
PLANTA DE TRANSFORMACIÓN DE BIOXIDO DE...
87
LAZARO CARDENAS, MICH. Estudio de Riesgo, Nivel 2 I-1 I DATOS GENERALES DEL PROMOVENTE Y DEL RESPONSABLE DE LA ELABORACIÓN DEL ESTUDIO DE RIESGO AMBIENTAL I.1 PROMOVENTE CO2 LIQUID S.A. DE C.V. Conforme a Escritura Pública No. 13885, Libro 264, Folio 49063, de fecha 29 de enero de 2002, que contiene la constitución de la sociedad denominada CO 2 Liquid, S.A. de C.V. emitida por el Notario 211 del Distrito Federal Lic. , incluida en el anexo “Documentos Legales”. I.1.1 Nombre o Razón Social CO 2 LIQUID S.A. DE C.V. I.1.2 Registro Federal de Contribuyentes RFC: CDL-020129-CV9 I.1.3 Nombre y Cargo del Representante Legal Nombramiento otorgado conforme a la resolución del acta constitutiva emitida por el Notario del Distrito Federal mediante Escritura Pública No. , Libro , Folio , de fecha 29 de enero de 2002, incluida en el anexo “Documentos Legales”. Protección de datos personales LFTAIPG Protección de datos personales LFTAIPG Protección de datos personales LFTAIPG Protección de Protección de datos personales LFTAIPG Protección de datos pers Protección de Protección de datos pe DATOS PROTEGIDOS POR LA LFTAIPG
Transcript of PLANTA DE TRANSFORMACIÓN DE BIOXIDO DE...
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
I-1
I DATOS GENERALES DEL PROMOVENTE Y DEL RESPONSABLE DE LA ELABORACIÓN DEL ESTUDIO DE RIESGO AMBIENTAL
I.1 PROMOVENTE
CO2 LIQUID S.A. DE C.V.
Conforme a Escritura Pública No. 13885, Libro 264, Folio 49063, de fecha 29 de enero de 2002, que contiene la constitución de la sociedad denominada CO2 Liquid, S.A. de C.V. emitida por el Notario 211 del Distrito Federal Lic. , incluida en el anexo “Documentos Legales”.
I.1.1 Nombre o Razón Social
CO2 LIQUID S.A. DE C.V.
I.1.2 Registro Federal de Contribuyentes
RFC: CDL-020129-CV9
I.1.3 Nombre y Cargo del Representante Legal
Nombramiento otorgado conforme a la resolución del acta constitutiva emitida por el Notario del Distrito Federal mediante Escritura Pública No. , Libro , Folio , de fecha 29 de enero de 2002, incluida en el anexo “Documentos Legales”.
Protección de datos personales LFTAIPG
Protección de datos personales LFTAIPGProtección de datos personales LFTAIPG
Protección de datos personales LFTAIPG Protección de datos personales LFTAIPGProtección de datos personales LFTAIPG Protección de datos personales LFTAIPGProtección de datos personales LFTAIPG
DATOS PROTEGIDOS POR LA LFTAIPG

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
I-2
I.1.4 Registro federal de contribuyentes y Cédula única de Registro de población del representante legal
R.F.C.
C.U.R.P.
I.1.5 Dirección del promoverte o de su representante legal para recibir u oír notificaciones
Calle Colonia Delegación C.P. Ciudad Teléfonos: Fax: Correo electrónico:
I.1.6 Actividad productiva principal
La fabricación, procesamiento, almacenamiento, compra-venta, distribución, importación, exportación, consignación y en general la realización de toda clase de actos de comercio y la realización de toda clase de actividades industriales, especialmente aquellos relacionados con el bióxido de carbono en sus tres estados físicos, líquido, sólido o gaseoso, así como cualesquiera otros gases industriales.
I.1.7 Número de trabajadores equivalente
El proyecto se encuentra en la etapa de planeación y en la ejecución del proyecto ejecutivo. No se ha construido y por lo tanto no está operando.
Protección de datos personales LFTAIPG
Protección de datos personales LFTAIPG
Protección de datos personales LFTAIPG
Protección de datos personales LFTAIPG
Protección de datos personales LFTAIPGProtección de datos personales LFTAIPG
Protección de datos personales LFTAIPG
Protección de datos personales LFTAIPG
Protección de datos personales LFTAIPGProtección de datos personales LFTAIPG
Protección de datos personales LFTAIPG

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
I-3
Una vez que entre en operación la planta, se tendrá un total de 9 trabajadores trabajando 3 turnos de 8 horas cada uno, todos los días del año. Lo que implica que el número total de horas trabajadas al año asciende a 78,840 horas.
Por lo anterior se tiene que el número de trabajadores equivalente asciende a 39.42.
I.1.8 Inversión estimada en moneda nacional
El orden de la inversión requerida asciende a $ 30`000,000.00 (Treinta millones de Pesos 00/100 M.N)
I.2 RESPONSABLE DE LA ELABORACIÓN DEL ESTUDIO DE RIESGO AMBIENTAL
I.2.1 Nombre o razón social
I.2.2 Registro Federal de Contribuyentes
- RFC:
- CURP:
- CEDULA PROFESIONAL:
Protección de datos personales LFTAIPG
Protección de datos personales LFTAIPG
Protección de datos personales LFTAIPG
Protección de datos personales LFTAIPG
Protección de datos personales LFTAIPG
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
I-4
I.2.3 Nombre del responsable de la elaboración del estudio de riesgo ambiental
I.2.4 Dirección del responsable de la elaboración del Estudio de Riesgo Ambiental.
Protección de datos personales LFTAIPG
Protección de datos personales LFTAIPG
Protección de datos personales LFTAIPG

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
II-1
I DATOS GENERALES DEL PROMOVENTE Y DEL RESPONSABLE DE LA ELABORACIÓN DEL ESTUDIO DE RIESGO AMBIENTAL ............................................. I-1
I.1 PROMOVENTE ..................................................................................................... I-1
I.1.1 Nombre o Razón Social ................................................................................. I-1
I.1.2 Registro Federal de Contribuyentes .............................................................. I-1
I.1.3 Nombre y Cargo del Representante Legal..................................................... I-1
I.1.4 Registro federal de contribuyentes y Cédula única de Registro de población del representante legal ............................................................................................... I-2
I.1.5 Dirección del promoverte o de su representante legal para recibir u oír notificaciones.............................................................................................................. I-2
I.1.6 Actividad productiva principal......................................................................... I-2
I.1.7 Número de trabajadores equivalente ............................................................. I-2
I.1.8 Inversión estimada en moneda nacional........................................................ I-3
I.2 Responsable de la elaboración del estudio de Riesgo Ambiental ......................... I-3
I.2.1 Nombre o razón social ................................................................................... I-3
I.2.2 Registro Federal de Contribuyentes .............................................................. I-3
I.2.3 Nombre del responsable de la elaboración del estudio de riesgo ambiental. I-4
I.2.4 Dirección del responsable de la elaboración del Estudio de Riesgo Ambiental. I-4
II DESCRIPCIÓN GENERAL DEL PROYECTO.
II.1 NOMBRE DEL PROYECTO
PLANTA DE TRANSFORMACIÓN DE BIOXIDO DE CARBONO (CO2) EN GRADO ALIMENTICIO EN EL MUNICIPIO DE LÁZARO CÁRDENAS, MICHOACÁN II.1.1 DESCRIPCIÓN DE LA ACTIVIDAD A REALIZAR Descripción de la actividad La actividad de la empresa consiste en la reducción directa del mineral de hierro, que normalmente se presenta como óxido férrico, utiliza gases reductores para pasar de óxido férrico a hierro esponja. Los gases se obtienen reformando el gas natural, cuyo principal componente es el metano (CH4), con una corriente de vapor de agua. Estos elementos, en presencia de un catalizador especial se descomponen en hidrógeno (H2) [reductor], monóxido de carbono (CO) [reductor] y bióxido de carbono (CO2) [inerte]. Dichos gases son puestos en contacto con el óxido férrico, “reduciendo” el mineral a hierro elemental y

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
II-2
generando CO2 y vapor de agua, más gases reductores sobrantes. En este paso se retira el bióxido de carbono que solamente interfiere en una mayor reacción, por medio de un proceso de descarbonatación. En este punto es donde se inicia el procesamiento de este gas para obtener un producto grado ingrediente alimenticio.
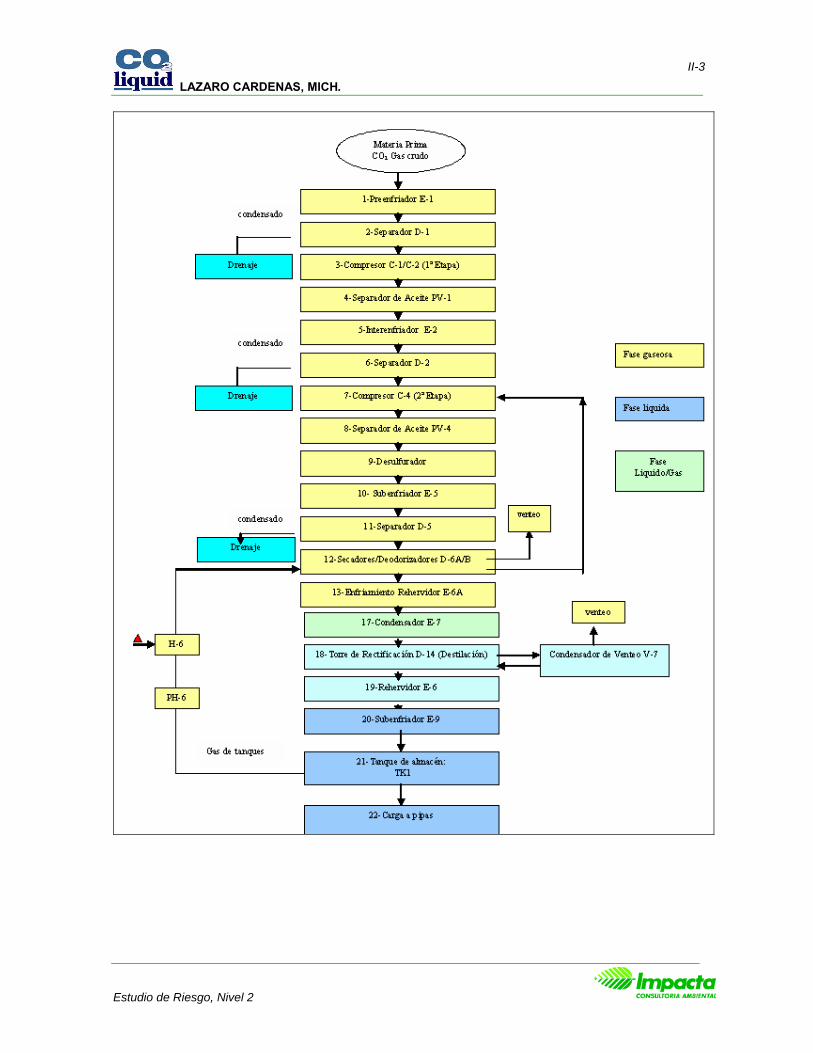
El CO2 (Bióxido de carbono) separado en el proceso de reformación de gas natural para la reducción directa del mineral de hierro (parte del proceso de reducción directa de minerales HYL), es conducido a través de los terrenos de Arcelormittal Lázaro Cárdenas, hasta la planta por un tubo de acero al carbón de 20” diámetro (estimado). Al entrar se hace pasar la materia prima por dos recipientes con cama de material, con nombre comercial Sulfatreat que retiene por reacción química los componentes de azufre, principalmente H2S (Sulfuro de Hidrogeno) que se presentan con el material proveniente de Arcelormittal.
El material reaccionado genera un compuesto inocuo, que se retira aproximadamente una vez al año y se puede disponer de él para relleno de terreno dada sus características. El gas pasa entonces a un preenfriamiento en un intercambiador con amoniaco, eliminando el agua condensada por el enfriamiento y entonces entra a la primera etapa de compresión realizada por un compresor de tornillo. A la salida del compresor se filtra el aceite utilizado y el gas se enfría nuevamente y se le separa el agua condensada. Se vuelve comprime en segunda etapa el gas, se filtra el aceite, se enfría el gas y se le separa el agua. Se pasa entonces a secadores que contienen alúmina activada y carbón activado, para retener los residuos de agua y otros componentes. Se pasa entonces a un intercambiador con amoniaco a menor presión para lograr la licuefacción del bióxido de carbono. El gas licuado pasa a una torre de destilación, que en conjunto con un rehervidor permite separar las trazas de gases no condensables para su eliminación. El bióxido de carbono puro se enfría nuevamente en un intercambiador con amoniaco para ser enviado a los tanques de almacenamiento. El amoniaco para enfriar el bióxido de carbono se recomprime con compresores de tornillo y se condensa en condensadores evaporativos, antes de volverse a almacenar en el recibidor para amoniaco de la planta.
Ya que se utiliza amoniaco como refrigerante y el volumen contenido es de (11,500 kg) en la planta se excede el mínimo reportable, el proyecto cubrirá con los requisitos necesarios del Estudio de Análisis de Riesgo, nivel 2.
La principal materia prima para la Planta de CO2 será suministrada por las emisiones de la siderurgia Arcelormittal la cual se encuentra ubicada en una zona destinada para la industria, colinda hacia el noreste y este con el terreno en estudio y hacia el oeste con una zona de cocoteros y terrenos no cultivados.
FIGURA II.1 DIAGRAMA DE FLUJO DE LA OPERACIÓN
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
II-3
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
II-4
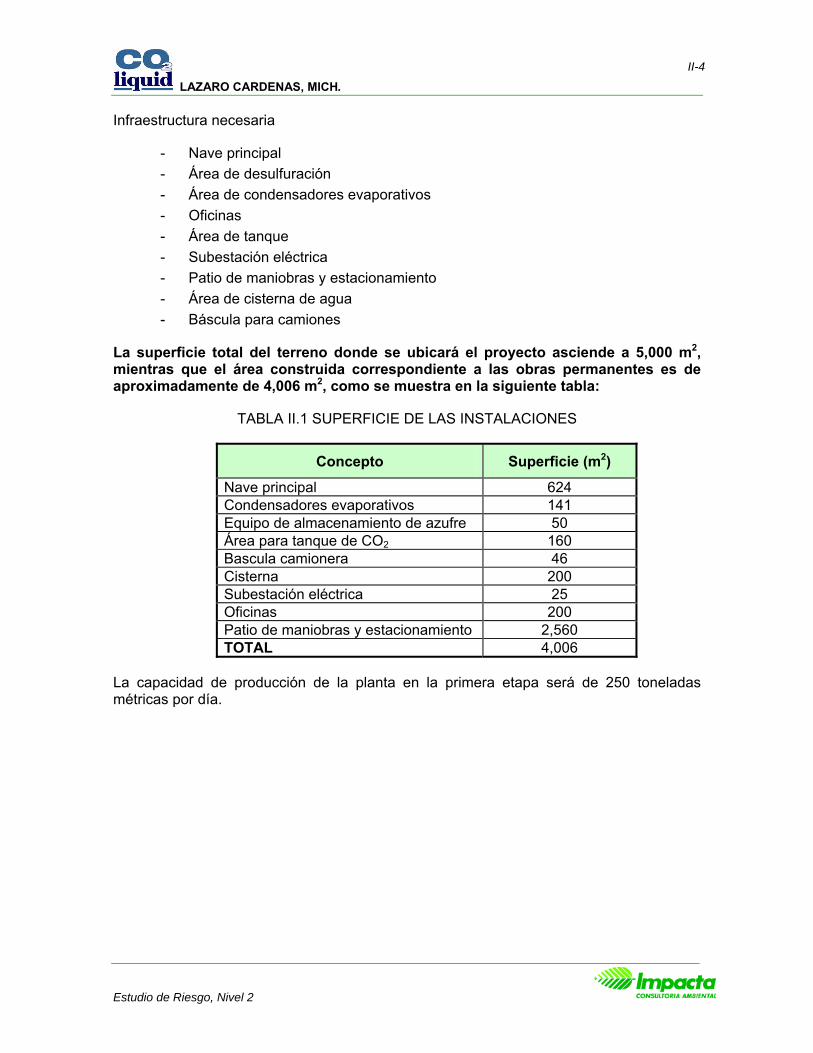
Infraestructura necesaria
- Nave principal - Área de desulfuración - Área de condensadores evaporativos - Oficinas - Área de tanque - Subestación eléctrica - Patio de maniobras y estacionamiento - Área de cisterna de agua - Báscula para camiones
La superficie total del terreno donde se ubicará el proyecto asciende a 5,000 m2, mientras que el área construida correspondiente a las obras permanentes es de aproximadamente de 4,006 m2, como se muestra en la siguiente tabla:
TABLA II.1 SUPERFICIE DE LAS INSTALACIONES
Concepto Superficie (m2)
Nave principal 624 Condensadores evaporativos 141 Equipo de almacenamiento de azufre 50 Área para tanque de CO2 160 Bascula camionera 46 Cisterna 200 Subestación eléctrica 25 Oficinas 200 Patio de maniobras y estacionamiento 2,560 TOTAL 4,006
La capacidad de producción de la planta en la primera etapa será de 250 toneladas métricas por día.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
II-5
FIGURA II.2 CROQUIS DE LOCALIZACIÓN DEL TERRENO
FIGURA II.3 VISTA DEL TERRENO A OCUPAR POR CO2 LIQUID
Arcelormittal
Ciudad Lázaro Cárdenas
API
ARCELOR MITTAL LÁZARO CÁRDENAS,
S.A DE C.V.
Playa Jardín
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
II-6
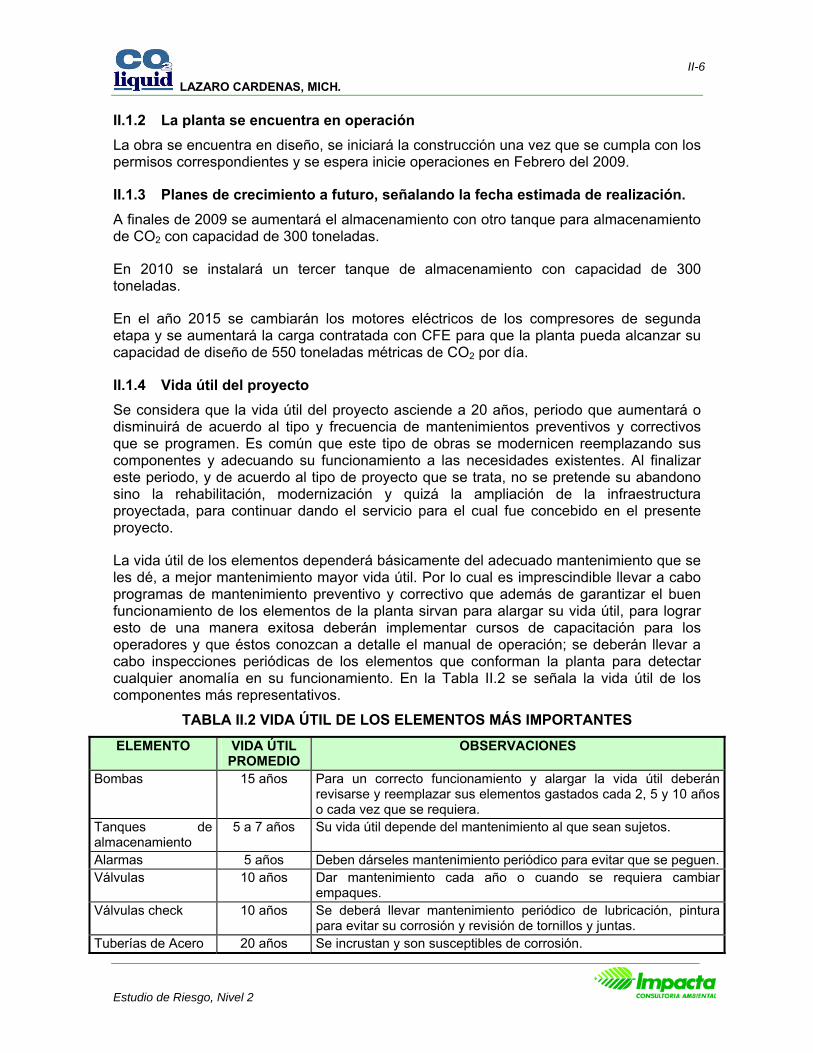
II.1.2 La planta se encuentra en operación La obra se encuentra en diseño, se iniciará la construcción una vez que se cumpla con los permisos correspondientes y se espera inicie operaciones en Febrero del 2009.
II.1.3 Planes de crecimiento a futuro, señalando la fecha estimada de realización. A finales de 2009 se aumentará el almacenamiento con otro tanque para almacenamiento de CO2 con capacidad de 300 toneladas.
En 2010 se instalará un tercer tanque de almacenamiento con capacidad de 300 toneladas.
En el año 2015 se cambiarán los motores eléctricos de los compresores de segunda etapa y se aumentará la carga contratada con CFE para que la planta pueda alcanzar su capacidad de diseño de 550 toneladas métricas de CO2 por día.
II.1.4 Vida útil del proyecto Se considera que la vida útil del proyecto asciende a 20 años, periodo que aumentará o disminuirá de acuerdo al tipo y frecuencia de mantenimientos preventivos y correctivos que se programen. Es común que este tipo de obras se modernicen reemplazando sus componentes y adecuando su funcionamiento a las necesidades existentes. Al finalizar este periodo, y de acuerdo al tipo de proyecto que se trata, no se pretende su abandono sino la rehabilitación, modernización y quizá la ampliación de la infraestructura proyectada, para continuar dando el servicio para el cual fue concebido en el presente proyecto.
La vida útil de los elementos dependerá básicamente del adecuado mantenimiento que se les dé, a mejor mantenimiento mayor vida útil. Por lo cual es imprescindible llevar a cabo programas de mantenimiento preventivo y correctivo que además de garantizar el buen funcionamiento de los elementos de la planta sirvan para alargar su vida útil, para lograr esto de una manera exitosa deberán implementar cursos de capacitación para los operadores y que éstos conozcan a detalle el manual de operación; se deberán llevar a cabo inspecciones periódicas de los elementos que conforman la planta para detectar cualquier anomalía en su funcionamiento. En la Tabla II.2 se señala la vida útil de los componentes más representativos.
TABLA II.2 VIDA ÚTIL DE LOS ELEMENTOS MÁS IMPORTANTES
ELEMENTO VIDA ÚTIL PROMEDIO
OBSERVACIONES
Bombas 15 años Para un correcto funcionamiento y alargar la vida útil deberán revisarse y reemplazar sus elementos gastados cada 2, 5 y 10 años o cada vez que se requiera.
Tanques de almacenamiento
5 a 7 años Su vida útil depende del mantenimiento al que sean sujetos.
Alarmas 5 años Deben dárseles mantenimiento periódico para evitar que se peguen.Válvulas 10 años Dar mantenimiento cada año o cuando se requiera cambiar
empaques. Válvulas check 10 años Se deberá llevar mantenimiento periódico de lubricación, pintura
para evitar su corrosión y revisión de tornillos y juntas. Tuberías de Acero 20 años Se incrustan y son susceptibles de corrosión.
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
II-7
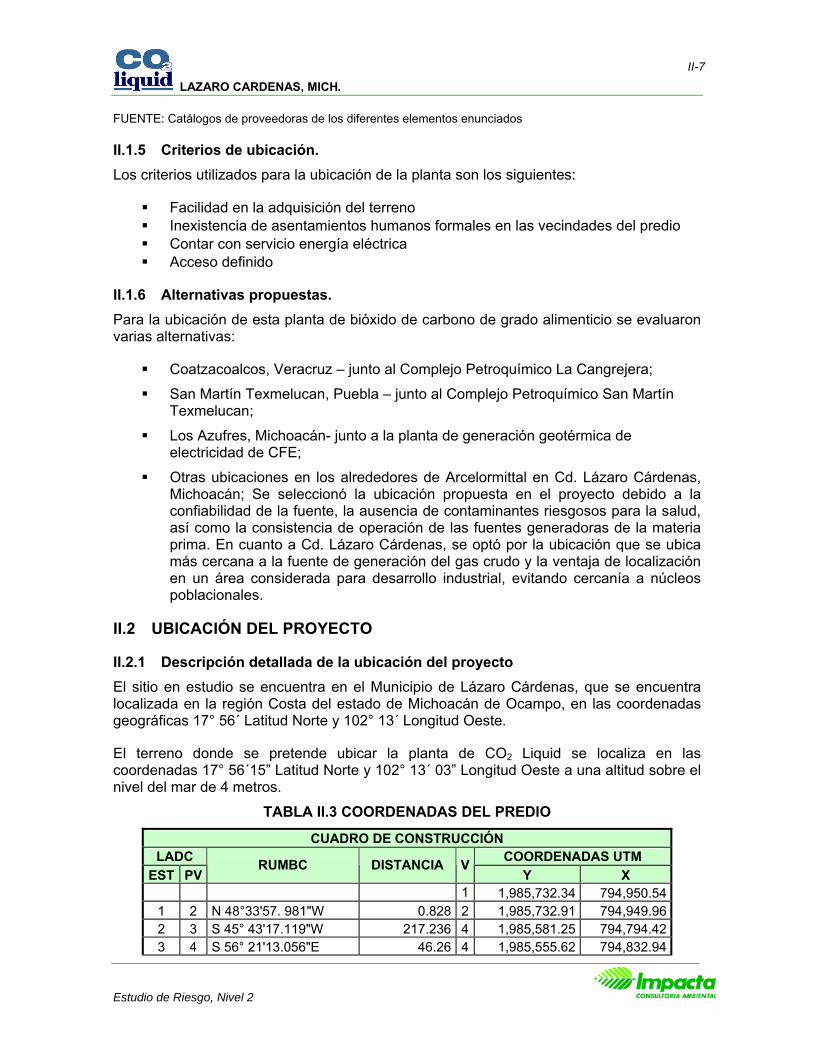
FUENTE: Catálogos de proveedoras de los diferentes elementos enunciados
II.1.5 Criterios de ubicación. Los criterios utilizados para la ubicación de la planta son los siguientes:
Facilidad en la adquisición del terreno Inexistencia de asentamientos humanos formales en las vecindades del predio Contar con servicio energía eléctrica Acceso definido
II.1.6 Alternativas propuestas. Para la ubicación de esta planta de bióxido de carbono de grado alimenticio se evaluaron varias alternativas:
Coatzacoalcos, Veracruz – junto al Complejo Petroquímico La Cangrejera;
San Martín Texmelucan, Puebla – junto al Complejo Petroquímico San Martín Texmelucan;
Los Azufres, Michoacán- junto a la planta de generación geotérmica de electricidad de CFE;
Otras ubicaciones en los alrededores de Arcelormittal en Cd. Lázaro Cárdenas, Michoacán; Se seleccionó la ubicación propuesta en el proyecto debido a la confiabilidad de la fuente, la ausencia de contaminantes riesgosos para la salud, así como la consistencia de operación de las fuentes generadoras de la materia prima. En cuanto a Cd. Lázaro Cárdenas, se optó por la ubicación que se ubica más cercana a la fuente de generación del gas crudo y la ventaja de localización en un área considerada para desarrollo industrial, evitando cercanía a núcleos poblacionales.
II.2 UBICACIÓN DEL PROYECTO
II.2.1 Descripción detallada de la ubicación del proyecto El sitio en estudio se encuentra en el Municipio de Lázaro Cárdenas, que se encuentra localizada en la región Costa del estado de Michoacán de Ocampo, en las coordenadas geográficas 17° 56´ Latitud Norte y 102° 13´ Longitud Oeste.
El terreno donde se pretende ubicar la planta de CO2 Liquid se localiza en las coordenadas 17° 56´15” Latitud Norte y 102° 13´ 03” Longitud Oeste a una altitud sobre el nivel del mar de 4 metros.
TABLA II.3 COORDENADAS DEL PREDIO
CUADRO DE CONSTRUCCIÓN LADC COORDENADAS UTM
EST PV RUMBC DISTANCIA V
Y X 1 1,985,732.34 794,950.54
1 2 N 48°33'57. 981"W 0.828 2 1,985,732.91 794,949.962 3 S 45° 43'17.119"W 217.236 4 1,985,581.25 794,794.423 4 S 56° 21'13.056"E 46.26 4 1,985,555.62 794,832.94
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
II-8
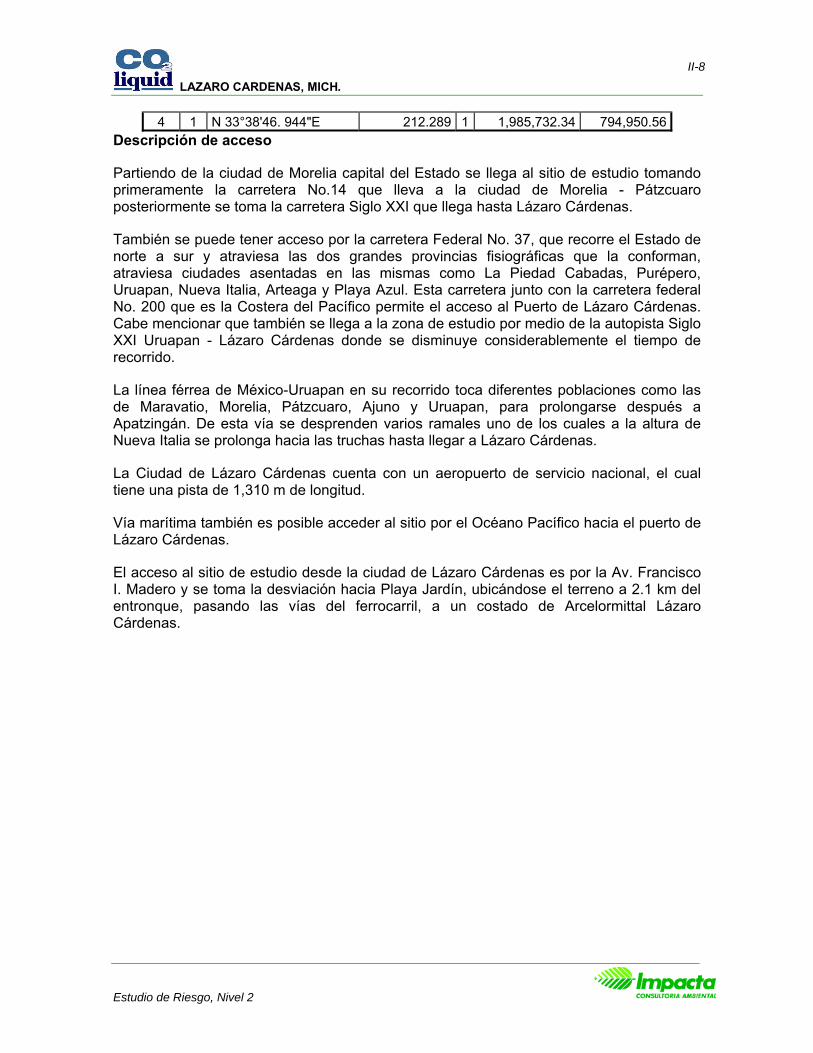
4 1 N 33°38'46. 944"E 212.289 1 1,985,732.34 794,950.56Descripción de acceso
Partiendo de la ciudad de Morelia capital del Estado se llega al sitio de estudio tomando primeramente la carretera No.14 que lleva a la ciudad de Morelia - Pátzcuaro posteriormente se toma la carretera Siglo XXI que llega hasta Lázaro Cárdenas.
También se puede tener acceso por la carretera Federal No. 37, que recorre el Estado de norte a sur y atraviesa las dos grandes provincias fisiográficas que la conforman, atraviesa ciudades asentadas en las mismas como La Piedad Cabadas, Purépero, Uruapan, Nueva Italia, Arteaga y Playa Azul. Esta carretera junto con la carretera federal No. 200 que es la Costera del Pacífico permite el acceso al Puerto de Lázaro Cárdenas. Cabe mencionar que también se llega a la zona de estudio por medio de la autopista Siglo XXI Uruapan - Lázaro Cárdenas donde se disminuye considerablemente el tiempo de recorrido.
La línea férrea de México-Uruapan en su recorrido toca diferentes poblaciones como las de Maravatio, Morelia, Pátzcuaro, Ajuno y Uruapan, para prolongarse después a Apatzingán. De esta vía se desprenden varios ramales uno de los cuales a la altura de Nueva Italia se prolonga hacia las truchas hasta llegar a Lázaro Cárdenas.
La Ciudad de Lázaro Cárdenas cuenta con un aeropuerto de servicio nacional, el cual tiene una pista de 1,310 m de longitud.
Vía marítima también es posible acceder al sitio por el Océano Pacífico hacia el puerto de Lázaro Cárdenas.
El acceso al sitio de estudio desde la ciudad de Lázaro Cárdenas es por la Av. Francisco I. Madero y se toma la desviación hacia Playa Jardín, ubicándose el terreno a 2.1 km del entronque, pasando las vías del ferrocarril, a un costado de Arcelormittal Lázaro Cárdenas.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
II-9
II.2.2 Plano de localización, marcando puntos importantes de interés cercanos a la instalación o proyecto en un radio de 500 m
FIGURA II.4 PUNTOS IMPORTANTES DE INTERÉS EN UN RADIO DE 500M
HOSPITALES Y/O CLÍNICAS
IGLESIA
ESCUELAS
ARCELOR MITTAL STEEL
PLAYA JARDÍN
PLAZA
MERCADO
CEMENTERIO
PALACIO MUNICIPAL
500 METROS
1,000 METROS
II.2.3 Describir y señalar en los planos de localización, las colindancias de la instalación y los usos del suelo en un radio de 500 m en su entorno, así como la ubicación de zonas vulnerables, tales como: asentamientos humanos, áreas naturales protegidas, zonas de reserva ecológica, cuerpos de agua.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
II-10
FIGURA II.5 USO DEL SUELO EN EL SITIO DE ESTUDIO EN UN RADIO DE 500 M
DIRECCIÓN GENERAL DE OBRAS PÚBLICAS Y DESARROLLO URBANO DEL MUNICIPIO DE LÁZARO CÁRDENAS
El uso del suelo del terreno en donde se ubica la planta de CO2 Liquid estaba dedicado a actividades agrícolas anteriormente donde existían cocoteros principalmente en la actualidad se encuentra dentro de una zona clasificada como IP Industria en Parques, de acuerdo al Programa de Desarrollo Urbano del Centro de Población de Lázaro Cárdenas Michoacán, hacia el oeste del predio se encuentran terrenos destinados para esta actividad actualmente con cocoteros, hacia el norte a 2.1 km con el libramiento de la ciudad y al este colindando con el predio se encuentra la siderurgica Arcelormittal considerada como Industria pesada a lo largo del predio y hacia el sur se llega a playa Eréndira a 1 km de distancia.
En cuanto a cuerpos de agua no existen en el predio solo pequeños encharcamientos, en las instalaciones de Arcelor mittal se encuentran pequeñas lagunas y a 1 km de distancia el Océano Pacífico.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
III-1
II. DESCRIPCIÓN GENERAL DEL PROYECTO............................................................ II-1
II.1 NOMBRE DEL PROYECTO ................................................................................... II-1
II.1.1 DESCRIPCIÓN DE LA ACTIVIDAD A REALIZAR........................................... II-1
II.1.2 La planta se encuentra en operación............................................................... II-6
II.1.3 Planes de crecimiento a futuro, señalando la fecha estimada de realización.. II-6
II.1.4 Vida útil del proyecto........................................................................................ II-6
II.1.5 Criterios de ubicación....................................................................................... II-7
II.1.6 Alternativas propuestas.................................................................................... II-7
II.2 UBICACIÓN DEL PROYECTO ............................................................................... II-7
II.2.1 Descripción detallada de la ubicación del proyecto ......................................... II-7
II.2.2 Plano de localización, marcando puntos importantes de interés cercanos a la instalación o proyecto en un radio de 500 m.................................................................. II-9
II.2.3 Describir y señalar en los planos de localización, las colindancias de la instalación y los usos del suelo en un radio de 500 m en su entorno, así como la ubicación de zonas vulnerables, tales como: asentamientos humanos, áreas naturales protegidas, zonas de reserva ecológica, cuerpos de agua. ........................... II-9
III ASPECTOS DEL MEDIO NATURAL Y SOCIOECONÓMICO
NOTA:

