Problem as Pl
21
Problemas Seleccionados por Ing. Miguel Jiménez C. Para el curso IO - PL Docente Adscrito al Dpto. Acad. De Investigación de Operaciones FII-UNP Pág 1 de 21 1) Una empresa fabricante de productos electrónicos manufactura tres tipos de productos: Transistores; Micromódulos y Circuitos Ensamblados. Posee cuatro zonas o áreas de fabricación: a) Producción de Transistores b) Ensamblaje de Circuitos c) Control de Calidad de Transistores y Micromódulos y, d) Ensamblaje y Prueba de los Circuitos Ensamblados. Producir un transistor requiere: 0.1 horas de capacidad del área de producción de transistores; 0.5 horas de capacidad del área de control de calidad de transistores y 0.70 soles de costos directos. Producir un micromódulo requiere: 0.4 horas de capacidad del área ensamblaje de circuitos, 0.5 horas de capacidad del área de control de calidad, 3 transistores y 0.50 de costos directos. Producir un circuito ensamblado requiere 0.1 horas de capacidad del área ensamblaje de circuitos, 0.5 horas del área de ensamblaje y prueba de circuitos ensamblados, un transistor, tres micromódulos y S/. 2.00 de costos directos. Cualquiera de los tres productos se vende suelto en cantidades ilimitadas a precios de S/.2.00, S/.8.00 y S/.25.00 cada uno respectivamente (transistores, micromódulos y c. ensamblados). Si existe 200 horas de trabajo disponible en cada una de las cuatro áreas de producción en el próximo mes, que productos y en que cantidad deben producirse para alcanzar la utilidad máxima. Solución Se debe tener presente que la producción de un Micromódulo se requiere 3 Transistores además del tiempo de paso por las diversas áreas que le compete, así mismo la producción de un Circuito ensamblado requiere de tres Micromódulos y un Transistor además del tiempo de paso en las áreas que le concierne; lo cual nos indica que para la elaboración de cada tipo de producto se debe considerar los productos que ellos necesitan como si fueran especialmente hechos para ellos esto implica el calculo total del tiempo total en cada área de fabricación así como también el calculo total del costo directo lo cual se resume en la tabla No1:
-
Upload
rudy-omar-cordova-ojeda -
Category
Documents
-
view
673 -
download
7
Transcript of Problem as Pl

Problemas Seleccionados por Ing. Miguel Jiménez C. Para el curso IO - PL
Docente Adscrito al Dpto. Acad. De Investigación de Operaciones FII-UNP
Pág 1 de 21
1) Una empresa fabricante de productos electrónicos manufactura tres tipos de productos:
Transistores; Micromódulos y Circuitos Ensamblados. Posee cuatro zonas o áreas de
fabricación:
a) Producción de Transistores
b) Ensamblaje de Circuitos
c) Control de Calidad de Transistores y Micromódulos y,
d) Ensamblaje y Prueba de los Circuitos Ensamblados.
Producir un transistor requiere: 0.1 horas de capacidad del área de producción de
transistores; 0.5 horas de capacidad del área de control de calidad de transistores y 0.70
soles de costos directos.
Producir un micromódulo requiere: 0.4 horas de capacidad del área ensamblaje de
circuitos, 0.5 horas de capacidad del área de control de calidad, 3 transistores y 0.50 de
costos directos.
Producir un circuito ensamblado requiere 0.1 horas de capacidad del área ensamblaje de
circuitos, 0.5 horas del área de ensamblaje y prueba de circuitos ensamblados, un
transistor, tres micromódulos y S/. 2.00 de costos directos.
Cualquiera de los tres productos se vende suelto en cantidades ilimitadas a precios de
S/.2.00, S/.8.00 y S/.25.00 cada uno respectivamente (transistores, micromódulos y c.
ensamblados). Si existe 200 horas de trabajo disponible en cada una de las cuatro áreas de
producción en el próximo mes, que productos y en que cantidad deben producirse para
alcanzar la utilidad máxima.
Solución
Se debe tener presente que la producción de un Micromódulo se requiere 3 Transistores
además del tiempo de paso por las diversas áreas que le compete, así mismo la producción
de un Circuito ensamblado requiere de tres Micromódulos y un Transistor además del
tiempo de paso en las áreas que le concierne; lo cual nos indica que para la elaboración de
cada tipo de producto se debe considerar los productos que ellos necesitan como si fueran
especialmente hechos para ellos esto implica el calculo total del tiempo total en cada área
de fabricación así como también el calculo total del costo directo lo cual se resume en la
tabla No1:

Problemas Seleccionados por Ing. Miguel Jiménez C. Para el curso IO - PL
Docente Adscrito al Dpto. Acad. De Investigación de Operaciones FII-UNP
Pág 2 de 21
Tabla No1: Cálculo de horas utilizadas de las diferentes áreas para los tres productos
ÁREAS
PRODUCTO
TIEMPO
DISPONIBLE
Transistor
Micromódulo
Circuito
Ensamblado
Producción de
Transistores
0.1 hrs
3 x 0.1 = 0.3 hrs 1 x 0.1 = 0.1 hrs
3 x 0.3 = 0.9 hrs
1.0 hrs
200 hrs
Ensamblaje de
Circuitos
0.4 hrs 3 x 0.4 = 1.2 hrs
+0.1 hrs
1.3 hrs
200 hrs
Control de
Calidad de
Transistores y
Micromódulos
0.5 hrs
3 x 0.5 = 1.5 hrs
+0.5 hrs
2.0 hrs
3 x 2.0 = 6.0 hrs
+0.5 hrs
6.5 hrs
200 hrs
Ensamblaje y
Prueba de los
Circuitos
Ensamblados
0.5 hrs
200 hrs
Costos Directos
S/. 0.70
3 x 0.70 = 2.10
+0.50
S/. 2.60
1 x 0.70 = 0.70
3 x 2.60 = 7.80
+2.00
S/. 10.50
Precio de Venta S/. 2.00 S/. 8.00 S/. 25.00
Definición de las variables de decisión:
X1: Es el número total de Transistores producidos
X2: Es el número total de Micromódulos producidos
X3: Es el número total de Circuitos Ensamblados producidos
La función objetivo se define entonces como la maximización de la utilidad la cual esta
representada por la siguiente Función lineal:
Max U = (2.00 – 0.70)X1 + (8.00-2.60)X2 + (25.00-10.50)X3
o Max U = 1.3X1 + 5.4X2 + 14.5X3
Las restricciones se obtienen en forma directa del cuadro y representan el tiempo utilizado
en cada área de fabricación en consecuencia se tienen 4 restricciones como sigue:
0.1X1 + 0.3X2 + 1.0X3 <= 200
0.4X2 + 1.3X3 <= 200
0.5X1 + 2.0X2 + 6.5X3 <= 200
+ 0.5X3 <= 200
X1,X2,X3 >= 0

