Presentation Toyota
13
ASG / NA Ops - Interiors Holland - Southview Visor 1 Southview Visor Holland, MI ASG-Interiors Thomas Hylton BB (cert.) Darin Klooster GB Toyota Eurotuck scrap Toyota Camry visor SouthView facility, Holland, MI
-
Upload
thomas-hylton -
Category
Documents
-
view
144 -
download
3
Transcript of Presentation Toyota

ASG
/ N
A O
ps -
Inte
rior
sH
olla
nd -
Sout
hvie
w V
isor
1
Southview Visor Holland, MI ASG-Interiors
Thomas Hylton BB (cert.)Darin Klooster GB
Toyota Eurotuck scrap
Toyota Camry visor
SouthView facility, Holland, MI

ASG
/ N
A O
ps -
Inte
rior
sH
olla
nd -
Sout
hvie
w V
isor
2
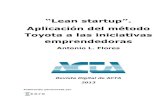
Defective EuroTuck
Build consistency
Process set-up
ODS compliance
Air service
Blade design
Fabric pin location
Machine settings
Gauge accuracy
Cloth age
Foam type
Cloth thickness
Core variation
Aspect ratio of euro
Fabric physical attr
Die cut dimension
Servo cylinder - ten
Fabric grain directi
Transportation metho
Pinning method
One-piece flow
Inspection method
Gauge R & R
Lighting
Season
Humidity
Shift
Personnel
Machines
Materials
Methods
Measurements
Env ironment
Camry Cause and Effect
Greenbelt f ocus

ASG
/ N
A O
ps -
Inte
rior
sH
olla
nd -
Sout
hvie
w V
isor
3
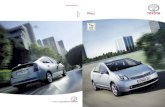
Mea
sure
2
Rating Scale:
1= Perfect Part
2= Just Passed
3= Just Failed
4= Total Failure
A #4 type failure
rickmarkbrad
100
90
80
70
60
Appraiser
Perc
ent
Within Appraiser
Assessment AgreementDate of study:Reported by:Name of product:Misc:
[ , ] 95.0% CI
Percent

ASG
/ N
A O
ps -
Inte
rior
sH
olla
nd -
Sout
hvie
w V
isor
4
Mea
sure
0Subgroup 10 20 30 40
-0.01
0.00
0.01
0.02
0.03
0.04
0.05
Indi
vid
ual V
alue
1
1 1
Mean=0.01308
UCL=0.03568
LCL=-9.5E-03
0.00
0.01
0.02
0.03
0.04
0.05
Mov
ing
Ran
ge
1
1
R=0.008497
UCL=0.02776
LCL=0
I and MR Chart for p defectives
Unexplained special causes
Days of production

ASG
/ N
A O
ps -
Inte
rior
sH
olla
nd -
Sout
hvie
w V
isor
5
Mea
sure
3 Quantify current performance and estimate improvement target.
Process Y Summary gathered from accumulated run data
Sigma 3.81Z short term 3.81Z long term 2.31DPMO (short-term data) 69.87DPMO (long-term data) 10,480.00% Out of Spec (short-term data) 0.006987% Out of Spec (long-term data) 1.0480001 Defect per # of Opportunities (short-term data) 14,311.41 Defect per # of Opportunities (long-term data) 95.4Cpk (short-term data) 1.2696Cpk (long-term data) 0.7696
Based of the Data that was input, this process has a
Sigma = 3.81 and a DPMO of 10,480.00

ASG
/ N
A O
ps -
Inte
rior
sH
olla
nd -
Sout
hvie
w V
isor
6
Problem solving strategy:
Step 1: Analyze bad/good parts with ANOVA to find significant material factors, determine sigma level and look for evidence of special causes
Step 2: Run several screening DOEs to find significant process
factors, material factors and solutions to special causes.
Run full-factorial DOE to predict feasibility of zero defects with screening DOE chosen materials and process parameters.
The final step will be a response surface DOE and regression model to define the process settings and materials needed for a 0 defects process
(completed)
CONTROL PHASE
Awaiting cloth delivery 02-14 cloth and tuck blades to run 1st response surface DOE.

