4648E-04 5,0763E+04
4,1920E-06 2,1350E-03 2,7054E-04 4,6248E+04
4,4450E-06 2,2638E-03 2,9534E-04 4,2365E+04
4,6980E-06 2,3927E-03 3,2084E-04 3,8997E+04
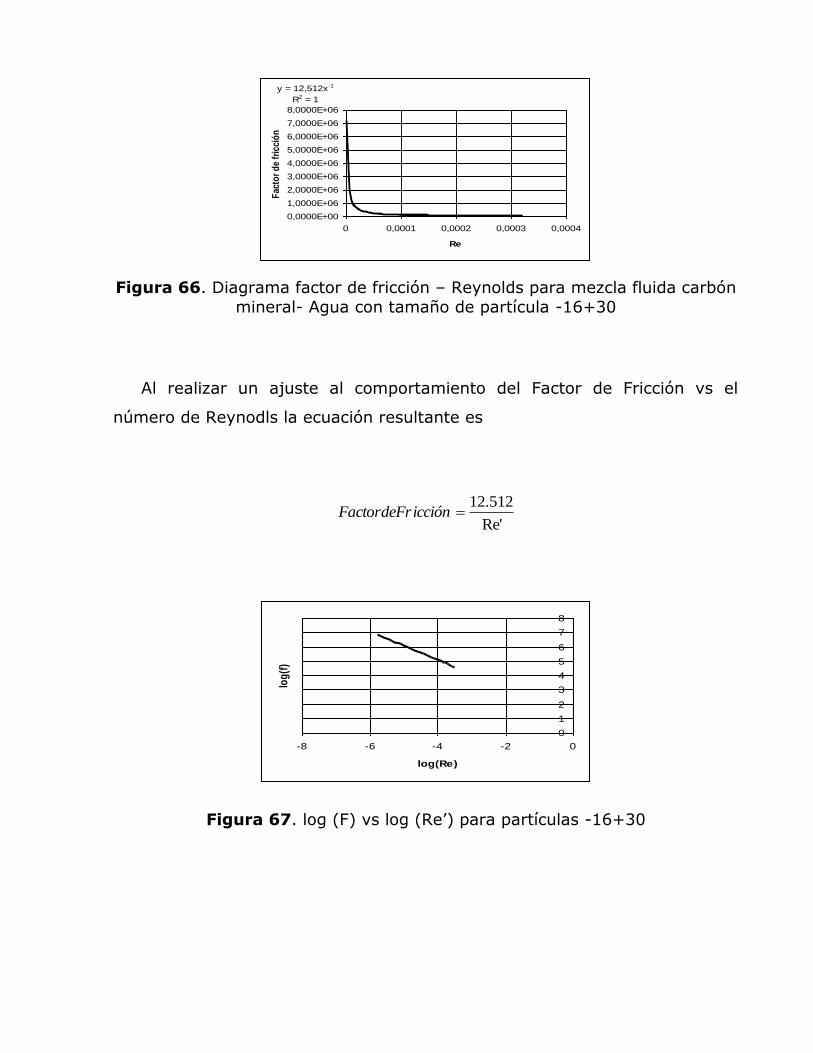
y = 12,512x-1
R2 = 1
0,0000E+00
1,0000E+06
2,0000E+06
3,0000E+06
4,0000E+06
5,0000E+06
6,0000E+06
7,0000E+06
8,0000E+06
0 0,0001 0,0002 0,0003 0,0004
Re
Fac
tor
de
fric
ció
n
Figura 66. Diagrama factor de fricción – Reynolds para mezcla fluida carbón
mineral- Agua con tamaño de partícula -16+30
Al realizar un ajuste al comportamiento del Factor de Fricción vs el
número de Reynodls la ecuación resultante es
Re'
512.12icciónFactordeFr
0
1
2
3
4
5
6
7
8
-8 -6 -4 -2 0
log(Re)
log
(f)
Figura 67. log (F) vs log (Re’) para partículas -16+30

Tabla 57. Factor de fricción – Reynolds para mezcla fluida carbón mineral-
Agua con tamaño de partícula -30+40 Q (m3/s) vz(m/s) Re f
1,4400E-07 7,3339E-05 6,5560E-06 2,0328E+06
3,9700E-07 2,0219E-04 2,6680E-05 4,9951E+05
6,5000E-07 3,3104E-04 5,2788E-05 2,5246E+05
9,0300E-07 4,5990E-04 8,3203E-05 1,6017E+05
1,1560E-06 5,8875E-04 1,1711E-04 1,1380E+05
1,4090E-06 7,1760E-04 1,5401E-04 8,6531E+04
1,6620E-06 8,4645E-04 1,9356E-04 6,8851E+04
1,9150E-06 9,7530E-04 2,3550E-04 5,6591E+04
2,1680E-06 1,1042E-03 2,7962E-04 4,7661E+04
2,4210E-06 1,2330E-03 3,2577E-04 4,0909E+04
2,6740E-06 1,3619E-03 3,7382E-04 3,5651E+04
2,9270E-06 1,4907E-03 4,2364E-04 3,1458E+04
3,1800E-06 1,6196E-03 4,7514E-04 2,8048E+04
3,4330E-06 1,7484E-03 5,2825E-04 2,5229E+04
3,6860E-06 1,8773E-03 5,8288E-04 2,2864E+04
3,9390E-06 2,0061E-03 6,3897E-04 2,0857E+04
4,1920E-06 2,1350E-03 6,9646E-04 1,9135E+04
4,4450E-06 2,2638E-03 7,5530E-04 1,7645E+04
4,6980E-06 2,3927E-03 8,1544E-04 1,6343E+04
y = 13,327x-1
R2 = 1
0,0000E+00
5,0000E+05
1,0000E+06
1,5000E+06
2,0000E+06
2,5000E+06
0 0,0002 0,0004 0,0006 0,0008 0,001Re
Fac
tor
de
fric
ció
n
Figura 68. Diagrama factor de fricción – Reynolds para mezcla fluida carbón
mineral- Agua con tamaño de partícula -30+40
Al realizar un ajuste al comportamiento del Factor de Fricción vs el
número de Reynols la ecuación resultante es
Re'
327,13icciónFactordeFr

0
1
2
3
4
5
6
7
-6 -4 -2 0
log(Re)
log
(f)
Figura 69. log (F) vs log (Re’) para partículas -30+40
Tabla 58. Factor de fricción – Reynolds para mezcla fluida carbón mineral- Kerosene con tamaño de partícula -10+16
Q(m3/s) vz(m/s) Re f
6,9900E-08 3,5600E-05 3,9757E-07 31051212,4
3,7520E-07 1,9109E-04 5,1029E-06 2419246,44
6,8050E-07 3,4658E-04 1,2604E-05 979424,882
9,8581E-07 5,0207E-04 2,2130E-05 557832,799
1,2911E-06 6,5755E-04 3,3339E-05 370292,255
1,5964E-06 8,1304E-04 4,6021E-05 268249,458
1,9017E-06 9,6853E-04 6,0032E-05 205640,957
2,2070E-06 1,1240E-03 7,5264E-05 164022,532
2,5123E-06 1,2795E-03 9,1633E-05 134723,049
2,8176E-06 1,4350E-03 1,0907E-04 113186,272
3,1229E-06 1,5905E-03 1,2751E-04 96813,448
3,4282E-06 1,7460E-03 1,4692E-04 84025,6782
3,7335E-06 1,9015E-03 1,6724E-04 73814,2955
4,0388E-06 2,0570E-03 1,8845E-04 65508,0136
4,3441E-06 2,2124E-03 2,1051E-04 58644,6311
4,6494E-06 2,3679E-03 2,3338E-04 52896,6377
4,9547E-06 2,5234E-03 2,5705E-04 48026,1888
5,2600E-06 2,6789E-03 2,8149E-04 43856,8412
5,5653E-06 2,8344E-03 3,0667E-04 40255,2419

