Industrial ponderosa pino ponderasa madera para cimbra en tabla y tablon

Artículos Técnicos: Técnicas constructivas
42 · CCiimmbbrraa · ENERO-FEBRERO-MARZO 2010
Materiales compuestos dematriz poliméricareforzados con fibra de vidrio
RUBÉN TINO RAMOS, INGENIERO TÉCNICO DE OBRAS PÚBLICAS, INGENIERO DE MATERIALESY TÉCNICO SUPERIOR DE PREVENCIÓN DE RIESGOS LABORALES. JEFE DE
SECCIÓN DE LA UNIDAD DE CARRETERAS DE ZAMORA DEL MINISTERIO DE FOMENTO.
Desde el punto de vista de la ingeniería, esnotable el aumento del uso de materialescompuestos avanzados en la fabricación deelementos estructurales en los últimos años.Así pues, los materiales tradicionales como elacero, la madera o el aluminio van cediendociertas aplicaciones a materiales compuestosavanzados, con los que se consiguen mejorespropiedades específicas.
www.snowmaker.com

ENERO-FEBRERO-MARZO 2010 · CCiimmbbrraa · 43
Un material compuesto es un sistema materialintegrado por una mezcla o combinación de dos omás micro o macroconstituyentes que difieren enforma y composición química y que son esencial-mente insolubles entre sí. Asimismo, si los mate-riales compuestos son usados por sus peculiarespropiedades estructurales, la definición de mate-riales compuestos se puede restringir a aquellosen los que una sustancia componente es el refuer-zo (conocido por fibra o partícula) soportado por laotra fase que actúa como material aglutinante (co-nocido como matriz).
Históricamente, se han empleado una enormevariedad de materiales reforzados. Durante siglos,la paja ha sido utilizada para darle resistencia alos adobes. En las estructuras de hormigón se in-troducen como refuerzo varillas de acero. Las fi-bras vítreas en una matriz polimérica producen lafibra de vidrio para aplicaciones de transporte yaeroespaciales. Las fibras hechas de boro, grafitoy polímeros proporcionan un refuerzo excepcional.También los diminutos monocristales de materia-les cerámicos llamados whiskers se han desarro-llado para este objeto.
Los materiales compuestos suelen elaborarsecon fibras sintéticas integradas en una matriz, ma-terial que las rodea y las fija. El tipo de materialcompuesto más utilizado es el compuesto de ma-triz polimérica que consiste en fibras de un mate-rial cerámico, como el carbono o el vidrio, inserta-das en una matriz plástica. Por lo general, las fi-bras ocupan alrededor del 60% del volumen en loscompuestos de este tipo. También se utilizan ma-trices metálicas y cerámicas para sustituir a la ma-triz plástica; así se obtienen materiales más espe-cíficos, llamados compuestos de matriz metálica ycompuestos de matriz cerámica respectivamente.
En la actualidad, los materiales compuestos sehan aplicado en las industrias tecnológicamentepunteras como la aeronáutica o la aeroespacial.Asimismo, el avance tecnológico y la disminuciónde costes de producción han provocado que cadadía su utilización se generalice más a todo tipo deproductos. Los materiales compuestos han entra-do con fuerza dentro de muchas aplicacionescomo por ejemplo en la industria del automóvil, enla fabricación de pequeños barcos, como materialbase de conducciones y contenedores de fluidos,en los objetos deportivos, en la rehabilitación deedificios, etc.
MATERIALES POLIMÉRICOS REFORZADOS
En general, podemos decir que los materialesse pueden reforzar con fibras o con partículas. Losmateriales reforzados con partículas presentan
Vista al microscopio electrónico de unpolímero reforzado con partículas
Ref: www.yet2.com: Uniform Polymer-Coated Inorganic Nano-particles with Enhanced UV-Scattering and Excellent EmulsionDispersion Characteristics
propiedades más isótropas que los materiales re-forzados con fibras, que tienden a ser muy aniso-trópicos, es decir, su resistencia, rigidez y otraspropiedades físicas son diferentes de acuerdo a laorientación del material, por ejemplo, si se fabricaun material compuesto de matriz polímera de ma-nera que queden paralelas todas las fibras, el ma-terial será muy rígido en paralelo a las fibras, peromuy poco en perpendicular a ellas.
Estas propiedades anisotrópicas constituyen unreto importante para el diseñador que utilice estosmateriales en estructuras que apliquen fuerzasmultidireccionales a sus componentes. sin embar-go, la combinación de diferentes matrices (normal-mente se usan polímeros o metales ligeros) condistintos materiales o disposiciones de fibra (fibrade vidrio, de carbono, orgánicas o de polímeros,entre otras) permite conseguir materiales con pro-piedades mecánicas muy especiales que se adap-tan a los distintos aspectos que requiere un deter-minado diseño.
A pesar de presentar ventajas considerablessobre los materiales convencionales, estos mate-riales tienen algunos inconvenientes. Es necesariocomentar, que también es complicada la elabora-ción de uniones resistentes entre piezas de un ma-terial compuesto.
