Muestreo estadistico
31
Índice: 1. Muestreo de aceptación 3 2. Muestreo de aceptación por atributos 6 3. Control de recepción por variables 12 4. Control de nuevos diseños 17
-
Upload
guardia-gaston -
Category
Engineering
-
view
101 -
download
1
Transcript of Muestreo estadistico
Índice:
1. Muestreo de aceptación 32. Muestreo de aceptación por atributos 63. Control de recepción por variables 124. Control de nuevos diseños 17
FACULTAD REGIONAL SANTA FE UNIVERSIDAD TECNOLOGICA NACIONAL
1. MUESTREO DE ACEPTACION
Uno de los campos más amplios del control de calidad estadístico es el muestreo de aceptación. Una compañía recibe un embarque. Muestrea el embarque, y de acuerdo con las normas, lo acepta o lo rechaza. Si es rechazado por encontrarse abajo de las normas, puede ser devuelto o conservado, dependiendo de la necesidad que se tenga de la mercancía, o de los acuerdos que se hayan tenido con el proveedor. Posiblemente habrá una reducción de precios en los lotes rechazados. Algunas compañías no regresan los lotes al proveedor, hasta que están seguros; mediante nuevas inspecciones, de que el lote es de baja calidad. Cuando una agencia, gubernamental o no, tiene sus propios inspectores en la planta del proveedor, no es necesario regresar los lotes, ya que estos son rechazados antes de ser embarcados. Con frecuencia la propia producción de una compañía es sometida a un muestreo de aceptación en varias etapas de la producción. Un lote de determinado producto es muestreado, y una vez aceptado para que continúe el proceso, se le envía a los clientes, o bien es rechazado.
Debe insistirse en que el propósito del muestreo de aceptación es el determinar una manera de actuar, y no el de encontrar la calidad del lote. El muestreo de aceptación determina un procedimiento que si se aplica a una serie de lotes dará un riesgo especificado en cuanto a la aceptación de lotes de una calidad dada. En otras palabras, el muestreo de aceptación da un margen de seguridad en cuanto a la calidad.
Debe enfatizarse también que el muestreo de aceptación no es un intento para "controlar" la calidad; sino que tal propósito es el de los diagramas de control. Estos guían al ingeniero en cuanto a la modificación de la producción, con objeto de generar mejores productos. Este es el verdadero control de calidad. Un muestreo de aceptación simplemente acepta o rechaza los lotes. Si los lotes son todos de la misma calidad, aceptara unos y rechazara otros, y los aceptados no serán mejores que los rechazados.
EI efecto indirecto en el muestreo de aceptación respecto a la calidad, puede ser mucho más importante que los efectos directos. Cuando el producto de un proveedor es rechazado con frecuencia, ocurren una de dos cosas; el proveedor puede tomar medidas para mejorar los métodos de producción, o el cliente puede ser obligado a buscar otras fuentes de suministros. En muchos casos, las compañías grandes envían sus propios expertos para ayudar a los proveedores a resolver los problemas de calidad. El muestreo de aceptación mejora así indirectamente la calidad de la producción mediante su impulso hacia una mejor calidad, con un nivel más elevado de aceptaciones y desaprobaciones en cuanto a la mala calidad, mediante rechazos frecuentes.
Por otra parte, si el muestreo de aceptación es utilizado por un fabricante en varias etapas de la producción, puede tener efectos favorables con respecto a la calidad de la producción. Si una compañía descuida en una inspección final las mercancías enviadas a los clientes, puede generarse una actitud desobligada dentro del personal de producción en cuanto a calidad. Tanto los trabajadores como la gerencia pueden considerar que no será embarcado un producto de mala calidad, ya que sería detectado y rechazado en la inspección final. La responsabilidad del departamento de fabricación será entonces, la cantidad de producción mas que la calidad. Las inspecciones finales, sin
2
FACULTAD REGIONAL SANTA FE UNIVERSIDAD TECNOLOGICA NACIONAL
embargo, pueden no ser tan eficaces como se cree; por su carácter monótono y aburrido, un buen porcentaje de productos defectuosos podrá pasar la inspección, mientras mayor sea la cantidad, menor será la calidad de la inspección. Incluso si la inspección final fuera perfecta, un descuido en cuanto a la calidad por parte del personal de producción, dará lugar a muchos rechazos y repetición del mismo. Por otra parte, con un programa de muestreo de aceptación, el costo de vigilar y repetir el trabajo puede ser cargado al departamento de producción. El personal de producción se hará consciente de la calidad, y habrá interés en esta, tanto por parte del departamento de inspección como de producción.
El muestreo de aceptación podría ser utilizado bajo las siguientes condiciones:
1. Cuando el costo de inspección es elevado, y las pérdidas que son consecuencia de una unidad defectuosa no son demasiado grandes. Es posible que el proceso mas económico sea, el de no realizar inspección alguna.
2. Cuando una inspección al 100 por ciento resulta exhaustiva, un proceso de muestreo bien preparado producirá buenos resultados. Como se dijo antes, la inspección final puede no significar una calidad perfecta y el porcentaje de elementos defectuosos podrá ser más elevado que cuando se aplica un proceso de muestreo científicamente preparado.
3. Cuando la inspección es destructiva. En este caso deberá emplearse el muestreo.
4. En situaciones donde históricamente el vendedor ha tenido excelentes niveles de calidad y se desea una reducción en la cantidad de inspección, pero la capacidad del proceso no es suficientemente buena como para no inspeccionar.
5. Cuando es necesario asegurar la confiabilidad del producto, aunque la capacidad del proceso fabricante del lote sea satisfactoria.
1.1. TIPOS DE MUESTREO DE ACEPTACION
Los tipos de muestreo de aceptación pueden ser por "atributos", que simplemente determina si el producto es defectuoso o no; o por variable en donde la inspección se basa en mediciones cuantitativas.
En general el muestreo de aceptación más usual es el de atributos, a pesar de que con el muestreo por variables se requieren menor tamaño de muestra para lograr los mismos niveles de seguridad. Esta aparente contradicción se debe a la tradición o a razones más validas, por ejemplo a que en los planes por atributos se pueden combinar varias características de calidad en un solo plan, mientras que en los planes por variables hay que diseñar un plan para cada característica de calidad. Además en ocasiones las mediciones en los muestreos de aceptacion por variables son más costosas. De esta manera se debe procurar que la decisión de qué tipo de plan utilizar se fundamente en un análisis detallada de los costos que implica cada plan, así como la facilidad de llevarlos a cabo.
3
FACULTAD REGIONAL SANTA FE UNIVERSIDAD TECNOLOGICA NACIONAL
1.2. VENTAJAS Y DESVENTAJAS DEL MUESTREO DE ACEPTACION
El muestreo de aceptación tiene las siguientes ventajas:1. Tiene menor costo porque se inspecciona menos, a pesar de
algunos costos adicionales generados por la planificación y administración de los planes de muestreo.
2. Requiere de menos personal en las actividades de inspección, simplificando con ello el trabajo de coordinación y reduciendo los costos.
3. El producto sufre menos daño al haber menos manipulación.4. Es aplicable en pruebas destructivas.5. A menudo reduce el error de inspección y la monotonía.6. El rechazo de lotes completos por la existencia de artículos
defectuosos proporciona una motivación al fabricante del lote para que mejore su calidad.