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
III-2
NO SE PRESENTA ESTE CAPÍTULO, YA QUE ANEXO AL PRESENTE ESTUDIO SE SOMETE A AUTORIZACIÓN LA
MANIFESTACIÓN DE IMPACTO AMBIENTAL, MODALIDAD PARTICULAR, SECTOR “INDUSTRIAL”, CON LA INFORMACIÓN CORRESPONDIENTE A ESTE
CAPÍTULO

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
IV-1
III ASPECTOS DEL MEDIO NATURAL Y SOCIOECONÓMICO ............................ III-1
IV INTEGRACIÓN DEL PROYECTO A LAS POLÍTICAS MARCADAS EN LOS PROGRAMAS DE DESARROLLO URBANO
NOTA:
NO SE PRESENTA ESTE CAPÍTULO, YA QUE ANEXO AL PRESENTE ESTUDIO SE SOMETE A AUTORIZACIÓN LA
MANIFESTACIÓN DE IMPACTO AMBIENTAL, MODALIDAD PARTICULAR, SECTOR “INDUSTRIAL”, CON LA INFORMACIÓN CORRESPONDIENTE A ESTE
CAPÍTULO
.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-1
IV INTEGRACIÓN DEL PROYECTO A LAS POLÍTICAS MARCADAS EN LOS PROGRAMAS DE DESARROLLO URBANO ................................................................. IV-1
V DESCRIPCIÓN DEL PROCESO
V.1 BASES DE DISEÑO
V.1.1 PROYECTO CIVIL
CIMENTACIONES
Las cimentaciones para todas las estructuras y equipos serán del tipo superficial sobre terreno mejorado y serán zapatas aisladas y losas de cimentación a base de concreto armado.
El mejoramiento del terreno se realizará con rellenos de escoria compactada de tamaños 3" a finos, previo retiro de material contaminado.
ESTRUCTURA
La estructura de la nave principal será a base de columnas y trabes de acero de sección variable y la altura de las columnas será de 5.94 m y de 8.53 m. El techo será a dos aguas. La cubierta de la nave en muros y techo será de lámina galvanizada con aislamiento interior de fibra de vidrio de espesor 7.62 cm.
La estructura en los condensadores evaporativos será a base de estructura metálica recta prefabricada.
La estructura de la planta y la que soportará más carga, estarán a poyados en dos zapatas aisladas con sus respectivos dados de concreto armado y anclada en estos la estructura metálica para su fijación.
La capacidad del tanque de CO2 al 90% es de (295,425 litros y 301,629 kg con CO2 a 289.2 psig, densidad de 1.02 kg/lt).
La cisterna será construida a base de losa de cimentación, losa de tapa y muros de concreto armado y tendrá una profundidad de 1.50 m
La báscula camionera se instalará sobre una losa de concreto armado.
Las oficinas serán construidas a base de zapatas asiladas, muros de tabicón de cemento arena, dalas, castillos y losa de techo de concreto armado.
Las áreas para la circulación de vehículos se construirán mejorando el terreno con escoria y la superficie de rodamiento será de finos de escoria y caliza.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-2
Toda el área de la planta será delimitada y aislada con cerca de malla ciclón de 2.50 m de altura apoyada en postes de tubo metálico a cada 3.0 m anclados en concreto y fijada la maya longitudinalmente en una dala de concreto armado.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-3
CONSTANTES DE DISEÑO.
El concreto que se usará en la obra será de un f’c = 200 y 250 kg/cm2
El acero de refuerzo para el concreto será de un fy = 4200 kg/cm2
El acero estructural será tipo A-36 con un fy = 2530 kg/cm2
El tabicón de cemento arena será de 10x14x28 cm con fc = 80 kg/cm2, junteado con mortero cemento arena
El coeficiente sísmico considerado es de 0.64
El factor de carga 1.4
El factor por viento para zona 6: V = 150 km/hr; N = 0.0049.
V.1.1 PROYECTO MECÁNICO
La memoria técnica descriptiva y justificativa del proyecto mecánico del proyecto, se incluye en el anexo “Memoria de Técnica” el listado de equipos del sistema de enfriamiento en la base de diseño. Ver tabla V.1
V.1.2 PROYECTO ELÉCTRICO
La carga eléctrica esperada durante la primera etapa de operación del proyecto será de 1,994 kW, que obteniendo un factor de potencia de 90% será una carga conectada de 2,216 kVA. Comisión Federal de Electricidad suministrará al electricidad en 3 fases, 3 hilos a 13,200 Volts. Los motores de mayor capacidad (mayores a 150 HP) se operarán a 4,160 Volts 3 fases para reducir su demanda de corriente eléctrica, mientras que los de capacidad menor se operarán a 440 Volts 3 fases. Esto indica que se tendrán dos transformadores trifásicos, uno para cada voltaje. Para voltaje de control, iluminación servicios menores de la planta se contará con un transformador menor para 220/110 V. Los requerimiento de energía eléctrica de los equipos mecánicos son los señalados en la Tabla V.2.
La alimentación de Comisión Federal de Electricidad será desde la línea aérea de distribución que pasa en el límite poniente del terreno y se llevará subterránea hasta la ubicación de la subestación, al norte de la nave principal. El cableado interior en la planta será totalmente aéreo utilizando charolas de aluminio para acomodar los cables, asegurando que las charolas estén debidamente conectadas al sistema de tierras de la planta. Esto permite que los cables disipen calor, no requiriendo aislamiento especial para temperaturas extremas.
La planta contará con una adecuada red de tierras para protección del personal y el equipo, permitiendo disipar las corrientes causadas por fallas en aislamiento. La red de tierras estará diseñada también para trabajar con el sistema de apartarrayos que se instalará en las estructuras más altas de la nave principal.
Las especificaciones generales de diseño eléctrico del proyecto se indican en los planos, los cuales se incluyen en el Anexo “Planos”.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-4
TABLA V.1 EQUIPO MECÁNICO Y SUS CARACTERÍSTICAS.
Tag Equipo Diámetro (mm)
Longitud (mm)
Presión de
Diseño (psig)
Temperatura de Diseño
(ºC) Material Norma de Fabricación Diámetro
(in) Longitud
(in)
E-1 Subenfriador horizontal 508 7,239 250 -29 / 93 SA106B Código ASME, Sección VIII, Div. 1 20 285
CE-1 Enfriador de aceite 324 3,607 400 -29 / 93 SA106B Código ASME, Sección VIII, Div. 1 12.75 142 CE-2 Enfriador de aceite 324 3,607 400 -29 / 93 SA106B Código ASME, Sección VIII, Div. 1 12.75 142
E-2 Interenfriador horizontal 406 7,226 300 -29 / 93 SA106B Código ASME, Sección VIII, Div. 1 16 284.5
CE-4 Enfriador de aceite 406 3,597 400 -29 / 93 SA106B Código ASME, Sección VIII, Div. 1 16 141.625
E-4 Interenfriador horizontal 457 6,604 300 -29 / 93 SA106B Código ASME, Sección VIII, Div. 1 18 260
E-5 Subenfriador horizontal 406 7,226 250 -29 / 93 SA106B Código ASME, Sección VIII, Div. 1 16 284.5
E-7 Condensador de CO2 762 7,176 250 -29 / 93 SA516-70 Código ASME, Sección VIII, Div. 1 30 282.5 H-6 Calentador eléctrico 219 2,946 350 -12 / 343 SA106B Código ASME, Sección VIII, Div. 1 8.625 116
PH-6 Subenfriador horizontal 219 2,985 300 -29 / 93 SA106B Código ASME, Sección VIII, Div. 1 8.625 117.5
E-6 Rehervidor horizontal 914 7,506 350 -29 / 93 SA516-70 Código ASME, Sección VIII, Div. 1 36 295.5 E-8 Condensador vertical 610 7,201 250 -43 / 93 SA106B Código ASME, Sección VIII, Div. 1 24 283.5
E-9 Subenfriador horizontal 273 5,398 250 -29 / 93 SA106B Código ASME, Sección VIII, Div. 1 10.75 212.5
CE-5 Enfriador de aceite 273 3,007 300 -29 / 93 SA106B Código ASME, Sección VIII, Div. 1 10.75 118.375 CE-6 Enfriador de aceite 273 3,007 300 -29 / 93 SA106B Código ASME, Sección VIII, Div. 1 10.75 118.375 CE-7 Enfriador de aceite 273 3,007 300 -29 / 93 SA106B Código ASME, Sección VIII, Div. 1 10.75 118.375
D-1 Separador vertical 1,981 2,032 75 -29 / 93 SA240-TP304 Código ASME, Sección VIII, Div. 1 78 80
PV-1 Separador horizontal 1,219 4,724 300 -29 / 93 SA516-70 Código ASME, Sección VIII, Div. 1 48 186 PV-2 Separador horizontal 1,219 4,724 300 -29 / 93 SA516-70 Código ASME, Sección VIII, Div. 1 48 186
D-2 Separador vertical 1,219 1,270 250 -29 / 149 SA240-TP304 Código ASME, Sección VIII, Div. 1 48 50
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-5
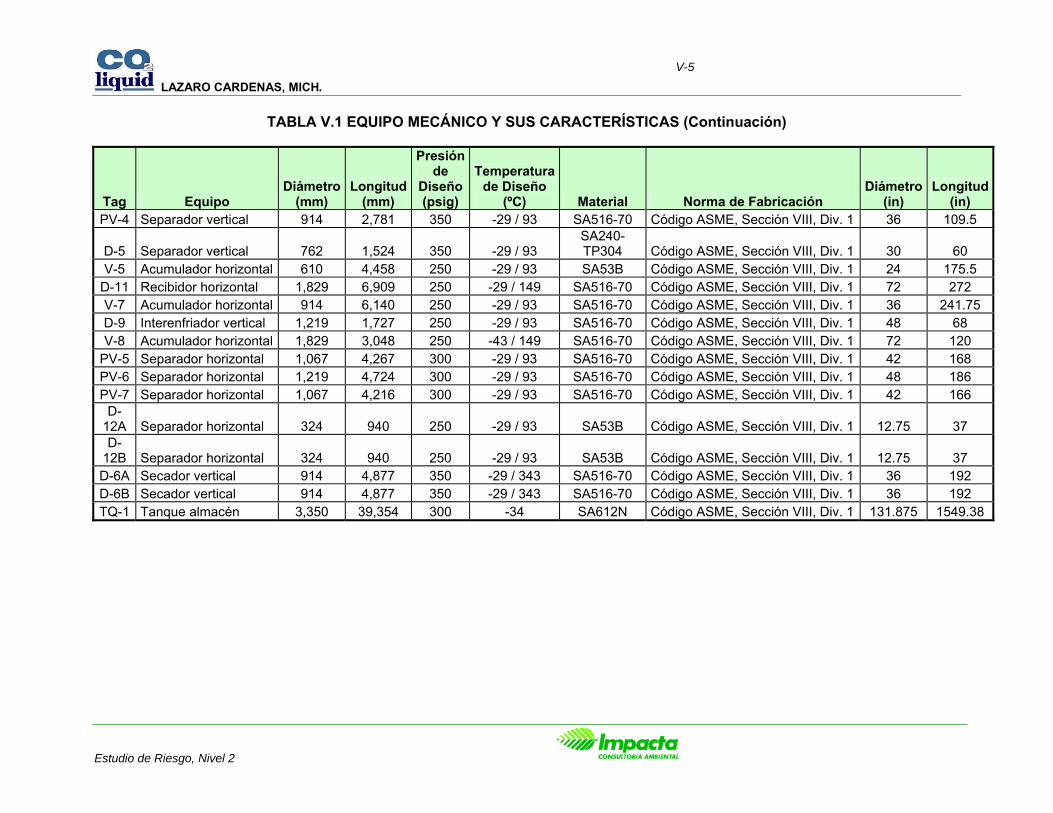
TABLA V.1 EQUIPO MECÁNICO Y SUS CARACTERÍSTICAS (Continuación)
Tag Equipo Diámetro
(mm) Longitud
(mm)
Presión de
Diseño (psig)
Temperatura de Diseño
(ºC) Material Norma de Fabricación Diámetro
(in) Longitud
(in) PV-4 Separador vertical 914 2,781 350 -29 / 93 SA516-70 Código ASME, Sección VIII, Div. 1 36 109.5
D-5 Separador vertical 762 1,524 350 -29 / 93 SA240-TP304 Código ASME, Sección VIII, Div. 1 30 60
V-5 Acumulador horizontal 610 4,458 250 -29 / 93 SA53B Código ASME, Sección VIII, Div. 1 24 175.5 D-11 Recibidor horizontal 1,829 6,909 250 -29 / 149 SA516-70 Código ASME, Sección VIII, Div. 1 72 272 V-7 Acumulador horizontal 914 6,140 250 -29 / 93 SA516-70 Código ASME, Sección VIII, Div. 1 36 241.75 D-9 Interenfriador vertical 1,219 1,727 250 -29 / 93 SA516-70 Código ASME, Sección VIII, Div. 1 48 68 V-8 Acumulador horizontal 1,829 3,048 250 -43 / 149 SA516-70 Código ASME, Sección VIII, Div. 1 72 120
PV-5 Separador horizontal 1,067 4,267 300 -29 / 93 SA516-70 Código ASME, Sección VIII, Div. 1 42 168 PV-6 Separador horizontal 1,219 4,724 300 -29 / 93 SA516-70 Código ASME, Sección VIII, Div. 1 48 186 PV-7 Separador horizontal 1,067 4,216 300 -29 / 93 SA516-70 Código ASME, Sección VIII, Div. 1 42 166
D-12A Separador horizontal 324 940 250 -29 / 93 SA53B Código ASME, Sección VIII, Div. 1 12.75 37 D-
12B Separador horizontal 324 940 250 -29 / 93 SA53B Código ASME, Sección VIII, Div. 1 12.75 37 D-6A Secador vertical 914 4,877 350 -29 / 343 SA516-70 Código ASME, Sección VIII, Div. 1 36 192 D-6B Secador vertical 914 4,877 350 -29 / 343 SA516-70 Código ASME, Sección VIII, Div. 1 36 192 TQ-1 Tanque almacén 3,350 39,354 300 -34 SA612N Código ASME, Sección VIII, Div. 1 131.875 1549.38

