Niquelado
15
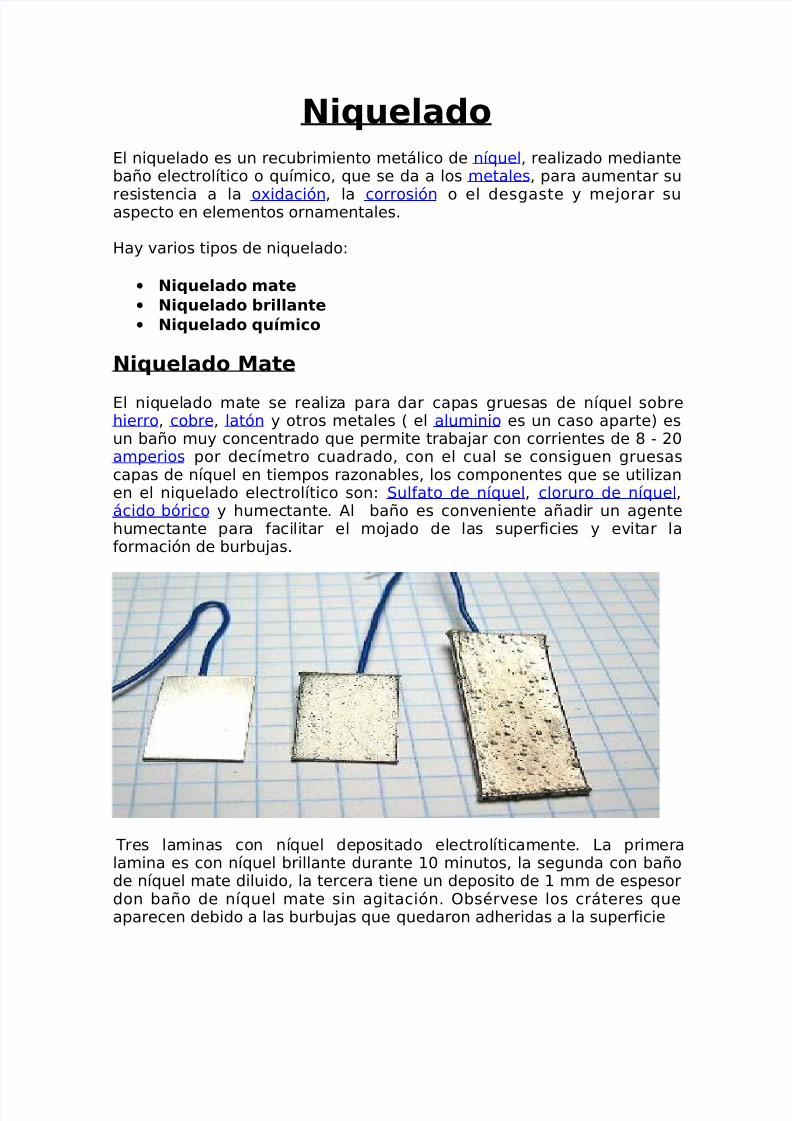
Niquelado El niquelado es un recubrimiento metálico de níquel, realizado mediante baño electrolítico o químico, que se da a los metales, para aumentar su res ist encia a la oxidación, la corrosión o el desgaste y mejorar su aspecto en elementos ornamentales. Hay varios tipos de niquelado: • Niquelado mate • Niquelado brillante • Niquelado químico Niquelado Mate El niq uelado mate se realiza para dar cap as gruesas de níq uel sobre hierro, cobre, latón y otros metales ( el aluminio es un caso aparte) es un baño muy concentrado que permite trabajar con corrientes de 8 - 20 amperios por decímetro cuadrado, con el cual se consiguen gruesas capas de níquel en tiempos razonables, los componentes que se utilizan en el niquelado electrolítico son: Sulfato de níquel, cloruro de níquel , ácido bórico y humec tante. Al baño es conveniente añadi r un agente humectante par a facili tar el mojado de las superficies y evitar la formación de burbujas. Tres laminas con níquel depositado electrolíticamente. La primera lamina es con níquel brillante durante 10 minutos, la segunda con baño de níquel mate diluido, la tercera tiene un deposito de 1 mm de espesor don baño de níquel mate sin agitación. Obsérvese los cráteres que aparecen debido a las burbujas que quedaron adheridas a la superficie
-
Upload
jorge-mejia -
Category
Documents
-
view
2.424 -
download
0
Transcript of Niquelado
5/10/2018 Niquelado - slidepdf.com
http://slidepdf.com/reader/full/niquelado-55a0c128d2f56 1/15
NiqueladoEl niquelado es un recubrimiento metálico de níquel, realizado mediantebaño electrolítico o químico, que se da a los metales, para aumentar su
resistencia a la oxidación, la corrosión o el desgaste y mejorar suaspecto en elementos ornamentales.
Hay varios tipos de niquelado:
• Niquelado mate• Niquelado brillante• Niquelado químico
Niquelado Mate
El niquelado mate se realiza para dar capas gruesas de níquel sobrehierro, cobre, latón y otros metales ( el aluminio es un caso aparte) esun baño muy concentrado que permite trabajar con corrientes de 8 - 20amperios por decímetro cuadrado, con el cual se consiguen gruesascapas de níquel en tiempos razonables, los componentes que se utilizanen el niquelado electrolítico son: Sulfato de níquel, cloruro de níquel,ácido bórico y humectante. Al baño es conveniente añadir un agentehumectante para facilitar el mojado de las superficies y evitar laformación de burbujas.
