
NRF-008-PEMEX-2007 Calzado Industrial de Piel
37
Número de documento: NRF-008-PEMEX-2007 24 de junio de 2007 COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS PÁGINA 1 DE 37 SUBCOMITÉ TÉCNICO DE NORMALIZACIÓN DE PEMEX EXPLORACIÓN Y PRODUCCIÓN CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES “ESTA NORMA CANCELA Y SUSTITUYE A LA NRF-008-PEMEX-2001 DEL 9 DE JUNIO DE 2001”
-
Upload
diego-higareda -
Category
Documents
-
view
718 -
download
73
Transcript of NRF-008-PEMEX-2007 Calzado Industrial de Piel
Número de documento:
NRF-008-PEMEX-2007
24 de junio de 2007 COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y
ORGANISMOS SUBSIDIARIOS
PÁGINA 1 DE 37 SUBCOMITÉ TÉCNICO DE NORMALIZACIÓN DE
PEMEX EXPLORACIÓN Y PRODUCCIÓN
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
“ESTA NORMA CANCELA Y SUSTITUYE A LA NRF-008-PEMEX-2001 DEL 9 DE JUNIO DE 2001”
NRF-008-PEMEX-2007
Rev.: 1 COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 2 DE 37
HOJA DE APROBACIÓN
ELABORA:
ING. HÉCTOR EDUARDO OCHOA LÓPEZ COORDINADOR DEL GRUPO DE TRABAJO
PEMEX-EXPLORACIÓN Y PRODUCCIÓN
PROPONE:
ING. JESÚS HERNÁNDEZ SAN JUAN VICEPRESIDENTE DEL SUBCOMITÉ TÉCNICO DE NORMALIZACIÓN DE
PEMEX-EXPLORACIÓN Y PRODUCCIÓN
APRUEBA:
ING. VÍCTOR RAGASOL BARBEY PRESIDENTE SUPLENTE DEL COMITÉ DE NORMALIZACIÓN DE
PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 3 DE 37
CONTENIDO
CAPÍTULO PÁGINA
0. INTRODUCCIÓN..................................................................................................................................................4
1. OBJETIVO............................................................................................................................................................5
2. ALCANCE.............................................................................................................................................................5
3. CAMPO DE APLICACIÓN....................................................................................................................................5
4. ACTUALIZACIÓN.................................................................................................................................................5
5. REFERENCIAS ....................................................................................................................................................6
6. DEFINICIONES ....................................................................................................................................................6
7. SÍMBOLOS Y ABREVIATURAS.........................................................................................................................12
8. DESARROLLO. ..................................................................................................................................................13
8.1. Clasificación.....................................................................................................................................................13
8.2. Especificaciones..............................................................................................................................................13
8.3. Métodos de prueba..........................................................................................................................................22
8.4. Marcado y empaque........................................................................................................................................27
8.5. Evaluación de la conformidad .........................................................................................................................29
9. RESPONSABILIDADES.....................................................................................................................................31
10. CONCORDANCIA CON OTRAS NORMAS.....................................................................................................32
11. BIBLIOGRAFÍA.................................................................................................................................................33
12. ANEXOS...........................................................................................................................................................34
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 4 DE 37
0. INTRODUCCIÓN A partir de la experiencia en el uso de la primera versión de la NRF-008-PEMEX-2001, se juzgó necesario actualizarla, por lo que el Comité de Normalización de Petróleos Mexicanos y Organismos Subsidiarios dispuso que a través del Subcomité Técnico de Normalización de Pemex Exploración y Producción, se coordine un Grupo de Trabajo Interorganismos para actualizar esta Norma de Referencia dentro de un marco de congruencia, orden, participación y corresponsabilidad. En esta primera modificación de esta norma participaron:
PEMEX DIRECCIÓN CORPORATIVA DE ADMINISTRACIÓN. PEMEX DIRECCIÓN CORPORATIVA DE OPERACIONES. PEMEX EXPLORACIÓN Y PRODUCCIÓN. PEMEX REFINACIÓN. PEMEX PETROQUÍMICA. PEMEX GAS Y PETROQUÍMICA BÁSICA. ÓRGANO INTERNO DE CONTROL EN PEP. INSTITUTO MEXICANO DEL PETRÓLEO. CÁMARA NACIONAL DE LA INDUSTRIA DEL CALZADO, CANAICAL. CÁMARA DE LA INDUSTRIA DEL CALZADO DEL ESTADO DE GUANAJUATO, CICEG. CONSEJO NACIONAL DE CÁMARAS DEL CALZADO, CURTIDURÍA Y PROVEEDURÍA, CONCALZADO. GRUPO INDUSTRIAL COMANDO, S. A. DE C. V. INDUSTRIAL CALZADORA DE MÉXICO, S. A. DE C. V. VAN VIEN, S. A. DE C. V. SUMINISTROS INDUSTRIALES ALFIGO, S. A. DE C. V. INTERNACIONAL DE CALZADO TEN PAC, S. A. DE C. V. RED WING SHOES. CALZADO GAMA, S. A. DE C. V. BOTAS ALEMANAS DE SEGURIDAD, S. A. DE C. V. VALLEN, PROVEEDORA DE SEGURIDAD INDUSTRIAL DEL GOLFO, S. A. DE C. V. CIATEC, A. C. NYCE LABORATORIOS, S. C. CALZADO, CINTURONES Y BÁNDOLAS DURABIÉN, S. A. DE C. V. PROPIE, S. A. DE C. V. GUANTES VARGAS, S. A. PROVEEDOR INTEGRAL DE EQUIPOS DE SEGURIDAD. MANUFACTURAS ESPECIALES DE MÉXICO, S. A. DE C. V.
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 5 DE 37
1. OBJETIVO Establecer las especificaciones y métodos de prueba que debe cumplir el calzado de piel que Petróleos Mexicanos y Organismos Subsidiarios adquieran como parte del equipo de protección personal de sus trabajadores. 2. ALCANCE 2.1. Este documento contiene los requisitos mínimos que debe cumplir el calzado de protección para los
trabajadores de Petróleos Mexicanos y Organismos Subsidiarios. 2.2. Establece además los métodos de prueba para verificar la conformidad con los requisitos especificados. 2.3. Incluye el calzado para personal marino a bordo de embarcaciones o plataformas marinas, dieléctrico y
con plantilla metálica no contenidos en la NOM-113-STPS-1994. 2.4. Esta norma de referencia no es aplicable para la adquisición de calzado de protección impermeable de
piel. 3. CAMPO DE APLICACIÓN Esta norma de referencia es de aplicación general y observancia obligatoria en la contratación de los servicios objeto de la misma, que realicen los centros de trabajo de Petróleos Mexicanos y Organismos Subsidiarios. Por lo que debe ser incluida en los procedimientos de contratación: licitación pública, invitación a cuando menos tres personas o adjudicación directa, como parte de los requisitos que debe cumplir el proveedor, contratista o licitante.
4. ACTUALIZACIÓN Esta norma se debe revisar y en su caso modificar al menos cada 5 años o antes si las sugerencias y recomendaciones de cambio lo ameritan. Las sugerencias para la revisión y actualización de esta norma, deben enviarse al Secretario del Subcomité Técnico de Normalización de PEMEX-Exploración y Producción, quien debe programar y realizar la actualización de acuerdo a la procedencia de las mismas y en su caso, inscribirla dentro del Programa Anual de Normalización de Petróleos Mexicanos, a través del Comité de Normalización de PEMEX-Exploración y Producción. Las propuestas y sugerencias de cambio deben elaborarse en el formato CNPMOS-001-A01 de la Guía para la Emisión de Normas de Referencia CNPMOS-001-A01, Rev. 1 del 30 de septiembre de 2004 y dirigirse a: PEMEX-Exploración y Producción. Subdirección de Distribución y Comercialización. Coordinación de Normalización. Bahía de Ballenas 5, Edificio “D”, P. B., entrada por Bahía del Espíritu Santo s/n. Col. Verónica Anzures, México D. F., C. P. 11 300 Teléfono directo: 1944-9286 Conmutador: 1944-2500 extensión 380-80, Fax: 3-26-54 Correo Electrónico: [email protected]
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 6 DE 37
5. REFERENCIAS
5.1 NOM-008-SCFI-2002. Sistema General de Unidades de Medida.
5.2 NOM-113-STPS-1994. Calzado de Protección
5.3 NMX-A-214-1982. Curtiduría - Pruebas Físicas del Cuero- Medición de Espesor.
5.4 NMX-A-221-1982. Curtiduría Pruebas Químicas del Cuero Determinación de Las Grasas y Otros Materiales Solubles Extractables con Cloruro de Metileno.
5.5 NMX-A-229-1982. Curtiduría-Pruebas Químicas del Cuero - Determinación del pH y variaciones del pH de un extracto acuoso de cuero.
5.6 NMX-A-230-1982. Curtiduría-Pruebas Químicas del Cuero-Determinación del Contenido de Cromo.
5.7 NMX-T-083-1984. Productos de Hule - Resistencia a la Abrasión por el Método del Cilindro con Banda Abrasiva - Método de Prueba.
5.8 NMX-S-051-1989. Zapatos de Seguridad.
5.9 NMX-R-55-1990. Punteras de Seguridad para Calzado.
5.10 ISO 1923:1981. Cellular plastics and rubbers - Determination of linear dimensions. (Hules y Plásticos Celulares - Determinación de las Dimensiones Lineales).
5.11 ISO 20344:2004. Personal protective equipment - Test methods for footwear. (Equipo de Protección Personal - Métodos de Prueba para Calzado de Protección).
5.12 ISO 868:2003. Plastics and ebonite - Determination of indentation hardness by means of a durometer -Shore hardness. (Plásticos y Ebonita. Determinación de la Dureza de Indentación por Medio de un Durómetro (Dureza Shore)).
6. DEFINICIONES Para efectos de esta norma de referencia son aplicables las definiciones y términos establecidos en la Ley de Adquisiciones Arrendamientos y Servicios del Sector Público y su Reglamento, La Ley Federal sobre Metrología y Normalización y su Reglamento, así como las siguientes definiciones. En la figura No. 1 se ilustran gráficamente algunos de los componentes del calzado en complemento a las definiciones.
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 7 DE 37
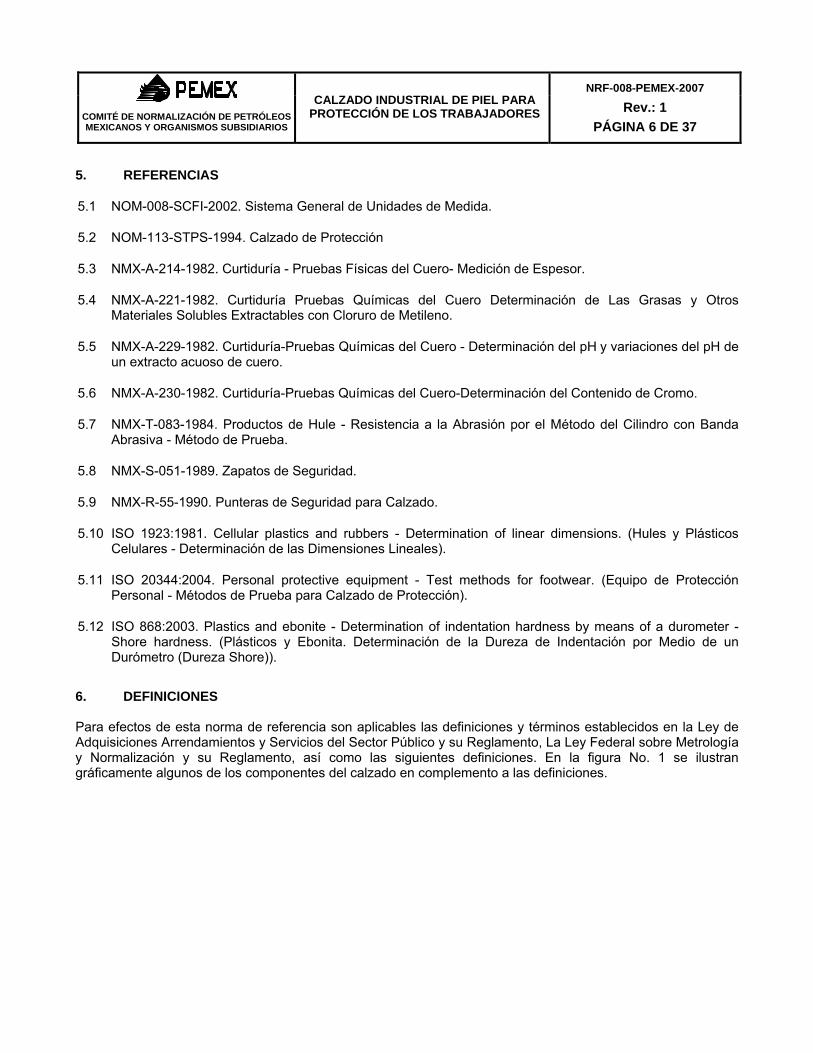
Figura No. 1 Calzado de protección. Corte esquemático Típico.
Nota Importante.- Los diagramas, fotos y figuras que aparecen en esta Norma de Referencia son con fines puramente ilustrativos. Los tipos del calzado requerido no necesariamente deben tomar las formas que se muestran, solo deben cumplir con las especificaciones y características estipuladas en esta norma.
1. Doblillado/Bullón. 9. Costilla. 17. Forro. 2. Ojillos. 10. Planta. 18. Desvanecedor. 3. Cuartos. 11. Plantilla. 19. Suela. 4. Tira de refuerzo. 12. Agujetas. 20. Tacón. 5. Costuras ligeras. 13. Chalecos. 21. Enfranque. 6. Costuras gruesas. 14. Lengüeta. 22. Altura del Calzado (H). 7. Calzador. 15. Chinela. 8. Contrahorte. 16. Puntera.
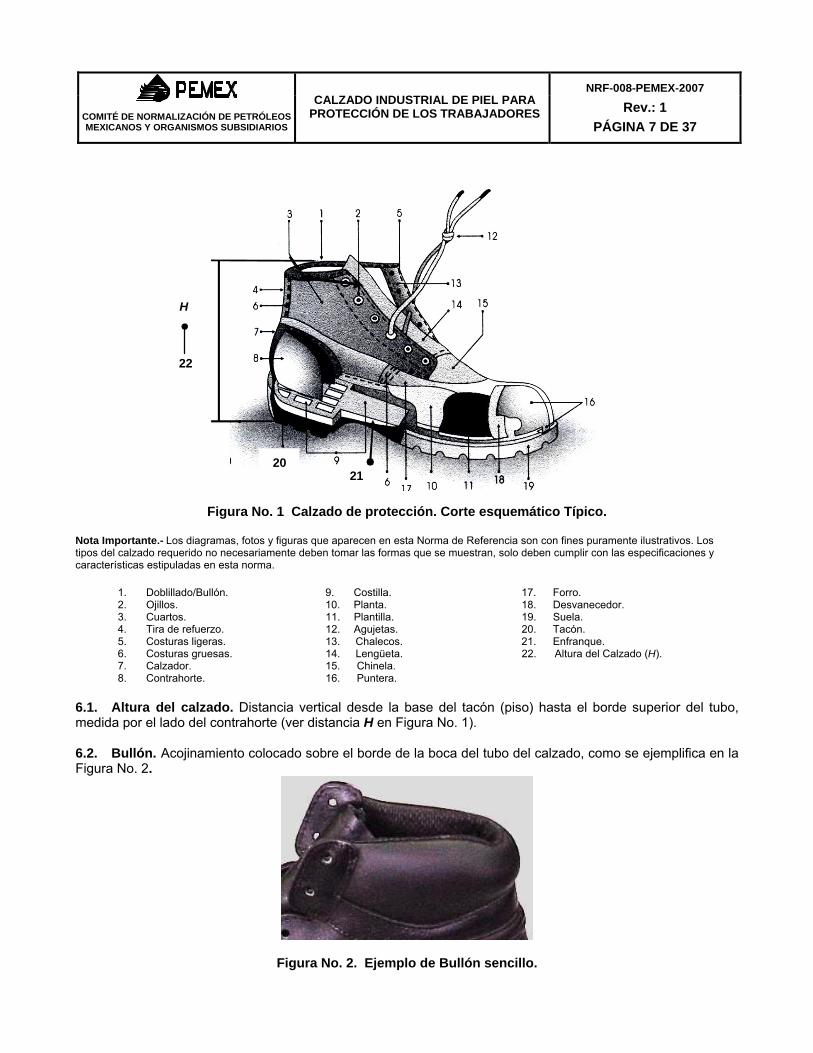
6.1. Altura del calzado. Distancia vertical desde la base del tacón (piso) hasta el borde superior del tubo, medida por el lado del contrahorte (ver distancia H en Figura No. 1). 6.2. Bullón. Acojinamiento colocado sobre el borde de la boca del tubo del calzado, como se ejemplifica en la Figura No. 2.
