
MONITOREO Y VISUALIZACION DE … · • Analizar el funcionamiento del PLC SLC 5/03 y de los...
53
1 MONITOREO Y VISUALIZACION DE TEMPERATURAS EN EL AREA DE GENERACIÓN DE FRIO DE LA PLANTA DE DERIVADOS LACTEOS COLANTA SAN PEDRO DE LOS MILAGROS JOHNNATAN MONTOYA LONDOÑO ASESOR: GERMAN DARIO ZAPATA MADRIGAL UNIVERSIDAD NACIONAL DE COLOMBIA SEDE MEDELLIN FACULTAD DE MINAS ESCUELA DE INGENIERIA ELECTRICA Y MECÀNICA INGENIERIA DE CONTROL 2009
Transcript of MONITOREO Y VISUALIZACION DE … · • Analizar el funcionamiento del PLC SLC 5/03 y de los...

1
MONITOREO Y VISUALIZACION DE TEMPERATURAS EN EL ARE A DE
GENERACIÓN DE FRIO DE LA PLANTA DE DERIVADOS LACTEO S COLANTA SAN PEDRO DE LOS MILAGROS
JOHNNATAN MONTOYA LONDOÑO
ASESOR: GERMAN DARIO ZAPATA MADRIGAL
UNIVERSIDAD NACIONAL DE COLOMBIA SEDE MEDELLIN
FACULTAD DE MINAS ESCUELA DE INGENIERIA ELECTRICA Y MECÀNICA
INGENIERIA DE CONTROL 2009

2
MONITOREO Y VISUALIZACION DE TEMPERATURAS EN EL ARE A DE
GENERACIÓN DE FRIO DE LA PLANTA DE DERIVADOS LACTEO S COLANTA SAN PEDRO DE LOS MILAGROS
JOHNNATAN MONTOYA LONDOÑO
ASESOR: WILLIAM JARAMILLO LONDOÑO
UNIVERSIDAD NACIONAL DE COLOMBIA SEDE MEDELLIN
FACULTAD DE MINAS ESCUELA DE INGENIERIA ELECTRICA Y MECÀNICA
INGENIERIA DE CONTROL 2009

3
TABLA DE CONTENIDO TABLA DE CONTENIDO……………………………………………………………………………………….3 LISTA DE TABLAS………………………………………………………………………...............................4 LISTA DE FIGURAS…………………………………………………………………………………………….5 1. DEFINICIONES……………………………………………………………………….................................6
1.1 HACCP…………………………………………………………………….......................................6 1.2. INOCUIDAD…………………………………………………………………………………………...6 2. RESUMEN…………………………………………………………………………………………………….7 3.INTRODUCCION……………………………………………………………………………………………...8 4. OBJETIVOS…………………………………………………………………………………………………...9
4.1 OBJETIVO GENERAL…………………………………………………………………………………...9 4.2 OBJETIVOS ESPECIFICOS…………………………………………………………………………….9 5. PRESENTACION DE LA EMPRESA……………………………………………………………………..10 5.1 COOPERATIVA COLANTA…………………………………………………….................................10
5.2. AREAS DE SERVICIOS Y METROLOGIA………………………………………………………….13 6. MARCO TEORICO…………………………………………………………………………………………..14
6.1 CICLO DE REFRIGERACION ELEMENTAL…………………………………………………………14 6.2 TONELADA DE REFRIGERACION…………………………………………………………………...16 6.3 REFRIGERANTE………………………………………………………………………………………..16 6.3.1 PROPIEDADES…………………………………………………………………………………17 6.3.2 DIFERENTES TIPOS DE REFRIGERANTES……………………………………………….19 6.3.2.1 AMONIACO……………………………………………………..............................19 6.3.2.2 REFRIGERANTE 22…………………………………………...............................19 6.3.2.3 REFRIGERANTE 123……………………………………………………………....20 6.3.2.4 REFRIGERANTE 134-A……………………………………………………………20 6.4 COMUNICACIÓN ANALOGICA Y DIGITAL PROTOCOLO HART………..................................21 6.4.1 FUNDAMENTOS TECNOLOGICOS DE HART……………………………………………25 6.4.2 COMANDOS EN HART……………………………………………………………………….25 6.5 CALIBRACION DE INSTRUMENTOS……………………………………………………………….25 6.6 TERMORESISTOR PT 100…………………………………………………………………………....26 6.7 TRANSMISORES DE TEMPERATURA……………………………………………………………...29 6.8 INTERFAZ HOMBRE-MAQUINA……………………………………………………………………...29 6.8.1 SOLUCIONES DE HARDWARE……………………………………………………………...30 6.8.2 COMPONENTES DEL SISTEMA SCADA…………………………………………………..30 6.9 SISTEMAS DE ADQUISICION DE DATOS (SAD)………………………………………………….31 6.10 CONTROLADORES LOGICOS PROGRAMABLES……………………………………………....32 7. PLANTEAMIENTO DEL PROBLEMA……………………………………………..................................33 8. DESRROLLO DEL PROYECTO…………………………………………………………………………...34 8.1 PLC………………………………………………………………………………………………………..34 8.2 SOFTWARE DE DISEÑO Y PROGRAMCION………………………………………………………34 8.2.1 SOFTWARE DE DISEÑO RSVIEW 32………………………………………………………34 8.2.2 SOFTWARE DE PROGRAMACION RSLOGIX 500………………………………………..38 8.2.2.1 ESCALIZACION………………………………………………..............................39 8.2.3 RSLINX COMUNICATIONS SERVICE………………………………................................41 8.3 INSTRUMENTACION…………………………………………………………………………………..42 8.4 COMUNICACIÓN HART……………………………………………………………………………….45 9. CONCLUSIONES…………………………………………………………………………………………...46 10. BIBLIOGRAFIA…………………………………………………………………………………………….47 11. DESCRIPCION DE SEÑALES REQUERIDAS………………………………..………………………48 12. ANEXOS……………………………………………………………………………………………………49 12.1 INFORMACION TECNICA DEL PLC UTILIZADO………………………………………………...49

4
LISTA DE TABLAS TABLA 1. REPRESENTACION DECIMAL….……………………………………………………..41 TABLA 2. MODELOS FUENTES DE ALIMENTACION………………………… ……………….52

5
LISTA DE FIGURAS FIGURA 1.CICLO DE REFRIGERACION……………………………………………………………...16 FIGURA 2. COMUNICACIÓN DIGITAL HART…………….……………………..............................18 FIGURA 3. CODIFICACION FSK DEL PROTOCOLO HART…………………………………….....23 FIGURA 4. CONFIGURACION CON DOS MAESTROS PARA ACCDER AL CAMPO……….....18 FIGURA 5. COMUNICACIÓN HART MAESTRO ESCLAVO……………………………………......17 FIGURA 6. COMUNICACIÓN HART MODO BURST………………………………………………...18 FIGURA 7. CONEXIONES DE DISPOSITIVOS HART EN RED MULTIPUNTO………………….17 FIGURA 8. GRAFICA DE UNA RTD TIPO PT 100………………………………….…………….....18 FIGURA 9. EJEMPLO DE UNA RTD DE DOS HILOS…………………………………………….....27 FIGURA 10. EJEMPLO DE UNA RTD DE TRES HILOS…... ……………………..………………...28 FIGURA 11. EJEMPLO DE UNA RTD DE CUATRO HILOS………………… ………………….....29 FIGURA 12. DIAGRAMA GENERAL DE UN SAD……..………………………………………….....31 FIGURA 13. BASE DE DATOS Y CREACIÓN DE MACROS…………………... ………………....35 FIGURA 14. TEMPERATURA DE CAVAS…………………………..……………………………......36 FIGURA 15. HISTÓRICO DE LA CAVA 11…………………………………………………………....37 FIGURA 16. EQUIPOS CAVAS 10, 11, 12……………... …………………………………………….37 FIGURA 17. REPORTES DE TEMPERATURAS EN LA RED……………………………………....38 FIGURA 18. CONFIGURACIÓN DE ENTRADAS Y CONFIGURACIÓN DEL CANAL……...…...39 FIGURA 19. INSTRUCCIÓN JSR…………………………………………………………..…………..39 FIGURA 20. ESCALIZACION…………………………………………………..……………………….40 FIGURA 21. SOFTWARE DE COMUNICACIÓN RSLINX………………………………….………..42 FIGURA 22. PT-100………………………………………………………………………………….......43 FIGURA 23. TRANSMISOR DE TEMPERATURA CON COMUNICACIÓN HART………………..44 FIGURA 24. ICONO Y PROGRAMA SIMATIC PDM…. ……………………………………………..45 FIGURA 25. SLC 5/03……………………………………………………………………...49 FIGURA 26. CHASIS……………………………………………………………………………….........50 FIGURA 27. CHASIS PARA MÓDULOS SLC-500...….. ……………………………………………..50 FIGURA 28. FUENTE DE ALIMENTACIÓN 1746…………………………………………....51 FIGURA 29. FUENTE DE ALIMENTACIÓN 1746-P2………………………………………...….......52

6
1. DEFINICIONES . 1.1 HACCP: Análisis de riegos y puntos críticos de control. Sistema de calidad desarrollado por la NASA en busca de mantener la inocuidad del producto terminado. 1.2 INOCUIDAD: Es la condición de los alimentos que garantiza que no causarán daño al consumidor cuando se preparen y lo consuman.

