Proceso de Rectificado
28
PROCESOS II RECTIFICADO Universidad ECCI JOSE DANIEL DELGADO DANIEL PEDRAO EDWIN SALINAS Facultad de ingeniería mecánica
description
ppt
Transcript of Proceso de Rectificado

PROCESOS IIRECTIFICADO
Universidad ECCI
JOSE DANIEL DELGADODANIEL PEDRAOEDWIN SALINAS
Facultad de ingeniería mecánica
CONTENIDO1. Introducción2. Operaciones en el rectificado3. Descripción proceso de rectificado4. Materiales de aplicación5. Parámetros6. Clases de rectificado7. Herramientas y maquinas para el
rectificado8. Defectos en el rectificado9. Normas de seguridad10.Empresas y productos

1. INTRODUCCION
El rectificado es un proceso de conformación por arranque de viruta basado en la acción cortante de un cuerpo abrasivo denominado muela y se lleva a cabo en una maquina llamada rectificadora. Se utiliza en la etapa final de fabricación de una pieza cuyo objetivo es mejorar la tolerancia dimensional y mejorar su acabado superficial.
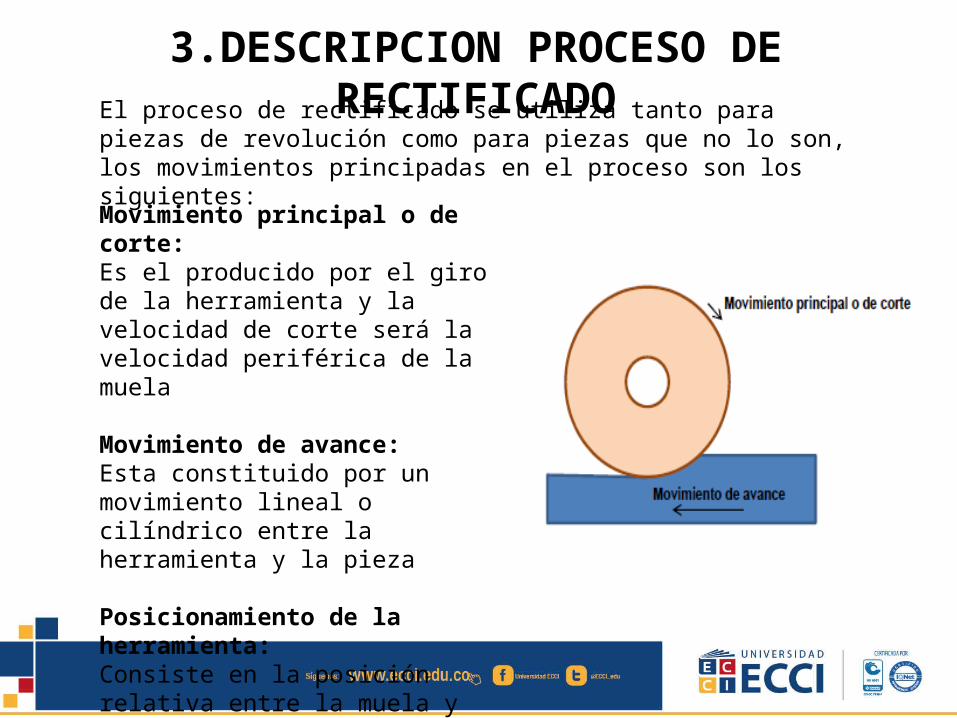
