MÁSTER UNIVERSITARIO EN INGENIERÍA AMBIENTAL PROYECTO...
77
Escuela Superior de Ingenieros MÁSTER UNIVERSITARIO EN INGENIERÍA AMBIENTAL PROYECTO FIN DE MÁSTER: NEUTRALIZACIÓN DE LAS AGUAS PROCEDENTES DE LOS BAÑOS DE DECAPADO DEL ACERO INOXIDABLE. Irene Téllez Almansa
Transcript of MÁSTER UNIVERSITARIO EN INGENIERÍA AMBIENTAL PROYECTO...

Escuela Superior de Ingenieros
MÁSTER UNIVERSITARIO EN INGENIERÍA
AMBIENTAL
PROYECTO FIN DE MÁSTER:
NEUTRALIZACIÓN DE LAS AGUAS
PROCEDENTES DE LOS BAÑOS DE
DECAPADO DEL ACERO INOXIDABLE.
Irene Téllez Almansa

ÍNDICE:
1. Introducción y objetivos………………………………………………………………………..pág. 1
2. Bases de Diseño…………………………………………………………………………………….pág. 2
2.1. El acero inoxidable……………………………………………………………………..pág. 2
2.2. Proceso Productivo…………………………………………………………………….pág. 4
2.3. El Decapado……………………………………………………………………………..pág. 23
2.4. Aspectos medioambientales del proceso de decapado de Acero
Inoxidable………………………………………………………………………………..pág. 27
2.5. Posibles minimizaciones y recuperación de ácidos……………………pág. 28
3. Planta de Neutralización……………………………………………………………………..pág. 32
3.1. Esquema de tratamiento de la Planta de Neutralización…………..pág. 34
3.2. Origen de las Aguas Contaminadas que necesitan tratamientos.pág. 37
3.3. Caracterización de los efluentes de entrada y objetivos del efluente de
salida………………………………………………………………………………………..pág. 42
3.4. Otros aspectos a considerar………………………………………………………pág. 43
3.5. Datos de Diseño y Cálculos……………………………………………………….pág. 44
3.6. Otras características de los equipos………………………………………….pág. 66
4. Bibliografía
1
1. Introducción y objetivos.
Este proyecto está basado en una empresa que se dedica a la fabricación de
acero inoxidable, tiene dos objetivos muy claros: uno industrial, centrado en el
decapado del acero inoxidable, y otro medioambiental, debido al papel que juegan los
ácidos en los procesos de tratamientos de aguas industriales. El tratamiento que se
realizara en esas aguas ácidas es uno de los principales objetivos de la gestión de la
empresa y el tratamiento de las aguas antes de verterla al mar.
El proceso productivo abarca desde la entrada de la materia prima y auxiliar
hasta la salida del producto acabado. En el proceso de fabricación, es muy importante
el proceso de decapado, ya que consigue que adquiera las propiedades específicas
para que ese acero sea inoxidable. Este proceso está descrito detalladamente en el
proyecto y aparecen descritos los puntos críticos medioambientales que se dan a nivel
de agua. El decapado es un proceso complejo que tiene necesidad de actuaciones
medioambientales, para poder minimizar los impactos.
Las aguas ácidas que proceden del decapado, no pueden ser directamente
vertidas, y deben tenerse en cuenta los valores límites que le corresponden, el proceso
productivo a nivel siderúrgico y la localización geográfica. Todos estos condicionantes
definen la Autorización Ambiental Integrada de la empresa.
El tratamiento de estas aguas ácidas provenientes del decapado, puede tener
dos posibilidades, uno en la Planta de Recuperación de Ácidos y en el caso que no se
puedan recuperar, la alternativa es la Planta de Neutralización es el caso práctico que
se le va a hacer a este tipo de aguas.
Estos tratamientos de recuperación y neutralización de ácidos son explicados
detalladamente en el proyecto. En el caso de la Recuperación de Ácidos, se presentan
las mejores técnicas disponibles a través de las dos plantas de tratamiento existentes.
En el caso de la Neutralización, su planta de tratamiento será el método de
minimización siguiente en el caso de que la recuperación de ácidos no sea efectiva y el

2
objetivo de este proyecto. La meta final del proyecto es el Dimensionado de una Planta
de Neutralización en un caso práctico en la empresa de fabricación de producto plano
de acero inoxidable.
2. Bases de Diseño.
Como ya se ha comentado el proyecto tiene dos enfoques, y uno de ellos, el
industrial es el que permite entender el enfoque medioambiental. Por eso en primer
lugar se desarrolla una explicación detallada de la fabricación del acero, para centrar
en él, el proceso de decapado y sus impactos ambientales. El acero inoxidable es un
producto presente en una amplia variedad de aplicaciones, tales como la construcción,
el menaje, automoción, electrodomésticos o decoración. De ahí la importancia de este
proceso productivo a nivel siderúrgico, por su resistencia a la corrosión, sus
propiedades higiénicas y estéticas, hacen del acero inoxidable un material atractivo,
para satisfacer diferentes tipos de demanda, como es en la industria médica.
El proceso integral de fabricación de acero inoxidable, comprende tres
unidades de producción: Acería, Laminación en Caliente y Laminación en Frío.
2.1. El Acero Inoxidable.
El acero inoxidable es una aleación de Cromo e Hierro, o Cromo, Hierro y Níquel
en el caso de los Austenítico. Para que un acero pueda ser considerado inoxidable, su
contenido en cromo debe ser superior al 11%.
Los principales elementos de aleación de los aceros inoxidables son:
- Carbono (C): se obtiene principalmente de la chatarra de acero al
carbono y demás materias primas.
- Cromo (Cr): se obtiene principalmente de la chatarra de inoxidable, de
ferrocromo de carga, de ferrosilicio y de ferrocromo bajo en Carbono.

3
- Níquel (Ni): se obtiene principalmente a partir de la chatarra de
inoxidables, de ferroníquel, del sinteróxido de níquel y del níquel puro.
Otros elementos aleantes son el molibdeno, para aumentar la resistencia a la
corrosión en medios agresivos, el Titanio, para estabilizar al Carbono, el Nitrógeno, que
controla el tamaño del grano, el Niobio, el Vanadio, Silicio, Manganeso o Fósforo. Se
adjunta a continuación unas Tablas con los principales tipos de aceros, atendiendo a la
composición química, según las normas estadounidenses y europeas.
Tabla 1: Tipos de Aceros según Norma AISI (USA):
Estructura
Tipo de
acero Composición Química
AISI C Si Mn Cr Ni Mo Ti
Austenítica 301 0,08 <1,0 <2,0 17 7 - -
304 <0,08 <0,75 <2,0 18 8 - -
304L <0,03 <0,75 <2,0 18 9 - -
316 <0,07 <0,75 <2,0 16,5 11 2,0 -
316L <0,03 <0,75 <2,0 16,5 11 2,0 -
316Ti <0,07 <0,75 <2,0 16,5 11 2,0 -
321 <0,07 <0,75 <2,0 17 9 - 5x%C
310 <0,07 <0,75 <2,0 24 19 - 5x%C
Ferrítica 410S <0,08 <1,0 <1,0 12 - - -
409 <0,08 <1,0 <1,0 11
430 <0,10 <0,75 <1,0 16 - - -
430Ti <0,08 <1,0 <1,0 16 - 0,9 7x%C
434 <0,07 <1,0 <1,0 16 - 0,9 -
Martensítica 420 0,28 <1,0 <1,0 12,5
430
0,08 <0,5 <1,0 12 - - - 410

4
Tabla 2: Tipos de Aceros según Norma EN (Europa).
2.2. Proceso Productivo del Acero.
El acero inoxidable es una aleación de Cromo, Hierro, Carbono y Níquel. Existen
tres familias principales en cuanto a su composición: los ferríticos (sin Níquel),
austeníticos y los martensíticos (propiedades compartidas entre los ferríticos y los
austeníticos). Para que un acero pueda ser considerado inoxidable, su contenido en
Cromo debe ser superior al 11%.
La empresa se dedica a la fabricación del producto plano de acero inoxidable y
para ello cuenta con tres unidades fundamentales de producción:
Estructura Tipo de acero Composición Química
EN C Mn Cr Ni Mo Ti
Austenítica 1,4301X5 CrNi 18-10 <0,08 <2,0 18,5 8 - -
1,4307X5 CrNi 18-9 <0,03 <2,0 18,5 9 - -
1,4401X5 CrNi Mo
17,12,2 <0,07 <2,0 17 11 2,0 -
1,4404X2 CrNi Mo
17,12,2 <0,03 <2,0 17 11 2,0 -
1,4571X6 CrNi MoTi
17,12,2 <0,07 <2,0 17 11 2,0 5x%C
Ferritica 1,400x6Cr13 <0,08 <1,0 12 - - -
1,4016x6Cr17 <0,08 <1,0 11
Martensítica 1,4021x20Cr13 0,28 <1,0 12,5 - - -
1,4016x6Cr17
0,08 <1,0
17,5
- - - 1,4006x12Cr13 12,5

5
1. Acería
2. Laminación en Caliente
3. Laminación en Frío.
1. Acería (Figura 1).
Figura 1: Diagrama del proceso productivo de Acería.
La planta de Acería dispuesta de los siguientes equipos y líneas:
- 3 hornos eléctricos de arco, de los cuales solo se utilizan el horno 2 y el horno
3, el 1 se deja como reserva.
- 2 convertidores AOD (descarburación por oxigeno-argón).
- Colada continua de desbastes.
- Colada continua de palanquillas.
- Línea de esmerilado.
La chatarra es la materia prima base de la producción del acero inoxidable (Ver
foto 1), junto a las ferroaleaciones. El proceso comienza con la carga de estas materias
primas en las cestas del horno, un ordenador de proceso calcula la carga más
económica para cada tipo de acero. La fusión se realiza en el horno eléctrico, cerrado
por la bóveda. A lo largo del proceso se añaden distintas cantidades de otras
sustancias como ferrosilicio, cal, etc.… para conseguir una correcta reducción de los
elementos oxidados y un índice de basicidad adecuado, que dé lugar a un rendimiento
metálico óptimo en cada colada.

6
Foto 1: Chatarra.
Cada uno de los tres hornos eléctricos contiene tres electrodos (Ver foto 2)
entre los que se forma un arco eléctrico, que libera alta temperatura y provoca la
fusión de la chatarra. En el propio horno eléctrico se añade el resto de materias primas
(ferroaleaciones, cal,…) para conseguir la composición deseada en forma de acero
líquido. Tras tapar el horno, se bajan los electrodos y se hace saltar el arco hasta fundir
los materiales cargados. Casi siempre se hacen dos cargas, una primera fundición de la
primera carga, cuando queda más volumen disponible se vuelve a adicionar una
segunda carga. El tiempo entre coladas (en inglés tap to tap) se establece entre 70 y
110 minutos.
Foto 2: Horno eléctrico.
La metalurgia del Horno eléctrico consiste en la reducción de los elementos
oxidados que componen el inoxidable. Esta reducción se realiza, principalmente,

7
adicionando ferrosilicio en exceso, para asegurar la completa reducción de todos los
elementos. Las reacciones son:
CrO3 + Si SiO2 + Cr
MnO + Si SiO2 + Mn
FeO + Si SiO2 + Fe
Dado que la sílice (SiO2) es ácida, se adiciona cal (CaO) para que el índice de
basicidad sea:
IB= CaO/SiO2 =1.5
Con este valor se consigue que haya la mínima cantidad de Cr2O3 en la escoria.
Una vez fundido el material hay que eliminar la escoria que se ha formado en la
superficie durante la fusión (Ver Foto 3), este desescoriado se lleva a una planta de
tratamiento para poder recuperar los materiales metálicos que lleva esa escoria.
Foto 3: Desescoriado.
El acero líquido después del desescoriado, se transporta en cucharas al
convertidor AOD, donde se efectúa el proceso de afino del acero, es decir, el ajuste
exacto de los distintos elementos (Ver foto 4). Se pueden distinguir cuatro fases dentro

8
del proceso: la descarburación, la reducción de óxidos metálicos, el ajuste composición
y finalmente la desulfuración.
El método de descarburación en la AOD, se basa en la reducción de la presión
parcial del monóxido de carbono formado durante la oxidación del carbono, insuflando
en el acero una mezcla de oxígeno con un gas inerte, argón o nitrógeno a través de las
toberas situadas en un lateral de la vasija, que descarbura el baño de acero sin
ocasionar importante oxidación metálica.
Al disminuir la presión parcial del monóxido de carbono, se oxida
preferentemente el carbono, por lo que el cromo queda protegido. De este modo se
puede decir que la reacción principal de la AOD es:
C + 1/2 O2 CO
La desulfuración tiene como objetivo disminuir la cantidad de azufre, y se
consigue con la adición de cal y espato flúor. Aquí se homogeniza la temperatura del
acero.
Foto 4: Convertidor AOD.
El sistema AOD permite recuperar todo el cromo, desulfurar el acero por
debajo del 0,005% y reducir el contenido de hidrógeno y nitrógeno, de tal modo que se

