Modulo Torno
148
Módulo Torno GibbsCAM 2009, versión 9. 3 versión 1, mar zo 2009
-
Upload
andres-cano-salvatierra -
Category
Documents
-
view
79 -
download
4
description
GibbsCAM
Transcript of Modulo Torno

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 1/148
Módulo Torno
GibbsCAM 2009, versión 9.3 versión 1, marzo 2009

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 2/148
Aviso de Propiedad Este documento contiene información perteneciente a Gibbs and Associates y sólo se utilizará conforme a y enconjunción con la licencia otorgada al licenciatario correspondiente al software patentado de Gibbs and Associates que se adjunta. Con excepción de lo permitido expresamente en la licencia, ninguna parte de estedocumento puede ser reproducida, transmitida, transcripta o almacenada en un sistema de recuperación nitraducida a ningún idioma o lenguaje informático, de ninguna forma ni por medio alguno, ya sea electrónico,magnético, óptico, químico, manual o de algún otro tipo, sin contar con el expreso permiso previo por escritode Gibbs and Associates o de un representante debidamente autorizado por la f irma.
Se recomienda especialmente que los usuarios revisen cuidadosamente la licencia con el f in de comprender lasobligaciones y los derechos relacionados con este software patentado y con la documentación adjunta.
El uso del software informático y de la documentación de usuario se brinda conforme a un acuerdo de licenciade Gibbs and Associates.
© 1996-2009 Gibbs and Associates, una empresa de Cimatron®. Todos los derechos reservados. Ellogotipo de Gibbs, GibbsCAM, el logotipo de GibbsCAM, Virtual Gibbs, Gibbs SFP, MTM,SolidSurfacer y el eslogan “Powerfully Simple. Simply Powerful.” son marcas comerciales o marcascomerciales registradas de Gibbs and Associates en los Estados Unidos y/o en otros países. Windows
Vista y el logotipo de Windows son marcas comerciales o marcas comerciales registradas de MicrosoftCorporation en los Estados Unidos y/o en otros países. Todos los demás nombres de marcas oproductos son marcas comerciales o marcas comerciales registradas de sus respectivos dueños.Contiene Autodesk® RealDWG de Autodesk, Inc., Copyright © 1998-2008 Autodesk, Inc. Todos losderechos reservados.
Gibbs and Associates323 Science Drive
Moorpark, CA 93021
Modificado: marzo 16, 2009 12:27 am

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 3/148
Tabla de Contenidos
Tabla de Contenidos
INTRODUCCIÓN AL TORNO 1Cómo Conocer el Sistema . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3Sistemas de Ayuda . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3Convenciones del Texto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3
CONFIGURACIÓN DE PIEZA 5Cuadro de Diálogo Documento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Detalles de Pieza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8Detalles de Máquinas y Stock. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
CREACIÓN DE HERRAMIENTAS 11Resumen de Creación de Herramientas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13Cuadro de Diálogo Herramienta de Torno . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14
Tipo de Herramientas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Tipos de Accesorios. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14Especificaciones de Accesorios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15Diagrama de Orientación de Accesorio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18Definición de Portaherramientas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18Opciones de Herramientas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19Cambio de Torreta . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Desplazamiento de Herramienta . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21Compensación de Radio de Corte (CRC) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
Resumen de Lista de Herramientas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
MECANIZADO 23
Resumen de Mecanizado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .25Crear una Operación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .25
Arrastre de múltiples herramientas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26¿Qué es una Forma de Corte?. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26Programación de Procesos Múltiples. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26Modificar una Operación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27Paleta Mecanizado. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
PROCESOS 29Cuadros de diálogo Proceso . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
Proceso Contorneado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31Opciones de Corte de Contorneado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31Entrada y Salida de Contorno . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .32Estilo de Contorno . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
Proceso Desbaste. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36Opciones de Corte de Desbaste. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36Tipo de Desbaste. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .37Diagrama de Separación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39Estilo de Desbaste . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40Opciones de Stock . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 4/148
Tabla de Contenidos
ii
Avances y Velocidades de Desbaste. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .41Refrigerante . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .41Ejes de Dirección de Corte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .41
Proceso Rosca. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42Opciones de Corte de Rosca. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42Definición de Rosca. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42Profundidad de Rosca de Corte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
Diagrama de Separación de Roscado. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44Parámetros de Mecanizado de Rosca . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44Proceso Agujeros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
Ciclo de Entrada/Salida de Agujeros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45Opciones de Taladrado de Agujeros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45Diagrama de Taladro/Separación de Agujeros. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45Parámetros de Mecanizado de Agujeros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
Roscado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47Dimensiones de Rosca - Definir la clase de rosca a cortar. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47Información de Corte - Definir cómo cortar la rosca . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
Profundidad de Corte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48Ubicación de Rosca - Definir dónde cortar la rosca . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
Estándar de Corte Roscas de Tuberías NPT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49Rosca de Tubería Externa NPT de 2,5 pulgadas – 8 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49Rosca de Tubería Interna NPT de 2,5 pulgadas – 8 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
Cuadro American National Standard Taper Pipe Thread (NPT) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50Grupos de Procesos Predefinidos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
OPERACIONES 53Movimientos de Separación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
Separación Automática . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55Separación Fija . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56Diagramas de Separación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
Aproximaciones desde la Posición de Cambio de Herramienta . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57Salidas a la Posición de Cambio de Herramienta . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58Las Mismas Posiciones de Herramienta . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
Ciclos Fijos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61Marcadores de Mecanizado. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
Cómo Funcionan los Marcadores de Mecanizado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62Puntos Iniciales y Finales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62Geometría Seleccionada . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62Utilizar el Perfilador . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
Base de Datos de Materiales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63Mosaicos de Operación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64Información de Punto de Partida . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
RENDERIZADO MECANIZADO DE PIEZA 69Resumen de Renderizado Mecanizado de Pieza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .71
Comparar CRP Estándar con Flash CPR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .71Paleta Renderizado. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
Menú contextual Renderizado Mecanizado de Pieza. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73Control Detención Opcional . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74Opciones de Visualización Actual . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
Actualización Rápida. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 5/148
Tabla de Contenidos
ii
Renderizado Mecanizado de Pieza Flash. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .75Menú Contextual de Flash CPR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .75
Configuración de Flash CPR/Simulación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77Imprimir la Imagen Renderizada de Mecanizado de Pieza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
POSTPROCESAMIENTO 79Resumen de Postprocesamiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8Cuadro de Diálogo Postprocesador . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .81
Formato de Salida Postprocesada . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82Preferencias de Salida Postprocesada . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
Problemas de Códigos y Definiciones de Etiquetas de Posts de Torno . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83Torno de 2 Ejes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
Definiciones de Etiqueta . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84Problemas de Código:. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
Fresa/Torno de 3 y 4 Ejes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84Definiciones de Etiqueta: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84Problemas de Código:. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85
COMUNICACIONES 87 Acerca de Comunicaciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89Protocolos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
Agregar Protocolo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89Cambiar un Protocolo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90Eliminar un Protocolo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90
Comunicarse con una máquina CNC. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90Cuadro de diálogo Comunicaciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90Enviar un Archivo al Control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90Enviar otros archivos .NCF. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .91Recibir un Archivo desde el Control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .91
TUTORIAL DE TORNO 93Ejercicio N.º 1: Tutorial de Torno . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95
Este tutorial explica cómo: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95Configuración de Pieza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95Stock Personalizado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97Lista de Herramientas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 99Crear las operaciones - OD. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .105Crear Operaciones. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .108
Operaciones del Grupo de Procesos Múltiples 2-4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .109Operaciones del Grupo de Procesos Múltiples 5-8 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 115
Crear las operaciones - ID. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 119Operaciones del Grupo de Procesos Múltiples 9-11 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 119Roscado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 122
Opción 12 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 122Corte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123
Opción 13 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123Postprocesamiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 125
Ejercicio N.º 2: Herramientas de Forma . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 127Contorno de la Herramienta de Forma. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .128

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 6/148
Tabla de Contenidos
iv
IMPRESIONES DE PIEZA 131
ÍNDICE 135

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 7/148
INTRODUCCIÓN AL TORNO

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 8/148
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 9/148
Introducción al Torno
3
CAPÍTULO 1: Introducción al Torno
CÓMO CONOCER EL SISTEMAFelicitaciones por haber adquirido uno de los sistemas de programación de gráficos más productivos delmercado. La manera más efectiva de aprender el sistema es leer la Guía de Introducción para familiarizarse con
el sistema y su funcionamiento. Luego de leer esta Introducción, debe completar los ejercicios del manuaCreación de Geometría, junto con los tutoriales incluidos en este manual. Para obtener información sencilla delos elementos en pantalla y su finalidad, utilice Globos e Indicadores del menú Ayuda. La Guía ReferenciaComún le será de utilidad para los elementos de la barra de menú.
Este manual está destinado a usuarios de Torno de 2 Ejes básico; sin embargo, las lecciones aprendidastambién se aplican a Máquinas Multitarea y con Eje C más avanzadas. Este manual cubre informaciónespecífica de las máquinas de torno; sin embargo, la mayor parte de los conceptos de interfaz son similares alos de otros tipos de mecanizado. Luego de elaborar los conceptos de la creación de geometría, este manualbrinda información sobre configuración de piezas, herramientas, generación de trayectoriaPostprocesamiento y comunicaciones con un CNC.
SISTEMAS DE AYUDAAyuda en Línea, Globos e Indicadores son información de capacitación y documentación incorporadatambién conocidos como C.A.T. (Capacitación Asistida por Computadora). Se activan desde el menú Ayuda ocon una tecla de acceso directo (Ctrl+B). Proporcionan información de referencia, reglas, y ayuda para utilizarel sistema. Para obtener información detallada sobre Globos y Indicadores, consulte la Guía ReferenciaComún.
CONVENCIONES DEL TEXTOEn este manual y en los demás manuales de GibbsCAM, encontrará un número de estándares utilizados en eltexto, conocidos como convenciones.
Texto de pantalla: Cualquier texto que vea así se refiere al texto que verá en GibbsCAM o en su monitorNormalmente será un botón o texto para un cuadro de diálogo.
Combinación de teclas: Las palabras que aparecen así hacen referencia a una combinación de teclas o laacción del ratón, como clic con el botón derecho del ratón o Ctrl+C.
Término: Las palabras que aparezcan así seguidas de 2 puntos hacen referencia a una palabra o frase utilizada enGibbsCAM.
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 10/148
Introducción al Torno
4

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 11/148
CONFIGURACIÓN DE PIEZA

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 12/148
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 13/148
Configuración de Pieza
7
CAPÍTULO 2: Configuración de Pieza
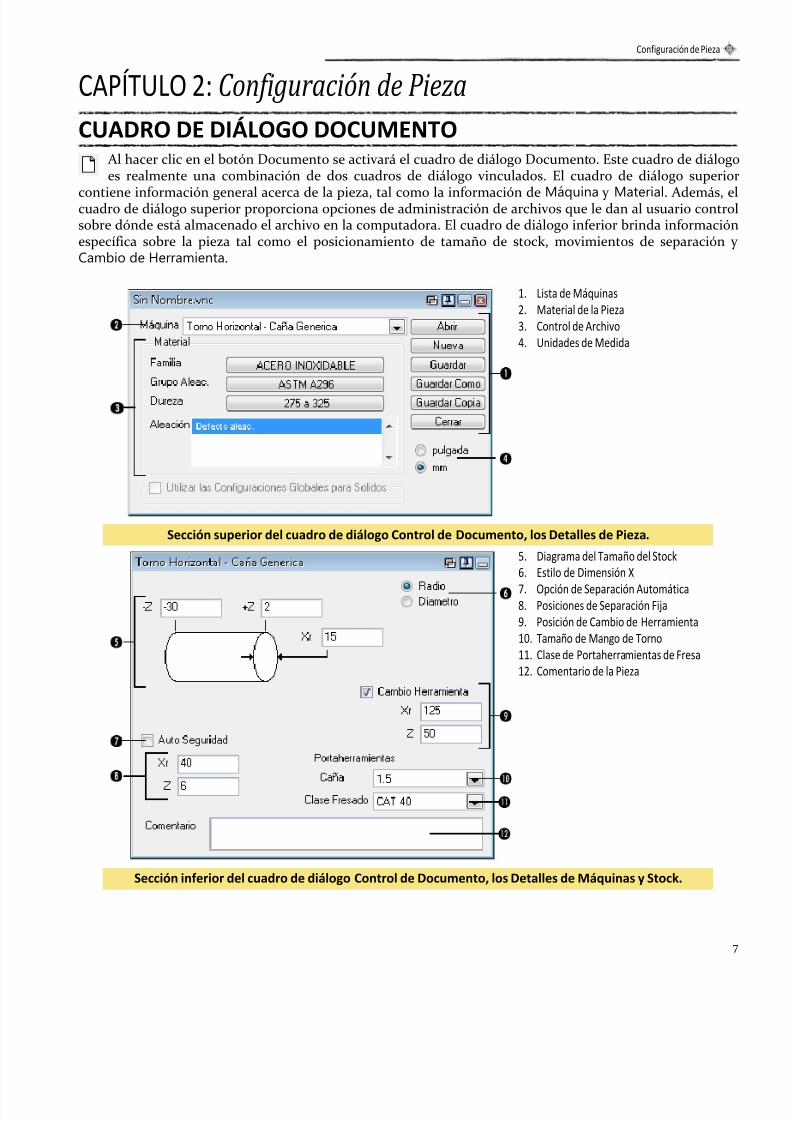
CUADRO DE DIÁLOGO DOCUMENTO Al hacer clic en el botón Documento se activará el cuadro de diálogo Documento. Este cuadro de diálogoes realmente una combinación de dos cuadros de diálogo vinculados. El cuadro de diálogo superior
contiene información general acerca de la pieza, tal como la información de Máquina y Material. Además, ecuadro de diálogo superior proporciona opciones de administración de archivos que le dan al usuario controlsobre dónde está almacenado el archivo en la computadora. El cuadro de diálogo inferior brinda informaciónespecífica sobre la pieza tal como el posicionamiento de tamaño de stock, movimientos de separación yCambio de Herramienta.
1. Lista de Máquinas2. Material de la Pieza3. Control de Archivo4. Unidades de Medida
Sección superior del cuadro de diálogo Control de Documento, los Detalles de Pieza.
5. Diagrama del Tamaño del Stock
6. Estilo de Dimensión X7. Opción de Separación Automática8. Posiciones de Separación Fija9. Posición de Cambio de Herramienta10. Tamaño de Mango de Torno11. Clase de Portaherramientas de Fresa12. Comentario de la Pieza
Sección inferior del cuadro de diálogo Control de Documento, los Detalles de Máquinas y Stock.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 14/148
Configuración de Pieza
8
DETALLES DE PIEZAEsta parte del cuadro de diálogo contiene los parámetros básicos de una pieza, incluidos el tipo de máquinaque se va a utilizar, el material del que está hecha la pieza y la indicación de que se trata de una pieza métricao imperial. Esta sección del cuadro de diálogo también contiene comandos para abrir, cerrar y guardar archivosde piezas.
Control de Archivo: Los botones utilizados para la administración de archivos que se describen a continuación
también se encuentran disponibles en el menú Archivo.
Abrir (Ctrl-O) : Al hacer clic en el botón Abrir, aparece el cuadro de diálogo Abrir, que le permite al usuarioseleccionar qué archivo desea abrir. Si ya hay un archivo abierto, este se cerrará y se abrirá el archivoseleccionado.
Nuevo (Ctrl-N) : Este botón creará un nuevo archivo abriendo un cuadro de diálogo y solicitando unnombre de archivo y una ubicación para guardarlo. Si hay un archivo abierto, este se cerrará.
Guardar (Ctrl-S) : Si ha hecho algún cambio mientras tenía el archivo abierto, este botón guardará loscambios.
Guardar Como : Este botón abrirá un cuadro de diálogo en el que se solicita un nombre de archivo y unaubicación para guardar el archivo actual. Los cambios que haya hecho desde la última vez que utilizó elcomando Guardar quedarán registrados en el archivo nuevo. El archivo original no se verá afectado. Elarchivo nuevo se convertirá en el archivo abierto actual.
Guardar Copia : Este botón es muy similar al botón Guardar Como. El sistema creará una copia duplicadadel archivo abierto. El archivo original sigue siendo el archivo abierto actual. Es posible cambiar el nombredel archivo duplicado.
Cerrar : Este botón cierra el archivo actual. Si no ha guardado el archivo antes de hacer clic en el botónCerrar, aparecerá un cuadro de diálogo preguntándole si quiere guardarlo.
Lista de Máquinas: Si hace clic en el menú emergente Máquina aparecerá una lista de todas las máquinas que elsoftware puede manejar. Se guarda una copia de la selección de Tipo de Máquina con el archivo de pieza. Por lotanto, si tiene un MDD (archivo de tipo de máquina) personalizado, puede transferir el archivo de piezafácilmente a otro sistema. Si se han instalado los módulos Fresa, SC Avanzado o Mecanizado Multitarea, tendráademás opciones adicionales.
Material de la Pieza: La información de este cuadro se utiliza para especificar el material de la pieza. Estoayudará para calcular los avances y las velocidades de los procesos de mecanizado. Los cálculos provendrn de laBase de Datos de Materiales CutDATA (que es una opción que puede comprarse con el sistema) o de la base dedatos de materiales predeterminada. También es posible crear una base de datos de materiales personalizada.Consulte la sección “Base de Datos de Materiales” en la Guía Referencia Común para obtener más información.
Unidades de Medida: Estos dos botones de opción determinan si la entrada de valores se basará en un estándaringlés o métrico y se introducirá en pulgadas o milímetros. El tipo de medida utilizado para generar la salidapostprocesada está determinado por el postprocesador en sí mismo. Hay postprocesadores para sistemamétrico e inglés. Si se utiliza un post inglés en una pieza métrica, los números postprocesados se convertiránde milímetros a pulgadas. De igual manera, los posts métricos convertirán los valores de pulgadas amilímetros.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 15/148
Configuración de Pieza
9
DETALLES DE MÁQUINAS Y STOCKLa sección inferior del cuadro de diálogo Documento es específica del tipo de pieza que se crea. Esta seccióndel cuadro de diálogo cambiará para reflejar los requisitos de definición de pieza a medida que se seleccionendiferentes tipos de máquinas. Por lo tanto, la configuración de una pieza con rotación horizontal o vertical esdiferente de una pieza de fresa de 3 ejes, que es diferente de una pieza de fresa de 4 ejes y que, a su vez, esdiferente de una pieza de Mecanizado Multitarea. En este manual, nos concentraremos estrictamente en laconfiguración de torno.
Diagrama del Tamaño del Stock: Esta sección del cuadro de diálogo se utiliza para especificar el tamaño iniciade la pieza del stock. El tamaño del stock introducido aquí será utilizado por el sistema para determinar losmovimientos de posicionamiento al utilizar la función Separación Automática. Las dimensiones del stocktambién se tomarán en cuenta al generar trayectorias con la opción Sólo Material seleccionada en el cuadro dediálogo Proceso. Si se ha creado un stock personalizado, el sistema utilizará el tamaño de stock personalizadopara movimientos de trayectoria y posicionamiento. En ese caso, los valores introducidos aquí sólo seutilizarán para trazar el esquema del stock y el marcador de origen correctamente. El cuadro de texto para ladimensión X será un valor de radio o diámetro dependiendo de qué opción se haya seleccionado para el EstiloDimensión X.
Estilo de Dimensión X: Estos dos botones de opción determinan si los valores X para la pieza se introducencomo radios o diámetros. Algunos cuadros de texto en particular cuadros de diálogo especifican que el valorintroducido es o bien un valor de diámetro o de radio independientemente de la selección que aquí se haga.
Posición de Cambio de Herramienta: Si la opción Cambio de Herramienta está activada, la torreta se enviará alas dimensiones de X y Z especificadas cuando se produzca un cambio de herramienta. Si Cambio deHerramienta está desactivado, se supone que los desplazamientos del utillaje están en uso o que el operadorintroducirá los movimientos de cambio de herramienta manualmente.
Opción de Separación Automática: Cuando la opción Separación Automática está activada, el sistema calcularálos movimientos de posicionamiento entre operaciones. Estas posiciones se calcularán dinámicamente, lo cualsignif ica que cambiarán a medida que cambien las condiciones de material de la pieza. El valor introducido esuna cantidad de desplazamiento desde el stock de pieza actual que el sistema utilizará para mantener unaseparación adecuada desde el material. Consulte “Movimientos de Separación” en la página 55 para obtenermás información.
Posiciones de Separación Fija: Las posiciones de Separación Fija deben introducirse cuando está desactivada laopción Separación Automática. Cuando la opción Separación Automática está activada, los cuadros de texto
1. Diámetro de Pieza2. Stock +Dimensión Z (origen pasado)3. Stock –Dimensión Z (detrás del origen)
Recomendaciones: Tener Cambio de Herramienta activado es mejor para las máquinas más nuevas queutilizan desplazamientos genéricos o Desplazamientos de Utillaje de Trabajo. Tener Cambio deHerramienta desactivado se utiliza mejor con las máquinas más antiguas que utilizan DesplazamientosG50.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 16/148
Configuración de Pieza
10
de la posición de separación fija aparecerán en gris. Los valores X y Z introducidos especifican la ubicaciónhacia y desde la cual la herramienta avanzará rápidamente durante un cambio de herramienta. Esta posicióntambién se emplea al desplazarse de un tipo de aproximación a otro. Consulte “Movimientos de Separación” enla página 55 para obtener más información.
Portaherramientas: Los elementos aquí describen el tamaño o la clase de los portaherramientas encontrados enla máquina actual.
Tamaño de Mango de Torno: Este es el tamaño del mango de los portaherramientas de torno para lamáquina actual. Esta conf iguración controla qué portaherramientas están disponibles realmente al def inirherramientas.
Clase de Portaherramientas de Fresa: Esta es la clase o el tamaño estándar del portaherramientas de fresa enla máquina actual.
Comentario de la Pieza: Todo texto introducido como comentario de una pieza se mostrará en la sección de vista preliminar del cuadro de diálogo Abrir y en la salida postprocesada.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 17/148
CREACIÓN DE HERRAMIENTAS

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 18/148

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 19/148
Creación de Herramientas
13
CAPÍTULO 3: Creación de Herramientas
RESUMEN DE CREACIÓN DE HERRAMIENTASEl botón de herramientas de la paleta principal abrirá la Lista de Herramientas. Esta lista puede contener hasta999 herramientas en un archivo de pieza. Al crear una herramienta, haga doble clic en una ubicación de
mosaico vacía para abrir un cuadro de diálogo Creación de herramientas. Este cuadro de diálogo se usa paracrear y modificar herramientas. Una vez que se ha introducido la información de la herramienta y se hacerrado el cuadro de diálogo, se creará un Mosaico de Herramienta en la Lista de Herramientas que muestra etipo de herramienta y el ancho del accesorio. Para ver una lista de las distintas herramientas que se han creadohaga clic en las flechas de desplazamiento que se encuentran en la parte superior e inferior de la Lista deHerramientas.
Se pueden reorganizar las herramientas en la lista en cualquier momento, incluso después de haber creadooperaciones, sin necesidad de reprocesar las operaciones. Para reorganizar el orden de las herramientas, haga
clic en el Mosaico de Herramienta que desea mover y arrástrelo hasta un punto de inserción. El sistemaajustará de forma automática las operaciones para que quede reflejado el cambio en el orden y el número deherramienta. Para obtener más información acerca de las Listas de Mosaicos, consulte la Guía de Introducción
Las especificaciones de Herramientas pueden modificarse en cualquier momento durante la creación de lapieza. No obstante, si las operaciones se han creado usando la herramienta, es necesario volver a procesardichas operaciones. Para ello, haga doble clic en el Mosaico de Operación en la Lista de Operaciones y, acontinuación, haga clic en el botón Rehacer. Las nuevas especificaciones de herramienta se incorporarán a lanueva trayectoria de la operación.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 20/148
Creación de Herramientas
14
CUADRO DE DIÁLOGO HERRAMIENTA DE TORNOPara poder definir herramientas de torno es preciso seleccionar un tipo de máquina Torno en el cuadro dediálogo Documento. Las herramientas de torno básicas se crean utilizando el cuadro de diálogo Creación deHerramientas que se muestra abajo. Cada uno de los elementos incluidos en el cuadro de diálogo se describeen la siguiente sección.
TIPO DE HERRAMIENTASEste botón se utiliza para alternar entre herramientas de fresa y accesorios de torno. Lasherramientas de torno sólo deberían utilizarse con la función de taladrado de cara a menos quetenga instalado el módulo Fresa/Torno o el módulo Mecanizado Multitarea.
TIPOS DE ACCESORIOSEsta área se utiliza para seleccionar el tipo de accesorio utilizado con el portaherramientas. LasEspecif icaciones de Accesorios cambiarán según el accesorio seleccionado. A continuación, se incluye una listade Tipos de Accesorios con las especificaciones disponibles de cada tipo. En muchos casos, si selecciona Otro,aparecen diferentes opciones. Las opciones alternativas aparecen después de Otro y se observa todamodificación adicional. Consulte la sección Especificaciones de Accesorios para obtener una descripcióndetallada de cada opción.
Accesorio Diamante de 80º (80º C): Radio de la Punta, Diámetro Inscripto, Grosor, Otro
1. Tipo de Herramientas2. Tipos de Accesorios3. Especificaciones de Accesorios4. Diagrama de Orientación de Accesorio5. Definición de Portaherramientas6. Opciones de Herramientas7. Cambio de Torreta
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 21/148
Creación de Herramientas
15
Accesorio Diamante de 55º (55º D): Radio de la Punta, Diámetro Inscripto, Grosor, Otro
Accesorio Diamante de 35º (35º C): Radio de la Punta, Diámetro Inscripto, Grosor, Otro
Accesorio Redondo (red. R): Radio de la Punta, Grosor, Ángulo Incluido, Otro
Accesorio Cuadrado (cuad. S): Radio de la Punta, Diámetro Inscripto, Grosor, Otro
Accesorio Triángulo (triáng. T): Radio de la Punta, Diámetro Inscripto, Grosor, Otro
Accesorio Trígono (tri. W): Radio de la Punta, Diámetro Inscripto, Grosor, Otro
Accesorio Pentágono (pent. P): Radio de la Punta, Diámetro Inscripto, Grosor, Otro
Paralelogramo de 55º (55º K): Radio de la Punta, Ancho, Grosor, Otro, Longitud
Rectángulo (rect. L): Radio de la Punta, Tamaño, Grosor, Otro, al seleccionar Otro, el Tamaño se reemplaza conla Longitud (L) y el Ancho (A) del accesorio
Accesorio de Ranurado (ranura): Ancho de la Punta, Radio de la Punta, Ancho del Accesorio, Radio CompletoCompensación de Deflexión, Otro, al seleccionar Otro, El Radio Completo se reemplaza con Longitud
Accesorio de Corte (corte): Ancho de la Punta, Radio de la Punta, Ángulo de la Cara, Otro, Longitud
Accesorio de Roscado de Estilo de Ranura (rosc. N): Estilo, TPI, Ancho del Accesorio, Tipo de Accesorio, Otro, aseleccionar Otro, la opción TPI se elimina y Tipo de Accesorio se reemplaza con Longitud
Accesorio de Roscado de Estilo de Depósito (rosc. LT): Estilo, TPI,
Accesorio de Estilo de Ranura de Perfilado de 35° (35° VN): Radio de la Punta, Ancho, Grosor, Otro, Longitud
Forma: Grosor, Ángulo de Entrada/Salida (Consulte la sección Herramienta de Forma para obtener datosadicionales)
ESPECIFICACIONES DE ACCESORIOSEsta información cambiará según el tipo de accesorio seleccionado actualmente. Cada uno de los menúsemergentes limitará las selecciones disponibles en los menús emergentes que siguen. Por ejemplo, siselecciona un Radio de Punta limitará el número de Círculos y Grosores Inscriptos disponibles. Si seleccionaun círculo inscripto limitará aún más el número de Grosores disponibles. Esta configuración limitará elnúmero de portaherramientas disponibles y barras de mandrinado en el diagrama del portaherramientas. Si nohay portaherramientas ni barras de mandrinado disponibles, se seleccionará automáticamente la opciónNinguno. Cuando está seleccionada la casilla de verificación Otro, el usuario puede introducir cualquier

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 22/148
Creación de Herramientas
16
especificación de herramienta que desee. Cuando se selecciona la opción Otro, el diagrama delportaherramientas se establece automáticamente en Ninguno.
Relieve de Diámetro: El ángulo de la punta se acerca y el cambio afecta el Relieve de Cara.
Ángulo de Entrada/Salida: El ángulo utilizado para realizar un picado y retraerse del material antes y después decortar.
Ángulo de la Cara: El ángulo de la cara de corte del accesorio.
Relieve de Cara: El ángulo de aproximación del accesorio; el cambio afecta el Relieve de Diámetro.
Radio Completo: Cuando está activada, esta opción limitará los accesorios de ranurado disponibles sólo paraaquellos con una punta de radio completo.
: La circunferencia inscripta del accesorio, efectivamente el tamaño del accesorio.
Ángulo Incluido: Se utiliza para def inir el punto de partida y calcular automáticamente los valores de Relieve deCara y Relieve de Diámetro para accesorios redondos.
Diámetro Inscripto: El círculo inscripto del accesorio.
Tipo de Accesorio: El tipo de accesorio.
Ancho del Accesorio: El ancho del accesorio.
Longitud: La longitud del accesorio.
Otro: Si este elemento está activado, las especificaciones de accesorios cambiarán de menús emergentes acuadros de texto. Se puede introducir cualquier valor en los cuadros de texto. El tipo de portaherramientas seestablecerá automáticamente en Ninguno (si bien puede haber selecciones de portaherramientas o barras demandrinado disponibles).
Tamaño: El tamaño del círculo inscripto del rectángulo. Si el botón Otro se activa con este tipo de accesorio, esnecesario introducir la longitud y el ancho del accesorio en lugar del tamaño.
1. Longitud de laPunta
2. Ancho de la Punta3. Radio de la Punta
4. Ancho delAccesorio5. Ángulo de la Cara6. Diámetro Inscripto

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 23/148
Creación de Herramientas
17
Grosor: El grosor del accesorio.
Radio de la Punta: El radio de la punta del accesorio.
Ancho de la Punta: El ancho de la punta del accesorio.
TPI: Las roscas por pulgada que requiere el plano.
Estilo: El estilo de rosca del accesorio.
Ancho: El ancho del accesorio. Se utiliza cuando el ancho de la punta y el ancho del accesorio deben tener elmismo valor.
Herramienta de Forma: El sistema admite herramientas de forma personalizadas para piezas de Torno. Adiferencia de las piezas de Fresa, las herramientas de forma de Torno deben tener una forma cerrada. Asegúrese de crear la forma teniendo en cuenta el origen de la pieza. El origen se utiliza como el punto departida de la herramienta. Todos los resultados postprocesados con esta herramienta son relativos a este punto.El punto de partida se muestra como una cruz roja en el diagrama de la herramienta.
Pasos para crear una Herramienta de Forma:
1. Cree la geometría del perfil, tomando en cuenta el punto de partida.
2. Seleccione la geometría (haga doble clic en ella).
3. Cree una nueva herramienta y desígnela como una Herramienta de Forma.
4. Haga clic en el botón Aplicar.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 24/148
Creación de Herramientas
18
DIAGRAMA DE ORIENTACIÓN DE ACCESORIOEste diagrama se utiliza para especificar la orientación del accesorio en el portaherramientas ola barra de mandrinado. El cambio de la información no afectará la disponibilidad de otroselementos en el cuadro de diálogo, pero cambiará la orientación del dibujo en el diagrama delportaherramientas.
DEFINICIÓN DE PORTAHERRAMIENTASPortaherramientas: Esta opción mostrará los portaherramientas disponibles para el tipo y tamaño de accesorioespecificado, al igual que para el tamaño del mango de la máquina.
Barra de Mandrinado: Esta opción mostrará las Barras de Mandrinado disponibles para el tipo y tamaño deaccesorio especif icado. Se mostrarán todos los tamaños de mango.
Definición de Portaherramientas Personalizado:Esta opción sólo se recomienda si necesita crearuna forma de portaherramientas personalizado.Los portaherramientas pueden ser definidos porun perfil de geometría (similar a la creación de
una herramienta de forma personalizada), por unmodelo sólido o por valores numéricos(Personalizado). De forma predeterminada, elportaherramientas se establece en Ninguno, por loque no se utilizará un portaherramientas. Parautilizar una forma geométrica, seleccione lageometría, seleccione Perfil y haga clic en Aceptar.Para utilizar un modelo sólido, seleccione elsólido, seleccione la opción Sólido y haga clic enAceptar. La opción Aplicar a Todas lasHerramientas Seleccionadas aplicará la definiciónde portaherramientas actual a todas las
herramientas actualmente seleccionadas. La opción Mostrar Sólido mostrará el modelo sólido queactualmente se ha establecido como el portaherramientas. Al hacer clic en el botón Hacer Perfil, se creará unperfil de geometría a partir de la definición del portaherramientas Personalizado.
Ninguno: Si se selecciona la opción Ninguno, el accesorio se dibujará sin un portaherramientas. Esto seselecciona automáticamente si no hay portaherramientas o barras de mandrinado disponibles en la base dedatos para el accesorio seleccionado. Se deben introducir los ángulos de relieve de cara y diámetro. El marcador(cruz) indica el el punto de partida del accesorio. Los botones de opción debajo del diagrama delportaherramientas designan si dicho portaherramientas se mostrará con su tamaño real o con un tamañocalculado mediante una escala que se ajusta al diagrama.
Diagrama de Herramienta: El diagrama de herramienta brinda información sobre el punto de partida y el tipode portaherramientas o barra de mandrinado que se utilizará para el accesorio. La opción Ninguno se utilizapara portaherramientas que no están en la base de datos del software. Utilice la barra de desplazamiento paradesplazarse por la lista de portaherramientas disponibles. La selección del portaherramientas se utiliza paradeterminar los ángulos de relieve de diámetro y relieve de cara. El círculo rojo en el accesorio muestra laubicación del punto de partida. Los botones de opción debajo del diagrama del portaherramientas designan sidicho portaherramientas se mostrará con su tamaño real o con un tamaño calculado mediante una escala quese ajusta al cuadro.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 25/148
Creación de Herramientas
19
Especificaciones de Portaherramientas: Aparece información detallada a la derecha del diagrama que muestralos datos del portaherramientas.
OPCIONES DE HERRAMIENTASAdelante/Atrás : Adelante girará el husillo en dirección normal o hacia adelante. Al seleccionar Atrás, seinvertirá el husillo.
N.º de Desplazamiento: Generalmente, el número de desplazamiento de la herramienta se determina mediantesu ubicación en la Lista de Herramientas. Este cuadro permite al usuario ignorar dicho valor predeterminadocon otro número.
Compensación de Deflexión: Si esta opción está activada, todas las trayectorias de contorno y desbastegeneradas con esta herramienta contendrán marcadores de utilidad de herramientas de deflexión en cadaubicación de la trayectoria donde se produce la deflexión. Esto le permitirá al usuario realizar un ajuste fino dela compensación de deflexión que se produce al utilizar esta herramienta de ranura en particular.
N.º de Desplazamiento: Cuando se utiliza la Compensación de Deflexión, este es el desplazamiento al quecambiaremos al final del golpe.
N.º de ID de Herramienta: Introduzca el ID de herramienta que desea utilizar en lugar de la posición en la listade herramientas.
Material del Accesorio : Menú emergente utilizado para especificar el material de la herramienta. Lainformación que se brinda aquí es utilizada por la Base de Datos de Materiales como otro factor en ladeterminación de velocidades y avances. El valor predeterminado para las piezas de Torno es Accesorio deCarburo Recubierto.
Rampa de Muesca: Al seleccionar un valor de rampa de muesca en un cuadro de diálogo Herramienta, latrayectoria se creará agregando el valor de rampa a los golpes de manera alternativa: un golpe con valor derampa y uno sin valor de rampa. En las Operaciones de Desbaste, este valor reducirá la profundidad de corte en
un golpe y la aumentará en el siguiente. Asegúrese de que el valor de la rampa sea menor que la profundidaddel corte. (Rampa de Muesca no se encuentra disponible para herramientas de Ranura, Corte o Rosca).
Comentario : Comentario asociado con la herramienta. El mismo aparecerá en el código terminado al principiode cada operación en la que se use esta herramienta.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 26/148
Creación de Herramientas
20
CAMBIO DE TORRETAEste parámetro activa un Cambio de Torreta (vea a continuación). Se utiliza para especificar el puntopredefinido de la herramienta. También puede utilizarse para configurar diferentes posiciones de cambio paracada herramienta.
Cambio de Herramienta Predeterminado: Referencia al valor especificado en el cuadro de Diálogo Control deDocumento.
Punto Predefinido: Esta información sólo se requiere en algunas máquinas más antiguas. Los dos cuadros sonpara introducir las distancias Xr y Z desde el punto predefinido a la posición del cambio de herramientapredeterminada. Estos son valores absolutos. Esos valores son exclusivos de cada herramienta. Esta funciónresulta útil para preprogramar desplazamientos G50 con GibbsCAM en la of icina más que en la planta.
Cuadro de Diálogo Cambio de Torreta: Este cuadro de diálogo se utiliza para especificar la distancia del puntopredefinido de la herramienta (también conocido como el punto de partida o la punta teórica de la
herramienta) al centro de la torreta. También puede utilizarse para especificar otra posición de cambio para laherramienta.
1. Cambio de Herramienta Predeterminado2. Punto Predefinido
3. Cambio de Torreta

