Operaciones Unitarias Pf
16
OPERACIONES UNITARIAS Cada una de aquellas operaciones básicas en las que puede descomponerse cualquier proceso, son acciones necesarias de transporte, adecuación y/o transformación. El número de estas operaciones básicas no es muy grande y generalmente sólo unas cuantas de ellas intervienen en un proceso determinado. En cada proceso / operación unitaria se cambian las condiciones de una determinada cantidad de materia de una o más de las siguientes formas: · Modificando su masa o composición · Modificando el nivel o calidad de la energía que posee · Modificando sus condiciones de movimiento MEZCLADO.- Es la incorporación de dos o más componentes separados, para obtener un producto lo más uniforme posible los aparatos que se usan para mezclado de polvos secos, ejercen un efecto de acción mecánica. Mezcladora de cinta, levantan, dejan caer y enrollan repetidamente el material, están formadas por un canal horizontal que tiene un eje central y un agitador de cintas helicoidal. Se montan dos cintas que actúan en direcciones contrarias sobre el mismo eje en dirección contraria. El mezclado se origina por la “turbulencia” producida por los agitadores en sentido contrario y no solamente por el movimiento de los sólidos a traves del canal. Algunas mezcladoras de cintas operan por cargas introduciendo sólidos que se mezclan hasta obtener resultados satisfactorios; otras mezclan de forma continua sólidos que se introducen por un extremo del canal y que descargan por el otro. Estas mezcladoras son efectivas con polvos que no fluyen fácilmente. Mezcladores rotativos.- Muchos materiales se mezclan por agitación dentro de un recipiente parcialmente lleno que gira sobre un eje horizontal. Se introduce por arriba una carga dentro del cuerpo de la maquina hasta llenar el 50 o 60 %. Se cierran los extremos del recipiente y se agitan los sólidos durante 5 a 20 min. Se detiene la maquina y se descarga el material mezclado por el fondo del recipiente hasta un trasportador o una tolva. Sirven para polvos secos más ligeros.
-
Upload
alejandra-suarez-flores -
Category
Documents
-
view
252 -
download
1
description
.
Transcript of Operaciones Unitarias Pf

OPERACIONES UNITARIAS Cada una de aquellas operaciones básicas en las que puede descomponerse cualquier proceso, son acciones necesarias de transporte, adecuación y/o transformación. El número de estas operaciones básicas no es muy grande y generalmente sólo unas cuantas de ellas intervienen en un proceso determinado. En cada proceso / operación unitaria se cambian las condiciones de una determinada cantidad de materia de una o más de las siguientes formas: · Modificando su masa o composición · Modificando el nivel o calidad de la energía que posee · Modificando sus condiciones de movimiento MEZCLADO.- Es la incorporación de dos o más componentes separados, para obtener un producto lo más uniforme posible los aparatos que se usan para mezclado de polvos secos, ejercen un efecto de acción mecánica. Mezcladora de cinta, levantan, dejan caer y enrollan repetidamente el material, están formadas por un canal horizontal que tiene un eje central y un agitador de cintas helicoidal.
Se montan dos cintas que actúan en direcciones contrarias sobre el mismo eje en dirección contraria. El mezclado se origina por la “turbulencia” producida por los agitadores en sentido contrario y no solamente por el movimiento de los sólidos a traves del canal. Algunas mezcladoras de cintas operan por cargas introduciendo sólidos que se mezclan hasta obtener resultados satisfactorios; otras mezclan de forma continua sólidos que se introducen por un extremo del canal y que descargan por el otro. Estas mezcladoras son efectivas con polvos que no fluyen fácilmente. Mezcladores rotativos.- Muchos materiales se
mezclan por agitación dentro de un recipiente parcialmente lleno que gira sobre un eje horizontal. Se introduce por arriba una carga dentro del cuerpo de la maquina hasta llenar el 50 o 60 %. Se cierran los extremos del recipiente y se agitan los sólidos durante 5 a 20 min. Se detiene la maquina y se descarga el material mezclado por el fondo del recipiente hasta un trasportador o una tolva. Sirven para polvos secos más ligeros.

