
Presentation (2)
36
EMISION ACUSTICA JHON SOLER CAMILO COTRINO JOHN CUELLAR
-
Upload
cuellarjohn -
Category
Documents
-
view
229 -
download
0
description
Emisiones Acusticas
Transcript of Presentation (2)
EMISION ACUSTICA
JHON SOLERCAMILO COTRINO
JOHN CUELLAR
¿QUE ES LA EMISION ACUSTICA?
• Es una técnica empleada para detectar, medir y localizar defectos mediante ondas de sonido originadas durante una repentina liberación de energía, como consecuencia de las deformaciones del material.
• Las fuentes de emisión acústica, originadas por ejemplo en propagación de fisuras, en deformaciones plásticas, en mecanismos de corrosión y desgaste, etc. Son detectadas por sensores montados sobre la superficie de los equipos.
PRINCIPIO DE LA EMISION ACUSTICA
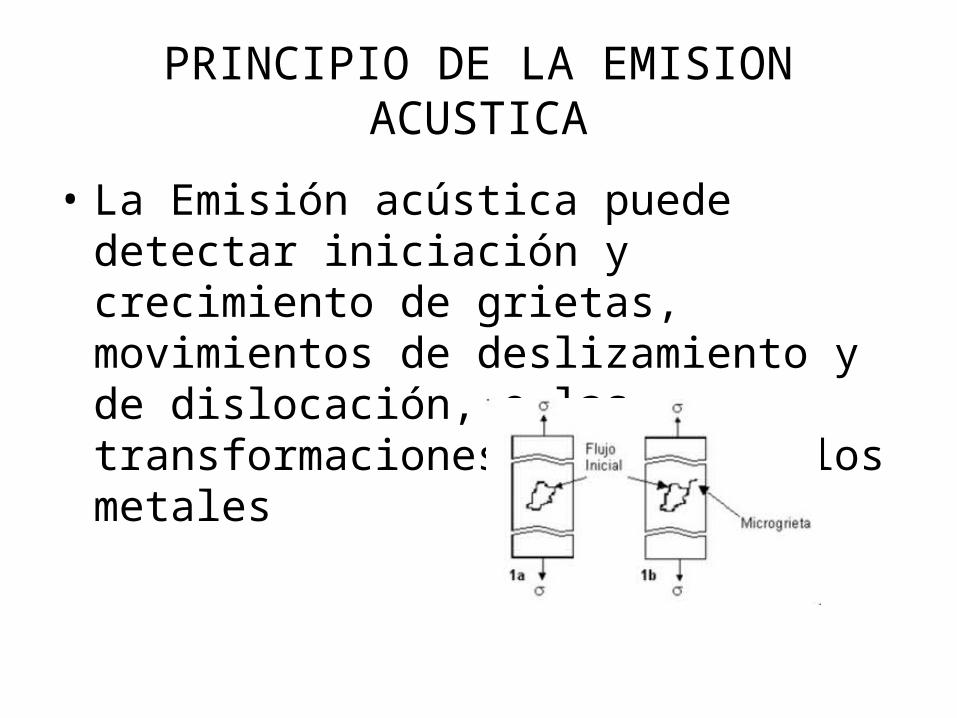
• La Emisión acústica puede detectar iniciación y crecimiento de grietas, movimientos de deslizamiento y de dislocación, o las transformaciones de fase en los metales
Defectos típicos que pueden ser detectados con las Emisiones Acústicas
• Fatiga mecánica: La variación en el proceso puede causar daños a la estructura, esta variación puede ser causada por presiones internas o presiones cíclicas. . El propósito de las EA es el de detectar y localizar dichas fisuras antes de provocar un fallo catastrófico en el elemento
• Fatiga térmica:Las variaciones de temperatura pueden provocar y hacer crecer fisuras internas donde son normalmente en áreas dónde hay boquillas, soportes y articulaciones. Es común detectar daños térmicos en servicio en refinerías usando la Emisión Acústica.
Defectos típicos que pueden ser detectados con las Emisiones Acústicas
• Daños por hidrógeno: En las vasijas a presión de acero se puede producir una absorción del hidrógeno al material que puede causar microfisuras provocando en el acero una pérdida de ductilidad y la resistencia del acero. La Emisión Acústica permite detectar en pruebas en servicio dichos daños.
• Fisuras de corrosión por esfuerzos: Este fenómeno es debido a los efectos de la corrosión y de los esfuerzos en tensión, produce un proceso de fisuras típicas estables, es probable detectarlas con la Emisión Acústica.
• Corrosión general: En tanques y recipientes a presión se puede producir Emisión Acústica como resultado de la fricción del producto con el tanque. Esta señal se relaciona con la presencia de corrosión.