El muestreo de aceptación presenta algunas desventajas, como las siguientes:
1. Hay cierto riesgo de aceptar lotes malos y rechazar buenos, aunque en un plan de muestreo de aceptación están previstos y cuantificados estos riesgos.
2. Proporciona menos información acerca del nivel de calidad del producto o de su proceso de fabricación. Aunque bien utilizada, la información obtenida puede ser suficiente.
3. Se requiere más tiempo y conocimiento para planificar y documentar el muestreo, mientras la inspección al 100% no. Esto tal vez no sea una desventaja, ya que la planificación genera otros efectos positivos, como mayor conciencia de los niveles de calidad exigidos por el cliente.
1.3 PREPARACIÓN DE LOTES PARA INSPECCIÓN
Deben seguirse ciertas reglas cuando se proceda a la preparación de lotes. En primer lugar, si el lote es homogéneo, cuanto más grande sea, mejor. Para lotes grandes se deben usar muestras grandes con bajo costo unitario, puesto que ya muestras grandes dan buenas curvas CO.
La reunión de una producción no homogénea, o elotes de embarque, para reformar un gran lote para inspección, sin embargo, no es conveniente. Si los lotes originales son inspeccionados en forma separada, el muestreo aceptará la mayoría de los lotes buenos, y rechazará la mayor parte de los malos, tendiendo a promediar la calidad aceptada. Si los lotes originales son reunidos antes de la inspección, la calidad de los aceptados será una cifra promedio, inferior a la obtenida mediante una inspección por separado. Por ejemplo, supongamos que los lotes originales caen en dos conjuntos distintos, los que son0.01 defectuosos y los que son 0.05 y aceptamos que el proceso de muestreo sea n=100, c=2. Entonces, si hay un número igual de cada tipo de lotes, la calidad promedio de los lotes aceptados será:
[0.92(0.01) + 0.12(0.05)]/(0.92+0.12)=0.0146Por otra parte, si los lotes se reúnen antes de la inspección de manera
que los lotes así formados tengan alrededor de un 3 por ciento defectuoso, entonces los aceptados serán aproximadamente 3 por ciento defectuosos, o
4
FACULTAD REGIONAL SANTA FE UNIVERSIDAD TECNOLOGICA NACIONAL
aproximadamente el doble de lo que se obtuvo utilizando los elotes individuales.
En consecuencia, al preparar los lotes, no debemos dividido por dos deseos: obtener las economías de los lotes grandes, y obtener los beneficios de discernamiento que son consecuencia de usar lotes homogéneos que difieren en calidad. Cualquier solución particular será un compromiso entre estos dos propósitos conflictivos.
2. MUESTREO DE ACEPTACION POR ATRIBUTOS
En el muestreo de aceptación por atributos se extrae aleatoriamente una muestra de un lote y cada pieza de la muestra es clasificada de acuerdo a ciertos atributos como aceptable o defectuosa. Si el número de piezas que se encuentran defectuosas es menor o igual que un cierto número predefinido, entonces el lote es aceptado; en caso de que sea mayor, entonces el lote es rechazado. Algunos de los planes por atributos son: simple, doble y múltiple.
Los procesos de muestreo de aceptación frecuentemente se cuentan con una clausula para reinspección de los lotes rechazados. En estos casos, el muestreo de aceptación pasa a convertirse en parte de un programa más amplio de inspección verificadora. Esos programas de inspección verificadora dan una seguridad definitiva en relación con la calidad promedio de los elementos basados en el programa, la cual no es inherente en un simple muestreo de aceptación.
2.1 MUESTREO DE ACEPTACIÓN SIMPLE POR FRACCIÓN DE PIEZAS DEFECTUOSAS
Un plan de muestreo sencillo por fracción de piezas defectuosas especifica el tamaño de una muestra que debe tomarse y el número límite de unidades defectuosas para que el lote no sea rechazado. El número de muestras tomadas de un lote se lo suele identificar con la letra n; por otra parte al número de aceptación se lo suelen representar con la letra c.
Es así que a un proceso de muestreo se lo puede designar como un proceso n=100 , c=2 ; es decir que se toma una muestra de 100 de un lote determinado y si se encuentran dos o menos unidades defectuosas el lote es aceptado; por el contrario sí se encuentran más de dos el lote es rechazo.
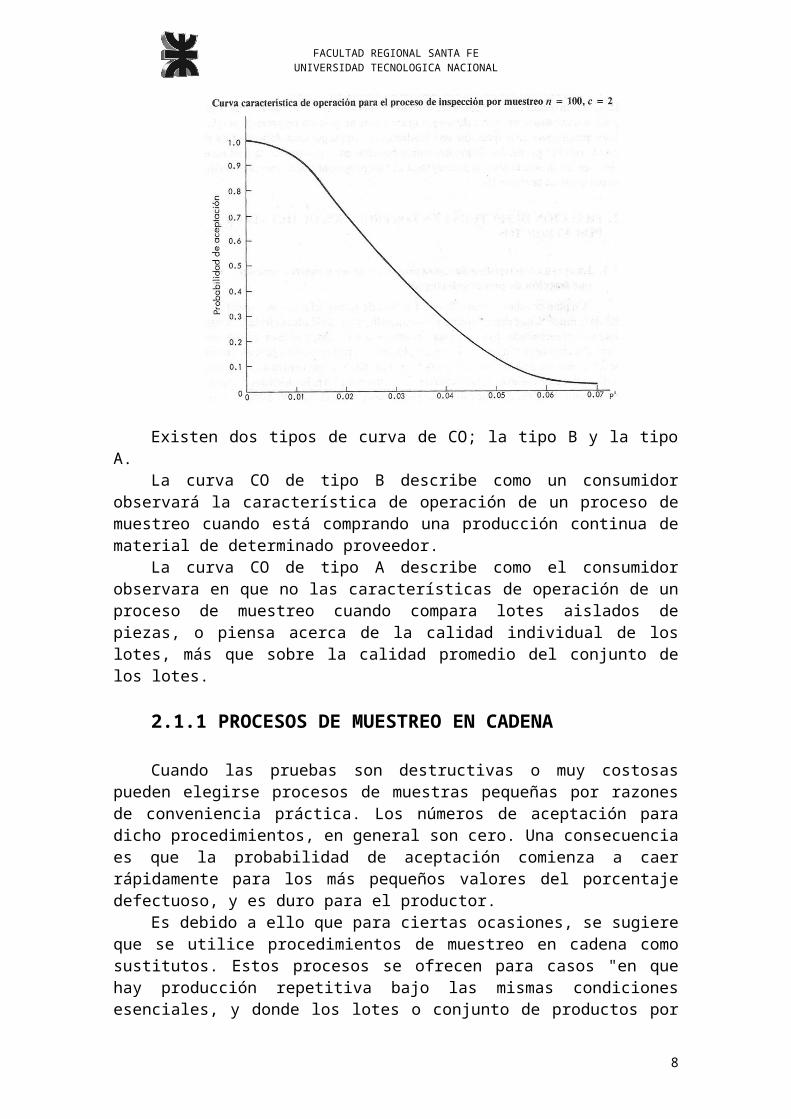
La fuerza marginadora de un procedimiento de muestreo aparece revelada en su curva característica de operación, o curva CO, como normalmente se la llama. Esta curva muestra que la probabilidad de aceptar un lote varía con la calidad del material sometido a inspección.
