
POSIBILIDADES Y LIMITACIONES DE LA DIGITALIZACION 3D EN …
122
ESCUELA TÉCNICA SUPERIOR DE INGENIEROS INDUSTRIALES Y DE TELECOMUNICACIÓN UNIVERSIDAD DE CANTABRIA Proyecto Fin de Grado POSIBILIDADES Y LIMITACIONES DE LA DIGITALIZACION 3D EN EL CAMPO DE LA INGENIERIA MECANICA Possibilities and limitations of 3D digitization in the field of Mecanic Engineering Para acceder al Título de GRADUADO EN INGENIERÍA MECÁNICA Autor: Pablo Ruiz Lluch Septiembre - 2019
Transcript of POSIBILIDADES Y LIMITACIONES DE LA DIGITALIZACION 3D EN …

ESCUELA TÉCNICA SUPERIOR DE INGENIEROS INDUSTRIALES Y DE TELECOMUNICACIÓN
UNIVERSIDAD DE CANTABRIA
Proyecto Fin de Grado
POSIBILIDADES Y LIMITACIONES DE LA DIGITALIZACION 3D EN EL CAMPO DE LA
INGENIERIA MECANICA
Possibilities and limitations of 3D digitization in the field of Mecanic Engineering
Para acceder al Título de
GRADUADO EN INGENIERÍA MECÁNICA
Autor: Pablo Ruiz Lluch
Septiembre - 2019

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
2

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
3
Agradecimientos Me gustaría empezar mostrando mi agradecimiento a mi familia, en especial a mis padres, a mi mujer y a sus padres, por ayudarme en todo lo que les ha sido posible.
También me gustaría dar las gracias a mi tutora Elena Castillo, por ayudarme en elegir este proyecto mientras estaba realizando prácticas y por la ayuda que me ha brindado en su desarrollo.
Gracias a Francisco Javier Cantalejo de la empresa Faro por su tiempo y la demostración de todo el proceso.

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
4

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
5
Índice 1 INTRODUCCIÓN …………………………………………………………………………………12
2 CASO DE ESTUDIO …………………………………………………………………………………13
3 METODOLOGÍAS …………………………………………………………………………………16
3.1 METODOLOGÍA CLÁSICA ……………………………………………………………16
3.1.1 Herramientas utilizadas …………………………………………………17
3.1.2 Procedimiento ……………………………………………………………20
3.1.3 Croquis y Secciones de la pieza ……………………………20
3.2 METODOLOGÍA BASADA EN TÉCNICAS DE IMAGEN …………………25
3.2.1 Definición ……………………………………………………………25
3.2.2 Clasificación dentro de la fotogrametría …………………28
3.2.3 Características principales de la fotogrametría de
objeto cercano …………………………………………………28
3.2.4 Aplicaciones ……………………………………………………………30
3.2.5 Procedimiento ……………………………………………………………31
3.2.6 Precisión y tolerancias …………………………………………………32
3.2.7 Material empleado …………………………………………………33
3.3 METODOLOGÍA BASADA EN LASER-ESCÁNER …………………39
3.3.1 Funcionamiento …………………………………………………39
3.3.2 Dificultades ……………………………………………………………40
3.3.3 Procedimiento ……………………………………………………………41
3.3.4 Precisión y tolerancias ………………………………………41
3.3.5 Material empleado …………………………………………………42
4 RESULTADOS …………………………………………………………………………………46
4.1 Resultados por metodología clásica. Pieza y planos
realizados en inventor ……………………………………………………………46
4.2 Resultados por fotogrametría. Imágenes y planos realizados ………49
4.3 Resultados por Laser-Escáner. Pieza y planos realizados ………61
5 COMPARACIÓN ENTRE MÉTODOS …………………………………………………64

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
6
5.1 Tolerancias y precisiones …………………………………………………64
5.2 Diámetro del rotor ……………………………………………………………64
5.3 Pieza supletoria a soldar …………………………………………………66
5.4 Tornillo anclaje rotor al eje …………………………………………………70
5.5 Ancho del rotor ………………………………………………………………………78
6 PRESUPUESTOS …………………………………………………………………………………80
6.1 Presupuesto Metodología Clásica ………………………………………80
6.2 Presupuesto Metodología basada en la Fotogrametría ………80
6.3 Presupuesto Metodología Laser-Escáner ……………………………81
7 CONCLUSIONES …………………………………………………………………………………82
7.1 Metodología basada en la Fotogrametría ……………………………82
7.2 Metodología basada en el Brazo-Escáner ……………………………83
7.3 Conclusión final entre Metodologías ……………………………84
8 BIBLIOGRAFIA …………………………………………………………………………………85

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
7
Índice de figuras Figura 1: Instalación completa SB 0/3 …………………………………………………13
Figura 2: Molino-Clasificador ……………………………………………………………14
Figura 3: Ubicación pieza en la instalación ………………………………………14
Figura 4: Pieza Rotor ………………………………………………………………………15
Figura 5: Calibre 200mm ………………………………………………………………………17
Figura 6: Calibre 1000mm ………………………………………………………………………17
Figura 7: Micrómetros exteriores ……………………………………………………………16
Figura 8: Micrómetros interiores ……………………………………………………………18
Figura 9: Calibre sonda ………………………………………………………………………19
Figura 10: Croquis Planta Pieza ……………………………………………………………20
Figura 11: Sección A-A ………………………………………………………………………21
Figura 12: Detalle A ………………………………………………………………………22
Figura 13: Detalle pieza a soldar a Rotor ………………………………………23
Figura 14: Detalle Martillo ……………………………………………………………24
Figura 15: Etapas generales del proceso fotográfico ……………………………25
Figura 16: Relación existente entre el tamaño de objeto y los diferentes métodos de medición en función de la precisión exigida (Luhmann, Robson, Kyle & Boehm, 2013) …………………………………………………………………………………27
Figura 17: Procedimiento utilizado en el proceso de fotogrametría ………32
Figura 18: Cámara Sony R Mark ii ……………………………………………………………33
Figura 19: Imagen del software Agisoft Photoscan ……………………………35
Figura 20: Imagen del software Geomagic Wrap ……………………………36
Figura 21: Imagen del software Autodesk Inventor Profesional 2019 ………37
Figura 22: Imagen del software Autodesk AutoCAD 2018 …………………38
Figura 23: Funcionamiento Láser-Escáner ………………………………………39
Figura 24: Imagen del brazo Faro Quantum ………………………………………42
Figura 25: Imagen pistola Laser Line Probe HD ………………………………………44
Figura 26: Imagen de base magnética ………………………………………44
Figura 27: Rotor con huecos (Metodología clásica) ……………………………46
Figura 28: Pieza a soldar (Metodología clásica) ……………………………46

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
8
Figura 29: Rotor Completo (Metodología clásica) ……………………………47
Figura 30: Martillo (Metodología clásica) ………………………………………47
Figura 31: Rotor Completo con martillos (Metodología clásica) ………48
Figura 32: Rotor (Fotogrametría) …………………………………………………49
Figura 33: Secciones transversales realizadas en el modelo
(Fotogrametría) …………………………………………………………………………………50
Figura 34: Aproximación de la primera sección (Fotogrametría) ………50
Figura 35: Aproximación zona central de la primera sección
(Fotogrametría) …………………………………………………………………………………51
Figura 36: Cotas primera sección (Fotogrametría) ……………………………52
Figura 37: Aproximación de la segunda sección (Fotogrametría) ………53
Figura 38: Aproximación zona central de la segunda sección
(Fotogrametría) …………………………………………………………………………………54
Figura 39: Cotas segunda sección (Fotogrametría) ……………………………55
Figura 40: Secciones realizadas en el alzado (Fotogrametría) ………55
Figura 41: Secciones transversales realizadas (Fotogrametría) ………56
Figura 42: Pieza soldada a rotor (Fotogrametría) ……………………………57
Figura 43: Secciones transversales de pieza soldada (Fotogrametría) ………57
Figura 44: Sección longitudinal de pieza soldada (Fotogrametría) ………58
Figura 45: Cotas primera sección transversal (Fotogrametría) ………59
Figura 46: Cotas segunda sección transversal (Fotogrametría) ………59
Figura 47: Detalle pieza a soldar (Fotogrametría) ……………………………60
Figura 48: Rotor con huecos (Láser-Escáner) ……………………………61
Figura 49: Pieza a soldar (Láser-Escáner) ………………………………………61
Figura 50: Rotor Completo (Láser-Escáner) ………………………………………62
Figura 51: Martillo (Láser-Escáner) …………………………………………………62
Figura 52: Rotor completo con martillos (Láser-Escáner) …………………63
Figura 53: Distribución normal método clásico ………………………………………72
Figura 54: Distribución normal Fotogrametría ………………………………………73
Figura 55: Distribución normal Láser-Escáner ………………………………………73
Figura 56: Comparación Distribución normal entre métodos …………………74
Figura 57: Distribución normal método clásico ………………………………………75
Figura 58: Distribución normal Fotogrametría ………………………………………76