Figura No. 2. Ejemplo de Bullón sencillo.
2120
H
22
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 8 DE 37
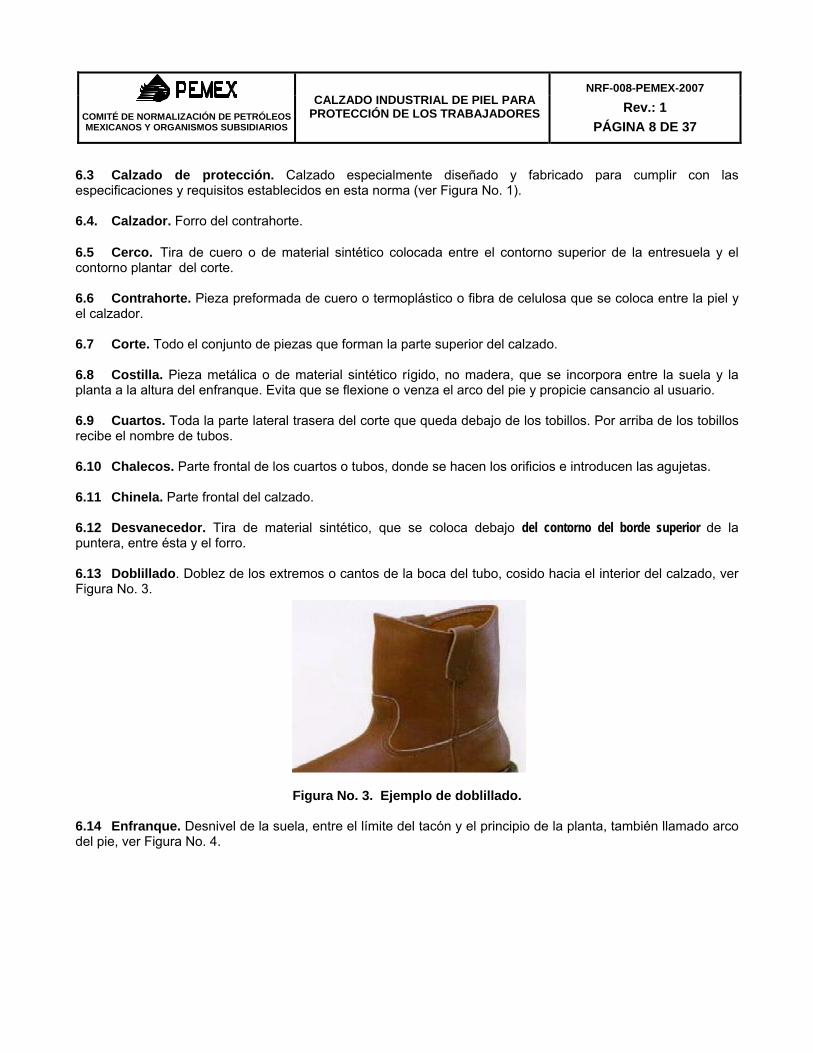
6.3 Calzado de protección. Calzado especialmente diseñado y fabricado para cumplir con las especificaciones y requisitos establecidos en esta norma (ver Figura No. 1). 6.4. Calzador. Forro del contrahorte. 6.5 Cerco. Tira de cuero o de material sintético colocada entre el contorno superior de la entresuela y el contorno plantar del corte. 6.6 Contrahorte. Pieza preformada de cuero o termoplástico o fibra de celulosa que se coloca entre la piel y el calzador. 6.7 Corte. Todo el conjunto de piezas que forman la parte superior del calzado. 6.8 Costilla. Pieza metálica o de material sintético rígido, no madera, que se incorpora entre la suela y la planta a la altura del enfranque. Evita que se flexione o venza el arco del pie y propicie cansancio al usuario. 6.9 Cuartos. Toda la parte lateral trasera del corte que queda debajo de los tobillos. Por arriba de los tobillos recibe el nombre de tubos. 6.10 Chalecos. Parte frontal de los cuartos o tubos, donde se hacen los orificios e introducen las agujetas. 6.11 Chinela. Parte frontal del calzado. 6.12 Desvanecedor. Tira de material sintético, que se coloca debajo del contorno del borde superior de la puntera, entre ésta y el forro. 6.13 Doblillado. Doblez de los extremos o cantos de la boca del tubo, cosido hacia el interior del calzado, ver Figura No. 3.
Figura No. 3. Ejemplo de doblillado.
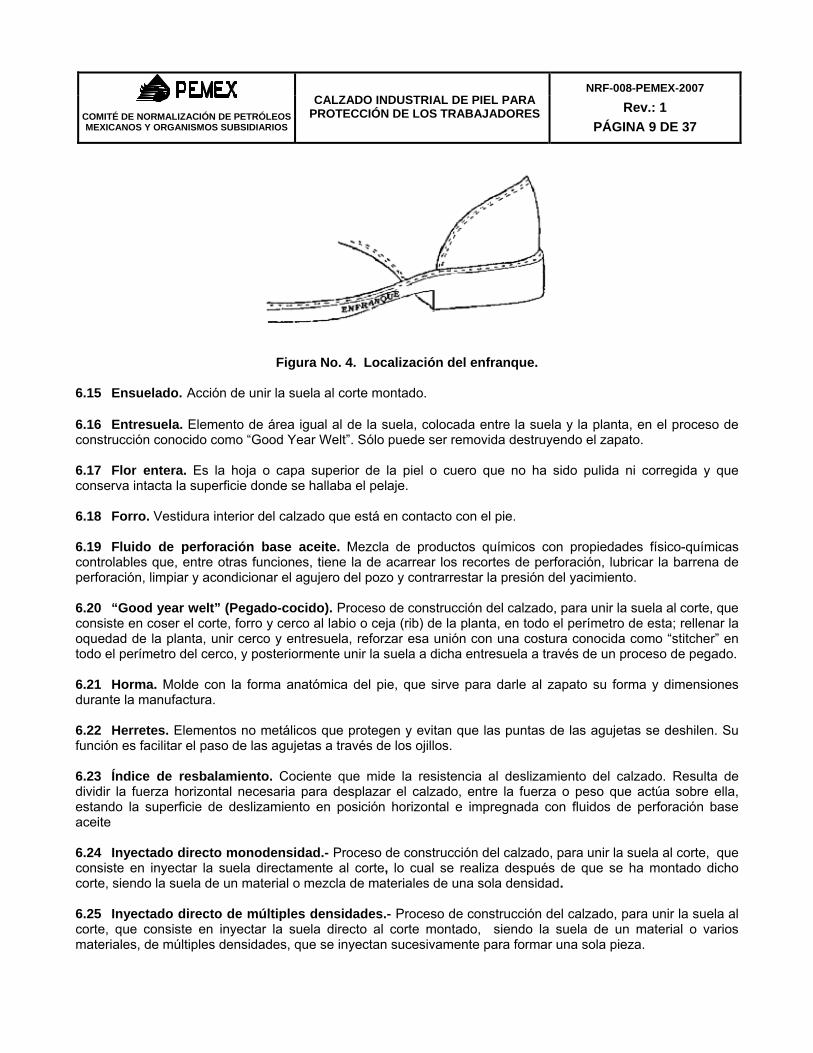
6.14 Enfranque. Desnivel de la suela, entre el límite del tacón y el principio de la planta, también llamado arco del pie, ver Figura No. 4.
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 9 DE 37
Figura No. 4. Localización del enfranque.
6.15 Ensuelado. Acción de unir la suela al corte montado. 6.16 Entresuela. Elemento de área igual al de la suela, colocada entre la suela y la planta, en el proceso de construcción conocido como “Good Year Welt”. Sólo puede ser removida destruyendo el zapato. 6.17 Flor entera. Es la hoja o capa superior de la piel o cuero que no ha sido pulida ni corregida y que conserva intacta la superficie donde se hallaba el pelaje. 6.18 Forro. Vestidura interior del calzado que está en contacto con el pie. 6.19 Fluido de perforación base aceite. Mezcla de productos químicos con propiedades físico-químicas controlables que, entre otras funciones, tiene la de acarrear los recortes de perforación, lubricar la barrena de perforación, limpiar y acondicionar el agujero del pozo y contrarrestar la presión del yacimiento. 6.20 “Good year welt” (Pegado-cocido). Proceso de construcción del calzado, para unir la suela al corte, que consiste en coser el corte, forro y cerco al labio o ceja (rib) de la planta, en todo el perímetro de esta; rellenar la oquedad de la planta, unir cerco y entresuela, reforzar esa unión con una costura conocida como “stitcher” en todo el perímetro del cerco, y posteriormente unir la suela a dicha entresuela a través de un proceso de pegado. 6.21 Horma. Molde con la forma anatómica del pie, que sirve para darle al zapato su forma y dimensiones durante la manufactura. 6.22 Herretes. Elementos no metálicos que protegen y evitan que las puntas de las agujetas se deshilen. Su función es facilitar el paso de las agujetas a través de los ojillos. 6.23 Índice de resbalamiento. Cociente que mide la resistencia al deslizamiento del calzado. Resulta de dividir la fuerza horizontal necesaria para desplazar el calzado, entre la fuerza o peso que actúa sobre ella, estando la superficie de deslizamiento en posición horizontal e impregnada con fluidos de perforación base aceite 6.24 Inyectado directo monodensidad.- Proceso de construcción del calzado, para unir la suela al corte, que consiste en inyectar la suela directamente al corte, lo cual se realiza después de que se ha montado dicho corte, siendo la suela de un material o mezcla de materiales de una sola densidad. 6.25 Inyectado directo de múltiples densidades.- Proceso de construcción del calzado, para unir la suela al corte, que consiste en inyectar la suela directo al corte montado, siendo la suela de un material o varios materiales, de múltiples densidades, que se inyectan sucesivamente para formar una sola pieza.
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 10 DE 37
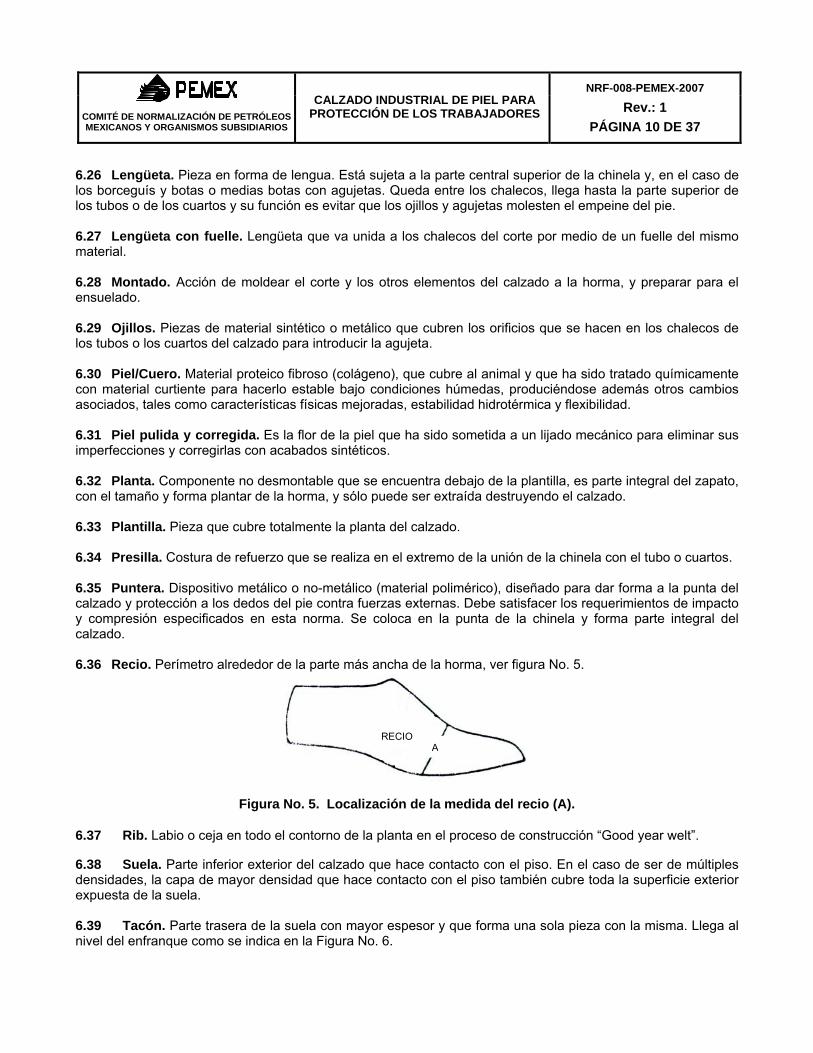
6.26 Lengüeta. Pieza en forma de lengua. Está sujeta a la parte central superior de la chinela y, en el caso de los borceguís y botas o medias botas con agujetas. Queda entre los chalecos, llega hasta la parte superior de los tubos o de los cuartos y su función es evitar que los ojillos y agujetas molesten el empeine del pie. 6.27 Lengüeta con fuelle. Lengüeta que va unida a los chalecos del corte por medio de un fuelle del mismo material. 6.28 Montado. Acción de moldear el corte y los otros elementos del calzado a la horma, y preparar para el ensuelado. 6.29 Ojillos. Piezas de material sintético o metálico que cubren los orificios que se hacen en los chalecos de los tubos o los cuartos del calzado para introducir la agujeta. 6.30 Piel/Cuero. Material proteico fibroso (colágeno), que cubre al animal y que ha sido tratado químicamente con material curtiente para hacerlo estable bajo condiciones húmedas, produciéndose además otros cambios asociados, tales como características físicas mejoradas, estabilidad hidrotérmica y flexibilidad. 6.31 Piel pulida y corregida. Es la flor de la piel que ha sido sometida a un lijado mecánico para eliminar sus imperfecciones y corregirlas con acabados sintéticos. 6.32 Planta. Componente no desmontable que se encuentra debajo de la plantilla, es parte integral del zapato, con el tamaño y forma plantar de la horma, y sólo puede ser extraída destruyendo el calzado. 6.33 Plantilla. Pieza que cubre totalmente la planta del calzado. 6.34 Presilla. Costura de refuerzo que se realiza en el extremo de la unión de la chinela con el tubo o cuartos. 6.35 Puntera. Dispositivo metálico o no-metálico (material polimérico), diseñado para dar forma a la punta del calzado y protección a los dedos del pie contra fuerzas externas. Debe satisfacer los requerimientos de impacto y compresión especificados en esta norma. Se coloca en la punta de la chinela y forma parte integral del calzado. 6.36 Recio. Perímetro alrededor de la parte más ancha de la horma, ver figura No. 5.
