
Prensa Hidraulicafabricadora de Perfiles de Aluminio
35
1 1. DESCRIPCION DEL PROCESO DE PRENSADO Y EXTRUSION DIRECTA La fabricación de tubos o perfiles sobre punta de punzón se hace las más de las veces partiendo de un tocho macizo. La extrusión se caracteriza fundamentalmente por un corrimiento de las moléculas de un metal dúctil, producido como consecuencia de un fuerte impacto sobre el mismo, que eleva la temperatura de la masa metálica que lo recibe y provoca, como consecuenc ia, un flujo plástico de la misma. La primera operación consiste en comprimir el tocho en el interior del recipiente, condición indispensable para obtener una concentricidad correcta en la perforación, que se efectúa seguidamente por medio del punzón a gran velocidad, cua ndo se trata del aluminio puro o de aleaciones blandas con poca tendencia a la formación de grietas (ver gráfico de extrusión 1). Una vez realizada la perforación, se introduce alta presión en el cilindro pri ncipal para efectuar la extrusión propiamente dicha (ver gráfico de extrusión 2). Para asegurar una buena concentridad del tubo, deben tomarse, sin embargo, ciertas precauciones . Así, el juego recipiente-tocho debe ser mínimo, por ejemplo, para un recipiente de 150mm, 3mm como máximo en frío. También el perforado previo del tocho ha de ser bien centrado, y las caras transversales del tocho no deben presentar una falsa escuadra. Finalmente, el punzón será perfectamente rectilíneo y su cabeza cónica rigurosamente centrada con relación al cuerpo. La concentricidad de los tubos y su estado superficial interior es tanto mejor, cuanto menos lubricante se utilice. Se engrasa li geramente con sebo o grasa grafitada únicamente la extremidad de la punta del punzón. 2. METODOS SEGUIDOS EN LA FABRICACION DEL ALUMINIO DESTINADO A LA EXTRUSION La preparación del aluminio que se ha de someter a la extrusión tiene una gran importancia para los resultados que más tarde se obtienen al someter el material a la extrusión en frío. Son dos los métodos seguidos: 1- Preparación por fusión de un lingote de sección rectangular, que se lamina en forma de cinta del espesor necesario, de la cual se cortan los discos que se recocerán antes de extruir. 2- Preparación por fusión de una pieza de forma cilíndrica, que se extruye en caliente en forma de barra o lingote, para cortar después los discos, con matriz, o bien seccionarlos con herramientas de corte; estos discos también serán recocidos antes de someterlos a la extrusión.
-
Upload
teddychavet9845 -
Category
Documents
-
view
224 -
download
0
Transcript of Prensa Hidraulicafabricadora de Perfiles de Aluminio

8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 1/35
1
1. DESCRIPCION DEL PROCESO DE PRENSADO Y EXTRUSION DIRECTA
La fabricación de tubos o perfiles sobre punta de punzón se hace las más de las veces partiendo
de un tocho macizo.
La extrusión se caracteriza fundamentalmente por un corrimiento de las moléculas de un metal
dúctil, producido como consecuencia de un fuerte impacto sobre el mismo, que eleva la
temperatura de la masa metálica que lo recibe y provoca, como consecuencia, un flujo plástico
de la misma.
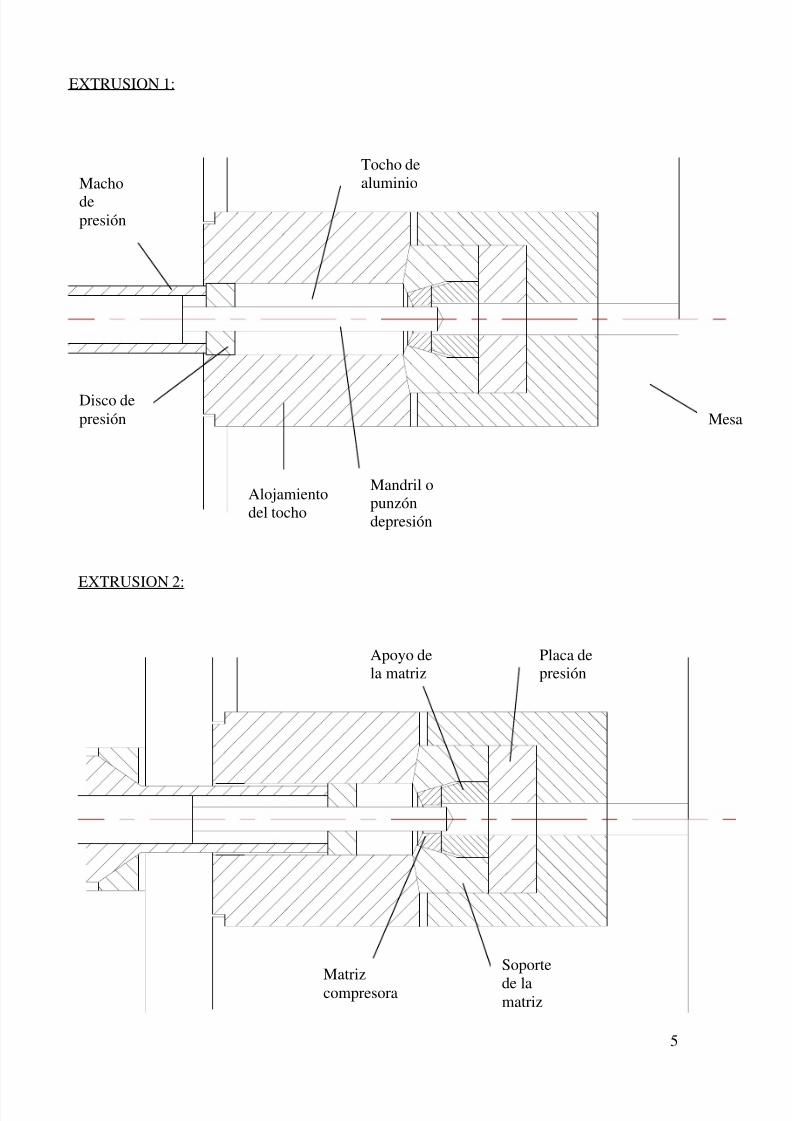
La primera operación consiste en comprimir el tocho en el interior del recipiente, condición
indispensable para obtener una concentricidad correcta en la perforación, que se efectúa
seguidamente por medio del punzón a gran velocidad, cuando se trata del aluminio puro o de
aleaciones blandas con poca tendencia a la formación de grietas (ver gráfico de extrusión 1).
Una vez realizada la perforación, se introduce alta presión en el cilindro principal para efectuar
la extrusión propiamente dicha (ver gráfico de extrusión 2).
Para asegurar una buena concentridad del tubo, deben tomarse, sin embargo, ciertas
precauciones. Así, el juego recipiente-tocho debe ser mínimo, por ejemplo, para un recipiente
de 150mm, 3mm como máximo en frío.
También el perforado previo del tocho ha de ser bien centrado, y las caras transversales del
tocho no deben presentar una falsa escuadra. Finalmente, el punzón será perfectamente
rectilíneo y su cabeza cónica rigurosamente centrada con relación al cuerpo.
La concentricidad de los tubos y su estado superficial interior es tanto mejor, cuanto menos
lubricante se utilice. Se engrasa ligeramente con sebo o grasa grafitada únicamente la
extremidad de la punta del punzón.
2. METODOS SEGUIDOS EN LA FABRICACION DEL ALUMINIO DESTINADO ALA EXTRUSION
La preparación del aluminio que se ha de someter a la extrusión tiene una gran importanciapara los resultados que más tarde se obtienen al someter el material a la extrusión en frío.
Son dos los métodos seguidos:
1- Preparación por fusión de un lingote de sección rectangular, que se lamina en forma de
cinta del espesor necesario, de la cual se cortan los discos que se recocerán antes de extruir.
2- Preparación por fusión de una pieza de forma cilíndrica, que se extruye en caliente en forma
de barra o lingote, para cortar después los discos, con matriz, o bien seccionarlos con
herramientas de corte; estos discos también serán recocidos antes de someterlos a la
extrusión.
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 2/35
2
Método 1: material laminado. Generalmente, la fusión se efectúa en hornos de gas, de los
cuales se saca el caldo para la colada y se vierte en moldes de 500 mm de profundidad por 365
mm de anchura y 35 mm de espesor, procurando mantener la pureza generalmente sobre el 99,6
% y dejando enfriar los lingotes después de efectuar la colada.
Una vez completamente fríos, vuelven a calentarse hasta 450 ºC, en hornos de gas, se laminan
en la primera pasada a 25 mm y se emplea, durante la laminación, una lubricación de aceite
pesado. Después, y antes de la segunda pasada, se recuece a una temperatura que oscila entre
los 450ºC y 500ºC reduciendo el espesor en esta forma:
Segunda pasada 450ºC, reducción a 18 mm
Tercera pasada 450ºC, reducción a 10 mm
Cuarta pasada 500ºC, reducción a 5 mm
Después de la cuarta pasada se realiza un segundo recocido entre 450º y 500ºC durante doshoras.
Preparado el material en estas condiciones, se relamina en frío hasta el espesor requerido para
los discos a extruir, los cuales serán cortados a matriz.
Método 2: material extruído. El aluminio para la preparación por extrusión se suele fundir en
hornos eléctricos, con preferencia basculantes, manteniendo la temperatura de fusión
constantemente a 700ºC; la pureza del material oscila dentro de los límites que anteriormente
hemos indicado.