Existe pues una gran cantidad de combinacio-nes posibles y, por lo tanto, muchos tipos de com-puestos. Se pueden distinguir en función de su ti-pología (fibras cortas o largas, continuas o discon-tinuas, orientadas o con disposición aleatoria, unasola capa o laminados multicapa, etc.), o bien enfunción del tipo de sustancias componentes. >>

Artículos Técnicos: Técnicas constructivas
44 · CCiimmbbrraa · ENERO-FEBRERO-MARZO 2010
La tabla muestra una clasificación de los dife-rentes tipos de compuestos según los distintostipos de refuerzo. Normalmente estos compuestosse presentan en forma de laminados unidireccio-nales (todo el refuerzo en una misma dirección) oen laminados bidimensionales (láminas apiladascon el refuerzo en distintas orientaciones).
MATERIALES REFORZADOS CON FIBRAS
Tecnológicamente, los materiales compuestoscon fases dispersas en forma de fibras son losmás importantes. Llamaremos plástico reforzado aun material compuesto formado básicamente poruna matriz de resina reforzada con la incorpora-ción de fibras.
A menudo se diseñan materiales compuestosreforzados con fibras con la finalidad de conseguiruna elevada resistencia y rigidez a baja densidad.Estas características se expresan mediante losparámetros de resistencia específica y módulo es-pecífico, que corresponden, respectivamente, alas relaciones entre la resistencia a la tracción y elpeso específico y entre el módulo de elasticidad yel peso específico.
Centrándonos en los materiales compuestosde matriz polimérica, objeto del presente trabajo,se emplean en la actualidad tres tipos de fibrassintéticas como materiales de refuerzo: el vidrio, laaramida y el carbono, que presentan unas exce-lentes relaciones rigidez/ peso y resistencia/ pesoque los hace idóneos para determinados sectoresproductivos.
CLASES DE MATRICES
Existen diferentes clases de matrices a utilizarpara la fabricación de un material compuesto dematriz polimérica:- Termoplásticos: son solubles en solventes apro-piados y fusibles bajo determinadas condicionesde temperatura: nylon, polipropileno, policarbona-to, polietileno y abs (acronitrilo-butadieno-estireno)
Fibra orientada unidireccionalFibra orientada bidireccional (tejido, mat cosido)Fibra orientada tridireccional (tejido 3-D, cosido 3-D)Orientación aleatoria (mat de hilo continuo)
Fibra larga y continua
Orientación aleatoria (mat de hilo troceado)Orientación predominante
Fibra discontinua
Orientación aleatoria Orientación predominante
Partículas y whiskers
Ref. Introduction to composite materials design, Barbero Ever, 1998.
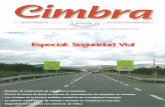
Esquema de un polímero reforzado con fibras
Ref.: www.raoulricci.it: Stick and EverStick

ENERO-FEBRERO-MARZO 2010 · CCiimmbbrraa · 45
- Termoestables: se caracterizan por su insolubili-dad, inflexibilidad y alta rigidez: poliésteres, resinaepoxi, y ester vinílicas...
La matriz debe de tener propiedades elásticasy plásticas, y una baja densidad.
Centrándonos el los compuestos reforzadoscon fibra de vidrio, gran número de diferentes ma-teriales plásticos se utilizan como matriz, pero elmás común es el poliéster. Recientemente ha apa-recido un compuesto formado por una matriz denylón reforzada con fibra de vidrio; este materiales extremadamente fuerte y altamente resistenteal impacto. Este grupo de materiales tiene algunaslimitaciones, ya que, a pesar de tener una elevadaresistencia, no son muy rígidos y por este motivono se aplican como miembros estructurales deaviones y puentes, por ejemplo. La mayor parte delos materiales reforzados con fibra de vidrio tienentemperaturas de servicio inferiores a 200ºC, tem-peraturas superiores a la mayoría de los polímerosque empiezan a fluir y a deteriorarse. La tempera-tura de servicio puede llegar hasta los 300ºC alutilizar fibras de sílice fundida de lata pureza y ma-triz de resinas de poliamida.
MATERIAL DE REFUERZO
Las fibras son las responsables de las buenaspropiedades estructurales del material compuesto.Sobretodo logran que el material compuesto tengaunas elevadas propiedades específicas de rigidezy resistencia en su dirección longitudinal. Las prin-cipales fibras que se utilizan en plásticos reforza-dos son de naturaleza cerámica: las de vidrio, lasde carbono y las de boro y también se usan co-múnmente algunas fibras de naturaleza orgánicacomo las de aramida.
Al material de refuerzo se les exige una seriede características, como son:- buenas características mecánicas: alta rigidez yalta tracción.- Estabilidad frente a agentes químicos.- Estabilidad al desgaste.- Compatibilidad química y de adherencia con lamatriz polimérica.
El componente fibroso de refuerzo de estosmateriales puede consistir en fibras continuas o ensegmentos cortos. Si se utilizan fibras cortas,éstas deben ser de mayor diámetro. Se suelen uti-lizar fibras largas continuas para elaborar materia-les destinados a estructuras de alto rendimiento.La resistencia específica (relación entre resisten-cia y densidad) y la rigidez específica (relaciónentre elasticidad y densidad) de los compuestosde matriz polímera de fibras de carbono continuas,por ejemplo, pueden ser muy superiores a las de
muchas aleaciones metálicas convencionales. Loscompuestos también pueden tener otras propieda-des, como alta conductividad térmica o eléctrica oun bajo coeficiente de dilatación. Además, deacuerdo a la orientación de las fibras o la forma enque estén entretejidas en la matriz, pueden fabri-carse con propiedades estructurales específicaspara usos concretos
El vidrio es, con mucho, la fibra más utilizada,siendo además la de menor coste. Las fibras dearamida y de carbono tienen mayor solidez ymenor densidad, por lo que tienen múltiples apli-caciones, particularmente en el ámbito aeroespa-cial, a pesar de su elevado precio.
