Oxicorte o Plasma
14
DEPARTAMENTO DE CIENCIAS DE LA ENERGÍA Y MECÁNICA CARRERA DE INGENIERÍA MECATRÓNICA Y MECÁNICA ASIGNATURA: SOLDADURA OXICORTE Y CORTE CON PLASMA Carlos Andrés Caizaluisa Narváez Daniel Alarcón Sangolquí, 29 de Julio del 2015
-
Upload
carlosandres -
Category
Documents
-
view
129 -
download
3
description
informe oxicorte y plasma
Transcript of Oxicorte o Plasma

DEPARTAMENTO DE CIENCIAS DE LA ENERGÍA Y MECÁNICA
CARRERA DE INGENIERÍA MECATRÓNICA Y MECÁNICA
ASIGNATURA: SOLDADURA
OXICORTE Y CORTE CON PLASMA
Carlos Andrés Caizaluisa NarváezDaniel Alarcón
Sangolquí, 29 de Julio del 2015

OBJETIVOS:
Adquirir conocimientos acerca del proceso de oxicorte y corte con plasma, y
ver cuáles son sus diferencias.
Aprender a utilizar los equipos de oxicorte y corte con plasma y adquirir
destreza en el manejo de los mismos.
Conocer en profundidad los equipos necesarios en las labores de oxicorte y
en el corte con plasma.
MARCO TEÓRICO
QUE ES EL OXICORTE
El oxicorte es una técnica auxiliar a la soldadura, desarrollada desde 1903 y
usada hasta la fecha en innumerables aplicaciones industriales, que se utiliza para
la preparación de los bordes de las piezas a soldar cuando son de espesor
considerable, y para realizar el corte de chapas, barras de acero al carbono de
baja aleación u otros elementos ferrosos.
El oxicorte consta de dos etapas: en la primera, el acero se calienta a alta
temperatura (900 °C) con la llama producida por el oxígeno y un gas combustible;
en la segunda, una corriente de oxígeno corta el metal y elimina los óxidos de
hierro producidos.
En este proceso se utiliza un gas combustible cualquiera