Tres laminas con níquel depositado electrolíticamente. La primeralamina es con níquel brillante durante 10 minutos, la segunda con bañode níquel mate diluido, la tercera tiene un deposito de 1 mm de espesordon baño de níquel mate sin agitación. Obsérvese los cráteres queaparecen debido a las burbujas que quedaron adheridas a la superficie
5/10/2018 Niquelado - slidepdf.com
http://slidepdf.com/reader/full/niquelado-55a0c128d2f56 2/15
Niquelado Brillante
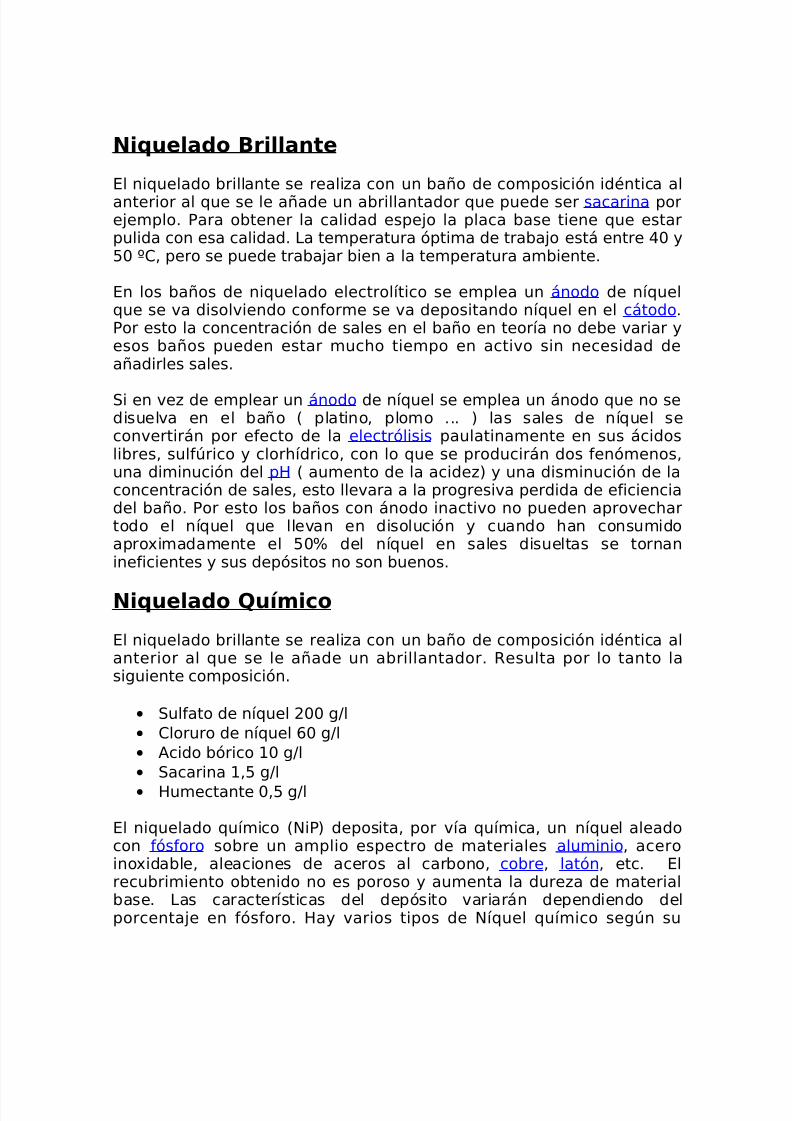
El niquelado brillante se realiza con un baño de composición idéntica alanterior al que se le añade un abrillantador que puede ser sacarina porejemplo. Para obtener la calidad espejo la placa base tiene que estarpulida con esa calidad. La temperatura óptima de trabajo está entre 40 y50 ºC, pero se puede trabajar bien a la temperatura ambiente.
En los baños de niquelado electrolítico se emplea un ánodo de níquelque se va disolviendo conforme se va depositando níquel en el cátodo.Por esto la concentración de sales en el baño en teoría no debe variar yesos baños pueden estar mucho tiempo en activo sin necesidad deañadirles sales.
Si en vez de emplear un ánodo de níquel se emplea un ánodo que no sedisuelva en el baño ( platino, plomo ... ) las sales de níquel seconvertirán por efecto de la electrólisis paulatinamente en sus ácidoslibres, sulfúrico y clorhídrico, con lo que se producirán dos fenómenos,una diminución del pH ( aumento de la acidez) y una disminución de laconcentración de sales, esto llevara a la progresiva perdida de eficienciadel baño. Por esto los baños con ánodo inactivo no pueden aprovechartodo el níquel que llevan en disolución y cuando han consumidoaproximadamente el 50% del níquel en sales disueltas se tornanineficientes y sus depósitos no son buenos.
Niquelado Químico
El niquelado brillante se realiza con un baño de composición idéntica alanterior al que se le añade un abrillantador. Resulta por lo tanto lasiguiente composición.
• Sulfato de níquel 200 g/l• Cloruro de níquel 60 g/l• Acido bórico 10 g/l• Sacarina 1,5 g/l• Humectante 0,5 g/l
El niquelado químico (NiP) deposita, por vía química, un níquel aleadocon fósforo sobre un amplio espectro de materiales aluminio, aceroinoxidable, aleaciones de aceros al carbono, cobre, latón, etc. Elrecubrimiento obtenido no es poroso y aumenta la dureza de materialbase. Las características del depósito variarán dependiendo delporcentaje en fósforo. Hay varios tipos de Níquel químico según su
5/10/2018 Niquelado - slidepdf.com
http://slidepdf.com/reader/full/niquelado-55a0c128d2f56 3/15
porcentaje de fósforo o teflón en el baño, se pueden clasificar de lasiguiente manera:
• Níquel teflón (NI-PTFE). Muy bajo coeficiente de fricción, excelenteresistencia al desgaste.
•
Medio contenido en fósforo: 6-8 %. Para aleaciones no férricas,elevada dureza hasta 1000 HV.• Alto contenido en fósforo: 10-14 %. Máxima resistencia a la
corrosión, dureza de 500-600 HV.
El tratamiento de níquel teflón (NiPTFE), es un recubrimiento que une asu alto contenido en fósforo (9-11 %P) partículas de teflón (8- 9% enpeso), que dan al recubrimiento un índice de fricción excepcionalmentebajo (entre 0,05 y 0,1) y una excelente resistencia al desgaste. El níquelquímico es un proceso adecuado para muchos sectores (indusriaquímica, farmaceutica, impresión grafica, aeroespacial, automoción,
moldeados y matrizados, etc...) ya que deposita una capa muy uniformeaún en partes interiores de la pieza (angulos, agujeros, etc.). Esto ahorraposibles rectificados posteriores al tratamiento.