7
2. RESUMEN
La cooperativa Colanta, es una de las empresas de alimentos más importantes del país y como tal debe hacer que su buen nombre y reconocimiento siga con pie firme. Para esto la cooperativa siempre esta en busca de nuevos proyectos que hagan mejores los productos que ofrece. Actualmente se ha puesto en marcha uno de los proyectos más significativos, el monitoreo de variables criticas como temperatura y presión, el cual conlleva a una mejor producción, mayor vida útil de los equipos, la inocuidad del producto y lo más importante que son los ahorros en dinero que se pueden generar. Para esta etapa, se deben realizar varias actividades entre las que están la selección de una adecuada instrumentación, el conocimiento de equipos críticos en los cuales se debe monitorear debido a que un paro en estos equipos puede llegar a dañar el producto, la selección de puntos estratégicos en los cuales se pretende medir nuestras variables y definir una adecuada frecuencia de calibración.

8
3. INTRODUCCIÓN
En este trabajo se pretende justificar el trabajo realizado en la Planta de derivados Lácteos de San Pedro de los Milagros de la cooperativa Colanta. El Proyecto consiste en monitorear el área de Servicios de la Planta, esta Área esta constituida principalmente de generación de Frio, cavas de almacenamiento de Producto, generación de Vapor que se hace a partir de las calderas, generación de Aire comprimido que se hace a partir de compresores. En este proyecto nos centraremos más en la parte de generación de frio y en las temperaturas en cavas de almacenamiento. Se presentará información de la Cooperativa Colanta como su Misión, Visión y Política de Calidad, se relatará algo de la historia de Colanta, a continuación se hablará de la importancia del área de servicios y del área de metrología para esta Planta. También se presenta las diferentes tecnologías utilizadas en el proyecto como la comunicación hart que se emplea en la calibración de la instrumentación utilizada, luego se dan soluciones al sistema de monitoreo y Finalmente los resultados obtenidos, y la explicación del desarrollo del proyecto.

9
4. OBJETIVOS 4.1 OBJETIVO GENERAL Implementar un sistema de monitoreo de Temperatura el cual incluya registros continuos de esta variable y sus variaciones durante el día, con el fin de asegurar la calidad de los productos y el buen funcionamiento de los equipos. 4.2 OBJETIVOS ESPECÍFICOS
• Analizar el funcionamiento del PLC SLC 5/03 y de los software RSLogix 500, Rsview32 y Rslinx.
• Seleccionar la instrumentación mas adecuada para la implementación de las señales en el PLC.
• Implementar la interfaz grafica que visulice las variables mas importantes en área de servicios
• Calibrar y acondicionar las señales para tener una lectura real en la interfaz grafica.
• Conocer el protocolo hart y los instrumentos que permiten realizar una satisfactoria calibración y configuración.

10
5. PRESENTACIÓN DE LA EMPRESA
5.1 COOPERATIVA COLANTA
En 1964 un grupo de 65 campesinos sembraron la base de la cooperativa COLANTA. En Medellín existía un oligopolio que adoptó la práctica desleal de rebajar de forma unilateral el precio de la leche que recibían del campesino, situación ésta que sirvió para la naciente cooperativa que en sus inicios se llamó Coolechera. En casi una década de existencia quebró tres veces, hasta que en 1973 llegó a la gerencia el M.V.Z. Jenaro Pérez Gutiérrez. COLANTA es el esfuerzo de 3.800 asociados trabajadores y 12.000 productores que hoy dan fe de las bondades del sistema cooperativo, como alternativa y redención del agro colombiano. La Cooperativa tiene más futuro que historia, valora su pasado porque hace parte de su presente, de su futuro y de lo que hoy es: un sueño hecho realidad de campesinos y trabajadores.
COLANTA es una cooperativa procesadora de leche y de sus derivados además de embutidos, carnes y concentrados. Colanta esta conformada por asociados trabajadores y asociados productores los cuales son la máxima autoridad cuando se convocan a la asamblea general, esta elige al Consejo de Administración, Junta de Vigilancia y Revisor Fiscal. A su vez el Consejo nombra al Gerente General, quien es el Representante Legal de La Cooperativa. El Comité de Educación también es nombrado por el Consejo de Administración, realiza programas en beneficio de los asociados.
La filosofía cooperativa transformó el sector lechero colombiano con sobrantes de leche que exporta y aumentó el consumo de leche de 50 a 134 litros per-cápita año.

11
Basada en la calidad, la Cooperativa es la empresa lechera más grande de Colombia y situada en el puesto 34 de las mejores 100 empresas del país. Hoy tiene 4 Pasterizadoras de leche en: Medellín, Bogotá, Armenia y Planeta Rica (Córdoba); 2 pulverizadoras en Planeta Rica y San Pedro; y 4 evaporadoras para leche y suero. Frigocolanta sacrifica 500 animales diarios entre terneros, reses y porcinos con los cuales produce sus carnes frías o embutidos, en Itagüí. Colanta posee planta de Concentrados para la producción de alimentos balanceados para animales, en Santa Rosa de Osos, y línea de fertilizantes, todo lo cual distribuye en su gran cadena de 50 almacenes agropecuarios en Colombia, y los que no solo se han convertido en reguladores de precios de la canasta agropecuaria, sino en verdaderos polos de desarrollo para el campo colombiano.

12
Misión
“Somos una cooperativa líder del sector agroindustrial que posibilita el desarrollo y bienestar de los asociados productores y trabajadores, a través de una oferta integral y oportuna de productos y servicios, como la mejor opción en la relación calidad-precio, para satisfacer las necesidades de los clientes en el contexto nacional, con proyección internacional. Para ello contamos con la tecnología apropiada y un talento humano visionario, comprometido con los valores corporativos, la preservación del medio ambiente y la construcción de un mejor país”.
Visión
"Seremos una cooperativa altamente comprometida con la internacionalización de la producción del sector agroindustrial y de las actividades complementarias para el desarrollo social y económico de los asociados y las regiones donde realizamos gestión con procesos innovadores, cumpliendo los más estrictos estándares de calidad y productividad para satisfacer las necesidades de nuestros clientes en los mercados de América.”
Política de calidad de La Cooperativa
Generar una cultura orientada al mejoramiento continuo de los procesos y a la prevención de eventos que puedan afectar la salud y seguridad de las personas, la calidad e inocuidad del producto y el medio ambi ente , con capacitación y entrenamiento permanente, nos esforzamos por adquirir conocimiento y habilidades para Satisfacer y brindar confianza a los clientes, asociados productores, asociados trabajadores y a la comunida d a través de los procesos, productos y servicios que cumplen con las normas internas y legales vigentes.

13
5.2 AREA DE SERVICIOS Y METROLOGIA En la Planta de Derivados Lácteos de, ubicada en San Pedro de los Milagros, se procesan diferentes productos, tales como, quesos, yogur, gelatina, arequipe, Leche en Polvo, entre otros, cada uno de estos productos requieren de un tiempo de preparación adecuado, ya sea para terminar su preparación, como en el caso de los quesos madurados o para ser despachados y empacados sin perder la cadena de frio. Es por esto que se necesitan los sistemas de generación de Frio para las cavas de conservación y almacenamiento. Debido a esto se crea el área de servicios que hace parte de la sección de Montajes y Mantenimiento que es la encargada de brindarle un correcto funcionamiento en los equipos empleados y prevenir posibles paros realizando un mantenimiento preventivo, correctivo y programado en todas las secciones de la Planta. El Área de Servicios específicamente se encarga de equipos tales como compresores, condensadores, evaporadores, Calderas con todos los elementos que los componen, además de las Cavas de Almacenamiento de Producto, las redes de vapor, redes de refrigeración y de aire comprimido. Las actividades implementadas en el Área de Metrología e Instrumentación, permiten obtener el aseguramiento de la calidad mediante la confirmación metrólogica, la cual se define como el conjunto de actividades que pretenden garantizar la confiabilidad de las mediciones y sus resultados, dentro del rango de exactitud requerido por los procesos de fabricación de un producto propio de la Cooperativa; igualmente de los ensayos a realizarse para el control de la calidad del producto. La eficiencia de las actividades que tiene el Área de Metrología e Instrumentación es producto de labores realizadas por personal de operación en producción, personal técnico de las otras áreas de mantenimiento y del metrólogo. Al operario de proceso se le trasladan actividades que tienen que ver netamente con las mediciones en campo, el buen uso y aprovechamiento de dichos equipos. El Área de Metrología e Instrumentación tiene como responsabilidad la calibración, ajuste o reparación, recalibración, sellado y rotulado de los equipos destinados para la inspección, medición y ensayo. Como también asignar eventualmente dichas actividades al personal debidamente capacitado que se dispone como delegado metrológico.