ASG
/ N
A O
ps -
Inte
rior
sH
olla
nd -
Sout
hvie
w V
isor
7
ANOVA ANALYSISCLOTH DRAWN FROM RATED PRODUCT BY DESTRUCTIVE TESTING.
One-way ANOVA: thickness versus good
Analysis of Variance for thickness
Source DF SS MS F P
good 1 0.3053 0.3053 7.78 0.007
Error 58 2.2772 0.0393
Total 59 2.5825
Individual 95% CIs For Mean
Based on Pooled StDev
Level N Mean StDev -----+---------+---------+---------+-
Bad 30 2.6764 0.2161 (--------*--------)
Good 30 2.8191 0.1784 (--------*--------)
-----+---------+---------+---------+-
Pooled StDev = 0.1981 2.640 2.720 2.800 2.880
THICKNESS IS SIGNIFICANT
CLOTH COLOR WAS NOT SIGNIFICANT

ASG
/ N
A O
ps -
Inte
rior
sH
olla
nd -
Sout
hvie
w V
isor
8
Screening DOE resolution IV ¼ factorial
9 factors, 2levels, 3 replicates
tuckpsi xtnd time et delay tuck time fabric blade tuck out del tuck in dela nose tuck xt
1.0
1.6
2.2
2.8
3.4
reso
nse
Main Effects Plot (data means) for resonse

ASG
/ N
A O
ps -
Inte
rior
sH
olla
nd -
Sout
hvie
w V
isor
9
blade psi,20 or 45psi p=.000
Thick or thintuck bladep=.011
foam:Foamex orVita p=.011
>.05)significant(notcloth age
1.5
2.1
2.7
3.3
3.9
ratin
g
Main Effects Plot - Data Means for ratingRating: 1 is perf ect, 4 is total f ailure
D.O.E. #2 results: main effects

ASG
/ N
A O
ps -
Inte
rior
sH
olla
nd -
Sout
hvie
w V
isor
10
Anal
yze
6
.
Source DF Seq SS Adj SS Adj MS F P
blade ps 1 80.0833 80.0833 80.0833 440.46 0.000
blade ty 1 1.3333 1.3333 1.3333 7.33 0.011
foam 1 1.3333 1.3333 1.3333 7.33 0.011
cloth 1 0.3333 0.3333 0.3333 1.83 0.185
blade ps*blade ty 1 1.3333 1.3333 1.3333 7.33 0.011
blade ps*foam 1 1.3333 1.3333 1.3333 7.33 0.011
blade ps*cloth 1 0.3333 0.3333 0.3333 1.83 0.185
blade ty*foam 1 0.7500 0.7500 0.7500 4.13 0.050
blade ty*cloth 1 0.0833 0.0833 0.0833 0.46 0.503
foam*cloth 1 0.0833 0.0833 0.0833 0.46 0.503
blade ps*blade ty*foam 1 0.7500 0.7500 0.7500 4.13 0.050
blade ps*blade ty*cloth 1 0.0833 0.0833 0.0833 0.46 0.503
blade ps*foam*cloth 1 0.0833 0.0833 0.0833 0.46 0.503
blade ty*foam*cloth 1 0.0000 0.0000 0.0000 0.00 1.000
Error 33 6.0000 6.0000 0.1818
Total 47 93.9167
2nd Design of Experiments: Full Factorial
Significant factorsPSI of tucking blade
Thickness of tucking blade
Manufacturer of Foam backing on the cloth

ASG
/ N
A O
ps -
Inte
rior
sH
olla
nd -
Sout
hvie
w V
isor
11
Anal
yze
4DOE # 2, screening or substitute foam, cloth aging, and sig. factors from DOE 1
10-1
2
1
0
-1
-2
Nor
mal
Sco
re
Residual
Normal Probability Plot of the Residuals(response is rating)
Nice residual track!

ASG
/ N
A O
ps -
Inte
rior
sH
olla
nd -
Sout
hvie
w V
isor
12
Anal
yze
6
.
2nd Design of Experiments: Full Factorial
20 45 0.125
.375
vita foam
ex
fresh
old
2
3
4
2
3
4
2
3
4
2
3
4blade psi
blade type
foam
cloth
20
45
0.125
0.250
vita
foamex
fresh
old
Interaction Plot - Data Means for rating
Significant! Significant!
Significant!
Significant!

ASG
/ N
A O
ps -
Inte
rior
sH
olla
nd -
Sout
hvie
w V
isor
13
StdOrder RunOrder Blocks Tuck PSI Blade Thickness Foam Thickness
11 1 1 30 0.125 3.5
1 2 1 20 0.125 3.0
10 3 1 30 0.375 2.5
12 4 1 30 0.375 3.5
3 5 1 20 0.375 3.0
13 6 1 30 0.250 3.0
14 7 1 30 0.250 3.0
7 8 1 20 0.250 3.5
15 9 1 30 0.250 3.0
8 10 1 40 0.250 3.5
4 11 1 40 0.375 3.0
6 12 1 40 0.250 2.5
5 13 1 20 0.250 2.5
9 14 1 30 0.125 2.5
2 15 1 40 0.125 3.0
Box-Behnken response surface DOE
Variable tuckpsi xtnd tim et delay tuck tim fabric blade tuck out tuck in nose tucOptimal 31.856 44.9625 10 20 thin thick 30 0 48
Example Only: response surface optimization: