Procesos de Manufactura I Laminacións1c9970f41675ea15.jimcontent.com/download/version... ·...
52
Procesos de Manufactura I Laminación
Transcript of Procesos de Manufactura I Laminacións1c9970f41675ea15.jimcontent.com/download/version... ·...

Procesos de Manufactura I
Laminación

Laminación.

Laminación.
Su definición
Reducción de la sección transversal de un material, al hacerlo pasar entre dos
rodillos cilíndricos que giran en sentido opuesto.
Éstos producen la deformación plástica del material por medio generando esfuerzos
de compresión y corte.
La compresión se debe a que la separación de los rodillos es menor del espesor
inicial del material.
Los cortantes se generan por efecto de la fricción entre rodillos y material.
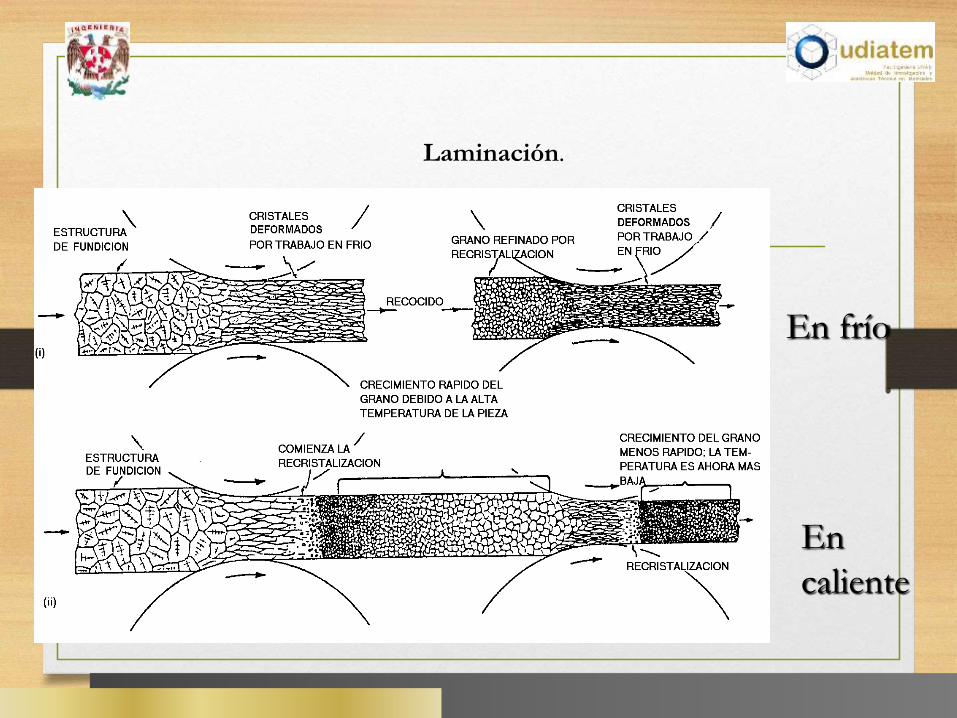
Laminación.
En frío
En
caliente

Laminación.

Fig. 7.1 (a) Tren de laminación en caliente de productos planos. (b) Enrrollador en caliente
de planos.
(a) (b)

Fig. 7.2 Molino de laminación accionado por vapor, segunda mitad del siglo XIX.

Laminación.
Laminación de planos
Laminación de perfiles
Laminación en frío:
•Buen acabado superficial
•Buen control dimensional
•Bajo porcentaje de reducción posible. Se hace necesario un recocido para aliviar tensiones
por deformación plástica en frío (acritud)
• Laminación en caliente:
•Posibilidad de altos porcentajes de reducción
•Deficiente acabado superficial
•Bajo control dimensional
•Menores cargas de deformación

Fig. 7.3 Proceso de laminación.

Fig. 7.4 (a)Laminador dúo.

