Proceso de Soplado
36
Molde para vidrio Plásticos industriales y su procesamiento - Monografias.com
-
Upload
diego-romero -
Category
Documents
-
view
30 -
download
2
description
Soplado
Transcript of Proceso de Soplado

Molde para vidrio
Plásticos industriales y su procesamiento - Monografias.com

Principio básico del moldeo por sopladoPrincipio básico del moldeo por sopladoPrincipio básico del moldeo por sopladoPrincipio básico del moldeo por soplado

Existen dos métodos de moldeo por soplado fundamentales: Inyección soplado y Extrusión soplado. La
diferencia de uno con respecto al otro es la manera de producir el tubo hueco caliente o macarrón.
Moldeo por InyecciónMoldeo por InyecciónMoldeo por InyecciónMoldeo por Inyección----sopladosopladosopladosoplado
• Con este proceso se pueden obtener con mayor precisión los grosores de material deseados en zonas
específicas de la pieza.
• La ventaja principal es que se puede fabricar cualquier forma con distintos grosores de pared de forma
exacta.
• No hay soldadura de fondo o chatarra que reprocesar
• Como desventaja es la necesidad de disponer dos moldes: uno para moldear la preforma y el otro para
la operación de soplado propiamente tal.

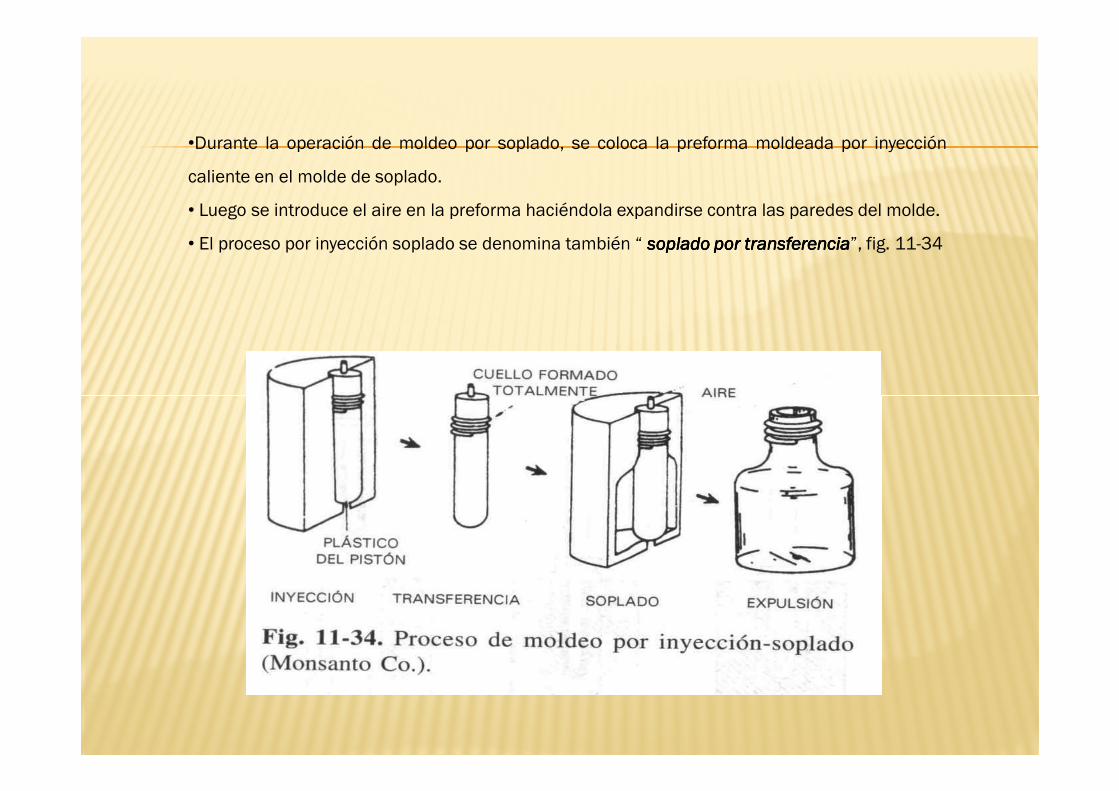
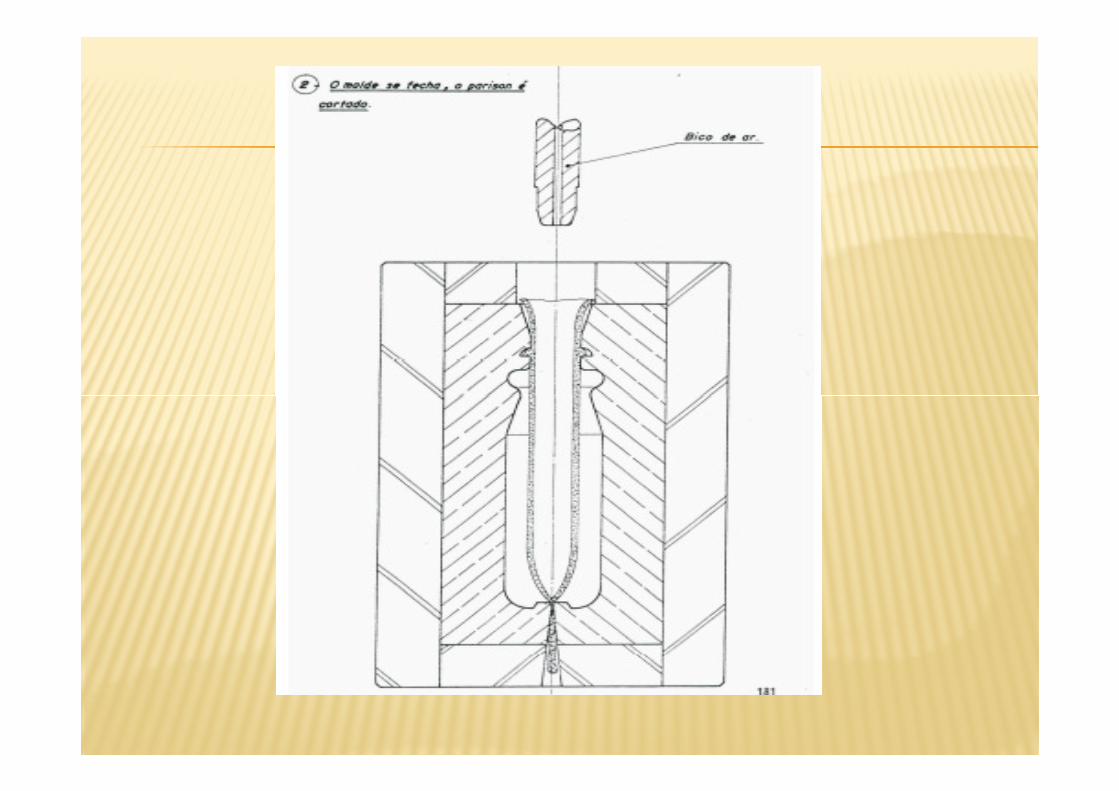
•Durante la operación de moldeo por soplado, se coloca la preforma moldeada por inyección
caliente en el molde de soplado.
• Luego se introduce el aire en la preforma haciéndola expandirse contra las paredes del molde.
• El proceso por inyección soplado se denomina también “ sopladosopladosopladosoplado porporporpor transferenciatransferenciatransferenciatransferencia”, fig. 11-34

MOLDEO POR EXTRUSIÓN SOPLADO
En este método de moldeo, se extruye de forma continua un macarrón tubular caliente( excepto
cuando se usan sistemas de acumulador o de pistones) . Entonces se cierran herméticamente las
mitades del molde obturando el extremo abierto del macarrón, fig. 11-35