5
FACULTAD REGIONAL SANTA FE UNIVERSIDAD TECNOLOGICA NACIONAL
Existen dos tipos de curva de CO; la tipo B y la tipo A.La curva CO de tipo B describe como un consumidor observará la
característica de operación de un proceso de muestreo cuando está comprando una producción continua de material de determinado proveedor.
La curva CO de tipo A describe como el consumidor observara en que no las características de operación de un proceso de muestreo cuando compara lotes aislados de piezas, o piensa acerca de la calidad individual de los lotes, más que sobre la calidad promedio del conjunto de los lotes.
2.1.1 PROCESOS DE MUESTREO EN CADENA
Cuando las pruebas son destructivas o muy costosas pueden elegirse procesos de muestras pequeñas por razones de conveniencia práctica. Los números de aceptación para dicho procedimientos, en general son cero. Una consecuencia es que la probabilidad de aceptación comienza a caer rápidamente para los más pequeños valores del porcentaje defectuoso, y es duro para el productor.
Es debido a ello que para ciertas ocasiones, se sugiere que se utilice procedimientos de muestreo en cadena como sustitutos. Estos procesos se ofrecen para casos "en que hay producción repetitiva bajo las mismas condiciones esenciales, y donde los lotes o conjunto de productos por muestrear, se ofrecen para su aceptación, casi en el mismo orden en que se los produce".
Un procedimiento de muestreo en cadena se realiza como sigue. Para cada lote, se selecciona una muestra de unidades n, y cada unidad se prueba de conformidad con las especificaciones. Si una muestra de cierto lote contiene cero defectos, el lote es aceptado. También se acepta si únicamente una de las unidades demuestra es defectuosa, siempre que no se encuentren defectos en las muestras previas. Si la muestra contiene dos o más unidades defectuosas, el lote se rechaza.
Para que el muestreo en cadena sea utilizado adecuadamente deben reunirse las siguientes condiciones:
6
FACULTAD REGIONAL SANTA FE UNIVERSIDAD TECNOLOGICA NACIONAL
1. El lote debe ser uno de una serie de un suministro continuo; como se menciono antes.
2. Deberá esperarse que los lotes sean, en lo esencial, de la misma calidad.
3. El consumidor no debe tener razones para creer que el lote que se está probando es inferior que los que se procedieron.
4. El consumidor debe tener confianza en el proveedor, en el sentido de que éste no va aprovecharse de sus antecedentes para introducir de vez en cuando un lote malo donde tenga las mejores probabilidades de aceptación.
2.1.2. PROCESO DE MUESTREO DE ACEPTACIÓN CON MUESTRA SENCILLA Y DEFECTOS POR UNIDAD
En ocasiones es necesario utilizar un procedimiento de un muestreo de efectos por unidad en lugar de por fracción defectuosas. Si el material sometido a inspección es tela, linoleum, o algo semejante, o si consiste de unidad grandes, tales como televisores o refrigeradores, tal vez sea el más adecuado.
Un proceso de defectos por unidad con muestras sencilla, está formado por una muestra de tamaño n y un número de aceptación c. Si la muestra tiene un número total de defectos menor o igual a c el lote de aceptado; si el número es mayor de c de rechazado.
Para las curvas CO tipo B, suponemos que en el proceso, como un todo, el número de defectos por unidad se distribuye según la distribución de Poisson. Para las curvas CO tipo A, suponemos que esto es aproximadamente es cierto para las unidades de los lotes individuales. Concluimos que la distribución de muestreo del número total de defectos en una muestra de n unidades tendrá igualmente la forma de una distribución de Poisson. Por tanto, podremos usar las "curvas de probabilidad acumulada para la distribución de Poisson" para calcular el valor de u´ para los procesos de desafectos por unidad.
2.2. PROCESOS DE MUESTREO DOBLE
Un proceso de muestreo doble se indica con cinco números n1, n2, c1, c2 y c3, siendo c1 menor que c2, y c2 menor o igual que c3. El proceso funciona como sigue. Se toma una muestra de tamaño n1, de un lote determinado. Si contiene c1, o menos unidades defectuosas, es aceptado inmediatamente. Si contiene más de c2 unidades defectuosas, es rechazado inmediatamente. Si el número de unidades defectuosas se encuentra entre c1 y c2, se toma una segunda muestra de tamaño n2. Si en las muestras combinadas hay c3 o menos unidades defectuosas, el lote es aceptado. Si hay más de c3 unidades defectuosas, es rechazado. Normalmente c2 se considera igual a c3. La falta de flexibilidad debido a esta restricción, no afecta seriamente la eficiencia del proceso de muestreo en el terreno del interés práctico. Cuando c2 = c3 el proceso de muestreo doble se describe mediante cuatro números n1, n2, c1 y c2.
Un proceso de muestreo doble tiene dos ventajas posibles sobre el de muestreo sencillo. En primer lugar, puede reducir la cantidad total de inspección; la muestra tomada es menor que la que se requiere para un proceso semejante de muestreo simple, y en consecuencia, en todos los casos
7
FACULTAD REGIONAL SANTA FE UNIVERSIDAD TECNOLOGICA NACIONAL
en que es aceptado o rechazado un lote en la primera muestra, existe un ahorro considerable en la inspección total. Es también posible rechazar un lote sin inspeccionar completamente la totalidad de la segunda muestra. En segundo lugar, un proceso de muestreo doble tiene la ventaja sicológica de dar al lote una segunda posibilidad. Para algunas personas, especialmente los productores, puede parecer poco legal rechazar los lotes sobre la base de una muestra sencilla. La muestra doble permite tomar dos muestras sobre las cuales basar la decisión.