Paletas: se utiliza para el mezclado de sólidos antes de introducir algún líquido (proceso de granulación). Posee un eje vertical con paletas que rotan en una configuración planetaria

proporcionando una doble acción
mezcladora
Mezcladora de tornillo interno.- Es un tanque vertical que contiene un transportador helicoidal que eleva y hace circular el material. Se utiliza tambien para solidos ligeros. Tornillo vertical: Consiste de una carcasa cónica con un tornillo sin fin interno que transporta el material hacia arriba y luego el movimiento de cascada y gravitacional lo regresa hasta el fondo. El mezclado es rápido, consume poca energía. Algunos modelos llevan hasta dos tornillos simultáneamente. Puede producir algo de abrasión por la caída libre a la que se somete los gránulos y por el choque de éstos contra las paredes del equipo.

Tipo Mezclador ventajas desventajas
Carcasa Estaciona-ria
Cinta -Se ejerce un buen barrido del material -Bajo consumo de energía
-Posee una velocidad baja -Ciclos largos -No para materiales frágiles
Tornillo -Es rápido -Consume poca energía -No produce segregación -Puede llevar 2 tornillos
-Difícil limpieza
Palas -Puede mezclar polvos, semisólidos y líquidos son muy eficientes
-Son lentos
La eficacia de una mezcladora se mide por un procedimiento estadístico, se toman muestras pequeñas, al azar y se analizan. Se calcula la desviación típica de los análisis s con respecto al valor medio ẋ
FRAGMENTACION
Reducción de tamaño.- Resaltan dos procesos elementales: - trituración.- reducción de materiales de gran tamaño a partículas de tamaños
superiores a 1 pulg (2.54 cm) - Molienda.- reducción de un material hasta partículas muy finas o polvo.
Mecanismos de fragmentación
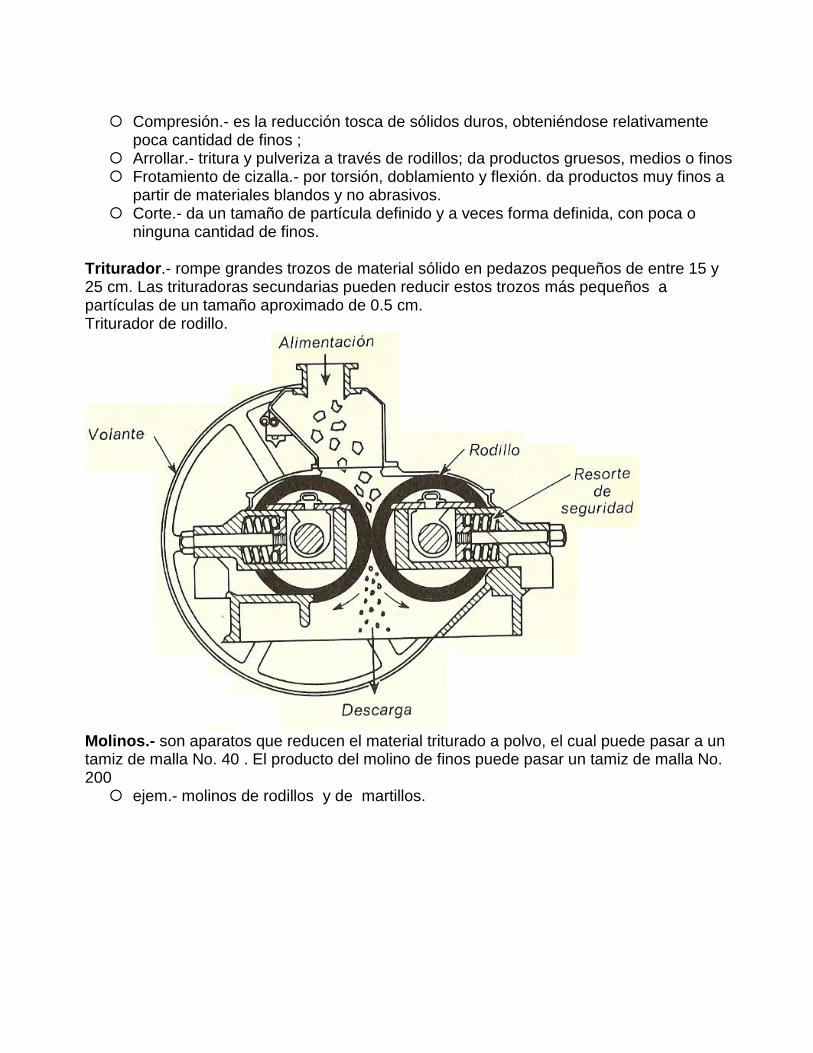
Compresión.- es la reducción tosca de sólidos duros, obteniéndose relativamente
poca cantidad de finos ; Arrollar.- tritura y pulveriza a través de rodillos; da productos gruesos, medios o finos Frotamiento de cizalla.- por torsión, doblamiento y flexión. da productos muy finos a
partir de materiales blandos y no abrasivos. Corte.- da un tamaño de partícula definido y a veces forma definida, con poca o
ninguna cantidad de finos. Triturador.- rompe grandes trozos de material sólido en pedazos pequeños de entre 15 y 25 cm. Las trituradoras secundarias pueden reducir estos trozos más pequeños a partículas de un tamaño aproximado de 0.5 cm. Triturador de rodillo.
Molinos.- son aparatos que reducen el material triturado a polvo, el cual puede pasar a un tamiz de malla No. 40 . El producto del molino de finos puede pasar un tamiz de malla No. 200
ejem.- molinos de rodillos y de martillos.