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 27/148
Creación de Herramientas
2
DESPLAZAMIENTO DE HERRAMIENTA Al realizar un desbaste o un contorneado, el sistema calcula un desplazamiento de herramienta basado en eradio de la punta del accesorio. Esta es la distancia de desplazamiento correspondiente a la pasada de acabadode la trayectoria (la única pasada en el contorneado) de la geoemtría de pieza seleccionada. Si se ingresa unacantidad de stock para el proceso, dicha cantidad se agregará al desplazamiento del radio de la herramienta.
COMPENSACIÓN DE RADIO DE CORTE (CRC)En el cuadro de diálogo Archivo > Preferencias > Preferencias de Mecanizado hay opciones para controlar lostipos de CRC para Fresado y Torno. Centro de Herramienta es la opción recomendada porque es el métodoutilizado por el sistema para mostrar las trayectorias y las imágenes de renderizado mecanizado de la pieza,independientemente del valor de Compensación de Corte de Contorno, que sólo afecta los resultadospostprocesados.
Cuando se selecciona el elemento Centro de Herramienta, los números que se generan en el códigopostprocesado corresponderán al desplazamiento geométrico mediante un radio de punta (siempre y cuandola cantidad de stock sea 0). Centro de Herramienta es la selección recomendada para esta preferencia. Cuandose selecciona el elemento Esquina de Herramienta, los números que se generan en el código postprocesado
serán iguales a los números del plano.
Las operaciones de desbaste siempre se calculan a partir del centro de la herramienta. Si se ha seleccionado eelemento Esquina de Herramienta para esta preferencia, hay que desactivar el CRC en todas las operaciones dedesbaste.
Al utilizar Centro de Herramienta, el desplazamiento en el registro de CRC en el control debe ser la diferenciaentre el radio de la punta del accesorio real utilizado y el radio de la punta del accesorio programado en elsistema. Si los accesorios son idénticos, el número de desplazamiento de CRC debe ser cero. Si el accesorio reaes más pequeño, puede utilizarse un valor negativo.
Al utilizar Esquina de Herramienta, el desplazamiento en el registro de CRC debe ser el radio completo de la
herramienta. La trayectoria es hacia la esquina de la herramienta, incluyendo la geometría de la herramientaTambién necesita un postprocesador que admita el resultado de Esquina de Herramienta. Si su postprocesadorno es compatible, el sistema le mostrará una advertencia sobre esta incompatibilidad.
Al utilizar Perfil de Acabado, el trayecto del resultado es el perfil que sigue la geometría seleccionada. Elregistro de CRC debe contener el radio de la herramienta completo y la cantidad de stock deseada.
!
ADVERTENCIA: El sistema realiza mucho mejor el desplazamiento de la herramienta que la mayoríade los controles disponibles actualmente. Sin tener en cuenta la configuración elegida en estapreferencia, todos los trazados de trayectoria y el renderizado mecanizado de pieza se calcularán y visualizarán utilizando el mecanismo de desplazamiento del sistema. Por lo tanto, es posible que la
imagen del renderizado mecanizado de pieza que produce el sistema parezca correcta aunque laherramienta, que corta según el código postprocesado, no corte bien. Si el mecanismo dedesplazamiento del control es menos avanzado que el del sistema, puede ser que cuando el controlgenere los valores de desplazamiento haya errores e interferencias.
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 28/148
Creación de Herramientas
22
RESUMEN DE LISTA DE HERRAMIENTASSi selecciona Resumen de Lista de Herramientas en el menú Ventana, se muestra el cuadro de diálogoResumen de Lista de Herramientas que proporciona información en forma de hojas de cálculo acerca de cadaherramienta incluida en la Lista de Herramientas. La información del cuadro de diálogo puede ser guardadacomo un archivo de texto o impresa. Para guardar el resumen como un archivo de texto, seleccione Resumende Lista de Herramientas en el submenú Guardar Especial del menú Archivo. Para imprimir el resumen,
seleccione el elemento Resumen de Lista de Herramientas en el submenú Imprimir del menú Archivo.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 29/148
MECANIZADO

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 30/148

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 31/148
Mecanizado
25
CAPÍTULO 4: Mecanizado
RESUMEN DE MECANIZADOSi hace clic en el botón Mecanizado aparecerá la Lista de Procesos, la paleta Mecanizado y la Lista deOperaciones. La Lista de Procesos se utiliza para crear grupos de operaciones a realizar en formas de
corte. La paleta Mecanizado contiene Mosaicos de Función que, al utilizarse junto con Mosaicos deHerramientas, crean Mosaicos de Proceso. La Lista de Procesos es una “escala” utilizada para generaroperaciones terminadas que contienen las trayectorias para cortar la pieza. Cuando una operación se completa y se coloca en la Lista de Operaciones, los elementos de la Lista de Procesos pueden descartarse o reutilizarsecon una forma de corte diferente. La Lista de Operaciones contiene las operaciones completas que seobtendrán durante el postprocesamiento.
CREAR UNA OPERACIÓNCada mosaico en la Lista de Procesos se aplicará a la geometría seleccionada. Un Mosaico de Proceso se creaarrastrando un Mosaico de Función desde la paleta Mecanizado y un Mosaico de Herramienta desde la Lista de
Herramientas a la misma ubicación en la Lista de Procesos. Pueden arrastrarse en cualquier orden. Cuando unMosaico de Proceso se completa, aparecerá un cuadro de diálogo Proceso específico de la función demecanizado elegida. Este cuadro de diálogo contiene información detallada acerca de la manera en que secreará la trayectoria de la operación.
Para def inir múltiples procesos con el mismo tipo de mecanizado, mantenga presionada la tecla ALT y arrastreun mosaico de mecanizado sobre cualquier mosaico de proceso seleccionado. Con esto aplicará el proceso demecanizado a todos los mosaicos seleccionados.
1. Lista de Herramientas2. Lista de Procesos3. Paleta CAM

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 32/148
Mecanizado
26
Las funciones Contorneado y Desbaste requieren que se seleccione geometría para actuar como la forma decorte para la operación. Para seleccionar las porciones de la geometría a ser utilizadas como la forma de corte alcrear una trayectoria de herramienta se utilizan Marcadores de Mecanizado. Los marcadores aparecerán en lageometría cuando esté seleccionada. Si se usa una función de taladrado o roscado, no se requiere geometríapara crear una operación.
Una vez introducida la información en el cuadro de diálogo Proceso, coloque los marcadores de mecanizado en
las ubicaciones correctas en la geometría. Los Marcadores de Mecanizado no se utilizan para las funciones detaladrado y roscado. Haga clic en el botón Iniciar para crear las operaciones. Las operaciones se colocarán en laLista de operaciones. Si las operaciones completadas se seleccionan (en amarillo), se encuentra disponible elbotón Rehacer. Si se presiona el botón Rehacer, las operaciones seleccionadas serán reemplazadas por lasoperaciones nuevas. Si hace clic en una ubicación de operación vacía o en un punto de inserción entreubicaciones de operación, se anulará la selección de todas las operaciones.
Las Operaciones contienen las trayectorias de herramienta f inalizadas. Una trayectoria de herramienta constade los movimientos reales que hará la herramienta. La trayectoria de la herramienta está basada en la forma decorte. Los datos contenidos en la operación son los que el postprocesador utilizará para realizar el Código G.
ARRASTRE DE MÚLTIPLES HERRAMIENTASHay dos comportamientos a considerar al arrastrar herramientas múltiples. Primero, al seleccionar múltiplesherramientas (mayús-clic o CTRL-clic) y arrastrar el grupo a la paleta Mecanizado, las herramientas rellenarántodo lugar en que sean colocadas. Si hay mosaicos de mecanizado, serán completados. Si los mosaicos demecanizado están en blanco, las herramientas completarán en todo lugar donde se coloquen (incluidos losmosaicos intermedios si se colocan en un punto de inserción). Si mantiene presionada la tecla ALT al colocarherramientas en los mosaicos de mecanizado, la herramienta (o las herramientas) completarán todos losmosaicos seleccionados. Si mantiene presionada la tecla ALT y arrastra también completará múltiplesherramientas con mosaicos de proceso en una sola vez.
¿QUÉ ES UNA FORMA DE CORTE?Una forma de corte se usa para generar una trayectoria. No se dibuja en pantalla, pero puede visualizarse comola forma terminada que queda después de la eliminación de material realizada por la trayectoria. Para crearuna trayectoria se crea una forma de corte (no la geometría original) ya que si se programa la trayectoria segúnla geometría como se ha definido en el plano por lo general aparecen gubias en la pieza. El software genera laforma de corte automáticamente. En la creación de la forma de corte se tienen en cuenta diversasespecificaciones y limitaciones.
Los marcadores de mecanizado (el punto inicial y f inal y los marcadores de características f inales) le permitenal usuario especificar la parte de la geometría (o la forma entera) que actuarán como el contorno inicial de laforma de corte. El sistema luego toma en cuenta los atributos físicos de la herramienta que se utiliza en elproceso, tales como tipo de accesorio, portaherramientas, especificaciones de alivio, para poder evitar posibleinterferencia de herramienta al aplicar la herramienta a la forma de corte que se está mecanizando. La formade corte es también controlada por la información introducida en el cuadro de diálogo Proceso, tal como Radiode Entrada/Salida, Forma de Stock, Ejes, etc. El sistema emplea el concepto de una forma de corte de modoque no sea necesario crear geometría diferente para distintas operaciones con el f in de evitar crear gubias en lapieza.
PROGRAMACIÓN DE PROCESOS MÚLTIPLESLa opción Sólo Material disponible en los cuadros de diálogo Contorneado y Proceso Desbaste esparticularmente útil al realizar programación de procesos múltiples. Sólo Material permite que no haya un

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 33/148
Mecanizado
27
“corte de aire”. Al esta seleccionada dicha opción, el sistema optimiza las trayectorias creadas realizando sólomovimientos de avance donde hay material que debe ser eliminado. El sistema toma en cuenta las condicionesde material en términos de lo que ya ha sido cortado en operaciones anteriores, incluidas las contenidas en lamisma Lista de Procesos.
MODIFICAR UNA OPERACIÓNSi hace doble clic en un elemento en la Lista de Operaciones recreará toda la información en la Lista deProcesos. También seleccionará la geometría y colocará los marcadores exactamente como estaban cuando sepresionó el botón Iniciar. Las operaciones que fueron creadas al mismo tiempo que la operación seleccionadase seleccionarán y su información también será colocada en la Lista de Procesos. Haga clic en el botón Rehaceuna vez realizados los cambios. Esto reemplazará todas las operaciones seleccionadas en la Lista deOperaciones con las operaciones creadas recientemente.
PALETA MECANIZADOCada mosaico en la paleta Mecanizado tiene una función diferente. La función Contorneado se utiliza paratomar una única pasada de acabado. La función Desbaste se utiliza para tomar múltiples pasadas. La función
Roscado se utiliza para realizar diferentes tipos de roscas. La función Taladrado se utiliza para taladrar unorificio en X = 0.
El orden de mecanizado en el programa NC terminado es el mismo que puede verse en la Lista de OperacionesEsto signif ica que el orden de los Mosaicos de Operación en la Lista de Operaciones es muy importante. El usoeficiente de programación de múltiples procesos puede producir operaciones en un orden de mecanizadomenos que óptimo. La Lista de Operaciones puede organizarse como la creación de la pieza o cuando todas lasoperaciones para cortar la pieza hayan sido completadas. Al hacer clic en el elemento del menú OrdenaOperaciones del menú contextual del mosaico de la operación reorganiza las operaciones por número deherramienta y orden de creación. Las operaciones creadas en la misma Lista de Procesos mantendrán su ordenpara garantizar que las pasadas de acabado no se puedan mover en frente de las pasadas de desbaste, etc. LaLista de Operaciones también puede reacomodarse manualmente moviendo mosaicos a diferentes ubicaciones
en la lista.
Mientras la Lista de Operaciones puede organizarse para crear un orden de mecanizado más óptimo, hay otrospuntos a tener en cuenta. Al usar la opción Separación Automática y/o la opción Sólo Material, el sistematoma en cuenta las condiciones de material cuando crea los movimientos de posicionamiento y la trayectoriapara cada operación. El cambio del orden de operaciones tiene el potencial de cambiar las condiciones dematerial iniciales para las operaciones existentes. Si el orden de operaciones cambia o se agregan o eliminanoperaciones de la lista, las trayectorias y los movimientos de posicionamiento deben verif icarse. El renderizadode la pieza es una buena manera de verificar si es necesario realizar cambios en los movimientos de laherramienta debido a la interferencia de herramienta o movimientos de posicionamiento incorrectosinnecesarios. Si es preciso realizar ajustes, las operaciones deben ser reprocesadas. El reprocesamiento de todaslas operaciones en un archivo de pieza es muy fácil usando el elemento Rehacer Todas las Operaciones demenú Editar. Cuando se reprocesan las operaciones, el sistema recalculará todas las trayectorias y losmovimientos de posicionamiento sobre la base del orden de operaciones más reciente.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 34/148
Mecanizado
28
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 35/148
PROCESOS

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 36/148

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 37/148
Procesos
3
CAPÍTULO 5: Procesos
CUADROS DE DIÁLOGO PROCESOLos cuadros de diálogo Proceso aparecen en la pantalla al colocar un Mosaico de Función de la paletaMecanizado y un Mosaico de Herramienta de la Lista de Herramientas en una ubicación de la Lista de
Procesos. Existen cuatro cuadros de diálogo Proceso que corresponden a los cuatro tipos de funciones en lapaleta Mecanizado. Las opciones disponibles con cada uno de estos procesos están descritas en esta sección.
PROCESO CONTORNEADO El proceso Contorneado se utiliza para tomar una única pasada a lo largo de una forma. Cuando unMosaico de Función de Contorneado se combina con un mosaico de la Lista de Herramientas, apareceráel siguiente cuadro de diálogo Proceso.
Opciones de Corte de ContorneadoTipo de Aproximación: Esto debería ser la primera selección hecha en todo cuadro de diálogo Proceso. La
selección del Tipo de Aproximación designa al eje (Z o X) a lo largo del cual la herramienta se aproximará a lapieza. Las opciones de OD e ID Frontal especifican que la herramienta se aproxime y retraiga a lo largo del eje X, mientras que la opción Cara Frontal requiere que la herramienta se aproxime y retraiga a lo largo del eje Z Además, si selecciona uno de estos botones de opción cambiará el Diagrama de Separación que aparece en emedio del cuadro de diálogo Proceso.
Diagrama de Separación: Esta imagen cambiará según la selección de Tipo de Aproximación y la selección deSeparación realizada en el cuadro de diálogo Documento. La selección de Tipo de Aproximación cambiará eleje de la aproximación.
1. Opciones de Corte de Contorneado2. Entrada y Salida de Contorno3. Estilo de Contorno
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 38/148
Procesos
32
Si se selecciona Separación Automática en el cuadro de diálogo Documento, el diagrama desactivará los valores de posición de separación porque se calculan sobre la base del valor de Separación Automática.
La Separación de Entrada especifica la ubicación del diámetro o radio a la que la herramienta realizará unmovimiento rápido antes de avanzar al punto inicial de la operación. La posición de Separación de Salidaespecifica la ubicación a la que la herramienta avanzará rápidamente luego de completar su trayectoria paradicha operación. Ambos cuadros están etiquetados con flechas que van hacia y desde la pieza,
respectivamente.
Hacia Adelante: Esto indica la dirección en que la herramienta se moverá a lo largo de la forma de cortedesignada. Si se selecciona la opción Hacia Adelante, la herramienta se moverá desde el punto inicial hasta elpunto final de la forma de corte seleccionada según lo designado por los marcadores de mecanizado. Si no seselecciona, la herramienta se moverá desde el punto final hasta el punto inicial de la forma de corteseleccionada.
Esquinas Cuadradas: Esta casilla de verificación determina los movimientos de esquinas externas para unaforma de corte. Cuando esta opción está activada, el sistema no agrega un movimiento de radio en las esquinasde la forma de corte. En lugar de ello, la herramienta sólo realiza movimientos agudos cuando va alrededor deuna esquina y dejará el contacto con la forma terminada, posiblemente creando una rebaba en la esquina. Si no
se selecciona esta opción, el sistema automáticamente realiza un movimiento de radio al redondear unaesquina de modo que la herramienta siempre permanezca en contacto con la pieza.
Sin Arrastre: Una casilla de verificación que indica cómo se cortará el contorno. Cuando se selecciona estaopción, la forma de corte elegida se divide automáticamente en segmentos que se cortarán a lo largo de ladirección de ángulo de inserción positivo. Todos los cortes se realizarán “empujando” el accesorio, no“jalándolo”.
Compensación de Deflexión (Herramienta de Ranura): Al elegir unatrayectoria de estilo “Sin Arrastre”, tiene la opción de especificar unacantidad de compensación de deflexión. El movimiento de la herramientase modifica siempre que la compensación de deflexión esté vigente. Esto
dividirá un contorno en (posiblemente) varias trayectorias de herramienta de modo que el accesorio estésiempre cortando en una dirección hacia “adelante”. Esto elimina el arrastre o los cortes con el lado posteriordel accesorio.
Corte : Una casilla de verificación para utilizar con herramientas de corte. Si el postprocesador se hapersonalizado apropiadamente, si activa esta opción el postprocesador generará códigos especiales necesariospara quitar una pieza del stock de barra.
Entrada y Salida de ContornoLas opciones Entrada y Salida pueden crear movimientos adicionales que serán agregados a la trayectoria deherramienta. Cuando se selecciona la primera opción, se agregará un arco de 90º del valor de radio
especificado a la trayectoria. El arco será tangente a la característica de inicio en el punto inicial. Si seintroduce un valor en el cuadro de texto Línea, se creará una línea de la longitud especif icada tangente al arco.También, si se selecciona y el valor de radio es cero, la línea no será perpendicular sino que será paralela.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 39/148
Procesos
33
Cuando se selecciona la segunda opción, se agregará una línea de la longitud especificada a la forma de corte.Esta línea será perpendicular a la característica de inicio en el punto inicial.
Si selecciona la Opción Avanzada puede definir Movimientos de Entrada y Salida usando la Pestaña Entrada/Salida. Las opciones y el comportamiento de estos movimientos son similares a los de entrada/salida de Fresasalvo que no hay movimientos de Rampa Z para Torno. Puede definir movimientos para Entrada y Salida demanera independiente. Si selecciona la opción Salida se activan los movimientos de Salida, los cuales puedenestablecerse en los valores predeterminados o las opciones avanzadas.
Entrada/Salida de Radio: Seleccione esta opción para basar su movimiento de entrada/salida en un radio.
Línea de CRC: Esto genera una línea que permite que se active la Compensación de Radio de Corte. La línea deCRC puede ser tangente o perpendicular a la Línea Fuera de Pieza, según las preferencias de mecanizado.
Línea Fuera de Pieza: Esto se generó después de la línea CRC, y genera una línea que avanza hacia (o sale de) lapieza.
Radio de Entrada/Salida: Esto determina el radio de la curva de entrada/salida.
Distancia Fuera de Pieza: Esto determina cuán lejos el sistema debe seguir el radio de la curva de entrada/salidaSi este valor es igual al radio de entrada/salida, se generará una curva de 90 grados.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 40/148
Procesos
34
Entrada de Línea/Salida de Línea: La entrada o salida de línea se basará en un ángulo personalizado. El eje deentrada/salida será perpendicular a la característica.
Estilo de ContornoLa selección de Estilo de Contorno afecta a las trayectorias creadas para la operación actual. Si se selecciona laopción Sólo Material, el sistema toma en cuenta las condiciones de stock actual, incluidas las especificacionesde stock personalizadas, al crear las trayectorias para una operación. Cuando Sólo Material está activada, la
trayectoria sólo avanzará sobre áreas que aún no han sido mecanizadas en operaciones anteriores. El sistemalleva la cuenta del material eliminado en operaciones anteriores y genera la trayectoria actual sobre la base dedicha información, evitando un “ corte de aire”.
Debido a ello, el orden de las operaciones afecta directamente cómo se cortará la pieza. Si el orden deoperaciones cambia o se agregan o eliminan operaciones, todas las operaciones deberán reprocesarse parapoder dar cuenta del cambio. El elemento Rehacer Todas las Operaciones del menú Edición hace quereprocesar todas las operaciones de una pieza sea muy sencillo.
El valor Separación especif ica una cantidad de desplazamiento del material que el sistema utiliza para calculardónde puede avanzar rápidamente y con seguridad la herramienta durante una operación. Si la herramientaestá dentro de la cantidad de separación, sólo se permitirán movimientos de avance.
La opción Total le da al usuario más control sobre la creación de la trayectoria de herramienta. Si se seleccionala opción Total, la trayectoria generada avanzará sobre la forma de corte seleccionada desde el punto inicialhasta el f inal según lo designado por los marcadores de mecanizado.
Ruptura de Esquina : El valor introducido en este cuadro de texto especifica un radio que se colocará en cadaesquina viva externa de la forma de corte seleccionada. Un valor de cero no romperá la esquina, peromantendrá la herramienta en contacto con la pieza a medida que se mueve a la siguiente característica.Observe que Ruptura de Esquina sólo está disponible cuando no se selecciona Esquinas Cuadradas.
Finaliz. Stock ±: El valor de Finaliz. Stock especifica la cantidad mínima de material que quedará en la forma decorte (igualmente en todas las caras) una vez completada la trayectoria.
Stock Xr: El valor Stock Xr permite que el usuario especifique cualquier cantidad de stock adicional para el eje X. El valor introducido aquí especif ica la cantidad de material que quedará en la forma de corte a lo largo deleje X únicamente.
Stock Z: El valor Stock Z permite que el usuario especif ique una cantidad de stock para el eje Z. El valor Stock Zespecifica la cantidad de material que quedará en la forma de corte a lo largo del eje Z únicamente.
Compensación de Radio de Corte Activada: Casilla de verificación que indica si la Compensación de Radio deCorte está activada o desactivada. GibbsCAM tiene ciertas reglas para cuándo y dónde generará marcadoresCRC. Estas reglas han sido elegidas de modo de ser tan seguras como sea posible para la gama más amplia de
máquinas. Esto significa que si bien una máquina específica puede manejar diferentes reglas CRC, nogeneraremos marcadores para todos los casos de manera predeterminada. Las reglas CRC en arcos son elejemplo principal de esto.
Para nuevas trayectorias, GibbsCAM realizará lo siguiente:
1. CRC será activado en movimientos de entrada, antes el arco de entrada. Si no hay ningún movimientoantes del arco de entrada, CRC se activará en el arco. GibbsCAM tiene una advertencia que le hará saber alusuario final cuándo está utilizando CRC sin un movimiento de línea. En general consideramos que laactivación de CRC en un arco es un caso no válido, porque no corta el arco con precisión.
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 41/148
Procesos
35
2. CRC será activado en movimientos de salida, después del arco de salida. Si no hay ningún movimientodespués del arco de salida, la desactivación de CRC se realizará en el movimiento de Profundidad. Una vezmás, GibbsCAM dará una advertencia cuando un usuario no tenga un movimiento de línea. En generalconsideramos que la desactivación de CRC en un arco es un caso no válido, porque no corta el arco conprecisión.
3. Algunas operaciones tienen la opción de diferir la activación de CRC hasta más tarde en la trayectoria
(desbastando con una pasada de acabado). Las reglas 1 y 2 se aplicarán sólo a la pasada de acabado.
Para las trayectorias anteriores, GibbsCAM sólo seguirá las reglas 1 y 2. Ningún marcador será agregado paraaceleraciones incrustadas en la trayectoria.
Refrigerante: Casilla de verif icación que indica si el refrigerante está activado en un proceso. Refrigeración es laopción de refrigerante estándar. Existen opciones de refrigerante adicionales con postprocesadorespersonalizados.
CSS (Velocidad de Superficie Constante): Si selecciona el elemento CSS activará Velocidad de SuperficieConstante (CSS). CSS hará que las RPM del husillo cambien constantemente sobre la base del diámetro en queestá la herramienta y los SFPM utilizados.
RPM máx.: La configuración RPM máx. se utiliza para establecer el límite de seguridad superior en las RPM delhusillo. Si CSS está desactivada, el valor de RPM se utilizará para la velocidad del husillo.
Los valores de SFPM y Avance pueden calcularse automáticamente sobre la base del material seleccionado siestá instalada la base de datos de Materiales CutDATA. Para que estos valores puedan ser calculados eintroducidos en los cuadros apropiados, es preciso hacer clic en los botones SFPM y Avance. Si no se seleccionamaterial alguno o la base de Materiales CutDATA no está instalada, el usuario deberá introducir los valoresmanualmente para el avance y la velocidad.
Avance de Entrada: Al hacer clic en el botón Avance de Entrada, el software calculará el valor basándose ennuestra base de datos de materiales. De manera alternativa, puede anular el valor calculado manualmente
introduciendo su propio valor. El avance de entrada se escribe en la trayectoria para su salida en código G.
Avance de Contorno: Esto calculará el mejor avance sobre la base del tipo de material seleccionado utilizandoCutDATA.
Ejes de Dirección de Corte: Las casillas de verificación Ejesde Dirección de Corte permiten que el usuario regulelos ejes y las direcciones de la forma de corte. Si se anula la selección de un eje se evitará que la forma de cortese mueva en esa dirección de eje. La conf iguración predeterminada debe tener todos los ejes seleccionados.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 42/148
Procesos
36
PROCESO DESBASTE Los procesos Desbaste se utilizan para tomar varias pasadas en una forma. Cuando el mosaico de lafunción Desbaste se combina con un mosaico de Herramienta, aparecerá el siguiente cuadro de diálogoProceso.
Opciones de Corte de DesbasteTipo de Aproximación: La selección del Tipo de Aproximación designa al eje (Z o X) a lo largo del cual laherramienta se aproximará a la pieza. Las opciones de OD e ID Frontal especifican que la herramienta se
aproxime y retraiga a lo largo del eje X, mientras que la opción Cara Frontal requiere que la herramienta seaproxime y retraiga a lo largo del eje Z. Además, si selecciona uno de estos botones de opción cambiará elDiagrama de Separación que aparece en la esquina de la derecha del cuadro de diálogo Proceso.
Dirección de Corte: Estas casillas de verificación indican que la dirección en que se moverá la herramienta a lolargo de la forma de corte designada. Si se marca la opción Hacia Adelante, la herramienta se moverá desde elpunto inicial hasta el punto final de la forma de corte seleccionada según lo designado por los marcadores demecanizado. De lo contrario, la herramienta se moverá desde el punto final hasta el punto inicial de la formade corte seleccionada. Cuando se activa la opción Atrás y Adelante, la herramienta cortará en ambasdirecciones sin avanzar rápidamente hacia el comienzo de la trayectoria después de cada pasada.
1. Opciones de Corte de Desbaste2. Tipo de Desbaste
3. Opciones de Stock4. Avances y Velocidades de Desbaste5. Diagrama de Separación6. Estilo de Desbaste7. Refrigerante8. Ejes de Dirección de Corte