9
puedan emplear ferroaleaciones altas en carbono con la consiguiente ventaja
económica que ello supone.
El acero líquido que sale de la AOD y mediante soplado de argón se consigue
homogeneizar la temperatura. Se traslada hacia la colada continua mediante una
cuchara a la máquina de colada continua, donde el acero solidifica. Puede ser Colada
Continua Desbastes o de Palanquilla.
La Colada Continua de Desbastes se dedica a colar desbastes de 200mm de
espesor y anchos base de 1000, 1200 y 1500 mm, con una longitud de 12 m.
La Colada Continua es un proceso siderúrgico en el que el acero líquido se
vierte directamente en un molde de fondo desplazante, cuya sección transversal tiene
la forma geométrica del semiproducto que se desea fabricar, ya sea desbaste o
palanquilla. Se llama “continua” porque el semiproducto sale sin interrupción de la
máquina hasta que la cuchara ha vaciado todo el acero líquido que contiene. Los
chorros de colada de cuchara artesa y de artesa molde, están protegidos con argón de
la oxidación mediante un tubo de protección. Cuando el semiproducto abandona la
Colada Continua, se corta a las longitudes previstas y se traslada a los lugares de
almacenamiento o a los hornos de calentamiento para su laminación posterior en
producto terminado.
Colada continua desbastes: Para que la colada sea continua, la cuchara de
colada continua se coloca tras el proceso de soplado en un soporte que gira sobre eje
vertical, permitiendo así cambiar rápidamente una cuchara vacía por una llena y de
este modo no se interrumpe el vaciado sobre la maquina. El cierre de corredera en la
cuchara de colada permite el paso de la colada al Tundish a través del tubo LS. Este
tubo es de material refractario e impide el contacto de la colada con el aire. Tiene un
sistema dotado con un sensor de paso de escoria que permite detectar si la cuchara
está vacía y se tiene que cambiar por otra. El Tundish es una bañera de material
refractario donde se recepciona y da forma al acero a través de la Buza a la Lingotera,
esta tiene una longitud de 70cm. El flujo que pasa por la Buza es regulado por el
10
Stopper que está gobernado por un sistema de medición de nivel que evita cambios
bruscos en el flujo que producirán atrapes de escoria y defectos. La Lingotera es de
cobre revestida de níquel y es el elemento más importante en el proceso de
solidificación. La forma de solidificación combina una mesa vibratoria de forma
sinusoidal y una adición de Polvos de colada (Escoria Sintética) que al fundirse forma
una fina película superficial que evita que el acero se adhiera a la lingotera al
solidificarse.
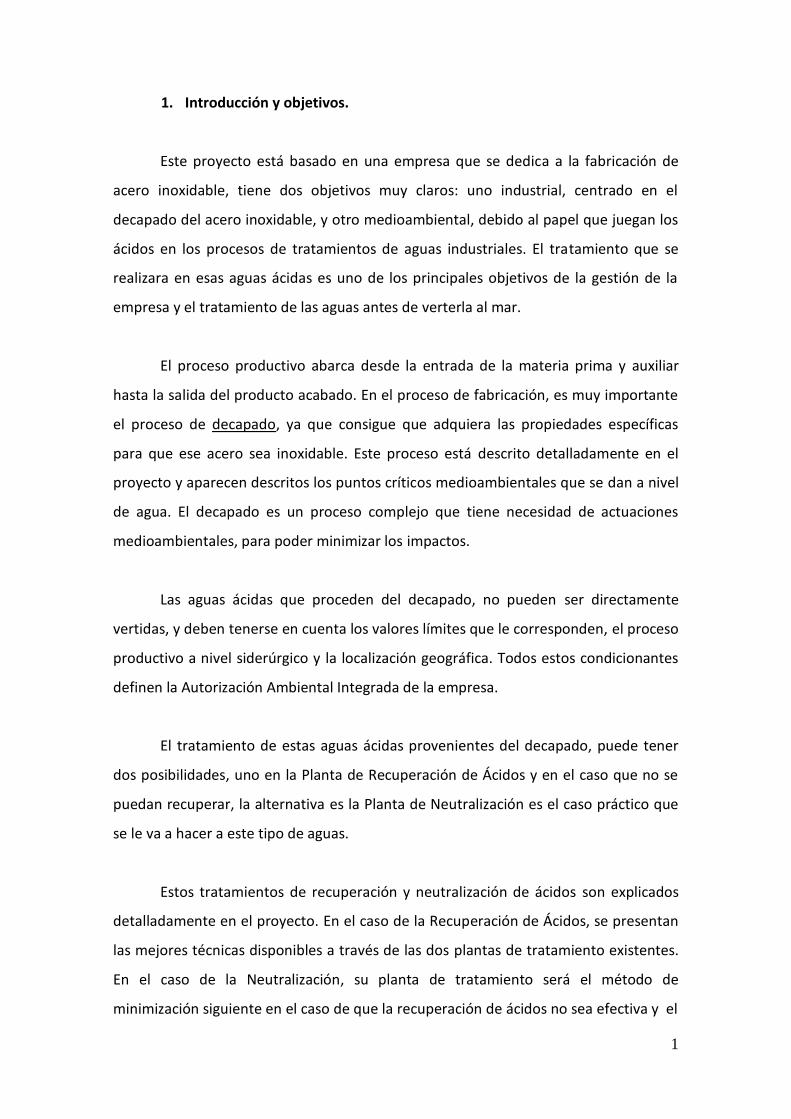
El enfriamiento del desbaste progresa dentro de la máquina mediante duchas de
agua. La velocidad de salida del desbaste solidificado es aproximadamente de un
metro por minuto. (Ver Foto 5)
Foto 5: Colada Continua Desbaste.
La tecnología actual (formulación de los polvos de colada, frecuencia y amplitud
de oscilación de la mesa, etc.) ha permitido obtener una superficie de desbaste tan
limpia que permite que las dos terceras partes de la producción no requieran
esmerilado.
Colada continua palanquilla: La colada continua tiene el mismo proceso de
producción que el desbaste, la diferencia que tiene con el desbaste es que el acero
líquido se distribuye en cuatro líneas de colada, en el que los moldes son más
estrechos. (Ver foto 6)

11
Foto 6: Colada palanquilla.
2. Laminación en Caliente.
El Horno de Precalentamiento de la línea de la Laminación en Caliente se
abastece de los desbastes de colada continua. Esta a continuación de las líneas de
coladas, pero no todo el desbaste va directamente al horno de precalentamiento,
suelen almacenarse en el parque de almacenamiento de desbastes y ya de ahí irán
entrando en el Horno de Precalentamiento. El combustible utilizado es gas natural.
Esquema del proceso productivo de Laminación en Caliente en la figura 2.
Figura 2: Diagrama del proceso productivo en Laminación en Caliente
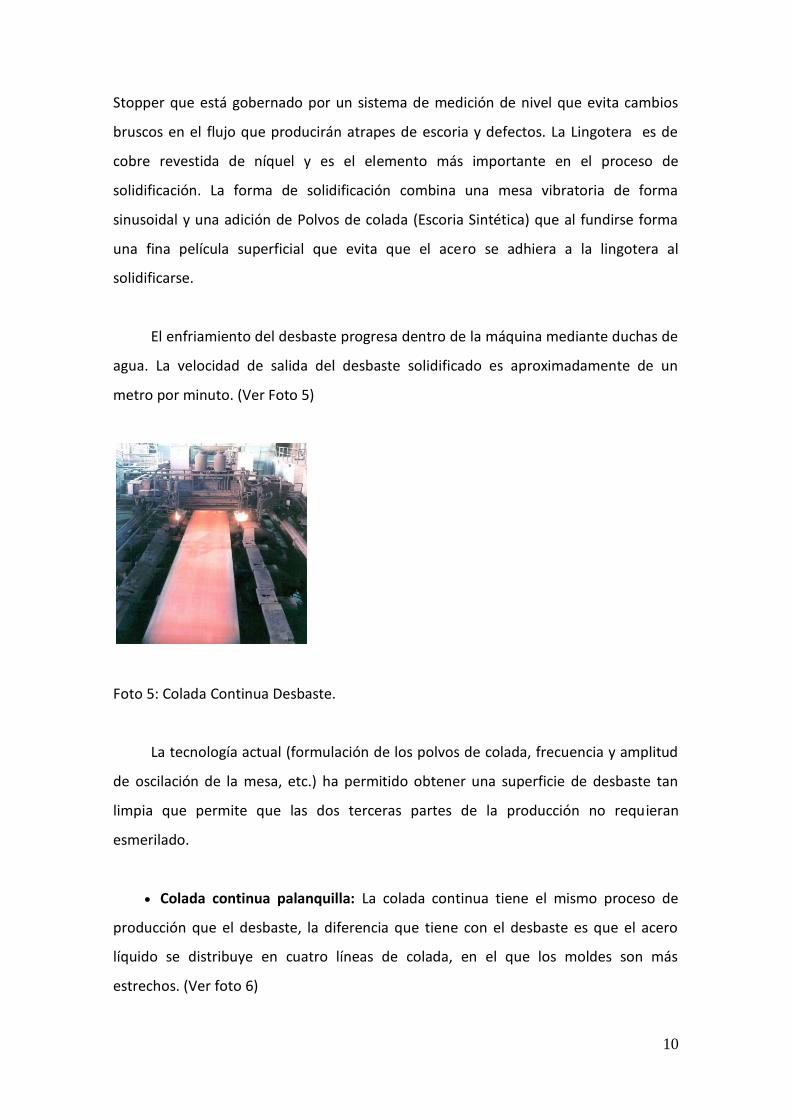
- Horno de precalentamiento: Se trata de un horno de solera galopante donde se
distinguen tres zonas de calentamiento; precalentamiento (400-500°C), calentamiento
(1250-1280°C) y homogenización, alcanzándose la temperatura de laminación (entre
1250 y 1280°C), dependiendo del tipo de acero. Una vez los desbastes alcanzan la
12
temperatura adecuada, salen del horno por el lado opuesto del horno, pasando al tren
de laminación. La calidad del producto final requiere un elevado control de la
temperatura, de la atmósfera del horno (que debe ser reductora para evitar la
formación de cascarilla) y de los tiempos de permanencia. (Ver foto 7).
Foto 7: horno de precalentamiento
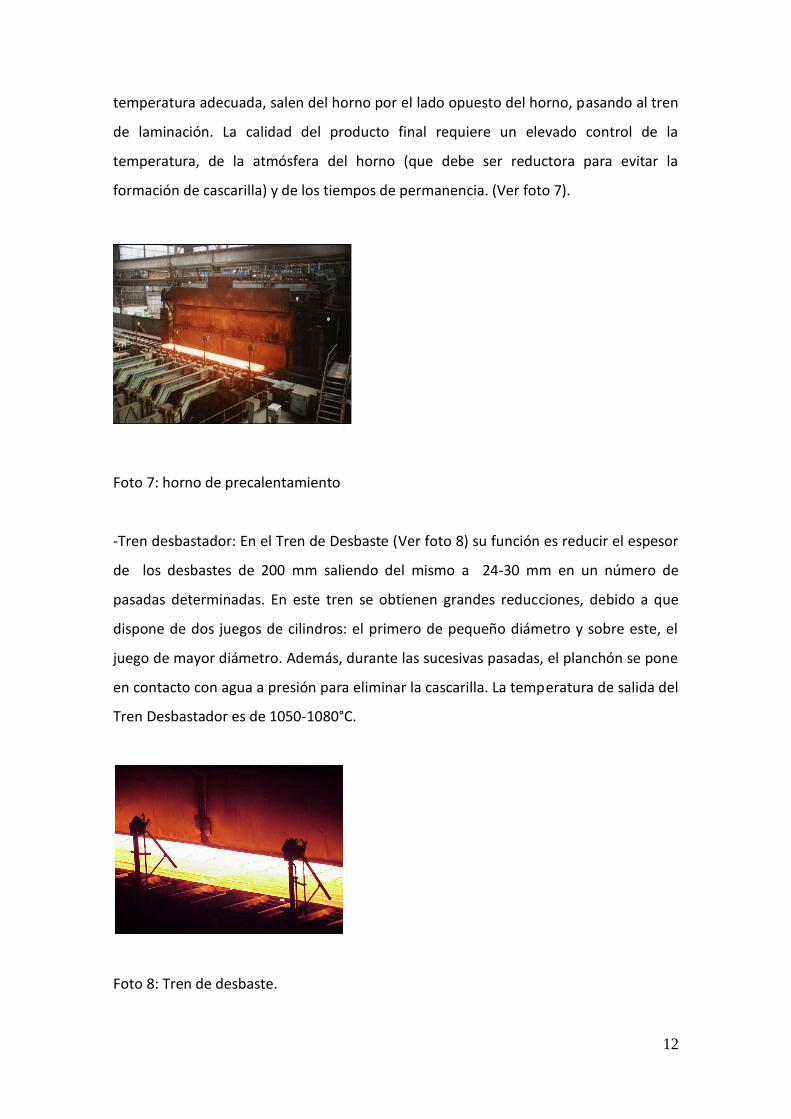
-Tren desbastador: En el Tren de Desbaste (Ver foto 8) su función es reducir el espesor
de los desbastes de 200 mm saliendo del mismo a 24-30 mm en un número de
pasadas determinadas. En este tren se obtienen grandes reducciones, debido a que
dispone de dos juegos de cilindros: el primero de pequeño diámetro y sobre este, el
juego de mayor diámetro. Además, durante las sucesivas pasadas, el planchón se pone
en contacto con agua a presión para eliminar la cascarilla. La temperatura de salida del
Tren Desbastador es de 1050-1080°C.
Foto 8: Tren de desbaste.

13
-Tren Acabador o Steckel: Las planchas pasan a un Tren Acabador o Steckel (Ver foto
9), donde se reducen las bobinas en el rango entre 2 a 10 mm, con un peso de bobina
de 32 Tm. Es un tren reversible, y para llegar al espesor final deseado, se realizan
varias pasadas, que permite conseguir un acabado de gran calidad. Dado que la
temperatura (900-950°C) y de la temperatura deseada de bobinado (800°) de
laminación es de gran importancia para las propiedades de la chapa, el Tren Steckel
dispone de furnace coilers (dos bobinadoras dentro del horno) tienen dos hornos para
el mantenimiento de la temperatura de laminación. De Laminación en Caliente pueden
obtenerse dos productos: la bobina negra y el chapón (Plates). Otras propiedades que
es necesario controlar para conseguir una buena calidad de las bandas que se
laminarán en frío son la uniformidad en el espesor, el perfil, la planicidad y el acabado
superficial de la banda.
Foto 9: Tren acabador Steckel.
-Bobinadora: Tras ser laminado el desbaste, y desde el Tren Steckel, la banda entra con
la bobinadora, y se obtiene la bobina negra.
-Taller de Chapas (Taller de Plates):
Definición Plates o Chapa gruesa: chapa de 10-50 mm de espesor. La banda sale del
Tren Steckel el material no entra en la bobinadora sino que se corta y se lleva al taller
de Plates en donde tras un proceso de recocido y decapado (tanto mecánico como
químico) se corta inspecciona y embala.

14
3. Laminación en Frío. (Figura 3)
Figura 3: Diagrama de Laminación en Frío.
Finalmente en Laminación en Frío, las bobinas laminadas en Caliente pasan al
taller de Laminación en Frío, donde se procesan en las líneas productivas a través de
tratamientos térmicos, decapado, temple y corte adquiriendo el espesor, calidad y
formato requeridos en el mercado. Las bobinas en caliente son de espesor
comprendido entre 2,5 y 8,5 mm y los espesores finales de las bobinas laminadas en
Frío varían entre 0,25 y 6 mm. Para los aceros inoxidables el proceso de Laminación en
Frío es más complejo que para los aceros al carbono, y esquemáticamente consta de
las siguientes etapas:
1- Recocido y decapado caliente: Tras la Laminación en Caliente es necesario
realizar un tratamiento térmico (en hornos campana o continuos según el
tipo de acero) y seguido de decapado (mediante una mezcla de acido nítrico
y fluorhídrico, precedido de granallado).
2- Laminación en trenes Sendzimir: Se produce una reducción del espesor
llegando hasta el margen 0.25-6 mm, en los Sendzimir.