Las fibras de vidrio se usan para reforzar matri-ces pláticas y así formar compuestos estructura-dos y productos moldeados. Los compuestos plás-ticos reforzados con fibra de vidrio tienen las si-guientes características particulares:- Buena relación resistencia/ peso- Buena estabilidad dimensional- Buena resistencia al calor y al frío- Buena resistencia a la corrosión- Buena resistencia a la humead- Buenas propiedades aislantes de la electricidad- Fáciles de fabricar- Relativamente baratos.
De esta forma, podemos decir que el plásticoreforzado con fibra de vidrio combina la alta resis-tencia de las delgadas fibras de vidrio con la ducti-lidad y la resistencia química del plástico; sin em-bargo, la fragilidad que presentan las fibras de vi-drio aisladas no se manifiesta en el material com-puesto. La oportunidad para desarrollar productospara la industria del motor y la ingeniería aeroes-pacial, así como otros usos recreativos, han man-tenido el interés en este tipo de materiales. Perolos materiales compuestos también se utilizan enmuchas otras aplicaciones, como en las obras pú-blicas para construir puentes o reforzar pilares, yen productos biomédicos, como las de prótesis.
Vamos a estudiar ahora, un poco más en pro-fundidad al componente de refuerzo, la fibra de vi-drio.
FIBRAS DE VIDRIO
El vidrio es un material cerámico obtenido mez-clando, por medio del calor, dos silicatos, siendouno de ellos alcalino. Y, la fibra de vidrio es un ma-terial fibroso obtenido al hacer fluir vidrio fundido através de una pieza de agujeros muy finos (espi-nerette) y al solidificarse tiene suficiente flexibili-dad para ser usado como fibra. Se comercializa envarios tipos: tejido, mat (fieltro de hilos) y roving(filtros formando una hebra). >>

Artículos Técnicos: Técnicas constructivas
46 · CCiimmbbrraa · ENERO-FEBRERO-MARZO 2010
Sus principales propiedades son: buen aisla-miento térmico, inerte ante ácidos, soporta altastemperaturas. Estas propiedades y el bajo preciode sus materias primas, le han dado popularidaden muchas aplicaciones industriales. Las caracte-rísticas del material permiten que la fibra de vidriosea moldeable con mínimos recursos, la habilidadartesana suele ser suficiente para la autoconstruc-ción de piezas de bricolage tales como kayak, cas-cos de veleros, terminaciones de tablas de surf oesculturas, etc.
La fibra de vidrio tiene el símbolo GFK, su den-sidad es de 1.6 y su resistencia a la tracción es de400-500 N/mm2.
La fibra de vidrio es usada para transportarlaser y puede aplicarse como telecomunicador.
Las dos clases más importantes de vidrio utili-zadas para fabricar fibra para materiales com-puestos son los vidrios E (eléctricos) y los vidriosS (de alta resistencia).
Los vidrios E son los más utilizados en la fabri-cación de fibras continuas. Básicamente el vidrio Ees un vidrio de borosilicato de calcio y aluminiocon muy bajo o nulo contenido en potasio y sodio.La composición básica de los vidrios E es de un52-56% de SiO2, 12-16% de Al2O3, 16-25% CaOy 8-13% de B2O3. El vidrio E no modificado tieneuna resistencia a la tracción de 3,44 Gpa y un mó-dulo de elasticidad de 72,3 GPa
Los vidrios S tienen una relación resistencia /peso más alta y son más caros que los vidrios E.Estos vidrios se utilizan principalmente en aplica-ciones militares y aeroespaciales. Su resistencia ala tracción está sobre los 4,48 Gpa y su módulo deelasticidad es de aproximadamente 85,4 Gpa. Unacomposición usual de vidrio S es de aproximada-mente un 65% de SiO2, 25% de Al2O3 y 10% deMgO.
Las principales aplicaciones de la fibra de vi-drio son: carrocerías de automóvil y navíos, tuberí-as de plástico, recipientes para almacén y suelosindustriales. En la industria del transporte se utili-zan cada vez más los plásticos reforzados confibra de vidrio con la finalidad de disminuir el pesodel vehículo y de ahorrar combustible. La industriadel automóvil aparece como la destinataria denuevas aplicaciones de la fibra de vidrio.
INFLUENCIA DE LA LONGITUD DE LA FIBRA
Las características mecánicas de los compues-tos reforzados con fibras dependen no sólo de laspropiedades de la fibra, sino también del grado enque una carga aplicada se transmite a la fibra pormedio de la fase matriz. En este proceso de trans-misión de carga es muy importante la magnitud de
Ref: www.asiabuilders.com: glassfibre
la unión en la intercara de las fases matriz y fibra.Al aplicar un esfuerzo de tracción, la unión fibra –matriz cesa en los extremos dela fibra y en la ma-triz se genera un patrón de deformación. En otraspalabras, en los extremos de la fibra no hay trans-misión de carga desde la matriz.