y = 12,345x-1
R2 = 1
0
5000000
10000000
15000000
20000000
25000000
30000000
35000000
0 0,0001 0,0002 0,0003 0,0004
Re
Fac
tor
de
fric
ció
n
Figura 70. Diagrama factor de fricción – Reynolds para mezcla fluida carbón
mineral- Kerosene con tamaño de partícula -10+16
Al realizar un ajuste al comportamiento del Factor de Fricción vs el
número de Reynols la ecuación resultante es
Re'
345,12icciónFactordeFr
0
1
2
3
4
5
6
7
8
-8 -6 -4 -2 0
log(Re)
log
(f)
Figura 71. log (F) vs log (Re’) para partículas -10+16
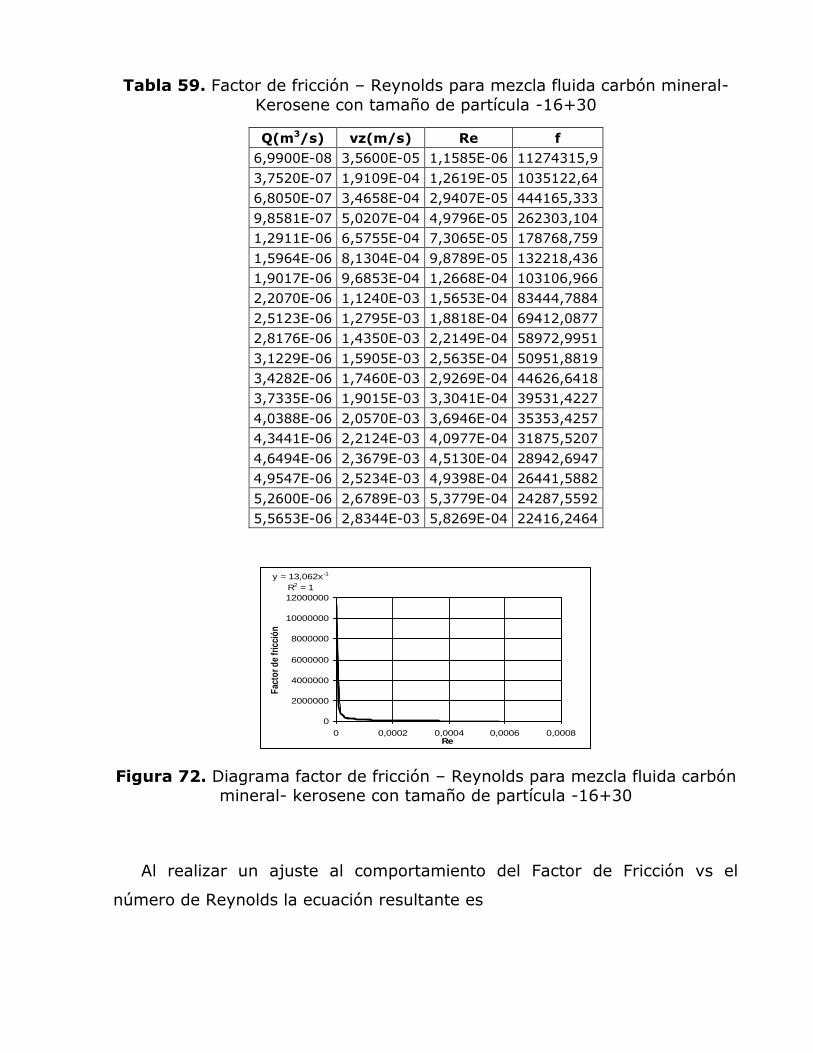
Tabla 59. Factor de fricción – Reynolds para mezcla fluida carbón mineral-
Kerosene con tamaño de partícula -16+30
Q(m3/s) vz(m/s) Re f
6,9900E-08 3,5600E-05 1,1585E-06 11274315,9
3,7520E-07 1,9109E-04 1,2619E-05 1035122,64
6,8050E-07 3,4658E-04 2,9407E-05 444165,333
9,8581E-07 5,0207E-04 4,9796E-05 262303,104
1,2911E-06 6,5755E-04 7,3065E-05 178768,759
1,5964E-06 8,1304E-04 9,8789E-05 132218,436
1,9017E-06 9,6853E-04 1,2668E-04 103106,966
2,2070E-06 1,1240E-03 1,5653E-04 83444,7884
2,5123E-06 1,2795E-03 1,8818E-04 69412,0877
2,8176E-06 1,4350E-03 2,2149E-04 58972,9951
3,1229E-06 1,5905E-03 2,5635E-04 50951,8819
3,4282E-06 1,7460E-03 2,9269E-04 44626,6418
3,7335E-06 1,9015E-03 3,3041E-04 39531,4227
4,0388E-06 2,0570E-03 3,6946E-04 35353,4257
4,3441E-06 2,2124E-03 4,0977E-04 31875,5207
4,6494E-06 2,3679E-03 4,5130E-04 28942,6947
4,9547E-06 2,5234E-03 4,9398E-04 26441,5882
5,2600E-06 2,6789E-03 5,3779E-04 24287,5592
5,5653E-06 2,8344E-03 5,8269E-04 22416,2464
y = 13,062x-1
R2 = 1
0
2000000
4000000
6000000
8000000
10000000
12000000
0 0,0002 0,0004 0,0006 0,0008Re
Fac
tor
de
fric
ció
n
Figura 72. Diagrama factor de fricción – Reynolds para mezcla fluida carbón mineral- kerosene con tamaño de partícula -16+30
Al realizar un ajuste al comportamiento del Factor de Fricción vs el
número de Reynolds la ecuación resultante es

Re'
062,13icciónFactordeFr
0
1
2
3
4
5
6
7
8
-8 -6 -4 -2 0
log(Re)
log
(f)
Figura 73. log (F) vs log (Re’) para partículas -16+30
Tabla 60. Factor de fricción – Reynolds para mezcla fluida carbón mineral-
Kerosene con tamaño de partícula -30+40
Q(m3/s) vz(m/s) Re f
6,9900E-08 3,5600E-05 7,5426E-08 125054317
3,7520E-07 1,9109E-04 1,7426E-06 5412790,48
6,8050E-07 3,4658E-04 5,3010E-06 1779369,32
9,8581E-07 5,0207E-04 1,0596E-05 890215,112
1,2911E-06 6,5755E-04 1,7542E-05 537711,229
1,5964E-06 8,1304E-04 2,6081E-05 361658,04
1,9017E-06 9,6853E-04 3,6169E-05 260785,828
2,2070E-06 1,1240E-03 4,7771E-05 197451,165
2,5123E-06 1,2795E-03 6,0856E-05 154994,09
2,8176E-06 1,4350E-03 7,5401E-05 125096,226
3,1229E-06 1,5905E-03 9,1383E-05 103218,494
3,4282E-06 1,7460E-03 1,0878E-04 86708,9907
3,7335E-06 1,9015E-03 1,2758E-04 73932,0063
4,0388E-06 2,0570E-03 1,4777E-04 63833,0511
4,3441E-06 2,2124E-03 1,6932E-04 55706,92
4,6494E-06 2,3679E-03 1,9223E-04 49067,1543
4,9547E-06 2,5234E-03 2,1649E-04 43569,1708
5,2600E-06 2,6789E-03 2,4208E-04 38963,2144
5,5653E-06 2,8344E-03 2,6900E-04 35064,5911

