
NRF-194-PEMEX-2007 Testigos y probetas corrosimétricas.pdf
23
Número de documento NRF-194-PEMEX-2007 Rev.: 0 COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS 04 de enero de 2008 PÁGINA 1 DE 23 SUBCOMITÉ TÉCNICO DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS TESTIGOS Y PROBETAS CORROSIMÉTRICAS
-
Upload
diego-higareda -
Category
Documents
-
view
716 -
download
47
Transcript of NRF-194-PEMEX-2007 Testigos y probetas corrosimétricas.pdf
Número de documento NRF-194-PEMEX-2007
Rev.: 0
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS
Y ORGANISMOS SUBSIDIARIOS 04 de enero de 2008
PÁGINA 1 DE 23 SUBCOMITÉ TÉCNICO DE NORMALIZACIÓN DE PETRÓLEOS
MEXICANOS
TESTIGOS Y PROBETAS CORROSIMÉTRICAS
NRF-194-PEMEX-2007
Rev.: 0
Comité de Normalización de Petróleos Mexicanos y
Organismos Subsidiarios
TESTIGOS Y PROBETAS CORROSIMÉTRICAS
PÁGINA 2 DE 23
HOJA DE APROBACIÓN
ELABORA:
ING. FRANCISCO RIVERA DABUR COORDINADOR DEL GRUPO DE TRABAJO
PROPONE:
ING. ROSENDO A. VILLARREAL DÁVILA . PRESIDENTE DEL SUBCOMITÉ TÉCNICO DE NORMALIZACIÓN
DE PETROLEOS MEXICANOS
APRUEBA:
ING. VICTOR RAGASOL BARBEY . PRESIDENTE SUPLENTE DEL COMITÉ DE NORMALIZACIÓN DE
PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS

NRF-194-PEMEX-2007
Rev.: 0
Comité de Normalización de Petróleos Mexicanos y
Organismos Subsidiarios
TESTIGOS Y PROBETAS CORROSIMÉTRICAS
PÁGINA 3 DE 23
CONTENIDO
CAPÍTULO PÁGINA
0 INTRODUCCIÓN. .............................................................................................................................................4 1 OBJETIVO. .......................................................................................................................................................5 2 ALCANCE. .......................................................................................................................................................5 3 CAMPO DE APLICACIÓN. ..............................................................................................................................5 4 ACTUALIZACIÓN. ...........................................................................................................................................5 5 REFERENCIAS. ...............................................................................................................................................6 6 DEFINICIONES. ...............................................................................................................................................6 7 SÍMBOLOS Y ABREVIATURAS......................................................................................................................7 8 DESARROLLO.................................................................................................................................................7
8.1 Condiciones de diseño. ..........................................................................................................................7 8.2 Materiales. ..............................................................................................................................................8 8.3 Fabricación. ............................................................................................................................................8 8.4 Inspecciones y pruebas........................................................................................................................12 8.5 Marcado, empacado, almacenamiento y transporte. ...........................................................................14 8.6 Documentación a entregar por el proveedor........................................................................................15
9 RESPONSABILIDADES. ...............................................................................................................................16 10 CONCORDANCIA CON NORMAS MEXICANAS O INTERNACIONALES. ................................................16 11 BIBLIOGRAFÍA. .............................................................................................................................................16 12 ANEXOS. ........................................................................................................................................................17
12.1 Presentación de documentos normativos equivalentes.......................................................................17 12.2 Composición química del material para fabricar componentes de acero al carbono. .........................17 12.3 Figuras..................................................................................................................................................18 12.4 Cálculo de la velocidad de corrosión....................................................................................................23

NRF-194-PEMEX-2007
Rev.: 0
Comité de Normalización de Petróleos Mexicanos y
Organismos Subsidiarios
TESTIGOS Y PROBETAS CORROSIMÉTRICAS
PÁGINA 4 DE 23
0 INTRODUCCIÓN.
Petróleos Mexicanos y Organismos Subsidiarios llevan a cabo actividades de gran diversidad dentro de sus principales funciones, entre las cuales destacan aquellas que son necesarias para preservar la integridad de sus instalaciones, de las que por su importancia además de cualquier equipo, planta, cambiadores de calor, calderas en refinerías y petroquímicas, etcétera; tiene especial relevancia la red de ductos para el transporte de la producción de hidrocarburos y sus derivados, por ser la principal vía para trasladarla a los distintos centros de procesamiento, distribución o venta; por lo que en particular los ductos que integran tal sistema de transporte y en general todas sus instalaciones industriales, son objeto de una serie de acciones para su conservación. Por lo anterior, para conservar las citadas instalaciones, resulta esencial la medición de la corrosión que se genera debido a la naturaleza agresiva de las diferentes corrientes de hidrocarburos manejadas en los ductos o por los diferentes ambientes a los que están expuestas las instalaciones; esto como parte de la estrategia de prevención para resolver en gran medida los problemas asociados tanto con las tuberías que integran los ductos de transporte, así como con toda la infraestructura industrial y para poder estimar el impacto de la corrosión presente, se debe evaluar la velocidad de corrosión que se presenta con respecto al tiempo, la cual debe sujetarse a un análisis vinculado a información adicional relacionada con la operación y mantenimiento de los ductos, para definir las estrategias que permitan prevenir y mitigar los efectos de la corrosión. La medición de la velocidad de corrosión se puede llevar a cabo mediante una técnica gravimétrica que se aplica con el uso de los testigos corrosimétricos o bien mediante una técnica electroquímica por medio del método de RPL o RE, aplicados en las probetas corrosimétricas. En esta norma de referencia se establecen los requisitos mínimos que deben cumplir los testigos y probetas corrosimétricas usadas para evaluar velocidad de corrosión. Se elaboró este documento normativo en atención y cumplimiento a: Ley Federal sobre Metrología y Normalización y su Reglamento. Ley de Obras Públicas y Servicios Relacionados con las Mismas y su Reglamento. Ley de Adquisiciones, Arrendamientos y Servicios del Sector Público y su Reglamento. Ley General de Equilibrio Ecológico y la Protección al Ambiente y su Reglamento. Políticas, Bases y Lineamientos en Materia de Obras Públicas y Servicios Relacionados con las Mismas, para Petróleos Mexicanos y Organismos Subsidiarios. Guía para la Emisión de Normas de Referencia de Petróleos Mexicanos y Organismos Subsidiarios (CNPMOS-001, 30 septiembre 2004). Participaron en su elaboración: Petróleos Mexicanos. PEMEX-Exploración y Producción. PEMEX-Gas y Petroquímica Básica. PEMEX-Petroquímica. PEMEX-Refinación. Instituto Mexicano del Petróleo Control 5, S. A. de C. V.
NRF-194-PEMEX-2007
Rev.: 0
Comité de Normalización de Petróleos Mexicanos y
Organismos Subsidiarios
TESTIGOS Y PROBETAS CORROSIMÉTRICAS
PÁGINA 5 DE 23
1 OBJETIVO.
Establecer los requisitos técnicos y documentales para la adquisición de testigos y probetas corrosimétricas usadas para evaluar la velocidad de corrosión en el interior de ductos, equipos, recipientes e instalaciones de Petróleos Mexicanos y Organismos Subsidiarios.
2 ALCANCE.
Esta norma de referencia contiene los requisitos que deben cumplir los testigos y probetas corrosimétricas, usadas para determinar la velocidad de corrosión interior en ductos, equipos, recipientes en las instalaciones metálicas industriales de Petróleos Mexicanos y Organismos Subsidiarios. Asimismo, se indica la preparación previa que deben tener los testigos corrosimétricos antes de ser expuestos al medio corrosivo, las técnicas de laboratorio que se deben emplear para la remoción de los productos de corrosión que se depositan en la superficie de los testigos corrosimétricos, así como las consideraciones pertinentes para determinar el peso inicial y final, además el tiempo de exposición mínimo, la pérdida de peso y el cálculo de la velocidad de corrosión.