15
3- Recocido y decapado frío y/o Recocido brillante: Tras la Laminación en Frío
se procede al recocido en continuo en hornos de atmosfera oxidante,
seguido de decapados con ácidos y sales.
Hay un proceso alternativo tras la salida de Laminación en Frío en los ZMs, es
posible realizar el recocido en continuo en atmósfera inerte de N2 e H2, procedentes de
la disociación de NH3.
1- Recocido y decapado en caliente.
La gran deformación sufrida por el material laminado caliente, provoca la
rotura de su estructura interna, ocasionando la aparición de un estado de tensiones,
que da lugar a una elevada dureza y a falta de homogeneidad en las propiedades del
material. Es necesario, por tanto, regenerar la estructura y conseguir obtener las
propiedades deseadas; en el acero inoxidable esto se consigue mediante tratamiento
térmico de recocido.
En el recocido se pretende regenerar la estructura deformada y disolver los
carburos (principalmente cromo) formados en el enfriamiento lento tras la Laminación
en Caliente. Esto se consigue por mantenimiento a temperatura subcrítica durante
demasiado espacio de tiempo y por enfriamiento rápido desde esa temperatura
ambiente.
En el tratamiento del recocido de los materiales en caliente hay que diferenciar
los tipos de aceros austeníticos de los tipos ferríticos y martensíticos. En el caso de los
austeníticos se trata de alcanzar la temperatura de recocido (1050 °C), y a
continuación provocar un enfriamientos los suficientemente rápido como para
conseguir estabilizar la austenita de la estructura. Esta operación se realiza en un
horno de recocido continuo, aunque también se podría por recocido directo. Para los
tipos ferríticos y martensíticos, las condiciones de recocido de la bobina caliente son
fundamentalmente distintas a las del austeníticos. Para conseguir la regeneración de la
estructura, se necesita un tiempo elevado de mantenimiento a la temperatura de

16
recocido (800°C). Además, el enfriamiento debe ser lento, ya que con ello se consigue
la total transformación en ferrita y, en consecuencia, la no aparición de la martensita,
perjudicial para el proceso posterior y para las propiedades del material. Este proceso
no puede realizarse en un Horno continuo, teniendo que hacerse en Horno tipo
campana o por medio recocido directo, en el caso de los ferríticos.
Una vez realizado el recocido de la bobina laminada en caliente, se realiza el
decapado de la misma al objeto de eliminar la cascarilla formada en el proceso de
laminación así como la posteriormente formada en el proceso de recocido.
Dentro del proceso de Laminación en Frío hay dos líneas para el recocido y
decapado, la AP-2 y la P-4 recocido y para ellos se somete el material a un tratamiento
térmico manteniendo la temperatura subcrítica para luego enfriarlo rápidamente. El
tratamiento de recocido es distinto para los diferentes tipos de aceros: en el caso de
austeníticos el proceso es continuo, siendo discontinuo para los ferríticos y
martensíticos.
Después de la Laminación en Caliente es necesario realizar un tratamiento
térmico para conseguir homogeneidad superficial que se ha podido perder en el
laminado en Caliente. En el caso de AP-2 es continuo y en la línea P-4 es discontinuo a
través de hornos campanas. A continuación, se somete el material a un decapado
mecánico llamado granallado, en el que el material es golpeado en su superficie por la
granalla, consiguiendo la retirada de la cascarilla formada en el recocido previo. Le
seguirá un decapado químico, a través de un baño de ácidos nítrico y fluorhídrico,
consiguiendo la eliminación de la cascarilla. Con el decapado se consigue el efecto de
pasividad: formación de una película relativamente inerte, sobre la superficie de un
material (frecuentemente un metal), que lo enmascara en contra de la acción de
agentes externos, determinando la resistencia a la corrosión de los mismos.
17
Laminación en Frío ZM´s
Antes de realizar la Laminación en Frío propiamente dicha, hay que preparar las
bobinas de acero inoxidable para conseguir el máximo rendimiento posible y la mejor
calidad superficial. Con la soldadura se consigue unir las colas de servicio para
aumentar la superficie efectiva laminada y con el esmerilado, se pulen aquellas
bobinas que presentan defectos superficiales. Tras este acondicionamiento, las
bobinas se laminan en frío en los Trenes Sendzimir. Estos están formados por 20
cilindros, los cuales entran en contacto con la banda. Estos cilindros se apoyan unos en
otros consiguiendo así un efecto de estirado bajo tensión. Los trenes Sendzimir
presentan una reducción mínima para el material procesado. Acerinox cuenta con 6 de
estos equipos. Esta reducción mínima es del 30% para los aceros austeníticos y del 40%
para los ferríticos y martensíticos.
Recocido y decapado en frío y/o Recocido en Brillante
El material fuertemente deformado tras el proceso de Laminación en Frío, no
posee una estructura interna ordenada por agrupaciones de granos; éstos se
encuentran rotos y la estructura está formada por bandas orientadas en sentido de la
deformación. Esta estructura implica la aparición de tensiones internas y de
propiedades mecánicas no deseadas en la mayor parte de las aplicaciones.
Con objeto de regenerar la estructura y conseguir la aparición y crecimiento de
los granos, se realiza de tratamiento térmico de recocido de los materiales laminados
en frío. Se conseguirá la homogeneidad en la calidad deseada según haya sido la
laminación anterior.
Existen dos líneas para este proceso, las AP-1 y AP-3 se realiza el recocido en
estas líneas para restituir la estructura metalúrgica final requerida. Este último
recocido es similar para los distintos tipos de acero, realizándose en hornos de tipo
continuo. Al igual que en el caso de recocido caliente, en las líneas de recocido frío,

18
tras el tratamiento de recocido se realiza un decapado químico de las bandas para
eliminar la cascarilla producida en el recocido.
A diferencia del recocido de la bobina en caliente, no existen en este caso
diferencias de proceso entre el recocido de los materiales austeníticos y el recocido
ferríticos y martensíticos laminados en frío, en cuanto a que son líneas de recocido y
decapado.
Líneas BA´s
Otra posibilidad de recocido frío es el Recocido Brillante (BA).En la empresa
existen dos líneas de recocido brillante, la BA-2 y la BA-3. Es una alternativa de
recocido que radica en la utilización de un horno de atmósfera reductora de nitrógeno
e hidrógeno, formada por disociación de amoniaco. Al no existir oxígeno no hay
formación de cascarilla y por tanto se evita someter a la banda un decapado posterior,
de tal manera que se puede alcanzar el acabado especular final característico de este
tipo de acero.
El horno combina dos etapas, una primera etapa de calentamiento de mufla cuyo
combustible empleado es el gas natural, la siguiente etapa es el calentamiento de la
banda a través de un horno de resistencias eléctricas por su alta productividad,
aprovechando al máximo el contenido de los gases con la disposición vertical del horno
y conseguir una mayor longitud de calentamiento efectivo en el menor espacio
posible.
Es importante señalar, que no es el recocido el que da el acabado brillante, sino
que esté acabado se obtiene en el proceso de laminación, donde los cilindros de
trabajo Sendzimir, con una rugosidad mínima, le confieren a la banda el brillo típico de
este acabado.
19
Finalmente, las bobinas laminadas en Frío se envían al Taller de Acabados, donde
se dan las especificaciones para el suministro. Este taller se compone de las siguientes
líneas:
1- Líneas temple superficial, que provocan un alargamiento del material
(inferior al 3%) para mejorar la planicidad de la banda, la homogeneidad del
grano y un mejor brillo superficial.
2- Líneas de corte transversal, para obtener el material en chapas.
3- Líneas de corte longitudinal, para obtener flejes de una anchura
predeterminada.
En el taller de banda estrecha se encuentran las líneas de cizalla y enderezadora
de pletinas, líneas de corte longitudinal y transversal, línea de esmerilado (chapa a
chapa) y línea de plastificado.
Las condiciones adecuadas para la expedición final del producto se consiguen en
la línea de embalado, y posterior transporte, donde se mantiene la calidad del
producto.
Tipos de productos:
De todo este proceso se obtienen diferentes productos. En el caso de una
instalación dedicada a la fabricación de producto plano de acero inoxidable, y teniendo
en cuenta la norma UNE-EN 10079, que contiene todas las definiciones de los
productos de acero, se puede distinguir:
A) Los Productos brutos.
Teniendo en cuenta que el acero en estado líquido es en sí un producto bruto,
los demás son:

20
- Los lingotes planos; de sección rectangular. Cuando su sección es
particularmente alargada se le llama Desbastes, de lo que luego se obtienen
chapas y bobinas.
B) Los Semielaborados.
Estos productos se obtienen partiendo de productos brutos mediante
operaciones de Laminación en caliente de lingotes o bien directamente de la colada
continua.
Estos semielaborados son por lo general la fase inicial para obtener los
productos acabados, pero a veces pueden ser considerados productos acabados en sí
mismos. En el caso de la instalación descrita, serían productos semielaborados
rectangulares, como los desbastes y las palanquillas rectangulares, los chapones (Taller
de Plates).
C) Los productos laminados planos.
Son los cuantitativamente mayores entre los aceros inoxidables y pueden
obtenerse mediante la Laminación Caliente y Frío.
Las chapas laminadas en caliente, tienen por lo general espesores variables
entre 3mm y 40 mm con anchura de hasta 3000 mm y longitudes de entre valores
inferiores a 2000 hasta incluso 12.000 mm.
Las bobinas laminadas en caliente son aquellos productos, que tras la última
pasada final de laminación, se enrollan en espiral para formar una bobina. A su vez, se
subdividen en flejes, si su anchura no supera los 600 mm, y bobinas si superan los 600
mm de anchura.
Las chapas y bobinas laminadas en frío se obtienen laminando en frío bobinas
ya laminadas en caliente, para obtener, por reducciones sucesivas de espesor,

21
intercaladas por tratamientos de recocido, productos de pequeño espesor. Por lo
general, el espesor máximo ronda los 3 mm, mientras que le mínimo llega a valores de
unas pocas décimas de milímetro.

22
Tabla tipos de Acabados en Aceros Inoxidables
Abreviatura Tipo de Ruta de Proceso
Acabado
Superficial
Laminado
en
Caliente
1U
Laminado en caliente, no
tratado térmicamente, no
descascarillado
Cubierto con
cascarilla de
laminación
1C
Laminado en caliente, tratado
térmicamente, no
descascarillado
Cubierto con
cascarilla
1E
Laminado en caliente, tratado
térmicamente, descascarillado
mecánico Sin cascarilla
1D
Laminado en caliente, tratado
térmicamente, decapado Sin cascarilla
Laminado
en Frío
2H
Endurecido por deformación en
Frío Brillante
2C
Laminado en Frío, tratado
térmicamente, no
descascarillado
Liso, con cascarilla
del tratamiento
térmico
2E
Laminado en Frío, tratado
térmicamente, descascarillado
mecánico Rugoso y mate
2D
Laminado en Frío, tratado
térmicamente, decapado Liso
2B
Laminado en Frío, tratado
térmicamente, decapado y Skin
pass Más liso que 2D
2R
Laminado en Frío, tratado
térmicamente, no
descascarillado
Liso, Brillante y
reflectante
23
2.3. El Decapado:
A.-Introducción:
El proceso del decapado tiene un único fin y es la eliminación de los óxidos que
cubren la superficie metálica, dejándola limpia y así dejar al desnudo el metal. Dejando
una superficie limpia, libre de cascarilla, se permite la Laminación en Frío y que
continúe el proceso.
A lo largo del proceso productivo, sobre el acero se forman distintas capas:
Cuando se calienta el acero para restablecer las propiedades metálicas, se crea
una Cascarilla, que es una capa externa formada por óxidos (Fe2 O3, Fe3O4). Además, a
un nivel más interno, se forman las llamadas Espinelas, que son óxidos de cromo, de
manganeso, de níquel… Existe también una capa empobrecida en cromo, que por
tanto no posee carácter de inoxidable, y que debe ser eliminada.
El Decapado surge de la necesidad de eliminar estas capas de óxidos que
anularían el carácter de inoxidable en el acero.
El Decapado sería la eliminación de una fina capa de metal de la superficie del
acero. Se suelen emplear mezcla de ácidos nítricos y fluorhídricos para el decapado de
los aceros inoxidables. Es el proceso por el que se eliminan la Capa Externa de óxidos,
las Espinelas y Capa pobre de Cromo, cuyo fin es la limpieza de la superficie del acero.
2Q
Laminado en Frío, tratado
térmicamente, no
descascarillado Sin Cascarilla.

24
El resultado del Decapado es el material neto, es decir, el acero inoxidable, en
cuya superficie se encuentra una película más o menos estable, dependiendo del
medio en el que quede expuesto. El pasivado se suele producir de modo espontáneo la
superficie de los aceros inoxidables, como consecuencia del proceso de fabricación.
Esa película que se ha generado recibe el nombre de “película pasiva” y la propiedad
de estabilidad que otorga, recibe el nombre de “pasividad”. El elemento fundamental
en la pasivación es el cromo, y de los óxidos que forme dependerá ese carácter
inoxidable.
Para conseguir la Pasividad, se puede simplemente llevar a cabo el proceso de
Decapado, o bien, como se hace en otras industrias, poner el acero en contacto con
un ácido oxidante, como por Ej. Ácido nítrico o peróxido de hidrógeno disuelto al 5 %.
B.-Composición de los baños de Decapado:
El Decapado del acero inoxidable raramente emplea un tratamiento simple,
usando una solución simple. En la mayoría de los casos se lleva a cabo en un sistema
de reactores que forman una línea de recocido y decapado (del inglés, Anhealing and
Pickling Line). Esta línea de decapado tiene la función de eliminar la cascarilla y dejar el
metal libre a partir de reactivos y reactores.
Hay diferentes tipos de línea de recocido y decapado según los tipos de aceros
(ferríticos, austeníticos, martensíticos…). Se adapta cada proceso al tipo de acero y
depende de la concentración de ácidos, tiempo de inmersión, temperatura,…etc.