y = 9,4324x-1
R2 = 1
0
20000000
40000000
60000000
80000000
100000000
120000000
140000000
0 5E-05 0,0001 0,0002 0,0002 0,0003 0,0003
Re
Fac
tor
de
fric
ció
n
Figura 74. Diagrama factor de fricción – Reynolds para mezcla fluida carbón mineral- Kerosene con tamaño de partícula -30+40
Al realizar un ajuste al comportamiento del Factor de Fricción vs el
número de Reynols la ecuación resultante es:
Re'
432,9icciónFactordeFr
0
1
2
3
4
5
6
7
8
9
-8 -6 -4 -2 0
log(Re)
log
(f)
Figura 75. log (F) vs log (Re’) para partículas -30+40

Tabla 61. Factor de fricción – Reynolds para mezcla fluida carbón mineral-
Nafta con tamaño de partícula -10+16 Q(m3/s) vz(ft/s) Re F
9,9000E-07 5,0420E-04 1,3179E-06 6365048,4569
1,3369E-06 6,8088E-04 1,9770E-06 4243032,7519
1,8868E-06 9,6093E-04 3,1478E-06 2664904,5046
2,2770E-06 1,1597E-03 4,0572E-06 2067563,5888
2,8571E-06 1,4551E-03 5,5117E-06 1521952,4597
3,3100E-06 1,6858E-03 6,7228E-06 1247789,8120
3,7600E-06 1,9149E-03 7,9852E-06 1050523,1720
4,1300E-06 2,1034E-03 9,0639E-06 925500,4990
4,6099E-06 2,3478E-03 1,0514E-05 797851,3746
5,1600E-06 2,6280E-03 1,2242E-05 685223,3121
5,6300E-06 2,8673E-03 1,3771E-05 609148,1000
6,0100E-06 3,0609E-03 1,5040E-05 557736,0156
6,5000E-06 3,3104E-03 1,6719E-05 501737,0771
7,1429E-06 3,6378E-03 1,8989E-05 441755,6117
7,4900E-06 3,8146E-03 2,0246E-05 414341,8236
7,9400E-06 4,0438E-03 2,1905E-05 382958,3548
8,4000E-06 4,2781E-03 2,3635E-05 354921,4040
8,8800E-06 4,5225E-03 2,5476E-05 329269,6660
9,4241E-06 4,7996E-03 2,7606E-05 303868,9960
y = 8,3886x-1
R2 = 1
0
1000000
2000000
3000000
4000000
5000000
6000000
7000000
0 0,000005 0,00001 0,000015 0,00002 0,000025 0,00003
Re
Fact
or
de
fri
cció
n
Figura 76. Diagrama factor de fricción – Reynolds para mezcla fluida carbón
mineral- Nafta con tamaño de partícula -10+16
Al realizar un ajuste al comportamiento del Factor de Fricción vs el
número de Reynolds la ecuación resultante es
Re'
39,8icciónFactordeFr
0
1
2
3
4
5
6
7
8
-7 -6 -5 -4 -3 -2 -1 0
log (Re)
log
(f)
Figura 77. log (F) vs log (Re’) para partículas -10+16
Tabla 62. Factor de fricción – Reynolds para mezcla fluida carbón mineral-
Nafta con tamaño de partícula -16+30 Q(m3/s) vz(ft/s) Re F
9,9000E-07 5,0420E-04 7,1174E-07 3649790,7715
1,3369E-06 6,8088E-04 1,2690E-06 2047039,8359
1,8868E-06 9,6093E-04 2,4632E-06 1054621,8558
2,2770E-06 1,1597E-03 3,5372E-06 734390,8445
2,8571E-06 1,4551E-03 5,4751E-06 474456,8309
3,3100E-06 1,6858E-03 7,2676E-06 357434,7975
3,7600E-06 1,9149E-03 9,2888E-06 279659,2038
4,1300E-06 2,1034E-03 1,1128E-05 233432,7944
4,6099E-06 2,3478E-03 1,3751E-05 188909,7175
5,1600E-06 2,6280E-03 1,7083E-05 152060,0198
5,6300E-06 2,8673E-03 2,0205E-05 128569,2345
6,0100E-06 3,0609E-03 2,2912E-05 113378,9315
6,5000E-06 3,3104E-03 2,6643E-05 97500,6491
7,1429E-06 3,6378E-03 3,1947E-05 81313,4124
7,4900E-06 3,8146E-03 3,5003E-05 74214,4066
7,9400E-06 4,0438E-03 3,9163E-05 66330,1915
8,4000E-06 4,2781E-03 4,3648E-05 59515,2268
8,8800E-06 4,5225E-03 4,8575E-05 53477,4585
9,4241E-06 4,7996E-03 5,4467E-05 47693,0809

y = 2,5977x-1
R2 = 1
0
500000
1000000
1500000
2000000
2500000
3000000
3500000
4000000
0 0,00001 0,00002 0,00003 0,00004 0,00005 0,00006
Re
Fact
or
de
fri
cció
n
Figura 78. Diagrama factor de fricción – Reynolds para mezcla fluida carbón
mineral- Nafta con tamaño de partícula -16+30
Al realizar un ajuste al comportamiento del Factor de Fricción vs el
número de Reynolds la ecuación resultante es
Re
6,2icciónFactordeFr
0
1
2
3
4
5
6
7
-7 -6 -5 -4 -3 -2 -1 0
log (Re)
log
(f)
Figura 79. log (F) vs log (Re’) para partículas -16+30

