
Nombre: GCC Cemento Planta Chihuahua, S.A. de C.V...
28
FORO ESTATAL DE TRABAJO EN EQUIPO, 2019 1 1.- Datos de la Empresa: Nombre: GCC Cemento Planta Chihuahua, S.A. de C.V. Dirección: Av. Vicente Suárez y 6ª S/N, Zona Industrial Nombre de Dios, Chihuahua, Chih. México. CP: 31105 Teléfono: (614) 442-3100 Fax: (614) 442-3248 Dirección electrónica: www.gcc.com Sector al que pertenece: Industrial Tamaño de la empresa: GCC Cemento Planta Chihuahua está clasificada como una empresa mediana Grupo al que pertenece: Planta Chihuahua pertenece al grupo GCC Grupo Cementos de Chihuahua S.A.B de C.V. que en la actualidad es un líder en el norte de México y suroeste de los Estados Unidos de Norteamérica. Los bienes y/o servicios que ofrece al mercado son: Planta Chihuahua ofrece los siguientes productos y servicios; Elaboración y comercialización de cemento portland, concreto premezclado, yeso, mortero y agregados triturados para la construcción, mostramos a continuación lista actualizada de todos los productos y servicios que se ofrecen como Grupo Cementos de Chihuahua: Incluye el nuevo isoblock con propiedades térmicas. (ver Figura 1) Años de experiencia en el mercado: GCC Cemento Planta Chihuahua (Ver Foto 1) inició operaciones el 4 de Septiembre de 1941, con el objeto de satisfacer la demanda de cemento en la región de influencia. A lo largo de 78 años, esta organización ha trabajado para ofrecer productos y servicios de calidad, los cuales contribuyen al mejor desarrollo de la comunidad. Población total de la empresa: Actualmente cuenta con 185 empleados ubicados en 5 unidades de negocio, que se dedican a la fabricación de productos cementantes. Sistema de Administración o dirección por calidad total: GCC Cemento Planta Chihuahua es una organización de Alto Desempeño, basada en la filosofía de calidad total y mejora continua, mediante una estructura de equipos de trabajo autocontrolados para el control de su operación, calidad de sus productos y servicios. Planta Chihuahua está certificada en ISO-9001:2015, ISO-14001:2015 y SASST:2008, de esta última se está en proceso de actualización de la documentación, para cumplir con los requisitos de la norma ISO-45001:2018 con propósitos de certificación. Foto 1 Planta Chihuahua Figura 1
Transcript of Nombre: GCC Cemento Planta Chihuahua, S.A. de C.V...

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
1
1.- Datos de la Empresa:
Nombre: GCC Cemento Planta Chihuahua, S.A. de C.V.
Dirección: Av. Vicente Suárez y 6ª S/N, Zona Industrial Nombre de Dios, Chihuahua, Chih. México.
CP: 31105
Teléfono: (614) 442-3100
Fax: (614) 442-3248
Dirección electrónica: www.gcc.com
Sector al que pertenece: Industrial
Tamaño de la empresa: GCC Cemento Planta Chihuahua está clasificada como una empresa mediana
Grupo al que pertenece: Planta Chihuahua pertenece al grupo GCC Grupo Cementos de Chihuahua S.A.B de C.V. que en la actualidad es un líder en el norte de México y suroeste de los Estados Unidos de Norteamérica. Los bienes y/o servicios que ofrece al mercado son: Planta Chihuahua ofrece los siguientes productos y servicios; Elaboración y comercialización de cemento portland, concreto premezclado, yeso, mortero y agregados triturados para la construcción, mostramos a continuación lista actualizada de todos los productos y servicios que se ofrecen como Grupo Cementos de Chihuahua: Incluye el nuevo isoblock con propiedades térmicas. (ver Figura 1)
Años de experiencia en el mercado: GCC Cemento Planta Chihuahua (Ver Foto 1) inició operaciones el 4 de Septiembre de 1941, con el objeto de satisfacer la demanda de cemento en la región de influencia. A lo largo de 78 años, esta organización ha trabajado para ofrecer productos y servicios de calidad, los cuales contribuyen al mejor desarrollo de la comunidad.
Población total de la empresa: Actualmente cuenta con 185 empleados ubicados en 5 unidades de negocio, que se dedican a la fabricación de productos cementantes.
Sistema de Administración o dirección por calidad total: GCC Cemento Planta Chihuahua es una organización de Alto Desempeño, basada en la filosofía de calidad total y mejora continua, mediante una estructura de equipos de trabajo autocontrolados para el control de su operación, calidad de sus productos y servicios. Planta Chihuahua está certificada en ISO-9001:2015, ISO-14001:2015 y SASST:2008, de esta última se está en proceso de actualización de la documentación, para cumplir con los requisitos de la norma ISO-45001:2018 con propósitos de certificación.
Foto 1 Planta Chihuahua
Figura 1

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
2
2.- Datos del Sistema de Trabajo en Equipo en la Empresa:
a) Responsable del sistema de trabajo:
Raul Armando Ambriz Sotelo
Director de GCC Cemento, Planta Chihuahua
Teléfono: (614) 442-32-61
Correo Electrónico: [email protected]
b) Número total de equipos de trabajo en la empresa:
1 Equipo Directivo, 5 Equipos Gerenciales y 15 Equipos Operativos
c) Número de personas promedio en un Equipo de la empresa:
En promedio un Equipo cuenta con 8 personas
d) Porcentaje de la Población total de la empresa que participa en Equipos:
En GCC Cemento Planta Chihuahua, el 100% del personal operativo participa en equipos de mejora.
e) Número promedio de temas resueltos por Equipo, cada año: El año 2018 se logró resolver en equipo un promedio de 3 temas
f) Tiempo promedio (en meses) de resolución de un tema: 4 meses por cada tema
g) Breve explicación del sistema de reconocimientos que utiliza la empresa:
Nuestro sistema de reconocimientos, proviene de una política interna del grupo, que tiene como propósito el de reconocer los logros individuales y de los equipos por su contribución a la mejora continua, para estimular el desarrollo de la persona y fortalecer los comportamientos de la cultura deseada.
El desempeño individual y por equipo son evaluados cada uno con su respectiva metodología, en el transcurso del año, una vez terminado el ciclo se realiza una emotiva Ceremonia de Reconocimientos anual, en la cual se reúnen los equipos y personal que destacaron, para poder hacer su mención y entregar el premio ganado por los altos directivos de la Organización.
h) Tipos de reconocimientos o premios que se otorgan.
Los diferentes tipos de reconocimientos que se otorgan en GCC Cemento planta Chihuahua se muestran en la Tabla No. 1:
Tipo Reconocimiento Premios
INDIVIDUAL
1 Asistencia Perfecta 1 Dependiendo del tiempo de la asistencia varía desde 1 año (800 pesos en bonos) hasta 5 ( 4,000 pesos en bonos)
2 Certificación de habilidades 2 208 salarios mínimos por habilidad
3 Años de servicio 3 Placa de reconocimiento, reloj, anillo y viaje
4 Aportación de ideas 4 116 salarios mínimos
5 Bono al desempeño 5 Dependiendo, desde 10 días de salario a personal del 70% hasta 20 días para personal del 20%
6 Becas 6 Apoyo económico para estudios
EQUIPO
1 Logro de Objetivos 1 Celebración al equipo
2 Sistema de 5’S 2 Reloj y placa de reconocimiento
3 Nivel de Madurez SAD ( Desempeño del equipo )
3 116 Salarios mínimos y derecho a participar en el Foro de GT
4 Seguridad “Cero accidentes” 4 500 pesos y placa por cada periodo cumplido
5 Proyecto Seis Sigma 5 Reloj y placa de reconocimiento
Tabla No.1 Reconocimientos y premios
i) Sistema a través del cual se eligió o seleccionó al Equipo participante:
Durante el transcurso del año en todos los equipos de la empresa, se realiza una evaluación periódica (con enfoque a resultados) del desempeño de los mismos, información que se retroalimenta al equipo y

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
3
se toma en cuenta en el desarrollo de su plan de trabajo, para mejorar su desempeño y lograr sus objetivos en los indicadores clave del proceso. Dicha evaluación comprende los 5 siguientes criterios:
Utilización del Sistema de reuniones ……………… 5%
Resultados y tendencias en indicadores claves….. 70%
Auto-administración del equipo…………………….. 10%
Negociación Cliente–proveedor …………………… 5%
Aportación de ideas de mejora ……………………. 10%
El equipo de mayor calificación en su nivel de madurez en el sistema de alto desempeño, es candidato a ser seleccionado para participar en el foro estatal de trabajo en equipo. Nuestro equipo fue seleccionado en 2019 en área Chihuahua.
j) Tipo de equipos que tiene implantados en su organización:
Nuestro sistema de alto desempeño cuenta actualmente con tres tipos de equipos en la organización: Operativos, Tácticos y Estratégicos, con un enfoque, medición y utilización de herramientas diferentes de acuerdo a la siguiente Tabla No. 2:
Equipo Enfoque Medición Herramientas
Operativo Mejora Continua Indicadores Clave de procesos
5 Pasos
Táctico Apoya y soporta a la mejora continua e implementa proyectos estratégicos
Indicadores clave de procesos y proyectos estratégicos
5 Pasos, Seis Sigma, Administración de proyectos, Benchmarking. Reingeniería y cambios tecnológicos
Estratégico
Establece Objetivos Estratégicos, Genera y soporta iniciativas o proyectos estratégicos
Indicadores estratégicos de negocio
BSC, Planeacion estratégica y Gestión tecnológica
Tabla No. 2 Tipo de Equipos
k) Situación actual y problemas en su Sistema de Administración de Equipos:
La evolución de liderazgo y del proceso de calidad total de la organización, ha llevado a integrar un sistema de administración de los negocios denominado Modelo de dirección de clase mundial MDCM, cuyo propósito es: Establecer el rumbo para alcanzar la competitividad y la clase mundial, a través de construir valor a clientes, personal, accionistas y sociedad de manera armónica y balanceada acorde a su visión, con la participación inteligente y comprometida de todo el personal y la conjugación efectiva y sistémica de los sistemas y procesos de la organización. Esto hace posible tener un sistema de alto desempeño en los procesos. Se tiene 31 años trabajando en la Competitividad de la organización, desde 1988 se comenzó con calidad total, en 1992-1994 se desarrolla e implementa el sistema de alto desempeño en plantas de cemento, de 1995 a 2018 el sistema de alto desempeño ha sido la base de los sistemas de gestión, en 2019 se van a integrar los sistemas de gestión (ISO-9001:2015, ISO-14001:2015 e ISO-45001:2018) alineados al modelo Nacional de competitividad.

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
4
3.- Datos del equipo participante:
a) Nombre del equipo participante:
“Mantenimiento Unidad Materias Primas”
b) Nombre completo y área o departamento del facilitador del equipo.
- Luis Oscar Chacón Gamboa - Asesor de administración por Competitividad - Teléfono: (614) 442-31-00 Extensión 3361 - Correo Electrónico: [email protected]
c) Fecha de su establecimiento e inicio de actividades.
El equipo inicio actividades en el mes de Mayo 1995
d) Nombre completo, escolaridad, antigüedad en la empresa o institución y puesto, de cada uno de los integrantes del equipo.
Estos datos se ven en la siguiente Tabla No.3:
Integrantes Empresa Equipo
Nombre Escolaridad Antigüedad Puesto Cargo Antigüedad
René Antonio Gutiérrez Quintana Ing Industrial Electromecánico
26 años Administrador de Mantenimiento
Líder 10 años
Jesus Raúl Hernández Balderrama Secundaria 35 Años Técnico Mantenimiento Miembro 7 años
Erasmo Mendez Escontrias Técnico Mecánico 10 Años Técnico Mecánico móvil Miembro 7 años
Joel Iván Acosta Rodríguez Técnico Superior Universitario
6 años Técnico Mecánico Móvil Miembro 6 años
Vicente Pérez Baez Ing Industrial Electrónico 30 Años Técnico Eléctrico especial Miembro 17 años
Hugo Enrique Luján Gutiérrez Técnico Mantto Industrial 8 Años Técnico Eléctrico - Instrumentista
Miembro 8 años
Héctor Ochoa Franco Técnico Mecánico 9 Años Técnico mecánico Móvil Miembro 9 años
Tabla No.3.- Datos Integrantes del equipo de trabajo
e) Puesto y cargo (responsabilidades) que cada uno de los integrantes tiene en el equipo.
Estos datos se ven en la Tabla No. 4:
Puesto Responsabilidades
Administrador de Mantenimiento Coordinar y administra el mantenimiento de la Unidad Materias Primas
Técnico Mantenimiento Ejecuta actividades de mantenimiento mecánico del equipo industrial
Técnico Eléctrico Especial Administrar mantenimiento eléctrico/electrónico de unidad de Materias Primas
Técnico Mecánico Móvil Ejecutar mantenimientos eléctricos preventivos y correctivos en equipo móvil de unidad Materias primas.
Técnico Eléctrico - Instrumentista Ejecuta actividades de mantenimiento eléctrico, electrónico del equipo industrial
Tabla No. 4 Puesto y responsabilidades del equipo de trabajo
f) Funcionamiento del equipo: lugar, frecuencia y horario de las reuniones.
Lugar: Aula de Mantenimiento en la Unidad de materias Primas.