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
9
Figura 59: Distribución normal Láser-Escáner ………………………………………76
Figura 60: Comparación Distribución normal entre métodos …………………77

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
10
Índice de tablas Tabla 1: Cuadro resumen medidas diámetro rotor ……………………………65
Tabla 2: Cuadro resumen medidas diámetro cabeza tornillo de pieza
Supletoria ……………………………………………………………………………………………68
Tabla 3: Cuadro resumen medidas diámetro cuello tornillo de pieza
Supletoria ……………………………………………………………………………………………68
Tabla 4: Cuadro resumen medidas fondo pieza supletoria …………………69
Tabla 5: Cuadro resumen medidas longitud pieza supletoria …………………69
Tabla 6: Cuadro resumen medidas ancho mínimo pieza supletoria ………69
Tabla 7: Cuadro resumen medidas ancho máximo pieza supletoria ………69
Tabla 8: Cuadro resumen medidas diámetro cabeza tornillo anclaje ………72
Tabla 9: Cuadro resumen medidas largo mínimo tornillo anclaje ………74
Tabla 10: Cuadro resumen medidas diámetro cuello tornillo anclaje ………74
Tabla 11: Cuadro resumen medidas largo cabeza tornillo anclaje ………75
Tabla 12: Cuadro resumen medidas ancho rotor ……………………………79
Tabla 13: Cuadro resumen precios Metodología Clásica ……………………………80
Tabla 14: Cuadro resumen precios Metodología basada en la
Fotogrametría …………………………………………………………………………………80
Tabla 15: Cuadro resumen precios Metodología Laser-Escáner ………81

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
11

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
12
1 INTRODUCCIÓN El presente proyecto surge como una necesidad, una carencia detectada durante el periodo de prácticas disfrutado en una empresa química de la Cuenca del Besaya. Identificada la necesidad se procedió a hablar con los responsables de taller que tutorizaban mi periodo de prácticas con el objetivo de obtener las autorizaciones pertinentes para la realización de todas las pruebas asociadas a este trabajo.
El trabajo se ha desarrollado sobre una pieza que llega al taller mecánico con el objetivo de proceder a su mantenimiento. La pieza en cuestión es un rotor que presenta un importante estado de desgaste y del cual sólo se dispone de una pieza de recambio.
Por tanto, el objetivo planteado en este estudio es el análisis de diferentes métodos de digitalización de piezas mecánicas con el propósito de generar la información necesaria para poder proceder, en un momento determinado, a la realización de una réplica o pieza de las mismas características que la original, con las deformaciones y holguras que la caracterizan.
Esta pieza se encuentra descatalogada por lo que se procedió a realizar unos primeros planos mediante la medición con calibre, con los consiguientes problemas que dicha metodología entraña en piezas con una cierta complejidad. Posteriormente se realizó ingeniería inversa sobre la pieza utilizando dos tecnologías diferentes, propias del campo de la geomática, sinópticas, y que garantizan las precisiones exigidas en este tipo de trabajos.
Por tanto, se han ensayado tres métodos diferentes:
Medición con calibre Ingeniería inversa empleando la Fotogrametría de Objeto Cercano Ingeniería inversa mediante escaneado láser y medición con palpador.
Es importante hacer estudios de este tipo para tener claras las ventajas e inconvenientes que nos proporcionan estas metodologías en taller en momentos clave en los que nos vemos obligados a realizar réplicas de piezas descatalogadas u otro tipo de piezas industriales.
En el caso que nos ocupa se ha realizado un estudio por separado de cada metodología indicando en qué consiste, sus características, el material empleado, el procedimiento que se ha llevado a cabo y el presupuesto aproximado de coste.
Los resultados obtenidos no pretenden priorizar una metodología frente a otra sino ver las singularidades de cada una de ellas y las resoluciones que ofrecen para, en el momento oportuno, optar por la más idónea.

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
13
2 CASO DE ESTUDIO La pieza sobre la que se va a realizar el estudio es un rotor que está situado en un molino-clasificador y está ubicado dentro de él. La función de esta pieza es mover el producto que le llega de la parte superior del molino. El producto que le llega es muy fino y produce bastantes atascos en esa parte de la máquina.
Debido al continuado funcionamiento de la maquina en este proceso y a los atascos que se producen en la zona donde va ubicada, el rotor suele tener un desgaste en las piezas que van soldadas a él y que se suele solucionar por soldaduras. También se produce desgaste en los martillos que van atornillados a las piezas soldadas pero este problema también tiene fácil solución ya que son piezas simples fáciles de fabricar. Por otro lado, el desgaste puede llegar a ser demasiado grande que incluso puede afectar al mismo rotor. Cuando ocurre este problema es imposible solucionarlo por soldadura y es necesario reemplazarla por otra pieza nueva.
Por esta razón es muy importante tener digitalizada una pieza de estas características ya que en cualquier momento puede surgir la necesidad urgente de fabricarla y en el caso de que no existiera una para reemplazar la pieza deteriorada el proceso se detendría y supondría una pérdida de producción.
Figura 1: Instalación completa SB 0/3.

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
14
Figura 2: Molino-Clasificador
Figura 3: Ubicación pieza en la instalación

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
15
Figura 4: Pieza Rotor

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
16
3 METODOLOGÍAS
3.1 METODOLOGÍA CLÁSICA Se ha procedido a la medición de la pieza en el taller mecánico utilizando las herramientas adecuadas en cada caso (calibre, micrómetro,…). A continuación, se han realizado croquis y secciones de la pieza, así como también detalles específicos de alguna de sus partes.
También se ha realizado croquis de los martillos que luego irán atornillados a ella. En estos croquis se han indicado las modificaciones que se harán en el futuro cuando sea necesario volver a fabricar la pieza y se han realizado los planos en el programa Inventor.
A la hora de llevar a cabo la medición de las distintas partes del elemento objeto de estudio, han sido de gran utilidad los distintos tipos de calibres utilizados, aún con las limitaciones que tienen en este tipo de piezas:
Ventajas:
De uso fácil y rápido De muchas formas y tamaños Fácil de trasladar Los calibres mecánicos presentan buena durabilidad (resistentes frente a
golpes y desgaste) Recomendable en relación precio calidad
Desventajas:
Requiere de elementos costosos para su calibración Los calibres digitales tienen menor durabilidad Menos rendimiento frente a micrómetros. Esto se debe a que “La máxima
exactitud únicamente puede obtenerse cuando el eje del instrumento está alineado con el eje de la pieza que está siendo medida.” Ernst Abbe(1890)
Al tratarse de una pieza con zonas bastante complejas y de formas no regulares, podemos llegar a la conclusión de que en piezas más simples es muy recomendable el uso de este tipo de calibres, pero para piezas con formas más complejas, simplemente sirven para tener una primer documento del elemento pero se debería complementar con otro tipo de método más óptimo.
Los calibres disponibles en el taller que han sido utilizados en nuestra medición nos proporcionan una precisión de 5 centésimas (0,05mm) mientras que los micrómetros utilizados nos proporcionan una mejor precisión que puede llegar a ser de una centésima (0,01 mm).

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
17
3.1.1 Herramientas utilizadas Calibre de 200mm Calibre de 1000mm Micrómetros exteriores Micrómetros interiores Sonda Calibre
Figura 5: Calibre 200mm
Figura 6: Calibre 1000mm

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
18
Figura 7: Micrómetros exteriores
Figura 8: Micrómetros interiores

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
19
Figura 9: Calibre sonda

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
20
3.1.2 Procedimiento Con las herramientas antes indicadas se ha procedido a realizar la medición por métodos clásicos de la pieza. Con el calibre de 200mm se han medido los agujeros de los tornillos y los anchos de la pieza. Los diámetros exteriores fueron medidos con el calibre de 1000mm.
El diámetro interior donde está ubicado el eje fue medido con el micrómetro de interiores y luego comprobado con el micrómetro de exteriores.
El calibre sonda fue utilizado para medir profundidades donde van ubicadas las cabezas de los tornillos, así como los cambios de anchura de la pieza.
Las piezas que van soldadas a la parte principal y donde van alojados los martillos se midió con el calibre de 200mm. Estas piezas no son fáciles de medir ya que tienen una forma compleja y tienen unos agujeros con distintos diámetros en el mismo agujero los cuales son complicados de medir con este tipo de herramientas.
3.1.3 Croquis y Secciones de la pieza
Figura 10: Croquis Planta Pieza

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
21
Figura 11: Sección A-A

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
22
Figura 12: Detalle A

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
23
Figura 13: Detalle pieza a soldar a Rotor

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
24
Figura 14: Detalle Martillo

