Presentacion Andreina (01!02!2014)Con Animaciones
34
PARTICIPANTES: LEON EDGAR MARMOL ANDREINA RAMOS SHEYLA REDISEÑO DE UN SISTEMA PARA LA ELABORACIÓN DE PRODUCTOS COSMÉTICOS EN CALIENTE EN LA EMPRESA “INDUSTRIAS VIELMOR,C.A.” ASESOR ING. ALBERTO GARCIA
-
Upload
edgar-leon -
Category
Documents
-
view
27 -
download
7
Transcript of Presentacion Andreina (01!02!2014)Con Animaciones

PARTICIPANTES:
LEON EDGAR
MARMOL ANDREINA
RAMOS SHEYLA
REDISEÑO DE UN SISTEMA PARA LA ELABORACIÓN DE PRODUCTOS
COSMÉTICOS EN CALIENTE EN LA EMPRESA “INDUSTRIAS VIELMOR,C.A.”
ASESORING. ALBERTO GARCIA
CONTENIDO
1. OBJETIVOS
2. JUSTIFICACION
3. DESCRIPCION DEL PROYECTO
4. FUNDAMENTOS METODOLOGICOS
5. DESCRIPCION TECNICA DEL PROCESO Y DIAGRAMA DE FLUJO
6. DISEÑO DE EQUIPOS
7. DIMENSIONAMIENTO DE EQUIPOS
8. DISEÑO DE LAS ESTRATEGIAS DE CONTROL DE LAS VARIABLES DE PROCESO
9. GESTIÓN AMBIENTAL DE DESECHOS Y SUSTANCIAS TÓXICAS
10. COSTOS DE OPERACION
11. CONCLUSIONES
12. RECOMENDACIONES
2
PROBLEMA Proceso obsoleto existente en la fabrica de productos cosméticos de la empresa
Industrias Vielmor, C.A. El proceso original consta de 02 marmitas de capacidad 1800 kg, cada una y 01 fundidora de grasa manual de 500 kg de capacidad.
Se propone un sistema de calentamiento indirecto mediante vapor a través de una caldera pirotubular y un sistema de enfriamiento a través de una torre de tiro inducido.
1. Determinar el consumo de vapor necesario de los equipos involucrados en el proceso aplicando balances de materia y energía, tomando en cuenta el incremento de producción
2. Elaborar el diagrama de flujo del proceso del sistema de calentamiento y enfriamiento de la planta productora de cosméticos.
3. Establecer un modelo de cálculo para el diseño y dimensionamiento de los equipos involucrados en el sistema de calentamiento y enfriamiento.
OBJETIVO GENERAL OBJETIVOS ESPECIFICOS
Rediseñar el Sistema de Elaboración de Productos Cosméticos, con el fin de incrementar la producción de cremas para el cuidado del cabello, en Industrias Vielmor, ubicada en Carrizal- Edo. Miranda.
3
JUSTIFICACION
En Venezuela, una cultura enfocada en el ahorro y optimización de los recursos, se marca la tendencia de cuidado y uso racional de la energía, por lo que se propone realizar un rediseño del sistema de calentamiento y enfriamiento de Industrias Vielmor, C.A.
Incrementando la eficiencia energética
se obtiene la reducción de costos en combustible y
electricidad y se reducen las emisiones
contaminantes.
Beneficios del proyecto
Incrementar la producción
consiguiendo tiempos de
calentamiento y enfriamiento más
óptimos adecuados a la
producción.
4
Impulsar el desarrollo de la industria de cosméticos a nivel nacional

DESCRIPCION DEL PROYECTO
Los sistemas de calentamiento y enfriamiento son considerados críticos; ya que, de estos dependen todos los procesos de manufactura que se dan dentro de las instalaciones de la fábrica.
El Sistema propuesto para la preparación de productos cosméticos consta de dos procesos
Calentamiento indirecto a través de vapor (Caldera)
Enfriamiento a través de una torre (tiro inducido)
5
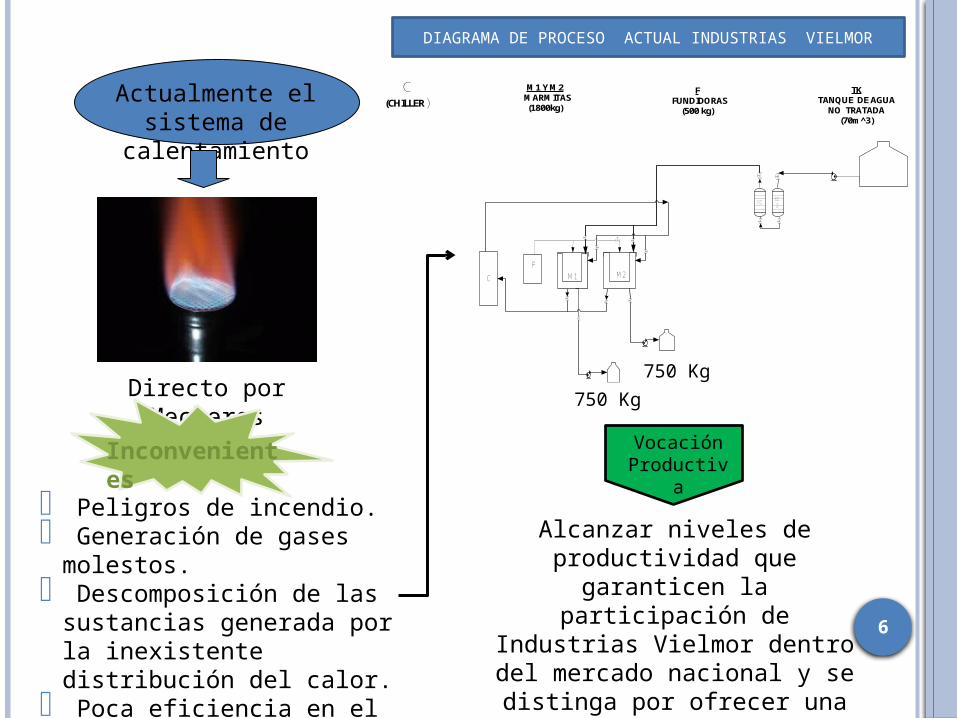
Directo por Mecheros
Actualmente el sistema de calentamiento
o Peligros de incendio.o Generación de gases molestos.o Descomposición de las
sustancias generada por la inexistente distribución del calor.
o Poca eficiencia en el uso del calor.