• Luego se inyecta aire y se expande el macarrón caliente contra las paredes del molde.
• Se obtienen recipientes soplados hasta 10.000 litros.
• Permite obtener artículos sin deformación a una velocidad alta de producción.
• Hay que reprocesar los desechos.
• El control del grosor de las paredes es uno de los grandes inconvenientes de esta técnica, ya que al• El control del grosor de las paredes es uno de los grandes inconvenientes de esta técnica, ya que al
controlar el grosor se reduce el adelgazamiento.
• Por ejemplo una pieza que requiera un cuerpo extremadamente grande, manteniendo las esquinas
resistente, precisa un macarrón con las partes de la esquina mucho más gruesas que las paredes,
figura 11-36.


• En la figura 11-38, se introduce el plástico caliente en un acumulador haciéndolo pasar después a
través de la boquilla. Se puede controlar la longitud del macarrón mediante la acción de una
compuerta o pistón, la extrusora rellena el acumulador y vuelve a comenzar el ciclo.
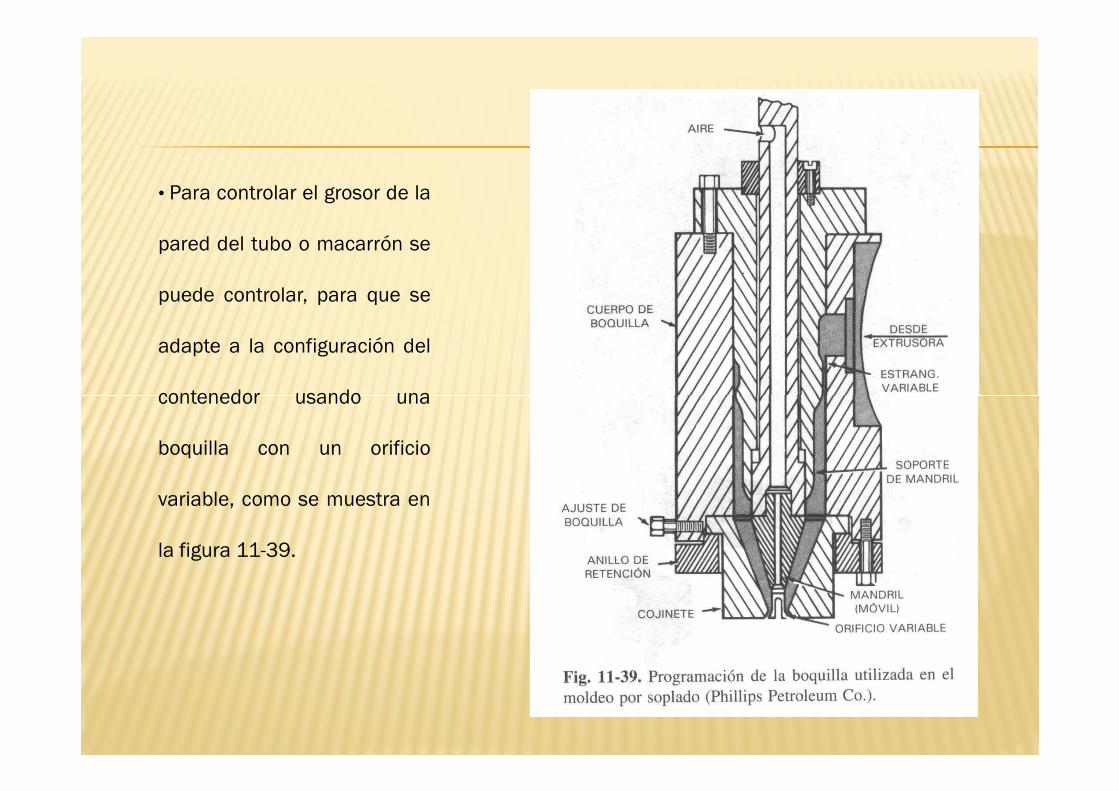
• Para controlar el grosor de la
pared del tubo o macarrón se
puede controlar, para que se
adapte a la configuración del
contenedor usando unacontenedor usando una
boquilla con un orificio
variable, como se muestra en
la figura 11-39.