RANGO DE APLICABIIDAD
• La escala mas grande en emisiones acústicas son eventos sísmicos, mientras que la mas pequeña es para inspección de pequeños movimientos de dislocaciones en metales sometidos a esfuerzo
• Para una alta sensibilidad tipicamente esta de 20 a 1200 KHz
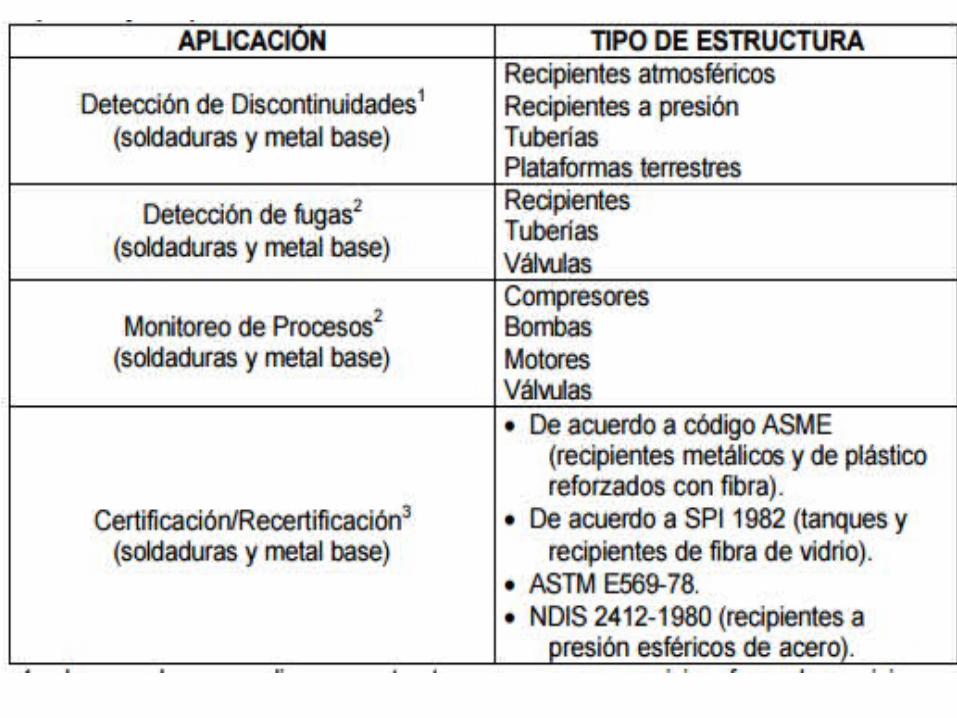
Aplicaciones
Es un método es empleado para evaluar el estado de integridad de recipientes atmosféricos y sometidos a presión, tales como:
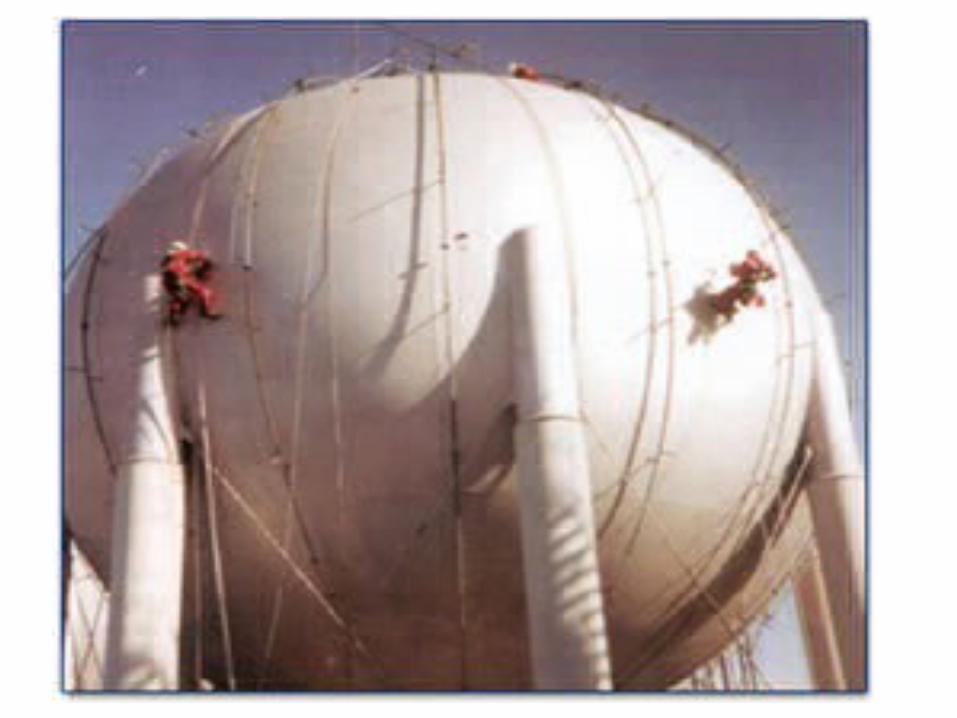
· Tanques para Gas o Líquidos.· Pisos de Tanques de almacenamiento de Hidrocarburos· Esferas de Gas.· Cilindros Domiciliarios.· Cilindros de Gas instalados en vehículos.· Tanques sobre Vagones· Intercambiadores.· Calderas.· Cañerías.

funcionamiento de la emisión acústica
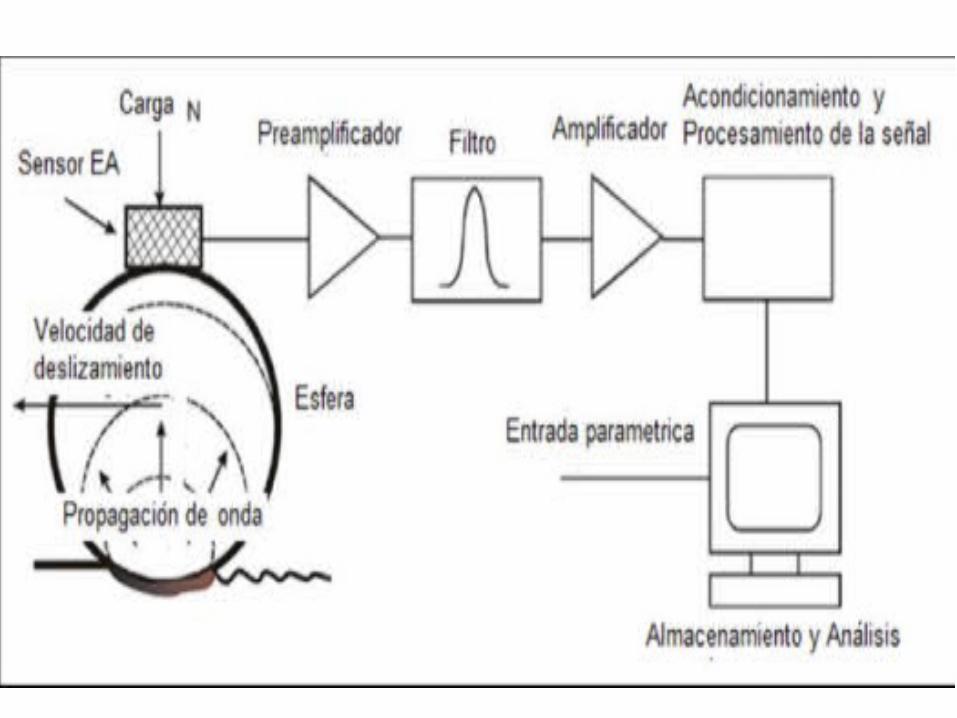
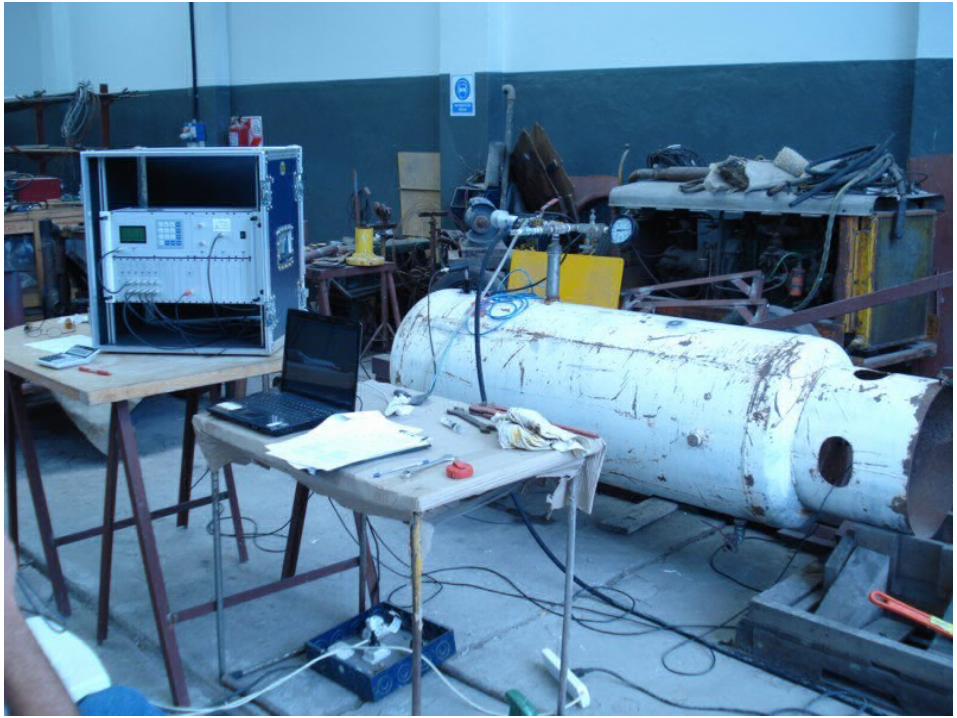
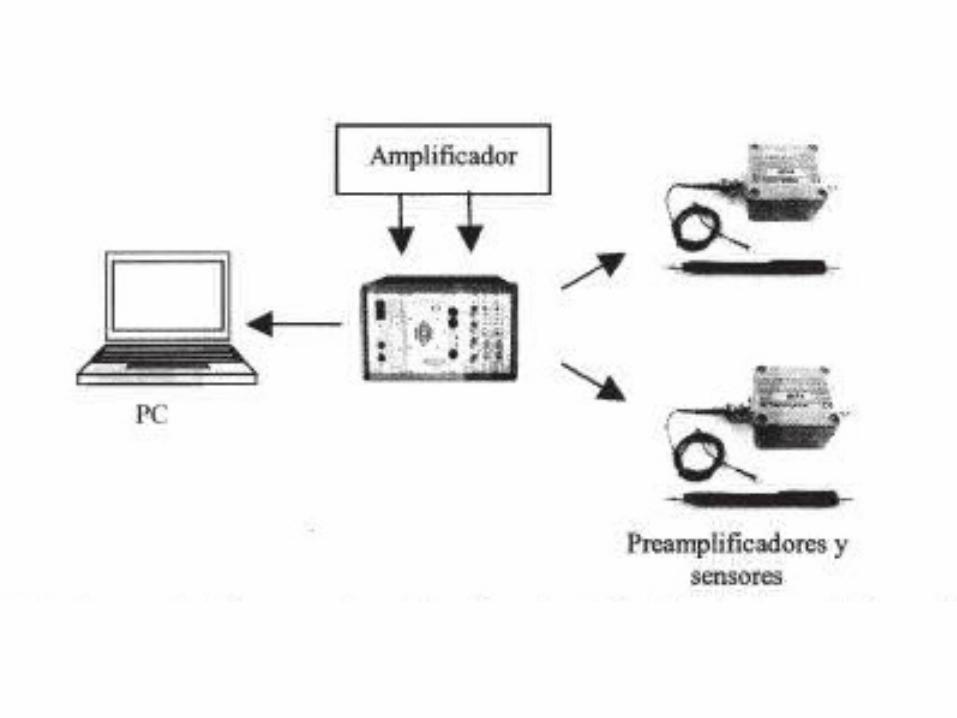
La detección de señales de emisión acústica se realiza mediante el uso de transductores, los cuales, como ya se ha mencionado, se colocan en la superficie del material a inspeccionar. Este tipo de transductores, consisten de materiales cerámicos piezoeléctricos cuya función es detectar el movimiento de las ondas elásticas (emisión acústica) y convertir este tipo de señal en voltaje eléctrico. Después, la señal (en forma de voltaje) es amplificada con ayuda de un pre-amplificador, asegurando así que la señal tenga suficiente intensidad para llegar al equipo de adquisición y análisis de señal (computadora).
Procedimiento de prueba
Un procedimiento típico de inspección con emisión acústica, consta de las siguientes etapas: 1. Puesta a punto del equipo. 2. Adquisición de datos. 3. Análisis e interpretación de datos. 4. Evaluación de Datos. 5. Recomendaciones.
La primera etapa, consiste en obtener datos de la estructura a inspeccionar (tanques, recipientes a presión, tubería, etc.), dentro de los cuales, si la estructura se encuentra en servicio, el más importante es la carga y/o presión máxima a la que se ha sometido la estructura hasta antes de su prueba de EA. Adicionalmente datos como: tipo de material, temperatura de trabajo, uso de aislantes, fecha y datos de la última inspección realizada, etc., también son útiles. Con estos datos se determina, entre otras cosas, el tipo y número de sensores a utilizar.