Disposición de los
rodamientos en los soportes
de los rodillos.
Los engranes en la caja
de piñones se disponen
de manera similar
(piñones o engranes de
doble paso helicoidal).

Fig. 7.4 (b)Laminador dúo de grandes dimensiones con ajuste hidráulico (Cauffiel
Technologies).


Fig. 7.5 (a)Laminador trío (vista frontal y lateral).

Fig. 7.5 (b)Caja trío (dongyun, China).

Fig. 7.6 Laminador cuarto, (a) Descripción esquemática de un laminador cuarto con
enrollador y freno (desenrollador), (b) caja de laminación, (c) Laminador cuarto reversible con
enrollador y freno.
(a)
(b)
(c)

Fig. 7.7 Laminador en racimo.

Fig. 7.8 Laminador Sendzimir.
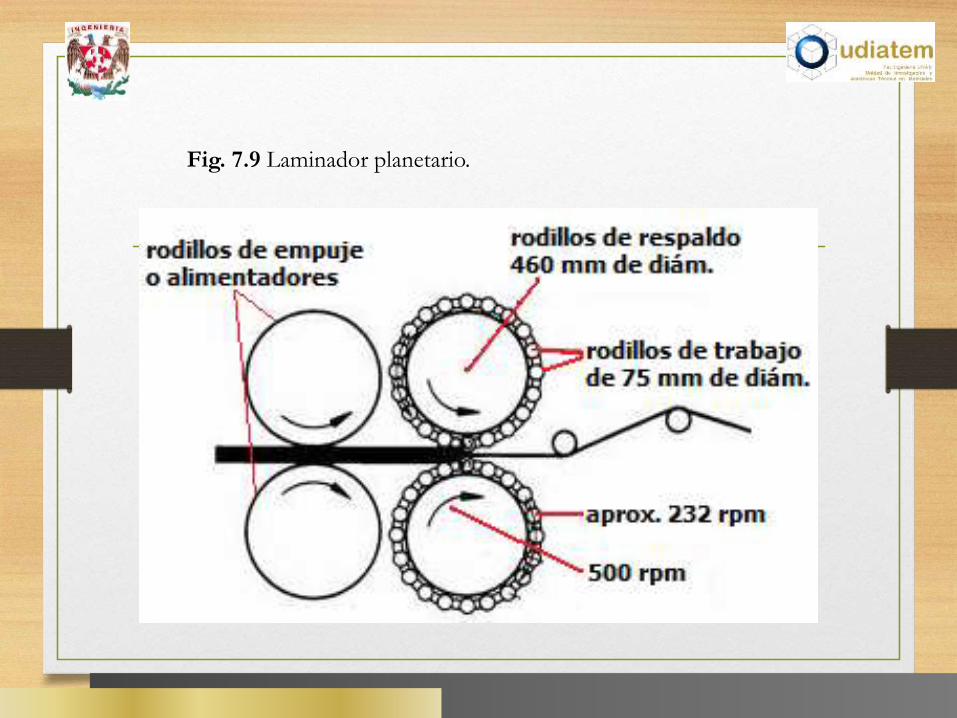
Fig. 7.9 Laminador planetario.

Fig. 7.10 Tren de Laminación de tipo continuo.

Fig. 7.11 Tren de laminación en zig-zag.

Fig. 7.12 (a)Tren en línea combinado con un continuo.

Fig. 7.12 (b) y (c) Tren en línea.
(b)
(c)

Fig. 7.13 Partes principales de un tren de laminación.
(a) Caja de Laminación

Fig. 7.13 Partes principales de un tren de laminación.
(b) Transmisión

Fig. 7.14 (a)Motor de CD para caja de laminación. (b)Rotor de un motor de CA para un
molino de laminación.
(a) (b)

Elementos auxiliares del tren de laminación.
El número y tipo de los elementos auxiliares que se presentan en un tren dependerá del
tipo de éste, del producto que se va a fabricar y del grado de automatización de la planta,
entre otros son comunes:
•Horno de precalentamiento.
•Mesas fijas y basculantes.
•Tijeras de despunte y descole.
•Guías de entrada y salida.
•Repetidores.
•Arrastradores.
Además de los anteriores se tienen Tijeras de emergencia, canaletas, frena colas y mesas de
enfriamiento, así como otros equipos que dependerán del caso particular.