14
6. MARCO TEORICO
6.1 CICLO DE REFRIGERACIÓN ELEMENTAL
El trabajo de una máquina frigorífica se realiza según un ciclo térmico cerrado en el curso del cual una carga de gas refrigerante vuelve periódicamente a asumir los valores iníciales de energía interna. El ciclo se compone de una fase de compresión-condensación y de una fase de expansión-evaporación que, al alternarse, permiten la transferencia de calor de la cámara o mueble frigorifio/heladera al ambiente externo. Son máquinas térmicas las que funcionan según un ciclo térmico: Esto es, las que repiten un conjunto de operaciones que llevan a transformar las condiciones de presión, volumen y temperatura de un fluido. Esta transformación tiene por objetivo obtener trabajo de cada máquina, utilizando el fluido para proveer o transferir energía. Un motor de automóvil transforma la energía de expansión del gas de combustión en el movimiento de los émbolos y en el de las ruedas que mueven el vehículo en la carretera. El motor cumple este trabajo con cargas siempre nuevas de una mezcla de aire y gasolina: opera entonces según un ciclo abierto. La vieja locomotora a vapor, mediante la contribución del calor provisto por el carbón incandescente, utiliza vapor a alta presión el cual, después de haber dado el movimiento a los émbolos, se enfría y condensa antes de volver a la caldera. El ciclo agua-vapor-agua se aproxima a un ciclo cerrado, aunque las grandes pérdidas pidan que la locomotora disponga de una reserva de agua. Un ciclo termodinámico verdaderamente cerrado es el de las máquinas de refrigeración, cuyo trabajo consiste en hacer efectivo un transporte de calor mediante la periódica transformación de las condiciones de una cuantidad definida de un fluido refrigerante que recorra un circuito del cual no puede huir. El propósito de las transformaciones es el de absorber calor del compartimiento a ser refrigerado y transferirlo para el exterior. Para hacer eso, se utiliza la propiedad de los fluidos de absorber y devolver calor (esto es, variar el propio contenido térmico) según las condiciones de presión y de temperatura a las cuales están sujetos. Se utilizan también las fases de cambio de estado (evaporación y condensación),

15
tal propiedad es particularmente evidenciada (grandes cantidades de calor latente absorbido o devuelto en el momento del cambio de estado). . El ciclo comienza con el compresor aspirando el fluido refrigerante en estado gaseoso en baja presión del evaporador y lo comprime para el condensador en alta presión. Con el aumento de la presión provocada por la compresión del gas se produce también aumento de su temperatura, terminando por superar la temperatura ambiente: Se crean así las condiciones para la transmisión de calor al aire que pasa por los tubos del condensador. La transmisión de calor se produce por convección, conducción y en parte por radiación: La convección muchas veces es activada mediante circulación forzada impulsada por un ventilador. La disipación de calor por parte del condensador y la presencia de una sobre presión provocan la condensación del gas. Ya en la fase líquida el refrigerante sigue hasta el tanque de líquido que servirá, entre otras cosas, para la acumulación del mismo cuando lo necesite el mantenimiento del sistema. De la salida del tanque de líquido el refrigerante pasa por la válvula de expansión (control de refrigerante), donde, más allá de reducir su presión, controlará una cantidad de refrigerante suficiente en la entrada del evaporador para satisfacer las variaciones de carga térmica de la cámara. Para que la evaporación se realice, el líquido refrigerante deberá absorber una apreciable cantidad de calor a través del evaporador y del ambiente a ser refrigerado, con eso bajará la temperatura del aire en el interior de la cámara. Del evaporador, el gas refrigerante es aspirado por el compresor dando inicio a un nuevo ciclo que llevará a disipar calor al ambiente externo a través del condensador

16
Figura 1. Ciclo de Refrigeración
6.2 TONELADA DE REFRIGERACIÓN
La tonelada de refrigeración es la unidad de medida nominal empleada en algunos países, especialmente de Norteamérica, para referirse a la capacidad de extracción de carga térmica de las máquinas frigoríficas y equipos de Aire Acondicionado.
Equivale a una potencia capaz de extraer 12,000 BTUs de calor por hora, es decir que, en el SI, equivale a 3,516 Kw. Este valor proviene de la cantidad de calor constante necesario para derretir una Tonelada de hielo en 24 horas; al pasar una Tonelada de hielo de estado sólido a líquido, ésta absorberá 288,000 BTU´s del ambiente que le rodea. Suponiendo que este proceso lleve 24 horas, dividimos 288,000/24 y el resultado es 12,000 BTU/h. Es una unidad llamada a desaparecer con la implantación del Sistema Internacional de Unidades.
6.3 REFRIGERANTE
Es cualquier cuerpo o sustancia que actúa como agente de enfriamiento absorbiendo calor de otro cuerpo o sustancia.
Con respecto al ciclo compresión-vapor, el refrigerante es el fluido de trabajo del ciclo el cuál alternativamente se vaporiza y se condensa absorbiendo y cediendo calor, respectivamente. Para que un refrigerante sea apropiado y se le pueda usar en el ciclo antes mencionado, debe poseer ciertas propiedades físicas, químicas y termodinámicas que lo hagan seguro durante su uso.

17
No existe un refrigerante “ideal” ni que pueda ser universalmente adaptable a todas las aplicaciones. Entonces, un refrigerante se aproximará al “ideal”, solo en tanto que sus propiedades satisfagan las condiciones y necesidades de la aplicación para la que va a ser utilizado.
6.3.1 PROPIEDADES
Para tener uso apropiado como refrigerante, se busca que los fluidos cumplan con la mayoría de las siguientes características:
• Baja temperatura de ebullición: Un punto de ebullición por debajo de la temperatura ambiente, a presión atmosférica. (Evaporador)
• Fácilmente manejable en estado líquido: El punto de ebullición debe ser controlable con facilidad de modo que su capacidad de absorber calor sea controlable también.
• Alto calor latente de vaporización: Cuanto mayor sea el calor latente de vaporización, mayor será el calor absorbido por kilogramo de refrigerante en circulación.
• No inflamable, no explosivo, no tóxico. • Químicamente estable: A fin de tolerar años de repetidos cambios de
estado. • No corrosivo: Para asegurar que en la construcción del sistema puedan
usarse materiales comunes y la larga vida de todos los componentes. • Moderadas presiones de trabajo: las elevadas presiones de condensación
(mayor a 25-28kg/cmª) requieren un equipo extrapesado. La operación en vacío (menor a 0kg/ cmª) introduce la posibilidad de penetración de aire en el sistema.
• Fácil detección y localización de pérdidas: Las pérdidas producen la disminución del refrigerante y la contaminación del sistema.
• Inocuo para los aceites lubricantes: La acción del refrigerante en los aceites lubricantes no debe alterar la acción de lubricación.
• Bajo punto de congelación: La temperatura de congelación tiene que estar muy por debajo de cualquier temperatura a la cuál pueda operar el evaporador.
• Alta temperatura crítica: Un vapor que no se condense a temperatura mayor que su valor crítico, sin importar cuál elevada sea la presión. La mayoría de los refrigerantes poseen críticas superiores a los 93°C.
• Moderado volumen específico de vapor: Para reducir al mínimo el tamaño del compresor.
• Bajo costo : A fin de mantener el precio del equipo dentro de lo razonable y asegurar el servicio adecuado cuando sea necesario. Haremos hincapié en las más importantes para la selección del refrigerante adecuado para la aplicación de que se trate y el equipo disponible. Todos los refrigerantes se identifican mediante un número reglamentario.
Refrigerantes del grupo 1:

18
Son los de toxicidad e inflamabilidad despreciables. De ellos, los refrigerantes 11, 113 y 114 se emplean en compresores centrífugos.
Los refrigerantes 12, 22, 500 y 502 se usan normalmente en compresores alternativos y en los centrífugos de elevada capacidad.
Refrigerantes del grupo 2:
Son los tóxicos o inflamables, o ambas cosas. El grupo incluye el Amoníaco, Cloruro de etilo , Cloruro de metilo y Dióxido de azufre , pero solo el Amoníaco (r-717) se utiliza aún en cierto grado.
Refrigerantes del grupo 3:
Estos refrigerantes son muy inflamables y explosivos. A causa de su bajo costo se utilizan donde el peligro está siempre presente y su uso no agrega otro peligro, como por ejemplo, en las plantas petroquímicas y en las refinerías de petróleo.
El grupo incluye el Butano , Propano , Isobutano , Etano , Etileno , Propileno y Metano . Estos refrigerantes deben trabajar a presiones mayores que la atmosférica para evitar que aumente el peligro de explosión. Las presiones mayores que la atmosféricas impiden la penetración de aire por pérdidas porque es la mezcla aire-refrigerante la que resulta potencialmente peligrosa.
6.3.2 DIFERENTES TIPOS DE REFRIGERANTES (CARACTERÍS TICAS)

