OPTIMIZACI~N ENERGÉTICA EN SISTEMAS DE …148.206.53.84/tesiuami/UAM5334.pdf · de las operaciones...
77
UNIVERSIDAD AUT~NOMA METROPOLITANA IZTAPALAPA. -p v - OPTIMIZACI~N ENERGÉTICA EN SISTEMAS DE SECADO INDUSTRIAL. DANIEL ALARCÓN GÓMEZ 89226548 ASESOR: DR. JUAN JOSÉ AMBRIZ GARCÍA. MÉXICO, D.F. DICIEMBRE DE 1994. -
Transcript of OPTIMIZACI~N ENERGÉTICA EN SISTEMAS DE …148.206.53.84/tesiuami/UAM5334.pdf · de las operaciones...
UNIVERSIDAD AUT~NOMA METROPOLITANA IZTAPALAPA. -p v
- OPTIMIZACI~N ENERGÉTICA EN SISTEMAS DE SECADO INDUSTRIAL.
DANIEL ALARCÓN GÓMEZ 89226548
ASESOR: DR. JUAN JOSÉ AMBRIZ GARCÍA.
MÉXICO, D.F. DICIEMBRE DE 1994. -
ÍNDICE
I. ~ T R O D U C C I ~ N .................................................................................. 1 l. 1) Terminología Empleada. 1.2) Aplicaci6n de la Psicrometría al Proceso de Secado. 1.3) GrAficas de Humedad para Vapores de Otros Disolventes.
2. PRINCIPIOS DE mJNCIONAMIENT0. ..................................................... 12 2.1) Condiciones Internas y Externas Implicadas en el Secado.’ 2.2) Mecanismos Internos de Circulación de Líquido 2.3) Condiciones Externas que Afectan el Secado.
3. CLASLFICACI~N Y TIPOS DE SECADORES INDUSTRIALES. .................... 26 3.1) Secadores Directos. 3.2) Secadores Indirectos.
4. ASPECTOS ENERGÉTICOS DEL SECADO ............................................... 40 4.1) Consideraciones Generales. 4.2) Criterios de Consumo Energético. 4.3) Tiempo de Secado. 4.4) Relaci6n Entre el Contenido de Humedad y el Consumo Energético. 4.5) Flujo 6ptimo de Aire. 4.6) Métodos de Recuperaci6n de Energía.
3. APLICACI~N DE LA METODOLOGÍA DE DIAGN~STICO ENERGÉTICO A UN CASO EsPECinCO ................................................ 60
5.1) Evalúo Energético. 5.2) Aplicaci6n de la Metodología Desarrollada. 5.3) Aplicación de otras alternativas de ahorro.
6). CONCLUSION ................................................................................... 66
7). REFERENCIAS UTILIZADAS ................................................................ 67
I. INTRODUCCI~N.
El término secado, implica la transferencia de un líquido procedente de un solido húmedo a una . fase gaseosa no saturada. El secado desde un punto de vista industrial, se le denomina a todo
aquel proceso cuyo objetivo es el de retirar una cierta cantidad de humedad de un producto, mediante procesos que involucran transferencia de calor y de masa. Este líquido generalmente es agua, aunque también puede ser otro tipo de disolvente de origen orgbico o inorg8nico.
El secado puede ser considerado como una de las tres operaciones energéticas elementales y una de las operaciones térmicas bisicas en el campo de la industria, junto al acondicionamiento de locales y los tratamientos tkrmicos que se aplican en diferentes tipos de industrias a piezas y otras estructuras.
La amplitud de la definición de secado, la diversidad de objetivos que persigue y la abundancia de factores y variables que inciden en dicho proceso, hacen que sea una tarea muy compleja la evaluación de la repercusión energética que tiene dentro de un contexto industrial determinado.
La definición de secado para los fines de este trabajo debe de ser distinguida de los métodos de secado por deshidratación mecbica tales como filtración, separación centrífuga y decantación; los cuales no requieren calor para eliminar la humedad y que son empleados generalmente para extraer grandes volúmenes de líquido libre.
El presente trabajo fue enfocado a los secadores que utilizan el calor como medio para retirar humedad, ya que son precisamente estos equipos donde se tienen los mayores consumos de energía debido a las pérdidas de calor, por lo cual es aquí donde se pueden encontrar los mayores ahorros de energía. Otro aspecto de suma importancia y que no hay que perder de vista, es que el secado tal como aquí se define, no presupone ninguna variación en la composición química del material a secar.
El proceso de secado es utilizado en la mayoría de los procesos industriales de fabricación. Es una de las operaciones principales en la fabricación de pigmentos, colorantes, insecticidas, productos químicos finos, cuero, productos de madera y de cerámica; agricultura, alimentos, farmacéutica, industria papelera, minera, polímeros y textil; artículos comestibles deshidratados, jabón, etc. El costo del secado representa a menudo una fracción considerable de la inversión total en equipos y costos de elaboración de un cierto producto. En la mayoría de los procesos de fabricación que comprenden una serie de pasos la operación de secado se ejecuta al concluir el proceso o cerca de su conclusión, por lo que se considera que el secado es una operación de terminado. La operación de secado en un proceso de fabricación se debe estudiar teniendo en cuenta los procesos que lo anteceden y los subsiguientes.
Existen múltiples razones por las cuales se efectúa el secado. En muchos casos la extracción de un líquido de un sólido se hace para facilitar el manejo de éste en procesos subsiguientes o porque este dificulta la operación subsecuente de elaboración.
También se lleva a cabo debido a que el producto final tiene que estar totalmente seco para que pueda ser utilizado, tal es el caso del rayón, el azúcar, etc.
1
En algunos casos es necesario el secado para reducir costos excesivos por transportacidn, ya que generalmente es mds rentable extraer el agua por medio de calor que trasportar el producto húmedo.
Otras razones por las que se lleva a cabo el secado son: asegurarse de la conservaci6n de un producto en el almacenamiento, aumentar la capacidad de otros equipos en el proceso de fabricaci6n y acrecentar el valor y la utilidad de desechos o subproductos.
En cualquier problema de secado es el estado físico del sdlido lo que determina el tipo de secador mds apropiado. Sucede a menudo que por la naturaleza física del material que ha de ser secado es necesario el diseño de un tipo enteramente nuevo de secador para que se ajuste a las circunstancias particulares del d i d o a secar. Por tal razdn se hallan muchos diseños diferentes en plantas industriales.
Los materiales que van a ser secados pueden variar en su forma física desde los límites de un sólido rígido hasta un líquido fluido. Muchas veces el líquido que se va a eliminar es un disolvente no acuoso, lo que hace necesario el diseño de unidades para la recuperacidn de disolvente y la consideracidn de medidas de seguridad para prevenir los riesgos que acarrean los vapores tdxicos o inflamables.
El estudio del secado y los cilculos del tamaño requerido para el secador deben de tomar en cuenta un gran número de problemas de mechica de fluidos, de química de superficies, de estructura de los sdlidos, de transferencias que tienen que ver con la humidificación, etc. En muchos casos estos fendmenos fisicoquímicos son muy complicados y ademds no esth enteramente estudiados. Debido a esto, el diseño cuantitativo de los secadores es prkticamente imposible. Hoy, un gran número de países han realizado notables esfuerzos con el fin de hacer un cLlculo lo suficientemente exacto para observar la incidencia de dicho proceso en la industria.
De los estudios realizados, se ha obtenido que para un país medianamente desarrollado este proceso absorbe en término medio entre el 4 y 5% de toda la energía que se. consume nacionalmente, cantidad que equivale entre el 10 y 11% de la energía total consumida en la industria.
Ldgicamente, la incidencia del consumo energético del secado varía notablemente de una industria a otra. En la tabla 1 se recogen los principales indicativos del proceso de secado en diferentes tipos de industrias.
2
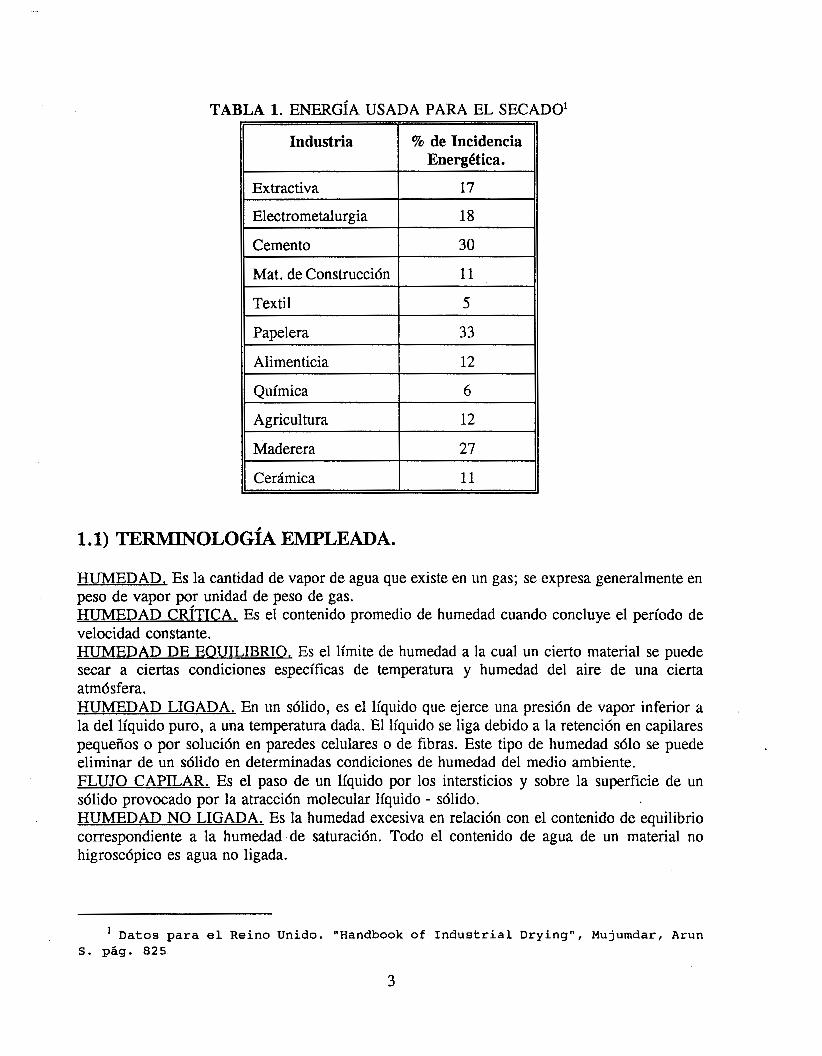
TABLA 1. ENERGÍA USADA PARA EL SECADO'
Industria % de Incidencia Energbtica.
11 Extractiva I 17
11 Electrometalurgia I 18
11 Cemento I 30
11 Mat. de Construcci6n I 1 1
11 Textil 5
Papelera
Alimenticia
33
12
Química
Maderera
12 Agricultura
6
11 Cerámica
27
1.1) TERMINOLOG~ EMPLEADA.
HUMEDAD. Es la cantidad de vapor de agua que existe en un gas; se expresa generalmente en peso de vapor por unidad de peso de gas. HUMEDAD CRÍTICA. Es el contenido promedio de humedad cuando concluye el período de velocidad constante. HUMEDAD DE EOUILIBRIO. Es el límite de humedad a la cual un cierto material se puede secar a ciertas condiciones específicas de temperatura y humedad del aire de una cierta atm6sfera. HUMEDAD LIGADA. En un sdlido, es el líquido que ejerce una presi6n de vapor inferior a ~
la del líquido puro, a una temperatura dada. El líquido se liga debido a la retención en capilares pequeños o por soluci6n en paredes celulares o de fibras. Este tipo de humedad s610 se puede eliminar de un s6lido en determinadas condiciones de humedad del medio ambiente. FLUJO CAPILAR. Es el paso de un líquido por los intersticios y sobre la superficie de un sdlido provocado por la atracción molecular líquido - s6lido. HUMEDAD NO LIGADA. Es la humedad excesiva en relacidn con el contenido de equilibrio correspondiente a la humedad I de saturacidn. Todo el contenido de agua de un material no higrosc6pico es agua no ligada.
Datos para el Reino Unido. "Handbook of I n d u s t r i a l D r y i n g " , Mu jurndar, Arun S . pág. 8 2 5
3
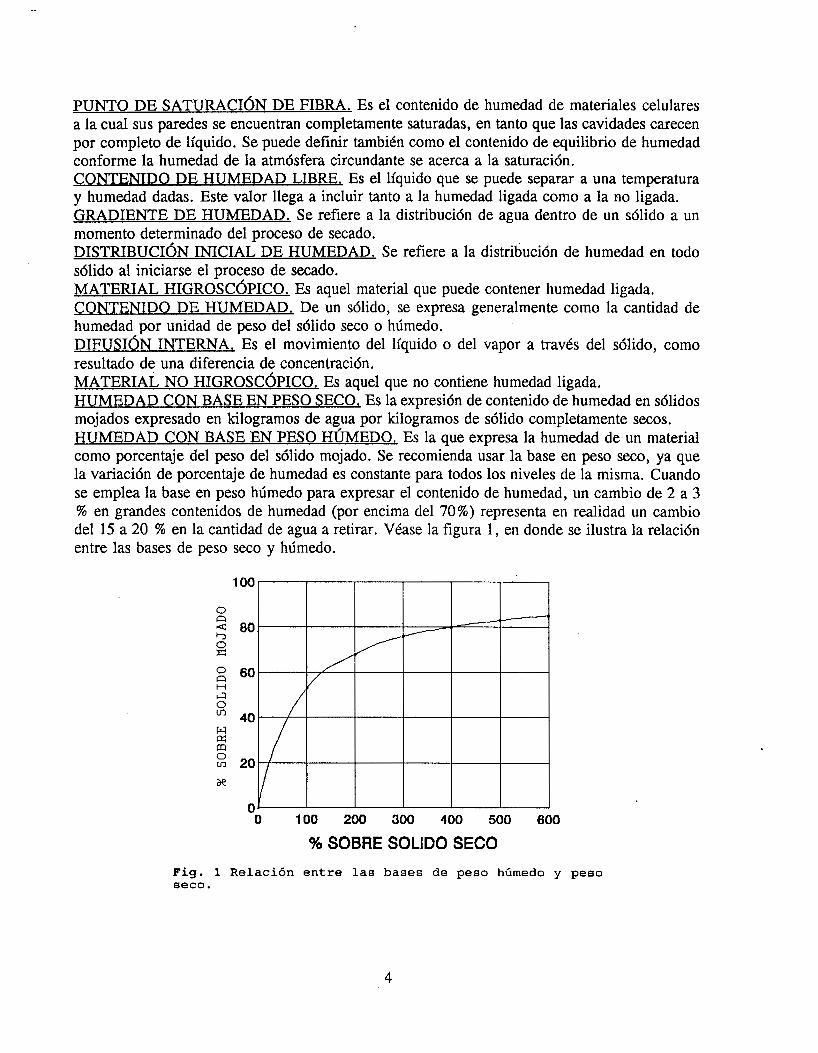
PUNTO DE SATURACI6N DE FIBRA. Es el contenido de humedad de materiales celulares a la cual sus paredes se encuentran completamente saturadas, en tanto que las cavidades carecen por completo de líquido. Se puede definir también como el contenido de equilibrio de humedad conforme la humedad de la atmósfera circundante se acerca a la saturación. CONTENIDO DE HUMEDAD LIBRE, Es el líquido que se puede separar a una temperatura y humedad dadas. Este valor llega a incluir tanto a la humedad ligada como a la no ligada. GRADIENTE DE HUMEDAD. Se refiere a la distribución de agua dentro de un sólido a un momento determinado del proceso de secado. DISTRIBUCI6N INICIAL DE HUMEDAD. Se refiere a la distribución de humedad en todo sólido al iniciarse el proceso de secado. MATERIAL HIGROSC6PICO. Es aquel material que puede contener humedad ligada. CONTENIDO DE HUMEDAD. De un sólido, se expresa generalmente como la cantidad de humedad por unidad de peso del sólido seco o húmedo. DIFUSI6N INTERNA. Es el movimiento del líquido o del vapor a travbs del sólido, como resultado de una diferencia de concentración. MATERIAL NO HIGROSC6PIC0, Es aquel que no contiene humedad ligada. HUMEDAD CON BASE EN PESO SECO. Es la expresión de contenido de humedad en sólidos mojados expresado en kilogramos de agua por kilogramos de sólido completamente secos. HUMEDAD CON BASE EN PESO HúMEDO. Es la que expresa la humedad de un material como porcentaje del peso del sólido mojado. Se recomienda usar la base en peso seco, ya que la variación de porcentaje de humedad es constante para todos los niveles de la misma. Cuando se emplea la base en peso húmedo para expresar el contenido de humedad, un cambio de 2 a 3 % en grandes contenidos de humedad (por encima del 70%) representa en realidad un cambio del 15 a 20 % en la cantidad de agua a retirar. Vhse la figura 1 , en donde se ilustra la relación entre las bases de peso seco y húmedo.
O 100 200 300 400 500 600
% SOBRE SOLIDO SECO F i g . 1 Relación entre las bases de peso húmedo y peso seco.
4
1.2) APLICACI~N DE LA PSICROMETR~ AL PROCESO DE SECADO.
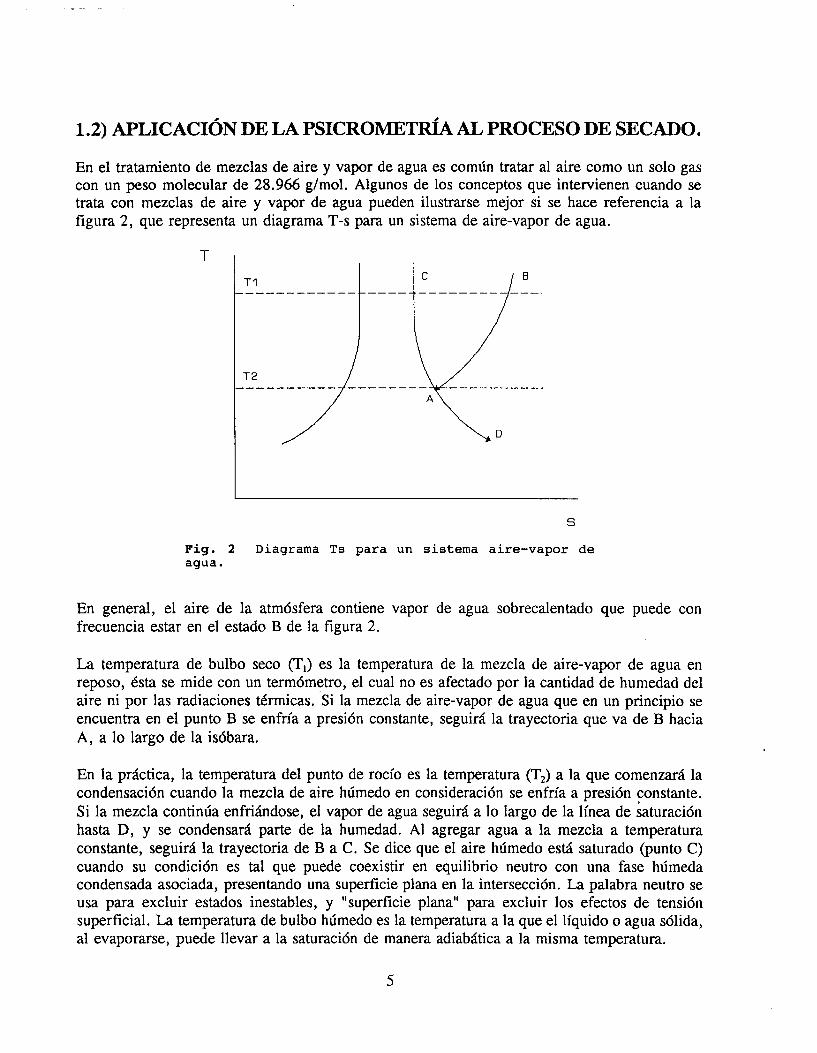
En el tratamiento de mezclas de aire y vapor de agua es común tratar al aire como un solo gas con un peso molecular de 28.966 g/mol. Algunos de los conceptos que intervienen cuando se trata con mezclas de aire y vapor de agua pueden ilustrarse mejor si se hace referencia a la figura 2 , que representa un diagrama T-S para un sistema de aire-vapor de agua.
S
Fig. 2 Diagrama Ts para un sistema aire-vapor de agua.
En general, el aire de la atmdsfera contiene vapor de agua sobrecalentado que puede con frecuencia estar en el estado B de la figura 2.
La temperatura de bulbo seco ( T I ) es la temperatura de la mezcla de aire-vapor de agua en reposo, esta se mide con un termdmetro, el cual no es afectado por la cantidad de humedad del aire ni por las radiaciones tkrmicas. Si la mezcla de aire-vapor de agua que en un principio se encuentra en el punto B se enfría a presidn constante, seguir& la trayectoria que va de B hacia A, a lo largo de la is6bara.
En la pr&ctica, la temperatura del punto de rocío es la temperatura (TJ a la que comenzarA la condensaci6n cuando la mezcla de aire húmedo en consideracidn se enfría a presidn constante. Si la mezcla continúa enfrihdose, el vapor de agua seguird a lo largo de la línea de saturacidn hasta D, y se condensar& parte de la humedad. Al agregar agua a la mezcla a temperatura constante, seguir& la trayectoria de B a C. Se dice que el aire húmedo está saturado (punto C) cuando su condicidn es tal que puede coexistir en equilibrio neutro con una fase húmeda condensada asociada, presentando una superficie plana en la interseccibn. La palabra neutro se usa para excluir estados inestables, y "superficie plana" para excluir los efectos de tensión superficial. La temperatura de bulbo húmedo es la temperatura a la que el líquido o agua s6lida, al evaporarse, puede llevar a la saturacibn de manera adiabBtica a la misma temperatura.
5
En cualquier proceso de secado, si se supone un suministro adecuado de calor, la temperatura y la velocidad a las cuales se produce la vaporización del líquido dependen de la concentración de vapor en la atmósfera circundante. En el proceso de secado por convección u otros procesos que implican atm6sferas con un 100 % de vapor, la temperatura de vaporización del líquido será igual o mayor que la temperatura de saturacidn del mismo, a la presi6n del sistema. Cuando se encuentra presente humedad libre o una superficie mojada, el secado ocurre a la temperatura de saturación. Por otro lado, cuando el vapor desprendido se purga del medio del secador con ayuda de un segundo gas, la temperatura a la cual se produce la vaporización dependerá de la concentración del vapor en el gas que lo rodea.
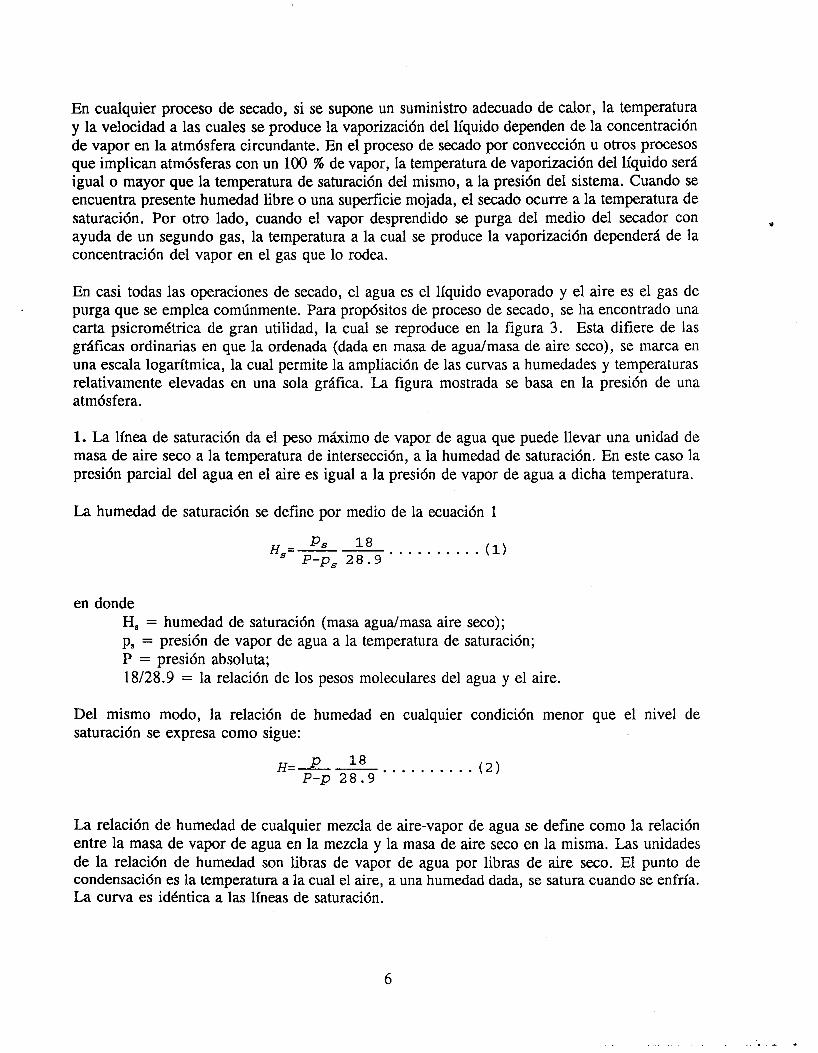
En casi todas las operaciones de secado, el agua es el líquido evaporado y el aire es el gas de purga que se emplea comúnmente. Para propósitos de proceso de secado, se ha encontrado una carta psicromCtrica de gran utilidad, la cual se reproduce en la figura 3. Esta difiere de las graficas ordinarias en que la ordenada (dada en masa de agudmasa de aire seco), se marca en una escala logarítmica, la cual permite la ampliacih de las curvas a humedades y temperaturas relativamente elevadas en una sola grifica. La figura mostrada se basa en la presión de una atmósfera.
1. La línea de saturación da el peso máximo de vapor de agua que puede llevar una unidad de masa de aire seco a la temperatura de intersección, a la humedad de saturación. En este caso la presión parcial del agua en el aire es igual a la presión de vapor de agua a dicha temperatura.
La humedad de saturación se define por medio de la ecuaci6n 1
en donde H, = humedad de saturaci6n (masa agudmasa aire seco); ps = presión de vapor de agua a la temperatura de saturación; P = presión absoluta; 18/28.9 = la relación de los pesos moleculares del agua y el aire.
Del mismo modo, la relación de humedad en cualquier condición menor que el nivel de saturación se expresa como sigue:
H=- P - 1 8 P-p 28.9
. . . . . . . . . . ( 2 )
La relación de humedad de cualquier mezcla de aire-vapor de agua se define como la relación entre la masa de vapor de agua en la mezcla y la masa de aire seco en la misma. Las unidades de la relaci6n de humedad son libras de vapor de agua por libras de aire seco. El punto de condensacidn es la temperatura a la cual el aire, a una humedad dada, se satura cuando se enfría. La curva es idkntica a las lineas de saturaci6n.
6
I .
O
W 0
v)
‘ O w
K
4 3 0
W O
I
Figura 3. Gráfica psicrométrica de propiedades de la mezcla aire - vapor de agua - a
7
2. Las curvas del porcentaje de humedad relativa, se definen mediante la expresidn:
H R = 1 O O - , P . . . . . . . . . ( 3 ) PS
en donde p = presidn parcial del vapor del agua en el aire; ps = presidn de vapor del agua a la temperatura de saturacidn; H, = porcentaje de humedad relativa.
Otra forma de expresidn para la humedad relativa de cualquier mezcla de aire y vapor de agua, se puede definir como la relacidn entre la fracción molar de vapor de agua existente en la mezcla y la fraccidn molar de vapor de agua en un aire saturado a la misma temperatura de bulbo seco y presidn baromCtrica.
3. El porcentaje de humedad absoluta se define mediante la ecuacidn 4:
l o o w , WS
HA = . . . . . . . . . . ( 4 )
en donde w, = humedad del aire, en masa de agua/ masa de aire seco; w, = humedad de saturación a la temperatura t,
4. Los volúmenes húmedos se identifican por medio de las curvas denominadas "pies cúbicos de aire húmedo/lb de aire seco". Los volúmenes se representan grgficamente como funciones de la humedad absoluta y la temperatura. La diferencia entre el volumen específico de aire seco y el volumen de aire húmedo a una temperatura determinada, es el volumen del vapor de agua existente en el aire.
5. Los datos de entalpía esth dados en Btu por libra de masa de agua evaporada. Para estos diagramas psicromCtricos, la base es un valor de entalpía de cero para 0°F.
6. En esta grgfica no aparecen líneas para los calores húmedos. Éstos se calculan mediante la expresidn 5:
C,=O . 2 4 + 0 . 4 4 6 8 . . . . . . . . . ( 5 )
en donde C, = calor húmedo del aire , en Btu/por lb de aire seco; 0.24 = calor específico del aire seco, en Btu/lb O F
0.446 = calor específico del vapor de agua, en Btu/lb OF H = humedad absoluta, en lb de agua/lb de aire seco.
7. El volumen específico de aire saturado estA dado por la ecuación 6:
8
V,=O. 0405 (460+t) ( O .622+H,) . . . . . . (6)
en donde V, = volumen específico del aire saturado, en pies3/lb de aire seco, t = temperatura del aire en OF, H, = humedad de saturación, en lb agua/lb de aire seco.
8. Las líneas de temperaturas de bulbo húmedo representan tambiCn las líneas de saturación adiabática, la cual es vdida sólo para la mezcla aire-vapor de agua. Éstas se basan en la ecuación 7 :
H,-H=- (t-t,) . . . . , . , ( 7 ) L S
A
en donde H, y t, = humedad y temperatura de saturación adiabática, las cuales están relacionadas
con las condiciones existentes en el aire, representadas por H y t, además del C,, calor húmedo a la humedad H. La pendiente de la curva de saturación adiabática est6 dada por la expresidn CJX, en donde X representa el calor latente de evaporación a f.
La temperatura de bulbo húmedo se establece gracias al equilibrio dinhmico entre la transmisión de calor y la transferencia de masa. Cuando el líquido se evapora de una masa pequeña, por ejemplo, el bulbo húmedo de un termbmetro, hacia una masa de gas muy grande, de tal suerte que Csta última no sufre ningún cambio de temperatura o humedad. Esto se puede expresar mediante la ecuación 8:
en donde h, = coeficiente de trasmisión de calor por convección, dado en Btu/h pies* O F ; t = temperatura del aire, OF; t, = temperatura de bulbo húmedo del aire, OF; kp = Coeficiente de transferencia de masa, dado en lb/h pie2 (lb/lb aire seco); X = calor latente de evaporación a f, en btu/lb; H, = humedad saturada a t, en lb/lb de aire seco; H, = humedad del aire circundante, en lb/lb de aire seco.