Inconvenientes
Alcanzar niveles de productividad que garanticen la participación de
Industrias Vielmor dentro del mercado nacional y se distinga
por ofrecer una competitiva relación precio-calidad
Vocación Productiva
6
DIAGRAMA DE PROCESO ACTUAL INDUSTRIAS VIELMOR
CC CC2
M1 M2C
750 KG
750 KG
F
750 Kg
750 Kg
M1 Y M2 MARMITAS
(1800kg)
F FUNDIDORAS
(500 kg)
TKTANQUE DE AGUA
NO TRATADA(70m^3)
C(CHILLER)

COMPARACIONES ENTRE LA PRODUCCION ACTUAL VERSUS PROPUESTA
PRODUCCION ACTUALPROPUESTA DE PRODUCCION
7
PRODUCTO
Cantidad
Lotes de
1800 Kg
Kg /
día
Kg /
Sem
Kg
/Mes
Crema para
Peinar 150 (g)
2 3600 18000 72000
Tratamiento
Intensivo
Thermo Five
240 (g)
3 5400 27000 108000
PRODUCTOKg /
dia
Kg
/Sema
Kg
/Mes
%
Aumento
Crema para
Peinar 150 (g)
9600 48000 192000 166
Tratamiento
Intensivo
Thermo Five
240 (g)
14069 70345,2 281380,8 161
8
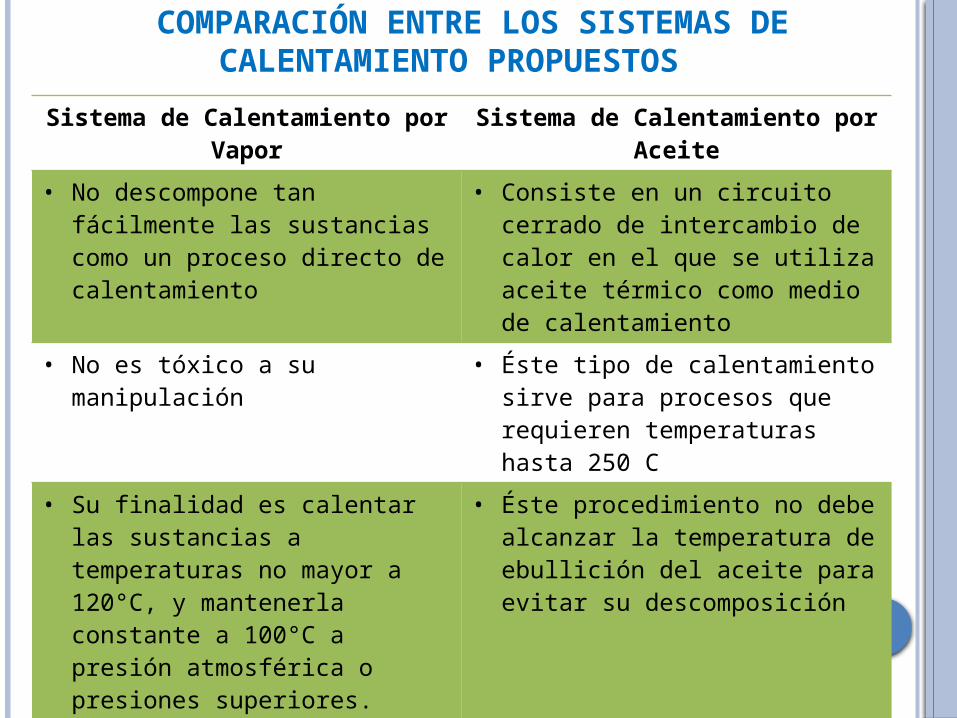
COMPARACIÓN ENTRE LOS SISTEMAS DE CALENTAMIENTO PROPUESTOS
Sistema de Calentamiento por Vapor
Sistema de Calentamiento por Aceite
• No descompone tan fácilmente las sustancias como un proceso directo de calentamiento
• Consiste en un circuito cerrado de intercambio de calor en el que se utiliza aceite térmico como medio de calentamiento
• No es tóxico a su manipulación • Éste tipo de calentamiento sirve para procesos que requieren temperaturas hasta 250 C
• Su finalidad es calentar las sustancias a temperaturas no mayor a 120°C, y mantenerla constante a 100°C a presión atmosférica o presiones superiores.
• Éste procedimiento no debe alcanzar la temperatura de ebullición del aceite para evitar su descomposición
• Puede ser reutilizado en el proceso de generación de vapor o cualquier otro proceso que requiera agua desmineralizada, al ser condensado.
• Es altamente contaminante.

9
FUNDAMENTOS METODOLOGICOS
Dos Fases
Inicialmente se desarrolló una
evaluación de los equipos y
maquinarias adecuadas a la
empresa.
Se presentan las propuestas de las mejoras tecnológicas para generar