19
6.3.2.1 AMONÍACO
Aunque el amoníaco es tóxico, algo inflamable y explosivo bajo ciertas condiciones, sus excelentes propiedades térmicas lo hacen ser un refrigerante ideal para fábricas de hielo, para grandes almacenes de enfriamiento, etc., donde se cuenta con los servicios de personal experimentado y donde su naturaleza tóxica es de poca consecuencia.
El amoníaco es el refrigerante que tiene más alto efecto refrigerante por unidad de peso. El punto de ebullición del amoníaco bajo la presión atmosférica estándar es de -2,22°C, las presiones en el evaporador y el con densador en las condiciones de tonelada estándar es de -15°C y 30°C son 34,27 libr as por pulgada y 169,2 libras por pulgada, respectivamente, pueden usarse materiales de peso ligero en la construcción del equipo refrigerante. La temperatura adiabática en la descarga es relativamente alta, siendo de 98,89°C para las cond iciones de tonelada estándar, por lo cuál es adecuado tener enfriamiento en el agua tanto en el cabezal como en el cilindro del compresor.
En la presencia de la humedad el amoníaco se vuelve corrosivo para los materiales no ferrosos. El amoníaco no es miscible con el aceite y por lo mismo no se diluye con el aceite del cárter del cigüeñal del compresor. Deberá usarse un separador de aceite en el tubo de descarga de los sistemas de amoníaco.
El amoníaco es fácil de conseguir y es el más barato de los refrigerantes. Su estabilidad química, afinidad por el agua y no-miscibilidad con el aceite, hacen al amoníaco un refrigerante ideal pare ser usado en sistemas muy grandes donde la toxicidad no es un factor importante.
6.3.2.2 REFRIGERANTE 22
Conocido con el nombre de Freón 22, se emplea en sistemas de aire acondicionado domésticos y en sistemas de refrigeración comerciales e industriales incluyendo: cámaras de conservación e instalaciones para el procesado de alimentos: refrigeración y aire acondicionado a bordo de diferentes transportes; bombas de calor para calentar aire y agua. Se pude utilizar en compresores de pistón, centrífugo y de tornillo.
El refrigerante 22 (CHCIF) tiene un punto de ebullición a la presión atmosférica de 40,8°C. Las temperaturas en el evaporador son tan b ajas como 87°C. Resulta una gran ventaja el calor relativamente pequeño del desplazamiento del compresor.
La temperatura en la descarga con el refrigerante22 es alta, la temperatura sobrecalentada en la succión debe conservarse en su valor mínimo, sobre todo cuando se usan unidades herméticas motor-compresor. En aplicaciones de temperatura baja, donde las relaciones de compresión altas, se recomienda tener en enfriamiento con agua al cabezal y a los cilindros del compresor. Los condensadores enfriados por aire empleados con el refrigerante 22, deben ser de

20
tamaño generoso. Aunque el refrigerante 22 es miscible con aceite en la sección de condensación a menudo suele separársele del aceite en el evaporador.
No se han tenido dificultades en el retorno de aceite después del evaporador cuando se tiene el diseño adecuado del serpentín del evaporador y de la tubería de succión.
Siendo un fluorcarburo, el refrigerante 22 es un refrigerante seguro. Se comercializa en cilindros retornables (CME) de 56,7 Kg, cilindros desechables de 22,68 kg, cilindros desechables de 13,61 kg y cajas de 12 latas de 5,10 kg cada una.
6.3.2.3 REFRIGERANTE 123
Es un sustituto viable para el freón 11 como refrigerante. Las propiedades termodinámicas y físicas del refrigerante 123 en conjunto con sus características de no-inflamabilidad lo convierte en un reemplazo eficiente del Freón 11 en chillers centrífugos.
El refrigerante 123 fue diseñado para trabajar en equipos nuevos existentes. Cuando se considere u reacondicionamiento para refrigerante 123 de un equipo existente, debe considerarse el ciclo de vida útil del equipo, la diferencia de costo de operación y mantenimiento y el costo de reacondicionamiento.
Los equipos nuevos que han sido diseñados para trabajar con el refrigerante 123 tienen menor costo de operación comparados con los equipos existentes.
Debido a que tiene un olor tan leve que no se puede detectar por medio del olfato es necesaria una verificación frecuente de fugas y la instalación de detectores de fugas por áreas cerradas utilizadas por el personal. Se comercializa en tambores de 283,5kg, tambores de 90,72kg y tambores de 45,36kg. Su composición en peso es de 100% HFC-123.
6.3.2.4 REFRIGERANTE 134-A
El refrigerante marca Suva134a, ha sido introducido por DuPont, como reemplazo de los clorofluorocarbonos (CFC) en muchas aplicaciones. La producción de CFC es reemplazada por el hidrofluorucarbono HFC-134ª. Este refrigerante no contiene cloro y puede ser usado en muchas aplicaciones que actualmente usan CFC-12. Sin embargo en algunas ocasiones se requieren cambios en el diseño del equipo para optimizar el desempeño del Suva 134ª en esta aplicación.
Las propiedades termodinámicas y físicas del Suva 134ª y su baja toxicidad lo convierten en un reemplazo seguro y muy eficiente del CFC-12 en muchos segmentos de la refrigeración industrial mas notablemente en el aire acondicionado automotriz, equipos domésticos, equipo estacionario pequeño, equipo de

21
supermercado de media temperatura y chillers, industriales y comerciales. El Suva134a ha mostrado que es combustible a presiones tan bajas como 5,5 psig a 177°C cuando se mezclan con aire a concentraciones generalmente mayores al 60% en volumen de aire. A bajas temperaturas se requieren mayores presiones para la combustibilidad. No deben ser mezclados con el aire para pruebas de fuga. En general no se debe permitir que estén presentes con altas concentraciones de aire arriba de la presión atmosférica. Se comercializan en cilindros retornables (CME) de 56,7kg, cilindros desechables de 13,61kg, y cajas de 12 latas de 3,408kg cada una. Temperatura del evaporador -7°C a 7°C. Su composición en peso es de 100% HFC-134ª.
6.4 COMUNICACIÓN ANALÓGICA Y DIGITAL. PROTOCOLO HA RT. El Protocolo HART permite la comunicación digital bi-direccional con instrumentos inteligentes sin perturbar la señal analógica de 4-20mA. Ambas señales, la analógica 4-20mA y las señales de comunicación digital HART pueden ser transmitidas simultáneamente sobre el mismo cable. El éxito de este protocolo y la aceptación obtenida en el entrono industrial se debe a las ventajas que ofrece al usuario, y a su fácil implementación sobre los sistemas de control existentes basados en 4-20mA 6.4.1 FUNDAMENTO TECNOLÓGICO DE HART El protocolo HART utiliza el estándar Bell 202 FSK (Codificación por Cambio de Frecuencia) para superponer las señales de comunicación digital al bucle de corriente 4-20mA, como se muestra en la Figura 2. A Señal digital Señal Analógica tiempo.

22
Tiempo
Figura 2. Comunicación digital HART superpuesta
La información binaria es representada mediante una señal de dos frecuencias distintas. Un cero lógico es representado por una frecuencia de 2200Hz, mientras un uno lógico es representado por una frecuencia de 1200Hz. Estos tonos se superponen a la señal de continua, y como la señal de AC tiene un valor promedio cero, la señal de continua no es afectada como se muestra en la Figura 3. El protocolo HART permite la comunicación digital en los dos sentidos de forma que es posible enviar Información adicional a la variable de proceso transmitida hacia o desde un instrumento de campo inteligente. La variable de proceso es portada por la señal analógica mientras que mediante la comunicación digital se accede a medidas adicionales, parámetros de proceso, configuración de instrumentos, calibración e información de diagnostico que mediante el protocolo HART viaja sobre el mismo cable y simultáneamente a la señal analógica. Esto supone una gran ventaja a la hora de implantar esta tecnología de comunicación digital, frente a otras tecnologías digitales, ya que es compatible con los sistemas existentes.
Sobre la señal analógica 4-20mA.
HART es principalmente un protocolo maestro/esclavo lo que significa que el dispositivo de campo (esclavo) habla solo cuando es preguntado por un maestro. En una red HART dos maestros (primario y secundario) pueden comunicar con un dispositivo esclavo. Los maestros secundarios pueden comunicarse con los

23
dispositivos de campo sin distorsionar la comunicación con el maestro primario. Un maestro primario puede ser típicamente un DCS (Sistema Distribuido de Control), un PLC, o un sistema central de monitorización o control basado en PC, mientras un maestro secundario puede ser un comunicador portátil. Una configuración típica con dos maestros se muestra en la Figura 4.
Dentro del protocolo HART existen varios modos para la comunicación de información desde/hacia instrumentos de campo inteligentes y el controlador central o equipos de monitorización. La comunicación digital maestro/esclavo simultánea con la señal analógica 4-20mA mostrada en la Figura 5 es la más común. Este modo, permite que el esclavo responda a los comandos-peticiones del maestro 2 veces por segundo, mientras que la señal analógica, que es continua, puede seguir portando la variable de control.
Otro modo de comunicación opcional es el modo “Burst” mostrado en la Figura 6, que permite que un único dispositivo esclavo emita continuamente un mensaje HART de respuesta estándar.