Molino de ultrafinos (eq. una lima) no acepta partículas de alimentación superior a 0.5 cm el tamaño del producto es de 1 a 50 micras.
Ejem.- molinos de martillos con clasificación interna Molinos que utilizan energía de un fluido o molinos coloidales

Cortadora de partículas (eq. a tijeras) producen partículas de forma y tamaño definidos, con una longitud de 2 a 10mm.
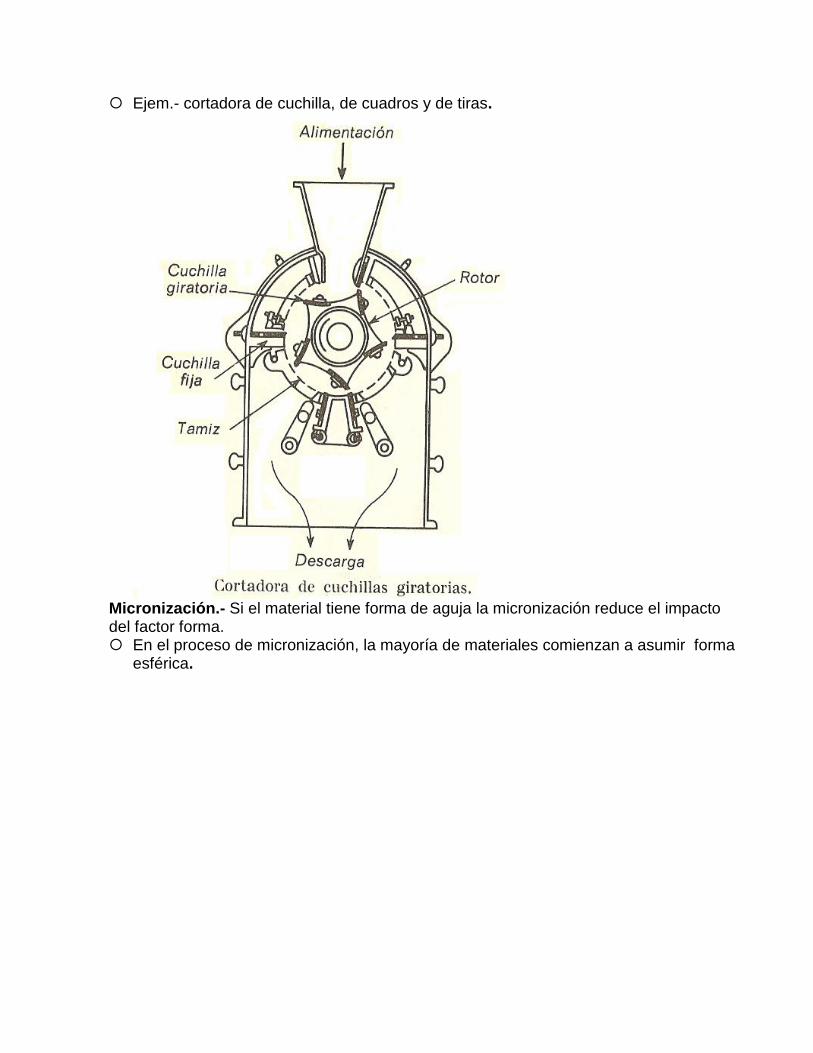
Ejem.- cortadora de cuchilla, de cuadros y de tiras.
Micronización.- Si el material tiene forma de aguja la micronización reduce el impacto del factor forma. En el proceso de micronización, la mayoría de materiales comienzan a asumir forma
esférica.

micronizador
SEPARACIONES MECANICAS Frecuentemente es necesario separar los componentes de una mezcla de fracciones individuales, que pueden diferenciarse entre si por el tamaño de partícula, por su estado o por su composición química En el caso de polvos generalmente se utiliza el tamiz o criba que es un método para separar partículas pasado solamente en su tamaño. TAMIZADO