Para mezclas de aire-vapor de agua sucede que h&= C, aproximadamente,’ aunque teóricamente no existe una razón para ello. Por lo tanto, en vista de que la razón &-HJ(t,,,-t) es igual a la razón h&X que representa la pendiente de las líneas de temperatura de bulbo húmedo, tambiCn es igual que CJX, la pendiente de las líneas de saturación adiabática, como se indic6 antes.
Una gráfica de humedad en particular es precisa sólo para la presión a la que se evaluó. La mayoría de las gráficas de aire-vapor de agua se basan en una presión de 1 atmósfera.
9
Las humedades tomadas de estas gr6ficas para ciertos valores de temperaturas de bulbo húmedo y bulbo seco se aplican sdlo a una presi6n atmosfCrica de 760 mmHg. Si la presidn total es diferente a Csta, la humedad a una temperatura de bulbo húmedo y bulbo seco en particular, debe de ser corregida mediante la siguiente ecuación 9:
en donde H, = humedad del aire a la presión P, en lb/lb de aire seco; H, = humedad del aire tal y como se leería en una grifica de humedad basada en 760
mmHg de presión a las temperaturas de bulbo húmedo y bulbo seco observadas, expresadas en lb de agua evaporaddlb de aire seco;
pw = presión de vapor de agua a la temperatura de bulbo húmedo observada, en mmHg; P = presión a la que se tomarb las lecturas de bulbo húmedo y bulbo seco.
Existen correcciones similares que se pueden derivar para aplicarse al volumen específico, la curva de humedad de saturacidn y las curvas de humedades relativas.
1.3) GRÁFICAS DE HUMEDAD PARA VAPORES DE OTROS DISOLVENTES.
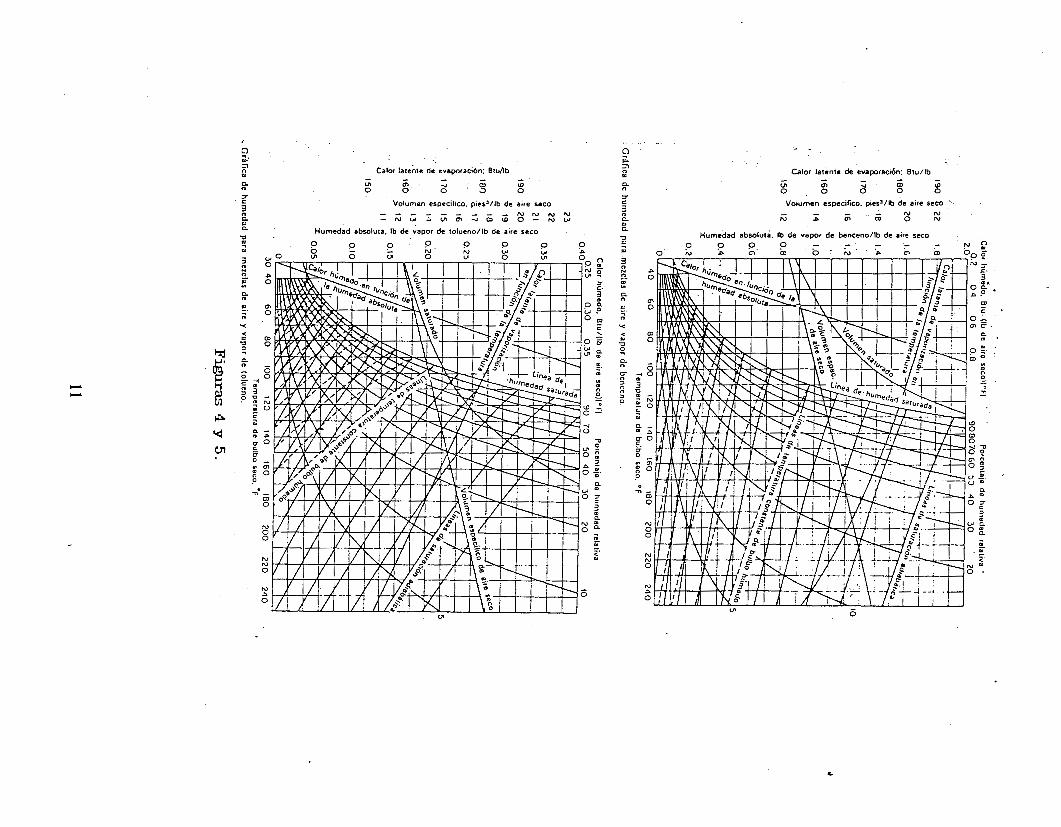
Las grAficas de humedad para vapores de disolventes se preparan de forma andoga. Sin embargo, existe una diferencia importante en el sentido de que la temperatura de bulbo húmedo difiere considerablemente de la temperatura de saturacidn adiabática para vapores que no sean de agua. En las figuras 4 y 5 se ilustran las grificas de humedad para el benceno y el tolueno. Las líneas de estas grificas se calcularon en la forma indicada para la mezcla de vapor de agua- aire, excepto en el caso de las líneas correspondientes a la temperatura de bulbo húmedo. La determinacidn de tales líneas depende de los datos correspondientes a la razdn psicromCtrica h,/k, como lo indica la ecuacidn 10:
en donde (Y = factor de correccidn de radiación en este caso, 1.06'
Datos obtenidos de "Principios de Ingeniería Química", Walker, Lewis, Mc Adams. . .
10
c c
n 2 =I Calor latente de cvaporacibn; Btuhb
4
o; n
- - - - c 7
O m o o" : a m . - u)
3 O
Volumen especihco. pies3/lb de aire seco
- N W A U ~ - ~ ~ ) O - N W n n Humedad abrolun. lb de vapor de tolueno/lb de aire seco
- - " " - " N N N N S . ,
? E
- .
3 Calor latente de evaporación: B t d l b
n A -
m - - -
5 C
o o" m o *
N O 6 i G . N - - N
O
Volumen especifico. pies'/lb de aire seco : c m n P Humedad absoluta. lb de vapor de benceno/lb de aire seco
2. PRINCIPIOS DE FUNCIONAMIENTO.
Los t6rminos que se utilizan en esta secci6n para describir el método por el cual el agente de secado puede entrar en contacto con el d i d o se definen a continuación.
0 F'LUJO PARALELO. Es cuando la direcci6n del flujo del agente de secado es paralelo a la superficie del s6lido a secar. El contacto se registra en la superficie comprendida entre las dos fases, en donde se produce una leve penetración del aire en los vacíos comprendidos en el material cercano a la superficie.
0 FLUJO PERPENDICULAR. Se lleva a cabo cuando la direccidn de la corriente de aire es normal a la superficie del s6lido. El aire choca contra el lecho de sdlidos, el cual se encuentra en condici6n estiítica.
Existen además dos formas de la dirección de circulación del aire secador con respecto al d i d o a secar que se emplearb continuamente:
Flujo equicorriente. Es cuando la comente de aire secadora y el sólido (o partículas s6lidas en su caso) se desplazan en la misma direccidn. Flujo a contracorriente. Se lleva a cabo cuando la dirección del flujo del aire es opuesta a la de los s6lidos a secar.
Puesto que el secado es una operación de contacto entre gases y sólidos, la trasmisi6n de calor y masa se desarrolla en las superficies de estos últimos. Se puede esperar entonces una máxima eficiencia de proceso con una mhima exposición de la superficie de los s6lidos a la fase gaseosa, junto con un mezclado detallado de gas y s6lidos. Estos dos aspectos son de particular importancia. En cualquier disposici6n de s6lidos de cierto tamaño, el gas esta. presente en los vacíos generados entre partículas y entra en contacto con todas las superficies, excepto en los puntos en que Cstas se tocan entre sí. No obstante, cuando el lecho de s6lidos se encuentra en una condici6n estiítica o de movimiento muy sutil, el gas que se introduce en los vacíos, queda separado del resto de la fase gaseosa.
2.1) CONDICIONES INTERNAS Y EXTERNAS IMPLICADAS EN EL SECADO.
Cuando un s6lido se seca, ocurren dos procesos fundamentales y simult4neos:
0 Transmisi6n de calor; el cual su motivo principal es la evaporación del líquidq internado dentro del d i d o a secar. 0 Transmisi6n de masa; la masa se trasfiere durante el secado en forma de líquido o vapor dentro del d i d o y como vapor que se desprende en las superficies expuestas. El movimiento dentro del s6lido y depende de sus características. Los factores que regulan la velocidad de estos procesos determinan la rapidez o índice de secado.
Las operaciones de secado comercial emplean la transferencia de calor por convecci6n, conducci6n, radiaci6n o bien una combinaci6n de 6stas.
12
Los secadores industriales difieren fundamentalmente en los métodos de transferencia de calor que utilizan. Sin embargo, independientemente del método utilizado, el calor empieza a fluir en la superficie del sdlido y posteriormente se va adentrando en el interior de éste. La única excepcidn a esta forma de transferencia se tiene en el secado dielktrico y de microondas, en donde la electricidad de alta frecuencia genera calor internamente creando una elevada temperatura dentro del material y en su superficie, de una manera uniforme.
El estudio de cdmo se seca un s6lido puede abordarse desde dos puntos de vista: uno se basa en el mecanismo interno de cdmo circula el líquido; este procedimiento requiere de un estudio bdsico de las condiciones internas existentes. El otro se da observando el efecto de las condiciones externas, en las que se toman en cuenta la temperatura, humedad, corriente de aire, velocidad de secado, etc. Este procedimiento es menos fundamental, ya que se aplica de un modo mAs general; no obstante, los resultados tienen una mayor aplicabilidad inmediata en el diseño y la evaluación de equipos.
2.2) MECANISMOS INTERNOS DE CIRCULACI~N DE LÍQUIDO.
La circulación o el flujo interno del líquido ocurre siguiendo varios mecanismos que dependen de la estructura del sdlido a secar. En general, durante el secado intervienen la mayoría de estos mecanismos en distintos períodos del ciclo de secado, pero generalmente uno es el que predomina sobre todos los demb. El mecanismo particular, que ejerce el control durante el secado de un s6lido en cierto período, se determina por medio de un estudio de los gradientes de humedad internos.
Es extremadamente difícil hacer la determinacidn experimental precisa de contenidos de humedad. La tCcnica usual consiste en cortar especímenes preparados especialmente en segmentos que se han secado durante diferentes lapsos de tiempo, para determinar después, el contenido de humedad d e cada segmento. Este método no es muy exacto, ya que depende si el corte es transversal, axial, etc. Algunos investigadores han analizado las condiciones en las que se puede esperar que en un proceso de secado el mecanismo predominante sea flujo capilar y en donde se espera un mecanismo por flujo de difusión.
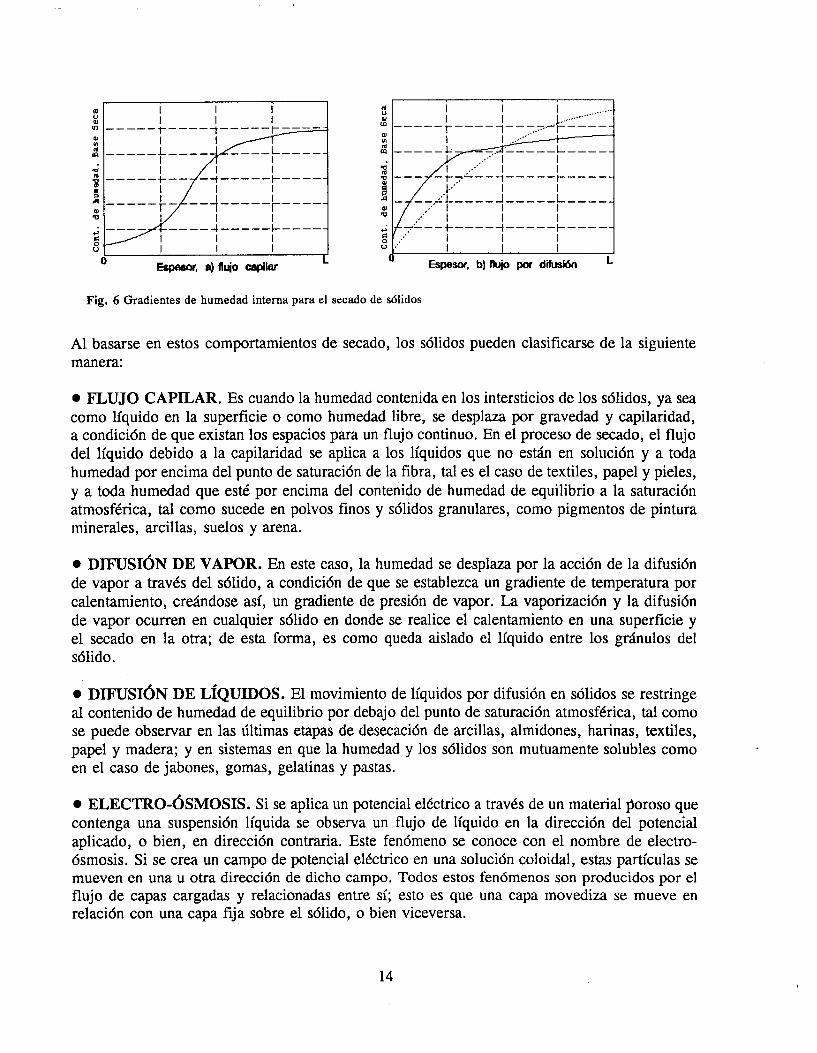
Los comportamientos son mostrados en la figura 6. Estas curvas revelan que el flujo capilar se caracteriza por un gradiente de humedad con doble curvatura y un punto de inflexión (fig. 6a), mientras que el flujo por difusidn muestra una curva suave, cdncava hacia abajo (fig.6b), tal como lo predicen las ecuaciones de difusidn.
TambiCn demostraron que el coeficiente de difusidn de líquidos es normalmente una funcidn del contenido de humedad decreciente conforme Csta disminuye. El efecto de la difusividad constante se señala con la línea punteada, mientras que la línea continua es el comportamiento experimental.
13
I I I _,_... I I ""_ T"",",~7.4r"-" I I _/'' I
I I
I
I I
I I I
1 ,_,,,., .-.'..
"" L ""_ ----t"----
"" L ""_ """+ "" f ""_ ""_
Espesor, b) flujo por difusi6n
Fig. 6 Gradientes de humedad interna para el secado de sólidos
Al basarse en estos comportamientos de secado, los sólidos pueden clasificarse de la siguiente manera:
o FLUJO CAPILAR. Es cuando la humedad contenida en los intersticios de los sdlidos, ya sea como líquido en la superficie o como humedad libre, se desplaza por gravedad y capilaridad, a condición de que existan los espacios para un flujo continuo. En el proceso de secado, el flujo del líquido debido a la capilaridad se aplica a los líquidos que no esth en solución y a toda humedad por encima del punto de saturación de la fibra, tal es el caso de textiles, papel y pieles, y a toda humedad que est6 por encima del contenido de humedad de equilibrio a la saturación atmosférica, tal como sucede en polvos finos y sólidos granulares, como pigmentos de pintura minerales, arcillas, suelos y arena.
0 DIFUSIdN DE VAPOR. En este caso, la humedad se desplaza por la acción de la difusidn de vapor a travCs del sólido, a condición de que se establezca un gradiente de temperatura por calentamiento, crehdose asi, un gradiente de presión de vapor. La vaporización y la difusión de vapor ocurren en cualquier sdlido en donde se realice el calentamiento en una superficie y el secado en la otra; de esta forma, es como queda aislado el líquido entre los grhulos del sólido.
0 DIF'USIdN DE LÍQUIDOS. El movimiento de líquidos por difusión en sólidos se restringe al contenido de humedad de equilibrio por debajo del punto de saturación atmosférica, tal como se puede observar en las últimas etapas de desecacidn de arcillas, almidones, harinas, textiles, papel y madera; y en sistemas en que la humedad y los sólidos son mutuamente solubles como en el caso de jabones, gomas, gelatinas y pastas.
0 ELECTRO-6SMOSIS. Si se aplica un potencial eléctrico a través de un material poroso que contenga una suspensión líquida se observa un flujo de líquido en la direccidn del potencial aplicado, o bien, en direccidn contraria. Este fenómeno se conoce con el nombre de electro- ósmosis. Si se crea un campo de potencial eléctrico en una solución coloidal, estas partículas se mueven en una u otra direcci6n de dicho campo. Todos estos fenómenos son producidos por el flujo de capas cargadas y relacionadas entre sí; esto es que una capa movediza se mueve en relaci6n con una capa fija sobre el sólido, o bien viceversa.
14
Por regla general, s610 se ejecuta la electro-6smosis en operaciones de deshidratacidn y con ella s610 se puede extraer el agua en la misma proporci6n que con métodos mechicos de separaci6n. Por consiguiente, este fendmeno es mis apropiado como ayuda de mCtodos mechicos de deshidrataci6n y por esta raz6n se ha aplicado a la purificaci6n y deshidrataci6n de arcillas. Con todo, el mCtodo de electro-6smosis es demasiado costoso para ser aplicado a materiales que se pueden deshidratar por medios ordinarios y, en consecuencia, s610 se emplea para deshidratar materiales gelatinosos o lodosos que son difíciles de deshidratar por los métodos mechicos convencionales.
2.3) CONDICIONES EXTERNAS QUE AFECTAN EL SECADO.
Las principales variables externas comprendidas en cualquier estudio de secado son la temperatura, humedad, flujo de aire (o agente de secado), estado de subdivisi6n del sólido, agitaci6n del mismo y el contacto entre las superficies calientes del s6lido mojado.
PERÍODOS DE SECADO. Cuando un d i d o es sometido a un proceso de secado de forma experimental se obtienen datos que asocian al contenido de humedad del s6lido con el tiempo.
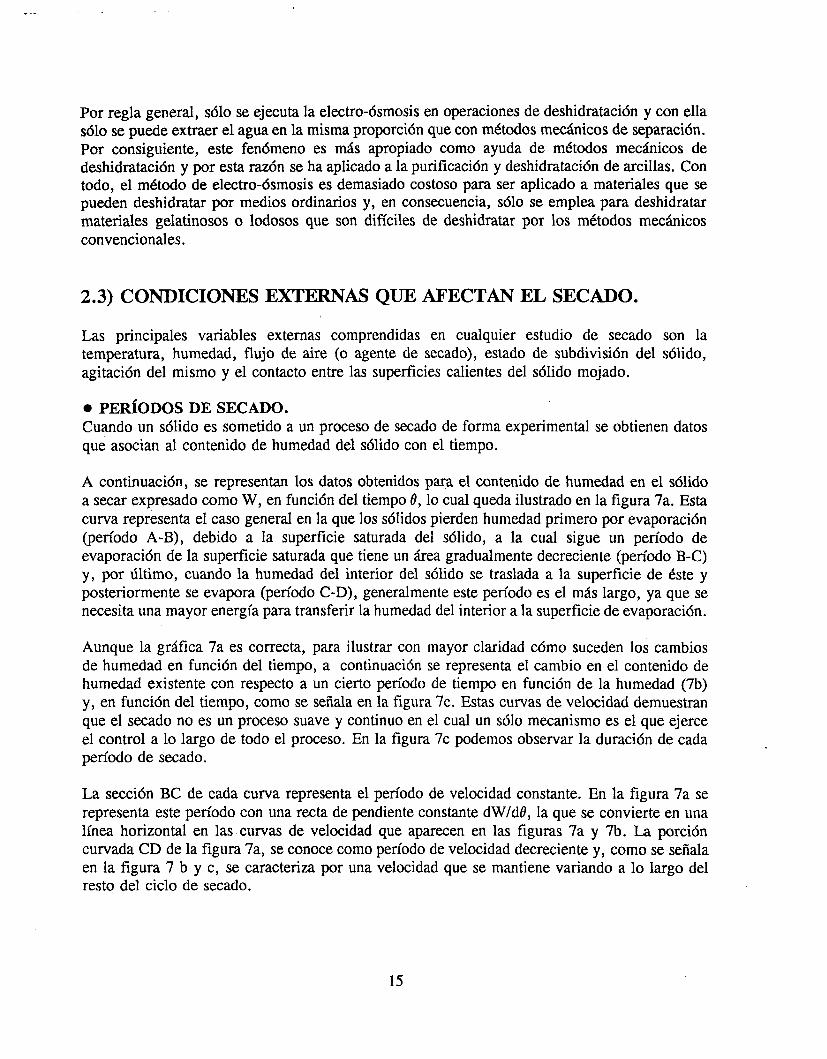
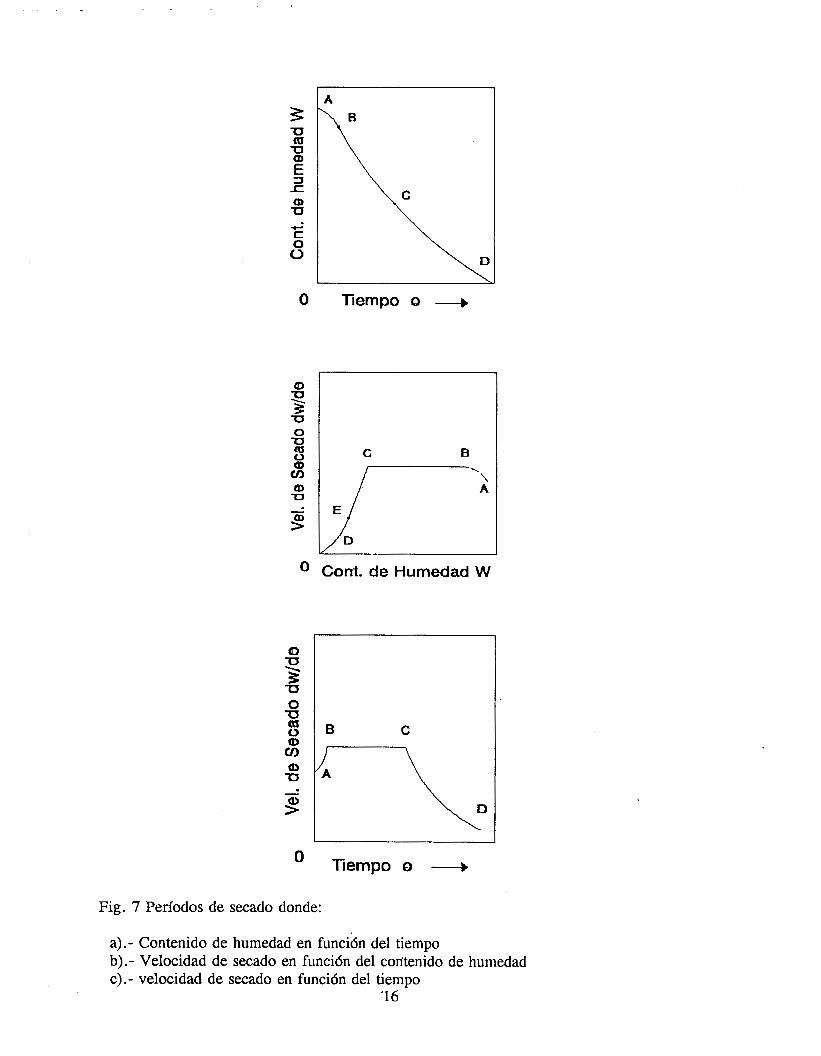
A continuacibn, se representan los datos obtenidos pqa el contenido de humedad en el sólido a secar expresado como W, en funci6n del tiempo 8, lo cual queda ilustrado en la figura 7a. Esta curva representa el caso general en la que los sólidos pierden humedad primero por evaporaci6n (período A-B), debido a la superficie saturada del sdlido, a la cual sigue un período de evaporaci6n de la superficie saturada que tiene un Area gradualmente decreciente (período B-C) y , por último, cuando la humedad del interior del sólido se traslada a la superficie de éste y posteriormente se evapora (período C-D), generalmente este período es el mAs largo, ya que se necesita una mayor energía para transferir la humedad del interior a la superficie de evaporación.
Aunque la grafica 7a es correcta, para ilustrar con mayor claridad cómo suceden los cambios de humedad en funci6n del tiempo, a continuación se representa el cambio en el contenido de humedad existente con respecto a un cierto período de tiempo en función de la humedad (7b) y , en funci6n del tiempo, como se señala en la figura 7c. Estas curvas de velocidad demuestran que el secado no es un proceso suave y continuo en el cual un sólo mecanismo es el que ejerce el control a lo largo de todo el proceso. En la figura 7c podemos observar la duraci6n de cada período de secado.
La secci6n BC de cada curva representa el período de velocidad constante. En la figura 7a se representa este período con una recta de pendiente constante dW/dO, la que se convierte en una línea horizontal en las curvas de velocidad que aparecen en las figuras 7a y 7 b . La porción curvada CD de la figura 7a, se conoce como período de velocidad decreciente y, como se señala en la figura 7 b y c , se caracteriza por una velocidad que se mantiene variando a lo largo del resto del ciclo de secado.
15
o Cont. de Humedad W
B C
Fig. 7 Períodos de secado donde:
a) .- Contenido de humedad en funcibn del tiempo b).- Velocidad de secado en funci6n del contenido de humedad c) . - velocidad de secado en funci6n del tiempo
’1 6
El punto E de la figura 7b representa el punto en que toda la superficie expuesta se vuelve completamente insaturada y marca el principio de la parte del ciclo de secado durante el cual la velocidad del movimiento de la humedad interna es la que controla la velocidad de secado. El punto C es en donde concluye el período de velocidad constante de secado y comienza a descender el indice de secado. Este punto es conocido como contenido critico de humedad. El lapso CE de la figura 7b se define usualmente como el primer período de secado con velocidad decreciente y el lapso DE como el segundo período de velocidad decreciente; el lapso AB representa un período de calentamiento.
0 PERÍODO DE VELOCIDAD CONSTANTE. En este lapso, el secado se desarrolla por difusi6n de vapor desde la superficie saturada del material, pasando por una capa de aire estancado hasta el medio que lo rodea. El movimiento de la humedad dentro del s6lido es lo suficientemente rápido para mantener una condici6n saturada en la superficie, y la velocidad de secado es controlada por medio de la velocidad de transmisi6n de calor a la superficie de evaporación. La velocidad de transferencia de masa se equilibra con la velocidad de transmisidn de calor, y la temperatura de la superficie saturada del s6lido permanece constante.
El mecanismo de disminuci6n de humedad equivale a la evaporación que se tendría en un estanque de agua y es independiente de la naturaleza del s6lido a secar.
Si la transferencia de calor se realiza exclusivamente por convecci6n y en ausencia de otros efectos de transmisi6n de calor, la temperatura se acerca a la temperatura de bulbo húmedo. No obstante, cuando el calor se transmite por radiación, conducci6n o por una combinaci6n de ambas y por conveccih, la temperatura de la superficie saturada se ubicar6 entre la temperatura de bulbo húmedo y el punto de ebullici6n de agua. Entonces tendrá que determinarse la verdadera magnitud de la temperatura de secado. En tales condiciones, la velocidad de transmisi6n de calor se incrementa con el resultado de que tendrá una mayor velocidad de secado.
Cuando el calor se transmite a un s6lido húmedo por conduccidn a traves de superficies calientes y la transmisidn de calor por convecci6n es despreciable, los s6lidos se acercan a la temperatura de ebullici6n del agua más que a la de bulbo húmedo. Este método de transmisi6n de calor se utiliza en secadores indirectos. La radiación es efectiva también para aumentar la velocidad de secado, incrementando la transmisi6n de calor por convecci6n y elevando la temperatura de la superficie m& allá del nivel de bulbo húmedo.
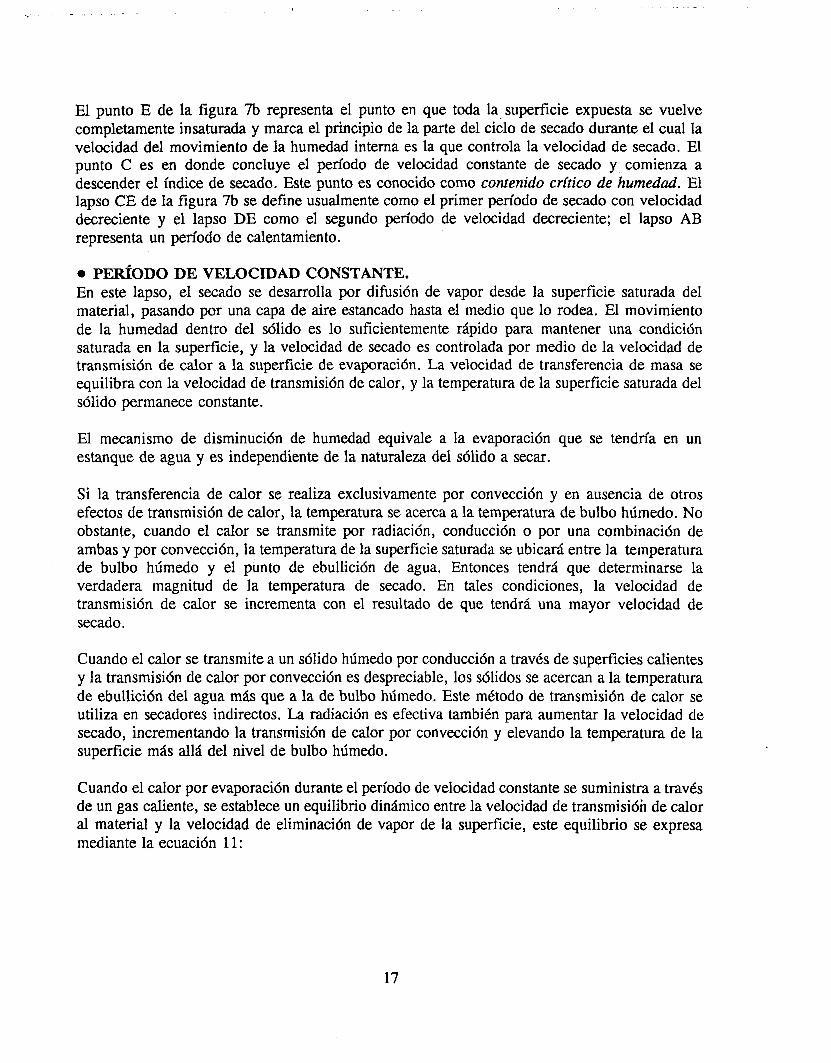
Cuando el calor por evaporaci6n durante el período de velocidad constante se suministra a través de un gas caliente, se establece un equilibrio dinámico entre la velocidad de transmisi6n de calor al material y la velocidad de eliminacidn de vapor de la superficie, este equilibrio se expresa mediante la ecuacidn 1 1 :
17
" dw- h@At =k@Ap. . . . . . . (11) de x
en donde dw/dO = velocidad de secado en libras de agudh; h, = coeficiente de la transmisidn total de calor, dado en Btu/h pie2 OF; A = kea para la transmisidn total de calor y evaporacidn, dado en pies2; X = calor latente de evaporacidn a f, en Btu/lb; kg = coeficiente de transferencia de masa, en lb/h pie2 atm; At = t-t,, donde t representa la temperatura de bulbo seco del gas en O F y f, temperatura
Ap = ps-p, donde pa es la presidn de saturación de agua a la temperatura de superficie de la superficie de evaporacidn en O F ;
t,, en atm; y p= a la presidn de vapor del agua en el gas, en atm.