24
El protocolo HART también tiene la capacidad de conectar múltiples dispositivos de campo sobre el mismo par de hilos en una configuración de red multipunto como la que se muestra en la Figura 7. En la configuración multipunto, la comunicación está limitada a la comunicación digital maestro/esclavo. La corriente a través de cada dispositivo esclavo se fija al mínimo valor para alimentar el dispositivo y no tiene ningún significado relativo al proceso.
Desde la perspectiva de la instalación, para las señales de comunicación HART se utiliza el mismo cable usado para transmitir la señal analógica 4-20mA. Las longitudes de cable permitidas van a depender del tipo de cable utilizado y del número de dispositivos conectados. 6.4.2 COMANDOS EN HART La comunicación HART está basada en comandos. Hay tres tipos de comandos que van a proporcionar acceso de lectura-escritura a la información disponible en

25
los instrumentos de campo compatibles con HART. Los comandos pueden ser Comandos Universales (Universal Commands), Comandos de Practica Común (Common Practice Commands) y Comandos Específicos del Dispositivo (Device Specific Commands). Los Comandos Universales aseguran la interoperabilidad entre los productos de distintos fabricantes, y proporcionan el acceso a la información útil en la operación habitual en planta. Todos los esclavos compatibles HART deben responder a todos los Comandos Universales. Los Comandos de Practica Común proporcionan acceso a funciones que son implementadas en muchos dispositivos, pero no en todos. Son opcionales, pero si se implementan, debe ser como se especifica. Los Comandos Específicos del Dispositivo ofrecen la libertad para que cada aparato particular tenga parámetros o funciones exclusivos.
6.5 CALIBRACION DE INSTRUMENTOS Calibración, según el vocabulario internacional de términos fundamentales y generales de metrología (VIM), es aquel conjunto de operaciones con las que se establece, en condiciones especificadas la correspondencia entre los valores indicados en el instrumento, equipo o sistema de medida, o por los valores representados por una medida materializada o material de referencia, y los valores conocidos correspondientes a una magnitud de medida o patrón, asegurando así la trazabilidad de las medidas a las correspondientes unidades básicas del Sistema Internacional (SI) y procediendo a su ajuste o expresando esta correspondencia por medio de curvas o tablas de corrección. De esta definición se deduce que para calibrar un instrumento o patrón es necesario disponer de uno de mayor precisión que proporcione el valor convencionalmente verdadero que es el que se empleará para compararlo con la indicación del instrumento sometido a calibración. Esto se realiza mediante una cadena ininterrumpida y documentada de comparaciones hasta llegar al patrón, y que constituye lo que llamamos trazabilidad. Así pues, la calibración puede implicar simplemente esta determinación de la desviación en relación un valor nominal de un elemento patrón, o bien incluir la corrección (ajuste) para minimizar los errores.
6.6 TERMORESISTOR PT 100 Una Pt100 es un sensor de temperatura. Consiste en un alambre de platino que a 0 °C tiene 100 ohms y que al aumentar la temperatura aumenta su resistencia eléctrica. El incremento de la resistencia no es lineal pero si creciente y característico del platino de tal forma que mediante tablas es posible encontrar la temperatura exacta a la que corresponde.

26
Figura 8. Grafica de una RTD tipo pt 100
Una Pt100 es un tipo particular de RTD (Dispositivo Termo Resistivo) Normalmente las Pt100 industriales se consiguen encapsuladas en la misma forma que las termocuplas, es decir dentro de un tubo de acero inoxidable ú otro material (vaina), en un extremo está el elemento sensible (alambre de platino) y en el otro está el terminal eléctrico de los cables protegido dentro de una caja redonda de aluminio (cabezal). Por otra parte los Pt100 siendo levemente más costosos y mecánicamente no tan rígidos como las termocuplas, las superan especialmente en aplicaciones de bajas temperaturas. (-100 a 200 °). Los Pt100 pueden fácilmente entregar precisiones de una décima de grado con la ventaja que la Pt100 no se descompone gradualmente entregando lecturas erróneas, si no que normalmente se abre, con lo cual el dispositivo medidor detecta inmediatamente la falla del sensor y da aviso. Este comportamiento es una gran ventaja en usos como cámaras frigoríficas donde una desviación no detectada de la temperatura podría producir algún daño grave. Además la Pt100 puede ser colocada a cierta distancia del medidor sin mayor problema (hasta unos 30 metros) utilizando cable de cobre convencional para hacer la extensión. Existen 3 modos de conexión para las Pt100, cada uno de ellos requiere un instrumento lector distinto. El objetivo es determinar exactamente la resistencia eléctrica R(t) del elemento sensor de platino sin que influya en la lectura la resistencia de los cables Rc. El modo más sencillo de conexión (pero menos recomendado) es con solo dos cables. En este caso las resistencias de los cables Rc1 y Rc2 que unen la Pt100 al instrumento se suman generando un error inevitable. El lector medirá el total R(t)+Rc1+Rc2 en vez de R(t). Lo único que se puede hacer es usar cable lo más grueso posible para disminuir la resistencia de Rc1 y Rc2 y así disminuir el error en la lectura.

27
Figura 9. Ejemplo de una RTD de dos hilos
Por ejemplo si la temperatura es 90°C, entonces R(t ) = 134.7 ohms, pero si el cable Rc1 tiene 1.3 ohms y el Rc2 tiene 1.2 ohms entonces la resistencia medida será 134.7+1.3+1.2 = 137.2 ohms y la lectura del instrumento será 96 °C. Un cable común razonablemente grueso sería uno de diámetro equivalente a 18 AWG. La resistencia de este cable es 0.0193 ohms por metro. Por ejemplo si se usa este cable para medir una resistencia a 15 metros de distancia, la resistencia total de los cables será 15*2*0.0193 = 0.579 ohms lo que inducirá un error de 1.5°C en la lectura. El modo de conexión de 3 hilos es el más común y resuelve bastante bien el problema de error generado por los cables.
Figura 10. Ejemplo de una RTD de tres hilos
El único requisito es que los tres cables tengan la misma resistencia eléctrica pues el sistema de medición se basa (casi siempre) en el "puente de Wheatstone". Por supuesto el lector de temperatura debe ser para este tipo de conexión.

28
En el caso particular de los instrumentos ARIAN, se hace pasar una corriente conocida a través de los cables azul y verde con lo cual el instrumento mide 2Rc. Luego mide la resistencia por los cables café y azul para finalmente restarle 2Rc al valor medido y obtener R(t). El método de 4 hilos es el más preciso de todos, los 4 cables pueden ser distintos (distinta resistencia) pero el instrumento lector es más costoso.
Figura 11. Ejemplo de una RTD de 4 hilos
Por los cables 1 y 4 se hace circular una corriente I conocida a través de R(t) provocando una diferencia de potencial V en los extremos de R(t). Los cables 2 y 4 están conectados a la entrada de un voltímetro de alta impedancia luego por estos cables no circula corriente y por lo tanto la caída de potencial en los cables Rc2 y Rc3 será cero (dV=Ic*Rc=0*Rc=0) y el voltímetro medirá exactamente el voltaje V en los extremos del elemento R(t). Finalmente el instrumento obtiene R(t) al dividir V medido entre la corriente I conocida. 6.7 TRANSMISORES DE TEMPERATURA Los transmisores de temperatura convierten las señales débiles de Termocuplas y Pt 100 en señales de corriente 4-20mA transmitiéndolas a larga distancia por medio de los hilos sin necesidad de cables de compensación especiales. Su tecnología microprocesada permite una total configuración vía PC. 6.8 INTERFAZ HOMBRE – MÁQUINA Una interfaz Hombre - Máquina o HMI es el aparato que presenta los datos a un Operador (humano) y a través del cual éste controla el proceso.

29
La industria de HMI nació esencialmente de la necesidad de estandarizar la manera de monitorear y de controlar múltiples sistemas remotos, PLCs y otros mecanismos de control. Aunque un PLC realiza automáticamente un control pre-programado sobre un proceso, normalmente se distribuyen a lo largo de toda la planta, haciendo difícil recoger los datos de manera manual, los sistemas SCADA lo hacen de manera automática. Históricamente los PLC no tienen una manera estándar de presentar la información al operador. La obtención de los datos por el sistema SCADA parte desde el PLC o desde otros controladores y se realiza por medio de algún tipo de red, posteriormente esta información es combinada y formateada. Un HMI puede tener también vínculos con una base de datos para proporcionar las tendencias, los datos de diagnóstico y manejo de la información así como un cronograma de procedimientos de mantenimiento, información logística, esquemas detallados para un sensor o máquina en particular, incluso sistemas expertos con guía de resolución de problemas. Numerosos paquetes de HMI/SCADA de terceros ofrecen compatibilidad incorporada con la mayoría de PLCs, incluyendo la entrada al mercado de ingenieros mecánicos, eléctricos y técnicos para configurar estas interfaces por sí mismos, sin la necesidad de un programa hecho a medida escrito por un desarrollador de software. El SCADA es popular debido a ésta compatibilidad y seguridad. Ésta se usa desde aplicaciones pequeñas, como controladores de temperatura en un espacio, hasta aplicaciones muy grandes como el control de plantas nucleares. 6.8.1 SOLUCIONES DE HARDWARE La solución de SCADA a menudo tiene componentes de sistemas de control distribuido, DCS (Distribuited Control System). El uso de RTUs o PLCs sin involucrar computadoras maestras está aumentando, los cuales son autónomos ejecutando procesos de lógica simple. Frecuentemente se usa un lenguaje de programación funcional para crear programas que corran en estos RTUs y PLCs, siempre siguiendo los estándares de la norma IEC 61131-3. La complejidad y la naturaleza de este tipo de programación hace que los programadores necesiten cierta especialización y conocimiento sobre los actuadores que van a programar. Aunque la programación de estos elementos es ligeramente distinta a la programación tradicional, también se usan lenguajes que establecen procedimientos, como pueden ser FORTRAN, C, RSLogix500, ADA95. Esto les permite a los ingenieros de sistemas SCADA implementar programas para ser ejecutados en RTUs o en PLCs. 6.8.2. COMPONENTES DEL SISTEMA SCADA Los tres componentes de un sistema SCADA son: 1. Múltiples Unidades de Terminal Remota (también conocida como RTU o Estaciones Externas). 2. Estación Maestra y Computador con HMI. 3. Infraestructura de Comunicación

30
6.9 SISTEMA DE ADQUISICIÓN DE DATOS (SAD) Un sistema de adquisición de datos es un equipo que nos permite tomar señales físicas del entorno y convertirlas en datos que posteriormente podremos procesar y presentar. A veces el sistema de adquisición es parte de un sistema de control, y por tanto la información recibida se procesa para obtener una serie de señales de control. Un Sistema de Adquisición de Datos no es más que un equipo electrónico cuya función es el control o simplemente el registro de una o varias variables de un proceso cualquiera, de forma general puede estar compuesto por los siguientes elementos: Sensores, amplificadores operacionales, amplificadores de instrumentación, aisladores, multiplexores analógicos y digitales, circuitos sample and hold, conversores A-D y DA, microprocesadores, contadores, filtros, comparadores, fuentes de potencia.