una operatividad con mayor eficiencia.
REDISEÑAR UN SISTEMA PARA LA ELABORACIÓN DE PRODUCTOS COSMÉTICOS EN CALIENTE EN LA EMPRESA “INDUSTRIAS
VIELMOR,C.A.”
De acuerdo a lo Planteado de:
Se trata de una investigación interactiva el cual consiste en modificar el sistema estudiado, generando y aplicando sobre él una intervención
especialmente diseñada.
En atención a esta modalidad se introducen 2 fases
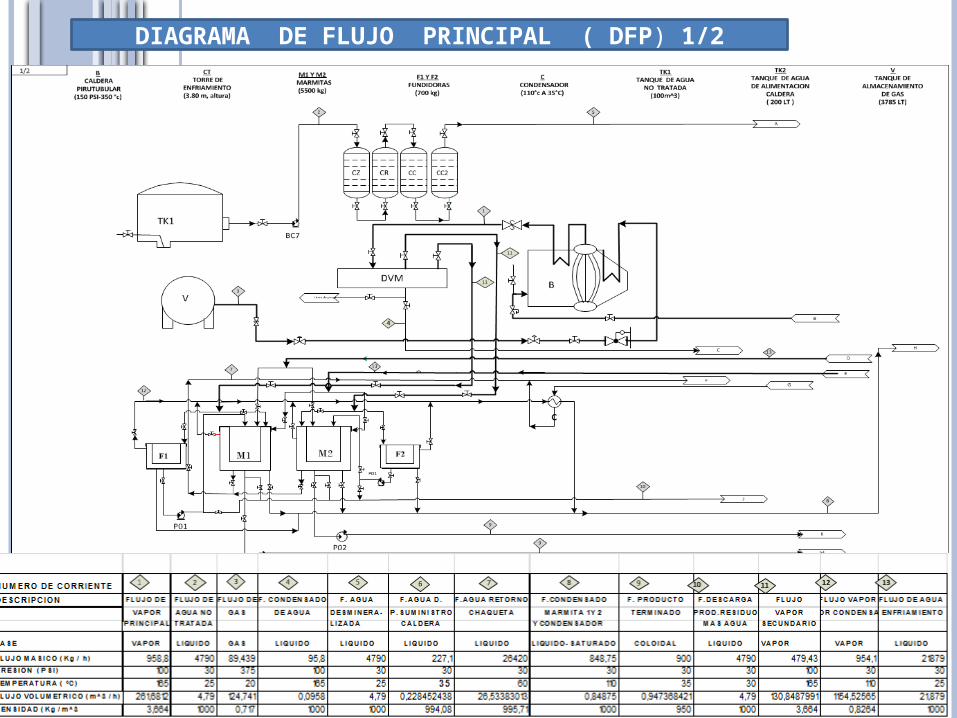
DIAGRAMA DE FLUJO PRINCIPAL ( DFP) 1/2
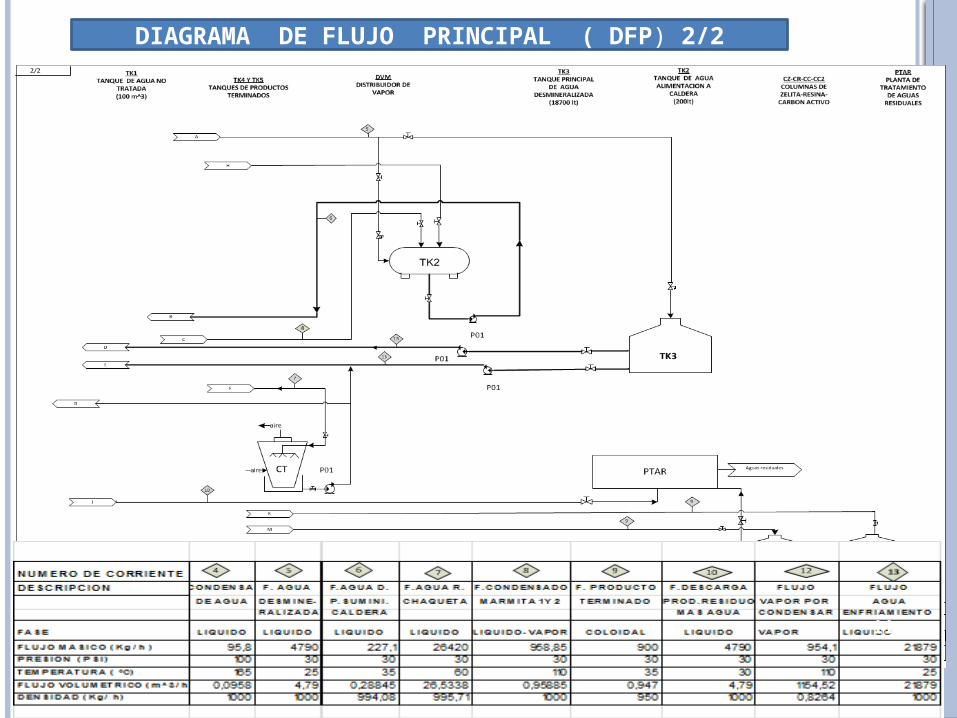
DIAGRAMA DE FLUJO PRINCIPAL ( DFP) 2/2
11
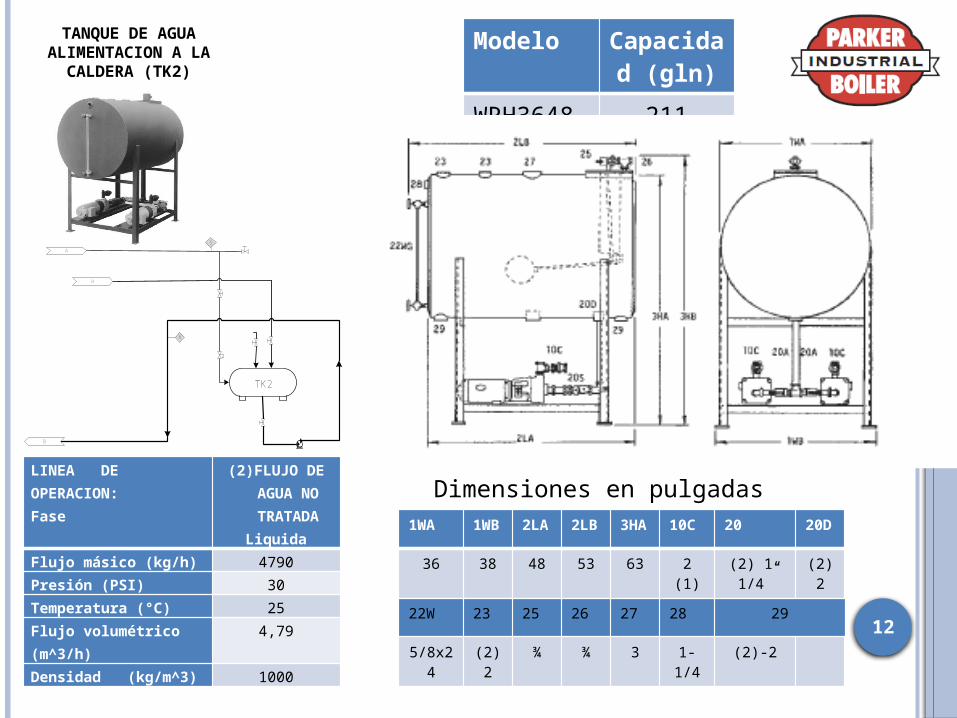
TANQUE DE AGUA ALIMENTACION A LA
CALDERA (TK2)
LINEA DE OPERACION:Fase
(2)FLUJO DE AGUA NO TRATADALiquida
Flujo másico (kg/h) 4790
Presión (PSI) 30
Temperatura (°C) 25
Flujo volumétrico (m^3/h)
4,79
Densidad (kg/m^3) 1000
6
TK2
A
B
H
5
Modelo Capacidad (gln)
WRH3648
211
1WA 1WB
2LA
2LB
3HA
10C 20 20D
36 38 48 53 63 2 (1) (2) 1-1/4”
(2) 2
22W 23 25 26 27 28 29
5/8x24
(2) 2
¾ ¾ 3 1-1/4
(2)-2
Dimensiones en pulgadas
12
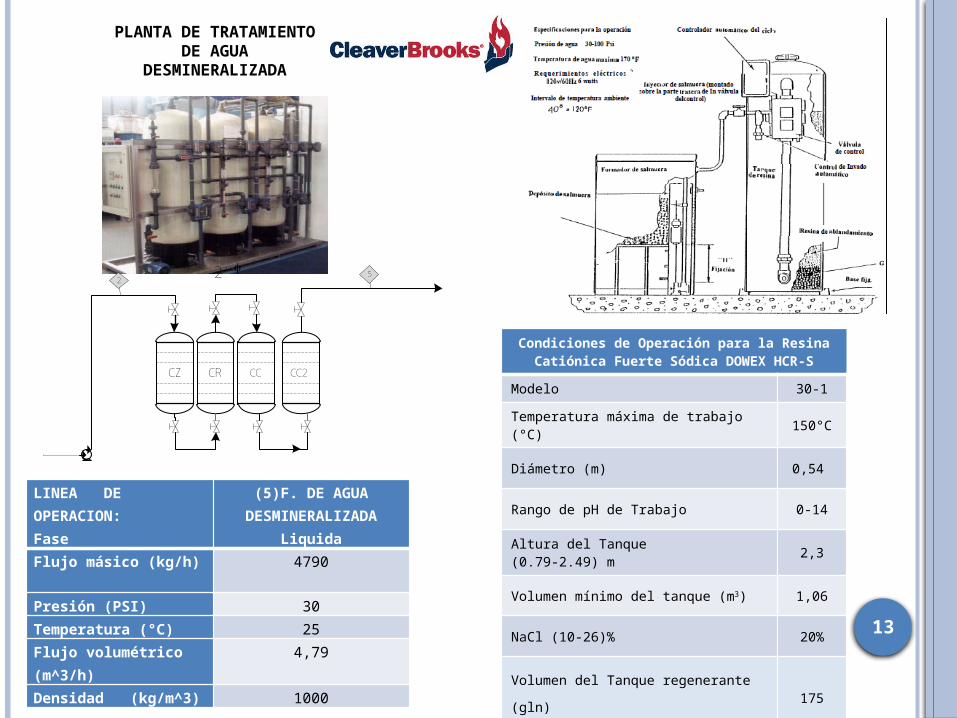
PLANTA DE TRATAMIENTO DE
AGUA DESMINERALIZADA
LINEA DE OPERACION:Fase
(5)F. DE AGUA DESMINERALIZADA
LiquidaFlujo másico (kg/h) 4790
Presión (PSI) 30
Temperatura (°C) 25
Flujo volumétrico (m^3/h)
4,79
Densidad (kg/m^3) 1000
52
CZ CR CC CC2
2’’
Condiciones de Operación para la Resina Catiónica Fuerte Sódica DOWEX HCR-S
Modelo 30-1
Temperatura máxima de trabajo (°C) 150°C
Diámetro (m) 0,54
Rango de pH de Trabajo 0-14
Altura del Tanque (0.79-2.49) m
2,3
Volumen mínimo del tanque (m3) 1,06
NaCl (10-26)% 20%
Volumen del Tanque regenerante (gln) 175
13
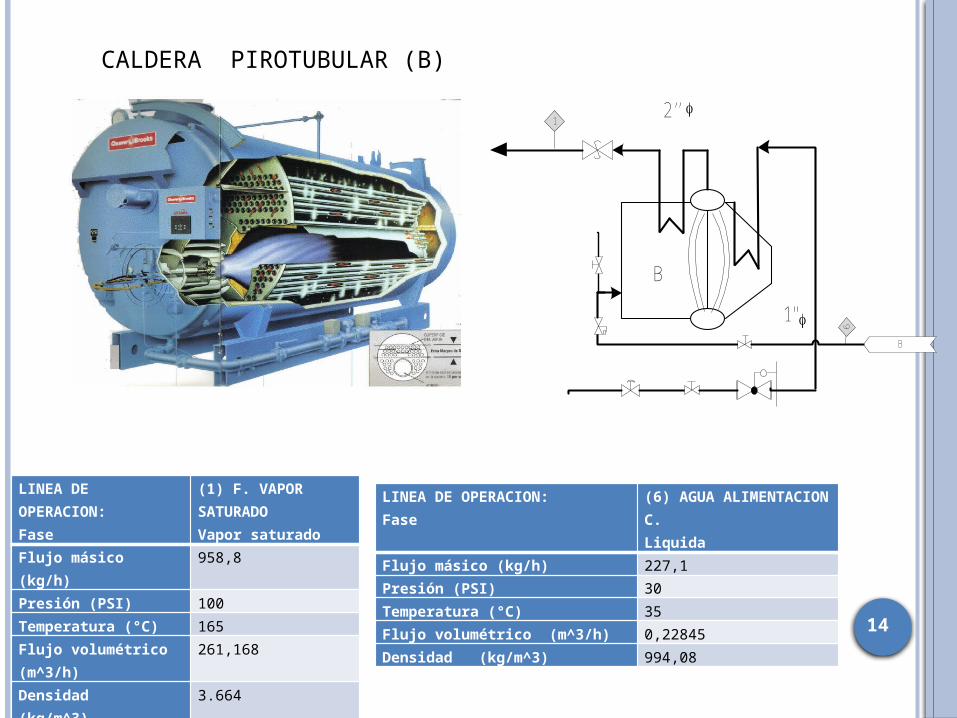
CALDERA PIROTUBULAR (B)
LINEA DE OPERACION:Fase
(1) F. VAPOR SATURADOVapor saturado
Flujo másico (kg/h) 958,8
Presión (PSI) 100
Temperatura (°C) 165
Flujo volumétrico (m^3/h)
261,168
Densidad (kg/m^3)
3.664
LINEA DE OPERACION:Fase
(6) AGUA ALIMENTACION C.Liquida