La magnitud de la velocidad constante depende de tres factores:
1) el coeficiente de trasferencia de calor y transferencia de masa; 2) el kea expuesta al agente de secado y; 3) la diferencia de temperatura o humedad existente entre el agente de secado y la superficie mojada del sdlido.
Todos estos factores representan variables externas. Debido a esto, el mecanismo interno del flujo del líquido no afecta la velocidad constante.
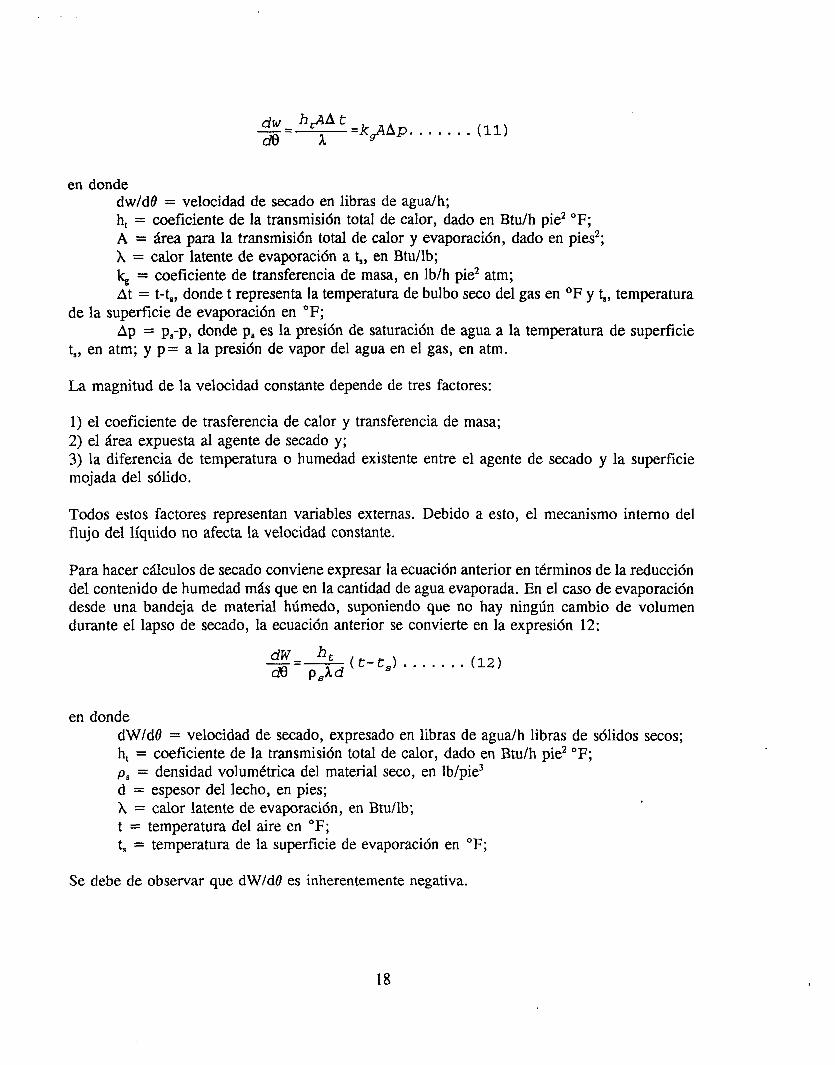
Para hacer cAlculos de secado conviene expresar la ecuacidn anterior en tCrminos de la reduccidn del contenido de humedad mis que en la cantidad de agua evaporada. En el caso de evaporacidn desde una bandeja de material húmedo, suponiendo que no hay ningún cambio de volumen durante el lapso de secado, la ecuacidn anterior se convierte en la expresidn 12:
en donde dW/dO = velocidad de secado, expresado en libras de agua/h libras de sdlidos secos; h, = coeficiente de la transmisidn total de calor, dado en Btu/h pie2 OF; ps = densidad volumCtrica del material seco, en lb/pie3 d = espesor del lecho, en pies; X = calor latente de evaporacidn, en Btu/lb; t = temperatura del aire en OF; t, = temperatura de la superficie de evaporaci6n en OF;
Se debe de observar que dW/d9 es inherentemente negativa.
18
La velocidad del aire produce su principal efecto sobre los coeficientes de transferencia de calor y masa en el período de velocidad constante, puesto que éstos dependen sobre todo de la velocidad de difusidn de calor y vapor a través de la película de aire en la superficie del sdlido y la velocidad del aire es el principal factor que afecta al espesor de la película. El influjo de la velocidad del aire se puede expresar con la ecuacidn 13, que fue obtenida por Sherherd:
h,=0.0128G0.8.. , . . . . . . (13) en donde:
h, = coeficiente de transferencia de calor por conveccidn, dada en Btu/h pie2 OF;
G = velocidad de la masa de aire seco, lb/h pie2
esta expresidn se sustituye en la ecuacidn 12. en el valor de h,; en el caso de que también exista otro tipo de transferencia, este término deberá modificarse.
Secado a temperaturas de aire mayores que el punto de ebullici6n del líquido. Cuando la temperatura del aire secador se mantiene por encima del punto de ebullicidn del líquido que se esa evaporando o cuando se usa vapor sobrecalentado para efectuar el secado pierden significado las ecuaciones usuales de trasferencia que expresan la velocidad de evaporacidn como funcidn de la diferencia de presidn de vapor a causa de su poco valor aparente. Tales casos pueden tratarse convenientemente con base en la transferencia de calor, ya que debe haber siempre una diferencia de temperatura para que se efectúe el secado.
Transferencia de calor por conducci6n y radiacih. En el caso de secado indirecto, en el que la transferencia de calor no se realiza por flujo de gases calientes, la velocidad de secado está subordinada a la conduccidn de calor a través de las paredes de retencidn hacia el material húmedo que se pone en contacto con estas superficies, o bien depende de la radiaci6n o ambas. Esto es aplicable a secadores de cilindro, secadores de agitamiento, secadores indirectos de ldmina continua, secadores rotatorios de tubos de vapor, secadores al vacío, rotatorios o de bandejas y a secadores de infrarrojo.
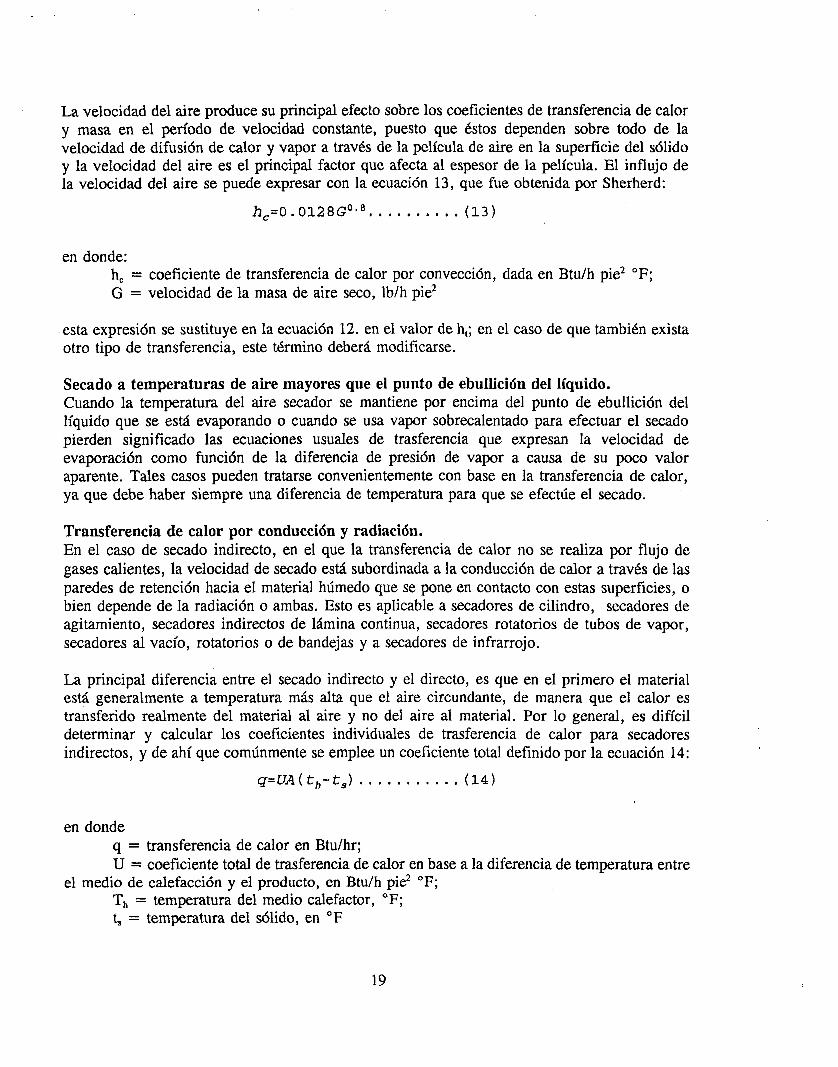
La principal diferencia entre el secado indirecto y el directo, es que en el primero el material est& generalmente a temperatura más alta que el aire circundante, de manera que el calor es transferido realmente del material al aire y no del aire al material. Por lo general, es difícil determinar y calcular los coeficientes individuales de trasferencia de calor para secadores indirectos, y de ahí que comúnmente se emplee un coeficiente total definido por la ecuación 14:
q = U A ( t , - t , ) . . , . . . . . . . . (14)
en donde q = transferencia de calor en Btu/hr; U = coeficiente total de trasferencia de calor en base a la diferencia de temperatura entre
Th = temperatura del medio calefactor, O F ;
t, = temperatura del sdlido, en O F
el medio de calefaccidn y el producto, en Btu/h pie2 OF;
19
En este caso, el coeficiente de trasferencia de calor esth en funcidn del tipo de secador. Por ejemplo, en secadores de agitaci6n de palas U depende del grado de agitacidn, de la temperatura de la superficie, propiedades físicas del material húmedo, etc.
Mientras permanecen constantes U y la diferencia de temperaturas en la ecuacidn 14, se mantiene una velocidad constante de secado; pero conforme avanza el secado empieza a aumentar la temperatura del material despues que se llega a cierto contenido crítico de humedad y , como en el caso de secadores directos, se encuentra un período de velocidad decreciente. Con frecuencia se define U para todo el período de secado en base a una diferencia media total de temperatura. As{ se llega a la ecuacidn 15:
q = U A ( A t ) , . . . . . . . . . . ( 2 5 )
en donde (At), = a la diferencia media de temperatura en todo el período de secado, en O F
0 PERÍODO DE VELOCIDAD DECRECIENTE. Este período principia al concluir el período de velocidad constante, hasta el contenido crítico de humedad. Si el contenido final de humedad es superior al contenido crítico (para las condiciones de secado especificadas), todo el proceso de secado se desarrollarB en condiciones de velocidad constante. Por otra parte, si el contenido inicial de humedad es inferior a la humedad crítica, todo el proceso de secado se desarrollará en el período de velocidad decreciente. Por lo general, este período se divide en dos zonas:
0 período de secado de la superficie no saturada, o período en el que el movimiento interno de la humedad es el que ejerce el control.
En la primera zona, no toda la superficie de evaporacidn se puede mantener saturada por el movimiento de humedad dentro del sdlido. La velocidad de secado disminuye en la parte no saturada y por ende, la velocidad de la superficie total se reduce. En algunos casos, la velocidad del secado es una funcidn lineal del contenido de agua en el sdlido, tal y 'como lo señala la línea CE de la figura 7b. Sin embargo, en general la velocidad de secado depende de factores que afectan la difusidn de humedad en una direccidn que se aleja de la superficie de evaporación y los que afectan la velocidad del movimiento interno de la humedad.
Conforme prosigue el secado, se llega a un punto en que la superficie de evaporacidn es insaturada. El plano de evaporacidn entonces se desplaza hacia adentro del sdlido y el proceso de secado entra en el segundo período de velocidad decreciente. La velocidad de secado es entonces regida ahora por la velocidad del movimiento interno de la humedad y la influencia de las variables externas va en disminuci6n. Cuando se efectúa un secado a contenidos reducidos de humedad, este período predomina casi siempre en la determinacih del tiempo total de desecacih. Algunos estudios del movimiento interno de la humedad indican la posibilidad de que se sigan varios mecanismos de control, y los más importantes son: difusión, capilaridad , electrodsmosis y gradientes de presi6n producidos por contracción o encogimiento.
20
Caso de difusibn. Cuando la difusi6n de liquidos es la que controla el período de velocidad decreciente, la ecuaci6n de conducci6n de calor de Fourier, sirve para describir la velocidad de movimiento de la humedad. Sherwood resolvi6 la ecuacidn de difusión para el período de velocidad decreciente en una plancha, suponiendo que la superficie esa seca o bien, que su contenido de humedad se encuentra en su punto de equilibrio y que la distribucidn de humedad de la misma es uniforme. Para estas condiciones se obtiene la ecuaci6n 16:
en donde W, Wc, We = contenido promedio de humedad en base seca en cualquier instante 8, el
que existe al iniciarse el período de velocidad decreciente y el equilibrio con el ambiente respectivamente, en lb agudlb sol. seco;
D, = difusividad del liquido, en pies2/h; 8 = tiempo a partir del principio del período de velocidad decreciente, en horas; d = la mitad del espesor de la capa de sólidos en la que se produce la difusidn, en pies;
La ecuaci6n 16 se obtuvo para cuando la evaporacih ocurre en las dos caras de la placa o plancha. en caso de que la evaporacidn ocurra en una sola cara, d = espesor total, en pies. Si se suponen tiempos largos de secado, y se deriva con respecto al tiempo, se obtendrá la expresión:
dW- -+o, "- de 4 d 2
( W - W e ) . . . . . . . . (17)
en donde dW/d5 = la velocidad de secado, en lb/h lb de sólido seco.
La ecuaci6n estipula que cuando la difusi6n interna es la que regula durante los períodos de secado prolongados, la velocidad de secado es directamente proporcional al contenido de agua libre (W-We) y la difusividad del líquido D, y que el tiempo de secado varía con el cuadrado del espesor del material. Las dos ecuaciones anteriores se aplican sólo a sólidos en forma de plancha con espesores pequeños en comparaci6n con las otras dos dimensiones.
Teoría capilar. Si el tamaño de poro de un material granular es apropiado, la humedad puede desplazarse de una regi6n de gran concentraci6n a otra de menor magnitud, como resultado de la acci6n capilar más que por difusi6n. La teoría capilar presupone que un lecho de esferas no porosas se compone de particulas que rodean un espacio denominado poro. Estos poros se conectan por medio de espacios de varios tamaños, las cuales se denominan cinturas.
Conforme el agua se separa progresivamente del lecho, la curvatura de la superficie del agua en los intersticios de la capa superior de esferas aumenta y se establece una presión de succión que resulta de dicha curvatura. Al continuarse la separacidn o eliminaci6n de agua, la presi6n de succi6n adquiere un valor al cual el aire es atraído dentro de los espacios de los poros entre las capas sucesivas de las esferas.
21
Esta succi6n de entrada tambikn denominado "potencial de succión" es una medida de las fuerzas resultantes que tienden a atraer agua del interior del lecho hacia la superficie. Para un poro formado por esferas no porosas en un relleno regular, el potencial de succi6n estA dado por la expresi6n:
xu rP9
P,= - . . , . . . . . .'. (18)
donde P, = potencial de succi6n, en centímetros de agua; 0 = tensi6n superficial, en dinas/cm; p = densidad del agua, en g/cm3; g = 980 cm/s2; r = radio de la esfera, en centímetros; X = factor de relleno equivalente a 12.9 para un relleno rombotklrico y 4.8 para un
relleno cúbico.
Al proseguir el proceso de secado, la humedad de la superficie del sólido se evapora provocando el retiro ,de los meniscos de la superficie, hasta que el potencial de succi611 llega a un valor especificado por la ecuaci6n 18. En este punto los poros de la superficie se abren, el aire penetra en &tos y la humedad se redistribuye con el resultado de tener un leve descenso en el potencial de succi6n. Al proseguir la evaporacih, el potencial de succi6n aumenta una vez mas hasta alcanzar un valor de admisi6n o de entrada ligeramente mayor, momento en que se produce una redistribuci6n subsecuente.
La curva de velocidad de secado que se representa en la figura 7b se analiza desde el punto de vista de la teoría capilar. En la regi6n BC se tiene una p6rdida de humedad, ademas de un aumento gradual de la succi6n y el vaciamiento de la mayor parte de los poros de mayor tamaño del s6lido en proceso de secado. En la regi6n CE se registra un aumento de succidn conforme el contenido de humedad disminuye y se abren los poros mas finos. La secci6n ED representa una condición en la cual la humedad se elimina por difusi6n del vapor desde el interior del cuerpo, aunque existe todavía el agua suficiente en el lecho para aumentar las fuerzas capilares.
Con frecuencia, la velocidad decreciente se expresa con exactitud aceptable en la gama requerida de contenidos de humedad, utilizando una ecuaci6n similar a la dada por la difusi6n de líquido, por consiguiente, la velocidad decreciente de humedad estA dada por la expresidn:
Para materiales que obedecen a la ecuaci6n anterior, el tiempo que se lleva a cabo por el proceso de secado varia en funci6n de su espesor. Cuando la temperatura superficial durante el período de velocidad constante se encuentra al nivel de la temperatura de bulbo húmedo, se puede tomar la temperatura superficial igual a la temperatura de bulbo húmedo.
22
o ECUACIONES APROXIMADAS PARA LOS TIEMPOS DE SECADO EN LOS PERÍODOS DE VELOCIDAD DECRECIENTE. El tiempo de secado de cada uno de los casos de período de velocidad decreciente se obtiene integrando las expresiones encontradas para las velocidades de secado de cada mecanismo, cuando predomina la transferencia por el mecanismo de difusi6n y cuando la transferencia se da preferentemente por el fendmeno de capilaridad.
1. En el caso de materiales en los que el movimiento de la humedad se controla a través de la difusi6n se tiene la expresibn:
2. En el caso de materiales en que el movimiento de la humedad se controla por medio del flujo capilar se cumple la siguiente ecuaci6n 21 :
En la tabla 2 se da una clasificaci6n aproximada de materiales que siguen la trasferencia de calor ya sea por difusi6n o por capilaridad.
TABLA 2. MATERIALES QUE OBEDECEN A LOS CASOS 1 Y 2
Materiales que obedecen el caso 1 Materiales que obedecen el caso 2
1. Sistemas sólidos de una sola fase, como pigmento de pintoras, minerales por ejemplo, jab6n, gelatina, pegamento. 1. Sdlidos granulares gruesos, como arena,
2. Materiales en que el flujo de humedad 2. Madera y s6lidos similares por debajo del punto de saturaci6n de fibra. ocurre a concentraciones superiores al 3. Ultimas etapas de almidones, textiles, contenido de humedad, de equilibrio a la papel, arcilla, s6lidos hidrofílicos en saturaci6n atmosférica o por encima del secado, así como otros materiales, cuando se les estA extrayendo el agua captada.
punto de saturaci6n de fibra.
0 CONTENIDO CRÍTICO DE HUMEDAD. Para poder utilizar las ecuaciones con el fin de calcular los tiempos de desecado en. el período de velocidad decreciente, es necesario conocer los valores del contenido crítico de humedad W,. Estos valores son difíciles de obtener sin llevar a cabo pruebas reales de secado que por sí solas dm'an el tiempo de secado necesario. No obstante, en los casos en que no es factible la realizacih de dichas pruebas se debe de hacer un estimado del contenido crítico de humedad. Los valores de los contenidos críticos humedad de algunos s6lidos se estipulan en la tabla 3.
23
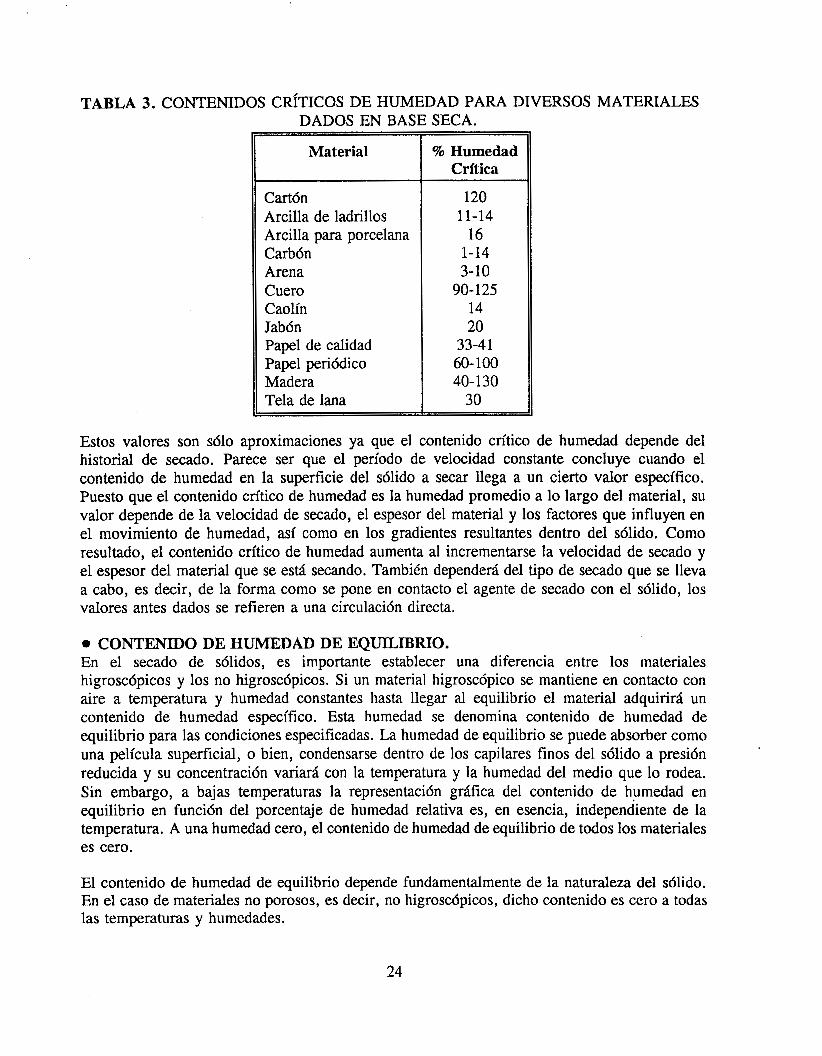
TABLA 3. CONTENIDOS CRÍTICOS DE HUMEDAD PARA DIVERSOS MATERIALES DADOS EN BASE SECA.
Material
Cart6n Arcilla de ladrillos Arcilla para porcelana Carb6n Arena Cuero Caolín Jab6n Papel de calidad Papel periódico Madera Tela de lana
% Humedad Crítica
120 11-14
16 1-14 3-10
90- 125 14 20
33-41 60- 1 O0 40- 130
30
Estos valores son s610 aproximaciones ya que el contenido crítico de humedad depende del historial de secado. Parece ser que el período de velocidad constante concluye cuando el contenido de humedad en la superficie del s6lido a secar llega a un cierto valor específico. Puesto que el contenido crítico de humedad es la humedad promedio a lo largo del material, su valor depende de la velocidad de secado, el espesor del material y los factores que influyen en el movimiento de humedad, así como en los gradientes resultantes dentro del dido. Como resultado, el contenido crítico de humedad aumenta al incrementarse la velocidad de secado y el espesor del material que se estA secando. También depender4 del tipo de secado que se lleva a cabo, es decir, de la forma como se pone en contacto el agente de secado con el sdlido, los valores antes dados se refieren a una circulación directa.
o CONTENIDO DE HUMEDAD DE EQUILIBRIO. En el secado de sdlidos, es importante establecer una diferencia entre los materiales higrosc6picos y los no higrosc6picos. Si un material higroscópico se mantiene en contacto con aire a temperatura y humedad constantes hasta llegar al equilibrio el material adquirir4 un contenido de humedad específico. Esta humedad se denomina contenido de humedad de equilibrio para las condiciones especificadas. La humedad de equilibrio se puede absorber como una película superficial, o bien, condensarse dentro de los capilares finos del sólido a presión reducida y su concentración variar4 con la temperatura y la humedad del medio que lo rodea. Sin embargo, a bajas temperaturas la representación grdfica del contenido de humedad en equilibrio en funci6n del porcentaje de humedad relativa es, en esencia, independiente de la temperatura. A una humedad cero, el contenido de humedad de equilibrio de todos los materiales es cero.
El contenido de humedad de equilibrio depende fundamentalmente de la naturaleza del sólido. En el caso de materiales no porosos, es decir, no higroscópicos, dicho contenido es cero a todas las temperaturas y humedades.
24
En el caso de materiales orghicos como la madera, papel y jab6n los contenidos de humedad de equilibrio varían regularmente a lo largo de amplias gamas conforme cambia la temperatura y humedad.
Este contenido de humedad de equilibrio de un sólido es especialmente importante en el proceso de secado, porque representa el contenido de humedad limitante en ciertas condiciones de humedad y temperatura. Si el material se seca a un contenido de humedad inferior al que posee normalmente en equilibrio con el aire atmosférico volverá a su valor de equilibrio al almacenarse, a menos que se tomen precauciones especiales.
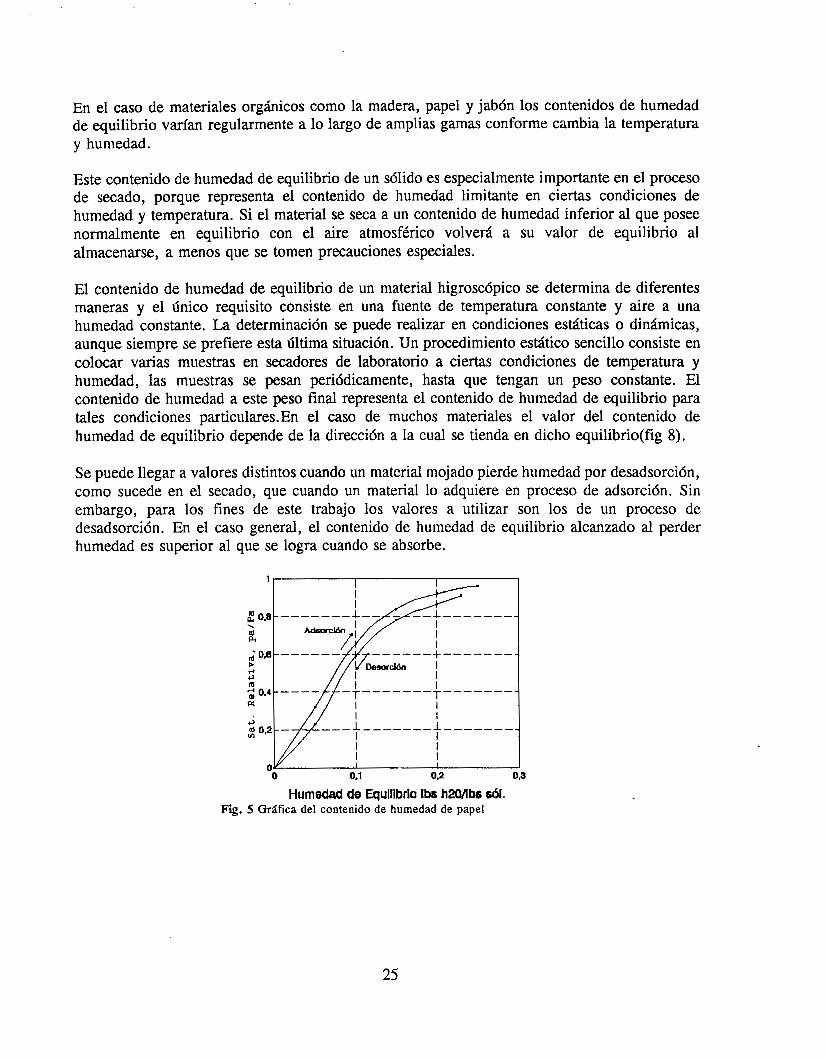
El contenido de humedad de equilibrio de un material higrosc6pico se determina de diferentes maneras y el Único requisito consiste en una fuente de temperatura constante y aire a una humedad constante. La determinaci6n se puede realizar en condiciones estAticas o dinAmicas, aunque siempre se prefiere esta última situaci6n. Un procedimiento estAtico sencillo consiste en colocar varias muestras en secadores de laboratorio a ciertas condiciones de temperatura y humedad, las muestras se pesan periddicamente, hasta que tengan un peso constante. El contenido de humedad a este peso final representa el contenido de humedad de equilibrio para tales condiciones particulares.En el caso de muchos materiales el valor del contenido de humedad de equilibrio depende de la direcci6n a la cual se tienda en dicho equilibrio(fig 8 ) .
Se puede llegar a valores distintos cuando un material mojado pierde humedad por desadsorcibn, como sucede en el secado, que cuando un material lo adquiere en proceso de adsorci6n. Sin embargo, para los fines de este trabajo los valores a utilizar son los de un proceso de desadsorcibn. En el caso general, el contenido de humedad de equilibrio alcanzado al perder humedad es superior al que se logra cuando se absorbe.
1,
Humedad de Equlllbrio l b s h W b s $61. Fig. 5 GrAfica del contenido de humedad de papel
25
3. CLASIFICACI~N Y TIPOS DE SECADORES INDUSTRIALES.
El equipo en el cual se realiza la operacidn de secado se denomina secador. El tipo de secador a emplear debe de tomar en cuenta una serie de propiedades de la sustancia a secar, así como su estado físico: sdlido, líquido, o pastoso. Por ejemplo, cuando se tiene que secar cierto tipo de alimento se debe de tener cuidado de que no se realice el proceso con temperaturas demasiado elevadas y en la presencia de oxígeno, ya que se puede propiciar el desarrollo de bacterias; cuando se seca madera, el proceso no debe de ser demasiado rápido, ya que puede repercutir en la calidad de la madera al finalizar el proceso, produciendo alabeos, o particiones, etc.