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
5
Frecuencia: Tenemos una reunión mensual de mejora los Martes, iniciando a las 12:00 y terminando a las 14:00 horas, además realizamos reuniones de trabajo semanal para la planeación y seguimiento de las actividades de mantenimiento con duración de una hora.
g) Antecedentes y evolución del equipo.
Nuestro Equipo fué ganador del Premio Nacional de Equipos de Trabajo en 2016 y ganador del Premio Nacional del Trabajo en 2017.
En la Tabla No. 5 mostramos algunos de los casos que hemos resuelto desde el 2016.
Casos Resueltos Año Periodo de solución
Reconocimientos
Automatizar los Sistemas de Aspersión en Planta agregados
Instalar Colector de polvo en torre de transferencia de bandas TB-15 a TB-16
2016
Mayo – Julio 2016
Abril – Julio 2016
- Reconocimiento Mejora al desempeño 2016
Instalación de sistema humidificador en partes internas de trituradora secundaria agregados
Modificar diseño de tensión en vía molienda en trituradora Pettibone en Corte Sur
2017
Abr – Septiembre 2017
Abr – Diciembre 2017
- Reconocimiento Efectividad 2017
Modificar diseño de chute de descarga en cribas a banda TB-9
Incrementar Disponibilidad en Equipo Industrial y Equipo Móvil en Unidad Materias Primas
2018
Jun – Octubre 2018
Mar – Diciembre 2018
- Reconocimiento Efectividad 2018
Tabla No. 5 .- Casos resueltos por el equipo
h) Número de casos que resuelve en promedio al año.
Se resuelven en promedio 3 a 4 casos por año
i) Características especiales en el funcionamiento del equipo.
EL equipo cuenta con diferentes habilidades: Mecánica industrial, mecánica equipo móvil, eléctrica y electrónica, así como un buen conocimiento del proceso, lo que nos hace un equipo versátil para mejorar la disponibilidad de los equipos del área de mantenimiento de la Unidad Materias Primas.
Nuestro equipo cuenta con las siguientes características principales:
Compromiso hacia la búsqueda del éxito como fin común.
Fuerte Liderazgo de nuestro líder de equipo y de la Gerencia de la unidad de Materias Primas.
Innovador y creativo.- Personal siempre buscando el cómo mejorar nuestro proceso.
Trabajo en equipo.- Entendemos que los mejores resultados se logran con el trabajo en equipo, por lo que actuamos buscando el ayudarnos unos a otros en las diferentes actividades y proyectos que realizamos.
Espíritu de servicio.- Buscamos la satisfacción de nuestros clientes.
Trabajo con seguridad, orden y limpieza.- Trabajar con seguridad, es algo que siempre tenemos en cuenta al realizar nuestras labores, el trabajo no termina con entregar el equipo reparado, termina hasta que el área queda ordenada y limpia buscando la satisfacción de nuestro cliente.

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
6
4.- Información Técnica de la metodología empleada.
Grupo Cementos de Chihuahua busca ser una organización de alto desempeño, mediante la participación comprometida, inteligente y efectiva de todo el personal en la mejora continua de los procesos, productos y servicios de GCC como un medio para alcanzar las metas de rentabilidad y crecimiento.
En GCC Cemento, Planta Chihuahua desde 1995, como parte del sistema de trabajo de alto desempeño, ha estado aplicando de manera sistemática la metodología de Mejora Continua, con el propósito de mejorar los indicadores clave de los procesos, para aumentar el desempeño en la organización y mejorar la satisfacción de los clientes.
Todos los equipos tienen definido y establecido los Indicadores clave de su proceso, alineados a los objetivos estratégicos de GCC y en base a las áreas de desempeño de:
Costo Productividad Calidad/Servicio
Personal
La metodología de Mejora Continua consiste en desarrollar los siguientes 5 pasos:
I. Establecer objetivos en indicadores clave II. Establecer mediciones III. Seleccionar y Priorizar problemas y/o proyectos IV. Analizar problemas y/o Organizar proyectos V. Implementar soluciones de problemas y proyectos de mejora
La secuencia de estos cinco pasos de la metodología de mejora continua, se explica a través del siguiente diagrama de flujo (Ver Figura No. 2):
A continuación, se describe a detalle en que consiste la implementación de cada uno de los 5 pasos de nuestra metodología de mejora continua:
Paso 5
Implementar los Proyectos
de Mejora
Paso 1Establecer Objetivo
Retador
Objetivos
estratégicos
GCC
Ciclo de Mejora ( Lograr y Sostener el
Objetivo en el periodo )
Objetivos del
Negocio
Paso 3Paso 4
Organizar cada Proyecto
(Hoja amarilla)
Analizar cadaProblema( Hoja verde)
Seleccionar yPriorizar
Problemas
Seleccionar y Priorizar Proyectos
Paso 2Establecer una
Medición
Identificar fallas que afecten al
indicador Clave
( Hechos y datos)
DIAGNOSTICO
HerramientasEstadísticas
Estratificar y analizar las
Fallas Principales
Identificar Proyectos
y problemas(Causa Raíz)
?
SI
NO
Figura 2

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
7
PRIMER PASO: Establecer Objetivos en Indicadores clave.
Los indicadores clave son la guía de los empleados para ayudarlos a lograr sus metas, asegurar utilidades y seguridad en el trabajo. Estas guías darán un indicador de nuestra mejora continua, como un indicador del éxito.
En este primer paso se define un Objetivo que sea retador, en el indicador clave respectivo y que cumpla con las siguientes características: Realista, medible, entendible, específico en cantidad y tiempo, controlable y alineado.
Se establece un periodo máximo de 12 meses para lograr los objetivos en cada indicador clave.
Se determina el objetivo retador en base a un análisis estadístico del desempeño del Indicador clave en el periodo anual anterior (Enero-Diciembre) de acuerdo a lo siguientes dos casos:
Caso 1.- Si la tendencia del indicador; mayor es mejor,
determine el valor del nuevo Objetivo retador entre el valor mayor y el promedio anual de los datos (Ver Gráfica No. 1):
Calculo del Objetivo Retador: = Promedio anual anterior + (Valor Mayor - Promedio)
2
El rango de mejora está entre la diferencia del
valor mayor menos el valor promedio
dividido entre 2.
Caso 2.- Si la tendencia del indicador; menor es mejor, determine el valor del nuevo objetivo retador entre el promedio anual de los datos y el valor menor (Ver Gráfica No. 2):
Calculo del Objetivo Retador: = Promedio anual anterior - (Promedio - Valor Menor)
2
El rango de mejora está entre la diferencia del valor promedio menos el valor menor dividido entre 2 SEGUNDO PASO: Establecer una Medición.
Se establece una medición con apoyo de una gráfica en cada indicador clave y se incluye como mínimo el resultado promedio del año anterior como referencia.
La medición gráfica debe cumplir con las siguientes características: oportuna, confiable, precisa, visible y comprensible. Se muestra como ejemplo la siguiente Gráfica No. 3.
Se monitorea el comportamiento de la tendencia o desempeño
en cada indicador clave, para saber si estamos mejorando nuestro proceso.

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
8
Se elabora un Diagnóstico para cada Indicador Clave basado en Hechos y Datos verificables en los reportes de operación del proceso o área. (Bitácoras, sistemas de información, reportes, etc.).
a) Se identifican las distintas fallas, incidencias, errores que afectaron el desempeño del indicador clave en el año anterior e inicio del actual y se determinan las principales o de mayor contribución asociando el impacto o la frecuencia de las mismas.
b) Se estratifica cada una de las fallas e incidencias principales o de mayor contribución de acuerdo a la prioridad identificada y a la necesidad del proceso o área, las veces que sean necesarias hasta identificar cada falla e incidencia específica.
c) Si no se tienen datos, se utiliza la técnica de lluvia de ideas con apoyo de los 5 porqués, para identificar las principales fallas o incidencias en base a la experiencia y conocimiento del equipo, y se comprueban con verificación y/o observación en la operación del proceso o área.
d) El equipo decide el tipo, cantidad y variedad de herramientas estadísticas básicas y/o administrativas mínimas a utilizar de acuerdo a la complejidad del análisis requerido.
TERCER PASO: Seleccionar y Priorizar Problemas y/o Proyectos.
Selección y Priorización de Problemas: Cuando NO se conoce la causa raíz de cada falla o Incidencia específica, entonces se define que se cuenta con un “Problema pendiente¨ por analizar.
Se realiza una Priorización cuando se cuenta con 2 o más problemas, utilizando los criterios de "Frecuencia e Impacto", de acuerdo con la siguiente escala: Alta: 1 - 3, Media: 4 - 6, Baja: 7 - 9. (Ver Tabla No. 6).
Selección y Priorización de Proyectos:
Cuando SI se conoce la causa raíz de cada falla o Incidencia específica, entonces se define que se debe generar un Proyecto de mejora.
Se generan las diferentes alternativas de solución ("Proyectos de mejora"), con el enfoque de eliminar o reducir la causa raíz de la falla o incidencia específica, utilizando el conocimiento y la experiencia de los integrantes del equipo, en el proceso o área, con apoyo de la técnica “lluvia de ideas” y los 5 porqués.
Se realiza la priorización de las alternativas de solución, conocidos como "Proyectos de mejora", utilizando los 3 criterios de: "Tiempo de implementación, costo de implementación e Impacto”, de acuerdo a la siguiente escala: Alta: 1 - 3, Media: 4 - 6, Baja: 7 - 9. (Ver Tabla No. 7).
Nombre del problema
Criterios
Resultado Prioridad
Frecuencia Impacto
Problema A 14 4 56 2
Problema B 5 2 10 1
Problema C 9 8 72 3
Tabla No. 6 Priorización de Problemas
Nombre del Proyecto
Criterios
Resultado Prioridad
Tiempo Costo Impacto
Proyecto A 1 1 2 2 1
Proyecto B 2 2 6 24 2
Proyecto C 5 3 5 75 3
Tabla No. 7 Priorización de Proyectos

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
9
CUARTO PASO: Analizar problemas y/o Organizar proyectos.
Analizar Problemas: El análisis de cada uno de los problemas definidos, se realiza con apoyo de la hoja de análisis e implementación, que normalmente se le conoce como hoja verde para analizar las causas posibles, hasta llegar a la(s) causa(s) raíz y así determinar las soluciones efectivas. A continuación de describe la secuencia para analizar un problema:
a) Se inicia el análisis del problema, definiendo el enfoque especifico del mismo (nombre del problema, establecer que se está trabajando con un solo problema).
b) Se describe la situación actual del problema, haciendo las siguientes preguntas: Que?, Donde?, Cuando? y Cuánto? a aquellos que saben. Con esta descripción se conoce si se está trabajando en un problema que proviene de una causa, o de un conjunto de causas comunes, si no, entonces se revisa de nuevo el enfoque específico.
c) Se determina la acción o acciones interinas inmediatas para proteger a los clientes y minimizar el impacto, se define un responsable y la fecha compromiso.
d) Se realiza una lluvia de ideas, aprovechando la experiencia y conocimiento del equipo para determinar todas las posibles causas, con apoyo de la herramienta estadística básica “Diagrama causa – efecto”, (se utilizan las 6 M que se relacionan con el problema específico).
e) Se analiza cada Causa Posible, cruzándola con la información de la descripción del problema (Que, Donde, Cuándo y Cuánto?), si se cumple con las 4 preguntas de la descripción del problema se define como una Causa Probable.
f) En caso de NO cumplir, con al menos una pregunta de la descripción del problema (Que, Donde, Cuando o Cuánto?), se define como NO es causa probable.
g) Si se tiene duda del cumplimiento de una causa posible con la descripción del problema, se deja pendiente hasta obtener más información al respecto.
h) Si NO se encuentra ninguna Causa Probable, entonces se pregunta qué ha cambiado o está diferente en el Qué, Dónde y Cuándo del enfoque específico del problema.
i) Se comprueba cada una de las causas probables, realizando una prueba con observación o experimentación en el proceso o área, y al confirmarse como causa verdadera se define como una causa raíz o real.
j) En base a una lluvia de ideas con el equipo, se definen las posibles soluciones para eliminar las causas raíz o reales determinadas en el inciso anterior.
Organizar Proyectos: Se documenta en el formato de hoja de organización e implementación, que normalmente se le conoce como hoja amarilla, cada uno de los proyectos de mejora seleccionados, en la priorización de proyectos del tercer paso y en las soluciones determinadas en el análisis del problema. A continuación, se describe la secuencia para organizar un proyecto en el formato de una hoja amarilla:
a) Se documenta la programación de cada una de las actividades principales necesarias para implementar el proyecto, estas actividades deben reflejar las fases de planear, hacer, verificar y actuar del círculo de Deming.
b) Se incluye el responsable y la fecha objetivo esperado de término para cada actividad programada.
c) En la parte inferior de la hoja se coloca la fecha de cuando se termina de documentar todas las actividades principales, se hace lo mismo con la documentación de todos los responsables y fechas objetivo.
d) Se determina el costo beneficio que se espera del proyecto, de acuerdo a su propósito general ya sea tangible o intangible.