2.3.MUESTREO DE ACEPTACION POR ATRIBUTOS: MUESTREO MULTIPLE POR FRACCION DEFECTUOSA
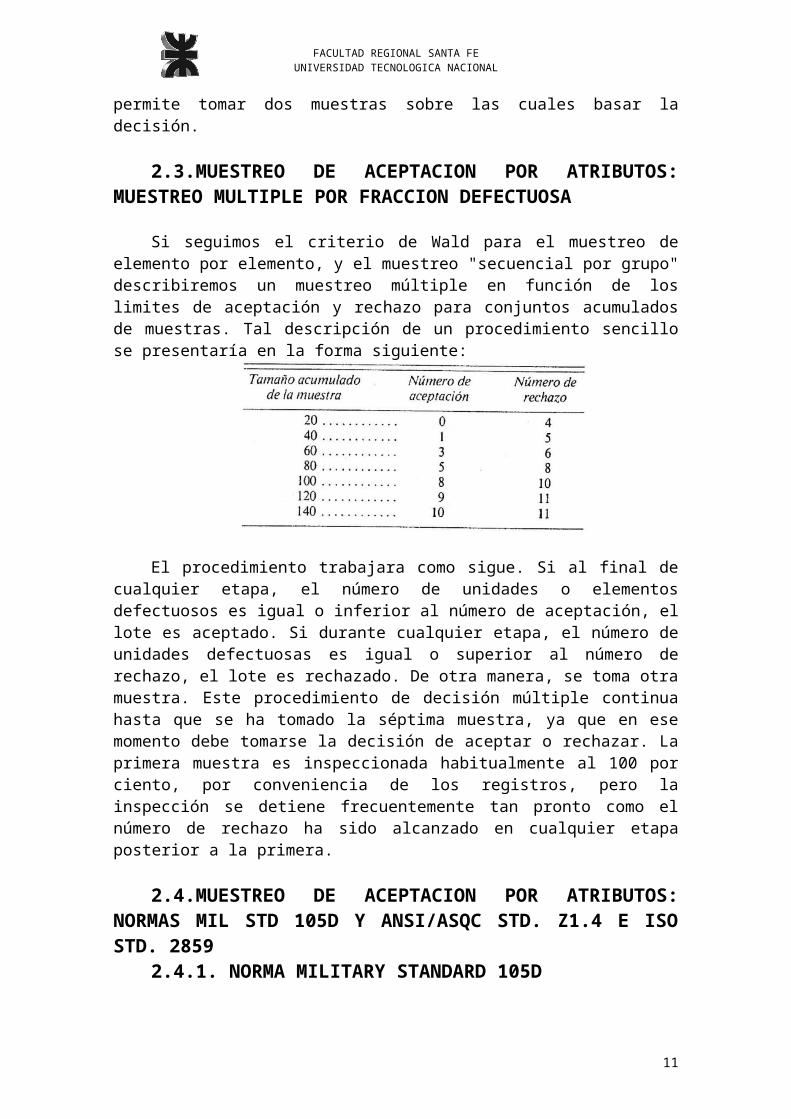
Si seguimos el criterio de Wald para el muestreo de elemento por elemento, y el muestreo "secuencial por grupo" describiremos un muestreo múltiple en función de los limites de aceptación y rechazo para conjuntos acumulados de muestras. Tal descripción de un procedimiento sencillo se presentaría en la forma siguiente:
El procedimiento trabajara como sigue. Si al final de cualquier etapa, el número de unidades o elementos defectuosos es igual o inferior al número de aceptación, el lote es aceptado. Si durante cualquier etapa, el número de unidades defectuosas es igual o superior al número de rechazo, el lote es rechazado. De otra manera, se toma otra muestra. Este procedimiento de decisión múltiple continua hasta que se ha tomado la séptima muestra, ya que en ese momento debe tomarse la decisión de aceptar o rechazar. La primera muestra es inspeccionada habitualmente al 100 por ciento, por conveniencia de los registros, pero la inspección se detiene frecuentemente tan pronto como el número de rechazo ha sido alcanzado en cualquier etapa posterior a la primera.
2.4.MUESTREO DE ACEPTACION POR ATRIBUTOS: NORMAS MIL STD 105D Y ANSI/ASQC STD. Z1.4 E ISO STD. 2859
2.4.1. NORMA MILITARY STANDARD 105D
Los procedimientos militares estándares de muestreo para inspección por atributos se crearon durante la II Guerra Mundial. La norma que analizamos es el resultado de varias modificaciones menores desde su publicación, trabajos en conjunto entre varios países y que fue adoptada por el ANSI e ISO con algunos pequeños cambios.
8
FACULTAD REGIONAL SANTA FE UNIVERSIDAD TECNOLOGICA NACIONAL
Esta norma es un conjunto de procesos organizados en un sistema de métodos de muestreo. Un método de muestreo consiste en una combinación de un proceso de muestreo normal, uno de muestreo severo y uno de muestreo reducido o abreviado, con reglas para cambiar de uno a otro. Puede tener también cláusulas para discontinuar la inspección si un número específico de lotes consecutivos permanece en inspección severa.
El punto básico de esta norma es el nivel aceptable de calidad o AQL; el cual quedará especificado claramente para el proveedor lo que, para fines del muestreo de aceptación, la agencia considera como nivel aceptable de calidad para una determinada característica del producto. Se espera que el proveedor someterá a inspección varios lotes de este producto, y es el propósito del procedimiento de muestreo forzar al proveedor para que produzca, por lo menos, un producto de calidad AQL. Esto se logra no solamente mediante la aceptación y rechazó de un proceso de muestreo particular, sino al disponer el cambio a otro procedimiento de muestreo más exigente.
Esta norma establece una serie de AQLs. Para los proceso de fabricación defectuosa, el AQL variedad desde 0.1 a 10 por ciento. Para procedimientos de defectos por unidad hay 10 AQLs adicionales que llegan hasta mil defectos por cada cien unidades.
Es necesario también decidir acerca del nivel de inspección. Esto determina la relación entre los tamaños del lote y la muestra. Se ofrecen tres niveles generales, el nivel 2 que se considera como normal, el nivel 1 puede especificarse cuando se necesita menos selección y el nivel 3 cuando se requiere una diferencia mayor.
Para un AQL específico, un nivel de inspección y un tamaño de lote lado, la norma da un proceso de muestreo normal, que se utiliza en tanto el proveedor esté generando productos que aparentemente tenga la calidad AQL o mejor. La regla es que el cambio de proceso normal al más exigente, se realice después de que dos de cinco lotes consecutivos han sido rechazados durante la inspección original. Se vuelve a implementar la inspección normal, cuando cinco lotes consecutivos han sido aceptados. Si se encuentran diez lotes consecutivos de acuerdo con el proceso más estricto, se detiene la inspección para proceder como convenga con respecto a la calidad. Esto se refiere a un proveedor en particular y es independiente de los niveles de inspección originalmente adoptados; los cuales se refieren al tipo de producto.
Además la norma ofrece tres tipos de procedimientos de muestreo, correspondiendo generalmente la decisión al inspector del gobierno a cargo de la operación. Los tres tipos se refieren a procesos de muestreo sencillo, doble y múltiple
2.4.2. NORMA PROPUESTA ANSI/ASQC PARA UN PROGRAMA DE MUESTREO POR ATRIBUTOS CON SALTO DE LOTE
El objetivo de esta norma propuesta es dar un procedimiento para aminorar el trabajo de inspección en productos sometidos por proveedores que han demostrado su aptitud para controlar eficazmente todas las facetas de la calidad de un producto y producir consistentemente material de calidad superior. El método no se aplica a la inspección de características del producto que impliquen la seguridad del personal.
9
FACULTAD REGIONAL SANTA FE UNIVERSIDAD TECNOLOGICA NACIONAL
Esta norma es igualmente adecuada para su uso con otras más, de hecho puede "con alguna modificación mínima" considerarse parte de la norma ISO.
En la norma propuesta, el muestreo de salto de lote toma la forma de un muestreo de aceptación en el cual algunos lotes de una serie son aceptados sin inspección cuando los resultados de muestreo a partir de un número establecido de lotes inmediatamente precedentes satisfacen criterios específicos.
2.4.3. NORMA ISO 2859, INTERNATIONAL ORGANIZATIN FOR STANDARDIZATION
Esta norma que fue emitida el 1954 es igual en esencia a la Mil. Std. 105D; pero se le han adicionado tres partes nueve. La norma anterior se designa parte 1. Una introducción propuesta para la norma se denomina parte 0. La parte 2, que se ha sido adaptada, analiza procesos de muestreo indexados por valores LQ. Una propuesta parte 3 trata el muestreo de lotes por salto y está basada en la norma ANSI/ASQC.