Figura No. 5. Localización de la medida del recio (A).
6.37 Rib. Labio o ceja en todo el contorno de la planta en el proceso de construcción “Good year welt”.
6.38 Suela. Parte inferior exterior del calzado que hace contacto con el piso. En el caso de ser de múltiples densidades, la capa de mayor densidad que hace contacto con el piso también cubre toda la superficie exterior expuesta de la suela. 6.39 Tacón. Parte trasera de la suela con mayor espesor y que forma una sola pieza con la misma. Llega al nivel del enfranque como se indica en la Figura No. 6.
RECIOA
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 11 DE 37
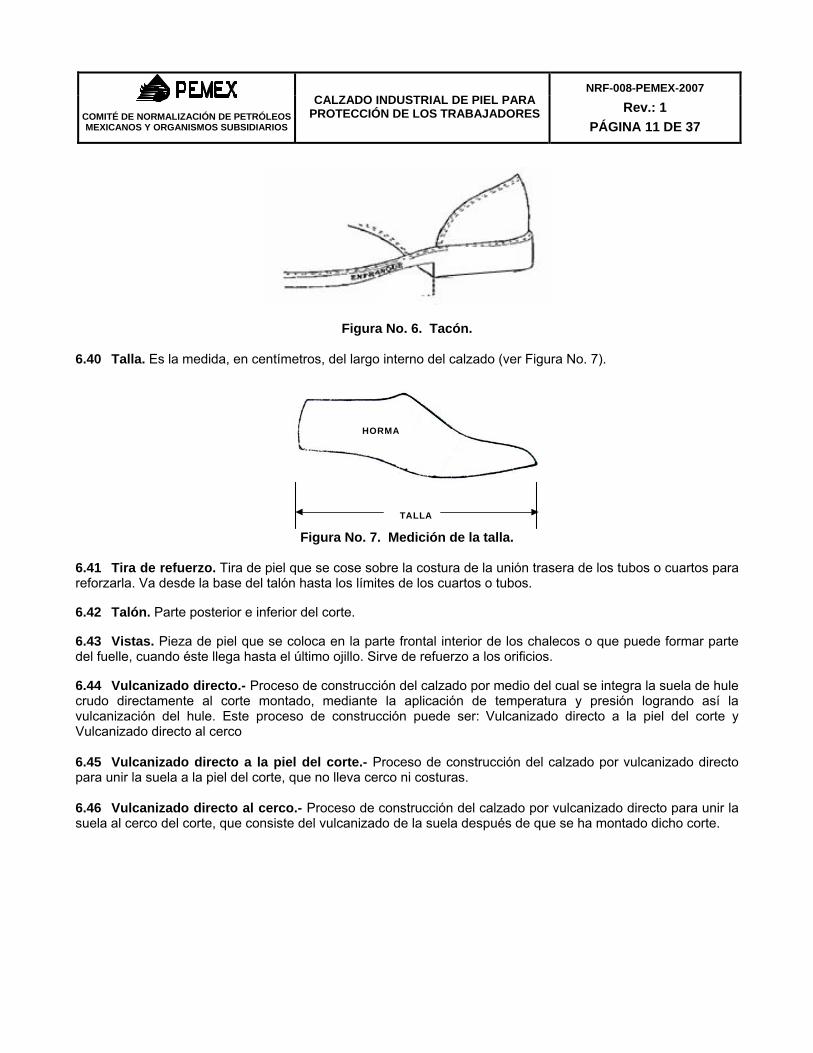
Figura No. 6. Tacón. 6.40 Talla. Es la medida, en centímetros, del largo interno del calzado (ver Figura No. 7).
Figura No. 7. Medición de la talla.
6.41 Tira de refuerzo. Tira de piel que se cose sobre la costura de la unión trasera de los tubos o cuartos para reforzarla. Va desde la base del talón hasta los límites de los cuartos o tubos. 6.42 Talón. Parte posterior e inferior del corte. 6.43 Vistas. Pieza de piel que se coloca en la parte frontal interior de los chalecos o que puede formar parte del fuelle, cuando éste llega hasta el último ojillo. Sirve de refuerzo a los orificios. 6.44 Vulcanizado directo.- Proceso de construcción del calzado por medio del cual se integra la suela de hule crudo directamente al corte montado, mediante la aplicación de temperatura y presión logrando así la vulcanización del hule. Este proceso de construcción puede ser: Vulcanizado directo a la piel del corte y Vulcanizado directo al cerco 6.45 Vulcanizado directo a la piel del corte.- Proceso de construcción del calzado por vulcanizado directo para unir la suela a la piel del corte, que no lleva cerco ni costuras. 6.46 Vulcanizado directo al cerco.- Proceso de construcción del calzado por vulcanizado directo para unir la suela al cerco del corte, que consiste del vulcanizado de la suela después de que se ha montado dicho corte.
TALLA
HORMA
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 12 DE 37
7. SÍMBOLOS Y ABREVIATURAS 7.1 ASTM American Society for Testing of Materials. [Sociedad Americana para Pruebas de Materiales]
7.2 B Bota.
7.3 B-SP Bota sin puntera de protección.
7.4 MB-CA Media Bota Con Agujetas.
7.5 BO Borceguí.
7.6 BO-D Borceguí Dieléctrico
7.7 MB-SA Media Bota Sin Agujetas.
7.8 BT Botín
7.9 BT-D Botín Dieléctrico
7.10 CH-CA Choclo Con Agujetas
7.11 CH-SA Choclo Sin Agujetas.
7.12 BO-PM Con planta metálica.
7.13 ema Entidad Mexicana de Acreditación.
7.14 I/15 Resistencia al Impacto de 146,7 J (14,95 kgf-m).
7.15 C/15 Resistencia a la Compresión 14 710 N (1 500 kgf).
7.16 N Newton.
7.17 J Joules.
7.18 NOM Norma Oficial Mexicana.
7.19 NRF Norma de Referencia.
7.20 PMOS Petróleos Mexicanos y Organismos Subsidiarios.
7.21 pH Potencial de Hidrógeno.
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 13 DE 37
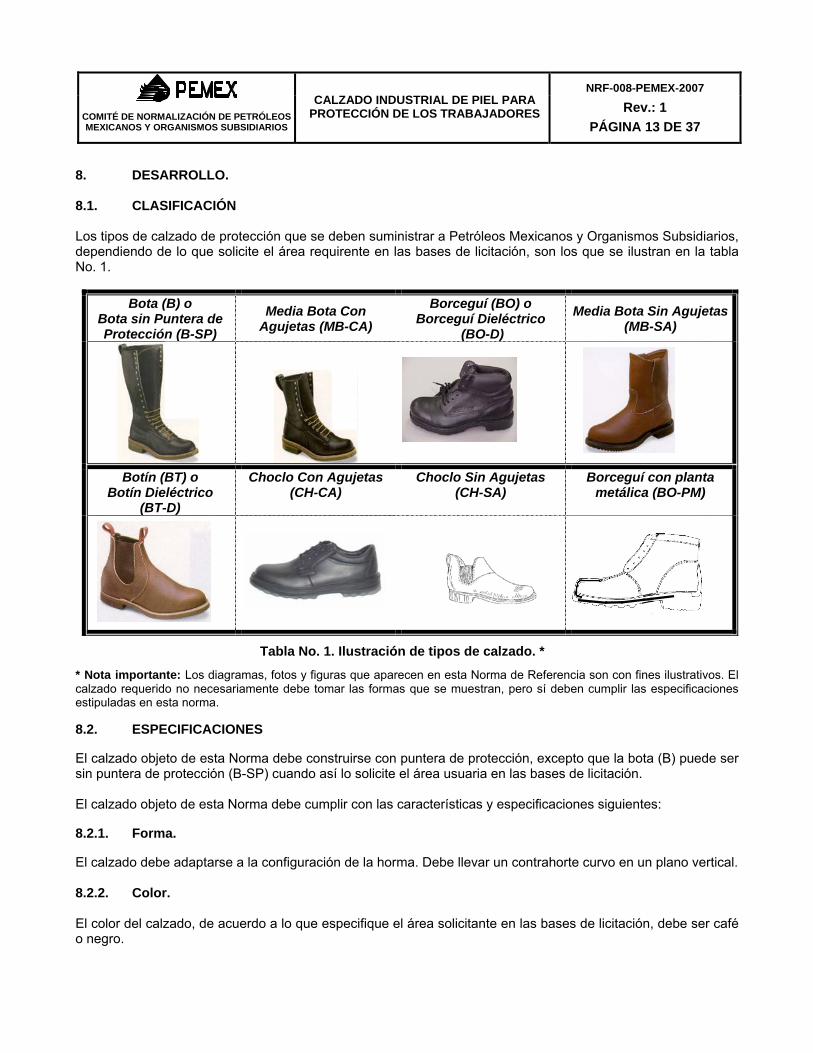
8. DESARROLLO. 8.1. CLASIFICACIÓN Los tipos de calzado de protección que se deben suministrar a Petróleos Mexicanos y Organismos Subsidiarios, dependiendo de lo que solicite el área requirente en las bases de licitación, son los que se ilustran en la tabla No. 1.
Bota (B) o Bota sin Puntera de Protección (B-SP)
Media Bota Con Agujetas (MB-CA)
Borceguí (BO) o Borceguí Dieléctrico
(BO-D)
Media Bota Sin Agujetas (MB-SA)
Botín (BT) o Botín Dieléctrico
(BT-D)
Choclo Con Agujetas (CH-CA)
Choclo Sin Agujetas (CH-SA)
Borceguí con planta metálica (BO-PM)
Tabla No. 1. Ilustración de tipos de calzado. * * Nota importante: Los diagramas, fotos y figuras que aparecen en esta Norma de Referencia son con fines ilustrativos. El calzado requerido no necesariamente debe tomar las formas que se muestran, pero sí deben cumplir las especificaciones estipuladas en esta norma. 8.2. ESPECIFICACIONES El calzado objeto de esta Norma debe construirse con puntera de protección, excepto que la bota (B) puede ser sin puntera de protección (B-SP) cuando así lo solicite el área usuaria en las bases de licitación. El calzado objeto de esta Norma debe cumplir con las características y especificaciones siguientes: 8.2.1. Forma. El calzado debe adaptarse a la configuración de la horma. Debe llevar un contrahorte curvo en un plano vertical. 8.2.2. Color. El color del calzado, de acuerdo a lo que especifique el área solicitante en las bases de licitación, debe ser café o negro.
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 14 DE 37
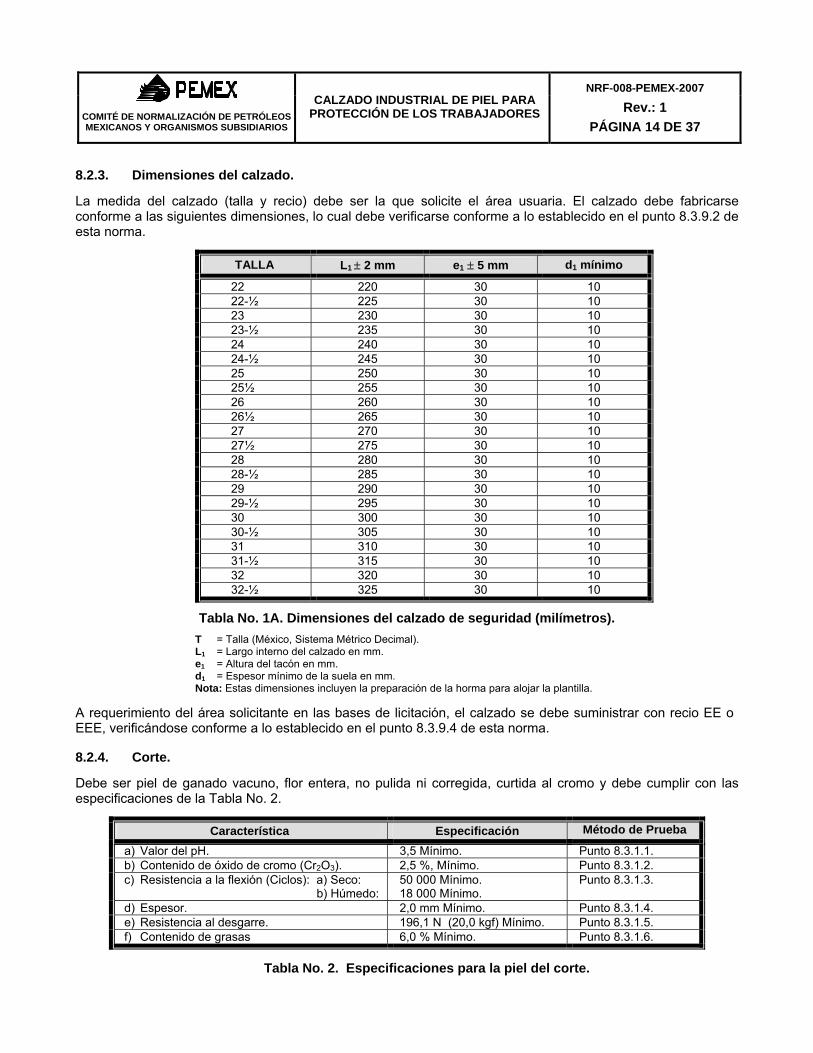
8.2.3. Dimensiones del calzado. La medida del calzado (talla y recio) debe ser la que solicite el área usuaria. El calzado debe fabricarse conforme a las siguientes dimensiones, lo cual debe verificarse conforme a lo establecido en el punto 8.3.9.2 de esta norma.
TALLA L1 ± 2 mm e1 ± 5 mm d1 mínimo
22 220 30 10 22-½ 225 30 10 23 230 30 10 23-½ 235 30 10 24 240 30 10 24-½ 245 30 10 25 250 30 10 25½ 255 30 10 26 260 30 10 26½ 265 30 10 27 270 30 10 27½ 275 30 10 28 280 30 10 28-½ 285 30 10 29 290 30 10 29-½ 295 30 10 30 300 30 10 30-½ 305 30 10 31 310 30 10 31-½ 315 30 10 32 320 30 10 32-½ 325 30 10
Tabla No. 1A. Dimensiones del calzado de seguridad (milímetros).
T = Talla (México, Sistema Métrico Decimal). L1 = Largo interno del calzado en mm. e1 = Altura del tacón en mm. d1 = Espesor mínimo de la suela en mm. Nota: Estas dimensiones incluyen la preparación de la horma para alojar la plantilla.
A requerimiento del área solicitante en las bases de licitación, el calzado se debe suministrar con recio EE o EEE, verificándose conforme a lo establecido en el punto 8.3.9.4 de esta norma. 8.2.4. Corte. Debe ser piel de ganado vacuno, flor entera, no pulida ni corregida, curtida al cromo y debe cumplir con las especificaciones de la Tabla No. 2.
Característica Especificación Método de Prueba
a) Valor del pH. 3,5 Mínimo. Punto 8.3.1.1. b) Contenido de óxido de cromo (Cr2O3). 2,5 %, Mínimo. Punto 8.3.1.2. c) Resistencia a la flexión (Ciclos): a) Seco:
b) Húmedo: 50 000 Mínimo. 18 000 Mínimo.
Punto 8.3.1.3.
d) Espesor. 2,0 mm Mínimo. Punto 8.3.1.4. e) Resistencia al desgarre. 196,1 N (20,0 kgf) Mínimo. Punto 8.3.1.5. f) Contenido de grasas 6,0 % Mínimo. Punto 8.3.1.6.
Tabla No. 2. Especificaciones para la piel del corte.