3 CAMPO DE APLICACIÓN.
Esta norma de referencia es de aplicación general y observancia obligatoria en la adquisición de los bienes objeto de la misma, que lleven a cabo los centros de trabajo de Petróleos Mexicanos y Organismos Subsidiarios. Por lo que debe ser incluida en los procedimientos de contratación: licitación pública, invitación cuando menos a tres personas o adjudicación directa; como parte de los requisitos que debe cumplir el licitante, proveedor o contratista.
4 ACTUALIZACIÓN.
Esta norma de referencia se debe revisar y en su caso modificar al menos cada 5 años o antes si las sugerencias y recomendaciones de cambio lo ameritan. Las sugerencias para la revisión y actualización de esta norma, deben enviarse al Secretario del Subcomité Técnico de Normalización del Corporativo de Petróleos Mexicanos, quien debe programar y realizar la actualización de acuerdo a la procedencia de las mismas y en su caso, inscribirla dentro del Programa Anual de Normalización de Petróleos Mexicanos, a través del Comité de Normalización de Petróleos Mexicanos y Organismos Subsidiarios (CNPMOS). Las propuestas y sugerencias de cambio deben elaborarse en el formato CNPMOS-001-A01 y dirigirse por escrito al: Subcomité Técnico de Normalización de Petróleos Mexicanos. Av. Marina Nacional # 329. Piso 23, Torre Ejecutiva, Col. Huasteca, C. P. 11311. México, D. F. Teléfono directo: 1944-9240; Conmutador: 1944-2500, Extensión: 549-97. Correo electrónico: [email protected].

NRF-194-PEMEX-2007
Rev.: 0
Comité de Normalización de Petróleos Mexicanos y
Organismos Subsidiarios
TESTIGOS Y PROBETAS CORROSIMÉTRICAS
PÁGINA 6 DE 23
5 REFERENCIAS.
NOM-008-SCFI-2002 Sistema general de unidades de medida. ISO 8407:1991 Corrosion of metals and alloys – Removal of corrosion products from corrosion
test specimens (Corrosión de metales y aleaciones – Remoción de productos de corrosión en especimenes de pruebas de corrosión).
ISO 9226:1992 Corrosion of metals and alloys – Corrosivity of atmospheres – Determination of
corrosion rate of Standard specimens for the evaluation of corrosivity (Corrosión de metales y aleaciones – Corrosividad de atmósferas - Determinación del índice de corrosión de los especimenes estándar para la evaluación de la corrosividad).
NRF-005-PEMEX-2000 Protección interior de ductos con inhibidores. NRF-049-PEMEX-2006 Inspección de bienes y servicios.
6 DEFINICIONES.
Para los propósitos de esta norma de referencia aplican las definiciones siguientes: 6.1 Activación: Incremento en la cinética de reacción anódica en un material que se corroe, un metal en este caso, se puede presentar al eliminar una película superficial relativamente inerte que lo protege del efecto de agentes externos; lo que propicia que la reacción química o electroquímica se inicie o acelere. 6.2 Equivalente. Es aquel documento que no sea Norma Oficial Mexicana (NOM), Norma Mexicana (NMX), Norma Internacional (ISO o IEC) ni norma de referencia (NRF), que demuestre cumplir como mínimo con los requisitos y/o características físicas, químicas, mecánicas o de cualquier naturaleza que establece el documento normativo citado en esta norma de referencia. Ver Anexo 12.1 6.3 Medición de la corrosión: Determinación de la velocidad de corrosión en un tiempo establecido, mediante la aplicación de técnicas gravimétricas y/o electroquímicas. 6.4 Método RE: Se basa en medir la variación de la resistencia eléctrica de un electrodo que se encuentra en contacto con un fluido o ambiente que lo corroe, la cual se crea por la disminución de su sección transversal. 6.5 Método RPL: Se basa en polarizar la interfase metal/medio corrosivo en ±20 milivolt, a partir del potencial de corrosión y medir la corriente neta dada por el sistema. La pendiente de la recta resultante de graficar las variaciones de corriente versus con las de potencial, proporciona el valor de resistencia a la polarización para calcular la velocidad de corrosión. 6.6 Pasivación: Acción inversa a “Activación”, es decir la reducción en la cinética de reacción anódica en un material que se corroe, un metal en este caso. 6.7 Probetas o sondas corrosimétricas: Elemento de medición que contiene componentes para medir velocidad de la corrosión por RE o RPL, que permite registros instantáneos acumulados, locales o remotos.

NRF-194-PEMEX-2007
Rev.: 0
Comité de Normalización de Petróleos Mexicanos y
Organismos Subsidiarios
TESTIGOS Y PROBETAS CORROSIMÉTRICAS
PÁGINA 7 DE 23
6.8 Técnica electroquímica: Método para medir velocidad de corrosión, que se basa en principios electroquímicos. 6.9 Técnica gravimétrica: Método para medir velocidad de corrosión, que se basa en pérdida de peso de un material que se corroe. 6.10 Testigos corrosimétricos: Espécimen metálico de especificación conocida, que se utiliza para medir por gravimetría, la velocidad de la corrosión y hacer observaciones del tipo de corrosión que se lleva a cabo. 6.11 Velocidad de corrosión: Índice que representa la rapidez de deterioro o disolución del material metálico al estar expuesto y reaccionar con el ambiente corrosivo en un tiempo establecido, se determina por medio de testigos o probetas corrosimétricas.
7 SÍMBOLOS Y ABREVIATURAS.
ASTM American Society for Testing and Materials (Sociedad Americana de Pruebas y Materiales). CNPMOS Comité de Normalización de Petróleos Mexicanos y Organismos Subsidiarios. ema Entidades Mexicanas de Acreditación conforme a la LFMN y RLFMN Icorr Corriente de corrosión. LFMN Ley Federal Sobre Metrología y Normalización. mpa Milésimas de pulgada por año. NACE National Association of Corrosion Engineers (Asociación Nacional de Ingenieros en Corrosión). NOM Norma Oficial Mexicana. RE Resistencia eléctrica. RLFMN Reglamento de la Ley Federal Sobre Metrología y Normalización. RPL Resistencia a la polarización lineal. Span Tiempo de vida útil de una probeta corrosimétrica Esta norma de referencia cumple con la NOM-008-SCFI-2002 “Sistema General de Unidades de Medida”.
8 DESARROLLO.
Los requisitos contenidos en ésta norma de referencia, complementan la NRF-005-PEMEX-2000 “Protección interior de ductos con inhibidores”, específicamente en lo que se refiere a la medición de la velocidad de corrosión tanto en pruebas de laboratorio, como en las evaluaciones en campo que tengan la finalidad de medirla en instalaciones industriales, ya sea mediante la técnica gravimétrica con testigos corrosimétricos o a través del uso de la técnica electroquímica aplicando el método RE o RPL en las probetas corrosimétricas aquí incluidas. 8.1 Condiciones de diseño.
No aplica.
NRF-194-PEMEX-2007
Rev.: 0
Comité de Normalización de Petróleos Mexicanos y
Organismos Subsidiarios
TESTIGOS Y PROBETAS CORROSIMÉTRICAS
PÁGINA 8 DE 23
8.2 Materiales.
8.2.1 Testigos y probetas corrosimétricas fabricados con acero al carbono. 8.2.1.1 El material usado debe ser acero al carbono SAE 1010, SAE 1018 o equivalente con una densidad de 7860 kg/m3 (7,86 gr/cm³) para los siguientes componentes: a) Testigos corrosimétricos. b) Elementos metálicos para medir variación de RE en probetas corrosimétricas. c) Electrodos metálicos para medir RPL en probetas corrosimétricas. 8.2.1.2 La composición química del material para fabricar los componentes de acero al carbono contemplados los incisos a), b) y c) en 8.2.1.1, debe ser la que se indica en el Anexo 12.2 de esta norma conforme se establece en el ASTM A29 / A29M. 8.2.2 Testigos y probetas corrosimétricas fabricados con materiales distintos al acero al carbono. Los componentes tales como testigos corrosimétricos, elementos metálicos para medir RE y electrodos para medir RPL que son señalados en 8.2.1.1 de esta norma; empleados para determinar la velocidad de corrosión en ductos, equipos, recipientes e instalaciones fabricadas con materiales distintos al acero al carbono, deben ser manufacturados con un material cuya especificación y composición química, sean equivalentes a las usadas en la construcción de las mencionadas instalaciones, conforme al ASTM 2688 y ASTM 61 para el caso de cobre; además de almiralty, cuproníquel, monel y titanio entre otros. 8.3 Fabricación.