(acetileno, hidrógeno, propano, hulla, tetreno o crileno), cuyo efecto es producir
una llama para calentar el material, mientras que como gas comburente siempre
ha de utilizarse oxígeno a fin de causar la oxidación necesaria para el proceso de
corte.
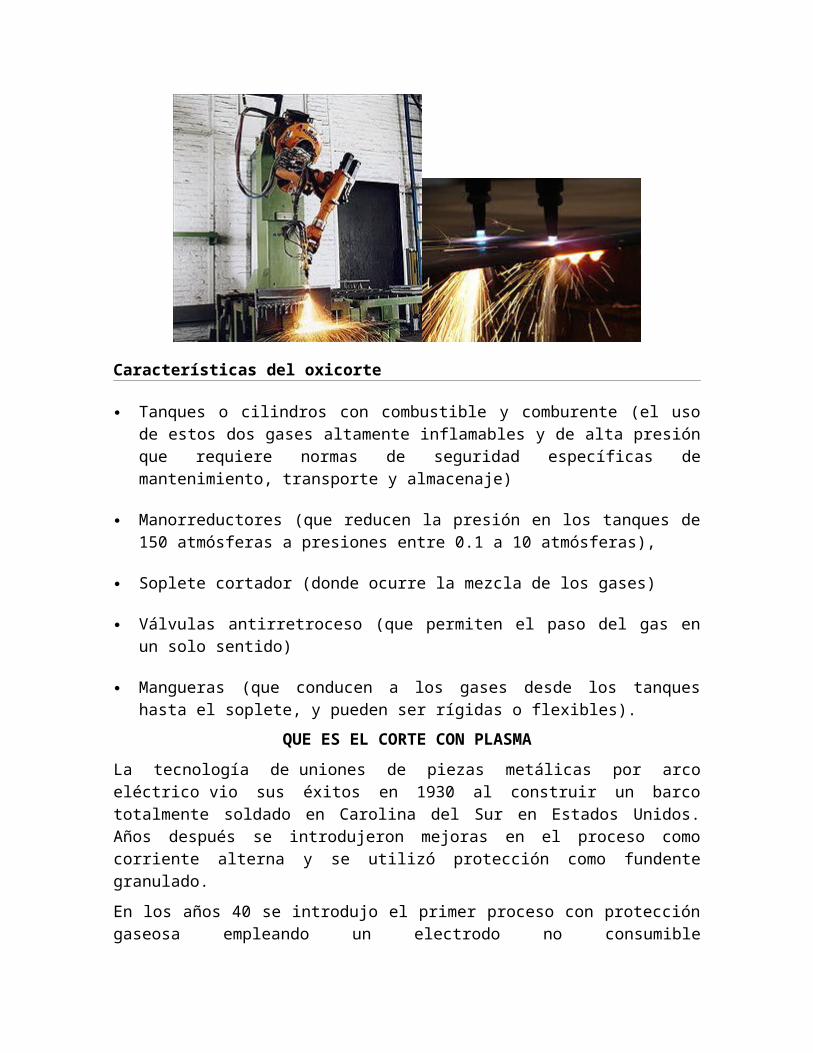
Características del oxicorte
Tanques o cilindros con combustible y comburente (el uso de estos dos gases
altamente inflamables y de alta presión que requiere normas de seguridad
específicas de mantenimiento, transporte y almacenaje)
Manorreductores (que reducen la presión en los tanques de 150 atmósferas a
presiones entre 0.1 a 10 atmósferas),
Soplete cortador (donde ocurre la mezcla de los gases)
Válvulas antirretroceso (que permiten el paso del gas en un solo sentido)
Mangueras (que conducen a los gases desde los tanques hasta el soplete, y
pueden ser rígidas o flexibles).
QUE ES EL CORTE CON PLASMA
La tecnología de uniones de piezas metálicas por arco eléctrico vio sus éxitos en
1930 al construir un barco totalmente soldado en Carolina del Sur en Estados
Unidos. Años después se introdujeron mejoras en el proceso como corriente
alterna y se utilizó protección como fundente granulado.
En los años 40 se introdujo el primer proceso con protección gaseosa empleando
un electrodo no consumible de wolframio y heliocomo gas protector, recibió el
nombre de TIG (Tungsten Inert Gas).
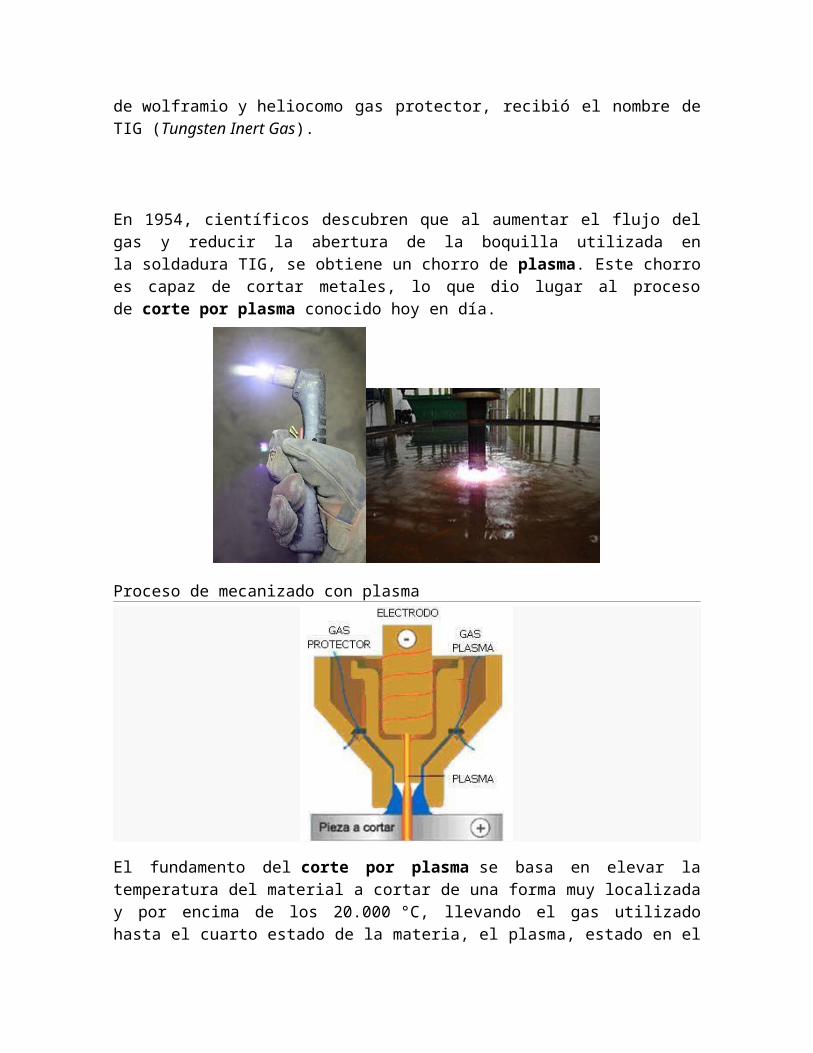
En 1954, científicos descubren que al aumentar el flujo del gas y reducir la
abertura de la boquilla utilizada en la soldadura TIG, se obtiene un chorro
de plasma. Este chorro es capaz de cortar metales, lo que dio lugar al proceso
de corte por plasma conocido hoy en día.