Fig. 7.15 El control del proceso de laminación se efectúa a través de complejos sistemas
computacionales y de adquisición de datos.
Sensores de rayos X

Fig. 7.15 El control del proceso de laminación se efectúa a través de complejos sistemas
computacionales y de adquisición de datos.

RELACIONES GEOMÉTRICAS EN EL LAMINADO.
El gasto volumétrico a la entrada y salida es
igual:
b-ancho
h - espesor
v - velocidad
0 - condición de entrada
f - condición de salida
0 0 0 f f fb h v = b h v

En el laminado de planos el ensanchamiento es nulo,
por lo que:
f 00
f
v = vh
h

La reducción está definida por:
En el caso de planos queda:
A
)A-A(=r
0
f0
r =(h - h )
h
0 f
0
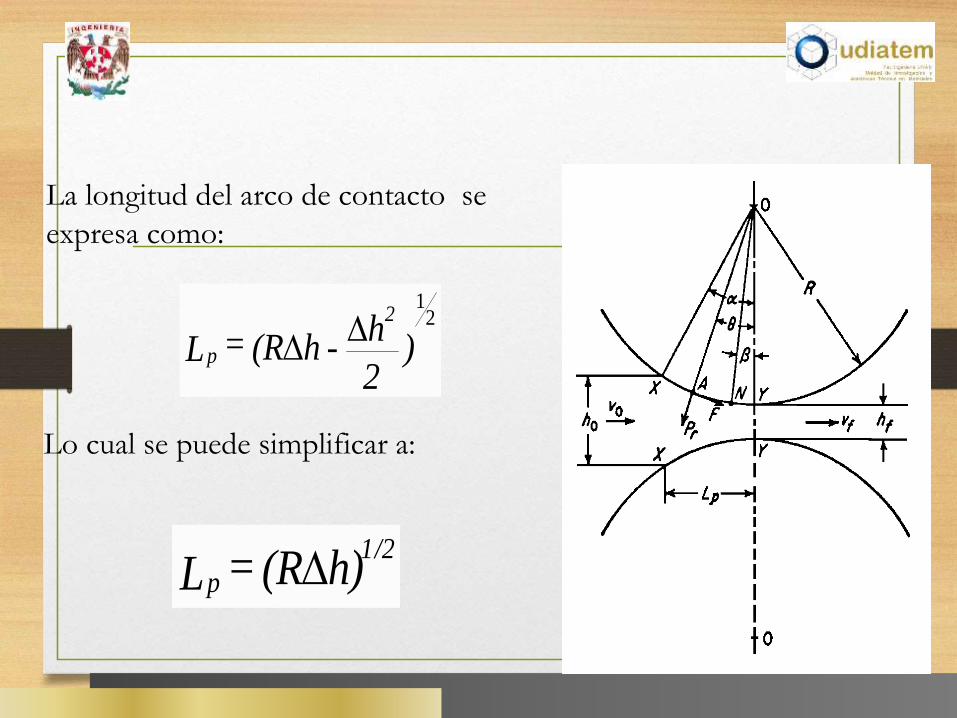
La longitud del arco de contacto se
expresa como:
Lo cual se puede simplificar a:
)2
h-h(R=L
2
p
2
1
h)(R=L1/2
p

La carga de laminado se expresa:
Donde representa la presión promediop
0p
pP = pbL