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-6
TABLA V.2 REQUERIMIENTO DE ENERGÍA ELÉCTRICA DE LOS EQUIPOS MECÁNICOS
EQUIPO POTENCIA VOLTAJE HP KW (V) Compresor CO2 1ra etapa 700 522 4,160 Compresor CO2 2da etapa 600 448 4,160 Compresor 1ra etapa NH3 600 448 4,160 Compresor 1ra etapa NH3 400 298 4,160
Subtotal Operando 4,160 2,300 1,716 Bomba de aceite comp 1ra CO2 7.5 6 480 Bomba de aceite comp 2da CO2 1.5 1 480 Bomba de aceite comp 1ra NH3 7.5 6 480 Bomba de aceite comp 2da NH3 1.5 1 480 Bomba NH3 alta presión 6.5 5 480 Bomba NH3 recuperación liquido 3 2 480 Ventilador primario cond evap 15 11 480 Ventilador secundario cond evap 7.5 6 480 Bomba de agua de cond evap 7.5 6 480 Bomba de agua de separadores 2 1 480 Resistencia de secadores 134 100 480 Bomba de llenado de pipas 30 22 480
Subtotal Operando 480 293 219 Carga en 240/120 V 80 60 240
Carga Total 2,673 1,994 Carga contratada C.F.E 2,250 kva Factor de potencia requerido 88.6 %
V.1.3 PROYECTO SISTEMA CONTRA-INCENDIO
El proyecto no contempla un sistema contra-incendio, sin embargo se requiere por lo menos de extintores, cumpliendo con la NOM-002-STPS-2000 "Condiciones de seguridad – Prevención, protección y combate de incendios en los centros de trabajo".
El sistema contra incendio consistirá en una cisterna de almacenamiento de agua con capacidad para 300,000 litros de agua. Una bomba centrífuga con capacidad de 160 galones por minuto y 65 psig a la descarga accionada por un motor eléctrico de 15 HP, un sistema de presión continua en la red integrado por una bomba jockey de 2HP. También contará con un equipo auxiliar de combustión interna de 25 HP para el caso de falla de energía eléctrica y un tablero automático.
En el anexo “Memoria técnica” se incluye un folleto correspondiente al equipo de bombeo que pretende utilizarse para el sistema contra incendios.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-7
La red contra incendio consistirá en dos hidrantes con capacidad de 50 galones por minuto estratégicamente localizados y una toma siamesa para la recepción de agua en caso necesario de un suministro externo.
El volumen de agua almacenada en la cisterna deberá mantenerse en un mínimo de 50,000 litros, vigilando por medio de un control electrónico de nivel para asegurar el suministro a tiempo; este volumen de agua sólo será empleado en caso de que se presente un incendio.
En la ingeniería básica se establece que la reserva de agua requerida por la norma NFPA 14 del sistema Clase II para la protección de riesgos ordinarios y extinción de incendios en sus inicios es de 12,000 litros como mínimo. Se recomienda que el almacenamiento de agua sea tal que evite sea dañado en el caso remoto de que sucediese un incendio.
Debemos considerar el riesgo de incendio limitado, ya que el producto en proceso es un agente utilizado para extinción de incendios.
Los equipos de bombeo para sistemas contra incendios se componen de los siguientes elementos:
Equipo de protección y control
o Tablero Motobomba eléctrica o Tablero Motobomba combustión interna o Presostatos o Manómetro
Motobombas
o Motobomba piloto o Motobomba principal eléctrica o Motobomba principal combustión
Integración
o Cabezal de descarga o Válvula y conexiones de descarga o Tanque presurizador o Bases (chasis)
Sistema de aspersión para el control de emisiones de amoniaco En el remoto caso de que se presente una fuga de amoniaco en el área de almacenamiento de amoniaco, se instalará un sistema de control de emisiones consistente en un equipo con 4 espreas con capacidad de aspersión de 15 galones por minuto cada una.
Las espreas estarán estratégicamente localizadas de manera que se cubra el área de almacenamiento. Las espreas serán alimentadas en la red controlando una válvula solenoide que se abrirá automáticamente en caso de que exista fuga de amoniaco.
En el área de proceso se tendrá instalado un detector de concentración de amoniaco para poder detectar cualquier fuga y permitir aislar el área de problema.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-8
El suministro de agua a las espreas estará conectado a la red del sistema contra incendios que mantendrá presurizada la línea de alimentación mediante la operación automática de la bomba del sistema contra incendios.
Para conatos menores dentro del área de operación, se ubicarán extintores de polvo químico tipo ABC, con el fin de poder atacar contingencias menores en sus inicios. Entre los riesgos a considerar en su ubicación serán riesgos de lubricantes, riesgos de fallas eléctricas, almacenamiento de productos combustibles como papel, cartón, trapo, residuos de mantenimiento.
V.2 DESCRIPCIÓN DETALLADA DEL PROCESO
El proyecto se utilizará para procesar y purificar el bióxido de carbono generado actualmente en el proceso de reducción directa de hierro con la tecnología HYL III para producción de acero dentro de las instalaciones de la empresa Arcelormittal Lázaro Cárdenas, S.A. de C.V.
La reducción directa del mineral de hierro, que normalmente se presenta como óxido férrico, utiliza gases reductores para pasar de óxido férrico a hierro esponja. Los gases se obtienen reformando el gas natural, cuyo principal componente es el metano (CH4), con una corriente de vapor de agua. Estos elementos, en presencia de un catalizador especial se descomponen en hidrógeno (H2) [reductor], monóxido de carbono (CO) [reductor] y bióxido de carbono (CO2) [inerte]. Dichos gases son puestos en contacto con el óxido férrico, “reduciendo” el mineral a hierro elemental y generando CO2 y vapor de agua, más gases reductores sobrantes. En este paso se retira el bióxido de carbono que solamente interfiere en una mayor reacción, por medio de un proceso de descarbonatación. En este punto es donde se inicia el procesamiento de este gas para obtener un producto grado ingrediente alimenticio.
El gas a procesarse se conducirá del punto de generación a la ubicación donde se purificará, comprimirá y licuará por medio de una tubería dimensionada adecuadamente. El diagrama de bloques se incluye en la Figura V.1.
Para poder llevar a cabo las actividades a anteriormente descritas, se requiere un sistema de enfriamiento a base de amoniaco, el cual operara en un rango entre 4°C y los 35°C, el cual es un sistema cerrado, cuyo diagrama de bloques se muestra en la Figura V.2.
Todos los recipientes sujetos a presión están diseñados y fabricados de acuerdo al Código ASME (American Society of Mechanical Engineers) para Recipientes Sujetos a Presión sin calentamiento directo, División VIII, Sección I. Todos los intercambiadores de calor están construidos bajo las normas TEMA (Tubular Equipment Manufacturer’s Association) B o C para intercambiadores de casco y tubos, según se aplica a cada caso. Los tubos de intercambiadores de calor están rolados y soldados a los espejos. Todas las tuberías para el sistema de enfriamiento están construidas de acuerdo al código ANSI (American National Standards Institute) B31.5 con inspección visual, prueba hidrostática/neumática a la presión de operación y 0% radiografiado puntual.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-9
FIGURA V.1 DIAGRAMA DE FLUJO DE LA OPERACIÓN
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-10
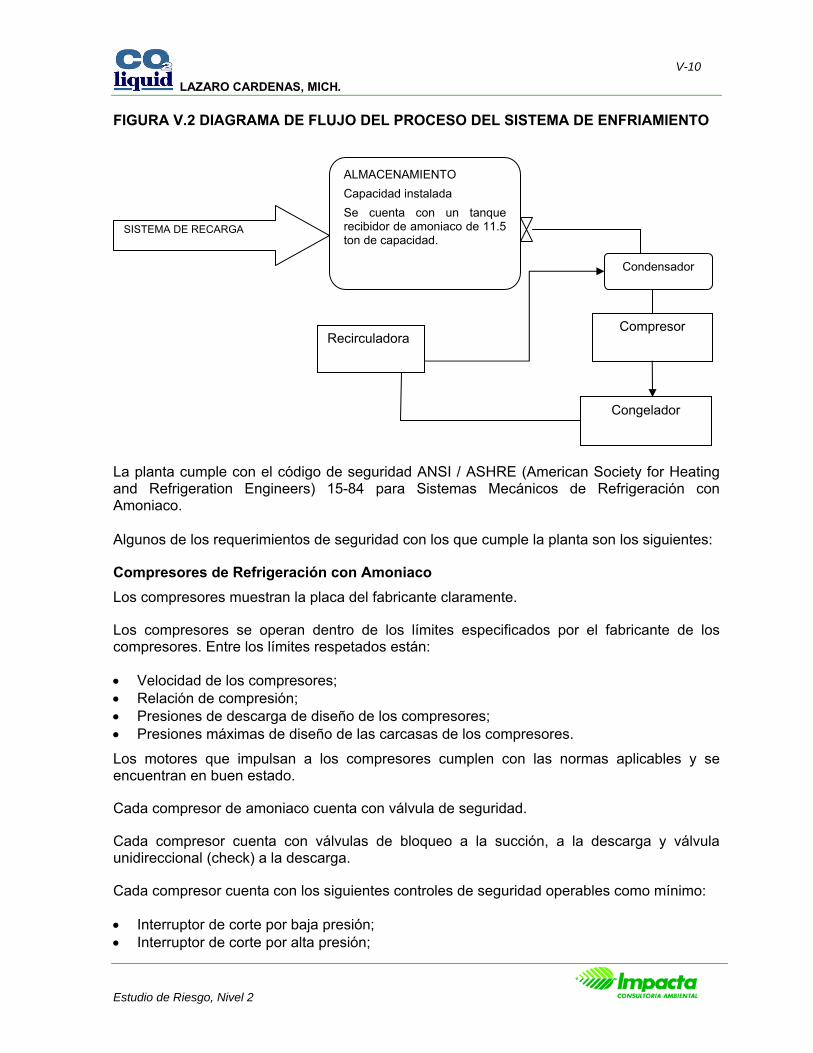
FIGURA V.2 DIAGRAMA DE FLUJO DEL PROCESO DEL SISTEMA DE ENFRIAMIENTO
La planta cumple con el código de seguridad ANSI / ASHRE (American Society for Heating and Refrigeration Engineers) 15-84 para Sistemas Mecánicos de Refrigeración con Amoniaco.
Algunos de los requerimientos de seguridad con los que cumple la planta son los siguientes:
Compresores de Refrigeración con Amoniaco Los compresores muestran la placa del fabricante claramente.
Los compresores se operan dentro de los límites especificados por el fabricante de los compresores. Entre los límites respetados están:
• Velocidad de los compresores; • Relación de compresión; • Presiones de descarga de diseño de los compresores; • Presiones máximas de diseño de las carcasas de los compresores.
Los motores que impulsan a los compresores cumplen con las normas aplicables y se encuentran en buen estado.
Cada compresor de amoniaco cuenta con válvula de seguridad.
Cada compresor cuenta con válvulas de bloqueo a la succión, a la descarga y válvula unidireccional (check) a la descarga.
Cada compresor cuenta con los siguientes controles de seguridad operables como mínimo:
• Interruptor de corte por baja presión; • Interruptor de corte por alta presión;
ALMACENAMIENTO Capacidad instalada Se cuenta con un tanque recibidor de amoniaco de 11.5 ton de capacidad.
SISTEMA DE RECARGA
Compresor
Congelador
Condensador
Recirculadora

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-11
• Interruptor de corte por baja presión diferencial de aceite.
Existen manómetros y/o transmisores de presión que permiten determinar fácilmente la presión de succión y de descarga de cada compresor.
Tuberías, Válvulas, Conexiones y Accesorios para Amoniaco Todas las tuberías, válvulas, conexiones y accesorios están en buenas condiciones y de acuerdo con la norma aplicable. Se identificarán las tuberías correctamente con los colores adecuados al código y las flechas que indicarán la dirección de flujo del refrigerante.
Toda la tubería utilizada para el sistema de enfriamiento con amoniaco es de acero al carbón. Dadas las presiones de operación (atmosférica hasta 210 psig [14.82 kg/cm2 manóm.]), se utiliza cédula 40. Cuando se trata de tuberías roscadas de menos de 2 pulgadas (50.8 mm) de diámetro, se utiliza cédula 80 para compensar el adelgazamiento de la pared donde se fabrica la rosca del tubo.
Válvulas de Seguridad
Todos los recipientes, intercambiadores de calor, separadores de aceite cuentan con las válvulas de seguridad adecuadas de acuerdo a los códigos aplicables. Dichas válvulas están colocadas siempre por arriba del nivel de líquido del refrigerante. No existen válvulas de bloqueo entre los recipientes y las válvulas de seguridad. Sólo existen en algunos casos válvulas de tres vías que mantienen contacto de alguna de las dos válvulas de seguridad con el tanque en todo momento.
Recibidor
El recibidor está diseñado para contener el volumen completo de amoniaco refrigerante existente en toda la planta.
V.3 MATERIAS PRIMAS, PRODUCTOS, Y SUBPRODUCTOS MANEJADOS EN EL PROCESO
En cuanto a sustancias requeridas, como se ha mencionado anteriormente para la refrigeración se requiere de la utilización de gas amoniaco anhidro.
TABLA V.3 SUSTANCIAS UTILIZADAS EN EL PROCESO
SUSTANCIA CANTIDAD DE REPORTE
CANTIDAD ALMACENADA
TIPO DE CONTENEDOR
Amoniaco Anhidro 10 Kg 11,500 kg Cilíndrico de Acero al carbón
Bióxido de Carbono
N/A 301,629 kg Cilíndrico de Acero al carbón
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-12
V.4 HOJAS DE SEGURIDAD
Amoniaco (NH3)
El mayor riesgo dentro de las instalaciones es el uso de amoniaco como refrigerante, cuya cantidad almacenada dentro de las instalaciones rebasa la cantidad de reporte de 10 kg señalada en el primer listado de actividades que deben considerarse altamente riesgosas, publicado en el diario oficial el día miércoles 28 de marzo de 1990.
En las condiciones atmosféricas habituales, el amoníaco (NH3) es un gas incoloro, de olor acre; forma parte integrante del ciclo natural del nitrógeno en la biosfera. El volumen total de amoníaco producido por el hombre representa únicamente el 3% de la cantidad presente en la naturaleza.
El amoníaco no tiene ninguna incidencia sobre el ozono estratosférico; su duración de vida se sitúa solamente entre algunos días y menos de dos semanas; no contribuye en absoluto al efecto invernadero. Además, como consecuencia de sus excelentes propiedades termodinámicas, el amoníaco necesita para producir frío menos energía primaria que cualquier otro fluido frigorígeno existente; su incidencia indirecta sobre el recalentamiento de la Tierra, proveniente del CO2 emitido en la generación de la energía primaria consumida, es, así pues, una de las más reducidas de todos los fluidos existentes.
En el anexo “Hojas de Datos de Seguridad” se incluye la hoja correspondiente al amoniaco, la cual fue conformada de acuerdo a lo establecido en la NOM-018-STPS-2000 “Sistema para la identificación y Comunicación de Riesgos por Sustancias Químicas en los Centros de Trabajo”.
Bióxido de Carbono (CO2)
El Bióxido de Carbono (CO2) es un gas incoloro e inodoro con sabor ligeramente picante. Tiene efectos tóxicos en muy altas concentraciones, pero esto es despreciable comparado con el riesgo de asfixia. El Bióxido de Carbono es más pesado que el aire (53 %) por lo que se acumula en parte bajas. Dentro de los cilindros coexiste en forma líquida y gaseosa. El CO2 en estado sólido es conocido como “hielo seco” el cual pasa directamente de estado sólido a gaseoso (-78° C y 1 atm.).
Usos:
- El CO2 se utiliza en la creación de atmósferas protectoras para soldaduras al arco y MIG.
- En fundiciones se usa como agente endurecedor de moldes de arena. - En fabricas de bebidas para carbonatación de las mismas. - Protección de vinos, cervezas, jugos de fruta, previene oxidación por contacto con
aire. - Anestésico antes de la matanza de animales. - Como agente en extintores de incendio y sistemas automáticos de extinción.
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-13
Riesgos:
- Cilindros expuestos a temperatura externa pueden explotar. No debe permitirse que cilindros alcancen 55° C y no dejar al sol.
- Cilindros cuentan con disco de ruptura que opera a 190 bar, presión que se desarrolla cuando la temperatura en el interior del cilindro alcanza 55° C. El disco de ruptura vacía todo el contenido bruscamente
- Escapes de CO2 en recintos cerrados pueden provocar asfixia.
Concentración:
4 - 6 % concentración en el aire Se puede resistir máximo 60 minutos. Ocasiona falta de aire, dolor de cabeza y sudor.
6 – 8 % concentración Peligroso después de 30 minutos.
> 8% concentración Muerte por asfixia en corto tiempo.
Procedimientos ante accidentes
- Abandonar lugar si se encuentran cilindros expuestos a temperatura. - Uso permanente de protección respiratoria en caso de escapes en recintos
cerrados - Uso de equipos de ventilación forzada para mover nubes de CO2, medir con
instrumentos de oxigeno niveles normales.
En el anexo “Hojas de seguridad se incluyen las respectivas a estas dos sustancias químicas.
V.5 ALMACENAMIENTO
Para el sistema de congelación, se cuenta con un tanque recibidor de amoniaco con una capacidad de 11.5 ton. Presenta forma cilíndrica, soldado, con tapas cóncavas, y las características reportadas en la Tabla V.4, ubicado dentro de las instalaciones como se señala en el arreglo general incluido en el anexo “Planos”, debiendo cumplir con los dispositivos de seguridad y con las especificaciones indicadas en el Código para Recipientes a Presión y Calderas de la Sociedad Americana de Ingenieros Mecánicos (ASME) Secciones V y VIII, División 1, Edición 2001.
El manejo y almacenamiento del amoniaco debe basarse en la Norma Oficial Mexicana NOM-009-STPS-1993. Relativa a las condiciones de seguridad e higiene para el almacenamiento, transporte y manejo de sustancias corrosivas, irritantes y tóxicas en los centros de trabajo.
El tanque recibidor está diseñado para contener el volumen completo de amoniaco refrigerante existente en toda la planta.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-14
TABLA V.4 TANQUE RECIBIDOR DE AMONIACO
CONCEPTO TANQUE Capacidad (ton) 11.5 Cuerpo Cilíndrico Diámetro (mm) 3,350 Longitud (mm) 39,354 Material SA612N Presión de diseño (psig) 300 Temperatura de diseño (ºC) -34
Durante la operación de la planta, los tanques como recibidores de amoniaco, separadores de aceite de amoniaco, acumulador de amoniaco, deben ser sometidos a inspecciones periódicas con el fin de evaluar su integridad, por medio de líquidos penetrantes, partículas magnéticas, medición de espesores con ultrasonido industrial y evaluación de soldaduras con ultrasonido industrial, dirigidos a detectar grietas por fatiga originadas por el servicio, porosidad, faltas de penetración, etc. que pudiera poner en riesgo la integridad del tanque y el espesor remanente del cuerpo y las tapas. Los métodos de prueba, así como sus criterios de aceptación y rechazo se basaron en los requisitos del Código para Recipientes a Presión y Calderas de la Sociedad Americana de Ingenieros Mecánicos (ASME), Secciones V y VIII, División 1, Edición 2001.
La inspección a los tanques de almacenamiento se realizan por medio de métodos no destructivos, se aplican siguiendo las recomendaciones de las normas correspondientes; y conforme a los procedimientos de Capacitación y Pruebas No Destructivas de México, S.C. debidamente preparados y revisados por personal Nivel III certificados por la A.S.N.T.
Líquidos Penetrantes: Su finalidad es la de detectar la posible presencia de grietas originadas por el servicio, picaduras y en general discontinuidades abiertas a la superficie que pudieran provocar fugas en el tanque.
Partículas Magnéticas: Su finalidad es la de detectar la posible presencia de grietas originadas por el servicio y en general discontinuidades superficiales y/o subsuperficiales de tipo lineal o redonda, que pudiera provocar un riesgo en la integridad del tanque.
Inspección Ultrasónica de Uniones Soldadas a Tope: Su finalidad es la de detectar la posible presencia de defectos volumétricos así como de grietas en la soldadura y en la zona afectada térmicamente por el calor.
Medición de Espesores por Ultrasonido: La finalidad de esta inspección es la determinación del espesor remanente de las paredes del recipiente.
Los contenedores de amoniaco pueden explotar cuando se calientan (582°C), la presión a la que pueden explotar es señalada por el fabricante para lo cual es necesario el uso del equipo de control y elementos de seguridad, entre los que se distinguen los siguientes:
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-15
Los elementos de seguridad de tanques y recipientes a presión se diseñan para las condiciones de presión y temperatura más desfavorables que puedan presentarse.
Conexiones: todas las conexiones de tanques y recipientes a presión, excepto las de válvulas de seguridad, presentan válvulas de cierre instaladas lo más cerca posible del punto de conexión.
Válvulas de seguridad: cada tanque a presión debe disponer de por lo menos de una válvula de seguridad. (Los recipientes a presión de capacidad inferior a 100 m3 pueden contar con una sola válvula, en caso contrario deberán tener por lo menos dos válvulas). Sirven para proteger no solamente a las personas dentro de la instalación, sino también a las que se encuentren en los alrededores.
Indicadores de nivel: cada tanque o recipiente a presión debe contar con un indicador permanente que permite controlar el nivel del líquido contenido. Además, disponer de un dispositivo de nivel máximo o de un segundo indicador de nivel independiente del anterior y de distinto tipo con señalización óptica y acústica.
Manómetros instalados en rangos de 0 a 21 kg/cm2 en todos los tanques sujetos a presión.
Toma de tierra: los tanques y recipientes a presión deben estar aterrizados, ajustados a lo establecido en el Reglamento electrotécnico de baja tensión.
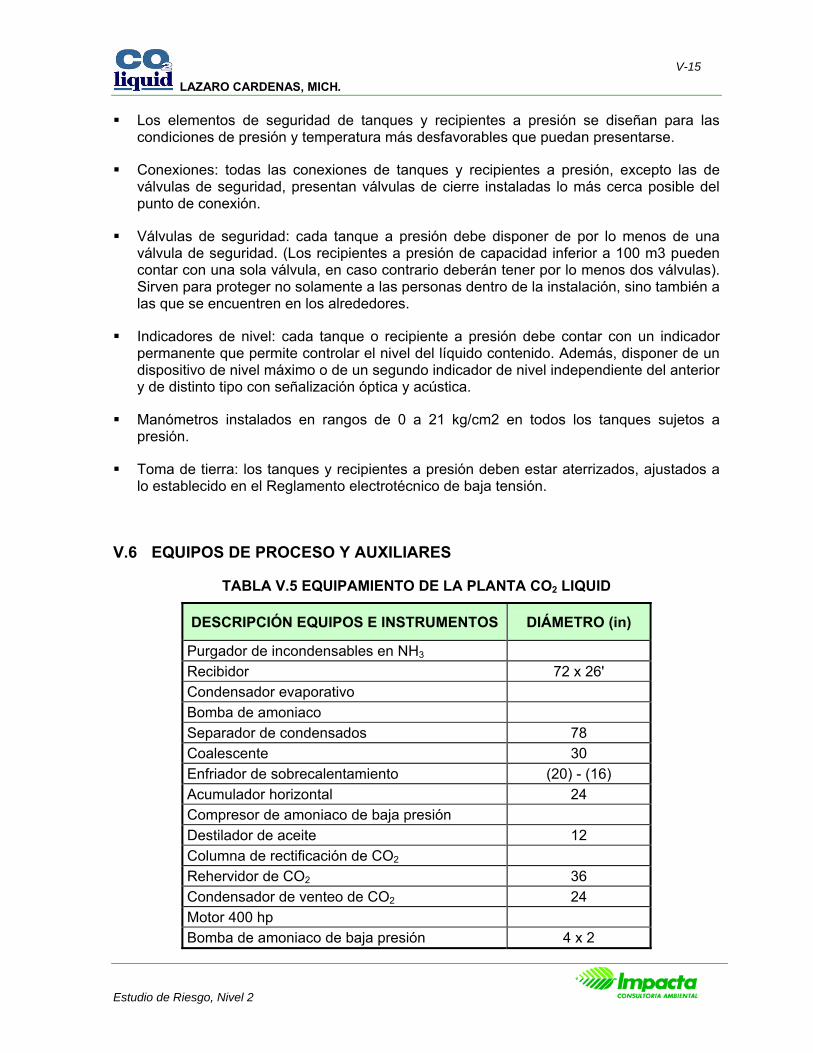
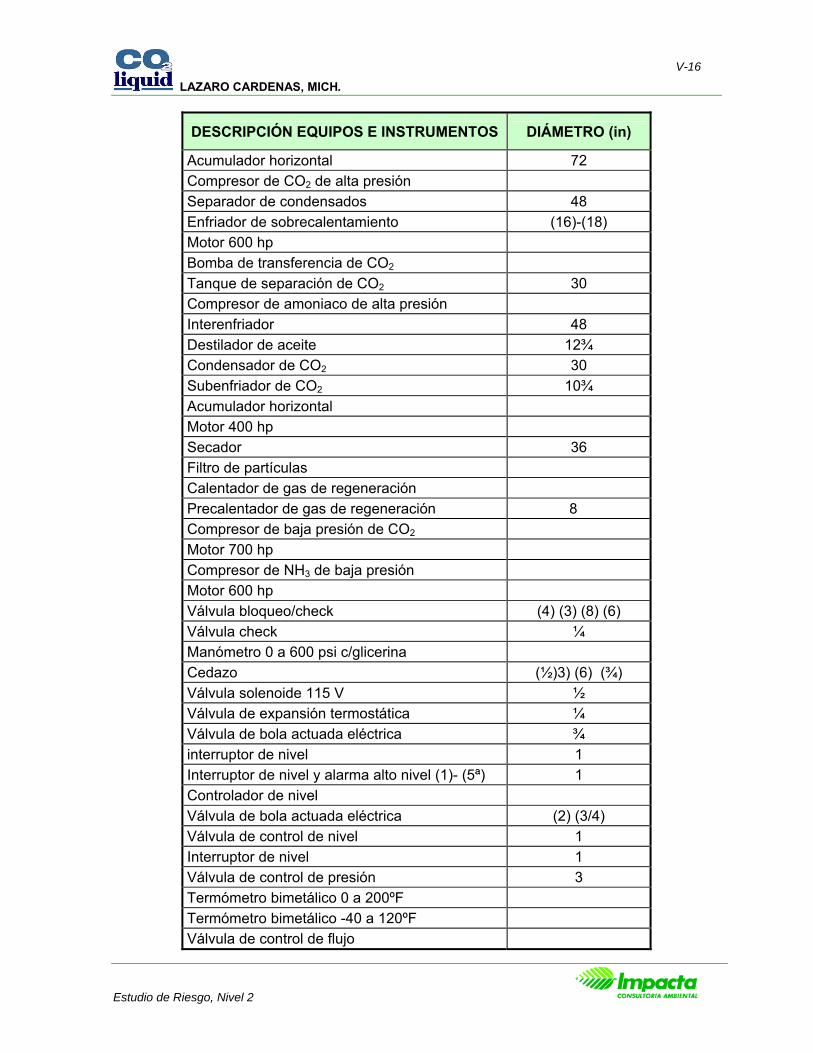
V.6 EQUIPOS DE PROCESO Y AUXILIARES
TABLA V.5 EQUIPAMIENTO DE LA PLANTA CO2 LIQUID
DESCRIPCIÓN EQUIPOS E INSTRUMENTOS DIÁMETRO (in)
Purgador de incondensables en NH3 Recibidor 72 x 26' Condensador evaporativo Bomba de amoniaco Separador de condensados 78 Coalescente 30 Enfriador de sobrecalentamiento (20) - (16) Acumulador horizontal 24 Compresor de amoniaco de baja presión Destilador de aceite 12 Columna de rectificación de CO2 Rehervidor de CO2 36 Condensador de venteo de CO2 24 Motor 400 hp Bomba de amoniaco de baja presión 4 x 2
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-16
DESCRIPCIÓN EQUIPOS E INSTRUMENTOS DIÁMETRO (in)
Acumulador horizontal 72 Compresor de CO2 de alta presión Separador de condensados 48 Enfriador de sobrecalentamiento (16)-(18) Motor 600 hp Bomba de transferencia de CO2 Tanque de separación de CO2 30 Compresor de amoniaco de alta presión Interenfriador 48 Destilador de aceite 12¾ Condensador de CO2 30 Subenfriador de CO2 10¾ Acumulador horizontal Motor 400 hp Secador 36 Filtro de partículas Calentador de gas de regeneración Precalentador de gas de regeneración 8� Compresor de baja presión de CO2 Motor 700 hp Compresor de NH3 de baja presión Motor 600 hp Válvula bloqueo/check (4) (3) (8) (6) Válvula check ¼ Manómetro 0 a 600 psi c/glicerina Cedazo (½)3) (6) (¾) Válvula solenoide 115 V ½ Válvula de expansión termostática ¼ Válvula de bola actuada eléctrica ¾ interruptor de nivel 1 Interruptor de nivel y alarma alto nivel (1)- (5ª) 1 Controlador de nivel Válvula de bola actuada eléctrica (2) (3/4) Válvula de control de nivel 1 Interruptor de nivel 1 Válvula de control de presión 3 Termómetro bimetálico 0 a 200ºF Termómetro bimetálico -40 a 120ºF Válvula de control de flujo

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-17
DESCRIPCIÓN EQUIPOS E INSTRUMENTOS DIÁMETRO (in)
Alarma de alto nivel y paro de bomba Paro de alto nivel Control de nivel Alarma de bajo nivel y arranque de bomba Válvula de control de presión (1) (3) Manómetro 30" vacío a 15 psi c/glicerina Manómetro 0 a 100 psi c/silicón Cedazo (3) (2) (6) (4) Termómetro bimetálico 0 a 140ºF Termómetro bimetálico -100 a 150ºF Termómetro bimetálico 0 a 500ºF Interruptor de nivel y alarma de alto nivel 2 1 Controlador de nivel Válvula de control de nivel Manómetro 0 a 200 psi c/glicerina Cedazo de canasta 10 Válvula de bloqueo/check con cedazo 6 Válvula de control (2½) (1) Regulador de presión 6 Manómetro 0 a 400 psi c/glicerina Termómetro bimetálico 0 a 400ºF Transmisor de presión diferencial Controlador indicador de flujo Válvula de mariposa actuada (6) (3) (½) (10) (12) Válvula solenoide 1½ Manómetro 0 a 600 psi c/silicón Cedazo de canasta 12 Válvula de bloqueo/check con cedazo 12 Manómetro 0 a 160 psi c/silicón Termómetro bimetálico 50 a 300ºF
Características principales del sistema de enfriamiento
Todos los recipientes sujetos a presión están diseñados y fabricados de acuerdo al Código ASME (American Society of Mechanical Engineers) para Recipientes Sujetos a Presión sin calentamiento directo, División VIII, Sección I. Todos los intercambiadores de calor están construidos bajo las normas TEMA (Tubular Equipment Manufacturer’s Association) B o C para intercambiadores de casco y tubos, según se aplica a cada caso. Los tubos de intercambiadores de calor están rolados y soldados a los espejos. Todas las tuberías para el
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-18
sistema de enfriamiento están construidas de acuerdo al código ANSI (American National Standards Institute) B31.5 con inspección visual, prueba hidrostática/neumática a la presión de operación y 0% radiografiado puntual.
La planta cumple con el código de seguridad ANSI / ASHRE (American Society for Heating and Refrigeration Engineers) 15-84 para Sistemas Mecánicos de Refrigeración con Amoniaco.
Algunos de los requerimientos de seguridad con los que cumple la planta son los siguientes:
Compresores de Refrigeración con Amoniaco
Los compresores muestran la placa del fabricante claramente.
Los compresores se operan dentro de los límites especificados por el fabricante de los compresores. Entre los límites respetados están:
• Velocidad de los compresores; • Relación de compresión; • Presiones de descarga de diseño de los compresores; • Presiones máximas de diseño de las carcasas de los compresores.
Los motores que impulsan a los compresores cumplen con las normas aplicables y se encuentran en buen estado.
Cada compresor de amoniaco cuenta con válvula de seguridad.
Cada compresor cuenta con válvulas de bloqueo a la succión, a la descarga y válvula unidireccional (check) a la descarga.
Cada compresor cuenta con los siguientes controles de seguridad operables como mínimo:
• Interruptor de corte por baja presión; • Interruptor de corte por alta presión; • Interruptor de corte por baja presión diferencial de aceite.
Existen manómetros y/o transmisores de presión que permiten determinar fácilmente la presión de succión y de descarga de cada compresor.
Tuberías, Válvulas, Conexiones y Accesorios para Amoniaco
Todas las tuberías, válvulas, conexiones y accesorios están en buenas condiciones y de acuerdo con la norma aplicable. Se identificarán las tuberías correctamente con los colores adecuados al código y las flechas que indicarán la dirección de flujo del refrigerante.
Toda la tubería utilizada para el sistema de enfriamiento con amoniaco es de acero al carbón. Dadas las presiones de operación (atmosférica hasta 210 psig [14.82 kg/cm2 manóm.]), se utiliza cédula 40. Cuando se trata de tuberías roscadas de menos de 2