3.DESCRIPCION PROCESO DE RECTIFICADOEl proceso de rectificado se utiliza tanto para piezas de revolución como para piezas que no lo son, los movimientos principadas en el proceso son los siguientes:
Movimiento principal o de corte:Es el producido por el giro de la herramienta y la velocidad de corte será la velocidad periférica de la muela
Movimiento de avance:Esta constituido por un movimiento lineal o cilíndrico entre la herramienta y la pieza
Posicionamiento de la herramienta:Consiste en la posición relativa entre la muela y la pieza antes de empezar el rectificado da lugar a la profundidad de pasada teórica
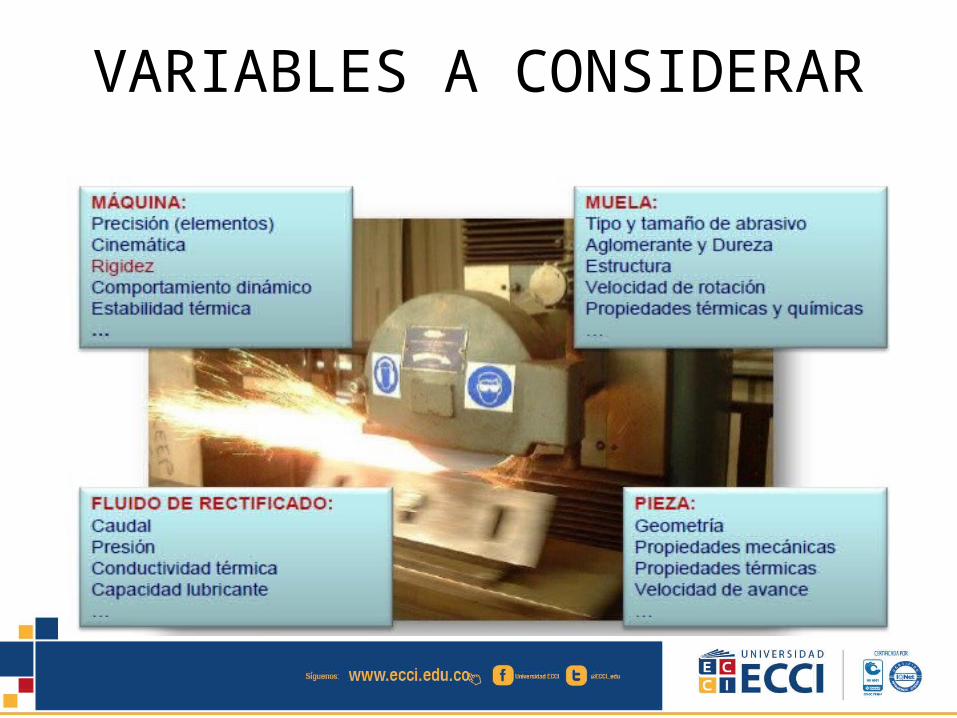
VARIABLES A CONSIDERAR
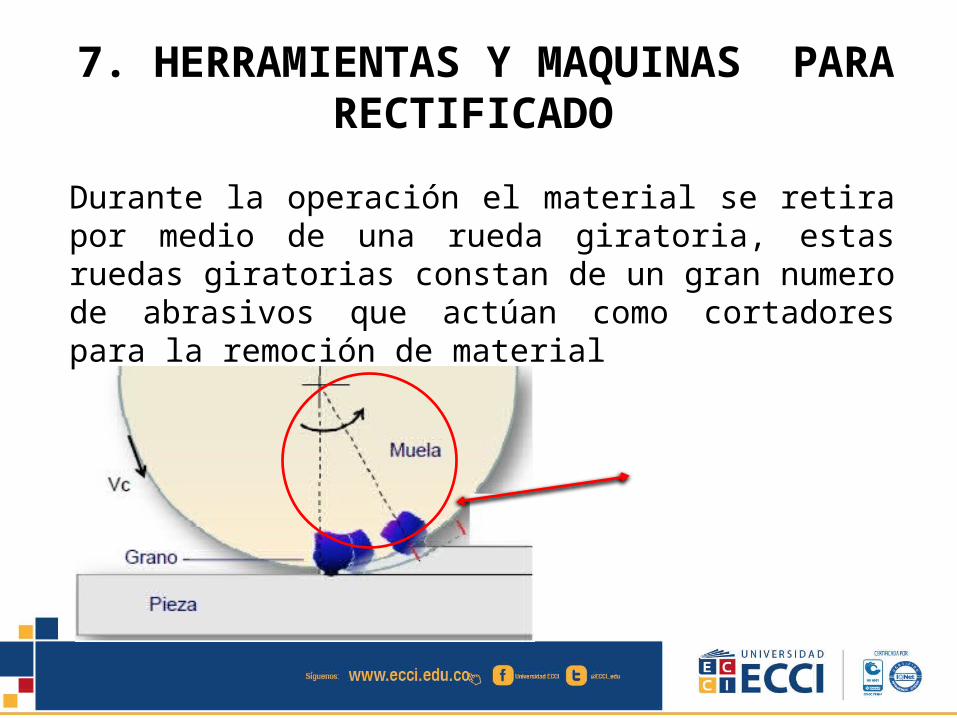
Durante la operación el material se retira por medio de una rueda giratoria, estas ruedas giratorias constan de un gran numero de abrasivos que actúan como cortadores para la remoción de material
7. HERRAMIENTAS Y MAQUINAS PARA RECTIFICADO