Proceso de niquelado electrolítico y químico
Según sea el tamaño de las piezas se emplean diversos métodos deniquelado, para las piezas pequeñas se utilizan tambores rotativos y setratan a granel. El niquelado en bastidor o ganchera se aplica cuando la
pieza a tratar es de un tamaño considerable, y queremos evitarrozamientos en la superficie del material. La pieza es colgada enbastidores adaptados a su geometría, se limpia su superficie paraasegurar una buena deposición del metal, y se somete a un procesoelectrolítico de recubrimiento en medio con el que se obtiene muybuena distribución del recubrimiento y las piezas grandes se sujetan enbastidores y se sumergen en los baños de niquelado.
Niquelados diluidos.
Los baños anteriores son baños muy concentrados empleadosindustrialmente, la alta concentración de sales busca que el rendimientoen energía eléctrica sea muy alto, que la velocidad de deposición seamuy alta y que se puedan trabajar con altas intensidades de corrientepara que la producción sea muy alta. A escala domestica o delaboratorio se pueden sin ningún problema diluir los baños añadiendootro tanto de agua desgonzada. Eso si vigilar el pH para que este entre 4y 5. El rendimiento de este baño es menor y burbujean más porque no
5/10/2018 Niquelado - slidepdf.com
http://slidepdf.com/reader/full/niquelado-55a0c128d2f56 4/15
toda la corriente eléctrica se destina a la producción de níquel pero essuficientemente bueno.
En todos los baños anteriores se emplea un ánodo de níquel que se vadisolviendo conforme se va depositando níquel en el cátodo. Por esto la
concentración de sales en el baño en teoría no debe variar y esos bañospueden estar mucho tiempo en activo sin necesidad de añadirles sales.
Si en vez de emplear un ánodo de níquel se emplea un ánodo que no sedisuelva en el baño (platino, plomo...) las sales de níquel se convertiránpor efecto de la electrólisis paulatinamente en sus ácidos libres,sulfúrico y clorhídrico, con lo que se producirán dos fenómenos, unadiminución del pH (aumento de la acidez) y una disminución de laconcentración de sales, esto llevara a la progresiva perdida de eficienciadel baño.
Por esto los baños con ánodo inactivo no pueden aprovechar todo elníquel que llevan en disolución y cuando han consumidoaproximadamente el 50% del níquel en sales disueltas se tornanineficientes y sus depósitos no son buenos.
Por ello, y aunque se pueden emplear, se recomienda que siempre seemplee ánodo de níquel. El empleo de baños con ánodo inactivo solo esrecomendable cuando el baño de níquel se emplea pocas veces o sedesaprovecha mucho baño. Conviene de todas maneras y a pesar de supoca eficiencia emplear baños bastante diluidos.
Si se tiene dificultades en obtener níquel metálico para emplearlo comobaño siempre se puede acudir al desguace de una batería de níquelcadmio o de hidruro metálico como se indica en el apartado de reciclado de baterías de metal hidruro.
5/10/2018 Niquelado - slidepdf.com
http://slidepdf.com/reader/full/niquelado-55a0c128d2f56 5/15
GalvanizadoGalvanizado es el proceso electroquímico por el cual se puede cubrir unmetal con otro. Se denomina galvanización pues este proceso sedesarrolló a partir del trabajo de Luigi Galvani, quien descubrió en susexperimentos que si se pone en contacto un metal con una patacercenada a una rana, ésta se contrae como si estuviese viva, luegodescubrió que cada metal presentaba un grado diferente de reacción enla pata de rana, por lo tanto cada metal tiene una carga eléctrica diferente.
Más tarde ordenó los metales según su carga y descubrió que puederecubrirse un metal con otro, aprovechando esta cualidad (siempredepositando un metal de carga mayor sobre otro de carga menor). De sudescubrimiento se desarrolló más tarde el galvanizado, la galvanotecnia,y luego la galvanoplastia.
El método de galvanizado más frecuente es el proceso de inmersión encaliente. Se aplica un baño químico (inmerso en ácido) al hierro paralimpiarlo de polvo, grasa y suciedad. Después se lava y se introduce enzinc fundido. En un proceso llamado sherardización, se recubre elproducto con polvo de zinc y se calienta en un tambor cerrado durante
varias horas a una temperatura entre 300 y 420 ºC. Otro método degalvanizado consiste en depositar el zinc mediante galvanoplastia paraobtener una capa de espesor uniforme.
5/10/2018 Niquelado - slidepdf.com
http://slidepdf.com/reader/full/niquelado-55a0c128d2f56 6/15
Utilidad
La función del galvanizado es proteger la superficie del metal sobre elcual se realiza el proceso. El galvanizado más común consiste endepositar una capa de zinc (Zn) sobre hierro (Fe); ya que, al ser el zinc
más oxidable, menos noble, que el hierro y generar un óxido estable,protege al hierro de la oxidación al exponerse al oxígeno del aire. Se usade modo general en tuberías para la conducción de agua cuyatemperatura no debe rebasar los 60 °C ya que entonces se invierte lapolaridad del zinc respecto del acero del tubo y ése se corroe en vez deestar protegido por el zinc. Para evitar la corrosión en general esfundamental evitar el contacto entre materiales disímiles, con distintopotencial de oxidación, que puedan provocar problemas de corrosióngalvánica por el hecho de su combinación. Puede ocurrir que cualquierade ambos materiales sea adecuado; lo que ocurre es que sucombinación inadecuada es la que produce la corrosión. Uno de loserrores que se comenten con más frecuencia es el del empleo detuberías de cobre combinadas con tuberías de acero galvanizado (vid.normas UNE 12502.3, UNE 112076, UNE 112081). Si la tubería de cobre,que es un material más noble, se sitúa aguas arriba de la degalvanizado, los iones cobre, que necesariamente existen en el agua olas partículas de cobre que se puedan arrastrar por erosión o decualquier otra procedencia, se cementarán sobre el zinc del galvanizadoaguas abajo y éste se oxidará por formarse una pila bimetálica localCu/Zn en los puntos en los que los iones cobre se hayan depositadocomo cobre metálico sobre el galvanizado. A partir de ese momento seacelerará la corrosión del recubrimiento galvanizado en todos esospuntos. Desaparecido el zinc del recubrimiento la pila será Cu/Fe ycontinuará corroyéndose hasta perforarse el tubo de acero. Como elgalvanizado está instalado anteriormente este fallo pasa desapercibido yse suele atribuir al fin de la vida en servicio o, incluso, a la mala calidaddel galvanizado. La causa, sin embargo ha sido la mala calidad deldiseño: la instalación de la tubería de cobre aguas arriba, que es la queha provocado la corrosión del galvanizado, aguas abajo. Por el contrario,en el caso de que las tuberías de cobre se instalen al final de la red, esdecir, aguas abajo de la tubería de galvanizado, no existe ese problemasiempre que se garantice que no haya agua de retorno que después de
pasar por el cobre pase por el galvanizado. Si existe ese riesgo sedeberá colocar un sistema anti retorno. En cualquier caso, es necesariocolocar un manguito aislante entre el acero galvanizado de la instalacióngeneral y la tubería de cobre final para evitar el contactogalvanizado/cobre. Esta solución, sin embargo, es ineficaz en el casoanterior, tubería general de cobre y ramales finales de acerogalvanizado. Aunque se elimine la corrosión en el punto de contactoentre ambos materiales, que es lo único que hace el manguito, no se
5/10/2018 Niquelado - slidepdf.com
http://slidepdf.com/reader/full/niquelado-55a0c128d2f56 7/15
evitará la corrosión. Ésta se producirá debido a los iones cobre quetransporta el agua, o las partículas de cobre, que producirán picadurassobre toda la instalación de galvanizado aguas abajo, tal como se haexplicado.