Existe una longitud de fibra crítica para aumen-tar la resistencia y la rigidez del material compues-to. Esta longitud crítica depende del diámetro dela fibra, de la resistencia a la tracción y de la resis-tencia de la unión matriz- fibra. La longitud críticade algunas combinaciones de matriz – fibra de vi-drio equivale a unas 20 a 150 veces el diámetrode la fibra.
Si la longitud de la fibra de refuerzo es mayor ala longitud crítica, el refuerzo se hace más efecti-vo. Las fibras con longitud mucho mayor a la críti-ca (normalmente son mayores de 15 veces la lon-gitud crítica), se llaman continuas; y las fibras demenor longitud se denominan discontinuas o fi-bras cortas.
En el caso de fibras discontinuas, las propieda-des del compuesto son más difíciles de predecir.Debido a que los extremos de cada fibra soportanmenos carga que el resto de la fibra, la resistenciadel compuesto es inferior a la que se predice conayuda de la regla de las mezclas. La matriz, eneste caso se deforma alrededor de la fibra demodo que apenas existe transferencia del esfuer-

ENERO-FEBRERO-MARZO 2010 · CCiimmbbrraa · 47
zo y el efecto del reforzamiento de la fibra es insig-nificante. Esencialmente, estos materiales com-puestos son similares a los reforzados con partícu-las.
En el caos de fibra continuas, su efecto comorefuerzo es mucho más significativo. Sus caracte-rísticas mecánicas se pueden calcular con ayudade la regla de las mezclas, así por ejemplo, pode-mos calcular su densidad:
ρc= f m ρ m + f f ρ fsiendo: ρc la densidad del compuesto, fm la frac-ción volumétrica de la matriz, ρm, la densidad dela matriz, ff la fracción volumétrica de las fibras yρ f la densidad de las fibras.
También podemos calcular, con ayuda de laregla de las mezclas las conductividades eléctricay térmica del material compuesto a lo largo de ladirección de las fibras si éstas son continuas y uni-direccionales:
k c = f m k m + f f k f y σ c = f m σ m + f f σ fEl módulo de elasticidad, cuando se aplica una
carga paralela a las fibras continuas unidirecciona-les, es E c = f m E m + f f E f . Sin embargo, cuan-do el esfuerzo aplicado es muy grande, la matrizse empieza a deformar y la curva esfuerzo defor-mación ya no es lineal; la matriz contribuye eneste caso poco a la rigidez del compuesto, por loque ahora E c = f f E f
Por otra parte, cuando la carga se aplica per-pendicularmente a las fibras, cada componenteactúa independientemente del otro. El módulo delcompuesto es 1 / E c = f m / E m + f f / E f .
Es necesario reseñar, que la resistencia a losesfuerzos de un compuesto dependen de la uniónentre las fibras y la matriz, encontrándose limitadapor la deformación de la matriz. En consecuencia,la resistencia es casi siempre menor que la calcu-lada con la regla de las mezclas.
Otras propiedades como la ductilidad, la tenaci-dad, la resistencia a la fatiga y la termofluenciason aún más difíciles de predecir que la resisten-cia a la tensión.
INFLUENCIA DE LA ORIENTACIÓN Y DE LA
CONCENTRACIÓN DE LAS FIBRAS
La disposición u orientación relativa de las fi-bras, su concentración y distribución influyen radi-calmente en la resistencia y en las demás propie-dades del compuesto.
Con respecto a la orientación, existen dos si-tuaciones extremas:- alineación paralela de los ejes longitudinales delas fibras. Fibras continuas o fibras discontinuas.- distribución al azar. Fibras discontinuas.
Alineación paralela de los ejes longitudina-les de las fibras. Fibras continuas:
Normalmente, las fibras continuas se suelenalinear, mientas que las fibras discontinuas aveces se alinean, y a veces se orientan al azar.
Para las fibras continuas y alineadas, debido asu alto carácter anisotrópico, vamos a estudiar dosposiciones en cuanto a los esfuerzos a que estésometido el material:
1.- Carga longitudinal: La deformación es origi-nada por un esfuerzo aplicado a lo largo de la di-rección de alienamiento, la dirección longitudinal.Se supone que la unión matriz – fibra es muy fuer-te, de modo que la deformación de la matriz y dela fibra es la misma (situación de isodeformación).En estas condiciones, la carga total soportada porel compuesto F c = F m + F f
Teniendo en cuenta que F = σ A , es posibleobtener las expresiones en función de sus respec-tivos esfuerzos (σ c, σ m, y σ f) y de sus respecti-vas áreas (Ac, Am y Af), por lo que
σ c= σ mAm/ Ac+ σ f Af/ Acdonde Am/ Ac y Af/ Ac son las fracciones de áreade la matriz y de la fibra, respectivamente. En elcaso de que las longitudes del compuesto, de lamatriz y de la fibra sean iguales, Am/ Ac es equi-valente a la fracción de volumen de la matriz, Vm,y Af/ Aces equivalente a la fracción de volumende las fibras, Vf, por lo que
σ c= σ mVm+ σ f VfEn un estado de isodeformación se cumple que
ε c = ε m = ε f , por lo que dividiendo por la defor-mación: que σ c/ ε c = σ m/ε m Vm+ σ f/ ε f Vf
Además, si las deformaciones del compuesto,de la matriz y de la fibra son todas elásticas, secumple σ c/ ε c = Ec , σ m/ε m =Em y σ f/ ε f =Efsiendo E los módulos de elasticidad de las respec-tivas fases, por lo que, nos queda que:
E c = E m V m + E f V f = E m ( 1 - V f ) + E f V f ,ya que el compuesto sólo consta de matriz y de fi-
bras.El módulo de elasticidad de un material com-
puesto reforzado con fibras continuas y alineadasen la dirección de alineamiento es igual a las frac-ciones de volumen multiplicadas por los módulosde elasticidad de ambas fases. Algunas otras pro-piedades, como la resistencia a la tracción, tam-bién dependen de las fracciones de volumen.