Tabla 63. Factor de fricción – Reynolds para mezcla fluida carbón mineral-
Nafta con tamaño de partícula -30+40 Q(m3/s) vz(ft/s) Re F
9,9000E-07 5,0420E-04 6,2721E-07 4692672,8569
1,3369E-06 6,8088E-04 1,1016E-06 2671786,5848
1,8868E-06 9,6093E-04 2,1017E-06 1400404,5863
2,2770E-06 1,1597E-03 2,9900E-06 984388,0572
2,8571E-06 1,4551E-03 4,5758E-06 643226,3869
3,3100E-06 1,6858E-03 6,0294E-06 488156,1674
3,7600E-06 1,9149E-03 7,6573E-06 384378,4752
4,1300E-06 2,1034E-03 9,1307E-06 322351,6682
4,6099E-06 2,3478E-03 1,1221E-05 262306,8073
5,1600E-06 2,6280E-03 1,3862E-05 212333,2848
5,6300E-06 2,8673E-03 1,6323E-05 180315,4868
6,0100E-06 3,0609E-03 1,8450E-05 159531,5680
6,5000E-06 3,3104E-03 2,1370E-05 137728,4707
7,1429E-06 3,6378E-03 2,5504E-05 115405,4545
7,4900E-06 3,8146E-03 2,7877E-05 105580,2925
7,9400E-06 4,0438E-03 3,1100E-05 94639,5849
8,4000E-06 4,2781E-03 3,4564E-05 85155,4812
8,8800E-06 4,5225E-03 3,8359E-05 76729,4275
9,4241E-06 4,7996E-03 4,2884E-05 68633,7748
y = 2,9433x-1
R2 = 1
0
500000
1000000
1500000
2000000
2500000
3000000
3500000
4000000
4500000
5000000
0 0,00001 0,00002 0,00003 0,00004 0,00005
Re
Fact
or
de
fri
cció
n
Figura 80. Diagrama factor de fricción – Reynolds para mezcla fluida carbón
mineral- Nafta con tamaño de partícula -30+40
Al realizar un ajuste al comportamiento del Factor de Fricción vs el
número de Reynolds la ecuación resultante es
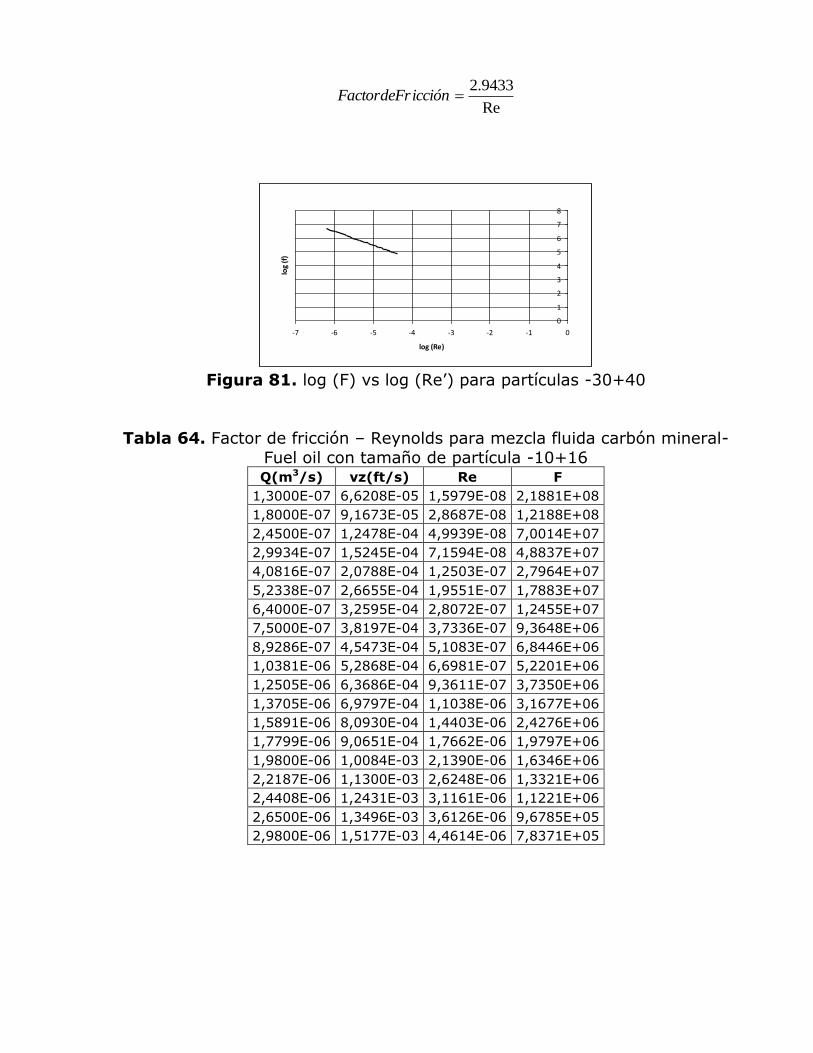
Re
9433.2icciónFactordeFr
0
1
2
3
4
5
6
7
8
-7 -6 -5 -4 -3 -2 -1 0
log (Re)
log
(f)
Figura 81. log (F) vs log (Re’) para partículas -30+40
Tabla 64. Factor de fricción – Reynolds para mezcla fluida carbón mineral-
Fuel oil con tamaño de partícula -10+16 Q(m3/s) vz(ft/s) Re F
1,3000E-07 6,6208E-05 1,5979E-08 2,1881E+08
1,8000E-07 9,1673E-05 2,8687E-08 1,2188E+08
2,4500E-07 1,2478E-04 4,9939E-08 7,0014E+07
2,9934E-07 1,5245E-04 7,1594E-08 4,8837E+07
4,0816E-07 2,0788E-04 1,2503E-07 2,7964E+07
5,2338E-07 2,6655E-04 1,9551E-07 1,7883E+07
6,4000E-07 3,2595E-04 2,8072E-07 1,2455E+07
7,5000E-07 3,8197E-04 3,7336E-07 9,3648E+06
8,9286E-07 4,5473E-04 5,1083E-07 6,8446E+06
1,0381E-06 5,2868E-04 6,6981E-07 5,2201E+06
1,2505E-06 6,3686E-04 9,3611E-07 3,7350E+06
1,3705E-06 6,9797E-04 1,1038E-06 3,1677E+06
1,5891E-06 8,0930E-04 1,4403E-06 2,4276E+06
1,7799E-06 9,0651E-04 1,7662E-06 1,9797E+06
1,9800E-06 1,0084E-03 2,1390E-06 1,6346E+06
2,2187E-06 1,1300E-03 2,6248E-06 1,3321E+06
2,4408E-06 1,2431E-03 3,1161E-06 1,1221E+06
2,6500E-06 1,3496E-03 3,6126E-06 9,6785E+05
2,9800E-06 1,5177E-03 4,4614E-06 7,8371E+05
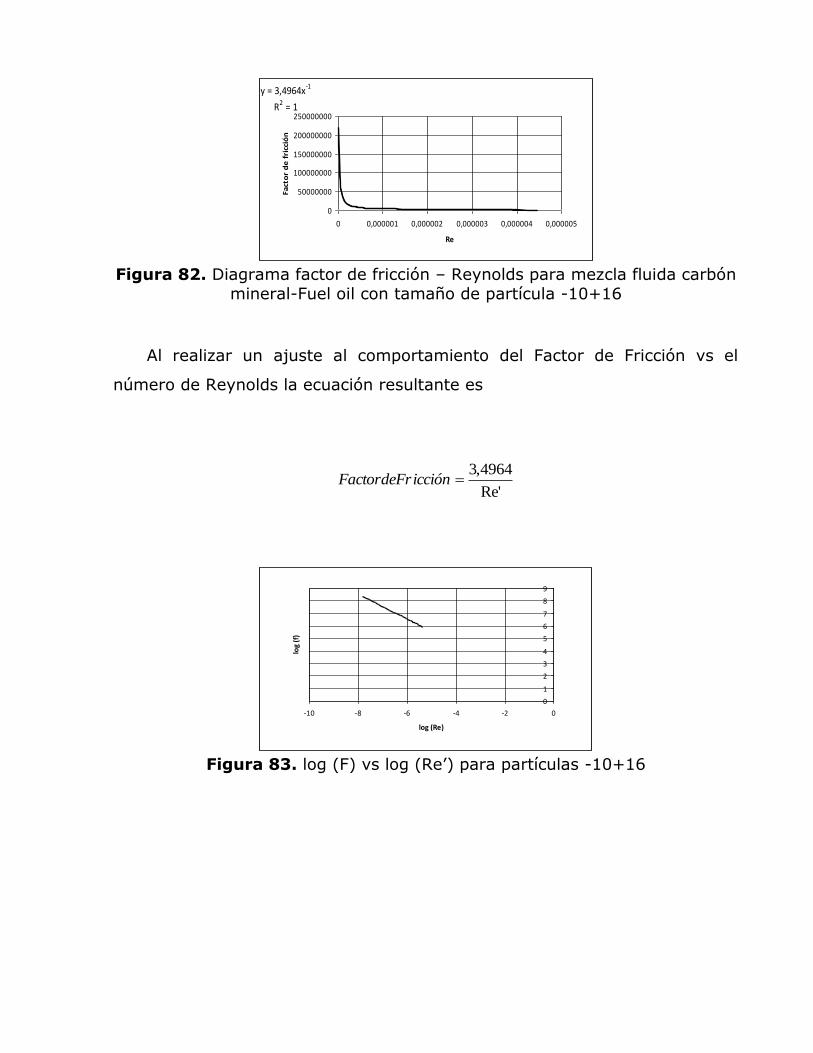
y = 3,4964x-1
R2 = 1
0
50000000
100000000
150000000
200000000
250000000
0 0,000001 0,000002 0,000003 0,000004 0,000005
Re
Fa
cto
r d
e f
ricc
ión
Figura 82. Diagrama factor de fricción – Reynolds para mezcla fluida carbón
mineral-Fuel oil con tamaño de partícula -10+16
Al realizar un ajuste al comportamiento del Factor de Fricción vs el
número de Reynolds la ecuación resultante es
Re'
4964,3icciónFactordeFr
0
1
2
3
4
5
6
7
8
9
-10 -8 -6 -4 -2 0
log (Re)
log
(f)
Figura 83. log (F) vs log (Re’) para partículas -10+16
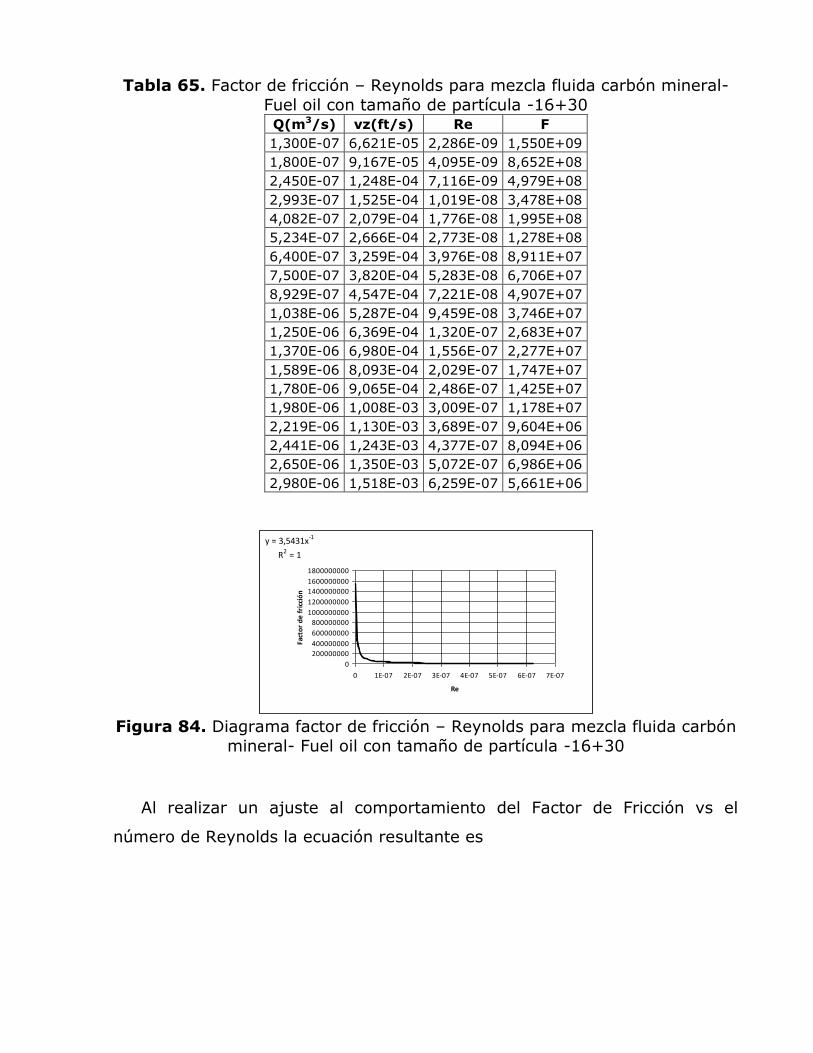
Tabla 65. Factor de fricción – Reynolds para mezcla fluida carbón mineral-
Fuel oil con tamaño de partícula -16+30 Q(m3/s) vz(ft/s) Re F
1,300E-07 6,621E-05 2,286E-09 1,550E+09
1,800E-07 9,167E-05 4,095E-09 8,652E+08
2,450E-07 1,248E-04 7,116E-09 4,979E+08
2,993E-07 1,525E-04 1,019E-08 3,478E+08
4,082E-07 2,079E-04 1,776E-08 1,995E+08
5,234E-07 2,666E-04 2,773E-08 1,278E+08
6,400E-07 3,259E-04 3,976E-08 8,911E+07
7,500E-07 3,820E-04 5,283E-08 6,706E+07
8,929E-07 4,547E-04 7,221E-08 4,907E+07
1,038E-06 5,287E-04 9,459E-08 3,746E+07
1,250E-06 6,369E-04 1,320E-07 2,683E+07
1,370E-06 6,980E-04 1,556E-07 2,277E+07
1,589E-06 8,093E-04 2,029E-07 1,747E+07
1,780E-06 9,065E-04 2,486E-07 1,425E+07
1,980E-06 1,008E-03 3,009E-07 1,178E+07
2,219E-06 1,130E-03 3,689E-07 9,604E+06
2,441E-06 1,243E-03 4,377E-07 8,094E+06
2,650E-06 1,350E-03 5,072E-07 6,986E+06
2,980E-06 1,518E-03 6,259E-07 5,661E+06
y = 3,5431x-1
R2 = 1
0
200000000
400000000
600000000
800000000
1000000000
1200000000
1400000000
1600000000
1800000000
0 1E-07 2E-07 3E-07 4E-07 5E-07 6E-07 7E-07
Re
Fact
or
de
fri
cció
n
Figura 84. Diagrama factor de fricción – Reynolds para mezcla fluida carbón
mineral- Fuel oil con tamaño de partícula -16+30
Al realizar un ajuste al comportamiento del Factor de Fricción vs el
número de Reynolds la ecuación resultante es