8.3.1 Testigos corrosimétricos. 8.3.1.1 Condiciones metalúrgicas. El material empleado para fabricar testigos corrosimétricos, en lo que se refiere a las características metalúrgicas, especificación y composición química requerida en 8.2.1 de esta norma, no se deben alterar durante su fabricación. 8.3.1.2 Condiciones de superficie. La superficie debe estar completamente limpia, libre de óxidos, grasa, humedad o cualquier otro contaminante que pueda causar interferencia en las mediciones de la velocidad de corrosión evaluada por diferencia de peso. Además, los testigos no deben tener bordes filosos o rebabas que experimenten velocidades de corrosión altas que no son representativas del índice evaluado por este principio de medición. Adicionalmente, a los testigos corrosimétricos se les debe efectuar limpieza mecánica, desengrasado y secado; según se indica a continuación en 8.3.1.2.1 a 8.3.1.2.3 de esta norma. 8.3.1.2.1 Limpieza mecánica. La limpieza mecánica se debe efectuar con chorro de aire a presión y micro esfera de vidrio soplado sobre la superficie del testigo corrosimétrico, hasta desaparecer en su totalidad los contaminantes adheridos al metal.

NRF-194-PEMEX-2007
Rev.: 0
Comité de Normalización de Petróleos Mexicanos y
Organismos Subsidiarios
TESTIGOS Y PROBETAS CORROSIMÉTRICAS
PÁGINA 9 DE 23
No se permite llevar a cabo este tipo de limpieza mecánica, con chorro de arena sílice, ya que este método deja superficies demasiado irregulares y provoca que el área real sea mayor que el área aparentemente medible. Tampoco se permite usar lavado ácido con o sin inhibidor, porque puede causar activación o pasivación de la superficie metálica, generando variaciones importantes en la medición de la corrosión. 8.3.1.2.2 Desengrasado. El desengrasado se debe efectuar con solventes no polares a temperaturas mayores a la del ambiente y en un dispositivo que cuente con agitación. Una vez desengrasados los testigos, ya no deben ser tocados con los dedos desnudos; para manejarlos es obligatorio usar pinzas, hojas de papel, guantes de cirujano o polietileno que deben estar también, completamente limpios y desengrasados. 8.3.1.2.3 Secado. Los testigos que ya se limpiaron mecánicamente y se desengrasaron, deben secarse depositándolos en un recipiente herméticamente cerrado o desecador de laboratorio, que contenga algún compuesto higroscópico tal como cloruro de calcio anhidro, sulfato de sodio anhidro o sílice desecante con indicador. El tiempo de estadía en el desecador debe ser mínimo de dos horas. Para este fin se pueden usar desecadores con dispositivos para crear vacío. Después de este tiempo de residencia en el desecador, se pesan en una balanza analítica digital que cumpla con lo señalado en 8.4.2.1 de esta norma, para reportarlo como peso inicial de fabricación y finalmente pueden ser conservados en el desecador en las condiciones descritas en el párrafo anterior hasta su instalación o ser envasados en un medio inerte, de tal manera que queden aislados del oxígeno del aire o cualquier otro medio corrosivo. 8.3.1.2.4 Forma. 8.3.1.2.4.1 Circular. Los testigos corrosimétricos de forma circular, se pueden colocar rasantes o a diferentes alturas mediante un arreglo múltiple, en el interior de los ductos, tener diámetro exterior de 31,75 mm (1,25 pulgada), espesor de 3,18 mm (0,125 pulgada), con un orifico circular central achaflanado para montaje rasante o recto para múltiple, cuyo diámetro debe ser de 7,92 mm (0,312 pulgada) cuando sea achaflanado y 12.5 mm (0.500 pulgada) para el caso del orificio recto y un área superficial expuesta de 1613,0 mm2 (2,5 pulgada2) para achaflanado y 2406,8 mm (3,731 pulgada) para orificio recto. Estas dimensiones no deben tener variaciones mayores a ±0,3 mm (0,011811 pulg). El área expuesta, para cada testigo, se debe indicar en su empaque individual y el fabricante debe precisar el área superficial expuesta que debe ser usada para calcular la velocidad de corrosión, en valores de hasta cuatro (4) cifras decimales. La Figura 1 del Anexo 12.3 de esta norma, muestra una vista general típica de la apariencia final de los testigos corrosimétricos circulares, en la que se puede apreciar el acabado superficial, el orificio achaflanado para montaje rasante o recto para arreglos múltiples y la colocación de aisladores que permiten evitar que se forme un par galvánico al ser instalados. Estos testigos corrosimétricos para facilitar su rastreo, deben tener un número de serie o identificación marcado con letra de golpe en una parte de la superficie del mismo que no forme parte del área superficial expuesta al medio corrosivo, por lo que dicho número debe colocarse en la cara del mismo, que no forme parte del área superficial expuesta al medio corrosivo, cuando se coloquen rasantes y en cualquier cara cuando se instalen en arreglos múltiples.
NRF-194-PEMEX-2007
Rev.: 0
Comité de Normalización de Petróleos Mexicanos y
Organismos Subsidiarios
TESTIGOS Y PROBETAS CORROSIMÉTRICAS