El cribado es un proceso mecánico que separa los materiales de acuerdo a su tamaño de partícula individual. Esto se cumple proporcionando un movimiento en particular al medio de cribado, el cual es generalmente una malla o una placa perforada, esto provoca que las partículas más pequeñas y que el tamaño de las aberturas (del medio de cribado) pasen a través de ellas como finos y que las partículas más grandes sean acarreadas como residuos. El Cribado o tamizado también se define como una operación básica galénica, que tiene por objeto separar las distintas fracciones de una mezcla pulverulenta o granulado en función de su tamaño. Se utiliza para el análisis granulométrico de los productos de los molinos para observar la eficiencia de éstos y para control demolienda de diversos productos o materias primas. El tamiz consiste de una superficie con perforaciones uniformes por donde pasará parte del material y el resto será retenido por él. Los tamices industriales se fabrican con barras metálicas, placas metálicas perforada o con ranuras, tela metálica o tejidos sintéticos. Los metales empleados incluyen acero, acero inoxidable, bronce, cobre y níquel. El tamaño de las mallas fluctúa entre 10 cm y 400 mallas. Para llevar a cabo el tamizado es requisito que exista vibración para permitir que el material más fino traspase el tamiz. SECADO DE SÓLIDOS.- Es eliminar cantidades relativamente pequeñas de agua, o de otro líquido contenidas en un material sólido con el fin de reducir el contenido de liquido residual hasta un valor aceptable ente bajo. La humedad ligada químicamente es la que se une con mayor solidez al material Durante el secado se elimina, sólo la humedad enlazada con el material en forma físico-química y mecánica. La más fácil de eliminar resulta la enlazada mecánicamente Contenido de humedad, base seca: x = peso humedad peso material seco Contenido de humedad base húmeda x = peso humedad peso humedad +peso material seco Los Métodos de secado se pueden clasificar en continuos y discontinuos. Métodos de propiciar calor necesario para la evaporación de la humedad Secado discontinuo: Este método también puede utilizarse con una bomba de vacío a bajas temperaturas para secar vitaminas y otros productos sensibles al calor Secadores de bandeja, están formados por una cámara metálica rectangular que contiene soportes sobre los que se apoyan los bastidores, cada bastidor lleva un numero de bandejas poco profundas que se cargan con material que ha de secarse , se hace circular una aire caliente con una vel de 2 a 5 m/seg entre las bandejas por medio de un ventilador que por medio de un motor pasa previamente por los calentadores, el aire se distribuye uniformemente sobre las pilas de bandejas por medio del conducto de salida se saca antiguamente el aire húmedo y entra el aire seco a través de la abertura, este método

también puede utilizarse con un bomba de vacio a bajas temperaturas para secar vitaminas y otros productos sensibles al calor
Secado continúo Secador de cinta transportadora perforada.- Una capa de material a secar de 2.5 a 15 cm de espesor se transporta lentamente sobre una tela metálica a traves de un largo túnel o câmara de secado. La cámara esta formada por una serie de secciones separadas provista de cada una de su propio ventilador y calentador de aire. En el extremo de entrada del secadero de aire pasa generalmente hacia arriba a través de la cinta, el material se descarga en el extremo donde ya esta seco. La temperatura y la humedad del aire pueden diferir de las distintas secciones para obtener en cada punto las condiciones de secado óptimas. Secador rotatorio.- formado por una carcasa cilíndrica giratoria horizontal o ligeramente inclinada hacia la salida. La alimentación húmeda se introduce por un extremo del cilindro y el producto seco se descarga por el otro. Cuando gira la carcasa, unas placas elevan los sólidos y los esparcen en el interior de la misma. Los secadores rotatorios se calientan por