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 43/148
Procesos
37
Extensión Lateral de Inicio: Esta opción le permite establecer una distancia inicial adicional para cada pasada dedesbaste. Esto ayuda a garantizar que la herramienta tendrá un movimiento de avance que salga del material.
Tipo de DesbasteLos botones de opción Tipo de Desbaste indican qué tipo de ciclo de desbaste se utilizará para el procesoactual. Los tres tipos de desbaste disponibles son Torno,Picado y Cambio de Patrón. Cada tipo de desbastetiene un Diagrama de Separación correspondiente. Las opciones Picado y Cambio de Patrón harán aparecer
cuadros de diálogos que solicitarán información adicional específica del ciclo de desbaste seleccionado. Lainformación requerida para cada tipo de desbaste se detalla a continuación.
Torno: Cuando se selecciona la opción Torno, debe introducirse una cantidad de Profundidad de Corte queespecifique la profundidad del corte que hará la herramienta en cada pasada de desbaste. Según el Tipo de Aproximación seleccionado, la profundidad del corte será un valor Xr o Z. Observe que Rampa de Muesca(establecido en el cuadro de diálogo de la herramienta) reducirá la profundidad del corte en un trazo y loincrementará en el siguiente. Asegúrese de que el valor de la rampa sea menor que la profundidad del corte.
Quitar de Pared: Si selecciona esta casilla hará que la herramienta quite de la pared en lugar de mecanizarlaEsto producirá una trayectoria de “peldaño” a medida que la herramienta se dirija hacia arriba y se retraiga.
Pasada de Limpieza: Una pasada de limpieza volverá y eliminará todo material dejado por Quitar de Pared.
Picado: Cuando se selecciona un Tipo de Desbaste Picado, los siguientes cambios se realizan en el cuadro dediálogo estándar Desbaste.
Figura 1: Trayectoria generada con Quitar de Pared y una Pasada de Limpieza.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 44/148
Procesos
38
Cuadro de diálogo Picado: Este cuadro de diálogo le permite al usuariointroducir especificaciones para ciclos de desbaste de Picado. ElÁngulo de Picado especifica el ángulo con el que la herramienta deranura picará en la pieza. El valor predeterminado para el Ángulo dePicado es de 270º, lo que hace que la herramienta pique directamentehacia abajo. Existen dos opciones disponibles para el Ancho de Corte.Cuando se selecciona la opción Exacto, el usuario introduce una
distancia en Z que la herramienta pasará por encima en cada picado. Laopción Calcular variará el ancho del corte según sea necesario de modoque la trayectoria llegue a los puntos f inales de cada característica en laforma de corte seleccionada. Cuando se selecciona la opción Cortes delCentro Hacia Fuera, la herramienta realizará su primer picado en elcentro de la ranura, y luego procederá a desbastar cada lado. La opciónMúltiples Pasadas realiza "picado de estilo ancho primero". Estotomará cortes transversales en el mismo nivel X y luego disminuirásegún la cantidad de paso. Las opciones Tipo de Picado le permiten alusuario seleccionar el tipo de movimiento que la herramienta harácuando ingresa por primera vez a la pieza en una operación de desbastede picado. Las opciones Tipo de Picado incluyen Avance, Picar Todo
Fuera y Retracción por Picado y se describen en detalle a continuación.
Picado: Esta opción designa que el primer picado sea un movimiento de avance continuo desde la posiciónde separación hasta la parte inferior de la ranura. El valor porcentual del Primer Avance especifica elporcentaje de la conf iguración del avance para el Proceso.
Sólo en Primer Picado: Para Picar Todo Fuera y Retracción por Picado puede designar estas opciones para elprimer picado solamente.
Picar Todo Fuera: Esta opción designa a la primera perforación como un picado. El usuario especifica unaCantidad de Picado y una cantidad de Separación. Debido a que es Picar Todo Fuera, después de cadapicado la herramienta se retraerá totalmente hasta salir de la ranura a la posición de separación. La
herramienta luego volverá a ingresar en la pieza y comenzará su movimiento de picado a una distancia deseparación del material restante.
Retracción por Picado: Esta opción también designa a la primera perforación como un picado. Nuevamentese especifica una Cantidad de Picado. Además, el usuario especifica una cantidad de Retracción queespecifica cuán lejos saldrá la herramienta del corte real en lugar de salir totalmente de la pieza.
Cambio de Patrón: Este cuadro de diálogo le permite al usuario introducirespecificaciones para ciclos de desbaste de Cambio de Patrón. Los valores Corte Xr y Corte Z especifican la cantidad de material que se eliminará en cada pasada dedesbaste. La cantidad de corte en cada eje no debe ser la misma necesariamente.
Si se selecciona la opción Total como Estilo de Desbaste, el usuario deberáintroducir un Punto Inicial del Ciclo y designar el número de pasadas a realizar. ElPunto Inicial del Ciclo especifica la coordenada que utiliza la herramienta como elpunto de comienzo para el ciclo de desbaste de Cambio de Patrón. Este punto debeestar separado de la pieza. La opción Fijo, cuando está activada, designa que laherramienta vuelva al Punto Inicial del Ciclo después de cada pasada. Cuando estaopción no está activada, la herramienta volverá al Punto Inicial del Ciclo menos elCorte Xr y el Corte Z después de cada pasada. El valor Pasadas especifica el númerode cortes necesario para eliminar la cantidad deseada de material en este proceso.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 45/148
Procesos
39
Cuando la opción Esquinas Cuadradas está seleccionada, el sistema no agrega un movimiento de radio en lasesquinas de la forma de corte. En lugar de ello, la herramienta sólo realiza movimientos agudos cuando vaalrededor de una esquina y dejará el contacto con la forma terminada, posiblemente creando una rebaba en laesquina. Si esta opción no está seleccionada, el sistema siempre permanecerá en contacto con la pieza almoverse alrededor de las esquinas.
Contorno de Desplazamiento: Este tipo de desbaste produce pasadas que
siguen la forma del perfil de la pieza en cada pasada, usando undesplazamiento en disminución para cada pasada. Esto debería ser usadocuando se desea que se siga la forma del contorno final con todas las pasadas de desbaste. Esto tiene una ventaja en que cada pasada elimina una cantidad consistente de material para toda la pasada, a diferencia deotros tipos de desbaste que pueden intersecar el perfil de la pieza en diferentes posiciones a lo largo de lapasada. Esto es particularmente importante para los materiales que se endurecen por deformación debido alhecho de que estos materiales pueden causar demasiado desgaste o quiebre si parte del corte se realizaeliminando una escasa cantidad de material.
Diagrama de SeparaciónLa imagen cambiará según las diversas opciones seleccionadas tales como Tipo de Aproximación y la opciónSeparación en el cuadro de diálogo Documento. Separación Automática calculará las posiciones de separación
automáticamente si ésta es la opción seleccionada. De lo contrario, el usuario debe introducir las Posiciones deSeparación de Entrada y Salida que se utilizan de manera diferente según el Tipo de Aproximaciónseleccionado.
Un valor Separación Automática del cuadro de diálogo Documento desactivará lasposiciones de Separación de Entrada y Salida porque se manejan universalmente.
Si se selecciona Sólo Material como el Estilo de Desbaste, el diagramatendrá opciones para las Posiciones de Separación y Entrada y Salidasegún se muestra en la imagen. La Posición de Separación de Entradaespecifica la ubicación a la que la herramienta avanzará rápidamenteantes de avanzar al punto inicial de la operación. La Posición deSeparación de Salida especifica la ubicación a la que la herramientaavanzará rápidamente luego de completar su trayectoria para dicha operación. Ambos cuadros estánetiquetados con flechas que van hacia y desde la pieza, respectivamente. El uso de los valores introducidospara la Posición de Separación de Entrada y la Posición de Separación de Salida cambia según el Tipo de
Aproximación seleccionado. Remítase a la sección Movimientos de Separación en este capítulo para obtenermás detalles.
La Posición Inicial de Stock X designa la posición desde la que secalculará el primer corte. Sólo se deberá especificar esta posición si laopción Total está seleccionada para el Estilo de Desbaste (en lugar deSólo Material). El movimiento desde esta posición hasta el primercorte será la cantidad de la profundidad del corte. Será un movimientorápido si la opción Paso Rápido está activada en la opción Total. De locontrario, será un movimiento de avance.
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 46/148
Procesos
40
La Posición de Separación de Entrada especifica la posición a la que la herramientase retraerá entre cada paso. El uso de este valor cambia según el Tipo de Aproximación seleccionado. El uso del valor introducido para la Posición de Separación de Salida cambia según el Tipo de Aproximaciónseleccionado. Remítase a la sección Movimientos de Separación en este capítulo para obtener más detalles.
Sólo se deberá especificar la Posición Inicial de Stock X cuando la opción Total esté seleccionada para el Estilode Desbaste. Esta posición sólo se utilizará cuando se elija la opción Picar Todo Fuera o Picado por Retracción
para la opción Primer Picado. Cuando ése es el caso, el valor introducido se utilizará como el punto desde elcual se calculará el primer picado. Los ejes cambiarán según el Tipo de Aproximación seleccionado.
Estilo de DesbasteLa selección de Estilo de Desbaste afecta a las trayectorias creadas para la operación actual. Si se selecciona laopción Sólo Material, el sistema toma en cuenta las condiciones de stock actual, incluidas las especif icacionesde stock personalizadas, al crear las trayectorias para una operación. Cuando Sólo Material está activada, latrayectoria sólo avanzará sobre áreas que aún no han sido mecanizadas en operaciones anteriores. El sistemalleva la cuenta del material eliminado en operaciones anteriores y genera la trayectoria actual sobre la base dedicha información, evitando que se produzca un “corte de aire”.
Debido a ello, el orden de las operaciones afecta directamente cómo se cortará la pieza. Si el orden de
operaciones cambia o se agregan o eliminan operaciones, todas las operaciones deberán reprocesarse parapoder calcular el cambio. El elemento Rehacer Todas las Operaciones del menú Edición hace que reprocesartodas las operaciones de una pieza sea muy sencillo.
El valor Separación especifica una cantidad de desplazamiento de la geometría de la pieza que el sistemautiliza para calcular adónde puede avanzar rápidamente y con seguridad la herramienta durante unaoperación. Si la herramienta está dentro de la cantidad de separación, sólo se permitirán movimientos deavance. Esta cantidad de Separación será tenida en cuenta junto con la cantidad de Separación Automática alcrear los movimientos de entrada y salida necesarios.
La opción Total le da al usuario más control sobre la creación de la trayectoria de herramienta. Si se seleccionala opción Total, la trayectoria generada simplemente avanzará sobre la forma de corte seleccionada desde elpunto inicial hasta el final según lo designado por los marcadores de mecanizado. Si se activa la opción PasoRápido, la herramienta realizará movimientos rápidos entre cada pasada, de lo contrario todos losmovimientos en la trayectoria propiamente dicha serán movimientos de avance.
Opciones de StockRuptura de Esquina: El valor introducido en este cuadro de texto especifica un radio que se colocará en cadaesquina viva externa de la forma de corte seleccionada. Un valor de cero no romperá la esquina, peromantendrá la herramienta en contacto con la pieza a medida que se mueve a la siguiente característica. Lasrupturas de esquina sólo se calculan con ciclos de desbaste de cambio de patrón y torno.
Finaliz. Stock ±: La cantidad de Finaliz. Stock especifica la cantidad mínima de material que quedará en la
forma de corte una vez completada una trayectoria. La cantidad de Finaliz. Stock afecta la forma de corte lacual, a su vez, afecta la trayectoria creada en un ciclo f ijo.
Stock Xr ±: El valor Stock Xr permite que el usuario especif ique una cantidad de stock adicional para el eje X. El valor introducido aquí especif ica la cantidad de material que quedará en la forma de corte a lo largo del eje X únicamente. Esta cantidad de stock se utiliza como un parámetro en ciclos f ijos.
Stock Z ±: El valor Stock Z permite que el usuario especifique una cantidad de stock separada para el eje Z. El valor Stock Z especifica la cantidad de material que quedará en la forma de corte a lo largo del eje Zúnicamente. Esta cantidad de stock se utiliza como un parámetro en ciclos f ijos.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 47/148
Procesos
4
Avances y Velocidades de DesbasteCSS (Velocidad de Superficie Constante): Si selecciona el elemento CSS activará Velocidad de SuperficieConstante (CSS). CSS hará que las RPM del husillo cambien constantemente sobre la base del diámetro en queestá la herramienta y los SFPM utilizados. La configuración RPM máx. se utiliza para establecer el límite deseguridad superior en las RPM del husillo. Si CSS está desactivada, el valor de RPM se utilizará para la
velocidad del husillo.
Los valores de SFPM y Avance pueden calcularse automáticamente sobre la base del material seleccionado siestá instalada la base de datos de Materiales CutDATA. Para que estos valores puedan ser calculados eintroducidos en los cuadros apropiados, es preciso hacer clic en los botones SFPM y Avance. Si no se seleccionamaterial alguno o la base de Materiales CutDATA no está instalada, el usuario deberá introducir los valoresmanualmente para el avance y la velocidad.
Avance de Entrada: Al hacer clic en el botón Avance de Entrada, el software calculará el valor basándose ennuestra base de datos de materiales. De manera alternativa, puede anular el valor calculado manualmenteintroduciendo su propio valor. El avance de entrada se escribe en la trayectoria para su salida en código G. Este valor afecta todo movimiento de entrada potencial de una trayectoria.
RefrigeranteRefrigeración: Ésta es la opción de refrigerante estándar. Existen opciones de refrigerante adicionales conpostprocesadores personalizados.
Ciclo Fijo: Una casilla de verificación que generará ciclos de desbaste como ciclos fijos si el torno que se estáprogramando es capaz de manejar ciclos fijos. Si la opción Acabado Automático está activada, se agregará unapasada de acabado fija de manera automática al código postprocesado después del ciclo fijo de desbaste. Laopción Ciclo Fijo no está disponible al utilizar posiciones de Separación Fija (NO Separación Automática) y eEstilo de Desbaste Total (NO Sólo Material).
Ejes de Dirección de CorteLas casillas de verificación Ejes de Dirección de Corte permiten que el usuario regule los ejes y las direcciones
de la forma de corte. Si se anula la selección de un eje se evitará que la forma de corte se mueva en esadirección de eje. La conf iguración predeterminada debe tener todos los ejes seleccionados.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 48/148
Procesos
42
PROCESO ROSCALos procesos Rosca se utilizan para crear roscas de ID y OD. Cuando el mosaico de la Función Roscadose combina con un mosaico de Herramienta, aparecerá el cuadro de diálogo Proceso que se muestra acontinuación. Para obtener más información sobre la creación de roscas, consulte “Roscado” en la
página 47.
Opciones de Corte de RoscaDirección de Corte: La selección realizada para esta opción determina la dirección en que se moverá la
herramienta al crear la rosca. Si se selecciona la opción Z-, la herramienta se moverá hacia el husillo. Si seselecciona la opción Z+, la herramienta se moverá en dirección contraria al husillo. Las distancias Entrar y Salir y el inicio y f in de la rosca reales cambiarán posiciones en el Diagrama de Separación/Rosca según la selecciónde corte.
Tipo de Aproximación: Con ambas selecciones en el proceso de roscado, la aproximación es a lo largo del eje X.Estas selecciones le permiten al usuario determinar si la rosca se ubicará en el OD o el ID Frontal de la pieza. ElDiagrama de Separación/Rosca cambiará de acuerdo con la elección hecha aquí.
Definición de RoscaEstilo: Las elecciones para Estilo están contenidas en un menú emergente y le permiten al usuario especificarqué tipo de rosca se cortará. La selección realizada aquí designa a la forma de rosca apropiado para el controlde los cálculos.
Xd Nominal: El valor introducido en este cuadro de texto es la ubicación de diámetro de la rosca según loespecificado en el plano de la pieza.
TPI: El valor introducido en este cuadro de texto especifica la cantidad de roscas por pulgada.
Paso: TPI y Pulgada son entradas interactivas. Al introducir TPI o Paso, el sistema calcula el valor de la otraentrada. Por ejemplo, si introduce un valor de TPI de 1,0 calculará un valor de Paso de 25,4 (y viceversa).
1. Opciones de Corte de
Rosca2. Definición de Rosca3. Profundidad de
Rosca de Corte4. Diagrama de
Separación deRoscado
5. Parámetros deMecanizado de Rosca
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 49/148
Procesos
43
Ahusamiento: Ahusamiento es un valor de "inclinación", no un ángulo. Una inclinación es una proporción dedistancias vertical/horizontal. El ángulo equivalente es:
ángulo = tan (vertical/horizontal) o tan (inclinación)
La especificación NPT define el ahusamiento como 1/16 ó 1 pulgada vertical por 16 pulgadas horizontal, con lahorizontal medida en el diámetro. Esta entrada requiere una inclinación radial, o 1/32. Puede escribir 1/32 o
puede escribir 0,03125, el equivalente decimal. Si su ahusamiento está definido como un ángulo radial, lainclinación = arctan (ángulo).
N.º de Inicios: El valor introducido aquí es el número de inicios para la rosca. La mayoría de las roscas estándartienen un inicio. Si aquí se introduce un valor mayor que uno, el proceso creará un inicio de rosca múltiple.
Xd Mayor: El valor en este cuadro de texto se predetermina de manera automática en el valor introducido para Xd Nominal; sin embargo, puede cambiarlo. El corte comienza en este diámetro en una rosca de OD.
Xd Menor: El valor en este cuadro de texto se predetermina en un valor calculado sobre la base de Xd Nomina y el paso deseado. El corte comienza en este diámetro en una rosca de ID.
Xr Altura Rosca: Este valor se calcula tomando la diferencia entre los diámetros Mayor y Menor y dividiéndolopor dos. Representa la Altura de Rosca dada como un valor de radio.
Avanzando: Esta sección le permite al usuario controlar cómo se cortará un accesorio de roscado. La opciónNivelado cortará con ambos lados del accesorio por igual. Para formas de roscas UN, Avanzando Nivelado o 0ºlleva todos los cortes a la misma posición Z. La selección de Ángulo de Roscado le permite al usuarioespecificar el ángulo de Avanzando. El valor introducido se mide en grados y especifica el ángulo Avanzandode arista única para la forma de rosca. El valor 29,5º es el Ángulo de Roscado predeterminado para todos lostipos de rosca. Cada corte se inicia en una posición Z diferente, siempre cortando con una arista. La opciónAlternativa está disponible cuando Ángulo de Roscado es la selección Avanzando. Cuando está "activado"cada corte tomado en el ángulo especif icado alternará (por ej. 29,5°, -29,5°, 29,5°). Sólo se utiliza una arista por vez para cortar, pero alterna para brindar la máxima vida útil al accesorio. Esto también se conoce como
"utilizar la arista de entrada y la arista f inal alternadamente".
Profundidad de Rosca de CorteLas selecciones realizadas en este cuadro permiten que el usuario designe la profundidad de corte para cadapasada de la operación de roscado. La opción Una Pasada de Acabado especifica que la herramienta realizaráuna única pasada por la rosca. Su uso principal es quitar rebabas o pequeños excesos de material en una roscaexistente. Si selecciona Una Pasada de Acabado aparecerá en gris el cuadro de diálogo Último Corte, ya quehay sólo una pasada. La selección de Corte Constante le permite al usuario designar la Profundidad de Corteque la herramienta de roscado hará en cada pasada. El valor se mide como un radio y se introduce en el cuadrode texto rotulado como 1er. La selección de Carga Constante le permite al usuario especificar la profundidaddel corte realizado en la primera pasada. Este valor también se mide como un radio y se introduce en el cuadro
de texto rotulado como 1º. La cantidad de material (la carga) eliminada para esa profundidad de corte serácalculada, y en cada pasada sucesiva la profundidad del corte disminuirá mientras que la presión de laherramienta permanece constante.
La opción Último Corte se selecciona para evitar que cualquier corte elimine menos que una cantidad dada dematerial en la última pasada. El valor introducido se mide como un valor de radio y especifica el corte mínimosegún el cual disminuirá la carga constante. La opción Pasada Adicional puede usarse en conjunción concualquiera de las profundidades de las selecciones de corte. Creará pasadas adicionales igual al númerointroducido una vez que la rosca haya sido cortada.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 50/148
Procesos
44
Diagrama de Separación de Roscado
Si la opción Separación Automática está activada, es preciso introducir las Posiciones de Separación deEntrada y Salida. Si Separación Automática está desactivada, las Posiciones de Separación de Entrada y salidadeben introducirse para especificar dónde la herramienta se moverá al aproximarse y retraerse de la pieza.
Los valores Entrar se utilizan si la herramienta de roscado debe comenzar a una determinada distancia delinicio real de la rosca para acelerar a la velocidad de avance apropiada. La distancia Entrar Z permite que el
usuario designe una distancia a lo largo del eje Z para comenzar la pasada de roscado. La distancia Entrar X puede utilizarse juntamente con la distancia Entrar Z para iniciar la rosca en un ángulo. Los valores Salirpermiten que el usuario designe una distancia y un ángulo para que la herramienta de roscado salga de la rosca y funcionan igual que los valores Entrar.
Las etiquetas y los valores Entrar y Salir cambiarán posiciones en el diagrama dependiendo de si la herramientaestá cortando hacia el husillo o en sentido contrario, lo cual está determinado por la selección realizada para ladirección de corte (Z+ o Z-).
Los valores Inicio Real de Rosca y Fin Real de Rosca especifican dónde a lo largo del eje Z comenzará y terminará la rosca. Todo valor Entrar o Salir se agregará a la longitud real de la rosca.
Parámetros de Mecanizado de RoscaRefrigerante: Esta casilla de verificación indica si está activado refrigerante. Refrigeración es la opción derefrigerante estándar. Existen opciones de refrigerante adicionales con postprocesadores personalizados.
Ciclo Fijo: Una casilla de verificación que generará ciclos de rosca como ciclos fijos si el torno que se estáprogramando es capaz de manejar ciclos fijos.
Botón Material: Al hacer clic en este botón, se abrirá el cuadro de diálogo Materiales, que le permitirá alsistema calcular la velocidad recomendada para el material seleccionado. Para obtener más detalles, vea lasección Base de datos de Materiales en este capítulo.
Velocidad: RPM: El valor introducido aquí es la velocidad del husillo medida en revoluciones por minuto. Puedeintroducir las RPM manualmente o hacer clic en el botón para calcular automáticamente las RPM segn la basede datos de Materiales.
PROCESO AGUJEROSLos Procesos Agujeros se utilizan para realizar agujeros en el centro (X0). Cuando el mosaico de laFunción Taladrado se combina con un mosaico de Herramienta, aparecerá el siguiente cuadro dediálogo Proceso.
1. SeparaciónAutomática
2. Fin de Rosca3. Inicio de Rosca4. Salir Z5. Entrar Z
6. Separación deEntrada
7. Separación deSalida

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 51/148
Procesos
45
Ciclo de Entrada/Salida de AgujerosLas selecciones realizadas aquí determinan el ciclo que la herramienta utilizará para realizar sus características
de agujeros. Entre las opciones se incluyen: Avance Entrada – Salida Rápida, Avance Entrada – Avance SalidaRosca, Rosca Rígida, Picar Todo Fuera, y Picar Rompevirutas. Existen Ciclos de Entrada y salida adicionalesque están disponibles con postprocesadores personalizados.
Opciones de Taladrado de AgujerosSeparación: Este cuadro de texto sólo se activa si la opción Picar Todo Fuera es el Ciclo de Entrada/Salidaseleccionado. El valor introducido especifica la distancia incremental lejos del material desde la cual laherramienta iniciará su siguiente picado.
Picado: Este cuadro de texto sólo se activa cuando la opción Picar Todo Fuera o Picar Rompevirutas es el Ciclode Entrada/Salida seleccionado. El valor introducido aquí especifica la profundidad incremental a la quetaladrará la herramienta en cada picado.
Retracción: Este cuadro de texto sólo se activa si la opción Picar Rompevirutas es el Ciclo de Entrada/Salidaseleccionado. El valor introducido aquí especifica la distancia de retracción de la herramienta luego de cadapicado.
Diagrama de Taladro/Separación de Agujeros
Las Posiciones de Entrada y Salida deberán ser introducidas sólo si la opción Separación Automática estádesactivada, en cuyo caso estos valores especifican las posiciones que la herramienta puede usar al
1. Ciclo de Entrada/Salida de Agujeros2. Opciones de Taladrado de Agujeros3. Diagrama de Taladro/Separación de
Agujeros4. Parámetros de Mecanizado de
Agujeros
1. Separación Automática2. Superficie Z de Taladrado3. Diámetro de Punto4. Plano de Separación de Salida5. Plano de Separación de Entrada
6. Punta Afilada Z7. Diámetro Completo Z
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 52/148
Procesos
46
aproximarse y retraerse de la pieza. Los otros cuatro valores descriptos a continuación son todos interactivos,calculando automáticamente los valores desconocidos.
Punta Afilada Z: Especifica la profundidad Z absoluta de la punta de la herramienta y es el número que seutilizará en la salida postprocesada del código terminado.
Superficie Z de Taladrado: Especifique el valor Z absoluto de la superficie de la pieza.
Diámetro de Punto: Especifica el diámetro del agujero en la Superficie Z. Esto es útil cuando se realiza unavellanado, por ejemplo.
Diámetro Completo Z: Especifique la profundidad Z absoluto del diámetro total del taladro.
Parámetros de Mecanizado de AgujerosParada Breve: El valor ingresado en este cuadro de texto le permite al usuario especificar el tiempo de paradadel taladro en la parte inferior del agujero con el husillo activado. El valor puede ser medido en segundos(introducidos en el cuadro de texto rotulado seg) o en revoluciones por segundo (introducidas en el cuadro detexto rotulado revs). Debido a que los dos cuadros son interactivos, sólo debe introducirse un valor en uno y elsistema calculará el otro.
Botón Material: Al hacer clic en este botón, se abrirá el cuadro de diálogo Materiales, que le permitirá alsistema calcular la velocidad recomendada para el material seleccionado. Remítase a la sección Base de Datosde Materiales en este capítulo para obtener más detalles.
Velocidad: RPM: El valor introducido aquí es la velocidad del husillo medida en revoluciones por minuto. Puedeintroducir las RPM manualmente o hacer clic en el botón para calcular automáticamente las RPM segn la Basede Datos de Materiales. Para obtener más detalles, consulte la sección Base de Datos de Materiales en estecapítulo.
Avance: Picado: El valor introducido aquí es las pulgadas por revolución. Puede introducir la velocidad deavance manualmente o hacer clic en el botón para calcular automáticamente el valor de la Base de Datos deMateriales. Para obtener más detalles, consulte la sección Base de Datos de Materiales en este capítulo.
Refrigerante: Casilla de verif icación que indica si el refrigerante está activado en el proceso. Refrigeración es laopción de refrigerante estándar. Existen selecciones de refrigerante adicionales con postprocesadorespersonalizados.
Ciclo Fijo: Una casilla de verificación que generará movimientos de taladrado como ciclos fijos si el torno quese está programando es capaz de manejar ciclos fijos.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 53/148
Procesos
47
ROSCADOEsta sección tiene el fin de ayudarlo a calcular los parámetros correctos para cortar tanto roscas rectas comoroscas de tuberías NPT estándar utilizando el sistema. Primero, se brindarán las generalidades del corte derosca usando el sistema. Hay tres cosas que el usuario debe definir para poder cortar una roscaapropiadamente usando el sistema: qué clase de rosca se cortará, cómo se cortará y dónde se cortará.
DIMENSIONES DE ROSCA - DEFINIR LA CLASE DE ROSCA A CORTAREstilo: Este menú emergente se utiliza para seleccionar el estilo de rosca, tal como UNF, NPT, etc.
Xd Nominal: Éste es el diámetro nominal de la rosca.
TPI: Éste es el número de roscas por pulgada (por milímetro para piezas métricas).
Ahusamiento (Inclinación): Ésta es la inclinación decimal del ahusamiento de la rosca, medida radialmentePara roscas rectas, este valor debe ser cero. Para roscas de tuberías NPT estándar, este valor debe ser 1/32 o0,03125 (la inclinación de las roscas NPT es 1/16 de pulgada por pulgada en diámetro, lo cual es 1/32 de pulgadapor pulgada radialmente). Si está creando una rosca ahusada con Entrar, no debe utilizar Ciclos Fijos. Esto se
debe a que la mayoría de las máquinas no pueden manejar esta situación.
N.º de inicios: Éste es el número de inicios de rosca. Para múltiples roscas iniciales, introduzca el número deinicios aquí. De lo contrario, este valor debe ser uno.
Xd Mayor y Xd Menor: Estos valores se predeterminarán en los diámetros mayor y menor teóricos sobre la basede una rosca afilada perfecta. El valor se calcula principalmente para referencia; el valor puede cambiarsesegún se requiera para la clase y el calce de rosca deseados en particular. Para roscas de OD, el diámetro menores crucial ya que será el diámetro que la herramienta cortará en la pasada de acabado. Para roscas de ID, loopuesto es cierto. El diámetro mayor es crucial ya que será el diámetro que la herramienta cortará en la pasadade acabado de una rosca de ID.
Xr Altura Rosca : Este valor es la altura real de la rosca como una dimensión del radio. Este valor se calculacomo la diferencia radial entre los diámetros Mayor Xd y Menor Xd y puede cambiarse según se requiera.
INFORMACIÓN DE CORTE - DEFINIR CÓMO CORTAR LA ROSCACortes (Z-, Z+): Se utiliza para especificar la dirección del corte de la rosca; Z- cortará hacia el husillo y Z+cortará alejándose del husillo. La elección Z- es la predeterminada ya que la mayoría de las roscas se cortaránhacia el husillo; sólo en casos menos frecuentes se utiliza la opción Z+.
OD, ID Frontal (Tipo de Aproximación): Se utiliza para especificar si el usuario está cortando una rosca externa ointerna; el tipo de rosca afectará los movimientos de aproximación al ciclo de corte de rosca. Es correctotambién pensar en esto como un Tipo de Rosca.
Avanzando - Nivelado: Esta elección hará avanzar la herramienta de rosca directamente para cada pasada, locual dará como resultado ambas aristas de la herramienta cortando por igual.
Avanzando Nivelado a menudo se utiliza al cortar acero inoxidable duro (fácil de endurecer pordeformación), ya que el método de eliminación de metal igual ayuda a evitar que se endurezca pordeformación durante el ciclo de corte. Este método por lo general no funciona bien en materiales másblandos que tienden a cargarse sobre el accesorio; para estos materiales por lo general lo mejor esutilizar Avanzando Ángulo de Roscado.
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 54/148
Procesos
48
Avanzando - Ángulo de Roscado : Esta elección hará que el movimiento de posicionamiento al comienzo decada pasada haga avanzar la herramienta de rosca en el ángulo especificado, lo cual da como resultado que laarista final de la herramienta realice casi todo o todo el corte. Es común configurar el ángulo de avancelevemente más empinado que el ángulo de roscado de modo que la arista final de la herramienta tome uncorte “ligero” para garantizar que la parte posterior de la rosca se limpie.
Alternar: Esta opción está disponible cuando Ángulo de Roscado se selecciona para Avanzando. Alternaráel avance, lo cual dará como resultado que la herramienta primero cortará con la arista de entrada, luegoalternando con la arista f inal y después volviendo a la arista de entrada, etc. Esto brinda un desgaste parejode la herramienta y a la vez le da a ésta una vida útil máxima.
Profundidad de CorteLos valores y las opciones en esta sección del cuadro de diálogo Rosca se utilizan para controlar el número decortes así como las profundidades de cortes, la profundidad de corte mínima y las pasadas adicionales.
1er Xr: Este valor es la cantidad de stock a eliminar en la primera pasada de desbaste. Este valor tambiéncontrola todo el ciclo de desbaste según se describe a continuación para Corte Constante y Carga Constante.
Una Pasada de Acabado: Esta opción especifica que la herramienta sólo toma un corte a la profundidad derosca de acabado. Esto normalmente se utilizaría para volver a cortar una rosca como parte de un proceso deeliminación de rebabas.
Corte Constante: La opción Corte Constante hará que el ciclo de desbaste pase en la cantidad especificada en el1er Xr en cada pasada subsiguiente hasta que la herramienta alcance la cantidad de Último Corte. Un 1er Xrmás grande dará como resultado menos pasadas, mientras que uno más pequeño generará más pasadas.
Corte Constante: La opción Carga Constante es el tipo de ciclo de desbaste de rosca que comúnmente se utilizamás. Este ciclo tomará un volumen constante de material en cada pasada, lo cual resultará en una profundidadmás pequeña de corte en cada pasada subsiguiente hasta que la herramienta alcance la cantidad de ÚltimoCorte. El volumen eliminado en cada pasada se calcula sobre la base de la profundidad de corte especif icada enel campo 1er Xr. Esto también puede considerarse una cantidad de presión de herramienta constante.
Último Corte: Cuando está seleccionada, esta opción evitará que el ciclo de desbaste tome pasadas de desbasteen menos del valor especificado. Además, el ciclo de desbaste siempre dejará exactamente esta cantidad parala última pasada.
Pasada Adicional: Este valor se utiliza para especificar si se deben tomar una o más pasadas adicionales a laprofundidad terminada.
UBICACIÓN DE ROSCA - DEFINIR DÓNDE CORTAR LA ROSCAInicio de Rosca Z: Este valor se utiliza para especificar dónde empieza la rosca real en Z. Si una rosca empiezaen la cara de la pieza, este valor debe ser Z0; observe que éste no es el inicio Z del ciclo de rosca.
Fin de Rosca Z: Este valor se utiliza para especificar dónde finalizar la rosca en Z.
Esta opción se utiliza a menudo para mejorar el flujo de virutas en materiales
blandos o gomosos que tienden a rasgarse durante el ciclo de corte debido a lacarga de material en la herramienta.
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 55/148
Procesos
49
Entrar Z: Es donde el usuario especifica la distancia de aceleración, de manera incremental. Por ejemplo, si elciclo de rosca debe iniciarse 3/10 pulgadas antes del inicio real de la rosca, simplemente introduzca 0,300 paraEntrar Z.
Entrar X: Este valor se utilizaría para especificar un valor de aceleración X de ser necesario. Observe que este valor normalmente es cero.
Salir Z: Este valor extenderá la rosca en la cantidad introducida. si la herramienta de roscado debe salir de larosca en un ángulo, introduzca un valor para Salir Z y Salir X. Por lo general, un cero.
Salir X: Cuando se utiliza con Salir Z, hará que la herramienta salga de la rosca en un ángulo. Por ejemplo, paraespecificar una salida de rosca de 3/20” a 45 grados, introduzca Salir X 0,150 y Salir Z 0,150. Un movimiento de
salida a 45 grados para una distancia de 0,150 se agregará al ciclo de rosca.
ESTÁNDAR DE CORTE ROSCAS DE TUBERÍAS NPTEl principal problema que la mayoría de las personas encuentra al intentar cortar roscas de tuberías esdeterminar el diámetro Mayor o Menor correcto, lo cual es necesario para poder programar la trayectoria de laherramienta. Desafortunadamente, el Manual de Maquinaria no provee estos números. Brinda el diámetro depaso, y los diámetros mayor o menor deben calcularse en consecuencia. Esto puede resultar engañoso debidoal hecho de que todos esos diámetros se encuentran en un ángulo; por lo tanto, estos valores cambiarán según
el valor Z horizontal.
Para la programación de un rosca externa de 2,5 pulgadas-8 NPT y una interna de 2,5 pulgadas-8 NPT seproporcionarán instrucciones paso a paso, con el fin de mostrar el proceso real requerido para determinar losdiámetros menores y mayores.
Primero, se debe establecer un valor horizontal dado para que actúe como un punto de calibración. Dado queel Manual de Maquinaria suministra el diámetro de paso al inicio de la rosca, el valor horizontal máscomúnmente usado es Z0 (la cara de la pieza). El sistema también supone este valor para los diámetros mayor y menor, y calculará los diámetros mayor y menor al inicio y al f inal de la trayectoria sobre la base de estasuposición. La ventaja de esto es que se debe calcular un solo valor; en el caso de roscas de tuberías externas,sólo se necesita el diámetro menor en la cara de la pieza, y en el caso de las roscas de tuberías internas, sólo senecesita el diámetro mayor en la cara de la pieza.
Rosca de Tubería Externa NPT de 2,5 pulgadas – 81. Busque el Diámetro de Paso al Comienzo de la Rosca Externa (E0) en el Manual de Maquinaria: Roscas de
Tuberías de EE.UU.: Tabla 3 (Basic Dimensions, American National Standard Taper Pipe Threads). Parauna rosca externa de 2,5 pulgadas – 8 NPT este valor es 2,71953
2. Busque la Altura de Rosca de Tubería (h) nominal truncada en el Manual de Maquinaria: Roscas deTuberías de EE.UU.: Tabla 1 (Limits on Crest and Root of American National Standard Taper Pipe Threads)
Un ejemplo de dónde se utiliza sería mecanizar una ranura de cable en el tambor de un cabestrante decarga; en este caso debe cortarse una ranura redonda en un paso dado (similar a una rosca) donde laranura debe iniciarse, y sincronizarse con, un agujero taladrado a través del diámetro de la pieza. Siusa Entrar X y Z permitiría el picado de la herramienta en el agujero después de iniciar el ciclo derosca, no cortando, por lo tanto, el área entre la cara de la pieza y el agujero.
Si el valor Salir X es menor a valor Salir Z, se producirá un movimiento de salida inferior a los 45grados; y si Salir X es mayor que Salir Z, se producirá un movimiento de salida mayor a los 45 grados.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 56/148
Procesos
50
Este valor se da como una dimensión máx/mín; agregue la altura mínima y máxima y divida por dos paraobtener la altura de rosca nominal. Para una rosca externa de 2,5 pulgadas – 8 NPT esto sería(0,1000+0,09275)/2 ó 0,096375
3. Busque el diámetro Menos al inicio de la rosca. Para calcular este valor, simplemente reste la altura derosca nominal del diámetro de Paso (E0). Para una rosca externa de 2,5 pulgadas – 8 NPT esto sería 2,71953- 0,096375 ó 2,623155
Rosca de Tubería Interna NPT de 2,5 pulgadas – 81. Busque el Diámetro de Paso al Comienzo de la Rosca Externa (E1) en el Manual de Maquinaria: Roscas de
Tuberías de EE.UU.: Tabla 3 (Basic Dimensions, American National Standard Taper Pipe Threads). Parauna rosca interna de 2,5 pulgadas – 8 NPT este valor es 2,76216
2. Busque la Altura de Rosca de Tubería nominal truncada. Este valor no cambia para roscas externas einternas, y es el mismo que el de la rosca externa de 2,5 pulgadas – 8 NPT arriba (0,096375).
3. Busque el diámetro Mayor al inicio de la rosca. Para calcular este valor, simplemente agregue la altura derosca nominal del diámetro de Paso (E1). Para una rosca interna de 2,5 pulgadas – 8 NPT esto sería 2,76216- 0,096375 o 2,858535
CUADRO AMERICAN NATIONAL STANDARD TAPER PIPE THREAD (NPT)Este es un simple cuadro que contiene los valores de los tamaños de Rosca de Tubería NPT Estándar. Para unarosca externa, introduzca el diámetro Menor según lo escrito en el cuadro, y para una rosca interna, introduzcael diámetro Mayor también según el cuadro.
TAMAÑO DE TUBERÍA ROSCAS EXTERNAS ROSCAS INTERNAS
Tamaño Nominal deTubería
TPI Menor Mayor Menor Mayor
1/16” 27 0,2439 0,2985 0,2539 0,3085
1/8” 27 0,3362 0,3908 0,3463 0,4009
1/4” 18 0,4360 0,5188 0,4502 0,5330
3/8” 18 0,5706 0,6534 0,5856 0,6684
1/2” 14 0,7045 0,8124 0,7245 0,8324
3/4” 14 0,9138 1,0216 0,9349 1,0428
1" 11 1/2 1,1475 1,2797 1,1725 1,3047
1 1/4” 11 1/2 1,4910 1,6232 1,5173 1,6495
1 1/2” 11 1/2 1,7300 1,8622 1,7563 1,8884
2" 11 1/2 2,2029 2,3351 2,2302 2,3624
2 1/2” 8 2,6232 2,8159 2,6658 2,8585
3" 8 3,2442 3,4370 3,2921 3,4849
3 1/2” 8 3,7411 3,9339 3,7924 3,9852
4" 8 4,2380 4,4308 4,2908 4,4835

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 57/148
Procesos
5
5" 8 5,2944 5,4871 5,3529 5,5457
6" 8 6,3497 6,5425 6,4096 6,6023
8" 8 8,3372 8,5300 8,4037 8,5964
10" 8 10,4489 10,6417 10,5246 10,7173
12" 8 12,4364 12,7286 12,6208 12,7142OD de 14 pulgadas 8 13,6786 13,8714 13,7763 13,9690
OD de 16 pulgadas 8 15,6661 15,8589 15,7794 15,9721
OD de 18 pulgadas 8 17,6536 17,8464 17,7786 17,9714
OD de 20 pulgadas 8 19,6411 19,8339 19,7739 19,9667
OD de 24 pulgadas 8 23,6161 23,8089 23,7646 23,9573

