moldeo con arena
10
PRACTICA DE MOLDEO MANUAL CON MODELO PRESENTADO POR: Never José Acevedo Avendaño Sebastián Ramírez Cardona Juan Camilo Echavarría PROFESOR: Alfonso GRUPO: 42 PREGRADO: Ingeniera mecánica ASIGNATURA: Procesos de fundición LUGAR: Laboratorio de fundición
-
Upload
jose-acevedo -
Category
Documents
-
view
33 -
download
4
description
El moldeo consiste en obtener una reproducción en negativo de la pieza donde se cuela el metal líquido que al solidificarse adquiere la forma del moldeo. El proceso general de la fundición en arena comienza con la fabricación del modelo de la pieza a fundir, luego este modelo se coloca entre la arena para generar una cavidad negativa y se ubican los sistemas de alimentación que guiaran el metal fundido hacia las cavidades del molde. Una vez el metal se solidifica al interior de la cavidad, se destruye el molde y se extrae la pieza terminada.
Transcript of moldeo con arena
PRACTICA DE MOLDEO MANUAL CON MODELO
PRESENTADO POR:Never Jos Acevedo Avendao Sebastin Ramrez Cardona Juan Camilo Echavarra
PROFESOR:Alfonso GRUPO: 42PREGRADO: Ingeniera mecnica
ASIGNATURA:Procesos de fundicin LUGAR:Laboratorio de fundicin
INSTITUCION UNIVERSITARIA PASCUAL BRAVO27/04/2015MARCO TEORICO1. Generalidades sobre el moldeo.El moldeo consiste en obtener una reproduccin en negativo de la pieza donde se cuela el metal lquido que al solidificarse adquiere la forma del moldeo. El proceso general de la fundicin en arena comienza con la fabricacin del modelo de la pieza a fundir, luego este modelo se coloca entre la arena para generar una cavidad negativa y se ubican los sistemas de alimentacin que guiaran el metal fundido hacia las cavidades del molde. Una vez el metal se solidifica al interior de la cavidad, se destruye el molde y se extrae la pieza terminada.Los moldes se pueden clasificar segn los materiales empleados y su duracin, los moldes se dividen en:1.1. Moldes perdidos o transitorios de arena.1.2. Moldes permanentes o en coquilla.En esta prctica de moldeo se trabaj con moldes perdidos o transitorios de arena, la cual consiste en que la arena debe ser contenida en un recipiente o bastidor adecuado que soporte la fuerza e compresin de la arena y la presin metalosttica que ejerce el metal liquido en el acto de la colada.
2. Herramientas, materiales y equipos usados en la prctica de moldeo.Las herramientas, materiales y equipos usados en la prctica para el moldeo de la pieza fueron los siguientes: 2.1. Modelo: este es el encargado de generar la cavidad en la arena para posteriormente fundir el metal en ella.
Modelo2.2. Caja de moldeo: los moldes se elaboran dentro de cajas especiales llamadas cajas de moldeo, que sirven de soporte de la arena y resisten la presin que dicha arena transmite a las paredes al ser atacada. Estas cajas se construyen de hierro fundido, plancha de acero, aluminio y madera. Consiste en un arco rectangular cuyas caras exteriores en contacto con la arena llevan unos salientes a lo largo de su permetro a fin de asegurar el soporte de la arena al ser levantada la caja. Las cajas llevan en su parte externa, fijados en dos caras opuestas uno orificios para la colocacin de los pivotes de centraje de las mismas a fin de conseguir la posicin exacta de las dos o ms cajas en que se est preparando el molde de la pieza. Otras cajas de moldeo se construyen de forma que una vez cerrados los moldes puedan desarmarse y ser as utilizadas para elaborar un nuevo molde.
Caja de moldeo
2.3. Pala: usada para arrancar y mover la arena y posteriormente echarle a la caja de moldeo.
Pala
2.4. Pisones: usados para atacar la arena en forma econmica y uniforme.
Pisn
2.5. Regla de metal: usada para quitar la arena sobrante de la cara superior de los moldes.
Regla2.6. Aguja: usados para pichar en los moldes pequeos canales que permiten el escape del aire y de los gases producidos en la colada.