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
25
3.2 METODOLOGÍA BASADA EN TÉCNICAS DE IMAGEN 3.2.1 Definición La fotogrametría es la técnica de medición que se ocupa de los conceptos, los métodos, los procesos y las tecnologías de obtención de fotografías o imágenes digitales aéreas, terrestres o de satélite y tiene como objetivo la obtención de medidas geométricas precisas y fiables para la producción cartográfica o la reconstrucción de entidades espaciales.(Luhmann, Robson, Kyle, Harley. 2013)
El objetivo principal en la fotogrametría es la reconstrucción de las relaciones espaciales existentes entre la cámara y el objeto en el momento de las tomas mediante la geometría perspectiva tridimensional, a partir de una serie de imágenes bidimensionales, y determinando la geometría, posición y orientación de los objetos tridimensionales, obteniendo una imagen en proyección ortogonal, con la corrección de la proyección y las distorsiones.(Atkinson, K. B.)
Figura 15: Etapas generales del proceso fotográfico
Objeto
Adquisición de imagen
Adquisición de imagen
Reconstrucción de imagen
Modelo de objeto
Sistema de obtención de imagen
Medición de imagen Sistema de medición de imagen
Sistema de procesado

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
26
Las operaciones fundamentales son la orientación interna, relativa y absoluta de las imágenes. Las medidas tridimensionales calculadas de los objetos son la posición vertical y horizontal, la distancia lineal y angular, el tamaño (perímetro, longitud, volumen), la altura y la forma de las entidades espaciales.
Uno de los objetivos de la fotogrametría de objeto cercano es la reconstrucción tridimensional de un objeto y la georreferenciación, a partir de mediciones realizadas sobre imágenes fotográficas del objeto, sin contacto físico con él. El siguiente esquema indica las etapas generales del proceso fotogramétrico.
La fotogrametría de Objeto cercano es una técnica dentro de la fotogrametría terrestre aplicada a la obtención de medidas geométricas a partir de imágenes o fotografías tomadas desde la superficie terrestre a una distancia a los objetos superior a 10 cm e inferior a 300m.(Matilde Balaguer Puig. 2016)
La fotogrametría de objeto cercano tiene como principales aplicaciones las no topográficas, como son el estudio de procesos de cambio o la reconstrucción de objetos arquitectónicos, la medicina o el diseño industrial.
La fotogrametría de objeto cercano se aplica a objetos de tamaño entre 0.1 y 200m, con una precisión alrededor de 0.1mm en el extremo más pequeño (fotogrametría industrial) y 1cm en el extremo más grande (fotogrametría arquitectónica). En el siguiente gráfico podemos ver una comparativa de distintas tecnologías para la obtención de datos 3D, dependiendo del tamaño del objeto medido y a la precisión obtenida (Luhmann, Robson, Kyle & Boehm, 2013).

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
27
Tamaño del objeto
Figura 16: Relación existente entre el tamaño de objeto y los diferentes métodos de medición en función de la precisión exigida (Luhmann, Robson, Kyle & Boehm, 2013)
1 10 102 10
3 104 [m]
10‐3
10‐2
10‐1
1
10
102
103
104
[mm]
Metrología Industrial
Interferometría
Fotogrametría Industrial
Láser
Cámara TOF
Fotogrametría arquitectónica e ingenieril
Escáner láser terrestre DGPS
Topografía taquimétrica
DGPS
GPS
Fotogrametría aérea
Sensor remoto
Prec
isió
n

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
28
3.2.2 Clasificación dentro de la Fotogrametría Dentro de la Fotogrametría se pueden clasificar según el número de imágenes empleadas y según la posición de la cámara y la distancia al objeto:
Según el número de imágenes empleadas: o Fotogrametría con una sola imagen: Procesado en base a
una sola imagen. o Fotogrametría estereoscópica: Procesado en base a
pares de imágenes estereoscópicas. o Fotogrametría multi-imagen: Procesado en base a
más de 2 imágenes.
La Fotogrametría de Objeto Cercano emplea múltiples imágenes convergentes.
Según la posición de la cámara y la distancia al objeto: o Fotogrametría espacial: Imágenes o
fotografías obtenidas por satélite. o Fotogrametría aérea: Imágenes o fotografías
obtenidas desde plataformas aerotransportadas. o Fotogrametría de Objeto Cercano: Imágenes o fotografías
obtenidas a una distancia inferior a 300m. o Macro Fotogrametría: Imágenes o fotografías de
microscopio. o Cartografía móvil: Obtención de los datos a
procesar mediante vehículos en movimiento.
3.2.2 Características principales de la Fotogrametría de Objeto Cercano
La fotogrametría de Objeto Cercano se caracteriza fundamentalmente por: Configuración de imágenes o fotografías que no sigue el esquema típico
por pasadas
La configuración de las imágenes o fotografías se plantea de forma que se obtenga la cobertura completa de todos los puntos de la pieza a medir, adaptándose a su forma. Generalmente se realiza un levantamiento en forma de anillo alrededor del objeto.(Newton, I. and Mitchell, H. L. 1996)
Grandes rangos de profundidad
En una misma imagen o fotografía suelen aparecer puntos del objeto situados a diferentes distancias o profundidades. Es necesaria una buena planificación de los parámetros de obtención de la imagen para obtener la profundidad de

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
29
campo adecuada y que todos los puntos de interés aparezcan con la nitidez suficiente para garantizar una medición precisa.
Multi-imagen convergente, distancias imagen objeto cortas
Las imágenes que se usan para el procesado posterior se toman a corta distancia del objeto; los ejes de imágenes sucesivas forman un ángulo convergente, en lugar de utilizar tomas paralelas como en el caso de la fotogrametría estereoscópica. El diseño del levantamiento permite que un punto objeto aparezca en múltiples imágenes.(Carbonell, M. 1989)
Sistema de coordenadas objeto arbitrariamente orientado
Las coordenadas calculadas de los puntos objeto no necesitan referirse a un sistema de referencia absoluto (a diferencia de la fotogrametría aérea, en la que se suele trabajar con sistemas de referencia cartográficos). El sistema de coordenadas de la pieza suele establecerse con una orientación arbitraria, o de forma que se adapte a la pieza facilitando la posterior generación de vistas y perfiles.(Fraser, C.S., Woods, A., Brizzi, D. 2005)
No siempre hay apoyo geométrico (puntos de apoyo y control)
En Fotogrametría se emplean puntos de apoyo para la transformación de las coordenadas del objeto calculadas al sistema de referencia deseado. Puesto que en general no se establece un sistema absoluto, en muchas ocasiones basta con información geométrica como una distancia entre dos puntos del objeto que permita calcular la escala.
Uso de cámaras comerciales, no diseñadas con propósitos métricos
Se pueden emplear cámaras fotográficas convencionales de formato medio o pequeño. Se pueden emplear cualquier tipo de cámara, pero las más usadas suelen ser cámaras réflex de buena calidad
Parámetros de orientación interna variables o desconocidos
Al usarse cámaras no métricas, los parámetros de orientación interna de la cámara no se suelen conocer con exactitud. Es necesario realizar una calibración para determinar estos parámetros en cada trabajo.(Brenner, C. and Haala, N. 1998)

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
30
3.2.4 Aplicaciones La Fotogrametría de objeto cercano tiene un fuerte carácter interdisciplinario. Presenta una estrecha conexión con otras técnicas, ciencias y disciplinas:
Física, Matemáticas, Topografía, Cartografía. Computación gráfica y visión por ordenador, diseño asistido por ordenador
(CAD), sistemas de información geográfica
La Fotogrametría es muy útil cuando se dan las siguientes circunstancias:
El objeto no es rígido y se requieren sus dimensiones instantáneas El objeto es de difícil acceso El objeto es de pequeñas dimensiones Se requieren resultados en tiempo real Se requiere la medición de un número muy grande de puntos Se necesita conservar los datos para una posible medición posterior La realización de mediciones directas puede producir perturbaciones en el
objeto
La Fotogrametría de objeto cercano tiene aplicaciones en multitud de áreas como son la Arquitectura, Arqueología, Ingeniería Civil, Ingeniería Industrial, Medicina, Animación 3D.
Las aplicaciones industriales y de ingeniería suelen presentar mayores exigencias a la técnica fotogramétrica:
Requerimiento de alta precisión Garantías de precisión alcanzada Entrega de resultados para su análisis en plazos de tiempo cortos Tiempo limitado de obtención de las imágenes en el sitio