25
Para resumir se puede decir que el decapado puede dar lugar a muchas
combinaciones de tratamientos, pero en el caso de esta empresa la tendencia es del
decapado con baños ácidos. Se van a distinguir dos formas, dependiendo de la
naturaleza de la Banda que se decapa:
Decapado de Banda Negra: procedente de la Laminación en Caliente.
Decapado de Banda Blanca: aquélla que procede de los trenes de
Laminación en Frío ZM (Sendzimir).
El Decapado de Banda Negra. Es denominado Decapado Caliente y comprende dos
fases:
1º Proceso mecánico: se realiza mediante el granallado.
2º Proceso químico: se a través de un baño de ácidos mezclas, son los ácidos
nítricos y fluorhídricos en las siguientes concentraciones:
- 150 g/L de HNO3
- 10-50 g/L de FH
Con una temperatura de 55-60°C, el tiempo va a depender de la velocidad de la
Línea en cuestión aunque como mínimo se necesita un minuto y medio de inmersión
dependiendo tanto de las propiedades químicas y físicas del hacer en cuestión.
El Decapado de Banda Blanca. Es denominado Decapado Frío. Ya se ha comentado que
la Banda Blanca es aquélla que procede de los ZM, y por tanto es una banda dura que
necesita un tratamiento térmico.
Esta Banda, una vez ha salido de los ZM, puede seguir dos caminos diferentes:
- Tratamiento en atmósfera, No Oxidante BA
- Tratamiento en atmósfera oxidante AP

26
Líneas BA
Cuando la Banda sale del ZM, pasa a Líneas BA. Por tratarse de un ambiente no
oxidante, no se forman óxidos, y por tanto no hay Decapado, tan solo Recocido.
Tras pasar por BA, se lleva Skinpass para darle brillo. El acabado BA presenta
una rugosidad mínima, y es conocido como “Acabado espejo”.
Líneas AP
Las líneas AP es el Decapado Frío el proceso es el siguiente:
- Baños de sales oxidantes fundidas.
- Se pasa por Sulfúrico, es barato y elimina los restos de Alcali que trae del baño.
- Decapado:
Si es Austenítico, se utiliza el Ácido Mezcla:
o 100 g/L HNO3
o 15-20 g/L FH
Si es Ferrítico, se utiliza Ácido nítrico electrolítico. Existe una relación
proporcional entre densidad de corriente eléctrica, tiempo de electrolisis en
condiciones del 5-10% HNO3 en agua, y a una temperatura de líquido 55°C.
Los parámetros que influyen en el Decapado:
- % ácidos
- Temperatura
- Agitación
- Tipo de Acero

27
- Tiempo de formación de cascarilla. Cuanto mayor sea este
tiempo, más fácil es retirar la cascarilla.
2.4. Aspectos Medioambientales en el Decapado de los aceros inoxidables.
En materia de Medio Ambiente, dentro del decapado de pueden destacar
aspectos importantes en todos los medios; a nivel de agua por vertidos ácidos, en aire
por vapores ácidos o en residuo por partículas metálicas…etc.
Este proyecto sus principales objetivos son: Aguas y el control de los baños de
decapado. En el proceso de decapado, los aceros inoxidables son sometidos al ataque
del HNO3 y FH, tal como ya se ha comentado, y como resultado se obtienen vapores
ácidos y compuestos metálicos de acero disueltos. El ácido nítrico actúa como oxidante
y da lugar a las distintas formas de NOx, tal como NO ó NO2. Por otro lado, el ácido
fluorhídrico, que actúa como complejante, da lugar a distintos compuestos FnFen, que
son todos solubles excepto el F3Fe que precipita.
Para llevar a cabo el Control de los baños, se necesita un Analizador en
continuo sobre esa solución ácida de Decapado. El objetivo es mantener en todo
momento la concentración adecuada para decapar la banda de acero en el Tanque de
Decapado. En este tanque de Decapado, es donde la banda se pone en contacto con el
ácido mezcla, mientras que existe un Tanque de Recirculación, donde se van haciendo
ajustes continuos de la concentración exacta para poder decapar. El analizador, que
trabaja en continuo, determina el agotamiento de la solución de decapado.
Se dice que un baño está agotado cuando la concentración del metal en la
mezcla que está decapando es mayor a 50-60 g/L. entonces se inhibe la reacción del
decapado. Es en este momento cuando debe llevarse a cabo esa purga de volumen
determinado, desde el Tanque de Decapado. Y de modo simultáneo, deberá realizarse
el ajuste de concentraciones ácidos/metal, en el Tanque de recirculación, para que el
proceso de decapado se siga haciendo en las condiciones fijadas, puesto que ese
Tanque de recirculación alimenta al Tanque de Decapado.
28
Periódicamente, por tanto, se dan unas purgas en el Tanque de Decapado, y
unos ajustes de concentraciones, en el Tanque de Recirculación.
Las purgas de ácidos y metales disueltos, que es necesario evacuar del Tanque
de Decapado, para que el proceso no se vea afectado, deben ser tratadas, y aquí
puede darse un doble destino. Debe decidirse, si se envía a recuperar el contenido
ácido de las mismas, o bien se neutraliza. Esta decisión siempre dependerá de la
capacidad de las plantas en donde se traten estos volúmenes, así como el propio
volumen y de su naturaleza.
A continuación se describen brevemente las plantas donde se lleva a cabo la
recuperación de los ácidos, para centrarnos posteriormente en el diseño de la Planta
de Neutralización.
2.5. Posibles minimizaciones y Recuperación de ácidos:
Las aguas provenientes del Decapado pueden llevar un doble destino, a las
Plantas de Recuperación de Ácidos o al caso práctico de la Planta de Neutralización.
En la fábrica existen dos tipos de Plantas de Recuperación de Ácidos: una de
ellas capaz de recuperar tanto ácidos libre (FH) como ácidos combinados con metales,
por Pirólisis, y la otra por un Sistema de Retardo, que únicamente puede recuperar
ácidos libres.
Plantas de Recuperación de Ácidos:
- La planta que trabaja a través de Pirólisis se conoce como la Pyromars (en inglés
Pyrolitical mixed Acid Recovery System), se encarga de la recuperación de los ácidos
agotados de la Línea de Recocido y Decapado AP-2. El proceso Pyromars consiste en
recuperar el ácido fluorhídrico y nítrico en forma de ácidos mixtos, y metales en forma
de óxidos. El proceso de la Planta de Recuperación comienza con el envío de ácido
29
decapante al Venturi donde se produce el intercambio de calor con la corriente de
salida de los gases calientes generados en el reactor. De esta forma se enfrían los gases
del reactor y el ácido decapante es calentado y preconcentrado.
Desde el Venturi, el ácido es enviado a un sistema de inyección situado en la
parte superior del Reactor desde donde el ácido el rociado mediante sprays.
Produciéndose por medio de un equipo de combustión, se realiza una oxidación que
separa los gases ácidos puros de las partículas de polvo óxidos metálicos. Alcanzan
temperatura de 330°C aproximadamente.
H2O (l) H2O (g)
FnFen + H2O (l) HF (g) + FexOy(s)
HNO3 (l) HNO3 (g) NOX
Los gases ácidos prácticamente limpios salen del reactor hacia el Separador de
Polvo, donde por centrifugación, las partículas de polvo de óxido son separadas del
gas. Por otro lado, los gases ácidos limpios, quedan libres en el separador de Polvo, son
conducidos hacia el Venturi. En este sistema, se da una Transferencia de calor, en
forma de calor latente de evaporación, y una transferencia de materia, en partículas y
otros compuestos de distinta solubilidad. Ya salen a una temperatura de 92° C.
De aquí van a las columnas de condensado, donde los ácidos recuperados se
condensan por enfriamiento, y se da una disolución o absorción por el relleno de las
columnas. Son recirculados a la línea de decapado, a una temperatura de 74 ° C.
Los posibles gases ácidos no absorbidos en las columnas de condensado, son
transportados a un Lavador de Gases, donde se adiciona sosa. El efluente de salida es
enviado a la Planta de Neutralización. Las diferentes purgas y derrames de ácidos,
tanto de toda la planta como el cubeto del tanque, son recogidos en los fosos que
luego irán redireccionados estas aguas ácidas para ser neutralizadas.

30
Los gases resultantes de todo proceso son enviados a una Torre de Reducción
Catalítica Selectiva (SCR). Para abatir los NOx, mediante reacción con amoniaco, dando
N2. Posteriormente liberado a la atmósfera.
NOx + NH3 350°C N2
Figura 4: Planta de Recuperación de Ácidos (Pyromars)
- La otra planta de recuperación de ácidos, se lleva a cabo en las Plantas de
Recuperación de Ácidos Libre, conocida como Scanacon, en la que Acerinox cuenta con
tres: I; II; III. Este sistema se basa en el retardo, es una mezcla de ácidos y sales de
metales a su paso por un lecho de resina. La resina adsorbe los ácidos libres mientras
que deja pasar los ácidos complejados con metal. Los ácidos adsorbidos por la resina,
se envían de vuelta al tanque de decapado para su reutilización y los ácidos
complejados con metales se envían a la Planta de Neutralización.

31
La unidad Scanacon tiene posee un sistema de prefiltrado para impedir que
penetren las partículas grandes en el lecho de resina. Son filtros de membrana e
hidrociclones. También dispone de un analizador que analiza la concentración de
ácidos libres y de sales disueltas de metales. A partir de los resultados, el analizador
calcula de forma automática la cantidad de ácido que hace falta para que el baño de
decapado adopte las condiciones adecuadas para cada calidad de acero.
La unidad Scanacon funciona de forma automática por ciclos que se repiten
continuamente. En cada ciclo tiene lugar dos fases principales, “flujo de ácido” y “flujo
de agua”.
El flujo de ácido se inicia con el regreso del agua embebida en el lecho de resina
al depósito de agua, denominado “Desalojamiento de agua”. A continuación se
produce un “Flujo de neutralización” en el que se envía los desechos de la Planta de
Neutralización.
El flujo de agua se inicia con el regreso del ácido embebido en el lecho al
depósito de ácido, denominado “Desalojamiento de ácido”. A continuación se produce
“Flujo de ácido regenerado” en el que se envía el ácido de regreso al tanque de
almacenamiento del ácido regenerado, utilizándose posteriormente en el decapado.

32
Figura 5: Planta de Recuperación de Ácidos Libres. (Scanacon)
3. Descripción de la Planta de Neutralización.
Ya analizadas las dos opciones de recuperación de ácidos, nos centraremos en
la Planta de Neutralización objetivo del proyecto, para estudiar el tratamiento por el
cual estas aguas ácidas se conseguirán hacer neutras y ser vertidas al mar, se diseña
como un método de minimización.
Se ha comentado que el proceso del decapado resulta en un consumo de
ácidos y un aumento de la concentración de sales de metal, se considera el
agotamiento de los ácidos, y por tanto, la purga de ácido debe realizarse en el Tanque
de Decapado. Esta purga puede ser neutralizada.
La Planta de Neutralización su diseño es la neutralización de las aguas ácidas,
en la planta se mezclarán las purgas de alta concentración de ácido pero de bajo
volumen del los Tanque de Decapado, con las aguas de lavado de las Líneas de
Decapado, que presentan una baja concentración de ácidos, pero un volumen
considerable. Las aguas ácidas entrarán en contacto con un agente neutralizante, el
33
hidróxido sódico (Ca (OH)2) y con corrientes alcalinas provenientes de los otros
procesos de depuración, como las aguas alcalinas del lavado de gases de la Laminación
en Frío.
Con este tratamiento se generará un efluente neutro no perjudicial para el
medio ambiente y un fango que deberá ser gestionado.
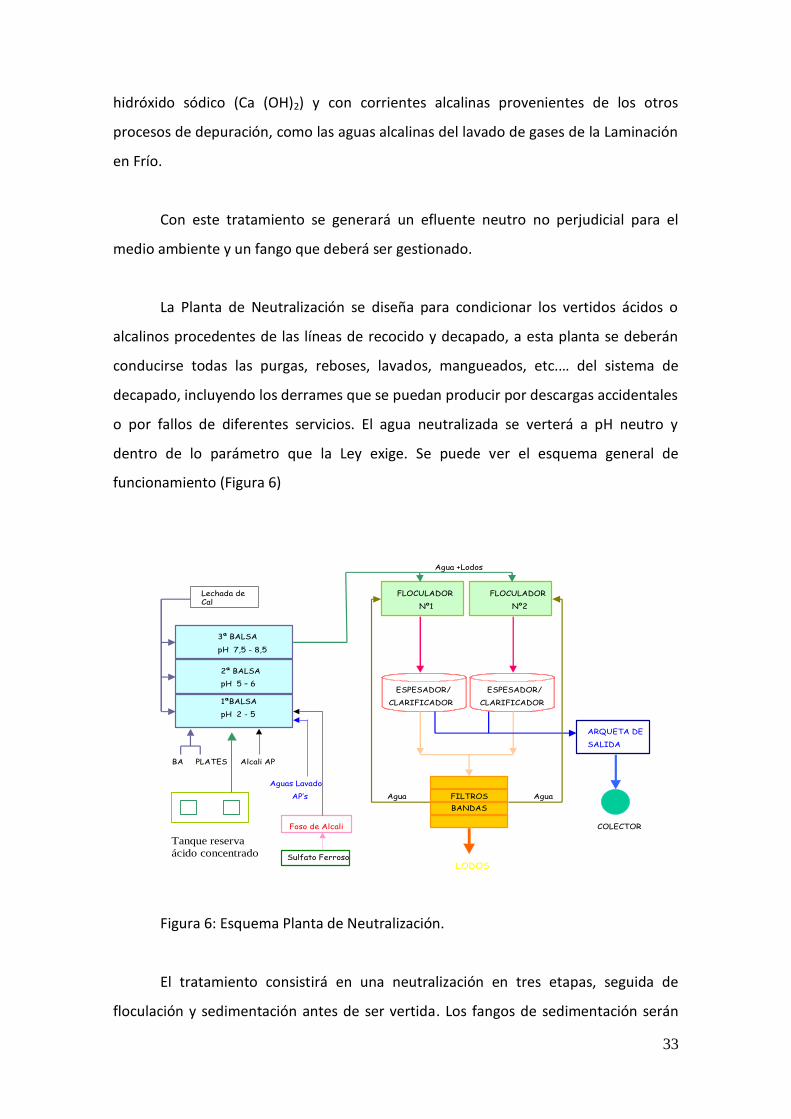
La Planta de Neutralización se diseña para condicionar los vertidos ácidos o
alcalinos procedentes de las líneas de recocido y decapado, a esta planta se deberán
conducirse todas las purgas, reboses, lavados, mangueados, etc.… del sistema de
decapado, incluyendo los derrames que se puedan producir por descargas accidentales
o por fallos de diferentes servicios. El agua neutralizada se verterá a pH neutro y
dentro de lo parámetro que la Ley exige. Se puede ver el esquema general de
funcionamiento (Figura 6)
3ª BALSA
pH 7,5 - 8,5
2ª BALSA
pH 5 – 6
1ªBALSA
pH 2 - 5
Lechada deCal
ARQUETA DE
SALIDA
ESPESADOR/
CLARIFICADOR
ESPESADOR/
CLARIFICADOR
FILTROS
BANDAS
FLOCULADOR
Nº1
FLOCULADOR
Nº2
COLECTOR
BA PLATES
Foso de Alcali
Sulfato Ferroso
Aguas Lavado
AP’s
Alcali AP
Agua
Agua +Lodos
Agua
LODOS
Tanque reserva
ácido concentrado
Figura 6: Esquema Planta de Neutralización.
El tratamiento consistirá en una neutralización en tres etapas, seguida de
floculación y sedimentación antes de ser vertida. Los fangos de sedimentación serán