Problemas Seleccionados por Ing. Miguel Jiménez C. Para el curso IO - PL
Docente Adscrito al Dpto. Acad. De Investigación de Operaciones FII-UNP
Pág 3 de 21
2) Tengo ahora 100 dólares. Durante los próximos tres años, hay las siguientes
inversiones:
Inversión A. Cada dólar invertido ahora produce 0.10 de dólar dentro de un año y 1.30
dólares dentro de tres años.
Inversión B. Cada dólar invertido ahora produce 0.20 de dólar dentro de un año y 1.10
dólares dentro de tres años.
Inversión C. Cada dólar invertido dentro de un año producirá 1.50 dólares dentro de
tres años.
Cada año se puede colocar el dinero no invertido en fondos del mercado de dinero, lo
que produce 6% de interés anual. Se puede colocar a lo más 50 dólares en cada una de
las inversiones A, B y C. Formule un PL para maximizar el efectivo en caja, dentro de
tres años
Solución
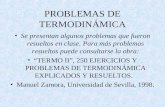
Una Imagen Vale más que mil Palabras
Al inicio del 1er año se tiene $100 que se invierten del siguiente modo:
X1A dólares al inicio del 1er año en el Proyecto de Inversión A,
X1B dólares al inicio del 1er año en el Proyecto de Inversión B,
Fond1 dólares al inicio del 1er año en Fondos del mercado de dinero
0 dólares en el proyecto de Inversión C dado que este proyecto no es factible invertir sino
hasta dentro de un año es decir al inicio del año 2.
La primera restricción es: X1A + X1B + Fond1 = 100
1.3X1A+1.1X1B+1.5X2C
+1.06Fond3 1.06Fond2 0.1X1A+0.2X1B
+1.06Fond1 100
1 2 3 4
X1A X1B Fond1 X2C Fond2 Fond3

Problemas Seleccionados por Ing. Miguel Jiménez C. Para el curso IO - PL
Docente Adscrito al Dpto. Acad. De Investigación de Operaciones FII-UNP
Pág 4 de 21
Al inicio del segundo año se cuenta con el dinero producido en el primer año por las
inversiones efectuadas y mostradas anteriormente, a saber : 0.1X1A+0.2X1B+1.06Fond1.
Este dinero se invierte del siguiente modo:
X2C dólares al inicio del 2do año en el Proyecto de Inversión C
Fond2 dólares al inicio del 2do año en Fondos del mercado de dinero
La segunda restricción es: X2C + Fond2 = 0.1X1A + 0.2X1B + 1.06Fond1
Al inicio del 3er año solo se cuenta con: 1.06Fond2 dólares, producto de la inversión de
Fond2 dólares en el año anterior.
La tercera restricción es: Fond3 = 1.06Fond2
Al final de los tres años se cuenta con: 1.3X1A+1.1X1B+1.5X2C+1.06Fond3 lo cual
hay que maximizar, en consecuencia la función objetivo es:
FO Max U = 1.3X1A + 1.1X1B + 1.5X2C + 1.06Fond3
Sin embargo por las condiciones del problema se tiene tres restricciones más que dependen
de la capacidad de inversión en los proyectos como se puede observar:
X1A <= 50, X1B <= 50 y X2C <= 50
Resumiendo el modelo matemático de Pl es:
Max U = 1.3X1A + 1.1X1B + 1.5X2C + 1.06Fond3
sa
X1A + X1B + Fond1 = 100
X2C + Fond2 = 0.1X1A + 0.2X1B + 1.06Fond1
Fond3 = 1.06Fond2
X1A <= 50
X1B <= 50
X2C <= 50
Xij>=0
Fond1,Fond2,Fond3>=0
Rpta: X1A=50
X1B=9.3023
X2C=50, Fond1=40.6977 y Max U=150.2325

Problemas Seleccionados por Ing. Miguel Jiménez C. Para el curso IO - PL
Docente Adscrito al Dpto. Acad. De Investigación de Operaciones FII-UNP
Pág 5 de 21
3) Una fábrica de papel recibió tres pedidos de rollos de papel con los anchos y longitudes
indicadas en la tabla siguiente:
Pedido Nº Ancho (pies) Longitud (pies)
1 5 10000
2 7 30000
3 9 20000
Los rollos se producen en la fábrica con dos anchos estándar, 10 y 20 pies, los cuales hay
que recortar a los tamaños especificados por los pedidos. No existe límite sobre la longitud
de los rollos estándar ya que para propósitos prácticos los rollos de longitud limitada
pueden unirse para proporcionar las longitudes requeridas. Formule el problema como uno
de programación lineal que permita determinar el esquema de producción (modelos de
corte) que minimice la pérdida por ajuste y satisfaga la demanda dada.
Solución
Primero se deben identificar los diferentes tipos de corte que se pueden hacer con cada
tipo de papel determinando en cada caso los desperdicios esto se resume en la tabla que
sigue:
Anchura i = 1 (10´) i = 2 (20´) Requisitos
X11 X12 X13 X21 X22 X23 X24 X25 X26
5´ 2 0 0 4 2 2 1 0 0 10000
7´ 0 1 0 0 1 0 2 1 0 30000
9´ 0 0 1 0 0 1 0 1 2 20000
Pérdida 0 3 1 0 3 1 1 4 2
Sean S1, S2 y S3 las longitudes producidas en exceso de los rollos con anchos de 5´, 7´ y 9´,
respectivamente. Entonces el modelo queda definido como:
Min Z = 3X12 + X13 + 3X22 + X23 + X24 + 4X25 + 2X26 + 5S1 + 7S2 + 9S3
s.a 2X11 + 4X21 + 2X22 + 2X23 + X24 - S1 = 10000
X12 + X22 + 2X24 + X25 -S2 = 30000
X13 + X23 + X25 + 2X26 -S3 = 20000
Xij 0, Si 0 Para toda i y todas las j