31
Figura 12. Diagrama General de un SAD. El SAD debe tener una estructura y organización muy equilibrada que le permita su buen funcionamiento, de ello depende que el mismo rinda al máximo y sin ningún defecto. 6.10 CONTROLADORES LÓGICOS PROGRAMABLES (PLC ) Un Programable Logic Controller o Controlador Lógico Programable (PLC), es un equipo electrónico, programable en lenguaje no informático, diseñado para controlar en tiempo real y en ambiente de tipo industrial, procesos secuenciales. Un PLC trabaja en base a la información recibida por los captadores y el programa lógico interno, actuando sobre los accionadores de la instalación. El PLC por sus especiales características de diseño tiene un campo de aplicación muy extenso. La constante evolución del hardware y software amplía constantemente este campo para poder satisfacer las necesidades que se detectan en el espectro de sus posibilidades reales. Su utilización se da fundamentalmente en aquellas instalaciones en donde es necesario un proceso de maniobra, control, señalización, etc., por tanto, su aplicación abarca desde procesos de fabricación industriales de cualquier tipo a transformaciones industriales, control de instalaciones, etc. Sus reducidas dimensiones, la extremada facilidad de su montaje, la posibilidad de almacenar los programas para su posterior y rápida utilización, la modificación o alteración de los mismos, etc., hace que su eficacia se aprecie fundamentalmente en procesos en que se producen necesidades tales como: • Espacio reducido • Procesos de producción periódicamente cambiantes • Procesos secuenciales • Maquinaria de procesos variables • Instalaciones de procesos complejos y amplios • Chequeo de programación centralizada de las partes del proceso Ejemplos de aplicaciones generales:
• Maniobra de máquinas • Maquinaria industrial de plástico • Maquinaria de embalajes • Maniobra de instalaciones: Instalación de aire acondicionado, calefacción • Instalaciones de seguridad • Señalización y control: Chequeo de programas, Señalización del estado de
procesos

32
7. PLANTEAMIENTO DEL PROBLEMA
El conocer el estado de funcionamiento de los equipos de la planta procesadora de San Pedro de los Milagros de COLANTA, nos permite estar preparados para actuar ante una falla incipiente y evitar daños catastróficos en los equipos, reducir (e inclusive eliminar por completo) los paros no programados. A medida que los mercados evolucionan y crecen, las plantas o fábricas están obligadas a ser más productivas y eficientes. Es decir aumentar la disponibilidad de los activos críticos y reducir su consumo de energía. El poder tener un parámetro que nos indica cuando a comenzado una falla en nuestro equipo o en algún elemento de este, y como esta evolucionando dicha falla en el tiempo, permite programar un mantenimiento preventivo en el momento mas conveniente y tener a disposición todo lo necesario para intervenir el activo, acortando los tiempos muertos de la maquina. Es importante que continuamente se monitoree el funcionamiento de la maquinaria empleada en el área de servicios , tales como los elementos sensores, válvulas, actuadores, y los diferentes tipos de control, por este motivo se busca implementar un sistema de monitoreo completo para el área de servicios, en el cual se pueda visualizar en todo momento desde una estación de trabajo, los valores de las variables mas importantes y llevar un registro de las mismas y las variaciones que sufren durante el día. Este proyecto implementa una solución para el monitoreo de variables de generación de frio, que incluye, ciclo de refrigeración, cavas de maduración y almacenamiento y cavas de transito. Basándose en el desarrollo de un sistema SCADA con un PLC SLC5/03 de la familia Allen Bradley y los software RSlogix500 y RSview32

33
8. DESARROLLO DEL PROYECTO Este Proyecto se complementa con el sistema actual de supervisión de temperatura de las cavas, ingresando las nuevas cavas del nuevo modulo de procesamiento de queso blanco de esta manera queda finalizado el monitoreo de las cavas de la planta. 8.1. PLC La automatización se realizó con sistemas Allen-Bradley los cuales tienen diversas Soluciones para implementar sistemas de control con PLC`s como los siguientes: • Familia SLC 500
8.2. SOFTWARE DE DISEÑO Y PROGRAMACIÓN El software a utilizar en la parte de diseño, programación y comunicación pertenece en conjunto a una misma familia, Rockwell Automation (Rockwell Software), que es la empresa encargada de comercializar los equipos de marca Allen Bradley al igual que el software requerido para su funcionamiento. Gracias a esto fue más fácil establecer enlaces entre ellos, configurarlos y lograr una óptima comunicación de unos con otros ya que todos comparten un mismo lenguaje. 8.2.1. SOFTWARE DE DISEÑO RSVIEW 32 La arquitectura abierta basada en componentes del RSView32 ha permitido evolucionar rápidamente desde el tradicional software HMI hasta convertirse en una solución de “interfaz de empresa”. RSView32 ofrece las siguientes posibilidades:
• Interactuar con otros productos de Rockwell Software. Permite beneficiarse de la interoperabilidad al usar los productos de Rockwell Software para programación, comunicaciones y control ActiveX.
• Disfrutar de una compatibilidad preferente con los productos de Rockwell Automation. RSView32 y RSLinx ofrecen la mejor combinación para capturar controlar y transmitir datos del taller de fabricación.
• Compartir información con los productos Microsoft. El diseño abierto de RSView32 hace más fácil compartir información con los productos Microsoft.
• Ampliar y personalizar RSView32 con VBA. RSView32 incluye Visual Basic para Aplicaciones (VBA) de Microsoft, que le proporciona una flexibilidad casi ilimitada para ampliar y personalizar RSView32.

34
• Mejorar sus proyectos con la tecnología ActiveX. Es posible usar RSView32 para diseñar proyectos que se ajusten a sus necesidades concretas con la potencia de la tecnología ActiveX de Microsoft.
• Aumentar la potencia de RSView32 con AOA. La tecnología AOA aumenta extraordinariamente las posibilidades de las aplicaciones RSView32. La tecnología AOA permite desplegar rápidamente potentes funciones, mejoras y extensiones a RSView32. Entre los complementos (add-ons) iníciales se incluyen funciones de evaluación de tendencias mejorada, administración de soluciones, mensajería, comunicaciones por semiconductores y control estadístico de procesos (SPC).
La siguiente figura muestra la forma en la que se crean los tags, las bases de datos y las macros en el software, teniendo en cuenta el direccionamiento establecido en la programación con el RSLogix 500:
Figura 13. Base de Datos y Creación de Macros

35
Figura 14. Temperatura de Cavas
La figura 14 me permite visualizar en tiempo real las temperaturas de todas las cavas de la planta de Colanta Lácteos en San Pedro.

36
Figura 15 Histórico de la cava 11
La figura 15 permite grabar un Histórico por un mes de las temperaturas reportadas por el PLC
Figura 16 Equipos Cavas 10, 11, 12.
La figura 16 representa los equipos de refrigeración que utilizan las cavas 10, 11, 12.