34
tratados mediante una línea de filtros de banda, para su deshidratación y posterior
retirada fuera de fábrica. Con la deshidratación, se obtendrá una torta cuyo porcentaje
de humedad es menos del 67%. Estos lodos de la deshidratación de la Planta de
Neutralización se catalogarán como inertes.
Lo fundamental en este proceso además de la neutralización es la precipitación
formación de distintos compuestos como consecuencia de la adición de cal, irán
variando el pH en las aguas, precipitarán y será necesaria una separación por
decantación.
Por otra parte, las aguas alcalinas, se someterán a un proceso de oxidación
reducción con sulfato ferroso con el fin de reducir el cromo hexavalente a trivalente y
que precipitará al ajustar el pH posteriormente.
3.1. Esquema de Tratamiento de la Planta de Neutralización:
El tratamiento consistirá en primer lugar en el paso por tres balsas de
regulación de pH. A continuación, y una vez que se consiga el pH neutro, se pasa por
un proceso de floculación y sedimentación. Del proceso, se obtendrá un efluente
neutro y libre de sólidos en suspensión, y unos fangos que serán tratados en Filtros
Banda.
Previo a las Balsas, hay un Foso de Alcali que recibe aportaciones de pH básico
que necesitan un tratamiento de reducción del CrVI. Consiste en un equipo medidor de
potencial redox que detecta en continuo grado de reacción y éste actúa sobre una
válvula automática de dosificación de sulfato ferroso (FeSO4). La reacción que se da es
la siguiente:
CrO42- + 3Fe 2+ + 8 H + Cr3+ + 3 Fe3+ + 4 H2 O
Queda manifiesto que la reacción del álcali con la cascarilla del metal
procesado origina CrO42-, que es eliminado mediante la adición del sulfato ferroso.

35
El vertido total de aguas ácidas llegará a la primera balsa por medio de tuberías
independientes, procedentes de las distintas líneas de proceso. En esta balsa
comenzará con la adición de la lechada de cal, incrementando el pH hasta 5. La
segunda Balsa alcanzará en sus aguas un pH que ya supera ese valor y puede llegar 7, y
en la tercera, finalmente a 7,5- 8,5, de manera que esas aguas podrán continuar el
proceso. Así, las reacciones que se darán en estas Balsas podrían resumirse:
2 FH + Ca (OH)2 F2 Ca + 2 H2 O
2 HNO3 + Ca (OH)2 (NO3)2 Ca + 2 H2 O
SO4 H2 + Ca (OH)2 SO4 Ca + 2H2 O
2 Cr3+ + 3 Ca (OH)2 2 Cr (OH)3 + 3 Ca 2+
2 Fe3+ + 3 Ca (OH)2 2Fe (OH)3 + 3 Ca 2+
Ni2+ + Ca (OH)2 2 Ni (OH)2 + Ca 2+
A la hora de elegir el agente neutralizante, normalmente se plantea la elección
entre la Sosa y el Hidróxido Cálcico. Ambos son muy efectivos en procesos de
neutralización, en este caso la elección será del Hidróxido Cálcico. Mediante este
compuesto, se permite la formación de Fluoruro Cálcico, compuesto que precipita
fácilmente. De esta forma, se evita verter Fluoruros en el efluente. Si se utilizara Sosa
para neutralizar, se formaría fluoruro sódico, que al ser muy soluble, no precipitaría e
iría en el vertido. Por estas razones, y tal como se ha explicado, el agente
neutralizante que se utilizará es Hidróxido Cálcico, y se adicionará en forma de
lechada de cal. La solubilidad de la cal en agua a 10° C es de 1.131 g/L, aumentando a
medida que aumenta la temperatura. Esta es una de las razones por la que se tendrán
que preparar lechada de cal en el proceso. A la hora de elegir el agente neutralizante,
cal, cabe destacar la relevancia de la presencia o ausencia de Óxido de Magnesio. En el
caso de la Neutralización, es preferible que el Hidróxido cálcico no vaya acompañado
de dicho óxido en su composición, pues si bien es válido como aporte de la alcalinidad
total, su hidratación es sumamente lenta comparada a la del óxido cálcico, y de ahí que
su reactividad sea más lenta, especialmente en el momento que llegara a la segunda
balsa, en la que el pH estará por encima de 5. Otro problema añadido es que el óxido
36
de magnesio no se suspende en la lechada en agitación dentro de las cubas de
dilución, sino que decanta en el fondo y será un riesgo ya que pueden atascar los
orificios de salida de las mismas, así como dañar las membranas de goma de las
válvulas neumáticas de aportación de lechada de las balsas.
La dilución de Hidróxido Cálcico se realizará en grandes cubas dosificándose
automáticamente a través de aparatos reguladores de pH, según límites de pH
exigidos.
La carga en las cubas de dilución podrá hacerse automáticamente desde los
silos de cal, por medio de dosificadores alveolares, o bien por descarga manual de
sacos en las tolvas de los agitadores. La carga de los silos es neumática mediante
camiones.
El líquido neutralizado se impulsará hasta el Floculador. Se añadirá el
polielectrolito como floculante. Éste se diluirá en dos cubas, con capacidad de 2 horas
a caudal máximo, será suministrado por medio de bombas dosificadoras.
La Floculación será muy necesaria para que sedimenten aquellos productos de
la Neutralización que por tratarse de finas partículas quedasen en suspensión, pero
principalmente se destinará para la aglomeración y precipitación de los sólidos en
suspensión, que en su mayor parte lo comunicará el color característico del agua.
Desde el Floculador, el agua pasará al Clarificador, donde se separará una
fracción sólida de otra líquida. Dándose una decantación por gravedad de los flóculos
formados. En este tanque será necesario un tiempo de retención alto, como se verá en
los cálculos, para conseguir un efluente convenientemente clarificado. Si hubiera óxido
de magnesio entre los sólidos, aquí se presentaría otro problema pues durante el
tiempo de sedimentación, iría evolucionando hacia la alcalinidad, pudiendo llevar el pH
fuera de rango. El agua se dirigirá por conducción a la arqueta de salida. Por otro lado,
los Fangos del decantador, serán enviados mediante válvula automática a un
Espesador que trabaja por gravedad, y desde éste, por medio de bombas especiales,
37
serán impulsados a un sistema de Filtros Banda para su deshidratación. Se obtendrá
una torta transportable, con un porcentaje de humedad inferior al 67%. El agua de
lavado de las telas del filtro será enviada de nuevo al Floculador.
3.2. Origen de las aguas contaminadas que necesitan tratamiento:
Las aguas, por tanto que llegarán a esta Planta, serán por un lado las aguas
consideradas “agotadas”; es decir, serán aquellas purgas ácidas que contengan una
concentración de metales tal que no les permite decapar de nuevo en las Líneas APs.
Representarán un volumen mínimo, pero una concentración en ácido muy elevada.
Además recibirá las aguas de lavado, de alto caudal pero baja concentración en ácidos.
Y por otro lado habrá también un aporte de aguas alcalinas que contienen además CrVI.
Se puede decir que las aguas a tratar en la Planta de Neutralización procederán
de:
- Líneas de Recocido y decapado, caliente y frío:
Purgas del tanque del Decapado.
Aguas de Lavado.
- Decapado del Taller de Plates.
- Líneas de Recocido Brillante BAs.
- Foso de Alcali de las APs. En este foso de Alcali, se lleva a cabo una reacción
fundamental, pues el CrVI se pondrá en contacto con el sulfato ferroso, y
pasa a CrIII precipitando, y sin conllevar ningún peligro.
En este proyecto se presentará el diseño del dimensionado de una Planta de
Neutralización para una fábrica de producción de producto plano de acero inoxidable,
que cuenta con una Línea de Decapado Caliente u otra de Decapado en Frío.
Hay que aclarar que este tipo de fábrica de estas condiciones trabaja 24 horas
al día, todos los días de año, por lo que se tendrá un funcionamiento en continuo.
38
Para el cálculo de los caudales de las distintas corrientes presentadas, se
atenderá por tanto a las referencias de este tipo de fábrica de acero inoxidable. Nos
centraremos en este proyecto en las aguas de decapado de la Laminación en Frío, pues
supondrá el aporte principal de esta planta, y del que dependerá el funcionamiento de
la misma.
Los aportes por tanto, pueden presentarse como la Purga ácida del Tanque de
Decapado y Aguas ácidas de Lavado de las APs.
1º- Producción en la Laminación en Frío.
A tener en cuenta esta producción, pues es en estas líneas donde ocurre el
proceso de decapado. De la producción de estas líneas resultará el funcionamiento de
la planta que neutraliza sus efluentes.
La capacidad de producción:
- AP Caliente: 20.000 Tm/mes
- AP Fría: 10.000 Tm/mes.
Todo material decapado sufrirá una pérdida de peso, que podrá ser registrada,
se considerará el material disuelto. En el campo de la fabricación del producto plano se
podrá cuantificar estas pérdidas de material como:
a) Para AP Caliente: pérdida de peso del 0,6%, en que se puede saber esa pérdida,
un 0,2% en la cámara de enfriamiento, 0,2 % en granallado y el 0,2% en
decapado (Pickling Loss), siendo este último porcentaje, conocido como
“Pickling Loss”, la única fracción disuelta de ese 0,6%.
Por tanto, como metales disuelto, por toneladas de acero producidos al mes
serán los siguientes:

39
0.2 Tm de material disuelto 100 Tm de acero.
0.2 Tm de material disuelto / 100 Tm de acero = 0.002 Tm material disuelto por cada
Tm de acero.
0.002 Tm = 2 Kg metal disuelto / Tm de acero, luego hay 2 kg de material disuelto por
cada Tonelada de acero producido. Por tanto el metal disuelto del mes se puede saber
a partir de la producción mensual:
2 kg de material disuelto/Tm de acero x 20.000 Tm de acero/mes = 40.000 kg de metal
disuelto/mes.
b) Para AP Fría: la pérdida de peso es de 0,05%, por tanto como metales disueltos
por Tm de acero serán:
0.05 Tm de material disuelto 100 Tm de acero.
0.05 Tm de material disuelto /100 Tm de acero = 0.0005 Tm material disuelto/Tm de
acero.
0.0005 Tm = 0.5 kg metal disuelto / Tm acero, hay 0.5 kg de material disuelto por cada
tonelada de acero, según la capacidad de producción de AP Fría y sabiendo la
producción mensual podemos saber también en este caso la cantidad de metal
disuelto:
0.5 kg metal disuelto / Tm acero x 10.000 Tm/mes = 5.000 kg metal disuelto/mes.
2º Volumen a purgar.
Se dice que un baño se está agotando cuando la concentración del metal en la
mezcla que está decapando es mayor a 50-60 g/l o 50 kg/m3. Luego en las APs:
-AP Caliente:
(40.000 kg metal disuelto · 1m3)/ 50 kg = 800 m3/ mes
40
- AP Fría:
(5.000 kg metal disuelto · 1m3)/ 50 kg = 100 m3/ mes
3º Forma de salir los ácidos.
a) Pérdidas por arrastre:
Las pérdidas producidas por los baños de ácidos en el decapado químico son
inevitables, es el ácido que saldría junto con la banda de acero que acaba de ser
decapada, tanto para AP Caliente como para AP Fría, se considera un porcentaje igual
al 20 %.
En las aguas de Lavado, el ácido se diluye a razón 1:75, resultado en:
- Aguas de Lavado de AP Caliente.
(800 m3· 20%)/100% =160 m3
Y considerando la dilución, se tiene,
(160 m3· 75)/1 =12.000 m3
Este es el caudal que se registra para un mes, por tanto a la hora sería:
(12.000 m3· 1h)/720h =16 m3
- Aguas de lavado de AP Frío:
(100 m3· 20%)/100% =20 m3

