PRODUCCIÓN DE DIODOS DE SILICIO MEDIANTE …
53
PRODUCCIÓN DE DIODOS DE SILICIO MEDIANTE PROCESAMIENTO LÁSER Y CARACTERIZACIÓN DE LOS MISMOS Alfredo Antonio Cereijo Pardiñas Trabajo de Fin de Grado Escuela de Ingeniería de Telecomunicación Grado en Ingeniería de Tecnologías de Telecomunicación Tutores María José Moure Rodríguez Stefano Chiussi 2017
Transcript of PRODUCCIÓN DE DIODOS DE SILICIO MEDIANTE …

PRODUCCIÓN DE DIODOS DE SILICIOMEDIANTE PROCESAMIENTO LÁSER YCARACTERIZACIÓN DE LOS MISMOS
Alfredo Antonio Cereijo Pardiñas
Trabajo de Fin de GradoEscuela de Ingeniería de Telecomunicación
Grado en Ingeniería de Tecnologías de Telecomunicación
TutoresMaría José Moure Rodríguez
Stefano Chiussi
2017

INDICE I. INTRODUCCIÓN ................................................................................................... 1
II. OBJETIVOS ........................................................................................................... 2
III. RESULTADOS ........................................................................................................ 2
FASE 1 ............................................................................................................... 2
FASE 2 ................................................................................................................ 5
FASE 3 ............................................................................................................... 6
IV. CONCLUSIONES ................................................................................................ 12
V. REFERENCIAS ................................................................................................... 12
ANEXO I: ESTADO DEL ARTE .................................................................................... 14
ANEXO II: SALA BLANCA ........................................................................................... 15
ANEXO III: PROCESOS ................................................................................................. 16
A.CORTADO Y MARCADO ........................................................................ 16
B.LIMPIEZA .................................................................................................. 17
C. DEPOSICION DE ALUMINIO ................................................................ 18
D. CALENTAMIENTO .................................................................................. 19
ANEXO IV: MEDIDAS ELECTRODOS ........................................................................ 21
ANEXO V: LCVD ............................................................................................................. 27
A.POLIMERO Q65 FA TIPO PEN ............................................................... 29
B.OBLEA DE SILICIO CON GOTAS DE PLATA .................................... 30
C. DIODOS Y CRISTALES DE CORNING ............................................... 32
ANEXO VI: MEDIDAS .................................................................................................... 33
A.PERFILOMETRIA .................................................................................... 33
B.ELIPSOMETRIA ESPECTROSCOPICA Y MODELIZACION .......... 38
C. RAMAN ....................................................................................................... 44
D. MEDIDAS ELECTRICAS ....................................................................... 48

1
I. INTRODUCCION
La fabricación de dispositivos electrónicos a partir de semiconductores se realiza actualmente
mediante distintas técnicas, las cuales se basan en: la deposición de películas delgada sobre el
semiconductor de base, métodos de litografía o grabado, el cambio de la concentración de
elementos dopantes o mediante implantación de iones y difusión. La combinación de todas estas
técnicas permite la creación de dispositivos y circuitos más complejos. Los dispositivos pueden
ser de dos tipos, discretos (diodos, transistores…) o integrados (utilizando los discretos para crear
dispositivos complejos). A día de hoy este tipo de componentes están presentes en aplicaciones
de todos los sectores de la sociedad.
La fabricación de dispositivos sobre silicio se basa en la mayor parte de los casos en la tecnología
planar, creando los circuitos sobre la oblea mediante métodos paso a paso, capa a capa. Uno de
los beneficios de esta tecnología es que cada paso se aplica a la totalidad de la superficie,
permitiendo no solo realizar e interconectar dispositivos de forma precisa y fabricar circuitos
integrados, sino que ofrece la posibilidad de realizar distintos circuitos sobre la misma oblea,
ahorrando así en precio y en tamaño. Además la utilización del silicio presenta diversas ventajas
sobre otros materiales como el germanio o el galio, que lo convierten en el material por excelencia,
su óxido, el SiO2, es estable con excelentes propiedades aislantes y se encuentra en gran
abundancia en la naturaleza en diferentes materiales como arena o cuarzo.
Uno de los dispositivos discretos más fabricados son los diodos, componente electrónico de dos
terminales que permite la circulación de la corriente a través de él en una única dirección. En
función de sus características y fabricación pueden ser de distintos tipos como P-N, Schottky,
avalancha, LED, etc. Los diodos son el elemento fundamental en diferentes aplicaciones como
circuitos rectificadores, dobladores, estabilizadores o multiplicadores de tensión.
En los diodos del tipo P-N, la creación de la unión P-N se realiza mediante aleación, difusión,
crecimiento o deposición química en fase de vapor (CVD del inglés Chemical Vapor Deposition),
con el objetivo de unir una zona de conducción positiva tipo P con una zona de unión negativa
tipo N. La primera se corresponde con el ánodo y la segunda con el cátodo del diodo permitiendo
el flujo de corriente para una polarización positiva [1].
El objetivo final de este trabajo de fin de grado se centra en fabricar un diodo básico sobre una
oblea de silicio mediante CVD asistida por láser, basándose en procesos compatibles con las
plantas de fabricación de dispositivos de microelectrónica y en técnicas de caracterización
empleadas en ciencia de los materiales, para intentar caracterizarlo lo máximo posible. Además,
es necesario cumplir una serie de regulaciones, especificaciones y normativas para poder
desarrollar los experimentos para la fabricación de los diodos. Teniendo en cuenta la norma ISO
para Salas Blancas (detallada en el Anexo II) y cumpliendo con los PNT (procedimientos
normalizados de trabajo) de cada uno de los procesos llevados a cabo. Todas estas normas y
procedimientos seguidos se encuentran en los anexos de la documentación.

2
II. OBJETIVOS
La finalidad de este trabajo de fin de grado es llevar a cabo la fabricación y estudio de diodos P-
N mediante procesamiento láser, intentado acercar el resultado final a un diodo P-N convencional.
Puesto que se trata del primer trabajo que se realiza de este ámbito en los laboratorios del Grupo
de Nuevos Materiales en la Universidad de Vigo, los pasos seguidos para cumplir el objetivo
marcado al inicio del proyecto se dividieron en tres fases:
La misión de la primera fase fue realizar un estudio de los electrodos, dividiéndose en
una parte experimental y otra de análisis. Para ello se llevaron a cabo los siguientes
pasos: marcado y cortado de las muestras, limpieza de las mismas, realización de
depósitos de aluminio mediante evaporación térmica, calentamiento de los electrodos a
distintas temperaturas y estudio de diferentes geometrías de los contactos.
El objetivo de la segunda fase fue el depósito de capas de silicio amorfo hidrogenado
(a-Si:H), dopado con diferentes concentraciones de boro, mediante depósito químico a
partir de la fase vapor, asistido por láser (LCVD) sobre cristal Corning y obleas de Silicio
con la realización de un recocido de dichas capas en algunas de las muestras.
La tercera y última fase se centra en el análisis de los diodos y los cristales de Corning,
realizando distintos tipos de medidas para estudiar sus propiedades y características más
importantes teniendo en cuenta los limites existentes de infraestructura e
instrumentación. Las técnicas utilizadas son un análisis básico morfológico un
perfilómetro óptico y uno de aguja (Dektak), y el análisis de características físico-
químicas mediante elipsometría espectroscópica, espectroscopía Raman y medidas
eléctricas.
De esta forma, las conclusiones de este trabajo de fin de grado permitirán valorar si los métodos
y procesos utilizados son válidos para fabricar y caracterizar diodos P-N y determinar el tipo de
estudios más exhaustivos que se precisa para mejorar dicha fabricación , sirviendo así como punto
de partida para futuros estudios.
III. RESULTADOS
A. FASE 1
Inicialmente se realizó el cortado y el marcado de las muestras. Se cortaron 17 muestras a partir
de obleas de silicio, para realizar un estudio sobre los electrodos, altamente dopadas con As, de
orientación tipo 100, además de 8 cristales de Corning tipo 1737F, un cristal no conductor que se
utilizó para realizar medidas eléctricas y confirmar la uniformidad macroscópica del espesor de
las capas depositadas. Posteriormente se cortaron 25 muestras más de silicio para la realización
de los diodos. El proceso de cortado y marcado se detalla en el Anexo III en la sección Cortado y
Marcado.
Tras estos dos procesos, se procedió a la limpieza de las muestras, que se realizó combinando dos
métodos de limpieza. El primero fue aplicar una solución de tipo “piranha” para eliminar
contaminaciones de todos los substratos, solución que es utilizada en la industria electrónica para
eliminar residuos de resinas fotorresistentes en sustratos de Silicio, y para eliminar residuos
orgánicos. El segundo se basa en la utilización de ácido fluorhídrico para eliminar la capa de
óxido de los substratos de silicio. El proceso de limpieza se detalla en el Anexo III en la sección
Limpieza.

3
Una vez finalizada la preparación de las muestras se realizaron las deposiciones de aluminio
mediante evaporación térmica. Este proceso se llevó a cabo para generar los electrodos para su
posterior estudio. Para la deposición de Al se dispone, en la sala blanca del grupo “Nuevos
Materiales” del Departamento de Física Aplicada de la Universidad de Vigo, de una cámara de
vacío bombeada por un sistema con bomba rotativa y bomba turbomolecular, medidor de vacío e
introducción de Ar (99.9%). Para comprobar que se obtienen contactos óhmicos en los electrodos
y con el objetivo final de fabricar diodos, se evaluaron diferentes geometrías, que se representan
de forma esquemática en la figura 1. En el diseño de estas geometrías se tiene en cuenta la
superficie sobre la cual se depositara la capa de a-Si: H dopada con boro y también la cara trasera
ya que los diodos requieren un contacto de este tipo en el substrato.
Figura 1: Geometrías de electrodos realizadas a) máscara trasera, b) máscara delantera y Al
en capa trasera c) máscara delantera
A continuación en la tabla 1 se presentan las asignaciones realizadas a cada muestra junto con el
espesor de la capa depositada. El proceso de deposición se completa en el Anexo III en la sección
Deposición de Aluminio.
Tabla I: Deposiciones de Al, espesor de las capas depositadas y calentamiento de las muestras.
MUESTRA MASCARA
DELANTERA
(nm)
MASCARA
TRASERA
(nm)
CAPA Al
TRASERA
(nm)
ANNEALING
(ºC)
FP87 410 515
FP88 502 515 350
FP89 515 250
FP90 450 515 500
FP91 515 410 250
FP92 500 500
FP93 500
FP94 450
FP95 410 250
FP97 450 500
FP98 502
FP99 450
FP100 450

4
Una vez concluidas las deposiciones de Al se realizó un primer análisis de los electrodos. El fin
de este primer análisis era comprobar si los contactos creados en las muestras eran óhmicos y
calcular el valor de la resistencia de los contactos, centrándose en mayor medida en las muestras
con mascara de Al en la cara delantera y Al en la trasera, ya que posteriormente será la
configuración utilizada para realizar los diodos. Las medidas se realizaron con una caja especifica
con puntas de contacto que perforaban los electrodos de Al para evitar errores debido a la
superficie oxidada de los electrodos y con un analizador que permite aplicar una tensión variable
y medir la corriente que se genera.
Para que un contacto sea óhmico es necesario que la curva característica I-V sea lineal, es decir
que el valor de la resistencia del contacto se mantenga constante al variar la tensión aplicada. Por
otra parte, en los contactos de metal sobre semiconductor se requiere un nivel elevado de dopado
del semiconductor, en caso contrario el contacto sería de tipo Schottky [2].
En la fabricación de dispositivos semiconductores es necesario que los contactos sean óhmicos y
de baja resistencia, por lo que la preparación, caracterización y el estudio de los mismos es muy
importante en la parte inicial del proyecto. Por ello, un metal para ser utilizado para generar un
contacto óhmico necesita que la resistencia del contacto sea baja, compatibilidad con el
procesamiento del Si, que no penetre en el Si o en el SiO2 y que tampoco reaccione con ellos,
estabilidad a largo plazo y que no genere ninguna modificación en las características eléctricas
de la unión. El metal que más características cumple es el Al, por eso fue el metal utilizado para
generar los contactos de los electrodos y de los futuros diodos [3].
Las conclusiones a las que se llegaron tras el primer análisis realizado en este trabajo son las
siguientes:
En las muestras con solo máscara delantera: se genera un contacto óhmico con una salida
completamente lineal.
En las muestras con máscara delantera y Al en la capa trasera: la salida generada no es
lineal, por tanto no es un contacto óhmico.
En las muestras con máscara trasera: el contacto no es óhmico, se genera una salida de
tipo exponencial.
Los resultados obtenidos que permitieron llegar a las conclusiones anteriores se detallan en el
Anexo IV: Medidas Electrodos.
Tras finalizar el primer análisis de los electrodos y ver los resultados obtenidos se tomaron dos
decisiones. Por una parte, modificar la caja de medida para intentar mejorar la precisión de las
medidas y, por otra parte, realizar un calentamiento de distintas muestras para estudiar la
posibilidad de obtener una respuesta más lineal en los contactos.
La modificación de la caja de medida incluyó los siguiente cambios: aislamiento de la base de la
caja, sustitución de las puntas de medida y adicción de una punta extra en la base de cobre para
perforar el Al, en las muestras con contacto en la cara trasera. Estos cambios permitieron obtener
resultados más estables y precisos.