37
Figura 17 Reportes de Temperaturas en la Red
La figura 17 Permite Tener un archivo en Excel del monitoreo diario de las temperaturas. Este almacenamiento de datos lo permite hacer el RSview 32 y se configuro para capturar datos de temperatura cada dos minutos así el encargado de cada cava tendrá acceso remoto a estos archivos, para así analizar el monitoreo de temperaturas. 8.2.2. SOFTWARE DE PROGRAMACIÓN RSLOGIX 500 El software RSLogix 500 se utilizó para programar la familia de controladores SLC 500 y MicroLogix, por lo tanto fue la herramienta de trabajo tanto para el sistema SCADA El paquete de programación de lógica de escalera RSLogix 500 permitió maximizar el rendimiento, reducir el tiempo necesario para el desarrollo del proyecto y para mejorar la productividad. El software carga totalmente la lógica del programa, inclusive los nombres de tags, directamente de un controlador. Esto simplifica el mantenimiento porque siempre se puede obtener la fuente original directamente del controlador. Aquí se muestra la forma como se configuran las entradas y el canal de comunicación, al igual que la fuente que se utilizó en el PLC, ésta configuración junto a la de los módulos y a la del canal de comunicación son indispensables antes de comenzar la estructura del programa:

38
Figura 18. Configuración de entradas y Configuración de Canal 8.2.2.1 ESCALIZACIÓN. En LAD 6 INICIO se inicializan todas las otras rutinas y con la instrucción JSR, se indica el salto a la rutina específica.
Figura 19. Instrucción JSR
En las siguientes rutinas se realiza la lectura de la variable y la escalizacion correspondiente, de esta forma; para la temperatura de cavas, se tienen cinco bloques para cada valor, los 4 primeros comparan la variable de entrada, y si esta es menor de 4000 (4 ma); LESS, o mas grande de 20000 (20 ma); GRT, se mueve la variable tipo entero al valor correspondiente, En el quinto bloque se realiza la escalizacion con el SCP, en donde Input min= 4000, input max=20000, escaled

39
min= 0, escaled max=100 y se almacena el valor en una variable tipo flotante como puede verse a continuación
Figura 20. Escalización
El bloque SCP funciona de la siguiente manera para calcular la relación lineal: Valor escalado= (valor entrada x pendiente)+offset Pendiente= (escalado max-escalado min) / (entrada max-entrada min) Offset=escalado min-(entrada min x pendiente) Las entradas analógicas convierten señales de corriente y voltaje en valores binarios de complemento a dos de 16 bits. La siguiente tabla identifica los límites de entrada de corriente y voltaje para los canales de entrada, el número de bits significativos para la aplicación usando límites de entrada menores que la escala completa, y su resolución.

40
Tabla 1. Representación decimal
Como puede observarse para un valor de corriente de 4 a 20 ma la representación decimal es de 3277 a 16384, con estos datos se puede realizar la conversión correspondiente entre el valor de entrada y el valor de corriente en ma. (20ma/16384)*valor de entrada=corriente de entrada en (ma) 8.2.3. RSLINX COMUNICATIONS SERVICE El RSLinx es el software que permitió configurar y supervisar la(s) red(es) de comunicación(es) en la(s) que se encuentra conectado el autómata o PLC. Este servicio (servidor – cliente) es el que utiliza el software RSLogix 500 para comunicarse con el PLC a través del puerto RS232. En el proyecto se trabajó con una comunicación RS-232, la cual es comúnmente usada programar los siguientes procesadores: Micrologix 1000, Micrologix 1200, Micrologix 1500, SLC 5/03, SLC 5/04, y SLC 5/05. La siguiente figura muestra cómo se selecciona el tipo de comunicación a utilizar, de igual forma muestra cómo el software reconoce o no al PLC según las características especificadas en la configuración:

41
Figura 21. Software de Comunicación RSlinx
8.3 INSTRUMENTACIÓN Para llevar a cabo dicho proyecto, fue necesario seleccionar la instrumentación que cumpliera con las características de los equipos que se usan, estas son:
• Elementos sensores que soporten valores de temperaturas a menos 0°C • Transmisores de temperatura que conviertan la señal de temperatura en
corriente y puedan ser llevados a un PLC. Transmisores de temperatura con comunicación hart para ser configurados y calibrados con gran facilidad. En futuras implementaciones se diseñara una red hart para así no calibrar en campo sino desde el laboratorio de Metrología
• Elementos sensores que den una buena precisión cuando miden ambiente
De acuerdo a lo anterior se escogieron, para medir temperatura en las cavas: Para sensar la temperatura de cada una de las cavas se selecciono Termo resistencias PT-100 que son las mas adecuadas para bajas temperaturas y poseen un transmisor que convierte la señal de temperatura en una señal de corriente de 4 a 20 ma.

42
Figura 22. PT- 100

43
Transmisor universal SITRANS TH300 con HART .
Figura 23. Transmisor de temperatura con comunicación Hart
• Aparato a dos hilos para 4 a 20 mA, HART • Montaje en el cabezal del sensor de temperatura • Entrada universal para casi todos los sensores de temperatura • Configurable por HART Beneficios
• Tamaño compacto • La fijación elástica y el agujero central permiten elegir el tipo de montaje
deseado • Aislamiento galvánico • Conectores de prueba para multímetros • LED de diagnóstico (verde/rojo) • Vigilancia de sensores Rotura de hilos y cortocircuito • Autovigilancia • Configuración actual guardada en el EEPROM • Funciones ampliadas de diagnóstico como puntero de arrastre, contador
de horas de funcionamiento etc. • Característica especial • Compatibilidad electromagnética según EN 61326 y NE21
El SITRANS TH300 se configura por HART. Esto es posible con un Handheld Communicator o, mucho más confortable, con un módem HART y el software de parametrización SIMATIC PDM. Durante este proceso se guardan los datos de configuración de forma permanente en la memoria no volátil (EEPROM). Tras correcta conexión de sensor y alimentación auxiliar, el transmisor emite una señal de salida que es lineal con la temperatura, y el LED de diagnóstico luce en color verde. En caso de cortocircuito o rotura de sensor, el LED luce en rojo y el error interno del aparato es señalizado por medio de la luz permanente roja. Los conectores de prueba permiten conectar en cualquier momento un amperímetro para controlar y verificar la plausibilidad del sistema. Ahora se puede leer la corriente de salida sin tener que interrumpir ni abrir el bucle de corriente.

44
El transmisor SITRANS TH300 puede utilizarse en todos los sectores industriales. Su tamaño compacto permite instalarlo en un cabezal tipo B (DIN 43729) o mayor. Su etapa de entrada universal permite conectar los siguientes tipos de sensores y fuentes de señales: • Termorresistencias (conexión a 2, 3 ó 4 hilos) • Termopares • Emisores de resistencia y fuentes de tensión continúa. La señal de salida es una corriente continua de 4 a 20 mA, equivalente a la característica del sensor e independiente de la carga, con la señal HART digital superpuesta. Los transmisores en versión con modo de protección "Seguridad intrínseca" pueden instalarse en áreas expuestas al riesgo de explosiones (Zona 0). También permiten realizar el modo de protección Ex n (Zona 2). Se ofrecen tipos con protección contra explosiones para Europa, EE.UU. y Canadá. 8.4 COMUNICACIÓN HART Para la calibración de los transmisores de temperatura siemens se utilizo el software Simatic PDM Lifelist que me permite configurar y calibrar el instrumento
SIMATIC PDM LifeList.lnk
Figura 24. Icono y Programa Simatic PDM

45
9. CONCLUSIONES • Un estudio previo del software a utilizar hizo más fácil tanto la programación como el diseño del SCADA, teniendo en cuenta también que a medida que se trabajaba con cada uno de ellos se avanzaba tanto en el desarrollo del proyecto como en el conocimiento propiamente del software. • La instrumentación industrial requerida, en este caso, transmisores de temperatura y termoresistencias, se seleccionó teniendo en cuenta los rangos de medida requeridos, la precisión y sensibilidad del instrumento, las normas sugeridas en la industria alimentaria y el ambiente al cual estarían expuestos. • Las ventajas de un sistema SCADA radican principalmente en el conocimiento y control de los datos que revelan los cambios en las distintas variables que intervienen en un determinado proceso, esto debido a que la obtención de dichos datos se capturan en forma remota y en tiempo real, lo cual permite mantener una supervisión más detallada y real de cómo se está ejecutando y comportando el proceso. • El trabajo con software perteneciente a una misma familia facilitó la integración del diseño gráfico en el RSView 32, la programación en el RSLogix 500 y la comunicación con el PLC a través del RSLinx. • Las normas a las cuales debe acogerse una empresa de alimentos deben estudiarse a fondo para poder acatarlas y no padecer las consecuencias que traería su desconocimiento, es por está razón que: la higiene, las buenas prácticas de manufactura (BPM); el análisis de los puntos críticos de control (HACCP); la seguridad, inocuidad, limpieza y orden (SILO), el uso adecuado del equipo de protección personal (EPP); entre otros estamentos y requerimientos presentes en la industria alimentaria tienen como objetivo vigilar el cumplimiento de dichas normas ya que todas ellas junto a muchas otras buscan que el consumidor no sólo lleve a su casa productos de buena calidad sino también productos aptos para el consumo humano. • Se Utilizo el software Simatic PDM para la configuración y Calibración de los transmisores de temperatura Siemens TH 300. • Se acondicionaron las señales para tener una lectura real en la interfaz grafica.

46
10. BIBLIOGRAFÍA
• Lewis. R.W. (1997). Programming industrial control systems using PLC’s
• Michel, Gilles. D.L. (1990). Autómatas programables industriales
• Piedrahita Moreno, Ramón. (1999). Ingeniería de la automatización industrial
• Manual de programación para PLC Allen Bradley (Rockwell). [En línea] www.automatas.org
• Medición y control - Manual para instrumentación industria

47
11. DESCRIPCIÓN DE SEÑALES REQUERIDAS Las señales requeridas en este proyecto son todas análogas, provenientes de transmisores de temperatura siemens que se encargan de monitorear las temperaturas presentes en las cavas tanto de producto terminado como de transito.