PÁGINA 10 DE 23
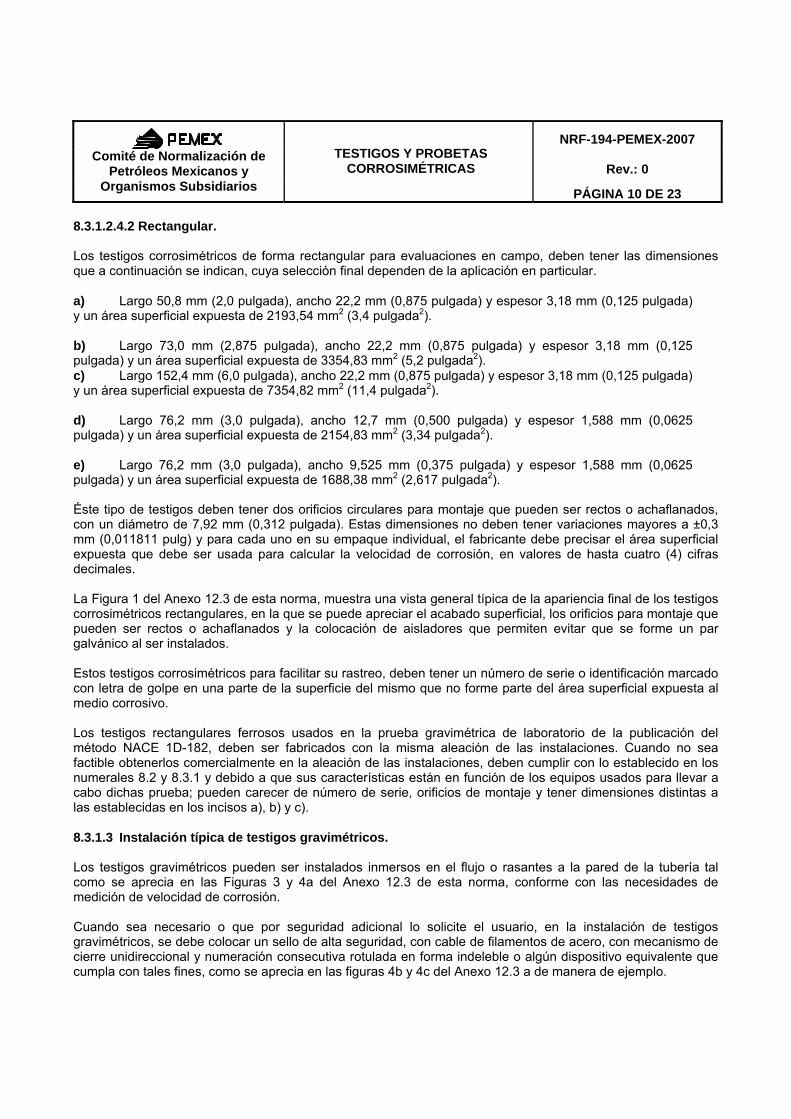
8.3.1.2.4.2 Rectangular. Los testigos corrosimétricos de forma rectangular para evaluaciones en campo, deben tener las dimensiones que a continuación se indican, cuya selección final dependen de la aplicación en particular. a) Largo 50,8 mm (2,0 pulgada), ancho 22,2 mm (0,875 pulgada) y espesor 3,18 mm (0,125 pulgada) y un área superficial expuesta de 2193,54 mm2 (3,4 pulgada2). b) Largo 73,0 mm (2,875 pulgada), ancho 22,2 mm (0,875 pulgada) y espesor 3,18 mm (0,125 pulgada) y un área superficial expuesta de 3354,83 mm2 (5,2 pulgada2). c) Largo 152,4 mm (6,0 pulgada), ancho 22,2 mm (0,875 pulgada) y espesor 3,18 mm (0,125 pulgada) y un área superficial expuesta de 7354,82 mm2 (11,4 pulgada2). d) Largo 76,2 mm (3,0 pulgada), ancho 12,7 mm (0,500 pulgada) y espesor 1,588 mm (0,0625 pulgada) y un área superficial expuesta de 2154,83 mm2 (3,34 pulgada2). e) Largo 76,2 mm (3,0 pulgada), ancho 9,525 mm (0,375 pulgada) y espesor 1,588 mm (0,0625 pulgada) y un área superficial expuesta de 1688,38 mm2 (2,617 pulgada2). Éste tipo de testigos deben tener dos orificios circulares para montaje que pueden ser rectos o achaflanados, con un diámetro de 7,92 mm (0,312 pulgada). Estas dimensiones no deben tener variaciones mayores a ±0,3 mm (0,011811 pulg) y para cada uno en su empaque individual, el fabricante debe precisar el área superficial expuesta que debe ser usada para calcular la velocidad de corrosión, en valores de hasta cuatro (4) cifras decimales. La Figura 1 del Anexo 12.3 de esta norma, muestra una vista general típica de la apariencia final de los testigos corrosimétricos rectangulares, en la que se puede apreciar el acabado superficial, los orificios para montaje que pueden ser rectos o achaflanados y la colocación de aisladores que permiten evitar que se forme un par galvánico al ser instalados. Estos testigos corrosimétricos para facilitar su rastreo, deben tener un número de serie o identificación marcado con letra de golpe en una parte de la superficie del mismo que no forme parte del área superficial expuesta al medio corrosivo. Los testigos rectangulares ferrosos usados en la prueba gravimétrica de laboratorio de la publicación del método NACE 1D-182, deben ser fabricados con la misma aleación de las instalaciones. Cuando no sea factible obtenerlos comercialmente en la aleación de las instalaciones, deben cumplir con lo establecido en los numerales 8.2 y 8.3.1 y debido a que sus características están en función de los equipos usados para llevar a cabo dichas prueba; pueden carecer de número de serie, orificios de montaje y tener dimensiones distintas a las establecidas en los incisos a), b) y c). 8.3.1.3 Instalación típica de testigos gravimétricos. Los testigos gravimétricos pueden ser instalados inmersos en el flujo o rasantes a la pared de la tubería tal como se aprecia en las Figuras 3 y 4a del Anexo 12.3 de esta norma, conforme con las necesidades de medición de velocidad de corrosión. Cuando sea necesario o que por seguridad adicional lo solicite el usuario, en la instalación de testigos gravimétricos, se debe colocar un sello de alta seguridad, con cable de filamentos de acero, con mecanismo de cierre unidireccional y numeración consecutiva rotulada en forma indeleble o algún dispositivo equivalente que cumpla con tales fines, como se aprecia en las figuras 4b y 4c del Anexo 12.3 a de manera de ejemplo.
NRF-194-PEMEX-2007
Rev.: 0
Comité de Normalización de Petróleos Mexicanos y
Organismos Subsidiarios
TESTIGOS Y PROBETAS CORROSIMÉTRICAS
PÁGINA 11 DE 23
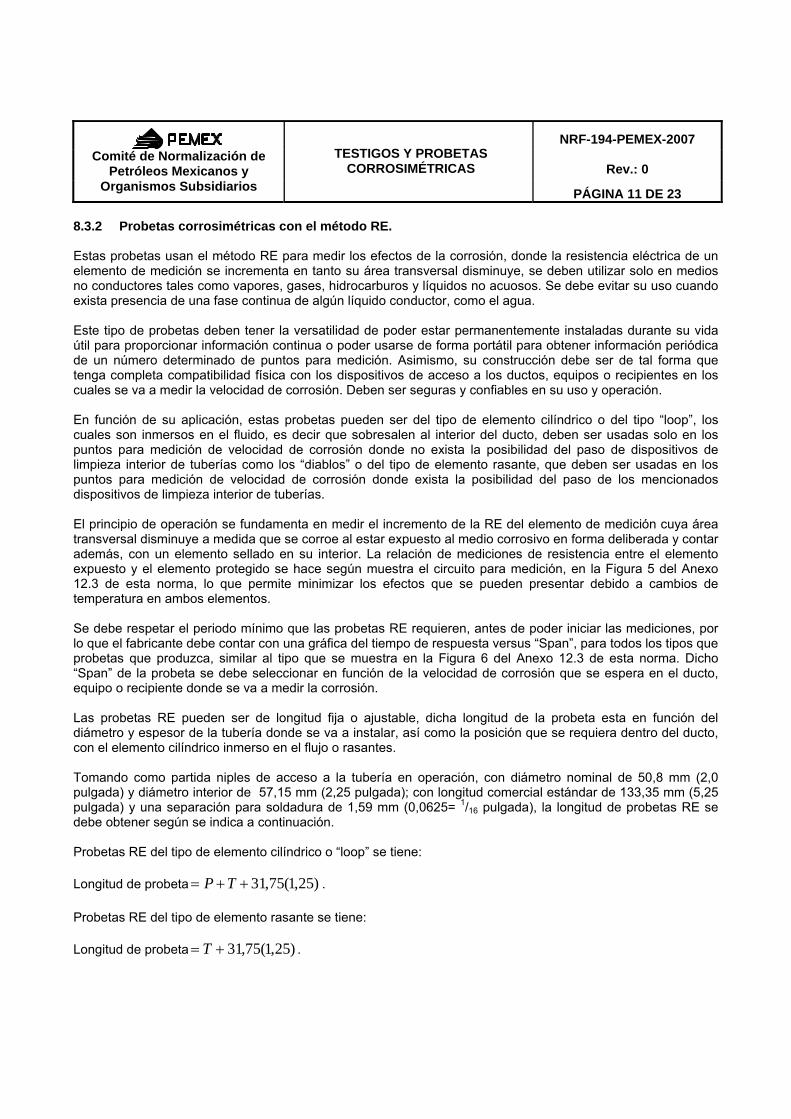
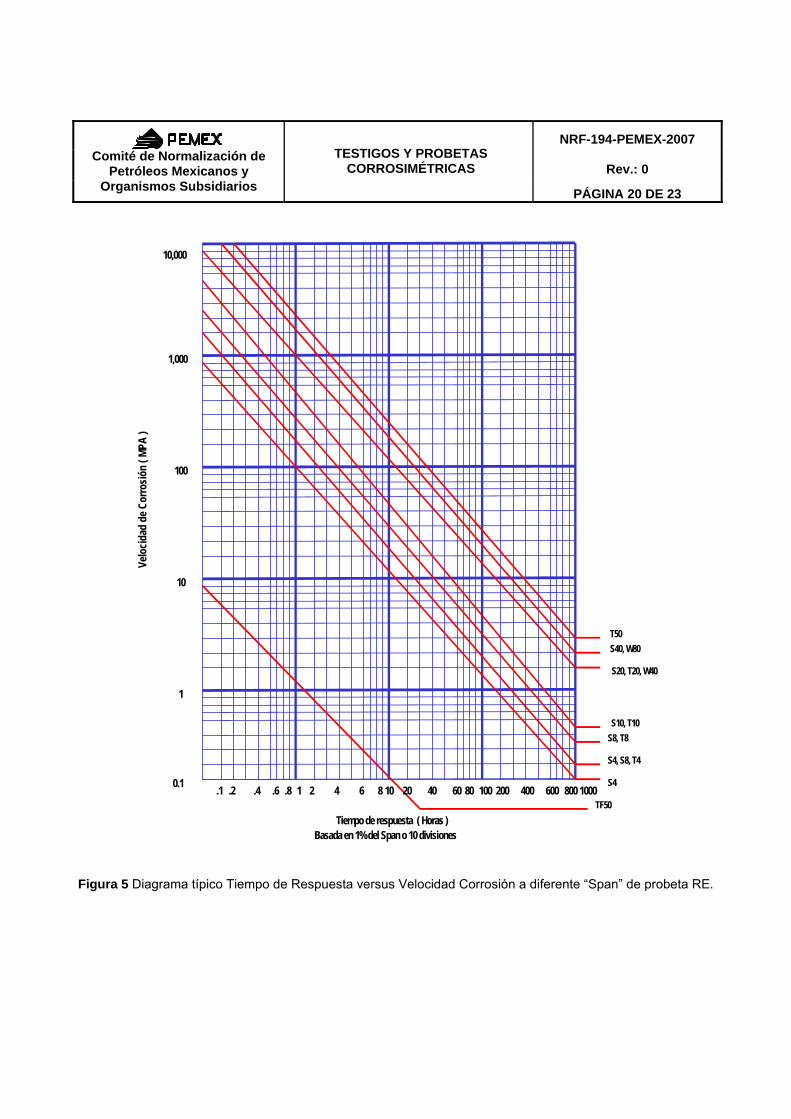
8.3.2 Probetas corrosimétricas con el método RE. Estas probetas usan el método RE para medir los efectos de la corrosión, donde la resistencia eléctrica de un elemento de medición se incrementa en tanto su área transversal disminuye, se deben utilizar solo en medios no conductores tales como vapores, gases, hidrocarburos y líquidos no acuosos. Se debe evitar su uso cuando exista presencia de una fase continua de algún líquido conductor, como el agua. Este tipo de probetas deben tener la versatilidad de poder estar permanentemente instaladas durante su vida útil para proporcionar información continua o poder usarse de forma portátil para obtener información periódica de un número determinado de puntos para medición. Asimismo, su construcción debe ser de tal forma que tenga completa compatibilidad física con los dispositivos de acceso a los ductos, equipos o recipientes en los cuales se va a medir la velocidad de corrosión. Deben ser seguras y confiables en su uso y operación. En función de su aplicación, estas probetas pueden ser del tipo de elemento cilíndrico o del tipo “loop”, los cuales son inmersos en el fluido, es decir que sobresalen al interior del ducto, deben ser usadas solo en los puntos para medición de velocidad de corrosión donde no exista la posibilidad del paso de