2.- Carga transversal. Un material compuestocon fibras continuas y orientadas se puede cargaren la dirección transversal; esto es, la carga seaplica perpendicularmente a la dirección de la fibra
>>

Artículos Técnicos: Técnicas constructivas
48 · CCiimmbbrraa · ENERO-FEBRERO-MARZO 2010
alineada. En esta condición, el compuesto yambas fases están expuestas al mismo esfuerzoσ c =σ m=σ f=σ ; es el llamado estado isotensio-nado. La deformación del material compuesto esε c = ε m Vm+ ε f V f por lo que como ε =σ /Enos queda que :
σ c / E c = ( σ / E m ) V m + ( σ / ε f ) V fDividiendo por que s se reduce a
1 / E c = V m / E m + V f / E f
Alineación paralela de los ejes longitudina-les de las fibras. Fibras discontinuas:
Aunque la eficacia del refuerzo con fibras dis-continuas es menor a la originada con fibras conti-nuas, los materiales compuestos reforzados con fi-bras discontinuas y alineadas tienen una importan-cia cada vez mayor. Las fibras de vidrio cortadasse usan mucho, al igual que las fibras discontinuasde carbono y de aramida. Estos compuestos de fi-bras cortas alcanzan módulos de elasticidad y re-sistencia a la tracción aproximadamente del 90% ydel 50% respectivamente, de los materiales com-puestos con fibra continuas.
En los compuestos con fibras discontinuas ali-neadas, uniformemente distribuidas y con l>lc laresistencia a la tracción (TS)c longitudinal cumplela relación:
(TS)c=(TS)fVf(1-lc/2l)+(TS)’m(1-Vf) donde (TS)f y (TS)’m representan, respectiva-mente, la resistencia a la fractura de la fibra y latensión en la matriz cuando el material compuestose rompe.
Si la longitud de la fibras es menor que la críti-ca, el valor de la resistencia longitudinal es(TS)c=lτc/d *Vf+(TS)’m(1-Vf) donde “d” es eldiámetro de la fibra.
- Distribución al azar: Fibras discontinuas.Normalmente, cuando los materiales compues-
tos tienen fibras orientadas al azar, suelen ser dis-continuas y cortas. En estas circunstancias, el mó-dulo elástico se expresa con ayuda de la regla delas mezclas:
Ec=KEfVf+EmVmSiendo “K” el parámetro de eficiencia de la
fibra, que depende de Vf y de la relación Ef/Em.El módulo elástico de los materiales reforza-
dos, tanto si las fibras están alineadas como siestán orientadas al azar, aumenta al incrementar-se la fracción de volumen de la fibra.
PROCESOS DE FABRICACIÓN
Dentro de este apartado, vamos a distinguir lafabricación de las fibras de vidrio por un lado, de lafabricación del material compuesto, por otro.
- Fibras de vidrio: La utilización generalizadade materiales compuestos no es posible aún debi-do a su elevado coste de fabricación. En la actua-lidad el proceso de producción de estos materia-les es un proceso muy laborioso. Sin embargo, amedida que se desarrollen y mejoren estas técni-cas, será posible producir grandes volúmenes demateriales compuestos con menor coste, lo queampliará la utilización de estos materiales en mu-chos otros campos.
Es posible producir fibras de vidrio — que pue-den tejerse como las fibras textiles — estirandovidrio fundido hasta diámetros inferiores a unacentésima de milímetro. Se pueden producir tantohilos multifilamento largos y continuos como fibrascortas de 25 ó 30 centímetros de largo.
Una vez tejida para formar telas, la fibra de vi-drio resulta ser un excelente material para cortinasy tapicería debido a su estabilidad química, soli-dez y resistencia al fuego y al agua. Los tejidos defibra de vidrio, sola o en combinación con resinas,constituyen un aislamiento eléctrico excelente. Im-pregnando fibras de vidrio con plásticos se formaun tipo compuesto que combina la solidez y esta-bilidad química del vidrio con la resistencia al im-pacto del plástico. Otras fibras de vidrio muy útilesson las empleadas para transmitir señales ópticasen comunicaciones informáticas y telefónicas me-diante la nueva tecnología de la fibra óptica, en rá-pido crecimiento.