Hay varias maneras de clasificar los equipos secadores. Las dos formas más útiles se basan en:
0 Las características y propiedades físicas del material mojado. 0 El método de transmisidn de calor a los sdlidos húmedos.
El primero de ellos se basa en las características físicas de los materiales que se han de secar, mientras que el segundo se basa en el método de trasferencia de calor al material mojado que contiene el secador, además depende de diferencias de diseño y operacidn de los aparatos. Este mCtodo indica que existe cierta correlacidn entre la gran variedad de equipos secadores.
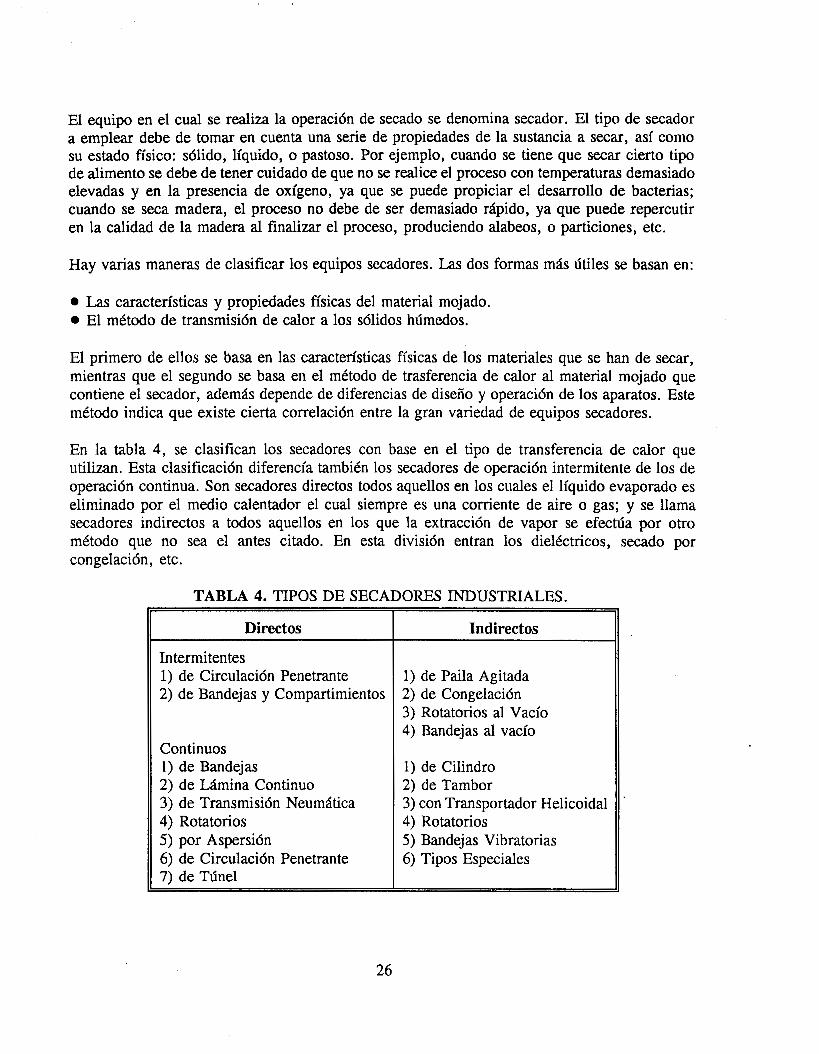
En la tabla 4, se clasifican los secadores con base en el tipo de transferencia de calor que utilizan. Esta clasificaci6n diferencia tambih los secadores de operaci6n intermitente de los de operacidn continua. Son secadores directos todos aquellos en los cuales el líquido evaporado es eliminado por el medio calentador el cual siempre es una corriente de aire o gas; y se llama secadores indirectos a todos aquellos en los que la extracción de vapor se efectúa por otro método que no sea el antes citado. En esta divisidn entran los dielktricos, secado por congelaci6n, etc.
TABLA 4. TIPOS DE SECADORES INDUSTRIALES.
Directos
[ntermitentes 1) de Circulacidn Penetrante 2) de Bandejas y Compartimientos
Continuos 1) de Bandejas 2) de Lámina Continuo 3) de Transmisi6n Neumática 4) Rotatorios 5) por Aspersidn 6) de Circulacidn Penetrante 7) de Túnel I Indirectos
1) de Paila Agitada 2) de Congelación 3) Rotatorios al Vacío 4) Bandejas al vacío
1) de Cilindro 2) de Tambor 3) con Transportador Helicoidal 4) Rotatorios 5) Bandejas Vibratorias 6) Tipos Especiales
26
. .
3.1) SECADORES DIRECTOS.
Las características generales de operaci6n de los secadores directos son:
1. El secado se efectúa por transferencia de calor por convecci6n entre los gases calientes y el s6lido mojado, en donde el flujo de gases extrae el líquido vaporizado y separa el vapor, 2. El agente de secado puede ser aire calentado por vapor, gases de combusti6n, gas inerte calentado (nitr6geno por ejemplo), o vapor de agua sobrecalentado. 3. Las temperaturas de secado vm'an hasta 750 "C que es la temperatura limitante para casi todos los metales estructurales de uso común. A mayores temperaturas, la radiacidn se convierte en un mecanismo de transmisi6n de calor de suma importancia. 4. A temperaturas de gases inferiores al punto de ebullicidn, el contenido de vapor de un gas influye en la velocidad de secado y el contenido final de humedad del sólido. Con temperaturas de gases superiores al punto de ebullici6n en todos los puntos, el contenido de vapor del gas tiene s610 un ligero efecto de retraso en la velocidad de secado y el contenido final de humedad. Por lo tanto, los vapores sobrecalentados del líquido que se esta separando pueden servir para desecar. 5. Para el secado a temperaturas bajas y cuando las humedades atmosfkricas son excesivamente elevadas, quiz6 sea necesario deshumidificar el aire utilizado para el secado del material. 6. Un secador directo consume mis combustible por kilogramo de agua evaporada, mientras m6s bajo sea el contenido de humedad. 7. La eficiencia mejora al aumentarse la temperatura del gas de entrada a una temperatura de salida constante. 8. Debido a las grandes cantidades de gas que se necesitan para abastecer todo el calor de secado, el equipo de recuperaci6n del polvo, pude ser muy grande y costoso cuando se trata de partículas muy pequeñas.
0 SECADORES DE BANDETAS Y COMPARTIMIENTOS. Un secador de bandejas o compartimientos es un equipo totalmente cerrado y aislado, de funcionamiento intermitente, en el cual los sólidos se colocan en grupos de bandejas en el caso de partículas de s6lidos , o amontonados en pilas en el caso de objetos voluminosos. La transmisi6n de calor es directa del gas a los s6lidos utilizando la circulaci6n de grandes volúmenes de aire caliente. Se utilizan especialmente para el secado de madera, artículos cerAmicos, madejas de textiles, artículos pintados, cueros, etc. En estos secadores, el sdlido a secar se apila en bandejas que se pueden colocar sobre perchas fijas o m6viles.
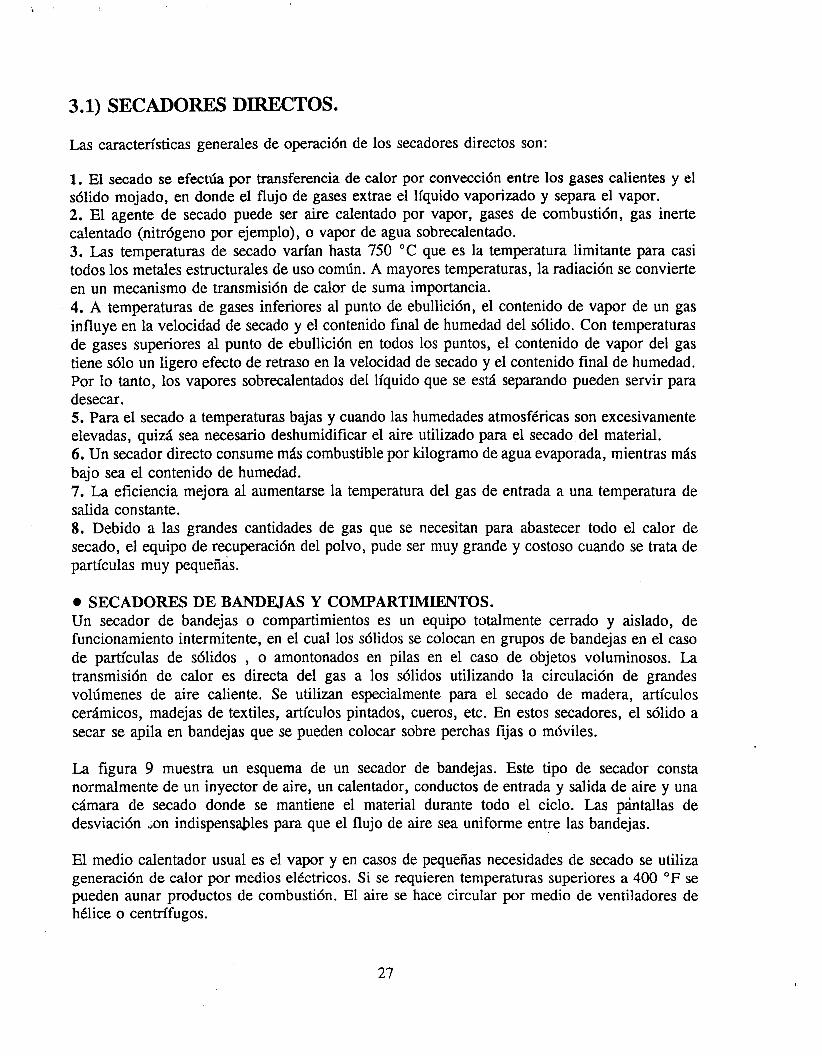
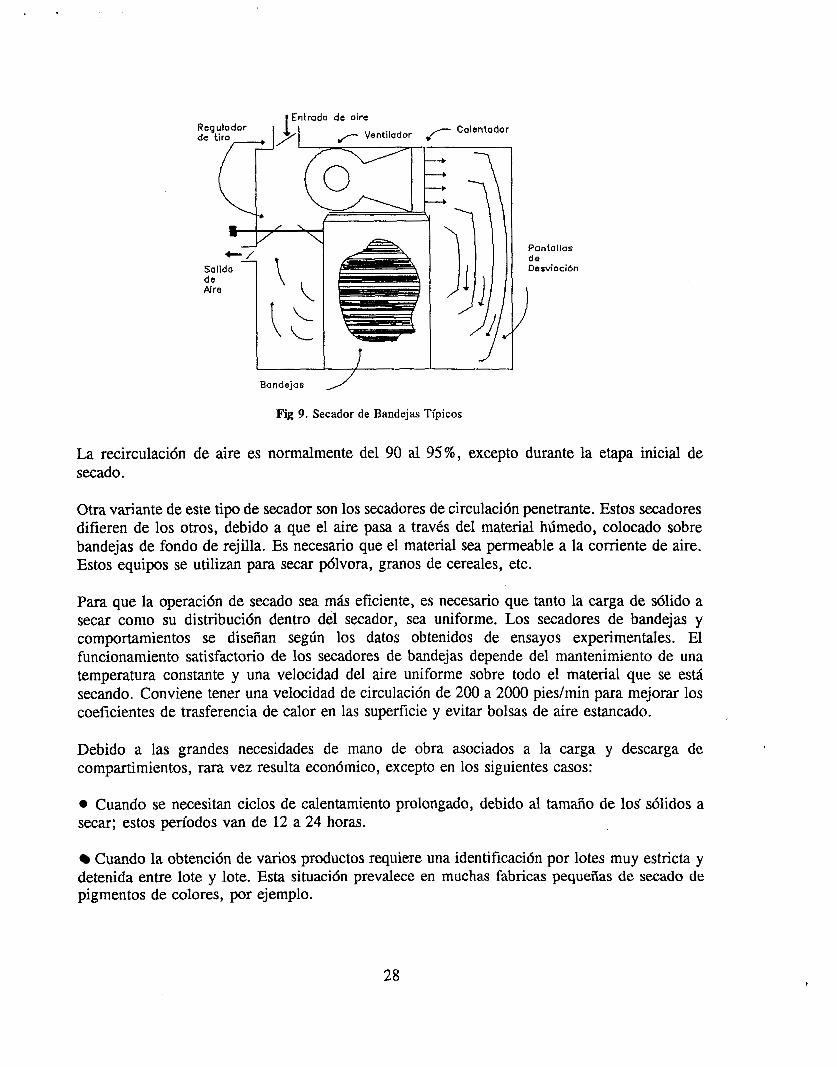
La figura 9 muestra un esquema de un secador de bandejas. Este tipo de secador consta normalmente de un inyector de aire, un calentador, conductos de entrada y salida de aire y una cimara de secado donde se mantiene el material durante todo el ciclo. Las pintallas de desviaci6n ,on indispensables para que el flujo de aire sea uniforme entre las bandejas.
El medio calentador usual es el vapor y en casos de pequeñas necesidades de secado se utiliza generaci6n de calor por medios elktricos. Si se requieren temperaturas superiores a 400 O F se pueden aunar productos de combusti6n. El aire se hace circular por medio de ventiladores de h6lice o centrífugos.
27
I Entrado de oire
Ventilador Co'entodor
Pantollas
Desviocibn de
I I I I I
Bandejas
Fig 9. Secador de Bandejas Típicos
La recirculacidn de aire es normalmente del 90 al 95%, excepto durante la etapa inicial de secado.
Otra variante de este tipo de secador son los secadores de circulaci6n penetrante. Estos secadores difieren de los otros, debido a que el aire pasa a través del material húmedo, colocado sobre bandejas de fondo de rejilla. Es necesario que el material sea permeable a la corriente de aire. Estos equipos se utilizan para secar p6lvora, granos de cereales, etc.
Para que la operaci6n de secado sea mds eficiente, es necesario que tanto la carga de sólido a secar como su distribucidn dentro del secador, sea uniforme. Los secadores de bandejas y comportamientos se diseñan según los datos obtenidos de ensayos experimentales. El funcionamiento satisfactorio de los secadores de bandejas depende del mantenimiento de una temperatura constante y una velocidad del aire uniforme sobre todo el material que se esG secando. Conviene tener una velocidad de circulación de 200 a 2000 pies/min para mejorar los coeficientes de trasferencia de calor en las superficie y evitar bolsas de aire estancado.
Debido a las grandes necesidades de mano de obra asociados a la carga y descarga de compartimientos, rara vez resulta econdmico, excepto en los siguientes casos:
0 Cuando se necesitan ciclos de calentamiento prolongado, debido al tamaño de los' sólidos a secar; estos períodos van de 12 a 24 horas.
Cuando la obtención de varios productos requiere una identificación por lotes muy estricta y detenida entre lote y lote. Esta situaci6n prevalece en muchas fabricas pequeiías de secado de pigmentos de colores, por ejemplo.
28
. . .
o La cantidad de material que se va a procesar no justifica la inversión de un equipo continuo más costoso. Este caso se aplica a muchas operaciones farmackuticas de secado.
Las velocidades de evaporaci6n total en equipos secadores de este tipo pueden alcanzar hasta 0.3 lb/hora por cada pie2 de bandeja. La eficiencia alcanzada varia entre el 20 y el 50 % , por lo cual son pocos eficaces. No obstante, es dificil encontrar otra alternativa t h i c a o económica, por lo cual una optimización energCtica y eficientización mdxima del sistema, sería la mejor opci6n para este tipo de secador.
0 SECADORES DE TúNEL Y SECADORES CONTINUOS DE BANDEJAS. Los secadores de túnel constan ordinariamente de una larga cámara cerrada o túnel por la que pasan carretillas con el material mojado al mismo tiempo que se hace circular aire caliente a través de las carretillas. La corriente de aire puede ser paralela al movimiento de las carretillas o ir en contracorriente o en hgulo recto (corriente cruzada) con dicho movimiento. Las carretillas se mueven de manera continua o semicontinua por el túnel.
Estos secadores pueden operar de manera adiabática, esto es, sin agregar calor al túnel, o bien se recalienta periddicamente el aire durante el paso por el túnel. El material húmedo se coloca en las bandejas de las carretillas, de igual manera que el material granular. Los artículos comestibles, cargas de rayón y artículos de losa se ponen sobre bastidores.
Cuando el túnel estA lleno, una de las carretillas debe de ser extraída por el extremo de descarga al mismo tiempo que se introduce otra por el extremo de admisidn del secador.
Otro tipo de secador continuo de bandejas llamado turbosecador, consta de un túnel vertical cilíndrico dentro del que gira una serie de bandejas circulares; el borde de cada bandeja circular tiene una ranura radial por la que se descarga el material húmedo por medio de raspadores fijos, de tal modo que el material cae a la bandeja inferior.
Los secadores de este tipo más empleados, son los secadores continuos de circulación penetrante. En esta clase de equipos se efectúa el secado haciendo circular aire caliente a través de una capa permeable de material húmedo que pasa continuamente por la cámara de secado. Este proceso es mucho m& rApido que en los secadores ordinarios de bandejas, en virtud de la mayor superficie de secado y de la corta distancia que recorre la humedad interna.
En Cstos secadores el material húmedo debe estar distribuido adecuadamente para que sea atravesado por el aire. Algunos materiales e s h en estado de permeabilidad. Otros deben ser sometidos antes del secado a un tratamiento permeabilizador, el cual puede ser por la formación de ranuras por medio de un filtro giratorio, por granulación y por extrusión.
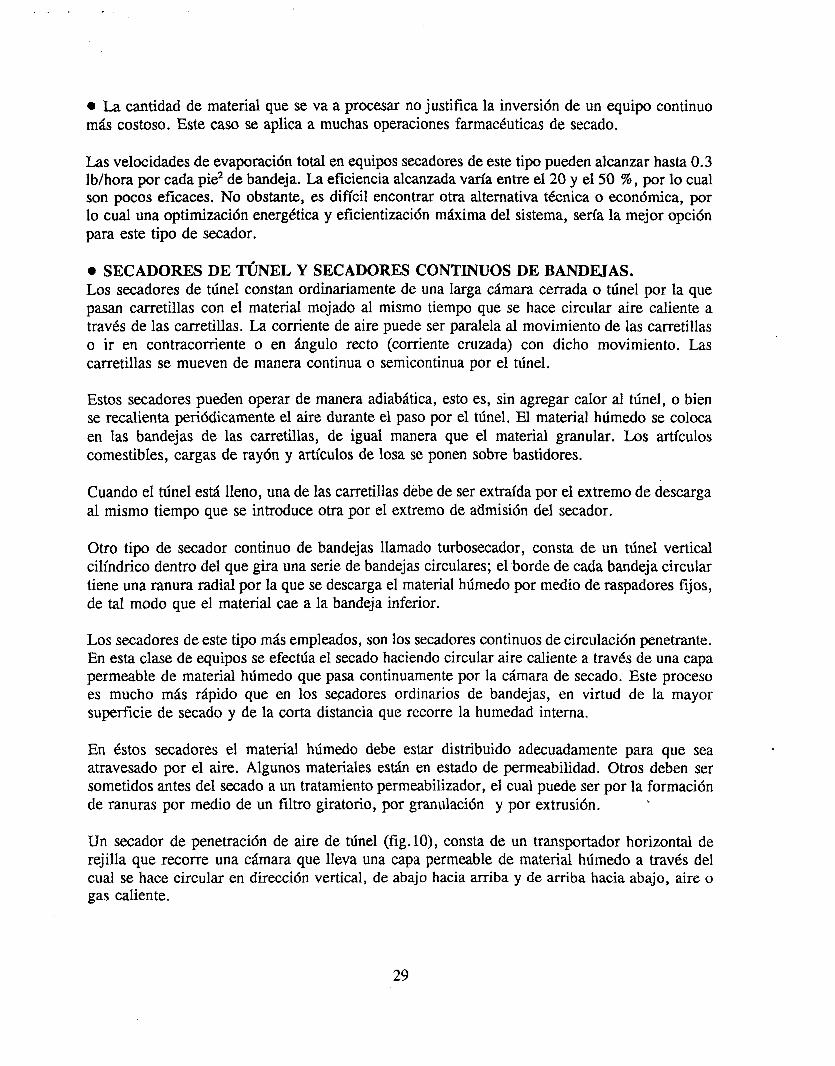
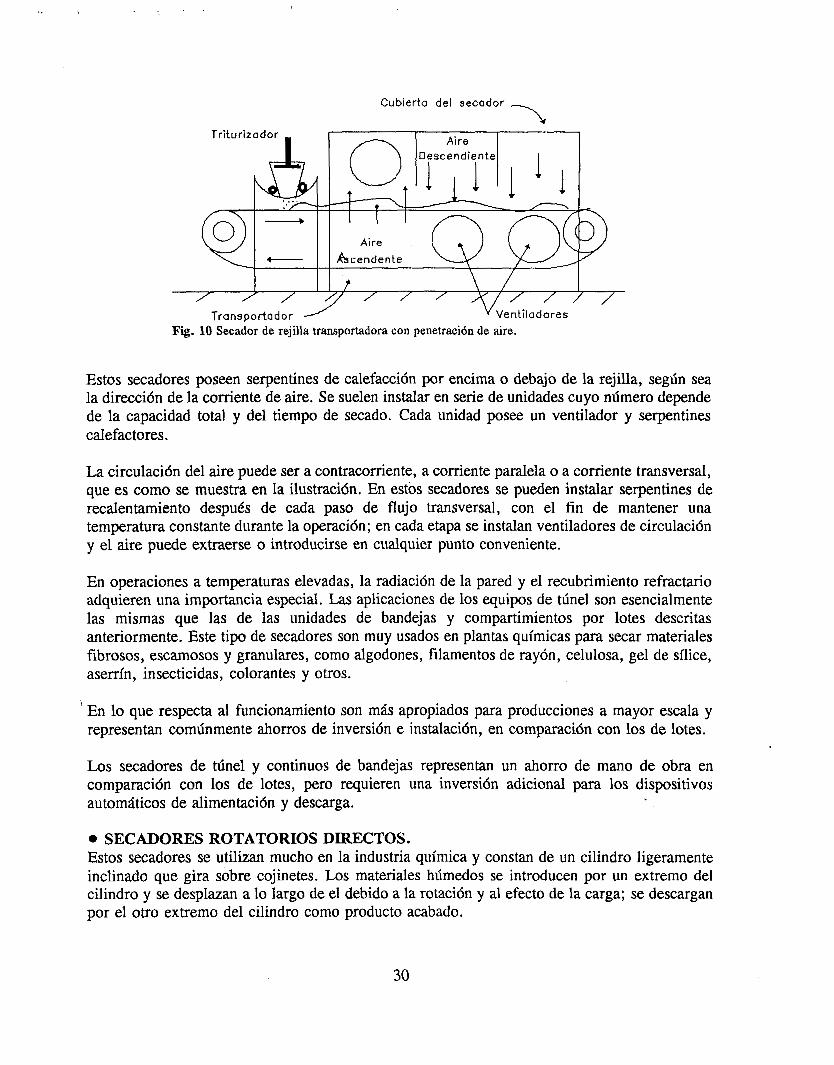
Un secador de penetración de aire de túnel (fig. lo), consta de un transportador horizontal de rejilla que recorre una cámara que lleva una capa permeable de material húmedo a travks del cual se hace circular en direccidn vertical, de abajo hacia arriba y de arriba hacia abajo, aire o gas caliente.
29
Cubierta del secador "l
Triturizador ~ I I I
Alre
+" a c e n d e n t e /
\ / t \ /
/ / / / / / , Transportador Ventiladores
Fig. 10 Secador de rejilla transportadora con penetración de aire.
? 7
Estos secadores poseen serpentines de calefacción por encima o debajo de la rejilla, según sea la direcci6n de la corriente de aire. Se suelen instalar en serie de unidades cuyo número depende de la capacidad total y del tiempo de secado. Cada unidad posee un ventilador y serpentines calefactores.
La circulaci6n del aire puede ser a contracorriente, a corriente paralela o a corriente transversal, que es como se muestra en la ilustraci6n. En estos secadores se pueden instalar serpentines de recalentamiento despuCs de cada paso de flujo transversal, con el fin de mantener una temperatura constante durante la operaci6n; en cada etapa se instalan ventiladores de circulación y el aire puede extraerse o introducirse en cualquier punto conveniente.
En operaciones a temperaturas elevadas, la radiación de la pared y el recubrimiento refractario adquieren una importancia especial. Las aplicaciones de los equipos de túnel son esencialmente las mismas que las de las unidades de bandejas y compartimientos por lotes descritas anteriormente. Este tipo de secadores son muy usados en plantas químicas para secar materiales fibrosos, escamosos y granulares, como algodones, filamentos de rayón, celulosa, gel de sílice, aserrín, insecticidas, colorantes y otros.
\ En lo que respecta al funcionamiento son m6s apropiados para producciones a mayor escala y representan comúnmente ahorros de inversidn e instalaci~in, en comparaci6n con los de lotes,
Los secadores de túnel y continuos de bandejas representan un ahorro de mano de obra en comparaci6n con los de lotes, pero requieren una inversi6n adicional para los dispositivos autom6ticos de alimentaci6n y descarga.
0 SECADORES ROTATORIOS DIRECTOS. Estos secadores se utilizan mucho en la industria química y constan de un cilindro ligeramente inclinado que gira sobre cojinetes. Los materiales húmedos se introducen por un extremo del cilindro y se desplazan a lo largo de el debido a la rotación y al efecto de la carga; se descargan por el otro extremo del cilindro como producto acabado.
30
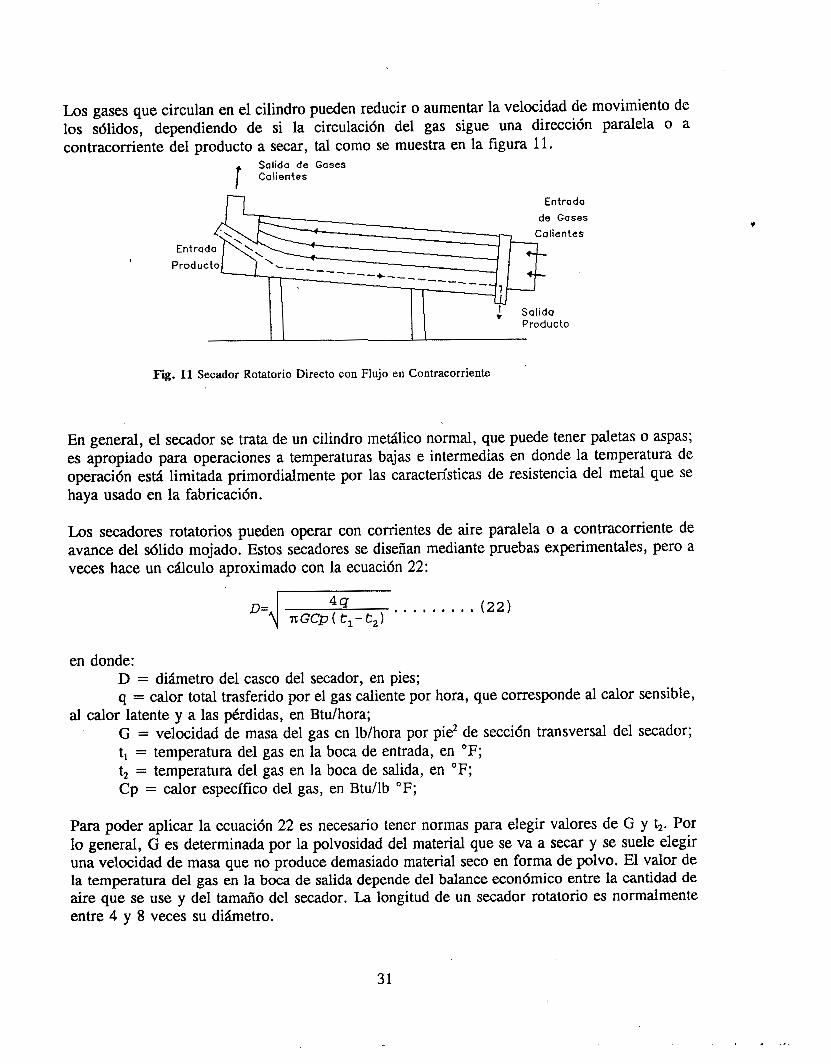
Los gases que circulan en el cilindro pueden reducir o aumentar la velocidad de movimiento de los sdlidos, dependiendo de si la circulacidn del gas sigue una direccidn paralela o a contracorriente del producto a secar, tal como se muestra en la figura 11.
1 Calientes Salida de Gases
n Entrada de Gases
. Calientes - c"
"""""+"" -
""""~
+- - y Salido Producto
Fig. 11 Secador Rotatorio Directo con Flujo en Contracorriente
En general, el secador se trata de un cilindro metdico normal, que puede tener paletas o aspas; es apropiado para operaciones a temperaturas bajas e intermedias en donde la temperatura de operacidn estA limitada primordialmente por las caracteristicas de resistencia del metal que se haya usado en la fabricacidn.
Los secadores rotatorios pueden operar con corrientes de aire paralela o a contracorriente de avance del sdlido mojado. Estos secadores se diseñan mediante pruebas experimentales, pero a veces hace un cAlculo aproximado con la ecuacidn 22:
en donde: D = diametro del casco del secador, en pies; q = calor total trasferido por el gas caliente por hora, que corresponde al calor sensible,
G = velocidad de masa del gas en lb/hora por pie2 de seccidn transversal del secador; tl = temperatura del gas en la boca de entrada, en OF; t2 = temperatura del gas en la boca de salida, en O F ;
Cp = calor específico del gas, en Btu/lb O F ;
al calor latente y a las ptkdidas, en Btu/hora;
Para poder aplicar la ecuacidn 22 es necesario tener normas para elegir valores de G y t2. Por lo general, G es determinada por la polvosidad del material que se va a secar y se suele elegir una velocidad de masa que no produce demasiado material seco en forma de polvo. El valor de la temperatura del gas en la boca de salida depende del balance econdmico entre la cantidad de aire que se use y del tamaño del secador. La longitud de un secador rotatorio es normalmente entre 4 y 8 veces su di4metro.
31
. . ..

- . . .
Los equipos rotatorios se aplican al procesamiento de sdlidos tanto por lotes, como continuo, que tienen un movimiento de circulaci6n relativamente libre y el producto que descarga es granular. Este tipo de secador a comparaci6n de otros es de funcionamiento más sencillo y econ6mico en lo que respecta a su construccidn. Se emplean cuando se puede tolerar el contacto directo entre los s6lidos a secar y los gases de combustidn o aire, dependiendo el agente de secado que se pueda utilizar.