dispositivos de limpieza interior de tuberías como los “diablos” o del tipo de elemento rasante, que deben ser usadas en los puntos para medición de velocidad de corrosión donde exista la posibilidad del paso de los mencionados dispositivos de limpieza interior de tuberías. El principio de operación se fundamenta en medir el incremento de la RE del elemento de medición cuya área transversal disminuye a medida que se corroe al estar expuesto al medio corrosivo en forma deliberada y contar además, con un elemento sellado en su interior. La relación de mediciones de resistencia entre el elemento expuesto y el elemento protegido se hace según muestra el circuito para medición, en la Figura 5 del Anexo 12.3 de esta norma, lo que permite minimizar los efectos que se pueden presentar debido a cambios de temperatura en ambos elementos. Se debe respetar el periodo mínimo que las probetas RE requieren, antes de poder iniciar las mediciones, por lo que el fabricante debe contar con una gráfica del tiempo de respuesta versus “Span”, para todos los tipos que probetas que produzca, similar al tipo que se muestra en la Figura 6 del Anexo 12.3 de esta norma. Dicho “Span” de la probeta se debe seleccionar en función de la velocidad de corrosión que se espera en el ducto, equipo o recipiente donde se va a medir la corrosión. Las probetas RE pueden ser de longitud fija o ajustable, dicha longitud de la probeta esta en función del diámetro y espesor de la tubería donde se va a instalar, así como la posición que se requiera dentro del ducto, con el elemento cilíndrico inmerso en el flujo o rasantes. Tomando como partida niples de acceso a la tubería en operación, con diámetro nominal de 50,8 mm (2,0 pulgada) y diámetro interior de 57,15 mm (2,25 pulgada); con longitud comercial estándar de 133,35 mm (5,25 pulgada) y una separación para soldadura de 1,59 mm (0,0625= 1/16 pulgada), la longitud de probetas RE se debe obtener según se indica a continuación. Probetas RE del tipo de elemento cilíndrico o “loop” se tiene: Longitud de probeta )25,1(75,31++= TP . Probetas RE del tipo de elemento rasante se tiene: Longitud de probeta )25,1(75,31+= T .

NRF-194-PEMEX-2007
Rev.: 0
Comité de Normalización de Petróleos Mexicanos y
Organismos Subsidiarios
TESTIGOS Y PROBETAS CORROSIMÉTRICAS
PÁGINA 12 DE 23
Donde: P = Penetración requerida al interior del ducto, mm (pulgada). T= Espesor de pared del ducto, mm (pulgada). 8.3.3 Probetas corrosimétricas con el método RPL. Este tipo de probetas usan la técnica electroquímica de RPL, que permite medir la corrosión de forma directa en tiempo real, deben ser usadas solo cuando el medio contenido en los ductos, equipos o recipientes donde se va a evaluar la velocidad de corrosión, presenten una fase continua de algún líquido conductor, como el agua. La construcción debe ser tal, que sea completamente compatible físicamente con los dispositivos de acceso a los ductos, equipos o recipientes en los cuales se va a medir la velocidad de corrosión. Deben ser seguras y confiables en su uso y operación. El principio de operación se sustenta en medir la variación de RPL en un electrodo de prueba que se corroe por efecto del medio al que se expone, por la aplicación externa de pequeños cambios de potencial (ΔE) que producen flujos de corriente medible (ΔI) en dicho electrodo. Tomando como constantes los coeficientes de Tafel, esto se considera válido solo para un cambio de potencial de polarización bajo, menor a ±20 milivolt. Para facilitar la medición, se debe tener un segundo electrodo auxiliar inmerso en el medio, que a través de una fuente externa de poder debe conectarse al electrodo de prueba que se corroe, como se muestra en el circuito de la Figura 7 del Anexo 12.3 de esta norma. La probeta debe tener cuando menos dos electrodos, como se indicó en el párrafo anterior o adicionalmente, puede tener un tercer electrodo que sirva como electrodo de referencia para poder hacer correcciones en la medición, debido a la resistencia que presente el medio corrosivo. Las probetas de este tipo con un tercer electrodo deben ser utilizadas cuando se presente una combinación de altas velocidades de corrosión en medios con baja conductividad. Se debe respetar el periodo de polarización requerido por las probetas RPL, antes de iniciar las mediciones, por lo que el fabricante debe contar con una gráfica de polarización de RPL versus tiempo, para todos los tipos que probetas que produzca, similar al tipo que se muestra en la Figura 8 del Anexo 12.3 de esta norma. Las probetas RPL pueden ser de longitud fija o ajustable, dicha longitud de la probeta esta en función del diámetro y espesor de la tubería donde se va a instalar, así como la posición que se requiera dentro del ducto, con los electros inmersos en el flujo o rasantes. La longitud de las probetas RPL se debe determinar de la misma forma como se obtiene para las probetas RE, indicada en el numeral 8.3.2 de esta norma. 8.4 Inspecciones y pruebas.