contacto directo de aire o gases con el sólido, por medio de gases calientes que circulan a través de un encamisado que recubre la carcasa, o por medio de vapor que condensa en un haz de tubos longitudinales que están montados en la superficie interna de la carcasa. En este tipo de secadores se secan sal, azúcar y toda clase de materiales granulares o cristalinos que deban mantenerse limpios y que no puedan exponerse directamente a gases de combustión muy calientes. El exceso de humedad contenida en los materiales puede eliminarse por métodos mecánicos (sedimentación, filtración, centrifugación). La dificultad de estos métodos surge cuando los productos finales y gran número de productos intermedios deben cumplir especificaciones rigurosas en cuanto a la humedad final. Habitualmente dejará humedades entre 10-20 %. Granulación Proceso por el cual las partículas de polvo se adhieren y forman estructuras mayores de múltiples partículas, que se conocen como gránulos, en los cuales las partículas originales pueden aún distinguirse. Los gránulos farmacéuticos tienen habitualmente un intervalo de tamaño entre 0,2 y 4 mm, dependiendo de su uso. En muchas ocasiones el proceso tiene lugar durante la fabricación de comprimidos o cápsulas, donde los gránulos se elaboran como un producto intermedio.
Objetivos de la granulación:
О Homogeneizar la distribución de tamaño de partícula.
О Mejorar propiedades de flujo.
О Controlar la velocidad de liberación del fármaco.
О Prevenir la segregación de los componentes de la mezcla de polvo

Ventajas de granular:
О Las características físicas del fármaco generalmente no son importantes.
О La aglomeración de las partículas mejora la uniformidad de la mezcla.
О Una gran variedad de polvos pueden ser procesados hacia una mezcla uniforme con buenas propiedades de flujo.
О Se puede alcanzar una densidad óptima de llenado ajustando el proceso para crear una distribución de tamaño de partícula óptimo
Reología de Polvos En los polvos cuando las partículas están secas y no son pegajosas, tienen muchas propiedades de los fluidos. Ejercen presión sobre los lados y paredes de un recipiente, fluyen a través de orificios y conducciones, sus partículas se compactan por efecto de la presión y no pueden deslizarse unas sobre otras mientras la fuerza aplicada no alcance un valor considerable. Resisten permanentemente la distorsión. El estudiar del movimiento nos sirve para conocer el comportamiento de la materia a través de tuberías, bombas, y toda clase de aparatos. La mecánica de fluidos se puede extrapolar a polvos ya que cuando estos están secos, y no son pegajosos, se comporta como tal. Las características principales que influyen en el movimiento son la densidad y la viscosidad. DENSIDAD.- La densidad (ρ) de un material viene dado por el valor de la relación entre su masa y el volumen que ocupa En un polvo su volumen es la suma del volumen ocupado por las partículas y el correspondiente a los espacios interparticulares por lo que la densidad del material será una densidad aparente de su densidad real. Se han ideado métodos para eliminar lo mas posible estos espacios uno de ellos es el método de densidad por golpeteo. Con el cual se comprime lo más posible el polvo para tomar una densidad adecuada La densidad (ρ) depende de la presión y de la temperatura, es la relación de la masa con el volumen, y se mide en g/ml. La viscosidad es la resistencia de un líquido al movimiento o flujo La viscosidad (μ) depende de la temperatura la unidad de medición es el poise (g/cm-s) Para fines prácticos se utiliza el centipoise 1/100 poise. La μ del agua a 20ºC es 1 centipoise. REOLOGIA DE POLVOS Estudiar el movimiento nos ayuda a conocer el comportamiento de la materia através de tuberías, bombas, etc.

La mecánica de fluidos se puede extrapolar a polvos ya que cuando estos están secos, y no son pegajosos, se comporta como tal. Flujo laminar.- a bajas velocidades un fluido circula siguiendo líneas rectas paralelas. Flujo turbulento.- Al aumentar la velocidad, el liquido se mueve al azar, dando lugar a corrientes transversales y torbellinos. Los fluidos se transportan a través de tubos y tuberías, que pueden ser de metal, aleaciones o plásticos. Para controlar el movimiento de fluidos utilizamos válvulas, ya que disminuyen o detienen el flujo. bombas, normalmente utilizan la energía para aumentar la velocidad del flujo. ventiladores y compresores también nos ayudan a controlar el flujo. VELOCIDAD DE FLUJO La mayor parte de los polvos presenta como característica común oponer cierta resistencia a movilizarse cuando son sometidos a la acción de una fuerza externa, esto se debe a la acción de una serie de fuerzas conocidas como “fuerzas de cohesión” de las cuales se conocen básicamente cuatro tipos:
- Fuerzas de van der Waals, - Fuerzas electrostáticas - Fuerzas capilares - Fuerzas de Fricción
Estas fuerzas dificultan el desplazamiento relativo de las partículas, por esta razón hay que aplicar una fuerza externa de intensidad superior a la de cohesión. Entre las fuerzas que promueven el flujo se incluyen la de gravedad y todas las fuerzas mecánicas que se aplican de manera externa Los polvos pueden fluir siguiendo algún tipo de flujo que puede ser: Flujo laminar.- a bajas velocidades un fluido circula siguiendo líneas rectas paralelas. Flujo turbulento.- Al aumentar la velocidad, el liquido se mueve al azar, dando lugar a corrientes transversales y torbellinos. Los fluidos se transportan a través de tubos y tuberías, que pueden ser de metal, aleaciones o plásticos. Para controlar el movimiento de fluidos utilizamos válvulas, ya que disminuyen o detienen el flujo. Las bombas, normalmente utilizan la energía para aumentar la velocidad del flujo. Los ventiladores y compresores también nos ayudan a controlar el flujo. Para controlar un proceso industrial es necesario conocer la cantidad de material que entra y que sale, para lo cual es de gran importancia medir la velocidad de flujo Para esto existen diferentes tipos de equipos de medición del flujo. 1.- Los de medición directa, pesan o miden el volumen, son sencillos. 2.- Medidores de corriente.- Dispositivo que gira de acuerdo a la velocidad del fluido. 3.- Medidores de Desplazamiento Positivo.- comprenden diferentes clases de bombas 4.- Medidores de Flujo Magnético.- Crean un potencial eléctrico debido al movimiento a través de un campo magnético uniforme creado exteriormente El método más sencillo para determinar directamente la fluidez del polvo consiste en medir la velocidad de dicho polvo sale de una tolva. Se coloca un obturador en la salida de la tolva y esta se llena con el polvo. Se retira el obturador y se mide el tiempo que tarda el