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-19
pulgadas (50.8 mm) de diámetro, se utiliza cédula 80 para compensar el adelgazamiento de la pared donde se fabrica la rosca del tubo.
Válvulas de Seguridad
Todos los recipientes, intercambiadores de calor, separadores de aceite cuentan con las válvulas de seguridad adecuadas de acuerdo a los códigos aplicables. Dichas válvulas están colocadas siempre por arriba del nivel de líquido del refrigerante. No existen válvulas de bloqueo entre los recipientes y las válvulas de seguridad. Sólo existen en algunos casos válvulas de tres vías que mantienen contacto de alguna de las dos válvulas de seguridad con el tanque en todo momento.
TABLA V.6 CARACTERISTICAS DEL SISTEMA DE ENFRIAMIENTO
Elementos Conectados Diámetro (pulg)
Diámetro (mm)
Recibidor D11 a Bombas NH3 P11A/B/C 4 102 Bombas NH3 P11 A/B/C a cabezal de alimentación de enfriadores 4 102 Cabezal de NH3 bombeado a enfriadores E2 y E4 y CE4 4 102 Cabezal de NH3 bombeado a enfriadores de aceite CE1 y CE2 2 51 Cabezal de NH3 bombeado a enfriadores de aceite CE5, CE6, CE7 1½ 38 NH3 de enfriadores E2, E4, CE4 a cabezal de retorno 6 152 NH3 de enfriadores de aceite CE1, CE2 a cabezal de retorno 4 102 NH3 de enfriadores de aceite CE5, CE6, CE7 a cabezal de retorno 3 76 Cabezal de retorno a D11 8 203 Líquido a intermedios D9 y D9A 3 76 Gas de D9 y D9A a compresor C7 8 203 Líquido de D9A a rehervidor E6B 3 76 Líquido de rehervidor E6B a condensador venteo E8 3 76 Líquido de condensador de venteo E8 a cabezal para condensador de CO2 E7 y subenfriador E9
10 254
Líquido de cabezal a condensador de CO2 E7 y subenfriador E9 2 51 Gas de separador de fases V7 a separador V8 6 152 Gas de separador V8 a cabezal para succión de compresores C5 y C6 10 254 Líquido de bombas P8 A/B a condensador de venteo E8 3 76 Descarga de compresores C5 y C6 a intermedio D9A 6 152 Líquido de recibidor D11 a enfriadores E1 y E5 2 51 Gas de separador V5 a succión de compresor C7 6 152 Descarga de compresor C7 a condensadores evaporativos EC11 A/B/C/D
6 152
Gas de E11 a condensadores evaporativos EC11 A/B/C/D 6 152 Retorno de líquido de condensadores evaporativos EC11 A/B/C/D a recibidor D11
8 203
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-20
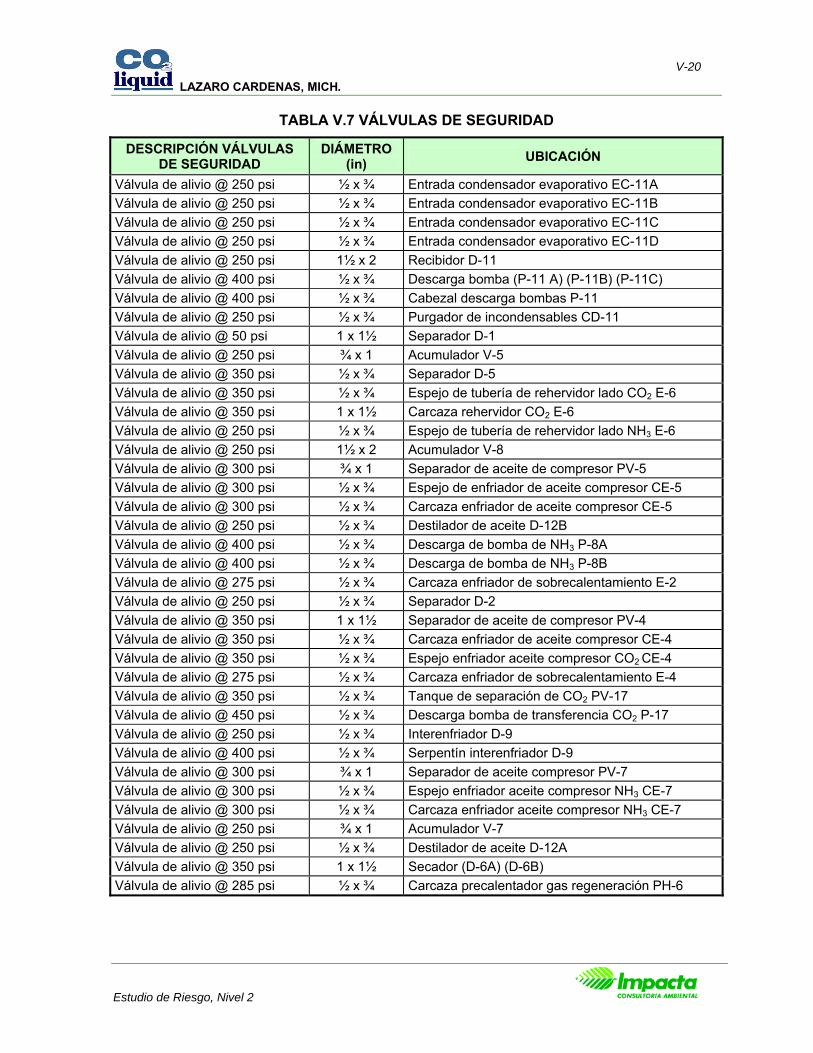
TABLA V.7 VÁLVULAS DE SEGURIDAD
DESCRIPCIÓN VÁLVULAS DE SEGURIDAD
DIÁMETRO (in) UBICACIÓN
Válvula de alivio @ 250 psi ½ x ¾ Entrada condensador evaporativo EC-11A Válvula de alivio @ 250 psi ½ x ¾ Entrada condensador evaporativo EC-11B Válvula de alivio @ 250 psi ½ x ¾ Entrada condensador evaporativo EC-11C Válvula de alivio @ 250 psi ½ x ¾ Entrada condensador evaporativo EC-11D Válvula de alivio @ 250 psi 1½ x 2 Recibidor D-11 Válvula de alivio @ 400 psi ½ x ¾ Descarga bomba (P-11 A) (P-11B) (P-11C) Válvula de alivio @ 400 psi ½ x ¾ Cabezal descarga bombas P-11 Válvula de alivio @ 250 psi ½ x ¾ Purgador de incondensables CD-11 Válvula de alivio @ 50 psi 1 x 1½ Separador D-1 Válvula de alivio @ 250 psi ¾ x 1 Acumulador V-5 Válvula de alivio @ 350 psi ½ x ¾ Separador D-5 Válvula de alivio @ 350 psi ½ x ¾ Espejo de tubería de rehervidor lado CO2 E-6 Válvula de alivio @ 350 psi 1 x 1½ Carcaza rehervidor CO2 E-6 Válvula de alivio @ 250 psi ½ x ¾ Espejo de tubería de rehervidor lado NH3 E-6 Válvula de alivio @ 250 psi 1½ x 2 Acumulador V-8 Válvula de alivio @ 300 psi ¾ x 1 Separador de aceite de compresor PV-5 Válvula de alivio @ 300 psi ½ x ¾ Espejo de enfriador de aceite compresor CE-5 Válvula de alivio @ 300 psi ½ x ¾ Carcaza enfriador de aceite compresor CE-5 Válvula de alivio @ 250 psi ½ x ¾ Destilador de aceite D-12B Válvula de alivio @ 400 psi ½ x ¾ Descarga de bomba de NH3 P-8A Válvula de alivio @ 400 psi ½ x ¾ Descarga de bomba de NH3 P-8B Válvula de alivio @ 275 psi ½ x ¾ Carcaza enfriador de sobrecalentamiento E-2 Válvula de alivio @ 250 psi ½ x ¾ Separador D-2 Válvula de alivio @ 350 psi 1 x 1½ Separador de aceite de compresor PV-4 Válvula de alivio @ 350 psi ½ x ¾ Carcaza enfriador de aceite compresor CE-4 Válvula de alivio @ 350 psi ½ x ¾ Espejo enfriador aceite compresor CO2 CE-4 Válvula de alivio @ 275 psi ½ x ¾ Carcaza enfriador de sobrecalentamiento E-4 Válvula de alivio @ 350 psi ½ x ¾ Tanque de separación de CO2 PV-17 Válvula de alivio @ 450 psi ½ x ¾ Descarga bomba de transferencia CO2 P-17 Válvula de alivio @ 250 psi ½ x ¾ Interenfriador D-9 Válvula de alivio @ 400 psi ½ x ¾ Serpentín interenfriador D-9 Válvula de alivio @ 300 psi ¾ x 1 Separador de aceite compresor PV-7 Válvula de alivio @ 300 psi ½ x ¾ Espejo enfriador aceite compresor NH3 CE-7 Válvula de alivio @ 300 psi ½ x ¾ Carcaza enfriador aceite compresor NH3 CE-7 Válvula de alivio @ 250 psi ¾ x 1 Acumulador V-7 Válvula de alivio @ 250 psi ½ x ¾ Destilador de aceite D-12A Válvula de alivio @ 350 psi 1 x 1½ Secador (D-6A) (D-6B) Válvula de alivio @ 285 psi ½ x ¾ Carcaza precalentador gas regeneración PH-6
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-21
V.7 CONDICIONES DE OPERACIÓN
El mayor riesgo dentro de las instalaciones de la Planta CO2 Liquid es el manejo, operación y almacenamiento del amoniaco, ya que es un gas tóxico que atenta con la salud e inclusive puede causar la muerte a exposiciones prolongadas. Las fallas más comunes son fugas en conexiones, ruptura de soldaduras y desprendimiento de válvulas.
A continuación se describirán los parámetros de operación del amoniaco, ya que, como se ha mencionado, es la sustancia que nos conlleva a mayor preocupación dentro del proceso.
Operación:
Se estima que el consumo energético de un serpentín durante los desescarches, a los que los sistemas frigoríficos están sometidos, es hasta tres veces mayor que el previsto para su explotación normal.
En el ciclo de desescarche por gas caliente, se debe tener cuidado en la apertura al final del ciclo de desescarche, de la válvula de aspiración, originando una onda de choque en la tubería de aspiración llena de líquido, y la apertura al principio del ciclo de desescarche, de la válvula solenoide de gases calientes, que origina una onda de choque en el evaporador.
A menudo se cree que las tuberías deben encontrarse completamente llenas de amoníaco líquido para que pueda producirse un golpe de ariete, sin embargo, como se indica es verdad que los tubos llenos de líquido pueden propagar una onda de choque, para permitir esta propagación los tubos no requieren estar llenos antes del golpe de líquido, un tubo no completamente lleno, que encierra bolsas de vapor, puede llenarse muy rápidamente de líquido cuando el vapor de estas bolsas se condensa.
Fisuras originadas por deformación (Oxigeno)
Por otra parte, en base a bibliografía especializada se reportan fisuras de corrosión por tensiones en el acero ferrítico utilizado en la fabricación de recipientes de amoníaco, en los casos más graves son origen de fugas de amoníaco.
Se admite en general que la presencia de oxígeno en el amoníaco líquido de algunas ppm o de algunas milésimas de ppm en el amoníaco gaseoso, podrían bastar para provocar tales fisuras en el acero. Es preciso, así pues vigilar que sea purgado todo el aire en los sistemas de amoníaco, de manera que se reduzcan todos los riesgos de contaminación por el oxígeno del aire, por otra parte, se considera que un contenido mínimo de agua del 0.2% en el amoníaco contribuye a prevenir estas fisuras de tensión debidas a la corrosión.
El sector de alta presión de un sistema de compresión de amoníaco presenta frecuentemente un contenido de agua por debajo de este nivel, parece así pues que existen más riesgos en este sector, que el sector de baja presión, hay menos riesgos de fisura a temperaturas inferiores a –5ºC y en los recipientes de acero dulce.
Separación del aceite del amoníaco
Los aceites corrientes y el amoníaco son únicamente miscibles en proporciones reducidas, es preciso, que los compresores estén provistos de un separador de aceite, dispositivo que
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-22
separa la mayor parte del aceite arrastrado con el gas de descarga, para retornarlo seguidamente al cárter.
Con todo, una reducida cantidad de aceite se arrastra inevitablemente con el gas de descarga; este aceite se deposita, finalmente, en la parte baja del sistema. Es preciso prever los sifones de aceite convenientes, así como válvulas de purga de aceite en los lugares de depósito apropiados. El aceite, más denso, se encuentra siempre a un nivel inferior al del amoníaco líquido; la purga no es, por lo tanto, difícil, a menos que la temperatura sea tan baja que el aceite no circule fácilmente; en este caso, es preciso prever un dispositivo de calentamiento que actúe durante la purga.
La importancia de una buena separación de aceite en las instalaciones de amoníaco y es el resultado de experiencias registradas en más de 100 instalaciones industriales de amoníaco provistas de dispositivos depuradores de aceite a contracorriente en varias etapas.
Se afirma, como conclusión, que las instalaciones funcionan de manera tanto más fiable en la medida en que las condiciones de explotación permanecen estables durante largo tiempo y las instalaciones necesitan menos intervenciones debidas a la acumulación de aceite en los intercambiadores de calor o en las tuberías.
Seguridad contra los riesgos de fuga del fluido frigorigeno
Deben adoptarse medidas de seguridad contra las fugas de fluido frigorigeno, líquido o gas. Por lo que se cuenta con 5 sensores de fuga de amoniaco.
Para el amoníaco es tolerable un límite de 100 a 200 PPM durante 1 a 2 horas. Para el personal se admite un límite de 50 PPM en los lugares de trabajo para una permanencia de 8 horas por día, aunque una concentración más reducida de amoníaco pueda ser perjudicial para determinadas mercancías almacenadas.
Para entrar en un edificio con una concentración de amoníaco de más de 50 PPM, son absolutamente necesarios los aparatos de respiración artificial independientes y las vestimentas de protección contra el gas. En los alrededores, las puertas y ventanas deben estar cerradas. Las nubes de amoníaco pueden neutralizarse con nieve carbónica (CO2) o transformarse en niebla mediante un chorro de agua; en este último caso, se deberá vigilar la contaminación de las aguas.
En las instalaciones de amoníaco, existe riesgo de que se produzca una alta concentración del mismo en un recinto cerrado. Con una proporción en volumen de 15 a 28% y una fuente caliente de 582°C puede producirse una combustión rápida que puede revestir carácter explosivo.
Mantenimiento
Se deberán realizar los mantenimientos preventivos y correctivos de manera eficiente. En el anexo “Programas de Mantenimiento” se incluye copia de los programas propuestos pro la organización para garantizar la correcta operación de la planta.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-23
En un sistema de refrigeración es imprescindible que se cuente con un programa de mantenimiento preventivo ya que éste requiere de vigilancia continua, debido a que un descuido o negligencia puede resultar en un peligro para el personal o daño del equipo.
El sistema de refrigeración contempla válvulas de seccionamiento con el fin de aislar en determinado momento alguna parte del sistema lo que favorecerá en caso de fuga o de mantenimiento de las líneas y accesorios.
Las válvulas check evitarán que exista flujo inverso al deseado evitando problemas de sobrepresión.
La programación de las actividades a desarrollar será de acuerdo al manual de operación y mantenimiento de la Organización, siguiendo para ello los tiempos señalados para mantenimientos preventivos y correctivos y la vida útil de las piezas y equipos involucrados.
En base a bibliografía especializada se sabe que en los procesos de refrigeración en donde se utiliza gas amoniaco, los accidentes más frecuentes, es por un mal manejo de la sustancia, presentándose la mayor incidencia por fugas en las conexiones de tuberías, válvulas y accesorios, siendo las más comunes cuando se conecta o desconecta una tubería flexible o manguera. Algunas de las causas para poder presentarse alguna fuga son las siguientes:
1.– Fallas en los empaques, fuga en el sello de la bomba, orificio producto de la corrosión, mala conexión, fisuras en soldaduras.
2. – Orificio en una tubería larga.
Sí la tubería que une al depósito de amoniaco es larga se pueden producir evaporaciones en la descarga; una mezcla de vapor y liquido será liberada a la atmósfera.
3. - Desprendimiento de una válvula.
Cuando una válvula se desprende, se liberará a la atmósfera el amoniaco y se formará inmediatamente una nube de gas del amoniaco liberado.
En caso de fuga de gas amoniaco la salud de los trabajadores se verá afectada en primer instancia ya que éste es un gas tóxico que puede llegar a causar la muerte.
Mantenimiento sistema de amoniaco
PRUEBAS DE ROTACIÓN
Es importante que antes del arranque se verifique la rotación de todos los motores, (motores de bombas de amoniaco, ventilador y bomba de condensador y motores de bomba de aceite y de compresor). En el caso de los compresores es recomendable desmontar guarda para poder probar el motor en vació, una vez que se tenga la seguridad que la rotación de los motores es la correcta se debe alinear y colocar las bandas, tomando en cuenta las recomendaciones siguientes:
Todos los grupos motocompresores salen de fabrica alineados, no obstante, una vez instalados hay que comprobar nuevamente su alineación.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-24
La operación debe ser lo más precisa posible, ya que un desalineamiento provoca desgaste en el elemento flexible del cople, daño en el sello mecánico y cojinetes ya que estarían sometidos a esfuerzos totalmente innecesarios.
Todas las bombas no se deben poner en operación en vació, es decir sin agua o sin amoniaco liquido según sea el caso, debido a que se puede dañar el sello mecánico, sin embargo se puede probar la rotación en pulso sin que se excedan.
PRUEBAS DE PRESIÓN
Estas pruebas se deben realizar a todo el sistema que estará sometido a presiones de amoniaco. Se recomienda probar las líneas de baja presión a 10 kg/cm2 y las líneas de alta presión a 16 kg/cm2.
Aunque todo el paquete compresor se probo antes es necesario repetir esta operación una vez instalado el equipo en su lugar y base definitivos.
La presión debe permanecer un mínimo de 2 hrs (recomendable) posteriormente verificar la existencia de fugas y hacer un barrido expulsando la presión por todas las purgas en forma simultánea.
PRUEBAS DE VACÍO
Como requisito, y prueba de carga de refrigerante es necesario hacerle vació al sistema con el fin de verificar la hermeticidad del mismo y para eliminar todo el aire contenido en el sistema.
CARGA DE REFRIGERANTE
La carga inicial de refrigerante amoniaco se realiza de la siguiente manera:
Con presión de vació, se debe de aislar el tanque recibidor y realizar la carga por medio de la válvula de carga que se encuentra en la parte inferior de este, el amoniaco líquido será transportado hacia el recibidor por medio de bombeo de la unidad que suministrara el amoniaco.
El nivel de amoniaco se verifica a través de la mirilla de nivel.
ARRANQUE
Preparación:
- Revisar cuidadosamente la instalación del sistema de refrigeración, tuberías de refrigerante, agua, aire, alambrado eléctrico, etc. Confirmar que el sistema este listo para el arranque.
- Poner en posición normal de operación todas las válvulas.
- Verificar accionamiento de controles (válvulas solenoides, transductores de temperatura y de presión, actuadotes neumáticos, etc.)
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-25
- Verificar niveles de tanque de aceite, amoniaco, agua.
- Poner en posición “on” el interruptor general de la acometida.
- Poner en posición “on” todos los interruptores termo magnéticos correspondientes a cada uno de los motores que intervienen en el sistema.
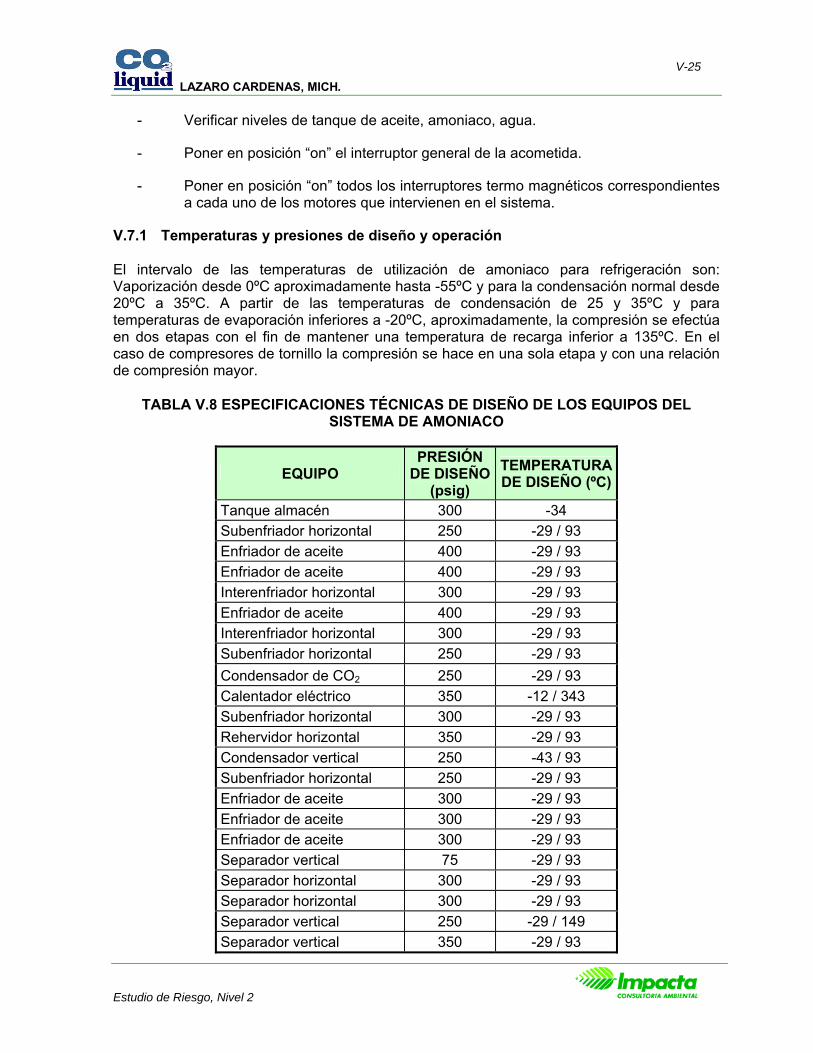
V.7.1 Temperaturas y presiones de diseño y operación
El intervalo de las temperaturas de utilización de amoniaco para refrigeración son: Vaporización desde 0ºC aproximadamente hasta -55ºC y para la condensación normal desde 20ºC a 35ºC. A partir de las temperaturas de condensación de 25 y 35ºC y para temperaturas de evaporación inferiores a -20ºC, aproximadamente, la compresión se efectúa en dos etapas con el fin de mantener una temperatura de recarga inferior a 135ºC. En el caso de compresores de tornillo la compresión se hace en una sola etapa y con una relación de compresión mayor.
TABLA V.8 ESPECIFICACIONES TÉCNICAS DE DISEÑO DE LOS EQUIPOS DEL SISTEMA DE AMONIACO
EQUIPO PRESIÓN
DE DISEÑO (psig)
TEMPERATURA DE DISEÑO (ºC)
Tanque almacén 300 -34 Subenfriador horizontal 250 -29 / 93 Enfriador de aceite 400 -29 / 93 Enfriador de aceite 400 -29 / 93 Interenfriador horizontal 300 -29 / 93 Enfriador de aceite 400 -29 / 93 Interenfriador horizontal 300 -29 / 93 Subenfriador horizontal 250 -29 / 93 Condensador de CO2 250 -29 / 93 Calentador eléctrico 350 -12 / 343 Subenfriador horizontal 300 -29 / 93 Rehervidor horizontal 350 -29 / 93 Condensador vertical 250 -43 / 93 Subenfriador horizontal 250 -29 / 93 Enfriador de aceite 300 -29 / 93 Enfriador de aceite 300 -29 / 93 Enfriador de aceite 300 -29 / 93 Separador vertical 75 -29 / 93 Separador horizontal 300 -29 / 93 Separador horizontal 300 -29 / 93 Separador vertical 250 -29 / 149 Separador vertical 350 -29 / 93

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-26
EQUIPO PRESIÓN
DE DISEÑO (psig)
TEMPERATURA DE DISEÑO (ºC)
Separador vertical 350 -29 / 93 Acumulador horizontal 250 -29 / 93 Recibidor horizontal 250 -29 / 149 Acumulador horizontal 250 -29 / 93 Interenfriador vertical 250 -29 / 93 Acumulador horizontal 250 -43 / 149 Separador horizontal 300 -29 / 93 Separador horizontal 300 -29 / 93 Separador horizontal 300 -29 / 93 Separador horizontal 250 -29 / 93 Separador horizontal 250 -29 / 93 Secador vertical 350 -29 / 343 Secador vertical 350 -29 / 343
La fabricación de los equipos es mediante el Código ASME, Sección VIII, Div. 1
V.7.2 Estado físico de las diversas corrientes del proceso
A presión atmosférica, el amoniaco solo existe en forma líquida a una temperatura inferior a -33.3ºC. Para su almacenamiento es necesario mantenerlo a alta presión o baja temperatura. A una temperatura de -33-3ºC un litro de amoniaco líquido se evapora convirtiéndose en alrededor de 750 litros de amoniaco gaseoso, siempre que exista suficiente energía calorífica disponible para provocar dicha transformación. Si se vierte agua sobre amoniaco líquido el calor generado por la disolución provoca una ebullición violenta del mismo; por esta razón no debe jamás verter agua sobre amoniaco en fase líquida.
La mayor parte del amoniaco se encuentra en fase líquida a baja temperatura. Si se produce una fuga en una parte de la instalación con vapor, únicamente se fugarán, sin aporte suplementario de calor, el vapor a presión y un reducido porcentaje entre el 10 y 20% del líquido que se encuentre en dicha zona.
Al ser 1.7 veces más ligero que el aire, el amoniaco se eleva y diluye en el aire. Es incoloro, aunque en presencia de humedad del aire se forma una nube visible.
El amoniaco se diluye fácilmente en agua a 20ºC un litro de agua absorbe alrededor de 0.517 kg de amoniaco, lo que corresponde a 650 litros de vapor de amoniaco.
El amoníaco se descompone térmicamente por encima de 450ºC a muy altas concentraciones en la atmósfera, el vapor de amoníaco es inflamable.
Se pueden producir explosiones en los locales cerrados, aunque la inflamación sea más difícil que en el caso de los vapores de gasolina dado que se requiere una temperatura aproximada de 630ºC, el calor producido por la combustión no es suficiente para mantener la llama, por lo tanto se extinguirá como se retire la fuente de ignición.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-27
La inflamación y explosión no se dan en exteriores, puesto que el amoníaco asciende rápidamente diluyéndose en la atmósfera.
Baja densidad del Amoníaco - Consecuencias para las instalaciones
Cuanto más denso es el gas más necesario es reducir su velocidad de circulación en las tuberías y orificios, a fin de limitar las pérdidas de carga a valores económicamente aceptables. La reducida densidad de los vapores de amoníaco permite incrementar su velocidad en las tuberías y por tanto reducir la importancia de las pérdidas de carga.
Por otro lado la transmisión de calor de un refrigerante durante la evaporación y condensación es tanto más reducida cuanto mayor sea la densidad del mismo. Ello es debido en parte a un espesor mayor de la lámina líquida, debido a la reducida entalpía de evaporación, el amoníaco líquido se beneficia igualmente de una conductividad térmica.
La temperatura crítica es de 132ºC la temperatura de condensación cuanto más se aproxima a la temperatura crítica menor será la eficiencia y potencia frigorífica.
V.8 CARACTERÍSTICAS DEL RÉGIMEN OPERATIVO DE LA INSTALACIÓN
El régimen operativo de la organización es continuo.
V.9 DIAGRAMAS DE TUBERÍA E INSTRUMENTACIÓN (DTI’S) CON BASE EN LA INGENIERÍA DE DETALLE Y CON LA SIMBOLOGÍA CORRESPONDIENTE
EL CICLO DE CO2
Las siguientes presiones, temperaturas salieron de cálculos para el proyecto ejecutivo. Las condiciones reales de campo pueden diferir de las mostradas aquí debido a condiciones de operación, el clima, etc. Las temperaturas se dan en grados Celsius y las presiones en libras por pulgada cuadrada manométricas (psig).
El flujo del proceso es CO2 con aire, agua y metano. Este entra a 267°C y 11 psig. Esta corriente entra en E1 donde es enfriada a 10°C.
La corriente entra entonces a D1. Aquí se separa agua, que se drena automáticamente.
Del D1, la corriente se divide y entra a los compresores de 1ra etapa C1 y C2. Cada compresor maneja CO2, aire y agua entrando a 10°C y 11 psig. La corriente se comprime a 70 psig y sale de los compresores a 84°C.
En este punto, se junta con CO2 del almacenamiento a -22°C y 250 psig. La mezcla resultante de CO2, aire, metano y agua entra en E2 a 79°C y 70 psig. En E2 la temperatura cae a 41°C y la presión a la salida es 64 psig. El flujo va entonces a D2.
La corriente entra en C4, el compresor de 2da etapa y se comprime a 310 psig con una temperatura de 91°C.
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-28
La corriente pasa entonces al recipiente de desulfuración, donde las trazas de H2S y otros componentes de azufre reaccionan con material de origen ferroso para quedar retenidos ahí. El material resultante de la reacción es seguro y no contamina.
E4 es el siguiente para el flujo del gas. La temperatura baja a 41°C y el flujo continúa a E5 donde la temperatura se reduce más hasta 10°C. Después está el D5 donde se quita otra vez agua.
El flujo continúa a los recipientes de los secadores D6A y D6B donde el flujo se alterna. El propósito de estos recipientes es remover tanta cantidad de H2O del flujo como sea posible. (La operación de los absorbedores y secadores será descrita posteriormente).
El intercambiador de calor E6A es el siguiente en el flujo. El CO2 entra a este recipiente y rehierve el CO2 líquido que drena del recipiente D14. El CO2 sale del E6A a una temperatura de -16°C y a 293 psig. El condensador de CO2 E7 es el siguiente intercambiador de calor en el flujo. En este intercambiador, la temperatura cae a -24°C y aproximadamente 80 a 90% del CO2 se condensa como líquido.
La mezcla de CO2 líquido y gaseoso, consistente en CO2, metano, N2 y O2 fluye a D14, la columna de rectificación, donde se introduce cerca de la parte más alta, donde se esparce sobre el empaque. Los incondensables, O2, N2 y algo de CO2 gaseoso se van a la parte más alta de la columna y entran en E8, el condensador de reflujo. La función de este intercambiador es licuar todo excepto algo del CO2 y separar el resto del CO2 del N2 y O2. Estos incondensables se ventean a la atmósfera o son usados como parte de los ciclos de regeneración y enfriamiento de los absorbedores y secadores.
El CO2 líquido se junta en el fondo de E6 y a -18°C y 291 psig fluye a E9, el subenfriador de CO2. La temperatura baja a -29°C y es enviado a almacenamiento a 291 psig.
EL CICLO DE NH3
Como en el ciclo de CO2 y todas las temperaturas se dan en grados Celsius. presiones en psig. El refrigerante líquido está en el recibidor D11 donde durante la operación existe a 35°C y 182.3 psig. Una combinación de dos de las tres bombas P11A, B, C circulará NH3 a los intercambiadores que se listan en la siguiente tabla.
IDENTIFICACIÓN FUNCIÓN E2 Enfriador de CO2 Sobrecalentado E4 Enfriador de CO2 Sobrecalentado CE1 Enfriador de Aceite C1 CE2 Enfriador de Aceite C2 CE4 Enfriador de Aceite C4 CE5 Enfriador de Aceite C5 CE6 Enfriador de Aceite C6 CE7 Enfriador de Aceite C7
Todos los ocho intercambiadores de calor son del tipo recirculado donde el flujo de NH3 recirculado es de tres a uno, esto es, tres kilogramos circulados por cada kilogramo