Flujo másico (kg/h) 227,1
Presión (PSI) 30
Temperatura (°C) 35
Flujo volumétrico (m^3/h) 0,22845
Densidad (kg/m^3) 994,08
1
B
B
6
1"
2’’
14
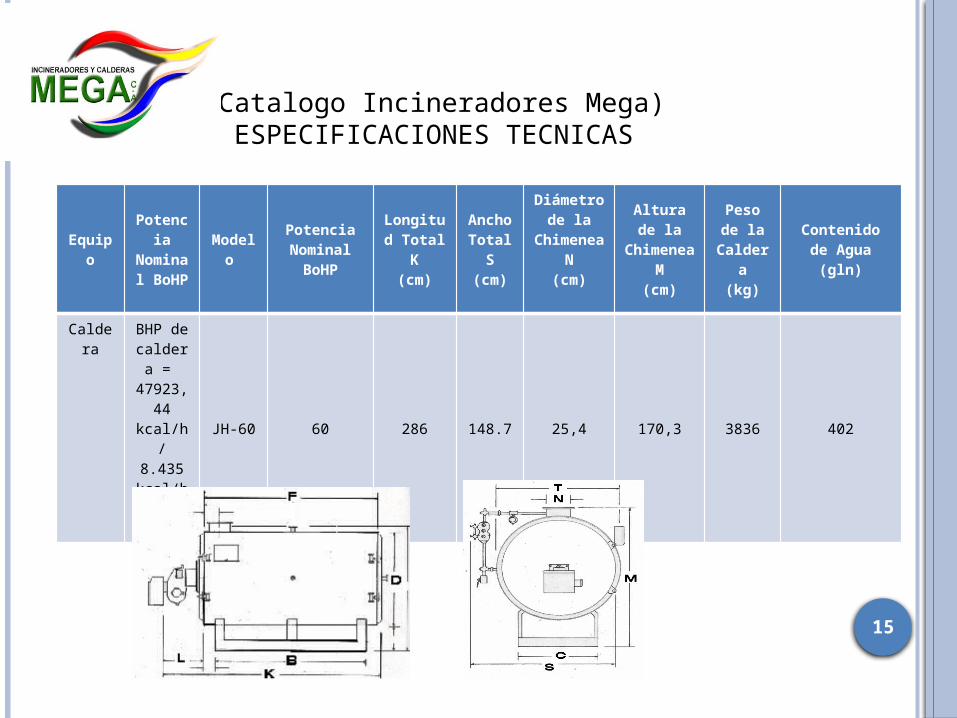
Equipo
Potencia
Nominal
BoHP
Modelo
Potencia Nominal
BoHP
Longitud Total
K(cm)
Ancho
TotalS
(cm)
Diámetro de la Chimen
eaN
(cm)
Altura de la
ChimeneaM
(cm)
Peso de la
Caldera
(kg)
Contenido de Agua
(gln)
Caldera
BHP de caldera
= 47923,
44 kcal/h / 8.435 kcal/h HP = 56,18
JH-60 60 286 148.7 25,4 170,3 3836 402
(Catalogo Incineradores Mega)ESPECIFICACIONES TECNICAS
15

Caracteristicas Manifold
Velocidad del vapor (m/s)
8
Diametro (plg) 4
Caida de presion (psi) manifold –marmitas/fundidoras
3.1
Material Acero al carbono
LINEA DE OPERACION:
Fase
(1) Flujo vapor
principalVAPOR
Flujo másico (kg/h)
958.8
Presión (PSI) 100
Temperatura (°C)
165
LINEA DE OPERACION:
Fase
(11) Flujo vapor
secundarioVAPOR
Flujo másico (kg/h)
479.4
Presión (PSI) 100
Temperatura (°C)
165
LINEA DE OPERACION:
Fase
(4) Flujo condensado
LIQUIDO
Flujo másico (kg/h)
95.88
Presión (PSI) 100
Temperatura (°C)
165
MANIFOLD
MANIFOL ( DVM)
16
17
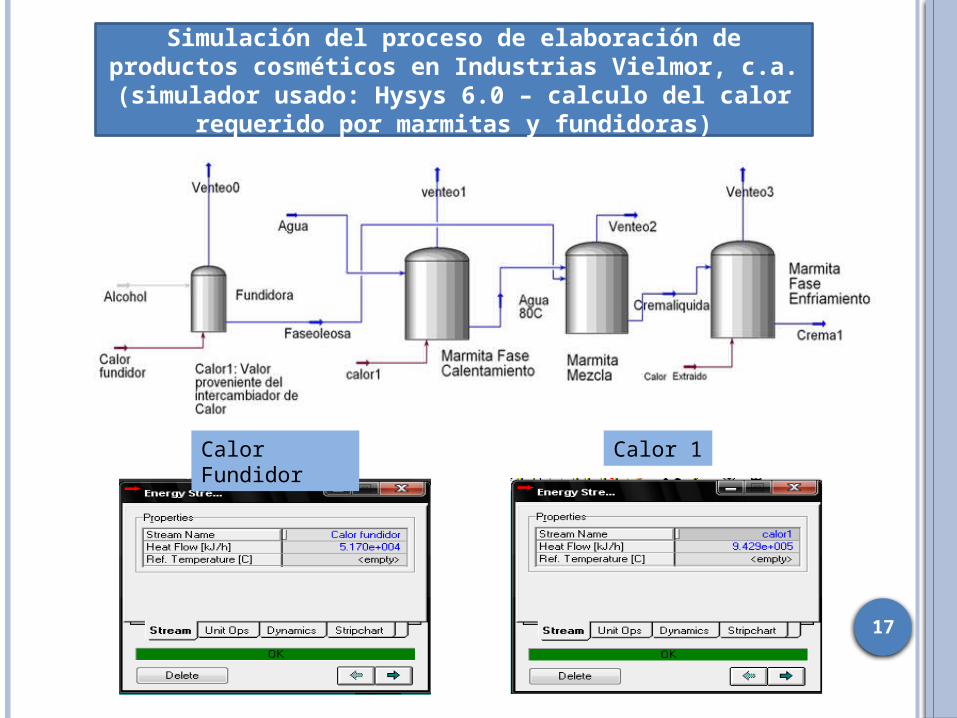
Simulación del proceso de elaboración de productos cosméticos en Industrias Vielmor, c.a. (simulador usado: Hysys 6.0 – calculo del calor
requerido por marmitas y fundidoras)
Calor 1
Calor Fundidor Calor 1
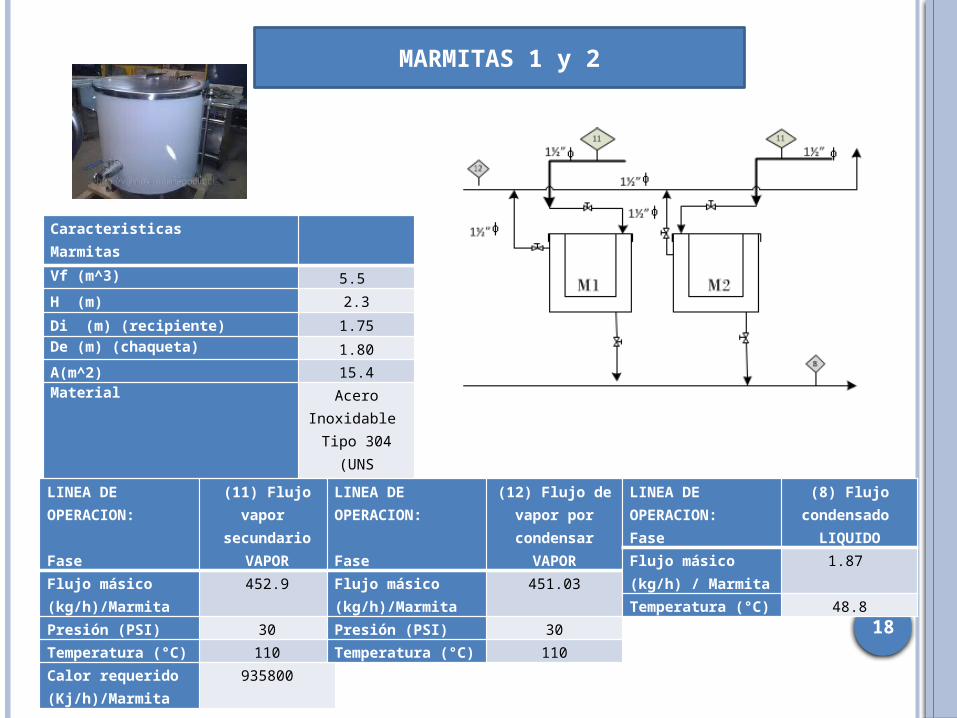
Caracteristicas Marmitas
Vf (m^3) 5.5
H (m) 2.3
Di (m) (recipiente) 1.75
De (m) (chaqueta) 1.80
A(m^2) 15.4Material Acero Inoxidable
Tipo 304 (UNS S30400)
Fondo Plano
LINEA DE OPERACION:
Fase
(11) Flujo vapor
secundarioVAPOR
Flujo másico (kg/h)/Marmita
452.9
Presión (PSI) 30
Temperatura (°C) 110Calor requerido (Kj/h)/Marmita
935800
LINEA DE OPERACION:
Fase
(12) Flujo de vapor por condensar
VAPORFlujo másico (kg/h)/Marmita
451.03
Presión (PSI) 30
Temperatura (°C) 110
LINEA DE OPERACION:Fase
(8) Flujo condensado
LIQUIDOFlujo másico (kg/h) / Marmita