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 58/148
Procesos
52
GRUPOS DE PROCESOS PREDEFINIDOSTodas las operaciones de mecanizado se crean a partir de la información contenida en la Lista de Procesos. Losprocesos se crean mediante la combinación de un mosaico de Función con un mosaico de Herramienta y laintroducción de la información necesaria en el cuadro de diálogo Proceso. Un Grupo de Procesos es el conjuntode mosaicos de Proceso que figuran en la Lista de Procesos en cualquier momento. Un Grupo de Procesoscontiene toda la información acerca de las herramientas y el mecanizado necesaria para generar un conjunto
específico de operaciones.
Un Grupo de Procesos puede ser guardado como archivo externo, y después puede ser cargado en otrosarchivos de pieza. Esta capacidad permite al usuario acceder y volver a usar datos de las máquinas y lasherramientas comunes para múltiples archivos de piezas de una forma rápida y fácil sin tener que volver acrear las herramientas y los procesos.
Los Grupos de Procesos pueden guardarse seleccionando Guardar enel menú Procesos, cuando la Lista de Procesos contiene los mosaicosde Proceso completos que compondrán el grupo. El sistema solicitaráun nombre de archivo y una ubicación para guardar el archivo. Una vez guardado un archivo del Grupo de Procesos, el mismo puedecargarse en cualquier archivo de pieza seleccionando el elementoCargar en el menú Procesos. Otra manera de cargar Grupos deProcesos rápidamente consiste en elegir un directorio que contengaarchivos del Grupo de Procesos. El directorio se elige seleccionando elelemento Definir Directorio en el menú Procesos. Cuando se hayadefinido un directorio, todos los archivos del Grupo de Procesos que se encuentren en dicho directorioaparecerán en el menú Procesos. Para una carga rápida, simplemente seleccione el nombre del archivo deGrupo de Procesos que se cargará de la lista.
Cuando un Grupo de Procesos se carga en un archivo de pieza, todo Mosaico de Proceso resaltado en esemomento en la Lista de Procesos será quitado y reemplazado por el Grupo de Procesos cargado (si se llegaran a
quitar mosaicos de procesos necesarios, simplemente seleccione Deshacer en el menú Edición). Si la Lista deHerramientas contiene mosaicos de Herramienta, dichas herramientas serán deseleccionadas pero no quitadasde la lista. El sistema buscará a través de la Lista de Herramientas existente para encontrar las herramientasnecesarias para el Grupo de Procesos cargado. Si el sistema encuentra una coincidencia de herramienta exacta,se utilizará dicha herramienta. Si no se puede encontrar una coincidencia exacta, se crearán las herramientasnecesarias para el Grupo de Procesos cargado y serán agregadas a la Lista de Herramientas en las primerasposiciones disponibles. Las herramientas agregadas serán resaltadas.
Una vez que el Grupo de Procesos esté cargado en la Lista de Procesos, seleccione la geometría apropiada comoforma de corte y haga clic en el botón Iniciar para crear la operación y la trayectoria.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 59/148
OPERACIONES

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 60/148

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 61/148
Operaciones
55
CAPÍTULO 6: Operaciones
MOVIMIENTOS DE SEPARACIÓNEsta sección contiene información y diagramas sobre cómo acelerar y avanzar alrededor de piezas de torno. Atrabajar con tornos es muy importante evitar la interferencia de herramienta con la pieza, el husillo, etc. y, al
mismo tiempo, maniobrar con rapidez y eficiencia alrededor de la pieza. Posicionamiento de Separación es eltérmino utilizado para varias posiciones a las que se moverá la herramienta cuando no está cortando la pieza.
La posición de cambio de la herramientaprincipal se especifica en el cuadro de diálogoDocumento. Esta posición puede sustituirseherramienta por herramienta utilizando lafunción Cambio de Torreta en el cuadro dediálogo Creación de Herramientas. Paraobtener más información sobre Cambio deTorreta, remítase al capítulo Creación deHerramientas. Si Cambio de Herramienta está
desactivado, se supone que el código terminadose editará de manera manual para manejar elcambio de herramienta. De lo contrario, laherramienta comenzará en la posición Cambiode Herramienta introducida en este cuadro dediálogo.
Además de especificar la posición de la torretacuando se cambian las herramientas, el cuadrode diálogo Documento le brinda al usuario dosopciones para manejar la separación de piezas:Separación Automática o Separación Fija. La selección que realice determinará cómo el sistema calculará losmovimientos de posicionamiento entre operaciones.
SEPARACIÓN AUTOMÁTICALa opción Separación Automática lleva a cabo diversas funciones al activarse. Calculará las separaciones depiezas tanto en Z como en X que se utilizan para colocar la herramienta entre cada operación. Estosmovimientos de posicionamiento serán calculados dinámicamente para cada operación. Esto significa quecomo las condiciones de stock de la pieza cambian a medida que se elimina material, las posiciones deseparación se ajustarán en consecuencia. Cuando Separación Automática está activada, el sistema considerarádónde la herramienta debe comenzar el trayecto de las siguientes operaciones al calcular los movimientos deposicionamiento. Además, la función Separación Automática puede agregar movimientos de entrada y/osalida a la trayectoria con el fin de maniobrar con seguridad alrededor de la pieza. La función Separación
Automática genera los movimientos de posicionamiento más eficientes alrededor de una pieza. Sin embargo,los ciclos fijos no pueden utilizarse juntamente con Separación Automática. Para utilizar ciclos fijos, que seactivan en cuadros de diálogo Proceso seleccionando la opción Ciclo Fijo , deben utilizarse posiciones deSeparación Fija.
La opción Separación Automática requiere que el usuario introduzca el grado de desplazamiento desde elstock de la pieza que el sistema utiliza para calcular los movimientos de posicionamiento de separación entreoperaciones. Debido a que las condiciones de stock cambian constantemente a medida que se elimina materiade la pieza, para poder optimizar las trayectorias, se utiliza un grado de desplazamiento para posicionamiento

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 62/148
Operaciones
56
en lugar de posiciones absolutas. La separación f ija, que se utiliza cuando se desactiva Separación Automáticautiliza posiciones absolutas.
SEPARACIÓN FIJACuando la opción Separación Automática está desactivada, las posiciones de separación f ija son utilizadas porel sistema para calcular movimientos de separación. El usuario debe introducir una separación de piezageneral en el cuadro de diálogo Documento, así como Posiciones de Separación de Entrada y Salida en el
cuadro de diálogo Proceso para cada operación. Al utilizar ciclos fijos, debe utilizarse posicionamiento deseparación fija.
La separación de pieza general se introduce en el cuadro de diálogo Documento en los cuadros de texto X y Zque se activan cuando se desactiva Separación Automática. Designan la posición hacia y desde la cual laherramienta avanzará rápidamente durante un cambio de herramienta. Esta posición también se empleará aldesplazarse de un tipo de aproximación a otro entre operaciones que utilizan la misma herramienta. Lasposiciones absolutas especificadas en los cuadros de texto X y Z son ubicaciones a las cuales puede dirigirse laherramienta rápidamente al moverse alrededor de la pieza. Una o más de estas posiciones fijas se utilizansiempre que una herramienta se está moviendo al punto inicial de la trayectoria o está saliendo de latrayectoria. Donde la herramienta se mueve al aproximarse y retraerse de la pieza depende del Tipo de Aproximación seleccionado y las posiciones especificadas en los Diagramas de Separación en el cuadro dediálogo Proceso.
Las selecciones de Tipo de Aproximación se encuentran en la esquina superior izquierda del cuadro de diálogoProceso. La herramienta puede aproximarse a la pieza a lo largo de dos ejes diferentes, ya sea X o Z. Laherramienta se aproximará a la pieza a lo largo del eje Z si se selecciona Cara Frontal. La herramienta seaproximará a la pieza en X si se selecciona OD o ID Frontal. Cuando se selecciona un Proceso Taladrado, el Tipode Aproximación se fija automáticamente en Cara Frontal. Sólo puede realizarse una selección para cadaproceso.
Una vez seleccionado el Tipo de Aproximación, aparece el Diagrama de Separación en el cuadro de diálogoProceso. Los cuadros con las f lechas al lado representan las Posiciones de Separación de Entrada y Salida que la
herramienta puede utilizar al aproximarse y retraerse de la pieza. Las Posiciones de Separación de Entrada y Salida sólo se requieren cuando se desactiva Separación Automática.
Cuando se selecciona un ciclo de desbaste de Torno, se agregará un movimiento adicional entre la Posición deSeparación de Entrada y la Posición Inicial de Stock X. Cuando se selecciona un ciclo de desbaste de Cambiode Patrón, se agregará un movimiento adicional entre la Posición de Separación de Entrada y el punto inicialde contorno.
DIAGRAMAS DE SEPARACIÓNLa herramienta utilizará algunas o todas las posiciones de separación según el Tipo de Aproximaciónseleccionado. Cuando se selecciona Separación Automática, la herramienta todavía se moverá a las posicionesindicadas en los diagramas que se muestran a continuación. Sin embargo, el sistema calculará estas posiciones y éstas cambiarán a medida que cambien las condiciones de material de la pieza. Asimismo, cuando estáactivada Separación Automática, el sistema puede agregar movimientos adicionales de entrada y salida segúnsea necesario para evitar la interferencia de herramienta. Se utilizan las siguientes convenciones en losdiagramas de separación.
Punto Negro Coordenada absoluta hacia la cual se moverá la herramienta; cada Punto Negro tiene unacoordenada X y Z
Línea discontinua Movimiento Rápido

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 63/148
Operaciones
57
APROXIMACIONES DESDE LA POSICIÓN DE CAMBIO DE HERRAMIENTALa herramienta puede aproximarse a la pieza de tres modos diferentes desde la posición de cambio deherramienta.
Aproximación a OD desde el Cambio de Herramienta
Aproximación a la Cara desde el Cambio de Herramienta
Línea Sólida Movimiento de Avance
PI - Punto Inicial El primer movimiento de la operación. No es el Marcador de Mecanizado de Punto Inicialnecesariamente.
PF - Punto Final El último movimiento de la operación. No es el Marcador de Mecanizado de Punto Finalnecesariamente.
OP1 Operación 1 (la primera serie de cortes realizados en la pieza)
OP2 Operación 2 (la segunda serie de cortes realizados en la pieza)
1. Cambio de Herramienta2. PI Z, Separación de Pieza
Xd3. PI Z, Separación de
Entrada Xd4. PI Xd
1. Cambio de Herramienta2. PI Z, Separación de Pieza
Xd3. Separación de Entrada Z,
PI Xd4. PI Z

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 64/148
Operaciones
58
Aproximación a ID desde el Cambio de Herramienta
SALIDAS A LA POSICIÓN DE CAMBIO DE HERRAMIENTALa herramienta puede salir de la forma de corte a la posición de herramienta de tres modos diferentes.
Salida de OD al Cambio de Herramienta
Salida de Cara al Cambio de Herramienta
1. Cambio de Herramienta2. Separación de Pieza Z, Separación de Pieza Xd3. Separación de Pieza Z, PI Xd4. PI Z, Separación de Entrada Xd5. PI Xd
1. PF Xd2. PF Z, Separación de Pieza Xd3. Cambio de Herramienta
1. PF Z2. Separación de Pieza Z, PF Xd3. Separación de Pieza Z, Separación de Pieza Xd4. Cambio de Herramienta

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 65/148
Operaciones
59
Salida de ID al Cambio de Herramienta
LAS MISMAS POSICIONES DE HERRAMIENTASi la siguiente operación utiliza la misma herramienta, hay siete métodos diferentes que la herramienta podríautilizar para llegar al siguiente punto inicial.
OD a Cara
OD a OD
1. PF Z2. PF Z, Separación de Pieza Xd3. Separación de Pieza Z, Separación de Salida Xd4. Separación de Pieza Z, Separación de Pieza Xd5. Cambio de Herramienta
1. PF Z2. PF Z, Separación de Pieza Xd3. Separación de Pieza Z, Separación de Pieza Xd4. Separación de Pieza Z, PI Xd5. Separación de Entrada Z, PI Xd6. PI Z
1. PF Xd2. PF Z, Separación de Salida Xd3. PI Z, Separación de Salida Xd4. PI Z, Separación de Entrada Xd5. PI Xd
Opción N.º 1
Opción N.º 2
Opción N.º 1Opción N.º 2

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 66/148
Operaciones
60
Cara a ID
Cara a OD
Cara a Cara
ID a Cara
1. PF Z2. Separación de Pieza Z, PF Xd3. Separación de Pieza Z, Separación de Entrada Xd4. PI Z, Separación de Entrada Xd5. PI Xd
1. PF Z2. PF Z, Separación de Pieza Xd3. Separación de Pieza Z, Separación de Pieza Xd4. PI Z, Separación de Pieza Xd
5. PI Z, Separación de Entrada Xd6. PI Xd
1. PF Z2. PF Z, Separación de Pieza Xd3. Separación de Pieza Z, Separación de Pieza Xd4. Separación de Entrada Z, PI Xd5. PI Z
1. PF Xd2. PF Z, Separación de Salida Xd3. Separación de Pieza Z, Separación de Salida Xd4. Separación de Pieza Z, PI Xd5. Separación de Entrada Z, PI Xd6. PI Z
Opción N.º 1
Opción N.º 2
Opción N.º 1
Opción N.º 2
Opción N.º 1
Opción N.º 2
Opción N.º 1
Opción N.º 2

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 67/148
Operaciones
6
ID a ID
CICLOS FIJOSLas funciones del sistema Separación Automática y Sólo Material calculan trayectorias más eficientes que losciclos fijos. Separación Automática se activa en el cuadro de diálogo Documento y designa que el sistemacalcule dinámicamente los movimientos de posicionamiento de separación para la pieza. La opción Sólo
Material se encuentra en los cuadros de diálogo Proceso y designa que el cálculo de la trayectoria para unproceso individual tome en cuenta las condiciones de material de la pieza para que no haya “corte de aire.” Si seutiliza alguna de estas opciones, la opción Ciclo Fijo de los cuadros de diálogo Proceso no estará disponible.
Si utiliza ciclos fijos obtendrá un código procesado más corto. Sin embargo, las funciones SeparaciónAutomática y Sólo Material producirán, en general, trayectorias más eficientes. Para generar ciclos fijos en elcódigo postprocesado, desactive Separación Automática e introduzca posiciones de separación X y Z f ijas en ecuadro de diálogo Documento, y seleccione el Estilo de Desbaste Total en el cuadro de diálogo ProcesoDesbaste.
MARCADORES DE MECANIZADOLos Marcadores de Mecanizado permiten al usuario especificar la característica inicial y final, así como elpunto inicial y final de la forma de corte, la dirección de corte y la posición de desplazamiento de laherramienta. Estos marcadores aparecen en la pantalla cuando se selecciona geometría como la forma de cortepara los Procesos Contorneado y Desbaste.
Característica Inicial: Característica de la geometría (línea o círculo) donde la herramienta comenzará acortar.
Punto Inicial: Punto en la característica inicial donde la herramienta comenzará a cortar.
Característica Final: Característica de la geometría donde la herramienta dejará de cortar.
Punto Final: Punto en la característica f inal donde la herramienta dejará de cortar.
Mover Punto InicialFinal por… . .: El menú contextual del botón derecho delratón para un punto inicial o final incluye la opción Mover Punto Inicial/Finalpor . . . . Al seleccionar esta opción, le aparecerá un cuadro de dilogo paraintroducir un nuevo valor (+ o -) según el cual extender o recortar el punto desde el comienzo o el final de laúltima característica. Las opciones presentadas dependerán de si selecciona un marcador de mecanizado dePunto Inicial o Punto Final.
1. PF Xd2. PF Z, Separación de Salida Xd3. PI Z, Separación de Salida Xd4. PI Z, Separación de Entrada Xd5. PI Xd
Opción N.º 1
Opción N.º 2

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 68/148
Operaciones
62
Lado y Dirección de Corte: Los círculos representan la posición de desplazamiento de laherramienta con relación a la forma de corte. Las tres opciones posibles son el interior, la líneacentral o el exterior de la forma de corte. Las flechas indican en qué dirección se desplazará laherramienta. Sólo haga clic en el círculo deseado y en la f lecha de dirección.
CÓMO FUNCIONAN LOS MARCADORES DE MECANIZADOLos Marcadores de Mecanizado aparecen en geometría seleccionada sólo para procesos de contorneado y
desbaste. Para mover un marcador, el cursor se coloca sobre el marcador, y cuando se presiona el botón delratón, el cursor pasa a ser el marcador. Esto se denomina “levantar un marcador”. El marcador luego se mueve ala ubicación deseada y se suelta el botón del ratón. Nota: Al posicionar o colocar un marcador, coloque la“punta” de la “cabeza de la f lecha del marcador” en la línea, círculo o punto.
Cuando el marcador Característica Inicial se mueve a una nueva característica en la geometría, el marcadorPunto Inicial la “seguirá” y se ajustará al mismo punto que la Característica Inicial. Esto también es cierto parael marcador Característica Final. Para que el Punto Inicial y el Punto Final sean el mismo: arrastre laCaracterística Inicial a la característica deseada, y arrastre el Punto Inicial a la ubicación deseada, arrastre laCaracterística Final a la misma característica- el Punto Final automáticamente se ajusta al Punto Inicial.
PUNTOS INICIALES Y FINALESLos Puntos Inicial y Final no tienen que estar necesariamente en la geometría de la pieza. En ocasiones, esposible que sea recomendable que la herramienta inicie o finalice su trayectoria fuera de la pieza. Esto puedehacerse moviendo los marcadores. Una característica de geometría (una línea o un círculo, por ejemplo) serecorta entre dos conectores. Cuando el marcador de Punto Inicial se arrastra fuera de la pieza, el mismo seengancha automáticamente a la extensión más cercana de la Característica Inicial. La sección más cercana dela Característica Inicial puede ser una sección que haya sido recortada, de modo que el Punto Inicial se ajuste a
una extensión de la Característica Inicial. Esto también es cierto para la Característica Final. Los marcadores decaracterística final pueden configurarse rápidamente mediante un clic Ctrl+Mayús. Al realizar un clic
Ctrl+Mayús los marcadores de punto inicial se ajustarán a la ubicación en la que haya hecho clic.
GEOMETRÍA SELECCIONADALos marcadores de mecanizado le permiten al usuario especificar las porciones de geometría que actuaráncomo el esquema para la forma de corte. Cuando los marcadores están presentes en la geometría, la forma decorte se indica con un color azul oscuro. Cuando la forma de corte no es todo el contorno, la geometría noincluida como parte de la forma de corte se dibuja en azul claro.
El perfilador también se puede utilizar para crear la geometría para procesos de torno a partir de un sólido.Para obtener información detallada sobre este proceso consulte el manual Sólidos 2.5D o el manual SolidSurfacer.
UTILIZAR EL PERFILADORPuede utilizar el perf ilador en Z0 para seleccionar un perf il de forma de corte directamente desde un sólido. Elperf ilador actúa como la geometría salvo que es volátil y no se mostrará cuando el perf ilador esté desactivado.Si crea una operación en el perfilador y luego la desactiva, al hacer doble clic en la operación volverá a activarel perf ilador y mostrará los marcadores de mecanizado.
Para obtener un control preciso de las ubicaciones de los marcadores Punto Inicial y Final, cree unpunto de geometría en la ubicación deseada. Al arrastrar un marcador Punto Inicial o Final cerca delpunto hará que el marcador se “enganche” al punto y utilice sus valores XZ exactos.
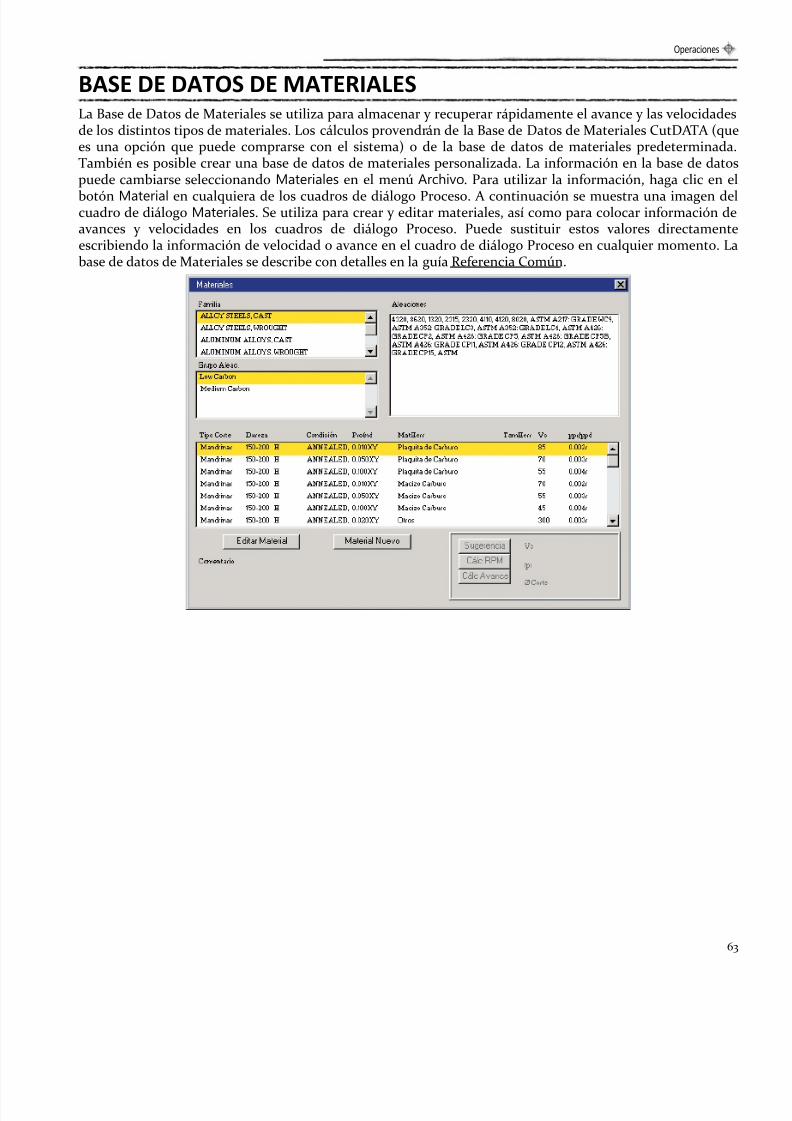
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 69/148
Operaciones
63
BASE DE DATOS DE MATERIALESLa Base de Datos de Materiales se utiliza para almacenar y recuperar rápidamente el avance y las velocidadesde los distintos tipos de materiales. Los cálculos provendrán de la Base de Datos de Materiales CutDATA (quees una opción que puede comprarse con el sistema) o de la base de datos de materiales predeterminada.También es posible crear una base de datos de materiales personalizada. La información en la base de datospuede cambiarse seleccionando Materiales en el menú Archivo. Para utilizar la información, haga clic en el
botón Material en cualquiera de los cuadros de diálogo Proceso. A continuación se muestra una imagen delcuadro de diálogo Materiales. Se utiliza para crear y editar materiales, así como para colocar información deavances y velocidades en los cuadros de diálogo Proceso. Puede sustituir estos valores directamenteescribiendo la información de velocidad o avance en el cuadro de diálogo Proceso en cualquier momento. Labase de datos de Materiales se describe con detalles en la guía Referencia Común.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 70/148
Operaciones
64
MOSAICOS DE OPERACIÓNEl menú contextual de la lista de operaciones contiene varias funcionesútiles según se detalla en los párrafos siguientes.
Datos de Operación: Es posible editar determinadas especificaciones deoperaciones en el cuadro de diálogo Datos de Operación. Los valores se
bloquean haciendo clic una vez en el candado situado al lado del cuadro detexto. Los valores desbloqueados volverán a sus valores originales si laoperación se reprocesa. Los elementos bloqueados conservarán los valoresintroducidos en este cuadro de diálogo, incluso si la operación se reprocesa.Los cambios que afectan la trayectoria pueden verse en el dibujo de dichatrayectoria y en la imagen renderizada. La información que se encuentra enel Mosaico del Proceso que creó la operación no se modificará para reflejarlos cambios realizados en el cuadro de diálogo Datos de Operación.
La información introducida en el cuadro de textoComentario Op aparecerá en la salida postprocesadaantes de la operación seleccionada a la que hacereferencia. También es posible introducir Datos deUtilidad en este cuadro de diálogo. Los postspersonalizados le permiten al usuario introducircomandos personalizados en los cuadros de texto EnInicio Op y En Fin Op que activarán acciones dentro delpostprocesador. Además, todo texto que aparezca entrecomillas en los cuadros de texto En Inicio Op y En Fin Opaparecerán en la salida postprocesada. Cada conjunto decomillas estará en una línea individual en la salidapostprocesada.
La casilla de verificación Parada de Programa sólo seencuentra disponible en el cuadro de diálogo Datos deOperación. Si se encuentra seleccionada, se agregará uncomando de parada del programa al final de la operaciónen la salida postprocesada. La posición predeterminada esdesactivada.
Si las operaciones contienen valores bloqueados,aparecerá un pequeño símbolo de candado en el Mosaico
de Operación. Si se introducen datos de utilidades en el cuadro de texto En Inicio Op, aparecerá un
pequeño cuadrado encajado en el Mosaico de Operación en la esquina superior izquierda. Si se introducen
datos de utilidades en el cuadro de texto En Fin Op, aparecerá un pequeño cuadrado encajado en la esquinainferior izquierda del Mosaico de Operación.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 71/148
Operaciones
65
Marcadores de Utilidad: El elemento de menú Marcadores de Utilidadpermite editar diversos datos de trayectoria dependientes de la posición.Cuando se elija, aparecerá el cuadro de diálogo que se muestra, además dela trayectoria de la operación actual.
Para cada operación, puede seleccionar una variedad de tipos demarcador de utilidad, muchos de los cuales tienen opciones secundarias
adicionales. Las opciones principales son Avance Variable, Velocidad delHusillo, N.º de Desplazamiento de la Herramienta, Texto, CRC, ParadaBreve y Subposición de Herramienta.
Para agregar marcadores de cualquier tipo en una trayectoria, arrastre y coloque el marcador del tipo deseadoen una trayectoria. Las propiedades de marcadores seleccionados actualmente aparecerán en el cuadro dediálogo, y el marcador seleccionado actualmente se mostrará en rojo.
Además, debe seleccionar la casilla de verif icación para “Mostrar Todos los Marcadores”. Cuando esta casilla de verif icación está activada, los iconos para todos los tipos de marcador de utilidad se muestran en la trayectoriaCuando usted pasa por los marcadores, el cuadro de diálogo realiza un cambio contextual de modo que pueda ver los detalles de cada marcador de utilidad. Cada marcador ahora tiene un icono único.
Todos los nuevos marcadores requerirán una actualización de postprocesador, con excepción de Avancevariable y CRC. Comuníquese con el Departamento de Soporte Técnico para obtener más información.
Avance Variable: Este marcador le permite establecer el avance para los elementos de la trayectoria quesiguen el marcador. Las cinco opciones secundarias para este tipo de marcador son Usuario, EntradaContorno, Porcentaje y Máx. Usuario le permite establecer el avance de manera explícita a su valordeseado. Entrada establece el avance en el avance de entrada def inido de la operación. Contorno estableceel avance en el avance de contorno definido de la operación. Porcentaje establece el avance a un porcentajedefinido por el usuario del último marcador de avance fijo. Máx establece el avance en el avance demáximo def inido por el postprocesador.
Velocidad del Husillo: Para operaciones de torno, este marcador establece la velocidad del husillo en el valordefinido en el campo SMPM o SFPM.
N.º de Desplazamiento de la Herramienta: Este marcador define el desplazamiento de la herramienta. Haytres opciones disponibles aquí Desplazamiento de Tl, Desviar Desplaz. Tl y Desplazamiento ExplícitoDesplazamiento de T1 establecerá el desplazamiento en el N.º de Desplazamiento definido por laherramienta. Desviar Desplaz. Tl establecerá el desplazamiento en el N.º de Desplazamiento deCompensación de Deflexión definido por la herramienta. Explícito establece el desplazamiento en un valordefinido por el usuario.
Texto: Este marcador le permite insertar un comentario en la salida postprocesada.
CRC: Este marcador se utiliza para activar o desactivar CRC durante una operación. Hay tres opcionesdisponibles para este marcador, Activado, Desactivado e Inverso. Consulte la sección sobre CRC en la parteProceso del manual para conocer más detalles.
Parada Breve: Este marcador hace que programa se detenga (parada breve) durante el tiempo especif icadoEste marcador tiene dos opciones: Segundos o Revoluciones. La opción Revoluciones utiliza la velocidadactual del husillo para calcular el tiempo.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 72/148
Operaciones
66
Parada de Programa: Este marcador hace que el post genere una detención del programa (M0). Si estáseleccionada la casilla Parada de Programa Opcional el post generará una parada opcional (M1).
Subposición de Herramienta: Esta opción sólo está disponible para máquinas de Torno que permitensubposiciones de herramienta. Este marcador le permite establecer la subposición de herramienta.
Esta imagen muestra los Marcadores de Utilidad colocados en la trayectoria. Los marcadores son colocados por
un arco, modificando la velocidad de entrada y salida del arco.
Abrir Herramienta: Esto hace aparecer el cuadro de diálogo de herramienta asociado con la operación.
Operación a Geometría:Esta opción convierte las operaciones seleccionadas en geometría. Esta geometríapuede ser editada y utilizada como una operación de contorno de línea central de ser necesario.
Rehacer Operaciones Seleccionadas: Esto reprocesará la trayectoria para las operaciones seleccionadas.
Rehacer Todas las Operaciones: Esto reprocesará la trayectoria para todas las operaciones.
Mover A: Esta selección le permite al usuario mover uno o varios de losmosaicos de operación al final de la lista o a otra ubicación de mosaicointroduciendo el número de pestaña de la ubicación del mosaico de destino y haciendo clic en Mover A. Funciona exactamente igual que el elemento Mover A en los mosaicos de Herramienta y Proceso.
Buscar: La opción Buscar le permite a un usuario localizar un mosaico específico PorN.º de Mosaico, N.º de Herramienta o bien buscar el último mosaico. Funcionaexactamente igual que el elemento Buscar de las Flechas de Desplazamiento de laLista de Mosaicos.
Ordenar Operaciones: Este comando cambiará el orden de todas las operaciones. Lasoperaciones se ordenarán por número de herramienta, de bajo a alto. Las operaciones creadas en la mismaLista de Procesos mantienen su orden para garantizar que las pasadas de acabado no se muevan en frente delas pasadas de desbaste, etc.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 73/148
Operaciones
67
Gestor de Operaciones: El Gestor de Operaciones es una vista expandida de la Lista de Operaciones. Puede mostrar 31
parámetros de operaciones diferentes, ordenar datos de operaciones y calcular tiempos de ejecución exactos. Además
el Gestor de Operaciones y la Lista de Operaciones tienen un sentido de selección sincronizado ya que, a medida que
las operaciones se seleccionan y deseleccionan en una de las aplicaciones, se seleccionan o deseleccionan en la otra. A
hacer doble clic en una entrada, se cargarán los mosaicos de procesos de la operación.
Hacer clic con el botón derecho del ratón en un encabezado de columnaLos elementos que aparecen en el Gestor de
Operaciones pueden personalizarse. El Gestor de
Operaciones admite 31 parámetros diferentes
pero no resulta práctico probar y ver todos al
mismo tiempo. Al hacer clic con el botón derechodel ratón en el encabezado de uno de los
parámetros, como el parámetro Profundidad del
gráfico anterior, podrá elegir cuáles son los
parámetros que aparecerán en pantalla.
Hacer clic con el botón derecho del ratón en labarra de título: La barra de título ofrece acceso a
diversos comandos muy útiles, incluidos el
comando ordenar y los tiempos de ejecución.
Además, el Gestor de Operaciones puede
imprimirse desde aquí.
Ordenar: Al seleccionar el comando Ordenación
en Múltiples Niveles…, se abre un cuadro dediálogo donde puede seleccionar cómo desea ordenar las operaciones. Las operaciones pueden ordenarseen grupos de hasta cuatro parámetros, en orden ascendente o descendente. Las ordenaciones se basan enlos parámetros que se muestran en el Gestor de Operaciones.
Es importante tener en cuenta que una
ordenación cambiará el orden de sus
operaciones. Si no lleva a cabo esta
operación con cuidado, podría indicarle al
sistema que realice algo que usted nodesea, como roscar un agujero antes de
que éste se taladre. El sistema tiene una
función de recordatorio que le advierte
que llevar a cabo una ordenación puede
resultar perjudicial pero, aun así, debe
tener en cuenta las posibles
consecuencias.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 74/148
Operaciones
68
Hacer clic con el botón derecho del ratón en una entrada de celda: Al hacer clic con el botón derecho del ratón
en una entrada, aparecerá el mismo menú que al hacer clic con el botón derecho del ratón en un mosaico de la Lista
de Operaciones. En este menú, puede acceder a Datos de Operación, Marcadores de Utilidad, funciones de
Deshacer, etc.
INFORMACIÓN DE PUNTO DE PARTIDATodos los datos de post se vuelcan en la punta de herramienta teórica. Si la herramienta está mecanizando enparalelo al eje Z, a los valores del eje X se les da salida según las dimensiones del plano. Si la herramienta estámecanizando en paralelo al eje X, a los valores del eje Z se les da salida según las dimensiones del plano. Deeste modo, la punta de la herramienta teórica sólo se alinea con dimensiones del plano en caras y diámetros.
Cuando la herramienta está mecanizando en un ángulo, los valores del eje X y del eje Z no coincidirán con las dimensionesdel plano. Esto se debe a que la punta de la herramienta teóricano siempre es una dimensión del plano. Por ello, para que elsistema ubique la superficie de la herramienta en posición paracortar la pieza, la punta de la herramienta teórica se calcula máscerca a la pieza y, en algunos casos, dentro de la pieza.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 75/148
RENDERIZADOMECANIZADO DE PIEZA