Problemas Seleccionados por Ing. Miguel Jiménez C. Para el curso IO - PL
Docente Adscrito al Dpto. Acad. De Investigación de Operaciones FII-UNP
Pág 6 de 21
4) Se hace un pedido a una papelería de 800 rollos de papel corrugado de 30 pulgadas de
ancho, 500 rollos de 45 pulgadas de ancho y 1000 rollos de 56 pulgadas de ancho. Si la
papelería tiene solamente rollos de 108 pulgadas de ancho, como deben cortarse los rollos
para surtir el pedido con el mínimo desperdicio de papel.
Solución
Ancho
Tipos de corte posibles en papel de 108”
Requisitos X1 X2 X3 X4 X5
30” 2 0 1 0 3 800
45” 1 1 0 2 0 500
56” 0 1 1 0 0 1000
Perdida 3 7 22 18 18
El modelo matemático de Pl es:
Min Dt = 3X1 + 7X2 + 22X3 + 18X4 + 18X5
sa
2X1 + X3+ + 3X5 = 800
X1 + X2 + + 2X4 = 500
X2 + X3 = 1000
X1, X2, X3 >= 0
4) Un fabricante pude producir normalmente 450 unidades del producto X en un mes.
Pero con arreglos especiales, a un costo de $1.50 por cada unidad adicional; la
capacidad puede incrementarse a 600 unidades al mes. Las demandas para los
siguientes cuatro meses son de 200, 800, 600 y 400 unidades, respectivamente. La
compañía almacena y distribuye su producto a partir de su almacén que está a cierta
distancia. El transporte de la fábrica al almacén presenta un problema debido a que el
fabricante tiene solo un camión adecuado que puede entregar hasta 300 unidades con un
costo de $2por unidad. Un vehículo idéntico está disponible para alquiler durante
cualquier porción del mes. Sin embargo, los costos son $2.50 por unidad cuando se
utiliza este camión alquilado. El inventario cuesta $1.00 por unidad al mes, y el
inventario disponible al inicio del mes 1 es de 100 unidades. Plantéese este problema
como un problema de transporte para minimizar el costo y encuentre la solución
Solución al final de esta separata

Problemas Seleccionados por Ing. Miguel Jiménez C. Para el curso IO - PL
Docente Adscrito al Dpto. Acad. De Investigación de Operaciones FII-UNP
Pág 7 de 21
5) Un expendio de carnes de la ciudad acostumbra preparar la carne para Hamburguesas
con una combinación de carne molida de res y carne molida de cerdo. La carne de res
contiene 80% de carne y 20% de grasa, y le cuesta a la tienda S/ 10.00 el kilo; la carne
de cerdo contiene 68% de carne y 32% de grasa, y cuesta S/. 8.00 el kilo. ¿Qué cantidad
de cada tipo de carne debe emplear la tienda en cada kilo de carne de Hamburguesa, si
se desea minimizar el costo y mantener el contenido de grasa no mayor de 25%.
Solución
Contenido porcentual por kilo de carne
% de carne % de grasa costo por kilo
Carne de res 80 20 S/. 10
Carne de cerdo 68 32 S/. 8
Se definen las variables de decisión como:
Xr: la fracción de kilo de carne de res
Xc: la fracción de kilo de carne de cerdo
La Función Objetivo será Minimizar el costo de preparación o sea:
Min Cp = 10Xr + 8Xc
Con respecto a las restricciones en este problema existe preocupación por la cantidad de
grasa la cual no debe ser superior al 25% del peso total, la cual se representa por la
siguiente restricción:
0.20Xr + 0.32Xc <= 0.25 x 1
La siguiente restricción está referida a la cantidad que debe prepararse o sea 1
kilogramo de carne de Hamburguesa y está representada por:
Xr + Xc = 1
En Resumen el modelo de Pl es:
Min Cp = 10Xr + 8Xc
s.a
0.20Xr + 0.32Xc <= 0.25
Xr + Xc = 1
Xr,Xc >= 0