Una vez que se ha puesto el equipo a punto, comienza la etapa de adquisición de datos. Durante esta etapa la estructura gradualmente se va sometiendo a carga, hasta sobrepasar la máxima carga previamente aplicada en servicio. Durante este proceso de carga, la adquisición de datos es continua y no debe detenerse, ya que cualquier interrupción puede ser perjudicial para la etapa de análisis de datos.
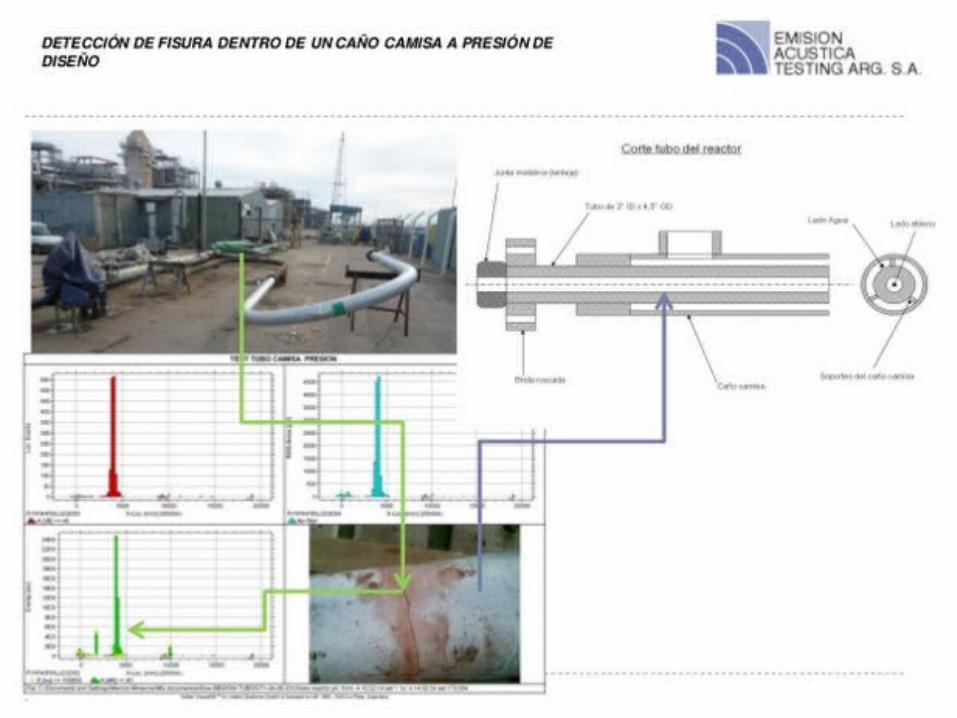
El análisis de datos se realiza mediante la construcción de gráficas de correlación, gráficas de tipo histórico y de distribución. Con ayuda de estas gráficas se realiza la interpretación de datos y, los defectos o las emisiones detectadas son identificadas y clasificadas de acuerdo a su severidad y/o intensidad.
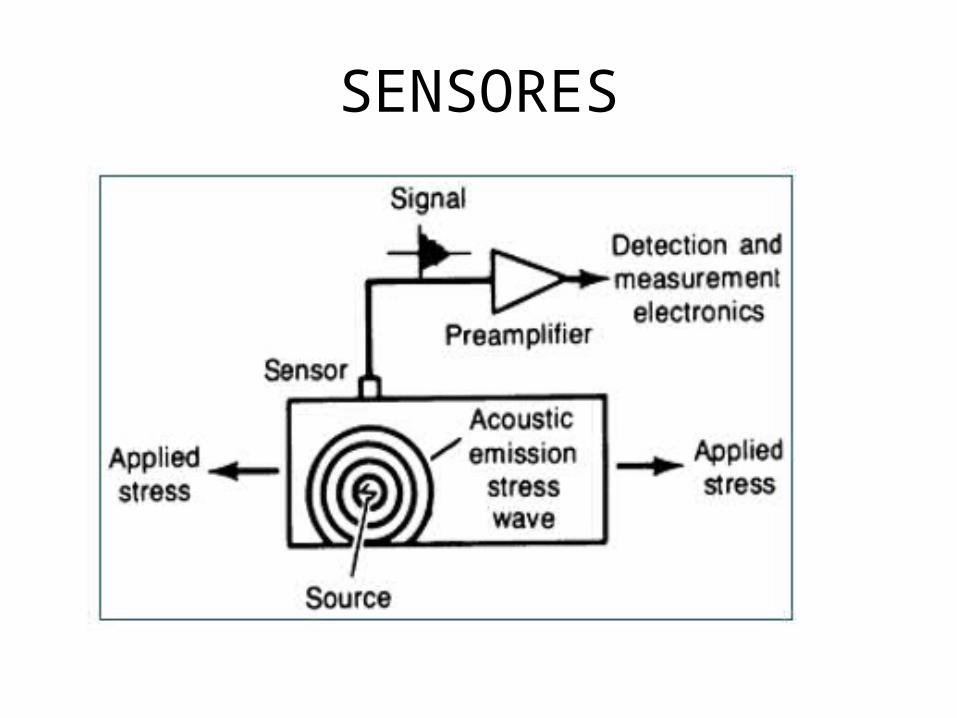
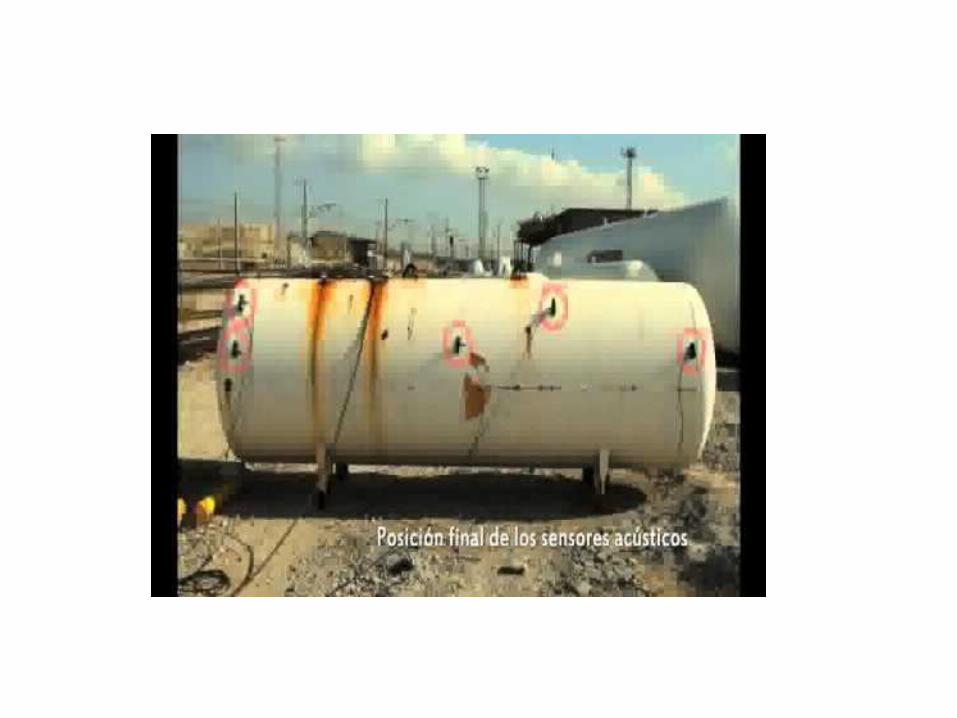