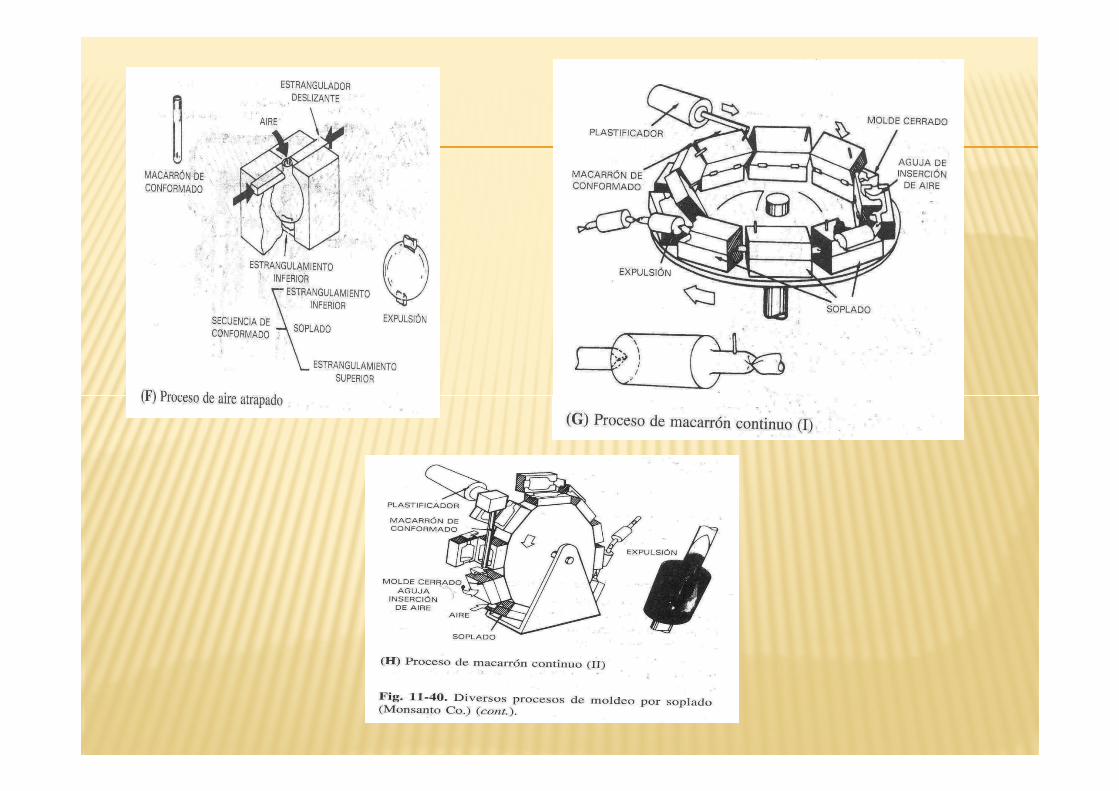
Existen varios métodos par
conformar el producto
soplado, cada uno de los
cuales presentacuales presenta
características concretas
para cada producto, figura
11-40. en una primera
operación global, el
fabricante forma y carga el
contenedor


En la figura 11-41, se muestran algunos objetos moldeados por soplado y un molde

Observe el macarrón estrangulado del producto de la figura 11-42. en la tabla 11-5, se señalan algunos
problemas corrientes del moldeo por soplado