Puesto que la carga calorífica del gas se debe introducir o eliminar en la corriente de gas, casi siempre se necesitan grandes volúmenes de gas y altas velocidades del mismo. Estas últimas rara vez son menores que 100 pies/min en un diseño econ6mico. Por tanto, es probable que el uso de equipos rotatorios directos con s6lidos que contienen partículas extremadamente finas genere pérdidas de arrastre excesivas en la corriente de gas de salida.
El equipo rotatorio debe de estar completamente aislado. Este es un aspecto particularmente necesario en unidades rotatorias directas a comente paralela. Cuando el cilindro no esa bien aislado no es extraño que el enfriamiento del producto en la cubierta ocurra entre el último 10 y 50% de longitud del mismo.
Para asegurar una mejor operacidn, la velocidad de alimentación para los equipos rotatorios se debe regular de una manera muy minuciosa, como tambih se debe uniformar la cantidad y la calidad. Puesto que las temperaturas de los s6lidos son difíciles de medir y los cambios se detectan con cierta lentitud, la mayoría de las operaciones en equipos rotatorios se controlan por medios indirectos. En este tipo de secadores rotativos, las temperaturas del gas de entrada y a la salida se miden y regulan como si se tratara de secadores y hornos directos.
O SECADORES DE CONDUCCI~N NEUMÁTICA, Este tipo de secadores, funcionan con base en la conducci6n y secado simultáneos de un sólido húmedo en un chorro de gas caliente a gran velocidad. En estos secadores se utilizan temperaturas hasta de 750 "C y , como es breve el tiempo de contacto, la temperatura del gas llega a ser mayor que la de descomposici6n del material. El chorro de gas obra como medio transportador y calentador, con velocidad de 73 pies sobre segundo. Con frecuencia, el material húmedo se halla en forma tal que se requiere alguna fuerza desintegrante para que pueda ser transportado. En tales casos, se emplea algún molino o desintegrador y los gases calientes se hacen circular a través del material durante la desintegración, con lo cual se obtiene 70% del secado. Los secadores de este tipo tienen nombres diversos, tales domo "secadores relámpagos", secadores de dispersidn, etc.
Estos secadores sirven para secar materiales granulares que corren fácilmente, tales como la hulla, el suero de leche, y el cloruro de sodio, así como lodos y s6lidos granulares semejantes. Normalmente se acostumbra recircular productos secos con el material húmedo de alimentaci6n para facilitar la dispersi6n y manejo.
0 SECADORES POR ASPERSI~N. Estos secadores producen un estado líquido de suma dispersión en una zona de gas de alta temperatura, hasta de 750 "C.
32
La divisi6n en finísimas gotas de líquido se logra por medio de:
0 Una boquilla de fuerte presi6n; O Boquilla de dos chorros de líquido; O Discos que giran a gran velocidad.
Con estos atomizadores se puede pulverizar suficientemente para que se efectúe el secado de lodos pastosos y otros líquidos. Generalmente, la atomizacih fina no produce gran porcentaje de gotitas de menos de 5 micras de dihmetro. El tamaño de partícula es la llamada atomizacidn gruesa, que es de alrededor de 200 a 600 micras. Por la alta raz6n de superficie a volumen de las gotas pequefias, el tiempo efectivo de secado por aspersidn puede ser mucho menor de un segundo en operaciones a alta temperatura y comúnmente es inferior a uno o dos segundos en atomizaciones gruesas a bajas temperaturas.
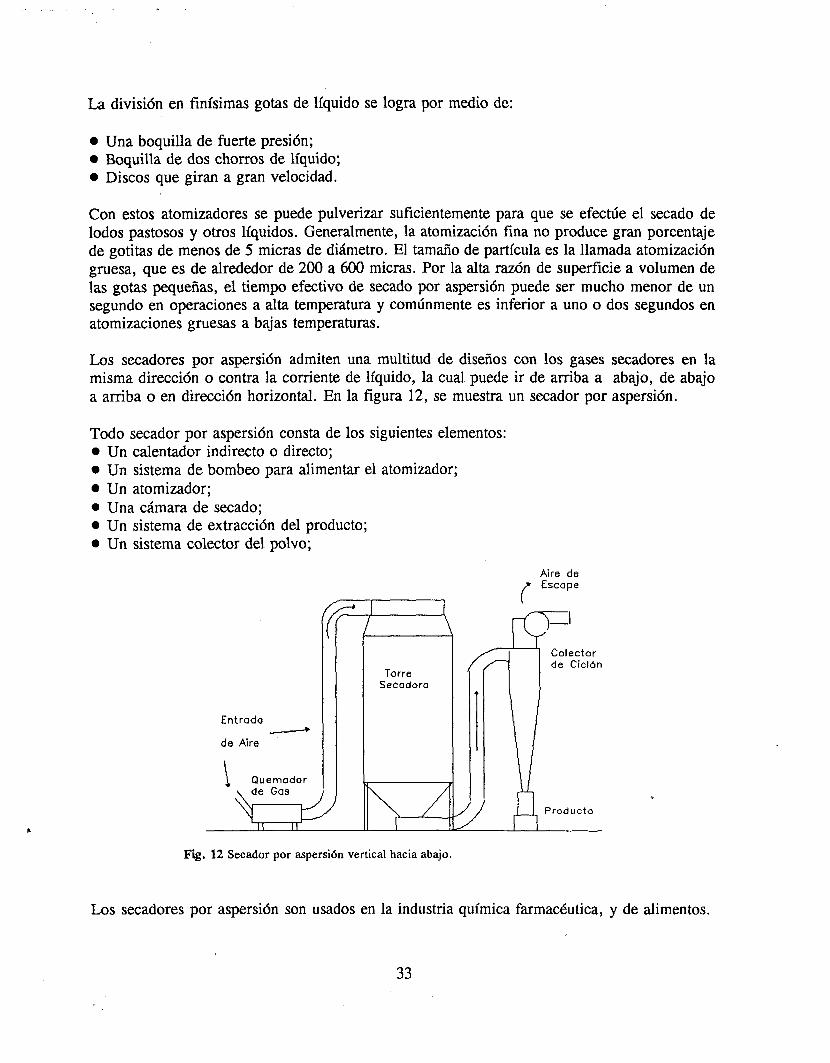
Los secadores por aspersi6n admiten una multitud de diseños con los gases secadores en la misma direccih o contra la corriente de líquido, la cual puede ir de arriba a abajo, de abajo a arriba o en direcci6n horizontal. En la figura 12, se muestra un secador por aspersidn.
Todo secador por aspersi6n consta de los siguientes elementos: O Un calentador indirecto o directo; O Un sistema de bombeo para alimentar el atomizador; 0 Un atomizador; 0 Una cámara de secado; O Un sistema de extracción del producto; 0 Un sistema colector del polvo;
Entrado
de Aire /
Quemador \ de Gas
I I
A
I 1 I I
Torre Secadora
r Aire de
Fig. 12 Secador por aspersión vertical hacia abajo.
Los secadores por aspersidn son usados en la industria química farmackutica, y de alimentos.
33
3.2) SECADORES INDIRECTOS.
Los secadores directos difieren de los indirectos en la transmisión de calor y la separación de vapor.
v
l. El calor se transfiere al material húmedo por conduccih a traves de una pared de retención de s6lidos, casi siempre de naturaleza memica. 2. Las temperaturas de superficie pueden variar desde niveles inferiores al de congelaci6n, hasta mayores de 550 "C, en el caso de secadores indirectos calentados por medio de productos de combusti6n. 3. Los secadores indirectos son apropiados para secar a presiones reducidas y en atm6sferas inertes, para poder recuperar los disolventes y evitar así la formación de mezclas explosivas o la oxidaci6n de materiales que se descomponen con facilidad. 4. Los secadores indirectos que utilizan fluidos de condensación como medio de calentamiento son, en general, econ6micos desde el punto de vista del consumo de calor, ya que suministran calor sólo de acuerdo con la demanda hecha por el material que se estA secando. 5. La recuperación de polvos y materiales finamente pulverizados se maneja de un modo más satisfactorio en secadores indirectos que en directos. 6. Su funcionamiento se caracteriza por algún método de agitaci6n para aumentar el contacto entre el material húmedo y la superficie metAlica caliente, así como para efectuar un cambio continuo de material húmedo en la superficie caliente. La naturaleza de dicho contacto determina la velocidad de secado total de los secadores indirectos. Los materiales granulares pesados dan mayor coeficiente de transferencia de calor de contacto que los materiales s6lidos voluminosos y floculentos.
0 SECADORES DE ANAQUELES AL VACÍO. Este tipo de secadores indirectos de operaci6n intermitente constan normalmente de una chmara cúbica hermética para vacío, de hierro o acero, anaqueles calentados en el interior de la cámara, un aparato para producción de vacío y uno de condensaci6n.
Se pone el material en los anaqueles calentados y se forma el vacío necesario. La transferencia de calor se hace sólo por conducción a través de superficies metálicas en contacto con el material mojado. Estos secadores se usan mucho para secar productos farmacCuticos, materiales termosensibles o que se oxidan fácilmente y pequeños lotes de productos muy costosos, cuando es necesario evitar cualquier perdida de producto. TambiCn es particularmente útil para secar pequeños lotes de materiales humedecidos con disolventes tóxicos o valiosos, que es necesario recobrar posteriormente. Los materiales de granulaci6n muy fina se pueden secar con una pCrdida ínfima de polvo y los sólidos higroscópicos se secan totalmente a temperatura menor que la que se requiere en secadores atmosféricos.
SECADORES AL VACÍO POR CONGELACI~N. Estos secadores se usan principalmente para secar materiales que serían destruidos por la pérdida de ingredientes volPtiles. Se seca el material en estado de congelacidn, de suerte que el hielo se sublima y se convierte directamente en vapor de agua.
34
Como el material se seca en estado rígido de congelacidn y no puede haber contraccidn, la estructura del sdlido seco que resulta suele ser porosa y el producto se disuelve fhcilmente cuando es necesario que se efectúe sin dificultad la solucidn,
El equipo que se utiliza para esta clase de secado consta de una cimara donde se efectúa la sublimacidn, una tubería para el transporte de los vapores y un sistema para extraer gases y vapores. La cdmara secadora puede ser un aparato secador normal de anaqueles al vacío para materiales que se ponen en frascos o bandejas, o bien se hacen diseños especiales con arreglo a las necesidades.
La tubería debe de tener capacidad suficiente para grandes volúmenes de vapor producido por el bajo vacío que se requiere para vaporizar el hielo. Es conveniente extraer los vapores condensables antes de que penetren en el sistema de bombeo para evitar que se sobrecarge la bomba. La extraccidn se puede efectuar mediante la congelacidn sobre superficies frías, por absorci6n en líquidos desecantes, etc.
El secado por congelacidn se usa para secar sueros, plasma sanguíneo, penicilina, jugo de naranja, café, enzimas y otras sustancias farmacéuticas y bioldgicas inestables.
0 SECADORES DE PAILA CON AGITACI~N. Este tipo de secador indirecto intermitente, consta de una paila o cuenco en que se agita el material mojado en contacto con superficies calientes. La operacidn se efectúa a la presidn atmosf6rica o al vacío. Estos secadores sirven para secar pequeños lotes de materiales que puedan ser agitados durante el período de secado. Son adecuados para pastas y lodos, y para materiales que contienen disolventes valiosos que es necesario recuperar. Por regla general se aplica el calor mediante vapor de agua, pero se puede utilizar otro líquido caliente.
0 SECADORES ROTATORIOS INDIRECTOS. Este tipo de secador es semejante mechicamente y en su aspecto a los secadores rotatorios directos antes descritos. Se diferencian principalmente en que el calor es transferido al material por medio del casco metidico o por tubos de vapor colocados alrededor de éste y no por medio de gases calientes, que era el caso de los secadores rotatorios directos.
El tipo mds sencillo de secador rotatorio indirecto consta de un cilindro rotatorio encajado en una cubierta de ladrillo o acero, que es también la cimara de combusti6n. Los gases de combustidn pasan directamente a una chimenea, o bien se aprovechan pashdolos por un cilindro giratorio conckntrico dentro del secador. La pared interior del cilindro secador principal y la pared exterior de conducto interior de aire caliente estAn provistas de paletas. Los vapores cargados de humedad salen por el extremo de alimentacidn del secador mediante una’chimenea o escape.
En otro tipo de secador, los gases calientes pasan por un cilindro interior concéntrico acanalado y luego regresan por paletas huecas del cilindro exterior. Hay otro diseño en que los gases calientes pasan por tubos fijos que se extienden en toda la longitud del cilindro secador giratorio y est&n fijos simétricamente en uno, dos o tres círculos conchtricos al interior del cilindro, con el cual giran.
35
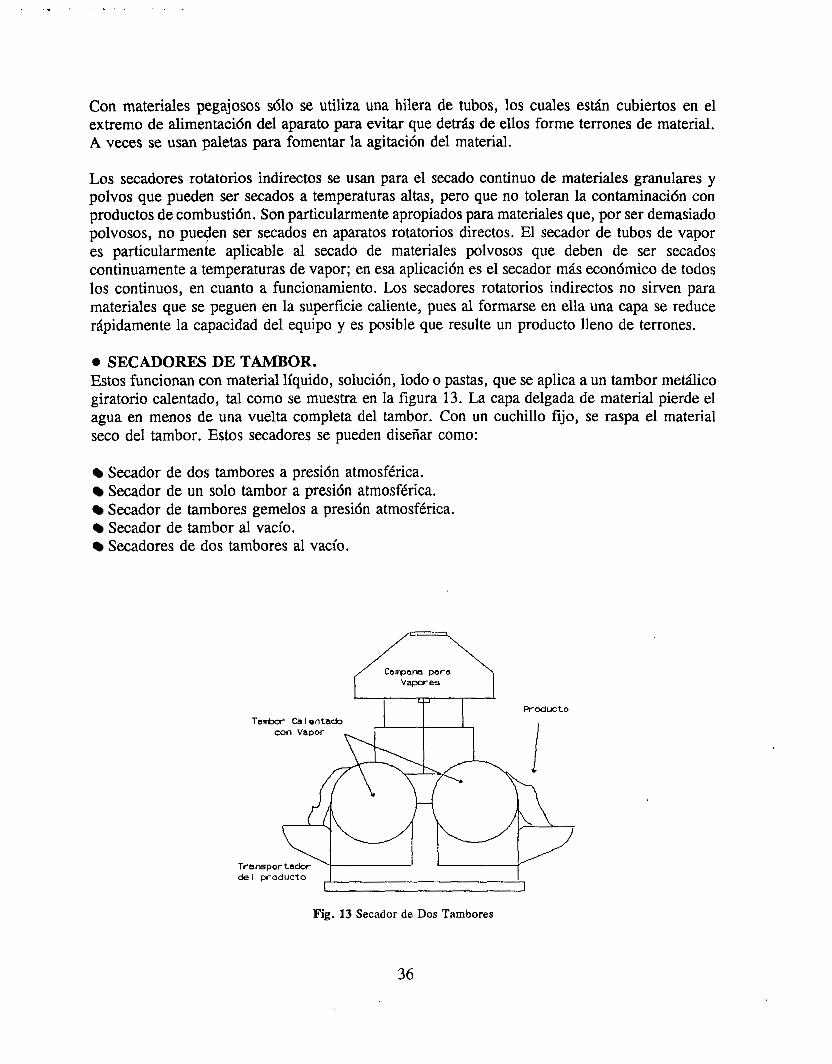
. .* . _ .
Con materiales pegajosos s610 se utiliza una hilera de tubos, los cuales est4.n cubiertos en el extremo de alimentaci6n del aparato para evitar que deMs de ellos forme terrones de material. A veces se usan paletas para fomentar la agitaci6n del material.
Los secadores rotatorios indirectos se usan para el secado continuo de materiales granulares y polvos que pueden ser secados a temperaturas altas, pero que no toleran la contaminaci6n con productos de combusti6n. Son particularmente apropiados para materiales que, por ser demasiado polvosos, no pueden ser secados en aparatos rotatorios directos. El secador de tubos de vapor es particularmente aplicable al secado de materiales polvosos que deben de ser secados continuamente a temperaturas de vapor; en esa aplicaci6n es el secador más econ6mico de todos los continuos, en cuanto a funcionamiento. Los secadores rotatorios indirectos no sirven para materiales que se peguen en la superficie caliente, pues al formarse en ella una capa se reduce rápidamente la capacidad del equipo y es posible que resulte un producto lleno de terrones.
0 SECADORES DE TAMBOR. Estos funcionan con material líquido, solución, lodo o pastas, que se aplica a un tambor metálico giratorio calentado, tal como se muestra en la figura 13. La capa delgada de material pierde el agua en menos de una vuelta completa del tambor. Con un cuchillo fijo, se raspa el material seco del tambor. Estos secadores se pueden diseñar como:
Secador de dos tambores a presi6n atmosférica. Secador de un solo tambor a presidn atmosférica. Secador de tambores gemelos a presi6n atmosférica. Secador de tambor al vacío. Secadores de dos tambores al vacío.
Tan-&r Ca I entado con Vapor
PTOduCto
d e l producto I I I
Fig. 13 Secador de Dos Tambores
36
Como el producto se calienta por un tiempo breve, puede aproximarse a la temperatura del tambor sin efecto perjudicial por sobrecalentamiento.
En el secador de dos tambores, la direccidn de la rotacidn es descendente en el espacio entre ambos. El dep6sito de liquido entre los tambores se calienta hasta el punto de ebullici6n y se concentra parcialmente por medio de la superficie caliente de tambores. Como el líquido que se adhiere a las superficies de los tambores, tiene que pasar por el estrecho espacio que queda entre ellos, se distribuye uniformemente. El espesor de la película se regula ajustando el espacio libre. Se puede distribuir el líquido entre los tambores por medio de un tubo perforado; de un canal con bordes aserrados o de un tubo de vaivCn suspendido en la campana de vapor.
o SECADORES DE CILINDROS. Se le llama tambiCn secadores de botes o rodillos secadores; se distinguen de los de tambor en que se usan para materiales en forma de l4mina continua. Pueden constar de un cilindro grande, pero normalmente tienen varios cilindros dispuestos de manera que una capa continua de material pase en serie sobre ellos. Son característicos los secadores Fourdrinier para papel, los secadores de celofh, las cortadoras para telas en piezas y fibras textiles, etc.
Los cilindros se disponen de diversas maneras, generalmente en dos hileras horizontales una por encima de otra, de suerte que los rodillos superiores quedan sobre los espacios de la hilera inferior. En cada hilera, los cilindros quedan juntos. El material húmedo en lamina se pone en contacto con la superficie inferior de los rodillos inferiores, pasa a los de arriba y se pone en contacto con más de la mitad de la superficie total de los cilindros.
TambiCn se pueden disponer los cilindros en una sola hilera horizontal, en más de dos hileras; o en una o m8s hileras verticales. Cuando se desea que haga contacto un solo lado de la lamina con el cilindro secador, se usan rodillos de guía sin calentar para conducir la lamina de un cilindro a otro. Para materiales en lamina que se contraen al secarse, es necesario hacer que giren los cilindros con velocidad decreciente en todo el secador. Esto requerir4 de un propulsor elkctrico para cada cilindro.
Los secadores de cilindro suelen funcionar a la presidn atmosfkrica; pero algunos como el secador Milton de papel funciona al vacío. Los cilindros se calientan normalmente con vapor; pero algunos secadores de un solo cilindro se calientan con gas. El aire húmedo alrededor de la superficie de la l4mina se extrae generalmente por tiro natural de aire que se forma mediante campanas colocadas sobre los cilindros secadores; pero en algunos casos se hace fluir aire atmosfkrico o calentado sobre la lamina para aumentar la velocidad de secado. En el caso de secadores de pulpa y papel se mantiene la hoja en contacto con los rodillos por medio de una correa sin fin que absorbe la humedad de la hoja y se seca ella misma.
0 SECADORES POR RADIACI~N INFRARROJA. Estos secaqores funcionan bajo el principio de transferencia de calor radiante, que puede ser generado por electricidad mediante lámparas incandescentes o por cuerpos refractarios incandescentes calentados con gas.
37
En general, el foco elktrico de calor radiante se calienta a temperaturas de alrededor de 2500 OK, lo cual distingue tal radiaci6n de la de rayos infrarrojos de corta longitud de onda que se obtienen de superficies calentadas con vapor u otras superficies a menos de 800 OK. Los secadores infrarrojos que funcionan con limparas elktricas suelen estar dispuestos en forma de túnel con filas de limparas, por el cual pasa un transportador que conduce el material que se va a secar. La forma del túnel va a depender de la forma de los objetos a secar y de la concentracidn de energía.
En el secado por radiaci6n infrap-oja la temperatura que se alcanza es mucho mayor que cualquier temperatura de bulbo húmedo y depende de lo siguiente:
0 Intensidad de la radiaci6n en la superficie del material. 0 Porcentaje de energía absorbida por el material. 0 Capacidad tkrmica del mismo.
Disipaci6n de calor al ambiente.
El uso de radiaci6n infrarroja para eliminar humedad de s6lidos se restringe normalmente al secado de películas delgadas o de material en limina. Por lo general, no es aplicable al secado de objetos grandes ni de material en que el flujo de humedad interna es el factor predominante en el proceso de secado. Probablemente la mayor aplicacidn que tiene este mktodo es el secado de películas de pintura, así como el calentamiento previo de artículos o superficies delgadas. Estas aplicaciones se diferencian un tanto del secado que necesita gran cantidad de calor para la evaporaci6n. -
Como los rayos infrarrojos son absorbidos ficilmente por el agua penetran muy poco en el interior de s6lidos empapados; por consiguiente, los didos gruesos sólo se calientan en el interior por conducci6n. La velocidad del secado depende principalmente de la capacidad de absorcidn de la superficie que recibe la radiacidn y de la disipacidn de calor al ambiente.
0 SECADORES DIELÉCTRICOS. Para efectuar el secado en secadores dielktricos, se calienta el material en un fuerte campo electroskitico, el cual es producido por voltaje de alta frecuencia. En su forma mAs sencilla, uno de estos secadores consta de dos planchas memicas planas, entre las cuales se pone el material que se va a secar (fig. 14).
Esta combinaci6n representa un condensador cuyas placas se conectan con las terminales de un generador elktrico de alta frecuencia. Durante una parte del ciclo eléctrico, la placa superior se carga con electricidad positiva y la inferior con electricidad negativa, la cual crea un esfuerzo en una direcci6n en las molkculas del material mojado, que obra como el dielkctrico del condensador. Medio ciclo despuh, quedan invertidas las polaridades de las placas, con lo cual se invierte el esfuerzo at6mico o molecular en el dielktrico. Esta inversidn de polaridad se efectúa con suma rapidez correspondiente a la frecuencia del generador elktrico, que puede ser de 2 a 100 megaciclos.
38
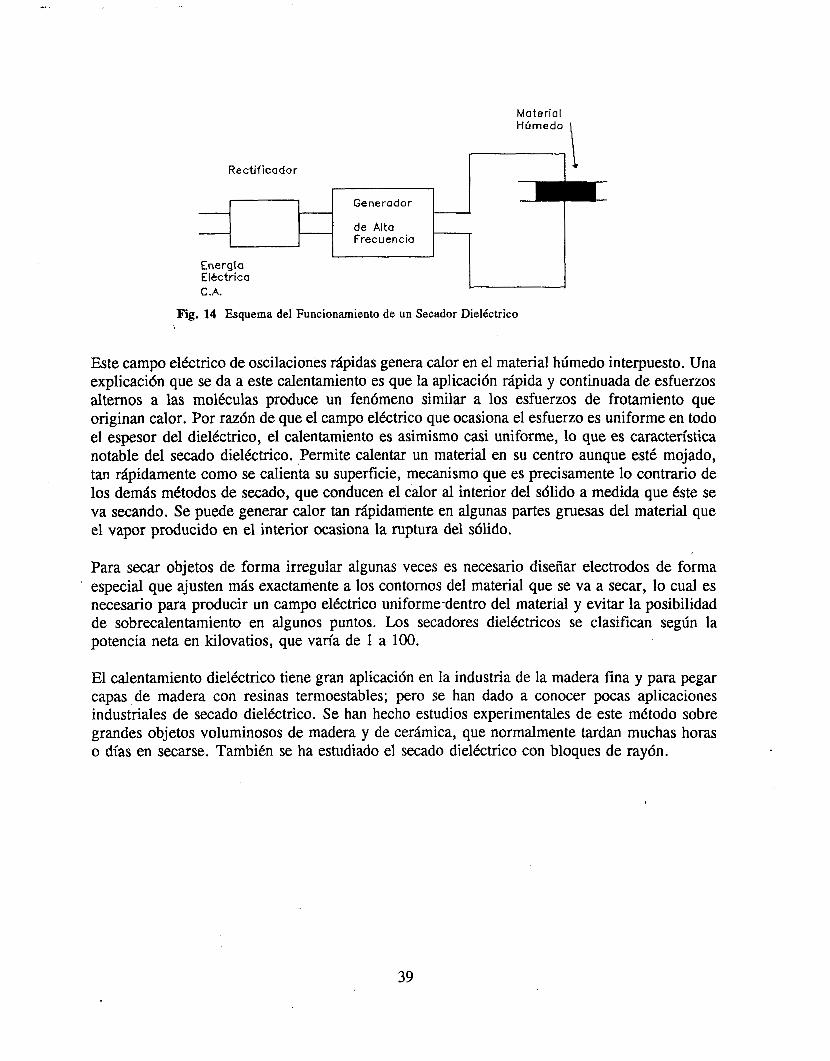
Material Húmeda
Rectificador I I ‘
m Generador ”I H I
“Ji de Alta Frecuencia h
I
Energlo Eldctrica C.A.
Fig. 14 Esquema del Funcionamiento de un Secador Dieléctrico
Este campo elktrico de oscilaciones rhpidas genera calor en el material húmedo interpuesto. Una explicaci6n que se da a este calentamiento es que la aplicaci6n rápida y continuada de esfuerzos alternos a las molkulas produce un fen6meno similar a los esfuerzos de frotamiento que originan calor. Por raz6n de que el campo eltktrico que ocasiona el esfuerzo es uniforme en todo el espesor del dieltctrico, el calentamiento es asimismo casi uniforme, lo que es característica notable del secado dielktrico. Permite calentar un material en su centro aunque est6 mojado, tan rhpidamente como se calienta su superficie, mecanismo que es precisamente lo contrario de los demhs mttodos de secado, que conducen el calor al interior del s6lido a medida que Cste se va secando. Se puede generar calor tan rhpidamente en algunas partes gruesas del material que el vapor producido en el interior ocasiona la ruptura del s6lido.
Para secar objetos de forma irregular algunas veces es necesario diseñar electrodos de forma especial que ajusten mAs exactamente a los contornos del material que se va a secar, lo cual es necesario para producir un campo elktrico uniforme-dentro del material y evitar la posibilidad de sobrecalentamiento en algunos puntos. Los secadores dieléctricos se clasifican según la potencia neta en kilovatios, que varía de 1 a 100.
El calentamiento dieléctrico tiene gran aplicaci6n en la industria de la madera fina y para pegar capas de madera con resinas termoestables; pero se han dado a conocer pocas aplicaciones industriales de secado dieltktrico. Se han hecho estudios experimentales de este mCtodo sobre grandes objetos voluminosos de madera y de cerámica, que normalmente tardan muchas horas o días en secarse. Tambitn se ha estudiado el secado diel6ctrico con bloques de ray6n.
39
4. ASPECTOS ENERGÉTICOS DEL SECADO.
4.1) CONSIDERACIONES GENERALES.
De todas las operaciones unitarias llevadas a cabo en procesos industriales, el secado es probablemente el mis común en todos los sectores donde se procesan s6lidos. El secado es con frecuencia considerado como un paso final en los procesos industriales aplicados a materiales, sin embargo no es difícil encontrarlo aplicado al inicio o intermedio de una línea de proceso.
Los principios generales, mdtodos y medidas para la eficientizaci6n y conservación de energía han sido planteados para diferentes tipos de equipos utilizados tanto en la industria, como en edificios privados, públicos y oficinas. Estos principios y medidas se han dado a conocer en diversos articulas y publicaciones recientes; no obstante la aplicación de este tipo de medidas de ahorro y eficientizaci6n energética a equipos secadores han sido s610 brevemente esbozados.
De la revisi6n a los procesos que se llevan a cabo en la industria se puede concluir que los secadores industriales de s6lidos representan la mayor intensidad energética de las operaciones unitarias. Durante los últimos años, además del aumento en los precios de energdticos, las legislaciones sobre contaminacibn, las condiciones de trabajo y de seguridad, se han hecho más estrictas. Para poder cumplir con estas normas y optimizar el consumo de energia, se requiere de nuevas ideas aplicadas a todos aquellos procesos con un alta intensidad energdtica. Debido a esto, es necesario el enfoque a los mdtodos de secado existentes y el diseño de futuros secadores con el fin de disminuir su consumo de energía. El efecto combinado del incremento en los costos de combustibles y su dudosa disponibilidad particularmente en los llamados combustibles fósiles, han hecho además su aparicidn, acrecentando las necesidades de un uso eficiente de energía.
Entre los comentarios relativos a los principios básicos del secado, no puede dejar de hacerse una mención a los diferentes modos de propagacih de calor y sus consiguientes repercusiones energéticas.
El secado por contacto se basa en la propagación del calor por conducci6n la materia se encuentra en contacto con superficies calientes. Aquí se pueden distinguir dos casos:
0 Secado por evaporacih pura. En este caso, el espacio receptor del vapor no contiene gas
Secado por evaporación. Aquí un medio secador de aire-vapor es el encargado de aportar inerte y el calor se difunde s610 por la superficie de contacto.
un suplemento de calor al calentamiento por superficie.
En el calentamiento por convecci6n7 el calor se transporta por el desplazamiento de partículas materiales procedentes de líquidos o de gases. Cuando no existe un soporte material para ese desplazamiento se habla de "propagacibn por radiaci6n". En este caso, el proceso de secado, emplea a menudo .los llamados "radiadores selectivos" que presentan un poder selectivo de absorci6n de amplias bandas de espectros energkticos.
40
Ademas de los sistemas anteriores de propagacidn de calor estAn el calentamiento por inducci6n de materias conductoras de la electricidad (metales, carbdn y electrolitos) mediante campos de comente alterna de media frecuencia. Junto a este sistema esta el prometedor secado dielktrico, el cual estA basado en la propagacih del calor por desprendimiento calorífico interno mediante la generacih de campos el&tricos de alta frecuencia. La aplicacidn de este principio a ciertos procesos de secado, puede ofrecer notables ventajas energeticas, las cuales se incrementan m& si son realizadas al vacío.