El material se vierte en unos moldes de un metro de longitud aproximadamente, y una vez
obtenido el lingote, se recorta en sus extremos en unos 10 cm, se decapa mediante la separación
por corte de toda la capa exterior del lingote, y se deja solamente el núcleo del mismo en
condiciones de someterlo a extrusión.
Antes de la extrusión, que se hace en caliente, los lingotes, preparados como se ha indicado
más arriba, se calientan en hornos eléctricos de túnel, que se encuentran a su entrada a 700ºC de
temperatura, y a 600ºC a la salida. El calentamiento de las piezas se mide con pirómetros de
contacto; la temperatura a que éstas se deben encontrar es de 430 a 460ºC.
Una vez sometida a la temperatura, la pieza pasa a la operación de extrusión, aplicando, para la
reducción, el método directo, lo cual evita defectos tales como vías, grietas, etc.
El material así extruido tendrá perfiles adecuados, de donde se seccionarán las piezas que se
someterán luego a la extrusión en frío.
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 3/35
3
3. RECOCIDO DE LAS PIEZAS ANTES DE PROCEDER A LA EXTRUSION
Todas las piezas deben ser recocidas antes de someterlas a la extrusión; esta operación tiene por
objeto la máxima plasticidad del metal. Corrientemente, las piezas se recuecen a 520 ºC durante
12 minutos, o también a 400ºC durante 30 min.; un tipo u otro de calentamiento es indiferente,
y la única particularidad que indique la conveniencia del primero es la economía de tiempo.
La operación suele efectuarse en hornos continuos, aunque también pueden emplearse hornos
de mufla. El pirómetro empleado será de contacto.
Parece, sin embargo, que las mejores condiciones de tamaño de grano y plasticidad se obtienen
de la siguiente manera: Primeramente, la temperatura se va elevando lentamente hasta que
empieza la recristalización, fenómeno que sobreviene alrededor de los 250ºC; haciendo durar el
proceso tres cuarto de hora, una vez pasado este tiempo y alcanzada la temperatura indicada, la
temperatura se eleva rápidamente hasta los 530ºC, a la que serán mantenidas las piezas durante
10 min. aproximadamente.
Esta combinación de calentamiento lento hasta 250ºC, seguido de calentamiento rápido hasta
530ºC, produce el máximo ablandamiento y ductilidad en un material terminado. La velocidad
de enfriamiento a partir de la temperatura de recocido no se considera crítica, pero se obtienen
los mejores resultados si las piezas se dejan enfriar fuera del contacto del aire, por ejemplo
sumergiéndolas en agua, o mejor aún, recubriéndolas de fibras de asbesto.
Es conveniente no extruir las piezas inmediatamente después de recocerlas. Es prudente dejar
transcurrir un mínimo de 8 días antes de su empleo, lo cuáles debido a que las transformaciones
no se realizan tan rápidamente como puede parecer, sino que el metal sigue reaccionando en
frío durante algún tiempo.
Personalmente el autor ha empleado un recocido de 400ºC, durante media hora, utilizando un
horno eléctrico de mufla. El enfriamiento se efectúa en agua, obteniendo con ello buenos
resultados. Generalmente, en algunas ocasión en que se han trabajado metales de elevado
contenido de cobre, el recocido aplicado ha sido el siguiente: se ha elevado la temperatura delhorno hasta 600ºC, dejando, una vez alcanzada la misma, que descienda lentamenta hasta los
400ºC, operación que dura aproximadamente media hora; en tales condiciones, las piezas se
enfrían por el método habitual.
Las piezas se han empleado normalmente, después de haber transcurrido un promedio de dos a
tres días después de su recocido; en estas condiciones se observa una fluidez mayor que cuando
se han empleado inmediatamente después de recocido, o pocas horas después del mismo.

8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 4/35
4
4. ALEACIONES DE ALUMINIO DE EXTRUSIÓN
Todas las aleaciones de aluminio de deformación plástica son susceptibles de aceptar el
proceso de extrusión y su empleo permite cubrir numerosos sectores y resolver problemas tan
diferentes como los que se presentan en decoración, construcción mecánica, resistencia a la
corrosión atmosférica y a los agentes químico, etc.
Desde el punto de vista de extrusión se distinguen tres clases de aleaciones:
- aleaciones blandas, poco cargadas con elementos de adición:
A4, A5, AB, A9, A-G1, A-SG, A-GS, A-M1.
- aleaciones semiduras:
a base de magnesio: A-G3;
a base de cinc: A-Z4G, A-Z5G.
- aleaciones duras:
a base de magnesio: A-G4, A-G5;
a base de cobre y magnesio: A-U4G, A-U4SG, A-U4G1;
a base de cinc, magnesio y cobre: A-Z5GU, A-Z8GU.
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 5/35
5
EXTRUSION 1:
EXTRUSION 2:
Disco de
presión
Mandril o
punzón
depresión
Macho
depresión
Mesa
Alojamiento
del tocho
Placa de
presión
Apoyo de
la matriz
Soporte
de lamatriz
Matrizcompresora
Tocho de
aluminio
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 6/35