Re'
5431,3icciónFactordeFr
0
1
23
4
5
6
78
9
10
-10 -8 -6 -4 -2 0
log (Re)
log
(f)
Figura 85. log (F) vs log (Re’) para partículas -16+30
Tabla 66. Factor de fricción – Reynolds para mezcla fluida carbón mineral-
Fuel oil con tamaño de partícula -30+40 Q(m3/s) vz(ft/s) Re F
1,3000E-07 6,6208E-05 1,2279E-09 2,8342E+09
1,8000E-07 9,1673E-05 2,2059E-09 1,5776E+09
2,4500E-07 1,2478E-04 3,8427E-09 9,0561E+08
2,9934E-07 1,5245E-04 5,5115E-09 6,3140E+08
4,0816E-07 2,0788E-04 9,6317E-09 3,6130E+08
5,2338E-07 2,6655E-04 1,5070E-08 2,3093E+08
6,4000E-07 3,2595E-04 2,1646E-08 1,6076E+08
7,5000E-07 3,8197E-04 2,8800E-08 1,2083E+08
8,9286E-07 4,5473E-04 3,9420E-08 8,8280E+07
1,0381E-06 5,2868E-04 5,1704E-08 6,7305E+07
1,2505E-06 6,3686E-04 7,2291E-08 4,8138E+07
1,3705E-06 6,9797E-04 8,5255E-08 4,0818E+07
1,5891E-06 8,0930E-04 1,1128E-07 3,1271E+07
1,7799E-06 9,0651E-04 1,3650E-07 2,5495E+07
1,9800E-06 1,0084E-03 1,6535E-07 2,1046E+07
2,2187E-06 1,1300E-03 2,0295E-07 1,7147E+07
2,4408E-06 1,2431E-03 2,4099E-07 1,4440E+07
2,6500E-06 1,3496E-03 2,7944E-07 1,2453E+07
2,9800E-06 1,5177E-03 3,4518E-07 1,0081E+07
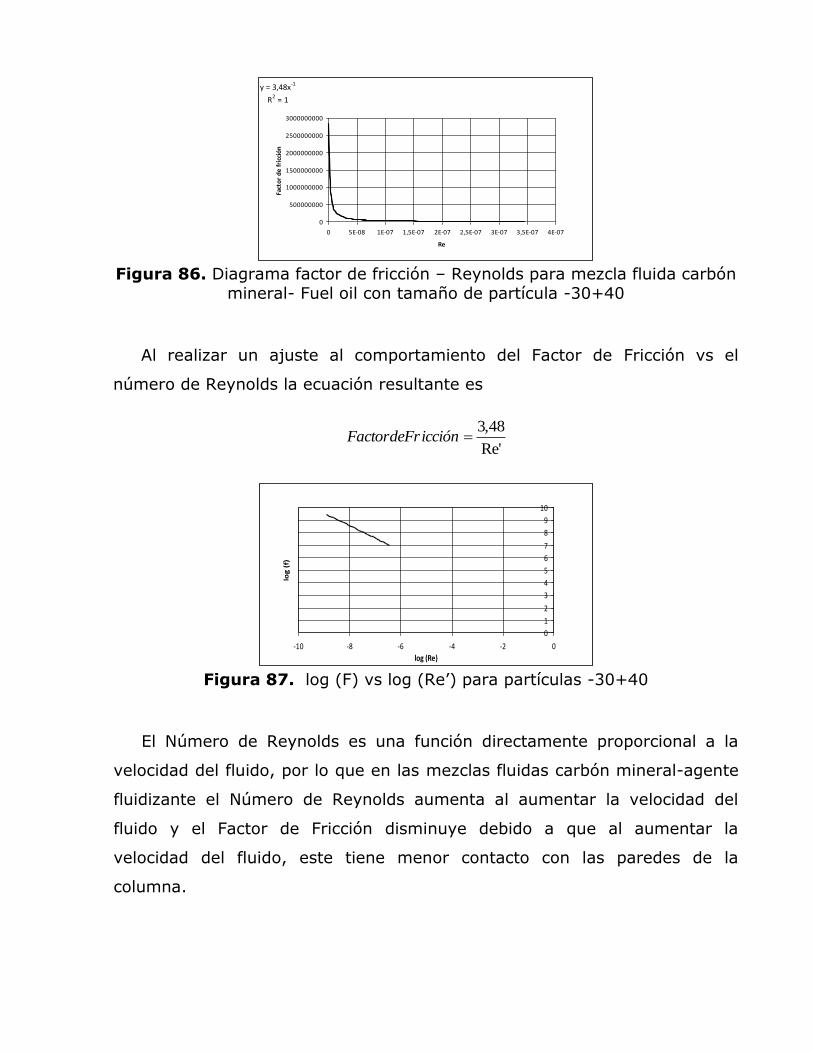
y = 3,48x-1
R2 = 1
0
500000000
1000000000
1500000000
2000000000
2500000000
3000000000
0 5E-08 1E-07 1,5E-07 2E-07 2,5E-07 3E-07 3,5E-07 4E-07
Re
Fact
or
de
fri
cció
n
Figura 86. Diagrama factor de fricción – Reynolds para mezcla fluida carbón
mineral- Fuel oil con tamaño de partícula -30+40
Al realizar un ajuste al comportamiento del Factor de Fricción vs el
número de Reynolds la ecuación resultante es
Re'
48,3icciónFactordeFr
0
1
2
3
4
5
6
7
8
9
10
-10 -8 -6 -4 -2 0
log (Re)
log
(f)
Figura 87. log (F) vs log (Re’) para partículas -30+40
El Número de Reynolds es una función directamente proporcional a la
velocidad del fluido, por lo que en las mezclas fluidas carbón mineral-agente
fluidizante el Número de Reynolds aumenta al aumentar la velocidad del
fluido y el Factor de Fricción disminuye debido a que al aumentar la
velocidad del fluido, este tiene menor contacto con las paredes de la
columna.