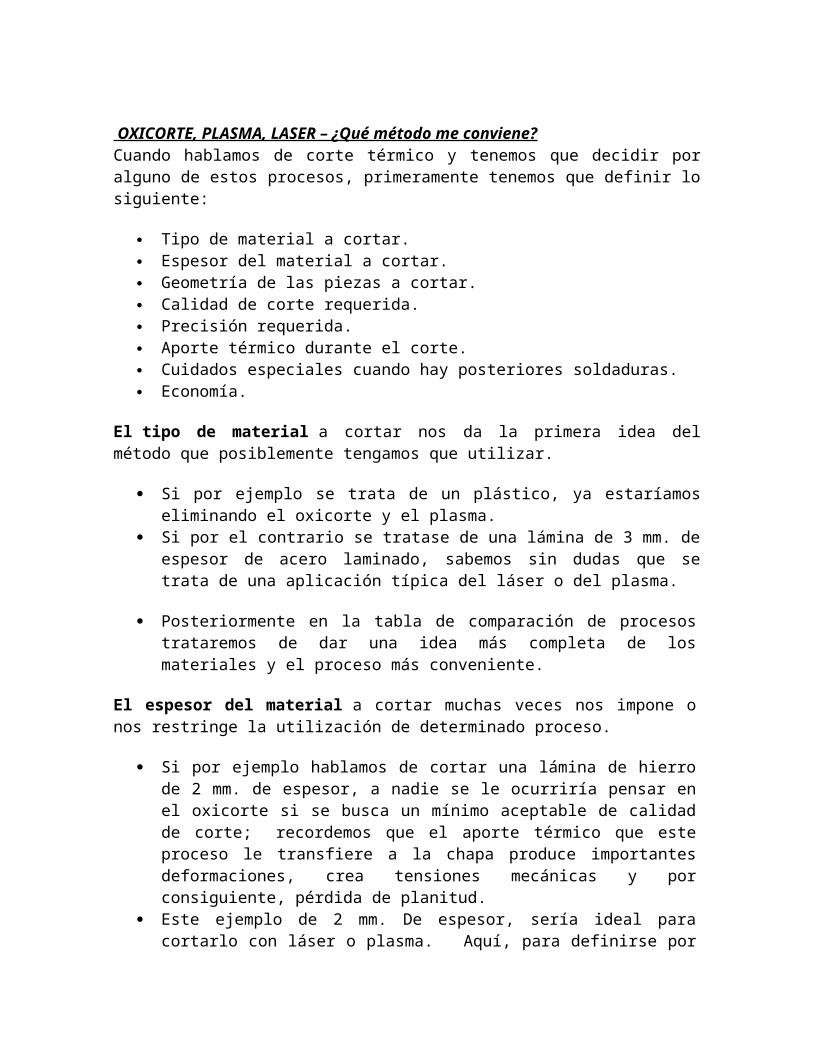
Proceso de mecanizado con plasma
El fundamento del corte por plasma se basa en elevar la temperatura del material
a cortar de una forma muy localizada y por encima de los 20.000 °C, llevando el
gas utilizado hasta el cuarto estado de la materia, el plasma, estado en el que los
electrones se disocian del átomo y el gas se ioniza (se vuelve conductor).