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
10
QUINTO PASO: Implementar Soluciones de Problemas y Proyectos de mejora.
a) Se implementa cada solución determinada, como un proyecto de mejora en el proceso, o área de trabajo por el equipo de alto desempeño, de acuerdo a cada actividad programada en el formato de hoja amarilla, y de acuerdo al avance se documenta la evidencia necesaria y la fecha de terminación real.
b) Se define un dueño natural entre los integrantes del equipo para cada proyecto de mejora, el cual explica junto con el líder los avances durante la implementación del proyecto al equipo, en las reuniones programadas durante el año en curso.
c) Los recursos que sean necesarios para la implementación del proyecto, y que están fuera del alcance del equipo, se solicitan por el líder al equipo gerencial de la unidad.
d) Una vez que se haya terminado de implementar el proyecto de mejora, se determina cual fué el Costo beneficio real, calculando el ahorro en pesos a través del beneficio obtenido menos el costo de implementación.
e) Se determina la mejora lograda con la implementación del proyecto, verificando si se eliminó o que tanto se redujo la causa raíz de la falla o incidencia especifica. Se utiliza un gráfico con la variable o parámetro respectivo, comparando con hechos y datos el antes y después de la falla específica.
f) Se determina él logró del objetivo como promedio anual en el indicador clave, verificando que se alcance como mínimo el valor definido del objetivo establecido en el primer paso de la metodología y analizamos el rango de mejora para determinar en qué grado fue alcanzado nuestro objetivo.
g) Después de lograr el objetivo, se determina un nuevo objetivo retador para iniciar un nuevo ciclo de mejora en el Indicador clave.
h) Se estandariza la mejora lograda con la implementación del proyecto de acuerdo a los siguientes puntos que apliquen:
o Se documentan o actualizan los cambios realizados en un procedimiento, instrucción de trabajo u otro documento de un sistema oficial de la organización (Sistema de Calidad, Ambiental, SASST, SAP, u otros).
o Se establecen nuevos estándares o se realiza una modificación de los mismos.
o Se determinan nuevos o diferentes límites estadísticos de control y/o nuevas especificaciones.
o Se lleva a cabo la capacitación a los usuarios del proceso modificado.
o Se comparte esta práctica estandarizada con otra unidad o área similar hasta que se den los resultados esperados en caso de que aplique.
El sistema de Alto desempeño, contempla varios sistemas de soporte que junto con la metodología de mejora continua (5 pasos), facilitan los medios para un desempeño efectivo de los equipos, contribuyendo a lograr los resultados del negocio, entre otros se mencionan los siguientes: Sistema de Reuniones. - El propósito es asegurar un involucramiento efectivo y una activa participación de todo el personal en la mejora continua, de los indicadores clave de su proceso. Los equipos establecen su programa de reuniones en el que se contempla por lo menos una reunión por mes, con agenda de acuerdo al tipo de equipo (operativo, táctico y estratégico), donde se da seguimiento a los objetivos en indicadores clave mediante la metodología de 5 pasos y de administración de proyectos. Además, toman decisiones referentes a la Autoadministración de su equipo y se comparte información relevante para el equipo y/o la empresa. Las reuniones se registran en minutas en la base de datos "reuniones de equipos".
Sistema de Aportaciones de Mejora. - El propósito es fomentar una cultura de creatividad e innovación en alineación a los valores organizacionales. La persona que tiene una idea para solucionar un problema o mejorar un proceso, la documenta en un formato electrónico en Lotus notes, donde explica la solución propuesta y los beneficios esperados. La analiza con su equipo, y si es factible y está dentro del alcance del mismo se implanta, si requiere de inversión o un análisis especializado pasa al equipo gerencial.

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
11
Glosario de Términos: GCC.- Grupo Cementos de Chihuahua. SAD.- Sistema de alto desempeño SAP.- Sistema de administración de productos MDCM.- Modelo de dirección de clase mundial Bancos.- Lugar donde se extrae material para ser utilizado en un proceso de trituración, en el cual es necesario conocer la clase o clases de suelos existentes en dicha zona, así como el volumen aproximado de material o materiales, que se puedan excavar, remover y utilizar. Barrenación.- se define como la acción de perforar o agujerar sobre un banco de material. Barreno.- Agujero en un banco de material del que se extrae muestra por medio de un tornillo helicoidal rotatorio para analizarlo y conocer la calidad del material. El agujero también se utiliza para colocar explosivo para volar el banco de material. Plantilla de Voladura.- Diseño de colocación de explosivo en la superficie de un banco de material, para realizar una voladura buscando un tamaño de piedra manejable. Factor de Carga.- Son los kilogramos de explosivos utilizados por tonelada para realizar una voladura. Calculo del Factor de Carga.- Determinación de los Kg/ ton de explosivo a utilizar en una voladura, tomando en cuenta la dureza del material y las toneladas calculadas a obtener de la voladura. Voladura.- Es la acción de fracturar o fragmentar la roca, el suelo duro, el hormigón o de desprender algún elemento metálico, mediante el empleo de explosivos. Las mismas se realizan para lograr un objetivo predeterminado, pueden ser controladas, o no, puede ser a cielo abierto, en galerías, tunes o debajo del agua Caliza.- Roca sedimentaria compuesta mayoritariamente por carbonato de calcio y que se usa para la fabricación de cemento. Piedra Grande.- Piedra de caliza que excede en sus dimensiones de 90 centímetros por cualquiera de sus lados, ancho, alto y largo. Carga.- Por carga se entiende la recogida de la roca arrancada del suelo y su traslado hasta un medio de transporte. Acarreo.- Es la operación por la que se traslada el material arrancado hasta la tolva de alimentación a la Trituradora. Piedra volcánica.- Es la lava de la tierra enfriada. Trituración Primaria.- Proceso de quebrar o fraccionar piedra de una dimensión determinada proveniente del banco de material del corte, que se alimenta por una tolva y a través de un alimentador vibratorio se lleva el material a fraccionar hacia la quebradora que puede ser de martillos o de quijadas; triturando el material y depositándolo en una banda transportadora que lo llevará hasta el lugar de almacenaje (Bunker). Trituración Secundaria.- Proceso de quebrar o fraccionar piedra de una dimensión determinada proveniente de la trituración primaria, que se alimenta por una banda transportadora hacia la entrada de la quebradora que puede ser de martillos o de cono; triturando el material y depositándolo en una banda transportadora que lo llevará hasta la sección de cribado y de ahí hasta el lugar de almacenaje (Conos).
FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
12
Corte Sur.- Área del proceso para surtir de caliza a Planta Chihuahua para la fabricación de Cemento. Corte Central.- Área del proceso de fabricación de agregados. Corte Oriente.- Nueva área del proceso de fabricación de agregados. Chute.- Pasaje o canal con paredes en las bandas transportadoras y puede ser para cargar o descargar. Aisladores.- Elemento de instalación eléctrica que no conduce la electricidad y que se utiliza para separar un conductor eléctrico para evitar un corto circuito. Cuchillas Eléctricas.- Son dispositivos que sirven para conectar o desconectar diversas partes de una instalación eléctrica, para efectuar maniobras de operación y de mantenimiento. Plan de Calidad.- Plan en el que se muestran los requisitos de calidad a cumplir, en cada una de las etapas de los procesos. Fuga de corriente eléctrica.- Desvío de corriente eléctrica a una parte no deseada. Postenfriador.- Dispositivo que tiene la función de bajar la temperatura del aire y normalmente se coloca delante del radiador principal del motor. Percusión.- Acción y efecto de dar golpes repetidos. Indicador Clave.- Son la guía de los empleados para ayudarlos a lograr sus metas, asegurar utilidades y seguridad en el trabajo. Estas guías darán un indicador de nuestra mejora continua, como un indicador del éxito.
Agregados.- Son materias primas para la producción de concreto hidráulico, individualmente son conocidos como arena, grava, revuelto, gravilla, entre otros. OEE (Overall Equipment Effectiveness).- Efectividad total del equipo, Los cálculos del OEE se basan en los tres Factores: Disponibilidad, Rendimiento y Calidad. Es una base de datos de captura diaria muy precisa de todos los eventos ocurridos durante el día en las operaciones de los equipos instalados. Hoja Verde.- Formato de Análisis e implantación de problemas. Hoja Amarilla.- Formato para Organización e implementación de proyectos.
SASST.- Sistema de Administración de Seguridad y Salud en el Trabajo. SEDENA.- Secretaria de la Defensa Nacional. Cadena de valor.- Etapas de un proceso o procesos en el que se van dando las características de un producto y/o servicio con el propósito de dar valor a estos, cumpliendo con los requisitos del cliente y aumentando su satisfacción.

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
13
5.- Caso Exitoso: A.- Introducción: Los proyectos de este caso se implementaron en el periodo de Marzo a Diciembre 2018, sin embargo la metodología de Mejora Continua (5 Pasos) se utilizó de Enero a Diciembre del 2018. Nombre del caso: Incremento en la Disponibilidad del equipo industrial y del equipo móvil de la Unidad de Materias Primas Planta Chihuahua. Breve Descripción del área de trabajo o proceso: La unidad de materias primas desarrolla 2 procesos, la producción de materia prima (caliza) para la fabricación de cemento en el corte sur y la producción de agregados en el corte central y corte oriente para surtir el mercado de construcción local, en los 3 cortes mencionados contamos con equipo industrial con el que producimos los productos y el equipo móvil para hacer trabajos de preparación, barrenación, cargado, transportación de materiales y para surtir al cliente. Nuestra área de trabajo Mantenimiento Materias Primas está compuesto por 2 subáreas, Mantenimiento al Equipo Industrial y Mantenimiento al Equipo Móvil. Los procesos para la fabricación de materia prima para cemento y de agregados cuentan con las siguientes etapas (ver diagrama de flujo 1)
La mejora de nuestro caso exitoso la llevamos a cabo en las 2 subáreas de Mantenimiento, en Equipo Industrial (Incluye 3 trituradores primarias, 3 secundarias, 2 terciarias, sistemas de bandas transportadoras de material, 3 martillos fijos en recepción de trituradoras, sistemas de cribado para materiales dependiendo del producto y el tamaño deseado) y en Equipo Móvil (Incluye 4 perforadoras,1 martillo móvil,12 camiones, 2 tractores y 10 trascabos), ya que ambas son importantes para la fabricación de productos y servicios que brinda la Unidad de Materias Primas, buscando lograr los objetivos que se tienen de acuerdo a la Planeación de Planta Chihuahua, la cual se basa en el presupuesto de ventas de 2018 y el cual es un presupuesto retador para este año, por lo que la disponibilidad del equipo Industrial y Móvil es un factor importante para lograrlo. (ver Diagrama de flujo1). B).- Establecimiento de objetivos: Descripción de nuestro caso en base a la Metodología de Mejora Continua (5 Pasos):
PRIMER PASO: Establecer Objetivos en Indicadores Clave.
Iniciando el año, nos reunimos para llevar a cabo nuestra planeación operativa, basada en el modelo de Alto Desempeño, en donde a través del sistema de mejora continua (5 pasos), nos permite analizar el desempeño del proceso y lograr los objetivos establecidos en los indicadores clave, a través de proyectos y/o análisis de problemas. Nuestro equipo de mantenimiento trabaja en 5 indicadores clave, los cuales fueron asignados desde que nació el sistema de alto desempeño: Costo de Mantenimiento, Disponibilidad de equipo industrial, Disponibilidad de equipo móvil, Índice de 5`S e Índice de Seguridad. Nuestro caso exitoso se desarrolló en el indicador de Disponibilidad de equipo industrial y Equipo Móvil. Para determinar un objetivo retador se tomó en cuenta la estadística del desempeño del 2017 en los indicadores de disponibilidad de Equipo industrial y Equipo Móvil en la Unidad de Materias Primas Planta Chihuahua (Ver Tabla No. 8).
Mes Disponibilidad Equipo Industrial 2017
Disponibilidad Equipo Móvil 2017
Enero 97.46 90.9
Febrero 95.46 93.68
Marzo 85.21 93.5
Abril 97.78 92.24
Mayo 88.05 92.76
Junio 97.08 92.2
Julio 95.89 92.85
Agosto 90.93 93.12
Septiembre 90.17 92.62
Octubre 97.12 93.6
Noviembre 96.10 93.2
Diciembre 96.74 93.49
Promedio 93.99 92.84
Valor Máximo
97.78 93.68
Tabla No 8.-Disponibilidad Equipo Industrial y Equipo Móvil en Unidad de Materias Primas.
Evaluación y
Preparación
de bancos
Barrenación
y Voladuras
Carga y
Acarreo de
material
Trituración
de material
Cribado de
material
Despacho y
servicio al
cliente
Diagrama de flujo 1