10
FACULTAD REGIONAL SANTA FE UNIVERSIDAD TECNOLOGICA NACIONAL
3. CONTROL DE RECEPCION POR VARIABLES
Cuando una característica de calidad se puede medir en una escala continua, y se sabe que tiene una distribución de un tipo específico; por ejemplo, se conoce que está normalmente distribuida, puede ser posible el utilizarla como sustituto de un procedimiento de muestreo por atributos, de otro proceso de muestreo basado en mediciones de la muestra, tales como la media o la media y la desviación estándar de la muestra. Dichos procedimientos se denominan de muestreo por variables.
3.1. VENTAJAS Y DESVENTAJAS
Ventajas DesventajasPuede obtenerse la misma curva característica de operación con una muestra menor de la necesaria para los procesos por atributos. Esto implica una reducción en los gastos y tal ahorro puede tener vital importancia si la inspección es destructiva y la pieza es costosa
Se debe emplear un procedimiento diferente para cada característica a inspeccionar. En tanto que la aceptación o rechazo de un lote en el caso de un proceso de control por atributos podría basarse en un simple proceso en el cual las piezas se aceptan o rechazan según el número de defectosEs teóricamente posible, aunque no probable, que de acuerdo con un proceso de variables, un lote sea rechazado por el criterio de las variables, aun cuando la muestra no contenga en realidad piezas defectuosas.La distribución de la característica de calidad debe tener una forma específica
11
FACULTAD REGIONAL SANTA FE UNIVERSIDAD TECNOLOGICA NACIONAL
3.2. GRAFICOS DE CONTROL POR VARIABLES
Gráficos y RMediante un conjunto de procedimientos de cálculos estadísticos, partiendo de un número n de elementos para luego dividirlo enm muestras, se generan gráficos que nos permiten determinar características de una variable en un proceso productivo o de un lote recibido. En el caso de un proceso productivo informan los cambios de la media y la dispersión de la variable en tiempo real del proceso pudiendo rectificarlo sin que se lleguen a producir elementos defectuosos.
Los gráficos indican:
Límites de Tolerancia (LT), límites de tolerancia de la variable a medir. Límites de Variación Natural (LVN) del proceso, que comprenden el
99,73% de la producción, habrá que comprobar que queden dentro del campo definido por los límites de tolerancia ya que, en caso contrario, una parte de la producción sería defectuosa.
Límites de Control Modificados (LCM), debido a los inconvenientes que se pueden llegar a tener al observar un grafico R (rango) de las variables, en el caso de que un proceso muy preciso, se utilizan límites de control modificados, que se definen a partir de los límites de tolerancia, situándolos a una distancia de los mismos igual a la existente entre los límites de variación natural y los límites de control.
12
FACULTAD REGIONAL SANTA FE UNIVERSIDAD TECNOLOGICA NACIONAL
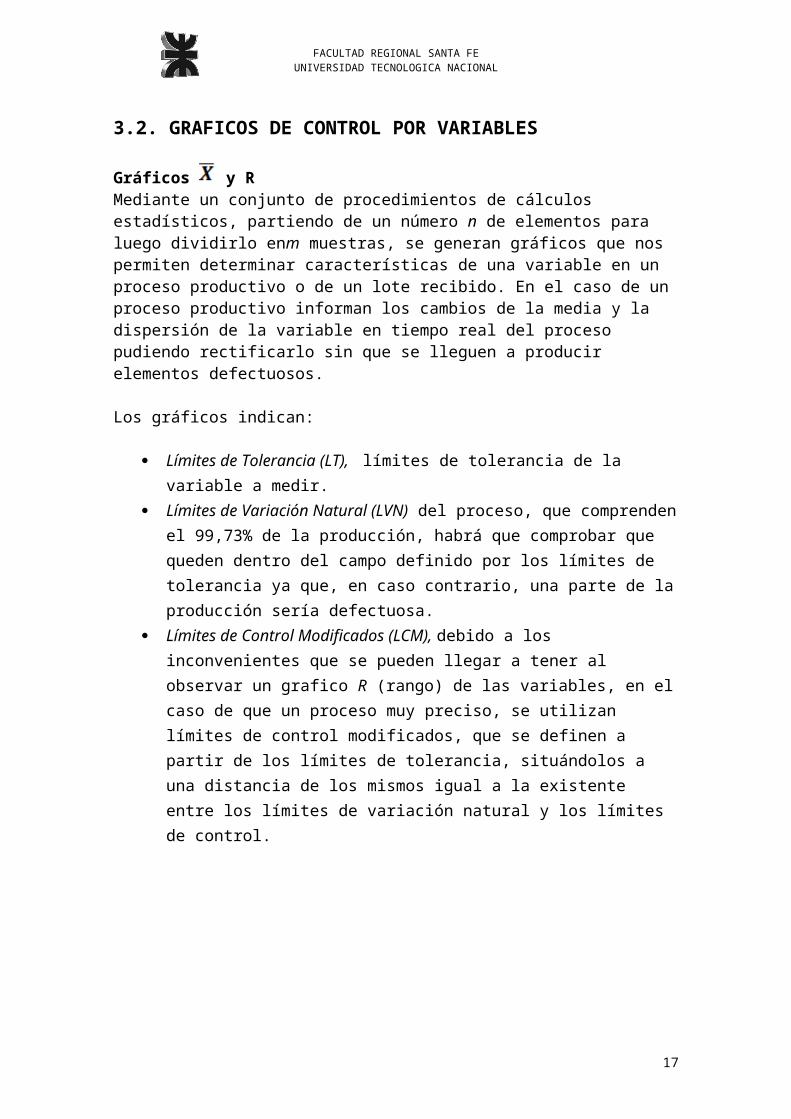
Diagrama para la construcción de los gráficos:
13