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 15 DE 37
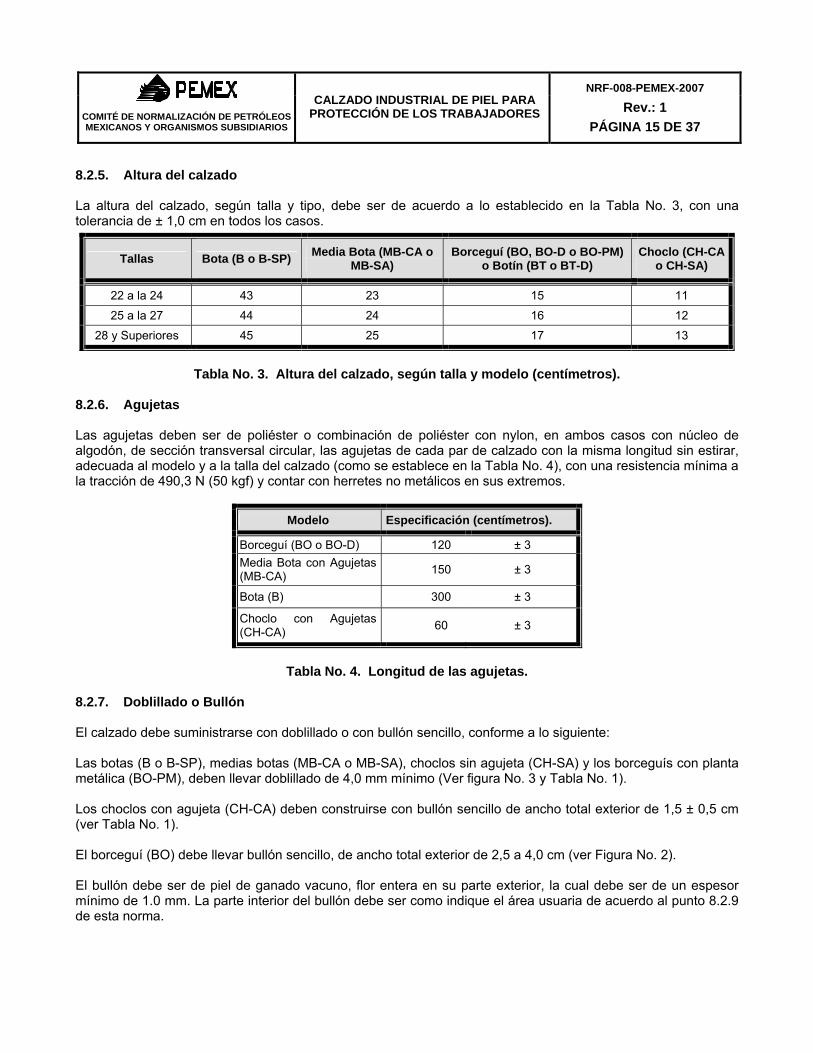
8.2.5. Altura del calzado La altura del calzado, según talla y tipo, debe ser de acuerdo a lo establecido en la Tabla No. 3, con una tolerancia de ± 1,0 cm en todos los casos.
Tallas Bota (B o B-SP) Media Bota (MB-CA o MB-SA)
Borceguí (BO, BO-D o BO-PM) o Botín (BT o BT-D)
Choclo (CH-CA o CH-SA)
22 a la 24 43 23 15 11
25 a la 27 44 24 16 12
28 y Superiores 45 25 17 13
Tabla No. 3. Altura del calzado, según talla y modelo (centímetros).
8.2.6. Agujetas Las agujetas deben ser de poliéster o combinación de poliéster con nylon, en ambos casos con núcleo de algodón, de sección transversal circular, las agujetas de cada par de calzado con la misma longitud sin estirar, adecuada al modelo y a la talla del calzado (como se establece en la Tabla No. 4), con una resistencia mínima a la tracción de 490,3 N (50 kgf) y contar con herretes no metálicos en sus extremos.
Modelo Especificación (centímetros).
Borceguí (BO o BO-D) 120 ± 3 Media Bota con Agujetas (MB-CA) 150 ± 3
Bota (B) 300 ± 3
Choclo con Agujetas (CH-CA) 60 ± 3
Tabla No. 4. Longitud de las agujetas.
8.2.7. Doblillado o Bullón El calzado debe suministrarse con doblillado o con bullón sencillo, conforme a lo siguiente: Las botas (B o B-SP), medias botas (MB-CA o MB-SA), choclos sin agujeta (CH-SA) y los borceguís con planta metálica (BO-PM), deben llevar doblillado de 4,0 mm mínimo (Ver figura No. 3 y Tabla No. 1). Los choclos con agujeta (CH-CA) deben construirse con bullón sencillo de ancho total exterior de 1,5 ± 0,5 cm (ver Tabla No. 1). El borceguí (BO) debe llevar bullón sencillo, de ancho total exterior de 2,5 a 4,0 cm (ver Figura No. 2). El bullón debe ser de piel de ganado vacuno, flor entera en su parte exterior, la cual debe ser de un espesor mínimo de 1.0 mm. La parte interior del bullón debe ser como indique el área usuaria de acuerdo al punto 8.2.9 de esta norma.
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 16 DE 37
8.2.8. Lengüeta con fuelle La parte externa debe ser de piel de ganado vacuno, flor entera. El fuelle debe ser de piel de ganado vacuno de flor entera, cosido a los chalecos hasta la altura del tercer ojillo mínimo. El forro de la lengüeta debe ser conforme al punto 8.2.9 de esta norma. 8.2.9. Forro (incluye forro interior de chinela, cuartos, bullón y lengüeta con fuelle) El calzado debe fabricarse con forro en todo su interior, con excepción de la parte superior del calzador de las medias botas y las botas, como se indica en la figura No. 1. El fuelle de la lengüeta no debe fabricarse con forro. El forro puede ser piel flor entera de ganado vacuno o porcino, o de fibra sintética bondeada, de acuerdo a lo que se solicite en las bases de licitación. Además, debe cumplir con la tabla No. 5, excepto que el valor de pH debe cumplirse únicamente para los forros de piel. El forro no debe tener dobleces ni pliegues.
Característica Especificación Método de Prueba
a). Valor del pH para los forros de piel 3,5 Mínimo Punto 8.3.2.1
b). Espesor 0,8 mm Mínimo Punto 8.3.2.2
c). Absorción de agua 35 % Mínimo Punto 8.3.2.3
d). Desabsorción de agua 60 % Mínimo Punto 8.3.2.4
Tabla No. 5. Especificaciones para el forro.
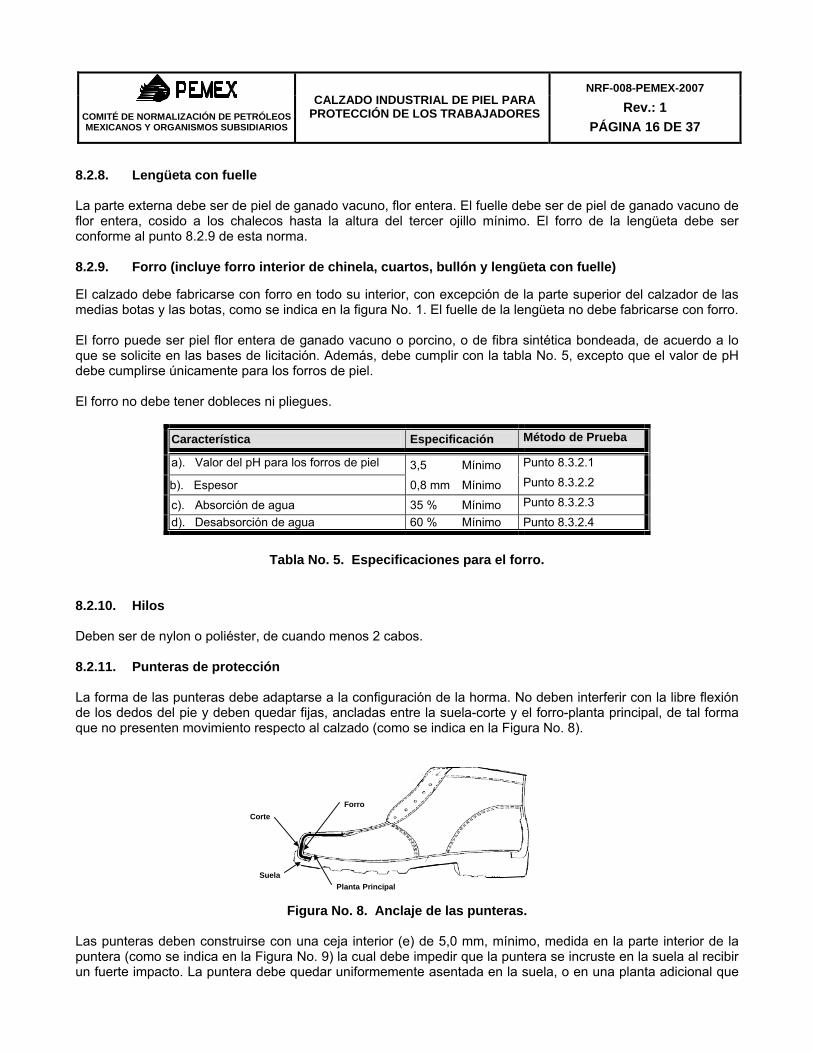
8.2.10. Hilos Deben ser de nylon o poliéster, de cuando menos 2 cabos. 8.2.11. Punteras de protección La forma de las punteras debe adaptarse a la configuración de la horma. No deben interferir con la libre flexión de los dedos del pie y deben quedar fijas, ancladas entre la suela-corte y el forro-planta principal, de tal forma que no presenten movimiento respecto al calzado (como se indica en la Figura No. 8).
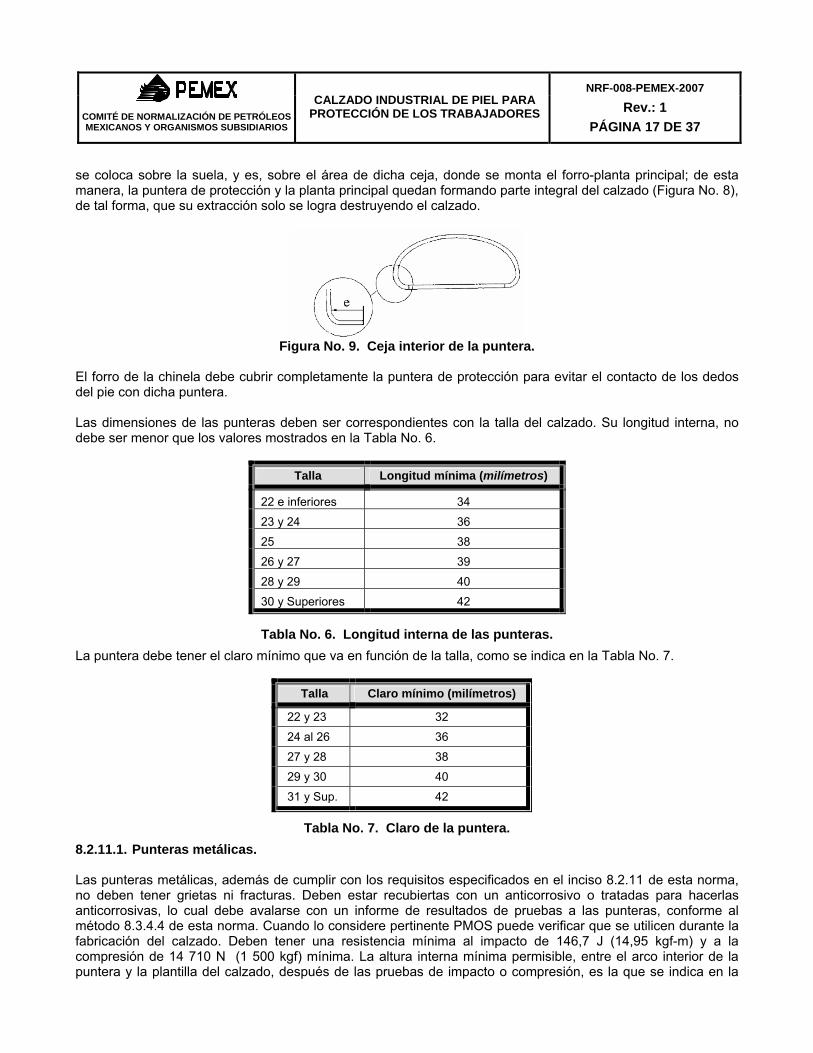
Figura No. 8. Anclaje de las punteras. Las punteras deben construirse con una ceja interior (e) de 5,0 mm, mínimo, medida en la parte interior de la puntera (como se indica en la Figura No. 9) la cual debe impedir que la puntera se incruste en la suela al recibir un fuerte impacto. La puntera debe quedar uniformemente asentada en la suela, o en una planta adicional que
SuelaPlanta Principal
ForroCorte
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 17 DE 37
se coloca sobre la suela, y es, sobre el área de dicha ceja, donde se monta el forro-planta principal; de esta manera, la puntera de protección y la planta principal quedan formando parte integral del calzado (Figura No. 8), de tal forma, que su extracción solo se logra destruyendo el calzado.
Figura No. 9. Ceja interior de la puntera.
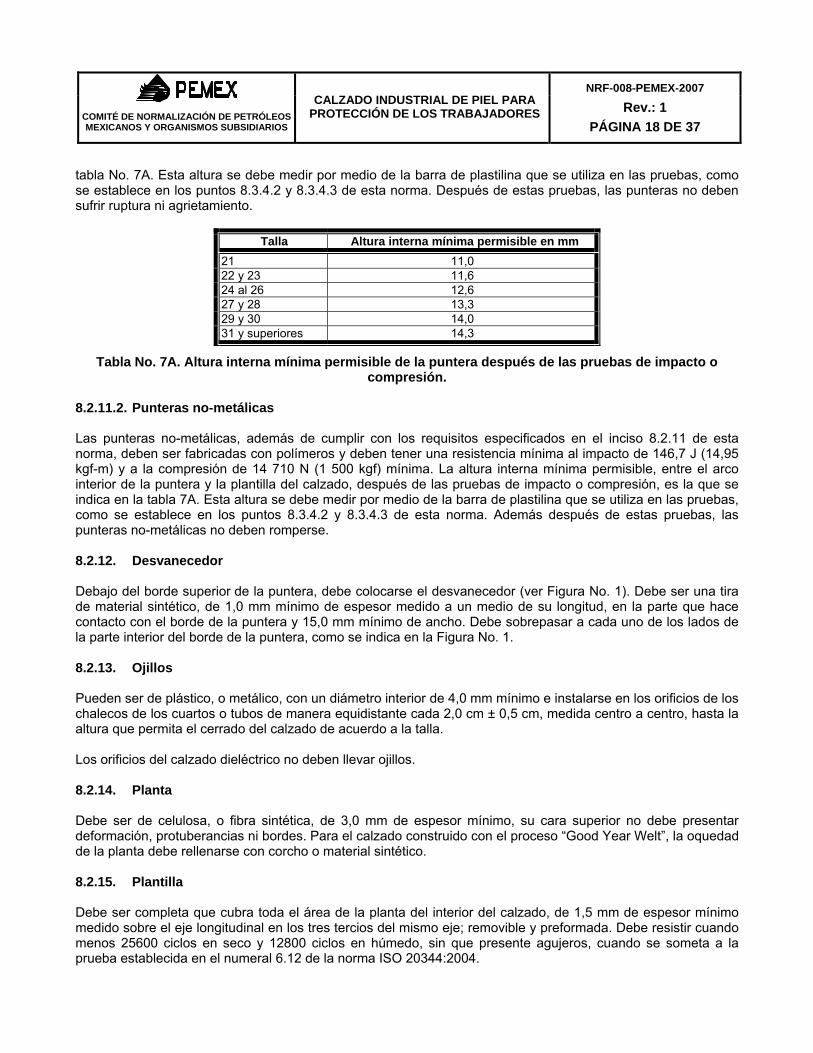
El forro de la chinela debe cubrir completamente la puntera de protección para evitar el contacto de los dedos del pie con dicha puntera. Las dimensiones de las punteras deben ser correspondientes con la talla del calzado. Su longitud interna, no debe ser menor que los valores mostrados en la Tabla No. 6.