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
14
Se utilizó el Caso 1 que dice: Si la tendencia del indicador; mayor es mejor, determine el valor del nuevo Objetivo retador entre el valor mayor y el promedio anual de los datos:
Calculo del Objetivo Retador: Promedio anual anterior + (Valor Mayor - Promedio) / 2 Determinación del cálculo del objetivo retador de la Disponibilidad de Equipo Industrial: Calculo Disponibilidad de equipo Industrial = 93.99 + (97.78 – 93.99) / 2 = 95.89%. Con un grado de reto de 1.9% mayor respecto al año anterior. Lo cual es bastante retador. En la Gráfica No.4 mostramos el rango de mejora en base al desempeño del Indicador de Disponibilidad del equipo Industrial y como quedó el objetivo 2018 (95.89%) arriba del promedio del 2017 (93.99%) y abajo del valor mayor del 2017 (97.78). Determinación del objetivo retador de Disponibilidad del Equipo Móvil:
Calculo Disponibilidad del Equipo Móvil.
=92.84 + (93.68 – 92.84) / 2 = 93.26%. Con un grado de reto de 0.42% mayor que el año anterior. Lo cual es bastante retador tomando en cuenta los valores altos de disponibilidad.
En la Gráfica No.5 mostramos el rango de mejora en base al desempeño del Indicador de Disponibilidad del Equipo Móvil y como quedó el objetivo 2018 (93.26%) arriba del promedio del 2017 (92.84%) y abajo del valor mayor del 2017 (93.68).
Conclusión del Primer paso: Se determinan los dos objetivos de Disponibilidad en Equipo Industrial y Equipo Móvil en la Unidad de Materias Primas Planta Chihuahua los cuales se muestran a continuación: Objetivo1.- Incrementar la Disponibilidad del Equipo Industrial de 93.99% a 95.89% de Enero a Diciembre del 2018. Objetivo 2.- Incrementar la Disponibilidad del Equipo Móvil de 92.84% a 93.26% de Enero a Diciembre del 2018. SEGUNDO PASO: Establecer una Medición. Una vez determinados los Objetivos se estableció una medición donde se monitorea el desempeño del Indicador Clave tanto para la Disponibilidad del Equipo Industrial (Ver Gráfica No. 6) como para la Disponibilidad del Equipo Móvil (Ver Gráfica No. 7), incluyendo en ellas el resultado promedio de 3 años anteriores (2015, 2016 y 2017) como referencia. Como podemos observar tanto en la Gráficas No. 6 y No. 7 se cumplen con las características para una medición: oportuna, confiable, precisa, visible y comprensible que se mencionan en nuestra metodología.
FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
15
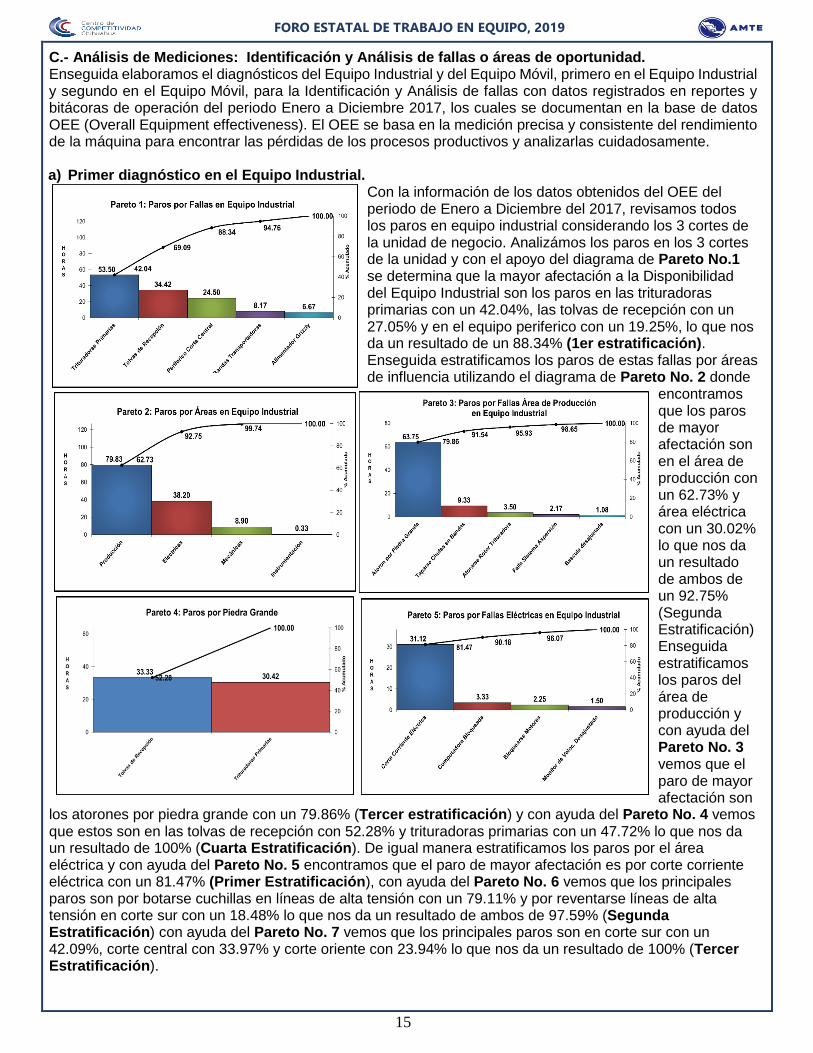
C.- Análisis de Mediciones: Identificación y Análisis de fallas o áreas de oportunidad. Enseguida elaboramos el diagnósticos del Equipo Industrial y del Equipo Móvil, primero en el Equipo Industrial y segundo en el Equipo Móvil, para la Identificación y Análisis de fallas con datos registrados en reportes y bitácoras de operación del periodo Enero a Diciembre 2017, los cuales se documentan en la base de datos OEE (Overall Equipment effectiveness). El OEE se basa en la medición precisa y consistente del rendimiento de la máquina para encontrar las pérdidas de los procesos productivos y analizarlas cuidadosamente. a) Primer diagnóstico en el Equipo Industrial.
Con la información de los datos obtenidos del OEE del periodo de Enero a Diciembre del 2017, revisamos todos los paros en equipo industrial considerando los 3 cortes de la unidad de negocio. Analizámos los paros en los 3 cortes de la unidad y con el apoyo del diagrama de Pareto No.1 se determina que la mayor afectación a la Disponibilidad del Equipo Industrial son los paros en las trituradoras primarias con un 42.04%, las tolvas de recepción con un 27.05% y en el equipo periferico con un 19.25%, lo que nos da un resultado de un 88.34% (1er estratificación). Enseguida estratificamos los paros de estas fallas por áreas de influencia utilizando el diagrama de Pareto No. 2 donde
encontramos que los paros de mayor afectación son en el área de producción con un 62.73% y área eléctrica con un 30.02% lo que nos da un resultado de ambos de un 92.75% (Segunda Estratificación) Enseguida estratificamos los paros del área de producción y con ayuda del Pareto No. 3 vemos que el paro de mayor afectación son
los atorones por piedra grande con un 79.86% (Tercer estratificación) y con ayuda del Pareto No. 4 vemos que estos son en las tolvas de recepción con 52.28% y trituradoras primarias con un 47.72% lo que nos da un resultado de 100% (Cuarta Estratificación). De igual manera estratificamos los paros por el área eléctrica y con ayuda del Pareto No. 5 encontramos que el paro de mayor afectación es por corte corriente eléctrica con un 81.47% (Primer Estratificación), con ayuda del Pareto No. 6 vemos que los principales paros son por botarse cuchillas en líneas de alta tensión con un 79.11% y por reventarse líneas de alta tensión en corte sur con un 18.48% lo que nos da un resultado de ambos de 97.59% (Segunda Estratificación) con ayuda del Pareto No. 7 vemos que los principales paros son en corte sur con un 42.09%, corte central con 33.97% y corte oriente con 23.94% lo que nos da un resultado de 100% (Tercer Estratificación).