6
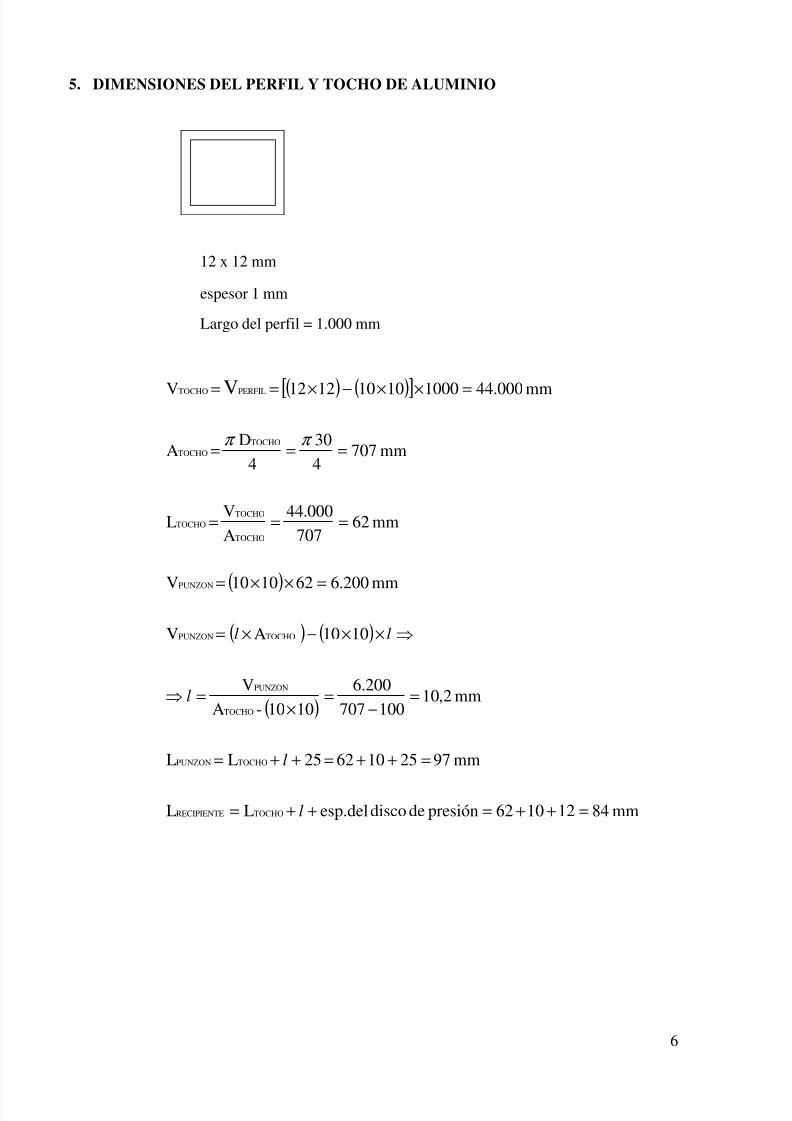
5. DIMENSIONES DEL PERFIL Y TOCHO DE ALUMINIO
12 x 12 mm
espesor 1 mm
Largo del perfil = 1.000 mm
( ) ( )[ ]
( )
( ) ( )
( )
mm84121062presióndediscoesp.delLL
mm9725106225LL
mm2,10100707
200.6
1010-A
V
1010AV
mm200.6621010V
mm62707
000.44
A
V L
mm7074
30
4
D A
mm000.44100010101212V
TOCHO RECIPIENTE
TOCHO PUNZON
TOCHO
PUNZON
TOCHO PUNZON
PUNZON
TOCHO
TOCHO
TOCHO
TOCHO
TOCHO
PERFILTOCHO V
=++=++=
=++=++=
=−
=×
=⇒
⇒××−×=
=××=
===
===
=××−×==
l
l
l
ll
π π

8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 7/35
7
6. ESFUERZOS DE COMPRESION QUE SOLICITAN EL PUNZON Y LA MATRIZ
EXTRUSION 1:
EXTRUSION 2:
cm
kg 225
mm
kg 2,25
matrizlaypunzónelsolicitanquecompresióndeEsfuerzo
kg1.5900,1515707P
1laver tab15%15
0,15607
707 ln
A-A
Aln
mm607100-707A-A
mm1001010A
mm7074
30 A
A-A
AlnRdAP
PERFILTOCHO
TOCHO
PERFILTOCHO
PERFIL
TOCHO
PERFILTOCHO
TOCHO TOCHO
==
=××=
=⇒=
==
==
=×=
==
××=
c
mm
kg Rd
σ
ϕ
π
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 8/35
8
P = 40.000 kg
σc = 66 kg/mm2
= 6.600 kg/cm2
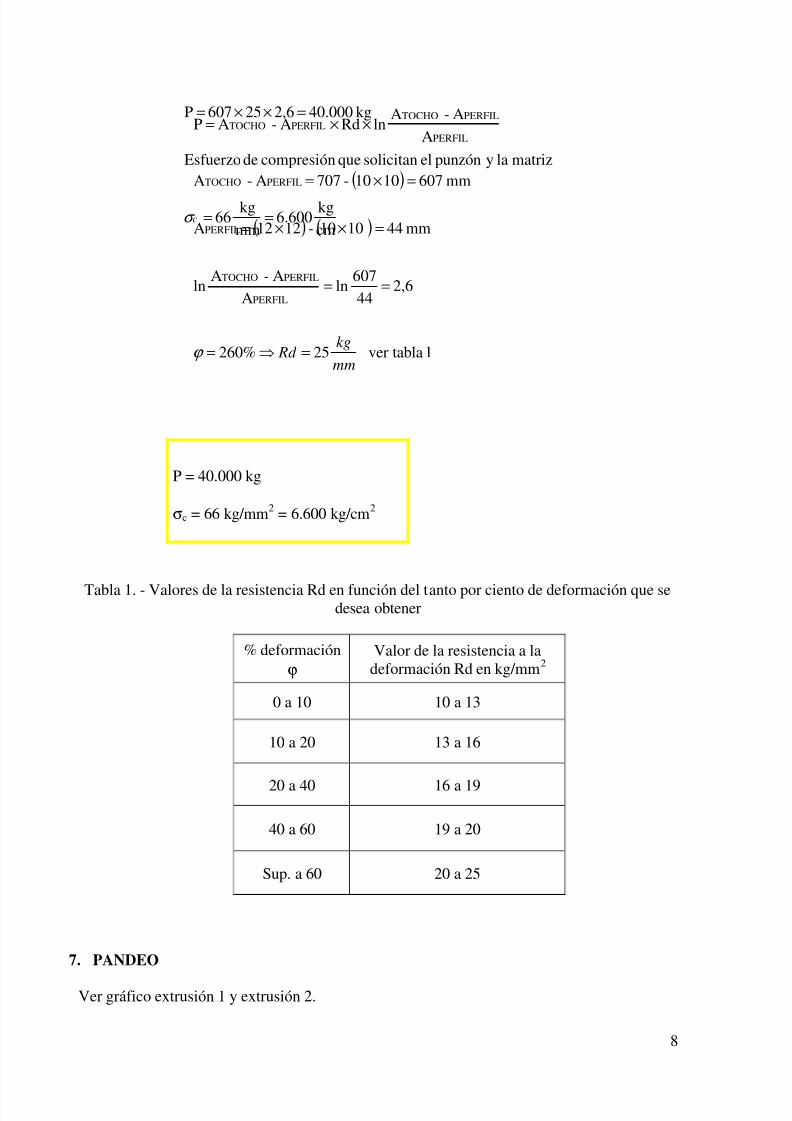
Tabla 1. - Valores de la resistencia Rd en función del tanto por ciento de deformación que sedesea obtener
% deformación
ϕ
Valor de la resistencia a la
deformación Rd en kg/mm2
0 a 10 10 a 13
10 a 20 13 a 16
20 a 40 16 a 19
40 a 60 19 a 20
Sup. a 60 20 a 25
7. PANDEO
Ver gráfico extrusión 1 y extrusión 2.
( )
( ) ( )
1laver tab25%260
2,644
607 ln
A
A-Aln
mm441010-1212A
mm6071010-707A-A
A
A-AlnRdA-AP
PERFIL
PERFILTOCHO
PERFIL
PERFILTOCHO
PERFIL
PERFILTOCHO PERFILTOCHO
mm
kg Rd =⇒=
==
=××=
=×=
××=
ϕ
cm
kg 6.600
mm
kg 66
matrizlaypunzónelsolicitanquecompresióndeEsfuerzo
kg40.0002,625607P
==
=××=
cσ

8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 9/35
9
Distancia aproximada de las partes empotradas ≈ 110 mm
Empotrado - Empotrado ⇒ k = 4
1.590 kg < 640.000 kg El mandril o punzón de presión soporta el pandeo.
Distancia aproximada de las partes empotradas ≈ 90 mm
Empotrado - Empotrado ⇒ k = 4
40.000 kg < 21.804.444 kg El macho de presión soporta el pandeo.
8. COLUMNAS
4 columnas de acero SAE 1025:
Tensión de tracción = 54 kg/mm2
Tensión de fluencia = 28 kg/mm2
Tensión de fatiga = 24 kg/ mm2
Dureza HB = 160
Templado en agua, temperatura de revenido 700ºC
La tensión admisible es de 900 a 1000 kg/cm2
kg640.00011
0,08 102,2 104
l
JE KP
cm0,0812
1
12
h J
=××
××=×
=
===
π
kg21.804.4449,0
2,23 102,2 104
l
JE KP
cm2,2364
)2,0 - 2,8(
64
)d-D( J
=××
××=×
=
===
π
π π

8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 10/35
10
d1 = 40 mm
La rosca de las columnas de las prensas poderosas se hace de sección trapezoidal, con una
inclinación de 30º, y las tuercas con una ranura para la colocación de los pernos.
Norma DIN 103: rosca trapecial de un filete
de tabla:
diámetro del núcleo del tornillo d1 = 43,5 mm
diámetro de la rosca del tornillo d = 52 mm
profundidad de la rosca del tornillo t1 = 4,25 mm
diámetro medio de la rosca d2 = 48 mm
paso h = 8 mm
profundidad de apoyo t2 = 3,5 mm
diámetro de la rosca de la tuerca D = 52,5 mm
diámetro del agujero de la tuerca D1 = 45 mm
profundidad de la rosca de la tuerca T = 3,75 mm
mm40mm37,6cm3,76A4
d
4
d A
cm11,11900
10.000
P A
A
P
kg10.0004
40.000 P
1
1
≈==
×=⇒
⇒×
=
===⇒
⇒=
==
π
π
σ
σ
adm
adm
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 11/35
11
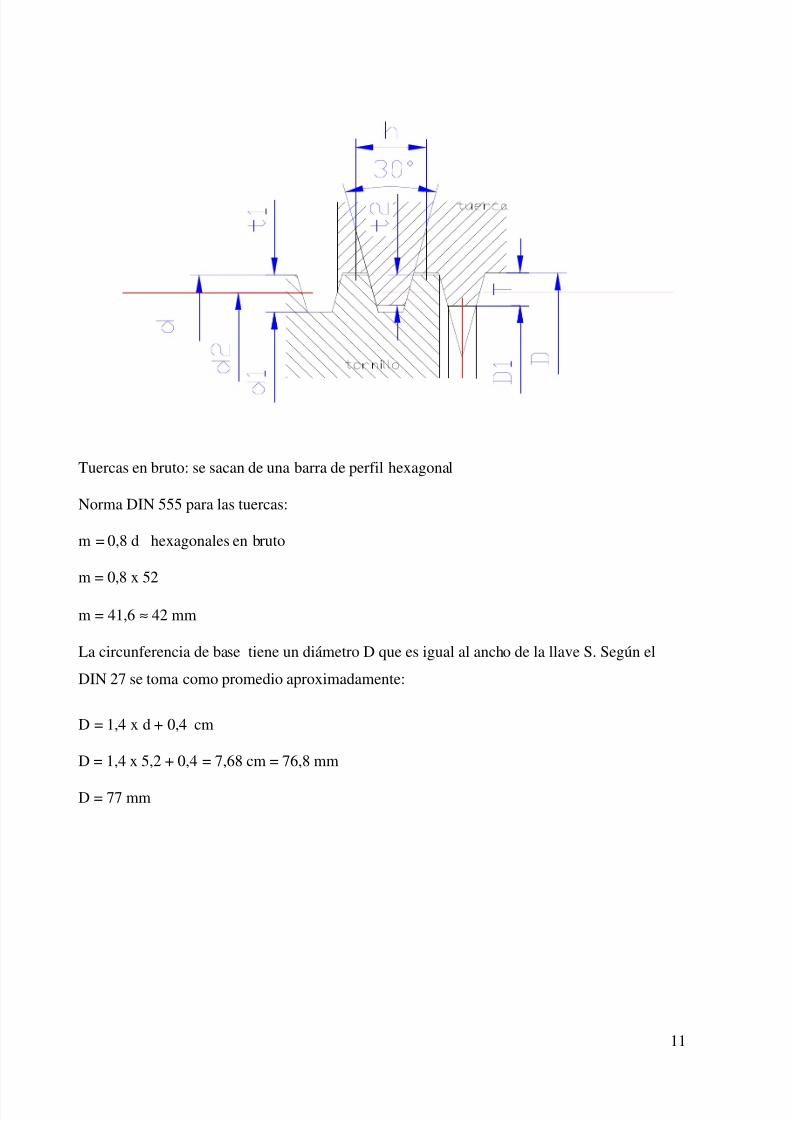
Tuercas en bruto: se sacan de una barra de perfil hexagonal
Norma DIN 555 para las tuercas:
m = 0,8 d hexagonales en bruto
m = 0,8 x 52
m = 41,6 ≈ 42 mm
La circunferencia de base tiene un diámetro D que es igual al ancho de la llave S. Según el
DIN 27 se toma como promedio aproximadamente:
D = 1,4 x d + 0,4 cm
D = 1,4 x 5,2 + 0,4 = 7,68 cm = 76,8 mm
D = 77 mm
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 12/35
12
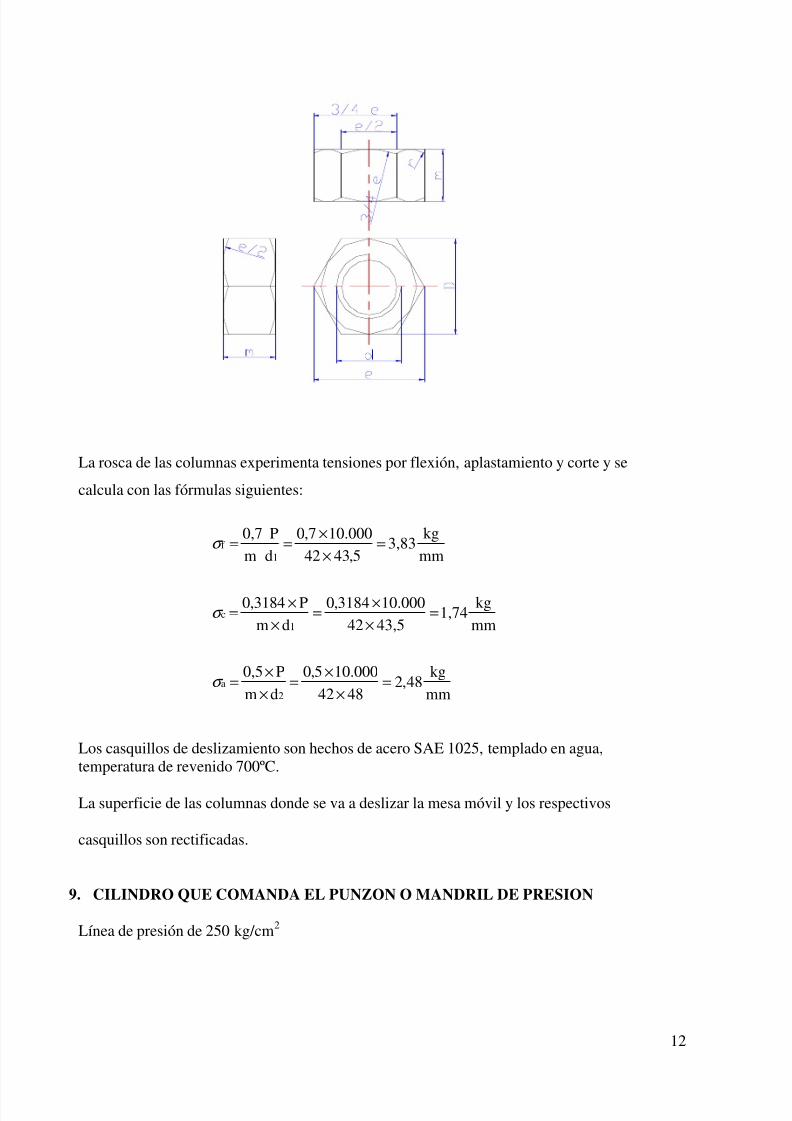
La rosca de las columnas experimenta tensiones por flexión, aplastamiento y corte y se
calcula con las fórmulas siguientes:
Los casquillos de deslizamiento son hechos de acero SAE 1025, templado en agua,
temperatura de revenido 700ºC.
La superficie de las columnas donde se va a deslizar la mesa móvil y los respectivos
casquillos son rectificadas.
9. CILINDRO QUE COMANDA EL PUNZON O MANDRIL DE PRESION
Línea de presión de 250 kg/cm2
mm
kg48,2
4842
10.0005,0
dm
P0,5
mm
kg1,74
43,542
10.0003184,0
dm
P0,3184
mm
kg3,83
5,4324
10.0007,0
dm
P 0,7
2
a
1
c
1
f
=×
×=
×
×=
=×
×=
×
×=
=×
×==
σ
σ
σ
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 13/35
13
P = 1590 kg
De catálogo CILINDROS HIDRAULICOS MODELO CH:
Determino un cilindro hidráulico CH 15 serie 250 línea de alta presión
Diámetro interior del émbolo = 38,1 mm recorrido del émbolo = 170 mm
Montaje frontal cuadrado
Ver dimensiones, características técnicas, y sistema de montaje en catálogo ALECAR.
10. EMBOLO QUE COMANDA EL MACHO DE PRESION
Línea de presión de 250 kg/cm2
P = 40.000 kg