5
En la tabla 1 se hace referencia a las muestras a las que se les realizó un tratamiento térmico. El
análisis de las muestras tras realizar el calentamiento ofreció los siguientes resultados:
Calentamiento a 250ºC: en las muestras con solo máscara de Al en la cara superior, se
mejoró el contacto óhmico ya que la resistencia disminuyó y la respuesta continuó siendo
lineal. En las muestras con máscara en la cara superior y Al en la cara posterior el
calentamiento a 250ºC generó un contacto óhmico con salida lineal. Por último en la
muestra con máscara en la cara trasera la resistencia disminuyó notablemente y se obtuvo
un contacto óhmico.
Calentamiento a 350ºC: se generó un contacto óhmico, una salida lineal y disminuyó el
valor de la resistencia del contacto.
Calentamiento a 500ºC: se provocó la destrucción de las muestras. A simple vista se pudo
observar que se habían quemado, lo que dio lugar a peores características eléctricas.
Todos los resultados se muestran en el Anexo IV: Medidas Electrodos.[4] Además el proceso de
calentamiento de las muestras se desarrolla en el Anexo III en la sección Calentamiento.
B. FASE 2
Para llevar a cabo la evaluación de la uniformidad de las capas depositadas, asegurando así que
durante la fabricación todos los diodos fuesen lo más idénticos posibles, se llevó a cabo la técnica
LCVD. La técnica se explica junto con los resultados obtenidos en el Anexo V: LCVD. El
objetivo de esta fase es generar la unión P-N, depositando sobre la oblea de silicio una capa de
disilano dopada con distintas concentraciones de diborano (0%, 1%, 2% y 5%).
El experimento se realizó, en primer lugar, sobre un polímero, para apreciar a simple vista la
uniformidad de la deposición. Posteriormente, sobre una oblea de silicio con gotas de plata, para
analizar el espesor de la capa depositada mediante microscopio y comprobar la uniformidad de la
deposición en los distintos puntos de la superficie de la oblea. Finalmente se realizó sobre las
muestras de vidrio tipo Corning y muestras de silicio que se utilizarán para fabricar los diodos.
Además algunas de las muestras fueron recocidas (Annealing) a 350ºC para estudiar el efecto del
calentamiento (siguiendo el mismo proceso descrito en la fase 1).

6
Tabla II: Diodos y Cristales Corning con datos sobre los espesores de los electrodos
MUESTRA ESPESOR AL
DELANTE(nm)
ESPESOR
AL
DETRÁS(nm)
TEMPERATURA
ANNEALING
FLUJO
DISILANO
(sccm)
FLUJO
DIBORANO
DILUIDO
EN He
(sccm)
FP112 350ºC 100 0
FP113 470 520 100 0
FP114 470 520 350ºC 100 0
FP117 350ºC 100 1000
FP118 432 410 350ºC 100 1000
FP120 432 410 100 1000
FP122 350ºC 100 2000
FP123 370 495 100 2000
FP124 370 495 350ºC 100 2000
FP127 350ºC 100 5000
FP129 410 530 100 5000
FP136 410 530 350ºC 100 5000
FP105 410 100 0
FP107 380 100 1000
FP106 448 100 2000
FP108 557 100 5000
C. FASE 3
El objetivo de esta tercera y última fase del proyecto es realizar un análisis de las capas
depositadas y estudiar las características eléctricas de los diodos. Para ello se llevaron a cabo
distintos tipos de medidas: elipsometría espectroscópica, perfilometría, espectroscopía Raman y
medidas eléctricas con un analizador de potencia. A continuación se analizan los resultados de las
medidas eléctricas y las conclusiones del resto de medidas, el análisis en profundidad de las
medidas se incluye en el Anexo VI: Medidas.
Análisis con el perfilómetro de aguja Dektak: esta medida permitió obtener una primera
aproximación del espesor de las capas depositadas. Se realizó sobre las obleas completas
con gotas de plata obteniendo un espesor uniforme a lo largo de la superficie de
310±10nm en la no dopada y 320±20nm en la dopada con boro. También se realizó sobre
los diodos obteniendo un espesor de 320nm en los no dopados con boro, 300nm en los
dopados con un 1%, 260nm en los dopados con un 5%. En los dopados con un 2% no se
pudo obtener una medida precisa, ya que el valor obtenido fue de 160nm.
Perfilometría: tras solicitar la realización de esta medida en el Centro de Apoyo a la
Tecnología e Investigación (CACTI), se consiguieron los valores precisos del espesor y
la rugosidad de las capas depositadas en función del % de boro. Además las gráficas
obtenidas permiten conocer la velocidad de deposición de las capas, que es menor en las
muestras recocidas a 350ºC, y su dependencia de la potencia del láser y del % de boro, y
el tiempo necesario para depositar una capa de un tamaño determinado, datos que
7
facilitarán la realización del proceso LCVD para futuros trabajos. Todos los resultados se
detallan en el AnexoVI: Medidas.
Elipsometría Espectroscópica: permitió desarrollar modelos de los diodos fabricados y
de las muestras de Corning, que ayudaron a la caracterización de las capas depositadas
con valores de espesor, rugosidad y gap óptico. Siendo el gap óptico del a-Si:H de un
valor comprendido entre 1.7-1.9 eV se obtuvo un valor de 1.74eV que disminuye con el
boro. Además los valores de espesor y rugosidad obtenidos en los modelos son cercanos
a los obtenidos con perfilometría. Estos modelos podrán usarse en próximas
investigaciones, ahorrando tiempo y trabajo. Todos los resultados y modelos se detallan
en el Anexo VI: Medidas.
Raman: permitió realizar un análisis de la composición de las capas. Para saber en que
muestras el Si era más amorfo o más cristalino, en este caso la muestra en la que es más
amorfo es, es en la FP-129, y además permitió conocer la diferencia de hidrogeno en las
muestras y como a medida que aumenta la temperatura (recocido de las muestras)
disminuye la cantidad de hidrógeno.
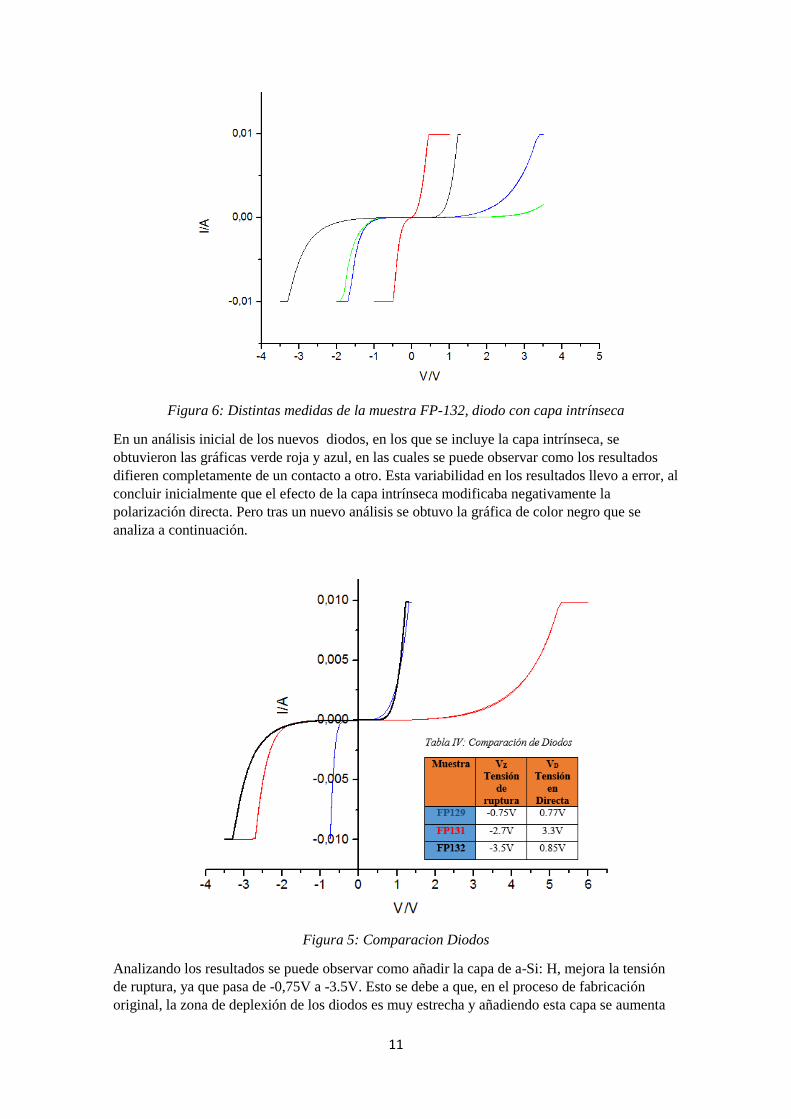
El análisis de los cristales de Corning se realizó mediante un analizador de potencia que permitió
calcular los parámetros ρ (resistividad) y σ (conductividad) de cada uno de ellos. El analizador
permite aplicar pequeños incrementos de tensión e ir midiendo la corriente que se genera a través
del dispositivo, de esta forma se calcula la R para calcular ambos parámetros.
σ =𝐿
𝑅∗𝐴𝑛𝑐ℎ𝑜𝐸𝑙𝑒𝑐𝑡𝑟𝑜𝑑𝑜∗𝑒𝑠𝑝𝑒𝑠𝑜𝑟𝑐𝑎𝑝𝑎𝑑𝑒𝑝𝑜𝑠𝑖𝑡𝑎𝑑𝑎 siendo L= 0.440 mm la distancia entre dos
electrodos y R la que se calcula en la medida [4] y siendo el espesor el calculado mediante
elipsometría espectroscópica.
Tabla III: Cálculo Resistividad y Conductividad de la capa depositada sobre Corning
MUESTRA %BORO ESPESOR
(nm)
RESISTENCIA
CONDUCTIVIDAD
(S/cm)
RESISTIVIDAD
(Ωcm)
FP105 0 260.56 105.82 TΩ
91.32 GΩ(P)
4.98 x10-11
5.77x10-8(P)
2x1010
17.33x106(P)
FP107 1 268.13 4.16 GΩ
4.04 GΩ(P)
1.23x10-6
1.27 x10-6(P)
0.81x103
0.78x103(P)
FP106 2 248.36 9.47 MΩ
9.47 MΩ(P)
5.85x10-4
5.85x10-4 (P)
1.71x103
1.71x103(P)
FP108 5 276.52 21.28MΩ
26.52 MΩ(P)
2.34x10-4
1.86x10-4 (P)
4.27x103
5.37x103(P)
La medida se realizó en condiciones de oscuridad y aplicando luz, no calibrada, con una fuente
de luz halógena. El cálculo con luz se indica en la tabla como P.
Como se puede observar en la tabla, a medida que aumenta el % de boro aumenta la
conductividad, es decir que cuanto más dopante se añade mejor es la conductividad, información
que hay que tener en cuenta para la fabricación de los dispositivos electronicos. Por otra parte, se
observa como en las muestras con a-Si:H dopadas con boro la luz no afecta en la medida y sin
embargo en la FP105 sin dopaje la luz aumenta notablemente la conductividad (con una fuente
de luz emitiendo en longitudes de onda de infrarrojo cercano el aumento sería incluso superior).
El análisis de los diodos permitió obtener sus curvas características I-V que se analizan a
continuación.

8
Figura 2: Comparación diodos fabricados con diferentes porcentajes de dopado de la zona P
En la figura 2 se puede apreciar como la curva característica del diodo con un dopaje del 5%
corresponde con la de un diodo P-N en polarización directa. La muestra alcanza 1 mA en 0,77V
y 10 mA en 1,32V. Sin embargo en polarización inversa la respuesta no se corresponde con un
diodo P-N ya que a -0.75V hay una corriente inversa elevada de -10mA.
Comparando la gráfica de los diodos se puede observar como a medida que aumenta el % de boro
depositado, la curva se va ajustando más a la de un diodo P-N. Con un 2% de boro se alcanza
1mA con 0,47V, con un 1% de boro se alcanza con 0,4V, no teniendo en cuenta la muestra sin
boro ya que su comportamiento no es el de un diodo, se puede asemejar la curva debido al dopaje
intrínseco del Si de la oblea o del a-Si: H, que siendo intrínseco es ligeramente dopado tipo n y al
tener defectos entre las bandas de valencia y conducción se puede producir la conducción
“saltando” los portadores de carga de un estado por defecto a otro (hopping conduction).
Como se puede observar en la siguiente figura, a pesar de que el calentamiento a 350ºC mejora
los contactos, como se analizó anteriormente en los electrodos, en el caso de los diodos empeora.
Esto puede ser debido a que al realizar el calentamiento tras depositar el Al, se haya generado un
efecto de difusión, generando una conducción no deseada, perdiendo así las propiedades iniciales.
También puede deberse, a que tras el tratamiento térmico, el Si sigue siendo amorfo, sin embargo
la cantidad de hidrogeno disminuye. Esto significa que aumentan los defectos en el material o
centros de recombinación, favoreciendo así la hopping conduction.