Todos los testigos y probetas corrosimétricas que se contemplan en esta norma de referencia y que son utilizados par medir velocidad de corrosión, deben ser nuevos y que visualmente no presenten daño físico ni signos de corrosión incipiente. No se permite reutilizar este tipo de testigos y probetas corrosimétricas.
NRF-194-PEMEX-2007
Rev.: 0
Comité de Normalización de Petróleos Mexicanos y
Organismos Subsidiarios
TESTIGOS Y PROBETAS CORROSIMÉTRICAS
PÁGINA 13 DE 23
8.4.1 Condiciones metalúrgicas. Se debe comprobar por medio de los métodos estándar de prueba contenidos en ASTM A 751, ASTM E 415 o equivalente y/o la técnica analítica de absorción atómica; para determinar los componentes de la aleación, en un laboratorio acreditado por “ema”. Además de la composición química de los testigos corrosimétricos, que los elementos de probetas corrosimétricas RE y los electrodos de las probetas corrosimétricas RPL, cumplan con los rangos de composición establecidos para la especificación SAE 1018 o equivalente con una densidad de 7860 kg/m3 (7,86 gr/cm³) y lo señalado en 8.3.1 de esta norma. 8.4.2 Condiciones de superficie. Se debe verificar que se cumplan las condiciones establecidas en 8.3.1; referentes a los aspectos de limpieza mecánica, desengrasado y secado. Lo anterior se puede llevar a cabo por medio de métodos directos como el visual o algún otro que se establezca con este propósito. 8.4.2.1 Peso del testigo corrosimétrico. Los testigos corrosimétricos deben ser pesados en laboratorio con balanza analítica digital cuya precisión sea de hasta diezmilésimas de gramo y manifestado como peso inicial reportado del fabricante. La balanza analítica digital utilizada para este propósito, debe estar calibrada por un laboratorio ex profeso para esta finalidad que cuente con acreditación de “ema”. El testigo gravimétrico se debe pesar después del proceso de secado a que se refiere el numeral 8.3.1.2.3 y se debe reportar como peso inicial de fabricación. Antes de instalar el testigo corrosimétrico, se debe pesar en una balanza que cumpla con los requisitos aquí establecidos y el resultado debe ser considerado como peso inicial para calcular la velocidad de corrosión. Después de su exposición al medio a evaluar, se debe determinar el peso final del testigo, para lo cual debe ser utilizada la misma balanza con la que se determinó el inicial. Cuando esto no sea posible, se debe usar otra balanza que cumpla con los mismos requisitos definidos en este numeral. 8.4.2.2 Forma y dimensiones. Se debe verificar que los testigos corrosimétricos tengan la forma, circular para instalación rasante o rectangular para instalación interna, así como las dimensiones establecidas en 8.3.3, información que debe estar contenida en el empaque individual de cada testigo, además del área expuesta que se debe considerar para efectos de cálculo del índice de la velocidad de corrosión. 8.4.2.3 Limpieza posterior a su exposición al medio. El tiempo mínimo de exposición en el medio para lograr que la medición de la velocidad de corrosión sea representativa, debe ser de 30 días para testigos gravimétricos. Para el caso de probetas corrosimétricas RE y RPL, deben ser definidos en base a las características de los elementos y electrodos seleccionados respectivamente, en función de la velocidad de corrosión esperada en el sistema. Cuado sea el caso de que el suministro de los testigos corrosimétricos incluya instalación, retiro y evaluación en laboratorio; esta última se debe llevar a cabo después de recuperarlos de su exposición al medio y en laboratorio determinar el peso final conforme a ISO 8407, ASTM G31 o equivalente, NACE RP0775 o equivalente y la P.4.0411.03.

NRF-194-PEMEX-2007
Rev.: 0
Comité de Normalización de Petróleos Mexicanos y
Organismos Subsidiarios
TESTIGOS Y PROBETAS CORROSIMÉTRICAS
PÁGINA 14 DE 23
Se debe calcular la velocidad de corrosión con los datos sobre peso inicial y final, tiempo de exposición, además de los inherentes a los propios testigos, como la densidad y área expuesta; tal como se establece en el Anexo 12.4 de esta norma, método sustentado en lo que señala la ISO 9226 y la P.4.0411.03. 8.5 Marcado, empacado, almacenamiento y transporte.
8.5.1 Marcado. 8.5.1.1 Testigos corrosimétricos. El fabricante debe marcar los testigos corrosimétricos en su cuerpo, con un número de serie o identificación, para su fácil rastreo, el cual debe ser colocado con letra de golpe en alguna parte de su superficie, que no este comprendida en el área expuesta que se debe considerar para el cálculo de la velocidad de corrosión, por ejemplo en los circulares rasantes, debe colocarse en la cara que no se expone al fluido corrosivo y en los rectangulares, puede ser en la parte donde van colocados los aisladores, que no esta expuesta al medio corrosivo. 8.5.1.2 Probetas corrosimétricas RE y RPL. Las probetas corrosimétricas RE y RPL, deben ser marcadas por el fabricantes antes de proceder a su almacenamiento y embarque, cumpliendo en lo aplicable con los requisitos establecidos en la ISO 5209. Cuando sea requerido por PEMEX, se pueden mostrar datos adicionales a la información mínima, que debe incluir la siguiente: a) Nombre o marca de identificación del fabricante. b) Número o tipo de diseño del fabricante. c) Diámetro y longitud de la probeta, en mm (pulgadas). d) Tipo de material del cuerpo y elemento de medición. e) Número de serie o identificación. 8.5.2 Empacado. Los testigos corrosimétricos deben estar envueltos y cubiertos en el caso de los elementos de las probetas RE y los electrodos de las probetas RPL; con papel inhibidor de corrosión volátil (VCI) para minimizar la posibilidad que se inicie el proceso de su deterioro por efecto del ambiente. Además deben ser colocados en un empaque individual que este herméticamente sellado para evitar el ingreso de humedad o cualquier otro contaminante. Posteriormente, pueden ser colocados en un empaque mayor por lotes, mismo que también debe ser hermético y contener en su interior, un producto con características higroscópicas, como sílica gel. 8.5.3 Almacenamiento. Los testigos corrosimétricos para mediciones en campo, una vez preparados y pesados, deben conservarse guardándolos en un lugar fresco, libre de agentes corrosivos, tales como: humedad, ácido sulfhídrico, anhídridos sulfúrico y sulfuroso, óxidos nítrico y nitroso, bióxido de carbono, salinidad, etcétera.
NRF-194-PEMEX-2007
Rev.: 0
Comité de Normalización de Petróleos Mexicanos y
Organismos Subsidiarios
TESTIGOS Y PROBETAS CORROSIMÉTRICAS
PÁGINA 15 DE 23
Cuando ya se tengan en su empaque individual y por lote, se debe asegurar que ninguno de dichos empaques individual y por lote, presente daños físicos que les elimine la condición de hermeticidad y que se mantenga en el interior del empaque por lote, el producto con características higroscópicas, como sílica gel. En caso de presentar daños alguno de los empaques, debe ser sustituido. 8.5.4 Transporte. El traslado de los testigos corrosimétricos y las probetas RE y RPL, debe ser de tal forma que no se ocasione daños a los empaques individual y por lote, para conservar su integridad y hermeticidad. Asimismo, se debe evitar golpearlo para que no presente daños que ocasionen pérdida de material en los testigos corrosimétricos o elementos de medición de las probetas RE y RPL; que pierdan confiabilidad al realizar la medición de la velocidad de corrosión. 8.6 Documentación a entregar por el proveedor.