De acero, deben tener la superficie bien pulida y ser de dureza bien elevada, la tensión
admisible es de 600 a 700 kg/cm2
Acero SAE 1045, templado en agua, temperatura de revenido 425ºC
Tensión de tracción = 80 kg/mm2
Tensión de fluencia = 56 kg/mm2
Tensión de fatiga = 45 kg/ mm2
Dureza HB = 235
mm28,4cm84,26,364A4
D
cm6,36 250
PA
==×=×=
==
π π
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 14/35
14
Sellado del vástago
Tabla de selección del ovnipak (ver catálogo)
Dimensiones nominales del ovnipak:
Nº de ovnisa: O-37507000-625B (sección 3/8")
F = diámetro interior = 177,8 mm
Diámetro exterior = 196,85 mm
H = altura = 15,88 mm
S = sección = 3/8" = 9,52 mm
Dimensiones del alojamiento:
Al diámetro del vástago F se le suman dos secciones nominales obteniendo de esta manera la
cota exterior diametral V:
V = F + 2 S = 177,8 + 2 x 9,52 = 196,84 mm
Si a F se le agrega el juego diametral K resulta el diámetro interior del cilindro D:
D = F + K = 177,8 + 0,20 = 178 mm
El ancho del alojamiento M deberá ser un 10% mayor que la altura del sello H:
M = 10% H + H = 1,588 + 15,88 = 17,468 mm
( )
mm91,4D
cm9,140,4
600
2501,73-600 3,17D
0,5a0,3p1,73-
DD
mm173diseñodemm30mm143DD
mm143cm27,14
1604A4
D
cm160 250
PA
int.
int.
ext.int
ext.embolo
=
=−×
×=
=−×=
=+==
≈=
×
=
×
=
==
adm
adm
σ
σ
π π
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 15/35
15
Limpiavástago
Tabla de selección de limpiavástagos (ver catálogo)
Dimensiones nominales del limpiavástago:
Código L-7000
Diámetro del vástago = 177,8 mm
P = diámetro exterior = 196,85 mm
V = espesor de la base = 3/8 = 9,52 mm
Diámetro real entre labios = 176,4 mm
Dimensiones del alojamiento:
D = 196,77+0,006 -0,000
T = 9,50+0,004 -0,000
K = 190,32+0,010 -0,000
Banda antifricción
Tabla de selección de ovnibaf (ver catálogo)
Dimensiones nominales del ovnibaf:
T = espesor de la banda oscila entre 3,048 y 3,175 mm
Dimensiones del alojamiento:
Al diámetro máximo del vástago K le sumamos dos veces el espesor máximo de la banda T y
obtendremos el diámetro mínimo del alojamiento P:
Pmín. = K + 2 x Tmáx = 177,8 + 2 x 3,175 = 184,15 mm
Si al valor Pmín. le sumamos la tolerancia de mecanizado obtendremos el diámetro máximo de
alojamiento Pmáx :
Pmáx = Pmín. + tolerancia de mecanizado = 184,15 + 0,006 = 184,156 mm
P = diámetro del alojamiento = 184,15+0,006 -0,000
Q = diámetro interno del cilindro = 178 mm
V = la ranura para alojar la banda = 13 mmSellado del vástago
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 16/35
16
Tabla de selección del ovnipak (ver catálogo)
Dimensiones nominales del ovnipak:
Nº de ovnisa: O-18701187-312B (sección 3/16")
F = diámetro interior = 30,16 mm
Diámetro exterior = 39,68 mm
H = altura = 7,94 mm
S = sección = 3/16" = 4,76 mm
Dimensiones del alojamiento:
Al diámetro del vástago F se le suman dos secciones nominales obteniendo de esta manera la
cota exterior diametral V:
V = F + 2 S = 30,16 + 2 x 4,76 = 39,68 mm
Si a F se le agrega el juego diametral K resulta el diámetro interior del cilindro D:
D = F + K = 30,16 + 0,12= 30,28 mm
El ancho del alojamiento M deberá ser un 10% mayor que la altura del sello H:
M = 10% H + H = 0,794 + 7,94 = 8,734 mm
Limpiavástago
Tabla de selección de limpiavástagos (ver catálogo)
Dimensiones nominales del limpiavástago:
Código L-1187
Diámetro del vástago = 30,16 mm
P = diámetro exterior = 39,68 mm
V = espesor de la base = 3/16 = 4,76 mm
Diámetro real entre labios = 29,16 mm
Dimensiones del alojamiento:
D = 39,62+0,006 -0,000
T = 4,75+0,004 -0,000
K = 36,45+0,010 -0,000
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 17/35
17
Banda antifricción
Tabla de selección de ovnibaf (ver catálogo)
Dimensiones nominales del ovnibaf:
T = espesor de la banda oscila entre 3,048 y 3,175 mm
Dimensiones del alojamiento:
Al diámetro máximo del vástago K le sumamos dos veces el espesor máximo de la banda T y
obtendremos el diámetro mínimo del alojamiento P:
Pmín. = K + 2 x Tmáx = 30,16 + 2 x 3,175 = 36,51 mm
Si al valor Pmín. le sumamos la tolerancia de mecanizado obtendremos el diámetro máximo de
alojamiento Pmáx :
Pmáx = Pmín. + tolerancia de mecanizado = 36,51 + 0,006 = 36,516 mm
P = diámetro del alojamiento = 36,51+0,006 -0,000
Q = diámetro interno del cilindro = 30,28 mm
V = la ranura para alojar la banda = 13 mm
El largo del émbolo se determina por la fórmula:
L = carrera del émbolo + profundidad del sellado, limpiavástago, banda antifricción +
profundidad de diseño
L = 154 mm + 52 mm + 25 mm = 231 mm
El radio del émbolo:
R ≥ 0,25 x (diámetro del émbolo / 2) = 0,25 x (177,8 / 2) =
R ≥ 22 mm
11. CILINDRO QUE COMANDA EL MACHO DE PRESION
Acero SAE 1045, templado en agua, temperatura de revenido 425ºC
Tensión de tracción = 80 kg/mm2
Tensión de fluencia = 56 kg/mm2
Tensión de fatiga = 45 kg/ mm2
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 18/35
18
Dureza HB = 235
Deben tener la superficie bien pulida.