FACULTAD REGIONAL SANTA FE UNIVERSIDAD TECNOLOGICA NACIONAL
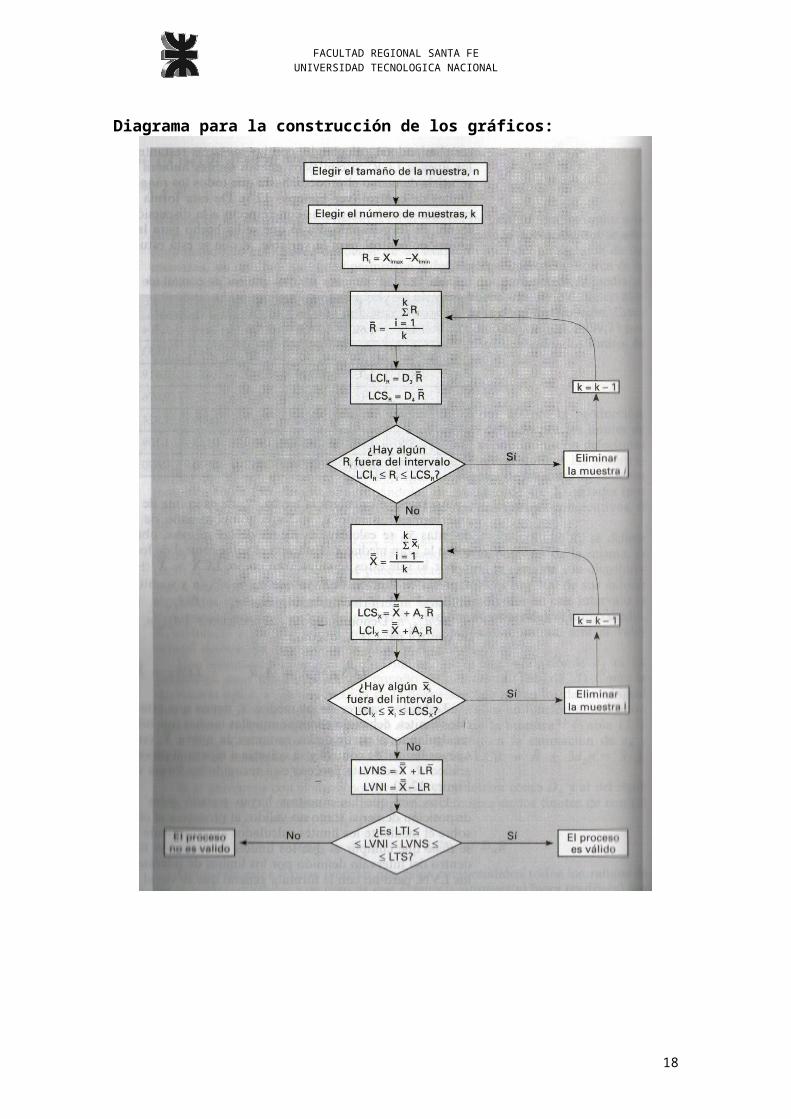
Parámetros para los gráficos de control
Distintos casos de proceso
Gráficos de PRE – control
Debido a los inconvenientes que presentan los gráficos y R , cuando se permiten del 1-3% de productos defectuosos, se pueden utilizar los denominados gráficos de PRE-control., que se basan en los límites de tolerancia especificados para el producto.Esta técnica no requiere ningún cálculo a partir de datos históricos y solo necesita 3 ítems para dar información de control. El valor central será la media entre los límites de tolerancia, por lo que el valor nominal a conseguir tendrá que cumplir esta condición. Los límites de PRE-control se sitúan a una distancia de los límites de tolerancias iguales a ¼ del campo de tolerancia.
14
FACULTAD REGIONAL SANTA FE UNIVERSIDAD TECNOLOGICA NACIONAL
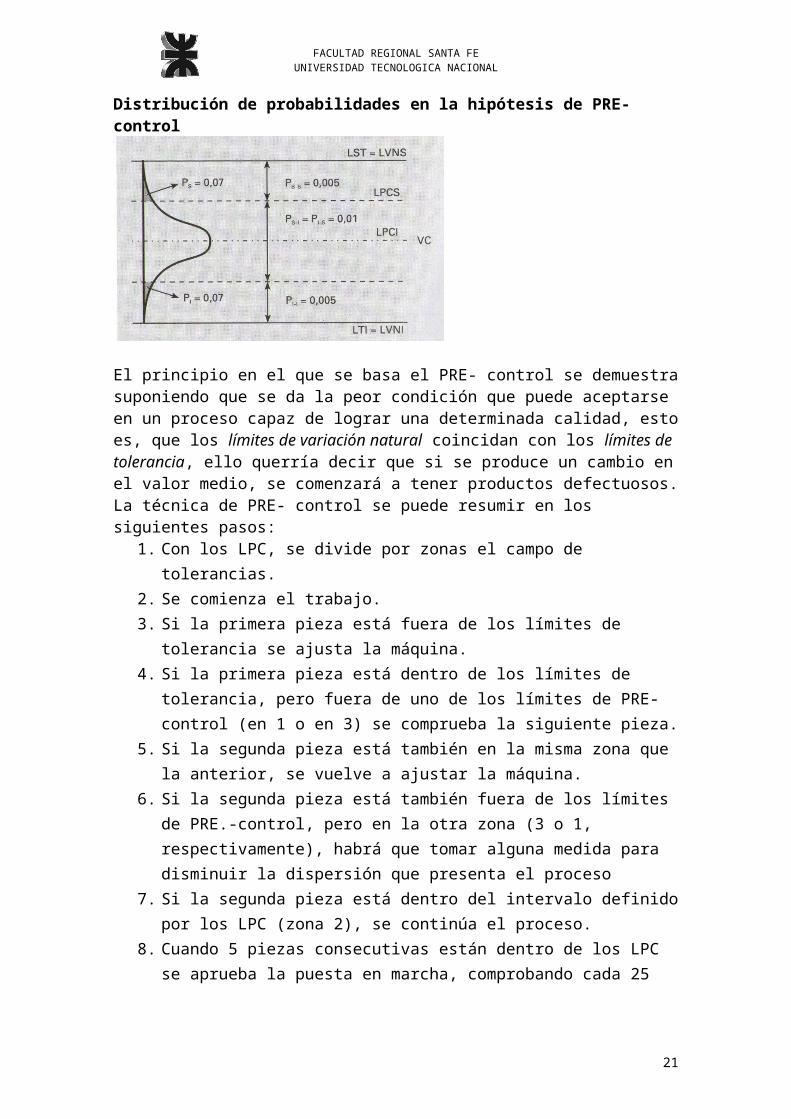
Distribución de probabilidades en la hipótesis de PRE-control
El principio en el que se basa el PRE- control se demuestra suponiendo que se da la peor condición que puede aceptarse en un proceso capaz de lograr una determinada calidad, esto es, que los límites de variación natural coincidan con los límites de tolerancia, ello querría decir que si se produce un cambio en el valor medio, se comenzará a tener productos defectuosos.La técnica de PRE- control se puede resumir en los siguientes pasos:
1. Con los LPC, se divide por zonas el campo de tolerancias.2. Se comienza el trabajo.3. Si la primera pieza está fuera de los límites de tolerancia se ajusta la
máquina.4. Si la primera pieza está dentro de los límites de tolerancia, pero fuera de
uno de los límites de PRE-control (en 1 o en 3) se comprueba la siguiente pieza.
5. Si la segunda pieza está también en la misma zona que la anterior, se vuelve a ajustar la máquina.
6. Si la segunda pieza está también fuera de los límites de PRE.-control, pero en la otra zona (3 o 1, respectivamente), habrá que tomar alguna medida para disminuir la dispersión que presenta el proceso
7. Si la segunda pieza está dentro del intervalo definido por los LPC (zona 2), se continúa el proceso.
8. Cuando 5 piezas consecutivas están dentro de los LPC se aprueba la puesta en marcha, comprobando cada 25 piezas a partir de este momento. Si alguna de estas se sale de intervalo de PRE.- control, volver al punto 3.
15

FACULTAD REGIONAL SANTA FE UNIVERSIDAD TECNOLOGICA NACIONAL
4. CONTROL DE NUEVOS DISEÑOS
4.1. LA IMPORTANCIA DEL CONTROL DE NUEVOS DISEÑOS
El aseguramiento de la satisfacción de la calidad del cliente debe iniciarse durante el desarrollo del nuevo producto. Cuando se planea un nuevo producto y se inicia un nuevo diseño, tanto como una nueva oportunidad importante en el mercado, habrá un riesgo potencial para la calidad de la compañía. Debido a esto, debe haber una serie plenamente estructurada de actividades a fin de minimizar este riesgo y asegurar que la calidad del nuevo diseño satisfaga al cliente en el mercado.