9. Ecuaciones Constitutivas para las mezclas carbón mineral – agente
fluidizante
A continuación se muestran las ecuaciones constitutivas para el modelo de
de Ostwald DeWaele o potencia y el modelo de Ellis para mezcla fluida
carbón mineral –agente fluidizante ajustadas sobre la base de errores totales
mínimos dados por 2
1
exp
2
N
i
calciiT .
-Tamaño de partícula -10+16 como agente fluidizante agua
Modelo de Ostwald DeWaele
74,0
64,134
dr
dvzrz
Modelo de Ellis:
dr
dvz
rz
rz
00004,00033,0
1
-Tamaño de partícula -16+30 como agente fluidizante agua
Modelo de Ostwald DeWaele
50,0
3,82
dr
dvzrz
Modelo de Ellis:
dr
dvz
rz
rz
0002,0000084,0
1
-Tamaño de partícula -30+40 como agente fluidizante agua
Modelo de Ostwald DeWaele
56,0
1,43
dr
dvzrz
Modelo de Ellis:
dr
dvz
rz
rz
0005,00023,0
1
-Tamaño de partícula -10+16 como agente fluidizante Kerosene
Modelo de Ostwald DeWaele
48,0
91,103
dr
dvzrz
Modelo de Ellis:
dr
dvz
rz
rz
000097,0)0005,0(
1
-Tamaño de partícula -16+30 como agente fluidizante Kerosene
Modelo de Ostwald DeWaele
58,0
27,72
dr
dvzrz
Modelo de Ellis:
dr
dvz
rz
rz
0002,00024,0
1
-Tamaño de partícula -30+40 como agente fluidizante Kerosene
Modelo de Ostwald DeWaele:
13,0
47,43
dr
dvzrz
Modelo de Ellis
dr
dvz
rz
rz
002,0)061,0(
1
-Tamaño de partícula -10+16 como agente fluidizante Nafta
Modelo de Ostwald DeWaele
68,0
41,333
dr
dvzrz
Modelo de Ellis:
dr
dvz
rz
rz 95,0000007,00013,0
1
-Tamaño de partícula -16+30 como agente fluidizante Nafta
Modelo de Ostwald DeWaele
Modelo de Ellis:
dr
dvz
rz
rz 95,00195,0)5695,0(
1
053,0
78,36
dr
dvzrz