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
31
3.2.5 Procedimiento Para empezar a realizar la medición por fotogrametría hay que tomar capturas con una cámara fotográfica de la pieza a estudiar. Para ello vino un operario de la empresa Gim Geomatic ubicada en Torrelavega para realizarlas.
Hay que destacar que lo ideal a la hora de realizar las capturas fotogramétricas es llevarlas a cabo en un cuarto oscuro para evitar destellos o reflejos en la pieza debidos a luces indeseadas porque algunos de los errores del modelado posterior son debidos al proceso de captura.
Primero se pusieron unas referencias alrededor de la pieza para a la hora de poder montar las tomas realizadas tener una referencia de donde van ubicadas las capturas. A continuación, se hizo una limpieza de la pieza con un aerosol para quitar brillos que pudieran dificultar la toma de las capturas. Se realizaron alrededor de 200 capturas moviendo la cámara ayudada de un trípode con una guía que se movía en dos ejes. Además de estas capturas se realizaron otras con más detalle y más resolución de aquellas zonas en las que tienen más importancia la exactitud como pueden ser los agujeros donde van alojados los tornillos o el diámetro y grosor de la pieza.
A continuación, se hizo el montaje de las capturas tomadas por ordenador para poder procesarlas y que el programa Geomagic nos diera la pieza ya entera. Con el programa es necesario realizar otras operaciones tales como rellenar agujeros que no se pudieron solucionar con las tomas realizadas o por problemas con brillos en la pieza no se veían bien ciertas zonas.
Con la pieza ya terminada se realizaron diferentes secciones longitudinales y transversales en las zonas donde más nos interesa en el mismo programa para luego exportarlas a otro programa. En nuestro caso hemos usado el programa AutoCAD para importar estas secciones y poder trabajar con ellas. En AutoCAD se han realizado los planos necesarios para poder medir la pieza en las zonas seleccionadas por su importancia a la hora del funcionamiento de la pieza en la instalación en la fábrica.

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
32
Figura 17: Procedimiento utilizado en el proceso de fotogrametría
3.2.6 Precisión y tolerancias con las que se ha trabajado El método basado en la Fotogrametría nos puede llegar a proporcionar unas tolerancias y precisiones de hasta 0,020 mm en casos de medición en lugares óptimos como puede ser cuartos debidamente preparados para ello.
En nuestro caso tenemos que indicar que el proceso de la captura de las tomas se realizó en el taller mecánico y no en un cuarto donde no existan vibraciones o destellos en la pieza como tuvimos en el taller mecánico.

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
33
3.2.7 Material empleado Para poder realizar este tipo de metodología, en realidad no es necesario usar tanta herramienta como hemos usado en la metodología clásica.
A la hora de tomar las capturas de la pieza de estudio se utilizó un trípode y una cámara fotográfica
En la segunda parte se utilizó varios programas informáticos:
Agisoft Photoscan Geomagic Wrap Autodesk Inventor Profesional 2019 Autodesk AutoCAD 2018
3.2.7.1 Cámara fotográfica y accesorios La configuración usada fue la A7 con un objetivo de 90mm. La cámara que se escogió para la toma de imágenes ha sido una Sony A7 R Mark ii. Esta cámara combina el primer sensor de imagen CMOS del mundo de fotograma completo de 35mm, 42,4 MP y retroiluminación, enfoque automático híbrido rápido, estabilización de imagen de 5 ejes. La familia de lentes y otros accesorios saca el máximo partido a su resolución incluso en condiciones desfavorables.
Figura 18: Cámara Sony R Mark ii

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
34
Esta cámara cuenta con las siguientes características:
Compatibilidad con lentes: lentes con montura tipo E de Sony. Tipo de sensor: Fotograma completo de 35 mm, sensor CMOS Exmor R. Número de pixeles: 42,4 MP. Sensibilidad ISO: Fotografía: ISO 100-25600 (ampliable a ISO 50-102400
para la captura de fotos), Auto (ISO 100 a 6400, límite inferior y superior seleccionable).
Duración de batería: 310 disparos aproximadamente. Tipo de visor: Visor electrónico OLED XGA (color) de 1,3cm (tipo 0,5) Tipo de monitor: Unidad TFT de 7,5cm (tipo 3,0).
El objetivo utilizado ha sido un objetivo de 90mm SEL90M28G.
Las características de este objetivo son:
Formato: Fotograma completo de 35mm. Distancia focal: Montura tipo E de Sony. Distancia total equivalente a 35 mm (APS-C): 135mm. Montaje: Montura tipo E de Sony. Angulo de visión: 27º Angulo de visión (APS-C): 17º Apertura mínima(F): 2,2 Apertura máxima(F): 2,8 Apertura circular: Si. Hojas de apertura: 9 Distancia de enfoque mínima: 0,28m. Diámetro del filtro: 62mm. Estabilización de imagen: SteadyShot óptico.
3.2.7.2 Agisoft Photoscan Agisoft Photoscan es un software de escritorio para procesar imágenes digitales y, mediante la combinación de técnicas de fotogrametría digital y visión por computador, generar una reconstrucción 3D del entorno.
Existen dos versiones diferentes. La versión estándar está pensada para usuarios casuales que desean generar nubes de puntos a partir de múltiples imágenes. La versión profesional incluye funcionalidades específicas para la generación de productos geomáticos. Esta edición nos permite obtener ortofotos georreferenciadas de alta resolución y modelos digitales de terrenos con una densidad y detalle excepcionales.

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
35
Por sus características, Photoscan Profesional, es adecuado para la documentación fotogramétrica de edificios, yacimientos y objetos arqueológicos.
Las principales funcionalidades de este programa son la aerotringulación, la generación de modelos digitales, la definición de sistemas de coordenadas geográficas estándar, la generación de modelos digitales de elevación georreferenciados y la generación de ortofotos.
Este software permite exportar en diferentes formatos estándar como .xyx, .obj, .3ds, .kmz, etc.
Las principales ventajas que tiene son que simplifica mucho el levantamiento topográfico, permitiendo la medición rápida de entornos complejos cuando dispone de un buen punto de vista, minimiza tiempos de medición y permite obtener modelos topográficos a través de imágenes aéreas de dominio público.
Figura 19: Imagen del software Agisoft Photoscan
Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
36
3.2.7.3 Geomagic Wrap Geomagic es un software de ingeniería inversa que combina procesamiento de datos de escaneo 3D.
Este programa nos proporciona unas herramientas para la obtención de superficies exactas, que nos permite transformar los datos capturados en modelos 3D
Figura 20: Imagen del software Geomagic Wrap

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
37
3.2.7.4 Autodesk Inventor Profesional 2019 Autodesk Inventor es un paquete de modelado paramétrico de sólidos en 3D producido por la empresa de software Autodesk.
Este programa nos permite diseñar piezas que se pueden combinar en ensamblajes. Inventor también se utiliza en diseño de ingeniería para producir y perfeccionar productos nuevos
Figura 21: Imagen del software Autodesk Inventor Profesional 2019

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
38
3.2.7.5 Autodesk AutoCAD 2018 Autodesk AutoCAD es un software de diseño asistido por computadora utilizado para dibujo 2D y modelado 3D. Actualmente es desarrollado y comercializado por la empresa Autodesk.
Es un software reconocido a nivel internacional por sus amplias capacidades de edición, que hacen posible el dibujo digital de planos de edificios o la recreación de imágenes en 3D. Es uno de los programas más usados por arquitectos, ingenieros, diseñadores industriales, etc.
Además de acceder a comandos desde la solicitud de comando y las interfaces de menús, AutoCAD proporciona interfaces de programación de aplicaciones que se pueden utilizar para determinar los dibujos y las bases de datos.
AutoCAD trabaja mediante la utilización de imágenes de tipo vectorial, pero también es capaz de importar archivos de otros tipos como mapas de bits, lo que nos permite lograr un mejor dinamismo y profundizar en nuestro trabajo.
De modo similar a Photoshop y otras herramientas de diseño gráfico, AutoCAD utiliza el sistema de capas, lo que nos permite una libertad de trabajo muy amplia, ya que, mediante su utilización, se puede tener bien organizados los diferentes elementos que conforman la pieza o plano que nos encontremos desarrollando.
Figura 22: Imagen del software Autodesk AutoCAD 2018

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
39
3.3 METODOLOGÍA BASADA EN LASER-ESCÁNER El brazo de medición con Láser-Escáner es una herramienta de medición 3-D de gran precisión que corresponde a la evolución de la versión de 5 grados de libertad que tenía el brazo de medición con palpador en el extremo. Esta versión incluye un láser-Escáner que consigue 7 grados de libertad.
3.3.1 Funcionamiento El funcionamiento del Láser-Escáner está basado en la tecnología de triangulación de un punto láser. El cabezal láser dispone de una fuente emisora y una cámara receptora del haz reflejado. La fuente emisora emite un punto láser que, al ser reflejado por la superficie de la pieza a medir, el reflejo es captado por la cámara receptora. Esta cámara receptora posee un sensor que en función de la posición del sensor y por triangulación calcula las coordenadas del punto en la superficie del objeto.(Enrique Molinelli Fernández. 2013)
Figura 23: Funcionamiento Láser-Escáner