- Materiales compuestos: Las característicasespeciales que tiene el proceso de diseño estruc-tural de piezas en materiales compuestos es unfactor adicional que ha limitado su generalización.El diseño de un nuevo elemento de material com-puesto no sólo pasa por idear la geometría delelemento, también requiere diseñar la configura-ción el propio material. Tradicionalmente se reali-zaba esta tarea con métodos basados en parte endatos empíricos dado que el conocimiento teóricodel comportamiento de este tipo de materiales erareducido.
Sin embargo, dado que las posibilidades deobtener materiales compuestos distintos son prác-ticamente ilimitadas, la caracterización con ensa-yos sobre el propio material es muy costosa y difí-cilmente generalizable o extrapolable a otras con-figuraciones. Por lo tanto, esta dependencia de laexperimentación frenó, en parte, la extensión en eluso de los compuestos en aplicaciones más co-rrientes hasta que se ha ido estableciendo mejorsu conocimiento teórico. El uso de modelos mate-máticos para predecir su comportamiento y la si-mulación de estos mediante métodos numéricosparece ser el buen camino para lograr avanzar en

ENERO-FEBRERO-MARZO 2010 · CCiimmbbrraa · 49
largos periodos de tiempo (cuando se entra a es-tudiar fenómenos como el de la fatiga, la termo-fluencia, etc.)
Distinguiremos las fibras continuas, de las dis-continuas. En el caso de las fibras continuas, sedeben de colocar en una matriz con el espacia-miento y el alineamiento adecuado para conferirlas propiedades óptimas.
En el caso de las fibras discontinuas, se pue-den mezclar con el material de la matriz para pro-ducir una orientación aleatoria, o una preferencial.Las fibras continuas están normalmente alineadasen forma unidireccional como cintas, entretejidasen un arreglo ortogonal o colocadas alrededor deun mandril.
Existen diversas técnicas para rodear las fibrascon la matriz.
- Colado: El proceso de colado o moldeo fuerzaal líquido a ubicarse alrededor de las fibras. El co-lado del hormigón a través de las varillas de aceroes un ejemplo de ello. En los compuestos reforza-dos con fibras, el líquido es introducido a las fibrasa través de una acción capilar, de una infiltraciónpor vacío o por colada a presión. Pueden requerir-se recubrimientos especiales en las fibras paraasegurarse del adecuado mojado de las fibras enla matriz líquida.
- Preformas: Cuando las fibras son hiladas enforma de tela, una matriz polimérica se infiltra den-tro de cada capa de la tela. La infiltración se reali-za en condiciones tales que la resina no se poli-meriza. Posteriormente, estas preformas son colo-cadas en capas y calentadas bajo presión, demodo que la resina se funde y polimeriza para for-mar el compuesto sólido. La orientación de lascapas del tejido pueden ordenarse para producirvarias capas cruzadas de fibras.
- Cintas: Las libras pueden devanarse en unmandril, el cual determina el espacia-miento de lasfibras individuales y preformadas con resina poli-mérica El calor y la presión completan el procesode polimerización.
- Prerrecubrimiento: Puede aplicarse una ma-triz a una fibra aplicando un baño de metal fundi-do, un rociado con plasma, deposición por vapor oelectrodeposición. Las fibras prerrecubiertas, amenudo en forma de cintas, son armadas y unidasmediante otras técnicas.
- Unión o soldadura por deformación y por difu-sión: Los procesos de deformación, como la com-presión en caliente y en laminado, unen capas decintas La unión por difusión se usa también tantopara la introducción original de la matriz a las fi-bras como para unir las capas de fibras. Lascapas se apilan hasta el espesor adecuado, y en-
>>
Ref: La ciencia e ingeniería de los materiales:Donald R. Askeland
DISTINTAS TÉCNICASDE MOLDEO
Por infiltración al vacío Por colada continua
Por capilaridad Por presión
este conocimiento y parece el paso necesario paraconseguir herramientas de ayuda en este compli-cado proceso de diseño y optimización del mate-rial.
Sin embargo, se observa aún en la mayoría deinvestigaciones donde se intenta modelar los ma-teriales compuestos utilizando técnicas de simula-ción numérica que actualmente no es fácil asegu-rar la correcta correlación entre les análisis teóri-cos y los resultados experimentales. Más difícil esobtener una buena predicción del comportamientomecánico cuando éste está sometido a niveles detensión fuera de la zona lineal elástica o durante

Artículos Técnicos: Técnicas constructivas
50 · CCiimmbbrraa · ENERO-FEBRERO-MARZO 2010
Ref: La ciencia e ingeniería de los materiales:Donald R. Askeland
Ref: La ciencia e ingeniería de los materiales:Donald R. Askeland
tonces, una combinación de alta temperatura ypresión hace unirse a las superficies. La difusiónde átomos de la matriz llena los huecos en la inter-fase para producir un compuesto denso.
- Metalurgia de polvos: La matriz en polvo esvertida alrededor de las fibras y compactada a pre-siones altas para producir un compacto de polvo.La sinterización a temperaturas altas consolida elpolvo en una masa sólida. También se puede sin-terizar en fase líquida. En este caso, el compactode polvo es calentado a una temperatura entre ladel líquidus y la del sólidus mientras se le sometea presión.