1.87
Temperatura (°C) 48.8
MARMITAS 1 y 2
18

Caracteristicas Fundidora 1Vf (m^3) 0.673H (m) 1.16Di (m) (recipiente) 0.870De (m) (chaqueta) 0.914A(m^2) 3.76Material Acero
Inoxidable Tipo 304 (UNS
S30400)
Fondo Plano
LINEA DE OPERACION:
Fase
(11) Flujo vapor
secundarioVAPOR
Flujo másico (kg/h)/Fundidora
26.53
Presión (PSI) 30
Temperatura (°C)
110
Vapor Saturado
Calor requerido (Kj/h)/Fundidora
54820
LINEA DE OPERACION:
Fase
(12) Flujo de vapor por condensar
VAPORFlujo másico (kg/h)/Fundidora
26.02
Presión (PSI) 30
Temperatura (°C) 110Vapor Saturado
LINEA DE OPERACION:Fase
(8) Flujo condensad
o LIQUIDO
Flujo másico (kg/h)/fundidora
0.51
Temperatura (°C)
48.8
Liquido Saturado
FUNDIDORAS 1 y 2
19
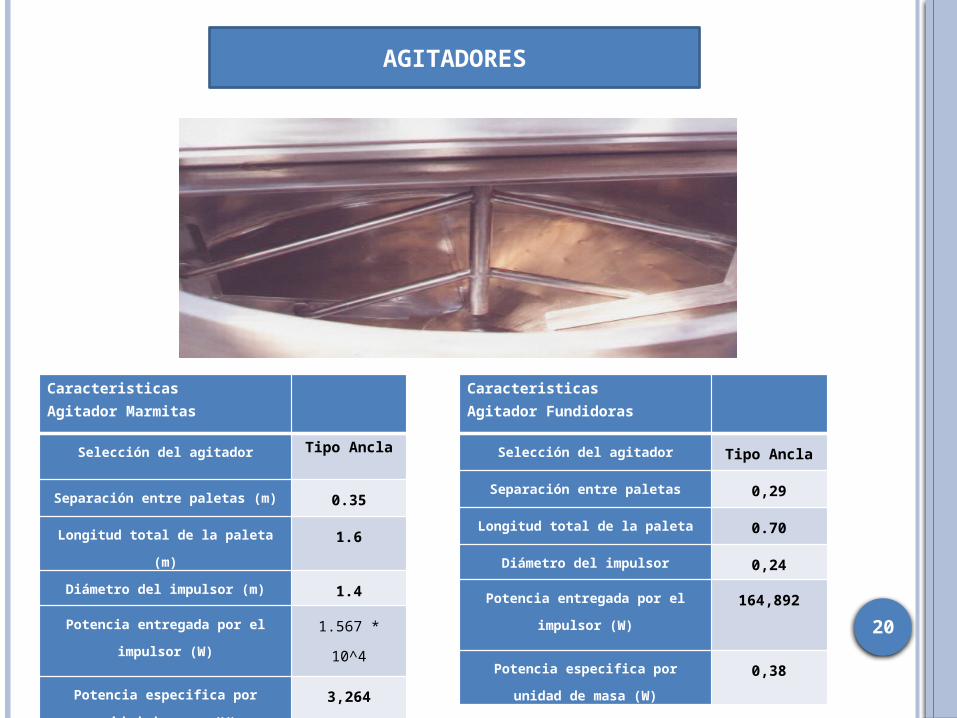
Caracteristicas Agitador Marmitas
Selección del agitador Tipo Ancla
Separación entre paletas (m) 0.35
Longitud total de la paleta (m) 1.6
Diámetro del impulsor (m) 1.4
Potencia entregada por el impulsor (W) 1.567 * 10^4
Potencia especifica por unidad de masa
(W)
3,264
AGITADORES
Caracteristicas Agitador Fundidoras
Selección del agitador Tipo Ancla
Separación entre paletas 0,29
Longitud total de la paleta 0.70
Diámetro del impulsor 0,24
Potencia entregada por el impulsor (W) 164,892
Potencia especifica por unidad de masa
(W)
0,38
20

Caracteristicas Condensador
Flujo entrada (12)Vapor saturado (kg/h)
954,1
Flujo salida (liquido saturado (8) (kg/h) 863,833
Presion ( PSI) 30Longuitud (m) 1,82Diametro coraza (m) 0,60Numero de tubos 51Perdida carga total (PSI) 2,996*10^-5
Balance de Energia CALOR y FLUJOS MASICOS
calor en fase Enfriamiento (Kj/h) 4,39*10^4
Calor en la fase de condensacion del vapor (Kj/h) -2,151*10^6
Calor en La fase de enfriamiento del Liquido (Kj/h) 1,596*10^5
Calor Total (Kj/h) -1,903*10^6
Flujo de liquido condensado (kg/h)
863,833
Flujo del liquido a la entrada del condensador (kg/h) 2,1890*10^4
ϕ1 mc Cpv θce θeb-( ):=
ϕ2 mc- ΔHv:=
ϕ3 mc Cpl θeb θcs-( ):=ϕt ϕ1 ϕ2+ ϕ3+:=