9
Figura 3:Comparación diodos tratados térmicamente a 350ºC en función del % de boro
Como se comentó anteriormente se puede apreciar que en inversa existe una conducción a muy
pocos voltios, sin embargo en un diodo P-N convencional esto no debería suceder. Analizando la
gráfica se observa como el % de boro que dopa la capa p no afecta ya que alcanzan los -10mA en
valores muy cercanos. A continuación se analizarán las posibles causas de este comportamiento
y las posibles soluciones de acuerdo con el comportamiento teórico de los contactos metal-
semiconductor y de las uniones P-N.
La tensión de ruptura en los diodos P-N depende de la región de deplexión, cuanto más ancha
mayor es la tensión de ruptura. La zona de deplexión tiene un ancho W que depende del tipo de
semiconductor y del nivel de dopado. Al dopar los materiales semiconductores se generan gran
cantidad de electrones libres en el semiconductor tipo n y de huecos en el tipo p. La gran cantidad
de electrones en la zona n hace que se repelan e intenten moverse a la zona p, pero antes de llegar
atraviesan la región de deplexión en la que hay iones positivos que aceptan esos electrones
convirtiéndose en átomos neutros, lo mismo les ocurre a los huecos que encuentran iones
negativos en la zona de deplexión y los convierten en átomos neutros. El hecho de que los
electrones libres y los huecos reduzcan el número de iones, implica que el ancho de la región de
deplexión disminuya.
La ruptura puede ocurrir debido a dos fenómenos, ruptura zéner y avalancha. La zéner ocurre en
uniones P-N altamente dopadas y estrechas, lo que hace que la zona de deplexión sea muy
pequeña. El fenómeno de avalancha ocurre cuando la unión está ligeramente dopada y es ancha,
es decir que la zona de deplexión es grande por ello ocurre cuando se aplica una gran tensión
inversa al diodo, por lo que el campo eléctrico del diodo aumenta. La tensión de ruptura de
avalancha es mucho mayor que la zener debido a la anchura de la región de deplexión [5]. Como
se comentó anteriormente, cuanto más estrecha menor es la tensión de ruptura. Por lo que la
tensión de ruptura depende del dopaje y del espesor de la capa con menos dopaje. Si la ruptura es
de avalancha el factor que limita es el impacto de la energía de ionización de los portadores, dado
que en el momento en el que se alcanza esa energía se genera la ruptura. En el caso de un diodo
zener el factor que limita es el efecto túnel. Este efecto ocurre normalmente en materiales
semiconductores altamente dopados, haciendo que la barrera de potencial sea pequeña por lo que
los portadores atraviesan la barrera con menor energía. También ocurre cuando existe una
pequeña capa aislante entre dos semiconductores, generando así un diodo túnel [6].

10
Teniendo en cuenta lo anterior y el proceso de fabricación utilizado, se realizó un análisis de las
posibles causas de la baja tensión de ruptura:
Corrientes de fuga por los bordes: la posibilidad de que se haya depositado en los bordes
de las muestras silicio amorfo generaría dichas corrientes de fuga. En el caso de las
muestras recocidas a 350ºC el efecto se maximiza al cristalizar el silicio. La posible
solución sería recortar cada uno de los electrodos para crear bordes nuevos y limpios.
Esta solución se llevó a cabo sin obtener ningún efecto en los resultados. Con esta prueba
además, se demostró que el funcionamiento del diodo depende únicamente del área del
electrodo de la máscara y no del trasero.
Zona de deplexión: el hecho de que la zona de deplexión de los diodos sea estrecha y
produzca que la tensión de ruptura sea tan baja puede deberse a un dopado excesivo, esto
implica que se genera el efecto túnel. Para obtener una tensión de ruptura mayor sería
necesario variar la concentración de dopante en la unión.
Para intentar analizar con más detalle el problema de la conducción en inversa se decidió
modificar la configuración inicial del diodo añadiendo una capa intermedia intrínseca. Incluir una
capa extra intermedia implica una pasivación, lo que resulta en una disminución notable de la
corriente en inversa y por lo tanto un aumento de la tensión de ruptura. Del factor de idealidad de
un diodo, se concluye que, en los diodos con capa intrínseca intermedia, el mecanismo de
transporte en la unión está dominado por la difusión en la oblea y asistido por efecto túnel en la
capa de recombinación. En los diodos sin dicha capa, el mecanismo de transporte no se puede
asociar a ninguno conocido por lo que la importancia de la capa intermedia es evidente. La capa
intrínseca permite obtener intensidad de corriente inversa baja, cambiando el mecanismo de
transporte y la curva característica I-V [7].
Se decidió depositar 20nm de a-Si: H (i) entre la oblea y la capa dopada con boro al 5%, que en
este caso se realizó de 280nm para completar los 300nm depositados en el resto de muestras.
Por otra parte, los contactos de Al se depositaron de 476nm en la cara frontal y 508nm en la
trasera.
Figura 4: Configuración Inicial Diodos (izq.) Creación de una zona intrínseca (dcha.)
Tras modificar el proceso de fabricación de los diodos, se analizaron las nuevas muestras
obteniendo los siguientes resultados que se muestran en la figura 5 y en la figura 6.
11
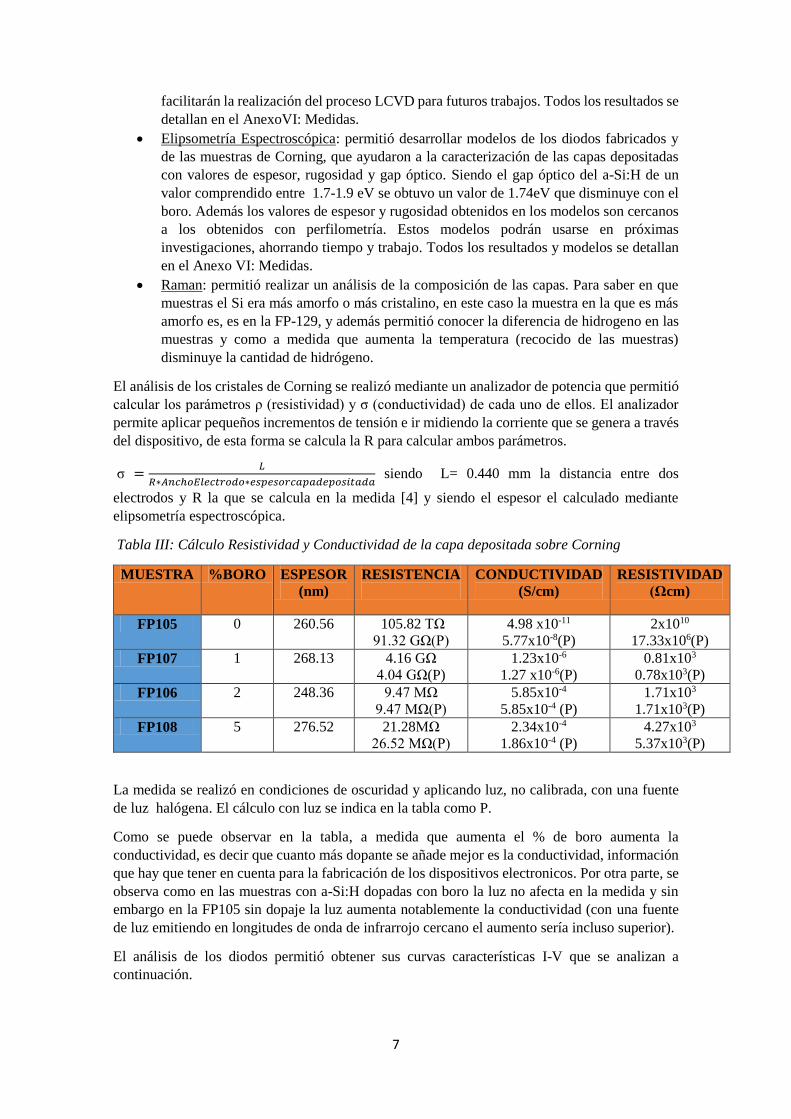
Figura 6: Distintas medidas de la muestra FP-132, diodo con capa intrínseca
En un análisis inicial de los nuevos diodos, en los que se incluye la capa intrínseca, se
obtuvieron las gráficas verde roja y azul, en las cuales se puede observar como los resultados
difieren completamente de un contacto a otro. Esta variabilidad en los resultados llevo a error, al
concluir inicialmente que el efecto de la capa intrínseca modificaba negativamente la
polarización directa. Pero tras un nuevo análisis se obtuvo la gráfica de color negro que se
analiza a continuación.
Figura 5: Comparacion Diodos
Analizando los resultados se puede observar como añadir la capa de a-Si: H, mejora la tensión
de ruptura, ya que pasa de -0,75V a -3.5V. Esto se debe a que, en el proceso de fabricación
original, la zona de deplexión de los diodos es muy estrecha y añadiendo esta capa se aumenta

12
su tamaño, lo que implica que el comportamiento del dispositivo fabricado se corresponda con
el de un diodo tipo Zéner.
IV. CONCLUSIONES
Tras llevar a cabo el proceso de fabricación y análisis descrito, se ha llegado a las conclusiones
que se indican a continuación.
En primer lugar, el proceso de fabricación realizado conduce a mucha variabilidad en los
parámetros del dispositivo. Tras analizar cada uno de los diodos, el hecho de medir en un contacto
o en otro hace que el resultado varíe y que proporcione falsos errores. En los diodos con capa
intrínseca, el proceso de fabricación fue idéntico y se han conseguido resultados que difieren
considerablemente.
En segundo lugar, se puede concluir que el proceso de fabricación ha permitido conseguir un buen
resultado en polarización directa pero no en inversa, ya que a muy baja tensión de ruptura
comienza la conducción. Esta conducción se debe a que la zona de deplexión de los diodos
fabricados es muy estrecha. Por eso al modificar el proceso, añadiendo la capa intrínseca, en los
nuevos diodos se consigue aumentar la tensión de ruptura. Esta modificación permitió desarrollar
un diodo Zéner, que tendría aplicaciones diferentes.
En tercer lugar, el proceso de análisis permitió obtener información relevante para futuras
investigaciones y procesos de fabricación. Las medidas de elipsometría espectroscópica
permitieron diseñar modelos que posteriormente ahorrarán tiempo y trabajo en los futuros
estudios. El análisis de las medidas de perfilometría permitió conocer la velocidad de deposición
en el proceso LCVD, el tiempo necesario para depositar un espesor específico en función de la
potencia del láser y la dependencia con respecto a la potencia del láser y al nivel de dopado del
proceso de deposición.
Por último, el siguiente paso para futuros trabajos consiste en mejorar la polarización en inversa
y modificar el proceso de fabricación para evitar obtener resultados que conduzcan a error. Para
ello es necesario tener en cuenta el dopaje de los semiconductores, que afecta de forma notable al
tamaño de la zona de deplexión y el tamaño de las capas de a-Si: H, ya que modifican el
comportamiento del dispositivo. Sería además conveniente contar con equipos de caracterización
especifica de dispositivos electrónicos para evitar variaciones y errores en las medidas.
V. REFERENCIAS
[1]. Calvin Hu C, Device Fabrication Technology , Chapter 3,
[2]. Van Zeghbroeck B (2011) Principles of Semiconductor Devices, Chapter 3: Metal-
Semicond. Junctions. Accessed 15/7/2017.