Finalmente, se hace ,mencidn a un amplio número de procedimientos especiales de aportacidn de calor: secado rapid0 a alta temperatura, secado por vapor sobrecalentado, aplicacidn de gases de combusti6n como agente de secado, utilizacidn de productos químicos, aceites y disolventes en caliente, como agentes de secado. Todos estos procedimientos reúnen ventajas especiales e inconvenientes para su aplicaci6n en el proceso de secado, pero constituyen alternativas vaidas para intentar la mejora del balance energttico de cada proceso.
En resumen, la consideracibn global de todos estos principios basicos (características del producto, mecanismos de transferencia de calor y materia y los sistemas de propagaci6n de calor), enfrentada al volumen energetic0 que implica su aplicaci6n en un proceso de secado determinado, permite deducir que estan abiertos importantes campos de estudio e investigacidn destinados a facilitar la localizacidn y puesta a punto de alternativas sustitutivas de los procesos actuales, en beneficio de un ahorro energktico importante.
En estudios realizados en el Reino Unido se obtuvo que la energía usada para procesos de secado en seis sectores industriales', era de 1 2 8 ~ 1 0 ~ h4J lo que representa el 12% de la energía total consumida en la industria. Este porcentaje, varia dependiendo del sector, y va desde 5.5% para textiles, hasta 33% para el papel.
Los estimados de energía usada para el secado en los Estados Unidos en 1985 fue de 1600x1@ MJ/año. Un estudio realizado sobre el uso de combustible y conservacidn de energía en los seis grupos industriales de mayor consumo energetic0 de los Estados Unidos2 di6 como resultado que mediante una variedad de medidas de conservacidn y ahorro de energía, se podría reducir cerca del 17% del consumo total de energía. Los fabricantes de secadores han realizado estudios en donde se estim6 conservadoramente que entre el 25 y 30% de la energía anual utilizada en estos equipos para el secado de s6lidos podría ahorrarse si se adoptan medidas y se utilizan equipos para la eficientizacidn del proceso de secado. Aún suponiendo que dicha estimaci6n es optimista, es obvio que en vista del alto consumo de energía utilizada en los procesos de secado, cada punto porcentual de energía ahorrado es una contribucih importante a la economía de la empresa que requiere de este proceso.
~~ ~ ~ ~~ ~
Datos obtenidos para el Reino Unido, 1985
Industrias Química, Metalúrgica, Petrolera, Papelera, de Alimentos y Vidrio- Concreto.
41
Los secadores evaporadores de agua por conveccidn, como se ver6 m6s adelante, representan por mucho, la aplicaci6n m&s común, y por lo tanto son a los que se enfocarh principalmente la metodología a desarrollar. Los secadores de evaporaci6n de solventes orghicos son menos significativos como usuarios de energía, ya que generalmente en comparacidn con el agua, tienen un menor calor latente de vaporizaci6n.
Debido precisamente a su alta intensidad energética requerida, jamas deber6 adoptarse o incrernentarse el uso de estos tipos de secadores cuando sea posible utilizar otros mCtodos de secado, tales como secadores por separacidn mechica, presidn y filtrado; secadores de filtros al vacío, centrífugo e incluso de métodos electrocinéticos. Estos equipos generalmente requieren de una cantidad de energía substancialmente menor. En algunas industrias, la eliminacidn de la etapa del secado, representa el mejor ahorro de energía, no obstante, deber& analizarse cuidadosamente las repercusiones que tendría la eliminacidn de este paso sobre el producto final.
El proceso de secado, como se definió anteriormente y aplicado a los secadores evaporadores de conveccidn, consiste en la transferencia de calor desde el agente secador al producto, con el fin de producir el movimiento de la humedad desde el interior hacia el exterior. Este proceso se lleva a cabo cuando se pone en contacto un material húmedo con una corriente de aire caliente y seco, Esto establece una diferencia de presidn parcial de agua y de temperatura, entre ellos lo cual hace que suceda lo siguiente:
0 Una transferencia de calor entre la corriente de aire y el material a secar. 0 Una transferencia de agua que se efectúa debido a la baja humedad relativa en el aire, en
cornparacidn a la humedad existente en el material.
Cuando la cantidad de energía calorífica aportada por la corriente de aire caliente es exactamente igual a la requerida para la evaporacidn del agug en el material se le denomina secado isoent6lpico. Esto hace que el aire entre caliente y seco por un lado; hace una doble funcidn: primero transfiere calor al material a secar y , segundo, retira el agua que le transfirid el material, con lo cual el aire al salir tiene una disminucidn de la temperatura y un aumento en su humedad relativa. Este aire contiene una cantidad importante de calor latente en el agua liberada, el cual es muy importante. Ya que constituye una energía tknicamente recuperable, de la cual, con la tecnología existente en 1985, s610 se recupera entre el 5 y 7%', lo cual estA muy lejos de ser un rendimiento aceptable. Esto repercute econdrnicamente a la industria, ya que una gran parte de la energía que se utilizd para calentar el aire, se va hacia la atm6sfera. No obstante, tambikn hace que se destinen cantidades de dinero a la optimizacidn de los equipos secadores, los cuales se buscan que repercutan en operaciones rentables.
En los secadores por conveccidn, la isoterma del secado va a variar según la cantidad inicial de agua presente dentro del producto, de tal manera que si es posible la reduccidn de esta cantidad con algún procedimiento que implique un bajo consumo energktico, se tendr6 un ahorro y facilitaria las 'fases finales del proceso de secado.
Manual de eficiencia energética para la industria, ver bibliografia.
42
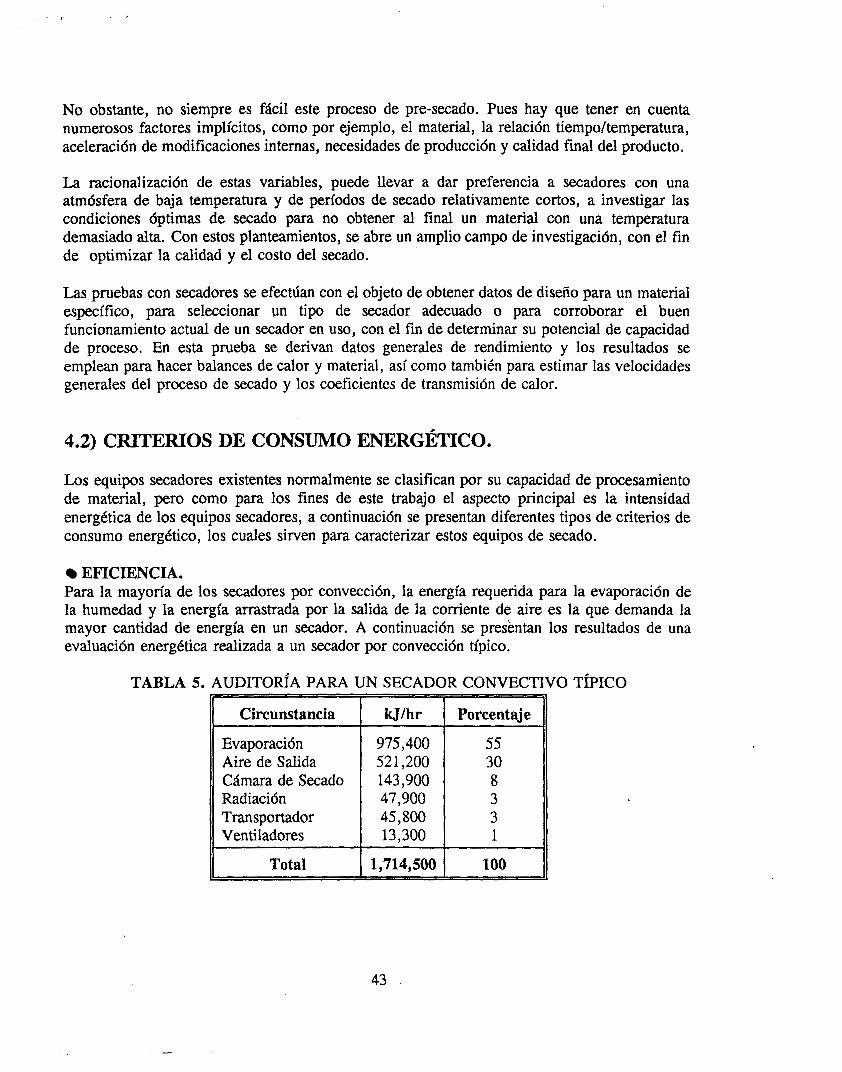
No obstante, no siempre es fdcil este proceso de pre-secado. Pues hay que tener en cuenta numerosos factores implícitos, como por ejemplo, el material, la relacidn tiempo/temperatura, aceleraci6n de modificaciones internas, necesidades de produccidn y calidad final del producto.
La racionalizacidn de estas variables, puede llevar a dar preferencia a secadores con una atm6sfera de baja temperatura y de pedodos de secado relativamente cortos, a investigar las condiciones dptimas de secado para no obtener al final un material con una temperatura demasiado alta. Con estos planteamientos, se abre un amplio campo de investigacidn, con el fin de optimizar la calidad y el costo del secado.
Las pruebas con secadores se efectúan con el objeto de obtener datos de diseño para un material específico, para seleccionar U n tipo de secador adecuado o para corroborar el buen funcionamiento actual de un secador en uso, con el fin de determinar su potencial de capacidad de proceso. En esta prueba se derivan datos generales de rendimiento y los resultados se emplean para hacer balances de calor y material, así como también para estimar las velocidades generales del proceso de secado y los coeficientes de transmisión de calor.
4.2) CRITERIOS DE CONSUMO ENERGÉTICO.
Los equipos secadores existentes normalmente se clasifican por su capacidad de procesamiento de material, pero como para los fines de este trabajo el aspecto principal es la intensidad energetics de los equipos secadores, a continuacidn se presentan diferentes tipos de criterios de consumo energbtico, los cuales sirven para caracterizar estos equipos de secado.
EFICIENCIA. Para la mayoría de los secadores por convecci6n, la energía requerida para la evaporacidn de la humedad y la energía arrastrada por la salida de la corriente de aire es la que demanda la mayor cantidad de energía en un secador. A continuaci6n se presentan los resultados de una evaluacidn energCtica realizada a un secador por conveccidn típico.
TABLA 5. AUDITORÍA PARA UN SECADOR CONVECTIVO TÍPICO
Circunstancia Idlhr
Evaporaci6n 975,400 Aire de Salida
47,900 Radiacidn 143,900 Cdmara de Secado 52 1,200
Transportador 45,800 Ventiladores 13,300
Total 1,714,500
Porcentaje
55 30 8 3 3 1
100
43
La eficiencia thnica de un secador (v), puede ser descrita por la ecuacidn 23: EnergiaRequeridaparalaevaporaci6n
'= Energiatotalproporcionadaalsecador . . . . . . (24)
en este caso para el secador por conveccidn tipico tendríamos: 975,400/1,714,500 = 0.55 de eficiencia.
Algunas veces se prefiere utilizar la eficiencia tkrmica ideal, para cuando se supone un aislamiento perfecto. En este caso la ineficiencia del secador estar& representada por las pCrdidas de energía debidas a la corriente de aire de salida. Esta eficiencia se representa de la siguiente forma:
en donde: Q1 = Energía requerida para la evaporacih de la humedad; Q2 = Energía contenida en el combustible proporcionado al secador;
Otro tipo de eficiencia utilizada con frecuencia, es la denominada EJiciencia de combustible, la cual se define:
E. vap. E . comb.
. . . . . . . . . . (25)
en donde: E. vap. = Energía necesaria para vaporizar el agua; E. comb. = Energía contenida en el combustible usado en el secador;
En algunos casos, se usa esta eficiencia en los procesos de secado porque da una idea de la energía proporcionada por el combustible usado en el proceso y relacionarla con la cantidad de material secado.
Para los casos de secadores por conveccidn a baja temperatura es importante introducir la energía utilizada por el ventilador encargado de hacer circular el flujo de aire, ya que Csta representa una proporci6n mucho mayor de la energía total requerida, en comparacidn a la que representa en un secador de alta temperatura.
Los resultados de un estudio de secadores industriales de sdlidos muestran que las eficiencias de secado de todos los tipos considerados, van de 20% para secadores continuos directos de horno, hasta cerca del 90% para algunos secadores de tipo indirecto, tal es el caso de los secadores cilíndricos, rotatorios, etc.
. 44
Existen ademis otros criterios que sirven para regular los consumos energkticos en los procesos de secado, los mis utilizados son:
0 Cociente de consumos energhticos. Es la cantidad de vapor gastado para secar el producto entre la cantidad de agua evaporada del mismo. A igualdad de los dos aspectos anteriores esta relaci6n presenta un valor 6ptimo para una temperatura determinada.
0 Consumo energetic0 unitario. Es la cantidad de calor necesaria para evaporar el agua del producto por unidad de agua retirada de dicho producto. Se expresa en W/kg de H,O y debe de ser lo mAs bajo posible para tener un menor consumo energetico.
0 Capacidad de remoci6n de humedad. Es la tasa del contenido de humedad que se puede retirar por metro cuadrado de sblido. Esta cantidad se expresa en kg de H,O/hr m2.
Estos criterios de consumo energetic0 y de velocidad de remocidn, varían considerablemente de acuerdo con el tipo de secador. En la tabla 5 se muestra la cantidad de requerimientos energeticos anuales promedio de cada tipo de secador industrial, así también como su intervalo de eficiencia tCrmica de operaci6n. Se debe de tener un cuidado especial a la interpretacidn de la eficiencia dada en la literatura, ya que existen diferentes formas de definirla.
Al hacer un anaisis de la tabla 6 se observa que 5 tipos de secadores: flash, de cilindro indirecto, rotatorio directo e indirecto, de homo directo y de vacio y de lecho fluidizado, representan cerca del 99% de el consumo de energía total de todo los tipos de secadores. Otro resultado que se obtiene es que arriba del 80% de la energía total consumida es representada por secadores directos.
La conclusi6n del p b a f o anterior se basa en datos de la industria de los Estados Unidos, pero se puede considerar un buen punto de partida para el orden en el cual se deben enfocar los estudios a los diferentes tipos de secadores, y así obtener un mayor ahorro de energía en este tipo de procesos,
Los equipos de secado, se clasifican generalmente por su capacidad de procesamiento de material. En raras ocasiones se muestra su eficiencia térmica. Un usuario de estos equipos frecuentemente tiene dificultades para interpretar la capacidad y eficiencia térmica dadas por los fabricantes de secadores debido a los datos incompletos suministrados y a las carencias de normalizaci6n en la clasifícaci6n de capacidad de secadores y la energía de funcionamiento.
45
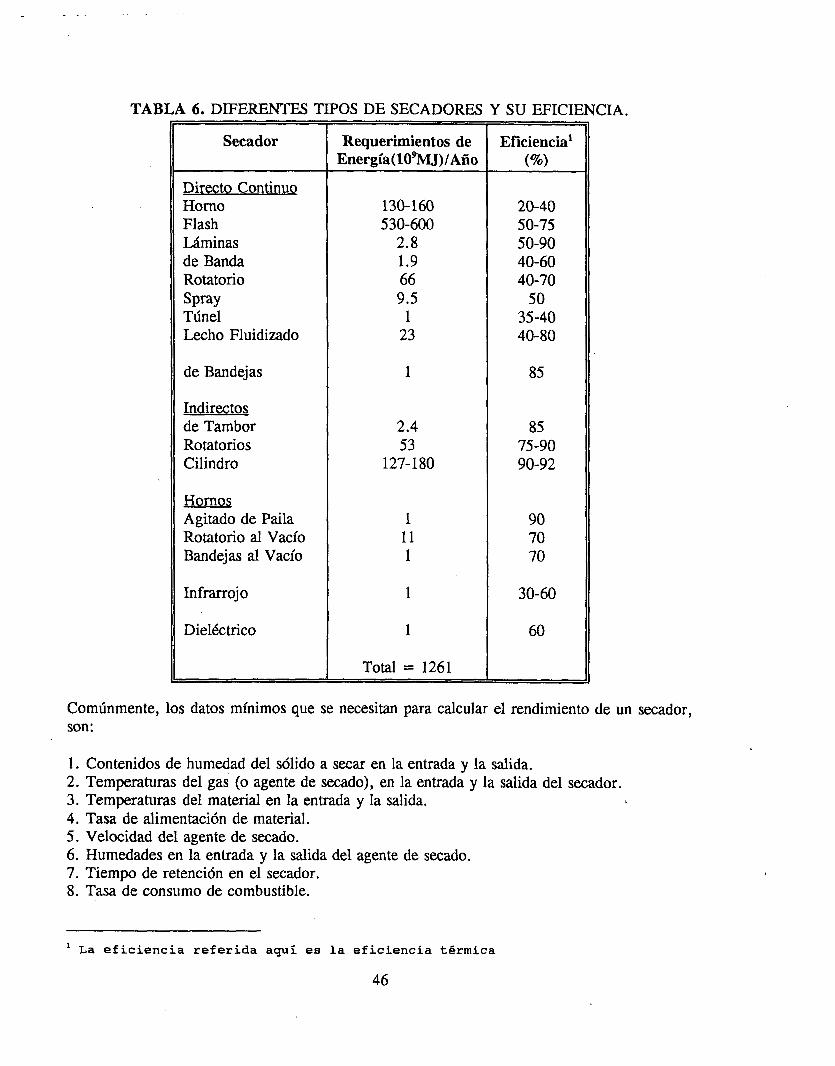
TABLA 6. DIFERENTES TIPOS DE SECADORES Y SU EFICIENCIA.
Secador
Directo Continuo Horno Flash Uminas de Banda Rotatorio
Túnel Lecho Fluidizado
de Bandejas
Indirectos de Tambor Rotatorios Cilindro
Horno3 Agitado de Paila Rotatorio al Vacío Bandejas al Vacío
Infrarrojo
DielCctrico
Spray
Requerimientos de Enereia(lO%lJl/AÍío
130-160 530-600
2.8 1.9 66 9.5 1
23
1
2.4 53
127-180
1 11 1
1
1
Total = 1261
Eficiencia’ m)
20-40 50-75 50-90 40-60 40-70
50 35-40 40-80
85
85 75-90 90-92
90 70 70
30-60
60
Comúnmente, los datos mínimos que se necesitan para calcular el rendimiento de un secador, son:
1. Contenidos de humedad del s6lido a secar en la entrada y la salida. 2. Temperaturas del gas (o agente de secado), en la entrada y la salida del secador. 3. Temperaturas del material en la entrada y la salida. 4. Tasa de alimentaci6n de material. 5. Velocidad del agente de secado. 6. Humedades en la entrada y la salida del agente de secado. 7. Tiempo de retenci6n en el secador. 8 . Tasa de consumo de combustible.
Siempre que sea posible, los contenidos de humedad y las temperaturas se deben medir en diferentes puntos del interior del secador. En el siguiente capítulo viene un ejemplo de c6mo aplicar las variables anteriores para encontrar la eficiencia de secado.
4.3) TIEMPOS DE SECADO.
En el tiempo total de secado deben de considerarse tres períodos distintos:
l o Período. Es este período de calentamiento inicial del producto en el cual la velocidad de secado en funcidn del tiempo aumenta.
2 O Período. Es este lapso la velocidad de secado permanece constante y es independiente del sdlido, de modo que para las mismas condiciones externas el proceso es similar al que se daría en la superficie de una masa de agua. La temperatura permanece constante y se aproxima a la temperatura de bulbo húmedo.
3 O Período. Una vez que la humedad superficial ha sido eliminada es preciso hacer emigrar la humedad interna remanente hacia el exterior para que pueda ser evaporada y, en consecuencia, la velocidad del secado decrece a medida que se va perdiendo humedad interna por evaporaci6n en la superficie.
Las duraciones de los períodos de secado varían de un secador a otro y de un producto a otro, de tal forma que es en la prdctica industrial en donde se fijan estos valores.
Al disminuir la cantidad de humedad a evaporar tambiCn disminuye el tiempo de secado; otra opci6n de disminuir el tiempo de secado, es la de aumentar la energía tdrmica para que aumente la temperatura del aire y asi aumente la tasa de transferencia del calor necesario para evaporar la humedad de la madera. Si se quiere disminuir el tiempo de secado se debe de tener cuidado de que la temperatura del aire no sea demasiado alta, ya que puede ocasionar daños al producto a secar.
4.4) RELACIóN ENTRE EL CONTENIDO DE HUMEDAD Y EL CONSUMO ENERGÉTICO.
Las posibilidades de ahorro de energía son mucho mayores en los procesos de secado .a base de evaporacidn de la humedad contenida en el producto. No obstante, la medici6n del contenido de humedad del producto en el secador no siempre es posible y, ademds, es difícil de determinar mediante mdtodos tdricos, pues la velocidad de secado no es constante y depende del contenido de humedad, temperatura, etc.
47
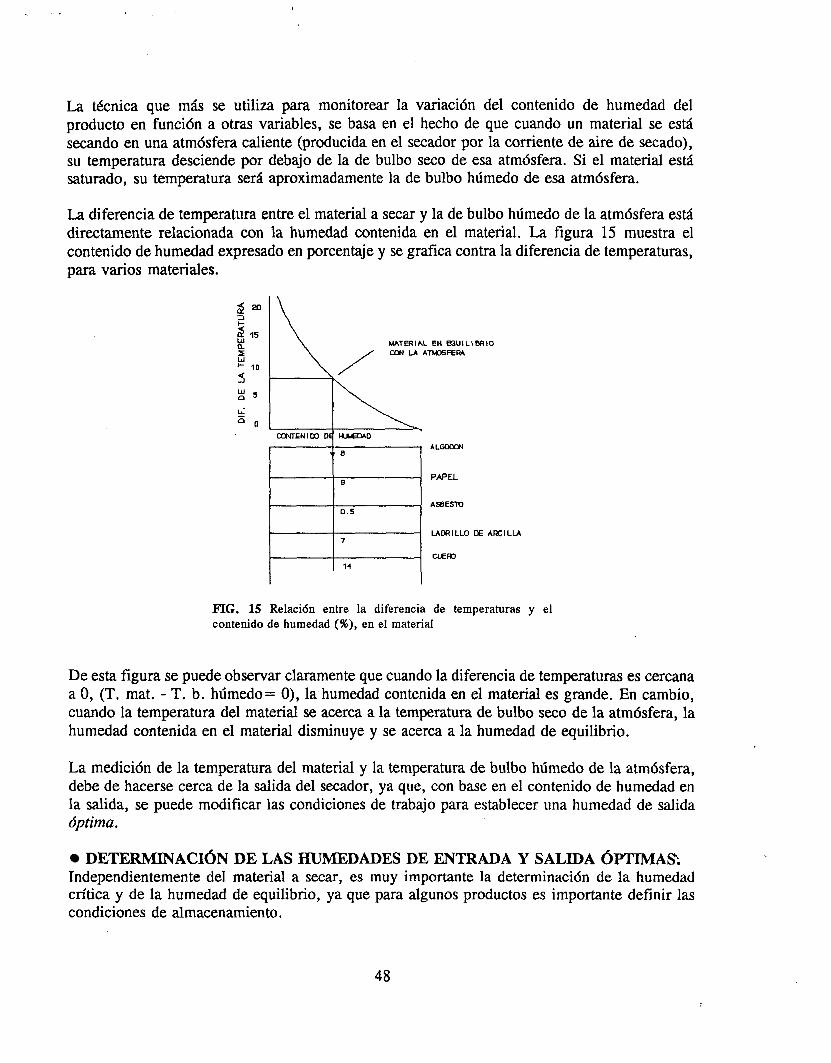
La tknica que m& se utiliza para monitorear la variacidn del contenido de humedad del producto en funcidn a otras variables, se basa en el hecho de que cuando un material se estA secando en una atmdsfera caliente (producida en el secador por la corriente de aire de secado), su temperatura desciende por debajo de la de bulbo seco de esa atmdsfera. Si el material esta saturado, su temperatura ser6 aproximadamente la de bulbo húmedo de esa atmdsfera.
La diferencia de temperatura entre el material a secar y la de bulbo húmedo de la atmdsfera esta directamente relacionada con la humedad contenida en el material. La figura 15 muestra el contenido de humedad expresado en porcentaje y se grafica contra la diferencia de temperaturas, para varios materiales.
CCNTENIM D lU&tbUl ALUYYY.I
PAP EL
ASBESTO
LADRILLO E ARCILLA
FIG. 15 Relacidn entre la diferencia de temperaturas y el contenido de humedad ( W ) , en el material
De esta figura se puede observar claramente que cuando la diferencia de temperaturas es cercana a O, (T. mat. - T. b. húmedo = O), la humedad contenida en el material es grande. En cambio, cuando la temperatura del material se acerca a la temperatura de bulbo seco de la atmbsfera, la humedad contenida en el material disminuye y se acerca a la humedad de equilibrio.
La medicidn de la temperatura del material y la temperatura de bulbo húmedo de la atmdsfera, debe de hacerse cerca de la salida del secador, ya que, con base en el contenido de humedad en la salida, se puede modificar las condiciones de trabajo para establecer una humedad de salida dptima.
DETERMINACI~N DE LAS HUMEDADES DE ENTRADA Y SALIDA OPTIMAS. Independientemente del material a secar, es muy importante la determinacidn de la humedad crítica y de la humedad de equilibrio, ya que para algunos productos es importante definir las condiciones de almacenamiento.
48
sta as pueden variar desde condiciones atmosf6ricas normales hasta atm6sferas controladas, lo cual va a depender de la humedad de equilibrio que tenga.
El cdculo de estos períodos y puntos anteriores es muy complejo pero necesario pues permite conocer con exactitud los requerimientos energgticos en cada momento, para así evitar el deterioro del producto y el derroche de energía. Todo este planteamiento hace referencia a los sistemas de sacado por arrastre isoentAlpico y tiene validez, con diferentes matizaciones, para el arrastrado por ebullici6n o por arrastre no isoentiilpico. En cualquier caso, los factores temperatura y tiempo (los cuales son básicos para poder realizar un cilculo energetico) tienen comportamientos peculiares que influyen de manera decisiva en el cflculo del proceso de secado y en el diseño del secador que corresponde.
Para encontrar las humedades 6ptimas de entrada y salida se deben hacer algunas consideraciones para simplificar la metodología a desarrollar; esto sin olvidar que el proceso de secado es muy complejo, ya que varía dependiendo de la naturaleza, tamaño y contenido de humedad y en la prActica, es casi imposible predecir, a priori, el efecto conjunto de estos mecanismos. Se establecen unas condiciones externas en el secador y se analizan los resultados, se obtiene asi experimentalmente las condiciones 6ptimas. En general, la tasa de secado 6ptima ser6 la mAxima posible que cree gradientes de humedad interior que no deterioren el producto.
Si se seca el producto hasta quedar con una humedad menor que la de equilibrio se esta cometiendo un error, ya que al someterlo a condiciones ambientales este volver6 a recuperar su humedad.
Debido a lo anterior se llega a que las humedades 6ptimas de entrada,y salida de material en un secador se encuentran cuando se seca lo menos posible.
0 Secar el mínimo posible. Esto implica que no hay que reducir la humedad del producto por debajo del contenido de humedad de equilibrio con el ambiente en el cual se va a dejar posteriormente, ya que recuperm'a nuevamente parte de la humedad perdida.
Secar lo mínimo posible en el secador. Lo cual implica que el producto debe de secarse por otros medios antes de introducirlo al secador. Para ello hay que evitar humedecimientos previos de cualquier tipo. . HuME;DAD INICIAL 6PTIMA. Es de particular inter& el efecto que ejerce la atm6sfera sobre el material agregado durante el almacenamiento previo al secado; si el' material es almacenado en una atm6sfera húmeda, se recomienda acomodarla de tal manera que se propicie un secado natural.
Existen diferentes mCtodos de secado alternativos, los que pueden disminuir el contenido de humedad de un material, antes de introducirlo a un secador de convecci6n. Estos mktodos pueden ser de separaci6n mechica, solar, e incluso por otro tipo de secador tkrmico, ya que comparativamente con la energía gastada por un secador convectivo, esta medida redunda en un ahorro. En otro capítulo se menciona el efecto de la disminuci6n de la humedad en el consumo energbtico.
49
En estudios realizados en 1985 en industrias productoras de leche en polvo, se obtuvo que los evaporadores son mucho mis eficientes que los secadores de spray. Un secador de spray usualmente requiere entre 5.8-8.1 MJ/kg de agua evaporada. Para un evaporador de doble efecto, con recompresi6n drmica, este valor es equivalente a 0.84 MJ/kg. Esto acentúa la importancia de trabajar a mixima carga posible, aún si el evaporador es relativamente ineficiente.
0 HUMEDAD FINAL 6PTIMA. El secado puede considerarse como exitoso cuando el contenido de humedad del material que sale del secador se ha reducido lo suficiente para que pueda pasar a otros procesos o para que pueda salir de la planta inmediatamente. Debido a esto, en algunas ocasiones se pueden encontrar "factores de seguridad", lo que en general conduce a un sobresecado; por ejemplo, en la industria textil, un secado insuficiente puede provocar la germinacidn de esporas, lo que ha su vez crea problemas en el siguiente proceso de produccidn.
La importancia del contenido de humedad con el uso eficiente de la energía, no puede pasar desapercibido. AdemBs, no tiene caso secar mBs alli de la humedad de equilibrio, ya que el material tendría a recuperar humedad hasta que se estabilice con la atmdsfera que la rodea. Por lo anterior, se concluye que la humedad 6ptima de salida es la humedad de equilibrio del material con la atm6sfera donde se va a almacenar, en caso de que sea un proceso de-acabado. Si el material pasa a otro proceso, la humedad 6ptima de salida va a estar en funci6n a la mixima humedad permisible en el siguiente proceso.
Existen en la literatura, diferentes tabulaciones de la humedad de equilibrio para los mAs variados materiales. En la tabla 7 se muestran los datos de humedades de equilibrio para madera de pino blanco. Es muy importante recordar que la humedad de equilibrio de un material varía de acuerdo a las condiciones atmosfkricas que lo rodean, en especial de la humedad relativa y de la temperatura de bulbo seco. Con estas variables y con ayuda de tablas como la mostrada en la tabla 7 se determina la humedad de salida.
La aplicaci6n de la medida propuesta, de secar el producto hasta su humedad de equilibrio, al mismo tiempo que se reduce el consumo de combustible, se mejora el control y se acelera la producci6n, la calidad y la uniformidad del producto. En industrias del Reino Unido se han encontrado en la mayoría de los casos que al eliminar el sobresecado se reduce el consumo de combustible, por lo menos en un 10% del valor inicial.