mvfϕt
ΔHv:=
Condensador de vapor horizontal
C 8
G12
7
77°F (25°C)
140°F(60°C)119.291
(48.49°c)
230°F(110°C)
2’’
21
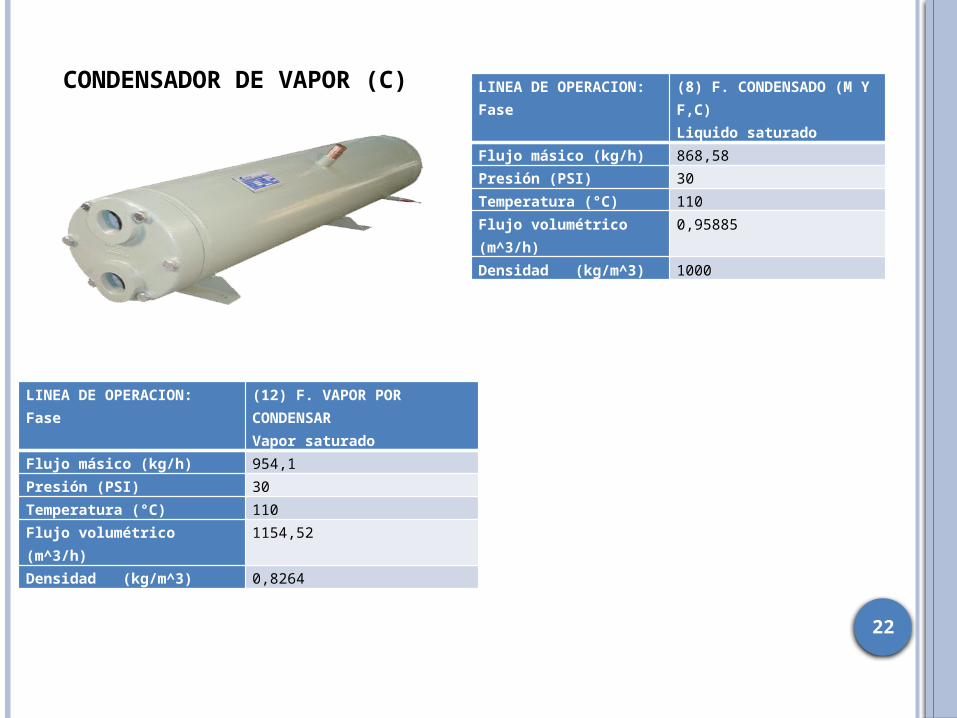
LINEA DE OPERACION:Fase
(12) F. VAPOR POR CONDENSARVapor saturado
Flujo másico (kg/h) 954,1
Presión (PSI) 30
Temperatura (°C) 110
Flujo volumétrico (m^3/h)
1154,52
Densidad (kg/m^3) 0,8264
LINEA DE OPERACION:Fase
(8) F. CONDENSADO (M Y F,C)Liquido saturado
Flujo másico (kg/h) 868,58
Presión (PSI) 30
Temperatura (°C) 110
Flujo volumétrico (m^3/h)
0,95885
Densidad (kg/m^3) 1000
CONDENSADOR DE VAPOR (C)
22
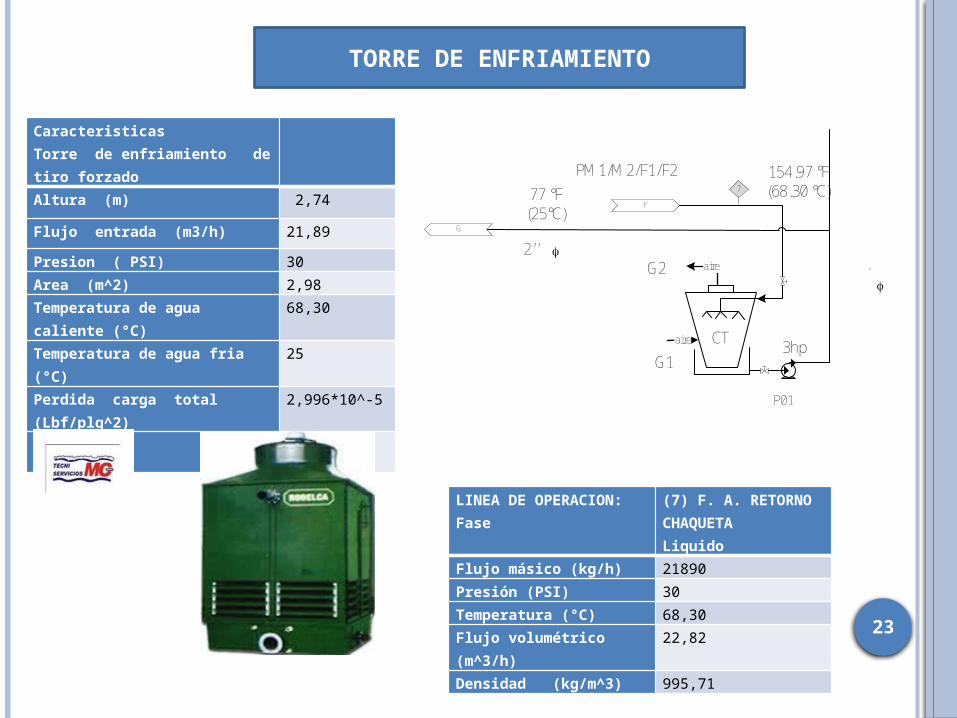
TORRE DE ENFRIAMIENTO
Caracteristicas Torre de enfriamiento de tiro forzadoAltura (m) 2,74
Flujo entrada (m3/h) 21,89
Presion ( PSI) 30Area (m^2) 2,98Temperatura de agua caliente (°C) 68,30Temperatura de agua fria (°C) 25Perdida carga total (Lbf/plg^2) 2,996*10^-5
ancho (m) 1,95
LINEA DE OPERACION:Fase
(7) F. A. RETORNO CHAQUETALiquido
Flujo másico (kg/h) 21890
Presión (PSI) 30
Temperatura (°C) 68,30
Flujo volumétrico (m^3/h)
22,82
Densidad (kg/m^3) 995,71
aire
aire
P01
CT
F
G
7
PM1/M2/F1/F2
G2
G1
77 °F(25°C)
154.97 °F(68.30 °C)
3hp
2’’
23
24
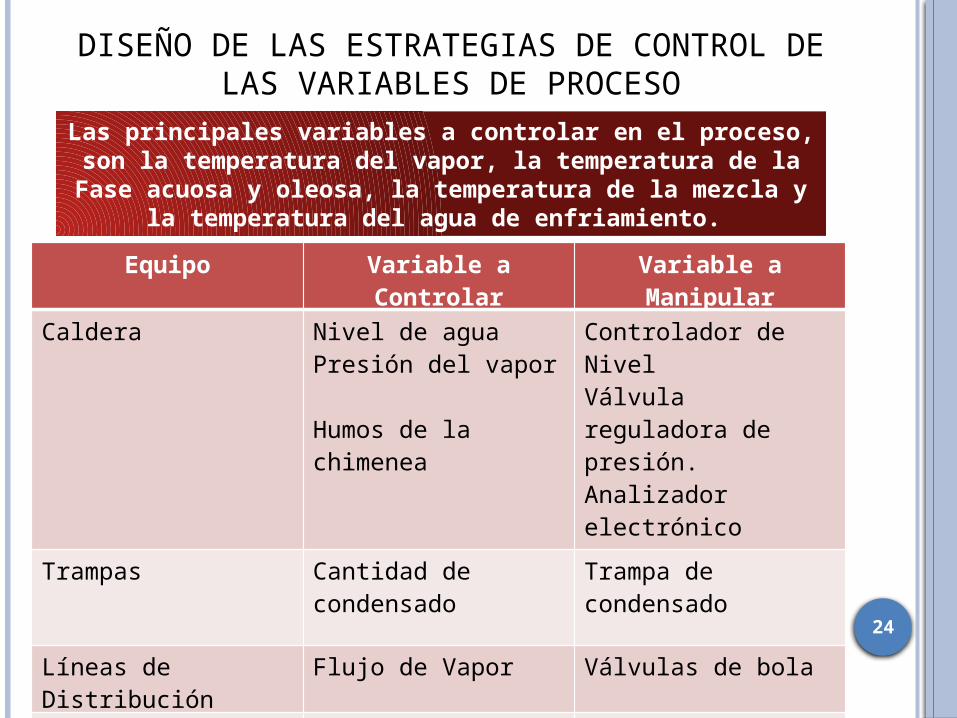
DISEÑO DE LAS ESTRATEGIAS DE CONTROL DE LAS VARIABLES DE PROCESO
Equipo Variable a Controlar
Variable a Manipular
Caldera Nivel de aguaPresión del vapor
Humos de la chimenea
Controlador de NivelVálvula reguladora de presión.Analizador electrónico (Bacharac 300)
Trampas Cantidad de condensado
Trampa de condensado
Líneas de Distribución Flujo de Vapor Válvulas de bola
Tanque de agua de alimentación
Nivel de agua y Presión
Sensores de Nivel y Bombas de Presión Continua
Torre de enfriamiento Nivel de agua (piscina) Controlador de Nivel
Las principales variables a controlar en el proceso, son la temperatura del vapor, la temperatura de la Fase acuosa y oleosa,
la temperatura de la mezcla y la temperatura del agua de enfriamiento.