MUELAS ABRASIVAS
Abrasivos naturales Abrasivos artificiales
• Arenisca o cuarzo• Esmeril• Corindón• Granate• Diamante
• Carburo de silicio• Oxido de aluminio
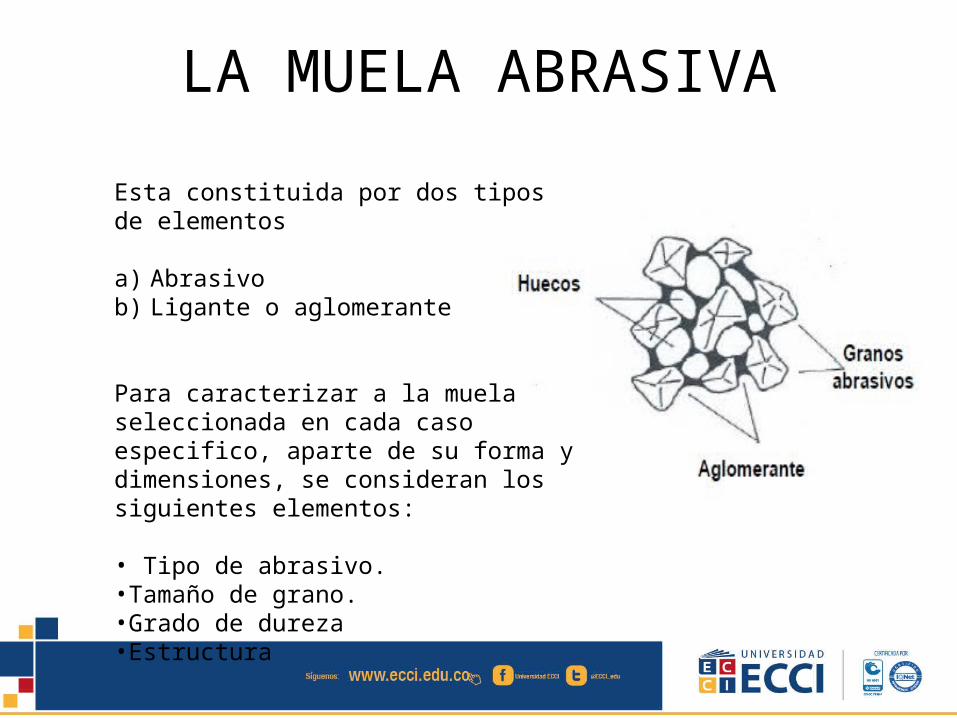
LA MUELA ABRASIVA
Esta constituida por dos tipos de elementos
a) Abrasivob) Ligante o aglomerante
Para caracterizar a la muela seleccionada en cada caso especifico, aparte de su forma y dimensiones, se consideran los siguientes elementos:
• Tipo de abrasivo. •Tamaño de grano. •Grado de dureza •Estructura
AGLOMERANTEEs la liga o cemento que mantiene unidos los granos abrasivos de una muela. Se designa
por una letra especifica.
Tipos
• Vitrificado • Resinoide
• Goma
• Silicato
Codificación ISO para aglomerantes
B: Resina sintética BF : Resina sintética reforzada
R: Caucho vulcanizado
RF: caucho reforzado con tejido
E: Goma laca. S: Silicato
Funciones:• Evitar perdidas de granos afilados.• Permitir liberar granos desafilados.• Transmitir fuerzas entre grano y husillo.• Disipar el calor generado en el proceso.
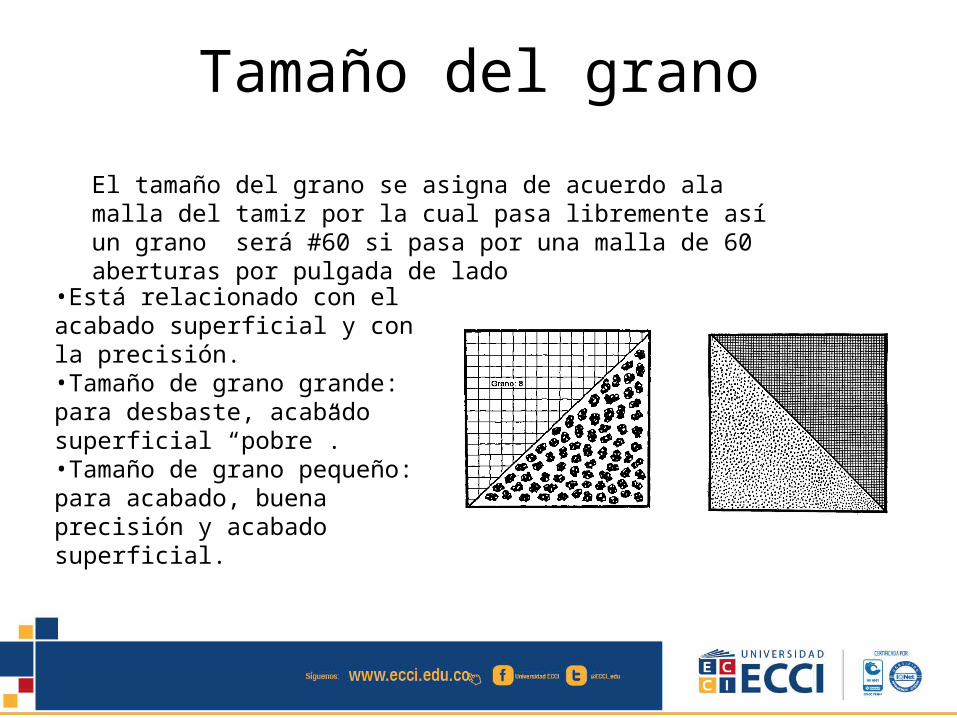
Tamaño del grano
El tamaño del grano se asigna de acuerdo ala malla del tamiz por la cual pasa libremente así un grano será #60 si pasa por una malla de 60 aberturas por pulgada de lado
•Está relacionado con el acabado superficial y con la precisión.•Tamaño de grano grande: para desbaste, acabado superficial “pobre”.•Tamaño de grano pequeño: para acabado, buena precisión y acabado superficial.