4.5) FLUJO ÓPTIMO DE AIRE. La optimizaci6n del flujo requerido de aire es importante, ya que es el aire en contacto con el producto el encargado de extraer su humedad. La temperatura inicial de la corriente de aire desciende conforme avanza en el secador. A lo largo de su recorrido en el secador el aire aumenta su humedad relativa.
50
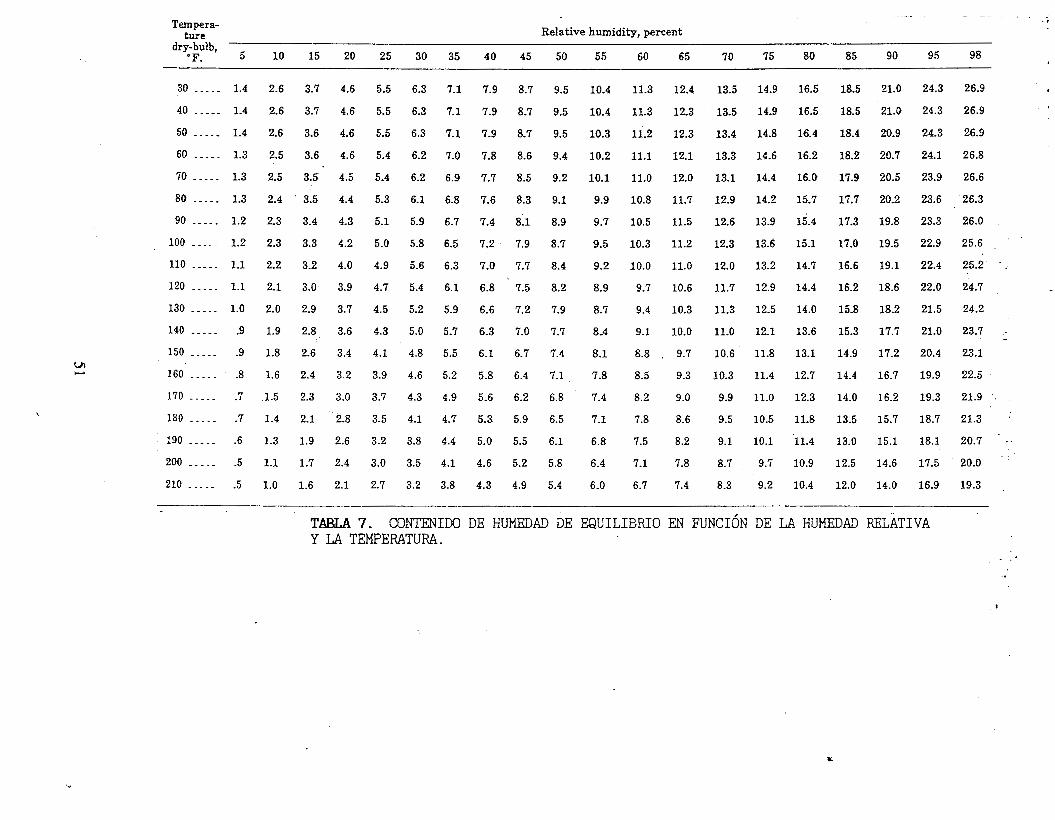
ul c
Tempera- ture
dry-bulb, "F.
- " ~ ~~ . . .
Relative humidity, percent
5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 98
.,
30 - - _ - - 1.4 2.6 3.7 4.6 5.5 6.3 7.1 7.9 8.7 9.5 10.4 11.3 12.4 13.5 14.9 16.5 18.5 21.0 24.3 26.9
40 _ - - - - 1.4 2.6 3.7 4.6 5.5 6.3 7.1 7.9 8.7 9.5 10.4 11.3 12.3 13.5 14.9 16.5 18.5 21.0 24.3 26.9 I
50 - - - _ _ 1.4 2.6 3.6 4.6 5.5 6.3 7.1 7.9 8.7 9.5 10.3 11.2 12.3 13.4 14.8 14.4 18.4 20.9 24.3 26.9
60 - - _ - - 1.3 2.5 3.6 4.6 5.4 6.2 7.0 7.8 8.6 9.4 10.2 11.1 12.1 13.3 14.6 16.2 18.2 20.7 24.1 26.8
70 - - - - - 1.3 2.5 3.5 4.5 5.4 6.2 6.9 7.7 8.5 9.2 10.1 11.0 12.0 13.1 14.4 16.0 17.9 20.5 23.9 26.6
80 - - - - - 1.3 2.4 3.5 4.4 5.3 6.1 6.8 7.6 8.3 9.1 9.9 10.8 11.7 12.9 14.2 15.7 17.7 20.2 23.6 26.3
90 - - - - - 1.2 2.3 3.4 4.3 5.1 5.9 6.7 7.4 8:1 8.9 9.7 10.5 11.5 12.6 13.9 15.4 17.3 19.8 23.3 26.0
100 - - - - - 1.2 2.3 3.3 4.2 5.0 5.8 6.5 7.2 7.9 8.7 9.5 10.3 11.2 12.3 13.6 15.1 17.0 19.5 22.9 25.6 . '
110 - - - - - 1.1 2.2 3.2 4.0 4.9 5.6 6.3 7.0 7.7 8.4 9.2 10.0 11.0 12.0 13.2 14.7 16.6 19.1 22.4 25.2 .,
120 - - - - - 1.1 2.1 3.0 3.9 4.7 5.4 6.1 6.8 7.5 8.2 8.9 9.7 10.6 11.7 12.9 14.4 16.2 18.6 22.0 24.7
130 - - - - - 1.0 2.0 2.9 3.7 4.5 5.2 5.9 6.6 7.2 7.9 8.7 9.4 10.3 11.3 12.5 14.0 15.8 18.2 21.5 24.2
140 - - _ _ _ .9 1.9 2.8, 3.6 4.3 5.0 5.7 6.3 7.0 7.7 8-4 9.1 10.0 11.0 12.1 13.6 15.3 17.7 21.0 23.7 -
150 - - - - - .9 1.8 2.6 3.4 4.1 4.8 5.5 6.1 6.7 7.4 8.1 8.8 , 9.7 10.6 11.8 13.1 14.9 17.2 20.4 23.1
160 - - - - - -8 1.6 2.4 3.2 3.9 4.6 5.2 5.8 6.4 7.1 , 7.8 8.5 9.3 10.3 11.4 12.7 14.4 16.7 19.9 22.5
170 - - - - - .7 1.5 2.3 3.0 3.7 4.3 4.9 5.6 6.2 6.8 7.4 8.2 9.0 9.9 11.0 12.3 14.0 16.2 19.3 21.9 . .
-
180 _ _ _ _ _ .7 1.4 2.1 2.8 3.5 4.1 4.7 5.3 5.9 6.5 7.1 7.8 8.6 9.5 10.5 11.8 13.5 15.7 18.7 21.3 *
190 - - - - _ .6 1.3 1.9 2.6 3.2 3.8 4.4 5.0 5.5 6.1 6.8 7.5 8.2 9.1 10.1 '11.4 13.0 15.1 18.1 20.7 . +.
200 - - - - - -5 1.1 1.7 2.4 3.0 3.5 4.1 4.6 5.2 5.8 6.4 7.1 7.8 8.7 9.7 10.9 12.5 14.6 17.5 20.0
210 _ _ _ _ _ .5 1.0 1.6 2.1 2.7 3.2 3.8 4.3 4.9 5.4 6.0 6.7 7.4 8.3 9.2 10.4 12.0 14.0 16.9 19.3 ,
. .
TABLA 7. C O I ~ , N I D O DE HUMEDAD DE EQUILIBRIO EN FUNCIÓN DE LA HUMEDAD RELATIVA Y LA TEMPERATURA.
- . .
a
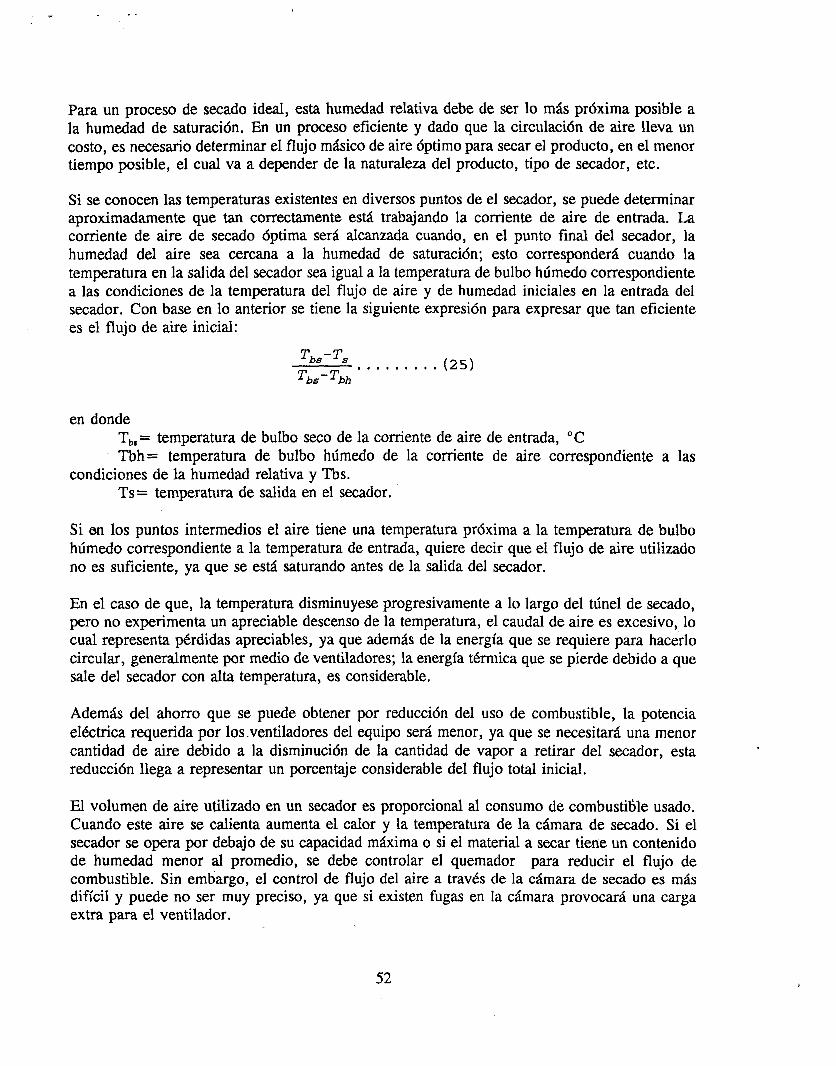
Para un proceso de secado ideal, esta humedad relativa debe de ser lo mis pr6xima posible a la humedad de saturaci6n. En un proceso eficiente y dado que la circulaci6n de aire lleva un costo, es necesario determinar el flujo mBsico de aire dptimo para secar el producto, en el menor tiempo posible, el cual va a depender de la naturaleza del producto, tipo de secador, etc.
Si se conocen las temperaturas existentes en diversos puntos de el secador, se puede determinar aproximadamente que tan correctamente esa trabajando la corriente de aire de entrada. La comente de aire de secado 6ptima ser& alcanzada cuando, en el punto final del secador, la humedad del aire sea cercana a la humedad de saturaci6n; esto correspondera cuando la temperatura en la salida del secador sea igual a la temperatura de bulbo húmedo correspondiente a las condiciones de la temperatura del flujo de aire y de humedad iniciales en la entrada del secador. Con base en lo anterior se tiene la siguiente expresi6n para expresar que tan eficiente es el flujo de aire inicial:
'bs - Ts 'bs - Tbh
. . . . . . . . . (2s)
en donde Tb,= temperatura de bulbo seco de la corriente de aire de entrada, "C
. Tbh= temperatura de bulbo húmedo de la corriente de aire correspondiente a las condiciones de la humedad relativa y Tbs.
Ts= temperatura de salida en el secador.
Si en los puntos intermedios el aire tiene una temperatura pr6xima a la temperatura de bulbo húmedo correspondiente a la temperatura de entrada, quiere decir que el flujo de aire utilizado no es suficiente, ya que se esta saturando antes de la salida del secador.
En el caso de que, la temperatura disminuyese progresivamente a lo largo del túnel de secado, pero no experimenta un apreciable descenso de la temperatura, el caudal de aire es excesivo, lo cual representa Nrdidas apreciables, ya que ademh de la energía que se requiere para hacerlo circular, generalmente por medio de ventiladores; la energía tkrmica que se pierde debido a que sale del secador con alta temperatura, es considerable.
Ademas del ahorro que se puede obtener por reducci6n del uso de combustible, la potencia elktrica requerida por los-ventiladores del equipo ser4 menor, ya que se necesitar4 una menor cantidad de aire debido a la disminuci6n de la cantidad de vapor a retirar del secador, esta reducci6n llega a representar un porcentaje considerable del flujo total inicial.
El volumen de aire utilizado en un secador es proporcional al consumo de combustible usado. Cuando este aire se calienta aumenta el calor y la temperatura de la cimara de secado. Si el secador se opera por debajo de su capacidad mhima o si el material a secar tiene un contenido de humedad menor al promedio, se debe controlar el quemador para reducir el flujo de combustible. Sin embargo, el control de flujo del aire a traves de la ciimara de secado es m8s difícil y puede no ser muy preciso, ya que si existen fugas en la &mara provocará una carga extra para el ventilador.
52
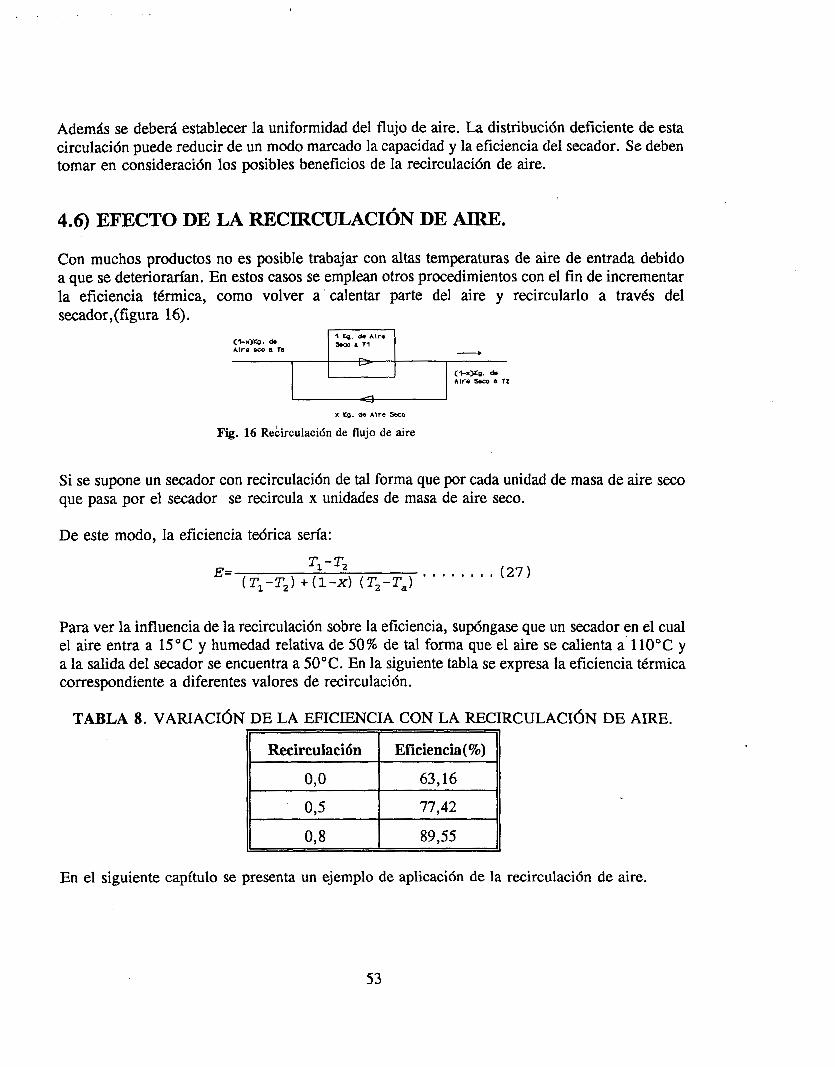
. .
Ademis se debera establecer la uniformidad del flujo de aire. La distribución deficiente de esta circulación puede reducir de un modo marcado la capacidad y la eficiencia del secador. Se deben tomar en consideraci6n los posibles beneficios de la recirculaci6n de aire.
4.6) EFECTO DE LA RECIRCULACIdN DE AIRE. Con muchos productos no es posible trabajar con altas temperaturas de aire de entrada debido a que se deterioradan. En estos casos se emplean otros procedimientos con el fin de incrementar la eficiencia termica, como volver a ' calentar parte del aire y recircularlo a traves del secador,(figura 16).
Fig. 16 Recirculaci6n de flujo de aire
Si se supone un secador con recirculaci6n de tal forma que por cada unidad de masa de aire seco que pasa por el secador se recircula x unidades de masa de aire seco.
De este modo, la eficiencia teórica sería:
Para ver la influencia de la recirculaci6n sobre la eficiencia, sup6ngase que un secador en el cual el aire entra a 15 O C y humedad relativa de 50 % de tal forma que el aire se calienta a. 1 10°C y a la salida del secador se encuentra a 50°C. En la siguiente tabla se expresa la eficiencia térmica correspondiente a diferentes valores de recirculacidn.
TABLA B. VARIACI~N DE LA EFICIENCIA CON LA RECIRCULACI~N DE AIRE.
Reeirculaci6n
89,55 o, 8
77,42 095
63,16 090
Eficiencia( 9%)
En el siguiente capítulo se presenta un ejemplo de aplicaci6n de la recirculaci6n de aire.
53
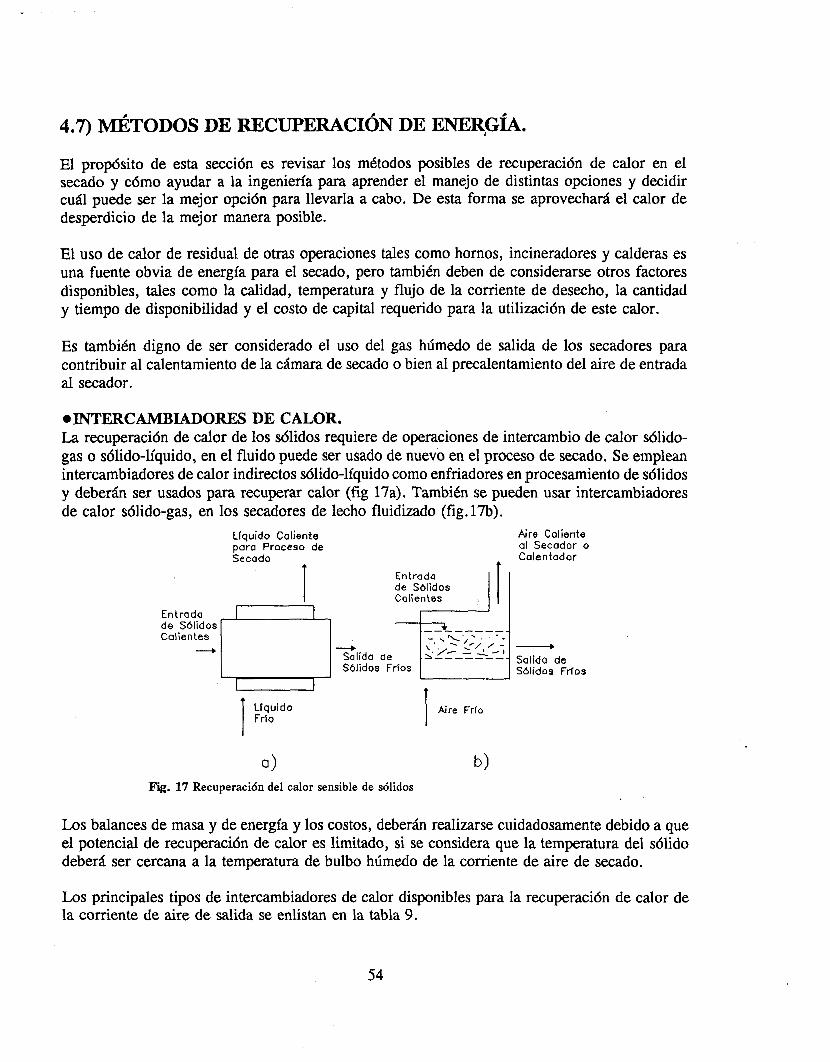
4.7) &TODOS DE RECUPERACI~N DE ENER,GÍA.
El prop6sito de esta seccidn es revisar los mCtodos posibles de recuperaci6n de calor en el secado y c6mo ayudar a la ingenieria para aprender el manejo de distintas opciones y decidir cuAl puede ser la mejor opci6n para llevarla a cabo. De esta forma se aprovechar6 el calor de desperdicio de la mejor manera posible.
El uso de calor de residual de otras operaciones tales como hornos, incineradores y calderas es una fuente obvia de energía para el secado, pero tambih deben de considerarse otros factores disponibles, tales como la calidad, temperatura y flujo de la corriente de desecho, la cantidad y tiempo de disponibilidad y el costo de capital requerido para la utilizaci6n de este calor.
Es tambiCn digno de ser considerado el uso del gas húmedo de salida de los secadores para contribuir al calentamiento de la cdmara de secado o bien al precalentamiento del aire de entrada al secador.
.INTERCAMBUDORES DE CALOR. La recuperacidn de calor de los s6lidos requiere de operaciones de intercambio de calor s6lido- gas o s6lido-líquid0, en el fluido puede ser usado de nuevo en el proceso de secado. Se emplean intercambiadores de calor indirectos s6lido-líquido como enfriadores en procesamiento de sdlidos y deberh ser usados para recuperar calor (fig 17a). Tambi6n se pueden usar intercambiadores de calor dido-gas, en los secadores de lecho fluidizado (fig. 1%).
Entrada de S6lidos Calientes
+
Aire Caliente al Secador o Colentador
___, Salida de S6lidos Frlos
4
I LTquido Frio
Aire Frlo
4 b) Fig. 17 Recuperaci6n del calor sensible de sólidos
Los balances de masa y de energía y los costos, deberb realizarse cuidadosamente debido a que el potencial de recuperaci6n de calor es limitado, si se considera que la temperatura del sdlido deber5 ser cercana a la temperatura de bulbo húmedo de la corriente de aire de secado.
Los principales tipos de intercambiadores de calor disponibles para la recuperaci6n de calor de la comente de aire de salida se enlistan en la tabla 9.
54
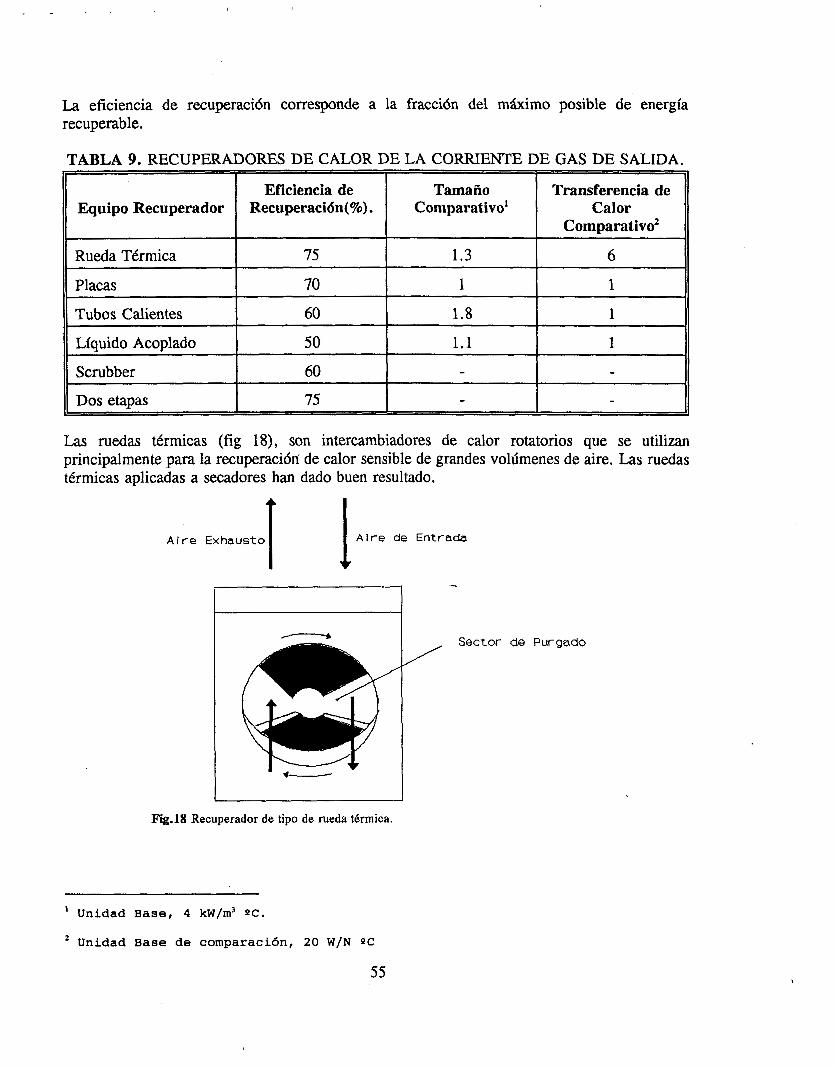
La eficiencia de recuperacih corresponde a la fracci6n del mbimo posible de energía recuperable.
TABLA 9. RECUPERADORES DE CALOR DE LA CORRIENTE DE GAS DE SALIDA. I I I 11
Eficiencia de Tamaño Equipo Recuperador Recuperacibn( %) . Comparativo'
Rueda TCrmica 75 1.3
Placas 70 1 ~~
Tubos Calientes 60 1.8
Líquido Acoplado 50 1.1
Scrubber 60 - Dos etapas 75 -
Transferencia de Calor
Las ruedas tkrmicas (fig 18), son intercambiadores de calor rotatorios que se utilizan principalmente para la recuperaci6n' de calor sensible de grandes volúmenes de aire. Las ruedas térmicas aplicadas a secadores han dado buen resultado.
I I
"
Fig.18 Recuperador de tipo de rueda t6rmica.
/ Sector de Purgado
Unidad Base, 4 kW/rn3 QC.
* Unidad Base de comparación, 20 W/N QC
55
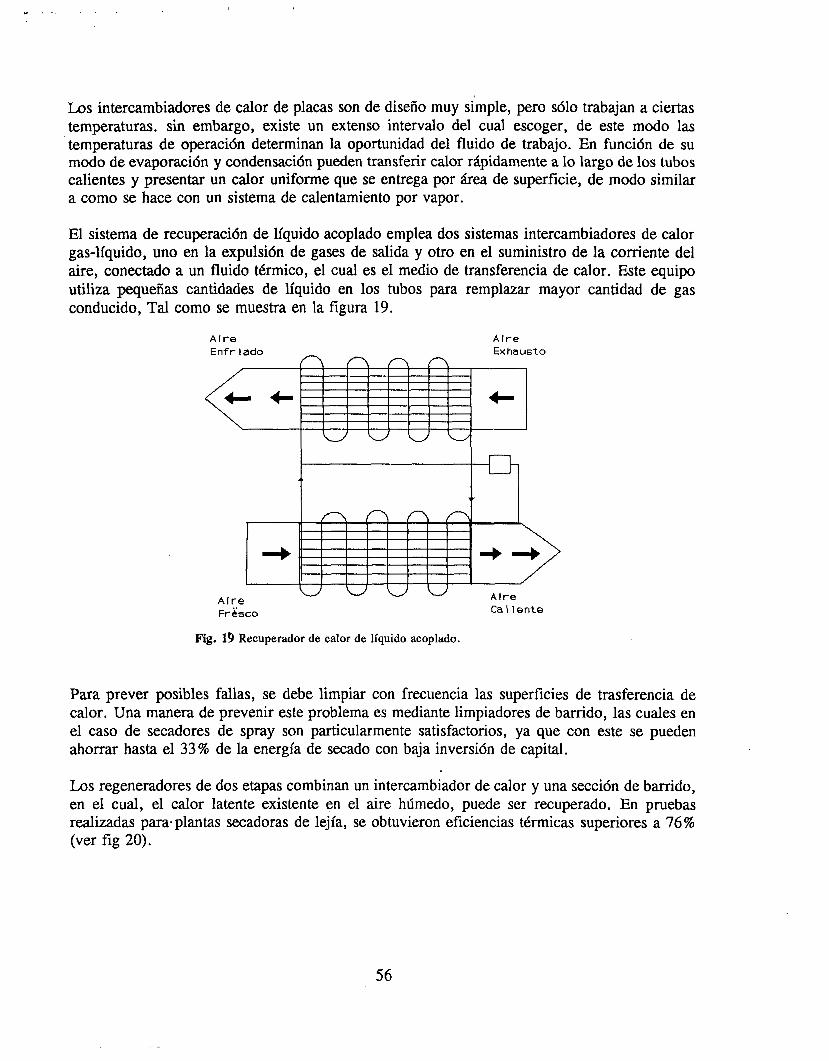
Los intercambiadores de calor de placas son de diseño muy simple, pero s610 trabajan a ciertas temperaturas. sin embargo, existe un extenso intervalo del cual escoger, de este modo las temperaturas de operaci6n determinan la oportunidad del fluido de trabajo. En funci6n de SU modo de evaporaci6n y condensaci6n pueden transferir calor rhpidamente a lo largo de los tubos calientes y presentar un calor uniforme que se entrega por Area de superficie, de modo similar a como se hace con un sistema de calentamiento por vapor.
El sistema de recuperaci6n de líquido acoplado emplea dos sistemas intercambiadores de calor gas-líquido, uno en la expulsi6n de gases de salida y otro en el suministro de la corriente del aire, conectado a un fluido termico, el cual es el medio de transferencia de calor. Este equipo utiliza pequeñas cantidades de líquido en los tubos para remplazar mayor cantidad de gas conducido, Tal como se muestra en la figura 19.
Alre Alre Enf r I ado
n n n n Ex hausto
Alre Alre
Frhsco Ca I 1 ente
Fig. 19 Recuperador de calor de líquido acoplado.
Para prever posibles fallas, se debe limpiar con frecuencia las superficies de trasferencia de calor. Una manera de prevenir este problema es mediante limpiadores de barrido, las cuales en el caso de secadores de spray son particularmente satisfactorios, ya que con este se pueden ahorrar hasta el 33% de la energia de secado con baja inversión de capital.