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 76/148

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 77/148
Renderizado Mecanizado de Pieza
7
CAPÍTULO 7: Renderizado Mecanizado de Pieza
RESUMEN DE RENDERIZADO MECANIZADO DE PIEZAEl modelado es el proceso de definición de un objeto tridimensional. El renderizado es el proceso de visualización de una imagen de este modelo. Un modelo de mecanizado de pieza se def ine al crearse las
operaciones necesarias para mecanizar una pieza. La computadora conoce el interior del modelo en 3Dincluso las áreas no visibles.
La capacidad Renderizado Mecanizado de Pieza en el sistema se denomina Renderizado Mecanizado de PiezaTridimensional en Tiempo Real. “Tridimensional” se refiere a que el modelo puede girarse en el espacio y visualizarse desde cualquier ángulo. “Tiempo Real” se refiere a la velocidad de renderizado de la pieza. Laacción de corte se renderiza a medida que se calcula, en lugar de calcular la imagen renderizada y luegoreproducir una “película” o mostrar una imagen del modelo terminado. La expresión Tiempo Real NO implicaque se utilicen avances reales. La herramienta puede cortar con la misma rapidez que tiene la computadorapara calcular los movimientos. “Mecanizado de pieza” se ref iere a la observación del efecto del corte efectuadopor las herramientas, en lugar de ver solamente la imagen terminada. En general, resulta más conveniente verel proceso de corte que la imagen terminada. El término Renderizado se refiere al proceso de visualización de
la imagen gráfica del modelo de mecanizado de pieza definido por las operaciones de mecanizado.
El sistema tiene dos métodos definidos de Renderizado Mecanizado de Pieza (CPR, Cut Part Rendering). Eprimero es CPR Estándar. CPR Estándar es el modo de renderizado heredado del sistema. El segundo modo esFlash CPR. Flash CPR es un sistema basado en OpenGL más potente y flexible que CRP Estándar. Tenemos dosmodos de CPR porque cada uno tiene sus propias ventajas. Puede utilizar el modo que mejor responda a susnecesidades o ambos modos. Además, si ha comprado la opción Simulación de Máquina puede usar ese modode renderizado.
Todas las operaciones se renderizan en su orden actual. Las operaciones seleccionadas se renderizarán entonos de amarillo y las demás, en tonos de gris. Los tonos de rojo aparecerán cuando existan superficies deherramientas o movimientos rápidos que no sean de corte y que golpeen el material. Las herramientasseleccionadas se trazarán en tonos de amarillo. Las herramientas deseleccionadas se trazarán en tonos de grisLas imágenes más pequeñas se renderizarán más rápido y utilizarán menos memoria de la computadora.
COMPARAR CRP ESTÁNDAR CON FLASH CPRLos dos modos de renderizado constituyen dos tecnologías completamente diferentes. La diferencia principalentre ambos es que CPR estándar depende de la vista mientras que Flash CPR es independiente de la mismaBásicamente, con CPR Estándar el proceso de renderizado comenzará siempre que se modifique la vista o seproduzca un acercamiento a la misma con el zoom, mientras que Flash CPR es un modelo sólido “mecanizado”por lo que puede manipularse mientras se renderiza. Flash CPR resulta mucho más útil para el análisis depiezas a pesar de su menor velocidad.
Función CPR Estándar Flash CPR
Velocidad Para una vista específica, CPREstándar generalmente es másrápido.
La velocidad de Flash CPR depende de la calidadde imagen y del tamaño de la imagenrenderizada.
Cambio de Vista Se reinicia cada vez - es mejorseleccionar la vista que deseaprimero.
El renderizado no es interrumpido por uncambio de vista.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 78/148
Renderizado Mecanizado de Pieza
72
PALETA RENDERIZADO Al hacer clic en el botón Renderizado Mecanizado de Pieza, aparecela paleta Renderizado Mecanizado de Pieza en pantalla y la forma delstock se muestra como una imagen sólida azul. La paletaRenderizado Mecanizado de Pieza controla el proceso derenderizado mecanizado de la pieza. A continuación se describen las
funciones de los elementos en la paleta.
Visualización Actual: Este cuadro muestra el número de la operación actual que se está renderizandoo el tiempo de ejecución actual.
Rebobinar: Este botón establece la operación actual en la primera operación. Si el botón Reproducir estápresionado junto con el botón Rebobinar, la pieza volverá a trazarse.
Detener: Este botón detiene todo renderizado en curso y desactiva el botón Reproducir.
Avanzar: Este botón renderiza la siguiente característica de la operación actual. Si el botón Reproducir
está presionado, el mismo se desactivará (se levantará) y el renderizado se detendrá al final de lacaracterística actual.
Reproducir: Cuando el botón Reproducir está presionado, la pieza se renderizará a partir de lacaracterística actual de la operación actual incluida en el cuadro Visualización Actual. El renderizadocontinuará hasta que se presione uno de los demás botones o se renderice la última característica de la últimaoperación. Los botones Detener y Avanzar detienen el renderizado y desactivan el botón Reproducir. Si sepresiona el botón Reproducir durante el renderizado, también se detendrá el proceso. Los botones SiguienteOperación y Rebobinar cambiarán la operación actual que se renderiza, pero no detendrán el proceso derenderizado. Cuando se complete la última característica de la última operación, el renderizado se detendrápero el botón Reproducir seguirá presionado. Cada vez que el proceso de renderizado se detenga, al volver apresionarse el botón Reproducir se reanudará el renderizado a partir de la ubicación actual.
Característica siguiente: Si el botón Reproducir está presionado, la característica actual que se renderizase completa y las características restantes de dicha operación se omiten. La siguiente característica arenderizar es la primera característica de la siguiente operación. Si no se presiona el botón Reproducir, laoperación actual se establece en la siguiente operación. El Cuadro de Operaciones se actualizará, pero nada serenderizará hasta que el botón Reproducir vuelva a presionarse.
Control de Reducción: Muestra la ubicación actual del control deslizante de Reducción.El lado que muestra el signo más (+) representa la máxima velocidad de renderizado y el lado que muestra el signo menos (-), la velocidad mínima. La ubicación del control deslizante puede
Calidad Calidad de imagen f ija. La calidad de imagen es controlada por elusuario.
Transparencia Es posible establecer que lasherramientas sean transparentes.
Herramientas, utillajes y stock pueden sertransparentes.
Comprobación de
Colisión
Ninguno. Sí.
Cuerpos Facetados Ninguno. Cree a partir de la imagen renderizada y utilicecomo una condición de stock.
Función CPR Estándar Flash CPR

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 79/148
Renderizado Mecanizado de Pieza
73
modificarse arrastrándolo a la izquierda o a la derecha. Esto puede realizarse durante el proceso derenderizado y los efectos se verán a medida que el control deslizante se mueva.
Herramienta Invisible: Si se selecciona este botón, las herramientas no se trazarán durante el proceso derenderizado, aunque el material originado por el corte de las herramientas se elimine (consulte elejemplo a continuación). Los radios se renderizarán con mayor suavidad, y la pieza se renderizará más rápidocon esta opción seleccionada.
Herramienta Transparente: Si se selecciona este botón, las herramientas transparentes se trazarán duranteel proceso de renderizado (consulte el ejemplo a continuación).
Herramienta Visible: Si se selecciona este botón, las herramientas sólidas se trazarán durante el procesode renderizado (consulte el ejemplo a continuación).
Durante el proceso de renderizado mecanizado de pieza, si la pantalla se vuelve a trazar debido a un cambio de vista o un nuevo trazado, el proceso de renderizado volverá a iniciarse a partir de la primera operación. Por lotanto, es una buena medida definir la vista deseada antes de renderizar la pieza.
Cuando el proceso de renderizado se detenga al presionar el botón Detener o Avanzar, el sistema detendráautomáticamente el proceso de renderizado la próxima vez que se renderice la pieza. El sistema mantiene lasdetenciones o pausas establecidas por el usuario. Cada vez que el proceso de renderizado se detenga,
simplemente haga clic en el botón Reproducir para continuar.
Si el botón Reproducir se presiona cuando el botón Renderizado Mecanizado de Pieza se encuentra presionadoen la paleta Nivel Superior, la reproducción se reanudará cuando el botón Renderizado Mecanizado de Pieza vuelva a seleccionarse. Esto equivale esencialmente a interrumpir o pausar el renderizado. Sin embargo, si la vista fue modif icada, el renderizado se reiniciará como se explicó anteriormente.
MENÚ CONTEXTUAL RENDERIZADO MECANIZADO DE PIEZASi hace clic con el botón derecho del ratón en la barra de título de la paleta Renderizado Mecanizado de Piezaaparecerán controles opcionales para establecer un punto de detención durante el renderizado y el cambio dela visualización de estado.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 80/148
Renderizado Mecanizado de Pieza
74
Control Detención OpcionalConfigurar N.° Inicio/Parada Op... Esta opción abre un cuadro de diálogopara especificar un punto de inicio y de finalización antes de quecomience una operación específ ica.
Utilizar Inicio Op: Al colocar una marca de verificación en esta opción, se activa la opción Configurar N.° InicioOp... Al quitar la marca de verificación, se desactivará el punto de detención especificado en el cuadro dediálogo Configurar N.° Inicio/Parada Op.
Utilizar Parada Op: Al colocar una marca de verificación en esta opción, se activa la opción Configurar N.°Inicio/Parada Op…. Al quitar la marca de verificación, se desactivará el punto de detención especificado en elcuadro de diálogo Configurar N.° Inicio/Parada Op.
Opciones de Visualización ActualMostrar Tiempo: Esta opción hará que el estado muestre el tiempo de corte transcurrido.
Mostrar Op: Esta opción hará que el estado muestre el número de operación actual.
ACTUALIZACIÓN RÁPIDALa Actualización rápida consigue rápidamente volver al estado del último renderizado de la pieza después decambiar de vista. Si hubiera comenzado a renderizar la pieza, presione Detener y luego el zoom o cambie laposición de la pieza en la pantalla y presione Reproducir. El sistema regenerará el renderizado en la nuevaorientación y posición de visualización tan rápido como sea posible. Esto se hace automáticamente
configurando la velocidad del CPR a la velocidad máxima y ocultando la herramienta al volver a reproducir elrenderizado. Una vez que el renderizado llega al lugar donde fue detenido la última vez los controles volverána la conf iguración anterior.
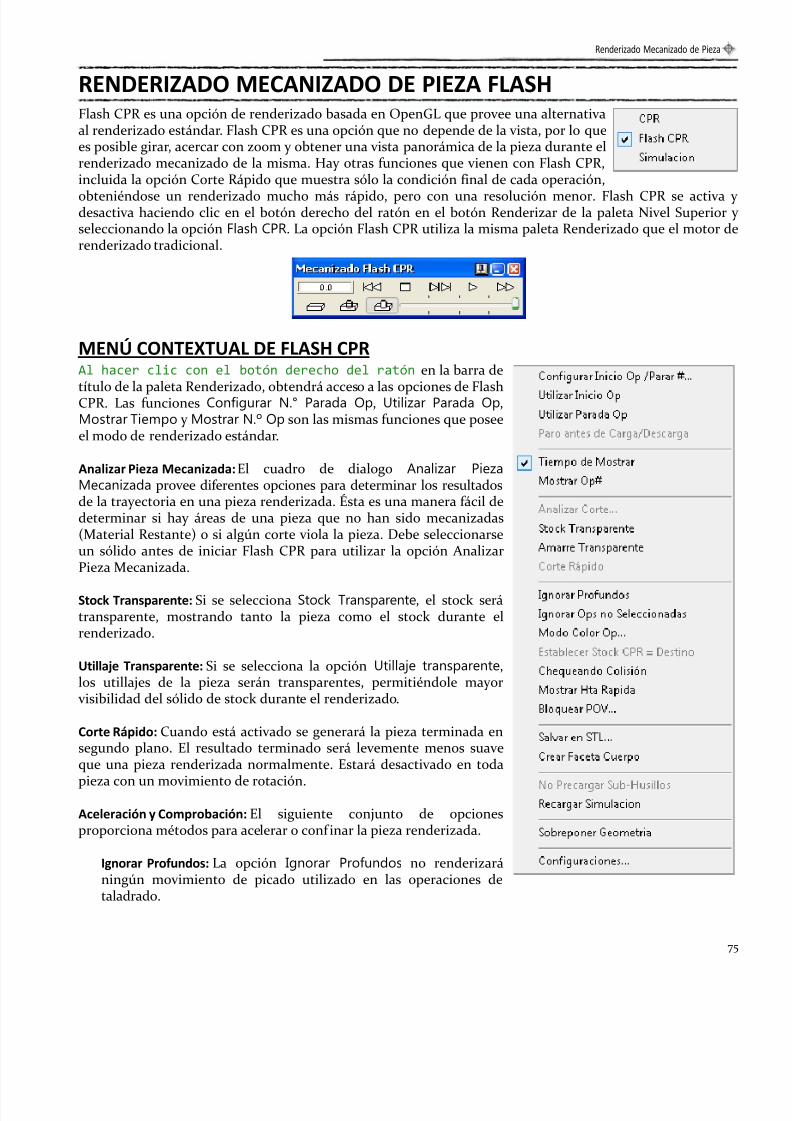
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 81/148
Renderizado Mecanizado de Pieza
75
RENDERIZADO MECANIZADO DE PIEZA FLASHFlash CPR es una opción de renderizado basada en OpenGL que provee una alternativaal renderizado estándar. Flash CPR es una opción que no depende de la vista, por lo quees posible girar, acercar con zoom y obtener una vista panorámica de la pieza durante elrenderizado mecanizado de la misma. Hay otras funciones que vienen con Flash CPR,incluida la opción Corte Rápido que muestra sólo la condición final de cada operación,
obteniéndose un renderizado mucho más rápido, pero con una resolución menor. Flash CPR se activa ydesactiva haciendo clic en el botón derecho del ratón en el botón Renderizar de la paleta Nivel Superior yseleccionando la opción Flash CPR. La opción Flash CPR utiliza la misma paleta Renderizado que el motor derenderizado tradicional.
MENÚ CONTEXTUAL DE FLASH CPRAl hacer clic con el botón derecho del ratón en la barra de
título de la paleta Renderizado, obtendrá acceso a las opciones de FlashCPR. Las funciones Configurar N.° Parada Op, Utilizar Parada Op,Mostrar Tiempo y Mostrar N.º Op son las mismas funciones que poseeel modo de renderizado estándar.
Analizar Pieza Mecanizada: El cuadro de dialogo Analizar PiezaMecanizada provee diferentes opciones para determinar los resultadosde la trayectoria en una pieza renderizada. Ésta es una manera fácil dedeterminar si hay áreas de una pieza que no han sido mecanizadas(Material Restante) o si algún corte viola la pieza. Debe seleccionarseun sólido antes de iniciar Flash CPR para utilizar la opción AnalizarPieza Mecanizada.
Stock Transparente: Si se selecciona Stock Transparente, el stock serátransparente, mostrando tanto la pieza como el stock durante elrenderizado.
Utillaje Transparente: Si se selecciona la opción Utillaje transparente,los utillajes de la pieza serán transparentes, permitiéndole mayor visibilidad del sólido de stock durante el renderizado.
Corte Rápido: Cuando está activado se generará la pieza terminada ensegundo plano. El resultado terminado será levemente menos suaveque una pieza renderizada normalmente. Estará desactivado en todapieza con un movimiento de rotación.
Aceleración y Comprobación: El siguiente conjunto de opcionesproporciona métodos para acelerar o conf inar la pieza renderizada.
Ignorar Profundos: La opción Ignorar Profundos no renderizaráningún movimiento de picado utilizado en las operaciones detaladrado.
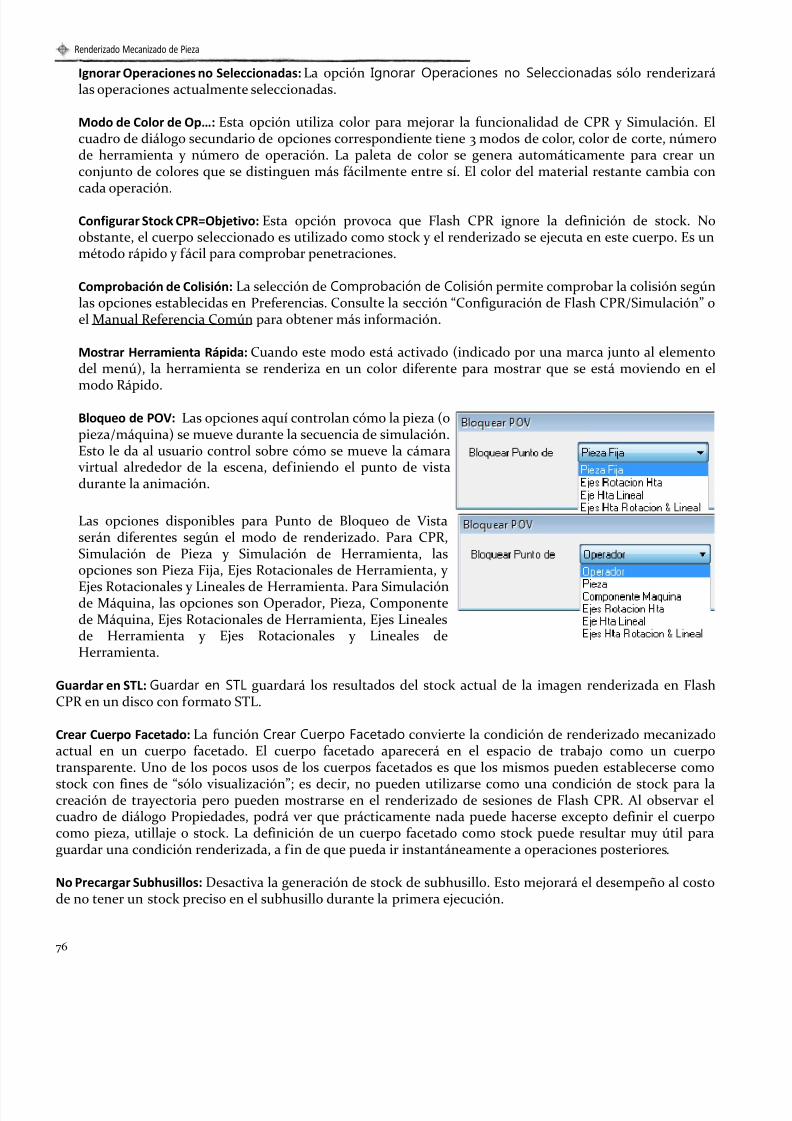
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 82/148
Renderizado Mecanizado de Pieza
76
Ignorar Operaciones no Seleccionadas: La opción Ignorar Operaciones no Seleccionadas sólo renderizarálas operaciones actualmente seleccionadas.
Modo de Color de Op…: Esta opción utiliza color para mejorar la funcionalidad de CPR y Simulación. Elcuadro de diálogo secundario de opciones correspondiente tiene 3 modos de color, color de corte, númerode herramienta y número de operación. La paleta de color se genera automáticamente para crear unconjunto de colores que se distinguen más fácilmente entre sí. El color del material restante cambia con
cada operación.
Configurar Stock CPR=Objetivo: Esta opción provoca que Flash CPR ignore la definición de stock. Noobstante, el cuerpo seleccionado es utilizado como stock y el renderizado se ejecuta en este cuerpo. Es unmétodo rápido y fácil para comprobar penetraciones.
Comprobación de Colisión: La selección de Comprobación de Colisión permite comprobar la colisión segúnlas opciones establecidas en Preferencias. Consulte la sección “Configuración de Flash CPR/Simulación” oel Manual Referencia Común para obtener más información.
Mostrar Herramienta Rápida: Cuando este modo está activado (indicado por una marca junto al elementodel menú), la herramienta se renderiza en un color diferente para mostrar que se está moviendo en el
modo Rápido.
Bloqueo de POV: Las opciones aquí controlan cómo la pieza (opieza/máquina) se mueve durante la secuencia de simulación.Esto le da al usuario control sobre cómo se mueve la cámara virtual alrededor de la escena, def iniendo el punto de vistadurante la animación.
Las opciones disponibles para Punto de Bloqueo de Vistaserán diferentes según el modo de renderizado. Para CPR,Simulación de Pieza y Simulación de Herramienta, lasopciones son Pieza Fija, Ejes Rotacionales de Herramienta, y Ejes Rotacionales y Lineales de Herramienta. Para Simulaciónde Máquina, las opciones son Operador, Pieza, Componentede Máquina, Ejes Rotacionales de Herramienta, Ejes Linealesde Herramienta y Ejes Rotacionales y Lineales deHerramienta.
Guardar en STL: Guardar en STL guardará los resultados del stock actual de la imagen renderizada en FlashCPR en un disco con formato STL.
Crear Cuerpo Facetado: La función Crear Cuerpo Facetado convierte la condición de renderizado mecanizadoactual en un cuerpo facetado. El cuerpo facetado aparecerá en el espacio de trabajo como un cuerpo
transparente. Uno de los pocos usos de los cuerpos facetados es que los mismos pueden establecerse comostock con fines de “sólo visualización”; es decir, no pueden utilizarse como una condición de stock para lacreación de trayectoria pero pueden mostrarse en el renderizado de sesiones de Flash CPR. Al observar elcuadro de diálogo Propiedades, podrá ver que prácticamente nada puede hacerse excepto definir el cuerpocomo pieza, utillaje o stock. La definición de un cuerpo facetado como stock puede resultar muy útil paraguardar una condición renderizada, a f in de que pueda ir instantáneamente a operaciones posteriores.
No Precargar Subhusillos: Desactiva la generación de stock de subhusillo. Esto mejorará el desempeño al costode no tener un stock preciso en el subhusillo durante la primera ejecución.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 83/148
Renderizado Mecanizado de Pieza
77
Recargar Simulación: Esta opción volverá a cargar la simulación de Flash CPR.
Superponer Geometría: Esto mostrará la geometría del grupo de trabajo sobre Flash CPR de manera continuaPara mostrar la geometría temporalmente, use CTRL+], que continúa funcionando como en versionesanteriores.
Configuración: Configuración abre el cuadro de diálogo
Preferencias de Renderizado que le permite controlar la velocidad, la calidad y el color del visualización de Flash CPR.Como alternativa, puede accederse a este cuadro de diálogoabriendo la pestaña de preferencias Visualización (Archivo->Preferencias-Visualización) y haciendo clic en el botón EditarConfiguración de Flash CPR . . . que abre el cuadro de diálogoConfiguración de Flash CPR.
Configuración de Flash CPR/Simulación
Corte: La sección Opciones de Corte le permite controlar lacalidad y la respuesta de Flash CPR.
Pasos por Actualización: Especifica el número máximo decaracterísticas de CPR a renderizar antes de actualizar lapantalla. Los números altos incrementarán la velocidad derenderizado, pero se obtendrá una animación de renderizadomás irregular. Con números altos, puede parecer que laherramienta saltea elementos en el renderizado, el cual seajustará repentinamente a la herramienta. Esto puede serirregular, pero es bastante rápido. Un número bajo genera unaanimación más regular, pero más lenta.
Distancia de Cuerda de Pieza Mecanizada: Esta es la resoluciónde la pieza y las herramientas visualizadas en Flash CPR.Existen configuraciones individuales para herramientas enpulgadas o métricas. Cuanto menor sea el valor, mayor será lacalidad de visualización y más serán los recursos que el sistemanecesitará, obteniéndose un renderizado más lento.
Distancia de Cuerda de Cuerpo: Esta opción determina laresolución de los cuerpos (pieza, stock y utillajes) en elrenderizado. Hay dos maneras de establecer la opción;
mediante la opción Distancia de Cuerda (que consiste enestablecer un valor específico) o mediante la opción %Distancia de Cuerda de Cuerpo. Esta segunda opción utiliza el valor establecido en el cuadro de diálogo Propiedades. Con un valor de 100%, se utilizará la Altura de Cuerdade Cuerpo mientras que con un valor de 10%, se utilizará 1/10 de dicha altura. Se admite cualquier porcentajeentre 1 y 100.000. Cuanto más alto sea el porcentaje, más irregular se verá el cuerpo pero más rápida será su visualización.
Colisiones/Límites: Los elementos encontrados en la sección Colisiones/Límites del cuadro de diálogo brindancontrol sobre el método utilizado por el sistema para informar los errores de mecanizado durante el
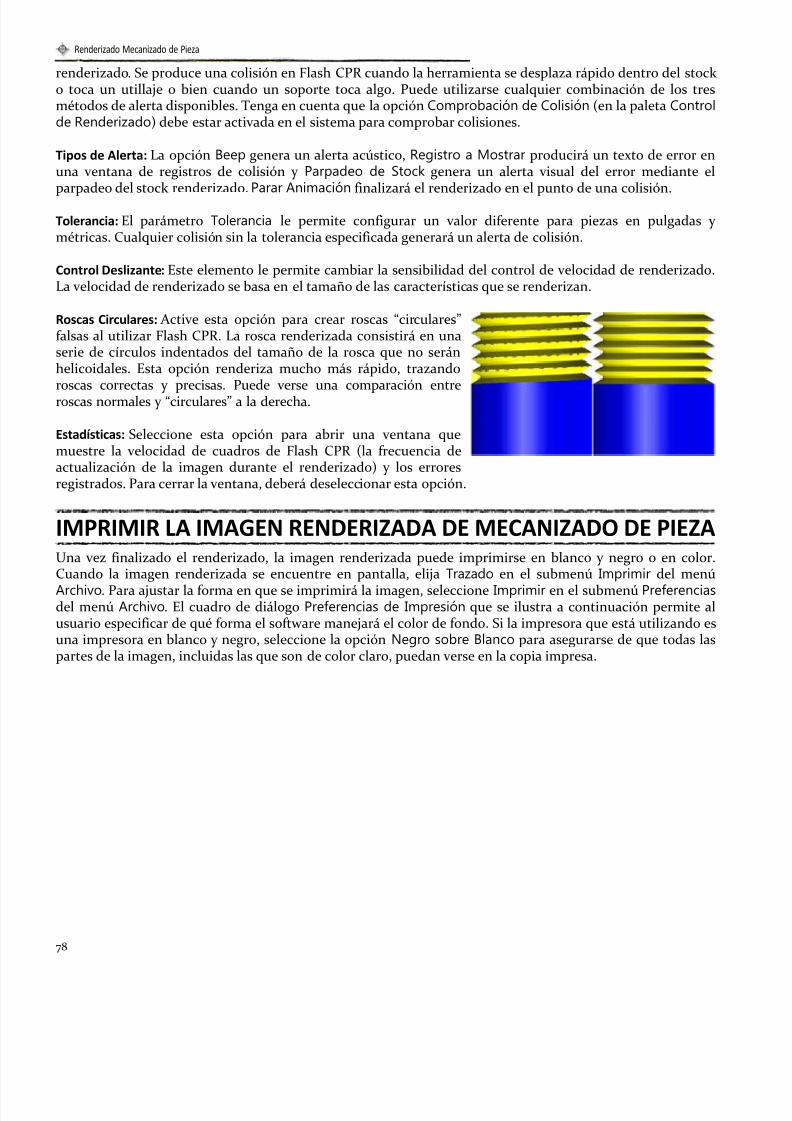
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 84/148
Renderizado Mecanizado de Pieza
78
renderizado. Se produce una colisión en Flash CPR cuando la herramienta se desplaza rápido dentro del stocko toca un utillaje o bien cuando un soporte toca algo. Puede utilizarse cualquier combinación de los tresmétodos de alerta disponibles. Tenga en cuenta que la opción Comprobación de Colisión (en la paleta Controlde Renderizado) debe estar activada en el sistema para comprobar colisiones.
Tipos de Alerta: La opción Beep genera un alerta acústico, Registro a Mostrar producirá un texto de error enuna ventana de registros de colisión y Parpadeo de Stock genera un alerta visual del error mediante el
parpadeo del stock renderizado. Parar Animación finalizará el renderizado en el punto de una colisión.
Tolerancia: El parámetro Tolerancia le permite configurar un valor diferente para piezas en pulgadas y métricas. Cualquier colisión sin la tolerancia especificada generará un alerta de colisión.
Control Deslizante: Este elemento le permite cambiar la sensibilidad del control de velocidad de renderizado.La velocidad de renderizado se basa en el tamaño de las características que se renderizan.
Roscas Circulares: Active esta opción para crear roscas “circulares”falsas al utilizar Flash CPR. La rosca renderizada consistirá en unaserie de círculos indentados del tamaño de la rosca que no seránhelicoidales. Esta opción renderiza mucho más rápido, trazando
roscas correctas y precisas. Puede verse una comparación entreroscas normales y “circulares” a la derecha.
Estadísticas: Seleccione esta opción para abrir una ventana quemuestre la velocidad de cuadros de Flash CPR (la frecuencia deactualización de la imagen durante el renderizado) y los erroresregistrados. Para cerrar la ventana, deberá deseleccionar esta opción.
IMPRIMIR LA IMAGEN RENDERIZADA DE MECANIZADO DE PIEZA
Una vez finalizado el renderizado, la imagen renderizada puede imprimirse en blanco y negro o en color.
Cuando la imagen renderizada se encuentre en pantalla, elija Trazado en el submenú Imprimir del menúArchivo. Para ajustar la forma en que se imprimirá la imagen, seleccione Imprimir en el submenú Preferenciasdel menú Archivo. El cuadro de diálogo Preferencias de Impresión que se ilustra a continuación permite alusuario especificar de qué forma el software manejará el color de fondo. Si la impresora que está utilizando esuna impresora en blanco y negro, seleccione la opción Negro sobre Blanco para asegurarse de que todas laspartes de la imagen, incluidas las que son de color claro, puedan verse en la copia impresa.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 85/148
POSTPROCESAMIENTO

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 86/148

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 87/148
Postprocesamiento
8
CAPÍTULO 8: Postprocesamiento
RESUMEN DE POSTPROCESAMIENTOUna vez que se han creado las operaciones para mecanizar la pieza, el archivo debe someterse a unpostprocesamiento. El postprocesamiento genera un archivo de texto (programa NC) que contiene las
operaciones de mecanizado y las trayectorias del archivo de pieza (VNC). Este programa NC se creausando archivos de Postprocesador (Archivos PST) específicos de controles de máquina individuales. Lacomunicación del archivo de texto postprocesado a la máquina CNC se analiza en el capítulo Comunicacionesposterior a este capítulo.
CUADRO DE DIÁLOGO POSTPROCESADOREl botón Postprocesador en la paleta Nivel Superior se activa una vez que se han creado operaciones demecanizado en un archivo. Al hacer clic en el botón Postprocesador, se abrirá el cuadro de dialogoPostprocesador que se muestra a continuación. Este cuadro de diálogo le permite al usuario seleccionar unarchivo de postprocesador específico, especif icar el nombre de un programa y abrir la pieza actualmente.
El botón Procesar generará el programa NC para el archivo actualmente abierto. El archivo de texto se guardarácon el nombre de archivo que se muestra a la derecha del botón Nombre de Programa. Si ya existe un archivocon ese nombre, si hace clic en el botón Procesar se borrará el archivo anterior y será reemplazado por elarchivo nuevo. Para ver el archivo de texto a medida que el mismo se procesa, haga clic en el botón Ventana deTexto. Cuando se presione este botón, aparecerá una ventana que muestra el archivo de texto postprocesado amedida que se crea. El programa se desplazará en la ventana a medida que es generado. El botón Pausa le
permite al usuario detener el desplazamiento de la salida durante su procesamiento. El botón Imprimir estarádisponible luego de que f inalice el procesamiento del archivo de programa.
1. Selección del Postprocesador2. Nombre de Programa3. Comunicaciones4. Ventana de Texto

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 88/148
Postprocesamiento
82
Antes de que pueda generarse la salida postprocesada, es necesarioespecificar el nombre del archivo de programa y el postprocesador.Cuando un archivo se somete a un postprocesamiento, se crea unarchivo de texto con la extensión especificada en el cuadro de textoPost del cuadro de diálogo Extensiones de Archivo. De formapredeterminada, esta extensión se establece en .NCF. Un archivopuede someterse a un postprocesamiento varias veces y guardarse
con diferentes nombres de archivos .NCF. Si se realizan cambios en elarchivo de pieza, el mismo deberá volver a postprocesarse a fin deincorporar los cambios en la salida postprocesada. Como valorpredeterminado, el archivo de texto utiliza el nombre de archivo depieza con una extensión .NCF (por ejemplo EXAMPLE1.NCF). Estenombre de archivo puede modificarse haciendo clic en el botónNombre de Programa e introduciendo un nombre nuevo.
Para especificar un nombre de archivo de salida para el programafinalizado, haga clic en el botón Nombre de Programa. El sistemaagregará automáticamente la extensión especificada en el cuadro dediálogo Extensiones de Archivo. Al seleccionar la pestaña Archivo en
el cuadro de diálogo Preferencias aparecerá el cuadro de diálogoExtensiones de Archivo que se muestra arriba.
Para seleccionar el postprocesador, haga clic en el botón Selección dePost. Aparecerá un cuadro de diálogo Abrir que le permitirá alusuario acceder al directorio o a la carpeta donde se guardan los postprocesadores en el sistema.
Los nombres de archivos reales de los postprocesadores son diferentes según el sistema operativo. Sinembargo, al seleccionar un postprocesador, aparecerá el nombre completo (incluidos el Control y la Máquina)en el cuadro de diálogo Abrir.
FORMATO DE SALIDA POSTPROCESADALos elementos en el cuadro superior del cuadro de diálogo Postprocesador cambian el formato y el contenidode la salida terminada. Cada elemento puede reaccionar de manera diferente con diferentes postprocesadores. A continuación, se ofrece una descripción del efecto que estos elementos tendrán con la mayoría de lospostprocesadores.
Ops Seleccionadas: Si se selecciona este elemento, la salida sólo incluirá operaciones actualmente seleccionadasen la Lista de Operaciones. Los elementos no seleccionados no se incluirán en la salida.
Número de Programa Inicial: Se trata del número del programa como aparecerá en el control. También es elnúmero inicial de todos los subprogramas. Si el Número de Programa Inicial es uno, el primer subprogramaserá dos, el segundo tres, etc.
Secuencia desde: Éste es el número inicial de los números en bloque o números “N”. El cuadro por determina elincremento.
Minimizar: Si esta opción se activa, el postprocesador sólo incluirá en la salida los números en bloque en lasposiciones de cambio de herramienta.
Insertar Comentarios: Esta opción mostrará información acerca de cada operación y herramienta utilizadas,además de la longitud del archivo. Si el usuario ha introducido comentarios adicionales acerca de herramientasu operaciones, los mismos se incluirán también en la salida.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 89/148
Postprocesamiento
83
Insertar Paradas Opcionales en Posiciones de Cambio Herr. Si esta opción se encuentra activada, el softwaremostrará una parada del programa que el operador de la máquina puede seleccionar en cada cambio deherramienta.
PREFERENCIAS DE SALIDA POSTPROCESADALa preferencia Postprocesamiento le permite al usuario especif icar los datos de comentarios que van a salir enel archivo NCF generado por el sistema. Cuando se selecciona un elemento, dichos datos aparecerán en el
resultado. Este cuadro de diálogo se encuentra en el menú Archivo, en Preferencias -> Comentarios dePostprocesador.
PROBLEMAS DE CÓDIGOS Y DEFINICIONES DE ETIQUETAS DEPOSTS DE TORNOLos nombres de posts de torno utilizan letras para indicar sus capacidades. La designación puede ser una letraúnica o múltiples letras para especificar la capacidad del post. A continuación de la designación de la letra, seincluye un número único para este post.
El formato general de un post puede describirse como:<nombre de control><nombre de máquina>[iniciales del cliente]<letra>###.##
Observe que un post métrico terminará con una “m”.
A continuación, se brinda una descripción de cómo se denominan los Posts de Torno y su función. También seincluyen breves explicaciones de los problemas de código que podrían encontrarse en los Posts de Torno.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 90/148
Postprocesamiento
84
TORNO DE 2 EJESDefiniciones de Etiqueta
L Designa un post regular de torno de 2 ejes. Un post de Torno tiene 2 ejes lineales (X y Z) que puedenposicionarse y cortar simultáneamente.
Problemas de Código:• Punta de Herramienta
1. El sistema atrae a la trayectoria al centro del radio de la punta de la herramienta. A los valores de losejes X y Z se les da salida a la punta de la herramienta teórica si el sistema puede calcular un punto departida en ambos ejes. A los valores de los ejes X y Z se les da salida al centro del radio de la punta de laherramienta cuando el software no puede calcular el punto de partida en ese eje en particular.
2. Si la herramienta está mecanizando en paralelo al eje Z, a los valores del eje X se les da salida según lasdimensiones del plano. Si la herramienta está mecanizando en paralelo al eje X, a los valores del eje Zse les da salida según las dimensiones del plano. De este modo, la punta de la herramienta teórica sólose alinea con dimensiones del plano en caras y diámetros.
3. Cuando la herramienta está mecanizando en un ángulo, los valores del eje X y del eje Z no coincidiráncon las dimensiones del plano. Esto se debe a que la punta de la herramienta teórica no siempre es unadimensión del plano. Por ello, para que el sistema ubique la superficie de la herramienta en posiciónpara cortar la pieza, la punta de la herramienta teórica se calcula más cerca a la pieza y, en algunoscasos, dentro de la pieza.
4. La mayoría de los Posts de Torno dan salida a los valores de X y Z a la punta de la herramienta teórica.Los posts pueden modif icarse para dar salida a los valores de X y Z al centro del radio de la punta de laherramienta.
• Ciclos Fijos
1. A los ciclos fijos de torno se les da salida cuando se selecciona la casilla de verif icación Ciclo Fijo. Estacasilla de verificación sólo estará disponible si no se seleccionan Separación Automática y SóloMaterial. Si se seleccionan Separación Automática y/o Sólo Material, el sistema no dará salida a CiclosFijos.
FRESA/TORNO DE 3 Y 4 EJESUn post de Fresa/Torno admite tanto operaciones de fresado como de torno en la misma pieza. Un post detorno de 2 ejes ya no resulta necesario si existe un post de Fresa/Torno disponible.
Definiciones de Etiqueta:ML Esto designa un post de Fresa/Torno.
S Designa un post de Fresa/Torno que segmenta arcos rotacionales en movimientos lineales.
I Designa un post de Fresa/Torno que admite Interpolación Polar y Cilíndrica. Un post de Fresa/Tornode Interpolación Polar y Cilíndrica dará salida a un G2 o G3 con movimientos rotacionales.
Ejemplo: Fanuc 16T [VG] L800.18.pst
Ejemplo: Fanuc 16T [VG] SML800.19.pst