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
16
Como resultado del primer diagnóstico en el Equipo Industrial:
Identificamos 3 paros por fallas específicas, en Producción: 1.- Atoramiento de piedras grande en tolvas de recepción y trituradoras primarias. En área Eléctrica: 2.- Botarse cuchillas en líneas de alta tensión en Unidad de Materias primas. 3.- Reventarse líneas de alta tensión en corte sur (Se incluye porque ocasiona paros de equipo y por el aspecto de seguridad). b).- Segundo diagnóstico de Equipo Móvil Con la información de los datos obtenidos del OEE del periodo de Enero a Diciembre del 2017, revisamos
todos los paros del equipo móvil y con el apoyo del diagrama de Pareto No.8 se determina que la mayor afectación a la Disponibilidad del Equipo Móvil son los equipos: Perforadora pantera, Tractor D8T, Trascabo 988F y Excabadora 320C los cuales contribuyen con un 96.9% (Primer Estratificación). Enseguida estratificamos los paros por áreas de influencia en estos equipos utilizando el diagrama de Pareto No. 9 donde encontramos que los paros de mayor afectación son en el área mecánica con un 93.92% (Segunda estratificación). Posteriormente estratificamos los paros por el área mecánica en estos equipos y con ayuda del Pareto No. 10 encontramos que los paros
de mayor afectación son: Calentamiento de motor en perforadora pantera con un 27.14%, Motor dañado en trascabo 988F con un 24.37%, Fisuras en hoja topadora en tractor D8T con 23.47% y martillo dañado en excavadora 320C con un 14.35% totalizando un 89.33%. (Tercer Estratificación). Como resultado del segundo diagnóstico en el equipo Móvil tenemos detectados los equipos con más fallas en materia mecánica y sus fallas específicas. 1.- Calentamiento de motor en perforadora pantera. 2.- Motor dañado en trascabo 988F 3.- Fisuras en hoja topadora en tractor D8T. 4.- Martillo dañado en excavadora 320C.
FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
17
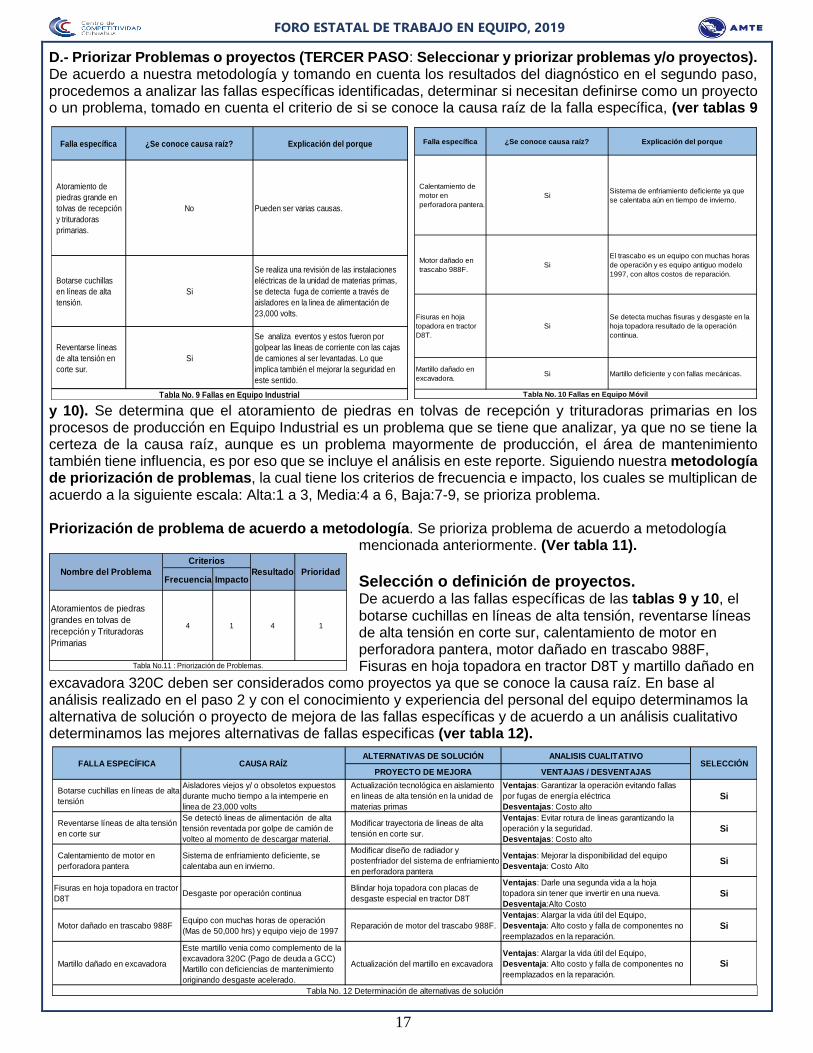
D.- Priorizar Problemas o proyectos (TERCER PASO: Seleccionar y priorizar problemas y/o proyectos). De acuerdo a nuestra metodología y tomando en cuenta los resultados del diagnóstico en el segundo paso, procedemos a analizar las fallas específicas identificadas, determinar si necesitan definirse como un proyecto o un problema, tomado en cuenta el criterio de si se conoce la causa raíz de la falla específica, (ver tablas 9
y 10). Se determina que el atoramiento de piedras en tolvas de recepción y trituradoras primarias en los procesos de producción en Equipo Industrial es un problema que se tiene que analizar, ya que no se tiene la certeza de la causa raíz, aunque es un problema mayormente de producción, el área de mantenimiento también tiene influencia, es por eso que se incluye el análisis en este reporte. Siguiendo nuestra metodología de priorización de problemas, la cual tiene los criterios de frecuencia e impacto, los cuales se multiplican de acuerdo a la siguiente escala: Alta:1 a 3, Media:4 a 6, Baja:7-9, se prioriza problema. Priorización de problema de acuerdo a metodología. Se prioriza problema de acuerdo a metodología
mencionada anteriormente. (Ver tabla 11).
Selección o definición de proyectos. De acuerdo a las fallas específicas de las tablas 9 y 10, el botarse cuchillas en líneas de alta tensión, reventarse líneas de alta tensión en corte sur, calentamiento de motor en perforadora pantera, motor dañado en trascabo 988F, Fisuras en hoja topadora en tractor D8T y martillo dañado en
excavadora 320C deben ser considerados como proyectos ya que se conoce la causa raíz. En base al análisis realizado en el paso 2 y con el conocimiento y experiencia del personal del equipo determinamos la alternativa de solución o proyecto de mejora de las fallas específicas y de acuerdo a un análisis cualitativo determinamos las mejores alternativas de fallas especificas (ver tabla 12).
Reventarse líneas
de alta tensión en
corte sur.
Si
Se analiza eventos y estos fueron por
golpear las lineas de corriente con las cajas
de camiones al ser levantadas. Lo que
implica también el mejorar la seguridad en
este sentido.
Tabla No. 9 Fallas en Equipo Industrial
Falla específica ¿Se conoce causa raíz?
Atoramiento de
piedras grande en
tolvas de recepción
y trituradoras
primarias.
Botarse cuchillas
en líneas de alta
tensión.
Explicación del porque
No Pueden ser varias causas.
Si
Se realiza una revisión de las instalaciones
eléctricas de la unidad de materias primas,
se detecta fuga de corriente a través de
aisladores en la linea de alimentación de
23,000 volts.
Martillo dañado en
excavadora.Si Martillo deficiente y con fallas mecánicas.
Motor dañado en
trascabo 988F. Si
El trascabo es un equipo con muchas horas
de operación y es equipo antiguo modelo
1997, con altos costos de reparación.
Tabla No. 10 Fallas en Equipo Móvil
Falla específica ¿Se conoce causa raíz? Explicación del porque
Calentamiento de
motor en
perforadora pantera.
SiSistema de enfriamiento deficiente ya que
se calentaba aún en tiempo de invierno.
Fisuras en hoja
topadora en tractor
D8T.
Si
Se detecta muchas fisuras y desgaste en la
hoja topadora resultado de la operación
continua.
ALTERNATIVAS DE SOLUCIÓN ANALISIS CUALITATIVO
PROYECTO DE MEJORA VENTAJAS / DESVENTAJAS
Botarse cuchillas en líneas de alta
tensión
Aisladores viejos y/ o obsoletos expuestos
durante mucho tiempo a la intemperie en
linea de 23,000 volts
Actualización tecnológica en aislamiento
en lineas de alta tensión en la unidad de
materias primas
Ventajas: Garantizar la operación evitando fallas
por fugas de energía eléctrica
Desventajas: Costo alto
Si
Reventarse líneas de alta tensión
en corte sur
Se detectó lineas de alimentación de alta
tensión reventada por golpe de camión de
volteo al momento de descargar material.
Modificar trayectoria de lineas de alta
tensión en corte sur.
Ventajas: Evitar rotura de lineas garantizando la
operación y la seguridad.
Desventajas: Costo alto
Si
Calentamiento de motor en
perforadora pantera
Sistema de enfriamiento deficiente, se
calentaba aun en invierno.
Modificar diseño de radiador y
postenfriador del sistema de enfriamiento
en perforadora pantera
Ventajas: Mejorar la disponibilidad del equipo
Desventaja: Costo AltoSi
Fisuras en hoja topadora en tractor
D8TDesgaste por operación continua
Blindar hoja topadora con placas de
desgaste especial en tractor D8T
Ventajas: Darle una segunda vida a la hoja
topadora sin tener que invertir en una nueva.
Desventaja:Alto Costo
Si
Motor dañado en trascabo 988FEquipo con muchas horas de operación
(Mas de 50,000 hrs) y equipo viejo de 1997Reparación de motor del trascabo 988F.
Ventajas: Alargar la vida útil del Equipo,
Desventaja: Alto costo y falla de componentes no
reemplazados en la reparación.
Si
Martillo dañado en excavadora
Este martillo venia como complemento de la
excavadora 320C (Pago de deuda a GCC)
Martillo con deficiencias de mantenimiento
originando desgaste acelerado.
Actualización del martillo en excavadora
Ventajas: Alargar la vida útil del Equipo,
Desventaja: Alto costo y falla de componentes no
reemplazados en la reparación.
Si
Tabla No. 12 Determinación de alternativas de solución
FALLA ESPECÍFICA SELECCIÓNCAUSA RAÍZ
Frecuencia Impacto
4 1 4 1
Tabla No.11 : Priorización de Problemas.
Nombre del Problema
Criterios
Resultado Prioridad
Atoramientos de piedras
grandes en tolvas de
recepción y Trituradoras
Primarias
FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
18
De acuerdo a nuestra metodología, la priorización de soluciones o proyectos definidos se realiza utilizando 3 criterios ¨tiempo de implementación, costo de implementación e impacto¨ de acuerdo a la siguiente escala Alta: 1 a 3, Media: 4 a 6 y Baja: 7 a 9 (ver tabla 13). Como Conclusión del Tercer paso determinamos lo siguiente: a.- Hacer 1 análisis de problema de atoramiento de piedra grande en tolvas de recepción y trituradoras primarias (Hoja verde). b.- Se seleccionan 6 proyectos a organizar de acuerdo a prioridad determinada. 1.- Actualización tecnológica en aislamiento en
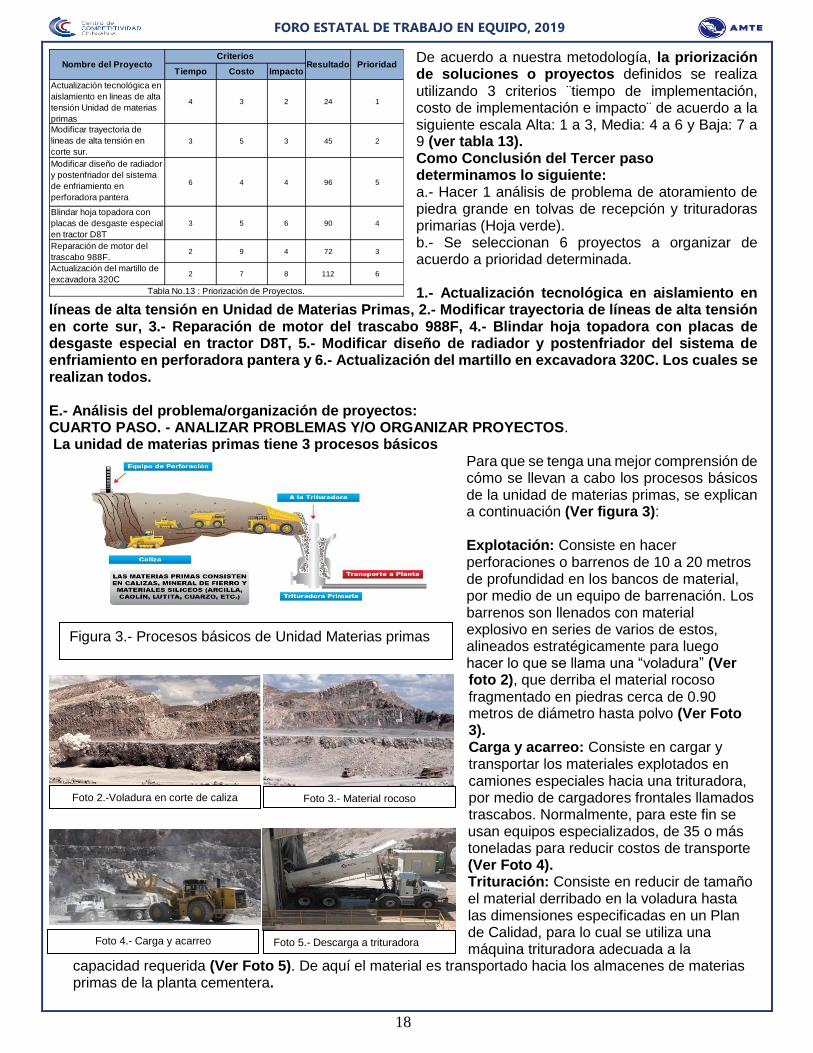
líneas de alta tensión en Unidad de Materias Primas, 2.- Modificar trayectoria de líneas de alta tensión en corte sur, 3.- Reparación de motor del trascabo 988F, 4.- Blindar hoja topadora con placas de desgaste especial en tractor D8T, 5.- Modificar diseño de radiador y postenfriador del sistema de enfriamiento en perforadora pantera y 6.- Actualización del martillo en excavadora 320C. Los cuales se realizan todos. E.- Análisis del problema/organización de proyectos: CUARTO PASO. - ANALIZAR PROBLEMAS Y/O ORGANIZAR PROYECTOS. La unidad de materias primas tiene 3 procesos básicos
Para que se tenga una mejor comprensión de cómo se llevan a cabo los procesos básicos de la unidad de materias primas, se explican a continuación (Ver figura 3): Explotación: Consiste en hacer perforaciones o barrenos de 10 a 20 metros de profundidad en los bancos de material, por medio de un equipo de barrenación. Los barrenos son llenados con material explosivo en series de varios de estos, alineados estratégicamente para luego hacer lo que se llama una “voladura” (Ver foto 2), que derriba el material rocoso fragmentado en piedras cerca de 0.90 metros de diámetro hasta polvo (Ver Foto 3). Carga y acarreo: Consiste en cargar y transportar los materiales explotados en camiones especiales hacia una trituradora, por medio de cargadores frontales llamados trascabos. Normalmente, para este fin se usan equipos especializados, de 35 o más toneladas para reducir costos de transporte (Ver Foto 4). Trituración: Consiste en reducir de tamaño el material derribado en la voladura hasta las dimensiones especificadas en un Plan de Calidad, para lo cual se utiliza una máquina trituradora adecuada a la
capacidad requerida (Ver Foto 5). De aquí el material es transportado hacia los almacenes de materias primas de la planta cementera.
Figura 3.- Procesos básicos de Unidad Materias primas
Foto 2.-Voladura en corte de caliza Foto 3.- Material rocoso fragmentado
Foto 4.- Carga y acarreo Foto 5.- Descarga a trituradora
Tiempo Costo Impacto
4 3 2 24 1
3 5 3 45 2
6 4 4 96 5
3 5 6 90 4
2 9 4 72 3
2 7 8 112 6
Reparación de motor del
trascabo 988F.
Actualización del martillo de
excavadora 320C
Tabla No.13 : Priorización de Proyectos.
Nombre del ProyectoCriterios
Resultado Prioridad
Actualización tecnológica en
aislamiento en lineas de alta
tensión Unidad de materias
primas
Blindar hoja topadora con
placas de desgaste especial
en tractor D8T
Modificar trayectoria de
lineas de alta tensión en
corte sur.
Modificar diseño de radiador
y postenfriador del sistema
de enfriamiento en
perforadora pantera

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
19
Análisis del problema: Para realizar el análisis del problema, utilizamos la hoja verde de Análisis del problema (De acuerdo a nuestra metodología de 5 pasos), realizamos la descripción del problema enfocándonos en 4 preguntas del que, donde, cuando y cuanto y determinando una acción interina inmediata mientras se identifican la(s) causa(s) del problema. (Ver figura 4). En nuestras reuniones de equipo y apoyándonos en la experiencia y conocimiento de los integrantes del equipo realizamos un Diagrama causa-Efecto (Ver figura 5) identificando todas las posibles causas que pueden haber originado la ¨Falla por Atoramiento de piedra grande en tolvas de recepción y trituradoras primarias¨. Se analiza cada causa posible en el diagrama causa-efecto y se cruza con la descripción del problema, todas las posibles causas que cumplieron con las 4 preguntas (que, donde, cuando y cuanto) se determinan como causas probables (Ver tabla 13).
Fecha:
5-Mar-18
Maquina :
Defecto :
Metodo :
Caracterisitica
Disitintiva
En el producto :
En el proceso :
En la planta :
Geografía :
Por primera vez :
Repetitivo :
CUANTO ? Cuanto(s)
ACCION
INTERINA
INMEDIATA
Primera:
Figura 4: Hoja de análisis del problema de falla por Atoramiento de piedra grande en tolvas de recepción y trituradoras primarias
10 casos al mes
Separar piedras grandes para quebrarlas con martillo móvil acoplado a excavadora
DONDE?
N/A
Trituración Primaria
Planta Chihuahua
Unidad de Materias Primas Planta Chihuahua
CUANDO ?Enero de 2017
SI
HOJA DE ANÁLISIS DEL PROBLEMA Enfoque especifico del problema:
Atoramiento de Piedra grande en tolvas de recepción y
Trituradoras Primarias Descripcion del Problema
QUE ?
Tolvas de recepción y trituradoras primarias
Piedras mayores a 90 centimetros en cualquiera de sus lados
N/A
Se atoran en tolvas de recepción y trituradoras primarias