El procedimiento consiste en provocar un arco eléctrico estrangulado a través de
la sección de la boquilla del soplete, sumamente pequeña, lo que concentra
extraordinariamente la energía cinética del gas empleado, ionizándolo, y
por polaridad adquiere la propiedad de cortar.
Resumiendo, el corte por plasma se basa en la acción térmica y mecánica de un
chorro de gas calentado por un arco eléctrico decorriente continua establecido

entre un electrodo ubicado en la antorcha y la pieza a mecanizar. El chorro de
plasma lanzado contra la pieza penetra la totalidad del espesor a cortar, fundiendo
y expulsando el material.
La ventaja principal de este sistema radica en su reducido riesgo de
deformaciones debido a la compactación calorífica de la zona de corte. También
es valorable la economía de los gases aplicables, ya que a priori es viable
cualquiera, si bien es cierto que no debe de atacar al electrodo ni a la pieza.
No es recomendable el uso de la cortadora de plasma en piezas pequeñas debido
a que la temperatura es tan elevada que la pieza llega a deformarse.
Características del proceso
Esta moderna tecnología es usable para el corte de cualquier material metálico
conductor, y más especialmente en acero estructural, inoxidables y metales no
férricos.
El corte por plasma puede ser un proceso complementario para trabajos
especiales, como pueden ser la producción de pequeñas series, la consecución de
tolerancias muy ajustadas o la mejora de acabados.
También se produce una baja afectación térmica del material gracias a la alta
concentración energética del arco-plasma. El comienzo del corte es prácticamente
instantáneo y produce una deformación mínima de la pieza.
Este proceso permite mecanizar a altas velocidades de corte y produce menos
tiempos muertos, (no se necesita precalentamiento para la perforación).
Permite espesores de corte de 0.5 a 160 milímetros, con unidades de plasma de
hasta 1000 amperios.
El corte por plasma también posibilita mecanizados en acero estructural con
posibilidad de biselados hasta en 30 milímetros.
Una de las características más reseñables es que se consiguen cortes de alta
calidad y muy buen acabado.

OXICORTE, PLASMA, LASER – ¿Qué método me conviene? Cuando hablamos de corte térmico y tenemos que decidir por alguno de estos procesos, primeramente tenemos que definir lo siguiente:
Tipo de material a cortar. Espesor del material a cortar. Geometría de las piezas a cortar. Calidad de corte requerida. Precisión requerida. Aporte térmico durante el corte. Cuidados especiales cuando hay posteriores soldaduras. Economía.
El tipo de material a cortar nos da la primera idea del método que posiblemente tengamos que utilizar.
Si por ejemplo se trata de un plástico, ya estaríamos eliminando el oxicorte y el plasma.
Si por el contrario se tratase de una lámina de 3 mm. de espesor de acero laminado, sabemos sin dudas que se trata de una aplicación típica del láser o del plasma.
Posteriormente en la tabla de comparación de procesos trataremos de dar una idea más completa de los materiales y el proceso más conveniente.
El espesor del material a cortar muchas veces nos impone o nos restringe la utilización de determinado proceso.
Si por ejemplo hablamos de cortar una lámina de hierro de 2 mm. de espesor, a nadie se le ocurriría pensar en el oxicorte si se busca un mínimo aceptable de calidad de corte; recordemos que el aporte térmico que este proceso le transfiere a la chapa produce importantes deformaciones, crea tensiones mecánicas y por consiguiente, pérdida de planitud.
Este ejemplo de 2 mm. De espesor, sería ideal para cortarlo con láser o plasma. Aquí, para definirse por uno u otro proceso habría que considerar además los otros parámetros que estamos revisando.
La geometría de las piezas a cortar también está relacionada con los otros parámetros.
Por ejemplo, si tenemos que cortar piezas con aristas muy agudas o puntas muy pronunciadas, es importante que el proceso que utilicemos haga el mínimo aporte calórico posible, puesto que de otra forma, esta zona de la pieza se derretiría totalmente. El mismo problema se nos presenta cuando utilizamos un software o programa de aprovechamiento de material y “encajamos” una pieza muy cerca de la otra.