13
[3].Ohmic Contacts,
www.ee.sc.edu/personal/faculty/simin/elct871/11%20ohmic%20contacts.pdf. Accessed
15/7/2017.
[4]. Nave R, Hyperphysics, hyperphysics.phy-astr.gsu.edu/hbase/electric/resis.html. Accessed
17/7/2017.
[5]. PN junction breakdown characteristics, www.circuitstoday.com/pn-junction-breakdown-
characteristics. Accessed 17/7/2017.
[6]. Van Zeghbroeck B (2011) Principles of Semiconductor Devices, Chapter 4:P-N Junctions.
Accessed 15/7/2017.
[7]. Hernández-Como N, Morales-Acevedo A, Matsumoto Y (2010) Influence of a thin intrinsic
a-Si: H laye ron the I-V characteristics of a a-Si: H/c-Si diodes made by hot-wire-CVD.
[8]. Wirths S, Geiger R, von den Dreisch N, Mussler G, Stoica T, Mantl S, Ikonic Z, Luysberg
M, Chiussi S, Hartmann J M, Sigg H, Faist J, Buca D, Grützmacher (2015) Lasing in direct-
bandgap GeSn Alloy grown on Si.
[9]. Stefanov S, Conde J C, Benedetti A, Serra C, Werner J (2012) Silicon germanium tin alloys
formed by pulsed laser induced epitaxy.
[10]. Bhatia A (2012) A Basic Design Guide for Clean Room Applications
[11]. Grupo Europeo de Ingeniería Agroalimentaria y Ambiental, Clasificación de las Salas
Blancas, www.gei-2a.com/rcs/GEI-2A_clasificacion_salas_blancas.pdf. Accesible 17/7/2017
[12]. Grupo Nuevos Materiales Universidad de Vigo, Cutting, marking, and cleaning of Si
Wafers P-051 Rev 2.
[13]. Grupo Nuevos Materiales Universidad de Vigo, Preparation of a fluorhydric acid solution
8% P-015 Rev 2.
[14]. Grupo Nuevos Materiales Universidad de Vigo, Preparation of a Piranha etching solution
P-017 Rev 1.
[15]. Grupo Nuevos Materiales Universidad de Vigo, Thermal Evaporation P-048 Rev 3.
[16]. Gómez Fernández M (2017) Fabricación y Caracterización de contactos metal-
semiconductor para microelectrónica.
[17]. Silva López E C (2015) Depósito y cristalización de Silico-Germanio-Carbono mediante
técnicas láser.
[18]. Horiba-Elipsometría Espectroscopica, sysingenieria.co/index-14.html. Accesible
17/7/2017
[19]. Singh S, Kumar S, Dwivedi N (2012) Band gap optimization of p-i-n layers of a-Si: H by
computer aided simulation for development of efficient solar cell.
[20]. Brodsky M H, Cardona M, Cuomo J J (1977) Infrared and Raman spectra of de silicon-
hydrogen bonds in amorphous silicon prepared by glow discharge and sputtering.
14
ANEXO I: ESTADO DEL ARTE
La integración a gran escala de dispositivos optoelectrónicos está limitada por la incapacidad del
Si para emitir luz de forma eficiente. Para solucionar este problema se han tomado diversos
caminos, uno de ellos consiste en producir por irradiación laser aleaciones con separación de
banda directa en un sistema del grupo IV creado mediante una aleación de Ge y Sn sin introducir
deformaciones mecánicamente. Este tipo de materiales supondrán un camino para la integración
monolítica de circuitería fotónica de Si y tecnológica CMOS. Actualmente, la tecnológica
fotónica basada en Si usando procesos CMOS compatibles ha progresado de forma notable
gracias al desarrollo de fotodetectores y moduladores basados en Si. Las tecnológicas emergentes
se están acercando a las telecomunicaciones en el infrarrojo cercano y las fuentes de luz para ese
tipo de sistemas provienen de láseres desarrollados a partir de materiales del grupo III-V, que
operan fuera o sobre chips, necesitando acoplamiento de fibra o integración heterogénea. Sin
embargo, una fuente láser proveniente de un material del grupo IV permitiría la integración
monolítica. [8]
A lo largo de la última década, se ha mostrado un gran interés por extender la tecnología sobre
Si1-xGex a las aleaciones de Ge1-xSnx y Si1-x-yGexSny para desarrollar una clase innovadora de
dispositivos semiconductores versátiles. Dichas aleaciones pueden ser usadas como capas activas.
Una de las técnicas de crecimiento alternativas que se han utilizado para desarrollar capas de alta
calidad heteroepitaxial Si1-xGex sobre Si es la técnica PLIE (pulsed laser induced epitaxy), siendo
el objetivo del grupo Nuevos Materiales de la Universidad de Vigo extender dicha técnica a las
nuevas aleaciones. La técnica se basa en un tratamiento térmico de corto tiempo (<500ns) y un
control exacto de los gradientes térmicos, variando la densidad de energía y los pulsos del láser.
Los errores típicos de las técnicas de crecimiento epitaxial, no aparecen en los análisis de esta
técnica, tales como la formación de clusters [9].
El desarrollo de la aleación GeSn sin introducir deformaciones mecánicamente marca los pasos
a seguir tras este trabajo de fin de grado. El GeSn es una nueva aleación del grupo IV con gap
directo y de estructura cristalina compatible con el silicio cristalino. Esta nueva aleación permite
abrir el camino a circuitos integrados fotónicos (PICs), ya que permite la construcción de emisores
de luz (LEDs y láser) sobre obleas de silicio (chips) sin la necesidad de usar elementos III/V (más
complejos y caros). Además, permite tensionar la red cristalina del Si y del Ge, con el fin de
aumentar la movilidad de portadores de carga (Strain Engineering). Este material ya ha sido
producido en la Universidad de Vigo, confirmando sus propiedades.
A corto y medio plazo, el objetivo es demostrar que las técnicas de crecimiento y estructuración
mediante láser y los materiales a disposición (Si, Ge y Sn) pueden ser usados para fabricar
dispositivos, iniciando con materiales conocidos y utilizando los resultados de trabajos anteriores.
El siguiente paso a seguir tras este primer intento de fabricación de diodos en la Universidad de
Vigo, seria conseguir la optimización de los diodos y desarrollar estructuras mesa, para continuar
con la fabricación de distintos tipos de diodos de heterounión y heteroepitaxiales (Ge y Si, GeSn
y Si…) y dispositivos más complejos como emisores, detectores, sensores, etc. A largo plazo el
objetivo será aumentar la velocidad de conmutación y reducir el calentamiento de dispositivos
CMOS usados en cualquier dispositivo microelectrónico mediante nuevas aleaciones del grupo
IV.
15
ANEXO II: SALA BLANCA
El desarrollo de este trabajo de fin de grado, en lo referido a experimentos y procesamiento de las
muestras, se ha realizado en su totalidad en la sala blanca disponible en el Departamento de Física
Aplicada de la Universidad de Vigo. Teniendo en cuenta una serie de normativas y
comportamientos, reguladas por la norma ISO14644.
La Organización Internacional de Normalización, más conocida como ISO, es el organismo que
establece y controla las normas internacionales de fabricación para todas las áreas industriales,
incluidas las Salas Blancas. El objetivo principal es la estandarización de las normas a nivel
internacional. La normativa específica de Salas Blancas es la ISO 14644 y cuenta con distintas
partes que tratan todos los aspectos en relación a las salas limpias, desde su funcionamiento y
puesta a punto, hasta una clasificación por concentración de nano-partículas.
Una sala blanca se define como un espacio específicamente diseñado, para estar sellado frente a
partículas en el aire, temperatura, humedad, aire, vibraciones, ruido, organismos y luz. A día de
hoy, gran cantidad de procesos de fabricación requieren de espacios diseñados para controlar la
contaminación por parte de partículas que ofrecen las salas blancas, algunos de los ámbitos que
las utilizan son el farmacéutico, el aeroespacial y el de fabricación de dispositivos
semiconductores.
Las fuentes de contaminación de una sala blanca se dividen en externas e internas. Las externas
aparecen a través del sistema de aire acondicionado de la sala, además de por grietas, puertas
ventanas y demás accesos, se controlan gracias a los sistemas de filtrado de aire, el sistema de
presurización y el sellado del espacio. Las internas dependen en mayor medida de las personas
que están en ella, pero también vienen generadas por los procesos, el equipamiento y los
materiales. Para controlarlas, aparte del sistema de aire que empuja las partículas hacia el suelo,
es necesario diseñar la sala con materiales específicos que no generen partículas de gran tamaño,
los materiales y el equipamiento han de limpiarse antes ser introducidos en la sala y las personas
han de llevar una ropa específica. En el caso de esta sala blanca, cada vez que se accede es
necesario llevar puesto un gorro, una bata, unos guantes y un cubre calzado, o un calzado
especifico, siempre empezando su colocación desde arriba hacia abajo para que las partículas
caigan y no se depositen sobre la ropa. Además, cada cierto tiempo es necesario un proceso de
limpieza específico de la sala, para asegurar la eficiencia de los procesos. [10]
Existen múltiples tipos de salas blancas en función del tamaño de las partículas, desde no más de
0.1µm hasta 5µm. En este caso, la sala blanca utilizada es de tipo 6, eso implica que los límites
máximos de concentración de partículas (Particulas/m3 aire) sean los siguientes.[11]
Tabla V: Concentración de Partículas en el interior de la sala blanca
TIPO ≥1 µm ≥0.2 µm ≥0.3 µm ≥0.5 µm ≥1 µm ≥5.0µm
ISO
CLASE 6
1.000.000 237.000 102.000 35.200 8.320 293

16
ANEXO III: PROCESOS
A. CORTADO Y MARCADO
Las obleas de Si utilizadas para la realización de este trabajo tienen las siguientes características:
100mm de diámetro, dopaje N con As, orientación tipo 100, resistividad <0.005Ωcm y espesor
de 525 µm. Para conseguir un contacto óhmico es necesario que la función de trabajo del metal
sea menor que la del semiconductor, por eso se ha escogido esta oblea de silicio altamente dopada
con As, porque el dopaje hace que se cumpla la condición.
Todo el proceso se realizó siguiendo las directrices marcadas por el PNT específico [12].
Previamente a la realización de los experimentos, se procedió al cortado y marcado de las
muestras. Se cortaron inicialmente 17 muestras de Silicio marcando el eje de ruptura primero con
una punta de diamante y después forzando la ruptura del cristal en este eje mediante una pinza
específica, diseñada para tal propósito.
A su vez se cortaron de la misma manera 8 cristales de Corning tipo 1737F, un cristal no conductor
que se utilizó para realizar medidas eléctricas y confirmar la uniformidad macroscópica del
espesor de las capas depositadas.
Figura 3.1: Punta de diamante (izq.) Pinza de ruptura (dcha.)
Para el marcado de las muestras se utilizó un instrumento específico. El marcado se realizó en la
cara trasera de las muestras en la esquina inferior derecha comenzando en la FP-87 y
concluyendo en la FP-111. Este set de muestras inicial se utilizó para realizar el estudio de los
electrodos y la variación de sus características en función de la deposición y la temperatura.
Posteriormente tras realizar dicho análisis se preparó un segundo set de muestras desde la FP-
112 a la FP-137 para realizar los diodos.
Figura 3.2: Instrumento para el marcado de las muestras y ejemplo de marcado

17
B. LIMPIEZA
El proceso de limpieza se realizó en una campana de flujo laminar con ausencia de partículas de
300nm, combinando dos métodos de limpieza. El primero consistente en aplicar una solución
de tipo “piranha” para eliminar contaminaciones de todos los substratos y el segundo, usando
ácido fluorhídrico para eliminar la capa de óxido de los substratos de silicio. Para preparar las
soluciones se siguieron las directrices marcadas por sus respectivos Procedimientos
Normalizados de Trabajo (PNT) y para el proceso de limpieza se siguió el mismo PNT que en el
apartado de Cortado y Marcado. [13][14]
Figura 3.3: Campana de flujo laminar para preparación de Piranha y HF
La solución “piranha” está compuesta por 30ml de peróxido de hidrógeno (H2O2) y 90ml de
ácido sulfúrico (H2SO4). Se trata de una mezcla altamente oxidante que se calienta al mezclarse
o reaccionar con materia orgánica y por lo tanto introducirse en recipientes de cristal y no de
plástico. Este tipo de solución es utilizada en la industria electrónica para eliminar residuos de
resinas fotorresistentes en sustratos de Silicio, y para eliminar residuos orgánicos. El
procedimiento a seguir fue el siguiente: introducir las muestras durante un mínimo de 20 minutos
en el ácido, una vez extraídas del ácido introducirlas en un recipiente con agua desionizada (DI-
H2O) con >15 Mcm y posteriormente en un segundo recipiente con DI-H2O fresco en un baño
de ultrasonidos para eliminar posibles residuos del ácido. Finalmente se realiza un lavado
exhaustivo siempre con la misma agua DI y se secó bajo flujo de N2 (99%).
El ácido fluorhídrico es un compuesto formado por hidrógeno (H) y flúor (F) que es altamente
peligroso. Este tipo de compuestos debe introducirse en recipientes de plástico ya que destruye el
óxido de silicio (por lo que solo se realizó con los sustratos de Silicio). En nuestro caso se utilizó
una disolución de 8% HF en agua para eliminar posibles capas de SiO2 y dejar la superficie de
silicio con enlaces Si-H. El procedimiento consistió en sumergir durante 20 segundos las muestras
en el ácido y posteriormente comprobar si aplicando agua sobre la muestra, ésta se desliza
completamente. El caso contrario significa que aún quedan restos del SiO2 hidrófilo sobre el Si
hidrófobo y se sumergieron las muestras unos segundos más. Posteriormente se realizó el lavado
de la muestra de la misma forma como el lavado tras aplicar la solución piraña.

18
C. DEPOSICION DE ALUMINIO
Para llevar a cabo el proceso de deposición se siguió el PNT especifico del Grupo Nuevos
Materiales.
Para realizar las deposiciones se dispone en la sala blanca del grupo “Nuevos Materiales” de una
cámara de vacío bombeada por un sistema con bomba rotativa y bomba turbomolecular, medidor
de vacío e introducción de Ar (99.9%). También dispone de electrodos que permiten el paso de
alta intensidad de corriente para calentar un barquito de wolframio y provocar la evaporación de
una barra de aluminio colocada en el mismo. Un cuarzo oscilante permite la medida del espesor
de la capa de Al que condensa al impactar el vapor de Al con las superficie del substrato. Se
decidió depositar Al para crear los contactos debido a su baja función de trabajo, bajo coste y
conductividad. Para que el contacto creado sea óhmico es necesario que la función de trabajo del
semiconductor sea mayor que la del metal, por eso se utiliza el Al y una oblea de Si altamente
dopada con As.
Figura 3.4: Evaporadora y bombas de vacío (izq.) y momento previo a evaporación (dcha.)
Para llevar a cabo el experimento es necesario introducir en el programa de control del cuarzo
oscilante (QPOD) un coeficiente relacionado con la densidad del tipo de material que se va a
depositar, en este caso Al por lo que el coeficiente es 2.7.

19
Figura 3.5: Medidores de presión de la evaporadora
Una vez puesto a punto el programa es necesario bajar la presión de la evaporadora hasta 5x10-7
mbar para poder realizar la deposición óptima. Cuanto menor sea la presión mejor será la
deposición, en la figura se muestra el valor de la presión tras 24h estabilizándose.
Tras estabilizar la presión se realiza la deposición de Al. En este caso se decidió depositar entre
400 y 500nm de espesor. [16]
D. CALENTAMIENTO
El proceso de calentamiento de las muestras se llevó a cabo en la cámara de vacío disponible.
Para ello hay que tener en cuenta en todo momento la presión, que debe estar a 13 Torr, el He
presente en la cámara para eliminar posibles impurezas y la tensión del horno, que permitirá
ajustar la temperatura del calentamiento.
Se realizó a 250ºC, 350ºC y 500ºC durante 1 hora, a partir de que el horno alcanza la temperatura
deseada. En función de la tensión del horno el tiempo de espera varía, cuanta más tensión menor
tiempo.
El objetivo del calentamiento es analizar los posibles cambios que se generan en los contactos y
posteriormente en los diodos comprobar si el calentamiento mejora el resultado.

20
Figura 3.6: Calentamiento a 500ºC FP92 (izq.) y FP-97 (dcha.)
En la figura superior se aprecia como el calentamiento a 500ºC modifico la morfología y
aspecto del Al dejando inutilizables las muestras.

21
ANEXO IV: MEDIDAS ELECTRODOS
Las medidas de las resistencias y contactos se realizaron mediante un analizador de potencia
disponible en los laboratorios del Departamento de Tecnología Electrónica de la Universidad de
Vigo, junto con la caja con puntas y soportes.
El analizador permite aplicar un voltaje comprendido entre 0-51V a las muestras. Esa tensión
genera la corriente entre los electrodos, y el analizador muestra en la pantalla las variaciones de
la intensidad en función del voltaje creciente que se le aplica. A su vez al terminar el proceso, el
analizador permite almacenar los datos recogidos. Ambas salidas del analizador se conectan a la
caja que mediante las puntas permite al analizador medir las variaciones de corriente.
Figura 4.1: Analizador de potencia
Figura 4.2: Configuración Analizador de Potencia

22
El analizador permite configurar la medida de distintas formas, en forma de pulso, senoidal,
escalón, escalera... En este caso se utilizó una configuración en forma de escalera. Permitiendo
seleccionar el límite superior de tensión aplicable. El número de pasos permite obtener una
medida más precisa.
Las medidas se realizaron acompañadas de una caja especifica con puntas de contacto que
perforaban los electrodos de Al para evitar artefactos debido a la superficie oxidada de los
electrodos. Las muestras que tienen aluminio por la cara trasera se midieron con una base
conductora, a la cual se le añadió una punta para perforar ese contacto, de esta forma una de las
puntas se apoyaba sobre la base y la otra perforando el aluminio de la máscara frontal generando
así la conducción. Por su parte las muestras sin aluminio en la cara trasera se midieron con una
base aislante para evitar posibles corrientes de fuga por la misma. En este caso se comprobó la
conducción entre los electrodos consecutivos y enfrentados, perforando el aluminio de cada uno
con las puntas.
Figura 4.3: Caja con puntas de análisis y bases conductora y aislante
Las primeras medidas se realizaron aplicando un voltaje de 0-1V a las 3 configuraciones de
electrodos (entre 2 electrodos de la cara delante (M-Del), 2 de la cara detrás (M-Det) y entre 1
electrodo de la cara delante y 1 detrás M-Del/Det). El motivo por el que se empezó aplicando
voltajes tan bajos, era evitar la rotura eléctrica de las muestras. De esta forma se pudo apreciar
como las muestras con Al en la cara trasera (M-Del/Det y M-Det) proporcionaban una salida no
lineal, frente a las que no lo tienen que proporcionaron medidas completamente lineales. Tras
comprobar que se podía aplicar tensiones superiores, se fue aumentado el voltaje hasta 5V. De
esta forma se obtuvieron medidas que superan la corriente máxima programada en el analizador,
que no se tuvieron en cuenta ya que proporcionaban datos incorrectos.
Los objetivos principales de estas medidas fueron corroborar que se trataba de contactos óhmicos
y evaluar el efecto de un tratamiento térmico sobre la calidad de las mismas. El objetivo del
anteriormente mencionado tratamiento térmico fue en primer lugar comprobar que el proceso de
depósito de a-Si:H a 250 C y un posible tratamiento térmico de cristalización de a-Si:H no
influyera negativamente en las características de los contactos. Por esta razón se compararon

23
medidas con las muestras obtenidas a temperatura ambiente y después de tratarlas a 250ºC,
350ºC y a 500ºC obteniendo distintos resultados que se comentan a continuación.
Figura 4.4: Medida de la muestra FP-92
En esta primera gráfica se puede observar como en la muestra FP-92, en la que solo se realizó una
deposición de 500 nm de aluminio en la cara frontal, la respuesta es completamente lineal, las
pequeñas variaciones se deben a la imposibilidad de realizar una medida completamente perfecta
con la caja de puntas, ya que cualquier perturbación durante la medida se refleja en el resultado.
El voltaje aplicado asciende hasta los 0,5V generando una corriente máxima de 0,79A y una
resistencia de 0,63Ω.
Tras calentar la muestra a 500ºC, ésta se destruyó eléctricamente ya que se quemó y quedo
inutilizable, saliendo de esta forma medidas completamente erróneas.
Figura 4.5: Medida FP-89 antes (rosa) y después (rojo) del calentamiento a 250ºC
Al igual que la muestra FP-92, en la muestra FP-89 únicamente se depositó la máscara de Al en
la cara frontal, en este caso de 515 nm. En rosa se presenta la medida de la muestra antes del
calentamiento a 250ºC, como se puede observar, tras dicho calentamiento el valor de la resistencia

24
disminuye de un valor inicial de 0.61 ± 0.04 Ω a 0.457± 0.005Ω. De la misma forma que en la
muestra anterior, el contacto es óhmico.
Figura 4.6: Medida FP95 antes (rojo) y después (negro) del calentamiento a 250ºC
La muestra FP95 solo tiene la máscara de electrodos de Al en la cara trasera de 410nm de espesor.
En la figura superior se aprecia en color rojo el valor de la resistencia antes del calentamiento y
en negro después del calentamiento. Inicialmente no existe contacto óhmico, se puede observar
como el valor de la resistencia no es lineal, sin embargo tras el calentamiento el valor de la
resistencia se vuelve lineal y muy inferior. Por lo que el cambio que se aprecia puede ser debido,
al igual que en las que disponen del contacto completo de Al en la cara trasera, a la rugosidad de
la capa trasera de este tipo de obleas de Si. El valor de la resistencia inicialmente oscila entre 1.4
Ω y 1.8Ω, sin embargo tras el calentamiento el valor se mantiene estable en 0.58 ± 0.03Ω.
Figura 4.7: Medida FP91 antes (rojo) y después (azul) del calentamiento a 250ºC
En el caso de la figura 4.7, la muestra FP91 tiene máscara de Al en la cara superior y contacto
de Al en la cara trasera. En rojo se muestra el valor de su R antes del calentamiento y en azul

25
después. Se puede observar como el calentamiento a 250ºC implica que el contacto sea óhmico
ya que el valor de la resistencia se mantiene lineal y a su vez su valor disminuye notablemente.
Tras el calentamiento su R tiene un valor de 0.388 ± 0.004Ω
Figura 4.8: Medida FP88 antes (rojo) y después (azul) del calentamiento a 350ºC
En la figura 4.8 se observa el resultado de la muestra FP88, en este caso la muestra tiene una capa
de Al en la cara trasera de 515 nm y la máscara en la delantera de 502 nm. En rojo se muestra la
salida antes del calentamiento a 350ºC y en azul después. Como se puede observar, al igual que
en todas las muestras con esta configuración, inicialmente el contacto no es óhmico ya que la
salida no es lineal, sin embargo tras el calentamiento el contacto pasa a ser óhmico y la resistencia
mejora mucho ya que su valor disminuye hasta alcanzar un valor de 0.377 ± 0.05Ω
Figura 4.9: Medida FP87

26
La muestra FP87 está formada por una máscara frontal de Al de 410nm de espesor y 515nm de
Al en la cara trasera. Al igual que en el resto de muestras con esta geometría el contacto sin
calentamiento no es óhmico, ya que la respuesta no es lineal.
Figura 4.10: Medida FP-90
En la figura superior se representa la curva I-V de la muestra FP90, formada por una máscara
frontal de 450nm de Al y 515nm de Al en la cara trasera. Una vez más el contacto no es óhmico
para esta geometría. Esta muestra se calentó posteriormente a 500ºC y al igual que el resto
calentadas a esa temperatura perdió sus propiedades.
La conclusión a la que se puede llegar tras analizar los electrodos es que en las muestras sin
contacto trasero se genera un contacto óhmico, que mejora tras calentar las muestras a 250ºC. En
las muestras con contacto en la cara trasera, inicialmente no se tiene un contacto óhmico ya que
la salida en ningún caso es lineal y la resistencia es elevada, sin embargo tras realizar el
calentamiento de las muestras a 250ºC se obtiene el contacto óhmico con un valor de R lineal y
muy inferior al inicial.

27
ANEXO V: LASER CHEMICAL VAPOR DEPOSITION (LCVD)
El depósito químico en estado de vapor inducido por láser es una técnica de depósito que nació a
finales de los años 70 con considerable optimismo, por su potencial para crecer capas a
temperaturas más bajas que otras técnicas convencionales. Favoreciendo la formación de capas
amorfas o cristalinas de gran calidad, ya que a temperaturas bajas se minimizan la interdifusion y
la generación de vacantes.
Para llevar a cabo esta técnica se usa un láser como fuente de radiación. El haz tiene dos
características principales: direccionalidad y monocromaticidad, que son determinantes para el
éxito del proceso. La direccionalidad permite realizar el depósito en áreas determinadas, cuyas
dimensiones las marcan diversas lentes o máscaras. Por su parte, la monocromaticidad del láser
permite seleccionar grupos de moléculas que pueden ser disociadas, por absorber a una
determinada longitud de onda.
El sistema LCVD es sencillo, ya que consiste en un láser y una cámara de vacío conectada a un
sistema de vacío y a un suministro de gases. La cámara consta de dos ventanas para la entrada y
salida del haz y en su interior dispone de un sustrato calefactor que permite trabajar a diferentes
temperaturas. Los reactivos serán gases que dan lugar a la formación de especies que reaccionan
y forman una capa sobre el sustrato.
Existen dos tipos de procesos LCVD: fotolítico y pirolítico, a través de los cuales el haz activa el
gas precursor. Para la realización de este trabajo se ha utilizado el proceso fotolítico.
Durante el proceso fotolítico, el láser está paralelo al sustrato. Los gases precursores entran en la
cámara, que se encuentra en condiciones de vacío, en las proximidades del sustrato a una presión
y temperatura seleccionadas. Las moléculas de gas serán irradiadas por el haz láser dando lugar a
una serie de reacciones fotolíticas. Los productos fotolíticos sufrirán reacciones secundarias, que
irán formando la capa sobre el sustrato.
Los gases que no han reaccionado serán extraídos por un sistema de bombas de vacío, pasarán a
través de filtros y finalmente se quemarán en un horno para eliminar cualquier subproducto tóxico
o explosivo.
Entre las ventajas que presenta la técnica LCVD con respecto a otras CVD se encuentra que en
esta técnica existe la opción de trabajar a baja o alta temperatura, lo que permite obtener capas
amorfas o cristalinas de gran calidad. Además permite un buen control del espesor de la capa y
de su composición, con velocidades de deposición aceptables. A su vez cada una de las técnicas
disponibles tiene sus ventajas y desventajas, en el proceso fotolítico cabe destacar que el
recubrimiento del sustrato es mayormente uniforme, variando únicamente en los bordes, además
solo se produce deposición cuando el haz reacciona con los gases, permitiendo controlar en todo
momento el espesor de la capa depositada y expandiendo el haz se puede realizar deposiciones
sobre áreas grandes.
Los gases precursores son aquellos que tienen algún átomo que se quiere depositar en la capa y
que va a ser irradiado por el láser. Para el proceso fotolítico los gases deben tener unas
características determinadas en las que se incluyen: tener una coeficiente de absorción elevado,
para mejorar la eficiencia del proceso, deben ser estables a temperatura ambiente, deben contener
solo los elementos a depositar y deben ser disponibles con un grado de pureza electrónica, para
minimizar el coste y la contaminación del depósito. Normalmente los gases precursores utilizados
son alcalinos, carbonilos o hidruros ya que son volátiles y cumplen las características necesarias.
Para este trabajo los gases precursores elegidos han sido el disilano (Si2H6 ) y el diborano (B2H6).