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-29
requerido. Esto se hace para incrementar la transferencia de calor en los intercambiadores de calor. Las salidas de los ocho intercambiadores se juntan y la mezcla de NH3 gaseoso y líquido regresa al recibidor D11. El líquido cae al fondo de D11 para ser recirculado y el gas sube a la tubería de igualación a la entrada del condensador donde se une al gas descargado por el compresor C7 y entra en los condensadores EC11A, B, C, D.
El segundo camino del líquido es del tubo sifón en el recibidor D11 donde se saca NH3 a 35°C y 182.3 psig. Esta corriente se divide y aproximadamente 20% va a la válvula de control de nivel LCV5C anterior a los intercambiadores E1 y E5, y el resto va al interenfriador D9A. Cuando el NH3 pasa por la válvula de control de nivel LCV5C, el NH3 se expande y la presión cae a 58 psig. En este punto, se gasifican una pequeña cantidad de NH3 y enfría lo demás de NH3 de 35°C a 4°C.
La corriente se divide entonces como sigue:
IDENTIFICACIÓN FUNCIÓN
E1 Enfriador de CO2 Sobrecalentado
E5 Enfriador de CO2 Sobrecalentado
Después de salir de estos recipientes, el gas fluye hacia el recipiente V5, el separador de líquido, cuyo propósito es asegurar que sólo NH3 gaseoso fluya a la succión del compresor C6. El líquido a 35°C, 182.4 psig va al interenfriador D9A. Ahí la corriente se divide y 20% pasa a través de la válvula medidora LCV-9A y adelante hacia el intercambiador D9A para mantener un nivel. Al pasar el NH3 por la válvula LCV9A, la presión cae a 58 psig. Esto causa que un 10% del NH3 se expanda a gas, enfriando el resto del líquido de 35°C a 4°C.
El NH3 a 4°C sale del interenfriador D9A y pasa por el intercambiador E6B donde su temperatura cae a -7°C. Después de E6B, la corriente va a la válvula de control de nivel LCV-13 donde 25% hierve para condensar el CO2. El gas y líquido remanente va al intercambiador de calor E7 y el resto va al intercambiador de calor E9. El gas de esos dos intercambiadores de calor va al recipiente V7 y posteriormente al V8. El propósito de V8 es hacer que cualquier NH3 líquido caiga de la corriente para que sólo NH3 gas vaya al compresor C6. El amoniaco líquido que se llegue a separar se recircula a la entrada del intercambiador E8 por medio de las bombas P8A o P8B.
En el compresor C6, el NH3 se comprime a 58 psig y 76°C descargando al interenfriador D9A. Las descargas de los compresores C5 y C6 se combinan y fluye NH3 a 80°C al intermedio D9A.
La segunda función del intercambiador D9A es remover calor de compresión del gas que pasa por él. Esto se logra dirigiendo el gas de descarga de los compresores C5 y C6 al fondo del recipiente donde tiene que burbujear a través del restante 65% del volumen inicial de NH3 líquido. Esto enfría el NH3 de tal manera que la temperatura cae a 4°C. El NH3 que entró al interenfriador de C5 y C6 sale entonces, junto con la cantidad que se requirió para enfriar el NH3, el líquido en el serpentín y el gas de los compresores C5 y C6. Fluye NH3 a 6°C y 58 psig gas al compresor C7 donde se agrega NH3 del recipiente V5. El total de NH3 a 6°C
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-30
entra al compresor C7 donde se comprime a 185.2 psig, 76°C y se descarga a la entrada del condensador evaporativo EC11. En este punto se une con vapor del recibidor D11. El flujo total en este punto está a 57°C y 182.4 psig.
En el condensador evaporativo EC11, se remueve el calor de condensación del NH3 gaseoso. Cambia a líquido y drena de regreso al recibidor de líquido D11 a 34°C y 182.4 psig. La remoción de calor requerida para condensar el NH3 líquido se logra mojando la superficie externa de los tubos con agua y soplando aire sobre ellos para evaporar el agua removiendo así calor y causando que el NH3 gaseoso se condense.
Está montado un purgador de incondensables al final del patín 1. La función de este purgador es remover cualquier gas incondensable remanente en el sistema de NH3 al arranque o que pueda entrar durante la operación o mantenimiento. Los incondensables se burbujean para retener residuos de amoniaco y el aire sobrante se ventea a la atmósfera y el NH3 se regresa al recibidor de líquido D11.
CICLO DE SECADORES
Los recipientes secadores y absorbedores D6A y D5B están cargados con alúmina y carbón activado. El pasar CO2 por esta cama se adsorbe en la alúmina la humedad contenida, mientras que el carbón activado adsorbe el metano y cualquier otro hidrocarburo que quede en la corriente de gas. Los secadores operan en ciclos de 24 horas. Están en línea por 12 horas y pasan entonces a un ciclo de despresurización, regeneración, despresurización, enfriamiento, represurización y espera de 12 horas.
El secador se regenera con CO2 que se calienta a 232° C por el calentador H1. El ciclo de enfriamiento usa CO2 gaseosos frío de tanques de almacenamiento. Antes de entrar al calefactor eléctrico el CO2 gaseoso proveniente de tanques se precalienta con NH3 de alta presión bombeado a través del intercambiador de calor PH6. Este equipo logra un efecto economizador, ya que precalienta el gas para regeneración y ayuda en algo a enfriar la corriente de refrigerante bombeado que regresará a D11.
La instrumentación del sistema de enfriamiento y del proceso se realizará conforme a lo especificado en los planos correspondientes.
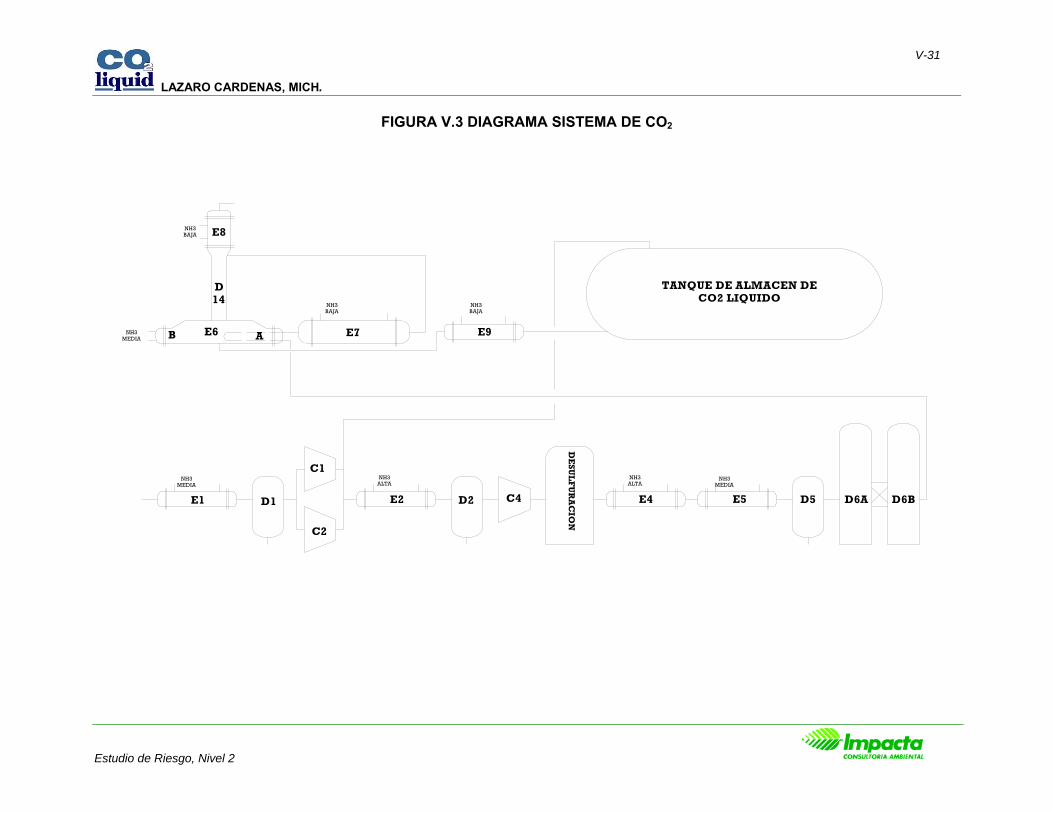
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-31
FIGURA V.3 DIAGRAMA SISTEMA DE CO2
D1E1
C1
C2
E2 D2 C4
DE
SUL
FU
RA
CIO
N
E4 E5 D5 D6A D6B
E6
D14
E7
E8
E9
TANQUE DE ALMACEN DE CO2 LIQUIDO
NH3MEDIA
NH3ALTA
NH3ALTA
NH3MEDIA
NH3BAJA
NH3BAJA
NH3BAJA
ABNH3MEDIA
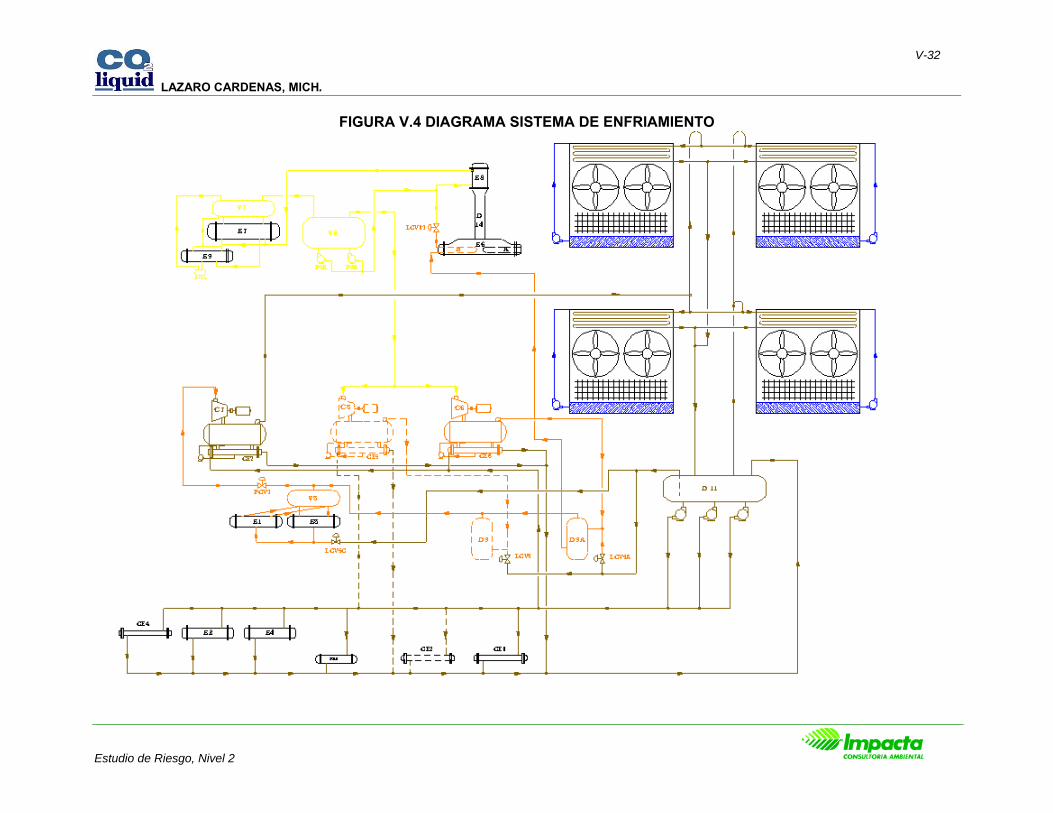
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-32
FIGURA V.4 DIAGRAMA SISTEMA DE ENFRIAMIENTO
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
V-33
FIGURA V.5 DIAGRAMA ISOMETRICO DEL SISTEMA DE ENFRIAMIENTO

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-1
V DESCRIPCIÓN DEL PROCESO...............................................................................V-1
V.1 BASES DE DISEÑO .........................................................................................V-1
V.1.1 PROYECTO CIVIL ........................................................................................V-1
V.1.1 PROYECTO MECÁNICO..............................................................................V-3
V.1.2 PROYECTO ELÉCTRICO ............................................................................V-3
V.1.3 PROYECTO SISTEMA CONTRA-INCENDIO ..............................................V-6
V.2 DESCRIPCIÓN DETALLADA DEL PROCESO ................................................V-8
V.3 materias primas, productos, y subproductos manejados en el proceso .........V-11
V.4 HOJAS DE SEGURIDAD................................................................................V-12
V.5 ALMACENAMIENTO ......................................................................................V-13
V.6 EQUIPOS DE PROCESO Y AUXILIARES .....................................................V-15
V.7 CONDICIONES DE OPERACIÓN ..................................................................V-21
V.7.1 Temperaturas y presiones de diseño y operación ......................................V-25
V.7.2 Estado físico de las diversas corrientes del proceso ..................................V-26
V.8 Características del régimen operativo de la instalación..................................V-27
V.9 Diagramas de Tubería e Instrumentación (DTI’s) con base en la ingeniería de detalle y con la simbología correspondiente ...............................................................V-27
VI ANÁLISIS Y EVALUACIÓN DE RIESGOS
VI.1 ANTECEDENTES DE ACCIDENTES E INCIDENTES
Las instalaciones inadecuadas y la falta de mantenimiento han sido las principales causas de accidentes, así como la falta de identificación del material contenido o la falta de mantenimiento puede causar que el evento tome otras dimensiones; por ejemplo, que después de un derrame se presente un incendio. También, la ignorancia en su manejo o la inexperiencia en el uso de las guías y la falta de capacitación adecuada incrementaron las consecuencias de pérdida de vidas humanas y mayor daño al ambiente.
El Sistema de Base de datos de Accidentes Químicos (ACQUIM) ocurridos en la República Mexicana permite llegar a las siguientes conclusiones:

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-2
• El corto circuito se presentó como causa en 11 incendios
• La mayoría de los accidentes ocurren dentro de las instalaciones
• Son el gas combustible, las gasolinas y el amoniaco, los materiales más involucrados
• No se cuenta con información de la producción, distribución, transporte e importación de sustancias químicas.
• Hay empresas que no informan de los accidentes en que se ven involucrados estos productos
• No se realiza un seguimiento de los accidentes y sus consecuencias.
El Centro Nacional de Prevención de Desastres (CENAPRED), durante el periodo comprendido entre junio de 1990 a diciembre de 1995, tiene registrados 105 accidentes que involucran la sustancia amoniaco.
PROFEPA en el periodo de 1996-2001 reporta que el amoniaco representa el 4.05% del total de eventos de emergencias ambientales en el ámbito nacional, ocupando el amoniaco el quinto lugar de incidencia.
Los accidentes reportados en el periodo 1996 -1997 en donde esta involucrado el amoniaco ascienden a tres, 2 de ellos fugas correspondientes a una cervecera y a una embotelladora, el tercero ocurrió dentro de las instalaciones de la Planta Cangrejera de Celanese siendo éste una fuga que por sus magnitud llego a causar explosión.
El 01 de febrero del año 2002 se registró una explosión en un tanque de amoniaco en el Municipio de Salvatierra, Gto, en la empresa Sur Color.
A nivel mundial se tiene reportada una fuga de amoniaco en Cartagena, Colombia en el año de 1977 causando 30 muertes y 25 heridos.
Con base a la bibliografía especializada se sabe que en los sistemas de refrigeración en donde se utiliza amoniaco, la mayor incidencia de accidentes es por fuga.
Una fuga que provoque una concentración muy reducida, indica inmediatamente dicha presencia por su olor desagradable.
Una concentración más elevada amenazará con desencadenar movimientos de pánico. Concentraciones aún más elevadas tienen consecuencias físicas importantes que llegan hasta la muerte. Finalmente, una concentración mucho más fuerte amenazará con provocar incendio y explosión.
Sin embargo la mayor parte de las fugas son atendidas y corregidas inmediatamente por operarios expertos antes de dar lugar a una concentración que provoque molestias.
Es preciso mencionar que la mayor parte del amoniaco en el sistema de refrigeración se encuentra en estado líquido a baja temperatura, si existe una fuga el vapor se fuga a presión y solamente entre el 10 y 20% del liquido se fuga.
El incendio y explosión a causa del amoniaco no se dan en exteriores, puesto que el amoníaco asciende rápidamente diluyéndose en la atmósfera.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-3
Para prevenir los riesgos es preciso ante todo conocer sus causas, así como las medidas a adoptar en caso de accidente.
Algunas de las causas para poder presentarse alguna fuga son: fisuras en las soldaduras, orificio en una tubería, desprendimiento de una válvula.
VI.2 METODOLOGÍAS DE IDENTIFICACIÓN Y JERARQUIZACIÓN
La sustancia que motiva a considerar a la actividad que se pretende realizar por la organización, como altamente riesgosa es el manejo, operación y almacenamiento del amoniaco, ya que como se ha dicho es un gas tóxico que atenta con la salud e inclusive puede causar la muerte a exposiciones prolongadas.
La metodología utilizada para la identificación y evaluación de riesgos en la planta se basó en el índice Mond para fuego, explosión y toxicidad.
Se trata de un método cualitativo aunque puede calificarse relativamente cuantitativo, cuya virtud permite valorar la influencia de posibles medidas de seguridad sobre el nivel del riesgo a la vez que establecer una clasificación de las unidades de una planta en función de su mayor peligrosidad.
Éste método se basa en la asignación de penalizaciones o bonificaciones a las unidades de proceso en función de sus características específicas.
Las penalizaciones se asignan por la existencia de productos o condiciones del proceso que puedan contribuir a un accidente mientras que las bonificaciones se aplican en función de las medidas de seguridad existentes que puedan amortiguar los efectos de un accidente.
Estas bonificaciones o penalizaciones se combinan para obtener unos índices de riesgo asignables a cada unidad. Lo que permite obtener índices numéricos de riesgo para cada sección de instalaciones industriales en función de las características de las sustancias manejadas, de su cantidad, del tipo de proceso y de las condiciones específicas de operación.
FIGURA VI.1 DIAGRAMA DE FLUJO DEL INDICE MOND
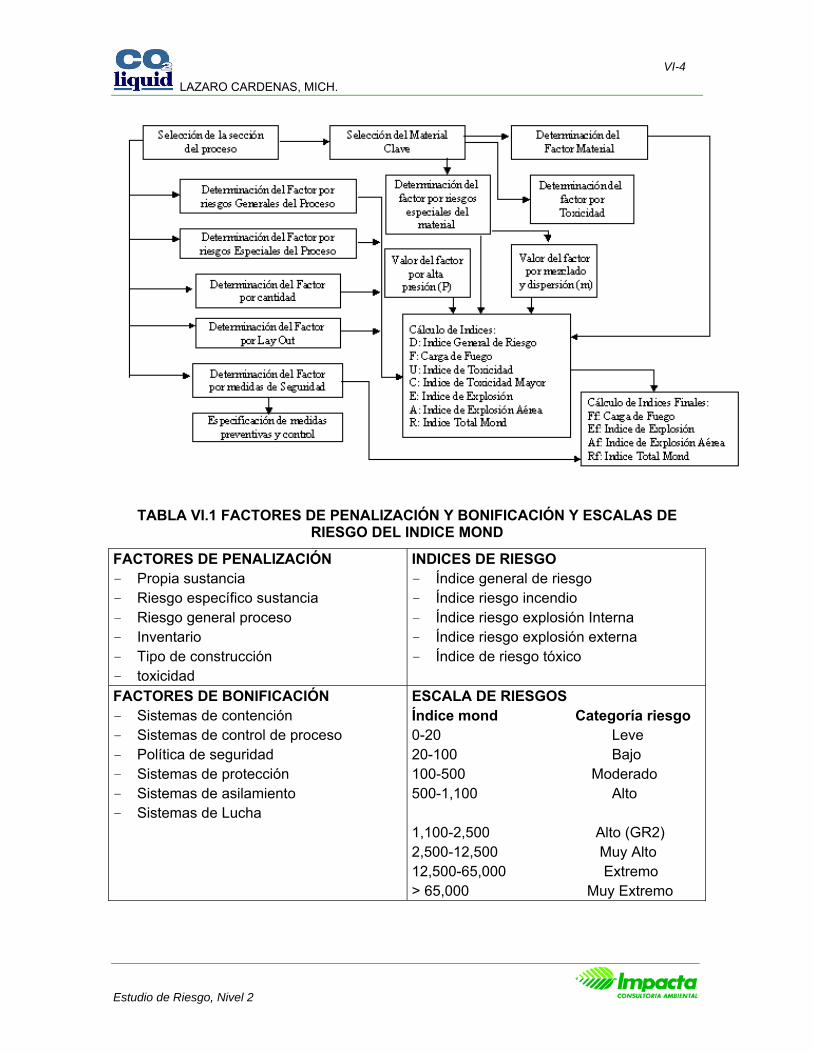
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-4
TABLA VI.1 FACTORES DE PENALIZACIÓN Y BONIFICACIÓN Y ESCALAS DE RIESGO DEL INDICE MOND
FACTORES DE PENALIZACIÓN - Propia sustancia - Riesgo específico sustancia - Riesgo general proceso - Inventario - Tipo de construcción - toxicidad
INDICES DE RIESGO - Índice general de riesgo - Índice riesgo incendio - Índice riesgo explosión Interna - Índice riesgo explosión externa - Índice de riesgo tóxico
FACTORES DE BONIFICACIÓN - Sistemas de contención - Sistemas de control de proceso - Política de seguridad - Sistemas de protección - Sistemas de asilamiento - Sistemas de Lucha
ESCALA DE RIESGOS Índice mond Categoría riesgo 0-20 Leve 20-100 Bajo 100-500 Moderado 500-1,100 Alto 1,100-2,500 Alto (GR2) 2,500-12,500 Muy Alto 12,500-65,000 Extremo > 65,000 Muy Extremo

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-5
Para el caso particular de la Planta objeto del presente estudio, los resultados obtenidos a partir de esta metodología son los siguientes, el cálculo completo se integra dentro del anexo respectivo.
TABLA VI.2 RESUMEN INDICES MOND
ÍNDICES VALOR CATEGORÍA General de riesgo 342.99 Muy catastrófico Carga de fuego 6,286.67 Ligero Toxicidad de la unidad 43.25 Muy Alto Toxicidad mayor 1,816.61 Muy Alto Explosión 4.30 Alto Explosión aérea 31.59 Moderado Total Mond 2,427.53 Alto (Grupo 2)
TABLA VI.3 RESUMEN DE ÍNDICES FINALES CORREGIDOS
ÍNDICES FINALES VALOR CATEGORÍA Carga de fuego 1,206.10 Ligero
Índice de explosión 1.57 Bajo
Índice de explosión aérea 4.89 Ligero
Índice total Mond 111.73 Moderado
VI.3 RADIOS POTENCIALES DE AFECTACIÓN
En cuanto a la modelación matemática se realiza para dos condiciones la primera en caso de que sea una fuga masiva el cual es el riesgo mayor, y la segunda la modelación de dispersión de un gas o vapor proveniente de una fuga o derrame de un líquido que se evapora, el cual es el evento con mayor frecuencia reportado en los accidentes que involucran a la sustancia amoniaco.
La corrida y sus respectivas gráficas de cada escenario se incluyen en el anexo "Modelación" en donde se grafican los círculos de concentración en una liberación masiva, así como la nube de gas y concentración de esta en caso de una fuga de gas o vapor proveniente de una fuga o derrame de un líquido que se evapora.
A) Gas liberado en forma masiva
El modelo que se acerca al riesgo mayor probable es aquel que caracteriza un gas liberado en forma masiva e instantánea.
El modelo esta desarrollado con base en las ecuaciones de dispersión gaussiana de una nube o puff tridimensional, formada por la masa de una sustancia gaseosa que es liberada a la atmósfera en segundos, como sería la liberación de una nube de gas tóxico provocada por una ruptura o explosión de un almacenamiento.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-6
La ecuación de la dispersión gaussiana tridimensional que constituye al modelo es:
C (x,y,0;He) = (2Q/(2Pi) 3/2 Sp2 Sz) exp((-1/2) ((((x-Ut)2 + y2 ) /Sp2 ) + (He2/Sz2)))
Donde:
C(x,y,0;He) = Concentración a nivel de piso en la posición (x,y) a partir del centro de la nube, (g/m3)
Q = Emisión total de gas, (g)
He = Altura de emisión de la nube, (m)
Sp = Sy = Sx = Coeficientes de dispersión de la nube en las direcciones x e y, (m)
Sz = Coeficiente de dispersión de la nube en la dirección z, (m)
Pi = 3.1416
t = Tiempo de desplazamiento o recorrido de la nube, (s)
U = Velocidad promedio del viento, (m/s)
x = Distancia a partir del centro de la nube en la dirección del viento x, (m)
y = Distancia a partir del centro de la nube en la dirección lateral y, (m)
z = Distancia a partir del centro de la nube en dirección vertical z, (m)
Los coeficientes de dispersión Sy y Sz, los cuales definen el tamaño de la nube, son función de la distancia recorrida por el mismo (Ut) y de las condiciones de estabilidad atmosférica prevalecientes. En el modelo se asume que la estabilidad y el viento permanecen constantes durante todo el recorrido del puff; los coeficientes Sy y Sz se determinan de acuerdo al procedimiento de Pasquill y se seleccionan de acuerdo que la concentración estimada resultante sea representativa de la concentración que se tendría desde una fuente emisora puntual continua. El tamaño inicial de la nube se estima considerando una distancia ficticia xf en la cual:
Syo = Szo = R/2.15 donde: R = Radio del recipiente
Se hacen las consideraciones siguientes:
El gas es emitido masiva e instantáneamente
La dispersión horizontal es igual a la lateral (Sx = Sy)
El viento no provoca una dilución de la nube en la dirección x.
B) Dispersión de un gas o vapor proveniente de una fuga o derrame de un líquido que se evapora
Este modelo esta basado en la ecuación de difusión gaussiana de un gas o vapor. Su algoritmo ha sido diseñado para proveer de una estimación del área de riesgo o de “exclusión” generada por una fuga continua de un gas o de un vapor proveniente de un líquido que se evapore. Para aplicar este modelo es necesario establecer una concentración máxima permisible de exposición (Cmpe), la cual permite estimar el área