En cambio, si solo se trata de cortar bridas o simplemente círculos, aquí las exigencias son mínimas. En otros casos, a veces se nos presenta que tenemos que realizar cortes como por ejemplo un cuadrado, donde las aristas deben ser lo más perfectas posible y no estar redondeadas.

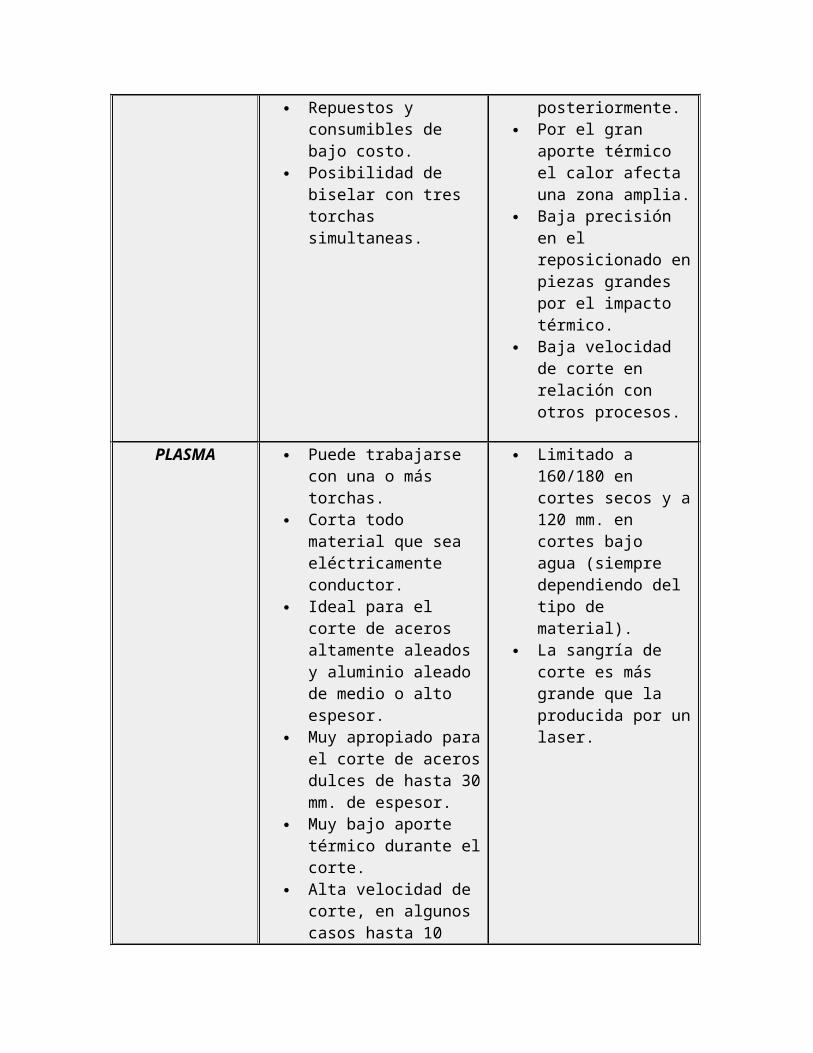
VENTAJAS Y DESVENTAJAS DE LOS DISTINTOS PROCESOS DE CORTE
PROCESOS VENTAJAS DESVENTAJAS
OXICORTE(conviene sólo
para acero dulce)
Conveniente para el rango medio y alto de espesores.
Aplicación económica de varias torchas.
Baja inversión inicial. Repuestos y
consumibles de bajo costo.
Posibilidad de biselar con tres torchas simultaneas.
Baja calidad de corte debajo de 5 mm. de espesor.
Deformación en materiales de bajo espesor que se debe corregir posteriormente.
Por el gran aporte térmico el calor afecta una zona amplia.
Baja precisión en el reposicionado en piezas grandes por el impacto térmico.
Baja velocidad de corte en relación con otros procesos.
PLASMA Puede trabajarse con una o más torchas.
Corta todo material que sea eléctricamente conductor.