FABRICACIÓN PARA MATERIALES PLÁSTICOS
Vamos a estudiar ahora, con más detalle, losdiversos procesos de fabricación de materialesplásticos reforzados con fibras. Para ello, vamos adistinguir primeramente los procesos de moldeabierto, de los de molde cerrado.a) Procesos de molde abierto: A continuación, ex-plico brevemente, los más habituales:
- Procesos de unión manual: Este es el métodomás simple fabricar piezas reforzadas con fibra.Para producir una pieza con este proceso utilizan-do fibra de vidrio y poliéster, se aplica primero unacapa de gel al molde abierto El reforzamiento defibra de vidrio, que normalmente está en forma detela o de malla, se coloca manualmente en elmolde. La resina base mezclada con catalizadoresy aceleradores se aplica a continuación por verti-do, con brocha o con pulverizador. Se utilizan unosrodillos o escobillas para mojar el refuerzo con laresina y eliminar el aire atrapado. Para aumentarel espesor de las paredes de la pieza que estásiendo producida, se adicionan capas de mallas omechas entretejidas y resina. Las aplicaciones deeste método inclu-yen cascos de barcos, depósi-tos, casas y paneles de edificación.
- Procesos de pulverizado: El método de pulve-rizado para producción de capas de plástico refor-zado con fibra es parecido al proceso de moldea-do manual y se puede usar para fabricar cascosde barcos, cubetas de precipitación y otras formasde tamaño mediano a grande. En este proceso, sise usa fibra de vidrio, se hace pasar fibras en he-bras continuas a través de una combinación de cu-chillas y pistola pulverizadora que simultáneamen-te depositan fibra de vidrio cortada y resina catali-zada dentro del molde. La lámina depositada sedensifica después con un rodillo o una escobillapara eliminar el aire y asegurarse que la resina im-pregna las fibras reforzadas. Pueden añadirsemúltiples capas para producir el grosor deseado.E1 curado se realiza a temperatura ambiente o se
puede acelerar por aplicación de una moderadacantidad de calor.
- Proceso de embolsado a vacío y autoclave:Este proceso se utiliza para producir laminados dealto rendimiento a base de sistemas epoxi reforza-dos con fibra de vidrio. Los materiales compuestosproducidos por este método son particularmenteimportantes para aeronaves y aplicaciones aeros-paciales. Etapas de este proceso: 1.- Primero, se extiende sobre una mesa larga unalámina delgada, larga y de unos 152 cm de ancho,de un material preforma a base de epoxi-fibra decarbono El material preforma consta de fibras uni-direccionales y largas de carbono en una matrizepoxi parcialmente curada.

ENERO-FEBRERO-MARZO 2010 · CCiimmbbrraa · 51
2.- A continuación, se cortan piezas de la láminapreforma y se colocan una encima de otra en unmolde de maquinado para formar un laminado Lascapas, u hojas, como también se denominandeben colocarse en diferentes direcciones paraproducir el modelo de resistencia deseado tenien-do en cuenta que la máxima resistencia de cadahoja se da en la dirección de las fibras. 3.- Después de que se ha fabricado el laminado, laherramienta y la lámina adherida son embolsadasal vacío, aplicándose el vacío para eliminar el aireatrapado en la pieza laminada. Finalmente labolsa de vacío englobando la lámina y el molde demaquinado se coloca en el interior de un autoclavepara el curado final de la resina epoxi. Las condi-ciones de curado varían dependiendo del material,pero el material compuesto de fibra-epoxi de car-bono se calienta alrededor de 190 °C a una pre-sión aproximada de 100 psi. Después de su ex-tracción del autoclave se separa la pieza de mate-rial compuesto de su herramienta-soporte y se leprepara para otras operaciones de acabado.
- Proceso de bobinado de filamentos: En esteproceso, el reforzamiento de fibra es proporciona-do desde un baño de resina y después se bobinasobre un cilindro apropiado Cuando han sido apli-cadas suficientes capas, el cilindro (mandril) bobi-nado se cura indistintamente a temperatura am-biente o a elevada temperatura en un horno. Lapieza moldeada se separa después del cilindro(mandril). El alto grado de orientación de la fibra yla alta carga de la fibra conseguidos por este mé-todo producen altas resistencias a la tracción enlos cilindros huecos. Las aplicaciones de este pro-ceso incluyen tanques químicos y de almacena-miento de combustible, vasos de presión, y cubier-tas de motores de cohetes.b) Procesos de molde cerrado: Existen tambiénmultitud de procesos de molde cerrado, a conti-nuación, voy a describir algunos de los más co-munes:
- Moldeado por compresión e inyección: Estosson dos de los más importantes procesos de alto-volumen para la producción de plásticos reforza-dos con fibra en moldes cerrados.
- Proceso de moldeado laminar de compuestos(Sheet-Molding Compound, SMC): Es uno de losprocesos de molde cerrado más nuevos; es utiliza-do para producir piezas de plásticos reforzadoscon fibras, particularmente en la industria automo-triz. Este proceso permite conseguir un excelentecontrol de la resina y buenas propiedades de re-sistencia mecánica al tiempo que productos volu-minosos, de gran tamaño y altamente uniformes.El compuesto moldeado en láminas se fabrica si-
>>
Vertido de la resina sobre el refuerzo en el molde.Ref: Fiberglass Co. Owens/Corning
Ref: Fundamentos de la ciencia e ingeniería demateriales. William F. Smith.