TAMAÑO DEL GRANO ABRASIVO

4. MATERIALES DE APLICACIÓN
La selección del abrasivo a utilizar se realiza en función del material a trabajar
Oxido de aluminio: •aceros al carbono•Aleaciones ferrosas•Aceros de aleación
Carburo de silicio:•Metales no ferrosos•Hierros fundidos•Carburos•Cerámicos•Vidrio •mármol
Nitruro de boro cubico:•Aceros y hierros fundidos con dureza superior a 50HRC•aleaciones de alta temperatura
Diamante:•Cerámicos•Carburos cementados•Aceros endurecidos

DESIGNACION (ABRASIVO CONVENSIONAL)
Designación normalizada fuente: rectificado Departamento de Ingeniería Mecánica de la UPV-EHU

2. OPERACIONES EN EL RECTIFICADO
• Rectificado de superficies planas• Corte de piezas• Rectificado de cilindro interno y externo• Rectificado de dientes de engranajes• Rectificado de herramientas de corte• Rectificado de roscas de tornillos

TIPOS DE RECTIFICADORAS
En la actualidad es posible encontrar en la industria diferentes tipos de rectificadoras, entre manuales y automáticas, siendo las más destacadas:
Tipos
• Rectificadoras planas
• Rectificadoras cilíndricas
• Rectificadoras sin centros
• Rectificadoras Universales
• Rectificadoras de
• Interiores
• Rectificadora frontal • Rectificadora Tangencial
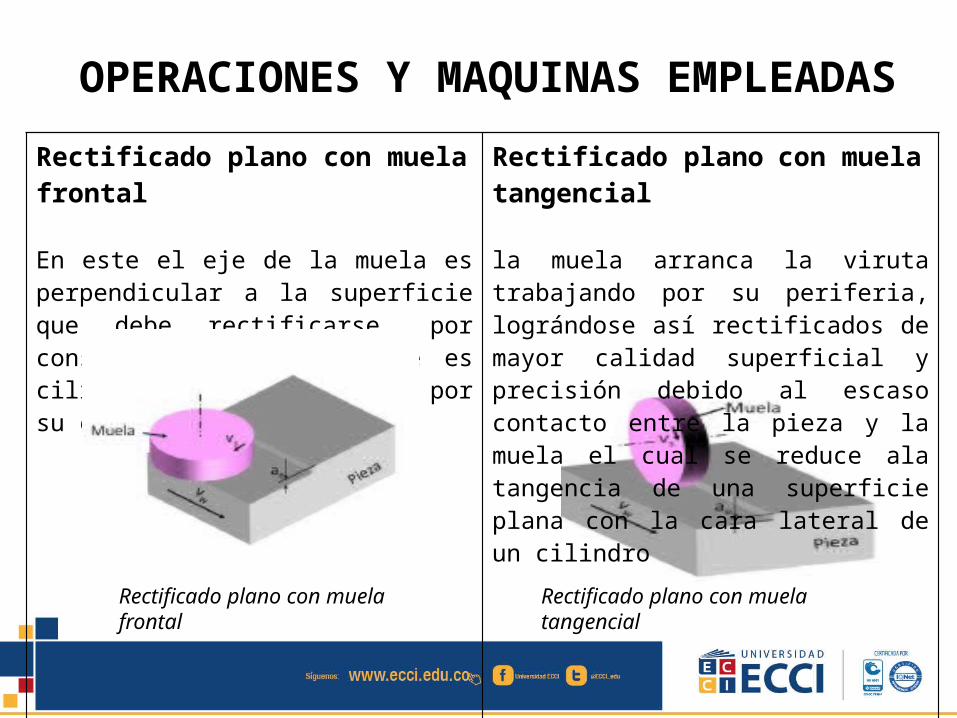
Rectificado plano con muela frontal
En este el eje de la muela es perpendicular a la superficie que debe rectificarse, por consiguiente la muela que es cilíndrica ataca la pieza por su cara frontal.
Rectificado plano con muela tangencial la muela arranca la viruta trabajando por su periferia, lográndose así rectificados de mayor calidad superficial y precisión debido al escaso contacto entre la pieza y la muela el cual se reduce ala tangencia de una superficie plana con la cara lateral de un cilindro
Rectificado plano con muela frontal Rectificado plano con muela tangencial
OPERACIONES Y MAQUINAS EMPLEADAS