La tensión admisible es 750 kg/cm2
δ: fondo del cilindro
δ = (1,5 a 2,5) x ( re - ri) = 1,7 x (133 - 88,9) = 76mm
El diámetro de la abertura para el paso del líquido de trabajo debe proyectarse tomando la
velocidad de aquel no superior a 10 m/s.
10 m/s = 600 m/min
Q = v x S ⇒
⇒ S = Q / v = 0,9636 m3
/ 600 m/min = 0,001606 m2
= 16,06 mm2
S = π D2
/ 4 = 16,06 ⇒ D = 4,52 mm
D > 4,52 mm
12. MATERIAL UTILIZADO EN LAS MESAS
Fundición gris de alta calidad GG-26, espesor de paredes en la pieza de fundición de 8 hasta
15 mm:
Tensión de tracción = 28 kg/mm2
Tensión a la flexión = 48 kg/mm2
Flecha de rotura = 5 mm
Según DIN 1691
13. MESA QUE SOSTIENE LA MATRIZ
mm266D
cm6,26 2501,73750
750 17,3D
p1,73 DD
ext.
ext.
int.ext.
=
=×−
=
=−
=adm
adm
σ
σ
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 19/35
19
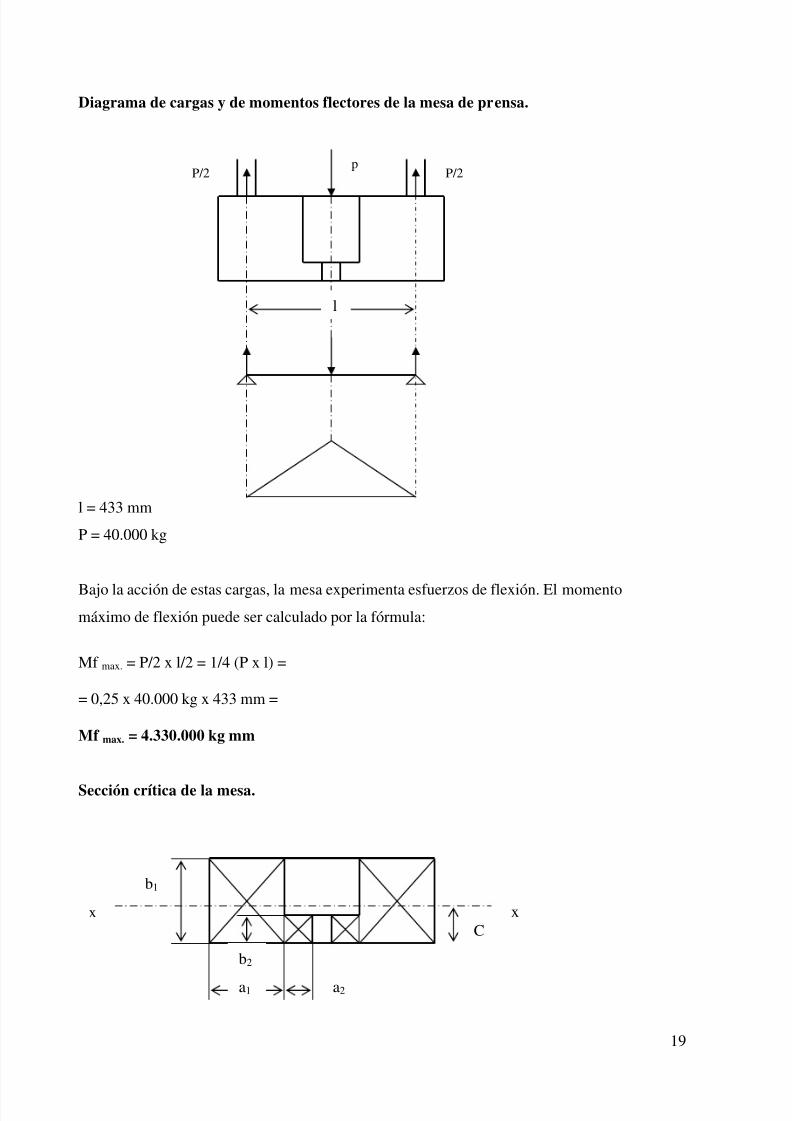
Diagrama de cargas y de momentos flectores de la mesa de prensa.
l = 433 mm
P = 40.000 kg
Bajo la acción de estas cargas, la mesa experimenta esfuerzos de flexión. El momento
máximo de flexión puede ser calculado por la fórmula:
Mf max. = P/2 x l/2 = 1/4 (P x l) =
= 0,25 x 40.000 kg x 433 mm =
Mf max. = 4.330.000 kg mm
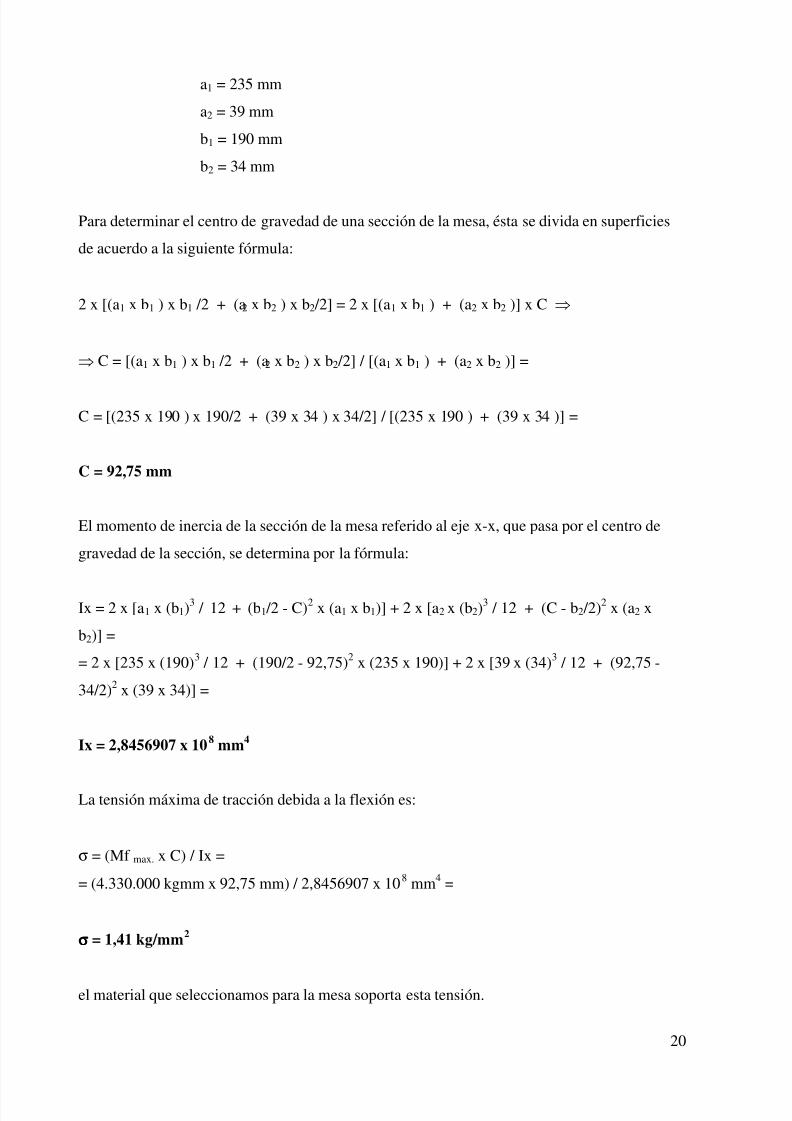
Sección crítica de la mesa.