Talla Longitud mínima (milímetros)
22 e inferiores 34
23 y 24 36
25 38
26 y 27 39
28 y 29 40
30 y Superiores 42
Tabla No. 6. Longitud interna de las punteras.
La puntera debe tener el claro mínimo que va en función de la talla, como se indica en la Tabla No. 7.
Talla Claro mínimo (milímetros)
22 y 23 32
24 al 26 36
27 y 28 38
29 y 30 40
31 y Sup. 42
Tabla No. 7. Claro de la puntera.
8.2.11.1. Punteras metálicas. Las punteras metálicas, además de cumplir con los requisitos especificados en el inciso 8.2.11 de esta norma, no deben tener grietas ni fracturas. Deben estar recubiertas con un anticorrosivo o tratadas para hacerlas anticorrosivas, lo cual debe avalarse con un informe de resultados de pruebas a las punteras, conforme al método 8.3.4.4 de esta norma. Cuando lo considere pertinente PMOS puede verificar que se utilicen durante la fabricación del calzado. Deben tener una resistencia mínima al impacto de 146,7 J (14,95 kgf-m) y a la compresión de 14 710 N (1 500 kgf) mínima. La altura interna mínima permisible, entre el arco interior de la puntera y la plantilla del calzado, después de las pruebas de impacto o compresión, es la que se indica en la
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 18 DE 37
tabla No. 7A. Esta altura se debe medir por medio de la barra de plastilina que se utiliza en las pruebas, como se establece en los puntos 8.3.4.2 y 8.3.4.3 de esta norma. Después de estas pruebas, las punteras no deben sufrir ruptura ni agrietamiento.
Talla Altura interna mínima permisible en mm 21 11,0 22 y 23 11,6 24 al 26 12,6 27 y 28 13,3 29 y 30 14,0 31 y superiores 14,3
Tabla No. 7A. Altura interna mínima permisible de la puntera después de las pruebas de impacto o compresión.
8.2.11.2. Punteras no-metálicas Las punteras no-metálicas, además de cumplir con los requisitos especificados en el inciso 8.2.11 de esta norma, deben ser fabricadas con polímeros y deben tener una resistencia mínima al impacto de 146,7 J (14,95 kgf-m) y a la compresión de 14 710 N (1 500 kgf) mínima. La altura interna mínima permisible, entre el arco interior de la puntera y la plantilla del calzado, después de las pruebas de impacto o compresión, es la que se indica en la tabla 7A. Esta altura se debe medir por medio de la barra de plastilina que se utiliza en las pruebas, como se establece en los puntos 8.3.4.2 y 8.3.4.3 de esta norma. Además después de estas pruebas, las punteras no-metálicas no deben romperse. 8.2.12. Desvanecedor Debajo del borde superior de la puntera, debe colocarse el desvanecedor (ver Figura No. 1). Debe ser una tira de material sintético, de 1,0 mm mínimo de espesor medido a un medio de su longitud, en la parte que hace contacto con el borde de la puntera y 15,0 mm mínimo de ancho. Debe sobrepasar a cada uno de los lados de la parte interior del borde de la puntera, como se indica en la Figura No. 1. 8.2.13. Ojillos Pueden ser de plástico, o metálico, con un diámetro interior de 4,0 mm mínimo e instalarse en los orificios de los chalecos de los cuartos o tubos de manera equidistante cada 2,0 cm ± 0,5 cm, medida centro a centro, hasta la altura que permita el cerrado del calzado de acuerdo a la talla. Los orificios del calzado dieléctrico no deben llevar ojillos. 8.2.14. Planta Debe ser de celulosa, o fibra sintética, de 3,0 mm de espesor mínimo, su cara superior no debe presentar deformación, protuberancias ni bordes. Para el calzado construido con el proceso “Good Year Welt”, la oquedad de la planta debe rellenarse con corcho o material sintético. 8.2.15. Plantilla Debe ser completa que cubra toda el área de la planta del interior del calzado, de 1,5 mm de espesor mínimo medido sobre el eje longitudinal en los tres tercios del mismo eje; removible y preformada. Debe resistir cuando menos 25600 ciclos en seco y 12800 ciclos en húmedo, sin que presente agujeros, cuando se someta a la prueba establecida en el numeral 6.12 de la norma ISO 20344:2004.
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 19 DE 37
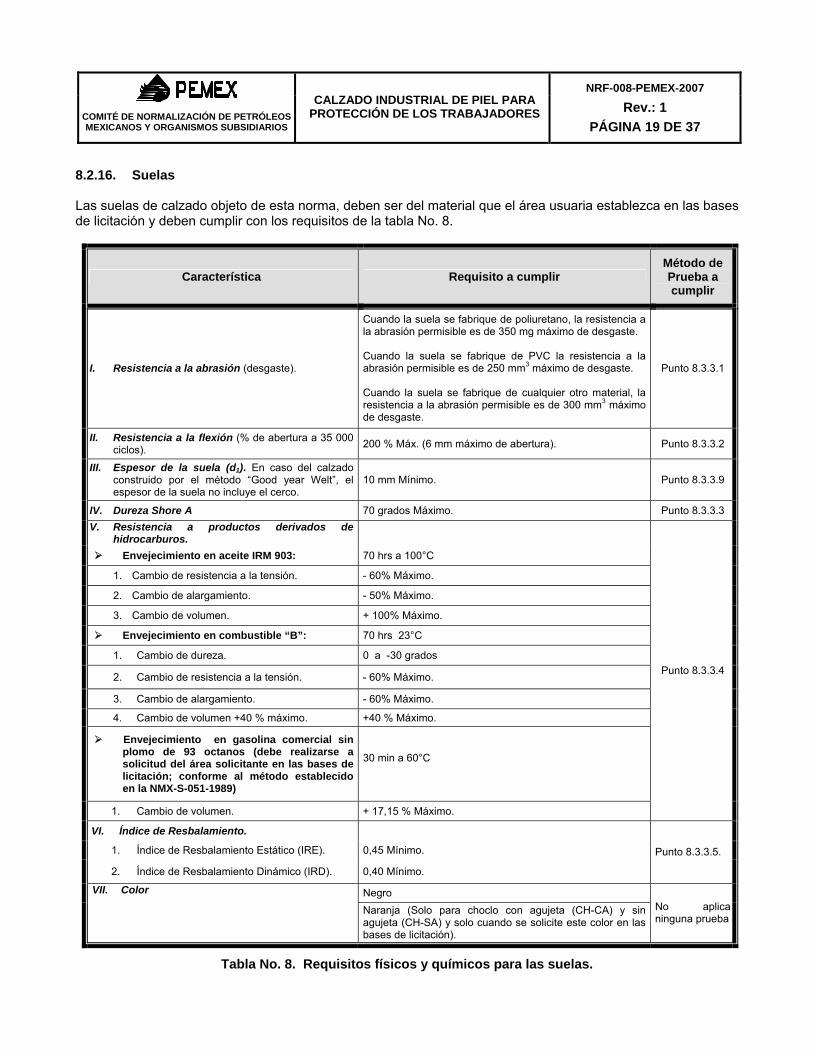
8.2.16. Suelas Las suelas de calzado objeto de esta norma, deben ser del material que el área usuaria establezca en las bases de licitación y deben cumplir con los requisitos de la tabla No. 8.
Característica Requisito a cumplir Método de Prueba a cumplir
I. Resistencia a la abrasión (desgaste).
Cuando la suela se fabrique de poliuretano, la resistencia a la abrasión permisible es de 350 mg máximo de desgaste. Cuando la suela se fabrique de PVC la resistencia a la abrasión permisible es de 250 mm3 máximo de desgaste. Cuando la suela se fabrique de cualquier otro material, la resistencia a la abrasión permisible es de 300 mm3 máximo de desgaste.
Punto 8.3.3.1
II. Resistencia a la flexión (% de abertura a 35 000 ciclos). 200 % Máx. (6 mm máximo de abertura). Punto 8.3.3.2
III. Espesor de la suela (d1). En caso del calzado construido por el método “Good year Welt”, el espesor de la suela no incluye el cerco.
10 mm Mínimo. Punto 8.3.3.9
IV. Dureza Shore A 70 grados Máximo. Punto 8.3.3.3 V. Resistencia a productos derivados de
hidrocarburos.
Envejecimiento en aceite IRM 903: 70 hrs a 100°C
1. Cambio de resistencia a la tensión. - 60% Máximo.
2. Cambio de alargamiento. - 50% Máximo.
3. Cambio de volumen. + 100% Máximo.
Envejecimiento en combustible “B”: 70 hrs 23°C
1. Cambio de dureza. 0 a -30 grados
2. Cambio de resistencia a la tensión. - 60% Máximo.
3. Cambio de alargamiento. - 60% Máximo.
4. Cambio de volumen +40 % máximo. +40 % Máximo.
Envejecimiento en gasolina comercial sin plomo de 93 octanos (debe realizarse a solicitud del área solicitante en las bases de licitación; conforme al método establecido en la NMX-S-051-1989)
30 min a 60°C
1. Cambio de volumen. + 17,15 % Máximo.
Punto 8.3.3.4
VI. Índice de Resbalamiento.
1. Índice de Resbalamiento Estático (IRE). 0,45 Mínimo.
2. Índice de Resbalamiento Dinámico (IRD). 0,40 Mínimo.
Punto 8.3.3.5.
Negro VII. Color
Naranja (Solo para choclo con agujeta (CH-CA) y sin agujeta (CH-SA) y solo cuando se solicite este color en las bases de licitación).
No aplica ninguna prueba
Tabla No. 8. Requisitos físicos y químicos para las suelas.
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 20 DE 37
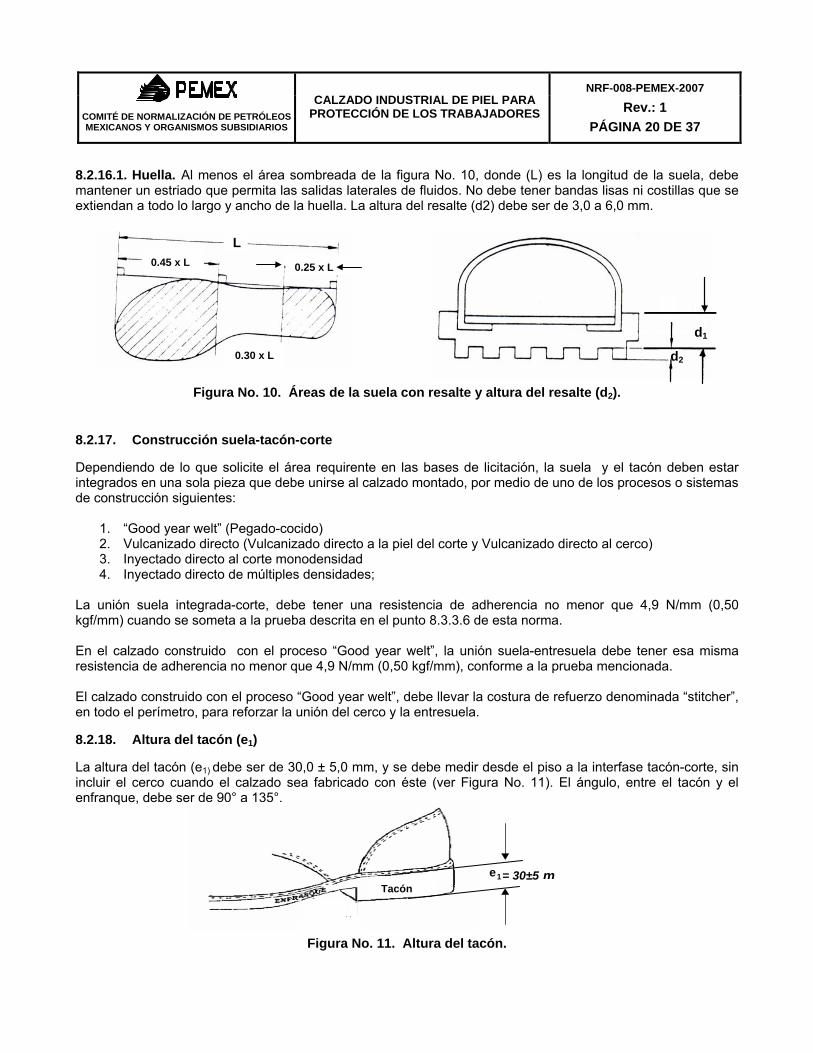
8.2.16.1. Huella. Al menos el área sombreada de la figura No. 10, donde (L) es la longitud de la suela, debe mantener un estriado que permita las salidas laterales de fluidos. No debe tener bandas lisas ni costillas que se extiendan a todo lo largo y ancho de la huella. La altura del resalte (d2) debe ser de 3,0 a 6,0 mm.
Figura No. 10. Áreas de la suela con resalte y altura del resalte (d2).
8.2.17. Construcción suela-tacón-corte Dependiendo de lo que solicite el área requirente en las bases de licitación, la suela y el tacón deben estar integrados en una sola pieza que debe unirse al calzado montado, por medio de uno de los procesos o sistemas de construcción siguientes:
1. “Good year welt” (Pegado-cocido) 2. Vulcanizado directo (Vulcanizado directo a la piel del corte y Vulcanizado directo al cerco) 3. Inyectado directo al corte monodensidad 4. Inyectado directo de múltiples densidades;
La unión suela integrada-corte, debe tener una resistencia de adherencia no menor que 4,9 N/mm (0,50 kgf/mm) cuando se someta a la prueba descrita en el punto 8.3.3.6 de esta norma. En el calzado construido con el proceso “Good year welt”, la unión suela-entresuela debe tener esa misma resistencia de adherencia no menor que 4,9 N/mm (0,50 kgf/mm), conforme a la prueba mencionada. El calzado construido con el proceso “Good year welt”, debe llevar la costura de refuerzo denominada “stitcher”, en todo el perímetro, para reforzar la unión del cerco y la entresuela. 8.2.18. Altura del tacón (e1) La altura del tacón (e1) debe ser de 30,0 ± 5,0 mm, y se debe medir desde el piso a la interfase tacón-corte, sin incluir el cerco cuando el calzado sea fabricado con éste (ver Figura No. 11). El ángulo, entre el tacón y el enfranque, debe ser de 90° a 135°.
Figura No. 11. Altura del tacón.