28
Además de los gases portadores, se necesitan gases de amortiguación y de purga. El gas de
amortiguación se encarga de disolver y distribuir el gas precursor para de esta forma obtener la
capa más homogénea posible. El gas de purga protege la ventana en la cámara de vacío, para que
no se forma una capa de material en ella. Esto es crucial, ya que se reduciría notablemente la
eficiencia del proceso. Ambos gases han de ser inertes para no afectar en el proceso, en este caso
se utilizaron Ar y He. [17]
El láser disponible en la Sala Blanca del Departamento de Fisica Aplicada de la Universidad de
Vigo se configuro con ArF, con el objetivo de tener la menor longitud de onda posible. Existe la
posibilidad de obtener una menor longitud de onda con F2, pero sería necesario utilizar una óptica
especifica de alto coste. El láser es excímero, esto significa que utiliza moléculas diatómicas,
formadas por un gas noble y un halógeno, que se forma cuando ambos átomos se encuentran en
un estado de excitación. De esta forma los láseres utilizados son fuente de radiación ultravioleta
pulsada, de alta potencia y longitud de onda corta. Estas características permiten depósitos de alta
velocidad y trabajar a baja temperatura.
El láser en el momento de realizar el experimento estará ajustado a 100 Hz y a 24kV, variando la
potencia y la energía del mismo en función de la calidad y la cantidad del gas que lo genera. Al
trabajar a esa frecuencia es necesario realizar una refrigeración con agua ya que a partir de los
5Hz el láser se calienta demasiado. Mientras la presión de la cámara estará en torno a los 10-6
mbar.
Para conseguir crear una película óptima sobre la superficie es necesario conseguir un número de
reacciones medio, esto significa que si hay muy pocas no se genera la película y si hay demasiadas
se genera polvo. Para controlar el número de reacciones hay que tener en cuenta la cantidad de
gas, a mayor cantidad mayor número de reacciones, la presión, a más presión más reacciones, y
por último la temperatura. Por lo que durante todo el proceso es necesario controlar, la presión de
la cámara de vacio, en este caso 14Torr, la temperatura del proceso, 250ºC, la potencia del haz
láser, que varío en función de la calidad del gas, y el flujo de gases constante.
Figura 5.1: Configuración del suministro de gases para el depósito de 5% de boro

29
Figura 5.2: Sistema LCVD
Uno de los problemas que pueden surgir a la hora de realizar el experimento es que en la línea de
los gases precursores exista algún tipo de obstrucción o contaminación, en ese caso el error se
detectaría en el medidor controlador, por lo que habría que detener el experimento para evitar un
error y realizar un control del tiempo de espera para asegurar que se irradia el sustrato durante un
periodo exacto de 30 minutos. El experimento se llevó a cabo en tres superficies diferentes con
tres finalidades diferentes.
A. POLIMERO Q65-FA TIPO PEN
Se realizó con la intención de ver a simple vista la uniformidad de las deposiciones. Este tipo de
polímero se funde a 269ºC por lo que al realizar el experimento a 250ºC estamos en el límite.
El primer intento no tuvo un resultado exitoso ya que a 250ºC el polímero se dobló, haciendo que
el láser lo irradiase. El segundo intento se realizó a 220ºC cuyo resultado se muestra en la siguiente
figura.. Se realizó la deposición durante 20 minutos ya que en ese momento se comenzó a doblar
el polímero. En la imagen se puede apreciar como existen gradientes de color en el borde de la
muestra, en función del espesor, en las distintas zonas del polímero.
30
Figura 5.3: Polímero Q65 tras LCVD (arriba) y Haz Láser durante la deposición (abajo)
B. OBLEA DE SILICIO CON GOTAS DE PLATA
El segundo experimento se realizó con una oblea completa, de silicio. Se depositaron diversas
gotas de plata a lo largo de la superficie del sustrato para una vez realizado el experimento
eliminarlas y mediante el microscopio comprobar la uniformidad de la deposición, en función del
espesor en los distintos puntos de la superficie.

31
Figura 5.4: Sustrato de silicio con plata en la cámara de deposición
Sobre el sustrato de silicio se realizaron dos experimentos, el primero de ellos sin realizar un
dopaje con boro y el segundo con un 2% de boro.
Figura 5.5: Resultado del primer experimento, sin retirar la plata
En la figura se observa como en la zona izquierda se sobredepositó generando esas irregularidades
en la superficie.
Para analizar la homegeneidad de la deposición se utilizó el perfilómetro de aguja del laboratorio
Dektak. Esto permitió un valor aproximado del espesor de la capa depositada en los distintos
puntos de la oblea. Para ello, una vez finalizada la deposición se eliminaron las gotas de plata,
dejando un pequeño escalón que permite al perfilómetro dar un valor de ese espesor.

32
C. DIODOS Y CRISTALES DE CORNING
Tras realizar el análisis sobre el polímero y la superficie de silicio, se realizó el proceso con las
nuevas muestras, con el fin de fabricar los diodos finales.
La composición de los diodos estará formada por sustrato de silicio no dopado, con una capa de
aluminio en la parte posterior y una capa depositada mediante LCVD de disilano con distintos
dopajes y los electrodos de aluminio en la cara superior.
El dopaje de la capa se realizó de 4 maneras, inicialmente con un dopaje de 0% que nos permite
comprobar el espesor de la capa depositada y estudiar características eléctricas básicas, ya que sin
dopaje no debería comportarse como un diodo, a continuación se realizó el dopaje con distintos
niveles con diborano a 1%, 2% y 5%.
A simple vista se aprecia en las muestras de Corning como a medida que aumenta el dopaje se va
oscureciendo la muestra, esto es debido a que se reduce el gap óptico, que es el espacio que existe
entre la capa de valencia y la capa de conducción. Cuando un fotón penetra hace que los
electrones se muevan y algunos pasen a la capa de conducción. En el caso de los dieléctricos ese
espacio es muy amplio por eso pocos electrones llegan a la capa de conducción. Ese espacio se
puede ampliar o reducir en función de distintos factores, entre ellos el dopaje. Al dopar la
superficie con diborano el gap óptico se reduce y de esa forma se oscurece.
33
ANEXO VI: MEDIDAS
A. PERFILOMETRIA
Paralelamente a la realización de las medidas con el elipsómetro y la modelización, se solicitó en
el CACTI la realización de las medidas de perfilometría óptica no destructiva. Estas medidas
servirían de gran ayuda para finalizar la modelización descrita en el siguiente apartado, ya que
aporta datos que introducidos en el simulador permiten completar la caracterización de las capas
depositadas. La T presente en el nombre de las muestras indica que fue recocida a 350ºC durante
1 hora. Para poder realizar un análisis correcto, con el mismo grado de espesor de las capas
depositadas, las muestras se cortaron por la mitad.
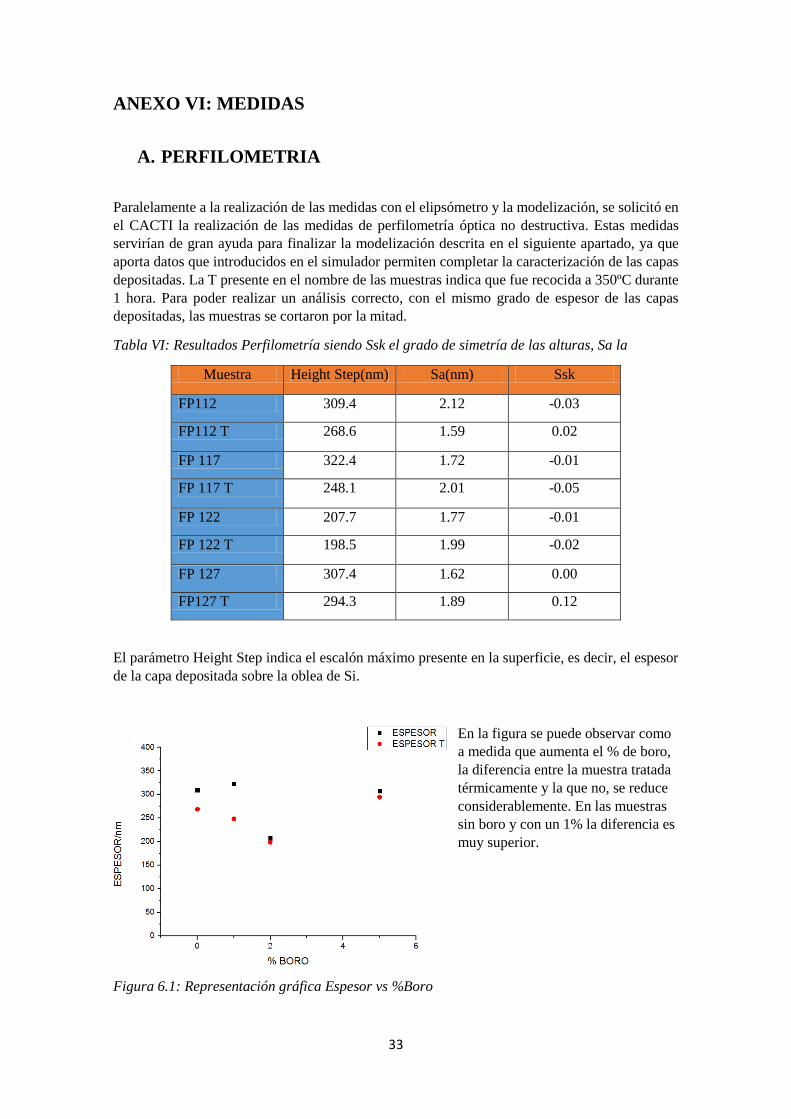
Tabla VI: Resultados Perfilometría siendo Ssk el grado de simetría de las alturas, Sa la
Muestra Height Step(nm) Sa(nm) Ssk
FP112 309.4 2.12 -0.03
FP112 T 268.6 1.59 0.02
FP 117 322.4 1.72 -0.01
FP 117 T 248.1 2.01 -0.05
FP 122 207.7 1.77 -0.01
FP 122 T 198.5 1.99 -0.02
FP 127 307.4 1.62 0.00
FP127 T 294.3 1.89 0.12
El parámetro Height Step indica el escalón máximo presente en la superficie, es decir, el espesor
de la capa depositada sobre la oblea de Si.
En la figura se puede observar como
a medida que aumenta el % de boro,
la diferencia entre la muestra tratada
térmicamente y la que no, se reduce
considerablemente. En las muestras
sin boro y con un 1% la diferencia es
muy superior.
Figura 6.1: Representación gráfica Espesor vs %Boro