SENSORES
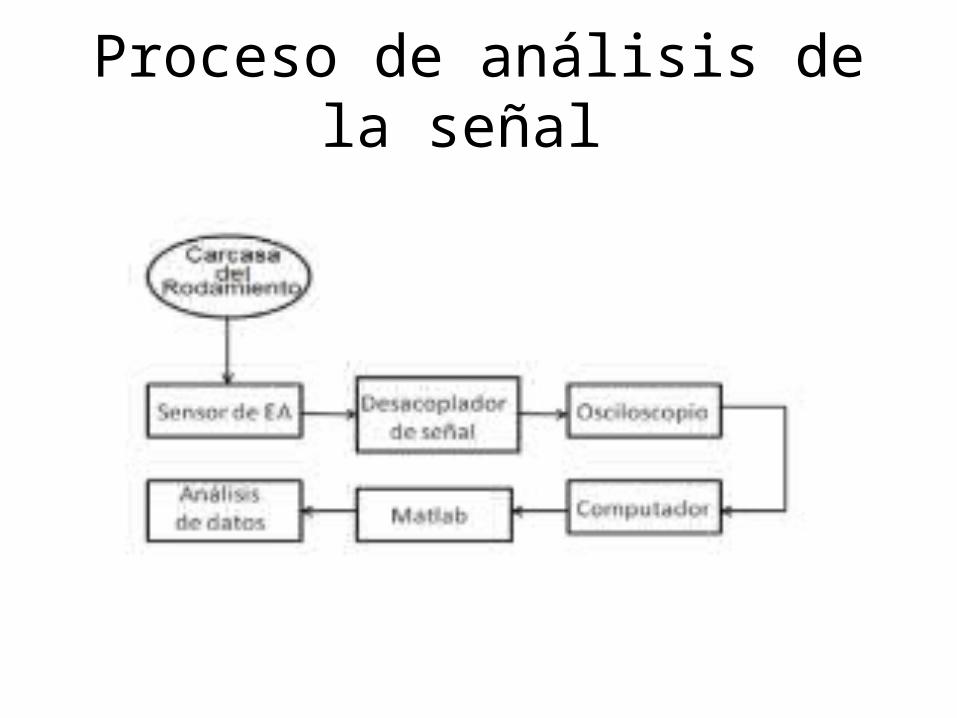
Proceso de análisis de la señal
Análisis de las señales de Emisión Acústica
Se usan varias técnicas para analizar las señales de Emisión Acústica. Esencialmente las señales pueden ser recogidas en forma de:
• Análisis paramétrico: Puede ser clasificada como cuantitativa y cualitativa. Los datos registrados en tiempo real pueden ser observados en formas gráficas. La observación de las tendencias de gráfico de golpe acumulativo y distribución de amplitud puede dar una buena información a la hora de evaluar cambios que ocurren en la estructura.
• Análisis de intensidad: Este tipo de análisis ayuda a evaluar los resultados y el significado estructural del evento de Emisión Acústica registrado. La intensidad de la señal es un parámetro que incluye como la duración y la amplitud de la señal.