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
40
El punto láser emite un haz de unos 9cm de longitud cuando el emisor está a la distancia óptima. En función del tipo de pieza a medir y de la superficie a escanear se puede variar la intensidad del láser con el fin de mejorar la calidad de los puntos detectados por el sensor. El criterio de filtrado de los puntos captados se basa en el descarte de aquellos que posean un vector normal muy diferente al resto de los puntos del contorno.
Las restricciones que tiene este método para determinar su óptimo funcionamiento son la distancia máxima y mínima a la que debe estar la pieza a medir hasta el emisor para que el sensor sea capaz de captar el haz reflejado y el ángulo delimitado por el haz entre el emisor y los extremos del haz reflejado en la superficie. Por lo que las partes de la pieza que estén fuera del rango permitido por las distancias y el ángulo quedarán sin ser registrados. Otra restricción que existe en la medición por Láser-Escáner es que la normal en la superficie de un punto láser no debe separarse mucho del láser, por lo que el eje del láser debe colocarse lo más perpendicular posible a la superficie de la pieza a medir.
El uso de este tipo de medición necesita adaptar esta técnica al tipo de pieza a medir según la forma y acabado superficial por lo que cada pieza debe ser tratada de forma individual y requiere un análisis del programa de escaneado. Las restricciones antes mencionadas junto con la geometría del objeto definen los posibles posicionamientos del láser para conseguir la ruta de escaneado óptima.
Todos los puntos que han sido registrados por la cámara receptora y de los que se calcula sus coordenadas y vector de dirección se envían a un PC donde son representados y tratados.
3.3.2 Dificultades a la hora de usar la medición por Láser-Escáner El uso de esta técnica requiere de determinadas condiciones de la pieza a medir para poder ser escaneada correctamente. Los problemas más habituales son los relacionados con las geometrías complejas en las que existen concavidades, el acabado superficial de la pieza, los reflejos indeseados del haz en zonas de solape y la definición de la ruta de escaneado óptima.(Carlos Morón Alguacil. 2018)

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
41
3.3.3 Procedimiento realizado en la medición por Laser-Escáner Para realizar la medición por Laser-Escáner vino un operario de la empresa Faro. Para empezar a realizar la medición lo primero que se hizo fue una limpieza superficial de la pieza para eliminar todos los brillos que pudiera tener la pieza y que pudieran dificultar la utilización del láser.
Después de realizar la limpieza superficial de la pieza se hizo la medición por Laser de casi toda la pieza con varias pasadas en las cuales se captaron casi todas las dimensiones de la pieza. Para aquellas zonas en las cuales hubo problemas por la dificultad de la pieza o por problemas con los brillos que se reflejaban en la pieza y que dificultaban la utilización del láser, se utilizó el palpador. El palpador se utilizó para hallar los diámetros. Se halló el diámetro donde va alojado el eje y los diámetros donde van los tornillos que sujetan los martillos.
A continuación, se utilizó el programa informático Geomagic Design X para poder trabajar con el modelo de la pieza. Después se exportó este modelo a Inventor en el cual se realizaron las mediciones necesarias.
3.3.4 Precisión y tolerancias con las que se ha trabajado Dado que en el proceso de medición por Laser-Escáner se realizó con dos herramientas distintas que son el palpador y la pistola láser también tendremos dos tolerancias o precisiones distintas.
El palpador nos proporciona una precisión de 0,022mm mientras que la pistola láser nos proporciona una precisión peor de 0,048mm.
Hay que indicar que estas tolerancias o precisiones que nos proporcionan este método se dan cuando el entorno es óptimo sin que haya vibraciones u otro tipo de complicaciones a la hora de hacer la captura de datos de la pieza. En nuestro caso, a la hora de hacer la toma de datos tuvimos algunas complicaciones como vibraciones por hacer el escaneado en el taller mecánico y no en un lugar más adecuado para ello.

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
42
3.3.5 Material empleado
3.3.5.1 Quantum S 2.5m 7 Ejes Se trata de un brazo articulado de 7 ejes en el que va acoplado la pistola Laser Line Probe HD y tiene una longitud total de 2.5m. Este brazo articulado está fijado a la mesa de trabajo con una base magnética.
Según la longitud del brazo tenemos diferentes márgenes de tolerancia. En este caso, al ser el brazo de 2.5m tenemos una tolerancia de 0.022mm.
Figura 24: Imagen del brazo Faro Quantum

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
43
3.3.5.2 Laser Line Probe HD El Laser Line Probe HD se trata de una pistola de captura en la cual existen dos posibles métodos para realizar esta captura. Estos dos métodos son la tecnología Laser blue o con el palpador.
La tecnología Laser blue tiene una longitud de onda más corta, que ofrece mejores resultados de escaneo con una resolución más alta gracias a su mayor capacidad para descubrir detalles más pequeños en la pieza. Esta tecnología Laser Blue proporciona otra ventaja respecto del láser rojo la cual reduce hasta un 50% el ruido producido en la captura.
La cámara FAROBlu utiliza tecnología CMOS que ofrece una velocidad de captura de hasta 300 cuadros por segundo.
El FAROBlu cuenta con ópticas personalizadas, de gran diámetro, que recolectan más luz y más datos y que nos proporciona una mejor precisión e imágenes más nítidas.
Este sistema utiliza un punto dulce mayor, que admite un ancho de línea de laser más amplio que escanea un área más grande, proporcionando un escaneo más rápido y productivo. Este ancho de línea de laser es de hasta 150mm.
Características:
Precisión: ±25μm Repetibilidad: 25μm Profundidad de campo: 115mm Ancho de escaneo efectivo:
o Campo cercano: 80mm o Campo lejano: 150mm
Puntos por línea: 2000 puntos/línea Distancia mínima entre puntos: 40μm Velocidad de escaneo: 300 cuadros/segundo. 300fps x
2000puntos/línea= 600000puntos/seg

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
44
Figura 25: Imagen pistola Laser Line Probe HD
3.3.5.3 Base Magnética Base magnética que permite el montaje de cualquier brazo articulado en una mesa de trabajo
Figura 26: Imagen de base magnética
Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
45
3.3.5.4 Geomagic Design X Geomagic Design X es un software de ingeniería inversa que combina procesamiento de datos de escaneo 3D.
Este programa nos proporciona unas herramientas para la obtención de superficies exactas, que nos permite transformar los datos capturados en modelos 3D.
Características:
Herramientas de control directo de escáner 3D parala gama más amplia de dispositivos más populares.
Integración total con los escáneres de Geomagic Capture. Compatible con más de 60 formatos de archivo, como polígonos, nubes
de puntos y Cad. Maneja de forma experta la alineación, el procesamiento y el refinamiento
de datos de nubes de puntos y la construcción de mallas. Las herramientas de reparación de malla son fáciles de usar y ofrecen
funciones rápidas de rellenado de orificios, suavizado, optimización, reenvoltura y pulimiento como Smart Brush.
Extracción automática basada en características de superficie y sólidos directamente de escaneos 3D.
Crea sólidos o superficies de forma rápida como lo haría en Cad. Las herramientas de Automated Accuracy Analyzer comparan y validan
las superficies, los sólidos y los cortes de dibujo “sketches” cotejándolos con los datos originales del escaneo.
“Live Transfer” es compatible con la salida de datos de los sistemas Cad líderes del sector.
La creación de superficies exactas líder en el sector convierte formas orgánicas en modelos Cad precisos.
Compatible con la exportación completa de archivos neutrales poligonales o Cad
Crea al instante impresionantes renderizados de los diseños en Keyshot.
3.3.5.5 Autodesk Inventor Profesional Autodesk Inventor es un paquete de modelado paramétrico de sólidos en 3D producido por la empresa de software Autodesk.
Este programa nos permite diseñar piezas que se pueden combinar en ensamblajes. Inventor también se utiliza en diseño de ingeniería para producir y perfeccionar productos nuevos

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
46
4 RESULTADOS 4.1 Pieza realizada en inventor a partir de la metodología clásica
Figura 27: Rotor con huecos (Metodología clásica
Figura 28: Pieza a soldar (Metodología clásica)

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
47
Figura 29: Rotor Completo (Metodología clásica)
Figura 30: Martillo (Metodología clásica)

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
48
Figura 31: Rotor Completo con martillos (Metodología clásica)

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
49
4.2 Imágenes y planos realizados a partir de la metodología fotogrametría
Figura 32: Rotor (Fotogrametría)

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
50
El modelo fue seccionado por diferentes zonas dependiendo de las zonas que queremos estudiar. En este caso hemos usado dos secciones ya que tenemos dos medidas en la zona donde van alojados los tornillos, una para la cabeza del tornillo y la otra para el cuerpo de este. El programa nos da la opción de hacer la sección con la forma real y otra con una forma que el programa estima ya que para medir diámetros necesitamos un círculo.
Figura 33: Secciones transversales realizadas en el modelo (Fotogrametría)
Figura 34: Aproximación de la primera sección (Fotogrametría)