34
Figura 6.2: Graficas del espesor de las muestras mediante perfilometría
35
El parámetro Ssk (skewness) representa el grado de simetría de las alturas de la superficie de la
muestra respecto a un plano medio. El signo indica el predomino de picos (>0) o de valles (<0).
En este caso, todas las muestras presentan valores muy cercanos a cero, excepto la FP 127 T que
presenta un valor positivo ligeramente superior a cero, lo cual significa que en esa muestra en
concreto predomina la presencia de picos. En el resto de muestras sin embargo el resultado indica
que no hay un predominio de picos ni de valles por lo que la superficie de las muestras tiene una
forma de diente de sierra.
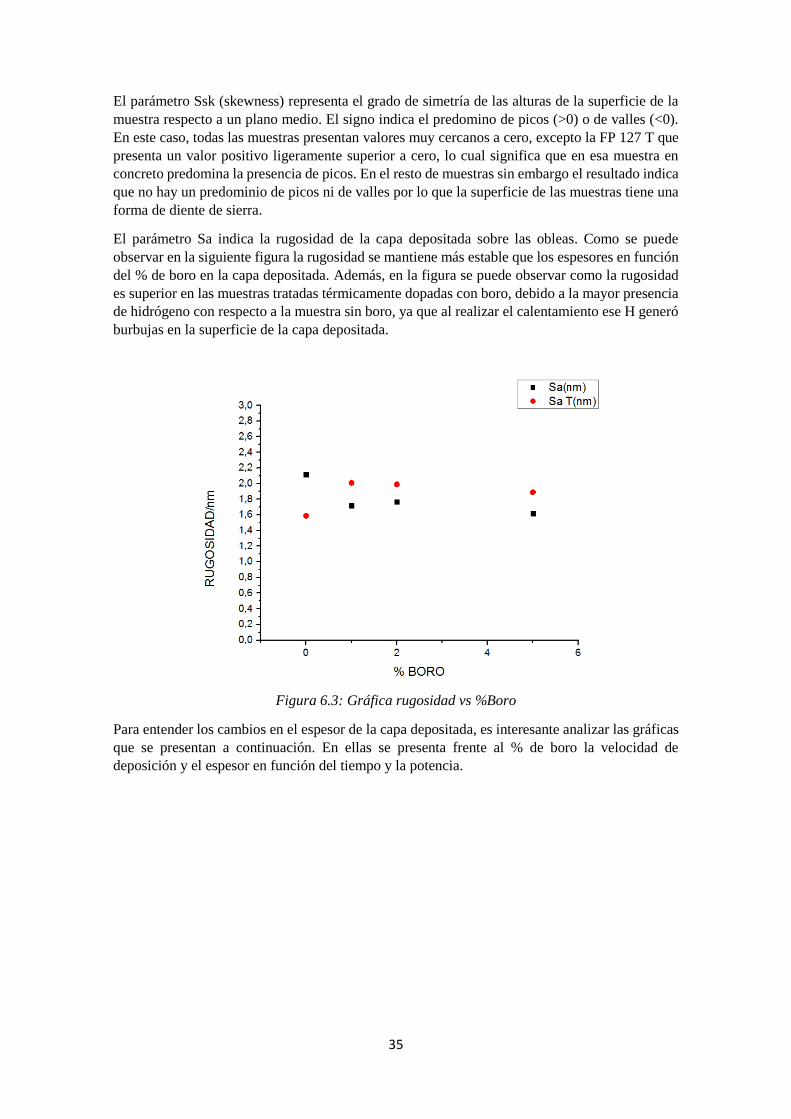
El parámetro Sa indica la rugosidad de la capa depositada sobre las obleas. Como se puede
observar en la siguiente figura la rugosidad se mantiene más estable que los espesores en función
del % de boro en la capa depositada. Además, en la figura se puede observar como la rugosidad
es superior en las muestras tratadas térmicamente dopadas con boro, debido a la mayor presencia
de hidrógeno con respecto a la muestra sin boro, ya que al realizar el calentamiento ese H generó
burbujas en la superficie de la capa depositada.
Figura 6.3: Gráfica rugosidad vs %Boro
Para entender los cambios en el espesor de la capa depositada, es interesante analizar las gráficas
que se presentan a continuación. En ellas se presenta frente al % de boro la velocidad de
deposición y el espesor en función del tiempo y la potencia.

36
Figura 6.4: Velocidad de deposición (nm/min) frente a % de boro
Figura 6.5: ESPESOR/POTENCIA*t (nm/min*W) frente a % de Boro
Estos datos permitieron posteriormente en el último paso del trabajo conocer el tiempo necesario
para depositar capas de un espesor específico.
Teniendo en cuenta que el tiempo de deposición fue el mismo para todas las muestras, 30 minutos,
se observa como el porcentaje de boro y la potencia del láser influyen notablemente en la
deposición de la capa.El dopaje con boro hace que aumente la velocidad de deposición, esto se
observa fácilmente, ya que en la muestra sin dopar y en la muestra con el 5% de boro, se consigue
el mismo espesor de la capa a pesar de tener una diferencia de potencia en el láser muy notable,
como se puede apreciar en la tabla VII.
37
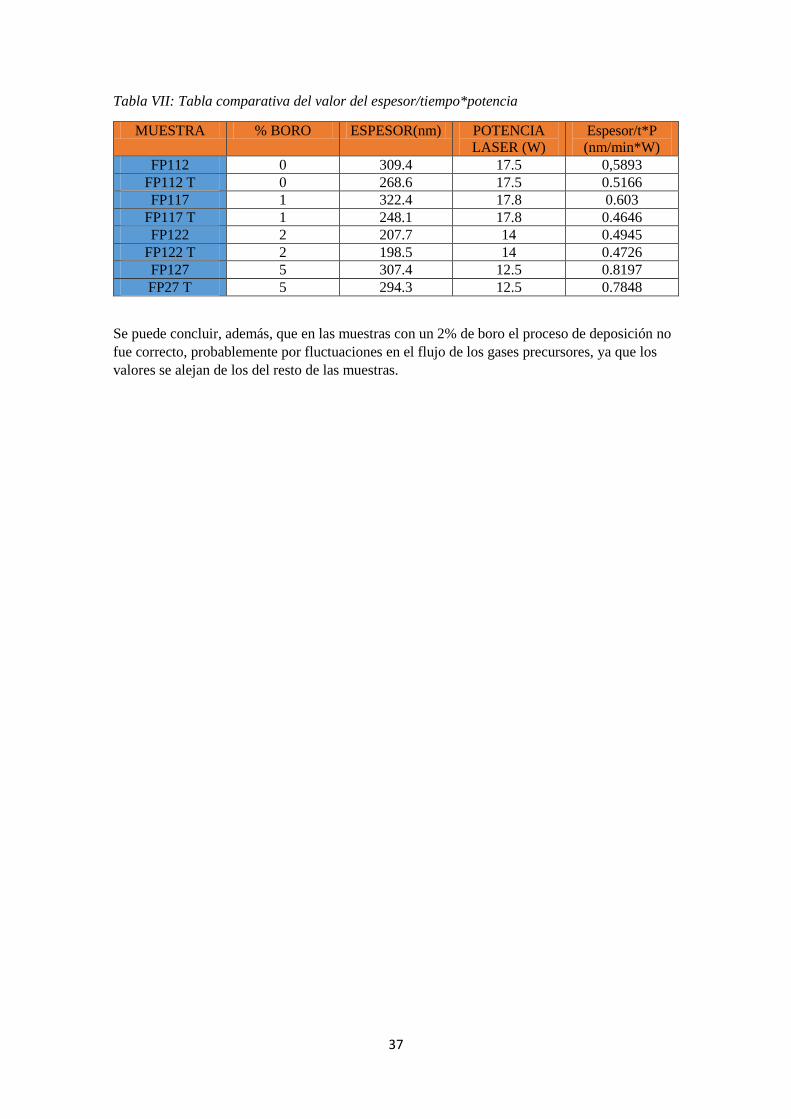
Tabla VII: Tabla comparativa del valor del espesor/tiempo*potencia
MUESTRA % BORO ESPESOR(nm) POTENCIA
LASER (W)
Espesor/t*P
(nm/min*W)
FP112 0 309.4 17.5 0,5893
FP112 T 0 268.6 17.5 0.5166
FP117 1 322.4 17.8 0.603
FP117 T 1 248.1 17.8 0.4646
FP122 2 207.7 14 0.4945
FP122 T 2 198.5 14 0.4726
FP127 5 307.4 12.5 0.8197
FP27 T 5 294.3 12.5 0.7848
Se puede concluir, además, que en las muestras con un 2% de boro el proceso de deposición no
fue correcto, probablemente por fluctuaciones en el flujo de los gases precursores, ya que los
valores se alejan de los del resto de las muestras.
38
B. ELIPSOMETRIA ESPECTROSCOPICA Y MODELIZACION
La elipsometría espectroscópica es una técnica óptica que mide los cambios en el estado de
polarización de la luz reflejada desde la superficie de la muestra. La sensibilidad y precisión de
la técnica establecen los estándares para la caracterización de películas delgadas, de superficie así
como de la interfaz con una resolución de angstroms. Las ventajas de esta técnica se basan en que
es una técnica no destructiva, de no contacto y muy sensible. Esta técnica es utilizada en multitud
de campos como por ejemplo en semiconductores, ciencia de los materiales, células fotovoltaicas,
debido a la creciente necesidad de caracterizar sistemas multicapa y multicompuesto.[18]
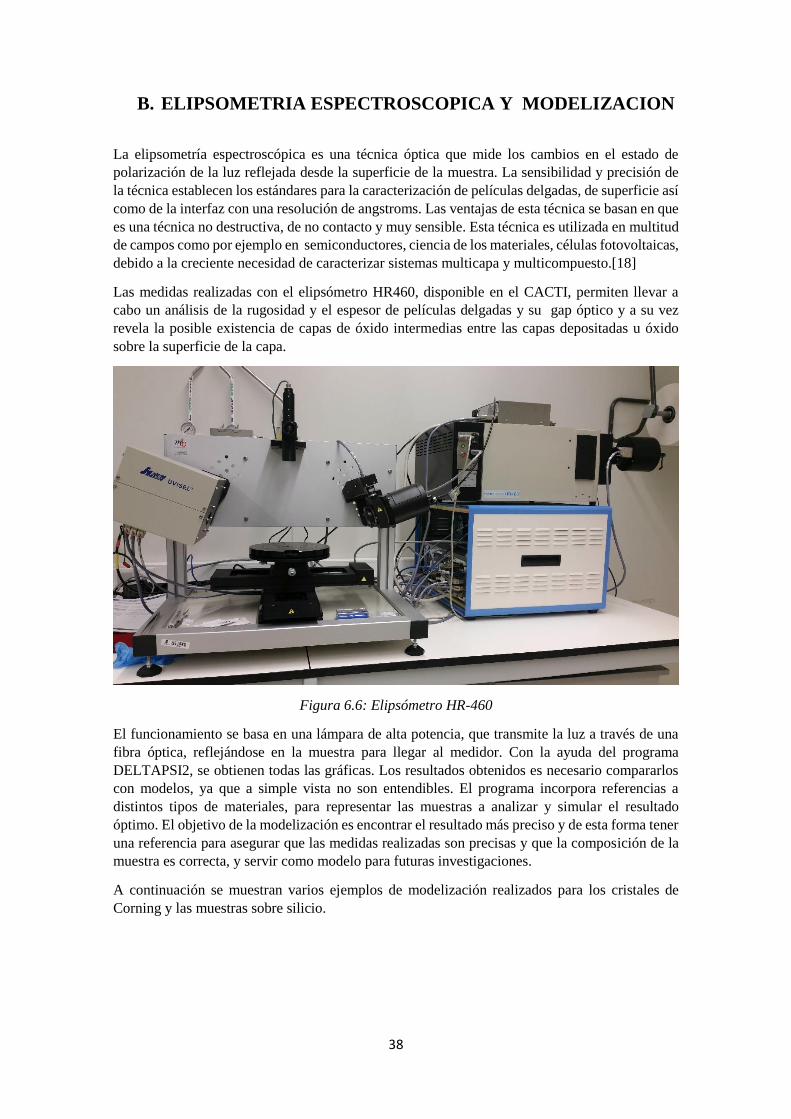
Las medidas realizadas con el elipsómetro HR460, disponible en el CACTI, permiten llevar a
cabo un análisis de la rugosidad y el espesor de películas delgadas y su gap óptico y a su vez
revela la posible existencia de capas de óxido intermedias entre las capas depositadas u óxido
sobre la superficie de la capa.
Figura 6.6: Elipsómetro HR-460
El funcionamiento se basa en una lámpara de alta potencia, que transmite la luz a través de una
fibra óptica, reflejándose en la muestra para llegar al medidor. Con la ayuda del programa
DELTAPSI2, se obtienen todas las gráficas. Los resultados obtenidos es necesario compararlos
con modelos, ya que a simple vista no son entendibles. El programa incorpora referencias a
distintos tipos de materiales, para representar las muestras a analizar y simular el resultado
óptimo. El objetivo de la modelización es encontrar el resultado más preciso y de esta forma tener
una referencia para asegurar que las medidas realizadas son precisas y que la composición de la
muestra es correcta, y servir como modelo para futuras investigaciones.
A continuación se muestran varios ejemplos de modelización realizados para los cristales de
Corning y las muestras sobre silicio.
39
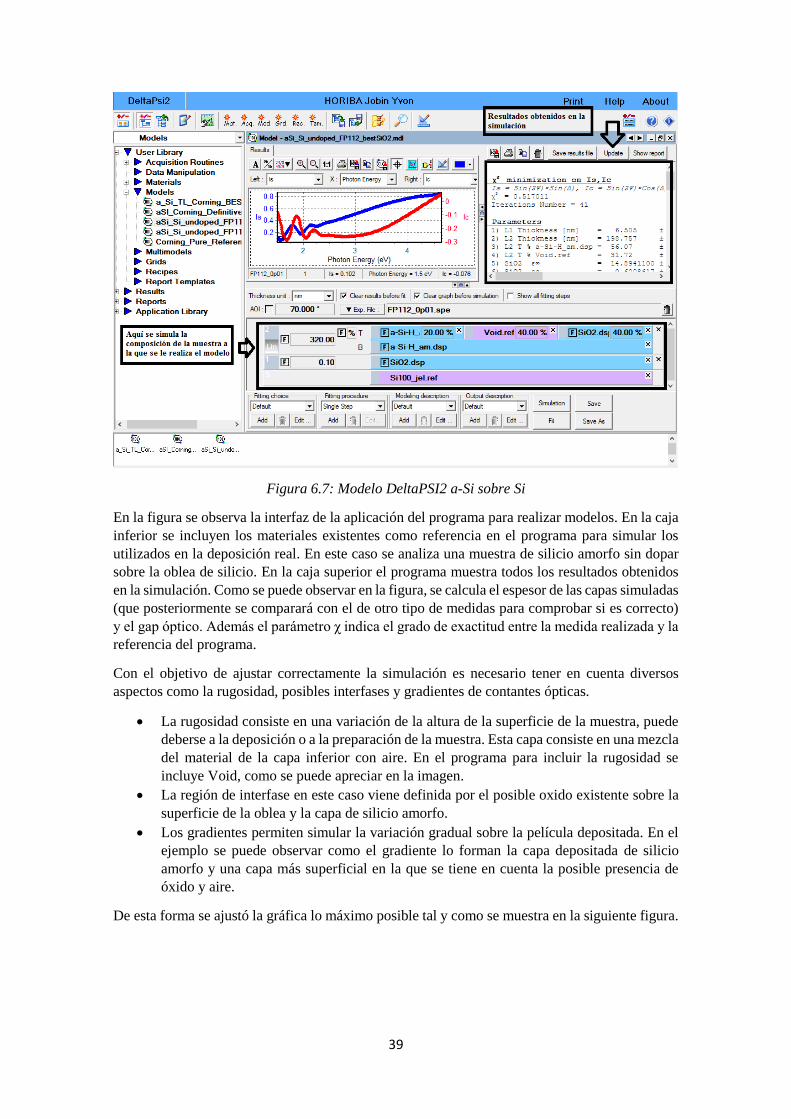
Figura 6.7: Modelo DeltaPSI2 a-Si sobre Si
En la figura se observa la interfaz de la aplicación del programa para realizar modelos. En la caja
inferior se incluyen los materiales existentes como referencia en el programa para simular los
utilizados en la deposición real. En este caso se analiza una muestra de silicio amorfo sin dopar
sobre la oblea de silicio. En la caja superior el programa muestra todos los resultados obtenidos
en la simulación. Como se puede observar en la figura, se calcula el espesor de las capas simuladas
(que posteriormente se comparará con el de otro tipo de medidas para comprobar si es correcto)
y el gap óptico. Además el parámetro χ indica el grado de exactitud entre la medida realizada y la
referencia del programa.
Con el objetivo de ajustar correctamente la simulación es necesario tener en cuenta diversos
aspectos como la rugosidad, posibles interfases y gradientes de contantes ópticas.
La rugosidad consiste en una variación de la altura de la superficie de la muestra, puede
deberse a la deposición o a la preparación de la muestra. Esta capa consiste en una mezcla
del material de la capa inferior con aire. En el programa para incluir la rugosidad se
incluye Void, como se puede apreciar en la imagen.
La región de interfase en este caso viene definida por el posible oxido existente sobre la
superficie de la oblea y la capa de silicio amorfo.
Los gradientes permiten simular la variación gradual sobre la película depositada. En el
ejemplo se puede observar como el gradiente lo forman la capa depositada de silicio
amorfo y una capa más superficial en la que se tiene en cuenta la posible presencia de
óxido y aire.
De esta forma se ajustó la gráfica lo máximo posible tal y como se muestra en la siguiente figura.