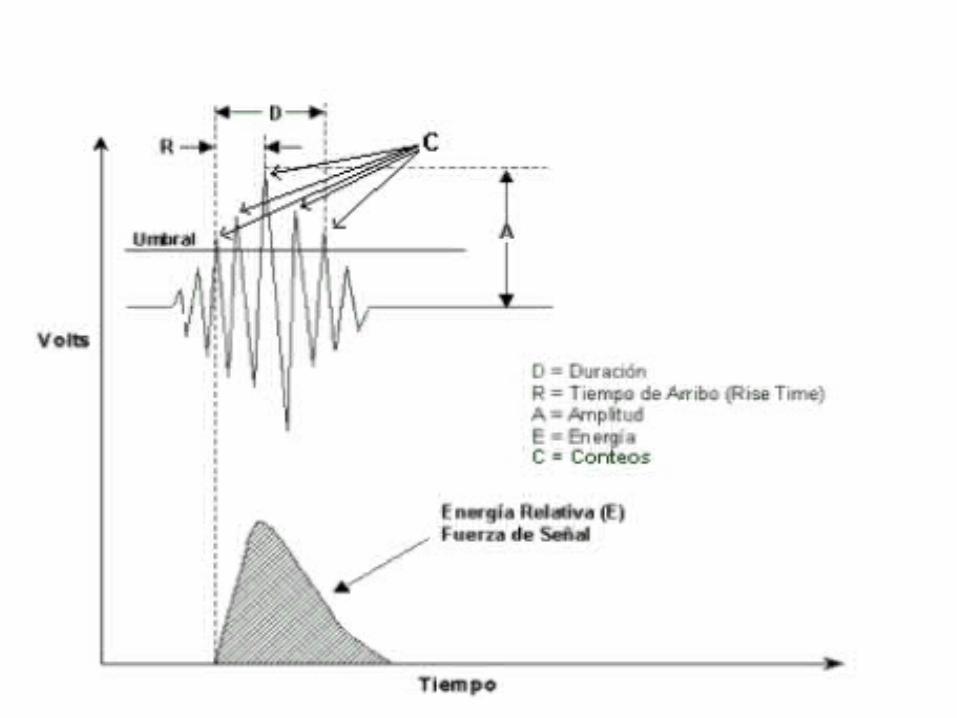
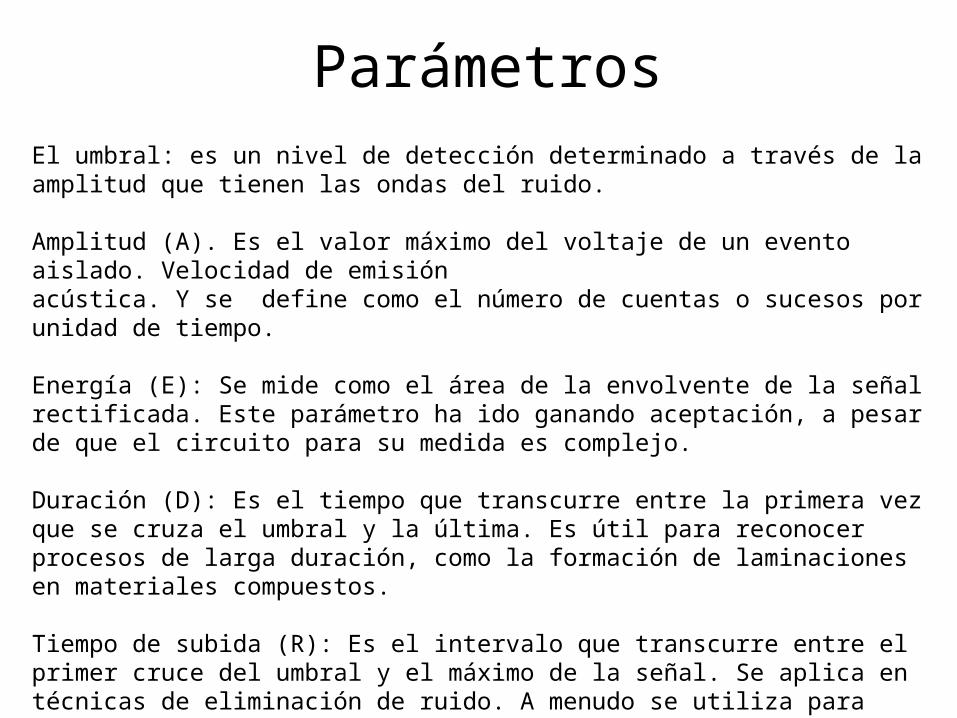
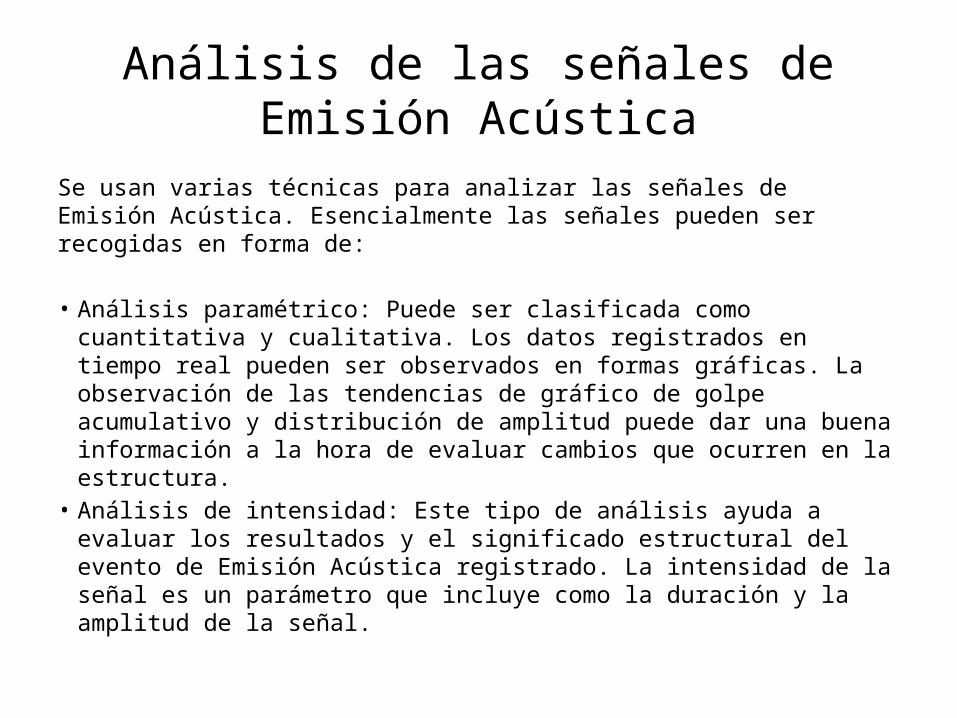
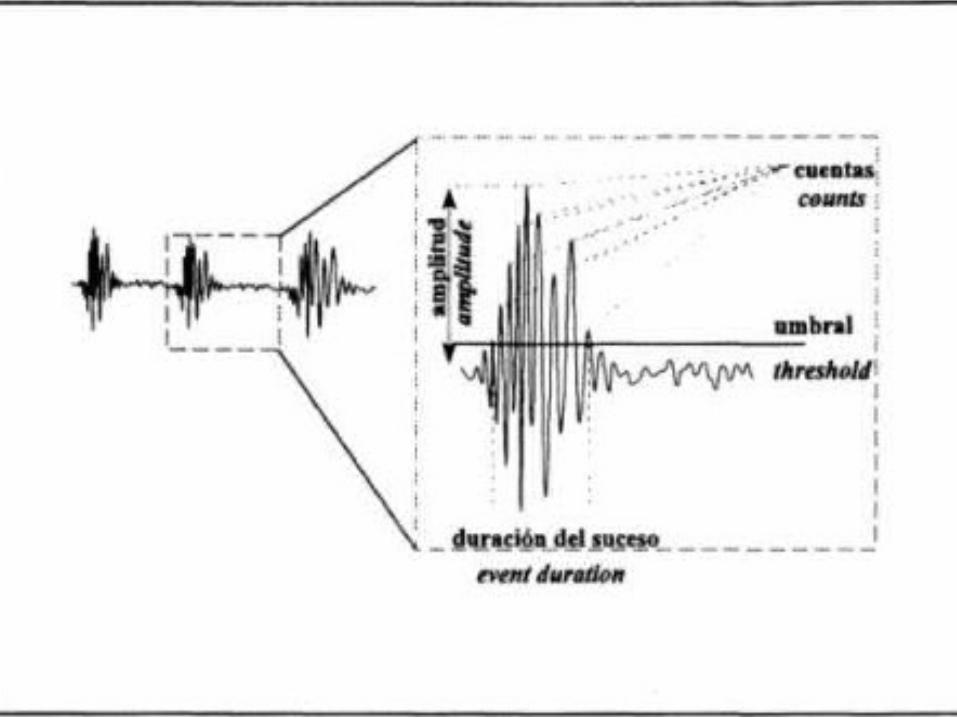
ParámetrosEl umbral: es un nivel de detección determinado a través de la amplitud que tienen las ondas del ruido.