P/2p
P/2
l
a1 a2
b2
b1
xx
C
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 20/35
20
a1 = 235 mm
a2 = 39 mm
b1 = 190 mm
b2 = 34 mm
Para determinar el centro de gravedad de una sección de la mesa, ésta se divida en superficies
de acuerdo a la siguiente fórmula:
2 x [(a1 x b1 ) x b1 /2 + (a2 x b2 ) x b2 /2] = 2 x [(a1 x b1 ) + (a2 x b2 )] x C ⇒
⇒ C = [(a1 x b1 ) x b1 /2 + (a2 x b2 ) x b2 /2] / [(a1 x b1 ) + (a2 x b2 )] =
C = [(235 x 190 ) x 190/2 + (39 x 34 ) x 34/2] / [(235 x 190 ) + (39 x 34 )] =
C = 92,75 mm
El momento de inercia de la sección de la mesa referido al eje x-x, que pasa por el centro de
gravedad de la sección, se determina por la fórmula:
Ix = 2 x [a1 x (b1)3
/ 12 + (b1 /2 - C)2
x (a1 x b1)] + 2 x [a2 x (b2)3
/ 12 + (C - b2 /2)2
x (a2 x
b2)] =
= 2 x [235 x (190)3
/ 12 + (190/2 - 92,75)2
x (235 x 190)] + 2 x [39 x (34)3
/ 12 + (92,75 -
34/2)2
x (39 x 34)] =
Ix = 2,8456907 x 108 mm4
La tensión máxima de tracción debida a la flexión es:
σ = (Mf max. x C) / Ix =
= (4.330.000 kgmm x 92,75 mm) / 2,8456907 x 108
mm4
=
σσσσ = 1,41 kg/mm2
el material que seleccionamos para la mesa soporta esta tensión.
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 21/35
21
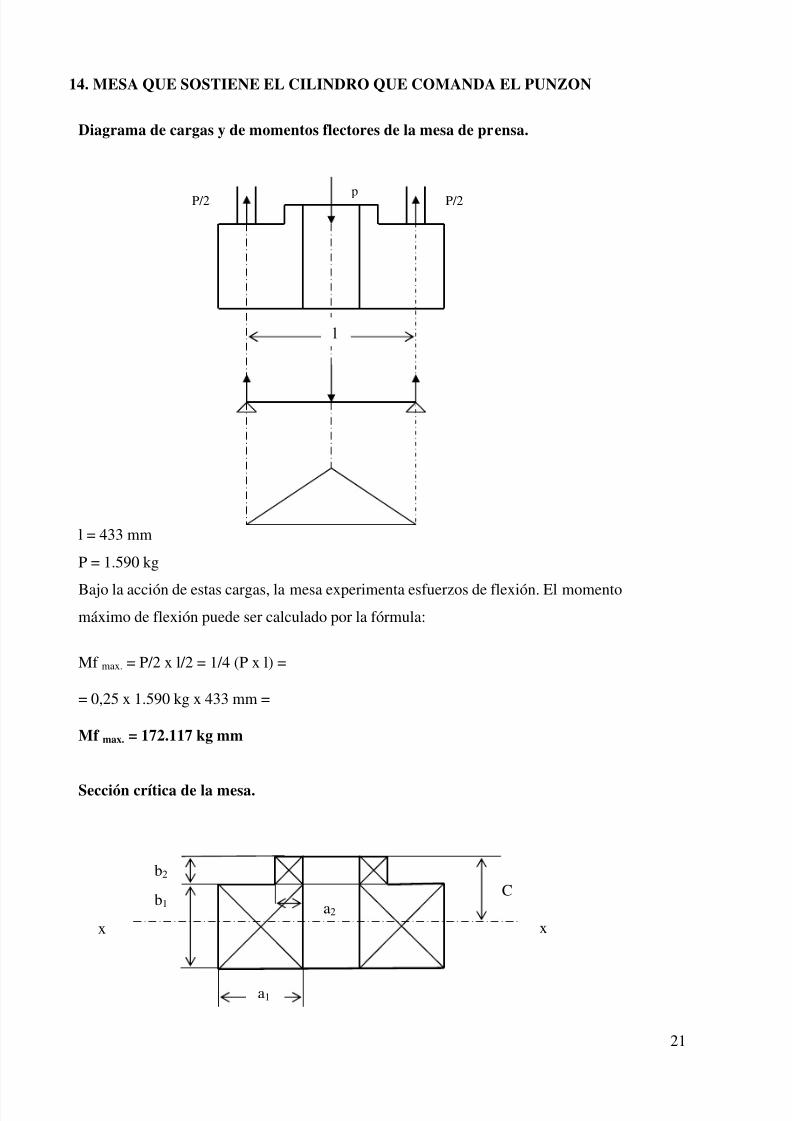
14. MESA QUE SOSTIENE EL CILINDRO QUE COMANDA EL PUNZON
Diagrama de cargas y de momentos flectores de la mesa de prensa.
l = 433 mm
P = 1.590 kg
Bajo la acción de estas cargas, la mesa experimenta esfuerzos de flexión. El momento
máximo de flexión puede ser calculado por la fórmula:
Mf max. = P/2 x l/2 = 1/4 (P x l) =
= 0,25 x 1.590 kg x 433 mm =
Mf max. = 172.117 kg mm
Sección crítica de la mesa.
P/2pP/2
l
a1
b1
b2
a2
xx
C

8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 22/35
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 23/35
23
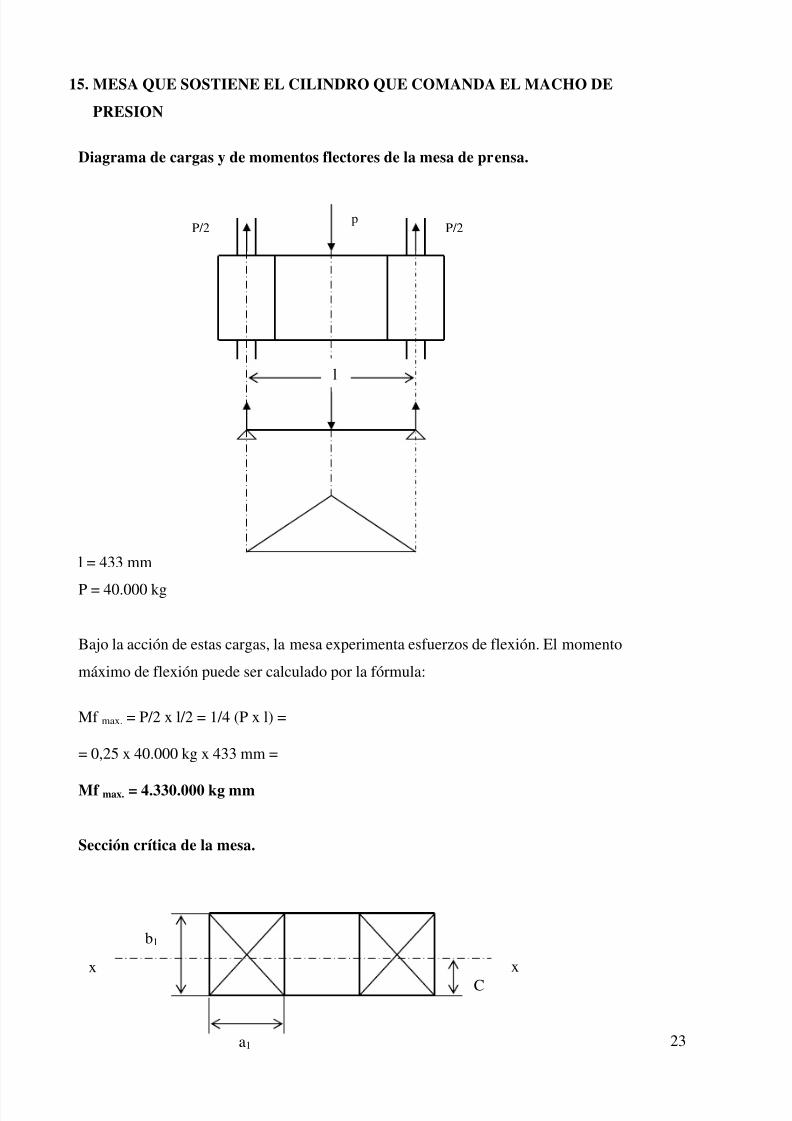
15. MESA QUE SOSTIENE EL CILINDRO QUE COMANDA EL MACHO DE
PRESION
Diagrama de cargas y de momentos flectores de la mesa de prensa.
l = 433 mm
P = 40.000 kg
Bajo la acción de estas cargas, la mesa experimenta esfuerzos de flexión. El momento
máximo de flexión puede ser calculado por la fórmula:
Mf max. = P/2 x l/2 = 1/4 (P x l) =
= 0,25 x 40.000 kg x 433 mm =
Mf max. = 4.330.000 kg mm
Sección crítica de la mesa.
P/2p
P/2
l
a1
b1
xx
C
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 24/35
24
a1 = 147 mm
b1 = 321 mm
c = b1 / 2
El momento de inercia de la sección de la mesa referido al eje x-x, que pasa por el centro de
gravedad de la sección, se determina por la fórmula:
Ix = 2 x [a1 x (b1)3
/ 12 = 2 x [147 x (321)3
/ 12 =
Ix = 8,1036594 x 108 mm4
La tensión máxima de tracción debida a la flexión es:
σ = (Mf max. x C) / Ix =
= (4.330.000 kgmm x 160,5mm) / 8,1036594 x 108
mm4
=
σσσσ = 0,85 kg/mm2
el material que seleccionamos para la mesa soporta esta tensión.
16. CONDICIONES GENERALES PARA EL DISEÑO DE LOS ÚTILES DESTINADOS
A LA EXTRUSIÓN
La extrusión se caracteriza fundamentalmente por un corrimiento de las moléculas de un
metal dúctil, producido como consecuencia de un fuerte impacto sobre el mismo, que eleva la
temperatura de la masa metálica que lo recibe y provoca, como consecuencia, un flujo
plástico de la misma.
La construcción por extrusión de piezas en forma de receptáculo aprovecha ese flujo plástico
para su conformación y, como consecuencia, el diseño de las herramientas destinadas al
desarrollo de este procedimiento de trabajo deberá tener, como fin concreto, el facilitar hasta
el máximo la creación de las condiciones favorables para permitir, con el mínimo de esfuerzo,
el corrimiento del flujo plástico del metal, provocado por el impacto.