8.6.1 Certificados de pruebas. a) Informe de resultados de composición química y densidad del material de fabricación, emitido por un laboratorio acreditado por “ema”. b) Acreditación de “ema”, del laboratorio que determine la composición química y la densidad del material de fabricación de los testigos gravimétricos y los elementos de medición o electrodo de las probetas corrosimétricas RE y RPL. c) Informe de resultados del peso inicial de fabricación de los testigos gravimétricos en gramo, emitido por un laboratorio cuya balanza analítica este calibrada por un laboratorio acreditado por “ema”. Se deben relacionar con respecto al número de serie o identificación. d) Certificado de calibración de la balanza analítica en la que se determina el peso inicial de fabricación, emitido por un laboratorio acreditado por “ema”. De ser posible, debe ser la misma en la que se determine el peso final en gramo. e) Informe de resultados del peso inicial de testigos gravimétricos en gramo, obtenido en un ambiente similar al sitio de instalación, emitido por un laboratorio cuya balanza analítica este calibrada por un laboratorio acreditado por “ema”. Se deben relacionar con respecto al número de serie o identificación. f) Certificado de calibración de la balanza analítica en la que se determina el peso inicial en gramo, en un ambiente similar al sitio de instalación, emitido por un laboratorio acreditado por “ema”. Debe ser la misma en la que se determine el peso final en gramo. 8.6.1 Recepción final. Los requisitos de inspección cuando así apliquen, se deben verificar mediante documentos, pruebas, mediciones y análisis para garantizar los requerimientos contractuales y cumplir con lo establecido en la NRF-049-PEMEX-2006 con terceros o empresas contratadas ex profeso para tal fin o bien con lo establecido en el Procedimiento Institucional PA-800-70600-01, con personal de Petróleos Mexicanos y Organismos Subsidiarios designado por llevar a cabo la inspección.

NRF-194-PEMEX-2007
Rev.: 0
Comité de Normalización de Petróleos Mexicanos y
Organismos Subsidiarios
TESTIGOS Y PROBETAS CORROSIMÉTRICAS
PÁGINA 16 DE 23
9 RESPONSABILIDADES.
9.1 Proveedor o contratista.
Cumplir con los requisitos y especificaciones de esta norma de referencia para adquirir testigos y probetas corrosimétricas contempladas en esta norma de referencia y usadas para medir la velocidad de corrosión en las instalaciones de PEMEX. 9.2 Petróleos Mexicanos y Organismos Subsidiarios. Vigilar el cumplimiento de los requisitos y especificaciones de esta norma de referencia para adquirir testigos y probetas corrosimétricas contempladas en esta norma de referencia y usadas para medir la velocidad de corrosión en las instalaciones de PEMEX.
10 CONCORDANCIA CON NORMAS MEXICANAS O INTERNACIONALES.
Esta norma no concuerda con ninguna Norma Mexicana (NOM o NMX) ni con ninguna NI como ISO.
11 BIBLIOGRAFÍA.
ASTM A29 / A 29M-2004
Standard Specification for Steel Bars, Carbon and Alloy, Hot-Wrought. General Requirements for (Barras de acero al carbono y aleaciones, trabajadas en caliente. Requisitos generales).
ASTM A751-2006 Standard test methods, practices, and terminology for chemical analysis of steel products (Métodos estándar de prueba, prácticas, y terminología para análisis químico de productos de acero).
ASTM B 61-1993 Standard specification for steam or valve bronze castings (Especificación estándar para vapor o válvulas de bronce modeladas).
ASTM E415-2005 Standard test method for optical emisión vacuum spectrometric analysis of carbon and low-alloy steel (Método estándar de prueba para análisis espectrométrico por emisión de vacío óptico del carbono y acero de baja aleación).
ASTM D 2688-2005
Standard test method for corrositivy of water in absence of heat transfer. Weight loss method (Método estándar de prueba para Corrosividad de agua en ausencia de transferencia térmica. Método por pérdida de peso).
ASTM G31-2004
Practice for laboratory immersion corrosion testing of metals (Práctica de laboratorio para prueba de corrosión por inmersión de metales).
NACE 1D-182-2005 Wheel test method used for evaluation of film persistent corrosion inhibitors for oilfield applications (Método de la rueda de prueba usado para evaluar inhibidores de corrosión de película persistente en aplicaciones del campo petrolero).
NRF-194-PEMEX-2007
Rev.: 0
Comité de Normalización de Petróleos Mexicanos y
Organismos Subsidiarios
TESTIGOS Y PROBETAS CORROSIMÉTRICAS
PÁGINA 17 DE 23
NACE RP0497-2004
Field Corrosion Evaluation Using Metallic Test Specimens (Evaluación de corrosión en campo usando especimenes de prueba metálicos).
NACE RP0775-2005
Preparation, installation, analysis, and interpretation of corrosion coupons in oilfield operations (Preparación, instalación, análisis e interpretación de cupones de corrosión en operaciones petroleras).
P.4.0411.03-2000 Preparación y manejo de testigos corrosimétricos.
ISBN 968-36-4723-5 Edición 1995
Glosario de términos de corrosion. Silvia Tejada Castañeda Juan Manuel salas sanchez. Facultad de Química, UNAM.
PA-800-70600-01-2006 Procedimiento Institucional para la Inspección de Bienes y Servicios en Petróleos Mexicanos, Organismos Subsidiarios y Empresas Filiales.
12 ANEXOS.
12.1 Presentación de documentos normativos equivalentes.
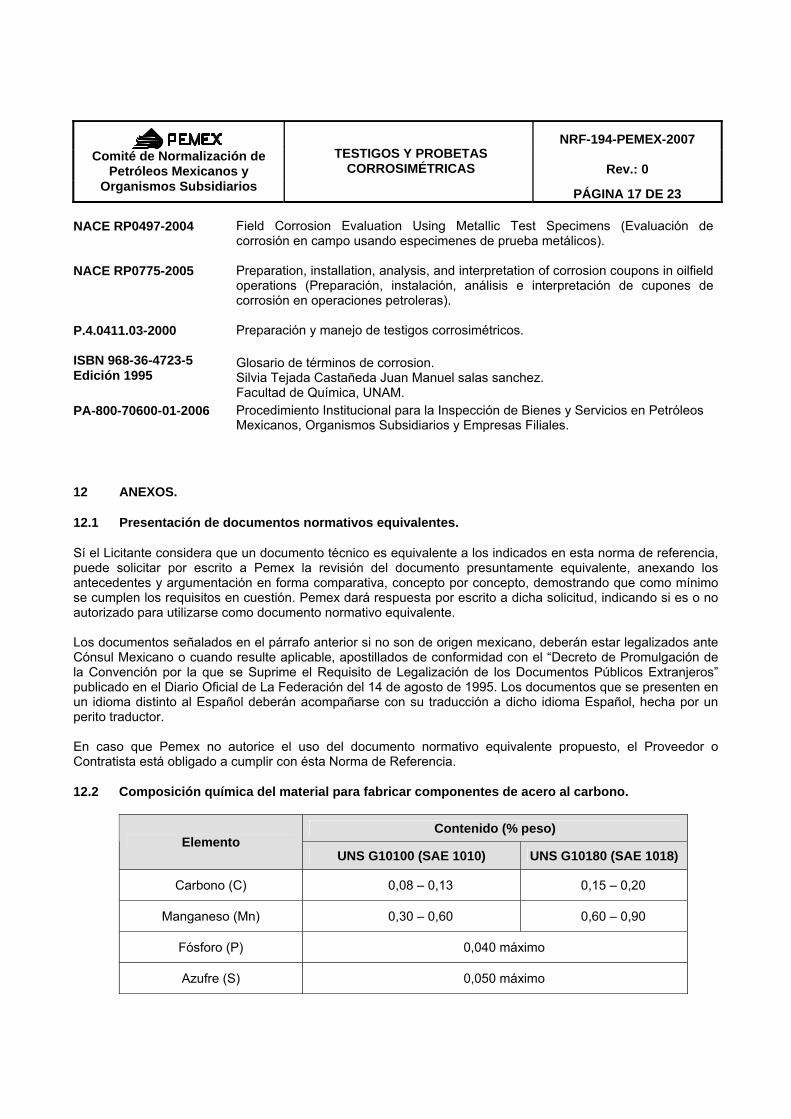
Sí el Licitante considera que un documento técnico es equivalente a los indicados en esta norma de referencia, puede solicitar por escrito a Pemex la revisión del documento presuntamente equivalente, anexando los antecedentes y argumentación en forma comparativa, concepto por concepto, demostrando que como mínimo se cumplen los requisitos en cuestión. Pemex dará respuesta por escrito a dicha solicitud, indicando si es o no autorizado para utilizarse como documento normativo equivalente. Los documentos señalados en el párrafo anterior si no son de origen mexicano, deberán estar legalizados ante Cónsul Mexicano o cuando resulte aplicable, apostillados de conformidad con el “Decreto de Promulgación de la Convención por la que se Suprime el Requisito de Legalización de los Documentos Públicos Extranjeros” publicado en el Diario Oficial de La Federación del 14 de agosto de 1995. Los documentos que se presenten en un idioma distinto al Español deberán acompañarse con su traducción a dicho idioma Español, hecha por un perito traductor. En caso que Pemex no autorice el uso del documento normativo equivalente propuesto, el Proveedor o Contratista está obligado a cumplir con ésta Norma de Referencia. 12.2 Composición química del material para fabricar componentes de acero al carbono.