Ideal para el corte de aceros altamente aleados y aluminio aleado de medio o alto espesor.
Muy apropiado para el corte de aceros dulces de hasta 30 mm. de espesor.
Muy bajo aporte térmico durante el corte.
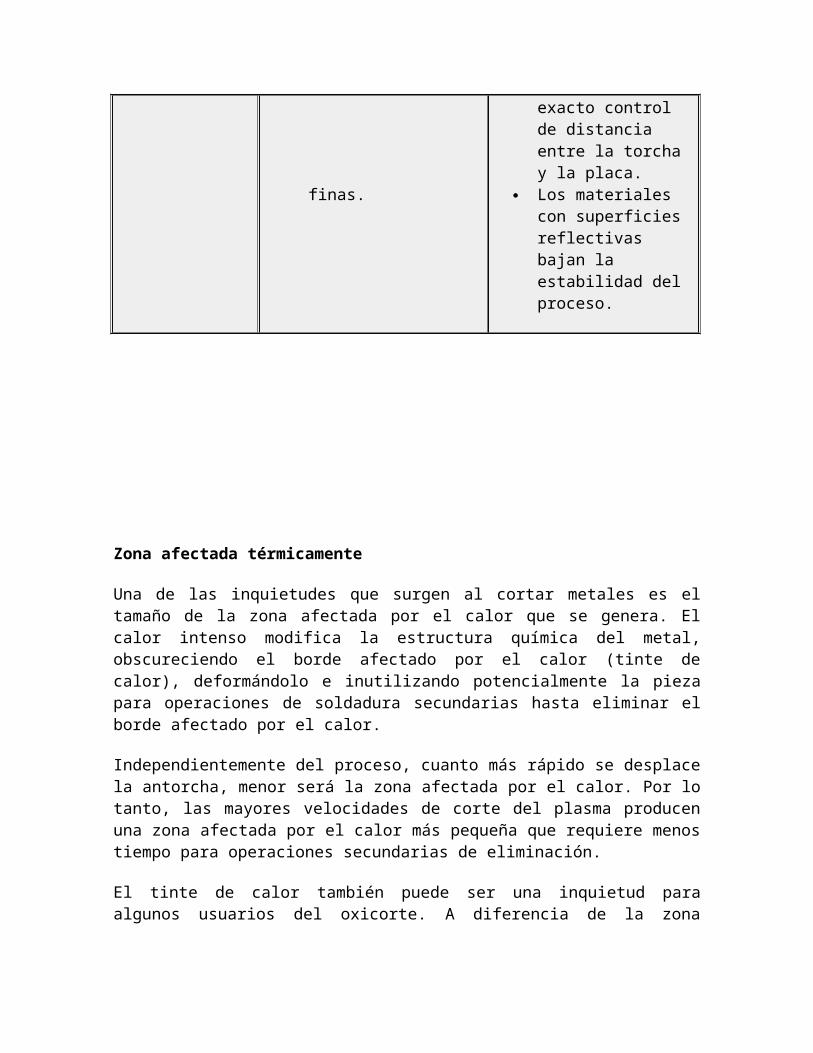
Alta velocidad de corte, en algunos casos hasta 10 veces la del oxicorte.
Cortes limpios sin necesidad de tratamientos posteriores.
Facil de automatizar.
Limitado a 160/180 en cortes secos y a 120 mm. en cortes bajo agua (siempre dependiendo del tipo de material).
La sangría de corte es más grande que la producida por un laser.
Con plasma bajo agua se consiguen cortes con muy baja deformación y reducción de ruido en el área de trabajo.
LASER
Alta precisión en chapas de bajo y medio espesor.
Ideal para el corte de geometrías complejas (vértices agudos), pequeños agujeros.
Bordes de corte perfectamente escuadrados.
Facil de automatizar. Cortes sin deformación
por el bajo impacto calórico.
Muy pequeña sangría de corte (0.1 - 0.4 mm).
Muy alta velocidad de corte en chapas finas.
Alta inversión inicial y mayores gastos de mantenimiento con relación a otros procesos.
Limitado en el espesor de los materiales. Dependiendo del equipo se puede obtener:Acero dulce: 20 (25)mm.Acero altam. aleados: 15mmAluminio: 10mm
En placas de espesores medios no tiene una superficie de corte pareja.