Problemas Seleccionados por Ing. Miguel Jiménez C. Para el curso IO - PL
Docente Adscrito al Dpto. Acad. De Investigación de Operaciones FII-UNP
Pág 8 de 21
6) Cierta corporación tiene 3 plantas sucursales con capacidad de producción en exceso.
Las tres plantas tienen los elementos necesarios como para producir determinado
producto y el gerente ha decidido usar parte de la capacidad de producción en exceso
para tal fin. Este producto puede hacerse en 3 tamaños: grande, mediano y pequeño que
dan como resultado una utilidad unitaria neta de $140, $120 y $100 respectivamente.
Las plantas 1, 2 y 3 tienen la capacidad de mano de obra y equipo en exceso como para
producir 750, 900 y 450 unidades por día de este producto, respectivamente sin importar
el tamaño o la combinación de tamaños que se aplique. Sin embargo, el espacio de
almacenamiento disponible para productos en proceso, también impone una limitación
sobre las tasas de producción. Las plantas 1, 2 y 3 tienen 13000, 12000 y 5000 pies
cuadrados de espacio de almacenamiento disponible para productos en proceso, para un
día de producción de este artículo. Cada unidad de los tamaños grande mediano y
pequeño producida por día requiere de 20, 15 y 12 pies cuadrados respectivamente.
Los pronósticos de ventas indican que pueden venderse al día 900, 1200 y 750 unidades
de los tamaños grande mediano y pequeño.
Con el fin de mantener una carga uniforme de trabajo entre las plantas y conservar
cierta flexibilidad, el gerente ha decidido que la producción adicional asignada a cada
planta debe usar el mismo porcentaje de la capacidad de la mano de obra y equipo en
exceso. Formule un problema de PL, para que le ayude al Gerente a determinar cuanto
debe producirse de cada uno de los tamaños en cada una de las plantas para maximizar
la utilidad.
Solución
La información del problema planteado se resume en el siguiente cuadro:
Pro
duc
tos
Tamaños
Plantas Utilidad neta por unidad
Demanda
M
2/und
1 2 3
Grande (g) Xg1 Xg2 Xg3 140 900 20
Mediano (m) Xm1 Xm2 Xm3 120 1200 15
Pequeño (p) Xp1 Xp2 Xp3 100 750 12
Capac. De Producc./día 750 900 450
Capac. De Almac (m2/día) 13000 12000 5000
Definición de las variables de decisión:
Xij: Número de unidades del producto de tamaño i que se produce en la planta j, donde
i=g,m,p y j=1,2,3

Problemas Seleccionados por Ing. Miguel Jiménez C. Para el curso IO - PL
Docente Adscrito al Dpto. Acad. De Investigación de Operaciones FII-UNP
Pág 9 de 21
La F.O:
Max U = 140(Xg1 + Xg2 +Xg3) + 120(Xm1 + Xm2 + Xm3) + 100(Xp1 + Xp2 +Xp3)
s.a
Restricción de Capacidad de producción en Planta No 1: Xg1 + Xm1 + Xp1 <= 750
Restricción de Capacidad de producción en Planta No 2: Xg1 + Xm1 + Xp1 <= 900
Restricción de Capacidad de producción en Planta No 3: Xg1 + Xm1 + Xp1 <= 450
Restricción de pronósticos de Ventas de tamaño Grande: Xg1 + Xg2 + Xg3 <= 900
Restricción de pronósticos de Ventas de tamaño Mediano: Xm1+ Xm2 + Xm3<= 1200
Restricción de pronósticos de Ventas de tamaño Pequeño: Xp1 + Xp2 + Xp3 <= 750
Restricción de capacidad de Almacenamiento en Planta 1: 20Xg1 + 15Xm1 + 12Xp1 <=13000
Restricción de capacidad de Almacenamiento en Planta 2: 20Xg2 + 15Xm2 + 12Xp2 <=12000
Restricción de capacidad de Almacenamiento en Planta 3: 20Xg3 + 15Xm3 + 12Xp3 <=5000
Restricción de Carga Uniforme: Xg1 + Xm1 + Xp1 = Xg2 + Xm2 + Xp2 = Xg3 + Xm3 + Xp3
750 900 450
Restricciones de no negatividad Xij >= 0
7) Combustibles S.A, transforma petróleo en queroseno y en aceite combustible. Cuesta
40 dólares comprar 1000 barriles de petróleo, que se destilan después y producen 500
barriles de queroseno y 500 barriles de aceite combustible. Se puede vender
directamente lo que se obtiene de la destilación, o se puede pasar por un reactor
catalítico. El queroseno obtenido después de la destilación y sin más procesos, se puede
vender a 60 dólares los 1000 barriles. El aceite combustible obtenido después de la
destilación y sin más procesos, se puede vender a 40 dólares los 1000 barriles. Tarda
una hora procesar 1000 barriles de queroseno en el reactor catalítico, y se pueden
vender estos 1000 barriles a 130 dólares. El proceso 1000 barriles de aceite combustible
en el reactor catalítico tarda 45 minutos, y se pueden vender estos 1000 barriles a 90
dólares. Se pueden comprar diariamente a lo más 20000 barriles de petróleo, y se
disponen de 8 horas de desintegración catalítica. Formule un PL para maximizar las
ganancias de Combustibles S.A.
Solución
Xqp
Xap
Destilado
Reactor
Catalítico Xp
Xqv
Xav

Problemas Seleccionados por Ing. Miguel Jiménez C. Para el curso IO - PL
Docente Adscrito al Dpto. Acad. De Investigación de Operaciones FII-UNP
Pág 10 de 21
Definición de variables:
Xp: Miles de barriles de Petróleo que se compran
Xqv: Miles de barriles de queroseno que se venden después de la destilación
Xav: Miles de barriles de aceite combustible que se venden después de la destilación
Xqp: Miles de barriles de queroseno que entran al proceso del reactor catalítico
Xap: Miles de barriles de aceite que entran al proceso del reactor catalítico
Definición de la F.O
Combustibles SA. En la preparación de sus productos incurre en costos por la compra
de crudo y obtiene ingresos por la venta de sus productos en consecuencia el beneficio o
Ganancia por cada mil barriles tiene que maximizarse de la siguiente manera:
Max G = Ingresos – costos = (60Xqv + 40Xav + 130Xqp + 90Xap) – 40Xp
Las restricciones:
R1 que representan cantidades iguales de producción: Xqv + Xqp = Xav + Xap
R2 que representan que lo que se produce es igual a lo que se compra: Xqv + Xqp + Xav + Xap =Xp
R3 que representan horas disponibles en el reactor catalítico: Xqp + 0.75Xap <= 8
R4 que representan la disponibilidad de Crudo por día: Xp <= 20
R5 que representan que todas la variables son no negativas: Xqv, Xqp, Xav, Xap,Xp >= 0
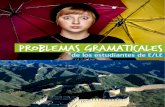
8) Una fábrica de acero produce tres tipos de cable cada uno se hace con un tipo
diferente de aleación. El proceso es mostrado en el esquema de la figura Nº1. El
problema consiste en determinar las cantidades de cada una de las aleaciones a producir,
dentro de las limitaciones de ventas y capacidad de máquinas, como para lograr la
máxima utilidad.
Aleación 3
Aleación 2
Aleación 1
A C
B
Figura Nº1