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
51
Figura 35: Aproximación zona central de la primera sección (Fotogrametría)

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
52
Figura 36: Cotas primera sección (Fotogrametría)
Ø

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
53
Figura 37: Aproximación de la segunda sección (Fotogrametría)

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
54
Figura 38: Aproximación zona central de la segunda sección (Fotogrametría)

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
55
Figura 39: Cotas segunda sección (Fotogrametría)
Figura 40: Secciones realizadas en el alzado (Fotogrametría)

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
56
Figura 41: Secciones transversales realizadas (Fotogrametría)

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
57
Figura 42: Pieza soldada a rotor (Fotogrametría)
Figura 43: Secciones transversales de pieza soldada (Fotogrametría)

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
58
Figura 44: Sección longitudinal de pieza soldada (Fotogrametría)

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
59
Figura 45: Cotas primera sección transversal (Fotogrametría)
Figura 46: Cotas segunda sección transversal (Fotogrametría)

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
60
Figura 47: Detalle pieza a soldar (Fotogrametría)

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
61
4.3 Pieza realizada en inventor a partir de la metodología láser-escáner
Figura 48: Rotor con huecos (Láser-Escáner)
Figura 49: Pieza a soldar (Láser-Escáner)

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
62
Figura 50: Rotor Completo (Láser-Escáner)
Figura 51: Martillo (Láser-Escáner)

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
63
Figura 52: Rotor completo con martillos (Láser-Escáner)

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
64
5 COMPARACIÓN ENTRE MÉTODOS 5.1 Tolerancias y precisiones
o Metodología clásica: Según la herramienta utilizada varía desde 0,05mm a 0,01mm
o Metodología fotogrametría: 0,020mm o Metodología Laser-Escáner:
Palpador: 0,022mm Pistola laser: 0,048mm
Estas tolerancias se pueden llegar a dar cuando se hace el proceso de captura en condiciones óptimas sin vibraciones o destellos indeseados.
5.2 Diámetro del rotor
o Metodología clásica

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
65
o Metodología fotogrametría
o Metodología Laser-Escáner
Clásica Fotogrametría Laser-Escáner Medida 900mm 916,6mm 905,7mm
Diferencia - 16,6mm 5,7mm
Tabla 1: Cuadro resumen medidas diámetro rotor

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
66
Según las medidas realizadas por los diferentes métodos vemos que tenemos diferentes cotas en las que podemos resaltar que entre la metodología clásica y la fotogrametría tenemos una variación de ±16,6mm y que en la metodología Laser Laser-Escáner tenemos ±5.7mm.
5.3 Pieza supletoria a soldar
o Metodología clásica

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
67
o Metodología fotogrametría

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
68
o Metodología Laser-Escáner
Diámetro cabeza tornillo:
Clásica Fotogrametría Laser-Escáner Medida 17mm 17,1mm 17mm
Diferencia - 0.1mm 0mm
Tabla 2: Cuadro resumen medidas diámetro cabeza tornillo de pieza supletoria
Diámetro cuello tornillo:
Clásica Fotogrametría Laser-Escáner Medida 10,5mm 10,49mm 10,49mm
Diferencia - -0,01mm -0,01mm
Tabla 3: Cuadro resumen medidas diámetro cuello tornillo de pieza supletoria

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
69
Fondo pieza:
Clásica Fotogrametría Laser-Escáner Medida 15mm 14,8mm 14,09mm
Diferencia - -0,2 -0,91mm
Tabla 4: Cuadro resumen medidas fondo pieza supletoria
Longitud Pieza:
Clásica Fotogrametría Laser-Escáner Medida 100mm 99,99mm 99,99mm
Diferencia - -0.01mm -0,01mm
Tabla 5: Cuadro resumen medidas longitud pieza supletoria
Ancho mínimo pieza:
Clásica Fotogrametría Laser-Escáner Medida 29mm 28,8mm 28,14mm
Diferencia - -0,2mm -0,86mm
Tabla 6: Cuadro resumen medidas ancho mínimo pieza supletoria
Ancho máximo pieza:
Clásica Fotogrametría Laser-Escáner Medida 32mm 31,7mm 31,37mm
Diferencia - -0,3mm -0,63mm
Tabla 7: Cuadro resumen medidas ancho máximo pieza supletoria

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
70
En el diámetro de la cabeza del tornillo tenemos una variación máxima de 0,1mm mientras que en el diámetro del cuello del tornillo existe una variación de 0,01mm.
En las dimensiones de la pieza, en el fondo de la pieza existe una variación de 0,91mm, en la longitud de la pieza la variación es de 0,01mm, el ancho mínimo tiene una variación máxima de 0,86mm y en el ancho máximo la variación máxima de 0,63mm.
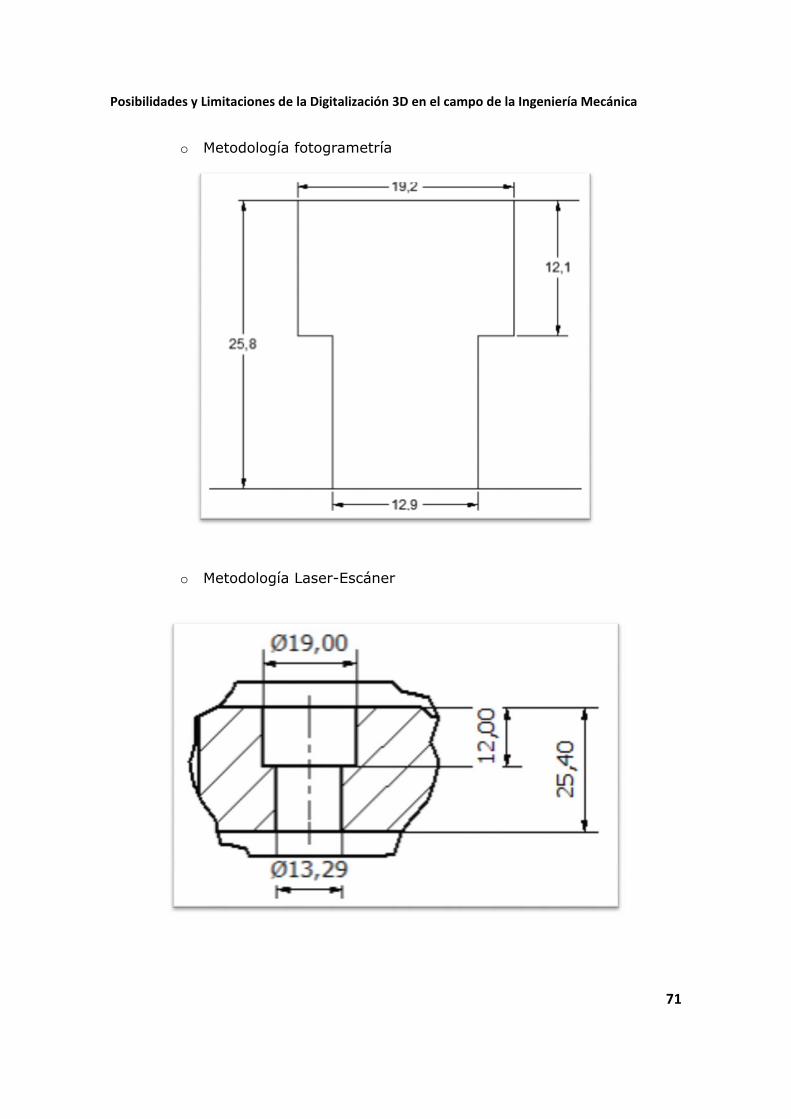
5.4 Tornillo anclaje rotor al eje
o Metodología clásica
Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
71
o Metodología fotogrametría
o Metodología Laser-Escáner

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
72
Diámetro cabeza del tornillo:
Clásica (mm)
Fotogrametría (mm)
Láser-Escáner (mm)
Agujero 1 19,00 19,18 19,03 Agujero 2 18,85 19,07 18,94 Agujero 3 18,90 19,24 18,85 Agujero 4 19,20 19,26 19,13 Agujero 5 19,00 19,22 19,02 Agujero 6 19,05 19,22 19,05
Media 19,00 19,20 19,00
Tabla 8: Cuadro resumen medidas diámetro cabeza tornillo anclaje
Figura 53: Distribución normal método clásico
0.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
18.80 18.90 19.00 19.10 19.20 19.30
Dist. Norm
al
Medida(mm)

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
73
Figura 54: Distribución normal Fotogrametría
Figura 55: Distribución normal Láser-Escáner
0.00
1.00
2.00
3.00
4.00
5.00
6.00
19.05 19.10 19.15 19.20 19.25 19.30
Dist. Norm
al
Medida(mm)
0.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
4.50
18.80 18.85 18.90 18.95 19.00 19.05 19.10 19.15
Dist. Norm
al
Medida(mm)