4.2. EL PANORAMA DEL CONTROL DE NUEVOS DISEÑOS
En realidad, la experiencia industrial demuestra muy claramente que mientras menos cambios haya en el diseño una vez que se ha iniciado la producción, mejor será el nivel de calidad del producto.
Por tanto, es más importante examinar la actividad del control del proyecto que revisar únicamente si el diseño está listo para su manufactura. Se debe intervenir anticipadamente en la etapa de planificación e investigación del producto, empezando en el mercado, donde le información sobre los requisitos de calidad del cliente y sus hábitos de mantenimiento y uso con productos similares contribuirá a determinar los requisitos necesarios para la calidad del producto. En las situaciones en que pueda no haber éstos requisitos específicos de calidad en el plan del producto, será responsabilidad de la actividad de control de nuevos diseños el asegurarse que se definan.
Además, la actividad de control de nuevos diseños debe asegurar que estén disponibles los datos de confiabilidad apropiados y de otro tipo, sobre los componentes y que se establezca un programa completo de preproducción y pruebas de uso. Debe asegurarse también la disponibilidad de la experiencia con productos similares anteriores, los que serán de gran valor al delinear lo que les gusta y no les gusta a los clientes. De la misma forma, la actividad del nuevo diseño deberá sumarse al esfuerzo del ingeniero de diseño para “darle la vuelta” a los problemas de calidad que anteriormente hayan podido engendrarse en los diseños previos, ya sea en la fábrica o en el campo.
4.3. DEFINICION DEL CONTROL DE NUEVOS DISEÑOS
El control del nuevo diseño implica el establecimiento y la especificación de lo que se requiere en cuanto a calidad de costo, rendimiento, seguridad y confiabilidad para un producto, incluyendo la eliminación o localización del origen de posibles dificultades en la calidad antes de que se inicie la producción formal.
Esta herramienta es un enfoque estructurado que busca equilibrar los costos de calidad del diseño de un nuevo producto con el servicio que este producto
16
FACULTAD REGIONAL SANTA FE UNIVERSIDAD TECNOLOGICA NACIONAL
debe proporcionar para la satisfacción completa del consumidor. Los procedimientos de control del nuevo diseño están orientados para obtener costos mínimos y maximizar la satisfacción del consumidor.
Las actividades del control de nuevos diseños incluyen todos los esfuerzos del control de calidad para la realización de un producto nuevo mientras se deciden sus características comerciales; en tanto ese producto se diseña, se ofrece al consumidor, se programa para su manufactura y se fija inicialmente su costo; mientras se especifican sus normas de calidad y se determinan las inspecciones y pruebas de rutina para mantener esas normas. Tratándose de un gran volumen de producción, las actividades del control del nuevo diseño terminan cuando las fabricaciones piloto han demostrado que el rendimiento de la fabricación es satisfactorio. Con una fabricación a destajo, la rutina termina cuando se inicia la manufactura de las piezas componentes.
Esta planificación y atención consistente e invariable a las rutinas de control de nuevos diseños es esencial para el logro exitoso de la calidad de nuevas ofertas de productos en plantas y compañías. En realidad, la efectividad del control del nuevo diseño mejora progresivamente al mejorar la “curva de aprendizaje” orientada al control de nuevos diseños.
La efectividad del control de nuevos diseños tenderá a incrementarse cuando el personal que se encargue de estas actividades en la compañía desarrolle el arte de su aplicación. Este incremento de efectividad se aplica generalmente por intermedio de los grupos técnicos de la compañía, emanados de la metódica naturaleza del programa de control del nuevo diseño en contraste con el aumento de efectividad de solo unos cuantos individuos, como en el caso de actividades individuales del control del diseño, realizadas con irregularidad y falta de coordinación. El personal joven de los grupos técnicos de la planta se beneficia con los programas bien organizados de control de nuevos diseños puesto que la práctica en la diferentes fases de la calidad, durante e desarrollo del producto, se puede facilitar extensamente.
4.4. APLICACIÓN DEL CONTROL DE NUEVOS DISEÑOS
Independientemente de cual sea el producto existe la necesidad de un procedimiento estructurado de control de nuevos diseños. Los mismos fundamentos básicos se obtendrán en esta actividad en toda la industria, no importan las condiciones de producción que se enfrenten.
Los detalles de la aplicación del control de nuevos diseños variarán de una compañía a otra, dependiendo de algunos factores como la mezcla de productos, el tamaño de la planta, la clase de personal que se disponga y la economía de la situación particular. Una de las principales diferencias consiste en la peculiaridad entre el sistema que se usa en la manufactura del tipo de producción en masa y el que se emplea en una fabricación a base de destajo donde únicamente uno o muy pocos modelos de un determinado diseño se deben fabricar.
17
FACULTAD REGIONAL SANTA FE UNIVERSIDAD TECNOLOGICA NACIONAL
En el primer caso, las actividades de control del nuevo diseño pueden usar ampliamente herramientas como las fabricaciones piloto y el desarrollo de niveles de muestreo de calidad. El control de nuevos diseños en talleres a destajo, por otra parte, necesita de determinadas técnicas como el establecimiento de normas de calidad y análisis del desempeño de calidad en diseños previos, similares al que esté en desarrollo. El control del nuevo diseño es particularmente importante para el programa de control de la calidad de una compañía que trabaje por el sistema de destajo. Cuando una o muy pocas unidades se deben producir, hacer las cosas bien desde un principio es mucho más que un lema, es una necesidad.
4.5. ORGANIZACIÓN PARA EL CONTROL DEL NUEVO DISEÑO
Para que resulten completamente efectivas las actividades del control de nuevos diseños en una compañía, se debe establecer una rutina definida y mantenerla dentro del marco del sistema de calidad de la compañía. Básica para la operación de ésta rutina es la decisión que debe tomarse en el plan del sistema de calidad de la planta y compañía en lo referente a la clasificación de los nuevos productos que deberán quedar sujetos a esa rutina del control del nuevo diseño. En muchas plantas se incluyen todos los productos nuevos dentro de esa rutina; en otras se incluye solamente aquellos productos que sean nuevos en el concepto de su desarrollo, o bien, los más costosos o los que se vayan a producir en cantidades suficientemente grandes.
El criterio principal para esta clasificación son los riesgos de consecuencias desfavorables de los errores en el diseño en términos de satisfacción del cliente, incluyendo confiabilidad, seguridad y mantenimiento del producto, así como del costo de calidad, incluyendo responsabilidad legal del producto.
En el caso especial de aquellos productos de los que depende la seguridad de vidas humanas o propiedades, se puede requerir un programa completo de control del nuevo diseño para todos los productos, independientemente de las consideraciones económicas directas.
El departamento de ingeniería es el grupo funcional clave en las actividades del control del nuevo diseño. Como “planificación de la calidad” la actividad es un complemento de importancia en la principal responsabilidad del ingeniero proyectista de desarrollar el más útil e ingenioso producto que le sea posible. La mercadotecnia también tiene un papel importante que desempeñar a fin de contribuir a asegurar la adecuada orientación de la actividad en el mercado.