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
20
De acuerdo a los resultados mostrados en la tabla 13 se determinan las siguientes causas-probables: 1.- No se tiene una metodología adecuada para determinar la cantidad de explosivo según las condiciones del terreno 2.- Poca fuerza de impacto en martillos hidráulicos fijos en trituradoras primarias. 3.- Mala ubicación de martillos hidráulicos fijos en trituradoras primarias. Posteriormente realizamos una comprobación de las causas probables, basándonos en información histórica, archivos de fotos y apoyándonos en recorridos en campo, determinamos cuales de las causas probables si son causas raíz. Ver tabla 14.
CAUSAS POSIBLES
( Evalue el Hombre, material, método , máquina ) SI NO ?
No se tiene exploración X No
No se tiene modelo de bloques X No
Grizzly se detiene X No
Condiciones geológicas desfavorables X No
Condiciones anormales del terreno:
Intercalación de rocas,fallas y brechasX No
Rocas de diferente dureza y fugas de energía
explosivaX No
Lluvia afecta el manejo de la carga X No
Provoca atoramiento en trituradora X No
Barrenos muy espaciados X No
Falta de capacitación de Ingeniero de
VoladurasX No
Factor de carga explosivo bajo X No
Perforadoras ineficientes X No
X No
X No
Martillo con poca fuerza de impacto X No
Por desgaste en piezas internas X No
Trituradoras obsoletas X No
Martillos desgastados X No
Martillos lentos al quebrar piedras X No
Martillos con poca fuerza de impacto X X Si
Martillos hidráulicos con falta de alcance. X No
Martillos hidráulicos mal ubicados. X Si
Falta de Capacitación a personal de voladuras No hay programa de capacitación X No
Falta de Capacitación a personal de trascabo No hay programa de capacitación X No
No esta certificado X No
No esta capacitado X No
No existen procedimientos que lo expliquen X No
No se tienen documentados los procesos. X No
Tabla No. 13 Análisis de causas posibles
Material duro
Piedra grande en voladura (Método)
Grizzly se empaniza X
Equipo de acarreo no acorde a trituradora
Martillo Móvil ineficiente en bancos
Se carga la misma cantidad de explosivo en
todas las zonasX No
Piedra grande en voladura (Materiales)
Profundidad de barrenos no adecuada
DESCRIPCIÓN ( Que, Donde, Cuando,
Cuanto )CAUSA
PROBABLECAUSA POSIBLE ESPECÍFICA
XAhorrar explosivo
X No
Material Arcilloso
Tiempo lluvioso
Plantilla de voladura mal diseñada
Si
No
No
No se tiene una metodología adecuada para
determinar la cantidad de explosivo según las
condiciones del terreno
X
Camiones muy grandes con mucho material
Perforadoras obsoletas
No se cuenta con medida de aceptación de tamaño de piedra
X No
Martillos hidráulicos fijos deficientes en Trituradoras Primarias
Operador de trascabo no separa las piedras grandes
Trituradoras Primarias ineficientes
Martillos de mala calidad
FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
21
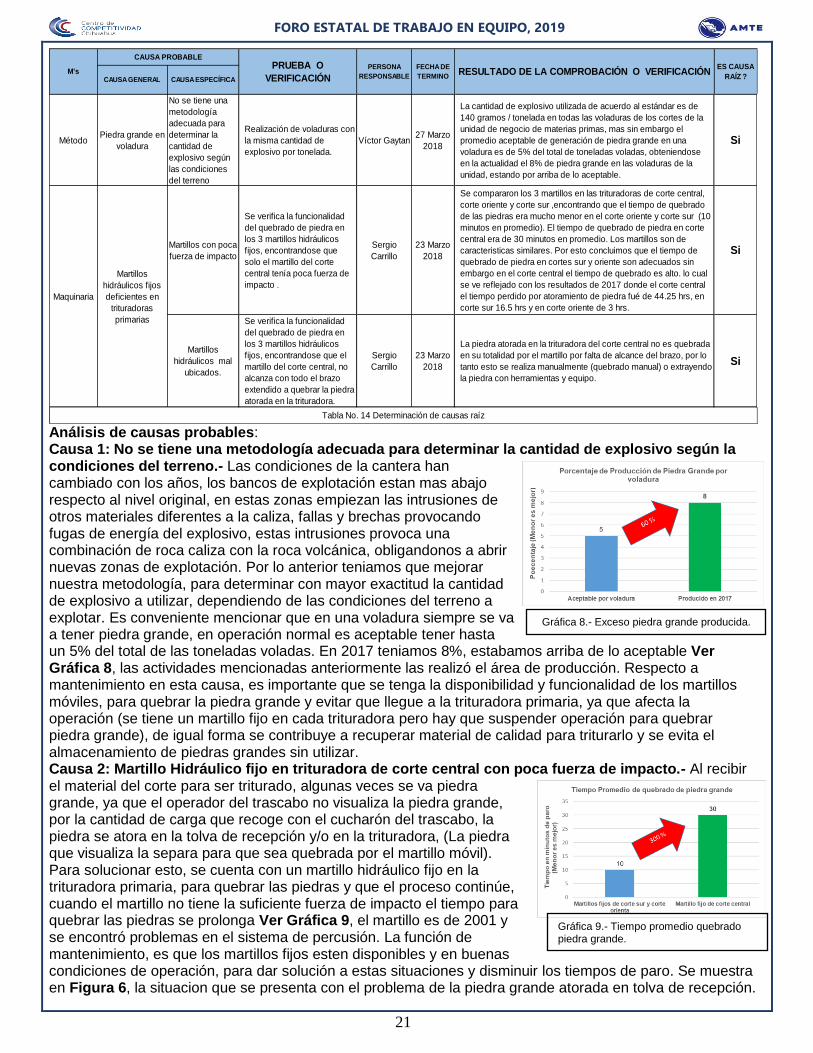
Análisis de causas probables: Causa 1: No se tiene una metodología adecuada para determinar la cantidad de explosivo según la condiciones del terreno.- Las condiciones de la cantera han cambiado con los años, los bancos de explotación estan mas abajo respecto al nivel original, en estas zonas empiezan las intrusiones de otros materiales diferentes a la caliza, fallas y brechas provocando fugas de energía del explosivo, estas intrusiones provoca una combinación de roca caliza con la roca volcánica, obligandonos a abrir nuevas zonas de explotación. Por lo anterior teniamos que mejorar nuestra metodología, para determinar con mayor exactitud la cantidad de explosivo a utilizar, dependiendo de las condiciones del terreno a explotar. Es conveniente mencionar que en una voladura siempre se va a tener piedra grande, en operación normal es aceptable tener hasta un 5% del total de las toneladas voladas. En 2017 teniamos 8%, estabamos arriba de lo aceptable Ver Gráfica 8, las actividades mencionadas anteriormente las realizó el área de producción. Respecto a mantenimiento en esta causa, es importante que se tenga la disponibilidad y funcionalidad de los martillos móviles, para quebrar la piedra grande y evitar que llegue a la trituradora primaria, ya que afecta la operación (se tiene un martillo fijo en cada trituradora pero hay que suspender operación para quebrar piedra grande), de igual forma se contribuye a recuperar material de calidad para triturarlo y se evita el almacenamiento de piedras grandes sin utilizar. Causa 2: Martillo Hidráulico fijo en trituradora de corte central con poca fuerza de impacto.- Al recibir el material del corte para ser triturado, algunas veces se va piedra grande, ya que el operador del trascabo no visualiza la piedra grande, por la cantidad de carga que recoge con el cucharón del trascabo, la piedra se atora en la tolva de recepción y/o en la trituradora, (La piedra que visualiza la separa para que sea quebrada por el martillo móvil). Para solucionar esto, se cuenta con un martillo hidráulico fijo en la trituradora primaria, para quebrar las piedras y que el proceso continúe, cuando el martillo no tiene la suficiente fuerza de impacto el tiempo para quebrar las piedras se prolonga Ver Gráfica 9, el martillo es de 2001 y se encontró problemas en el sistema de percusión. La función de mantenimiento, es que los martillos fijos esten disponibles y en buenas condiciones de operación, para dar solución a estas situaciones y disminuir los tiempos de paro. Se muestra en Figura 6, la situacion que se presenta con el problema de la piedra grande atorada en tolva de recepción.
CAUSA GENERAL CAUSA ESPECÍFICA
MétodoPiedra grande en
voladura
No se tiene una
metodología
adecuada para
determinar la
cantidad de
explosivo según
las condiciones
del terreno
Realización de voladuras con
la misma cantidad de
explosivo por tonelada.
Víctor Gaytan27 Marzo
2018
La cantidad de explosivo utilizada de acuerdo al estándar es de
140 gramos / tonelada en todas las voladuras de los cortes de la
unidad de negocio de materias primas, mas sin embargo el
promedio aceptable de generación de piedra grande en una
voladura es de 5% del total de toneladas voladas, obteniendose
en la actualidad el 8% de piedra grande en las voladuras de la
unidad, estando por arriba de lo aceptable.
Si
Martillos con poca
fuerza de impacto
Se verifica la funcionalidad
del quebrado de piedra en
los 3 martillos hidráulicos
fijos, encontrandose que
solo el martillo del corte
central tenía poca fuerza de
impacto .
Sergio
Carrillo
23 Marzo
2018
Se compararon los 3 martillos en las trituradoras de corte central,
corte oriente y corte sur ,encontrando que el tiempo de quebrado
de las piedras era mucho menor en el corte oriente y corte sur (10
minutos en promedio). El tiempo de quebrado de piedra en corte
central era de 30 minutos en promedio. Los martillos son de
caracteristicas similares. Por esto concluimos que el tiempo de
quebrado de piedra en cortes sur y oriente son adecuados sin
embargo en el corte central el tiempo de quebrado es alto. lo cual
se ve reflejado con los resultados de 2017 donde el corte central
el tiempo perdido por atoramiento de piedra fué de 44.25 hrs, en
corte sur 16.5 hrs y en corte oriente de 3 hrs.
Si
Martillos
hidráulicos mal
ubicados.
Se verifica la funcionalidad
del quebrado de piedra en
los 3 martillos hidráulicos
fijos, encontrandose que el
martillo del corte central, no
alcanza con todo el brazo
extendido a quebrar la piedra
atorada en la trituradora.
Sergio
Carrillo
23 Marzo
2018
La piedra atorada en la trituradora del corte central no es quebrada
en su totalidad por el martillo por falta de alcance del brazo, por lo
tanto esto se realiza manualmente (quebrado manual) o extrayendo
la piedra con herramientas y equipo.
Si
Tabla No. 14 Determinación de causas raíz
CAUSA PROBABLE
M'sPRUEBA O
VERIFICACIÓN
PERSONA
RESPONSABLE
FECHA DE
TERMINORESULTADO DE LA COMPROBACIÓN O VERIFICACIÓN
ES CAUSA
RAÍZ ?
Martillos
hidráulicos fijos
deficientes en
trituradoras
primarias
Maquinaria
Gráfica 8.- Exceso piedra grande producida.
Gráfica 9.- Tiempo promedio quebrado piedra grande.
FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
22
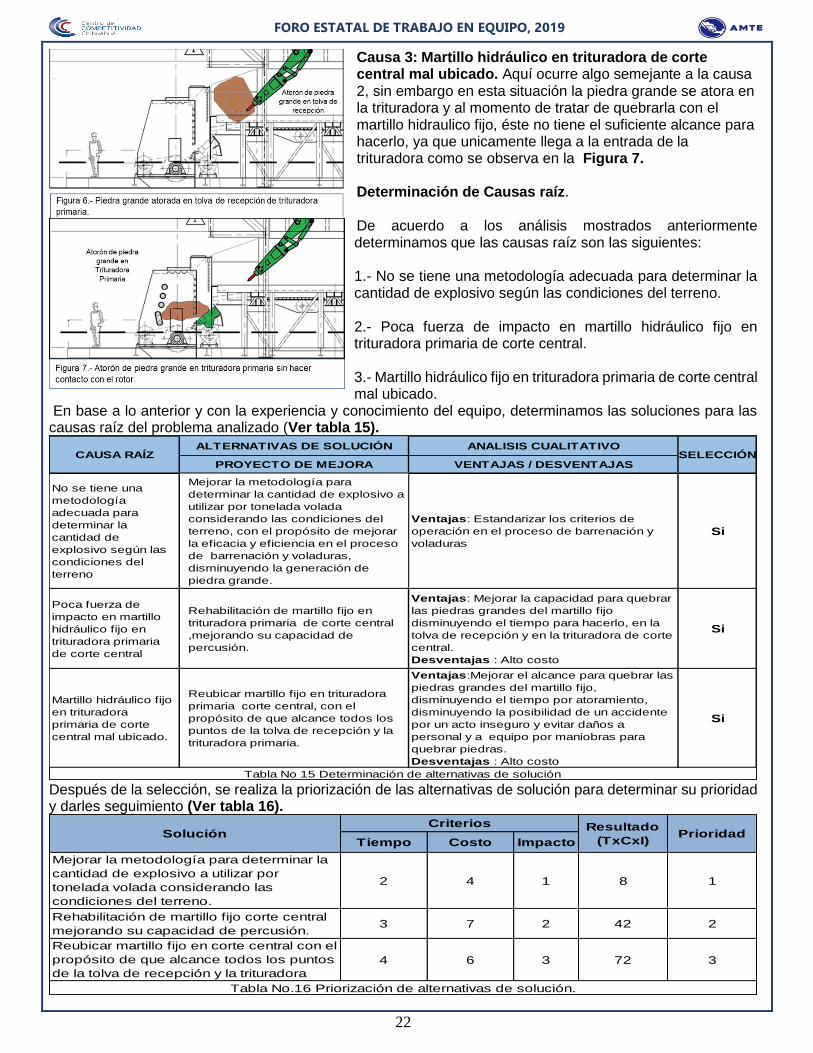
Causa 3: Martillo hidráulico en trituradora de corte central mal ubicado. Aquí ocurre algo semejante a la causa 2, sin embargo en esta situación la piedra grande se atora en la trituradora y al momento de tratar de quebrarla con el martillo hidraulico fijo, éste no tiene el suficiente alcance para hacerlo, ya que unicamente llega a la entrada de la trituradora como se observa en la Figura 7. Determinación de Causas raíz. De acuerdo a los análisis mostrados anteriormente determinamos que las causas raíz son las siguientes: 1.- No se tiene una metodología adecuada para determinar la cantidad de explosivo según las condiciones del terreno. 2.- Poca fuerza de impacto en martillo hidráulico fijo en trituradora primaria de corte central. 3.- Martillo hidráulico fijo en trituradora primaria de corte central mal ubicado.
En base a lo anterior y con la experiencia y conocimiento del equipo, determinamos las soluciones para las causas raíz del problema analizado (Ver tabla 15).
Después de la selección, se realiza la priorización de las alternativas de solución para determinar su prioridad y darles seguimiento (Ver tabla 16).
ALTERNATIVAS DE SOLUCIÓN ANALISIS CUALITATIVO
PROYECTO DE MEJORA VENTAJAS / DESVENTAJAS
No se tiene una
metodología
adecuada para
determinar la
cantidad de
explosivo según las
condiciones del
terreno
Mejorar la metodología para
determinar la cantidad de explosivo a
utilizar por tonelada volada
considerando las condiciones del
terreno, con el propósito de mejorar
la eficacia y eficiencia en el proceso
de barrenación y voladuras,
disminuyendo la generación de
piedra grande.
Ventajas: Estandarizar los criterios de
operación en el proceso de barrenación y
voladuras
Si
Poca fuerza de
impacto en martillo
hidráulico fijo en
trituradora primaria
de corte central
Rehabilitación de martillo fijo en
trituradora primaria de corte central
,mejorando su capacidad de
percusión.
Ventajas: Mejorar la capacidad para quebrar
las piedras grandes del martillo fijo
disminuyendo el tiempo para hacerlo, en la
tolva de recepción y en la trituradora de corte
central.
Desventajas : Alto costo
Si
Martillo hidráulico fijo
en trituradora
primaria de corte
central mal ubicado.
Reubicar martillo fijo en trituradora
primaria corte central, con el
propósito de que alcance todos los
puntos de la tolva de recepción y la
trituradora primaria.
Ventajas:Mejorar el alcance para quebrar las
piedras grandes del martillo fijo,
disminuyendo el tiempo por atoramiento,
disminuyendo la posibilidad de un accidente
por un acto inseguro y evitar daños a
personal y a equipo por maniobras para
quebrar piedras.
Desventajas : Alto costo
Si
CAUSA RAÍZ SELECCIÓN
Tabla No 15 Determinación de alternativas de solución
Tiempo Costo Impacto
2 4 1 8 1
3 7 2 42 2
4 6 3 72 3
Tabla No.16 Priorización de alternativas de solución.
Rehabilitación de martillo fijo corte central
mejorando su capacidad de percusión.
SoluciónCriterios Resultado
(TxCxI)Prioridad
Reubicar martillo fijo en corte central con el
propósito de que alcance todos los puntos
de la tolva de recepción y la trituradora
Mejorar la metodología para determinar la
cantidad de explosivo a utilizar por
tonelada volada considerando las
condiciones del terreno.