-Tamaño de partícula -30+40 como agente fluidizante Nafta
Modelo de Ostwald DeWaele
15,0
73,54
dr
dvzrz
Modelo de Ellis:
dr
dvz
rz
rz 9,0000311,0)0021,0(
1
-Tamaño de partícula -10+16 como agente fluidizante Fuel oil
Modelo de Ostwald DeWaele
18,0
39,87
dr
dvzrz
Modelo de Ellis:
dr
dvz
x rz
rz 63,615)1088,1()00083,0(
1
-Tamaño de partícula -16+30 como agente fluidizante Fuel oil
Modelo de Ostwald DeWaele
23,0
51,77
dr
dvzrz
Modelo de Ellis:
dr
dvz
rz
rz 98,00002,0)006,0(
1

-Tamaño de partícula -30+40 como agente fluidizante Fuel oil
Modelo de Ostwald DeWaele
2,0
82,132
dr
dvzrz
Modelo de Ellis:
dr
dvz
rz
rz 9.000013,0)0058,0(
1
10. Comportamiento de la viscosidades aparentes obtenidas en la
fluidización para la mezcla fluida carbón mineral – agente fluidizante
A continuación se muestra el comportamiento de las viscosidades aparentes
obtenidas en la fluidización vs el esfuerzo cortante para las mezclas fluida
carbón mineral – agente fluidizante utilizando las ecuaciones constitutivas.
150
170
190
210
230
250
30 40 50 60 70 80tw (Pa)
Viscosidad experimental Modelo de Ostwald De Waele Modelo de Ellis
μa (
Pa.s
)
Figura 88. Tamaño de partícula -10+16 como agente fluidizante Agua

100
120
140
160
180
200
220
240
30 35 40 45 50 55 60tw (Pa)
Viscosidad experimental Modelo de Ostwald De Waele Modelo de Ellis
μa (
Pa.s
)
Figura 89. Tamaño de partícula -16+30 como agente fluidizante Agua
50
60
70
80
90
100
110
15 17 19 21 23 25 27 29tw (Pa)
Viscosidad experimental Modelo de Ostwald De Waele Modelo de Ellis
μa (
Pa.s
)
Figura 90. Tamaño de partícula -30+40 como agente fluidizante Agua
130
150
170
190
210
230
50 55 60 65 70 75 80 85 90tw (Pa)
Viscosidad experimental Modelo de Ostwald De Waele Modelo de Ellis
μa (
Pa.s
)
Figura 91. Tamaño de partícula -10+16 como agente fluidizante Kerosene

80
90
100
110
120
130
140
150
160
30 35 40 45 50 55 60tw (Pa)
Viscosidad experimental Modelo de Ostwald De Waele Modelo de Ellis
μa (
Pa.s
)
Figura 92. Tamaño de partícula -16+30 como agente fluidizante Kerosene
30
50
70
90
110
130
150
170
30 35 40 45 50tw (Pa)
Viscosidad experimental Modelo de Ostwald De Waele Modelo de Ellis
μa (
Pa.s
)
Figura 93. Tamaño de partícula -30+40 como agente fluidizante Kerosene
0
100
200
300
400
500
600
0 50 100 150 200 250 300 350tw (Pa)
μa (P
a·s)
Viscosidad experimental Modelo de Ostwald De Waele Modelo de Ellis
Figura 94. Tamaño de partícula -10+16 como agente fluidizante Nafta
0
10
20
30
40
50
60
35 36 37 38 39 40tw (Pa)
μa (P
a·s)
Viscosidad experimental Modelo de Ostwald De Waele Modelo de Ellis
Figura 95. Tamaño de partícula -16+30 como agente fluidizante Nafta
0
1000
2000
3000
4000
5000
6000
7000
8000
0 5 10 15 20 25 30tw (Pa)
μa (P
a·s)
Viscosidad experimental Modelo de Ostwald De Waele Modelo de Ellis
Figura 96. Tamaño de partícula -30+40 como agente fluidizante Nafta
0
200
400
600
800
1.000
1.200
1.400
1.600
1.800
0 20 40 60 80 100tw (Pa)
μa (P
a.s)
Viscosidad experimental Modelo de Ostwald De Waele Modelo de Ellis
Figura 97. Tamaño de partícula -10+16 como agente fluidizante Fuel oil

0
100
200
300
400
500
600
700
800
900
0 10 20 30 40 50 60 70tw (Pa)
μa (P
a.s)
μa(Pa·s) Modelo de Ostwald De Waele Modelo de Ellis
Figura 98. Tamaño de partícula -16+30 como agente fluidizante Fuel oil
0
200
400
600
800
1000
1200
1400
1600
0 20 40 60 80 100 120 140tw (Pa)
μa (P
a.s)
τw(Pa) Modelo de Ostwald De Waele Modelo de Ellis
Figura 99. Tamaño de partícula -30+40 como agente fluidizante Fueloil
Las graficas nos muestran que el Modelo de Ostwald DeWaele es el que
se ajusta al modelo reológico para la determinación del a viscosidad en
mezclas fluidas de carbón mineral en los diferentes tamaños de partículas y
diferentes agentes fluidizante.

CONCLUSIONES
1. Las velocidades mínimas y terminales de fluidización disminuye en las
mezclas fluidas carbón mineral – agente fluidizante al disminuir el
tamaño de partícula
2. Las concentraciones volumétricas de las mezclas fluidas de carbón
mineral – agente fluidizante en el punto de velocidad mínima de
fluidización disminuye al disminuir el tamaño de partícula.
3. Las viscosidades de las mezclas fluidas carbón mineral – agente
fluidizante disminuyen a medida que aumenta el esfuerzo cortante
presentando un comportamiento no newtoniano pseudoplástico
4. El rango de viscosidad encontrada para la mezclas fluidas carbón-
agente fluidizante mostraron la siguientes relaciones:
- Entre 1350,50 Pa.s y 213,50 Pa.s para carbón fuel oil.
- Entre 732,40 Pa.s y 36,53 Pa.s para carbón kerosene.
- Entre 411,90 Pa.s y 1586,60 Pa.s para carbón nafta
- Entre 480.90 Pa.s y 63.22 Pa.s para carbón agua.
5. Las ecuaciones constitutivas expresadas por el modelo de Ostwald De
Waele y para las condiciones operacionales son las siguientes:
18,0
39,87
dr
dvzrz Para carbón fuel oil
48,0
91,103
dr
dvzrz Para carbón Kerosene
053,0
78,36
dr
dvzrz Para carbón nafta
74,0
64,134
dr
dvzrz Para carbón agua

6. Las concentraciones volumétricas de carbón mineral en el estado de
fluidización alcanzaron los valores de 0,3813- 0,3229 para la
granulometría -10+16 con el fuel oil como agente fluidizante , 0,4499-
0,3203 con el kerosene, 0,4653-0,395 con la nafta y 0,5025-0,3635
con el agua .
RECOMENDACIONES
1. Analizar los tamaños de partículas menores a los estudiados para el
desarrollo de las ecuaciones constitutivas
2. Estudiar el efecto de otras variables operacionales en la fluidización
carbón-combustibles líquidos como altura de columna, diámetro de
columna y altura del lecho fijo.
3. Desarrollar ecuaciones para determinar la velocidad mínima de
fluidización teórica en las mezclas fluidas carbón mineral-agente
fluidizante
4. Optimizar el equipo para determinar los parámetros de fluidización
automatizando los medidores.