25
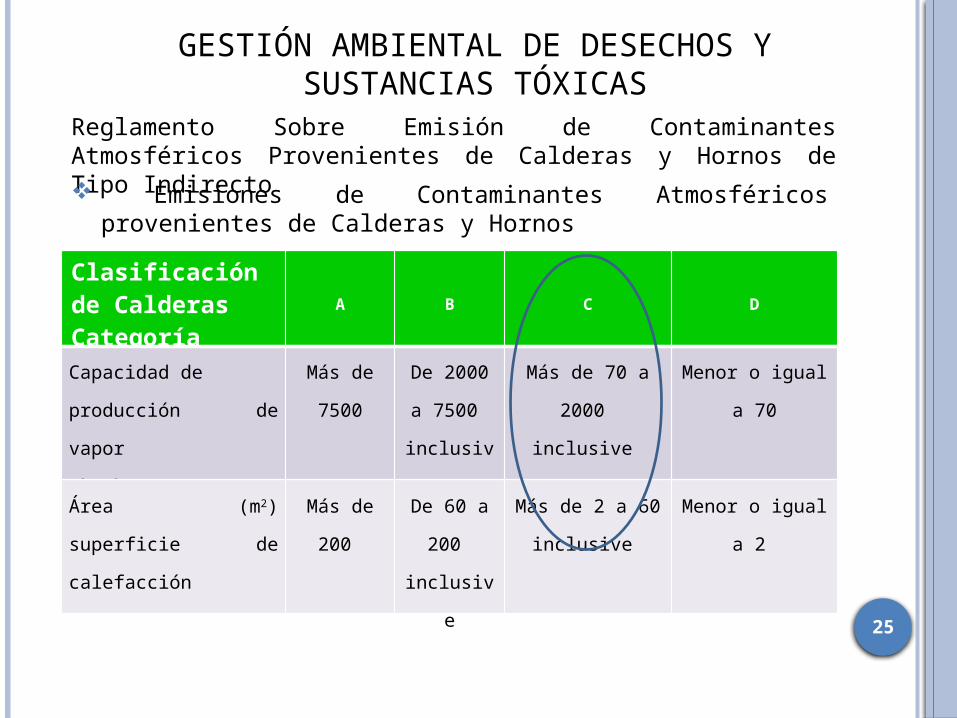
GESTIÓN AMBIENTAL DE DESECHOS Y SUSTANCIAS TÓXICAS
Reglamento Sobre Emisión de Contaminantes Atmosféricos Provenientes de Calderas y Hornos de Tipo Indirecto
Emisiones de Contaminantes Atmosféricos provenientes de Calderas y Hornos
Clasificación de CalderasCategoría
A B C D
Capacidad de
producción de vapor
(kg/h)
Más de
7500
De 2000 a
7500
inclusive
Más de 70 a 2000
inclusive
Menor o igual a
70
Área (m2) superficie de
calefacción
Más de
200
De 60 a
200
inclusive
Más de 2 a 60
inclusive
Menor o igual a 2
26
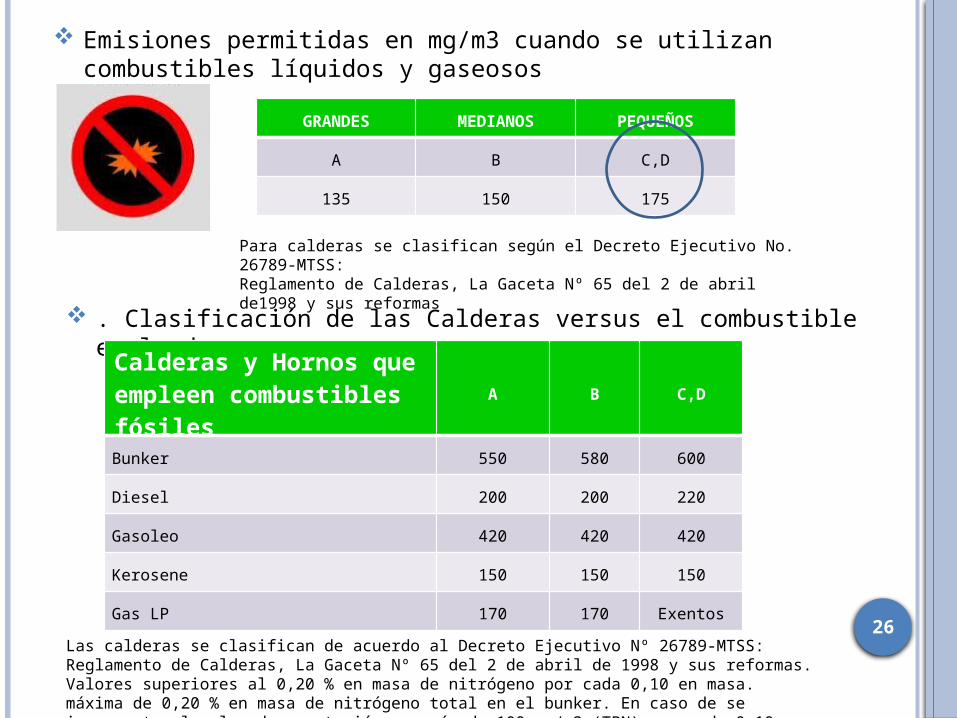
Emisiones permitidas en mg/m3 cuando se utilizan combustibles líquidos y gaseosos
GRANDES MEDIANOS PEQUEÑOS
A B C,D
135 150 175
Para calderas se clasifican según el Decreto Ejecutivo No. 26789-MTSS: Reglamento de Calderas, La Gaceta Nº 65 del 2 de abril de1998 y sus reformas
. Clasificación de las Calderas versus el combustible empleado
Calderas y Hornos que empleen combustibles fósiles
A B C,D
Bunker 550 580 600
Diesel 200 200 220
Gasoleo 420 420 420
Kerosene 150 150 150
Gas LP 170 170 Exentos
Las calderas se clasifican de acuerdo al Decreto Ejecutivo Nº 26789-MTSS: Reglamento de Calderas, La Gaceta Nº 65 del 2 de abril de 1998 y sus reformas. Valores superiores al 0,20 % en masa de nitrógeno por cada 0,10 en masa. máxima de 0,20 % en masa de nitrógeno total en el bunker. En caso de se incrementa el valor de aceptación a razón de 100 mg/m3 (TPN) por cada 0,10 en masa.

27
LEYES Y NORMAS
Ley de Residuos y Desechos Sólidos. Ley Orgánica del Trabajo (LOT). Ley Orgánica de Prevención, Condiciones y Medio
Ambiente de Trabajo. LOPCYMAT
PLAN DE GESTIÓN DE RESIDUOS, DESECHOS Y MATERIALES PELIGROSOS
Tecnología de Control de Contaminantes
CO2Mejoramiento
de los Combustibles
28
COSTOS DE OPERACIONComo podemos estimar los costo de los equipos?