Ref: Introducción a la ciencia e ingeniería de losmateriales. William D.Callister, Jr.

Artículos Técnicos: Técnicas constructivas
52 · CCiimmbbrraa · ENERO-FEBRERO-MARZO 2010
guiendo un proceso de flujo continuo altamenteautomatizado. Mechas de fibra de vidrio en cordóncontinuo se cortan en longitudes de alrededor 5cm y se depositan sobre una capa de pasta de re-lleno de resina la cual se transporta en una pelícu-la de polietileno.
Otra capa de relleno de resina se deposita mástarde sobre la primera capa formando un sandwichcontinuo de fibra de vidrio y relleno de resina. Elsandwich con la capa superior y la del fondo cu-biertas de polietileno se compacta y enrolla en ro-dillos de embalaje calibrados El enrollado SMC sealmacena después en una habitación de madura-ción entre 1 y 4 días para que la lámina puedaasentar el vidrio. Los rollos SMC se llevan a conti-nuación a una prensa donde se cortan con la con-figuración de carga apropiada para la pieza espe-cífica y se colocan en un ajustado molde metálicoque se lleva a calentamiento 149ºC. Después laprensa hidráulica se cierra, y el SMC fluye unifor-memente bajo presión (1000 psi) por todo el moldeformando el producto final. Algunas veces unmolde interno de cobertura debe ser inyectado enla mitad de la operación de presionado para per-feccionar la calidad de la superficie de la piezaSMC.
Las ventajas del proceso SMC sobre los proce-sos de laminado manual o los de pulverización sonuna mayor eficiencia en las producciones de granvolumen, perfeccionamiento de la calidad de su-perficies y uniformidad de los productos. La utiliza-ción del proceso SMC presenta ventajas en la in-dustria de automóviles para la producción de pa-neles delanteros y de apertura de rejillas, panelesde la carrocería y capotas de vehículos.
- Proceso continuo de pultrusión: Es un proce-
so usado para la fabricación de plásticos reforza-dos con fibra de sección transversal constantetales como formas estructurales, vigas, canales,conductos y tubos. En este proceso se hace quelas fibras de filamento (cordón) continuo se im-pregnen en un baño de resina y después se lasestira a través de un troquel de acero caliente quedetermina la forma del producto acabado. Graciasa la gran concentración de fibra y a la orientaciónparalela a la longitud de la lámina que ha sido esti-rada, se consiguen altas resistencias para estematerial.
CONCLUSIONES
Los materiales compuestos, y más en concretolos de matriz polimérica, tienen actualmente unaamplia aplicación, que crece día a día gracias a lainvestigación de nuevos materiales, así como aldesarrollo de las técnicas para la fabricación delos mismos y para la inclusión de refuerzos enellos, que posibilitan su uso en los más diversoscomponentes.
Para su diseño hay que tener en cuenta múlti-ples factores, y hacer un estudio minucioso deluso que se le va a dar, valorando las cargas a lasque va a estar sometido y la posible aparición defenómenos de fatiga, el ambiente de trabajo, lascondiciones ambientales, la temperatura, etc. Deesta forma, obtendremos las necesidades del ma-terial a utilizar, pudiendo diseñarlo de forma que seadapte adecuadamente a ellas, optimizando así lapieza acabada, fabricándola con todas las especi-ficaciones necesarias, evitando sobredimensionar-la, de forma que se disminuyen así sus costes siel diseño se conjuga con un buen optimizado suproceso de fabricación.
- Estudio constitutivo de materiales compuestos lamina-dos sometidos a cargas cíclicas. tesis doctoral presenta-da por: joan Andreu Mayugo Majó. Dirigida por: Dr. Ser-gio Oller Martínez y Dr. Josep Costa Balanzat. Universi-tat Politécnica de Catalunya.- Measurement and FE prediction of glass fibre orienta-tion distributions for injection moulded products of increa-sing complexity.B.R. Whiteside & P.D. Coates, IRC inPolymer Science & Technology, University ofBradford,S.L. Bubb, R.A. Duckett & P.J. Hine, IRC inPolymer Science & Technology,University of Leeds.- Comportamiento a fractura de polímeros envejecidos.A. Argüelles, J.Viña, A.F. Canteli, T.Lin. Vol 37, nº2,2001. Revista de metalurgia.- Disminución de las propiedades mecánicas de com-
puestos de matriz termoplástica tras dilatada permanen-cia en agua oxigenada. A. Argüelles, J.Vña, M.A. Castri-llo, I.Viña. Vol 37, nº2, 2001. Revista metalurgia.- http://es.wikipedia.org- Enciclopedia Encarta- Handbook of plastics, elastomers and composites.Charles A. Harper.- Fundamentos de la ciencia e ingeniería de materiales.William F. Smith- La ciencia e ingeniería de los materiales. Donald R. As-keland- Introducción a la ciencia e ingeniería de los materiales.William D. Callister, Jr- Plásticos para arquitectos y constructores. Albert. G.Hy Dietz.
BIBLIOGRAFÍA