41
Y considerando la dilución, se tiene,
(20 m3· 75)/1 =1.500 m3
El caudal se registra para un mes, a la hora quedará:
(1500 m3· 1h)/720h= 2 m3
Luego, las pérdidas por arrastre, supondrán un 20 %, serían en el caso de AP
Caliente un caudal 16 m3/h, y en al AP Fría 2 m3/h.
b) Ácido.
Supone el 80 % del caudal, es el ácido tal cual.
·AP Caliente.
(800 m3· 80%)/100% =640 m3/mes
A la hora:
(640 m3/ mes)· mes)/720 h = 0.88 m3/h.
·AP Fría.
(100 m3· 80%) /100% =80 m3/mes
A la hora:
(80 m3/ mes) · mes /720 h = 0.11 m3/h.
Luego este caudal, supone un total de 1 m3/h aproximadamente.
42
Estos caudales serán difíciles de calcular en la entrada a la Planta, ya que a las
Balsas, llegarán por distintas conducciones y resultará imposible cuantificar con
completa exactitud, para ellos se presentarán estas estimaciones, desde esos valores
de referencia, consideradas como las oportunas y relevantes. En cuanto al resto de
corrientes entrantes, no van a ser consideradas en el dimensionado. El proyecto se
centra en el proceso de decapado, y sus aguas de proceso. No obstante, se darán datos
sobre esas corrientes.
Para el control de los contaminantes en las corrientes de entradas se deberá
tener en cuenta en primer lugar la Legislación vigente y a los límites que esta impone,
se establece una Autorización de vertido, para cada unos de los límites establecidos
para cada uno de los parámetros contaminantes. La industria deberá adaptar sus
procesos de forma que esté siempre por debajo de dichos límites. A continuación, se
presenta la caracterización de los efluentes de entrada y salida para estos
contaminantes.
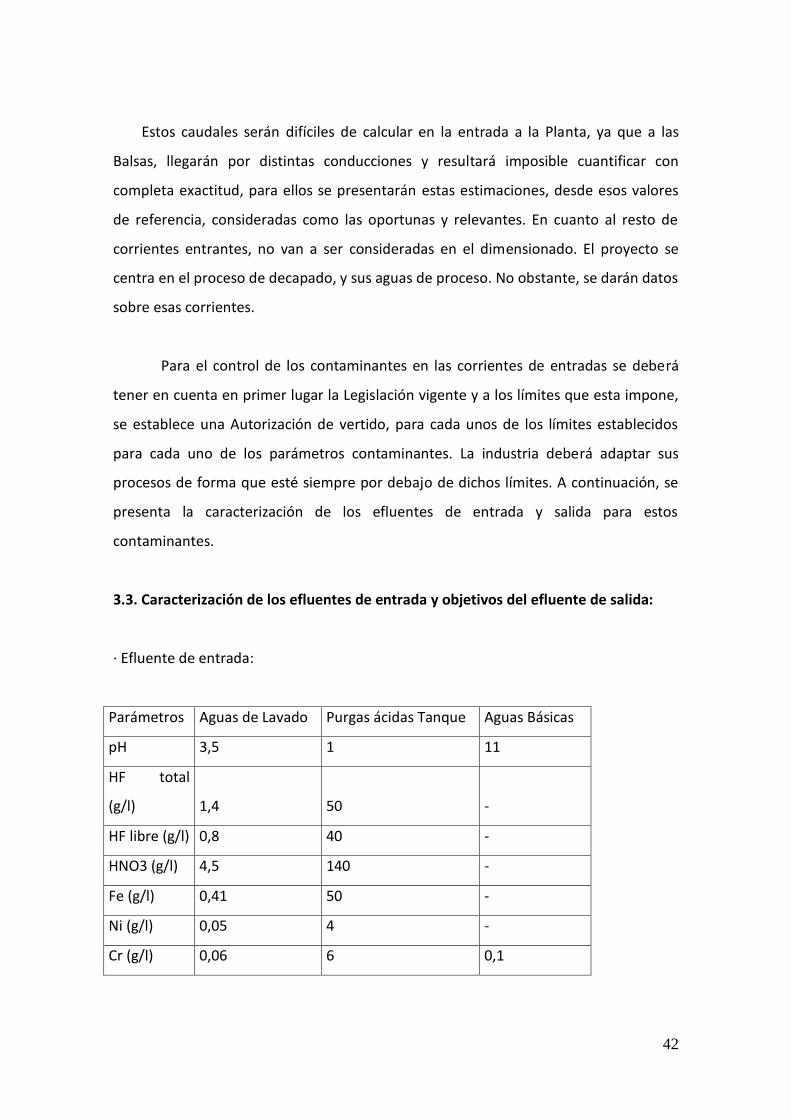
3.3. Caracterización de los efluentes de entrada y objetivos del efluente de salida:
· Efluente de entrada:
Parámetros Aguas de Lavado Purgas ácidas Tanque Aguas Básicas
pH 3,5 1 11
HF total
(g/l) 1,4 50 -
HF libre (g/l) 0,8 40 -
HNO3 (g/l) 4,5 140 -
Fe (g/l) 0,41 50 -
Ni (g/l) 0,05 4 -
Cr (g/l) 0,06 6 0,1

43
· Objetivos en el efluente de salida:
Y en cuanto a los Objetivos del efluente de salida de la Planta de Neutralización,
y atendiendo como antes se ha dicho a los límites legales, se establece:
PARÁMETROS LEGISLADO BOJA (*) OBJETIVOS INDUSTRIA
pH 5,5-9,5 8
SS (mg/l) 300 20
Níquel (mg/l) 3 0,1
Mn (mg/l) - 0,05
Fe Total (mg/l) - 0,05
Cr Total (mg/l) 0,5 0,1
Mg (mg/l) - 5
Cu (mg/l) 0,5 0,2
Ca (mg/l) - 350
SO4 (mg/l) 1 200
DQO (mg/l) 450 50
Grasas (mg/l) 25 5
Fluoruros (mg/l) 10 5
Nitratos (mg/l) 75 2200
Amonio (mg/l) 60 10
(*) Legislado por Decreto 14/96, de 16 de Enero, por el que se apruebas el Reglamento
de la calidad de las aguas litorales. (BOJA nº 19, de 8.2.96).
3.4. Otros aspectos a considerar.
La Planta de Neutralización deberá trabajar en continuo y durante todo el año,
de los valores puntas del caudal y composición, se deduce que no hay valores puntas
significativos, que puedan tener una influencias en las operación de la futura Planta de
Neutralización, no obstante, si aparecieran picos de caudal, serían regulados mediante

44
el paso por las Balsas, ya que estarán diseñados teniendo en cuenta tanto un caudal
medio como uno máximo. Y si aparecieran alteraciones en las concentraciones del
volumen que entra en la planta, serán detectados por los medidores de pH y
corregidos por dosificaciones de Hidróxido Cálcico.
En el caso que ocurriese una situación de emergencia, donde los caudales o las
concentraciones fueran incontrolados, se recurrirá al segundo clarificador/espesador
que está en paralelo, o bien, se desviará a las balsas de emergencia y después se
tratarán en la Planta.
3.4. Datos de Diseño y Cálculos:
La planta se diseñará en base a los efluentes de entrada y los objetivos del
efluente de salida, teniendo en cuenta los ácidos de los vertidos y las cantidades de
aguas desechables.
En cuanto a la capacidad de la planta, se diseñará para un valor de caudal
medio y un valor de caudal máximo o pico del 20 %. Tal como ya se ha explicado
anteriormente, el caudal total que va a recibirá esta Planta, procedente del proceso de
decapado es:
Q med= 19 m3/h
Q max= 23 m3/h considerando el 20%.
El diseño de los sistemas de dosificación estará previsto para el
funcionamiento continuo en 24 horas al día. Con la proyección de esta planta se
garantizarán los mínimos de sólidos en suspensión y demás elementos indicados en el
efluente de salida, siempre por debajo de lo que la Ley exige.
45
Para realizar el Dimensionado de la planta de tratamiento, se tendrá en cuenta
los volúmenes y tiempos de retención en cada uno de los equipos. La neutralización es
una reacción de tipo químico, por lo que el tiempo de reacción será bajo.
Los equipos a considerar, según la descripción dada anteriormente, son:
Balsas o Tanque de Neutralización.
Bombeos del líquido neutralizado
Tanque de Floculación
Clarificador
CÁLCULOS:
A partir de aquí se van a presentar los cálculos a tener en cuenta para el
dimensionado y el correcto funcionamiento de la Planta:
1. Cálculos de los equipos.
46
Cálculo de la Balsa de Neutralización:
Agente Neutralizante utilizado es el Hidróxido Cálcico.
DATOS:
tr medio(min): tiempo de retención mínimo.
tr max (min): tiempo de retención máximo.
Q med: Caudal medio (m3/h)
Q máx: Caudal máximo (m3/h).
tr medio(min): 15
tr max (min): 10
Q med (m3/h): 19
Q máx (m3/h): 23
Cálculo del volumen para Q med:
V med = 0.25 h · 19 m3/h = 4.75 m3
Volumen para el Q máx:
Vmáx = 0.16 h · 23 m3/h = 3.83 m3
El volumen total sobre un 20% del dimensionado de las Balsas:
4.75 m3 · 0.20 = 0.95
V med = 4.75 + 0.95 = 5.7 m3
47
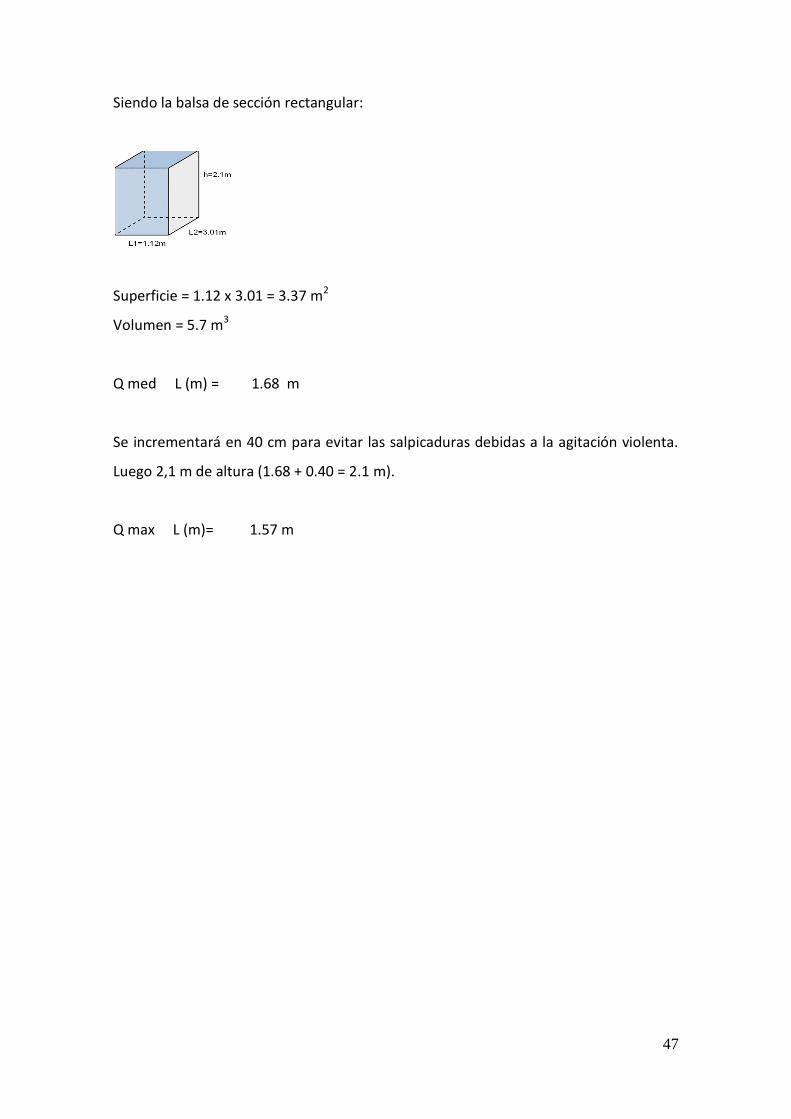
Siendo la balsa de sección rectangular:
Superficie = 1.12 x 3.01 = 3.37 m2
Volumen = 5.7 m3
Q med L (m) = 1.68 m
Se incrementará en 40 cm para evitar las salpicaduras debidas a la agitación violenta.
Luego 2,1 m de altura (1.68 + 0.40 = 2.1 m).
Q max L (m)= 1.57 m
48
Cálculo del Floculador:
DATOS:
tr medio(min): tiempo de retención mínimo.
tr max (min): tiempo de retención máximo.
Q med: Caudal medio (m3/h)
Q máx: Caudal máximo (m3/h).
tr medio(min): 30
tr max (min): 20
Q med (m3/h): 19
Q máx (m3/h): 23
Cálculo del volumen para Q med:
V med = 0.5 h · 19 m3/h = 9.5 m3
Volumen para el Q máx:
Vmáx = 0.33 h · 23 m3/h = 7.67 m3
El volumen total sobre un 20% del dimensionado de las Balsas:
9.5 m3 x 0.20 = 1.9
V = 9.5 + 1.9 = 11.4 m3
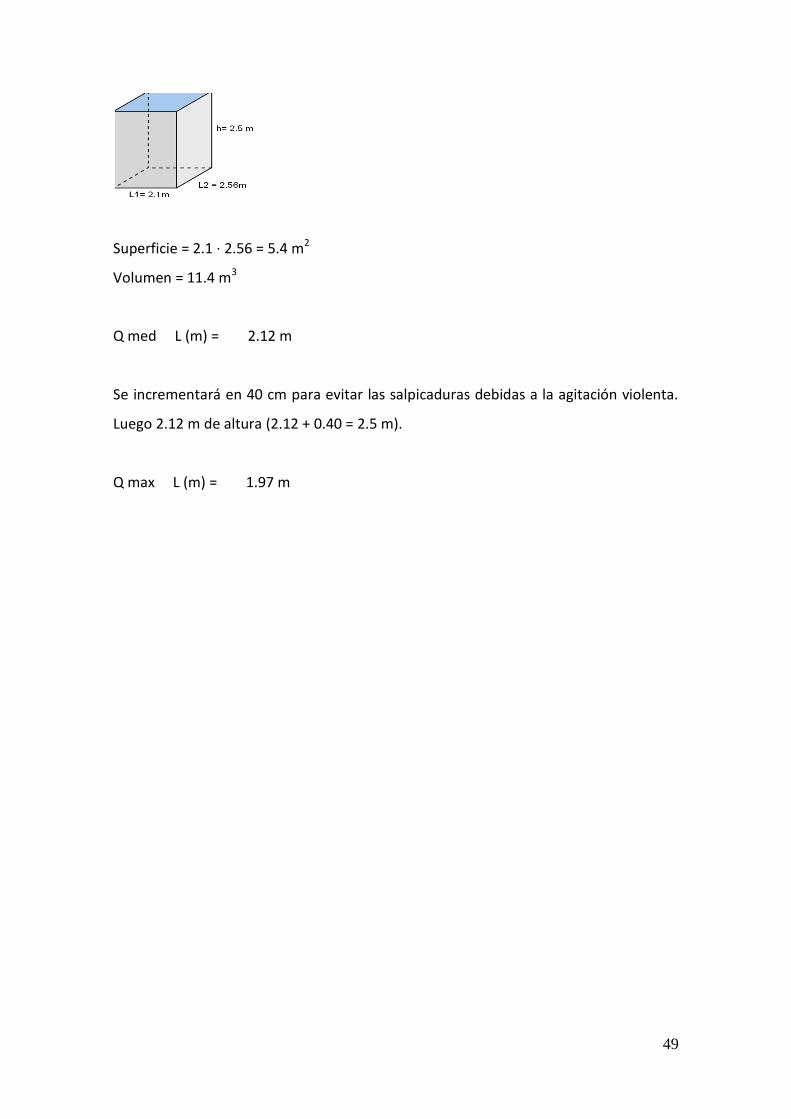
Siendo la balsa de sección rectangular:
49
Superficie = 2.1 · 2.56 = 5.4 m2
Volumen = 11.4 m3
Q med L (m) = 2.12 m
Se incrementará en 40 cm para evitar las salpicaduras debidas a la agitación violenta.
Luego 2.12 m de altura (2.12 + 0.40 = 2.5 m).
Q max L (m) = 1.97 m
50
Cálculo del Clarificador.
DATOS:
Si
tr medio(min): tiempo de retención mínimo.
tr max (min): tiempo de retención máximo.
Q med: Caudal medio (m3/h).
Q máx: Caudal máximo (m3/h).
CH med: Velocidad ascensional o de sedimentación media (m3/m2·h)
CH max: Velocidad ascensional o de sedimentación máxima (m3/m2·h)
tr medio(h): 3
tr max (h): 2
Q med (m3/h): 19
Q máx (m3/h): 23
CH med (m3/m2·h): 1.2
CH max (m3/m2·h): 1.6
Cálculo del volumen para Q med:
V med = 3 h · 19 m3/h = 57 m3
Volumen para el Q máx:
Vmáx = 2 h · 23 m3/h = 46 m3
El volumen total sobre un 20% del dimensionado de las Balsas:

51
57 m3 · 0.20 = 11.4 m3
V = 57 + 11.4 = 68.4 m3
Calculo del la superficie para Q med (m2):
Smed = 57 m3/1.2 m3/m2·h = 47.5 m2.
Cálculo de la superficie para el Q max (m2):
Smáx = 46 m3/1.6 m3/m2·h = 28.75 m2.
Siendo el Clarificador de Sección circular:
Superficie = π·r2 = π· (3.9)2 = 47.7 m2
Volumen = 68.4 m3
Q med L (m) = 1.20 m
Q máx L (m) = 1.60 m
Se incrementa en 40 cm para evitar las salpicaduras debidas a la agitación violenta.
Luego 2.12 m de altura (2.12 + 0.40 = 2.5 m).
52
2. Cálculo de consumos de Agente Neutralizante y Floculantes, y Producción de
Fangos.
Neutralización:
Se supondrá uniformidad en las concentraciones de ácidos que llegan a la
Planta, tanto por las purgas de ácidos como por las aguas de lavado. Son las
concentraciones ya presentadas en las tablas…
Para calcular el consumo de Hidróxido Cálcico, deberemos atender a las
reacciones que se darán entre los distintos compuestos.
2 FH + Ca (OH)2 F2 Ca + 2 H2 O
2 HNO3 + Ca (OH)2 (NO3)2 Ca + 2 H2 O
SO4 H2 + Ca (OH)2 SO4 Ca + 2H2 O
2 Cr3+ + 3 Ca (OH)2 2 Cr (OH)3 + 3 Ca 2+
2 Fe3+ + 3 Ca (OH)2 2 Fe (OH)3 + 3 Ca 2+
Ni2+ + Ca (OH)2 Ni (OH)2 + Ca 2+
Se calculará a continuación la equivalencia entre los consumos de Hidróxido
Cálcico para cada una de las especies:
1. Ácido Nítrico.
2 HNO3 + Ca (OH)2 (NO3)2 Ca + 2 H2 O
2 · 63 g 74 g
Peso molecular: 126 g de HNO3
Peso molecular: 74 g de Ca (OH)2
Entonces para saber el consumo de Ca (OH)2 se hace el cálculo de equivalentes:
(74 g de Ca (OH)2 ·1g de HNO3) / 126g de HNO3

53
Por tanto, por cada g de HNO3 sabemos que el consumo será 0.59 g de Ca (OH)2.
2. Ácido Fluorhídrico.
2 FH + Ca (OH)2 F2 Ca + 2 H2 O
2 · 20g 74 g
Peso molecular: 40 g de FH
Peso molecular: 74 g de Ca (OH)2
(74 g de Ca (OH)2 ·1g de HF) / 40g de FH
Se consumirá por cada g de FH, 1,85 g de Ca (OH)2
3. Cromo.
2 Cr3+ + 3 Ca (OH)2 2 Cr (OH)3 + 3 Ca 2+
2 · 52g 3 · 74g
Peso molecular: 104 g de Cr3+
Peso molecular: 222 g de Ca (OH) 2
(222 g de Ca (OH) 2·1 g de Cr3+) / 104 g de Cr3+
Luego, se consumirá 2.13 g de Ca (OH) 2, por g de Cr3+.
4. Hierro
2 Fe3+ + 3 Ca (OH)2 2Cr (OH)3 + 3 Ca 2+
2 x 56g 3 x 74g
Peso molecular: 112g de Fe3+
Peso molecular: 222 g de Ca (OH) 2

54
(222 g de Ca (OH) 2·1 g de Fe3+) / 112 g de Fe3+
1, 98 g Ca (OH) 2 consumido por cada g de Fe.
5. Níquel.
Ni2+ + Ca (OH)2 2 Ni (OH)2 + Ca 2+
59g 74g
Peso molecular: 59 g de Ni2+
Peso molecular: 74 g de Ca (OH) 2
(74 g de Ca (OH) 2·1 g de Ni2+) / 59 g de Ni2+
1.25 g Ca (OH) 2 consumirá por cada g de Ni.
En resumen, los consumos por cada una de las especies se presentan de la
siguiente manera:
- 0.59 g de Ca (OH) 2 por cada gramo de HNO3.
- 1.85 g de Ca (OH) 2 por cada gramo de HF.
- 2.13 g de Ca (OH) 2 por cada gramo de Cr.
- 1.98 g de Ca (OH) 2 por cada gramo de Fe.
- 1.25 g de Ca (OH) 2 por cada gramo de Ni.
Distinguimos a continuación entre las dos corrientes principales ácidas que
llegan a la Planta:
- Purga del Tanque de Decapado
- Aguas de Lavado
55
1º Cálculo del consumo de Hidróxido Cálcico en la Purga del Tanque del Decapado.
Lo más importante a considerar será que el caudal de este tanque es un metro
cúbico a la hora.
a) Ácido Nítrico (HNO3).
Cc= 140 g/l
140 g de HNO3............. 1L
140.000 g de HNO3………… 1000 L
Considerando el consumo de Ca (OH)2 para esta especie;
(0.59 g de Ca (OH)2 · 140.000 g de HNO3) / 1 g de HNO3 = 82.600 g de Ca (OH)2
b) Ácido Fluorhídrico (FH).
Cc= 40 g/l.
40 g de FH.................. 1L
40.000 g de FH………… 1000 L
Considerando el consumo de Ca (OH)2 para esta especie;
(1.85 g de Ca (OH)2 · 40.000 g de FH) / 1 g de FH = 74.000 g de Ca (OH)2
c) Hierro (Fe).
Cc= 50 g/l.
56
50 g de Fe.................. 1L
50.000 g de Fe………… 1000 L
Considerando el consumo de Ca (OH)2 para esta especie;
(1.89 g de Ca (OH)2 · 50.000 g de Fe) / 1 g de Fe =99.000 g de Ca (OH)2
d) Níquel (Ni).
Cc= 4 g/l.
4 g de Ni.................. 1L
4.000 g de Ni………… 1000 L
Considerando el consumo de Ca (OH)2 para esta especie;
(1.25 g de Ca (OH)2 · 40.000 g de Ni) / 1 g de Ni = 5.000 g de Ca (OH)2
e) Cromo (Cr).
Cc= 6 g/l.
6 g de Cr.................. 1L
6.000 g de Cr………… 1000 L
Considerando el consumo de Ca (OH)2 para esta especie;
(2.13 g de Ca (OH)2 · 6.000 g de Cr) / 1 g de Cr =12.780 g de Ca (OH)2
Consumo TOTAL para el Hidróxido Cálcico de la Purga del Tanque:
273.380 g de Ca (OH) 2 273.380 kg /h

57
Con este consumo de Ca (OH)2, se conseguirá un pH=7. Se alcanzaría el pH
neutro, pero en la tercera Balsa como se ha comentado anteriormente en la
descripción de los equipos, las aguas saldrán hacia el Floculador con el pH algo básico.
Suponiendo que se debe alcanzar el pH=9, habría que considerar:
pH=9 (H+)=1x10-9
Como se cumple la ecuación:
Kw = (H+) · (OH-) = 1x10-14 Kw=1x10-14
(OH-) = 1x10-14/1x10-9 = 1x10-5
Luego pOH = 5
Al obtener el pOH, podremos calcular la cantidad de Ca (OH)2 que se necesitará
para poder pasar el pH de 7 a 9, en un litro. Se puede decir entonces partiendo del
concepto de Normalidad:
1x10-5 · Volumen = (g de Ca (OH) 2)/74)/2
g de Ca (OH)2= 3.7x10-4g
Con este resultado se deduce la cantidad necesaria de hidróxido Cálcico que se
debe adicionar en un litro, para un metro cúbico:
(3.7x10-4g de Ca (OH)2 · 1.000 L) / 1 L

58
Esta cantidad será prácticamente inapreciable al compararla con los kilogramos
requeridos (273.38 Kg/h), y por tanto, será el sistema de dosificación el que poseerá la
sensibilización de añadirlo y alcanzar pH deseado para pasar a la Floculación.
59
2º Cálculo del consumo de Hidróxido Cálcico en las aguas de Lavado del Proceso.
Para hacer estos cálculos consideraremos que el caudal del agua de lavado
supone 18 m3/h.
a) Ácido Nítrico (HNO3).
Cc= 4.5 g/l.
(4.5 g de HNO3 · 18.000L) / 1L = 81.000 g de HNO3
Se considerará el consumo de Ca (OH)2 para esta especie;
(0.59 g de Ca (OH)2· 81.000 g de HNO3) /1 g de HNO3 = 47.790 g de Ca (OH)2
b) Ácido Fluorhídrico (HF)
Cc= 0.8 g/l.
(0.8 g de HNO3 · 18.000L) / 1L = 14.400 g de HF
Se considerará el consumo de Ca (OH)2 para esta especie;
(1.85 g de Ca (OH)2· 81.000 g de HF) /1 g de HF = 26.640 g de Ca (OH)2
c) Hierro (Fe)
Cc= 0.41 g/l.
(0.41 g de Fe · 18.000 L) / 1 L = 7.380 g de Fe
Se considerará el consumo de Ca (OH)2 para esta especie;
60
(1.98 g de Ca (OH)2· 7.380 g de Fe) /1 g de Fe = 14.610 g de Ca (OH)2
d) Cromo (Cr)
Cc= 0.06 g/l.
(0.06 g de Cr · 18.000 L) / 1 L =1.080 g de Cr
Se considerará el consumo de Ca (OH)2 para esta especie;
(2.13 g de Ca (OH)2· 1.080 g de Cr) /1 g de Cr =2.302 g de Ca (OH)2
f) Níquel (Ni)
Cc= 0.05 g/l.
(0.05 g de Cr · 18.000 L) / 1 L =900 g de Cr
Se considerará el consumo de Ca (OH)2 para esta especie;
(1.25 g de Ca (OH)2· 900 g de Cr) /1 g de Cr =1.125 g de Ca (OH)2
Consumo TOTAL para el Hidróxido Cálcico en las aguas de Lavado de Proceso:
92.467,8 g de Ca (OH) 2 92,46 kg /h
De la misma forma que en el caso anterior, con este consumo de Ca (OH)2, se
consigue que el pH se neutralice, pero como ya se indicaba anteriormente en la tercera
Balsa, las aguas saldrán hacia el Floculador con el pH básico. Suponiendo que se debe
alcanzar el pH=9, habría que considerar:

61
pH=9 (H+)=1x10-9
Como se cumple la ecuación:
Kw = (H+) · (OH-) = 1x10-14 Kw=1x10-14
(OH-) = 1x10-14/1x10-9 = 1x10-5
Luego pOH = 5
Al obtener el pOH, podremos calcular la cantidad de Ca (OH)2 que se necesita
para poder pasar el pH de 7 a 9, en un litro. Se podrá decir entonces partiendo del
concepto de Normalidad:
1x10-5 · Volumen = (g de Ca (OH) 2)/74)/2
g de Ca (OH)2= 3.7x10-4g
Con este resultado se deducirá la cantidad necesaria de hidróxido Cálcico que
se deberá adicionar en un litro, para un metro cúbico:
(3.7x10-4g de Ca (OH)2 · 18.000 L) / 1 L = 6.66 g de Ca (OH)2
Esta cantidad será prácticamente inapreciable al ser comparada con los
kilogramos requeridos (92.46 Kg/h) como ocurre con la Purga del Tanque de
Decapado, y por tanto, será el sistema de dosificación el que poseerá la sensibilización
de añadirlo y alcanzar pH deseado para pasar a la Floculación.
Esto resulta en un Consumo Total de:
Consumo Total: 92.46 Kg/h + 273.380 kg /h = 365,84 Kg/h.
62
La riqueza del Hidróxido Cálcico (Ca (OH)2) que se utilizará como agente
neutralizante, es del 90%, luego se necesitará realmente 406 kg.
Dimensionado de Silos de Hidróxido Cálcico y Cubas de Dilución:
En un principio se calculará para los casos más desfavorables, la dosificación de
Hidróxido Cálcico podrá llegar a ser de hasta 500 Kg/h.
La planta dispondrá de dos cubas para la dilución de Hidróxido Cálcico con
capacidad máxima de seis horas a caudal máximo, por lo que corresponderá a cada
cuba con 3000 kg.
Para el almacenaje de Hidróxido Cálcico habrá dos silos con capacidad de 60 Tm
cada uno aproximadamente, con lo que el consumo de medio mes estaría cubierto. Se
necesitarían a la semana, el suministro de Hidróxido Cálcico de tres camiones, para
que los silos estuviesen siempre abastecidos. Para realizar las lechadas se dispondrán
de dos cubas provistas de agitadores horizontales de paletas.
Se desea una concentración en Hidróxido Cálcico hidratada del 9%
aproximadamente, y conociéndose la capacidad de la cuba 33 m3, se deberá añadir
agua a la cuba hasta su capacidad máxima. A continuación, se añaden los 3000 kg de
Hidróxido Cálcico, arrancando el agitador en el momento de comenzar la carga. De
esta forma, se consigue el porcentaje de hidratación deseado.
Floculación.
El floculante será un polielectrolito de alta densidad molecular, su función es la
aglomeración de las partículas no sedimentables, constituidas principalmente por sales
metálicas.
La dosificación de coagulante se preparará en dos cubas de 1700 litros de
capacidad útil, y la proporción a dosificar al agua a neutralizar es de 2 a 10 ppm.
63
Equipos de instrumentación: la dosificación de la lechada y el ajuste de pH se
realizará mediante cuatro medidores de pH y dos registradores en la arqueta de salida.
Estos medidores controlan a su vez la dosificación de Hidróxido Cálcico, la siguiente
forma:
Un medidor de pH a la entrada de la primera balsa, donde accionará dos
válvulas neumáticas con diferentes rangos de dosificación. Estas válvulas se regularán
para que la dosificación se realice, una con un rango de pH de 2 a 4 y otra con un rango
de pH de 4 a 6.
Dos medidores de pH uno en cada una de las balsas restantes, donde accionará
cada uno una válvula neumática para la dosificación. Actuarán cuando los rangos de
pH se encuentran entre 6-8 y 6.5-7.5, respectivamente.
Una medida de pH en el floculador que accionará dos válvulas, una que permite
el paso de Ca (OH)2 al floculador y otra para mantener la recirculación mediante
bomba de la lechada. El rango de dosificación en el floculador se encuentra entre el 7 y
el 9. Finalmente se registrará y mide el pH a la salida de la Planta.
Producción de Fangos:
1- Cálculo de Fangos producidos por la purga del Tanque de Decapado.
2- Cálculo de Fangos producidos por Aguas de Lavado.
A tener en cuenta la cantidad de compuestos sólidos formados son:
- F2 Ca PM = 78
- Fe (OH)3 PM = 107
- Ni (OH)2 PM = 93
- Cr (OH)3 PM = 103