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
23
Conclusión del cuarto paso: Como conclusión de este paso y basado en la organización y documentación de los proyectos en el SAD, los cuales incluyen las soluciones del análisis del problema, se definen los dueños naturales de los proyectos y las fechas objetivo de acuerdo a la metodología, se documentan actividades principales de proyectos de acuerdo a circulo de Deming (Planear, Hacer, Verificar y Actuar). Organizar proyectos: A manera de ejemplo se presenta programa general de proyectos en la siguiente tabla. (Ver tabla 17).
F.- Implantación de soluciones y acciones de prevención: QUINTO PASO, IMPLEMENTAR SOLUCIONES DE PROBLEMAS Y PROYECTOS DE MEJORA. Se implementan 6 proyectos que se genera en el tercer paso y de las 3 soluciones resultantes del análisis del problema, el área de producción implementa la solución # 1 por ser el dueño natural del proceso de voladuras, lo realizado por producción fue lo siguiente: Se modificó metodología y se contrató a un topógrafo para hacer los calculos mas exactos de nivelaciones de terreno, grados de inclinación de pendientes y la medición de profundidad de barrenos (antes todo se hacia manualmente), esto permite el mejorar la colocación del explosivo (Plantilla) tomando en cuenta las irregularidades del terreno a volar y facilita el calculo de las cantidades de explosivo a utilizar tomando en cuenta las caracteristicas del banco de material, además se cambió a un explosivo de mayor velocidad de expansión (7,000 metros/segundo) por lo que se tiene una mejor fragmentación del material, antes se utilizaba uno de 5,000 metros por segundo, los resultados mejoraron y se logró bajar la producción de piedra grande de un 8% a un 5% cumpliendo con las leyes aplicables vigentes incluyendo la SEDENA y sin afectar a la comunidad. Las soluciones 2 y 3 son implementadas por mantenimiento y por su naturaleza se realizan en un solo proyecto (Rehabilitación y reubicación de martillo hidráulico fijo en trituradora primaria corte central). Se realiza una programación de todos lo proyectos de acuerdo a la tabla 17, el seguimiento a los proyectos se da en las reuniones de mejora continua que se tienen programadas en el año, con apoyo del dueño natural de cada proyecto se revisan para que sean implementados de forma eficaz y eficiente, los proyectos se documentan cada uno en las hojas amarillas de nuestro sistema de mejora continua, definiendose las actividades, las fechas objetivo y reales de cada actividad y soportando con evidencias la implementación de cada actividad. Se muestra a manera de ejemplo una de las hojas amarilla documentadas (Ver figura 8).
FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
24
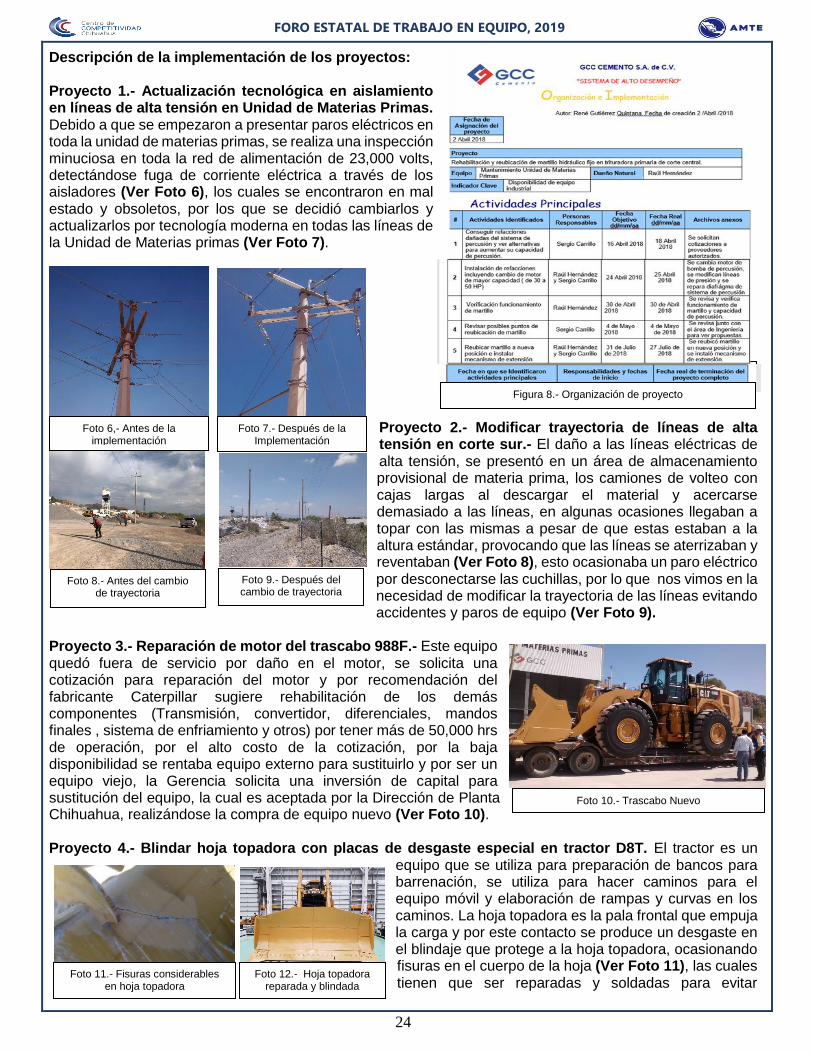
Descripción de la implementación de los proyectos: Proyecto 1.- Actualización tecnológica en aislamiento en líneas de alta tensión en Unidad de Materias Primas. Debido a que se empezaron a presentar paros eléctricos en toda la unidad de materias primas, se realiza una inspección minuciosa en toda la red de alimentación de 23,000 volts, detectándose fuga de corriente eléctrica a través de los aisladores (Ver Foto 6), los cuales se encontraron en mal estado y obsoletos, por los que se decidió cambiarlos y actualizarlos por tecnología moderna en todas las líneas de la Unidad de Materias primas (Ver Foto 7).
Proyecto 2.- Modificar trayectoria de líneas de alta tensión en corte sur.- El daño a las líneas eléctricas de alta tensión, se presentó en un área de almacenamiento provisional de materia prima, los camiones de volteo con cajas largas al descargar el material y acercarse demasiado a las líneas, en algunas ocasiones llegaban a topar con las mismas a pesar de que estas estaban a la altura estándar, provocando que las líneas se aterrizaban y reventaban (Ver Foto 8), esto ocasionaba un paro eléctrico por desconectarse las cuchillas, por lo que nos vimos en la necesidad de modificar la trayectoria de las líneas evitando accidentes y paros de equipo (Ver Foto 9).
Proyecto 3.- Reparación de motor del trascabo 988F.- Este equipo quedó fuera de servicio por daño en el motor, se solicita una cotización para reparación del motor y por recomendación del fabricante Caterpillar sugiere rehabilitación de los demás componentes (Transmisión, convertidor, diferenciales, mandos finales , sistema de enfriamiento y otros) por tener más de 50,000 hrs de operación, por el alto costo de la cotización, por la baja disponibilidad se rentaba equipo externo para sustituirlo y por ser un equipo viejo, la Gerencia solicita una inversión de capital para sustitución del equipo, la cual es aceptada por la Dirección de Planta Chihuahua, realizándose la compra de equipo nuevo (Ver Foto 10). Proyecto 4.- Blindar hoja topadora con placas de desgaste especial en tractor D8T. El tractor es un
equipo que se utiliza para preparación de bancos para barrenación, se utiliza para hacer caminos para el equipo móvil y elaboración de rampas y curvas en los caminos. La hoja topadora es la pala frontal que empuja la carga y por este contacto se produce un desgaste en el blindaje que protege a la hoja topadora, ocasionando fisuras en el cuerpo de la hoja (Ver Foto 11), las cuales tienen que ser reparadas y soldadas para evitar
Figura 8
Foto 6,- Antes de la implementación
Foto 7.- Después de la Implementación
Foto 10.- Trascabo Nuevo
Foto 11.- Fisuras considerables en hoja topadora
Foto 8.- Antes del cambio de trayectoria
Foto 12.- Hoja topadora reparada y blindada
Foto 9.- Después del cambio de trayectoria
Figura 8.- Organización de proyecto

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
25
mayores daños, por esta razón se toma la decisión de hacer una reparación mayor instalándole un blindaje reforzado por recomendación del fabricante Caterpillar (Ver Foto 12). Proyecto 5.- Modificar diseño de radiador y postenfriador del sistema de enfriamiento en perforadora pantera. La perforadora pantera (Ver foto 13) es un equipo que se utiliza para realizar una serie de barrenos a diferentes profundidades en el área del banco a explotar con el propósito de realizar una voladura. Este equipo se calentaba constantemente teniendo que parar la operación para que se enfriara, constantemente se limpiaba el sistema de enfriamiento sin embargo el problema continuaba, se hizo un análisis referencial con equipos similares en otras compañías sugiriéndonos modificar el diseño del radiador y postenfriador (Ver foto 14) el cual se realiza con un proveedor externo y desde entonces la temperatura del motor se mantiene dentro de rango funcionando el equipo adecuadamente. Proyecto 6.- Actualización del martillo en excavadora. La excavadora es un equipo que se utiliza para extraer material, cargar material en camiones, pero también tiene la capacidad para que se le instale un martillo hidráulico con el propósito de quebrar piedras, el martillo instalado que traía la excavadora era de bajo rendimiento y pequeño para el trabajo en el corte, debido a esto empezó a fallar y se tuvo que reparar en varias ocasiones el sistema de percusión (Ver Foto 15), debido a los altos costos que originaban las reparaciones se tomó la decisión de adquirir un equipo nuevo con mayor capacidad y mayor rendimiento (Ver Foto 16). Proyecto 7.- Rehabilitación y reubicación de martillo hidráulico fijo en trituradora primaria corte central.- Este proyecto se dividió en 2 etapas, la primer etapa consistió en mejorar la capacidad de percusión, mediante la reparación de las partes internas del acumulador de percusión por fugas de nitrógeno por diafrágma dañado, además se incrementó la capacidad de percusión instalandose un motor de mayor capacidad y se cambian lineas con mayor diametro para aumentar el flujo de aceite, con estas modificaciones se logra disminuir el tiempo de quebrado de piedras de un promedio de 30 minutos a un promedio de 10 minutos en las piedras atoradas en la tolva de recepción. La segunda etapa consistió en reubicar el martillo a una posición en donde abarcara mayores puntos de alcance, mas sin embargo no fue suficiente ya que las piedras atoradas en la trituradora no alcanzaba a quebrarlas el martillo (Ver Foto 17) por lo que fue necesario instalar un mecanismo en la base del martillo (Ver Foto 18) lograndose una alcance de 2 metros mayor de lo que se tenía (Ver Foto 19).
Foto 15.- Excavadora con martillo (antes)
Foto 13.- Perforadora Pantera Foto 14.- Rediseño de Radiador y postenfriador
Pantera
Foto 16.- Excavadora con martillo (después)
Foto 18.- Mecanismo instalado en base de martillo para incrementar alcance.
Foto 17.- Alcance de martillo (Antes) Foto 19.- Alcance de martillo (Después)