VARIANTES DEL MOLDEO POR SOPLADO
Existen cuatro variantes del moldeo por soplado
• Macarrón frío
• Lámina
• Estirado o biaxial
• En varias capas ( co-extrusión o co-inyección)
En el proceso de macarrón frío, se extruye el macarrón según los medios habituales, por
extrusión o inyección, se enfría y se guarda. Más adelante, se calienta y se sopla para
darle forma. La ventaja principal es que se puede enviar el macarrón a otrosdarle forma. La ventaja principal es que se puede enviar el macarrón a otros
emplazamiento o almacenar en caso de paralización o escasez de materiales.
Las botellas de varias capas se pueden producir por moldeo, por coinyección-soplado o
métodos de coextrusión. El producto de tres capas contiene generalmente una capa
barrera emparedada entren dos principales. En el proceso de moldeo por soplado de
lámina se producen láminas por soplado extruidas calientes estando pinzado entre las
dos mitades del molde. Se sueldan los bordes por la acción del pinzamiento del molde.
Se pueden extruir láminas de dos colores diferentes y conformar en un producto
bicolor, figura 11-43

El cordón de la soldadura por pinzado constituye la principal desventaja, por otro lado, se
necesita dos extrusoras y hay que reprocesar la gran cantidad de restos que se producen
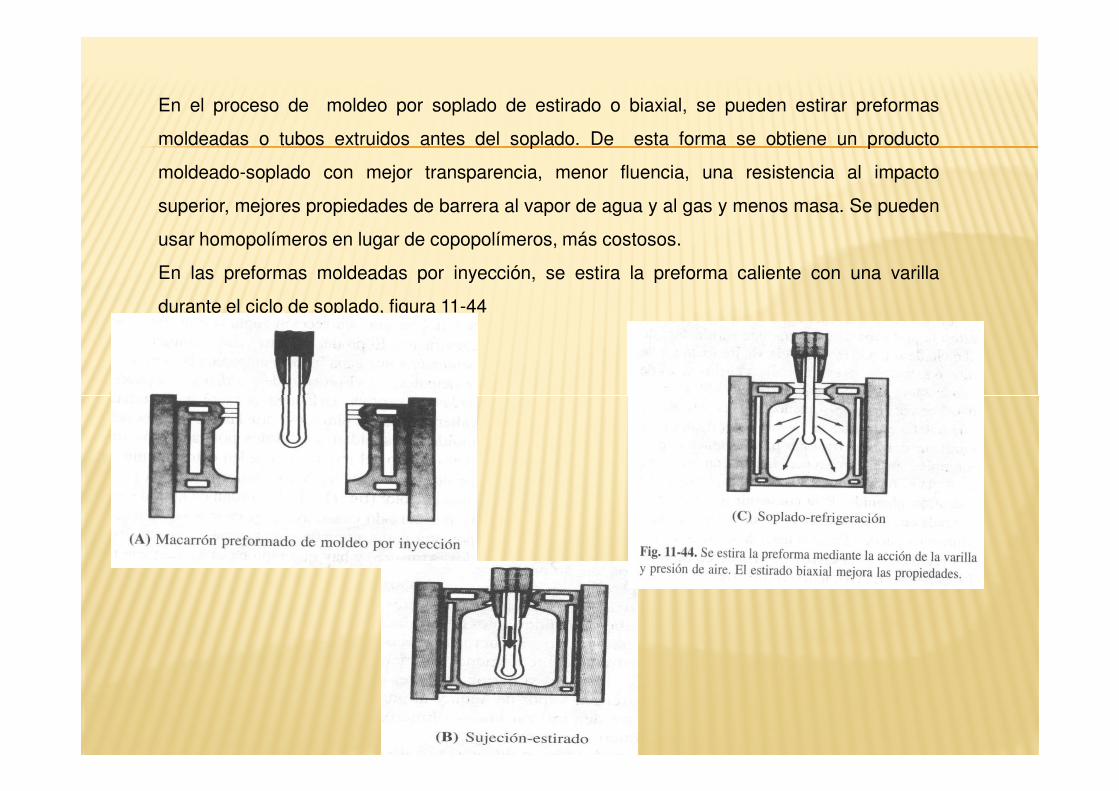
En el proceso de moldeo por soplado de estirado o biaxial, se pueden estirar preformas
moldeadas o tubos extruidos antes del soplado. De esta forma se obtiene un producto
moldeado-soplado con mejor transparencia, menor fluencia, una resistencia al impacto
superior, mejores propiedades de barrera al vapor de agua y al gas y menos masa. Se pueden
usar homopolímeros en lugar de copopolímeros, más costosos.
En las preformas moldeadas por inyección, se estira la preforma caliente con una varilla
durante el ciclo de soplado, figura 11-44