Problemas Seleccionados por Ing. Miguel Jiménez C. Para el curso IO - PL
Docente Adscrito al Dpto. Acad. De Investigación de Operaciones FII-UNP
Pág 11 de 21
Datos sobre cantidad y utilidad:
Departamento Nº de máquinas Nº de hrs. Disponibles Tiempo per
por máquina y por semana dido. %
A 4 21 5
B 1 20 10
C 1 12 0
Aleación Operación Tasa de operación Potencial de venta Utilidad por Tn.
1
2
3
A
C (1º)
B
C (2º)
A
B
C
B
C
28 hr/Tn
50 pies/min
20 pies/min
25 pies/min
35 hr/Tn
20 pies/min
25 pies/min
16 pies/min
20 pies/min
1200 Tn/mes
250 Tn/mes
1500 Tn/mes
S/. 25
S/. 35
S/. 40
Para todas las aleaciones el cable tiene el mismo peso 4Tn. por cada 400 pies. Formular
el problema como un modelo de P.L
Solución
Se definen las variables de decisión como:
X1: Las Toneladas de aleación 1 que se produce en el mes
X2: Las Toneladas de aleación 2 que se produce en el mes
X3: Las Toneladas de aleación 3 que se produce en el mes
La Función Objetivo:
Max U = 25X1 + 35X2 + 40X3

Problemas Seleccionados por Ing. Miguel Jiménez C. Para el curso IO - PL
Docente Adscrito al Dpto. Acad. De Investigación de Operaciones FII-UNP
Pág 12 de 21
Es necesario determinar el tiempo disponible para cada departamento de acuerdo a lo
siguiente:
No de horas/mes = (No de máquinas) x (hrs disponibles/semana x máquina) x (No de semanas por mes) x (tiempo útil)
Dpto A: 4 x 21 x 4 x (1-0.05) = 319.2 hrs/mes disponibles
Dpto B: 1 x 20 x 4 x (1-0.10) = 72.0 hrs/mes “
Dpto C: 1 x 12 x 4 x (1-0.00) = 48.0 hrs/mes “
Restricciones de horas utilizadas
Las restricciones vienen dadas por la cantidad de horas utilizadas de cada departamento
en la producción de las tres aleaciones, así tenemos:
Restricción de horas utilizadas en en el Dpto A: Del gráfico se observa que solo la
aleación 1 y aleación 2 requieren de este departamento, en consecuencia la restricción es
directa:
28X1 + 35X2 <= 319.2
Restricción de horas utilizadas en en el Dpto B: Del gráfico se observa que las tres
aleaciones producidas requieren de este departamento, la restricción en este caso no es
directa y tiene que calcularse la cantidad de horas utilizadas como sigue:
Horas utilizadas por aleación1: 20 pies/minuto x 60 minutos/hora x 4 Tn/400 pies = 12 Tn/hora 1/12 horas/Tn
Horas utilizadas por aleación2: 20 pies/minuto x 60 minutos/hora x 4 Tn/400 pies = 12 Tn/hora 1/12 horas/Tn
Horas utilizadas por aleación3: 16 pies/minuto x 60 minutos/hora x 4 Tn/400 pies = 9.6 Tn/hora 5/48 horas/Tn
Por tanto la restricción es:
X1/12 + X2/12 + 5X3/12 <= 72
Restricción de horas utilizadas en en el Dpto C: Del gráfico se observa que las tres
aleaciones producidas requieren de este departamento, sin embargo la aleación 1 tiene 2
pasadas; la restricción se calcula para la cantidad de horas utilizadas como sigue:
Horas utilizadas por aleación1: (50+25) pies/min x 60 min/hora x 4 Tn/400 pies = 45 Tn/hora 1/45 horas/Tn
Horas utilizadas por aleación2: 25 pies/min x 60 min/hora x 4 Tn/400 pies = 15 Tn/hora 1/15 horas/Tn
Horas utilizadas por aleación3: 20 pies/min x 60 min/hora x 4 Tn/400 pies = 12 Tn/hora 1/12 horas/Tn
Por tanto la restricción es:
X1/45 + X2/15 + X3/12 <= 48

Problemas Seleccionados por Ing. Miguel Jiménez C. Para el curso IO - PL
Docente Adscrito al Dpto. Acad. De Investigación de Operaciones FII-UNP
Pág 13 de 21
Restricciones de potencial de ventas
X1<=1200, X2<= 250, X3<= 1500
Resumiendo el Modelo matemático resulta:
Max U = 25X1 + 35X2 + 40X3
sa
28X1 + 35X2 <= 319.2
X1/12 + X2/12 + 5X3/12 <= 72
X1/45 + X2/15 + X3/12 <= 48
X1 <= 1200
X2 <= 250
X3 <= 1500
9) Todo el acero producido por Aceros Arequipa tiene que cumplir con las siguientes
especificaciones: 3.2 a 3.5% de carbono; 1.8 a 2.5% de silicio; 0.9 a 1.2% de níquel;
resistencia a la tracción de por lo menos 45000 lb/pulg2. Aceros Arequipa produce el
acero mezclando dos aleaciones. El costo y las propiedades de cada aleación se dan en
la tabla siguiente. Supóngase que se puede determinar la resistencia a la tracción de una
mezcla promediando las resistencias de las aleaciones que se mezclan. Por ejemplo, una
mezcla de una tonelada que se compone de 40% de la aleación_1y 60% de la
aleación_2, tiene una resistencia a la tracción de 0.4(42000)+0.6(50000). Utilice la
programación lineal para determinar cómo minimizar los costos de producción de una
tonelada de acero.
Aleación 1 Aleación 2
Costo por Tn (US$) 190 200
% de Silicio 2% 2.5%
% de Níquel 1% 1.5%
% de carbono 3% 4%
Resistencia a la Tensión 42 000 lbs/pulg2 50 000 lbs/pulg
2