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
26
Costo Beneficio real de los proyectos implementados. Una vez implementados los proyectos se determinan los costos beneficios reales de cada uno de ellos, en la tabla 18 se muestra el beneficio real de cada proyecto y su explicación.
Aunque se tuvo en global un costo beneficio negativo en proyectos debido principalmente a la compra de equipos nuevos, esto contribuyó a aumentar la disponibilidad por no tenerse fallas en estos. Mejoras logradas de los proyectos implementados. – A continuación, mostramos las mejoras logradas por la implementación de los proyectos implementados, (Ver tabla 19).
Logro del objetivo de disponibilidad de Equipo Industrial y Equipo Móvil en 2018.- De acuerdo a las Gráficas 10 y 11 determinamos que logramos al 100% ambos objetivos establecidos en el primer paso. Objetivo1.- Incrementar la Disponibilidad del Equipo Industrial de 93.99% a 95.89% de Enero a Diciembre del 2018. Se logró 96.71%, un 0.82% arriba del objetivo. Objetivo 2.- Incrementar la Disponibilidad del Equipo Móvil de 92.85% a 93.26% de Enero a Diciembre del 2018. Se logró 94.45%, un 1.19% arriba del objetivo.
1
Actualización tecnológica en aislamiento
en líneas de alta tensión en Unidad de
Materias Primas.
$322,320 $55,000 $267,320
En el 2017 se tuvieron 24.62 hrs perdidas por corte de energía
eléctrica, dejandose de producir 16,475 tons, en 2018 después de la
implementación de este proyecto no se tuvieron paros por corte de
energía eléctrica por esta causa. Contribuyendo a mejorar la
disponibilidad.
2Modificar trayectoria de líneas de alta
tensión en corte sur.$75,277 $83,654 -$8,377
En el 2017 se tuvieron 5.75 hrs perdidas por daño en linea de alta
tensión en corte sur, dejandose de producir 3,852 tons, en 2018
después de la implementación de este proyecto no se tuvieron paros
por esta causa,contribuyendo a mejorar la disponibilidad y aumento en
la producción de caliza.
3 Reparación de motor del trascabo 988F $8,978,872 $12,090,000 -$3,111,128
El trascabo 988F no se reparó, fue sustituido por uno nuevo. El
periodo de recuperación de la inversión fué de 2 años de acuerdo a
análisis financieros. Los gastos de reparación mayor, mantenimiento
correctivo, rentas de equipo (Rentas con alto costo), diferencia de
consumo de diesel y llantas son gastos que no se harian por la
compra del trascabo nuevo.
4Blindar hoja topadora con placas de
desgaste especial en tractor D8T$468,320 $174,252 $294,068
Durante el 2017 por la falta de tractor por el tiempo perdido que se
tuvo por daños en la hoja topadora, se rentaba tractor con personal
externo (Rentas con alto costo). Despues de la implementación en
2018 no fue necesario la renta de equipo por estar disponible el tractor
al 95%.
5
Modificar diseño de radiador y
postenfriador del sistema de enfriamiento
en perforadora pantera
$451,121 $117,000 $334,121
Durante el 2017 por la falta de perforadora por el tiempo perdido que
se tuvo por calentamiento de motor, se rentaba equipo de perforación
con personal externo (Rentas con alto costo). Despues de la
implementación en 2018 no fué necesario la renta de equipo por estar
disponible la perforadora pantera al 100%.
6 Actualización del martillo en excavadora $687,500 $604,500 $83,000
Durante el 2017 se tuvieron varios paros por daños en el martillo
original con costos altos y equipo viejo, ademas durante el tiempo que
estuvo fuera de servicio se rentó equipo externo (Rentas con alto
costo), se toma la decisión por parte de la gerencia de materias
primas de comprar un martillo nuevo.
7
Rehabilitación y reubicación de martillo
hidráulico fijo en trituradora primaria corte
central
$387,386 $84,603 $302,783
Durante el 2017 se tuvieron 44.25 hrs perdidas por atoramiento de
piedra grande, con la implementación de este proyecto y con la
mejora en la metodología para determinar cantidad de explosivo por
parte del área de producción, reduciendo del 8 al 5 % la piedra grande
en voladuras, se redujo a 14.66 hrs lo que representa un aumento en
la disponibilidad y por consecuencia un aumento en la producción.
Explicación del Costo Beneficio
Tabla No. 18 Costo -Beneficio de Proyectos Implementados
# Proyectos Implementados
Ahorro en
pesos
(2018)
Costo de
Implementación
(2018)
Costo
Beneficio
Real (2018)
1
Actualización tecnológica en
aislamiento en líneas de alta tensión
en Unidad de Materias Primas.
24.62 0 Disminuye 100% los paros
Se disminuye el riesgo de un accidente por
descarga eléctrica al estar maniobrando el
personal al restablecer las cuchillas
eléctricas.
2Modificar trayectoria de líneas de alta
tensión en corte sur.5.75 0 Disminuye 100% los paros
Se elimina riesgo de accidente por descarga
eléctrica al vaciar camiones en área
provisional.
3Reparación de motor del trascabo
988F/Adquisición de trascabo 980L.594 0 Disminuye 100% los paros
El trascabo nuevo nos garantiza una buena
disponibilidad por largo tiempo.
4Blindar hoja topadora con placas de
desgaste especial en tractor D8T.572 28.6 Disminuye 95% los paros
El blindaje especial aumenta la disponibilidad
por protección durante mas tiempo por
desgaste natural de la operación.
5
Modificar diseño de radiador y
postenfriador del sistema de
enfriamiento en perforadora pantera.
661.6 0 Disminuye 100% los paros
El rediseño de radiador y postenfriador nos
garantiza una operación por largo tiempo sin
que se caliente el equipo.
6Actualización del martillo en
excavadora.350 0 Disminuye 100% los paros
El martillo instalado tiene una mayor
capacidad para quebrar las piedras
teniendose mas material para producir.
7
Rehabilitación y reubicación de
martillo hidráulico fijo en trituradora
primaria corte central.
44.25 14.66Disminuye paros en un
67% .
Disminición de riesgo de accidente por
maniobras manuales del personal, para
quebrar piedras en tolva de recepción y
trituradora.
Tabla No. 19 Mejora Lograda y Beneficios Adicionales
Beneficios adicionales# Proyectos Implementados Antes (hrs. paro)Después (hrs.
paro)
Cuantificación Mejora
Lograda

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
27
Estandarización de las mejoras logradas.- Para Mantener las mejoras logradas y evitar la reincidencia de las fallas específicas, se incluyen acciones como prácticas estandarizadas en los planes de mantenimiento en el sistema SAP (Systems Application Products), estas prácticas se documentan y se comparten con Planta Juárez y Planta Samalayuca en donde se cuenta con equipos similares. (Ver tabla 20).
1
Actualización tecnológica en aislamiento
en líneas de alta tensión en Unidad de
Materias Primas.
2Proyecto 2.- Modificar trayectoria de líneas
de alta tensión en corte sur
3Reparación de motor del trascabo
988F/Adquisición de trascabo nuevo 980L
En la práctica estandarizada se dan de alta las gamas de
mantenimiento en el Sistema SAP, se da de alta el
formato para su revisión diaria en Sistema ISO-9001 y se
da de alta el equipo en el OEE para la captura diaria de
operación
4Blindar hoja topadora con placas de
desgaste especial en tractor D8T
En la práctica estandarizada se da de alta gama de
mantenimiento 26303 en el Sistema SAP. En el plan de
mantenimiento 26303 se anexa instrucción de trabajo para
revisión de hoja topadora
5
Modificar diseño de radiador y postenfriador
del sistema de enfriamiento en perforadora
pantera.
Se modifica periodo de revisión de los planes de
mantenimiento 14784 y 23850 de 300 a 250 hrs. Para
asegurar el buen funcionamiento del sistema de
enfriamiento en perforadora pantera.
6 Actualización del martillo en excavadora
Se modifica periodo de revisión del plan de mantenimiento
26581 de 300 a 250 hrs. Para asegurar el buen
funcionamiento del martillo hidráulico. Se actualiza
formato de revisión por instalación de nuevo equipo.
7
Rehabilitación y reubicación de martillo
hidráulico fijo en trituradora primaria corte
central
En la práctica estandarizada se da de alta gama de
mantenimiento 30011 en el Sistema SAP
Documentos en el Sistema SAP, OEE e ISO-9001:2015
En la práctica estandarizada se modifica las instrucciones
de trabajo en el sistema SAP en la Gama de
Mantenimiento 27459, incluyendo las nuevas
acciones.dentro de las instrucciones de trabajo.
Tabla No. 20 Estandarización de Mejoras Logradas
Prácticas Estandarizadas
(Acciones para evitar la reincidencia de la falla)# Proyectos Implementados
GCC CEMENTO, S.A. DE C.V.PLANTA CHIHUAHUA
REPORTE DIARIO DEL OPERADOR DE TRASCAVOGOP7.5.1.U2-04-F-01
GOP7.5.1.U2-04-F-04 REVISIÓN: 4
GCC CEMENTO, S.A. DE C.V.PLANTA CHIHUAHUA
AGREGADOS
REPORTE DIARIO DE EXCAVADORA

FORO ESTATAL DE TRABAJO EN EQUIPO, 2019
28
Una vez logrados los objetivos de disponibilidad de Equipo Industrial y Equipo Móvil, determinamos de acuerdo a nuestra metodología de mejora continua, el nuevo objetivo para 2019 (Ver Gráficas 12 y 13). G.- Conclusiones.- Los resultados obtenidos en este caso exitoso fueron buenos, ya que contribuimos como equipo a mejorar las disponibilidades del Equipo Industrial así como la del Equipo Móvil, apoyando a que el área de producción cumpliera con el pronóstico de la elaboración de materia prima para la fabricación de cemento en el corte sur y la elaboración de agregados en el corte central y corte oriente para surtir el mercado de construcción local de ventas de agregados que se tenía para 2018, con lo cual se contribuyó a lograr el objetivo de satisfacción del cliente (objetivo 2018=81% y el resultado= 81.03%). Es importante destacar que el equipo de mantenimiento y los equipos de producción trabajamos en conjunto para que los resultados de la unidad de materias primas se logren, nosotros como equipo de mantenimiento no podemos limitarnos solamente a nuestra área, participamos también en proyectos junto con el área de producción con el propósito de fortalecer la cadena de valor de los productos y servicios que ofrece la unidad de negocio. En relación a los obstáculos que se tuvieron en la realización del caso de éxito, uno de los principales fué, el poder justificar la inversión en equipo nuevo debido a los altos costos que representaban (Adquisición de trascabo 980L y del martillo hidráulico para la excavadora 320C), ya que se tenía que proporcionar toda la información necesaria para evidenciar la necesidad del nuevo equipo presentándolo a la Dirección por parte de la Gerencia de la unidad para su aprobación, y en el proyecto de Rehabilitación y reubicación de martillo hidráulico fijo en trituradora primaria corte central, en la parte de reubicación se involucró al departamento de Ingeniería de GCC para la realización de estudios estructurales retrazando un poco el tiempo de la realización por poco personal ya que estaban trabajando en proyecto de modernización de Planta Rapid City de Cemento en Dakota del Sur, USA. Es bueno señalar los beneficios del trabajo en equipo por los buenos resultados que se logran , sin embargo es necesario contar con una metodología confiable que nos permita trabajar de una manera mas estructurada, con el propósito de mejorar nuestros procesos, para que sean mas eficaces y eficientes, mejorando la rentabilidad de la organización, de tal forma que le permita seguir creciendo y permanecer en el mercado por largo tiempo. Para que esto se de, es necesario contar con una de las principales fortalezas de GCC, SU PERSONAL el cual esta involucrado en la cultura de alto desempeño, lo cual nos permite ser una organización competitiva y comprometida para lograr nuestra visión 2020.


