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-7
de excusión o área de evacuación en caso de accidente. Las ecuaciones gaussianas se emplean bajo el supuesto que las concentraciones máximas se registran a nivel de piso l.e. z = 0 y que el gasto de emisión es constante durante el tiempo de modelación, así como las características meteorológicas.
La primera etapa del algoritmo de cálculo se refiere al establecimiento del gasto de emisión.
En la ocurrencia de una fuga de un gas, el gasto emitido Q (g/s) estará determinado por las características del almacenamiento o línea donde se produzca. En la ocurrencia de una ruptura de un almacenamiento el gasto podrá depender del tamaño de la ruptura y de la presión a la que se encuentre almacenado el gas. Para una fuga en una línea de conducción el gasto será función del diámetro de la misma y de la velocidad a la cual es transportado el gas. Para estos tipos de eventos, el modelo asume que el gasto es conocido por el usuario. Sin embargo, para fines prácticos de prevención se recomienda modelar considerando un gasto máximo probable de gas fugado.
Para el vaso de un derrame de un líquido que se evapora, el modelo tiene incorporados dos procedimientos para estimar el gasto de vapor emitido.
El primero es un tanto general y se basa en la estimación de un porcentaje de evaporación del líquido. Emplea una función del tipo:
P.V.L. % EVAP = F (---------------- x 100) 760 mm Hg
Donde:
% EVAP = Porcentaje de evaporación del líquido P.V.L = Presión del vapor del líquido (mm Hg a 20°C)
Esta función fue determinada para una gran variedad de combustibles para cohetes, considerando un derrame de 600 m2, un viento de 4.3 m/s, una temperatura del aire de 80°F y asumiendo que no existe absorción o calentamiento por el suelo.
El gasto de la emisión viene dado por:
Q = QL (% EVAP)
Donde: Q = Gasto de emisión de vapor (g/s) QL = Gasto de líquido derramado (l/s) x densidad del líquido (g/l)
El segundo procedimiento es más específico y se basa en las siguientes ecuaciones:
Q = Qe (% EVAP)

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-8
Qe = 0.001315 (p 1.353 PM) 0.80327
Donde:
Q = Gasto de emisión de vapor (g/s) Qe = Gasto de evaporación del líquido ((g s-1 m-2) P = Presión de vapor del líquido (mm Hg) PM = Peso molecular del líquido (g/molg) S = Longitud del derrame (m)
Como se puede observar en estas expresiones se involucran tanto las características del líquido como la superficie cubierta por el derrame.
La segunda etapa de cálculo corresponde a la determinación de la curva de isoconcentración para Cmpe, empleando la ecuación:
y = (2 In (C(x,0,0: He) / (x,y,o: He)) 1/2= Sy
Para el caso de fuga de gas:
C (x,0,0:He) = (Q/Pi Sy SzU) exp ((-1/2) (He/Sz)2 )
C (x,y,0:He) = Cmpe
Donde:
C (x,0,0:He) = Concentración del gas (g/m3), x metros viento debajo de la fuga. Pi = 3.1416 Sy = Coeficiente de dispersión en la dirección y, (m) Sz = Coeficiente de dispersión en la dirección z, (m) He = Altura de emisión, (m) Cmpe = Concentración máxima permisible de exposición U =Velocidad media del viento (m/s)
Para el caso de derrame líquido la emisión se estima, asumiendo una fuente de área y se considerando que su forma es cuadrangular.
Para una fuente de área es necesario efectuar una modificación en el cálculo del coeficiente de dispersión lateral Sy. Asumiendo una desviación estándar inicial. Syo que toma en cuenta una emisión en línea cuya dispersión se efectúa en forma gaussiana. Esto se hace considerando una distancia ficticia de la pluma Xf tal que:
Xf = x + Xy
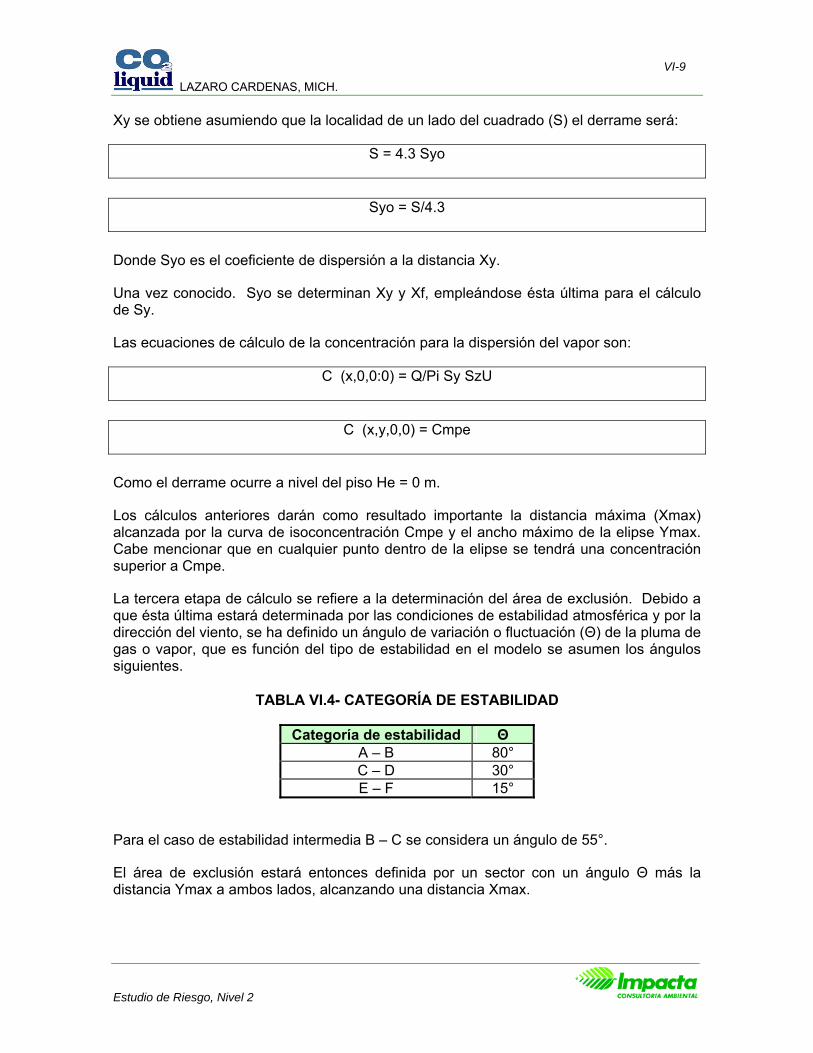
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-9
Xy se obtiene asumiendo que la localidad de un lado del cuadrado (S) el derrame será:
S = 4.3 Syo
Syo = S/4.3
Donde Syo es el coeficiente de dispersión a la distancia Xy.
Una vez conocido. Syo se determinan Xy y Xf, empleándose ésta última para el cálculo de Sy.
Las ecuaciones de cálculo de la concentración para la dispersión del vapor son:
C (x,0,0:0) = Q/Pi Sy SzU
C (x,y,0,0) = Cmpe
Como el derrame ocurre a nivel del piso He = 0 m.
Los cálculos anteriores darán como resultado importante la distancia máxima (Xmax) alcanzada por la curva de isoconcentración Cmpe y el ancho máximo de la elipse Ymax. Cabe mencionar que en cualquier punto dentro de la elipse se tendrá una concentración superior a Cmpe.
La tercera etapa de cálculo se refiere a la determinación del área de exclusión. Debido a que ésta última estará determinada por las condiciones de estabilidad atmosférica y por la dirección del viento, se ha definido un ángulo de variación o fluctuación (Θ) de la pluma de gas o vapor, que es función del tipo de estabilidad en el modelo se asumen los ángulos siguientes.
TABLA VI.4- CATEGORÍA DE ESTABILIDAD
Categoría de estabilidad Θ A – B 80° C – D 30° E – F 15°
Para el caso de estabilidad intermedia B – C se considera un ángulo de 55°.
El área de exclusión estará entonces definida por un sector con un ángulo Θ más la distancia Ymax a ambos lados, alcanzando una distancia Xmax.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-10
MODELACIÓN MATEMÁTICA
Se tienen registros de velocidades de viento predominante entre 3 y 4 m/s, por lo cual fueron las velocidades de viento consideradas para el modelo, y considerando el tipo de estabilidad correspondiente de acuerdo a la tabla VI.5 con la finalidad de poder estudiar el fenómeno más crítico.
TABLA VI.5 TIPO DE ESTABILIDAD
CLASE ESTABILIDAD A Muy inestable B Inestable C Ligeramente inestable D Neutra E Estable F Muy estable
TABLA VI.6 PARA LA CLASIFICACIÓN DE ESTABILIDAD DE PASQUILL
DÍA NOCHE RADIACIÓN SOLAR INCIDENTE NUBOSIDAD
ENTRE NUBOSIDAD
MENOR A
VELOCIDAD SUPERFICIAL DEL VIENTO
(m/s) FUERTE MODERADA LIGERA 4/8-7/8 <3/8 < 2 A A-B B F F
2 – 3 A-B B C E F 3 – 5 B B-C C D D 5 – 6 C C-D D D D >6 C D D D D
Tomando en cuenta las condiciones de clima de la localidad, se considera que la radiación solar prevaleciente es fuerte a moderada, Por lo cual los escenarios se reducen a las clases de estabilidad A, B y C.
Los vientos dominantes en la zona van de noroeste a sureste con una intensidad de 3 a 4 m/s, lo cual es un factor importante para el desplazamiento de polvos, olores hacia las zonas abiertas en este caso a las zonas colindantes donde se encuentran zonas de cocoteros.
Una vez definidas las estabilidades y las velocidades de los vientos se procedió a realizar los modelos en el programa SCRI tanto para un gas liberado en forma masiva, como para un gas o vapor proveniente de una fuga o derrame de un líquido que se evapora.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-11
• MODELO DE DISPERSIÓN DE UN GAS LIBERADO EN FORMA MASIVA E INSTANTÁNEA
El riesgo mayor que pudiera ocurrir con una baja probabilidad de ocurrencia, siempre y cuando se lleven a cabo la supervisión periódica del sistema de refrigeración, así como los programas de mantenimiento necesarios, es una fuga masiva del contenido de los tanques de almacenamiento de amoniaco. Además, el equipo no estará bajo acción de ninguna fuente calorífica ni en contacto con otras sustancias que pudieran ocasionar una reacción.
Los resultados de la modelación se reportan en la tabla VI.7. En ella se puede observar los eventos ocurrentes con una emisión instantánea de amoniaco.
La concentración de interés considerada es de 212 mg/m3 (300 ppm) ya que es la concentración inmediata peligrosa para la salud (IDHL), concentración máxima de la que el trabajador puede escapar en un tiempo máximo de 30 minutos sin sufrir síntomas o efectos irreversibles para su salud, para la zona de amortiguamiento (TLV8 = 25 mg/m3 ) concentración media ponderada en el tiempo, para una jornada normal de trabajo de 8 horas y una semana laboral de 40 horas, a la que pueden estar expuestos casi todos los trabajadores repetidamente día tras día, sin efectos adversos.
En el caso de un evento catastrófico con las condiciones ambientales mas desfavorables la concentración de de 212 mg/m3 la zona de riesgo se alcanza a una distancia de 126.83 m y la zona de amortiguamiento a 279.73 m ver la Figura VI.2.
En el caso de un evento catastrófico en condiciones atmosféricas dominantes la concentración de de 212 mg/m3 la zona de riesgo se alcanza a una distancia de 71.56 m y la zona de amortiguamiento a 125.82 m ver la Figura VI.2.
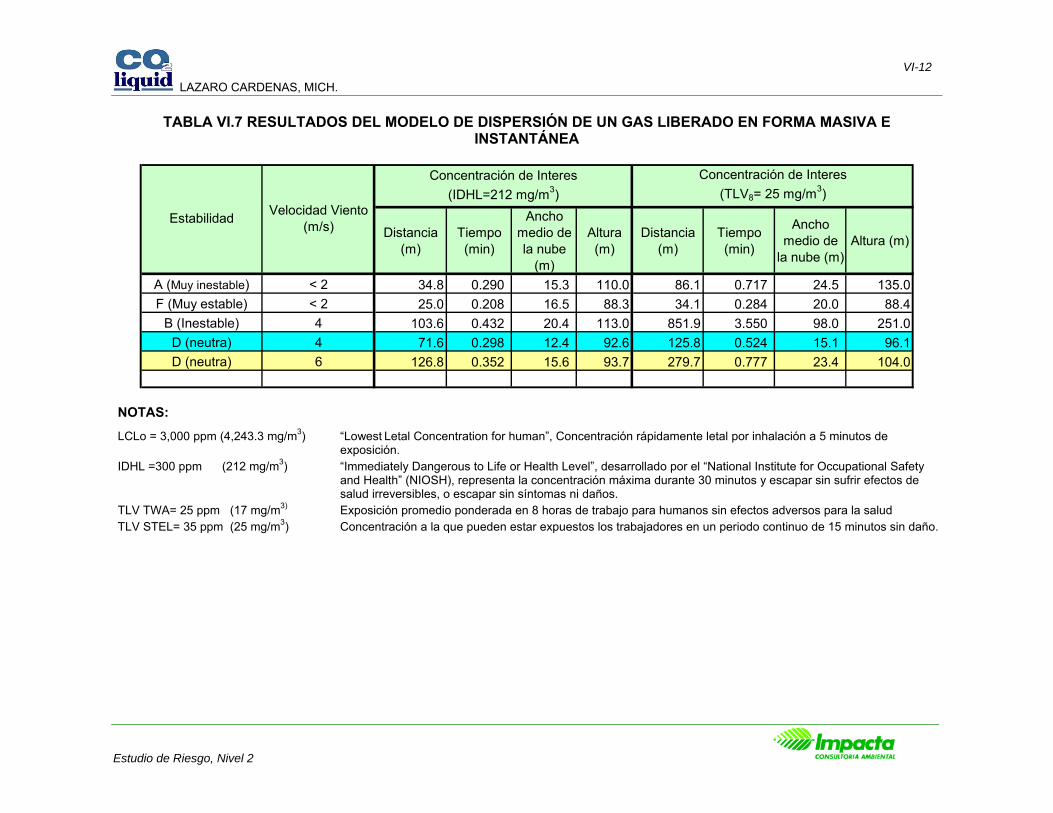
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-12
TABLA VI.7 RESULTADOS DEL MODELO DE DISPERSIÓN DE UN GAS LIBERADO EN FORMA MASIVA E INSTANTÁNEA
Distancia (m)
Tiempo (min)
Ancho medio de la nube
(m)
Altura (m)
Distancia (m)
Tiempo (min)
Ancho medio de
la nube (m)Altura (m)
A (Muy inestable) < 2 34.8 0.290 15.3 110.0 86.1 0.717 24.5 135.0F (Muy estable) < 2 25.0 0.208 16.5 88.3 34.1 0.284 20.0 88.4
B (Inestable) 4 103.6 0.432 20.4 113.0 851.9 3.550 98.0 251.0D (neutra) 4 71.6 0.298 12.4 92.6 125.8 0.524 15.1 96.1D (neutra) 6 126.8 0.352 15.6 93.7 279.7 0.777 23.4 104.0
Concentración de Interes (IDHL=212 mg/m3)
Concentración de Interes (TLV8= 25 mg/m3)
Estabilidad Velocidad Viento (m/s)
NOTAS:
LCLo = 3,000 ppm (4,243.3 mg/m3) “Lowest Letal Concentration for human”, Concentración rápidamente letal por inhalación a 5 minutos de exposición.
IDHL =300 ppm (212 mg/m3) “Immediately Dangerous to Life or Health Level”, desarrollado por el “National Institute for Occupational Safety and Health” (NIOSH), representa la concentración máxima durante 30 minutos y escapar sin sufrir efectos de salud irreversibles, o escapar sin síntomas ni daños.
TLV TWA= 25 ppm (17 mg/m3) Exposición promedio ponderada en 8 horas de trabajo para humanos sin efectos adversos para la salud TLV STEL= 35 ppm (25 mg/m3) Concentración a la que pueden estar expuestos los trabajadores en un periodo continuo de 15 minutos sin daño.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-13
FIGURA VI.2 GRAFICA DEL MODELO DE DISPERSIÓN DE UN GAS LIBERADO EN FORMA MASIVA E INSTANTÁNEA
EVENTO EN CONDICIÓN DESFAVORABLE EVENTO EN CONDICIONES NORMALES
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-13
• DISPERSIÓN DE UN GAS O VAPOR PROVENIENTE DE UNA FUGA O DERRAME DE UN LÍQUIDO QUE SE EVAPORA
Debido a que el evento más probable en un sistema de refrigeración es una fuga de gas amoniaco, el cual se evaporará, en los tanques de almacenamiento, tuberías, válvulas o accesorios del sistema de refrigeración, se procedió a modelar el evento de una fuga de un gas o vapor proveniente de una fuga o derrame de un líquido que se evapora.
Como se puede apreciar en la tabla siguiente, para condiciones climatólogicas desafavorables, para el peor de los casos en caso de un evento de fuga o derrame, se alcanza la concentración de 212 mg/m3 a una distancia de 334.91 metros de la zona donde se ha producido la fuga Mientras que la zona de amortiguamiento (TLV8 = 25 mg/m3 ), se alcanza a una distancia del evento de hasta 509.72 metros.
Mientras que para las condiciones climatológicas prevalecientes en la zona, para el caso de un evento de fuga o derrame se alcanza la concentración de 212 mg/m3 a una distancia de 195.55 metros de la zona donde se ha producido la fuga Mientras que la zona de amortiguamiento (TLV8 = 25 mg/m3 ), se alcanza a una distancia del evento de hasta 834.08 metros.
Como ya se ha mencionado, en las instalaciones de amoníaco, existe riesgo de que se produzca una alta concentración del mismo en un recinto cerrado. Con una proporción en volumen de 15 a 28% y una fuente caliente de 582°C puede producirse una combustión rápida que puede revestir carácter explosivo. Mientras que en las zonas abiertas el gas se diluye en la atmósfera.
Es preciso mencionar que la inflamación y explosión no se dan en exteriores, puesto que el amoníaco asciende rápidamente diluyéndose en la atmósfera.
Se pueden producir explosiones en los locales cerrados, aunque la inflamación sea más difícil que en el caso de los vapores de gasolina dado que se requiere una temperatura aproximada de 582ºC, el calor producido por la combustión no es suficiente para mantener la llama, por lo tanto se extinguirá como se retire la fuente de ignición.
Hay que recordar que el amoniaco es Irritante o corrosivo a los tejidos expuestos. La inhalación de vapores puede resultar en edema pulmonar y neumonitis química. Levemente inflamable. Puede ser fatal si es inhalado o absorbido por la piel.
El olor picante característico del amoníaco se percibe en cuanto éste alcanza una concentración de 5 a 10 ppm, algunas personas pueden soportar concentraciones de alrededor de 100 ppm.
Las concentraciones de 150 a 200 ppm provocan irritación de las mucosas y ojos sin secuelas.
De 500 a 700 ppm el amoníaco reacciona más rápidamente en los ojos, que comienzan a llorar en menos de 30 segundos, incluso aunque el aire todavía permanece respirable.
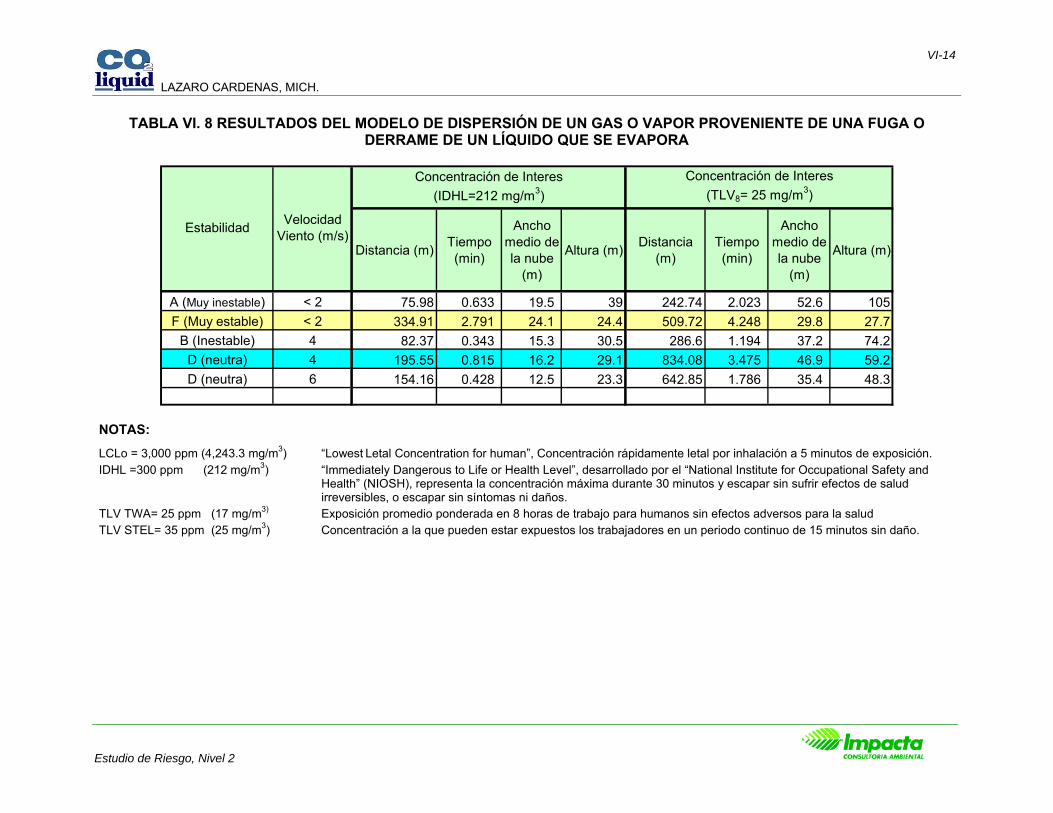
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-14
TABLA VI. 8 RESULTADOS DEL MODELO DE DISPERSIÓN DE UN GAS O VAPOR PROVENIENTE DE UNA FUGA O DERRAME DE UN LÍQUIDO QUE SE EVAPORA
Distancia (m) Tiempo (min)
Ancho medio de la nube
(m)
Altura (m) Distancia (m)
Tiempo (min)
Ancho medio de la nube
(m)
Altura (m)
A (Muy inestable) < 2 75.98 0.633 19.5 39 242.74 2.023 52.6 105F (Muy estable) < 2 334.91 2.791 24.1 24.4 509.72 4.248 29.8 27.7
B (Inestable) 4 82.37 0.343 15.3 30.5 286.6 1.194 37.2 74.2D (neutra) 4 195.55 0.815 16.2 29.1 834.08 3.475 46.9 59.2D (neutra) 6 154.16 0.428 12.5 23.3 642.85 1.786 35.4 48.3
Concentración de Interes (IDHL=212 mg/m3)
Concentración de Interes (TLV8= 25 mg/m3)
Estabilidad Velocidad Viento (m/s)
NOTAS:
LCLo = 3,000 ppm (4,243.3 mg/m3) “Lowest Letal Concentration for human”, Concentración rápidamente letal por inhalación a 5 minutos de exposición. IDHL =300 ppm (212 mg/m3) “Immediately Dangerous to Life or Health Level”, desarrollado por el “National Institute for Occupational Safety and
Health” (NIOSH), representa la concentración máxima durante 30 minutos y escapar sin sufrir efectos de salud irreversibles, o escapar sin síntomas ni daños.
TLV TWA= 25 ppm (17 mg/m3) Exposición promedio ponderada en 8 horas de trabajo para humanos sin efectos adversos para la salud TLV STEL= 35 ppm (25 mg/m3) Concentración a la que pueden estar expuestos los trabajadores en un periodo continuo de 15 minutos sin daño.
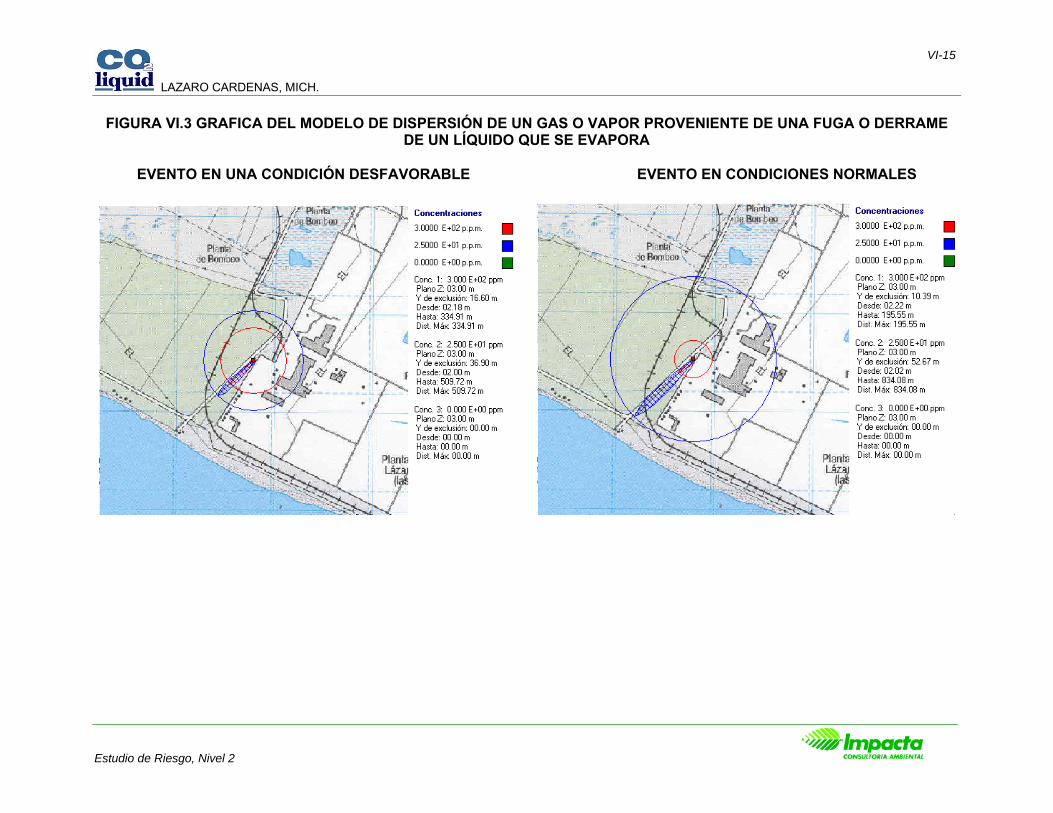
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-15
FIGURA VI.3 GRAFICA DEL MODELO DE DISPERSIÓN DE UN GAS O VAPOR PROVENIENTE DE UNA FUGA O DERRAME DE UN LÍQUIDO QUE SE EVAPORA
EVENTO EN UNA CONDICIÓN DESFAVORABLE EVENTO EN CONDICIONES NORMALES