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 91/148
Postprocesamiento
85
Y Designa una máquina de Fresa/Torno de 4 ejes que tiene un eje Y lineal.
P Designa un post de posicionamiento de eje C. Un post de posicionamiento de Fresa/Torno girará lapieza y luego la moverá en X y Z. No girará y cortará de manera simultánea.
N Designa un post de Fresa/Torno que no utiliza subprogramas. Se conoce como un “Post de Lado Largo”Los subprogramas se utilizan con frecuencia para taladrado de procesos múltiples, taladrado conrepetición de C, fresado con repetición de Z, fresado con repetición de C, Patrones (sólo OD), etc.
B Designa un post de rotación de eje B. Admite la creación de sistemas de coordenadas que hagan girar laherramienta alrededor del eje B.
Problemas de Código:• Orientación de Herramienta
1. Al utilizar una herramienta de fresa en la Cara u OD, es importante def inir la orientación de dichaherramienta correctamente. Cuando se está Fresando o Taladrando en la cara, asegúrese de que la
orientación de la herramienta sea perpendicular a la cara. Cuando se está Fresando o Taladrando en elOD, asegúrese de que la orientación de la herramienta sea perpendicular al OD. Si la herramienta noestá orientada apropiadamente, la salida no será correcta.
• Salida del Eje C y del Eje Y
1. Los botones de opción Posición y Fresado Rotacional de la Pestaña Rotar determinan si se les da salidaa los movimientos del eje C o del eje Y durante las operaciones de Fresa Rotacional. Si se selecciona elbotón de opción Posición, el sistema calcula los movimientos del eje Y. Si se selecciona el botón deopción Fresado Rotacional, el sistema calcula los movimientos del eje C.
2. Si su máquina no tiene un eje Y, entonces debe seleccionar el botón de opción Fresado Rotacional.
3. Si su máquina tiene un eje Y, esta capacidad puede agregarse a cualquier post de Fresa/Torno.
• Avances Rotacionales
1. La mayoría de los avances rotacionales se calculan en Grados por Minuto por segmentos rotacionalessegún su longitud. Puesto que la longitud de cada segmento es variable, el sistema produce un avancediferente para cada segmento. El avance rotacional resultante puede ser un valor significativo basadoen el cálculo de Grados por Minuto.
Ejemplo: Fanuc 16T [VG] IML800.19.pst
Ejemplo: Fanuc 16T [VG] YIML800.19.pst
Fanuc 16T [VG] YSML800.19.pst
Ejemplo: Fanuc 16T [VG] PML800.19.pst
Ejemplo: Fanuc 16T [VG] NSML800.19.pst
Fanuc 16T [VG] NIML800.19.pst
Ejemplo: Super Hicell 250 HS [JMC] BSML1082.19.7.pst

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 92/148
Postprocesamiento
86
2. Determinados CNC, como Haas y Mazak, calculan los avances rotacionales utilizando el TiempoInverso. Un post de Fresa/Torno puede modif icarse a f in de utilizar el Tiempo Inverso para los avances.
3. Los posts de Interpolación Polar utilizan pulgadas por minuto para cálculos de avance rotacional. Unpost de Fresa/Torno puede modificarse a fin de utilizar Interpolación Polar con avances de pulgadaspor minuto.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 93/148
COMUNICACIONES

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 94/148
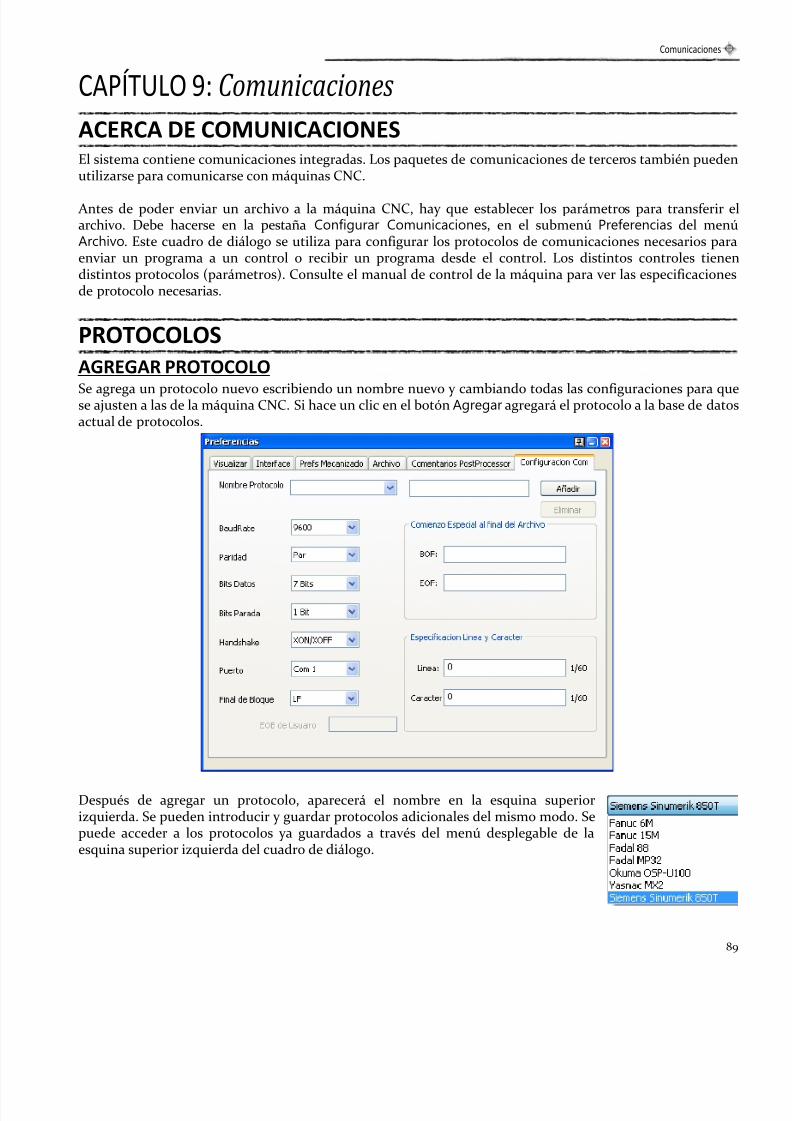
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 95/148
Comunicaciones
89
CAPÍTULO 9: Comunicaciones
ACERCA DE COMUNICACIONESEl sistema contiene comunicaciones integradas. Los paquetes de comunicaciones de terceros también puedenutilizarse para comunicarse con máquinas CNC.
Antes de poder enviar un archivo a la máquina CNC, hay que establecer los parámetros para transferir earchivo. Debe hacerse en la pestaña Configurar Comunicaciones, en el submenú Preferencias del menúArchivo. Este cuadro de diálogo se utiliza para configurar los protocolos de comunicaciones necesarios paraenviar un programa a un control o recibir un programa desde el control. Los distintos controles tienendistintos protocolos (parámetros). Consulte el manual de control de la máquina para ver las especificacionesde protocolo necesarias.
PROTOCOLOSAGREGAR PROTOCOLOSe agrega un protocolo nuevo escribiendo un nombre nuevo y cambiando todas las configuraciones para quese ajusten a las de la máquina CNC. Si hace un clic en el botón Agregar agregará el protocolo a la base de datosactual de protocolos.
Después de agregar un protocolo, aparecerá el nombre en la esquina superiorizquierda. Se pueden introducir y guardar protocolos adicionales del mismo modo. Sepuede acceder a los protocolos ya guardados a través del menú desplegable de laesquina superior izquierda del cuadro de diálogo.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 96/148
Comunicaciones
90
CAMBIAR UN PROTOCOLOPara cambiar la información de un protocolo, seleccione el protocolo de la lista y cambie la información. Loscambios se guardan automáticamente cuando se cierra el cuadro de diálogo o cuando se selecciona unprotocolo diferente de la lista.
ELIMINAR UN PROTOCOLO
Para eliminar un protocolo, simplemente seleccione el protocolo deseado de la lista y haga clic enel botón Eliminar.
COMUNICARSE CON UNA MÁQUINA CNCPara enviar un archivo a o recibir un archivo de una máquina CNC, haga clic en el botónComunicaciones en el cuadro de diálogo Postprocesador.
CUADRO DE DIÁLOGO COMUNICACIONESPuede accederse al cuadro de diálogo Comunicación también puede accederse desde el menú Archivo. Losarchivos pueden enviarse al control de la máquina o recibirse desde el control. Los botones de opción Tipo dearchivo indican qué tipo de archivo se enviará. Cuando un archivo se postprocesa, se crea un archivo de texto(archivo NCF). NCF (texto) es la selección necesaria al enviar archivos NCF postprocesados desde lacomputadora al control o viceversa. La selección de VNC (binario) le permite a los usuarios enviar y recibirarchivos VNC, que son los archivos de pieza reales que contienen la geometría y las trayectorias. Los archivos VNC pueden comunicarse entre computadoras que tengan instalado el sistema. Esto es especialmente útilcuando el sistema se integra al control de una herramienta de máquina. Los archivos de pieza (archivos VNC)pueden comunicarse en su totalidad desde una computadora al control de la máquina y desde el control a lacomputadora.
ENVIAR UN ARCHIVO AL CONTROLPara enviar un archivo, debe presionar el botón del Modo Enviar. El protocolo se elige usando el menúemergente Protocolo. El programa que se enviará se especifica haciendo clic en el botón Nombre delprograma. Cuando todo esté configurado de manera correcta, haga clic en Enviar para enviar el archivo.Mientras se está enviando el programa, el botón Enviar se transforma en el botón Detener. Haga clic en elbotón Detener para detener la comunicación. La Barra de Progreso muestra el estado de la transmisión delarchivo. Si la Ventana de Texto se abre desde el cuadro de diálogo Postprocesador, el programa se desplazarámientras se está enviando al control.
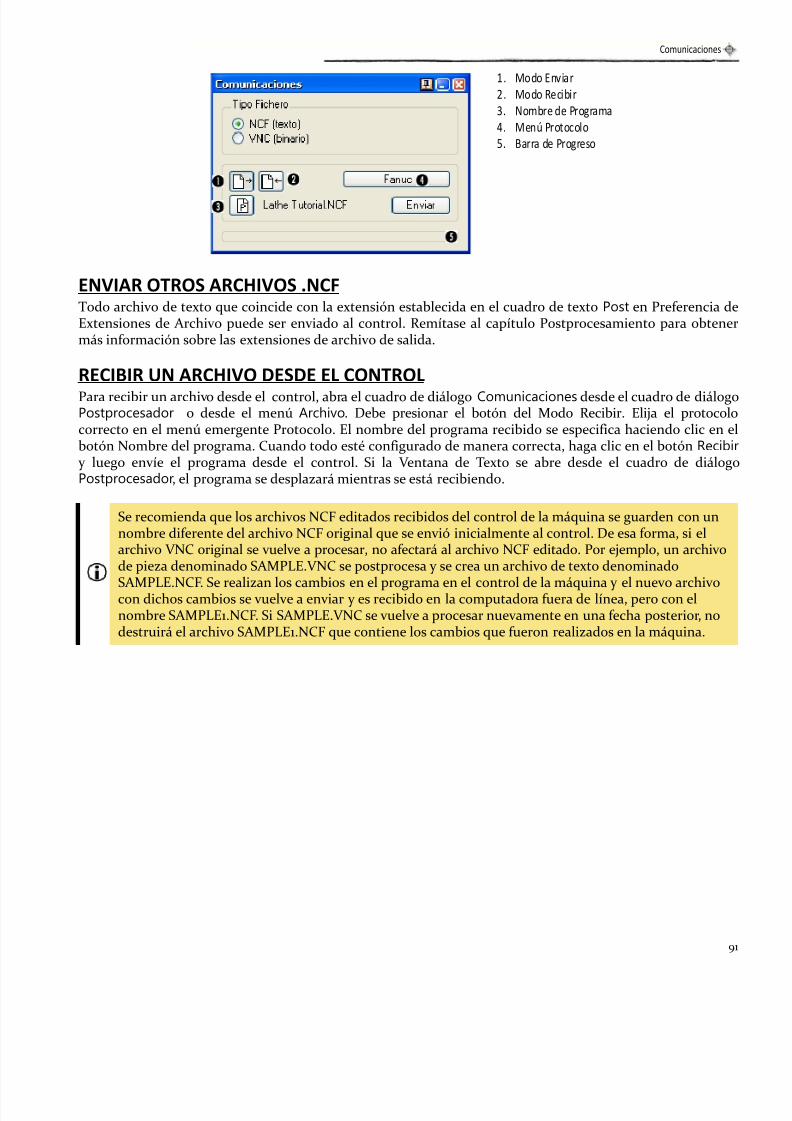
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 97/148
Comunicaciones
9
ENVIAR OTROS ARCHIVOS .NCFTodo archivo de texto que coincide con la extensión establecida en el cuadro de texto Post en Preferencia deExtensiones de Archivo puede ser enviado al control. Remítase al capítulo Postprocesamiento para obtenermás información sobre las extensiones de archivo de salida.
RECIBIR UN ARCHIVO DESDE EL CONTROLPara recibir un archivo desde el control, abra el cuadro de diálogo Comunicaciones desde el cuadro de diálogoPostprocesador o desde el menú Archivo. Debe presionar el botón del Modo Recibir. Elija el protocolocorrecto en el menú emergente Protocolo. El nombre del programa recibido se especifica haciendo clic en elbotón Nombre del programa. Cuando todo esté configurado de manera correcta, haga clic en el botón Recibi y luego envíe el programa desde el control. Si la Ventana de Texto se abre desde el cuadro de diálogoPostprocesador, el programa se desplazará mientras se está recibiendo.
1. Modo Enviar2. Modo Recibir3. Nombre de Programa4. Menú Protocolo5. Barra de Progreso
Se recomienda que los archivos NCF editados recibidos del control de la máquina se guarden con unnombre diferente del archivo NCF original que se envió inicialmente al control. De esa forma, si elarchivo VNC original se vuelve a procesar, no afectará al archivo NCF editado. Por ejemplo, un archivode pieza denominado SAMPLE.VNC se postprocesa y se crea un archivo de texto denominado
SAMPLE.NCF. Se realizan los cambios en el programa en el control de la máquina y el nuevo archivocon dichos cambios se vuelve a enviar y es recibido en la computadora fuera de línea, pero con elnombre SAMPLE1.NCF. Si SAMPLE.VNC se vuelve a procesar nuevamente en una fecha posterior, nodestruirá el archivo SAMPLE1.NCF que contiene los cambios que fueron realizados en la máquina.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 98/148
Comunicaciones
92
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 99/148
TUTORIAL DE TORNO

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 100/148

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 101/148
E j er ci ci o
N.º1: T u t ori al
d eT orn o
Tutorial de Torno
95
CAPÍTULO 10: Tutorial de TornoEl módulo Torno es el correspondiente a la máquina de torno más básica admitida por el sistema. Estecapítulo brinda indicaciones sobre cómo crear operaciones de torneado. Este capítulo cubre laconfiguración de la herramienta, la definición del proceso, la creación de operaciones, la definición delstock personalizada, el renderizado mecanizado de la pieza y el uso de la herramienta de forma.
La mayoría de esta información está cubierta en el “Ejercicio N.º 1: Tutorial de Torno” mientras que el“Ejercicio N.º 2: Herramientas de Forma” cubre principalmente la creación y el uso de la herramienta deforma.
EJERCICIO N.º 1: TUTORIAL DE TORNOEl siguiente tutorial muestra cómo se configura, se forma y se termina una pieza de torno sencilla. Cadapaso tiene viñetas y también se brindan información adicional y sugerencias. Se recomienda la lectura detoda la información contenida en este tutorial para aprovecharlo al máximo. Esta pieza fue creada en elmanual Creación de Geometría y las dimensiones para la misma también se encuentran en la página 133.Consulte el manual Creación de Geometría para obtener detalles sobre cómo construir la Geometría para
esta pieza. Puede convertir las unidades de medida con el comando Modificar > Escala de ser necesario.
ESTE TUTORIAL EXPLICA CÓMO:1. Configurar parámetros de stock, separación y cambio de herramienta
2. Especif icar stock personalizado
3. Crear una lista de herramientas con conf iguración de herramienta estándar y personalizada
4. Generar diferentes tipos de operaciones que desbastan, contornean, taladran y roscan una pieza.
5. Renderizar las operaciones de mecanizado.
6. Crear un código de postprocesamiento para la pieza.
CONFIGURACIÓN DE PIEZA• Abra el cuadro de diálogo Documento.
El cuadro de diálogo Documento contiene información sobre: Tipo de Máquina, Material, sistema demedición, stock, Cambio de Herramienta, separación y un Comentario de pieza. También tiene lasherramientas de gestión de archivo para abrir, guardar, cerrar, etc.
• Seleccione Abrir en el cuadro de diálogo Documento.
• Ubique la pieza del tutorial de Torno que se creó usando el manual Creación de Geometría.
Esta pieza fue creada en los Ejercicios del Asistente de Geometría y de Forma Libre de CAD en elmanual Creación de Geometría. Es posible utilizar cualquiera de los archivos de pieza. Si la pieza no fuecreada, vuelva al manual Creación de Geometría y créela o utilice las dimensiones al f inal del libro paracrear la geometría.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 102/148
E
j e r c i c i o
N . º
1 : T u t o r
i a l d e T o r n o
- C o n f i g u r a c i ó n d
e P i e z a
Tutorial de Torno
96
• Haga clic en el archivo y luego haga clic en Abrir o haga doble clic en Lathe Tut.vnc en la lista.
• Seleccione la opción Separación Automática.
Separación Automática predetermina los valores de separación de cada proceso a menos que se anulenal deseleccionar Utilizar Separación Automática en los cuadros de diálogo Proceso.
• Introduzca las ubicaciones del stock, laSeparación Automática y el Cambio deHerramienta mostrados.
Cambio de Herramienta enviará laherramienta a la ubicación especificadapara el cambio de herramienta. SiCambio de Herramienta estádesactivado, se supone que losdesplazamientos del utillaje están enuso o el operador introducirá losmovimientos de cambio de herramientamanualmente.
• Cierre el cuadro de diálogo Documento
(Ctrl+1, F1, Ctrl+W).
• Abra la paleta Ver (Ctrl+5, F5).
• Seleccione Ayuda > Globos en el menú.
Los Globos brindan una referencia para la interfaz. Aparecerá una marca de verificación al lado delelemento Globos, indicando que está activo. Mueva el cursor sobre el objeto para ver la información.
• Seleccione Quitar Zoom (Ctrl+U).
Es posible que la pieza ya no tenga el zoom si la pieza se guardó.
• Seleccione la vista Isométrica (Ctrl+I).
La vista Isométrica es una perspectiva de la pieza de 45º. Esta vistale da la mejor perspectiva general del estado actual de una piezadesde la vista superior, derecha y frontal de la pieza.
La opción Separación Automática calculará las separaciones de las piezas (tanto en Z como en Xd/Xr) que se utilizan para colocar la herramienta entre las operaciones. Estos valores se calculandinámicamente a medida que cambia la condición del stock según se elimina el material. Lasposiciones de la separación calculada también tendrán en cuenta dónde debe moverse laherramienta para comenzar la trayectoria de la siguiente operación. Además, la opción SeparaciónAutomática puede agregar movimientos de entrada y/o salida según sea necesario a f in demaniobrar con seguridad alrededor de la pieza y completar cada trayectoria.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 103/148
E j er ci ci o
N.º1
: T u t ori al d eT orn o
-
S t o ck
P er s on al i z a d o
Tutorial de Torno
97
La vista Superior o Inicial está recomendada para crear geometría y herramientas, mientras que la vistaIsométrica es una excelente elección para renderizar y visualizar la pieza mecanizada.
• Seleccione Ayuda > Globos para desactivarlos.
Los Globos también se activan usando el atajo asociado a la derecha del comando del menú (Ctrl+B).
• Vuelva a la vista Superior.
• Haga clic en el botón Ver nuevamente para cerrar la paleta Ver.
STOCK PERSONALIZADOLas especificaciones de stock introducidas en el cuadro de diálogo Documentosimplemente crean una forma de stock cilíndrico usando las coordenadas X y Z introducidas. Es posibledefinir una forma de stock predeterminado dibujando la forma de stock en un grupo de trabajo separadodesignado para el stock de la pieza. Esto es muy útil porque la forma del stock afecta el mecanizado de lapieza en que las condiciones del stock se usan para calcular los movimientos de posicionamiento deseparación al utilizar Separación Automática. La forma de stock personalizada también aparece al ver la
imagen renderizada de la pieza.
• Abra la paleta Geometría. (Ctrl+2, F2)
• Haga clic en el botón de lista Grupo de Trabajo en la paleta Creación de Geometría.
En el Nivel 2 es posible a acceder a esto desde la paleta principal.
Este botón también accede al menú de selección de grupo de trabajo sise mantiene presionado el botón del ratón. Este tutorial trata sobre elmenú más adelante.
• Haga clic en Nuevo GT y renómbrelo como “Stock”.
Se crea un segundo grupo de trabajo y es ahora el grupo de trabajoactual, indicado por el ojo abierto. Además, observe que la pantallaahora muestra un esquema de stock vacío.
• Haga clic con el botón derecho del ratón en el nombre del grupo de trabajo, elija Información de GT.
El cuadro de diálogo del Grupo de Trabajo N.º 2 define si el grupode trabajo contendrá geometría de pieza o un esquema de stock.
• Seleccione la opción Giro de Stock de Pieza.
• Cierre el cuadro de diálogo Información de Grupo de Trabajo N.º 2.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 104/148
E j e r c i c i o
N . º
1 : T u t o
r i a l d e T o r n o
- S t o c k
P e r s o n a l i z a d o
Tutorial de Torno
98
A f in de crear la geometría para el esquema de stock, será necesario ver la geometría de pieza que yahayamos creado como un grupo de trabajo de mecanizado. La entrada resaltada en el cuadro de diálogoSelección de Grupo de Trabajo es el grupo de trabajo activo.
Es posible ver otros grupos de trabajo abriendo el ojo que se encuentra junto a los nombres en elcuadro de diálogo Selección de Grupo de Trabajo. La geometría en grupos de trabajo inactivos está engris y no puede editarse mientras están inactivos.
• Haga doble clic en el ojo cerrado junto al Grupo de Trabajo N.º 1:
Ahora, ambos ojos están abiertos. Grupo de Trabajo N.º 2: Stock seencuentra resaltado para indicar que se trata del grupo de trabajo activo.Grupo de Trabajo N.º 1 está visible pero inactivo.
• Cierre la lista de Grupos de Trabajo.
Utilizaremos la herramienta Línea de Ratón en la paleta Creación de Geometría para dibujar unesquema de desbaste del stock. Cualquier método de creación de geometría puede utilizarse para crearun esquema de stock.
• Haga clic en el botón Línea.
• Haga clic en el botón Línea de Ratón.
El cuadro de diálogo Línea de Ratón contiene valores Z y Xd determinados por la ubicación delcursor. El valor de Malla especifica el espaciado derestricción al cual se ajustarán las líneas. Para
obtener una revisión sobre el uso de la herramientaLínea de Ratón, consulte el Ejercicio N.º 5: Bocetoen la Sección del Asistente de Geometría del manual Creación de Geometría.
El stock inicial es un cilindro con dos diámetros diferentes para nuestro esquema de stock. El stock nonecesita ser perfecto, pero no debe cruzar la geometría de acabado def inida. La única condición es quela línea de base debe dibujarse en X0 para tener una pieza de giro correcta.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 105/148
E j er ci ci o
N.º1:
T u t ori al d eT orn o
-L
i s t a
d eH err ami en t a s
Tutorial de Torno
99
• Dibuje una forma de stockalrededor de la pieza según semuestra.
Esta será la condición de stockantes de que se preforme elcorte.
• Mantenga presionado el botónSelección de Grupo de Trabajohasta que aparezca el menú deselección.
• Seleccione el Grupo de Trabajo N.º 1.
• Cierre la paleta Creación de Geometría.
LISTA DE HERRAMIENTAS• Abra el botón de lista Herramienta en la paleta Nivel Superior.
• Haga doble clic en la posición N.º 1 en la lista de herramientas vacía.
El cuadro de diálogo Creación de Herramientas contiene todas las especificaciones deherramienta necesarias para que el sistema calcule renderizado y trayectoria precisos. Lainformación de herramienta puede editarse en cualquier momento haciendo clic en losmosaicos de herramienta y editando la información contenida en el cuadro de diálogoHerramienta. Para obtener más información consulte “Resumen de Creación de Herramientas” en lapágina 13.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 106/148
E j e r c i c i o
N . º
1 : T u t o r
i a l d e T o r n o
- L i s t a
d e H e r r a m i e n t a s
Tutorial de Torno
100
• Seleccione elaccesorio de 80º Ccon las siguientesespecificaciones.
Los valores para lasespecificaciones deaccesorios, talescomo Radio dePunta, IC (CírculoInscripto), Grosor,etc. puedenseleccionarse de lalista de accesoriosestándar en losmenús ointroducirsemanualmenteseleccionando Otro.
Es posible elegir losportaherramientasusando la barra dedesplazamiento quese encuentra junto aldiagrama del accesorio. El texto a la derecha de la barra de desplazamiento muestra lasespecificaciones del portaherramientas que brindan información detallada sobre el tipo deportaherramientas y ángulo de inserción. Para nuestra pieza, la primera posición brinda la selección
deseada. El círculo rojo al final del accesorio indica el punto de partida de la herramienta.
La selección de accesorio y portaherramientas también afecta a las trayectorias creadas usando estaherramienta. El sistema utiliza las selecciones realizadas aquí al construir una trayectoria para evitar lainterferencia de herramienta. Por lo tanto, las selecciones realizadas aquí afectan directamente elmecanizado de la pieza.
• Haga doble clic en el mosaico vacío en la posición N.º 2.
Esto cierra el cuadro de diálogo Herramienta de Torneado N.º 1 y hace aparecer el cuadro de diálogoHerramienta de Torneado N.º 2. Aparece un mosaico de herramienta que muestra el tipo de accesorio y el radio de la punta en la posición N.º 1 de la lista de herramientas.
Esta siguiente herramienta es un taladro, por lo tanto debe definirse en un cuadro de diálogoHerramienta de Fresado
• Haga clic en el botón Herramienta de Fresado.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 107/148
E j er ci ci o
N.º1:
T u t ori al d eT orn o
-L
i s t a
d eH err ami en t a s
Tutorial de Torno
10
• Seleccione la herramienta de Taladro con lassiguientes especificaciones.
• Haga doble clic en la posición del mosaico N.º 3 en laLista de Herramientas.
• Haga clic en el botón de tipo Herramienta de
Torneado.
• Seleccione el accesorio diamante de 35° V.
• Introduzca la información de herramienta mostrada.
La posición en el diagrama de orientación deaccesorio sigue siendo la misma que la selecciónde accesorio anterior, de modo que no es precisoningún ajuste.
La selección de tipo de portaherramientas y ángulo de inserción es la última en el grupo.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 108/148
E j e r c i c i o
N . º
1 : T u t o r
i a l d e T o r n o
- L i s t a
d e H e r r a m i e n t a s
Tutorial de Torno
102
• Cree este accesorio como la herramientaN.º 4.
Haga doble clic en el mosaico deherramienta para abrir el cuadro dediálogo de la nueva herramienta.Omitiremos este paso desde aquí en
adelante.
• Cree este accesorio personalizado como laherramienta N.º 5.
El diagrama del portaherramientas seestablece en Personalizado. En eldiagrama sólo se dibuja el accesorio deacuerdo con los valores introducidos.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 109/148
E j er ci ci o
N.º1:
T u t ori al d eT orn o
-L
i s t a
d eH err ami en t a s
Tutorial de Torno
103
• Cree este accesorio como la herramientaN.º 6.
El Diagrama de Orientación de Accesorio cambia de apariencia cuandose selecciona la opción Barra deMandrinado.
• Desplácese hacia abajo para revelar dosmosaicos vacíos (de ser necesario).
Las flechas de desplazamiento en laparte superior e inferior de la lista demosaicos le permiten moversefácilmente por los mosaicos en la lista.Para desplazarse rápidamente por lalista, mantenga presionado el botón y arrastre el ratón hacia abajo. Esto haráque la flecha se vuelva roja y que se
desplace una "página" a la vez. Paraobtener más información acerca de laslistas de mosaicos, consulte la Guía deIntroducción.
• Cree este accesorio como la herramienta N.º 7.
Una vez seleccionados los valores de Estilo y TPI (roscas por pulgada), el Ancho deAccesorio y el Tipo de Accesorio sepredeterminarán en los valores deseados.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 110/148
E j e r c i c i o
N . º
1 : T u t o r
i a l d e T o r n o
- L i s t a
d e H e r r a m i e n t a s
Tutorial de Torno
104
• Cree este accesorio personalizado como laherramienta N.º 8.
• Cierre el cuadro de diálogo Información
de Herramienta de Torneado N.º 8.
Ahora se han creado las herramientas
necesarias para mecanizar esta pieza.Una buena forma de revisar lasherramientas contenidas en la lista esmediante la Ventana > Resumen ListaHerramientas.
• Elija la Ventana > ResumenLista Herramientas.
El Resumen ListaHerramienta contiene todala información deherramienta actual.
Se puede imprimir lainformación eligiendo Archivo > Imprimir > Resumen Lista Herramienta. Mientras Resumen ListaHerramientas sea la ventana activa podrá usarse el atajo de impresión Ctrl+P. La lista está configuradapara imprimirse SÓLO en modo horizontal . Cuando cualquiera de los resúmenes aparece en la pantalla,pueden imprimirse o guardarse como un archivo de texto con el comando Guardar Especial.
• Cierre el Resumen Lista Herramientas.
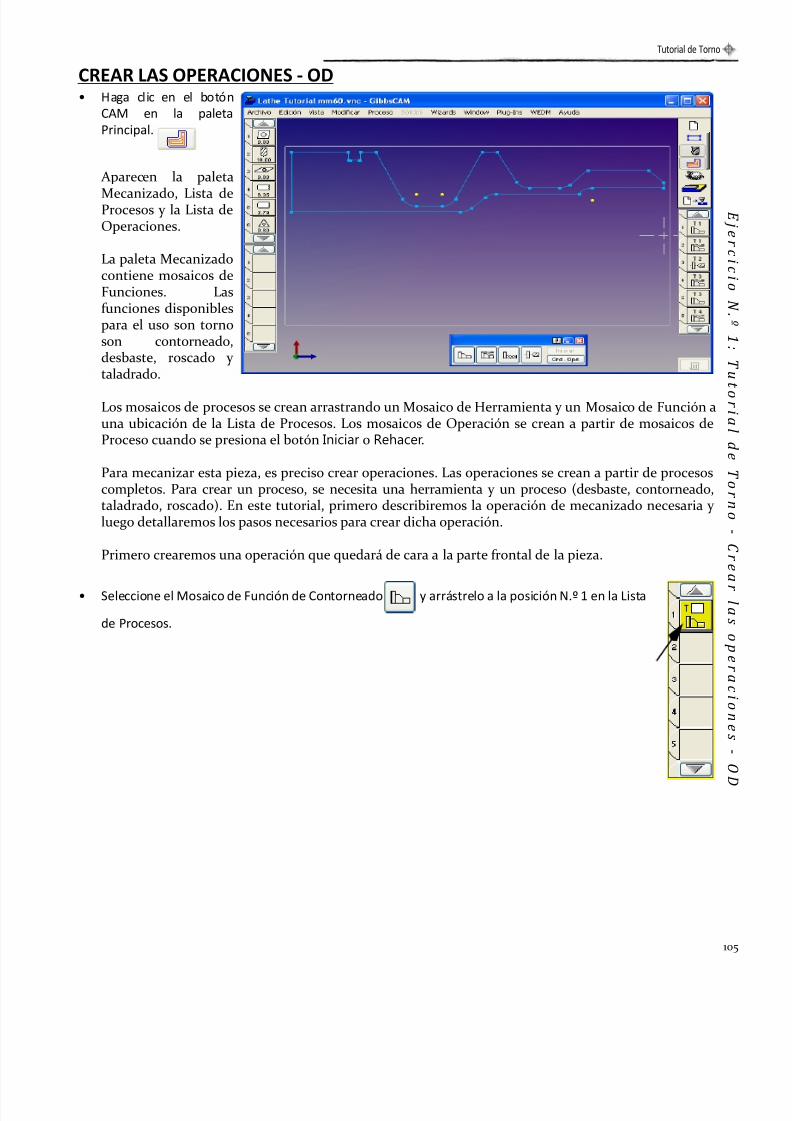
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 111/148
E j er ci ci o
N.º1: T u
t ori al d eT orn o
- Cr e
arl a s o p er a ci on e s -
OD
Tutorial de Torno
105
CREAR LAS OPERACIONES - OD• Haga clic en el botón
CAM en la paletaPrincipal.
Aparecen la paleta
Mecanizado, Lista deProcesos y la Lista deOperaciones.
La paleta Mecanizadocontiene mosaicos deFunciones. Lasfunciones disponiblespara el uso son tornoson contorneado,desbaste, roscado y taladrado.
Los mosaicos de procesos se crean arrastrando un Mosaico de Herramienta y un Mosaico de Función auna ubicación de la Lista de Procesos. Los mosaicos de Operación se crean a partir de mosaicos deProceso cuando se presiona el botón Iniciar o Rehacer.
Para mecanizar esta pieza, es preciso crear operaciones. Las operaciones se crean a partir de procesoscompletos. Para crear un proceso, se necesita una herramienta y un proceso (desbaste, contorneado,taladrado, roscado). En este tutorial, primero describiremos la operación de mecanizado necesaria y luego detallaremos los pasos necesarios para crear dicha operación.
Primero crearemos una operación que quedará de cara a la parte frontal de la pieza.
• Seleccione el Mosaico de Función de Contorneado y arrástrelo a la posición N.º 1 en la Lista
de Procesos.
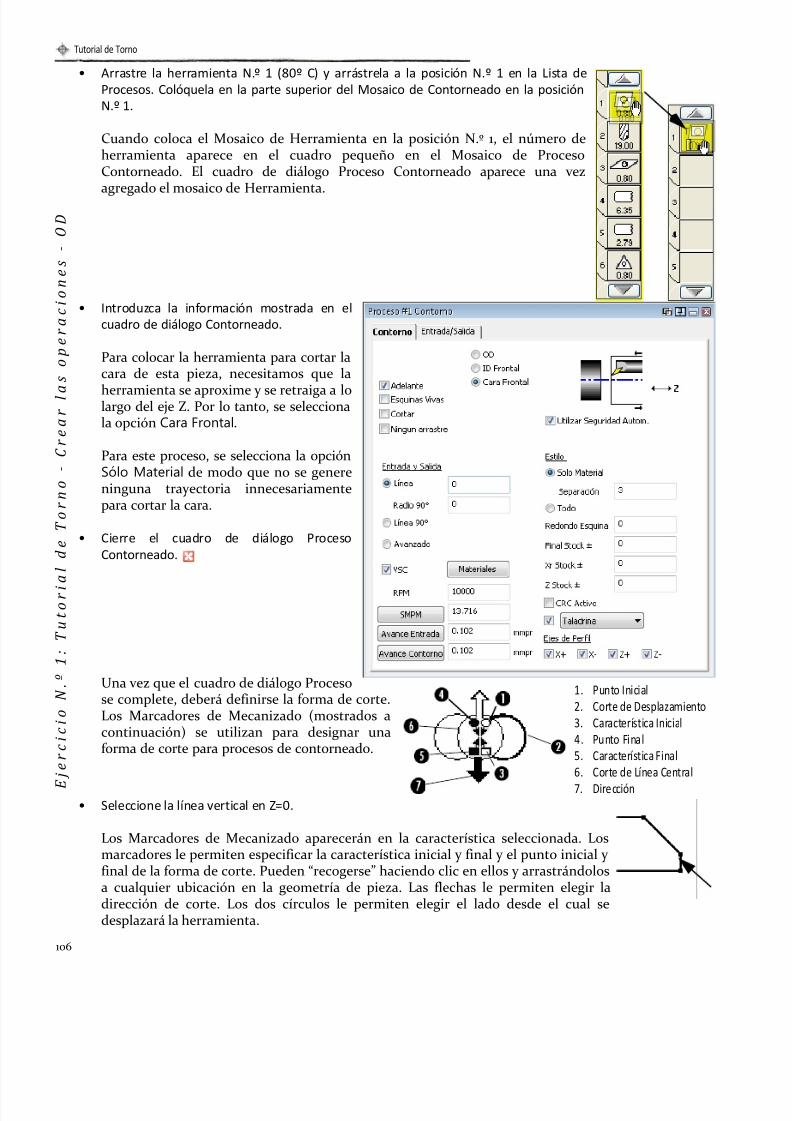
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 112/148
E j e r c i c i o
N . º
1 : T u t o r i a
l d e T o r n o
- C r e a r l a s o p e r a c i o n e s - O D
Tutorial de Torno
106
• Arrastre la herramienta N.º 1 (80º C) y arrástrela a la posición N.º 1 en la Lista deProcesos. Colóquela en la parte superior del Mosaico de Contorneado en la posiciónN.º 1.
Cuando coloca el Mosaico de Herramienta en la posición N.º 1, el número deherramienta aparece en el cuadro pequeño en el Mosaico de ProcesoContorneado. El cuadro de diálogo Proceso Contorneado aparece una vez
agregado el mosaico de Herramienta.
• Introduzca la información mostrada en elcuadro de diálogo Contorneado.
Para colocar la herramienta para cortar lacara de esta pieza, necesitamos que la
herramienta se aproxime y se retraiga a lolargo del eje Z. Por lo tanto, se seleccionala opción Cara Frontal.
Para este proceso, se selecciona la opciónSólo Material de modo que no se genereninguna trayectoria innecesariamentepara cortar la cara.
• Cierre el cuadro de diálogo ProcesoContorneado.
Una vez que el cuadro de diálogo Procesose complete, deberá definirse la forma de corte.Los Marcadores de Mecanizado (mostrados acontinuación) se utilizan para designar unaforma de corte para procesos de contorneado.
• Seleccione la línea vertical en Z=0.
Los Marcadores de Mecanizado aparecerán en la característica seleccionada. Losmarcadores le permiten especificar la característica inicial y final y el punto inicial y final de la forma de corte. Pueden “recogerse” haciendo clic en ellos y arrastrándolosa cualquier ubicación en la geometría de pieza. Las flechas le permiten elegir ladirección de corte. Los dos círculos le permiten elegir el lado desde el cual sedesplazará la herramienta.
1. Punto Inicial2. Corte de Desplazamiento3. Característica Inicial4. Punto Final5. Característica Final
6. Corte de Línea Central7. Dirección
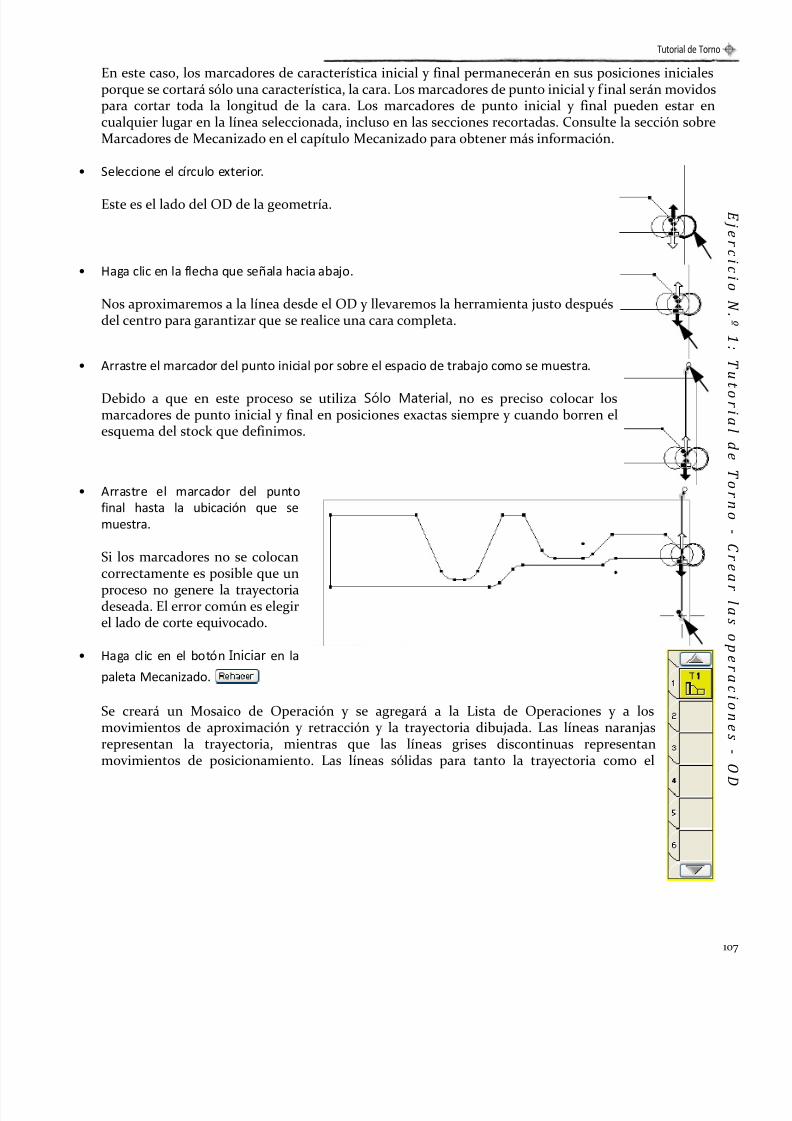
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 113/148
E j er ci ci o
N.º1: T u
t ori al d eT orn o
- Cr e
arl a s o p er a ci on e s -
OD
Tutorial de Torno
107
En este caso, los marcadores de característica inicial y final permanecerán en sus posiciones inicialesporque se cortará sólo una característica, la cara. Los marcadores de punto inicial y f inal serán movidospara cortar toda la longitud de la cara. Los marcadores de punto inicial y final pueden estar encualquier lugar en la línea seleccionada, incluso en las secciones recortadas. Consulte la sección sobreMarcadores de Mecanizado en el capítulo Mecanizado para obtener más información.
• Seleccione el círculo exterior.
Este es el lado del OD de la geometría.
• Haga clic en la flecha que señala hacia abajo.
Nos aproximaremos a la línea desde el OD y llevaremos la herramienta justo despuésdel centro para garantizar que se realice una cara completa.
• Arrastre el marcador del punto inicial por sobre el espacio de trabajo como se muestra.
Debido a que en este proceso se utiliza Sólo Material, no es preciso colocar losmarcadores de punto inicial y final en posiciones exactas siempre y cuando borren elesquema del stock que definimos.
• Arrastre el marcador del puntofinal hasta la ubicación que semuestra.
Si los marcadores no se colocan
correctamente es posible que unproceso no genere la trayectoriadeseada. El error común es elegirel lado de corte equivocado.
• Haga clic en el botón Iniciar en la
paleta Mecanizado.
Se creará un Mosaico de Operación y se agregará a la Lista de Operaciones y a losmovimientos de aproximación y retracción y la trayectoria dibujada. Las líneas naranjasrepresentan la trayectoria, mientras que las líneas grises discontinuas representanmovimientos de posicionamiento. Las líneas sólidas para tanto la trayectoria como el