BIBLIOGRAFÍA
1. El mercado mundial del carbon. Disponible en:
http//www.catamutun.com/produc/carbon/mundo.html.
2. PDVSA-INTEVEP (1997). Museo Geológico Virtual de Venezuela.
Modulo Minerales de Venezuela.
3. Llorente, Miguel. Geología del carbon y del petróleo. Geología 1999-
200.
4. Oztoprack, Ayse Feray. Investigation of the rheological properties
of Cayirhan coal – water mixtures. 2006
5. Practica N°19. La Granulometría. Disponible en:
http://www.construaprende.com/Lab/19/Prac19_2.html.
6. Davidson, J. F. and Harrison, D. Fluidization. Academic Press.
London and New York. 1971. Pag 26-61 (Capitulo 2), 261-290
(Capitulo 6)
7. Rhodes, Martín. Introduction to particle technology. New York.
1998.
8. Woo-Teca Kwom, Dong-Hyun Kim y Yung-Phil Kim.
Characterization of heavy oil Fly ash. Generated from a power plant.
Korea. Disponible en: http//azom.com/details.asp?articleid=2003.
9. Cal Chen Corporation. Fluidized bed characteristics. Che435.
Disponible en: http//www.csupomona.edu.odf.html. 2000
10. Chase G. George. Fluidization of solids with liquid wáter. Che1014.
Disponible en:
http//www.engr.pitt.edu/chemical/lab_manual/fluidizationofsolids.pdf.
11. Carlos Quinceno. Flujo de un fluido real. Capitulo 3. Universidad
Nacional de Colombia. Disponible en:
http//www.hidraulica.unalmed.edu.co/PARH/materias/fluidos/quincen
o/cap3.html.
12. Robert L,Mott. Mecanica de Fluidos Aplicada. Editorial Prentice-Hall.
Cuarta Edición. Disponible en:
http//www.construaprende.com/lab/10/prac10_1.html.
13. Ferrer Bracho Jose Luis. Mecanismo de transferencia de momento
de lechos fluidizados de base cónica. Pag 11-30. 1995.
14. Ocaña Muller, Pedro. Conceptos Fundamentales de Mecánica de
fluidos. 1997.

15. Toda, M., Kuriyama, M., Konna, H. and Honma, T. (1988) The
influence of particle size distribution of coal on the fluidity of coal-
water mixtures, Powder Technology, 55, pp. 241-245.
16. Shah et al. (1984).Low viscosity stable mixtures of coal and fuel oil
containing alcohol. Patent No. 4453947. U.S.A.
17. Roh N., Shin D., Kim D. and Kim J. Rheological behaviour of coal –
water mixtures. Effect of surfactants and temperature. Fuel. Volume
74, Pag. 1313 – 1318. September 1995.
18. García, Cesar. Analisis Tensorial Aplicado a Fenómenos de
Transporte. Primera Edición. 2000.
19. Joves, Vanessa. Caracterización viscosa de mezclas carbón mineral
– agua y cenizas volantes – agua mediante la fluidización en medio
acuoso. (Julio 2006). La Universidad del Zulia. Facultad de Ingeniería.
Escuela de Ingeniería Química.
20. Ghassemzadah, M. R. and Cari, S. Rheological studies of coal-oil
mixtures. Departament pf Mechanical Engineering, Wayne State
University, Detrit, Michigan. 1980
21. García, Cesar y Sarmiento, Carmen Et. Al. Proyecto 555 (1998).
“Estudio de las sus pensiones de carbón en agua” La Universidad del
Zulia. Facultad de Ingeniería. Escuela de Ingeniería Química.

APENDICE
7. Determinación de Caídas de Presión y porosidades del lecho
expandido para la mezcla fluida carbón m9neral-agente fluidizante
- Caída de Presión:
El cálculo de la caída de presión de un fluido a través del lecho con datos
experimentales de diferencias de altura de fluido en un manómetro
diferencial a deferentes lecturas se realiza mediante la siguiente formula:
gHP f **
Donde:
H : Diferencial de lectura
f : Densidad del fluido
g : Gravedad de Aceleración
Calculo típico para la mezcla fluida carbón mineral-Fuel oil con tamaño de
partícula -10+16 y lectura del rotámetro 2
H : 0,0133 mFuel oil
Fueloil : 797,9417 Kg/m3
g : 9,81 m/s2
KPaP 104,010*)81,9(*)9417,797(*)0133,0( 03
Porosidad del Lecho (ε):
El cálculo de la porosidad del lecho se determina mediante la siguiente
formula
L
L oo )1(*1

Donde:
: Porosidad
o : Porosidad Inicial
oL : Altura Inicial del Lecho
L : Altura del lecho
Calculo típico para la mezcla fluida carbón mineral-Fuel oil con tamaño
de partícula -10+16 y lectura del rotámetro 2
o : 0,47
oL :0,08m
L : 0,08m
47,008,0
)47,01(*08,01
8. Determinación de la velocidad mínima de fluidización
El cálculo de la velocidad mínima de fluidización se realiza mediante la
ecuación de Erguí para cualquier régimen de circulación
0)()1(15075,1
23
2
3
fsfm
o
ofm
o
fgU
dpU
dp
Calculo típico para la mezcla fluida carbón mineral-Fuel oil con tamaño de
partícula -10+16 y lectura del rotámetro 2
Fueloil : 797,9417 Kg/m3 16Carbón :1379,31Kg/m3
g : 9,81 m/s2 o : 0,47
Fueloil : 0,002975 Kg/m·s dp : 0,00119m
0)9417,79731,1379(81,9)00119,0()47,0(
)002975,0)(47,01(150
)00119,0()47,0(
797,9417))(75,1(23
2
3
fmfm UU
0)223023,5703(664,1608668113023482
fmfm UU
smU fm /00346114,0

9. Determinación de la velocidad terminal de fluidización
43,029,0
71,014,171,0 )(153,0
f
fs
t
dpgU
Sustituyendo los valores
05787478,0tU
10. Caracterización viscosa de las mezclas carbón mineral-agente
fluidizante
Calculo típico para la mezcla fluida carbón mineral-Fuel oil con tamaño de
partícula -10+16 y lectura del rotámetro 2
ftftlbfL
P//1787428,8
262467192,2
14665166,2 2
Se determina el esfuerzo cortante
2/3354143,02
)082021,0()1787428,8(
2ftlbf
r
L
Pw
Donde r es el radio de la columna de fluidización.
Con la ecuación diferencial de Rabinowitsch se determina la velocidad de
deformación:
W
W
Rr
z
d
dQQ
Rdr
dv
3
13
De la figura 58

Al determinar la velocidad de deformación se obtiene:
1008817835,0
s
dr
dv
Rr
z
Con los datos de esfuerzo cortante y velocidad de deformación. Se determina
la viscosidad aparente y de esta forma permite observar cómo se comporta
el fluido a medida que varia la velocidad de deformación
2
1
2
/5773859,32008817835,0
/3354143,0ftslbf
s
ftlbf
dr
dv
w
Rr
z
a
5th Degree Polynomial Fit: y=a+bx+cx^2+dx^3... Coefficient Data: a = -1.95011429032E-008 b = 4.36803418776E-005
c = -1.75185537302E-004 d = 3.53976026957E-004 e = -3.03250362273E-004 f = 9.86656601777E-005