En los métodos de tubo o macarrón, se estira el tubo caliente antes de comenzar el ciclo de
soplado, figura 11-45
soplado
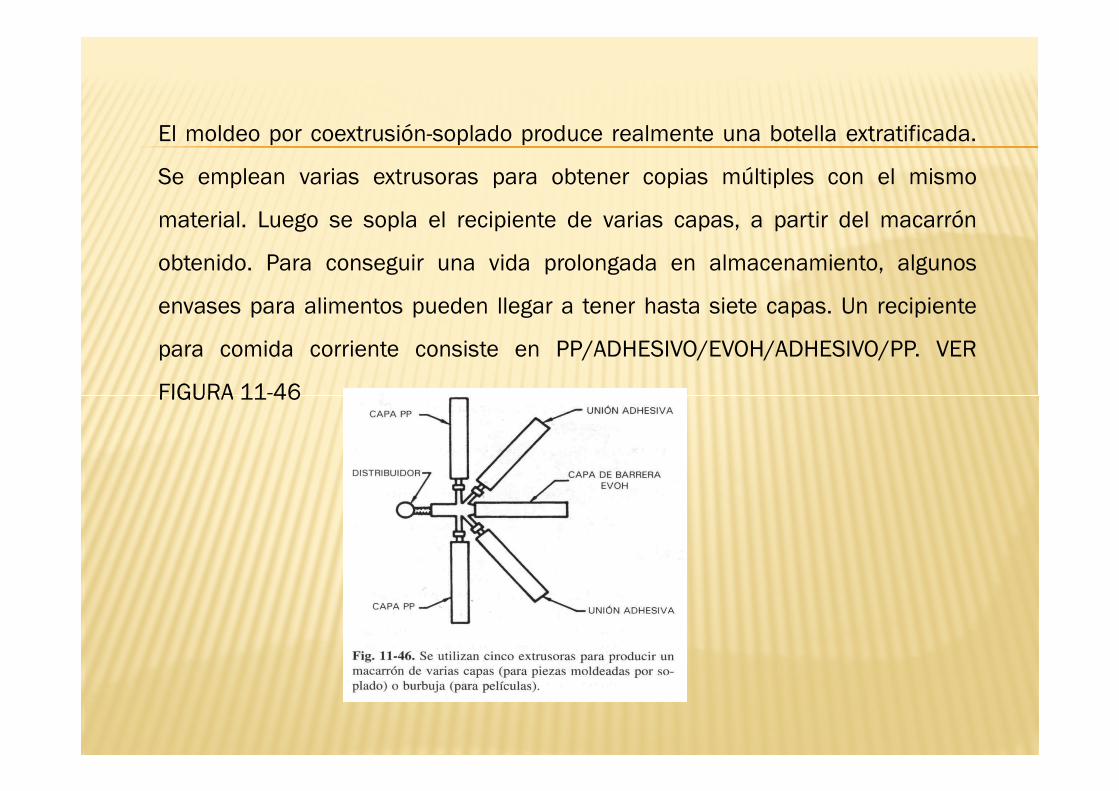
El moldeo por coextrusión-soplado produce realmente una botella extratificada.
Se emplean varias extrusoras para obtener copias múltiples con el mismo
material. Luego se sopla el recipiente de varias capas, a partir del macarrón
obtenido. Para conseguir una vida prolongada en almacenamiento, algunos
envases para alimentos pueden llegar a tener hasta siete capas. Un recipiente
para comida corriente consiste en PP/ADHESIVO/EVOH/ADHESIVO/PP. VER
FIGURA 11-46FIGURA 11-46