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 114/148
E j e r c i c i o
N . º
1 : T u t
o r i a l d e T o r n o
- C r e a
r O p e r a c i o n e s
Tutorial de Torno
108
posicionamiento indican movimientos de avance. Y las líneas discontinuas de ambos colores indicanmovimientos rápidos.
La imagen de arriba a la derecha muestra la trayectoria sin los Marcadores de Mecanizado de modo que
pueda hacerse una mejor idea visual. Para ver la trayectoria sin los Marcadores de Mecanizado,simplemente haga clic en cualquier lugar fuera de la pieza. La línea gris discontinua muestra laherramienta avanzando rápidamente desde la posición de cambio de herramienta (introducida en elcuadro de diálogo Documento, hasta el punto inicial de la trayectoria).
Las líneas angulares al comienzo y al final de la trayectoria son movimientos de posicionamiento deentrada y salida que han sido agregados porque está activada la Separación Automática. Son angularesa lo largo de la línea central del ángulo de inserción. La posición en la cual puede colocarserápidamente y con seguridad la herramienta antes de comenzar la trayectoria est determinada por el valor de Separación Automática introducido en el cuadro de diálogo Documento.
• Deseleccione la operación creada haciendo clic en una ubicación de Operación vacía o en un
punto de inserción entre ubicaciones de Operación.
Se considera que los mosaicos están seleccionados cuando están resaltados en amarillo.Los mosaicos deseleccionados son del color gris estándar.
CREAR OPERACIONES
• Arrastre el proceso en la posición N.º 1 a la Papelera.
Cuando las operaciones se hayan completado satisfactoriamente, es MUY IMPORTANTE que lasmismas se deseleccionen antes de continuar. Al deseleccionar las operaciones completas, lasmismas pasan a ser operaciones fijas en la Lista de Operaciones y no serán afectadas por loscambios realizados en la Lista de Procesos. Las operaciones pueden ser editadas pero, para ello,deben volver a cargarse en la Lista de Procesos haciendo doble clic en ellas.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 115/148
E j er ci ci o
N.º1: T u t ori al d eT orn o
- Cr e ar O p er a ci on e s
Tutorial de Torno
109
Al crear un nuevo Proceso, puede descartar los mosaicos anteriores en la lista o modif icarlos parapoder crear las nuevas operaciones. En este caso, descartaremos el mosaico viejo y comenzaremos decero. Cada mosaico en la Lista de Procesos se utilizará para crear operaciones.
El siguiente grupo de operaciones realizará el desbaste y el acabado del contorno exterior de la pieza.Esto se logrará mediante la programación de procesos múltiples, que permite que se apliquen múltiplesmosaicos de procesos a una forma de corte.
Operaciones del Grupo de Procesos Múltiples 2-4• Cree este proceso Desbaste con la
Herramienta N.º 1.
Para colocar la herramientaadecuadamente para desbastar el OD deesta pieza, necesitamos que laherramienta se aproxime y se retraiga a lolargo del eje X. Por lo tanto, se seleccionala opción OD para el tipo deaproximación.
Los tornos utilizan diferentes ciclos dedesbaste (corte múltiple). Hay tres tiposgenerales: Torno, Picado, y Cambio dePatrón. Estos tres tipos de ciclos nospermitirán generar los diferentes ciclosfijos definidos en los manuales deprogramación para tornos. El softwaregenerará estos ciclos de desbaste comociclos fijos si está seleccionada la opción
Ciclo Fijo y el torno puede utilizar ciclosfijos. De lo contrario, el postprocesadorgenerará cada movimiento necesario paradesbastar la pieza.
Los ciclos de desbaste de torno son el ciclo de desbaste de contorno estándar. Para ciclos de torno, laselección realizada para el tipo de aproximación (OD, ID, Cara Frontal) determina qué tipo de estilo dedesbaste de contorno será generado por el sistema.
Los ciclos de desbaste de Picado se utilizan para generar operaciones de ranurado. Estos ciclos seutilizan cuando se desea desbastar la pieza con una herramienta de ranura. Los ciclos de desbaste deCambio de Patrón por lo general se utilizan al desbastar una pieza de fundición. Este tipo de ciclo
genera el contorno de la pieza y cambia la trayectoria en cada corte sucesivo hasta que se desbasta elárea especificada.
En este proceso, utilizaremos un ciclo de desbaste de torno. Cuando se selecciona un ciclo de torno, seintroduce un valor Profundidad de Corte que designa cuánto material se elimina en cada pasada.
Para este proceso, el valor de Profundidad de Corte introducido es 0,1. La etiqueta Xr indica que es un valor de radio. Esto signif ica que 0,1 pulgada de material será eliminado de cada lado en cada pasada.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 116/148
E j e r c i c i o
N . º
1 : T u t
o r i a l d e T o r n o
- C r e a
r O p e r a c i o n e s
Tutorial de Torno
110
Las casillas de verificación Ejes de Forma permiten que el usuario regule los ejes y las direcciones de laforma de corte. Si se omite un eje (por ejemplo X-) se evitará que la forma de corte se mueva en ladirección no permitida. Consulte el capítulo Mecanizado para obtener más información sobre formasde corte y los botones Ejes de Forma.
Para este proceso, el eje X en la dirección negativa está desactivado. Esto evitará que la trayectoriarealice movimiento en la dirección X de modo que no se dirija hacia las ranuras.
El valor introducido en el cuadro de texto Finaliz. Stock ± designa la cantidad mínima de material quequedará fuera de la geometría de pieza una vez completado el ciclo de desbaste. La trayectoria creadapor el sistema quedará desplazada de la geometría de pieza en Z y en Xd. Quitaremos este exceso con lapasada de acabado.
• Cierre el cuadro de diálogo Proceso Desbaste.
• Cree otro proceso Desbaste con laherramienta N.º 3 en la posición N.º 2.
Este proceso está incluido en este grupopara desbastar la ranura del cuello en lapieza. Una vez más se selecciona un tipode aproximación OD de modo que laherramienta se aproxime y retraiga a lolargo del eje X. Y se selecciona un ciclo dedesbaste de Torno usando unaProfundidad de Corte.
Nuevamente se selecciona Sólo Materialpara el Estilo de Desbaste de modo que latrayectoria generada para esta operación sólo cortará el material restante dejado en la pieza una vez
completadas las operaciones anteriores. La selección de Sólo Material es particularmente útil al utilizarlas capacidades de programación de procesos múltiples del sistema. Los movimientos de avance sólo serealizarán cuando sea necesario para eliminar material. La herramienta hará movimientos rápidossiempre que sea posible y al mismo tiempo mantendrá el desplazamiento de separación.
Además de introducir una cantidad de stock de acabado que dejará la cantidad designada de materialalrededor de toda la forma de corte.
• Cierre el cuadro de diálogo Proceso Desbaste.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 117/148
E j er ci ci o
N.º1: T u t ori al d eT orn o
- Cr e ar O p er a ci on e s
Tutorial de Torno
11
• En la posición N.º 3 cree este procesoContorneado con la herramienta N.º 3.
• Cierre el cuadro de diálogo ProcesoContorneado.
Con la Lista de Procesos completa,necesitamos definir la forma de corte.
• Haga clic en el chaflán según se muestra.
Los Marcadores de Mecanizado aparecerán en la característica seleccionada.
• Haga clic en el círculo exterior.
• Haga clic en la flecha que señala hacia arriba.
• Arrastre el Marcador de Punto Inicial a la posición que se muestra.
No es necesario que los Marcadores de Punto Inicial y Final secoloquen en ubicaciones exactas siempre y cuando borren elmaterial.
• Arrastre el Marcador de Característica Final (cuadrado negro) ycolóquelo en la geometría de pieza como se muestra.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 118/148
E j e r c i c i o
N . º
1 : T u t
o r i a l d e T o r n o
- C r e a
r O p e r a c i o n e s
Tutorial de Torno
112
El marcador de Punto Final se moverá automáticamente con el marcador de Característica Final.
• Arrastre el marcador del punto finalhasta la posición que se muestra.
La línea azul oscuro representa latrayectoria de corte. Observe que laranura V del medio y la ranura del O-ring no están incluidas en esta formade corte.
• Haga clic en el botón Iniciar.
Esto creará la trayectoria de laherramienta. Si se produjeronerrores, edite el proceso y utilice elbotón Rehacer para efectuar cambios en una operación seleccionada.
Se crean tres operaciones.
Como alternativa, el Marcador de Característica Final puedecolocarse presionando Ctrl+Mayús y haciendo clic en lageometría de característica final.
Al colocar cualquiera de nuestros cuatro marcadores de
mecanizado en una característica de geometría, coloque la puntade la cabeza de la f lecha en la característica de geometría.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 119/148
E j er ci ci o
N.º1: T u t ori al d eT orn o
- Cr e ar O p er a ci on e s
Tutorial de Torno
113
La lista de Operaciones debe tener cuatro operaciones ahora.
Los movimientos de posicionamiento y las trayectorias para cada una de lasoperaciones también se dibujan en la pantalla. Para poder obtener una mejor imagende las trayectorias generadas por el sistema, veremos los movimientos deherramienta para la primera operación de desbaste por separado.
• Seleccione la Operación N.º 2.
Si hace clic una vez en un mosaico seleccionará y resaltará el mosaico sin abrirningún cuadro de diálogo ni seleccionar otros mosaicos que fueron creados con él.
• Abra la paleta Control de Vista.
• Haga clic en el botón Redibujar
(Ctrl+R).
Sólo se dibujan la trayectoria y losmovimientos de posicionamientopara la operación seleccionada.Esto es útil si usa programación deprocesos múltiples y desea vertrayectorias individuales.
Note que el esquema de stockpersonalizado fue tomado encuenta porque está activada la Separación Automática y se seleccionó la opción Sólo Material. Además,la trayectoria creada no se inclina en absoluto hacia la ranura del cuello porque se anuló la selección delEje de Forma X en el cuadro de diálogo Proceso Desbaste que creó esta operación.
Las líneas discontinuas grises muestran la herramienta avanzando rápidamente desde el punto f inal dela operación anterior hasta el punto inicial de esta operación, y a la posición de cambio de herramientaen el final de la operación.
Ahora que se han creado las operaciones, renderizaremos la pieza. Existen varias formas de verif icarque las trayectorias generadas por el sistema cortarán la pieza de manera segura y correcta. Mirando lastrayectorias, como hemos hecho hasta ahora, es una manera. Otra forma es renderizar la pieza, lo cualnos permite realmente ver la herramienta eliminando material y cortando la pieza.
• Elija Vista > Isométrica.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 120/148
E j e r c i c i o
N . º
1 : T u t
o r i a l d e T o r n o
- C r e a
r O p e r a c i o n e s
Tutorial de Torno
114
• Abra la paleta Renderizado.
Esto cambia el modo de trabajo a RenderizadoMecanizado de Pieza. El stock inicial que definimosal comienzo se mostrará como un objeto sólido. LaGeometría está oculta pero puede verse usando Vista > Mostrar Geometría ( Ctrl+[ ).
• Haga clic en el botón Reproducir.
La paleta Renderizado Mecanizado de Pieza mostrada a continuación también aparece en la pantalla.
• Haga clic en el botón Mostrar Herramienta Sólida.
• Haga clic en el botón Reproducir.
Una pieza puede renderizarse en cualquier momentouna vez creadas las operaciones. El stock siempre semostrará en tonos de azul. Las operacionesseleccionadas se renderizarán en tonos de amarillomientras que las demás operaciones se renderizarán entonos de gris. Se utilizará el color rojo cuando existansuperficies de herramientas o movimientos rápidosque no sean de corte y que golpeen el material.Consulte el capítulo Renderizado Mecanizado de Piezapara obtener más información.
• Cierre la paleta Renderizado.
• Elija Vista Superior en el menú o Ctrl+E.
Esto es también lo mismo que la vista Inicial en SC1.
• Deseleccione las operaciones haciendo clic en una ubicación de operación vacía o en un punto deinserción entre ubicaciones de operaciones.
• Mayús seleccione los tres mosaicos en la Lista de Procesos y arrástrelos a la papelera.
También puede usar la tecla Suprimir.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 121/148
E j er ci ci o
N.º1: T u t ori al d eT orn o
- Cr e ar O p er a ci on e s
Tutorial de Torno
115
Operaciones del Grupo de Procesos Múltiples 5-8• Cree este proceso Desbaste con la
Herramienta N.º 4 para el Proceso 1.
Se selecciona un tipo de aproximaciónOD de modo que la herramienta seaproxime y retraiga a lo largo del eje X.
Una vez más se selecciona Sólo Materialcomo el Estilo de Desbaste. También sedeja una cantidad de Stock Acabado enesta ranura que será quitado en lasiguiente pasada de acabado.
En este proceso, utilizaremos un ciclo dedesbaste Picado.
Cuando la opción Picado estáseleccionada para el Tipo de Desbaste,aparecerá el cuadro de diálogo Picado en
la pantalla. Para que aparezca el cuadrode diálogo Picado, haga clic en la opciónPicado en las selecciones Tipo deDesbaste.
• Introduzca la información mostrada acontinuación en el cuadro de diálogo Picado.
El Ángulo de Picado especifica el ángulo con el que la herramienta de
ranura hará sus movimientos de picado. El valor predeterminado es270º, el cual hace que la herramienta pique directamente hacia abajo.
Para este proceso, hemos seleccionado la opción Detalles para elAncho de Corte. Esta opción variará la distancia de Ancho de Cortesegún sea necesario con el fin de tocar los puntos finales de cadacaracterística de la forma de corte. El valor Z introducido especifica ladistancia máxima que la herramienta recorrerá en cada pasada. Seselecciona la opción Cortes del Centro Hacia Fuera de modo que laherramienta realice su primer movimiento de picado en el centro de laranura, y luego proceda a desbastar cada lado.
Para esta ranura, se selecciona la opción Picar Todo Fuera porque laranura es relativamente profunda, y con el fin de eliminar todas las virutas (material), la herramientanecesitará salir totalmente de la pieza después del picado. El valor introducido en el cuadro de textoCantidad de Picado especif ica la distancia a la que picará la herramienta en la pieza en cada picado. El valor Separación especifica la distancia desde el material restante a la cual comenzará el siguientepicado.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 122/148
E j e r c i c i o
N . º
1 : T u t
o r i a l d e T o r n o
- C r e a
r O p e r a c i o n e s
Tutorial de Torno
116
• Cree este proceso Contorneado con laHerramienta N.º 4 para el Proceso 2.
La opción Sin Arrastre se activa en esteproceso de modo que la trayectoria secrea de una manera que sólo el ángulo deinserción positivo de la herramienta corta
material. La forma de corte designada sesegmenta en partes para lograrlo.
• Cree este proceso Desbaste con laHerramienta N.º 5 para el Proceso 3.
Se selecciona un tipo de aproximaciónOD de modo que la herramienta seaproxime y retraiga a lo largo del eje X.Una vez más se selecciona Sólo Materialcomo el Estilo de Desbaste. También se
deja una cantidad de Stock Acabado enesta ranura que será quitado en lasiguiente pasada de acabado. Seselecciona Picado como el Tipo deDesbaste.
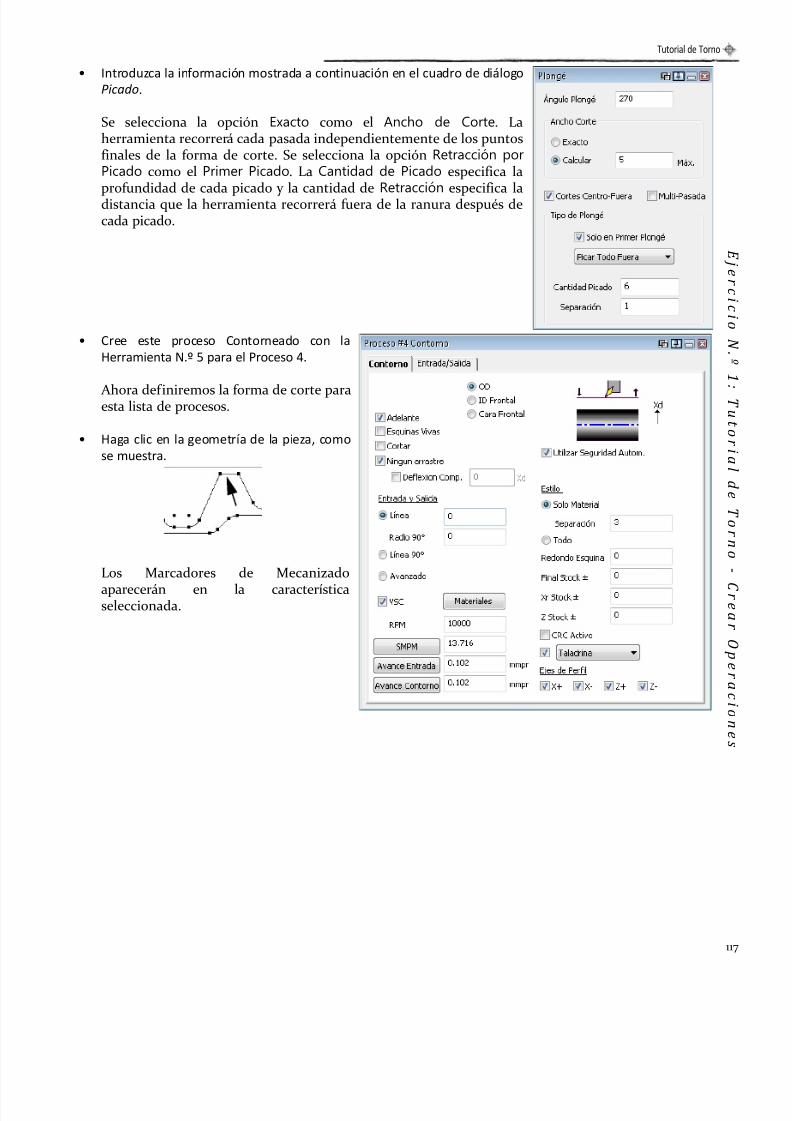
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 123/148
E j er ci ci o
N.º1: T u t ori al d eT orn o
- Cr e ar O p er a ci on e s
Tutorial de Torno
117
• Introduzca la información mostrada a continuación en el cuadro de diálogoPicado.
Se selecciona la opción Exacto como el Ancho de Corte. Laherramienta recorrerá cada pasada independientemente de los puntosfinales de la forma de corte. Se selecciona la opción Retracción porPicado como el Primer Picado. La Cantidad de Picado especifica la
profundidad de cada picado y la cantidad de Retracción especifica ladistancia que la herramienta recorrerá fuera de la ranura después decada picado.
• Cree este proceso Contorneado con laHerramienta N.º 5 para el Proceso 4.
Ahora definiremos la forma de corte paraesta lista de procesos.
• Haga clic en la geometría de la pieza, comose muestra.
Los Marcadores de Mecanizadoaparecerán en la característicaseleccionada.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 124/148
E j e r c i c i o
N . º
1 : T u t
o r i a l d e T o r n o
- C r e a
r O p e r a c i o n e s
Tutorial de Torno
118
• Haga clic con el botón derecho del ratónen la última característica que se muestray elija Mover Operación Final aquí demodo que los Marcadores de Mecanizadoaparezcan como se muestra.
Asegúrese de seleccionar el círculo
externo y la flecha que señala a laizquierda. La forma de corte azuldibujada debería incluir la ranura V y elO-ring.
• Cree la trayectoria.
Las trayectorias que se crearán sedesbastarán apropiadamente y daránacabado tanto a la ranura V como al O-
ring. Observe que la trayectoria nocontiene movimientos innecesarios.Sólo Material saca el máximo provechode programación de procesos múltiplessin realizar movimientos deherramienta innecesarios.
• Cambie a la vista Isométrica. (Ctrl+I)
• Renderice las Operaciones.
Durante el proceso de renderizado, podrá ver mejor laopción de contorno Sin Arrastre en funcionamiento.Observe que la herramienta dará acabado a un lado dela ranura, avanzará hacia arriba con rapidez y luego iráhacia abajo y terminará el otro lado de la ranura,siempre cortando a lo largo de la dirección positiva delángulo de inserción.
• Salga del modo Renderizado.
• Cambie a la vista Superior (Ctrl+E).
• Deseleccione toda operación.
• Con la Lista de Procesos seleccionada elija Edición >Seleccionar Todo (Ctrl+A) y elimine los mosaicos o arrástrelos a la Papelera.
Con excepción de la rosca, el OD de nuestra pieza está completo.
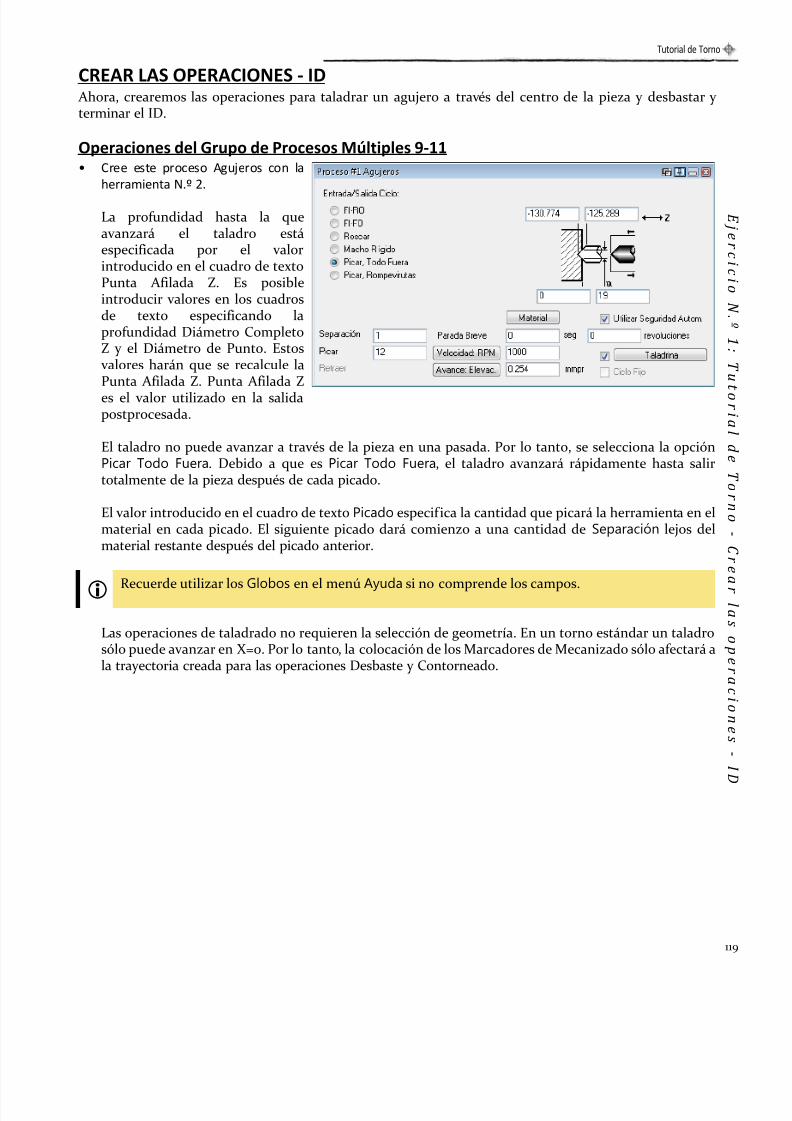
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 125/148
E j er ci ci o
N.º1: T u t ori al d eT orn o
- Cr e arl a s o p er a ci on e s -
I D
Tutorial de Torno
119
CREAR LAS OPERACIONES - ID Ahora, crearemos las operaciones para taladrar un agujero a través del centro de la pieza y desbastar y terminar el ID.
Operaciones del Grupo de Procesos Múltiples 9-11• Cree este proceso Agujeros con la
herramienta N.º 2.
La profundidad hasta la queavanzará el taladro estáespecificada por el valorintroducido en el cuadro de textoPunta Afilada Z. Es posibleintroducir valores en los cuadrosde texto especificando laprofundidad Diámetro CompletoZ y el Diámetro de Punto. Estos valores harán que se recalcule la
Punta Afilada Z. Punta Afilada Zes el valor utilizado en la salidapostprocesada.
El taladro no puede avanzar a través de la pieza en una pasada. Por lo tanto, se selecciona la opciónPicar Todo Fuera. Debido a que es Picar Todo Fuera, el taladro avanzará rápidamente hasta salirtotalmente de la pieza después de cada picado.
El valor introducido en el cuadro de texto Picado especif ica la cantidad que picará la herramienta en elmaterial en cada picado. El siguiente picado dará comienzo a una cantidad de Separación lejos delmaterial restante después del picado anterior.
Las operaciones de taladrado no requieren la selección de geometría. En un torno estándar un taladrosólo puede avanzar en X=0. Por lo tanto, la colocación de los Marcadores de Mecanizado sólo afectará ala trayectoria creada para las operaciones Desbaste y Contorneado.
Recuerde utilizar los Globos en el menú Ayuda si no comprende los campos.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 126/148
E j e r c i c i o
N . º
1 : T u t o r i a
l d e T o r n o
- C r e a r l a
s o p e r a c i o n e s - I D
Tutorial de Torno
120
• Cree este Proceso Desbaste con laherramienta N.º 6 para el Proceso 2.
Se selecciona un tipo de aproximación IDFrontal de modo que la herramienta seaproxime y retraiga de la pieza a lo largodel eje X. Se selecciona un Tipo de
Desbaste de Torno y se introducencantidades de stock separadas para cadaeje.
• Cree este proceso Contorneado con laherramienta N.º 6 para el Proceso 3.
Se selecciona el tipo de aproximación IDFrontal y se activa Sólo Material en el
proceso.
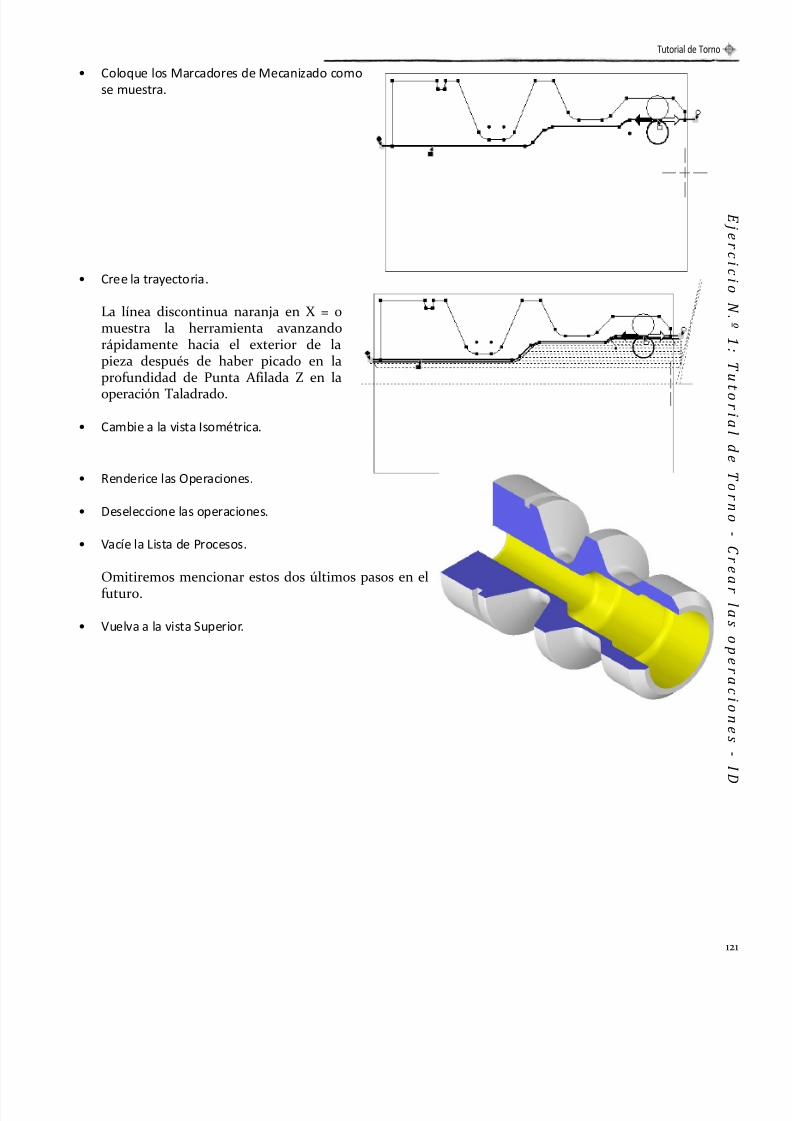
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 127/148
E j er ci ci o
N.º1: T u t ori al d eT orn o
- Cr e arl a s o p er a ci on e s -
I D
Tutorial de Torno
12
• Coloque los Marcadores de Mecanizado comose muestra.
• Cree la trayectoria.
La línea discontinua naranja en X = 0muestra la herramienta avanzandorápidamente hacia el exterior de lapieza después de haber picado en laprofundidad de Punta Afilada Z en laoperación Taladrado.
• Cambie a la vista Isométrica.
• Renderice las Operaciones.
• Deseleccione las operaciones.
• Vacíe la Lista de Procesos.
Omitiremos mencionar estos dos últimos pasos en elfuturo.
• Vuelva a la vista Superior.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 128/148
E j e r c i c i o
N . º 1
: T u t o r i a l d e T o r n o -
R o s c a d o
Tutorial de Torno
122
ROSCADOOpción 12 A continuación, crearemos la operación que cortará la rosca requerida.
• Cree este proceso Rosca con laherramienta N.º 7.
Estos valores puedenencontrarse en el Manual deMaquinaria, y se calculan apartir de los valoresintroducidos para una "roscaideal".
Xd Menor se predeterminaen un valor calculado segúnel Xd Nominal y el pasodeseado. La Xr Altura Rosca
se calcula [(Mayor - Menor)/ 2]. Si cambia el Xd Nominalcambiará los valores en XdMayor, Xd Menor, y XrAltura Rosca.
Se selecciona Carga Constante para mantener la misma cantidad de presión de herramienta en cadapasada. La opción Último Corte se selecciona para evitar que cualquier corte elimine menos que el valor introducido para cada lado. Ésta es también la profundidad de corte que la herramienta deroscado eliminará en la última pasada.
Las operaciones de roscado no
requieren la selección degeometría. La informaciónintroducida en el cuadro dediálogo Rosca determina dóndese ubicará la rosca en la pieza.
• Cree la trayectoria.
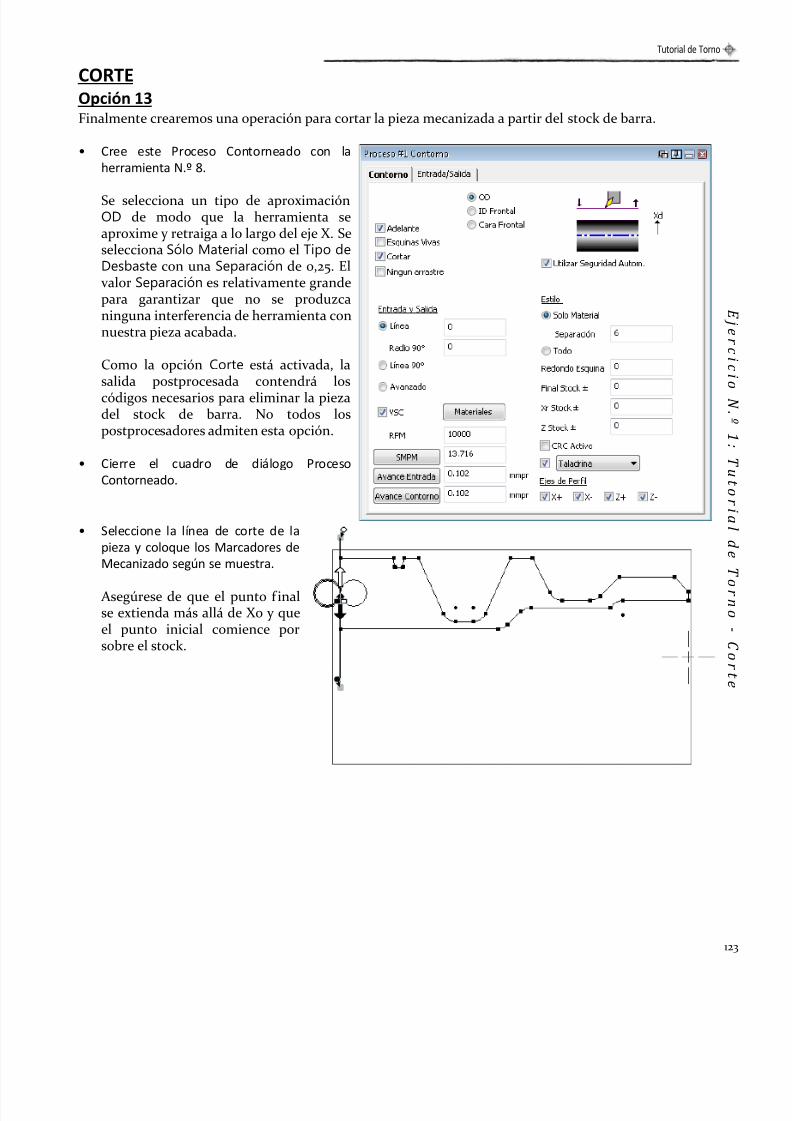
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 129/148
E j er ci ci oN.º1: T u t ori al d eT orn o
- C or t e
Tutorial de Torno
123
CORTEOpción 13Finalmente crearemos una operación para cortar la pieza mecanizada a partir del stock de barra.
• Cree este Proceso Contorneado con laherramienta N.º 8.
Se selecciona un tipo de aproximaciónOD de modo que la herramienta seaproxime y retraiga a lo largo del eje X. Seselecciona Sólo Material como el Tipo deDesbaste con una Separación de 0,25. El valor Separación es relativamente grandepara garantizar que no se produzcaninguna interferencia de herramienta connuestra pieza acabada.
Como la opción Corte está activada, la
salida postprocesada contendrá loscódigos necesarios para eliminar la piezadel stock de barra. No todos lospostprocesadores admiten esta opción.
• Cierre el cuadro de diálogo ProcesoContorneado.
• Seleccione la línea de corte de lapieza y coloque los Marcadores deMecanizado según se muestra.
Asegúrese de que el punto f inalse extienda más allá de X0 y queel punto inicial comience porsobre el stock.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 130/148
E j e r c i c i o
N . º
1 : T u t o r i a l d e T o r n o
- C o r t e
Tutorial de Torno
124
• Cree la trayectoria.
Como paso últimoordenaremos las operacionespara tener menos cambios deherramienta.
• Haga clic con el botón derechodel ratón en una operación en laLista de Operaciones y elija "Ord.Ops".
El único cambio que se producees la operación Taladrado queutiliza la Herramienta N.º 2 quese moverá hacia arriba en laLista de Operaciones a la ubicación N.º 3.
• Seleccione la vista Isométrica. (Ctrl+I)
• Renderice las Operaciones (F6).
Para este caso, cambiar el orden de las operaciones nocausa interferencia de herramienta alguna y no pareceafectar la eficiencia de la trayectoria y los movimientosde posicionamiento generados por el sistema. Si sehubieran producido problemas, habríamos tenido quereprocesar las operaciones existentes de modo que elsistema recalculara los movimientos de herramientapara cada operacin sobre la base de las nuevascondiciones. Reprocesar las operaciones es muy fácilutilizando el elemento Rehacer Todas las Operaciones
del menú Edición o el menú contextural Lista deOperaciones.
Siempre que se cambie el orden de operaciones, es una buena práctica verificar quelos movimientos de posicionamiento y las trayectorias todavía sean válidas. Al usarla opción Separación Automática y la opción Sólo Material, el sistema toma encuenta la condición de material cuando crea los movimientos de herramienta paracada operación. El cambio del orden de operaciones tiene el potencial de cambiarlas condiciones de material iniciales para las operaciones existentes. El renderizadode la pieza es una buena forma de verif icar la validez de las trayectorias.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 131/148
E j er ci ci o
N.º1: T u t ori al d eT orn o
-P o s t pr o c e s ami en t o
Tutorial de Torno
125
POSTPROCESAMIENTO Ahora que todas las operaciones para mecanizar la pieza se han creado y verificado satisfactoriamente,necesitamos llevar a cabo el postprocesamiento del archivo. El postprocesamiento creará un archivo detexto que la máquina CNC utilizará para cortar la pieza.
• Abra el cuadro de diálogo Postprocesador.
En el cuadro de diálogo Postprocesador puedeseleccionar un postprocesador así como generar unarchivo de post y comunicarse con el control de unamáquina. Consulte los capítulos Postprocesamiento y Comunicaciones para obtener más información.
• Haga clic en el botón Selección de Postprocesador.
• Seleccione un postprocesador de Torno.
• Haga clic en el botón Abrir.
El nombre del postprocesador seleccionadoaparecerá en el cuadro de diálogo al lado del botón.
• Haga clic en el botón Nombre de Programa.
El Nombre de Programa se predetermina en elnombre del archivo de pieza. Puede cambiar elnombre o dejarlo como está.
• Haga clic en el botón Guardar.
Una vez que haya seleccionado un postprocesador y haya nombrado y guardado el programa, se
activará el botón Proceso en la parte inferior delcuadro de diálogo.
• Haga clic en el botón Ventana de Texto.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 132/148
E j e r c i c i o
N . º
1 : T u t
o r i a l d e T o r n o
- P o s t p r o c e s a m i e n t o
Tutorial de Torno
126
Esto le permite visualizar el código postprocesado a medidaque está procesando.
• Haga clic en el botón Proceso.
Esto creará un archivo de post que luego pueda enviarse a lamáquina.
El programa se desplazará a medida que es procesado. Puedehacer clic en el botón Pausa para detener momentáneamenteel procesamiento, a fin de que pueda leer el programa. Una vez que el programa haya terminado el procesamiento, seactivará el botón Imprimir y el código postprocesado podráimprimirse.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 133/148
E j er ci ci o
N.º2: H
err ami en t a s d eF orm
a-P o s t pr o c e s ami en t o
Tutorial de Torno
127
EJERCICIO N.º 2: HERRAMIENTAS DE FORMAEste ejercicio introduce la creación y el uso de Herramientas de Forma en GibbsCAM. Comenzaremos conun archivo de pieza existente y muy simple, crearemos una Herramienta de Forma y aplicaremos unaoperación de mecanizado usando la Herramienta de Forma.
• Abra el archivo de pieza Form Tool.vnc ubicado en la carpeta Tutorial Parts instalada con el software.
El archivo contiene geometría para la pieza, una herramienta y dos operaciones de desbaste. Lasoperaciones existentes enfrentan y desbastan la pieza. Primero necesitamos crear geometría para laHerramienta Forma.
• Cree un nuevo grupo de trabajo para la Herramienta de Forma.
• Utilice los datos en “Plano de la Herramienta de Forma” en la página 134 para crear la geometría para laherramienta de forma.
Recuerde que el sistema utiliza el origencomo el punto de partida de laherramienta. La herramienta debería verse como esta imagen.
• Abra el cuadro de diálogo de laherramienta.
• Seleccione herramienta de Forma como el
tipo de herramienta.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 134/148
E j e r c i c i o N
. º 2 : H e r r a m i e n t a s d e F o r m a
- C o n t o r n o d e l a
H e r r a m i e n t a
d e F
o r m a
Tutorial de Torno
128
Se le pide que seleccione una formapara usar para el perfil deherramienta.
• Haga doble clic en la geometría de laHerramienta de Forma y haga clic enAplicar.
La forma de la herramienta semuestra en el cuadro de diálogoHerramienta. Observe que el puntode partida se muestra en eldiagrama de la herramienta.
CONTORNO DE LA HERRAMIENTA DE FORMA Ahora haremos un proceso de contorneado
utilizando la herramienta de forma.• Cree este Proceso Contorneado con la
herramienta de forma.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 135/148
E j er c
i ci o
N.º2: H err ami en
t a s d eF orm a
- C on t o
rn o
d el a
H err ami en t
a d eF orm a
Tutorial de Torno
129
• Coloque los marcadores de mecanizado como se muestra.
Hemos colocado el marcador del punto inicial porsobre la superficie desbastada. El marcador de puntofinal debe estar en el punto de conexión para llevar lapunta de la herramienta a dicho punto.
Dado que estamos contorneando en unasola línea algunas opciones se desactivan
al utilizar una herramienta de Forma.• Cree la trayectoria.