Otros procesos de galvanizado muy utilizados son los que se refieren apiezas decorativas. Se recubren estas piezas con fines principalmentedecorativos, la hebillas, botones, llaveros, artículos de escritorio y unsinfín de productos son bañados en cobre, níquel, plata, oro, bronce,cromo, estaño, etc.. En el caso de la bisutería se utilizan baños de oro(generalmente de 18 a 21 quilates). También se recubren joyas enmetales más escasos como platino y rodio.
Proceso
Existen varios procesos para recubrir de zinc el acero. Estos son elgalvanizado en caliente, el metalizado por pistola, el cincado electrolíticoy el galvanizado por laminación.
El galvanizado en caliente se produce por la inmersión de la pieza agalvanizar en una piscina con zinc fundido (aproximadamente 450 ºC).La capa de zinc no dependerá del tiempo de inmersión, sino del grosorde la pieza y la cantidad de silicio del acero a galvanizar.
En los procesos de cincado electrolítico se utilizan los siguienteselementos:
Fuente de alimentación: es un transformador que baja el voltaje de 380V, 220 V ó 110 V a tensiones menores (de 0,1 a 12 V). Además, estosequipos poseen semiconductores (placas de selenio, diodos yúltimamente tiristores) que transforman la corriente alterna en corriente continua, que es la que se utiliza para estos procesos.
Esta fuente debe tener en lo posible un sistema de regulación de voltaje,puesto que cada proceso tiene un rango de tensión en el que elresultado es óptimo.
Electrolito: es una solución de sales metálicas, que serán las queservirán para comenzar el proceso entregando iones metálicos, queserán reemplazados por el ánodo.
Por ejemplo, los baños de niquelado se componen de sulfato de níquel,cloruro de níquel y ácido bórico. Los baños de cincado contienen cianuro de sodio, hidróxido de sodio y soda cáustica (los alcalinos) o cloruro de cinc, cloruro de potasio y ácido bórico (los ácidos).
5/10/2018 Niquelado - slidepdf.com
http://slidepdf.com/reader/full/niquelado-55a0c128d2f56 8/15
Además se agregan a los electrolitos sustancias orgánicas comotensoactivos, agentes reductores y abrillantadores: sacarina sódica,trietanolamina, formalina, urea, sulfuro de sodio, carboximetilcelulosa yvarios tipos de azúcares (derivados por ejemplo de extractos del jarabede maíz).
Ánodos: son placas de metal muy puro, puesto que la mayoría de losprocesos no resisten las contaminaciones: níquel 99,997 %; cobre99,95 %; zinc 99,98 %. Cuando un ion entrega su átomo de metal en elcátodo, inmediatamente otro lo reemplaza desprendiéndose del ánodo yviajando hacia el cátodo. Por lo que la principal materia prima que seconsume en un proceso de galvanizado es el ánodo.
GALVANOPLASTIA
Mediante esta operación se cubren objetos metálicos con un metal
distinto por ejemplo, el oro o la plata se pueden electro depositar sobremetales más baratos. El ánodo es una barra de plata, el cátodo lacuchara por platear y el baño una solución de cianuro de potasio y plata.Al paso de la corriente eléctrica la plata del ánodo se disuelve y seforman iones plata; sobre la cuchara que actúa como cátodo, se reducenlos iones plata formándose una capa de plata metálica.
Las técnicas electrolíticas hacen posible la obtención de los metales másactivos a partir de sus compuestos, por ejemplo iones como Na+, Mg + ,Al + son extremadamente difíciles de reducir, de hecho, no existe unreactivo químico fácil de obtener que pueda reducir a estos iones a
metales en grandes cantidades.
Electro plateado: Un objeto puede rodearse de una capa de metal enuna celda electrolítica como esta. El electrolito contiene iones de metal yel objeto se coloca como cátodo, para que ahí se depositen esos iones alganar electrones.
El ánodo de plata se conecta el electrodo positivo de la fuente deenergía eléctrica, y el cátodo al negativo. Las reacciones son:
• cátodo (reducción) Ag+ + e- ----- Ag (recubre el objeto)• Ánodo (oxidación) Ag ----- Ag+ + e-
Estas reacciones generan un flujo constante, de iones de plata del ánododel cátodo, donde se van depositando. El grosor de la capa depende deltiempo que se pase corriente eléctrica a través de la disolución, del áreadel objeto y de la intensidad aplicada.
