Presentación. ENDULZAMIENTO
35
Ing. A. C. Saavedra
-
Upload
ivan-alejandro-perez-claros -
Category
Documents
-
view
47 -
download
9
Transcript of Presentación. ENDULZAMIENTO

Ing. A. C. Saavedra

El gas natural es una mezcla de
hidrocarburos parafínicos livianos y algunas
sustancias contaminantes como el H2S, CO2,
N2, H2O y varios otros compuestos químicos
presentes en menores cantidades.

COMPONENTES
CO2 H2S N2 C1 C2 C3 iC4 nC4 iC5 nC5 C6 C7+
Gas Inerte
Gas ácido
GNL
G.N.
GLP
Gasol.Natural
LGN
Conden.Estabiliz

El Gas se extrae con una cierta cantidad de
condensados los cuales se separan en una
batería de separadores en los sistemas de
recolección.
El gas ya liberado de sus condensados a las
temperaturas y presiones de salida, es
transportado por medio de ductos hacia las
instalaciones de tratamiento de gas.


Las instalaciones de tratamiento de gas
natural son principalmente:
Plantas de Endulzamiento
Plantas de Deshidratación de Gas.

Estas plantas tienen la finalidad de extraer los
compuestos ácidos del gas, principalmente CO2,
H2S y otros compuestos sulfurados, que en
contacto con el agua producen corrosión, la
reducción de la vida útil de las instalaciones.
TRATAMIENTO DEL GAS NATURAL

Corrosión en Equipos de Endulzamiento

Los métodos más usados son:
La absorción química con soluciones de
aminas.
La absorción física con soluciones de los
compuestos ácidos.
La adsorción por medio de lechos sólidos.
Combinaciones de las anteriores.

Absorción Química
La absorción química con soluciones de aminas,
extraen los compuestos ácidos a elevadas
presiones y bajas temperaturas en una torre
contactora de absorción de platos o lecho
empacado.
Luego en el proceso de regenerado de las soluciones
de aminas se liberan los gases ácidos y la amina
se recircula para comenzar de nuevo el proceso.

Absorción Física
En esta tecnología de absorción física con
soluciones de los compuestos ácidos, el
regenerado se realiza por cambios de
presión y no requiere variaciones de
temperaturas importantes.

Adsorción por medio de Lechos Sólidos
La adsorción por medio de lechos sólidos,
como el Sulfatreat y el Iron Sponge, en
estos casos el sólido adsorbe los gases
ácidos y los retiene en su masa, una vez
saturado el lecho se tiene que sustituir.




RECUPERACIÓN DE AZUFRE

Aminas primaria:
MEA=Monoetanolamina
Aminas secundaria:
DEA=Dietanolamina
Amina terciaria:
TEA=Trietanolamina
MDEA=Metildietanolamina
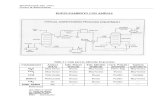
PLANTAS DE ENDULZAMIENTO

• MEA: Monoetanolamina (PM = 61,08)• DGA: Diglicolamina ( PM = 105,14)• DEA: Dietanolamina (PM = 105,14)• DIPA: Diisopropanolamina (PM = 133,19)• MDEA: Metildietanolamina ( PM = 119,17)• TEA: Trietanolamina (PM = 148,19)

Contaminante Aminas
(DEA)
Solv. Físicos
(Selexol)
Solv. hibridos (Sulfinol)
Carb. Potasio (Benfield)
Tamices moleculares
H2S Muy bueno Bueno Muy bueno Pobre-Reg Muy bueno
CO2 Muy bueno Bueno Muy bueno Bueno Muy bueno
COS Pobre/nada Bueno Bueno Posible Cuidado
RSH(*) No/limitado Bueno Bueno Posible Muy bueno
CS2 No Bueno Bueno Posible ---
EMS, DMDS No --- --- --- ---
Referencias:COS : Sulfuro de carbonilo(*) : Denota mercaptanosCS2 : Disulfuro de carbono
EMS : Etil metil sulfuroDMDS : Dimetil disulfuro
Tabla 1 . Guía para la selección de procesos

Según los fabricantes incrementan los beneficios
para reducir la corrosión, caudal de circulación,
requerimientos de energía, incremento de
capacidad, etc.
Los principales son: Gas/Spec Textreat Ucarsol MDEA plus
PLANTAS DE ENDULZAMIENTO