0.25 x L
L 0.45 x L
0.30 x L
d1
d2
e1= 30±5Tacón
m
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 21 DE 37
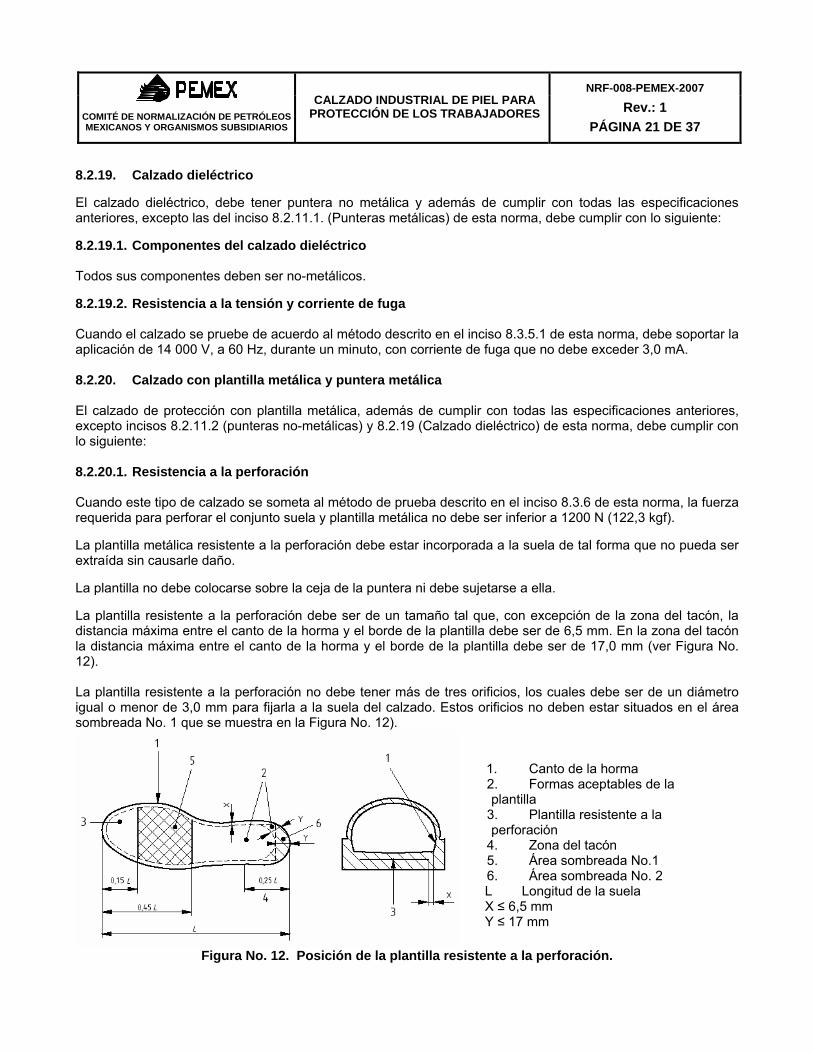
8.2.19. Calzado dieléctrico El calzado dieléctrico, debe tener puntera no metálica y además de cumplir con todas las especificaciones anteriores, excepto las del inciso 8.2.11.1. (Punteras metálicas) de esta norma, debe cumplir con lo siguiente: 8.2.19.1. Componentes del calzado dieléctrico Todos sus componentes deben ser no-metálicos. 8.2.19.2. Resistencia a la tensión y corriente de fuga Cuando el calzado se pruebe de acuerdo al método descrito en el inciso 8.3.5.1 de esta norma, debe soportar la aplicación de 14 000 V, a 60 Hz, durante un minuto, con corriente de fuga que no debe exceder 3,0 mA. 8.2.20. Calzado con plantilla metálica y puntera metálica El calzado de protección con plantilla metálica, además de cumplir con todas las especificaciones anteriores, excepto incisos 8.2.11.2 (punteras no-metálicas) y 8.2.19 (Calzado dieléctrico) de esta norma, debe cumplir con lo siguiente: 8.2.20.1. Resistencia a la perforación Cuando este tipo de calzado se someta al método de prueba descrito en el inciso 8.3.6 de esta norma, la fuerza requerida para perforar el conjunto suela y plantilla metálica no debe ser inferior a 1200 N (122,3 kgf). La plantilla metálica resistente a la perforación debe estar incorporada a la suela de tal forma que no pueda ser extraída sin causarle daño. La plantilla no debe colocarse sobre la ceja de la puntera ni debe sujetarse a ella. La plantilla resistente a la perforación debe ser de un tamaño tal que, con excepción de la zona del tacón, la distancia máxima entre el canto de la horma y el borde de la plantilla debe ser de 6,5 mm. En la zona del tacón la distancia máxima entre el canto de la horma y el borde de la plantilla debe ser de 17,0 mm (ver Figura No. 12). La plantilla resistente a la perforación no debe tener más de tres orificios, los cuales debe ser de un diámetro igual o menor de 3,0 mm para fijarla a la suela del calzado. Estos orificios no deben estar situados en el área sombreada No. 1 que se muestra en la Figura No. 12).
Figura No. 12. Posición de la plantilla resistente a la perforación.
1. Canto de la horma 2. Formas aceptables de la plantilla
3. Plantilla resistente a la perforación
4. Zona del tacón 5. Área sombreada No.1 6. Área sombreada No. 2 L Longitud de la suela X ≤ 6,5 mm Y ≤ 17 mm
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 22 DE 37
8.2.21. Absorción de impacto al calzado Todo calzado fabricado conforme a esta norma, debe tener una capacidad de absorción de impactos que le permita absorber una energía de 0,9 a 1,8 Jules con una rigidez de 45000 a 90000 Newton/metro, lo cual debe verificarse con el método de prueba 8.3.11 de esta norma.
8.3. MÉTODOS DE PRUEBA Para verificar que se cumplan las especificaciones que se establecen en el punto 8.2 de esta norma de referencia, por cada tipo de calzado especificado en la tabla No. 1 se deben aplicar los métodos de prueba que se estipulan en esta sección. Cuando se alude a otras normas, sólo aplican los métodos de prueba que explícitamente se indican en este apartado. Todas las probetas del corte u otro componente de piel, deben acondicionarse a una temperatura de 20 ºC ± 2 ºC y humedad relativa de 65% ± 2%, por un tiempo no menor a 24 horas, antes de realizar las pruebas correspondientes. 8.3.1. Métodos de prueba aplicados al corte 8.3.1.1. Determinación del valor del pH. Debe realizarse de acuerdo al método indicado en la Norma Mexicana NMX-A-229-1982. 8.3.1.2. Determinación del contenido de óxido de cromo. Debe realizarse de acuerdo al método indicado en la Norma Mexicana NMX-A-230-1982. 8.3.1.3. Determinación de la resistencia a la flexión. Debe realizarse de acuerdo al método indicado en la Norma Mexicana NMX-S-051-1989.
8.3.1.4. Determinación del espesor. Debe realizarse de acuerdo al método indicado en la Norma Mexicana NMX-A-214-1982. 8.3.1.5. Determinación de la resistencia al desgarre. Debe realizarse de acuerdo al método indicado en la Norma Mexicana NMX-S-051-1989. 8.3.1.6. Determinación del contenido de grasa. El contenido de grasa del corte debe determinarse con el Método indicado en la Norma Mexicana NMX-A-221-1982.
8.3.2. Métodos de prueba aplicados al forro. 8.3.2.1. Determinación del valor del pH. Únicamente cuando el forro sea de piel de ganado vacuno o porcino debe determinarse su pH, lo cual debe realizarse con el método indicado en la Norma Mexicana NMX-A-229-1982. 8.3.2.2. Determinación del espesor. Cuando el forro sea de piel, se debe realizar de acuerdo a 8.3.1.4 de esta norma. Cuando el forro sea de material sintético, se deberá realizar de acuerdo al método ISO 1923:1981. 8.3.2.3. Determinación de la absorción de agua. La determinación de la absorción debe realizarse de acuerdo al método indicado en la Norma NOM-113-STPS-1994.
8.3.2.4. Determinación de la desabsorción de agua. La determinación de la desabsorción debe realizarse de acuerdo al método indicado en la Norma NOM-113-STPS-1994.
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 23 DE 37
8.3.3. Métodos de prueba aplicados a las suelas 8.3.3.1. Determinación de la resistencia a la abrasión. Debe realizarse de acuerdo al método indicado en la Norma Mexicana NMX-T-083-1984. 8.3.3.2. Determinación de la resistencia a la flexión. Debe realizarse de acuerdo al método indicado en el punto 8.4.2 de la Norma ISO 20344:2004.
8.3.3.3. Determinación de la dureza Shore A. Debe realizarse de acuerdo al método indicado en la Norma ISO 868:2003. 8.3.3.4. Determinación de la resistencia a productos derivados de hidrocarburos. La resistencia de las suelas debe determinarse con el método ASTM D-471 o su equivalente. Los especimenes de prueba deben obtenerse de la suela del calzado terminado. Para las suelas de otros materiales o mezcla de materiales diferentes a hule, debe utilizarse este mismo método.
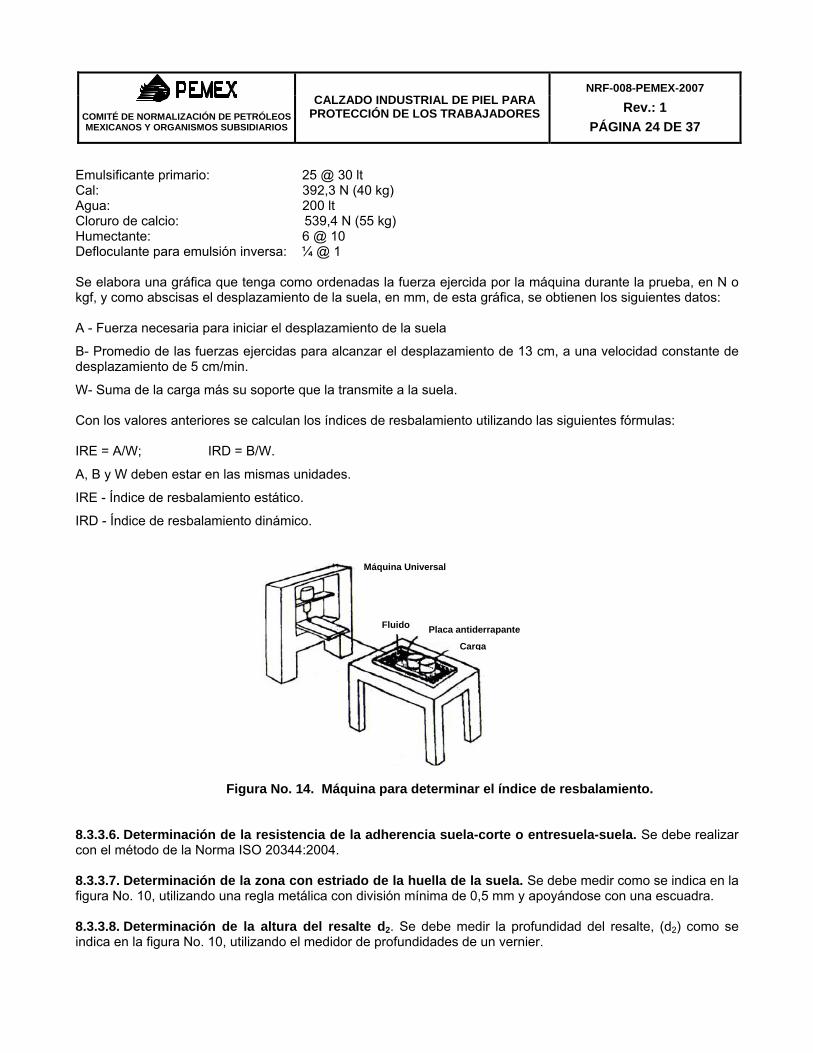
8.3.3.5. Determinación del índice de resbalamiento. Esta prueba debe hacerse utilizando una máquina universal en la que se coloca la suela completa sobre una placa horizontal recubierta totalmente con una película de fluido de perforación base aceite. A la suela se le une un soporte sobre el cual se coloca la carga W necesaria para que al menos el área sombreada de la figura No. 10 esté en contacto con la placa y por medio de la máquina universal se ejerce una fuerza de tracción variable, que se vaya incrementando desde cero hasta la magnitud necesaria para alcanzar y mantener una velocidad constante de desplazamiento de 5 cm/min (ver figura No. 14). El peso W de la carga y su soporte, debe ser de 392,3 N (40 kg) como mínimo y debe estar uniformemente distribuido en el área sombreada mencionada. Durante la prueba, la suela debe desplazarse sobre la placa una longitud horizontal de 13 cm cuando menos.
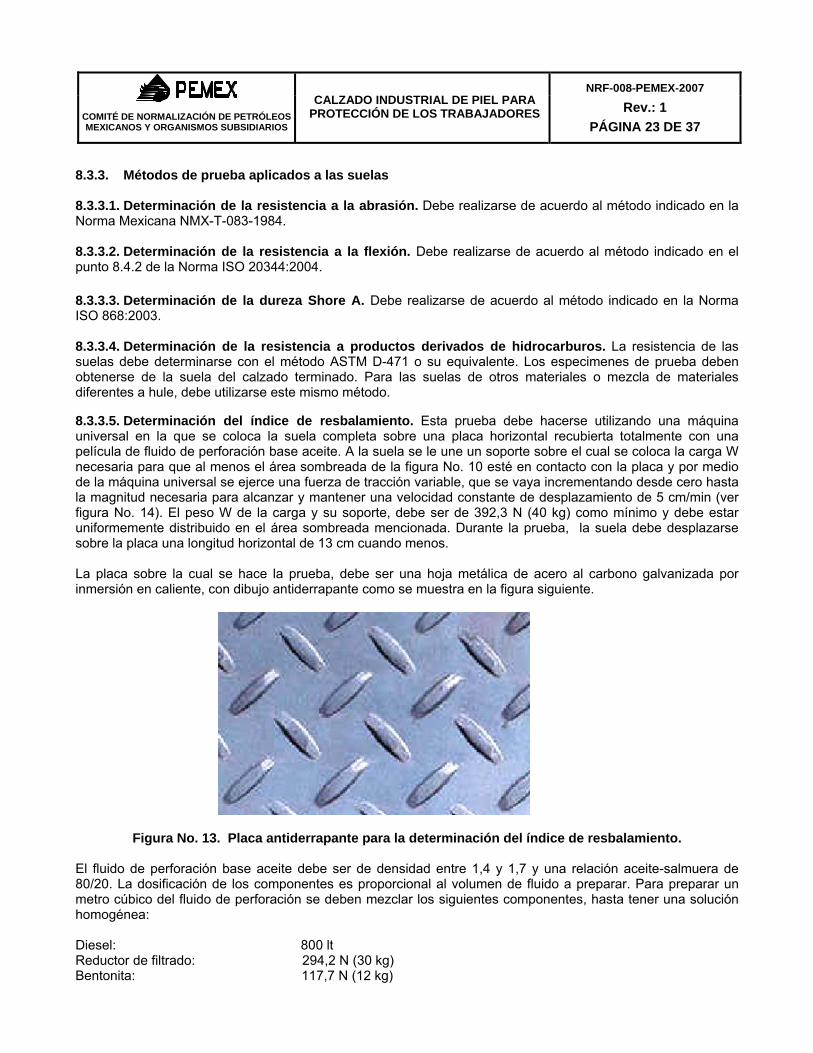
La placa sobre la cual se hace la prueba, debe ser una hoja metálica de acero al carbono galvanizada por inmersión en caliente, con dibujo antiderrapante como se muestra en la figura siguiente.
Figura No. 13. Placa antiderrapante para la determinación del índice de resbalamiento. El fluido de perforación base aceite debe ser de densidad entre 1,4 y 1,7 y una relación aceite-salmuera de 80/20. La dosificación de los componentes es proporcional al volumen de fluido a preparar. Para preparar un metro cúbico del fluido de perforación se deben mezclar los siguientes componentes, hasta tener una solución homogénea: Diesel: 800 lt Reductor de filtrado: 294,2 N (30 kg) Bentonita: 117,7 N (12 kg)
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 24 DE 37
Emulsificante primario: 25 @ 30 lt Cal: 392,3 N (40 kg) Agua: 200 lt Cloruro de calcio: 539,4 N (55 kg) Humectante: 6 @ 10 Defloculante para emulsión inversa: ¼ @ 1 Se elabora una gráfica que tenga como ordenadas la fuerza ejercida por la máquina durante la prueba, en N o kgf, y como abscisas el desplazamiento de la suela, en mm, de esta gráfica, se obtienen los siguientes datos: A - Fuerza necesaria para iniciar el desplazamiento de la suela
B- Promedio de las fuerzas ejercidas para alcanzar el desplazamiento de 13 cm, a una velocidad constante de desplazamiento de 5 cm/min.