5/10/2018 Niquelado - slidepdf.com
http://slidepdf.com/reader/full/niquelado-55a0c128d2f56 9/15
Cuando el objeto que se va a recubrir no conduce electricidad, se leimpregna con polvo de grafito o bien, mediante un proceso químico sedepositan sobre el pequeñas cantidades de metal. En ambos casos setrata de que objetos, casi siempre de plástico, conduzcan la electricidadpara que actúen
Las defensas de los automóviles se protegen de la corrosión medianteelectrodeposición de Níquel, y posteriormente de Cromo, sobre la piezaoriginal de hierro, en lo que se desconoce como cromado. Cuando enlugar de cromo se emplea zinc se obtiene hierro galvanizado.
Otra aplicación de este proceso es conducir las matrices de níquel conlas que se fabrican los discos fonográficos (niquelado).
En un proceso relacionado con este, el anodizado de ciertos metalespermite oxidar su superficie. El oxido del metal crea una capa resistente
a la oxidación posterior. Prácticamente todos los utensilios de aluminioque conoces están anodizados
GALVANOTECNIA
Proceso electroquímico por el cual se deposita una capa fina de metalsobre una base generalmente metálica. Los objetos se galvanizan paraevitar la corrosión, para obtener una superficie dura o un acabadoatractivo, para purificar metales (como en la refinación electrolítica delcobre), para separar metales para el análisis cuantitativo o como es elcaso de la electrotipia, para reproducir un molde. Los metales que se
utilizan normalmente en galvanotecnia son: cadmio, cromo, cobre, oro,níquel, plata y estaño. Las cuberterías plateadas, los accesorioscromados de automóvil y los recipientes de comida estañados sonproductos típicos de galvanotecnia.
En este proceso, el objeto que va a ser cubierto se coloca en unadisolución (baño) de una sal del metal recubridor, y se conecta a unterminal negativo de una fuente de electricidad externa. Otro conductor,compuesto a menudo por el metal recubridor, se conecta al terminalpositivo de la fuente de electricidad. Para el proceso es necesaria unacorriente continua de bajo voltaje, normalmente de 1 a 6 V. Cuando sepasa la corriente a través de la disolución, los átomos del metalrecubridor se depositan en el cátodo o electrodo negativo. Esos átomosson sustituidos en el baño por los del ánodo (electrodo positivo), si estácompuesto por el mismo metal, como es el caso del cobre y la plata. Sino es así, se sustituyen añadiendo al baño periódicamente la salcorrespondiente, como ocurre con el oro y el cromo. En cualquier caso,se mantiene un equilibrio entre el metal que sale y el metal que entra enla disolución hasta que el objeto está galvanizado. Los materiales no
5/10/2018 Niquelado - slidepdf.com
http://slidepdf.com/reader/full/niquelado-55a0c128d2f56 10/15
conductores pueden ser galvanizados si se cubren antes con un materialconductor como el grafito. La cera o los diseños de plástico para laelectrotipia, y las matrices de los discos fonográficos se recubren deesta manera.
Para asegurar una cohesión estrecha entre el objeto a ser recubierto y elmaterial recubridor, hay que limpiar el objeto a fondo, ya seasumergiéndolo en una disolución ácida o cáustica, o bien utilizándolocomo ánodo en un baño limpiador durante un instante. Para eliminarirregularidades en las depresiones de la placa y asegurar que la texturade su superficie es de buena calidad y propicia para el refinado, hay quecontrolar cuidadosamente la densidad de la intensidad de corriente(amperios por metro cuadrado de superficie de cátodo) y latemperatura. Con frecuencia se añaden al baño ciertos coloides ocompuestos especiales para mejorar la uniformidad de la superficie de laplaca.
Algunos metales, en concreto el cromo, tienen poco poderdesprendedor, es decir, tienden a recubrir excesivamente lasprotuberancias y dejan las grietas del ánodo completamente desnudas.(Véase Electroquímica; Técnicas de impresión.)
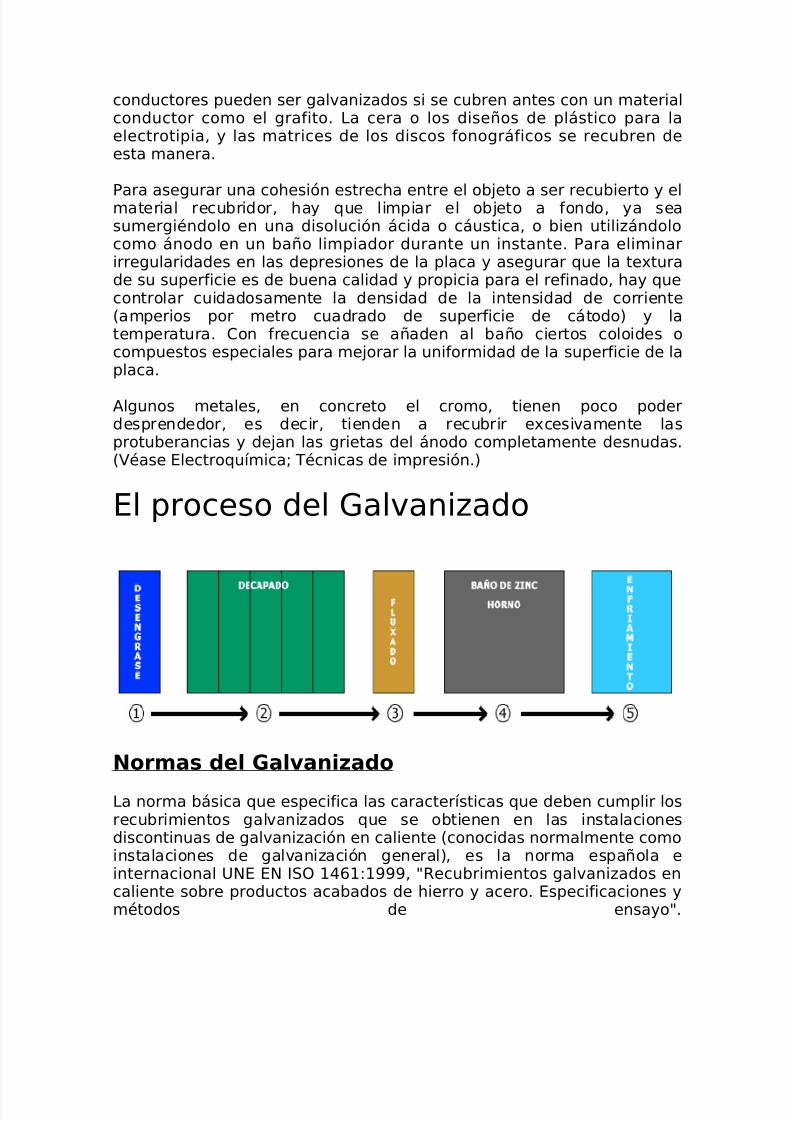
El proceso del Galvanizado
Normas del Galvanizado
La norma básica que especifica las características que deben cumplir losrecubrimientos galvanizados que se obtienen en las instalacionesdiscontinuas de galvanización en caliente (conocidas normalmente comoinstalaciones de galvanización general), es la norma española einternacional UNE EN ISO 1461:1999, "Recubrimientos galvanizados encaliente sobre productos acabados de hierro y acero. Especificaciones ymétodos de ensayo".