Solvente % peso
solución
con agua
Rata de
Circulació
n gpm
Carga molar
moles gas
ácido/mol
solvente
Scf gas ácido
removido/gal de
solución
Vapor de despojo
lb/gal
sol.
lb/h
MEA 18 1475 0,30 2,82 1,2 106 200
DGA 60 870 0,25 4,80 1.5 78 300
DEA 25 865 0,62 4,82 1,1 57 090
DEA(SNPA) 25 485 1,10 8,56 1,1 32 00
MDEA 35 865 0,50 4,82 1,0 51 900
K2CO330 1550 0,30 2,69 0,5 45 500

Fig. 2-6 Eliminación de H2S según el flujo másico de alimentación

Fig. 2-7 Criterios de selección entre procesos de endulzamiento con aminas


pesoAML
AGQPMgmpUSCirc
aa
aa
%**
%***219,0).(
)min(
)min(
Remoción de gas ácido =
)min(
)min( %***72,31
aa
aa
PM
pesoAML
(scf gas ácido/gal de amina)
Ec. 2-2
Ec. 2-1
La rata de circulación de solvente en galones por minuto:

Tiene la ventaja de funcionar a temperaturas algo superiores.
La gravedad específica para soluciones de K2CO3 se puede estimar con un 2 % de error de la fórmula siguiente:
)100/(%0,1 32)( 32COKpesoCOK

g
glgas KV
gasVP
TZQd
*
***4,59
Diámetro de la absorbedora:
[ ft /s]
[ pulgadas]

)(
)()( 035,1
agua
MDEAMDEA

Fig. 2-4 Propiedades físicas de químicos de tratamiento


Duty, Btu/hQ
Área, ft2
A
Rehervidor (Fuego directo) 72 000 *gpm 11,30 * gpm
HEX Amina rica/pobre 45 000 * gpm 11,25 * gpm
Enfriador de amina con aire 15 000 * gpm 10,20 * gpm
Condensador de reflujo 30 000 * gpm 5,20 * gpm
Bomba principal de amina gpm * psig * 0,00065 = hp
Bomba reforzada para amina gpm * 0,06 = hp
Bomba de reflujo gpm * 0,06 = hp
Condensador aéreo gpm * 0,36 = hp
Tabla 2-3 estimativos de requerimientos de intercambio de calor
Tabla 2-4 Estimativos de requerimientos de potencia en bombas y enfriadores con aire

Fig. 2-10 Estimación de la capacidad de la absorbedora a partir del diámetro

Rata Circulación
sol. gpm
DiámetroRegeneradora
Tanque IntermedioAcumulador de
Reflujo Tambor FlashFiltro de Carbón
Activo
Diámetro Longitud Diámetro Longitud Diámetro Longitud Diámetro Longitud
10 16 24 72 16 36 24 72 16 84
25 24 42 96 24 48 42 96 24 84
50 30 48 144 30 96 48 144 30 96
100 42 60 192 42 96 60 192 42 96
200 60 84 288 60 96 84 288 60 96
300 72 84 384 72 96 84 384 72 96
400 84 96 384 84 96 96 384 84 96
Tabla 2.5 Dimensiones aproximadas de vasijas para el proceso con aminas (Pulgadas)
Fuente: “GPSA”

Acondicionamiento Del Gas Natural
Variable Límite Unidad Metano (C1) 80,00 %m Etano (C2) 12,00 %m Propano (C3) 3,00 %m Butanos+ (C4+) 1,50 %m Nitrógeno (N2) 1,00 %m Dióxido de Carbono (CO2) 8,50 %m Densidad Relativa 0,75 adimensional Sulfuro de Hidrógeno (H2S) 12,00 ppm molar Vapor de Agua (H20) 7,00 Lb/MMPCS Temperatura de Rocío de Hidrocarburos (TRH)
< Tamb mín en 20/36
°C / °F
Temperatura Mín/Máx 2–50/36-122 °C / °F Fuente: Covenin 3568-2-2000

ACONDICIONAMIENTO DEL GAS NATURAL
Deshidrataciónmediante TEG
Gas sin agua y rico
Gas Metano
TRANSMISIÓN YDISTRIBUCIÓN
Remoción de H2S y CO2
Remoción de H2S y CO2