W- Suma de la carga más su soporte que la transmite a la suela. Con los valores anteriores se calculan los índices de resbalamiento utilizando las siguientes fórmulas: IRE = A/W; IRD = B/W.
A, B y W deben estar en las mismas unidades.
IRE - Índice de resbalamiento estático.
IRD - Índice de resbalamiento dinámico.
Figura No. 14. Máquina para determinar el índice de resbalamiento. 8.3.3.6. Determinación de la resistencia de la adherencia suela-corte o entresuela-suela. Se debe realizar con el método de la Norma ISO 20344:2004. 8.3.3.7. Determinación de la zona con estriado de la huella de la suela. Se debe medir como se indica en la figura No. 10, utilizando una regla metálica con división mínima de 0,5 mm y apoyándose con una escuadra. 8.3.3.8. Determinación de la altura del resalte d2. Se debe medir la profundidad del resalte, (d2) como se indica en la figura No. 10, utilizando el medidor de profundidades de un vernier.
Placa antiderrapante
Carga
Fluido
Máquina Universal
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 25 DE 37
8.3.3.9. Determinación del espesor d1. Trazar la línea de flexión por la parte externa de la suela del zapato completo e identificar el valle más cercano a la línea de flexión en ambos extremos de ésta. Posteriormente, medir la altura (d1) con el medidor de exteriores del vernier, en ambos extremos de los valles identificados, desde el valle hasta la parte más alta de la suela, incluyendo cuando aplique la entresuela y el cerco (sin “strong” ni costuras) o hasta la parte más alta de la caja de la suela cuando sea construida en una sola pieza. Se debe reportar el valor mínimo registrado con una exactitud de 0,1 mm. 8.3.3.10. En las suelas de múltiples densidades, cuando se requieran probetas para la realización de las pruebas, dichas probetas deben tomarse del calzado terminado en la capa destinada al contacto con el suelo durante su uso (patín). Sin embargo, cuando no sea posible para el laboratorio tomar dichas probetas para las pruebas de envejecimiento o dureza, el fabricante debe proporcionar las muestras de láminas del material utilizado para fabricar el patín, las cuales deben ser en la cantidad y dimensiones que el laboratorio determine para realizar dichas pruebas. 8.3.4. Métodos de prueba aplicados a las punteras. 8.3.4.1. Determinación de la longitud interna de la puntera. Se debe determinar conforme al punto 5.3 de la norma ISO 20344:2004.
8.3.4.2. Determinación de la resistencia al impacto. Se debe determinar conforme a la norma NOM-113-STPS-1994. 8.3.4.3. Determinación de la resistencia a la compresión. Se debe determinar conforme a la norma NOM-113-STPS-1994. 8.3.4.4. Medición de la corrosión de los cascos de acero. Se debe determinar conforme a la norma: ISO 20344. 8.3.5. Método de prueba para el calzado dieléctrico.
8.3.5.1. Determinación de la resistencia a la tensión y corriente de fuga. La prueba dieléctrica debe realizarse conforme al ASTM F2412-05 o equivalente. 8.3.6. Método de prueba para determinar la resistencia a la perforación. La prueba de perforación debe realizarse conforme al método de la norma ISO 20344:2004. 8.3.7. Métodos de prueba para las agujetas. 8.3.7.1. Resistencia a la tracción de las agujetas. Esta prueba de la resistencia de las agujetas, debe realizarse conforme al punto 3.7 del método establecido en BS5131:1991 o equivalente. 8.3.7.2. Longitud de las agujetas.
1. Retirar una agujeta de un zapato evitando estirarla y/o deformarla.
2. Colocar la agujeta y una regla metálica de 60 cm mínimo de una resolución mínima de 0,5 mm sobre un plano.
3. Colocar un extremo de la agujeta, incluyendo el herrete, en el cero de la regla, sin estirar y sin dejar curvas o pliegues en la agujeta.
4. Medir la agujeta en intervalos de 20 cm.
5. Registrar el total de la longitud de la agujeta con una precisión de 0,1 cm.
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 26 DE 37
6. Repetir la medición con la misma agujeta hasta obtener 3 valores con una diferencia no mayor a 5,0 mm entre la mayor y la menor. Se deberá registrar el total de la longitud de la agujeta de todas las mediciones y se reportará en cm la media aritmética de las tres medidas aceptadas, con una precisión de 0,1 cm.
8.3.8. Métodos de prueba para plantas y plantillas 8.3.8.1. Espesor de la planta
1. Cortar a lo largo de la zona de la línea de flexión sobre la suela, separando la zona de la punta de la zona del enfranque y talón
2. Medir el espesor de la planta con un vernier, con resolución mínima de 0,05 mm, en tres puntos a lo largo de la línea de flexión.
3. Calcular el promedio de las tres mediciones y reportar con una aproximación de 0,1 mm 8.3.8.2. Espesor de la plantilla. El espesor de la plantilla debe medirse conforme lo establece la norma ISO 1923:1981. 8.3.9. Métodos para comprobar dimensiones del calzado (verificación dimensional) 8.3.9.1. Altura del calzado. El calzado debe medirse por la parte trasera en la zona del talón, a partir del piso y hasta la parte más alta del calzado, utilizando un conjunto regla-escuadra con las siguientes características:
• Equipo.
• Regla metálica de 600 mm mínimo con división mínima de 1,0 mm.
• Escuadra.
• Procedimiento.
Con apoyo de la escuadra, colocar la regla verticalmente paralela a la altura del calzado, por la parte trasera en la zona del talón y tomar la lectura en la regla con aproximación de 1,0 mm. 8.3.9.2. Largo interno, altura del tacón y espesor de suela. El largo interno (L1) del calzado, debe medirse con la horma sobre la suela, desde la punta hasta el talón de la parte interna del calzado, después de separar el corte de dicha suela, trazando las líneas de manera similar a la medición del largo de la huella (L) indicado en la figura No. 10, punto 8.2.16.1 de esta norma.
La altura del tacón (e1) debe medirse como se indica en la figura No. 11 y debe cumplir con lo especificado en el punto 8.2.18 de esta norma (ver Tabla 1A).
El espesor (d1) de la suela debe medirse como se establece en el punto 8.3.3.9 de esta norma y debe cumplir con lo especificado en el punto 8.2.3 (ver Tabla 1A) de esta norma. 8.3.9.3. Doblillado y bullón. Los anchos del doblillado o del bullón, deben medirse sobre una línea perpendicular al borde superior, utilizando una regla metálica con división mínima de 0,5 mm y apoyándose con una escuadra. 8.3.9.4. Recio. El valor del recio se debe obtener con una regleta especialmente diseñada y graduada para este fin (aparato Branock ® o equivalente). Se coloca la horma sobre la regleta, la cual se ajusta para hacer contacto en dos puntos de la parte delantera de dicha horma, entre los juanetes. La lectura se lee directamente en la regleta y se denomina por letras.
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 27 DE 37
8.3.10. Métodos para determinar las dimensiones del desvanecedor y ojillos. 8.3.10.1. Ancho y espesor del desvanecedor. El ancho y el espesor del desvanecedor, deben medirse sobre una línea perpendicular al contorno del mismo, utilizando un vernier 8.3.10.2. Ojillos.
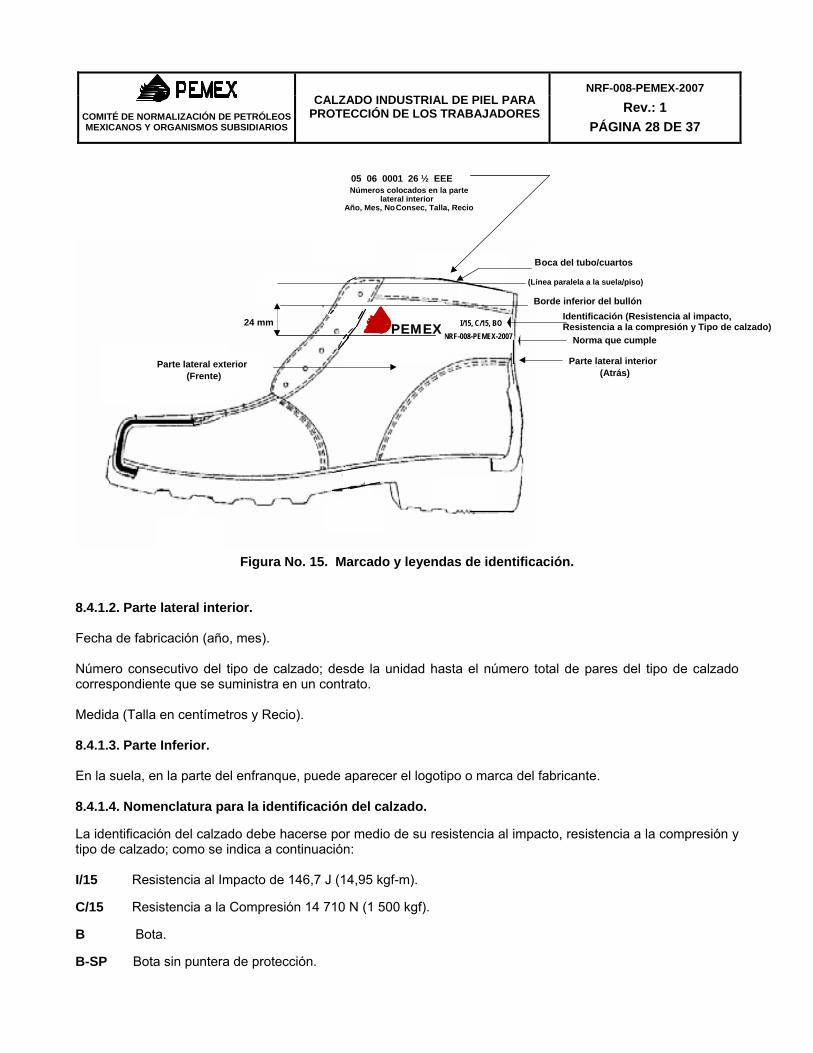
1.- Elegir al azar dos ojillos y medir dos diámetros en cada uno de ellos con el medidor de interiores de un vernier con una precisión mínima de 0,05 mm. 2.- Registrar los valores tomados en los ojillos, calcular el promedio de éstos y reportarlo en mm, con aproximación de 0,1 mm. 8.3.10.3. Método para la prueba de absorción de impacto del calzado. Esta prueba debe realizarse conforme al método ASTM F-1614-99 o equivalente. 8.4. MARCADO Y EMPAQUE 8.4.1. Marcado. Cada zapato debe tener marcas de identificación grabadas (troqueladas), sobre la parte lateral del calzado (como se indica en la Figura No. 15). Las marcas deben ser las siguientes: 8.4.1.1. Parte lateral exterior. Logotipo institucional de PEMEX o el logotipo del Organismo que elabora las bases de licitación; con las dimensiones que se indican en la figura No. 15. Identificación del calzado, debe cumplir con lo que se establece en el punto 8.4.1.4 de esta norma. Norma que cumple: Debe indicar que cumple con la NRF-008-PEMEX-2007 o vigente Los caracteres de las marcas y del nombre del Organismo Subsidiario deben ser de 7.0 mm ± 1 mm de altura, la leyenda PEMEX debe ser de 12.0 mm ± 1 mm de altura y el logotipo águila-gota debe ser de 24.0 mm ± 1 mm. Estas dimensiones y tolerancias deben reducirse proporcionalmente si el tipo de calzado o talla lo requieren.
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 28 DE 37
Figura No. 15. Marcado y leyendas de identificación. 8.4.1.2. Parte lateral interior. Fecha de fabricación (año, mes). Número consecutivo del tipo de calzado; desde la unidad hasta el número total de pares del tipo de calzado correspondiente que se suministra en un contrato. Medida (Talla en centímetros y Recio). 8.4.1.3. Parte Inferior. En la suela, en la parte del enfranque, puede aparecer el logotipo o marca del fabricante. 8.4.1.4. Nomenclatura para la identificación del calzado. La identificación del calzado debe hacerse por medio de su resistencia al impacto, resistencia a la compresión y tipo de calzado; como se indica a continuación: I/15 Resistencia al Impacto de 146,7 J (14,95 kgf-m).
C/15 Resistencia a la Compresión 14 710 N (1 500 kgf).
B Bota.
B-SP Bota sin puntera de protección.
CUARTOS
I/15, C/15, BONRNRF-008-PEMEX-2007
PEMEX
05 06 0001 26 ½ EEENúmeros colocados en la parte
lateral interiorAño, Mes, No Consec, Talla, Recio
Parte lateral exterior (Frente)
Parte lateral interior(Atrás)
Boca del tubo/cuartos (Línea paralela a la suela/piso)
24 mm Borde inferior del bullón
Identificación (Resistencia al impacto, Resistencia a la compresión y Tipo de calzado)
Norma que cumple
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 29 DE 37
MB-CA Media Bota Con Agujetas.
BO Borceguí.
BO-D Borceguí Dieléctrico
MB-SA Media Bota Sin Agujetas.
BT Botín
BT-D Botín Dieléctrico
CH-CA Choclo Con Agujetas
CH-SA Choclo Sin Agujetas.
BO-PM Borceguí con Planta Metálica.
8.4.2. Empaque. Cada par de calzado debe empacarse en una caja de cartón.
Las caras externas de las cajas deben llevar impreso, en forma clara y visible, la siguiente información acerca del calzado:
● Identificación del calzado, de acuerdo con la nomenclatura que se indica en el punto 8.4.1.4 de esta
norma.
● Talla en centímetros y recio.
8.5. EVALUACIÓN DE LA CONFORMIDAD
8.5.1. Pruebas previas a la formalización de un contrato para la adquisición de calzado. 8.5.1.1. Para demostrar que el calzado que ofertan cumple con todas las especificaciones establecidas en el punto 8.2 de esta norma, los licitantes deben observar los siguientes incisos en el orden que se presentan: a).- Entregar el certificado de cumplimiento con esta Norma de Referencia otorgado por un Organismo de Certificación acreditado por la Entidad Mexicana de Acreditación (ema). b).- Hasta en tanto no exista un Organismo de Certificación acreditado, deben entregar los informes de resultados emitidos por un laboratorio de pruebas acreditado por la ema para la realización de las pruebas especificadas en esta norma. c).- Si no existe un laboratorio de pruebas que se encuentre acreditado por la ema para la realización de todas las pruebas de cada tipo de calzado; para las pruebas en las que no se encuentren acreditados se pueden entregar informes de resultados complementarios, siempre que se realicen a prototipos de calzado del mismo tipo y fabricante. Estos informes complementarios deben ser emitidos por laboratorios acreditados en las pruebas incluidas en los informes o de no existir éstos, por laboratorios no acreditados en esas pruebas pero que cuenten con la infraestructura necesaria para realizarlas. Todas las pruebas de laboratorio deben estar acreditadas por la ema.