Problemas Seleccionados por Ing. Miguel Jiménez C. Para el curso IO - PL
Docente Adscrito al Dpto. Acad. De Investigación de Operaciones FII-UNP
Pág 14 de 21
Solución
Definición de variables de decisión:
X1: Cantidad de toneladas de aleación 1 a utilizar
X2: Cantidad de toneladas de aleación 2 a utilizar
La Función Objetivo: minimiza el costo de producción de una tonelada de acero:
Min Cp = 190X1 + 200X2
sa
R1: representa los requerimientos máximos de Carbono 0.03X1 + 0.04X2 <= 0.035
R2: representa los requerimientos mínimos de Carbono 0.03X1 + 0.04X2 >= 0.032
R3: representa los requerimientos máximos de Silicio: 0.02X1 + 0.025X2 <= 0.025
R4: representa los requerimientos mínimos de Silicio: 0.02X1 + 0.025X2 >= 0.018
R5: representa los requerimientos máximos de Niquel: 0.01X1 + 0.015X2 <= 0.012
R6: representa los requerimientos mínimos de Niquel: 0.01X1 + 0.015X2 >= 0.009
R7: representa la resistencia a la Tracción: 2000X1 + 50000X2 >= 45000
R8: representa la restricción de cantidad a producir: X1 + X2 = 1
X1, X2 >= 0
10) Conteste Verdadero (V) ó Falso (F), según corresponda:
a) (F) Las condiciones de no negatividad significan que todas las variables de
decisión deben ser positivas.
b) (V) En el contexto de la formulación de modelos, las limitaciones de las
decisiones permisibles se llaman restricciones.
c) (F) Un modelo es un buen sustituto del juicio y la experiencia del ejecutivo.
d) (F) Supóngase que tanto x1 como x2 son variables binarias donde xi = 1 tiene la
interpretación de construir una planta en la localidad i. La condición «se puede
construir una planta en la localidad 2 sólo si también se construye una planta en
la localidad 1» es capturada mediante la restricción x1 2
11) Un fabricante tiene cuatro artículos A, B C y D que deben ser producidos este mes.
Cada artículo puede ser manejado en cualquiera de los tres talleres. El tiempo requerido
para cada artículo en cada taller, el costo por hora en cada uno de ellos y el número de

Problemas Seleccionados por Ing. Miguel Jiménez C. Para el curso IO - PL
Docente Adscrito al Dpto. Acad. De Investigación de Operaciones FII-UNP
Pág 15 de 21
horas disponibles este mes se dan en la tabla que sigue. También es permisible repartir
cada artículo entre los talleres en cualquier proporción. Por ejemplo se puede hacer un
cuarto del artículo A en 8 horas del taller 1 y un tercio del artículo C en 19 horas en el
taller 3. El fabricante desea determinar cuantas horas de cada artículo deben manejarse
en cada taller para minimizar el costo de terminar los cuatro artículos. Identifique las
variables de decisión y formule un modelo de programación lineal para este problema.
TA
LLER
ARTÍCULO COSTO POR HORA DE
TIEMPO DEL TALLER
TIEMPO DE TALLER
DISPONIBLE (horas) A B C D
1 32 151 72 118 89 160
2 39 147 61 126 81 160
3 46 155 57 121 84 160
Ai = horas de trabajo del artículo A manejadas en el taller i
Bi = horas de trabajo del artículo B manejadas en el taller i
Ci = horas de trabajo del artículo C manejadas en el taller i
Di = horas de trabajo del artículo D manejadas en el taller i
Min Z = 89( A1 + B1 + C1 + D1) + 81(A2 + B2 + C2 + D2) + 84(A3 + B3 + C3 + D3)
s.a A1 + B1 + C1 + D1 160
A2 + B2 + C2 + D2 160
A3 + B3 + C3 + D3 160
A1 + A2 + A3 = 1
32 39 46
B1 + B2 + B3 = 1
151 147 155
C1 + C2 + C3 = 1
72 61 57
D1 + D2 + D3 = 1
118 126 121
Ai, Bi, Ci, Di 0 para toda i

Problemas Seleccionados por Ing. Miguel Jiménez C. Para el curso IO - PL
Docente Adscrito al Dpto. Acad. De Investigación de Operaciones FII-UNP
Pág 16 de 21
12) Marque la respuesta correcta y justifique su respuesta
En el modelo de programación lineal que se ilustra:
Max Z = 5X1 + 3X2
s.a
X1 + X2 <= 6
X1 >= 3
X2 >= 3
2X1 + 3X2 >= 3
X1,X2 >= 0
a) El espacio de soluciones contiene cuatro puntos
b) El espacio de soluciones contiene dos puntos
c) El espacio de soluciones contiene solo un punto*
d) El espacio de soluciones no contiene ningún punto
e) El espacio de soluciones contiene infinitos puntos
13) Conteste verdadero (V) o falso (F), que corresponda y marque la respuesta correcta
y justifique su respuesta en cada caso.
a) Un modelo es un buen sustituto del juicio y la experiencia del ejecutivo.
b) El análisis de sensibilidad obtiene información adicional sobre las
variaciones en la solución óptima debidas a ciertos cambios en los
coeficientes y en la formulación del problema
c) Las condiciones de no negatividad significan que todas las variables de
decisión deben ser positivas.
a) VVF b)FFV c)FVV d)FFF e)FVF*
14) Marque la respuesta correcta y justifique su respuesta:
Un modelo de P.L que tiene múltiples soluciones, es:
a) Un problema degenerado
b) Por que la función objetivo es paralela a una de las restricciones obligatorias*
c) Un problema mal formulado
d) Un modelo que tiene restricciones redundantes
e) Tanto b) como d)