Amplitud (A). Es el valor máximo del voltaje de un evento aislado. Velocidad de emisión acústica. Y se define como el número de cuentas o sucesos por unidad de tiempo.
Energía (E): Se mide como el área de la envolvente de la señal rectificada. Este parámetro ha ido ganando aceptación, a pesar de que el circuito para su medida es complejo.
Duración (D): Es el tiempo que transcurre entre la primera vez que se cruza el umbral y la última. Es útil para reconocer procesos de larga duración, como la formación de laminaciones en materiales compuestos.
Tiempo de subida (R): Es el intervalo que transcurre entre el primer cruce del umbral y el máximo de la señal. Se aplica en técnicas de eliminación de ruido. A menudo se utiliza para problemas que dependen del tiempo, como vibración y dinámica.
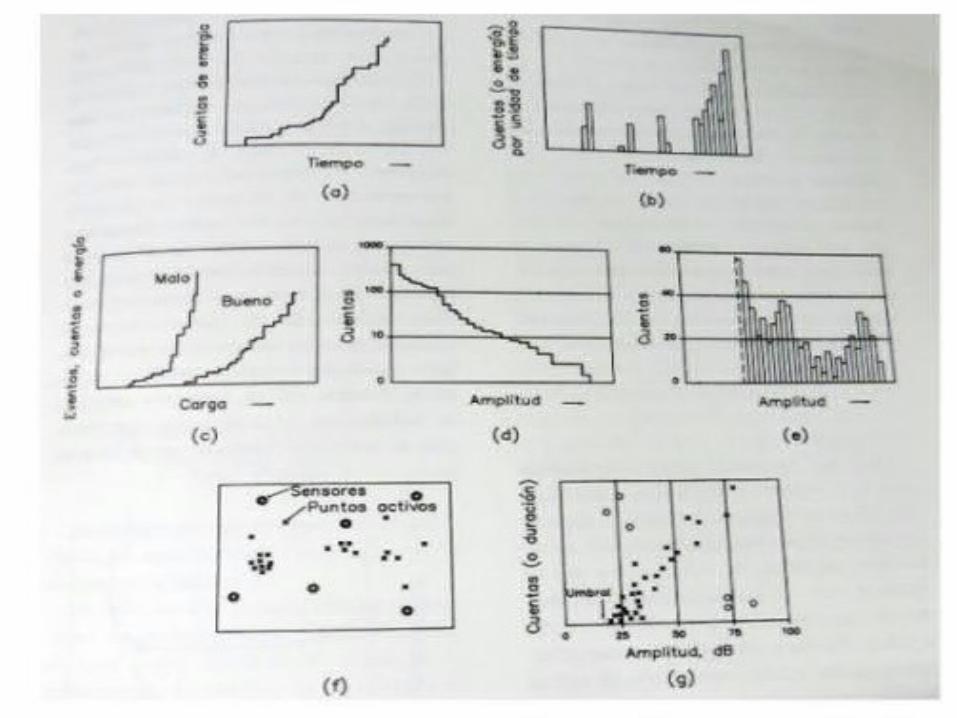
Representación de los datos
Los datos obtenidos se pueden representar en gráficas, relacionando dos parámetros o características de la señal de emisión acústica. En el eje X se suele representar una característica de señal, usualmente la amplitud y en el eje Y el número de emisiones o sucesos que tienen la correspondiente amplitud.
Análisis de resultados
Una evaluación típica de datos consiste en:
- Actividad durante los períodos de parada: Puede indicar fluencia de esfuerzos continuos o daños.
- Presencia de actividad durante la carga: Puede indicar daños espaciados como la corrosión.
- Cantidad de actividad: Indica la presencia de defectos.
- Señales de gran amplitud: Pueden indicar la presencia de defectos en crecimientos.
- Energía acumulada: Indica que las áreas de defectos están respondiendo a los incrementos de esfuerzos.