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 136/148
E j e r c i c i o N
. º 2 : H e r r a m i e n t a s d e F o r m a
- C o n t o r n o d e l a
H e r r a m i e n t a
d e F
o r m a
Tutorial de Torno
130
El resultado debe ser una única línea de avance hacia lapieza.
• Cambie a la vista Isométrica y renderice los
resultados.
• Guarde esta pieza, está completa.
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 137/148
IMPRESIONES DE PIEZA

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 138/148
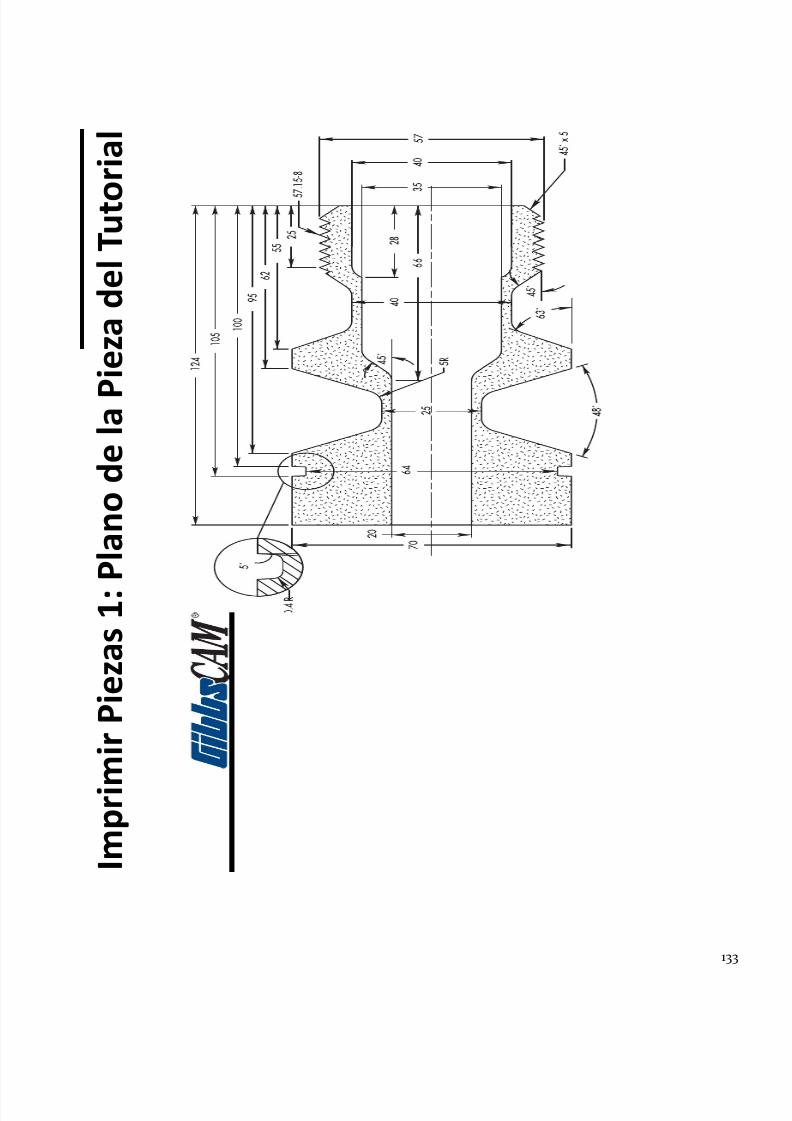
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 139/148
133
I m p r i m
i r P i e z a s 1 : P
l a n o d e l a P
i e z a d e l T u t o
r i a l
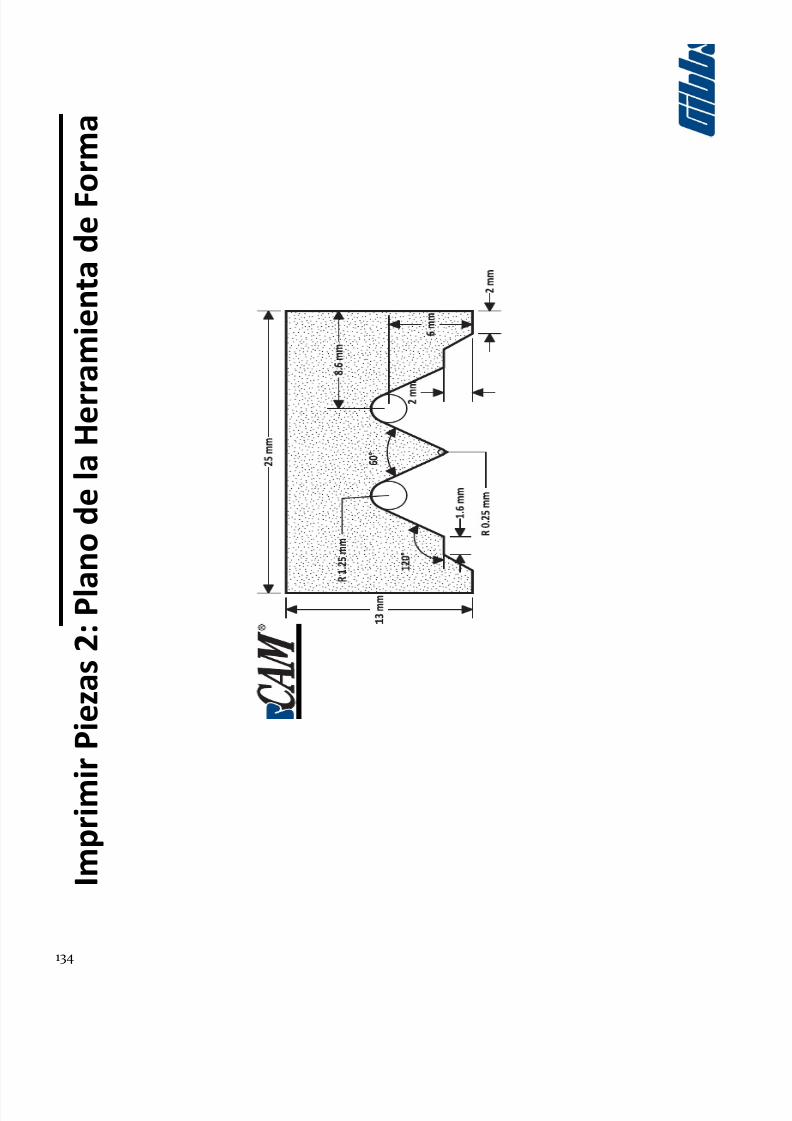
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 140/148
134
I m p r i m i r P i e z a s 2 : P l a
n o d e l a H e r r a m i e n t a d e F o r m a

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 141/148
ÍNDICE

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 142/148

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 143/148
Índice
137
SYMBOLS% Distancia de Cuerda de Cuerpo: 77
A
Abrir Archivo: 8 Accesorio
Ancho: 16 Ancho de la Punta: 17 Ángulo de la Cara: 16Diagrama de orientación: 18Dirección de Ángulo Positivo: 32Especificaciones: 15Especificaciones de: 14Estilo de Rosca: 17
Grosor: 17IC (círculo inscripto): 16Material: 19Tamaño: 16Tipo de Accesorio: 16TPI: 17
Accesorios de Torno: 14
Administración de Archivos: 7
Altura de Cuerda: 77
Ángulo de Roscado: 43
Aproximación de Cara FrontalContorno: 31Desbaste: 36
Aproximación de ID FrontalContorno: 31Desbaste: 36
Aproximación de ODContorno: 31Desbaste: 36
Archivo
Enviar a Control: 90 Archivo NCF: 90
Archivo VNC: 90
AvanceMovimiento: 57 Velocidad de picado: 46
Avance de Contorno: 35
Avanzando: 43
Rosca Nivelada: 48
Avanzar (CPR): 72–73
Ayuda: 3
B
Base de Datos de Materiales: 8, 19, 44, 63Botón
Abrir: 8Cerrar: 8Control de Documento: 7Enviar: 90Guardar: 8Guardar Como: 8Guardar Copia: 8Iniciar: 27
Lista de Herramientas: 13Material: 44, 46Mecanizado: 25Nuevo: 8Postprocesador: 81Recibir: 91Rehacer: 26
Botón Nombre de Programa: 90
Buscar Operación: 66
CC.A.T.: 3
Cambiar Tipo de Herramienta: 14
Cambio de Herramienta: 9, 55, 96
Cambio de PatrónCorte Xr: 38Corte Z: 38Esquinas Cuadradas: 39Fijo: 38
Pasadas: 38Punto Inicial del Ciclo: 38
Cambio de Torreta: 20, 55
Carga Constante: 43
Carga de Rosca: 43
Cerrar Archivo: 8
Ciclo de Entrada/Salida de Taladro: 45
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 144/148
Índice
138
Ciclo Fijo: 41, 44, 46, 55, 61 Acabado Automático: 41
Ciclos Fijos: 40–41, 44, 46, 55–56, 61
Clase de Fresa, portaherramientas de extremoposterior: 10
CNC, Comunicación con: 90
Código G: 26Colisión
Alertas: 78Tolerancia: 78
Colisión, Flash CPR: 77
Comentario: 10
Compensación de Corte de Contorno: 21
Compensación de Radio de Corte, consulte CRC
Compensación de Radio de Corte, vea CRC
ComunicaciónDetener: 90
Configurar N.° Parada Op: 74
ControlEnviar archivos a: 89Recibir archivos de: 91
Control de Reducción (CPR): 72
Corte: 32
Corte Constante: 43
Corte de Aire: 27, 34, 40, 61
Corte sin Aire, consulte Corte de AireCPR: 72
Controles: 72–73
CRC: 21, 34
Creación de Procesos Múltiples: 26
CSS: 35, 41
Cuadro de diálogo Comunicaciones: 90
Cuadro de diálogo Configuración Com: 89
Cuadro de diálogo Control de Documento: 7, 31, 39, 55,95, 97
Cuadro de diálogo Creación de Herramientas: 13–14
Cuadro de diálogo Picado: 38
Cuadros de diálogo Proceso: 31Contorno: 31Desbaste: 36Rosca: 42
CutDATA: 8, 63
DDatos de Operación: 64
Datos de Utilidad: 64
Desbaste Atrás y Adelante: 36
Desde el Centro de la Herramienta (CRC): 21
Desde la Esquina de la Herramienta (CRC): 21Deshacer: 52
Desplazamiento de Utillajes de Trabajo: 9
Desplazamiento G50: 9, 20
Detener (CPR): 72–73
Diámetro del Agujero: 46
Diámetros, tamaño de pieza: 9
Dimensiones Pieza X: 9
Dirección de Corte: 36
Distancia de Cuerda de Cuerpo: 77Distancia de Cuerda de Pieza Mecanizada: 77
EEjes de Dirección de Corte: 35, 41
El diámetro Nominal de Rosca, consulte Rosca, XdNominal.
Entrar: 42, 44
Enviar un Archivo: 90Especificaciones de Herramientas, modificar: 13
Esquinas Cuadradas: 32, 39
Estadísticas, Flash CPR: 78
Estilo de Contorno: 34Sólo Material: 34Total: 34
Estilo de Desbaste: 40Sólo Material: 39–41Total: 38–41, 61
Estilo Dimensión X: 9Evitar gubias, consulte Forma de Corte
Extensión de Archivo: 82
Extensión Lateral de Inicio: 37
FFinaliz. Stock ±: 34, 40

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 145/148
Índice
139
Forma de Corte: 26
Función Contorneado: 27, 31
Función Desbaste: 27, 36
Función Roscado: 27
Función Taladrado: 27, 44
GGlobos: 96
Grupo de Procesos: 52Predefinidos: 52
Guardar Archivo: 8 Archivo Como: 8Copia Duplicada: 8Especial: 22
Guardar Datos de Herramientas: 52
Guardar Procesos: 52
HHacia Adelante: 32
HerramientaComentario: 19Desplazamiento: 21Desplazamiento del Radio: 21Otro: 15–16Personalizar, consulte Herramienta de Forma
Herramienta de Forma: 17
Herramienta Invisible (CPR): 73
Herramienta Transparente (CPR): 73
Herramienta Visible (CPR): 73
Herramientas de Fresa: 14
IImprimir: 22, 78
Imprimir Postprocesamiento: 81
Inclinación Decimal: 47
Inclinación, consulte Rosca, Ahusamiento
Indicadores: 3
Iniciar: 52
Inicio de Stock X, desbaste: 39
Insertar Comentarios (Post): 82
LLínea de Ratón: 98
Lista
Flechas de desplazamiento: 103Herramienta: 13Operación: 25Proceso: 25
Lista de HerramientasResumen: 22, 104
Lista de Operaciones: 25–27
Lista de Procesos: 25, 27, 31, 66
MManual de Maquinaria: 49, 122
Marcadores de Mecanizado: 26, 61, 106Cómo Utilizar: 62En la Geometría: 62
Minimizar (Post): 82
Modo Enviar: 90
Módulo Fresa: 8
Módulo Fresa/Torno: 14
Módulo Mecanizado Multitarea: 8, 14
Módulo SC Avanzado: 8
Mosaico de Función: 31
Mosaico de Herramienta: 31
Mosaico de Herramientas: 25
Mosaico de Operación: 27
Mover Operación: 66
Movimiento de Entradaarco de 90º: 32Línea: 32
Operación de Contorno: 34Movimiento de Herramientas: 55
Movimiento de Radio, contorneado: 32
Movimientos de Separación: 9–10, 39, 55 Aproximación desde el Cambio de Herramienta:
57Los Mismos Movimientos de Herramienta: 59Salir al Cambio de Herramienta: 58

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 146/148
Índice
140
NN.º de Desplazamiento (Herramienta): 19
Nombre de Programa, post: 81
NPT: 47Corte: 49
Cuadro: 50Nuevo Archivo: 8
Número de Programa Inicial, (Post): 82
OOperaciones: 108
Deselección: 26Orden de: 27Reprocesar: 13, 27
Ops Seleccionadas, (Post): 82Ordenación en Múltiples Niveles: 67
Ordenar Operaciones: 27, 66
PPaleta CPR: 72
Paleta Mecanizado: 25, 27
Papelera: 108
Parada Breve: 46Paradas Opcionales (Post): 83
Pasada Adicional: 43
Pasos por Actualización: 77
Pausar Postprocesamiento: 81
Picado Ancho de Corte: 38 Ángulo: 38 Avance: 38Cantidad: 45
Cantidad de Picado: 38Cortes del Centro Hacia Fuera: 38Picar Todo Fuera: 38, 40Primer Picado: 38, 40Retracción: 38, 45Retracción por Picado: 38, 40Rompevirutas: 45Separación: 38, 46
Todo Fuera: 45
PiezaComentario: 10Configuración: 7, 9Material: 8Stock: 9
PortaherramientasBarras de Mandrinado: 15Diagrama: 18Especificaciones: 19Ninguno: 15Portaherramientas: 15
Posición de Cambio de Herramienta: 7, 20Principal: 55
Posicionamiento de Separación: 55
Posiciones de Separación, Entrada y Salida: 56
PostNombre: 82Requisitos: 82
PostprocesadorCiclos de Taladrado: 45Personalizado: 32, 35, 41, 44–46Refrigerante: 46
Postprocesamiento: 81
PostprocesarConversión de Unidades: 8
Desde Archivo de Pieza: 81Salida: 82Selección: 82
Preferencias de Salida Postprocesada: 83
ProcesoCantidad de Stock: 21Cargar Guardado: 52Postprocesar: 81
Proceso Contorneado: 31
Proceso Desbaste: 36
Proceso Rosca: 42Proceso Taladrado: 44
Profundidad de Corte: 37, 43Rosca: 43
Profundidad ZDiámetro de Taladro Total: 46Punta de Herramienta: 46
Programa NC: 27

7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 147/148
Índice
141
Protocolo de ComunicaciónCambiar: 90Eliminar: 90Nuevo: 89
Protocolos: 89
Punta de la Herramienta Teórica, consulte Punto de
PartidaPunto de Partida: 17–18
Punto Inicial del Ciclo: 38
Punto Predefinido: 20consulte también Punto de Partida
RRadio Completo: 16
Radios, tamaño de pieza: 9
RápidoMovimiento: 56Paso: 39–40
Realizar OperacionesGeometría: 26
Rebobinar (CPR): 72
Refrigerante: 35, 41, 46
Rehacer: 13
Rehacer Todas las Operaciones: 27, 34, 40, 124
Relieve de Cara: 18
Relieve de Diámetro: 18
Renderizado Mecanizado de Pieza Tridimensional enTiempo Real: 71
Renderizar, comprobar la pieza: 27
Reproducir (CPR): 72–73
Rosca1er Xr: 48 Ahusamiento: 43, 47 Altura Xr: 43, 47
Avanzando Alternado: 43, 48 Avanzando Ángulo de Roscado: 43, 48 Avanzando Nivelado: 43, 47Carga Constante: 48Corte Constante: 48Dirección de Corte: 42, 47Entrar: 49Estilo: 42, 47Fin Real: 44
Fin Z: 48ID: 47ID Frontal: 42Inicio Real: 44Inicio Z: 48N.º de Inicios: 43, 47
OD: 42, 47Pasada Adicional: 48Profundidad de Corte: 43, 48Salir: 49Tipo de Aproximación: 47TPI: 42, 47Último Corte: 48Una Pasada de Acabado: 48 Xd Mayor y Menor: 43, 47 Xd Nominal: 42–43, 47
Rosca de ID (Diámetro Interior): 42–43Rosca de OD (Diámetro Exterior): 42
Roscado: 42, 47
Roscas Circulares: 78
Roscas por Pulgada, consulte Rosca, TPI
RPM: 44, 46
RPM máx.: 35
Ruptura de Esquina: 34, 40
SSalir: 42, 44
Secuencia desde (Post): 82
Separación Automática, consulte Separación AutomáticaDatos: 7Diagramas: 56Fija: 9Fija, consulte Separación FijaMovimientos: 55Operaciones de Contorneado: 31Plano Maestro: 31
Separación Automática: 9, 27, 32, 39–41, 45, 55–56, 61,96
Separación de EntradaContorneado: 32Desbaste: 39Posición: 56
7/17/2019 Modulo Torno
http://slidepdf.com/reader/full/modulo-torno 148/148
Índice
Separación de PiezaPlano Maestro: 56
Separación de Rosca: 42
Separación de SalidaContorneado: 32Desbaste: 39
Separación Fija: 41, 55–56Siguiente Operación (CPR): 72
Sin Arrastre: 32
Sólo Material: 9, 26–27, 34, 40, 61Separación: 40
Sólo Material, Separación: 34
StockFinalizar: 34 Xr: 34Z: 34
Stock de Barra: 32Stock Xr: 34, 40
Stock Z: 34, 40
Superficie de Pieza en Z: 46
Superficie Z: 46
T
Desbaste: 36ID Frontal: 56OD: 56Rosca: 42
Tipo de Desbaste: 37Cambio de Patrón: 37–38, 40, 56
Desbaste de Picado: 37Picado: 37Profundidad de Corte: 109Torno: 37, 40, 56
Tipo de máquina: 8
Trayectoria: 26Característica Final: 61Característica Inicial: 61Lado y Dirección de Corte: 62Punto Final: 61
Punto Inicial: 61Puntos Iniciales y Finales: 62Recalcular: 27
UÚltimo Corte: 43
Una Pasada de Acabado: 43
Unidades de Medida: 8