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-16
A 1000 ppm el aire ya no es respirable, afecta a la vista, aunque ésta no se pierde, los efectos sobre el ojo constituyen, además el riesgo más grave, pudiendo llegar a causar lesiones permanentes.
La exposición a concentraciones superiores a 1,500 ppm deterioran o incluso destruyen los tejidos, la reacción instintiva, incluso para las personas entrenadas es huir.
Por encima de 2,000 ppm la exposición al amoníaco se convierte en rápidamente mortal.
El contacto con el líquido puede causar quemaduras por congelamiento. La disolución genera desprendimiento de calor. El amoniaco en contacto con el calcio y blanqueadores de hipoclorito, oro, plata y mercurio pueden formar productos muy explosivos.
La naturaleza y la amplitud del peligro serán función del tipo de exposición, en el primer caso, un chorro que alcance los ojos, por ejemplo, puede provocar rápidamente lesiones catastróficas, pero localizadas, que afectan solamente a algunas personas, en el segundo caso, por el contrario, se puede temer un gran número de víctimas, con daño al sistema respiratorio fundamentalmente.
Para el amoníaco es tolerable un límite de 100 a 200 ppm durante 1 a 2 horas. Para el personal se admite un límite de 50 ppm en los lugares de trabajo para una permanencia de 8 horas por día, aunque una concentración más reducida de amoníaco pueda ser perjudicial para determinadas mercancías almacenadas.
Es importante que los operadores de los sistemas de refrigeración estén familiarizados con el manual de operación y tengan cursos de capacitación para el manejo del amoniaco, pudiéndose auxiliar de Protección Civil o de la propia compañía que abastece el gas. Garantizando contar con el equipo de seguridad personal necesario para minimizar el riesgo contra la salud de los trabajadores, y que éste se encuentre en un lugar accesible.
Es imprescindible llevar a cabo simulacros para actuar de una manera inmediata ante cualquier eventualidad. Adicionalmente deberán llevarse a cabo inspecciones periódicas del equipo con el fin de detectar cualquier anomalía y proceder a su corrección.
VI.4 INTERACCIONES DE RIESGO
El uso de suelo donde se ubicará la planta esta definido como “Industria en Parques” de acuerdo al Plan Director de Desarrollo Urbano de Lázaro Cárdenas, Michoacán conforme a sesión de cabildo de fecha 11 de agosto de 2006.
La principal materia prima para la Planta de CO2 será proveída por las emisiones de Arcelormittal Lázaro Cárdenas, S.A. de C.V. la cual colinda hacia el este con el terreno. Dicha empresa
En dirección sur del terreno colinda con zona de cocoteros y terrenos no cultivados.
VI.5 RECOMENDACIONES TÉCNICO-OPERATIVAS
Particularmente en el sistema de refrigeración se deben realizar diversas actividades de operación y mantenimiento tomando en cuenta las medidas de seguridad pertinentes.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-17
A continuación se hace una reseña de los puntos más relevantes para la operación y mantenimiento y las medidas que se deben seguir para minimizar los riesgos relacionados con el sistema de refrigeración.
1. A este equipo no se realiza purga, ya que existiría fuga el producto, el cual es tóxico para el ser humano.
2. Antes de arrancar el equipo debe revisar el estado de sus instalaciones, conexiones y controles eléctricos en caso de tenerlos.
3. Antes de arrancar el equipo debe revisar el estado físico del equipo, así como su limpieza.
4. Arranque el equipo
5. Verificar que no se escuchen ruidos extraños.
6. Revise que el funcionamiento del manómetro sea el adecuado.
7. Cerciórese que la presión de operación no sea mayor de 9.55 Kg/cm2.
8. Realice el disparo manual de la válvula de seguridad para comprobar su eficiencia.
9. Anote en el libro de diario de mantenimiento del recipiente sujeto a presión las novedades que se presentaron durante la operación.
10. Revise el estado físico del equipo y limpieza general:
- Al inicio de cada turno de trabajo.
11. Revise la limpieza, estado físico de entrada y salida de producto:
- Al iniciar cada turno de trabajo.
12. Al terminar la jornada de trabajo debe de parar el equipo totalmente.
- Corte la corriente eléctrica para evitar accidentes.
13. Revise el estado de la instalación, conexiones y controles eléctricos:
- Antes de operar y al termino de cada turno de trabajo.
14. Revise el estado del manovacuometro:
- Revisando físicamente la carátula que no se encuentre dañada.
- Que sea de acuerdo al autorizado por parte de la STPS de 76 cm Hg-11 Kg/cm2.
- Verifique su funcionamiento mecánico.
15. Revise que la válvula de seguridad esté calibrada y que esta dispare correctamente.
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-18
- A una presión de calibración de 10.5 Kg/cm2.
Operación Adecuada
1. Para una operación adecuada debe de tener presente el operador los requisitos mínimos de seguridad e higiene con el que debe de contar el equipo, el cual esta instalado en el centro de trabajo.
2. Y no deberá ser operado por ningún motivo por personal no autorizado por la empresa y/o no cuente con la debida capacitación y conocimientos básicos para su operación ni características de la misma.
3. Realice una inspección constante con el fin de vigilar el cumplimiento de la norma oficial mexicana NOM-020-STPS-2002 que es aplicable a cualquier centro de trabajo que cuente con recipientes sujetos a presión.
4. Utilice siempre el equipo de protección personal el cual deberá ser: zapato de seguridad, casco, tapones auditivos, ropa de algodón.
5. Durante el manejo del amoniaco utilice gogles, mascara protectora, guantes de hule, traje hermético y botas.
6. Verifique la bitácora del diario mantenimiento del recipiente sujeto a presión para saber las novedades, observaciones se presentaron, así como las medidas y procedimiento para su corrección, durante el turno anterior.
Causas de Incendio
De acuerdo a bibliografía especializada se destacan las siguientes causas principales, las cuales deben ser evitadas y previstas tanto en la operación como en el mantenimiento de las instalaciones.
Trabajos que desprenden calor o la utilización de llamas expuestas son la causa más frecuente de incendio (34% de los casos).
- Soldadura con arco eléctrico, - Soldadura y corte con soplete oxiacetilénico, - Calentamiento del bitumen, de disolventes o de colas, - Precalentamiento y secado de superficies, - Afilado, corte con radial y pulido, - Trabajos de fontanería, soldadura blanda y soldadura fuerte, - Descongelación de tuberías.
Las instalaciones eléctricas defectuosas (cortocircuito) son el origen del 30% de los casos de incendio, siendo las principales causas identificadas: - Deterioro de los cables, mal estado de su aislamiento, - Falla de los cables flexibles sometidos a flexiones, - Protección insuficiente de cables, interruptores y puntos luminosos, - Sobrecalentamiento mecánico de los motores o falta de potencia,

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-19
- Inflamación de los elementos constructivos que tienen carácter combustible,
Las infracciones a la prohibición de fuentes de ignición,
Incendio criminal: la malevolencia o el sabotaje.
De suma importancia resulta el factor humano, ya que de manera involuntaria o no puede ocasionar los mayores riesgos por falta de disciplina, ignorancia o descuido.
Fuego extendido o propagación del calor: un incendio originado por causa de un siniestro en la vecindad o por un agente externo.
Recomendaciones en la realización de trabajos que requieren utilizar una fuente de ignición.
Para toda operación donde se involucren puntos calientes ejecutadas por el propio personal de la planta, se deberá contar cuando menos con el soldador acompañado de otra persona provista con dos extintores de incendio de polvo seco, una manta de amianto y un aparato de respiración de aire comprimido equipado con dos mascarillas. Deben conocer el principio de la organización de alarma y la manera de comunicación directa más próxima. Es preciso mencionar que el soldador deberá estar calificado para realizar la actividad y debidamente capacitado para atender inmediatamente una eventualidad.
Antes de comenzar el trabajo, la dirección de la planta y el responsable de la brigada contra incendio deberán conceder por escrito el permiso para trabajar a llama abierta con instrucciones definidas y aceptación por escrito de todos los empleados involucrados. Se deberá alejar cualquier material inútil, sobre todo aquellos inflamables. Se procederá a extender una manta de amianto de forma que proteja los materiales situados en la proximidad inmediata de la superficie por soldar. Es preciso indicar que ningún obrero podrá abandonar el lugar de trabajo mientras se lleva a cabo la soldadura.
Una vez que el proceso de solado se termine, se deberá supervisar que la soldadura garantice la imposibilidad de un riesgo posterior. En caso de soldadura eléctrica debe evitarse que la puesta a tierra sea por medio de las chapas metálicas que recubren a los aislamientos, ni a tuberías aisladas.
Si se produce un conato de incendio inmediatamente se deberá:
• Activar una alarma • Llamar a los cuerpos de emergencia • Evacuar al personal y prevenir sobre los posibles riesgos • Combatir o por lo menos controlar el fuego.
Inflamabilidad y Riesgos
El amoníaco se descompone térmicamente por encima de 450ºC, a muy altas concentraciones en la atmósfera, el vapor de amoníaco es inflamable. Los límites de inflamabilidad en el aire seco a 20ºC y 1,013 bar son:
Límite inferior de inflamabilidad: 15% en volumen, es decir 150,000 ppm.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-20
Límite superior de inflamabilidad: 30.2% en volumen, es decir, 302,000 ppm lo que representa 215gr/m3 o 20.1% en peso.
Se pueden producir explosiones en los locales cerrados, aunque la inflamación sea más difícil que en el caso de los vapores de gasolina dado que se requiere una temperatura aproximada de 630ºC. El calor producido por la combustión no es suficiente para mantener la llama, por lo tanto se extinguirá en cuanto se retire la fuente de ignición. La inflamación y la explosión no se producen al aire libre.
Para entrar en un edificio con una concentración de amoníaco de más de 50 PPM, son absolutamente necesarios los aparatos de respiración artificial independientes y las vestimentas de protección contra el gas. En los alrededores, las puertas y ventanas deben estar cerradas. Las nubes de amoníaco pueden neutralizarse con nieve carbónica (CO2) o transformarse en niebla mediante un chorro de agua; en este último caso, se deberá vigilar la contaminación de las aguas.
El procedimiento que se debe tomar en caso de Incendio involucrando Amoniaco es el siguiente:
Detener el escape de gas.
Utilice una niebla de agua para mantener los recipientes expuestos al fuego frescos y para proteger a las personas que realicen el cierre.
Utilice los equipos de respiración con suministro de aire incluido (SCBA=Self Contained Breathing Apparatus) y ropa protectora frente a productos químicos. Acérquese al fuego en la dirección del viento y proceda a la evacuación de la zona en dirección contraria al viento. Los rescatistas deben utilizar equipo de respiración y ropa de bomberos para combatir cualquier fuego más allá de incipiente. Separe el área dañada, asegure que personas no autorizadas estén fuera del área. Detenga el escape solamente si el riesgo es mínimo.
Si no es posible, permita que el fuego siga hasta terminar. Mueva recipientes que no están en peligro fuera del área si el riesgo es mínimo.
No se acerque a las extremidades del cilindro.
Es útil usar un riego de agua para dispersar el vapor.
OPERACIÓN
Se deberá realizar las inspecciones y pruebas periódicas a las que deberán someterse los tanques y recipientes a presión como se señala a continuación:
Inspección exterior: consiste en la inspección visual del estado de las superficies exteriores, aislamiento, pintura, conexiones, tornillería, tomas de tierra, escaleras, soportes, columnas, anclajes, cimentaciones y, en general, de todos los elementos que se puedan revisar sin necesidad de poner fuera de servicio el tanque de almacenamiento.
Inspección interior: tiene por objeto conocer la situación del tanque o recipiente a presión, en cuanto a corrosión, agrietamientos y estado de las soldaduras. Consistirá,

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-21
como mínimo, en la medición de espesores de paredes, fondos y techo; inspección visual de las superficies internas y detección de grietas mediante partículas magnéticas húmedas en las soldaduras de todas las conexiones y en el 50 por 100 de los cruces de soldaduras de paredes y fondos. La inspección se realizará en una longitud mínima de 200 mm de cada soldadura concurrente y comprenderá la propia soldadura y una superficie de 50 mm de ancho a cada lado de la misma. La presencia de grietas implicará extender la inspección a toda la longitud de la soldadura defectuosa.
Prueba: será de valor y condiciones iguales a las de la prueba inicial.
Las inspecciones y pruebas citadas anteriormente se efectuarán, a partir de la fecha de puesta en servicio, debiéndose mantener un registro de todas las inspecciones realizadas con la periodicidad siguiente:
Inspección exterior: cada cinco años, como máximo.
Inspección interior: cada diez años, como máximo. Además, los recipientes a presión, excepcionalmente, a los cinco años de la citada fecha de puesta en servicio, se someterán a inspección interior
Prueba: cada diez años, como máximo.
Se deberán inspeccionar periódicamente las soldaduras ya que estas pueden afectar la seguridad de la instalación. Los defectos de soldadura son por falta de conocimiento, por lo que solo las realizarán personal calificado, debiéndose de llevar un control de calidad por medio de rayos X y pruebas de resistencia a presión.
Pueden llegar a provocarse accidentes a causa de golpe de ariete en las tuberías de los sistemas de amoniaco, los cuales pueden ser ocasionados por un corte o fisura en la tubería, de ahí la necesidad de una soldadura de buena calidad en todo el espesor del tubo y que se garantice las condiciones óptimas de ésta.
MANTENIMIENTO
En un sistema de refrigeración es imprescindible que se cuente con un programa de mantenimiento preventivo ya que éste requiere de vigilancia continua, debido a que un descuido o negligencia puede resultar en un peligro para el personal o daño del equipo. A continuación se señalan los programas de mantenimiento adoptados por la organización para los sistemas de refrigeración.
La organización cuenta con los mantenimientos programados siguientes, los cuales se incluyen en el anexo correspondiente:
Programa de Mantenimiento y Calibración Anual de Válvulas de Seguridad de Recipientes Sujetos a Presión 2009
Mantenimiento Anual de Instrumentos de Proceso 2009 Calibración Anual de Mediciones Mantenimiento Anual de Equipos