El macho produce la parte hueca del objeto, experimentando en el prensado fuertes tensiones
a la contracción, lo que provoca su desgaste. Para contrarrestar este inconveniente, se trata de
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 25/35
25
darle formas lo más cónicas posible. El perfil ideal, es aquel que forma un ángulo de 120º de
abertura, con redondeados suaves en su vértice y en la unión del fondo con las paredes
laterales, con un radio de 0,3 mm. No es posible descender por debajo de este valor a causa de
la fragilidad de las herramientas. Cuanto más dura es la aleación a extruir mayor es el riesgo
de que se parta la herramienta y, en consecuencia, no se recomienda el radio mínimo de 0,3
mm.
Una condición importantísima, tanto para la matriz como para el punzón, es el perfecto
bruñido de las superficies por las cuales ha de fluir el metal, el cual se refleja en la calidad de
la superficie del artículo prensado. Sin embargo, para evitar la flexión del punzón, y en los
casos en que no se coloca pivote de centrado, la superficie de ataque suele dejarse rugosa,
pues es la misma rugosidad la que evita la flexión. No obstante, aun en estas circunstancias
deben siempre bruñirse muy escrupulosamente los bordes del punzón que determina el filado.Es conveniente, incluso, después que la matriz haya llevado trabajando cierto tiempo, repulir
las piezas que la componen, para quitar toda aspereza que se haya podido formar durante el
trabajo, especialmente si se trata de aluminio, debido a las cualidades abrasivas del mismo.
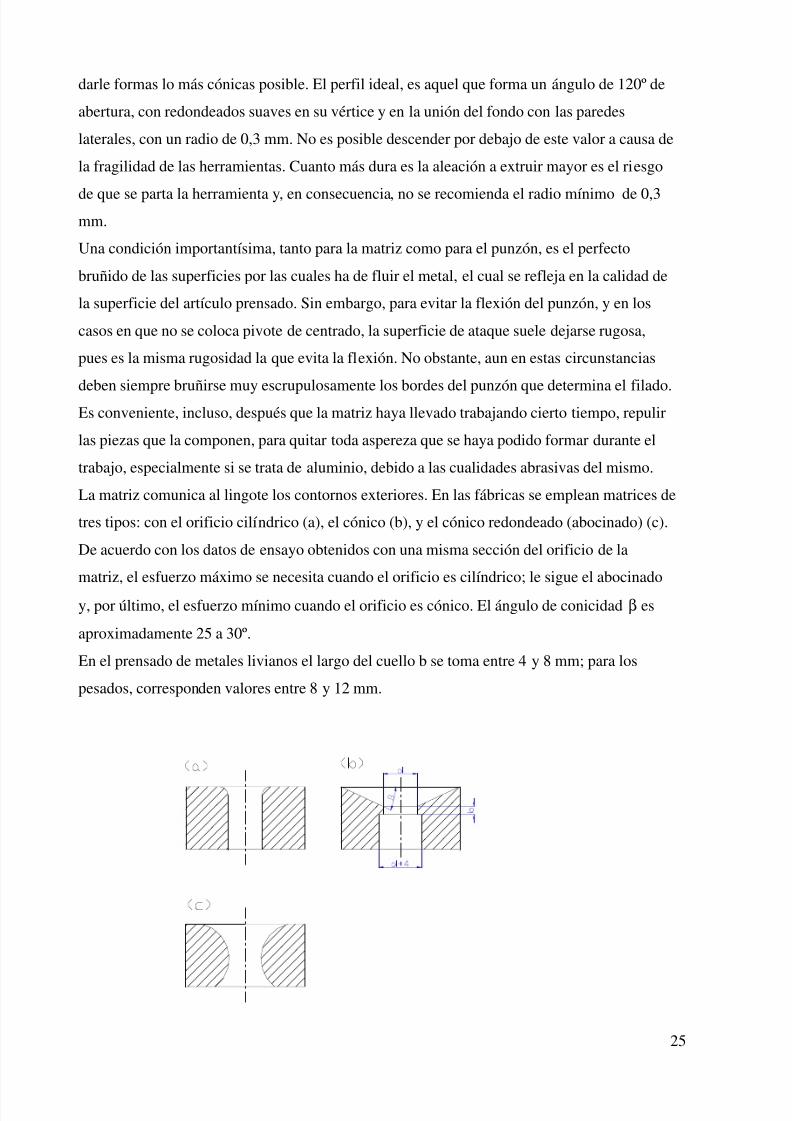
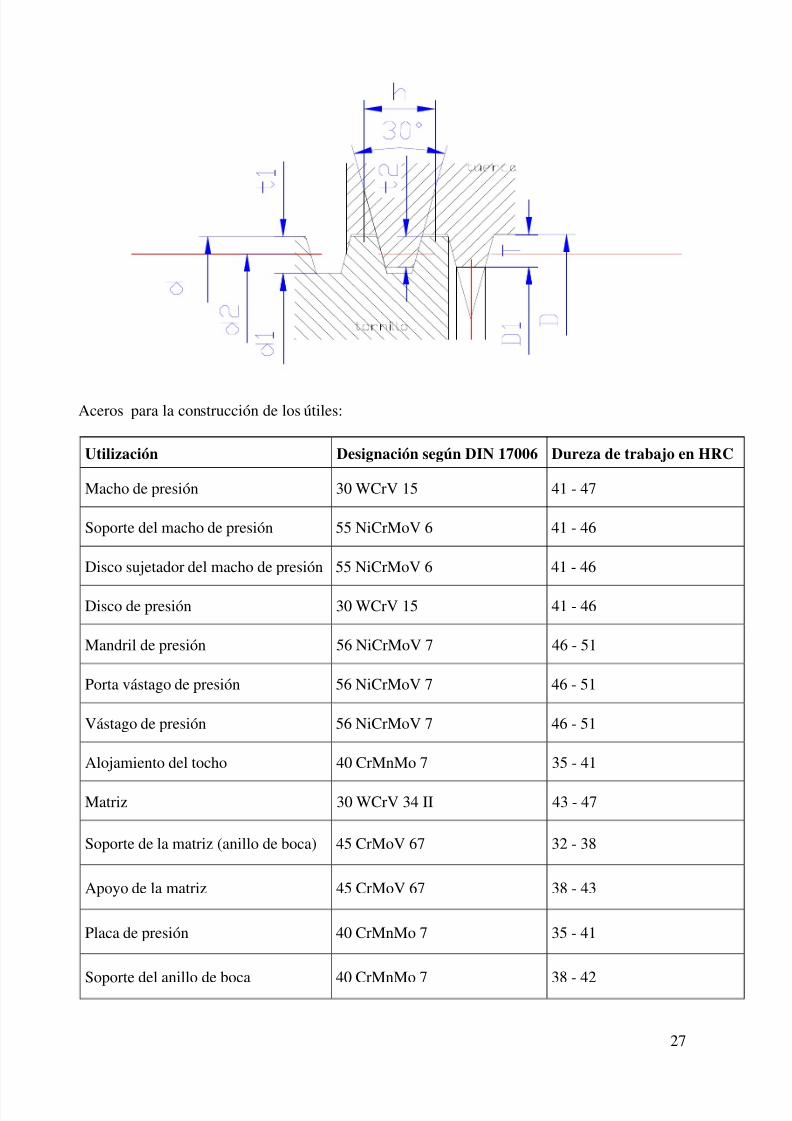
La matriz comunica al lingote los contornos exteriores. En las fábricas se emplean matrices de
tres tipos: con el orificio cilíndrico (a), el cónico (b), y el cónico redondeado (abocinado) (c).
De acuerdo con los datos de ensayo obtenidos con una misma sección del orificio de la
matriz, el esfuerzo máximo se necesita cuando el orificio es cilíndrico; le sigue el abocinado
y, por último, el esfuerzo mínimo cuando el orificio es cónico. El ángulo de conicidad β es
aproximadamente 25 a 30º.
En el prensado de metales livianos el largo del cuello b se toma entre 4 y 8 mm; para los
pesados, corresponden valores entre 8 y 12 mm.
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 26/35
26
La rosca del punzón de presión se hace de sección trapezoidal, con una inclinación de 30º.
Norma DIN 103: rosca trapecial de un filete
de tabla:
diámetro del núcleo del tornillo d1 = 6,5 mm
diámetro de la rosca del tornillo d = 10 mm
profundidad de la rosca del tornillo t1 = 1,75 mm
diámetro medio de la rosca d2 = 8,5 mm
paso h = 3 mm
profundidad de apoyo t2 = 1,25 mm
diámetro de la rosca de la tuerca D = 10,5 mm
diámetro del agujero de la tuerca D1 = 7,5 mm
profundidad de la rosca de la tuerca T = 1,5 mm
La rosca del vástago que sostiene el punzón de presión se hace de sección trapezoidal, con
una inclinación de 30º.