64
1- Cálculo de Fangos producidos por la purga del Tanque de Decapado:
Caudal purga = 1 m3/h.
a) Espato Flúor (F2 Ca):
2 FH + Ca (OH)2 F2 Ca + 2 H2 O
Cc de HF = 50 g/l
F2 Ca PM = 78
(50 g/L · 78 g/L) / 40g/L = 97.5 g/l
b) Hidróxido de Hierro (Fe (OH)3).
2 Fe3+ + 3 Ca (OH)2 2 Fe (OH)3 + 3 Ca 2+
Cc de Fe = 50 g/l
2 Fe (OH)3 PM = 107
(50 g/L · 107 g/L) / 56 g/L = 95.53 g/l
c) Hidróxido de Níquel (Ni (OH)2).
Ni2+ + Ca (OH)2 Ni (OH)2 + Ca 2+
Cc de Ni = 4 g/l
Ni (OH)2PM = 93

65
(4 g/L · 93 g/L) / 59g/L = 6.30 g/l
c) Hidróxido de Cromo (Cr (OH)2).
2 Cr3+ + 3 Ca (OH)2 2 Cr (OH)3 + 3 Ca 2+
Cc de Cr = 6 g/l
Ni (OH)2PM = 52
(6 g/L · 103 g/L) / 59g/L = 11.88 g/l
Total de Fangos Secos en la Purga del Tanque.
TOTAL= 97.5+95.53+6.30+11.88= 211.21 g/l
Como el caudal de la purga será un m3/h, en total es 211.21 Kg/l.
66
2- Cálculo de Fangos producidos por Aguas de Lavado.
Caudal de aguas ácidas es de 18 m3/h.
a) Espato Flúor (F2 Ca):
2 FH + Ca (OH)2 F2 Ca + 2 H2 O
Cc de HF = 1.4 g/l
F2 Ca PM = 78
(1.4 g/L · 78 g/L) / 40g/L = 2.73 g/l
b) Hidróxido de Hierro (Fe (OH)3).
2 Fe3+ + 3 Ca (OH)2 2 Fe (OH)3 + 3 Ca 2+
Cc de Fe = 0.41 g/l
2 Fe (OH)3 PM = 107
(0.41 g/L · 107 g/L) / 56 g/L = 0.78 g/l
c) Hidróxido de Níquel (Ni (OH)2).
Ni2+ + Ca (OH)2 Ni (OH)2 + Ca 2+
Cc de Ni = 0.05 g/l
Ni (OH)2PM = 93

67
(0.05 g/L · 93 g/L) / 59 g/L = 0.07 g/l
c) Hidróxido de Cromo (Cr (OH)2).
2 Cr3+ + 3 Ca (OH)2 2 Cr (OH)3 + 3 Ca 2+
Cc de Cr = 0.06 g/l
Ni (OH)2PM = 52
(0.06 g/L · 103 g/L) / 59 g/L = 0.11 g/l
TOTAL FANGO SECO=2.73+0.78+0.07+0.11= 3.69 g/l.
El caudal en el agua de lavado del decapado será de 18 m3/h, por tanto:
(3.69 g · 18.000 L) / 1 L = 66420 g/h 66.42 Kg/h.
Total de fangos formados: 66.42+211.21= 277.63 Kg/h.
Resultará un fango total de 277.63 Kg/h, por tanto en un día saldrán seis toneladas,
por los que semanalmente habrá que retirar los fangos en dos camiones.

68
3.6. Otras características de los equipos.
Se adjunta de nuevo el esquema de Planta de Neutralización (Figura 7) con
todos los equipos que la componen:
3ª BALSA
pH 7,5 - 8,5
2ª BALSA
pH 5 – 6
1ªBALSA
pH 2 - 5
Lechada deCal
ARQUETA DE
SALIDA
ESPESADOR/
CLARIFICADOR
ESPESADOR/
CLARIFICADOR
FILTROS
BANDAS
FLOCULADOR
Nº1
FLOCULADOR
Nº2
COLECTOR
BA PLATES
Foso de Alcali
Sulfato Ferroso
Aguas Lavado
AP’s
Alcali AP
Agua
Agua +Lodos
Agua
LODOS
Tanque reserva
ácido concentrado
Figura 7: Planta de Neutralización.
Para el cálculo y dimensionado de la planta, será necesario conocer el
dimensionado de los equipos de la Planta de Neutralización.
Dicha instalación se fundamenta en la neutralización de los vertidos ácidos
procedentes de las líneas de decapado de la banda de acero inoxidable. El tratamiento
consistirá en una neutralización en tres etapas, seguida de la coagulación y
sedimentación antes de verterla al mar.

69
Equipos que compondrán la Planta Neutralización:
· Balsas de Neutralización:
Se construirán en hormigón armado. Las tres Balsas estarán comunicadas entre
sí por una abertura situada en el fondo del muro de separación de los depósitos.
El fondo de las Balsas es horizontal. Al borde de las Balsas se accederá por
medio de escaleras y rampas de acceso.
Sobre las tres Balsas se dispondrá una pasarela de 5 metros de longitud y 1
metro de anchura, formada con perfiles metálicos y chapa estriada. Estos agitadores
serán de gran caudal y se situarán en el eje vertical de los depósitos. El conjunto será
accionado por un motor eléctrico, dispondrán de mando “in situ”, y su servicio será
previsto continuo las 24 horas del día.
Las paredes interiores de las Balsas de Neutralización estarán compuestas por
un recubrimiento antiácido a base de varias capas de pintura epóxica aplicada después
de darse al hormigón una preparación especial.
Desde las Balsas, el agua neutralizada pasará por un vertedero al depósito de
bombeo, desde donde será impulsada hasta el floculador. Este será revestido también
por varias capas de pintura epóxica. El depósito contará con una entrada de hombre
practicada en el techo y cubierta por chapa estriada. Las bombas de impulsión serán
horizontales, del tipo centrífugo, para el transporte de líquidos cargados, siendo sus
elementos de polipropileno, material indicado para este tipo de líquidos, incluso en el
caso en el que los vertidos ácidos no estuvieran neutralizados. Las bombas se disponen
sobre bancadas metálicas de perfiles laminado anclados sobre macizos de hormigón en
la solera de la sala de máquinas. El accionamiento de las bombas se realizará
manualmente desde el panel de mando de la sala de máquinas, o bien
automáticamente por medio de sondas de nivel de contacto de mercurio.

70
Cada balsa tendrá unas dimensiones de 4,00 x 4,00 x 2,50 m de altura de
líquido, tendrá por tanto una capacidad de 40 m3 cada una de ellas. Esta capacidad de
las balsas de neutralización representará un período de retención aproximado de 15
minutos.
El fondo de los tres tanques será horizontal, situándose a la cota –3,10 en tanto
que la lámina de agua queda a la cota –1,25. El borde de los tanques estará por encima
del nivel o cota.
· Floculador:
La tubería de impulsión de agua neutralizada se dirigirá al Floculador. Este
tanque será proyectado para un tiempo de retención superior a 20 minutos a caudal
máximo. Dimensiones de 4,10 x 2,20 m de altura de agua en la pared recta, dispondrá
de un sistema de vaciado, de 100 mm de diámetro, atravesará la losa del fondo y se
dirigirá al espesador, realizándose la descarga mediante una válvula de compuerta de
100 mm se accionará manualmente.
Esta tubería sirve normalmente para la purga periódica de los fangos que se
pueden depositar en el floculador.
La floculación será una etapa necesaria en el proceso porque se realizará la
aglomeración y precipitación de las sales metálicas y finas partículas que por ser de
alta densidad podrán quedar en suspensión, que serán las que en mayor proporción
ofrecen el color al agua.
Se dispondrá de un agitador equipado con una turbina de 1.200 mm de
diámetro provista de 12 paletas agitadoras. Todo el conjunto estará unido a una placa
de anclaje situada sobre una pasarela de 4.50 m de longitud y 0.80 m de ancho,
provista de barandillas y protegida con pintura epóxica.
71
El agua pasará a un canal que conducirá el agua a la tubería de alimentación
del decantador.
El grupo de accionamiento del floculador será accionado “in situ” mediante
pulsadores marcha-parada, estando previsto para un funcionamiento continúo las 24
horas del día.
· Clarificador:
El agua ya neutralizada y floculada, pasará a una tubería de 200 mm. de
diámetro que se realizará en acero estirado, saldrá del floculador y se dirigirá al
decantador. El Clarificador será un decantador estático, circular realizado en hormigón
armado de 610 m3. La profundidad útil, excluyendo la parte cónica. Su volumen útil de
610 m3 proporcionará un tiempo de retención superior a 2 horas, estimación suficiente
para la sedimentación de todos los productos de la neutralización y de las sales
metálicas en suspensión.
Se incluirá también un sistema de arrastre de fangos consistente en dos trenes
de rasquetas de neopreno soportadas por perfiles laminados y pletinas de acero
inoxidable. En el fondo del decantador habrá un concentrador donde se depositan los
fangos arrastrados por las arquetas. Habrá un sistema agitador solidario con el eje que
realizando un efecto de compactación de los fangos, desde el concentrador, los fangos
se extraerán por medio de una tubería de purga provista de válvula de aislamiento y
válvula neumática.
El agua decantada se recogerá en un canal periférico de chapa de acero
pintada ajustable situado en toda la periferia del decantador. El canal de recogida, de
450 mm de anchura, dirigirá el agua decantada hasta una arqueta situada en el mismo
canal, donde se iniciará la tubería de descarga realizada por acero estirado de 200 mm
de diámetro provista de bridas y accesorios. Esta tubería atravesará el muro del
decantador, será dirigida a la arqueta de salida que constituye el punto de recogida del
vertido depurado.

72
· Líneas de Fangos.
La tubería de fangos que saldría del Clarificador se dirigirá al anillo de
distribución de fango del espesador de fangos. Funcionará mediante una válvula
automática de membrana intermitente, estarán regulados los tiempos de descarga. La
descarga intermitente del fango se recomienda para evitar la obstrucción en la tubería.
La cantidad de Fangos a eliminar del sistema se ha calculado teniendo en
cuenta las reacciones de neutralización y la aportación de sólidos debido a la
precipitación de las sales metálicas.
Esta deshidratación que se llevará a cabo en los Filtros Banda será de vital
importancia en el proceso, pues llevará a una situación más manejable a la materia
sólida extraída del proceso, y además, llegará a representar el 80% de los gastos
variables de tratamiento.
El Fango se prensará entre dos telas que pasan a través de un camino de
rodillos. Es importante el papel que juega el electrolito ya añadido en el proceso.
El objetivo será minimizar la dosis de polielectrolito utilizada. Esta dosis
dependerá de:
- Características del fango.
- Características del polielectrolito (peso molecular y cationicidad).
- Preparación y dosificación: se preparará en concentraciones del 0.5-1% en
agua, y se dosificará diluyendo hasta 0.1-0.2%. se añadirá a un reactor
donde se le dará un tiempo de contacto entre 15-20 minutos, con el fango
antes de pasarlo al filtro.
- Estado de las telas: las telas serán fabricadas en poliéster con una luz de
malla determinada, con hilos de 0.7-1 mm y tienen una vida útil de 3.500-
4.000 horas.

73
Cuando aumenta el tiempo de funcionamiento, disminuye el tiempo entre
limpieza de telas, aumentando a la dosis por discontinuidad en la operación.
74
4. Bibliografía:
· Di Caprio, Gabriele. Los aceros inoxidables, 1999. 3ª Edición.
· Manual Técnico del agua. Degrémont, 1979. 4ª Edición.
· Kemmer, Frank N. Manual del agua, 1982. Nalco Chemical Co. Mc Graw-Hill.
· Corbitt, Robert A. Standard Handbook of enviorenmental engineering. Mc Graw-Hill.
· Norma UNE-EN 10079. Definición de los productos de acero.1992.
·Norma UNE-EN 10088-2. Aceros Inoxidables. Parte2: Condiciones técnicas de
suministro de planchas y bandas para uso general.1996.
· Uhlig, Herbert H. Corrosión y Control de la corrosión.1970.
· Lacombe, P. Les aciers inoxydables.1990.
·Bouquet, B. Estudio físico- químico y analítico de los equilibrios y especies químicas
presentes en los baños de decapado de acero inoxidable. Instituto de investigación de
la siderúrgica francesa (IRSID).1988.
75