48
12. ANEXOS 12.1 INFORMACIÓN TÉCNICA DEL PLC UTILIZADO Familia SLC 500 La familia SLC 500 es ideal para aplicaciones de control dedicado. Esta línea ofrece un amplio rango de elecciones en memoria, capacidad de E/S, conjunto de instrucciones, puertos de comunicación para diseñar un sistema de control y para requerimientos exigentes. La Familia SLC 500 tiene dos tipos de PLC: • PLC’s compactos SLC 500 • PLC’s modulares SLC 500 Los PLC`s compactos SLC 500 OFRECEN 20, 30 o 40 E/S digitales fijas en 24 diferentes versiones para soportar entradas de 24V dc o 120/240V ac y salidas tipo relay, triac o transistor. Los PLC’s modulares ofrecen flexibilidad en las E/S digitales en diferentes configuraciones para soportar entradas de 24V dc o 120/240V ac y salidas tipo relay, triac o transistor. Éste fue el tipo de PLC utilizado en la elaboración del proyecto al igual que el chasis, la fuente y los módulos 1746 que serán mencionados a continuación:
Figura 25. SLC 5/03
Estos PLC’s se diferencian de los procesadores por su capacidad de procesamiento dentro de los cuales están: • Procesador SLC 5/01 • Procesador SLC 5/02 • Procesador SLC 5/03 • Procesador SLC 5/04 • Procesador SLC 5/05

49
Los procesadores SLC 5/03, que son los que se utilizaron en el proyecto, tienen una memoria de programa de 8K ó 16K palabras. Soportan hasta 1024 entradas, más de 104 salidas y un tiempo de ejecución de bit de 0.44us.
Figura 26. CHASIS
El chasis permite albergar la CPU, la fuente de alimentación y los módulos de comunicación y de E/S diversos, asegurándolos mecánica y eléctricamente, y permitiendo la comunicación de los diversos módulos con la CPU a través del bus. El chasis puede ser local o remoto y es importante porque:
• El tamaño y montaje uniformes proporcionan la configuración “universal”. • Puede dejar ranuras vacías para expansión futura • Brazos de cableado extraíbles.
Los módulos SLC-500 requieren un chasis 1746. Estos chasis son locales cuando contienen una CPU de la familia SLC (por ejemplo: SLC5/03, SLC5/04, etc.).
Figura 27. Chasis para módulos SLC-500

50
El tamaño del chasis se escoge según la aplicación que se necesite así: CHASIS NUMERO DE RANURAS 1746-A4 4 1746-A7 7 1746-A10 10 1746-A13 13 Fuente del sistema 1746 Los sistemas 1746 requieren fuentes de alimentación rectificada que asegure su funcionamiento normal y seguro. Cuando se configura un sistema modular, debe tenerse una fuente de alimentación para cada chasis. Estas fuentes de alimentación proveen poder al procesador y a cada tarjeta de E/S.
Figura 28. Fuente de alimentación 1746
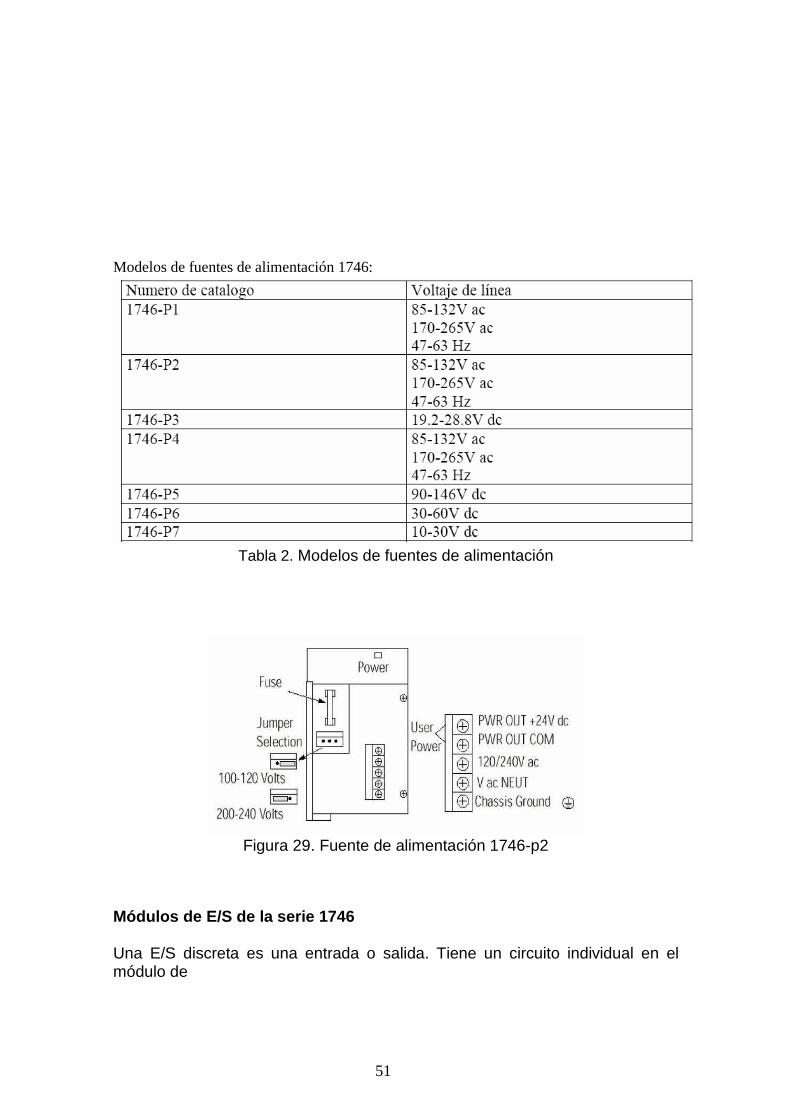
51
Modelos de fuentes de alimentación 1746:
Tabla 2. Modelos de fuentes de alimentación
Figura 29. Fuente de alimentación 1746-p2
Módulos de E/S de la serie 1746 Una E/S discreta es una entrada o salida. Tiene un circuito individual en el módulo de

52
E/S que corresponde directamente al bit o palabra de la tabla de datos que almacena el valor de la señal en ese circuito de E/S. Es compatible con controladores programables pequeños SLC 500 e incluye una gran variedad de módulos. Se usa un módulo adaptador Remote I/O para ser accesado por procesadores SLC y PLC. Pueden ser tipo: digital, analógico e inteligentes. Los módulos de E/S 1746 presentan las siguientes características generales:
• Plataforma de hardware compartida que hace conveniente la utilización de diversos módulos y permitir la expansión futura.
• Combinación de entradas y salidas en el mismo modulo digital y analógico provee capacidad de expansión sin sacrificar espacio o incrementar el costo.
• No es necesario desconectar el cableado para reemplazar módulos de 16 o más E/S.
• Los leds indicadores visualizan el estado de E/S para facilitar la
detección de fallas. • Los módulos E/S 1746 incluyen acoplamiento óptico y circuitos filtros
para la reducción de la señal de ruido. • Los módulos son utilizados en diferentes densidades (máximo de 32 E/S
por modulo), para mayor flexibilidad y resguardar los costos. • Variedad de rangos de interfaces de señal para sensores/actuadores en
ac y dc para una amplia variedad de aplicaciones.
a) Módulos E/S digitales
Una E/S digital es un circuito conmutable que tiene solo dos estados: activado y desactivado (lógica 1 y 0, verdadero y falso, presencia o ausencia de la misma). Así es posible tener:
• Entradas Digitales: Distingue estados ON/OFF, 1/0, abierto/cerrado. Soporta niveles de señal de: 5 VDC, 24 VDC, 110 VAC, 220 VAC.
• Salidas Digitales: Tipo ON/OFF, 0/1, abierto/cerrado. Las salidas son de tipo: Triacs, Transistor, Relay (DC, AC).
• Modulo Entradas Digitales – dc (Sink) Son módulos de entrada configurada eléctricamente con corriente directa (24V dc). Modulo Entradas Digitales – ac (220V ac) Son módulos de entrada configurada eléctricamente con corriente alterna (220V ac).

53
Modulo Entradas Digitales – ac (110V ac) Son módulos de entrada configurada eléctricamente con corriente alterna (110V ac). Modulo Salidas Digitales tipo Contacto Relay Son módulos de salida de tipo de contacto relay configurada eléctricamente para operar con corriente directa (por ejemplo 24V dc) y con corriente alterna (por ejemplo: 120Vac, 220V ac). b) Módulos Analógicos Una E/S analógica es un circuito en el que la señal puede variar continuamente entre límites especificados. El modulo convierte señales analógicas de entrada en valores binarios de 16 bits que se almacenan en la tabla de imagen de entrada del procesador SLC. El rango decimal, el número de bits significativos y la resolución del convertidor dependen del rango de entrada que utilice para el canal. c) Módulos Inteligentes Un modulo de E/S inteligente proporciona algún procesamiento de E/S para controlar algunos valores de salida directamente sin pasar a través del scan de programa. Un modulo de E/S inteligente puede tener circuitos de E/S digitales, circuitos de E/S analógicos, o ambos que también van en cualquier posición (slot) del chasis.














![Tutorial Rslogix 5000[1]](https://static.fdocuments.es/doc/165x107/5571fd2b497959916998901a/tutorial-rslogix-50001.jpg)