RECTIFICADORA DE SUPERFICIES PLANAS
Rectificadora frontal Rectificadora tangencial
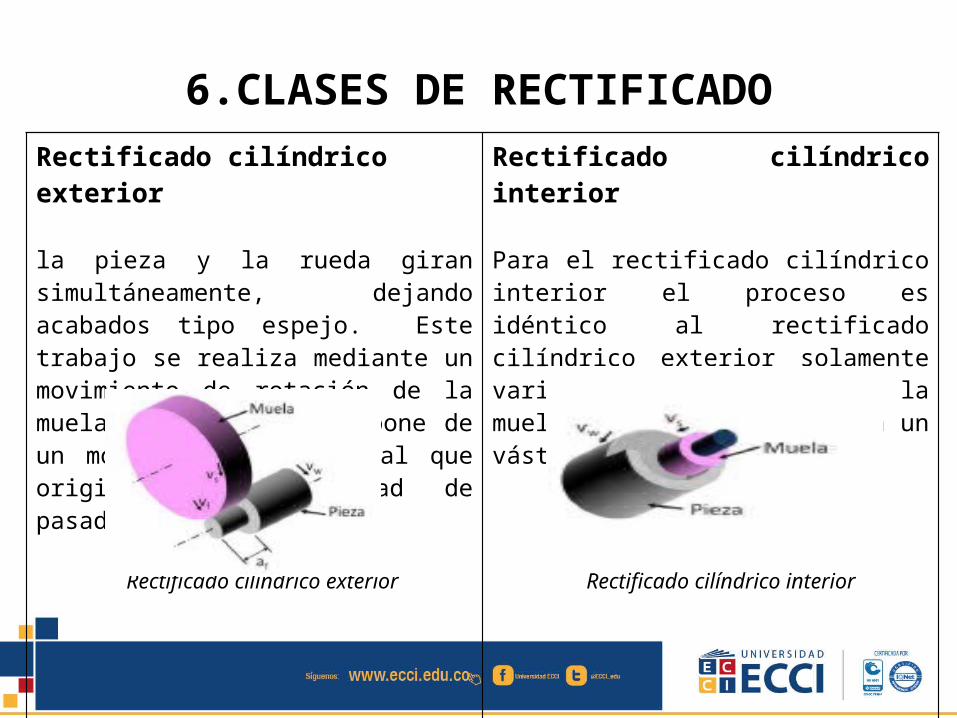
6.CLASES DE RECTIFICADORectificado cilíndrico exterior
la pieza y la rueda giran simultáneamente, dejando acabados tipo espejo. Este trabajo se realiza mediante un movimiento de rotación de la muela que a su vez dispone de un movimiento transversal que origina la profundidad de pasada.
Rectificado cilíndrico interior
Para el rectificado cilíndrico interior el proceso es idéntico al rectificado cilíndrico exterior solamente varia la disposición de la muela la cual va montada en un vástago al aire.
Rectificado cilíndrico exterior Rectificado cilíndrico interior