Requiere un muy exacto control de distancia entre la torcha y la placa.
Los materiales con superficies reflectivas bajan la estabilidad del proceso.
Zona afectada térmicamente

Una de las inquietudes que surgen al cortar metales es el tamaño de la zona afectada por el calor que se genera. El calor intenso modifica la estructura química del metal, obscureciendo el borde afectado por el calor (tinte de calor), deformándolo e inutilizando potencialmente la pieza para operaciones de soldadura secundarias hasta eliminar el borde afectado por el calor.
Independientemente del proceso, cuanto más rápido se desplace la antorcha, menor será la zona afectada por el calor. Por lo tanto, las mayores velocidades de corte del plasma producen una zona afectada por el calor más pequeña que requiere menos tiempo para operaciones secundarias de eliminación.
El tinte de calor también puede ser una inquietud para algunos usuarios del oxicorte. A diferencia de la zona afectada por el calor, que es invisible, el tinte de calor muestra una decoloración del metal.
Estas imágenes muestran la diferencia entre dos piezas de acero al carbono idénticas: una cortada con plasma y la otra con oxicorte. La menor velocidad requerida para finalizar el oxicorte produjo una superficie de tinte de calor 5 veces más grande que el tinte de calor sobre la pieza cortada con plasma.
El oxicorte es un método rentable para cortar chapas con o sin preparación. Corta de forma fácil chapas rugosas y oxidadas y no requiere excesiva habilidad para
producir excelentes resultados. El proceso de corte por oxicombustible provoca una reacción química de oxígeno con el material base a temperaturas elevadas facilitando el corte del metal. La temperatura necesaria se mantiene mediante la llama provocada por la combustión de un gas combustible mezclado con oxígeno puro.
Las aplicaciones de oxicorte más habituales se limitan al acero al carbono y de baja aleación. Estos materiales pueden cortarse económicamente y la configuración es rápida y sencilla. Para el oxicorte manual no existe necesidad de corriente eléctrica y los costes de equipos son bajos. Los materiales con rangos de espesor comprendidos entre 1,6 mm y 102 mm pueden cortarse mediante el oxicorte manual. Espesores mayores se cortan con buenos resultados mediante el uso de máquinas de corte.
El corte plasma corta metales al fundir un área localizada del material mediante un arco eléctrico restringido que elimina el material fundido con un chorro de gas ionizado caliente a alta velocidad.
El corte plasma puede utilizarse para cortar cualquier metal conductor de electricidad si su espesor y forma permiten la plena penetración del chorro de plasma. Debido a que el proceso PAC puede utilizarse para cortar materiales no ferrosos y es más rápido que el oxicorte con materiales ferrosos de espesores pequeños y medios, lo convierte en la alternativa más económica para muchas aplicaciones industriales.
Conclusiones:
La escoria, la zona afectada por el calor, el redondeo del borde superior y el ángulo de corte son algunos de los principales factores que contribuyen a la calidad del corte. En dos de estas áreas, específicamente en escoria y zona afectada por el calor, el plasma supera ampliamente al oxicorte, al producir un borde virtualmente libre de escoria y una zona afectada por el calor mucho más pequeña.
El proceso de corte por plasma utiliza un gas de alta temperatura con carga eléctrica para derretir el metal y expulsar el material fundido del corte. El oxicorte produce una reacción química entre el oxígeno y el acero, que genera escoria de óxido de hierro. Gracias a las diferencias en el proceso, durante el corte por plasma se forma menos escoria, y la que se forma es más fácil de quitar. Por lo general, se puede eliminar con facilidad sin necesidad de desbastarla o quitarla con un cincel, lo que reduce significativamente el tiempo necesario para operaciones secundarias. El menor desbaste redunda en mayor producción.
ANEXOS:

Corte con plasma manual
Corte con oxicorte manual
BIBLIOGRAFÍA
http://www.praxair.es/industries/welding-and-metal-fabrication/cutting-processes
http://www.olan.es/index.php?option=com_content&view=article&id=46&Itemid=56
http://www.soldan.es/nueva/messer/mainmetodo1.sw