Los regeneradores de dos etapas combinan un intercambiador de calor y una secci6n de barrido, en el cual, el calor latente existente en el aire húmedo, puede ser recuperado. En pruebas realizadas para- plantas secadoras de lejía, se obtuvieron eficiencias térmicas superiores a 76% (ver fig 20).
56
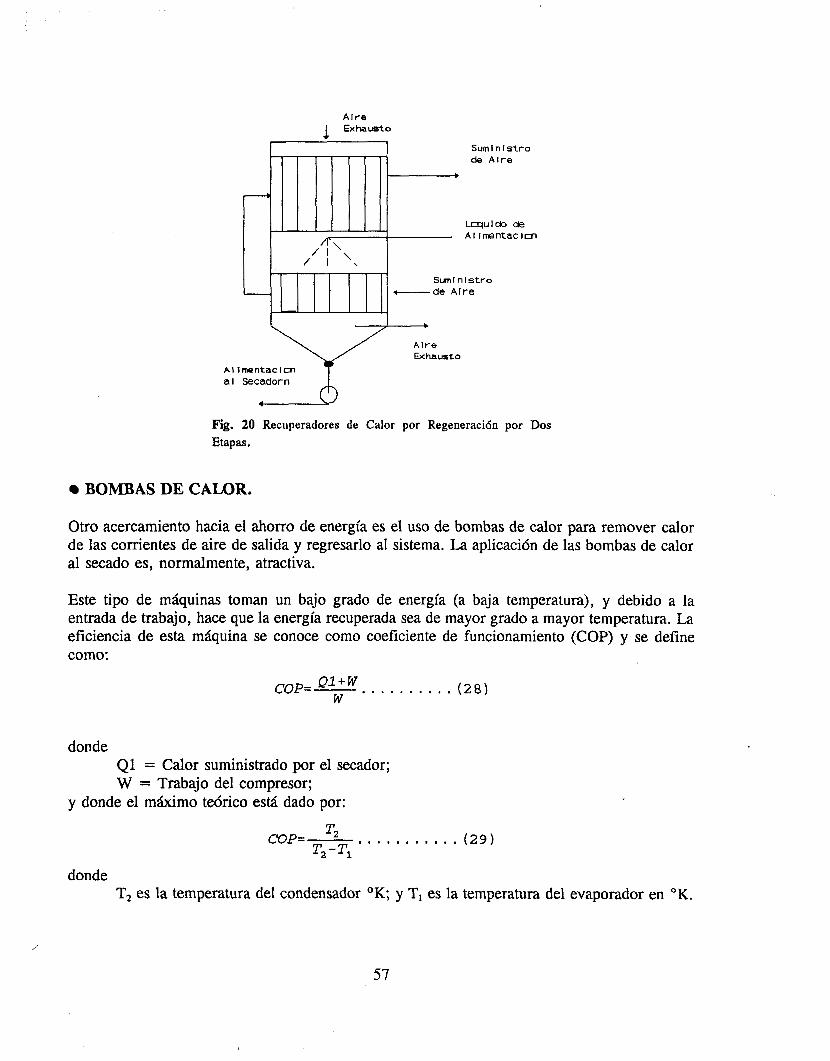
Alre 1 Exhausto Sumlnlstro de A l r e
LuluIdo de A I lmntac lm
Sunlnlstro -de Alre
At Imentaclcn a I Secadorn
Fig. 20 Recuperadores de Calor por Regeneración por Dos
Etapas.
BOMBAS DE CALOR.
Otro acercamiento hacia el ahorro de energía es el uso de bombas de calor para remover calor de las corrientes de aire de salida y regresarlo al sistema. La aplicación de las bombas de calor al secado es, normalmente, atractiva.
Este tipo de mdquinas toman un bajo grado de energía (a baja temperatura), y debido a la entrada de trabajo, hace que la energía recuperada sea de mayor grado a mayor temperatura. La eficiencia de esta mttquina se conoce como coeficiente de funcionamiento (COP) y se define como:
COP= - 91 +W W . . . . . . . . . . (28)
donde Q1 = Calor suministrado por el secador; W = Trabajo del compresor;
y donde el ml3jtimo tdrico esta. dado por: m
COP= - 22 . . . . . . . . . . . (29) T2 - TI
donde T, es la temperatura del condensador OK; y TI es la temperatura del evaporador en OK.
57
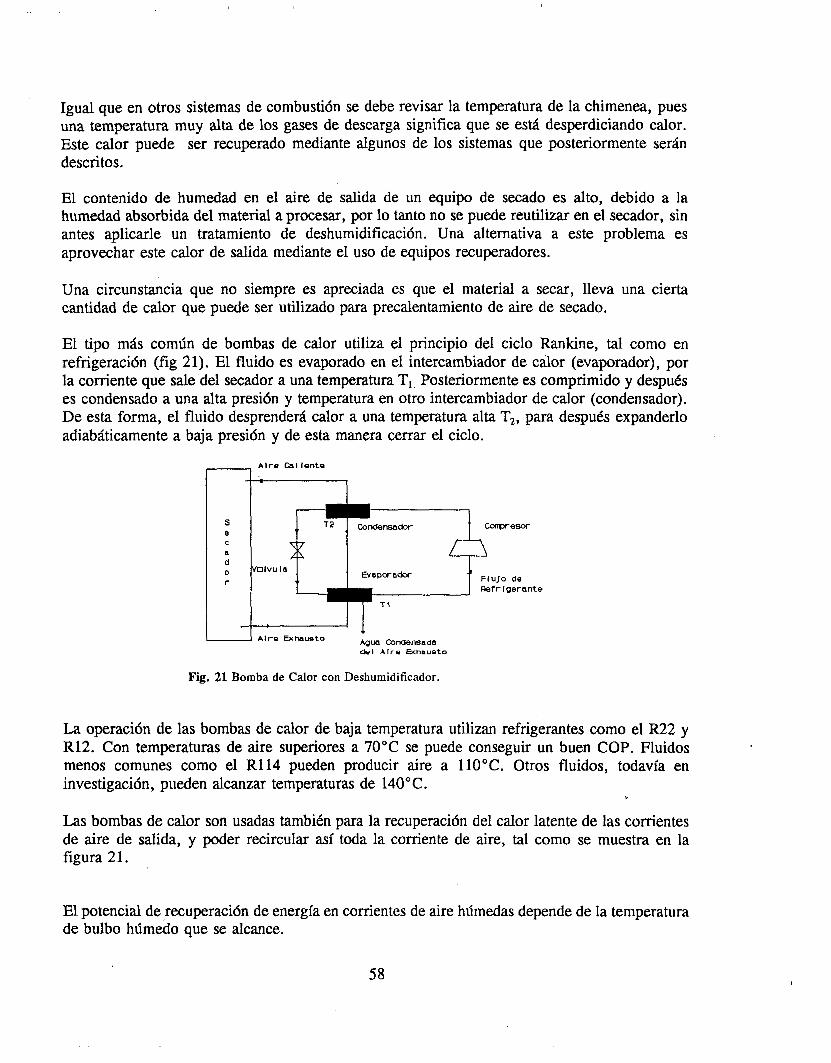
Igual que en otros sistemas de combustidn se debe revisar la temperatura de la chimenea, pues una temperatura muy alta de los gases de descarga significa que se estA desperdiciando calor. Este calor puede ser recuperado mediante algunos de los sistemas que posteriormente serAn descritos.
El contenido de humedad en el aire de salida de un equipo de secado es alto, debido a la humedad absorbida del material a procesar, por lo tanto no se puede reutilizar en el secador, sin antes aplicarle un tratamiento de deshumidificacih. Una alternativa a este problema es aprovechar este calor de salida mediante el uso de equipos recuperadores.
Una circunstancia que no siempre es apreciada es que el material a secar, lleva una cierta cantidad de calor que puede ser utilizado para precalentamiento de aire de secado.
El tipo mAs común de bombas de calor utiliza el principio del ciclo Rankine, tal como en refrigeracidn (fig 2 1). El fluido es evaporado en el intercambiador de calor (evaporador), por la corriente que sale .del secador a una temperatura T,. Posteriormente es comprimido y despues es condensado a una alta presi6n y temperatura en otro intercambiador de calor (condensador). De esta .forma, el fluido desprenderg calor a una temperatura alta T2, para despuCs expanderlo adiabAticamente a baja presidn y de esta manera cerrar el ciclo.
t"--1 Alre Callonto
Fig. 21 Bomba de Calor con Deshumidificador.
La operacidn de las bombas de calor de baja temperatura utilizan refrigerantes como el R22 y R12. Con temperaturas de aire superiores a 70°C se puede conseguir un buen COP. Fluidos menos comunes como el R114 pueden producir aire a 110°C. Otros fluidos, todavía en investigacidn, pueden alcanzar temperaturas de 140" C.
Las bombas de calor son usadas tambiCn para la recuperacidn del calor latente de las corrientes de aire de salida, y poder recircular así toda la corriente de aire, tal como se muestra en la figura 21.
El potencial de recuperacidn de energía en corrientes de aire húmedas depende de la temperatura de bulbo húmedo que se alcance.
58
Por ejemplo, si se tiene aire húmedo a 120°C y se baja a 65"C, el 99% de vapor de agua existente en la comente de aire es condensado si la temperatura de bulbo húmedo es de 98"C, mientras que si la temperatura de bulbo húmedo se reduce a 70"C, s610 se condensa el 22%. En ambos casos, el calor latente expresado como proporci6n de la energía recuperada debe de ser del 90% al 46% respectivamente.
El sistema mostrado en la fig. 21 es llamado deshumidificador de bomba de calor, en donde el aire de salida del secador se enfriado por abajo de su punto de rocío hasta obtener agua condensada. El calor latente recuperado es retirado por el fluido de trabajo, el cual es evaporado y, despu6s de una compresi6n es condensado en el segundo intercambiador de la bomba de calor a una alta temperatura.
El aire de salida del secador, ya deshumidificado, es pasado ahora a travCs del condensador y aumenta su temperatura antes de reciclarlo de nuevo al secador.
59
5. APLICACIóN DE LA METODOLOGÍA
CASO ESPECÍFICO. DE DIAGN~STICO ENERGÉTICO A UN
Para la aplicación de la metodología desarrollada se hizo uso de los siguientes datos de una industria maderera de la República Mexicana. Humedad inicial = 45 % (peso húmedo). Humedad Final = 5 % (peso húmedo). Temperatura Inicial de la madera = 19 "C. Temperatura de evaporación = 95°C (a condiciones atmosfCricas de almacenamiento). Temperatura interna del horno = 140°C. Cantidad de madera, secada = 25,000 Kg m.h./día.
5.1) EVALúO ENERGÉTICO. Con los datos anteriores se procede a realizar una evaluación energética al secador.
0 ENERGÍA CONSUMIDA POR EVAPORACI6N. Primero se obtiene la cantidad de calor requerida para secar la madera, Csta cantidad se obtiene mediante la expresión:
Qt = Qi+ 0,. . . . . . . ( 3 0 )
Donde Qi. Representa el calor necesario para incrementar la temperatura de la madera húmeda hasta el punto de ebullición del agua. Q,. Es la cantidad de calor requerida para evaporar el agua de la madera.
De la cantidad de madera procesada se tiene lo siguiente:
(25,000 kg m. h./día)(0.45Kg H20/kg m.h.) = 11,250 kg de H20 (25,000 kg m. h.ldía)(l-O.45Kg H20/kg m.h.) = 13,750 kg m. seca.
El calor necesario para llevar a la madera a la temperatura en la que el agua empieza a evaporarse ( a 3 es el siguiente: (13,750kg madera seca/día)(0.38kcal/kg°C)(95"C-19°C) = 397,100 kcal/día
Y el calor para llevar el agua a la evaporación (Q3 es: (11,250 kg de H20)(1 kcal/kg0C)(95"C-19"C) = 855,000 kcal/día entonces Qi = 1,252,100 kcal/día.
La humedad inicial en peso seco se obtiene de la siguiente manera:
) = 0.8181 kg 4 0 Y, = ( 1-0.45 kg m. seca . . . . m (31)
Entonces la cantidad de agua a evaporar es la siguiente: (13,750 kg m. seca/día)(0.8181 kg H20-0.0526 kg H20) = 10,526 kg H20/día y el calor para evaporar el agua de la madera es (10,526.3 kg H20/día)(540 kcal/kg H20) = 5,684,204.4 kcal/día
De este modo el calor total para secar la madera (QJ es de: 6,936,304.4 kcaYdía.
0 FLUJO DE AIRE DE SALIDA. De la informaci6n obtenida en esta industria se encontr6 un requerimiento de 10m3 de aire por kilogramo de agua evaporada. Para las condiciones atmosfdricas de esta ciudad en el mes de octubre se tiene lo siguiente: Temperatura del aire = 18°C Humedad Relativa = 0.0072 kg H,O/kg de aire húmedo.
Como se van a evaporar 10,526.3 kg de agua, entonces se requieren (105,263 m3 de aire)(1.26 kg/m3) = 132,631.4 kg de aire húmedo. La cantidad de vapor de agua que se encuentra en el aire de acuerdo a la humedad relativa obtenida es la siguiente: (132,631.4 kg de aire)(0.0072 kg H20/kg aire)= 954.9 kg H20. El calor en el aire es: (131,676.4 kg aire seco)(0.24 kcal/kg)(l4O0C-18"C)=3,855,487 kcal/día, y el calor del vapor de agua: (954.9 kg H20)(652.4 kcal/kg-606 kcal/kg) = 44,307.4 kcal/día.
Entonces el calor perdido en el aire de salida es 3,899,794.6 kcaYdía.
CONSUMO DE ENERGÍA POR VENTILADORES. Este concepto se refiere a la potencia necesaria de los ventiladores para hacer circular el flujo de aire requerido en el secador. Del levantamiento de datos se obtuvo que se requiere una potencia de 120,000 kcaYdía.
0 PÉRDIDAS DE ENERGÍA POR CONVECCI6N. Para calcular la energía perdida por conveccidn se utiliza el coeficiente de transferencia de calor h,, que nos da una buena aproximaci6n para los secadores de este tipo. este coeficiente se obtiene mediante la relaci6n:
A t h, = 0.7+- 3 7 5
. . . . . . ( . 3 3 )
donde At = temperatura de la superficie del homo menos la temperatura del medio ambiente, "C h, = coeficiente de trasferencia de calor, en Btu/pie2 h.
Para un ai-ea de 2066.67 pie2 y un At de 122"C, se obtienen pérdidas por convecci6n de 533,977.3 kcal/hr.
61
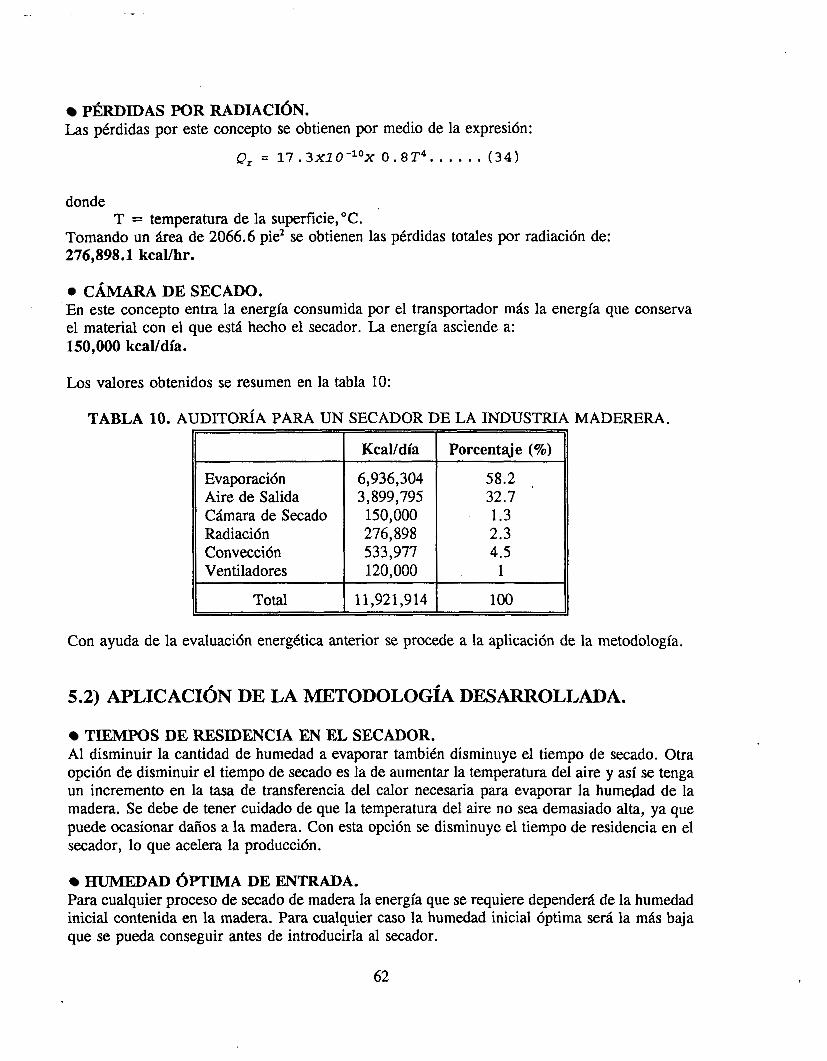
PÉRDIDAS POR RADIACI~N. Las pCrdidas por este concepto se obtienen por medio de la expresión:
9, = 1 7 . 3 ~ 1 0 - ~ ~ ~ 0.8T4.. . . . , ( 3 4 )
donde
Tomando un hea de 2066.6 pie' se obtienen las pCrdidas totales por radiación de: 276,898.1 kcal/hr.
T = temperatura de la superficie, "C.
0 CÁMARA DE SECADO. En este concepto entra la energía consumida por el transportador m6s la energía que conserva el material con el que esta hecho el secador. La energía asciende a: 150,000 kcaYdía.
Los valores obtenidos se resumen en la tabla 10:
TABLA IO. AUDITORÍA PARA UN SECADOR DE LA INDUSTRIA MADERERA.
Evaporacidn Aire de Salida C6mara de Secado Radiaci6n Convecci6n Ventiladores
Total
KcaVdía Porcentae (9%)
6,936,304 58.2 3,899,795
1 120,000 4.5 533,977 2.3 276,898 1.3 150,000
32.7
11,921,914 100
Con ayuda de la evaluación energCtica anterior se procede a la aplicación de la metodología.
5.2) APLICACI~N DE LA METODOLOGÍA DESARROLLADA.
TIEMPOS DE RESIDENCIA EN EL SECADOR. Al disminuir la cantidad de humedad a evaporar tambiCn disminuye el tiempo de secado. Otra opción de disminuir el tiempo de secado es la de aumentar la temperatura del aire y así se tenga un incremento en la tasa de transferencia del calor necesaria para evaporar la humeglad de la madera. Se debe de tener cuidado de que la temperatura del aire no sea demasiado alta, ya que puede ocasionar daños a la madera. Con esta opción se disminuye el tiempo de residencia en el secador, lo que acelera la producción.
HUMEDAD 6PTIMA DE ENTRADA. Para cualquier proceso de secado de madera la energía que se requiere depender6 de la humedad inicial contenida en la madera. Para cualquier caso la humedad inicial óptima ser6 la mbs baja que se pueda conseguir antes de introducirla al secador.
62

Para la aplicaci6n del primer punto de la metodología se obtuvo que era posible disminuir la humedad inicial de la madera al 35% mediante un presecado al aire libre. Este presecado consiste en colocar tramos de madera apilados pero dejando un cierto espacio entre ellos. El apilamiento debe de estar a la sombra de tal manera que proteja a la madera de los rayos directos del sol. El tiempo que tarda en disminuir la humedad del 45 al 35% es de tres días lo ,que no afecta a las necesidades de producción final de la industria.
Aplicando la humedad 6ptima encontrada y repitiendo los cAlculos anteriores se tiene:
Qi = 1,134,000 kcal/día y Q, = 4,263,421.5 kcal/día Q, = 5,397,921.5 kcal/día, si comparamos el requerimiento de calor total con el anterior, obtenemos un ahorro de 1,538,883 kcal/día.
0 HUMEDAD FINAL 6PTIMA. Cuando la humedad de salida de la madera es menor que la humedad de equilibrio se está desperdiciando energía debido a que al coiocar la madera en almacenamiento volver4 a recuperar humedad hasta encontrarse en equilibrio con las condiciones atmosfdricas. Tomando como ejemplo el mes de octubre, se tiene una humedad relativa del aire de 57 % y una temperatura de 18"c, por medio de la tabla 7, se obtiene una humedad de equilibrio de 10.5kg H,O/kg m. húmeda, Realizando nuevamente los cAlculos anteriores pero ahora utilizando 10.5 % en vez de 5% como humedad final de secado se obtienen las siguientes cantidades:
Qi = 1,252,100 kcal/día y Q, = 5,203,914 kcal/día Q, = 6,456,010 kcal/día, con lo que se tiene un ahorro de: 6,936,304 kcal/día - 6,456,010 kcal/día = 480,294 kcal/día.
Este ahorro puede ser mayor considerando que para un secador evaporativo entre menor sea el contenido de humedad en el material a secar es mayor la cantidad de calor necesaria para evaporarla.
RECIRCULACIbN DE AIRE. Para analizar la influencia de la recirculacidn sobre la eficiencia se consider6 que el cual el aire ambiente entra al calentador a 18 "C y humedad relativa de 57 % ,. ahi alcanza los 140°C. A la salida del secador se encuentra a 69°C. En la tabla 11 se expresa la eficiencia tdrmica correspondiente a diferentes circulaciones.
TABLA 11. VARIACI~N DE LA EFICIENCIA CON LA RECIRCULACI~N DE AIRE.
Recirculacidn Eficiencia(%)
58.2
63
De un estudio se dedujo que la mejor opción era recircular el 50 % del flujo de aire ya que si se intenta recircular m6s cantidad el contenido de vapor de agua a la salida ya es demasiado alto por lo que sería necesario deshumidifícarlo antes de regresarlo a la entrada del secador. Cuando la cantidad de calor utilizada para evaporaci6n es 6,936,304 kcal/día, se tiene una eficiencia de 58.2% lo que da que se requiere una energía total de 11,921,914 kcal/día. Entonces con la ayuda de la recirculaci6n de aire la cantidad de energía para evaporacidn representa ahora el 73.8%, esto es, que se requieren es 9,398,786 kcalldía; esto representa un ahorro de 2,523,128 kcalldía.
5.3) APLICACIóN DE OTRAS ALTERNATIVAS DE AHORRO.
0 UTILIZACI~N DE OTRO TIPO DE SECADOR MÁS EFICIENTE. Debido a sus altos requerimientos energkticos no debe adoptarse o incrementarse el uso de este tipo de secador cuando sea posible utilizar otros métodos de secado tales como secadores por separacidn mechica. Estos equipos generalmente requieren de una cantidad de energía substancialrnente menor en comparación con los secadores evaporativos.
8 USO DE AISLAMIENTO. Como en la mayoría de los casos en donde se utiliza energía termica, las p6rdidas por radiación y conveccidn en los equipos de secado, representa una disipación de energia que podemos evitar mediante el uso de aislantes.
Para la aplicación de esta alternativa se obtuvo la siguiente información: Temperatura de superficie = 140°C Temperatura del ambiente = 18°C Superficie = 192 m*
Con la instalacidn de tres pulgadas de aislante de fibra de vidrio las pérdidas por convección y radiación disminuyen hasta un 95%, lo que da un ahorro de 770,331.6 kcalldía.
64
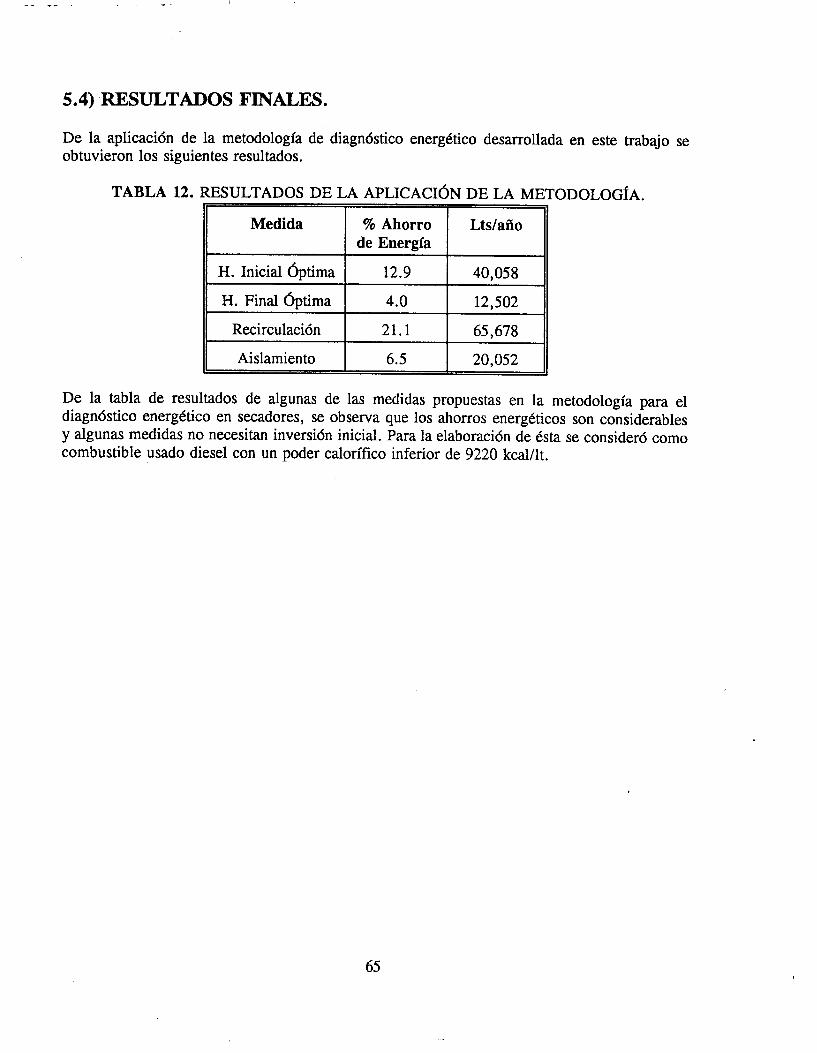
5.4) RESULTADOS FINALIB.
De la aplicacidn de la metodología de diagndstico energktico desarrollada en este trabajo se obtuvieron los siguientes resultados.
TABLA 12. RESULTADOS DE LA APLICACI6N DE LA METODOLOGÍA.
Medida Lts/año % Ahorro de Energía
H. Inicial @tima
H. Final @tima
40,058 12.9
20,052 6.5 Aislamiento 65,678 21.1 Recirculacidn 12,502 4.0
De la tabla de resultados de algunas de las medidas propuestas en la metodología para el diagndstico energético en secadores, se observa que los ahorros energCticos son considerables y algunas medidas no necesitan inversidn inicial. Para la elaboracidn de Csta se consider6 como combustible usado diesel con un poder calorífico inferior de 9220 kcal/lt.
65
60 CONCLUSIONES.
Los ahorros potenciales de energía en los equipos de secado son importantes ya que representan una parte considerable de la energia utilizada en la industria. No obstante, esta operaci6n unitaria bisica ha sido muy descuidada por lo que en un futuro se deber6 enfocar con mayor Cnfasis a estudios de ahorro de energía hacia el proceso de secado.
En el presente trabajo se ha hecho un intento por indicar las posibilidades existentes para reducir la cantidad de energia consumida en las operaciones del secado. Se han presentado varias opciones considerando algunas condiciones generales para mostrar la tendencia seguida en el secado, esto con el fin de obtener una conciencia energdtica en la industria que utiliza este tipo de proceso.
En base a la literatura revisada y al anilisis, cilculos y aplicaciones de la metodología desarrollada se pueden obtener las siguientes observaciones finales.
1. El potencial de ahorro de energía en los procesos de secado significa conservativamente cerca del 20%. No obstante, no existe mucho interés por parte de la industria de.apoyar la realizaci6n de estudios para esta operaci6n unitaria. Además no existen datos reportados de eficiencia por lo que no puede hacerse cilculos de ingeniería convenientes del secador sin esta informaci6n.
2. Un reducido número de tipo de secadores consumen el 99% de la energía utilizada en estos equipos, por lo que existe la posibilidad de obtener un gran ahorro de energía en este campo mejorando la eficiencia de estos equipos.
3. El método de andisis energético propuesto en este trabajo es lo suficientemente exacto para generar informacih-sobre las oportunidades de ahorro de energía en los dispositivos analizados.
66
7. REFERENCIAS UTILIZADAS.
0 Balances de Energía. Antonio Valiente-Rudi Primo. Editorial Alhambra Mexicana. Mkxico, 1992.
El Secado. Friedrich Kneule. Tknica de Procesos en las Industrias Químicas y Derivados. Editorial Urmo. España, 1972.
Handbook of Industrial Drying. Aruns J. Mujumdar. Marcel Dekker Incorporation. E.U.A., 1987.
Dryng of Solids in the Chemical Industry. Nonhebel Gordon-Moss Henry. Buttherworth & Co. Publisher. Essex, Great Britain, 1971.
Driying Principles And Practice. R. B. K e y . Vol. 13. Pergamon Press. Great Britain, 1975.
Guía Para el Aprovechamiento del Calor de Desperdicio. Kenneth G. Kreider-Michael McNeal. Secretaría de Patrimonio y Fomento Industrial. Mkxico, 1982.
Ingeniería de los Alimentos. R. L. Earle. Editorial Acribia S . A. Zaragoza, España, 1988.
67
" - "
Uso Eficiente de la Energía en la Industria. David A. Reay. Internacional Research and Development Co. Ltd. Pergamon Press. Newcastle-Upon-Tyne, England, 1982.
0 Tknicas de Conservaci6n Energttica en la Industria. ' Instituto Para la Diversificaci6n y Ahorro de Energía.
Ministerio de Industria y Energía. Madrid, España, 1985.
Manual de Eficiencia EnergCtica Térmica en la Industria, Centro para el Ahorro y Desarrollo Energético y Minero. Grupo Eve. Bilbao, España, 1985.
Manual del Ingeniero Químico. Robert H. Perry-Cecil Chilton. Volumen 3. Mc Grawn-Hill. Mexico, 1984.
Enciclopedia de Tecnología Química. Raymond E. Kirk-Donald F. Othmer. Tomo XIV. Uni6n Tipogrdfica Editorial Hispanoamericana. Mexico, 1963.
Principio de Operaciones Unitarias. Alan S. Foust-Wenzel A. Leonard. Compañia Editorial Continental, Mexico, 1976.
68