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 30 DE 37
8.5.1.2. Las pruebas señaladas en esta norma, deben realizarse al calzado de talla 27. Así mismo, debe realizarse las pruebas dimensionales y visuales conforme a esta norma, a las tallas adicionales que se indiquen en las bases de licitación. Cuando no se solicite calzado de talla 27, las pruebas deben realizarse a la talla o tallas que se indiquen en las bases de licitación. 8.5.1.3. Los certificados o informes de resultados que se entreguen para demostrar el cumplimiento con esta norma, deben ser originales o copias certificadas por un notario. En este segundo caso, deben presentarse los certificados o informes de resultados originales para cotejarlos con las copias correspondientes. Los certificados o informes de resultados deben tener una fecha de emisión no mayor a seis meses previa a la fecha del acto de presentación y apertura de proposiciones. 8.5.1.4. Los certificados o informes de resultados deben indicar la identificación del calzado sometido a pruebas, de acuerdo con la nomenclatura que se indica en el punto 8.4.1.4 de esta norma, la talla en centímetros y el recio. 8.5.1.5. Los certificados o informes de resultados deben ser por tipo de calzado y deben incluir todas las pruebas que se establecen en esta norma de referencia, en el orden que se presentan las especificaciones en el punto 8.2 de esta norma, sin omitir ningún punto. Cuando por motivo del tipo de calzado, alguna prueba no sea aplicable, debe incluirse la leyenda “no aplica al tipo de calzado”. Asimismo, los documentos mencionados deben especificar en cada prueba realizada (física, dimensional, visual, u otra prueba.) si el calzado probado “cumple” o “no cumple” con las especificaciones de esta norma. 8.5.2. Pruebas de aceptación. 8.5.2.1. Para su aceptación, el calzado debe cumplir con todos los requisitos que se establecen en norma. El proveedor debe entregar un certificado o informe de resultados, que cumplan con lo que se establece en el punto 8.5.1 de esta norma. Para la realización de las pruebas correspondientes, Pemex o el Organismo Subsidiario requirente debe tomar aleatoriamente cinco pares de cada tipo de calzado y talla a probar. Así mismo, adicionalmente a los cinco pares mencionados, se debe agregar un par montado en su horma para evaluar sus dimensiones o realizar alguna otra prueba sobre la horma. Un requisito de esta norma de referencia que no se cumpla será suficiente para rechazar el total de pares de calzado que el proveedor pretende entregar y que son avalados por medio del certificado o informe de resultados mencionados. 8.5.2.2. Para su entrega el calzado no debe presentar defectos visuales o fallas de fabricación las cuales se muestran de manera ilustrativa más no limitativa en el Anexo No. 1; figuras Nos. 16 a 21 y Anexo No. 2; figuras Nos. 22 a 26, tales como:
a) Defectos de construcción.
b) Defectos de cosido.
c) Presilla mal acabada.
d) Defectos en orificios.
e) Defectos en ojillos.
f) Rasgaduras.
g) Grietas en la suela al flexionarla.
h) Rebabas de elastómero en suela o tacón.
i) Plantillas sin cubrir totalmente la planta del calzado.
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 31 DE 37
j) Remanentes o excesos de material utilizados en la fabricación del calzado, tales como: pegamento, hilos de costuras, piel, entre otros).
k) Defectos en el marcado (en los caracteres de identificación, leyenda, entre otros).
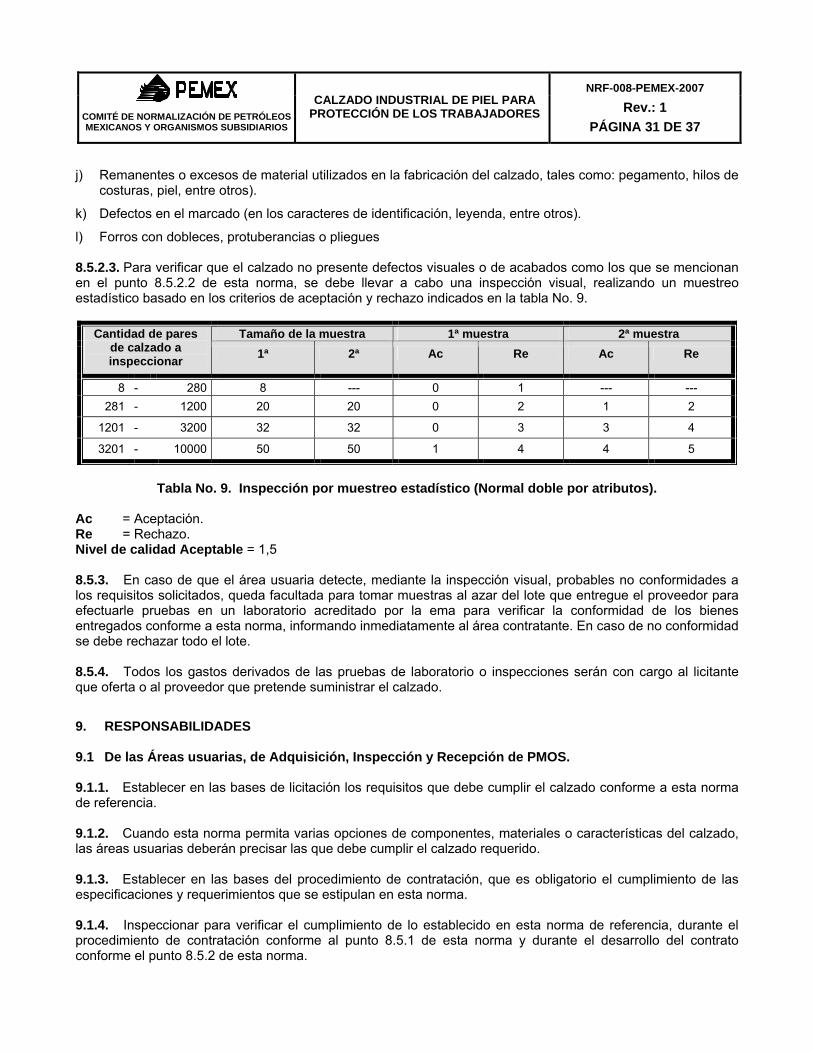
l) Forros con dobleces, protuberancias o pliegues 8.5.2.3. Para verificar que el calzado no presente defectos visuales o de acabados como los que se mencionan en el punto 8.5.2.2 de esta norma, se debe llevar a cabo una inspección visual, realizando un muestreo estadístico basado en los criterios de aceptación y rechazo indicados en la tabla No. 9.
Tamaño de la muestra 1ª muestra 2ª muestra Cantidad de pares de calzado a inspeccionar 1ª 2ª Ac Re Ac Re
8 - 280 8 --- 0 1 --- --- 281 - 1200 20 20 0 2 1 2
1201 - 3200 32 32 0 3 3 4
3201 - 10000 50 50 1 4 4 5
Tabla No. 9. Inspección por muestreo estadístico (Normal doble por atributos).
Ac = Aceptación. Re = Rechazo. Nivel de calidad Aceptable = 1,5 8.5.3. En caso de que el área usuaria detecte, mediante la inspección visual, probables no conformidades a los requisitos solicitados, queda facultada para tomar muestras al azar del lote que entregue el proveedor para efectuarle pruebas en un laboratorio acreditado por la ema para verificar la conformidad de los bienes entregados conforme a esta norma, informando inmediatamente al área contratante. En caso de no conformidad se debe rechazar todo el lote. 8.5.4. Todos los gastos derivados de las pruebas de laboratorio o inspecciones serán con cargo al licitante que oferta o al proveedor que pretende suministrar el calzado.
9. RESPONSABILIDADES 9.1 De las Áreas usuarias, de Adquisición, Inspección y Recepción de PMOS. 9.1.1. Establecer en las bases de licitación los requisitos que debe cumplir el calzado conforme a esta norma de referencia. 9.1.2. Cuando esta norma permita varias opciones de componentes, materiales o características del calzado, las áreas usuarias deberán precisar las que debe cumplir el calzado requerido. 9.1.3. Establecer en las bases del procedimiento de contratación, que es obligatorio el cumplimiento de las especificaciones y requerimientos que se estipulan en esta norma. 9.1.4. Inspeccionar para verificar el cumplimiento de lo establecido en esta norma de referencia, durante el procedimiento de contratación conforme al punto 8.5.1 de esta norma y durante el desarrollo del contrato conforme el punto 8.5.2 de esta norma.
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 32 DE 37
9.1.5. Emitir el documento para avalar los resultados de la inspección mencionada en el punto 8.5.2 de esta norma, en el cual debe dictaminarse la aceptación o rechazo. 9.1.6. El personal responsable de la recepción del calzado en el destino final, previo a esta recepción debe exigir al proveedor copia del documento emitido conforme al punto 9.1.5 de esta norma y verificar que dicho documento dictamine la aceptación. 9.1.7. Rechazar el calzado en mal estado, por causas atribuibles al proveedor, o que no cumplan con esta norma, de acuerdo a la verificación e inspección establecidas que se realicen conforme a la misma. En este caso, elaborar un documento de rechazo, solicitando la reposición inmediata de los bienes sin costo para Petróleos Mexicanos u Organismos Subsidiarios. 9.2 De los licitantes y proveedores. 9.2.1. Deben cumplir con los requisitos de esta norma, fabricando el calzado con los componentes, materiales y características que se soliciten en las bases de licitación. 9.2.2. Entregar al área responsable del procedimiento de contratación o del ejercicio del contrato, los certificados o informes de resultados que avalen el cumplimiento de los requisitos que se establecen en esta norma. 9.2.3. Solicitar el documento para avalar los resultados de la inspección, el cual debe incluir como mínimo la siguiente información: nombre del fabricante, partida o posición, número de pares de calzado, intervalo de números consecutivos por tipo de calzado que comprende la entrega, tipo o tipos de calzado, recios y tallas, dictamen de aceptación o rechazo, lugar, fecha y nombre del inspector. 9.2.4. Entregar una copia del documento mencionado en el punto anterior al momento de surtir los bienes o cuando se le requiera por Petróleos Mexicanos o el Organismo Subsidiario requirente. En el entendido que la recepción del calzado sólo será posible si dicho documento dictamina la aceptación. 9.2.5. Entregar a Petróleos Mexicanos o el Organismo Subsidiario requirente una copia fotostática simple de la acreditación vigente del Organismo de Certificación o de los laboratorios de pruebas emisores de los certificados o informes de resultados que entregue. 9.2.6. Reponer el calzado entregado en mal estado por causas atribuibles al proveedor, o rechazado por incumplimiento con esta norma, sin costo para Petróleos Mexicanos u Organismo Subsidiario requirente.
10. CONCORDANCIA CON OTRAS NORMAS Esta norma de referencia no guarda concordancia específica con otra norma nacional o internacional al momento de su elaboración.
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 33 DE 37
11. BIBLIOGRAFÍA 11.1 ANSI-Z41-1999. American National Standard for Personal Protection–Protective Footwear (Estándar Nacional Americano para Protección Personal – Calzado de Protección).
11.2 ASTM-D2240 Standard Test Method for Rubber Property – Durometer Hardness E1-1999 (Método de Prueba Estándar para Propiedad del Hule – Medidor de Dureza).
11.3 ASTM-D445 Standard Test Method for Kynematic Viscosity of Transparent and Opaque Liquids (the calculation of Dynamic Viscosity) IP Designation:71/95 (Método de Prueba Estándar para Viscosidad Cinemática de Líquidos Transparentes y Opacos-Cálculo de Viscosidad Dinámica-Designación IP:71/95).
11.4 ASTM-D471 Standard Test Method for Rubber Property – Effect of Liquids E1-1999 (Método de Prueba Estándar para Propiedad del Hule – Efecto de Líquidos E1-1999)
11.5 ASTM F2412-05. Standard Test Methods for Foot Protection. (Métodos de prueba para calzado de protección)
11.6 ASTM F-1614-99 Método estándar de la prueba para las características atenuantes del choque de los sistemas de los materiales para calzado atlético, Procedimiento A Modificado.
11.7 CAN/CSA-Z195-M92. Calzado de Protección.
11.8 EN 344:1992. Requisitos y métodos de ensayo para el calzado de seguridad, calzado de protección y calzado de trabajo de uso profesional.
11.9 NMX-T-024-SCFI-2002. Industria Hulera-Determinación de la Dureza Shore A-Método de Prueba (Cancela a Las NMX-E-085-1994-SCFI, NMX-T-024-1974 y NMX-T-160-1994-SCFI).
11.10 BS5131:1991. Method of Test for footwear and footwear materials. (Método de Prueba para Calzado de Protección y Materiales de Calzado de Protección).
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 34 DE 37
12. ANEXOS Nota Importante.- Los diagramas, fotos y figuras que aparecen en esta Norma de Referencia son con fines puramente ilustrativos.
12.1 Anexo No. 1. Acabados correctos.
Figura No. 16. Presilla con buen acabado.
Figura No. 17. Costuras bien terminadas.
Figura No. 18. Acabado correcto de las vistas.
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 35 DE 37
Figura No. 19. Bullón bien acabado.
Figura No. 20. Acabado correcto de la tira de refuerzo.
Figura No. 21. Acabado interior correcto.
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 36 DE 37
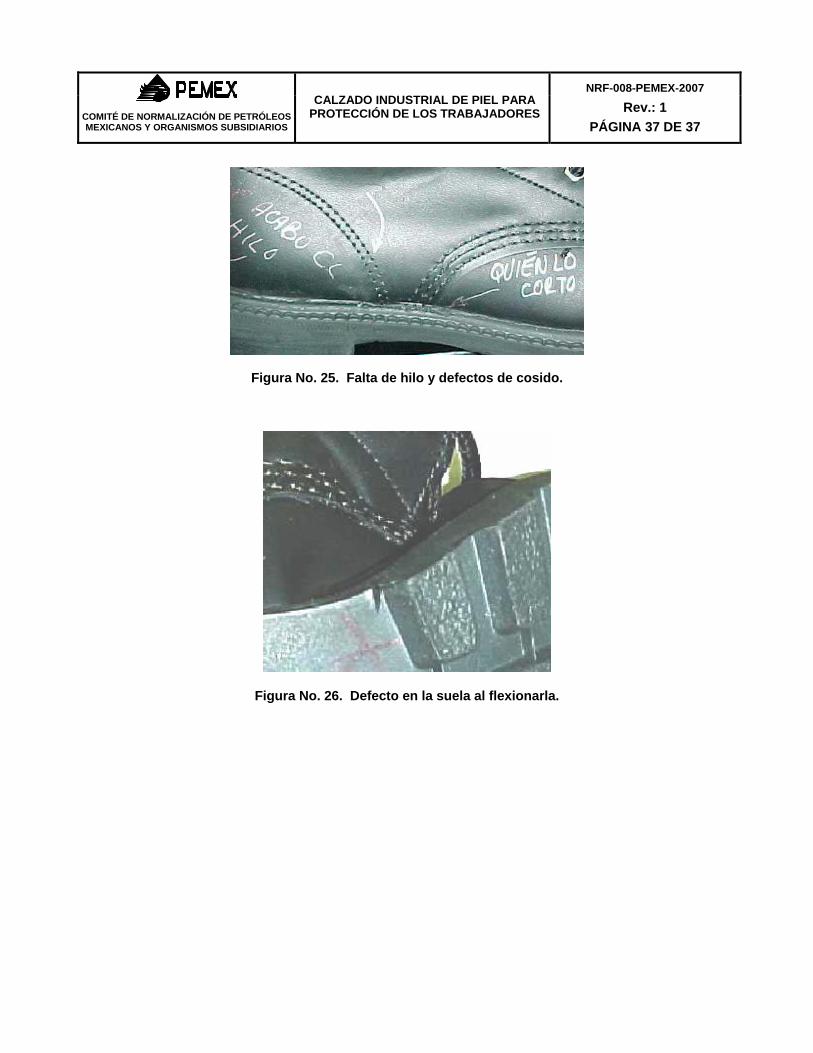
12.2 Anexo No. 2. Defectos visuales.
Figura No. 22. Descosedura.
Figura No. 23. Presilla mal acabada.
Figura No. 24. Defectos de cosido en las costuras.
NRF-008-PEMEX-2007 Rev.: 1
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
CALZADO INDUSTRIAL DE PIEL PARA PROTECCIÓN DE LOS TRABAJADORES
PÁGINA 37 DE 37
Figura No. 25. Falta de hilo y defectos de cosido.
Figura No. 26. Defecto en la suela al flexionarla.


