5/10/2018 Niquelado - slidepdf.com
http://slidepdf.com/reader/full/niquelado-55a0c128d2f56 11/15
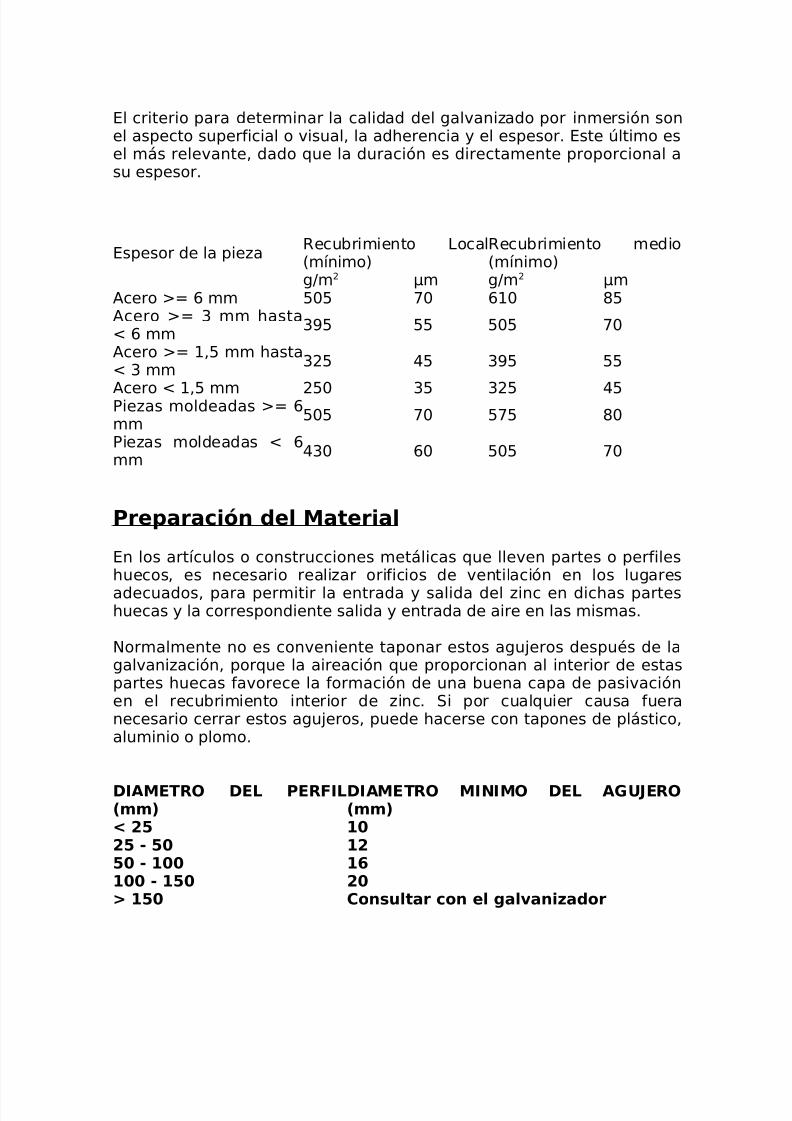
El criterio para determinar la calidad del galvanizado por inmersión sonel aspecto superficial o visual, la adherencia y el espesor. Este último esel más relevante, dado que la duración es directamente proporcional asu espesor.
Espesor de la piezaRecubrimiento Local(mínimo)
Recubrimiento medio(mínimo)
g/m2 µm g/m2 µmAcero >= 6 mm 505 70 610 85Acero >= 3 mm hasta< 6 mm
395 55 505 70
Acero >= 1,5 mm hasta< 3 mm
325 45 395 55
Acero < 1,5 mm 250 35 325 45Piezas moldeadas >= 6mm
505 70 575 80
Piezas moldeadas < 6mm
430 60 505 70
Preparación del Material
En los artículos o construcciones metálicas que lleven partes o perfileshuecos, es necesario realizar orificios de ventilación en los lugaresadecuados, para permitir la entrada y salida del zinc en dichas parteshuecas y la correspondiente salida y entrada de aire en las mismas.
Normalmente no es conveniente taponar estos agujeros después de lagalvanización, porque la aireación que proporcionan al interior de estaspartes huecas favorece la formación de una buena capa de pasivaciónen el recubrimiento interior de zinc. Si por cualquier causa fueranecesario cerrar estos agujeros, puede hacerse con tapones de plástico,aluminio o plomo.
DIAMETRO DEL PERFIL(mm)
DIAMETRO MINIMO DEL AGUJERO(mm)
< 25 1025 - 50 1250 - 100 16100 - 150 20> 150 Consultar con el galvanizador
5/10/2018 Niquelado - slidepdf.com
http://slidepdf.com/reader/full/niquelado-55a0c128d2f56 12/15
CromadoEl cromado es un galvanizado, basado en la electrólisis, por medio delcual se deposita una fina capa de cromo metálico sobre objetosmetálicos e incluso sobre material plástico. El recubrimiento electrolíticocon cromo es extensivamente usado en la industria para proteger
metales de la corrosión, mejorar su aspecto y sus prestaciones.