También son de importancia para el control del nuevo diseño los demás miembros técnicos de la compañía que forman los grupos de ingenieros laboratoristas, ingenieros de manufactura, servicio, compras, especialistas en materiales, así como el personal de pruebas e inspección. Los supervisores de manufactura, el grupo de control de producción, y otros grupos, solo actúan como elemento consultivo.
La función de calidad de la compañía, a través de su componente de ingeniería de calidad, tiene la responsabilidad de asegurar el progreso y la integración de
18
FACULTAD REGIONAL SANTA FE UNIVERSIDAD TECNOLOGICA NACIONAL
las actividades de control del nuevo diseño como parte del programa de calidad en la compañía. En algunas plantas donde existe el equipo de control de calidad, o que se requiere que exista, el grupo técnico del equipo de información de la calidad tiene la responsabilidad de participar directamente.
4.6. MODELO DE RUTINA PARA EL CONTROL DEL NUEVO DISEÑO
A continuación se sintetiza el ciclo para el desarrollo de un nuevo producto que suele distinguirse en varias compañías. Es posible que en algunas de ellas se consoliden varias etapas, mientras que en otras puede intercambiarse el orden de tales etapas.
1. Se identifica una nueva oportunidad en el mercado para servir a clientes y se contempla un nuevo diseño.
2. Se hacen análisis técnicos, de producción, del uso que haga el cliente y de mercadotecnia del mercado y del diseño. Factores como objetivos de costos, volumen de producción y niveles de precio son preliminarmente establecidos.
3. Se plantean las especificaciones generales. Esto se puede hacer en forma de:
a) Propuestas de ventas en el caso de trabajo a destajo.b) Especificaciones funcionales estimativas para productos que
deben producirse en masa.c) Amplia delineación de lo que abarcará el plan del sistema de
calidad para el producto.d) Perfil general de los objetivos de servicio y mantenimiento al
producto, requisitos de desempeño de calidad, objetivos de ciclo de vida del producto y otras metas relacionadas con el producto.
4. Se hace el diseño preliminar.
5. Se realizan los primeros modelos. Un programa extenso de pruebas de las características de este diseño se lleva a cabo, incluyendo los componentes y subensambles que se usarán.
6. Se lleva a cabo la revisión del modelo preliminar. En este momento se comprende la clasificación preliminar de características del diseño (incluyendo componentes y subensambles); se evalúan los procedimientos de prueba; se evalúan las capacidades de manufactura y ensamble; se revisan los objetivos de costos; se identifican los niveles de calidad; se definen y revisan los cambios en el diseño; se identifican las consideraciones de proceso y manufactura.
7. Se hace el diseño intermedio, incluyendo dibujos de producción y se construyen modelos.
19

FACULTAD REGIONAL SANTA FE UNIVERSIDAD TECNOLOGICA NACIONAL
8. Se prueba el diseño intermedio y tiene lugar la revisión del diseño. Se continúa la acción en lo referente a la clasificación de características y los requisitos de manufactura, ensamble y pruebas. Se revisan las estimaciones de mercadotecnia y precio. Se definen y se vuelven a considerar cambios en el diseño.
9. Se completa el diseño final junto con las especificaciones, estándares, garantías, planificación de la calidad y dibujos de producción finales. Se culminan las pruebas de vida y desempeño antes de la terminación del diseño final. Se completan los componentes, subensambles y especificaciones de ensamble; se desarrollan planes de inspección de ensamble; se desarrollan planes de inspección de ensambles; se concluye el diseño herramientas y abastecimiento; y se finalizan los costos.
10.Se construyen unidades de producción de muestra.
11. Se definen los procedimientos de ensamble y servicio.
12. Se hacen estudios en cuanto a la capacidad del equipo y los procesos de las máquinas nuevas y actuales.
13. Se entrena a supervisores y empleados de producción. Se hacen fabricaciones piloto usando muestras compuestas de unidades de producción. Los resultados de las pruebas de esta muestra se incorporan a las especificaciones de diseño y manufactura según se requiera.
14. Se revisa el diseño final. Los resultados de las pruebas de producto, software, y cuando sea apropiado, equipo, procesos, instalaciones y desarrollo se analizan respecto a aquellas funciones que necesitan familiarizarse con los planes y que puedan hacer contribuciones constructivas. Los objetivos básicos de costos del ciclo de vida del producto se revisan para asegurar la meta de “diseñar al costo”. Las pruebas de calificación del producto se completan satisfactoriamente. Se da anuencia para la fabricación de herramientas e instalaciones de producción, consistente con la aprobación y terminación de la revisión del diseño final.
15. Se confirman los anuncios de mercadotecnia; se completan los manuales de información del producto, publicaciones de servicio y ayuda para entrenamiento, todo con plena atención a las consideraciones de calidad.
16. La unidad se envía a producción activa.
Algunas de la etapas de esta secuencia son muy generales ya sea para producciones por lotes separados o bien para producciones e masa: algunas etapas se aplican principalmente para les unidades que se producen en masa.
20
FACULTAD REGIONAL SANTA FE UNIVERSIDAD TECNOLOGICA NACIONAL
4.7. PATRON PARA LA RUTINA DEL CONTROL DE NUEVOS DISEÑOS (ACTIVIDADES FUNDAMENTALES)
Las actividades fundamentales de la rutina del control del nuevo diseño, dentro del plan de sistema total de calidad, concuerdan con esta secuencia. Estas actividades se condensan a continuación:
1. Establecimiento de las normas de calidad del producto. En este punto se incluyen los análisis que dan lugar a las especificaciones y estándares orientados a la satisfacción del cliente y en los que se incorporan los requisitos de desempeño, confiabilidad, mantenimiento y seguridad, y el balance entre el costo, la calidad del producto y los componentes. Se incluye el desarrollo de la parte del plan del sistema de calidad que se ocupa de la estimación de la preproducción y de las pruebas del producto.
2. Diseño de un producto que satisface estos requerimientos. Se refiere al establecimiento de los dibujos detallados del producto, así como la preparación de las instrucciones técnicas correspondientes. Incluye el seguimiento del programa de calidad para la clasificación de las características del proceso y el producto, para conducir las evaluaciones de la vida y la seguridad del producto, y para llevar a cabo pruebas ambientales y de otros tipos con e objeto de determinar la confiabilidad de componentes y subensambles y del software cuando sea necesario.
3. Plan para asegurar el mantenimiento de la calidad requerida. En esta etapa se incluye el desarrollo formal de los detalles de la parte del programa de calidad durante el proceso y la producción y la garantía de calidad durante las instalaciones en el terreno y el servicio del producto
4. Revisión final de la preproducción del nuevo diseño y de las instalaciones de su manufactura; autorización formal para su producción activa. Esto incluye la evaluación planificada, del producto diseñado en varias etapas del proceso completo de diseño a fin de asegurar su capacidad para cumplir con los aspectos de garantía y seguridad en condiciones de empleo efectivo. También comprende el análisis de las capacidades del proceso necesarias para la manufactura del producto. Se deben efectuar una serie de pruebas de eficiencia en los términos que se fijen en el programa del sistema de calidad, a fin de revisar el producto en todos los aspectos importantes de su uso final por parte del consumidor.
21

FACULTAD REGIONAL SANTA FE UNIVERSIDAD TECNOLOGICA NACIONAL
22