El ángulo de mordedura queda:
= angsenL
R
p

La máxima reducción se expresa:
R= h2
m

El rodillo se deforma por efecto de la carga:
R = R(1+cP
b h)
c = 161-
E
donde:
R- Radio de contacto
R’- Radio del rodillo
P- Carga
c- Constante elástica del material del
rodillo
La carga de laminación se puede calcular de diversas maneras:
P = 1.2 b L0 p
P = bL
Q(e -1)0
p Q
Q =L
h
p

La carga de laminación se puede calcular de diversas maneras:
P = b L 1+L
4h0 p
p
P = b L 1+L
2h0 p
p
p
0 p0
0 f
1.6 -1.2 hL= b (1+ )P L
+h h
Fórmula de Ekelund

Para el curso:La carga o fuerza de laminación (ecuación de Bland y Ford mediante un análisis de líneas
de deslizamiento):
0
0 f
LpP = bLp +
2 ( + )3 h h
El par de laminación:
0 2
o f
Lp= b 1.6 +0.91Lp
( + )3 h h
W T
La potencia de laminación:

Para el curso:De igual forma se puede calcular, idealizando la distribución de carga de laminación, el par
aplicado por un rodillo:
2
p
R
LT = P
Por lo que el par de laminación
efectivo es igual a:
p= PL
W T
La potencia de laminación:

Cálculo par y potencia
PaT 2
TW
pL
a
Para laminado en caliente, toma el valor de 0.5, mientras que para laminado
en frío se propone calcular a través de
2
12
1
5.05.0
R
R
R
R

El espesor mínimo que se puede obtener
mediante un arreglo de laminación es:
El coeficiente de fricción promedio
se puede calcular a través de:
minh c R0
=T
PR
1

El avance se define por :
Donde éste se determina como :
s =1
4
r
1- r1 -
2
2
V
V-V=s
R
Rf

Operaciones de relaminado

Fig. 7.17 Distintos Métodos para Laminar Palanquilla

Defectos de laminación

Defectos de laminación

Otras cuestiones relacionadas:
Se habla de deformación homogénea siempre y cuando se cumpla que:
4
donde:
ancho
longitud proyectada
p
p
b
L
b
L
En el caso de laminado en caliente de aceros, de forma aproximada,
puede ser medido el coeficiente de fricción como:
1.05 0.0005 0.8 para cilindros de fundición gris
1.05 0.0005 para cilindros de acero
donde:
coeficiente de fricción
temperatura en °C

Ejemplo:En un proceso de laminación se va a producir, por laminado en caliente, una placa de 1.5 cm.
de espesor por un metro de ancho (el lingote original es de 12 cm. de espesor). Para la última
etapa de laminación el material llega de 2 cm.
Para el proceso se emplea una caja de laminación dúo equipada con rodillos de 50 cm. de
diámetro.
Con base en lo anterior determine:
a) Reducción en la última etapa
b) Longitud proyectada del arco de contacto
c) ¿Es factible el proceso de reducción si el coeficiente de fricción es de 0.25?

Ejemplo:Considerando las mismas condiciones que en el problema anterior, si la presión promedio de
laminación esta dada por la ecuación (1), y el esfuerzo de cedencia es 40 MPa y la carga de
laminación está dada por la presión promedio por el área proyectada de contacto
, donde b representa el ancho de la placa. Se sabe por otra parte que los rodillos
giran a 60 rpm.
Con base en lo anterior determine:
a) La carga de laminación
b) Par de Laminación
c) La potencia de laminación (Kw)
d) Determine los mismos parámetros marcados en los incisos (a), (b) y (c) mediante las
ecuaciones de Bland y Ford.
01.2 (1)p
p pA bL

Ejemplo:
0 0
2 2
1.2 40 MPa
Area proyectada 3.53 10 m
Carga de laminación 1697 k-new 173 ton
p p
p
p
A bl x
P pA
2
min
2 59.9
376.4
60 1 /
22
60
p
R
l
l R p
l
lP
Par de la ación
Pl knew m
W kwatt
N rpm ciclo seg
velocidad en radianes
N rad
s
Para mover el rodillo