El llamado cromo duro son depósitos electrolíticos de espesoresrelativamente grandes ( 0,1 mm) que se depositan en piezas que debensoportar grandes esfuerzos de desgaste. Se realizan este tipo dedepósitos especialmente en asientos de válvulas, cojinetes cigüeñales ejes de pistones hidráulicos y en general en lugares donde se requierabastante dureza y precisión.
El cromo brillante o decorativo son finas capas de cromo que sedepositan sobre cobre, latón o níquel para mejorar el aspecto de algunos
objetos. La grifería doméstica es un ejemplo de piezas cromadas paradar embellecimiento.
El cromo tiene poco poder de protección, menos aun si las capas que sedepositan son tan delgadas como una micra. Por ello las superficies acubrir deben estar bien pulidas, brillantes y desengrasadas. El cromo seaplica bien sobre el cobre, el níquel y el acero, pero no sobre el zinc o lafundición.
Procedimiento de cromado
En un baño electrolítico de cromo se disuelve ácido crómico en agua en unaproporción de 300 gramos por litro y se añade 2 gramos por litro de ácido sulfúrico. Se emplea como ánodo un electrodo de plomo o grafito. El plomosirve como ánodo porque se forma una placa de óxido de plomo que esconductor pero que impide que se siga corroyendo por oxidación anódica. Alcontrario que en otros baños como los del níquel el cromo que se deposita en
5/10/2018 Niquelado - slidepdf.com
http://slidepdf.com/reader/full/niquelado-55a0c128d2f56 13/15
el cátodo procede del ácido crómico disuelto y no del ánodo, por lo que poco apoco se va empobreciendo en cromo la solución. Con el uso el cromo se vaagotando y hay que reponerlo añadiendo más ácido crómico.
Cromado para superficies plásticas
El cromo hexavalente (Cr (VI)) es el material más utilizado por lamayoría de empresas dedicadas al metalizado, concretamente alcromado. Una de las grandes desventajas que presenta este material essu potencial cancerígeno. Se está desarrollando un nuevo procesobasado en una tecnología de auto-ensamblaje molecular (SAM – self assembly methodology) mediante el uso de nano-partículas, lo quepermitirá evitar el uso de este material. Esta técnica ya ha sidodesarrollada a escala de laboratorio en España. Los principales objetivosdel proyecto son:
• Desarrollar un proceso de cromado integrado de superficiesplásticas. Dicho proceso será de bajo coste ymedioambientalmente sostenible eliminando el uso de: ácidocrómico, catalizadores de paladio y depósitos electroquímicos deníquel.
• Reducir el tiempo y número de tanques (de cromado y enjuague)necesarios en el proceso (esto implica una reducción en elconsumo de agua y residuos).
• Ofrecer flexibilidad en el tipo de materiales plásticos a utilizar. Elnuevo sistema de cromado se podrá aplicar a ABS, PP, PET y PVC.
• Incrementar la estabilidad del proceso comparado con el clásico
proceso de metalización química.