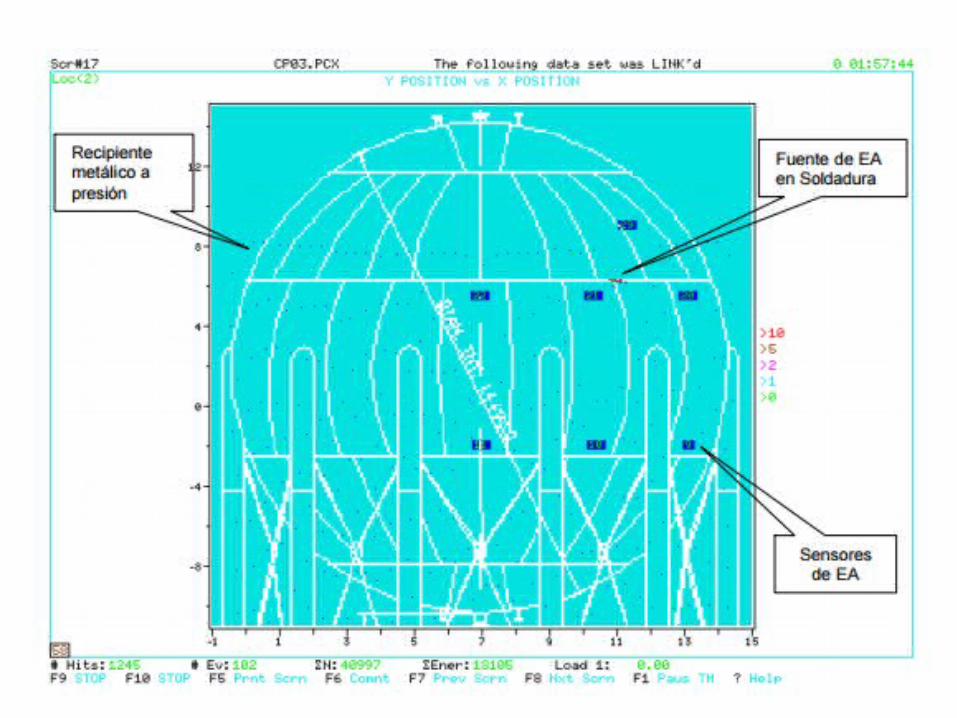
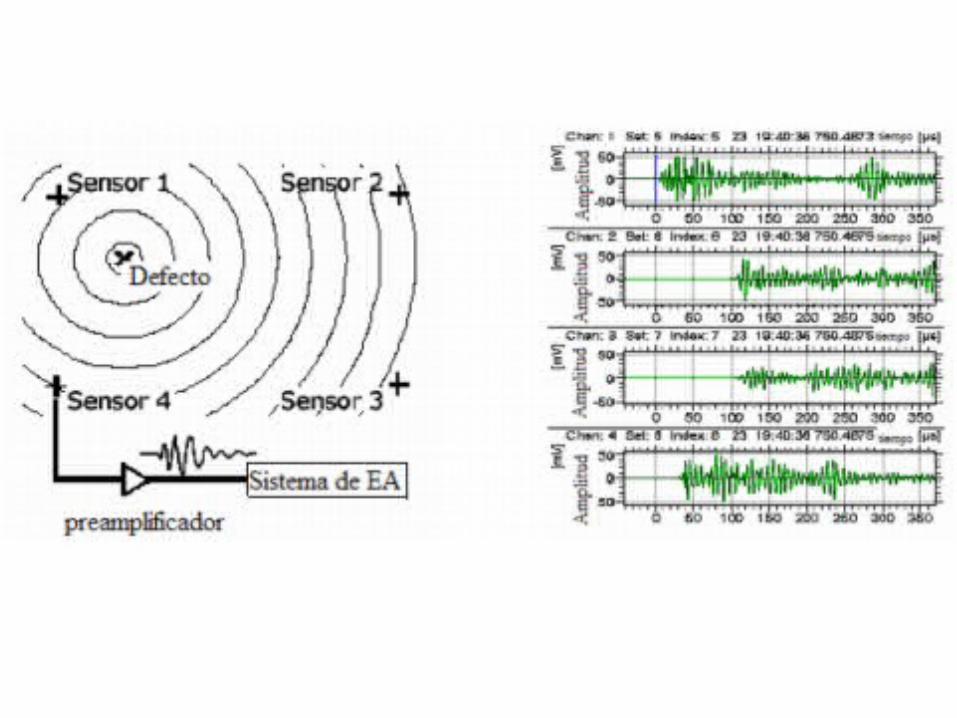
Localización de la fuente
La determinación de la posición del defecto de cada uno de los eventos es fundamental para las pruebas de EA. La distancia entre defecto y sensores es igual al tiempo de llegada multiplicado por la velocidad de la señal. La onda de EA se distribuye en círculos concéntricos de su fuente y llega a los sensores en tiempos distintos. La diferencia de tiempo es proporcional a la distancia entre el sensor y el defecto.
Ventajas de la EA
• Los defectos hacen su propia señal (responden a carga, por eso permiten un descubrimiento rápido y temprano de defectos).
• Los equipos son operativos minimizando los posibles problemas que surgen en las paradas de planta y posteriores puestas en servicio, extracción de aislaciones, etc.
• Tiempo real de monitorización. • Detección de disposición de posibles defectos. • No es necesario limpiar el área a la que se aplicara el ensayo• Este equipo también puede detectar procesos de solidificación,
fricción, flujo y fases de transformación
Desventajas de la EA
• La interpretación de los resultados; ya que para una evaluación completa en campo se requiere de procesadores que tengan alta velocidad y gran capacidad de memoria y almacenamiento; motivo por el cual un trabajo de inspección por AET puede realizarse rápidamente pero a un costo relativamente elevado
• El personal que realiza este tipo de pruebas debe tener una gran capacidad y experiencia en la interpretación de señales y en la disposición de los transductores de inspección; quien se especializa en esta técnica requiere de por lo menos un año de trabajo previo antes de ser calificado como Nivel 1 y necesita casi dos años para poder ser calificado como Nivel II.
Ejemplos

Ensayo de flexión monitorizado mediante EA
Conclusiones
• En recipientes en servicio, después del análisis e interpretación de datos, se pueden dar recomendaciones oportunas y, dependiendo de la severidad del defecto, las recomendaciones pueden ser una inspección con métodos tradicionales (UT, LP, PM, etc.) en áreas especificas, o bien, una futura inspección con emisión acústica en un período no mayor a tres años.
• La inspección mediante Emisión Acústica es un método capaz de detectar grietas, corrosión, discontinuidades, fugas, etc., en prácticamente cualquier tipo de estructura sujeta a presión o cargas (Tanques, Tuberías, Recipientes a presión, etc.).