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-22
VI.5.1 Sistemas de Seguridad
La Planta considera como parte del sistema de refrigeración, la colocación de sensores de fuga de amoniaco, con el fin de detectar cualquier fuga y poder darle solución inmediatamente.
El sistema de refrigeración contempla válvulas de seccionamiento con el fin de aislar en determinado momento alguna parte del sistema lo que favorecerá en caso de fuga o de mantenimiento de las líneas y accesorios.
Las válvulas check evitan que exista flujo inverso al deseado evitando problemas de sobrepresión.
La prevención de accidentes comienza mediante la implementación de un reglamento interno que marque los lineamientos de disciplina que tienen que seguir los empleados de la Planta. En general es importante que las herramientas de trabajo, las piezas de repuesto y otros accesorios se almacenen en un lugar previamente establecido y evitar dejarlos en cualquier parte, especialmente en andadores, pasillos, etc. Las señalizaciones deben colocarse en lugares plenamente visibles. Los barandales y cubiertas colocados en los sitios necesarios protegen contra tuberías bajas, tanques abiertos y elementos poco visibles.
Un aspecto muy importante es que la ejecución de determinadas tareas, las lleve a cabo el personal capacitado para dicha función, ya que de lo contrario se incrementa considerablemente la probabilidad de que ocurran accidentes o fallas en el proceso.
Equipo de protección personal:
1. En operación:
El personal del almacenamiento de amoniaco dispondrá de: − Guantes de goma o de similar resistencia al amoniaco anhidro. − Gafas de seguridad con ajuste a la cara. − Equipos de protección respiratoria.
Durante trabajos de conexión o desconexión de tuberías y mangueras de carga y descarga, y siempre que exista riesgo de contacto con amoniaco anhidro líquido o gaseoso, el personal del almacenamiento llevará puesto:
− Guantes de goma o de similar resistencia al amoniaco anhidro. − Traje o mandil impermeable de plástico o similar. − Botas resistentes al amoniaco anhidro. − Equipo respiratorio con adaptador facial que cubra toda la cara, de tipo autónomo
o de cartucho. 2. En emergencia.- Para entrar en atmósfera concentrada de amoniaco anhidro se
dispondrá, en lugares cercanos y accesibles durante la emergencia, de:
− Trajes herméticos. − Equipos respiratorios autónomos. − Cuerdas salvavidas. − Cinturones de seguridad.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-23
Equipo de Aire Autónomo de Presión Positiva (SCBA). Este aparato proporciona una presión o un flujo positivo constante de aire dentro de la careta, aún si alguien inhala profundamente mientras está haciendo el trabajo pesado. Use aparatos certificados por NIOSH y la Administración de Seguridad y Salud Minera de acuerdo con el CFR 30 parte 11. Úselo de acuerdo con los requisitos para la protección respiratoria especificados en las Normas de Operaciones de Respuestas de Emergencia en Sitios de Materiales Peligrosos de la OSHA (CFR 29 1910.120) y/o la Norma de Brigadas contra Incendio (CFR 29 1910.156). Los respiradores de cartucho químico y otras mascarillas filtrantes, no son substitutos aceptables para el equipo de aire autónomo de presión positiva. El SCBA de tipo demanda, no cumple con la Norma de Brigada contra Incendio de la OSHA.
Ropa y Equipo de Protección personal contra Productos Químicos. El uso seguro de este tipo de ropa de protección y equipo, requiere de habilidades específicas desarrolladas a través del entrenamiento y la experiencia. Esta, generalmente no esta disponible para ser usada por, los primeros respondedores. Este tipo de ropa especial puede proteger contra un químico, aunque puede ser penetrada fácilmente por los químicos para los que ésta no fue diseñada. Por lo tanto, la ropa protectora no deberá usarse a menos que sea compatible con el material liberado. Este tipo de ropa especial ofrece poca o ninguna protección contra el calor, a menos que así esté certificado por el fabricante.
Se llevarán ropas de trabajo las cuales se cambiarán antes de terminar la jornada y se lavarán diariamente.
El personal que labore en la Planta deberá hacer uso del equipo de protección personal de acuerdo a la Norma Oficial Mexicana NOM-017-STPS-2001, el cual comprenderá de mascarillas, guantes, mandil, goggles y botas.
Se deberán mantener y extender a todo el personal e instalaciones las medidas preventivas mínimas para identificar y comunicar el peligro con las substancias químicas, de acuerdo a sus características físicas, químicas, de toxicidad, concentración y tiempo de exposición para no afectar la salud de los trabajadores o dañar el centro de trabajo, según la norma NOM-018-STPS-2000.
Dentro de las instalaciones de la Planta se cuenta con señalamientos referentes al tipo de equipo de protección requerido para el personal de acuerdo al área de trabajo que labora, así como avisos y señales precautorias, informativas y restrictivas bajo el marco normativo de las NOM-026-STPS-1998.
El personal que este en contacto con el amoniaco deberá bañarse inmediatamente después de estar en contacto con éste, asimismo las ropas y el equipo utilizado debe lavarse inmediatamente. Deberá haber regaderas de emergencia para ser usadas en caso de que existiera contacto del amoniaco con piel u otro órgano del cuerpo de los trabajadores.
Deberán existir fuentes para lavado de ojos en el área inmediata que podrán brindar soporte a los trabajadores en caso de alguna eventualidad.
Se deberá prohibir fumar, comer o beber mientras se efectúe el manejo, almacenamiento o uso del amoniaco. Inmediatamente después de efectuar el manejo de la sustancia, de sus recipientes o accesorios, el personal deberá lavarse cuidadosamente las manos, así como antes de ingerir cualquier alimento o de fumar.
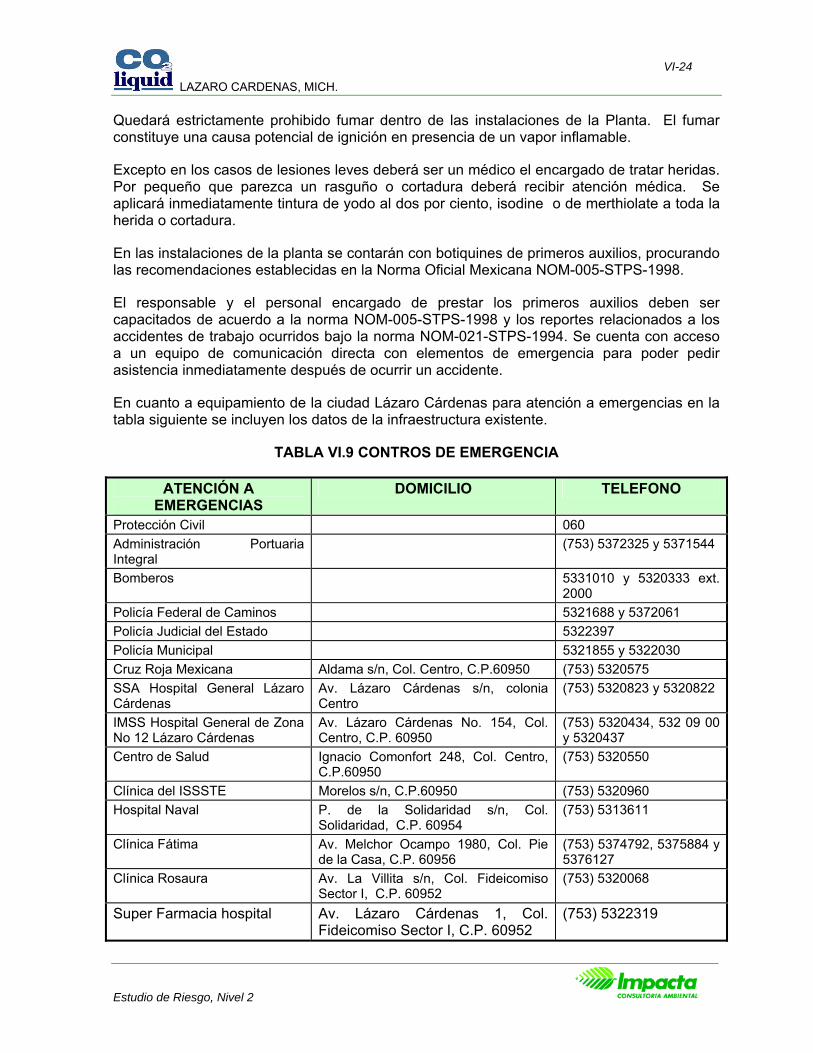
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-24
Quedará estrictamente prohibido fumar dentro de las instalaciones de la Planta. El fumar constituye una causa potencial de ignición en presencia de un vapor inflamable.
Excepto en los casos de lesiones leves deberá ser un médico el encargado de tratar heridas. Por pequeño que parezca un rasguño o cortadura deberá recibir atención médica. Se aplicará inmediatamente tintura de yodo al dos por ciento, isodine o de merthiolate a toda la herida o cortadura.
En las instalaciones de la planta se contarán con botiquines de primeros auxilios, procurando las recomendaciones establecidas en la Norma Oficial Mexicana NOM-005-STPS-1998.
El responsable y el personal encargado de prestar los primeros auxilios deben ser capacitados de acuerdo a la norma NOM-005-STPS-1998 y los reportes relacionados a los accidentes de trabajo ocurridos bajo la norma NOM-021-STPS-1994. Se cuenta con acceso a un equipo de comunicación directa con elementos de emergencia para poder pedir asistencia inmediatamente después de ocurrir un accidente.
En cuanto a equipamiento de la ciudad Lázaro Cárdenas para atención a emergencias en la tabla siguiente se incluyen los datos de la infraestructura existente.
TABLA VI.9 CONTROS DE EMERGENCIA
ATENCIÓN A EMERGENCIAS
DOMICILIO TELEFONO
Protección Civil 060 Administración Portuaria Integral
(753) 5372325 y 5371544
Bomberos 5331010 y 5320333 ext. 2000
Policía Federal de Caminos 5321688 y 5372061 Policía Judicial del Estado 5322397 Policía Municipal 5321855 y 5322030 Cruz Roja Mexicana Aldama s/n, Col. Centro, C.P.60950 (753) 5320575 SSA Hospital General Lázaro Cárdenas
Av. Lázaro Cárdenas s/n, colonia Centro
(753) 5320823 y 5320822
IMSS Hospital General de Zona No 12 Lázaro Cárdenas
Av. Lázaro Cárdenas No. 154, Col. Centro, C.P. 60950
(753) 5320434, 532 09 00 y 5320437
Centro de Salud Ignacio Comonfort 248, Col. Centro, C.P.60950
(753) 5320550
Clínica del ISSSTE Morelos s/n, C.P.60950 (753) 5320960 Hospital Naval P. de la Solidaridad s/n, Col.
Solidaridad, C.P. 60954 (753) 5313611
Clínica Fátima Av. Melchor Ocampo 1980, Col. Pie de la Casa, C.P. 60956
(753) 5374792, 5375884 y 5376127
Clínica Rosaura Av. La Villita s/n, Col. Fideicomiso Sector I, C.P. 60952
(753) 5320068
Super Farmacia hospital Av. Lázaro Cárdenas 1, Col. Fideicomiso Sector I, C.P. 60952
(753) 5322319
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-25
VI.5.2 Medidas Preventivas
Se destacan las siguientes causas principales de incendio:
- En el interior de las cámaras frigoríficas los trabajos que desprenden calor o la utilización de llamas expuestas son la causa más frecuente (34% de los casos) de incendio, por lo cual se deberán optar medidas de seguridad al llevar a cabo:
Soldadura con arco eléctrico, Soldadura y corte con soplete oxiacetilénico, Calentamiento del bitumen, de disolventes o de colas, Precalentamiento y secado de superficies, Afilado, corte con radial y pulido, Trabajos de fontanería, soldadura blanda y soldadura fuerte, Descongelación de tuberías,
- Las instalaciones eléctricas defectuosas (cortocircuito s) son el origen del 30% de los casos de incendio, siendo las principales causas identificadas:
Cordones calefactores defectuosos (puertas), Deterioro de los cables, mal estado de su aislamiento, Fallo de los cables flexibles sometidos a flexiones, Protección insuficiente de cables, interruptores y puntos luminosos, Sobrecalentamiento mecánico de los motores o falta de potencia, Resistencias calefactoras defectuosas en puertas, Defectos de los equipos de almacenamiento automático transelevador de tarimas,
ordenadores, etc, Iluminación: radiación térmica sobre el embalaje de las mercancías apiladas
demasiado próximas o inflamación de los elementos constructivos que tienen carácter combustible,
- Las infracciones a la prohibición de fumar,
- La operación de recubrir las tarimas con películas plásticas retráctiles,
- El sistema de almacenamiento: la densidad y la altura de almacenamiento en las cámaras pueden influir en la propagación del fuego. Éste puede frenarse por la disposición de cortafuegos.
En el exterior de las cámaras frigoríficas (muelles, superficies exteriores):
- incendio criminal: la malevolencia o el sabotaje son causas de incendio cada vez más frecuentes.
- El factor humano (voluntario o no)
- fuego extendido o propagación del calor: un incendio originado por causa de un siniestro en la vecindad o por un vehículo incendiado.
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-26
Seguridad contra incendios
En un almacén frigorífico con temperatura inferior a –5ºC (y menor) el aire ambiente es extremadamente seco y los productos embalados y en tarimas representan un alto riesgo de incendio, especialmente con productos muy deshidratados, normalmente los muelles, la sala de máquinas y el centro de transformación eléctrica son zonas de riesgo menor, por ser más fáciles de proteger que las cámaras frigoríficas.
Seguridad frente a accidentes
Como en todo establecimiento industrial, debe exigirse el estricto cumplimiento de las reglamentaciones así como las instrucciones dadas o los suministradores de las máquinas y de las instalaciones. Deben tenerse también en consideración las exigencias de las compañías de seguros. El personal debe estar informado de todas las normas a observar mediante notas de servicio y carteles. Las medidas a adoptar para aumentar la seguridad en el trabajo son las siguientes:
- Los dispositivos de protección deben adaptarse a las máquinas que presentan piezas en movimiento o que tienen correas de transmisión.
-Si el almacén frigorífico no dispone de técnicos cualificados a su servicio, puede solicitarse a organismos de control, como asociaciones locales, que verifiquen si se cumplen adecuadamente los reglamentos locales, también deben ser comprobados determinados equipos, tales como cuerdas o cadenas, escaleras, aparatos de elevación, ascensores y montacargas, etc.,
Subestación eléctrica, cuarto de control de motores.
Cuando se manejan elementos que requieren energía eléctrica, existe el riesgo de sufrir una descarga eléctrica, por lo cual se deberá contemplar que en los sitios en donde haya tableros de control se instalen elementos aislantes.
En la tabla VI.10 se señalan los riesgos identificados y las recomendaciones a realizar para minimizarlos
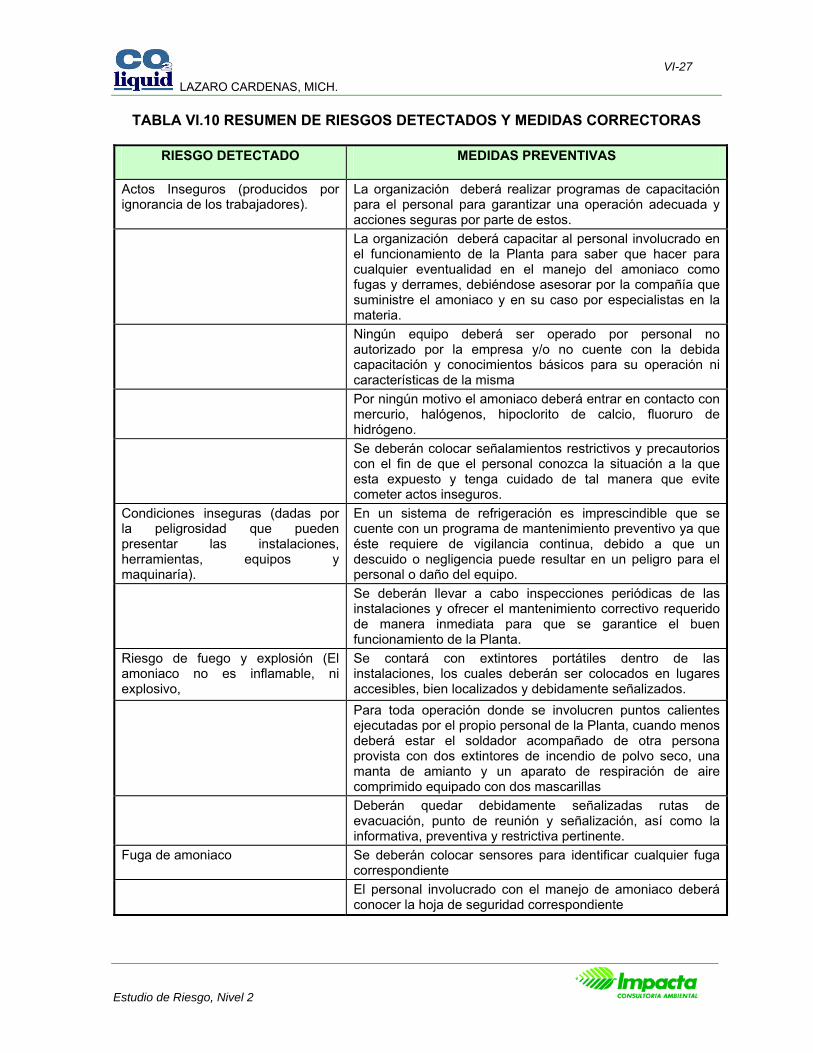
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-27
TABLA VI.10 RESUMEN DE RIESGOS DETECTADOS Y MEDIDAS CORRECTORAS
RIESGO DETECTADO MEDIDAS PREVENTIVAS
Actos Inseguros (producidos por ignorancia de los trabajadores).
La organización deberá realizar programas de capacitación para el personal para garantizar una operación adecuada y acciones seguras por parte de estos.
La organización deberá capacitar al personal involucrado en el funcionamiento de la Planta para saber que hacer para cualquier eventualidad en el manejo del amoniaco como fugas y derrames, debiéndose asesorar por la compañía que suministre el amoniaco y en su caso por especialistas en la materia.
Ningún equipo deberá ser operado por personal no autorizado por la empresa y/o no cuente con la debida capacitación y conocimientos básicos para su operación ni características de la misma
Por ningún motivo el amoniaco deberá entrar en contacto con mercurio, halógenos, hipoclorito de calcio, fluoruro de hidrógeno.
Se deberán colocar señalamientos restrictivos y precautorios con el fin de que el personal conozca la situación a la que esta expuesto y tenga cuidado de tal manera que evite cometer actos inseguros.
Condiciones inseguras (dadas por la peligrosidad que pueden presentar las instalaciones, herramientas, equipos y maquinaría).
En un sistema de refrigeración es imprescindible que se cuente con un programa de mantenimiento preventivo ya que éste requiere de vigilancia continua, debido a que un descuido o negligencia puede resultar en un peligro para el personal o daño del equipo.
Se deberán llevar a cabo inspecciones periódicas de las instalaciones y ofrecer el mantenimiento correctivo requerido de manera inmediata para que se garantice el buen funcionamiento de la Planta.
Riesgo de fuego y explosión (El amoniaco no es inflamable, ni explosivo,
Se contará con extintores portátiles dentro de las instalaciones, los cuales deberán ser colocados en lugares accesibles, bien localizados y debidamente señalizados.
Para toda operación donde se involucren puntos calientes ejecutadas por el propio personal de la Planta, cuando menos deberá estar el soldador acompañado de otra persona provista con dos extintores de incendio de polvo seco, una manta de amianto y un aparato de respiración de aire comprimido equipado con dos mascarillas
Deberán quedar debidamente señalizadas rutas de evacuación, punto de reunión y señalización, así como la informativa, preventiva y restrictiva pertinente.
Fuga de amoniaco Se deberán colocar sensores para identificar cualquier fuga correspondiente
El personal involucrado con el manejo de amoniaco deberá conocer la hoja de seguridad correspondiente
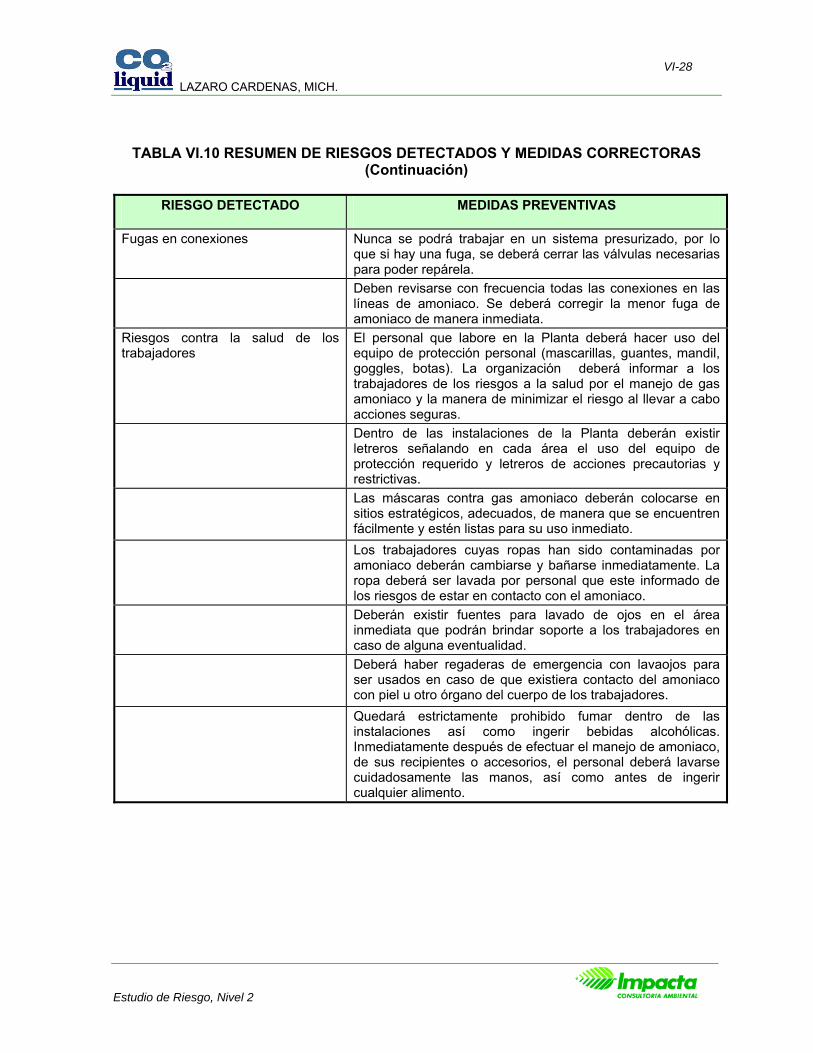
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-28
TABLA VI.10 RESUMEN DE RIESGOS DETECTADOS Y MEDIDAS CORRECTORAS (Continuación)
RIESGO DETECTADO MEDIDAS PREVENTIVAS
Fugas en conexiones Nunca se podrá trabajar en un sistema presurizado, por lo que si hay una fuga, se deberá cerrar las válvulas necesarias para poder repárela.
Deben revisarse con frecuencia todas las conexiones en las líneas de amoniaco. Se deberá corregir la menor fuga de amoniaco de manera inmediata.
Riesgos contra la salud de los trabajadores
El personal que labore en la Planta deberá hacer uso del equipo de protección personal (mascarillas, guantes, mandil, goggles, botas). La organización deberá informar a los trabajadores de los riesgos a la salud por el manejo de gas amoniaco y la manera de minimizar el riesgo al llevar a cabo acciones seguras.
Dentro de las instalaciones de la Planta deberán existir letreros señalando en cada área el uso del equipo de protección requerido y letreros de acciones precautorias y restrictivas.
Las máscaras contra gas amoniaco deberán colocarse en sitios estratégicos, adecuados, de manera que se encuentren fácilmente y estén listas para su uso inmediato.
Los trabajadores cuyas ropas han sido contaminadas por amoniaco deberán cambiarse y bañarse inmediatamente. La ropa deberá ser lavada por personal que este informado de los riesgos de estar en contacto con el amoniaco.
Deberán existir fuentes para lavado de ojos en el área inmediata que podrán brindar soporte a los trabajadores en caso de alguna eventualidad.
Deberá haber regaderas de emergencia con lavaojos para ser usados en caso de que existiera contacto del amoniaco con piel u otro órgano del cuerpo de los trabajadores.
Quedará estrictamente prohibido fumar dentro de las instalaciones así como ingerir bebidas alcohólicas. Inmediatamente después de efectuar el manejo de amoniaco, de sus recipientes o accesorios, el personal deberá lavarse cuidadosamente las manos, así como antes de ingerir cualquier alimento.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VI-29
VI.6 RESIDUOS, DESCARGAS Y EMISIONES GENERADAS DURANTE LA OPERACIÓN DEL PROYECTO
VI.6.1 Caracterización
Se espera una generación de residuos de tipo doméstico consistentes en papelería de oficina, residuos alimenticios y residuos sanitarios a razón de 0.20 kg/empleado/turno kg/empleado/día, como se contará con un total de 9 empleados y 3 turnos al día, la generación diaria es de 5.4 Kg/día.
Los residuos peligrosos generados dentro de las instalaciones son aquellos que se utilizan para el mantenimiento del equipo de proceso y las instalaciones como son: Aceite lubricante gastado, material impregnado con aceites y solventes, cubetas que contenían pintura, bidones que contenían solventes. Una vez que entre en operación la planta deberá darse de alta como generador de residuos peligrosos e incluir todos los residuos posibles de generar y darles una gestión adecuada de acuerdo a ala normatividad vigente.
Emisiones atmosféricas.
Existirán emisiones de CO2 e inconfensables, representando el 5% del volumen procesado aproximadamente.
Otra posible emisión de contaminantes a la atmósfera se tendría en caso de una fuga de amoniaco.
Descarga de aguas residuales.
La planta descargará sus aguas residuales hacia una fosa séptica. Esta agua son las derivadas de las áreas de sanitarios y limpieza de la planta, estimándose una dotación de agua de 100 litros/empleado/día, con una aportación del 70%, se tiene una generación de agua residual de 630 litros/día.
Para el caso de aguas pluviales, se contará con drenajes separados y el agua pluvial se encausará hacia su cauce natural.
Para el caso de aguas provenientes de enfriamiento se pretende incorporarlas al subsuelo mediante un pozo de absorción previa autorización por parte de Comisión Nacional del Agua.
VI.6.2 Factibilidad de Reciclaje o Tratamiento
Los residuos sólidos municipales generados deben ser clasificados en orgánicos, inorgánicos o separados y sanitarios para lo cual deberá contarse con procedimientos y contenedores que faciliten su clasificación.
VI.6.3 Disposición
La disposición de los residuos de tipo municipal será hacia el basurero municipal de Lázaro Cárdenas, para lo cual se requiere realizar el convenio correspondiente con el Ayuntamiento.
En cuanto a la gestión de residuos peligrosos, se deberá contratar a una empresa autorizada ante la SEMARNAT y SCT, para su recolección transporte y destino final.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VII-1
VI ANÁLISIS Y EVALUACIÓN DE RIESGOS...............................................................VI-1
VI.1 ANTECEDENTES DE ACCIDENTES E INCIDENTES.........................................VI-1
VI.2 METODOLOGÍAS DE IDENTIFICACIÓN Y JERARQUIZACIÓN.........................VI-3
VI.3 RADIOS POTENCIALES DE AFECTACIÓN........................................................VI-5
VI.4 INTERACCIONES DE RIESGO .........................................................................VI-16
VI.5 RECOMENDACIONES TÉCNICO-OPERATIVAS..............................................VI-16
VI.5.1 Sistemas de Seguridad ...............................................................................VI-22
VI.5.2 Medidas Preventivas...................................................................................VI-25
VI.6 RESIDUOS, DESCARGAS Y EMISIONES GENERADAS DURANTE LA OPERACIÓN DEL PROYECTO .....................................................................................VI-29
VI.6.1 Caracterización ...........................................................................................VI-29
VI.6.2 Factibilidad de Reciclaje o Tratamiento ......................................................VI-29
VI.6.3 Disposición..................................................................................................VI-29
VII CONCLUSIONES
El mayor riesgo dentro de la organización es el manejo, operación y almacenamiento del gas amoniaco, utilizado para el sistema de enfriamiento ya que es un gas tóxico que atenta contra la salud, por lo que una falla pequeña no atendida puede convertirse en un problema mayor.
De acuerdo a bibliografía especializada, las fallas de mayor incidencia en donde está involucrada dicha sustancia, es por fugas en las conexiones de tuberías, válvulas y accesorios, siendo las más comunes cuando se conecta o desconecta una tubería flexible o manguera.
Por lo señalado anteriormente los trabajadores involucrados en la operación del mismo, deberán estar capacitados para llevar adecuadamente sus funciones y para que conozcan los riesgos que involucra su actividad y las medidas precautorias de seguridad y emergencia que deben adoptar. En caso de un evento no deseado, podrá sufrir daños físicos y peligros ocasionados por la presencia de gases o vapores tóxicos. Aunque también cabe mencionar que muchos de los accidentes se deben principalmente a descuidos, a la falta de disciplina, capacitación y mantenimiento, lo que se puede evitar implementando un reglamento de seguridad interno y un programa de capacitación y mantenimiento efectivos, para prevenirlos.
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VII-2
Así mismo todo el personal involucrado en la operación, deberá estar capacitado para llevar adecuadamente sus funciones y para que conozcan los riesgos que involucra su actividad y las medidas precautorias de seguridad y emergencia que deben adoptar al presentarse algún evento extraordinario y minimizar los riesgos de trabajo.
El manejo de amoniaco ciertamente debe tener precauciones especiales ya que como se ha mencionado en el presente estudio puede llegar a causar intoxicación por inhalación si el contacto es prolongado ó en concentraciones mayores, pero al llevar a cabo programas de mantenimiento preventivo y correctivo adecuados de las instalaciones de la organización, revisiones periódicas de su estado de conservación y una buena operación basada en un adiestramiento adecuado del personal encargado.
El personal que labore en la organización deberá hacer uso del equipo de protección personal de acuerdo a la Norma Oficial Mexicana NOM-017-STPS-2001, el cual comprenderá de mascarillas, guantes, mandil, goggles y botas.
El personal que este en contacto con el amoniaco deberá bañarse inmediatamente después de haberlo estado, asimismo las ropas y el equipo utilizado deben lavarse inmediatamente.
Será necesario que dentro de la organización se cuente con equipo de Aire Autónomo de Presión Positiva (SCBA), el cual proporciona una presión o un flujo positivo constante de aire dentro de la careta, aún si alguien inhala profundamente mientras está haciendo el trabajo pesado. Se deberán usar aparatos certificados por NIOSH. Deberá usarse de acuerdo con los requisitos para la protección respiratoria especificados en las Normas de Operaciones de Respuestas de Emergencia en Sitios de Materiales Peligrosos de la OSHA (CFR 29 1910.120) y/o la Norma de Brigadas contra Incendio (CFR 29 1910.156).
Dentro de las instalaciones de la organización con señalamientos referentes al tipo de equipo de protección requerido para el personal de acuerdo al área de trabajo que labora, así como avisos y señales precautorias, informativas y restrictivas bajo el marco normativo de las Normas Oficiales Mexicanas NOM-026-STPS-1998.
Ninguna persona podrá comer, beber bebidas embriagantes, ni fumar dentro de las instalaciones de la Organización fuera del área que para ello este estipulada dentro del manual operativo correspondiente. Es imprescindible que el personal que labore en ella se lave las manos antes de ingerir cualquier alimento y que se cambie de ropa una vez terminada la jornada de trabajo.
La transportación del amoniaco deberá realizarse bajo el marco normativo de la Norma Oficial Mexicana NOM-010-STPS-1999. Así mismo el transporte será responsabilidad del proveedor.
Se deberán identificar los equipos que estén relacionados con el manejo de amoniaco y las tuberías que lo conduzcan deberán ser reconocidas y pintadas de color amarillo de acuerdo a la NOM-026-STPS-1998.
Los tanques sujetos a presión deberán contar con la aprobación por la STPS.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VII-3
El sistema de refrigeración de la organización contará, de acuerdo al proyecto, con el siguiente equipo de seguridad:
Elementos de seguridad:
a. General: los elementos de seguridad de tanques y recipientes a presión se diseñaron para las condiciones de presión y temperatura más desfavorables que puedan presentarse.
b. Conexiones: todas las conexiones de tanques y recipientes a presión, excepto las de válvulas de seguridad, presentarán válvulas de cierre instaladas lo más cerca posible del punto de conexión.
c. Válvulas de seguridad: cada tanque a presión dispondrá de por lo menos de una válvula de seguridad. (Los recipientes a presión de capacidad inferior a 100 m3 pueden contar con una sola válvula, en caso contrario deberán tener por lo menos dos válvulas).
d. Indicadores de nivel: cada tanque o recipiente a presión estará equipado con un indicador permanente que permita controlar el nivel del líquido contenido. Además, dispondrá, como mínimo, de un dispositivo de nivel máximo o de un segundo indicador de nivel independiente del anterior y de distinto tipo con señalización óptica y acústica.
e. Se contará con manómetros instalados en rangos de 0 a 21 kg/cm2, en todos los tanques sujetos a presión
f. Toma de tierra: los tanques y recipientes a presión deberán estar aterrizados, y de acuerdo a los requerimientos de la legislación aplicable.
Es preciso mencionar que la mayor parte del amoniaco en el sistema de enfriamiento se encuentra en estado líquido a baja temperatura, por lo que si existe una fuga, el vapor se fuga a presión y solamente entre el 10 y el 20% del líquido se fuga. El incendio y explosión a causa del amoniaco no se dan en exteriores, ya que el amoniaco asciende rápidamente diluyéndose en la atmósfera.
Algunas de las causas que pueden ocasionar una fuga son fisuras en las soldaduras, orificio en tuberías, desprendimiento de válvulas.
La metodología utilizada en el presente estudio, para la identificación y evaluación de riesgos en la organización se basó en el índice Mond para fuego, explosión y toxicidad, obteniendo como resultado que el índice Mond general antes de cualquier corrección, fuera del Tipo "Alto Grupo 2", sin embargo al momento de aplicar correcciones, considerando las medidas de seguridad con que contará el sistema de refrigeración y el mantenimiento pretendido, se abatió dicho índice presentando un índice total de Mond de categoría "Moderado".
En cuanto a la modelación matemática se realiza para dos condiciones la primera en caso de que sea una fuga masiva el cual es el riesgo mayor, peor menos probable, y la segunda para la dispersión de un gas o vapor proveniente de una fuga o derrame de un

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VII-4
líquido que se evapora, el cual es el evento con mayor frecuencia reportado en los accidentes que involucran a la sustancia amoniaco.
Ya que el evento más probable en el sistema de refrigeración es una fuga de gas amoniaco, el cual se evaporará, en los tanques de almacenamiento, tuberías, válvulas o accesorios del sistema de refrigeración, se procedió a modelar el evento de una fuga de un gas o vapor proveniente de una fuga o derrame de un líquido que se evapora.
En cuanto a la modelación realizada para el estudio de riesgo se observa que condiciones atmosféricas más desfavorables, en caso de un evento de fuga o derrame, se alcanza la concentración de 212 mg/m3 a una distancia de 334.91 metros de la zona donde se ha producido la fuga Mientras que la zona de amortiguamiento (TLV8 = 25 mg/m3), se alcanza a una distancia del evento de hasta 509.72 metros.
Mientras que para el caso de condiciones atmosféricas dominantes, para el caso de un evento de fuga o derrame se alcanza la concentración de 212 mg/m3 a una distancia de 195.55 metros de la zona donde se ha producido la fuga Mientras que la zona de amortiguamiento (TLV8 = 25 mg/m3), se alcanza a una distancia del evento de hasta 834.08 metros.
La naturaleza y amplitud del peligro serán función del tipo de exposición, en el primer caso, un chorro que alcance los ojos, por ejemplo puede provocar rápidamente lesiones catastróficas, pero localizadas, que afectan solamente a algunas personas, y para el caso más catastrófico se puede tener un gran número de victimas, con daño al sistema respiratorio fundamentalmente.
Para el caso de un evento súbito, que sería el evento catastrófico, cuya probabilidad es baja de ocurrir debido al sistema de protección con que cuenta el sistema de refrigeración, se alcanza una concentración de 212 mg/m3 (zona de riesgo) en las condiciones atmosféricas más desfavorables a una distancia de 126.83 m y la zona de amortiguamiento a 279.73 m.
En el caso de un evento catastrófico en condiciones ambientales que se presentan con mayor frecuencia, la concentración de de 212 mg/m3 la zona de riesgo se alcanza a una distancia de 71.56 m y la zona de amortiguamiento a 125.82 m ver la Figura VI.2.
Para el amoniaco es tolerable un límite de 100 a 200 ppm durante 1 a 2 horas. Para el personal se admite un límite de 50 ppm. En los lugares de trabajo para una permanencia de 8 horas por día, aunque una concentración más reducida de amoniaco pueda ser perjudicial para determinadas mercancías almacenadas.
Por ningún motivo el amoniaco deberá entrar en contacto con mercurio, halógenos, hipoclorito de calcio y fluoruro de hidrogeno.
El amoníaco adiciona nitrógeno al ambiente. En áreas que no pueden manejar el nitrógeno adicionado, pueden ocurrir perturbaciones en el ecosistema. Estos incluyen efectos tóxicos en las plantas, peces, y animales, y cambios en el balance de las especies. En general, tales efectos aparecen sólo en las proximidades cercanas a fuentes

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VII-5
específicas concentradas de amoníaco. Puede causar la acidificación del suelo por su rápida conversión a nitrato (NO3), liberando iones hidrógeno como otros ácidos.
Se deberán realizar inspecciones periódicas, así como la programación y ejecución de programas de mantenimiento preventivo y correctivo eficientes que garanticen el buen funcionamiento de la planta y el óptimo estado de sus instalaciones. No se debe perder de vista la revisión frecuente de todas las conexiones y las líneas de amoniaco, debiéndose corregir la menor fuga de manera inmediata.

LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VII-6
BIBLIOGRAFIA
1. MODELOS ATMOSFÉRICOS PARA SIMULACIÓN DE CONTAMINACIÓN Y RIESGOS EN INDUSTRIAS”, SCRI, Versión 4.01, Dinámica Heurística, México.
2. “MANUAL DE EVALUACIÓN Y ADMINISTRACIÓN DE RIESGOS”, Mc Graw Hill. 1998
3. “POCKET GUIDE TO CHEMICAL HAZARDS AND OTHER DATABASES DHHS” National Institute for Occupational Safety and Health (NIOSH), Publication No. 99-115, April 1999
4. "2004, GUÍA DE RESPUESTA EN CASO DE EMERGENCIA", Departamento de transportes de Estados Unidos, Administración de Estudios y Programas Especiales; Transporte de Canadá, Seguridad Materiales Peligrosos; Secretaria de Comunicación y Transporte.
5. “DIPLOMADO EN RIESGO AMBIENTAL”, Memorias del Diplomado impartido por la División de Educación Continua de la Facultad de Ingeniería, UNAM. 1997.
6. “DIPLOMADO EN SISTEMA DE CONTROL DE RESIDUOS MUNICIPALES”, Memorias del Diplomado impartido por la División de Educación Continua de la Facultad de Ingeniería, UNAM.1996.
7. "GUÍA DEL ALAMACENAMIENTO FRIGORIFICO", Instituto Internacional del Frío, A. Madrid Vicente, Ediciones Madrid, 1995
8. "EL AMONIACO COMO REFRIGERANTE" Instituto Internacional del Frío, Paris, M. Lamúa y Francisco J. Cuesta, editorial Mundi Prensa: 2000.
9. “INGENIERÍA AMBIENTAL: CONTAMINACIÓN Y TRATAMIENTOS”, Ramón Sans Fonfría, Joan de Pablo Ribas, Colección Productica, Editorial Marcombo, 1989.
10. "ANÁLISIS Y REDUCCIÓN DE RIESGOS EN LA INDUSTRIA QUIMICA", fundación, MAPFRE, Madrid, 1993.
11. 8. "MANUAL DE EVALUACIÓN Y ADMINISTRACIÓN DE RIESGOS", Mc Graw Hill. 1998
12. “INGENIERÍA AMBIENTAL”, Gerard Kiely; Editorial Mc. Graw Hill, 1999
13. “LA CONTAMINACIÓN Y SUS EFECTOS EN LA SALUD Y EL AMBIENTE”, Julio Flores, Sergio López y Lilia Albert, Centro de Ecología y Desarrollo.
14. “MANUAL DE DISEÑO DE OBRAS CIVILES”, Instituto de Investigaciones Eléctricas, Comisión Federal de Electricidad.
15. “MEDIDA Y CONTROL DE RUIDO”, Juan Ochoa Pérez y Fernando Bolaños, Colección Productica, Editorial Marcombo, 1990.
16. “MODIFICACIONES AL SISTEMA DE CLASIFICACIÓN CLIMÁTICA DE KÖPPEN”, Enriqueta García, México 1988.
17. “ATLAS NACIONAL DE MÉXICO”, instituto de Geografía, UNAM.1990
LAZARO CARDENAS, MICH.
Estudio de Riesgo, Nivel 2
VII-1
VII Conclusiones ...........................................................................................................VII-1

















![Mich Patrimonio Natural[1]](https://static.fdocuments.es/doc/165x107/5571fe5b49795991699b35d8/mich-patrimonio-natural1.jpg)