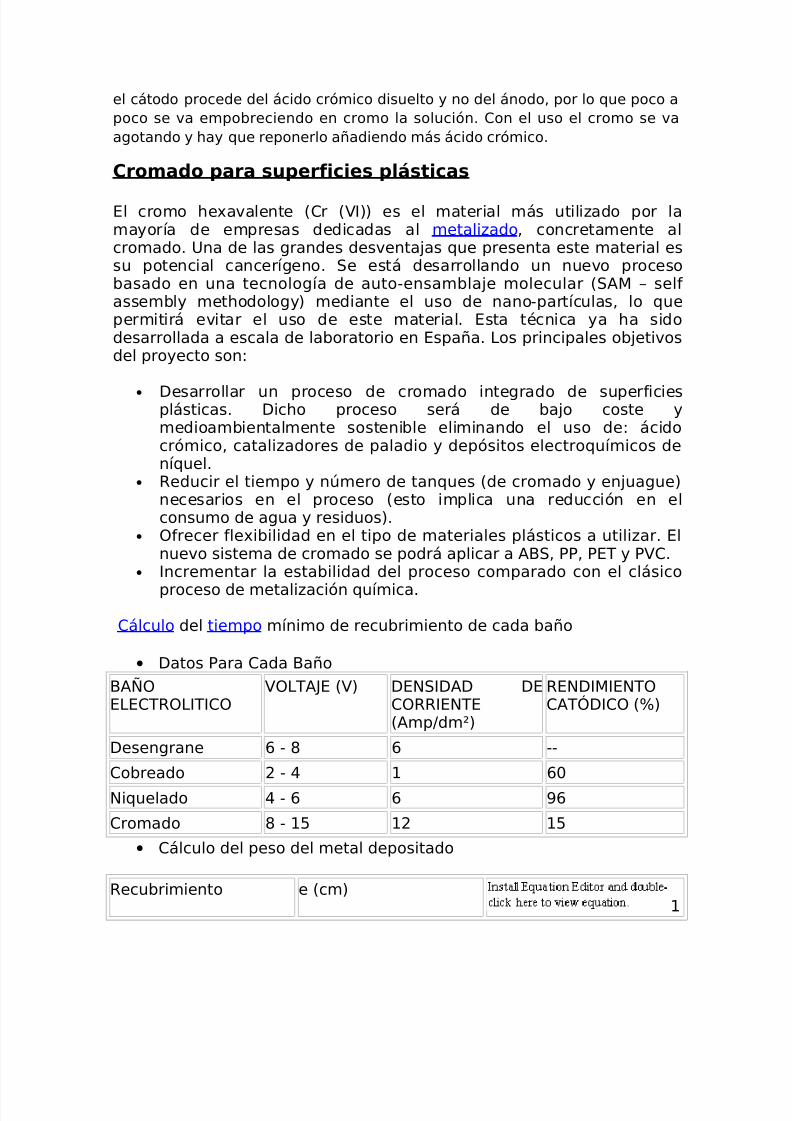
Cálculo del tiempo mínimo de recubrimiento de cada baño
• Datos Para Cada Baño
BAÑOELECTROLITICO
VOLTAJE (V) DENSIDAD DECORRIENTE(Amp/dm²)
RENDIMIENTOCATÓDICO (%)
Desengrane 6 - 8 6 --
Cobreado 2 - 4 1 60
Niquelado 4 - 6 6 96
Cromado 8 - 15 12 15
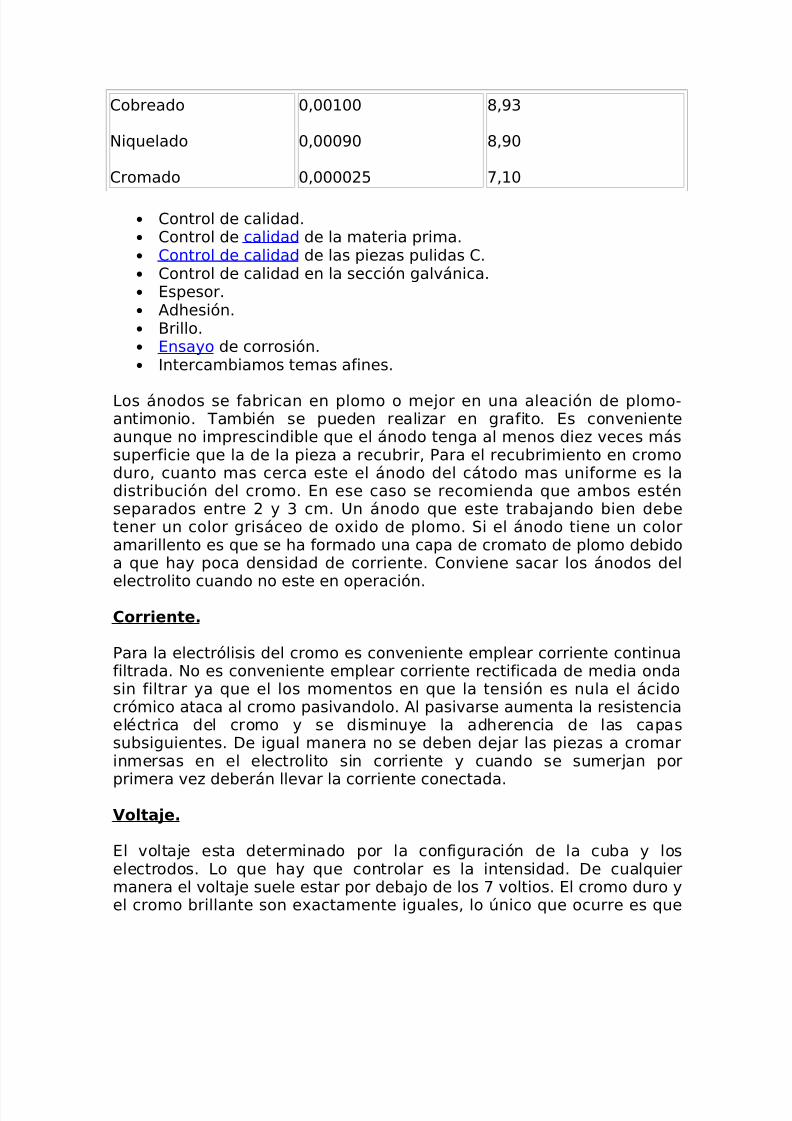
• Cálculo del peso del metal depositado
Recubrimiento e (cm)1
5/10/2018 Niquelado - slidepdf.com
http://slidepdf.com/reader/full/niquelado-55a0c128d2f56 14/15
Cobreado
Niquelado
Cromado
0,00100
0,00090
0,000025
8,93
8,90
7,10
• Control de calidad.• Control de calidad de la materia prima.• Control de calidad de las piezas pulidas C.• Control de calidad en la sección galvánica.• Espesor.• Adhesión.• Brillo.• Ensayo de corrosión.• Intercambiamos temas afines.
Los ánodos se fabrican en plomo o mejor en una aleación de plomo-antimonio. También se pueden realizar en grafito. Es convenienteaunque no imprescindible que el ánodo tenga al menos diez veces mássuperficie que la de la pieza a recubrir, Para el recubrimiento en cromoduro, cuanto mas cerca este el ánodo del cátodo mas uniforme es ladistribución del cromo. En ese caso se recomienda que ambos esténseparados entre 2 y 3 cm. Un ánodo que este trabajando bien debetener un color grisáceo de oxido de plomo. Si el ánodo tiene un coloramarillento es que se ha formado una capa de cromato de plomo debidoa que hay poca densidad de corriente. Conviene sacar los ánodos del
electrolito cuando no este en operación.Corriente.
Para la electrólisis del cromo es conveniente emplear corriente continuafiltrada. No es conveniente emplear corriente rectificada de media ondasin filtrar ya que el los momentos en que la tensión es nula el ácidocrómico ataca al cromo pasivandolo. Al pasivarse aumenta la resistenciaeléctrica del cromo y se disminuye la adherencia de las capassubsiguientes. De igual manera no se deben dejar las piezas a cromarinmersas en el electrolito sin corriente y cuando se sumerjan por
primera vez deberán llevar la corriente conectada.
Voltaje.
El voltaje esta determinado por la configuración de la cuba y loselectrodos. Lo que hay que controlar es la intensidad. De cualquiermanera el voltaje suele estar por debajo de los 7 voltios. El cromo duro yel cromo brillante son exactamente iguales, lo único que ocurre es que

5/10/2018 Niquelado - slidepdf.com
http://slidepdf.com/reader/full/niquelado-55a0c128d2f56 15/15
la capa de cromo duro suele ser mucho mas gruesa y se aplicanmayores intensidades para que este mayor espesor se consiga antes.
http://www.cientificosaficionados.com/tecnicas/cromado%20electrolitico.htmhttp://es.wikipedia.org/wiki/Niqueladohttp://html.rincondelvago.com/galvanizado.htmlhttp://www.galvanizadoslacunza.com/Empresa.htmhttp://es.wikipedia.org/wiki/Cromadohttp://www.monografias.com/trabajos6/croma/croma.shtml