Problemas Seleccionados por Ing. Miguel Jiménez C. Para el curso IO - PL
Docente Adscrito al Dpto. Acad. De Investigación de Operaciones FII-UNP
Pág 17 de 21
15) Marque la respuesta correcta y justifique su respuesta:
El rasgo distintivo de un programa lineal (en oposición a modelos de programación
matemática más generales) es que
a) se producen valores óptimos para las variables de decisión
b) el problema tiene una función objetivo y restricciones
c) convierten la expresión verbal en modelos formales
d) todas las funciones del problema son lineales*
e) la función objetivo se optimiza dentro del conjunto de decisiones permisibles
16) Marque la respuesta correcta:
Una de las restricciones de un modelo de P.L indica: X1 - X2 <= 1, si las variables de
decisión son X1, X2>=0
a) Una de las variables de decisión es igual a cero
b) Las variables son binarias
c) X1 siempre es mayor que X2 excepto cuando son iguales
d) X2 siempre es mayor que X1 excepto cuando son iguales
e) Las variables son enteras.
17) Una compañía de zapatos predice las siguientes demandas para los próximos seis
meses: mes1, 200; mes2, 260; mes3, 240; mes4, 340; mes5, 190, mes6, 150. La
producción de un par de zapatos, con tiempo regular (TR), cuesta 7 dólares y con
tiempo extra (TE) 11 dólares. En cada mes la producción regular se limita a 200 pares
de zapatos, y la producción de tiempo extra se limita a 100 pares de zapatos. Cuesta 1
dólar el mes, mantener un par de zapatos en el inventario. Plantee un problema de
transporte balanceado para minimizar el costo total para satisfacer, a tiempo, las
demandas de los siguientes seis meses.
Solución
Se debe plantear el modelo de transporte en primera instancia para conocer mes a mes y
durante 6 meses cuales son los niveles de producción en tiempo normal y en tiempo
extra. La restricción es que no se permiten satisfacer pedidos atrasados. En
consecuencia se tiene que determinar para cada mes de producción el costo de
producción más inventario si existe producción en exceso para los siguientes meses.
Esto se resume en la tabla siguiente:

Problemas Seleccionados por Ing. Miguel Jiménez C. Para el curso IO - PL
Docente Adscrito al Dpto. Acad. De Investigación de Operaciones FII-UNP
Pág 18 de 21
Cálculo de costo de producción más inventario mes a mes
Demanda de zapatos durante los seis meses
Mes1 Mes2 Mes3 Mes4 Mes5 Mes6
Niveles
De
Producción
En
Los
Seis
Meses
En
Tiempo
Normal
Y tiempo
Extra
TR1 7 7+1 7+2 7+3 7+4 7+5 200
TE1 11 11+1 11+2 11+3 11+4 11+5 100
TR2 7 7+1 7+2 7+3 7+4 200
TE2 11 11+1 11+2 11+3 11+4 100
TR3 7 7+1 7+2 7+3 200
TE3 11 11+1 11+2 11+3 100
TR4 7 7+1 7+2 200
TE4 11 11+1 11+2 100
TR5 7 7+1 200
TE5 11 11+1 100
TR6 7 200
TE6 11 100
200 260 240 340 190 150
Como se puede observar la capacidad de producción entre producción normal y extra
son 300 pares de zapatos mensuales lo que hacen un total de 1800 de capacidad durante
los seis meses, mientras que la demanda en ese mismo período haciende a 1380 lo que
significa un exceso de producción de 420 pares de zapatos los cuales para balancear el
sistema se tiene que crear un centro de consumo ficticio.
Resumiendo se tiene la nueva tabla de transporte balanceada:
Mes1 Mes2 Mes3 Mes4 Mes5 Mes6 MesF
Niveles
De
Producción
En
Los
Seis
Meses
En
Tiempo
Normal
Y tiempo
Extra
TR1 7 8 9 10 11 12 0 200
TE1 11 12 13 14 15 16 0 100
TR2 7 8 9 10 11 0 200
TE2 11 12 13 14 15 0 100
TR3 7 8 9 10 0 200
TE3 11 12 13 14 0 100
TR4 7 8 9 0 200
TE4 11 12 13 0 100
TR5 7 8 0 200
TE5 11 12 0 100
TR6 7 0 200
TE6 11 0 100
200 260 240 340 190 150 420