Contenido (% peso) Elemento
UNS G10100 (SAE 1010) UNS G10180 (SAE 1018)
Carbono (C) 0,08 – 0,13 0,15 – 0,20
Manganeso (Mn) 0,30 – 0,60 0,60 – 0,90
Fósforo (P) 0,040 máximo
Azufre (S) 0,050 máximo

NRF-194-PEMEX-2007
Rev.: 0
Comité de Normalización de Petróleos Mexicanos y
Organismos Subsidiarios
TESTIGOS Y PROBETAS CORROSIMÉTRICAS
PÁGINA 18 DE 23
12.3 Figuras.
Figura 1 Formas típica de testigos corrosimétricos circulares rasantes y rectangulares.
Figura 2 Circuito para medición de la corrosión por el método RE.
T r a n s m i s o r d e c o r r i e n t e d e p r o b e t a
E l e m e n t o d e m e d i c i ó n e x p u e s t o
V m e d i d oV r e f e r .
R m e d id o = R r e fV m e d id o V r e f
( I m e d id o = I r e f )

NRF-194-PEMEX-2007
Rev.: 0
Comité de Normalización de Petróleos Mexicanos y
Organismos Subsidiarios
TESTIGOS Y PROBETAS CORROSIMÉTRICAS
PÁGINA 19 DE 23
Figura 3 Forma típica para instalar testigos corrosimétricos con forma rectangular.
4a 4b 4c
Figura 4 Forma típica para instalar testigos corrosimétricos con forma circular rasante.
Fluj
o
NRF-194-PEMEX-2007
Rev.: 0
Comité de Normalización de Petróleos Mexicanos y
Organismos Subsidiarios
TESTIGOS Y PROBETAS CORROSIMÉTRICAS
PÁGINA 20 DE 23
Figura 5 Diagrama típico Tiempo de Respuesta versus Velocidad Corrosión a diferente “Span” de probeta RE.
0.1
1
10
100
1,000
10,000
1 10 100 1000.1 .2 .4 .6 .8 2 4 6 8 20 40 60 80 200 400 600 800
T50S40, W80
S20, T20, W40
S10, T10S8, T8
S4, S8, T4
S4
TF50
Velo
cidad
de C
orro
sión
( MPA
)
Tiempo de respuesta ( Horas )Basada en 1% del Span o 10 divisiones

NRF-194-PEMEX-2007
Rev.: 0
Comité de Normalización de Petróleos Mexicanos y
Organismos Subsidiarios
TESTIGOS Y PROBETAS CORROSIMÉTRICAS
PÁGINA 21 DE 23
VELOCIDAD DE CORROSIÓN
BAJA
VELOCIDAD DE CORROSIÓN
MEDIA
VELOCIDAD DE CORROSIÓN
ALTA
11 MILS POR AÑO (0.001”)
PROBETAS ESTANDAR TIPO ELEMENTO
.4 .6 .8 1 2 4 6 8 10 20 40 60 80 100 200
SPAN PROBETAS MILS ( mm )
0.01 TF50* (.00025) 1.0 S4 (0.025) 2.0 S4,* S8, T4 (0.050) 4.0 S8, * T8 (0.100) 5.0 S10,* T10 (0.125) 10.0 S20,* T20, W 40 (0.250) 20.0 S40,* W80 (0.500) 25.0 T50 (0.625)
.025 .25 2.5 mm por año
25 250 2500
12 Micrones por año
Clave
Figura 6 Guía típica para selección de “Span” de probeta RE.
200 veces tan sensible como S4*
A B C D
A= Reemplazo 2 años C= Reemplazo 3 meses B= Reemplazo 1 año D= Reemplazo 6 semanas

NRF-194-PEMEX-2007
Rev.: 0
Comité de Normalización de Petróleos Mexicanos y
Organismos Subsidiarios
TESTIGOS Y PROBETAS CORROSIMÉTRICAS
PÁGINA 22 DE 23
Figura 7 Circuito equivalente típico de probeta RPL.
Figura 8 Diagrama típico Polarización de Corriente RPL versus tiempo.
T A
ERpRp
Rs
I
CECE
ElectrodoAuxiliarElectrodo
prueba
Tiempo
Pote
nci al
apl ic
ado
yco
rr ien
t e r e
sul ta
nte
Corriente asíntota(componente de corriente DC)
I
Corriente resultante( I CORR)
Etapa de aplicación de voltaje( Típicam ente 10 m v )

NRF-194-PEMEX-2007
Rev.: 0
Comité de Normalización de Petróleos Mexicanos y
Organismos Subsidiarios
TESTIGOS Y PROBETAS CORROSIMÉTRICAS
PÁGINA 23 DE 23
12.4 Cálculo de la velocidad de corrosión.
Con las dimensiones iniciales de los testigos empleados, la naturaleza de sus materiales y los tiempos de exposición en el medio corrosivo, se puede calcular la velocidad de corrosión como se indica a continuación. 12.4.1 Ecuación para el cálculo de velocidades de corrosión.
DTAW
KC××
×=
Donde: C = Velocidad de corrosión. K = Constante por cambio de unidades, indicada en 12.4.2. W = Pérdida de peso, gramo (g). T = Tiempo de exposición, hora o día (h ó d). A = Área inicial de testigo, centímetro cuadrado o pulgada cuadrada (cm2 ó pulgada2). D = Densidad del material, gramo por centímetro cúbico (gr/cm3). 12.4.2. Constantes para transformación de unidades.
Unidad de velocidad de corrosión Constante K por cambio de unidades
Milímetros por año (mm/año) 8,76 X 104
Micras por año (mm/año) 8,76 X 107
Milésimas de pulgada por año (mpa) 1 3,45 X 106
Milésimas de pulgada por año (mpa) 2 22285
Pulgadas por año (pulgada/año) 3,45 X 103
Pulgadas por mes (pulgada/mes) 2,87 X 102
Picómetros por segundo (pm/s) 2,78 X 106
Gramos por metro cuadrado por hora (g/m2h) 1,00 X 104 X D
Microgramos por metro cuadrado por segundo (µ g/m2s) 2,78 X 106 X D
Miligramos por decímetro cuadrado por día (mg/dm2d) 2,40 X 106 X D 1 Usar tiempo en hora y área en cm2. 2 Usar tiempo en día y área en pulgada2.


