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
74
Figura 56: Comparación Distribución normal entre métodos
Largo mínimo del tornillo:
Clásica Fotogrametría Laser-Escáner Medida 25mm 25,8mm 25,4mm
Diferencia - 0,8mm 0,4mm
Tabla 9: Cuadro resumen medidas largo mínimo tornillo anclaje
Diámetro cuello tornillo:
Clásica Fotogrametría Laser-Escáner Medida 13mm 12,9mm 13,29mm
Diferencia - -0,1mm 0,29mm
Tabla 10: Cuadro resumen medidas diámetro cuello tornillo anclaje
0.00
1.00
2.00
3.00
4.00
5.00
6.00
18.80 18.90 19.00 19.10 19.20 19.30
Dist. Norm
al
Medida(mm)

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
75
Largo cabeza tornillo:
Clásica Fotogrametría Láser-Escáner Agujero 1 13,00 12,92 13,29 Agujero 2 13,05 12,94 13,34 Agujero 3 13,00 12,94 13,25 Agujero 4 12,90 12,87 13,17 Agujero 5 12,95 12,88 13,28 Agujero 6 13,10 13,02 13,39
Media 13,00 12,93 13,29
Tabla 11: Cuadro resumen medidas largo cabeza tornillo anclaje
Figura 57: Distribución normal método clásico
0.00
1.00
2.00
3.00
4.00
5.00
6.00
12.85 12.90 12.95 13.00 13.05 13.10 13.15
Dist. Norm
al
Medida(mm)

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
76
Figura 58: Distribución normal Fotogrametría
Figura 59: Distribución normal Láser-Escáner
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
12.86 12.88 12.90 12.92 12.94 12.96 12.98 13.00 13.02 13.04
Dist. Norm
al
Medida(mm)
0.00
1.00
2.00
3.00
4.00
5.00
6.00
13.15 13.20 13.25 13.30 13.35 13.40 13.45
Dist. Norm
al
Medida(mm)

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
77
Figura 60: Comparación Distribución normal entre métodos
Vemos que en la medida del diámetro de la cabeza del tornillo tenemos una variación máxima de ± 0.2mm. Así mismo se puede observar que el largo mínimo del tornillo tiene una variación máxima de ± 0.8mm. En el diámetro del cuello tenemos una variación máxima de ±0,29mm. Para finalizar en la medida del largo de la cabeza del tornillo existe una variación máxima de ±0.1mm.
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
12.80 12.90 13.00 13.10 13.20 13.30 13.40 13.50
Dist. Norm
al
Medida(mm)
Clásica Fotogrametría Láser‐Escáner

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
78
5.5 Ancho del rotor
o Metodología clásica
o Metodología fotogramétrica

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
79
o Metodología Laser-Escáner
Clásica Fotogrametría Laser-Escáner Medida 35mm 35,3mm 35mm
Diferencia - 0,3mm 0mm
Tabla 12: Cuadro resumen medidas ancho rotor
Existe una variación de ±0,3mm

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
80
6 PRESUPUESTOS 6.1 Presupuesto Metodología Clásica
Herramienta Precio Calibre de 200mm 23,41 euros Calibre de 1000mm 2200,04 euros
Set de Micrómetros exteriores 152,08 euros Set de Micrómetros interiores 152,46 euros
Sonda Calibre 3,80 euros
Tabla 13: Cuadro resumen precios Metodología Clásica
El total del coste de las herramientas utilizadas en la metodología clásica es de 2.531,79 euros.
Al coste de las herramientas utilizadas hay que sumarle el coste que supone a la empresa las horas del ingeniero haciendo las mediciones y después plasmando las medidas obtenidas en los croquis y en los planos.
6.2 Presupuesto Metodología basada en la Fotogrametría
Herramientas y Software Precio Cámara Sony A7 R-Mark ii 2200,45 euros Agisoft Photoscan 3091,72 euros Geomagic Wrap 17950 euros Autodesk Inventor Profesional 2019 2613,60 euros Autodesk AutoCAD 2018 2123,55 euros
Tabla 14: Cuadro resumen precios Metodología basada en la Fotogrametría
El total del coste de las herramientas y software utilizados en este método es de 27.979,32 euros.
Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
81
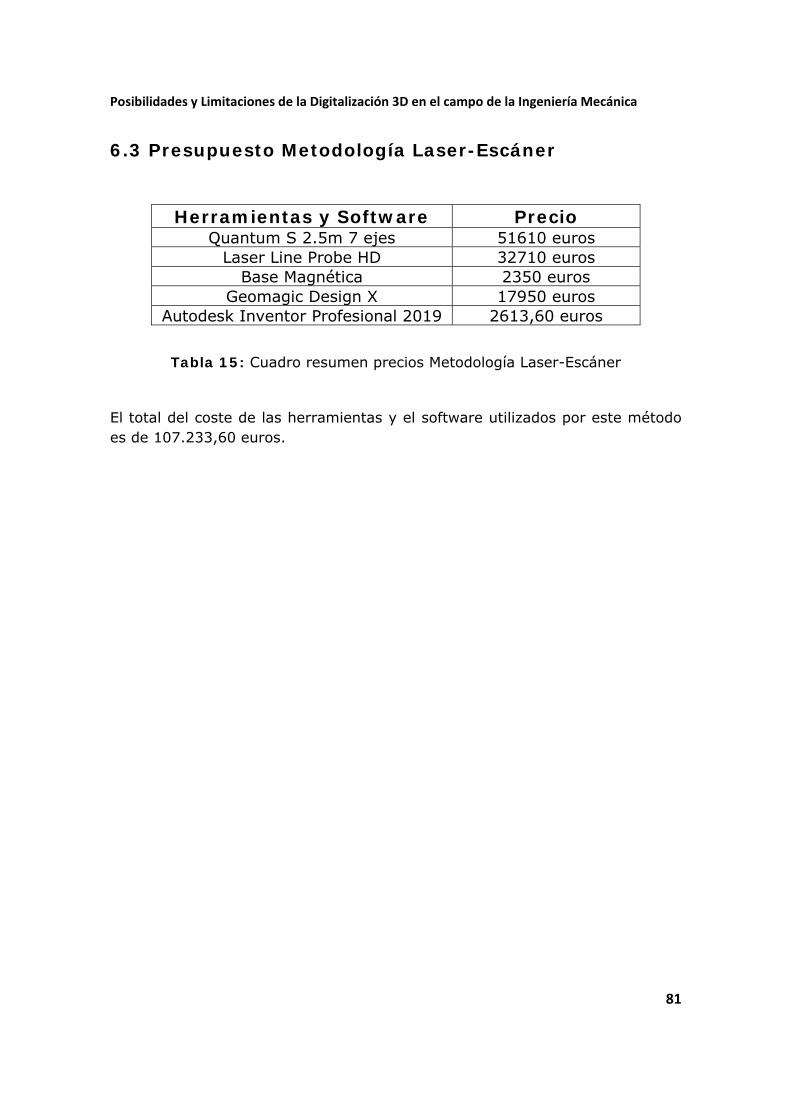
6.3 Presupuesto Metodología Laser-Escáner
Herramientas y Software Precio Quantum S 2.5m 7 ejes 51610 euros
Laser Line Probe HD 32710 euros Base Magnética 2350 euros
Geomagic Design X 17950 euros Autodesk Inventor Profesional 2019 2613,60 euros
Tabla 15: Cuadro resumen precios Metodología Laser-Escáner
El total del coste de las herramientas y el software utilizados por este método es de 107.233,60 euros.

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
82
7 CONCLUSIONES Para realizar las conclusiones he comparado las dos nuevas metodologías con la metodología clásica para ver qué ventajas e inconvenientes nos encontramos a la hora de escoger una u otra.
7.1 Metodología basada en la Fotogrametría La metodología basada en la Fotogrametría de Objeto Cercana es una
práctica muy económica y útil en el campo de la Ingeniería Mecánica, por lo que es muy válida tanto en una gran empresa como en una pequeña empresa.
Esta metodología es muy válida para usar en lugares donde no es posible usar otras metodologías, aunque es necesario tener una buena planificación a la hora de realizar el trabajo.
Aunque la Fotogrametría nos proporciona muy buenas resoluciones, en micras, y mejores que con la metodología clásica, hay que tener muy claro cuáles son las exigencias necesarias previas,
para planificar diferentes aspectos a seleccionar como el tipo de cámara fotográfica, la fuente de iluminación, los polarizadores, etc.
El tratamiento de las capturas debe ser realizado por un técnico bien cualificado en la materia y no como un proceso automático.
Es necesario un equipo informático potente con buenas prestaciones porque se trabaja con archivos bastante grandes que pueden dificultar y retrasar los trabajos que son necesarios realizar en el proceso como renderizar la pieza.
Es muy importante conocer la pieza y sus características como puede ser la superficie ya que podemos tener problemas a la hora de tomar las capturas por que tengamos brillos indeseados que nos dificulten las tomas.
También es muy importante conocer dónde va ubicada la pieza y conocer su finalidad para así poder dar prioridad a algunas zonas de la pieza donde tenga más importancia una mayor exactitud de las cotas.