Problemas Seleccionados por Ing. Miguel Jiménez C. Para el curso IO - PL
Docente Adscrito al Dpto. Acad. De Investigación de Operaciones FII-UNP
Pág 19 de 21
PROBLEMAS PROPUESTOS
1. Una firma industrial elabora dos productos, en los cuales entran cuatro componentes
en cada uno. Hay una determinada disponibilidad de cada componente y un
beneficio por cada producto. Se desea hallar la cantidad de cada artículo que debe
fabricarse, con el fin de maximizar los beneficios. El siguiente cuadro resume los
coeficientes de transformación o sea la cantidad de cada componente que entra en
cada producto.
Producto
Componente
P1 P2 Disponibilidad
(Kg)
A 1 3 15000
B 2 1 10000
C 2 2 12000
D 1 1 10000
Beneficios s/. unidad 4 3
2. La compañía XYZ produce tornillos y clavos. La materia prima para los tornillos
cuesta S/. 2 por unidad, mientras que la materia prima para cada clavo cuesta S/.
2.50. Un clavo requiere dos horas de mano de obra en el departamento nº 1 y tres
horas en el departamento nº 2, mientras que un tornillo requiere cuatro horas en el
departamento nº 1 y dos horas en el departamento nº 2 . El jornal por hora en ambos
departamentos es de S/. 2. Si ambos productos se venden a S/.18 y el número de
horas de mano de obra disponibles por semana en los departamentos es de 160 y 180
respectivamente, expresar el problema propuesto como un programa lineal, tal que
maximice las utilidades.
3. A un joven administrador de empresas se le pidió que entretuviese a un visitante de
su empresa durante 90 minutos. El pensó que sería una excelente idea que el
huésped se emborrache. Se le dio al administrador S/. 50. el joven sabia que al
visitante le gustaba mezclar sus tragos, pero que siempre bebía menos de 8 vasos de
cerveza, 10 ginebras, 12 whiskys y 24 martinis. El tiempo que empleaba para beber
era 15’ por cada vaso de cerveza, 6`por vaso de ginebra, 7`y 4`por cada vaso de
whisky y martíni.
Los precios de las bebidas eran: el vaso de cerveza s/. 1, el vaso de ginebra s/. 2, el
vaso de whisky s/.2, el vaso de martín s/.4.
El administrador pensaba que el objetivo era maximizar el consumo alcohólico
durante 90`que tenía para entretener a su huésped. Logró que un amigo químico le
diese el contenido alcohólico de las bebidas en forma cuantitativa, siendo las
unidades alcohólicas por un vaso de 17, 15, 16 y 7 el vaso. El visitante siempre
bebía un mínimo de 2 whiskys.
¿Cómo resolvió el administrador el problema?
4. Un fabricante desea determinar cuantas mesas, sillas, escritorios o libreros debe
fabricar para que la madera de que dispone sea óptimamente aprovechada ( es decir,
rinda el mayor beneficio posible). Cualquiera de los muebles precisa de dos
calidades de madera, cedro y caoba. El dispone de 1500 pies de cedro y 1000 pies de
caoba. El capital de que dispone le permite contratar hasta 800 horas de trabajo
(horas hombre). En su programa de ventas de acuerdo a los pedidos pasados, él

Problemas Seleccionados por Ing. Miguel Jiménez C. Para el curso IO - PL
Docente Adscrito al Dpto. Acad. De Investigación de Operaciones FII-UNP
Pág 20 de 21
necesita mínimo 40 mesas, 130 sillas, 30 escritorios y un máximo de 10 libreros.
Cada mesa, silla, escritorio y librero necesitan 5, 1, 9 y 10 pies respectivamente de
cedro y 2, 3, 4 y 1 de caoba. Cada mesa requiere de 3 horas hombre para ser
fabricada y da una utilidad de 5 soles; cada silla requiere 2 horas hombre, y da 2
soles; cada escritorio precisa 5 horas –hombre y da 7 soles; cada librero necesita 10
horas hombre y proporciona una utilidad de 4 soles.
El problema es escribir una formulación completa de programación lineal en
términos de maximizar la utilidad.
5. Una compañía manufacturera Fabrica dos productos 1 y 2 y es suficientemente
afortunada como para vender todo lo que puede producir actualmente.
Cada producto requiere un tiempo de manufacturación en los 3 departamentos y la
disponibilidad de una cantidad fija de horas hombre por semana en cada
departamento, tal como se muestra en el cuadro siguiente:
Producto
Tiempo de manufacturación
/horas
Dpto. 1 Dpto. 2 Dpto. 3
1 2 1 4
2 2 2 2
H-H
disponibles/semana
160 120 280
El problema consiste en decidir que cantidad de cada producto debe manufacturarse
con el objeto de hacer el mejor empleo de los medios limitados de producción,
sabiendo que la ganancia por cada unidad de producto 1 es S/. 1.00 y del producto 2
es S/. 1.50
6. Dos fábricas de papel producen 3 tipos diferentes de papel de bajo grado, medio
grado y alto grado. Se tienen contrato de venta para proveer: 16 toneladas de bajo
grado, 5 ton. De medio grado y 20 ton. De alto grado. Los costos de operación son
de S/. 1000 por día para la primera fábrica y S/. 2000 para la segunda.
La fábrica nº 1 produce 8 ton. De bajo grado, 1 ton de medio grado y 2 ton. De alto
grado en un día de operación. La fábrica nº 2 produce 2 ton,. De bajo grado, 1 ton.
De grado medio y 7 ton. De alto grado por día.
¿Cuántos días debe trabajar cada fábrica a fin de cumplir con el mencionada
contrato de venta en la forma más económica?
7. PCC tiene un contrato para recibir 60000 libras de tomates maduros a 0.07 $/lb. De
las cuales producirá jugo de tomates y puré de tomate enlatado.
Los productos enlatadois se empacan en cajas de 24 latas cada una. Una lata de jugo
requiere 1 lb. De tomates frescos en tanto que una de puré requiere solo 1/3 lb. La
participación de la compañía en el mercado está limitada a 2000 cajas de jugo y
6000 cajas de puré. Los precios al mayoreo por caja de jugo y de puré son $ 1.8 y $
0.9, respectivamente. Genere un programa de producción para esta compañía.
8. una compañía elabora dos tipos de sombreros. Cada sombrero del primer tipo
requiere dos veces más tiempo de mano de obra que un producto del segundo tipo.
Si todos los sombreros son exclusivamente del segundo tipo, la compañía puede

Problemas Seleccionados por Ing. Miguel Jiménez C. Para el curso IO - PL
Docente Adscrito al Dpto. Acad. De Investigación de Operaciones FII-UNP
Pág 21 de 21
producir un total de 500 unidades al día. El mercado limita las ventas diarias del
primer y segundo tipo a 150 y 200 unidades. Supóngase que la ganancia que s
obtiene por producto es $ 8 para el tipo 1 y $ 5 para el tipo 2. Determine el número
de sombreros de cada tipo que deben elaborarse para maximizar las ganancias.