polvo en salir por completo dividiendo la masa de polvo descargada entre el tiempo, se obtiene la velocidad de flujo que puede utilizarse para hacer comparaciones cuantitativas entre distintos polvos. ANGULO DE REPOSO Los ángulos de reposo se utilizan como métodos indirectos para cuantificar la fluidez de un polvo debido a su relación con la cohesión entre las partículas o fricción interna. Existen muchos métodos distintos para determinar los ángulos de reposo. Uno de los requisitos que debe cumplir un material para que se pueda comprimir es el de tener muy buena fluidez. Entre menor sea el ángulo de reposo, mayor será el flujo del material y viceversa. Este tipo de ángulo mide la capacidad de movimiento o flujo del polvo. Al dejar caer una determinada cantidad de polvo sobre una superficie horizontal, se formara un montón, generalmente de forma cónica, cuyas dimensiones están relacionadas con las propiedades de flujo del material. El ángulo de reposo se define como aquel que se forma la superficie lateral del cono con la horizontal.
Tabla 1. Caracterización del flujo de los polvos por el ángulo de reposo.
Angulo de reposo (°) Caracterización del flujo
Mayor de 50 Sin flujo libre
30 –50 Poco flujo
Menor de 30 Flujo fácil
Como norma general, las propiedades de flujo de polvos con ángulos de reposo superiores a 50ª son insatisfactorias mientras que los ángulos mínimos cercanos a 25ª corresponden a propiedades de flujo muy buenas Algunos autores sostienen que existe una gran relación entre la velocidad de flujo de un material con el ángulo de reposo, índice de compresibilidad y variación del peso de las tabletas. A medida que se incremente la intensidad de las fuerzas de atracción entre las partículas se obtienen valores de ángulos de reposo mas elevados.

Otros sistemas más complejos incorporan una balanza electrónica que permite mediante un registrador grafico obtener de forma automática la cuerva de peso del producto descargado frente al tiempo. Solo son aplicables a aquellos sólidos que se descargan con cierta facilidad ya que si el polvo es muy cohesivo puede formar bóvedas o arcos, con lo que los valores obtenidos no son reproducibles. Factores que afectan el ángulo de reposo -Forma: Las partículas esféricas tienen muy buen flujo, contrario a lo que sucede con las partículas que son muy irregulares, por eso es de esperarse que granulados formados por partículas lisas o esféricas presenten ángulos de reposo bajos. -Tamaño: Si se toma el tamaño independientemente de la forma y densidad de la partícula, se puede esperar que las partículas con tamaños inferiores a 75µm no fluyan debido a su alta cohesión y que las partículas con tamaños del rango de 250 -2000 µm tengan muy bien flujo. -Fuerzas de cohesión: en partículas muy finas, estas fuerzas influyen grandemente al formar el cono, para disminuir esta cohesión se utilizan sustancias llamadas lubricantes que se adicionan al granulado en cantidades muy pequeñas, también se pueden disminuir estas fuerzas eliminando la humedad superior al 5%.