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
83
7.2 Metodología basada en el Laser-Escáner Este tipo de metodología es mucho menos económica que la metodología
basada en la Fotogrametría y también en la metodología clásica por lo que realmente es viable en empresas grandes donde se pueden afrontar este tipo de desembolso.
Aunque esta tecnología ha avanzado mucho y se han reducido bastante las dimensiones de las herramientas que hay que utilizar, como puede ser el brazo articulado, estamos bastante condicionados por el entorno donde está la pieza.
Al igual que con la metodología basada en la fotogrametría, esta metodología nos proporciona muy buenas resoluciones, en micras, pero también hay que tener muy claro el proceso que hay que realizar para escoger entre las diferentes herramientas que nos proporciona la empresa, como pueden ser diferentes medidas del brazo articulado.
El tratamiento de la información recogida durante el proceso tiene que ser realizado también por un experto en la materia y no como un procedimiento automático.
En este tipo de metodología también es necesario un equipo bastante potente para poder realizar los trabajos necesarios.
En este método también es muy importante conocer la pieza y sus características como la superficie de la pieza por los motivos expuestos en la Fotogrametría.
Al igual que en la metodología basada en la Fotogrametría, es importante conocer el funcionamiento y la finalidad de la pieza para dar más importancia a partes de la pieza que requieran más exactitud en las medidas necesarias.

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
84
7.3 Conclusión final entre Metodologías La primera de las conclusiones que se puede derivar una vez realizado este estudio es que una metodología de trabajo no es mejor o peor que otra, sino que depende de las características de la pieza objeto de estudio (dimensiones, complejidad, tipo de superficie,...), de las fiabilidades que se pretenden obtener en base al material empleado (tipo de láser escáner, marca, modelo, cámara, objetivo, polarizador,...), del entorno en el que se va a trabajar,...
Las mediciones se realizaron en el taller mecánico, lo cual permite trabajar en un entorno más óptimo que en el lugar en el que se encuentra ubicada la pieza, pero también lleva parejo las vibraciones propias del taller ya que no fue posible parar el funcionamiento del mismo mientras se realizaba la captura de datos con el brazo escáner de FARO. Las vibraciones produjeron ruido en la información capturada.
La fotogrametría de objeto cercano es una buena técnica para este tipo de trabajos, tanto desde el punto vista económico como técnico.
Para trabajos en los que sea necesaria una gran precisión, será necesario recurrir al brazo de escaneado láser de FARO o a equipos de captura de información fotogramétrica con característica que garanticen dichas precisiones.
El tipo de superficie de la pieza (rugosidad, brillo, dimensiones,…) será un punto determinante a la hora de establecer el protocolo de medida en campo y a la hora de elegir qué metodología emplear.

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
85
8 BIBLIOGRAFÍA 8.1 Artículos
Enrique Molinelli Fernández. (2013) Aplicación de láser escáner acoplado a brazos de medición para la inspección e ingeniería inversa.
Matilde Balaguer Puig. (2016) Fotogrametría de objeto cercano. Carlos Morón Alguacil. (2018) Metodología de trabajo conjunto de
escaneado e impresión.
8.2 Libros Luhmann, Robson, Kyle, Harley. (2013) Close Range Photogrammetry Atkinson, K. B. Close range photogrammetry and machine vision. Fryer, J., Mitchell, H., Chandler (2007). Applications of 3D measurement
from images. Granshaw (2016). The Photogrammetric Record. Kraus, K (2007) Photogrammetry: Geometry from images and laser scans Tecklenburg, W., Luhman, T., Hastedt, H. (2001) Camera modeling with
image-variant parameters and finite elements Newton, I. and Mitchell, H. L. (1996) Medical photogrammetry. In
Atkinson (ed.) Close Range Photogrammetry and machine Vision. Whittles Publishing, Caithness, UK
Carbonell, M. (1989) Architectural photogrammetry. In Karara (ed.) NON-Topographic Photogrammetry
Brenner, C. and Haala, N. (1998) Fast production of virtual reality city models. International Archives of Photogrammetry and Remote Sensing
Fraser, C.S., Woods, A., Brizzi, D. (2005) Hiper redundandy for accuracy enhancement in automated close-range photogrammetry. The Photogrammetric Record
W. Lorensen, H. Cline. (1987) Marching Cubes: A High-Resolution 3D Surface Construction Algorithm Computer Graphics
Sanz A, Felix y Blanco F, Julio (2002) CAD-CAM. Gráficos, animación y simulación por computador
8.3 Manuales Faro Quantum Faroarm Geomagic Design

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
86
8.4 Sitios Web de interés http://es.3dsystem.com https://www.monografias.com/docs/APLICACIONES-DE-LA-
FOTOGRAMETRIA-EN-LA-ING-F34AKZUPC8UNY https://www.adobe.com/es/products/photoshop.html https://www.autodesk.es/products/inventor/overview https://es.wikipedia.org/wiki/Calibre_(instrumento)

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
87
ANEXOS

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
88
ANEXO 1-Galería fotográfica Láser-Escáner

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
89

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
90

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
91

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
92

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
93

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
94

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
95

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
96

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
97

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
98
Anexo 2- Galería fotográfica Fotogrametría

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
99

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
100

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
101

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
102

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
103

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
104

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
105

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
106

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
107

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
108

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
109

Posibilidades y Limitaciones de la Digitalización 3D en el campo de la Ingeniería Mecánica
110

Anexo 3- Planos obtenidos

A-A ( 1 : 7 )
A
A
1
1
2
2
3
3
4
4
5
5
6
6
Planos Metodología Clásica
Pablo Ruiz LLuch Pablo Ruiz LLuch
Diseño deRevisado por
1 / 5
Edición
Hoja
Escala
1/7

A-A ( 1 : 2 )
B ( 1 : 1 )
B
Planos Metodología Clásica
Pablo Ruiz LLuch Pablo Ruiz LLuch
Diseño deRevisado por
2 / 5
Edición
Hoja
Escala
19,00
12,00
13,00
25,40
Ø125 G6
Ø170,00
Ø220,00
20,00
Ø973,00
Ø900,00
Ø690,00
35,00
2,70x45
7,50x45
1/2

c-c ( 1 : 1 )
cc
Planos Metodología Clásica
Pablo Ruiz LLuch Pablo Ruiz LLuch
Diseño deRevisado por
3 / 5
Edición
Hoja
Escala
15,00
2,40
8,00
15,00
15,00
35,00
35,00
15,00
100,00
17,00
10,50
45,00
81,00
32,00
29,00
1/1

Planos Metodología Clásica
Pablo Ruiz LLuch Pablo Ruiz LLuch
Diseño deRevisado por
4 / 5
Edición
Hoja
Escala
M10
140,00
35,00
35,00
35,00
35,00
25,00
23,20
1,80
13,70 14,90 9,40
38,00
7/10

Planos Metodología Clásica
Pablo Ruiz LLuch Pablo Ruiz LLuch
Diseño deRevisado por
5 / 5
Edición
Hoja
Escala
1/5

A-A ( 1:7 )
A
A
Planos Faro
Pablo Ruiz LLuch Pablo Ruiz LLuch
Diseño deRevisado por
1 / 5
Edición
Hoja
Escala
1/7

A-A ( 1 : 2 )
B ( 1 : 1 )
A A
B
Planos Faro
Pablo Ruiz LLuch Pablo Ruiz LLuch
Diseño deRevisado por
2 / 5
Edición
Hoja
Escala
21,30
35,00
6,85x45
2,05x45
Ø19,00
12,00
25,40
Ø125,15
169,44
Ø218,81
686,23
905,70
Ø968,44
Ø13,29
1/2

C-C ( 1 : 1 )
C C
Planos Faro
Pablo Ruiz LLuch Pablo Ruiz LLuch
Diseño deRevisado por
3 / 5
Edición
Hoja
Escala
17,00
10,4999
45,13
31,37
28,14
14,90
35,10
35,10
14,90
99,99
14,09
14,99 2,64
8,19
1/1

Planos Faro
Pablo Ruiz LLuch Pablo Ruiz LLuch
Diseño deRevisado por
4 / 5
Edición
Hoja
Escala
M10
140,00
35,00
35,00
35,00
35,00
25,00
23,20
1,80
13,70 14,90 9,40
38,00
7/10

Planos Faro
Pablo Ruiz LLuch Pablo Ruiz LLuch
Diseño deRevisado por
5 / 5
Edición
Hoja
Escala
1/5



