RECTIFICADORA CILINDRICA
Rectificadora cilíndrica

6.CLASES DE RECTIFICADORectificado sin centros
Consta de una muela de trabajo que gira a velocidad (vm) y de otra de menor diámetro llamada muela de arrastre que se mueve en el mismo sentido que la primera y cuyo eje esta ligeramente inclinado
Rectificado de perfiles
El rectificado de perfiles diversos exige la preparación previa de la muela a utilizar de modo que esta adquiera la forma que se desea obtener por consiguiente la penetración de la muela (av) sobre la pieza siempre será radial ya sea rectilíneo o circular el perfil que se trabaje
Rectificado sin centros Rectificado sin centros

RECTIFICADORA SIN CENTROS
Rectificadora sin centros

PARTES DE UNA RECTIFICADORA
Partes de una rectificadora

RECTIFICADORA UNIVERSALES
Rectificadora universales

TENDENCIASA medida que han avanzado los procesos de producción, han salido al mercado nuevas máquinas para el proceso de rectificado que han optimizado el trabajo de los industriales, desde el diseño de máquinas de control numérico computarizado –CNC de última generación– que unifican los movimientos para el rectificado en unasola máquina, la ampliación de dimensiones para rectificar grandes piezas, y las capacidades de diamantado de muela para todo tipo de formas y aplicaciones– hastael número de revoluciones necesarias para trabajar óptimamente.
REFRIGERACION.La refrigeración en procesos de mecanizado cumple varias funciones entre las que se encuentra la de rebajar la generación de calor y la de reducir la fricción, absorbiendo y eliminando el calor del área de corte.
El líquido refrigerante comúnmente utilizado en el rectificado tiene dos funciones: La de lubricar la zona de contacto entre la muela y la pieza, impidiendo quese genere calor en el proceso y que la temperatura aumente.
Los fluidos de corte mas comunes son los aceites puros y las mezclas agua-aceite también llamadas taladrinas. Las taladrinas son actualmente el método mas comúnmente utilizado aunque esatendencia puede cambiar con la extensión del uso de aceites orgánicos.

8.DEFECTOS •Grietas: originadas por tenciones elevadas que se establecen entre las zonas periféricas calentadas por el esmerilado y el núcleo Varia según los materiales aumenta con la dureza y disminuye con la tenacidad
•Manchas de calentamiento:Son formas superficiales de color azulado o pardo oscuro quemadas por la acción de la muela, en ciertos casos se puede eliminar con un rectificado posterior
•Facetas: son franjas regulares que corresponden a defectos superficiales producidos por variación periódica de la distancia entre la muela y la pieza que se rectifica principal mente causadas por vibraciones Para evitarlo hay que usar muelas bien equilibradas y utilizar fijaciones seguras
•Estrías:Son marcar irregulares que aparecen en la superficie rectificada debido a granos irregulares, avance excesivo, refrigerante sucio con partículas en suspensión.
9.NORMAS DE SEGURIDAD
• Nunca hacer girar una muela de rectificado a una velocidad mayor a la recomendada
• Compruebe que la muela quede separada del material o pieza de trabajo antes de poner en marcha la rectificadora
• Ubicarse a un lado de la muela antes de poner en marcha la rectificadora• Nunca intentar montar o desmontar piezas de trabajo antes de que la muela se
halla detenido por completo• Apagar la maquina para realizar verificación de medida• Usar lentes de protección• Verificar el buen estado de la maquina antes de operarla o encenderla

10.EMPRESAS Y PRODUCTO
• Abrasivos MANHATTAN S.A.Fabricante de abrasivosLocalización: Vitoria (Alava)www.abrasivosmanhattan.es
• Abrasivos UNESA (Grupo Manhattan)
Fabricante de abrasivosLocalización: Hernani (Gipuzkoa)www.abrasivosunesa.es
• TYROLITFabricante de abrasivosMultinacionalwww.tyrolit.es
• NORTON (grupo Saint Gobain)
Fabricante de abrasivosMultinacionalwww.nortonabrasives.es
• DOYMAK S.A.Fabricante de rectificadorasLocalización: Elgoibar (Gipuzkoa)www.doymak.es
• GER S.A.Fabricante de rectificadorasLocalización: Itziar-Deba(Gipuzkoa)www.germh.com