Identificar los
insumos
En los costos de
generación de vapor de la caldera
1
2
Suministro de agua
3 Costos
29
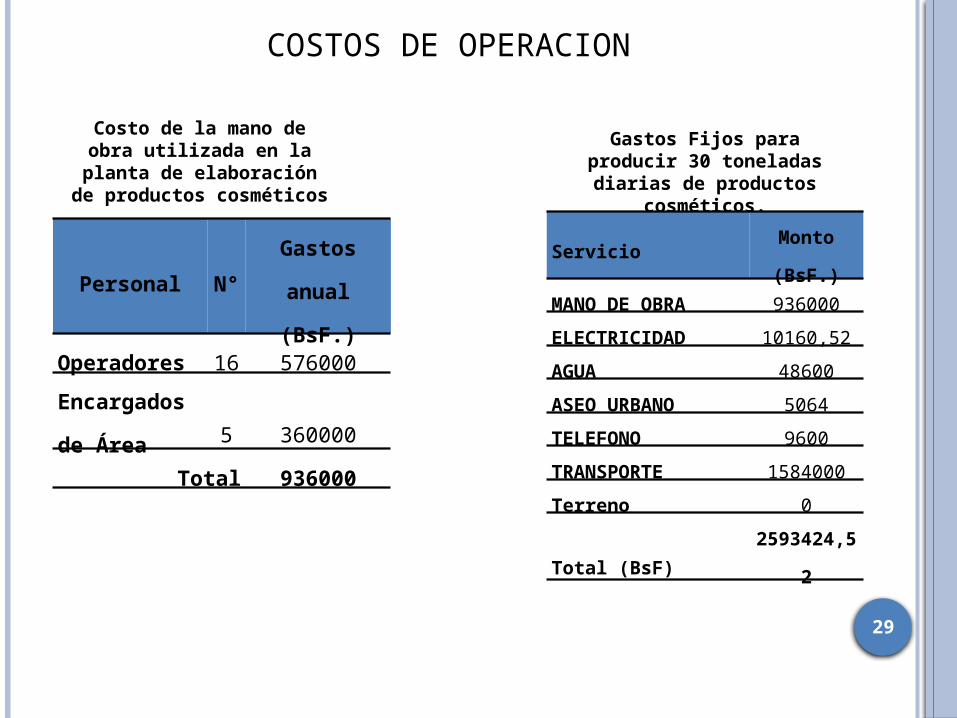
COSTOS DE OPERACION
Costo de la mano de obra utilizada en la planta de
elaboración de productos cosméticos
Personal N°Gastos anual
(BsF.)
Operadores 16 576000
Encargados de
Área 5 360000
Total 936000
Gastos Fijos para producir 30 toneladas diarias de
productos cosméticos.
ServicioMonto
(BsF.)
MANO DE OBRA 936000
ELECTRICIDAD 10160,52
AGUA 48600
ASEO URBANO 5064
TELEFONO 9600
TRANSPORTE 1584000
Terreno 0
Total (BsF)
2593424,
52
30
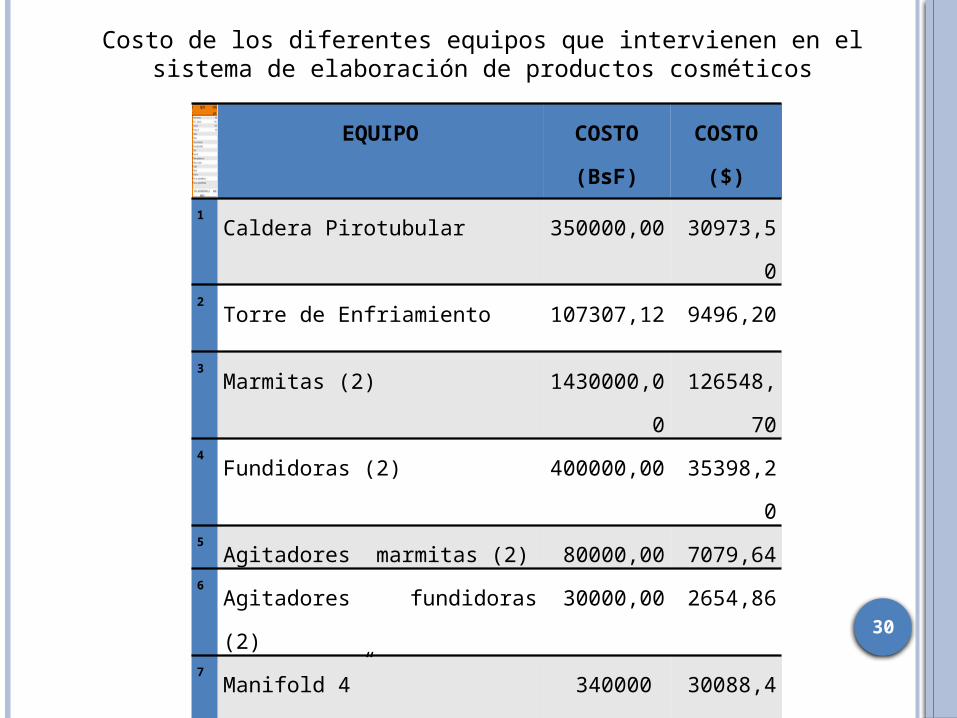
EQUIPO COSTO
(BsF)
COSTO
($)
1Caldera Pirotubular 350000,00 30973,50
2Torre de Enfriamiento 107307,12 9496,20
3Marmitas (2) 1430000,00 126548,70
4Fundidoras (2) 400000,00 35398,20
5Agitadores marmitas (2) 80000,00 7079,64
6Agitadores fundidoras (2) 30000,00 2654,86
7Manifold 4” 340000 30088,49
TOTAL DE INVERSION INICIAL
EN EQUIPOS
2397307,12 212151,10
Costo de los diferentes equipos que intervienen en el sistema de elaboración de productos cosméticos

31
Costos de inversión total para producir 30 toneladas diarias de productos cosméticos
Costo (BsF)
Mano de obra 936000,00
Electricidad 10160,52
Agua 48600,00
Aseo Urbano 5064,00
Teléfono 9600,00
Transporte 1584000,00
Equipos 2397307,12
Inversión total 4990731,64
32
CONCLUSIONES
Se propone un sistema indirecto de calentamiento mediante vapor para reemplazar el sistema de calentamiento directo (mechero) actual de producción de cremas para el cabello.
Se demostró con el simulador (hysys) que el calor calculado por balance de energía manual corresponde al calor requerido por el sistema que se esta proponiendo.
Se modificó el diagrama de flujo del proceso existente. Con el calor calculado, fue posible seleccionar una caldera pirotubular de
mediana presión con una potencia 60 BoHP. Se seleccionó una torre de enfriamiento de tiro inducido, para sustituir el
sistema de enfriamiento a través de un chiller. Se seleccionó un suavizador de agua de intercambio iónico en lugar de
ósmosis inversa, tomando en cuenta que: la calidad del agua que requiere la caldera seleccionada son alcanzados con dicho tratamiento, además de que la producción de vapor que se obtiene por una caldera de 60 BoHP no requiere la purificación que ofrece la osmosis inversa como lo requeriría una caldera de mayor capacidad.
Se diseño el impulsor rotatorio requerido por el proceso de fabricación para las marmita y fundidoras.
33
RECOMENDACIONES
Se recomienda la instalación de una planta de tratamiento de aguas residuales donde estén (efluentes industriales, laboratorio y de servicio generado en la planta).
Para evitar problemas de corrosión, incrustaciones, espumeo y arrastre, el agua de alimentación deberá ser analizada periódicamente.
Se recomienda la automatización en el área de fabricación de cosméticos para mejorar su calidad y productividad final.
34
Gracias por su
Atención