Aguja
2.7. Esptula: usada para cortar los canales de entrada del metal al moldes.
Esptula
2.8. Polvo separador: usado para aplicar en el modelo y las partes separables.
Polvo separador (talco)2.9. Arenas: las arenas usadas en esta prctica fueron:
2.9.1. Arena de contacto: esta arena est compuesta por 15% de bentonita, 1% de dextrina y 4.5% de agua. Con una humedad de 4 4.5 y una granulometra de 100 140.
Arena de contacto
2.9.2. Arena de relleno o arena vieja: las propiedades tcnicas de estas arenas estn muy reducidas y se emplean a continuacin de la arena de contacto.
Arena de relleno
3. Procedimiento (moldeo manual con modelo)Aqu se explicara paso a paso el procedimiento realizado en el laboratorio de fundicin para la prctica de moldeo. Lo primero que se realizo fue preparar las arenas para que estas estn en unas condiciones adecuadas para que el molde sea firme y compacto. Despus se escogi un modelo que en este caso fue una flor (el modelo es el encargado de generar la cavidad en la arena para posteriormente fundir el metal en ella y el metal fundido obtendr la forma del modelo). Se escogi una caja de moldeo adecuada para el modelo, en este caso se escogi una caja rectangular debido a la longitud del modelo. Se introdujo el modelo dentro de la caja base invertida sobre la mesa, se le espolvoreo polvo separador al modelo para evitar que este se pegara a la arena. Se aadi una capa de arena de contacto con un espesor de 3 cm aproximadamente.
Despus de la capa de arena de contacto se aadi arena de relleno hasta la mitad de la caja base y se atac con la parte delgada del apisonador, luego se volvi a aadir arena de relleno hasta llenar la caja y se atac con la parte delgada y despus con la parte plana del apisonador, una vez se logr llenar la caja base procedimos a eliminar el exceso de arena con la regla de metal.
Caja base Despus de terminado el moldeado de la caja base, esta se levanta con el modelo y se invierte procurando que no dae el molde de arena, posteriormente se ubic la caja superior encima de la caja base. Se espolvoreo el plano de separacin entre las cajas superior e inferior con polvo separador para evitar que se pegue el modelo con la arena de relleno que ser aadida en la caja superior. Hecho esto se procede a ubicar un tubo al lado del modelo con una distancia de 2 3 cm aproximadamente, el cual servir como modelo para elaborar el bebedero por donde se verter la colada.
Despues de espolvorear el polvo separador en el plano de separacion y ubicar el tubo que servira como modelo para elaborar el bebedero procedimos a llenar la caja superior con arena de relleno y apisonar de la misma manera que hicimos en la caja base hasta lograr llenar de manera homogenea la caja, luego se elimina el exceso de arena y se extrae el modelo del bebedero (tubo). En este caso se agujero la caja superior con una aguja para permitir el escape del aire y de los gases producidos durante la colada.
Caja de moldeo (completa)
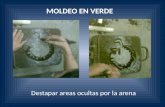
Luego de terminado de moldear las cajas procedimos a separarlas y extraer el modelo (flor) dndole unos suaves golpes con un mazo pequeo para aflojarlo de la arena. Luego se realizaron los canales de admisin de la colada y se procedi a espolvorearle grafito al molde para darle un aspecto fino y firme.
Molde con una capa delgada de grafito
Despus de haber extrado el modelo y espolvoreado grafito encima del molde se procedi a ubicar la caja superior encima de la caja base. Teniendo ya terminado el molde, se prepar la colada que en este caso fue de aluminio y se verti en el molde por medio del bebedero. Despus de la vaciada de la colada se esperaron unos minutos mientras esta se solidificaba en el molde y finalmente se procedi a separar las cajas y extraer la pieza fundida.
Pieza final