Norma DIN 103: rosca trapecial de un filete
de tabla:
diámetro del núcleo del tornillo d1 = 15,5 mm
diámetro de la rosca del tornillo d = 20 mm
profundidad de la rosca del tornillo t1 = 2,25mm
diámetro medio de la rosca d2 = 18 mm
paso h = 4 mm
profundidad de apoyo t2 = 1,75 mm
diámetro de la rosca de la tuerca D = 20,5 mm
diámetro del agujero de la tuerca D1 = 16,5 mm
profundidad de la rosca de la tuerca T = 2 mm
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 27/35
27
Aceros para la construcción de los útiles:
Utilización Designación según DIN 17006 Dureza de trabajo en HRC
Macho de presión 30 WCrV 15 41 - 47
Soporte del macho de presión 55 NiCrMoV 6 41 - 46
Disco sujetador del macho de presión 55 NiCrMoV 6 41 - 46
Disco de presión 30 WCrV 15 41 - 46
Mandril de presión 56 NiCrMoV 7 46 - 51
Porta vástago de presión 56 NiCrMoV 7 46 - 51
Vástago de presión 56 NiCrMoV 7 46 - 51
Alojamiento del tocho 40 CrMnMo 7 35 - 41
Matriz 30 WCrV 34 II 43 - 47
Soporte de la matriz (anillo de boca) 45 CrMoV 67 32 - 38
Apoyo de la matriz 45 CrMoV 67 38 - 43
Placa de presión 40 CrMnMo 7 35 - 41
Soporte del anillo de boca 40 CrMnMo 7 38 - 42
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 28/35
28
Se mecaniza con el acero en estado recocido haciéndose a continuación el tratamiento de
estabilización, después el temple y, finalmente, el revenido.
El mecanizado por chispa o electroerosión permite el mecanizado de las matrices en discos
previamente tratados, lo que evita gran número de deformaciones.
La tolerancia en los radios varía:
de ± 0,4 para un radio mínimo de 3 mm;
a ± 7 % para radios de 6 a 10 mm.
La tolerancia de ángulos varía de 1 a 2º.
La rugosidad de la superficie admisible varía:
de 0,06 mm para espesores inferiores a 1,6 mm;
a 0,2 mm para espesores superiores a 16 mm.
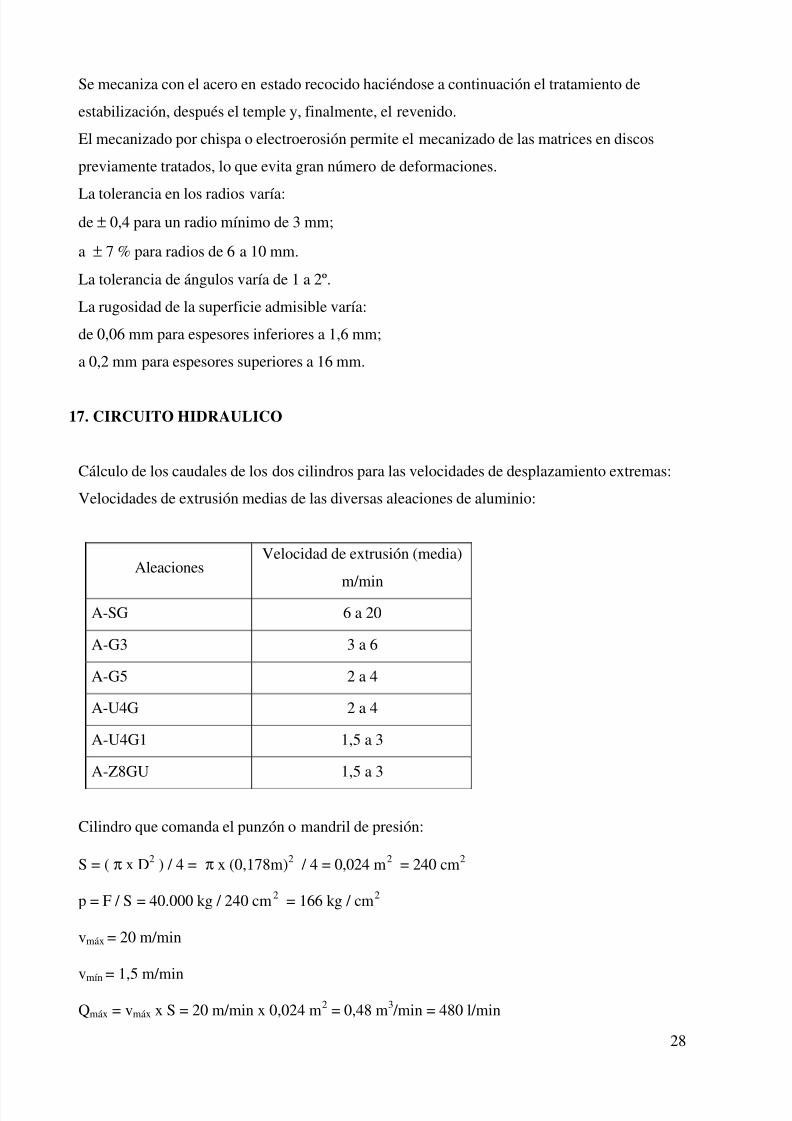
17. CIRCUITO HIDRAULICO
Cálculo de los caudales de los dos cilindros para las velocidades de desplazamiento extremas:
Velocidades de extrusión medias de las diversas aleaciones de aluminio:
AleacionesVelocidad de extrusión (media)
m/minA-SG 6 a 20
A-G3 3 a 6
A-G5 2 a 4
A-U4G 2 a 4
A-U4G1 1,5 a 3
A-Z8GU 1,5 a 3
Cilindro que comanda el punzón o mandril de presión:
S = ( π x D2
) / 4 = π x (0,178m)2
/ 4 = 0,024 m2
= 240 cm2
p = F / S = 40.000 kg / 240 cm2
= 166 kg / cm2
vmáx = 20 m/min
vmín
= 1,5 m/min
Qmáx = vmáx x S = 20 m/min x 0,024 m2
= 0,48 m3 /min = 480 l/min

8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 29/35
29
Qmín = vmín x S = 1,5 m/min x 0,024 m2
= 0,036 m3 /min = 36 l/min
Cilindro que comanda el macho de presión:
S = ( π x D2
) / 4 = π x (0,0381m)2
/ 4 = 0,00114 m2
= 11,4 cm2
p = F / S = 1.590 kg / 11,4 cm2
= 139 kg / cm2
vmáx = 20 m/min
vmín = 1,5 m/min
Qmáx = vmáx x S = 20 m/min x 0,00114 m2
= 0,0684 m3 /min = 22,8 l/min
Qmín = vmín x S = 1,5 m/min x 0,00114 m
2
= 0,00171 m
3
/min = 1,71 l/min
En los dos cilindros hay que colocar válvula reguladora de caudal variable:
Cilindro que comanda el punzón o mandril de presión: el caudal debe variar de 36 l/min a 480
l/min.
Cilindro que comanda el macho de presión: el caudal debe variar de 1,71 l/min a 22,8 l/min.
Elementos que componen el circuito hidráulico:
Cilindro hidráulico CH 15 serie 250 línea de alta presión
Ver dimensiones, características técnicas, y sistema de montaje en catálogo ALECAR.
Cilindro hidráulico buzo 250 línea de alta presión
Ver dimensiones, características técnicas, y sistema de montaje en pag.12.
Bomba de pistones axiales de caudal constante
Qmáx = 516 l/min
Pmáx = 310 kW
rpm máx. = 1500
hasta 400 bar
Referencia:
A2F 355 R 5 P 1
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 30/35
30
Bomba constante A2F, tamaño nominal 355, sentido de rotación a la derecha, serie 5,
extremo de eje con chaveta, placa de conexión 1.
Ver catálogo REXROTH
Motor eléctrico
Linea - 380V - 50Hz
4 polos
P = 400 kW = 500 HP
rpm = 1484
Ver catálogo WEG
Válvula limitadora de presiónhasta 315 bar
hasta 600 l/min
Qtotal = 480 + 22,8 = 502,8 l/min
Referencia:
DB 25 A 1 30/315 U G24 N Z4
Ver catálogo REXROTH
Válvula de protección de manómetro
hasta 300 bar
Referencia:
A F 6 E A 30/Y 400
Ver catálogo REXROTH
Depósito de aceite rectangular con pies
Referencia:
1000 AB 40-01/M
Ver catálogo REXROTH
Válvula direccional 3/2
hasta 350 bar
hasta 650 l/min
Referencia:
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 31/35
31
3 WE 10 A 10 L G24 N Z4
Ver catálogo REXROTH
Válvula direccional 3/2
hasta 350 bar
hasta 650 l/min
Referencia:
3 WE 10 B 10 L G24 N Z4
Ver catálogo REXROTH
Válvula 2/2
hasta 350 barhasta 650 l/min
Válvula direccional 4/3
hasta 350 bar
hasta 80 l/min
Referencia:
4 WE6 T 50 A G24 N Z4
Ver catálogo REXROTH
Válvula reguladora de caudal variable con retención
hasta 315 bar
hasta 400 l/min
Referencia:
MK 30 G 10/V
Ver catálogo REXROTH

8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 32/35
32
SECUENCIA:
A+ B+ A+ B- A-
Nota: el cilindro A retrocede gracias a la acción de avance del cilindro neumático C. Ver
circuito neumático.
Diagrama Hidráulico
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 33/35

8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 34/35
34
Una válvula 2/2 pilotada neumáticamente y con retorno por muelle.
Un compresor para una presión de 8 bar.
Grupo de acondicionamiento del aire con filtro, regulador y lubricador.
Nota: los perfiles de aluminio son retirados de la mesa por el cilindro neumático D.
Nota: el retroceso del cilindro buzo A es realizado por el avance del cilindro neumático C
Circuito neumático
8/7/2019 Prensa Hidraulicafabricadora de Perfiles de Aluminio
http://slidepdf.com/reader/full/prensa-hidraulicafabricadora-de-perfiles-de-aluminio 35/35


