40
En la figura de la izquierda se muestra la medida realizada con líneas más gruesas y la simulada
con líneas más finas. En este caso el
valor de χ es muy bajo por lo que el
grado de concordancia es muy elevado.
En la tabla se muestran los valores
calculados al realizar la simulación,
estos datos servirán posteriormente
para ser comparados con las medidas
de otras técnicas y asegurar que son
correctos.
Figura 6.8: Resultados Simulación
Figura 6.9: Simulación Modelo DeltaPSI2 a-Si sobre Si
Figura 6.10: Simulaciones y Resultados muestras FP112 FP117 FP122 FP127 respectivamente

41
Figura 6.11: Simulaciones y Resultados muestras FP112T FP117T FP122T respectivamente
Tras realizar las simulaciones de la deposición de a-Si: H sobre la oblea de silicio, se puede
concluir que se han diseñado modelos que aproximan de una forma correcta el resultado de la
medida. Esto permite para futuras investigaciones y medidas partir desde los modelos diseñados.
Figura 6.12: Modelo a-Si sobre Corning
En la figura superior se muestra el modelo realizado para la deposición de silicio amorfo sobre el
cristal de Corning. En este caso el programa disponía exactamente del tipo de cristal utilizado. A
diferencia de la oblea de silicio el cristal de Corning no puede tener una interfase de óxido entre
la superficie y la capa depositada.

42
Figura 6.13: Simulación Muestras FP105 FP107 FP106 FP108 respectivamente
El dato más destacable en la simulación de las muestras
de Corning es el gap óptico, ya que el nivel de conducción
de un material semiconductor depende en parte de su
anchura. El gap óptico es la diferencia de energía entre la
banda de conducción y la de valencia y solo los electrones
tienen la suficiente energía para atravesarla y pasar a la
banda de conducción.
El gap óptico del a-Si: H está entre 1.7-1.9eV, la medida
que se ha obtenido en la muestra FP105, que no tiene
boro, es de 1.73eV. Se puede apreciar en el resto de
valores como a medida que aumenta el dopaje el gap
óptico disminuye hasta 1.44 en 5% de boro, haciendo que
las muestras oscurezcan.[19]
Figura 6.14: Esquema Gap Óptico

43
Figura 6.15: Representación del Gap óptico en función del % de boro
En la figura superior se aprecia como a medida que aumenta el % de boro disminuye el gap óptico
del a-Si: H.
A continuación se realiza una comparación entre los valores precisos obtenidos con la
perfilometría y los obtenidos en la medida con el elipsómetro, con el fin de corroborar que los
valores se aproximan y poder obtener, en futuras investigaciones, más parámetros de interés.
En cada caso para decidir la opción escogida se tuvo en cuenta el valor de χ. No se pudo obtener
un resultado para la muestra FP127T, ya que durante el proceso de recocido el hidrogeno del a-
Si: H reaccionó generando burbujas en la superficie de la capa depositada, impidiendo obtener
una simulación óptima con los modelos diseñados.

44
Tabla VIII: Comparacion Elipsometría-Perfilometría
Height
Step(nm)
Elipsómetro
Sa(nm)
Elipsómetro
χ Height
Step(nm)
AFM
Sa(nm)
AFM
Ssk
FP112 345 1.82 0.84 309.4 2.12 -0.03
FP112 T 264.36 1.2 0.44 268.6 1.59 0.02
FP 117 309.63 1.34 0.09 322.4 1.72 -0.01
FP 117 T 234.82 2.27 1.6 248.1 2.01 -0.05
FP 122 249.16 1.8 0.38 207.7 1.77 -0.01
FP 122 T 193.86 2.49 31 198.5 1.99 -0.02
FP 127 313 3.75 0.83 307.4 1.62 0.00
FP127 T 294.3 1.89 0.12
C. RAMAN
La espectrocopía Raman es una técnica fotónica de alta resolución que proporciona información
química y estructural de materiales o compuestos orgánicos o inorgánicos, permitiendo así su
identificación. El análisis se basa en un examen de la luz dispersada por el material al incidir sobre
el un haz de luz monocromático. La gran ventaja de esta técnica es que se realiza directamente
sobre el material, sin preparación previa y de forma no destructiva, sin alterar la superficie.
El análisis se llevó a cabo sobre las muestras con un 5% de boro, FP-129 Y FP-136 (tratada
térmicamente), y sobre las que no estaban dopadas con boro, FP-113 Y FP-114 (tratada
térmicamente).
En las gráficas que se presentan a continuación el pico que representa el Si cristalino se encuentra
a 520.2 cm-1 y el que representa el Si amorfo en 480 cm-1. En este caso, el pico del Si cristalino
es solo debido al substrato. Cuanto más desplazado a menores números de ondas y más ancho
sea el pico alrededor de 480 cm-1 más amorfo es el silicio, siendo en estas muestras el más amorfo
la muestra FP129, dopada con un 5% de boro. Las bandas correspondientes al SiH se encuentran
alrededor de 2000 cm-1, y las del SiH2 en 2100 cm-1 . Observando las gráficas se observa la
diferencia entre las muestras sin boro y las dopadas con boro, a su vez se observa también
diferencia entre las muestras tratadas térmicamente y las que no lo están.
El SiH y el SiH2 con estructura amorfa implican enlaces rotos, con un electrón menos, uno de
más o simplemente el suyo. En los enlaces covalentes, dos átomos se unen compartiendo
electrones de último nivel. Cuando el enlace se rompe cada uno se queda con su electrón o uno
pierde y el otro gana. De esta forma se generan los “dangling bonds” (enlaces colgantes) que para
evitar que se recombinen de nuevo con otros átomos, se saturan con hidrogeno, dando lugar a SiH
y SiH2. Si esos átomos de hidrogeno deaparecen, el material empeora, porque hay de nuevo
recombinaciones. Esto se observa en las figuras 6.17, 6.19 y 6.20.

45
Por ello, en las figuras entre 1900-2200 cuando mayor sea el valor mayor será la cantidad de
hidrógeno en la muestra, en ambas medidas la muestra sin boro y sin tratar térmicamente es la
que más cantidad de hidrogeno tiene. Por lo que el porcentaje de hidrógeno disminuye con la
temperatura, de esta forma aumentan los defectos en el material, lo que favorece la aparición de
la hopping conduction. Esto se puede observar en las muestras FP-113 y FP-129, que no fueron
tratadas térmicamente, y la cantidad de H es superior, aunque sin embargo, en la muestra FP-114
a pesar de haber sido recocida a 350ºC la cantidad de H es mayor que en la FP-129como se puede
observar en las figuras 6.17, 6.19 y 6.20. [20]
Figura 6.16: Análisis a-Si c-Si
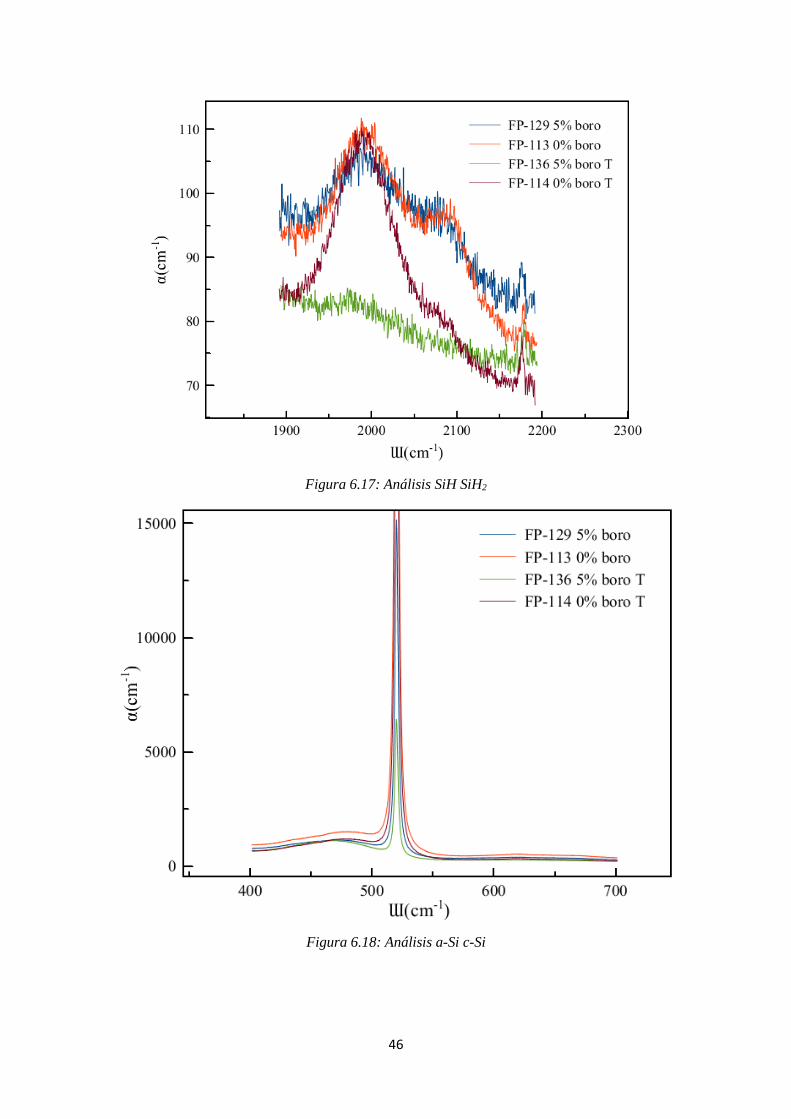
46
Figura 6.17: Análisis SiH SiH2
Figura 6.18: Análisis a-Si c-Si

47
Figura 6.19: Análisis SiH SiH2 FP-114T, FP-136T Y FP-129
Figura 6.20: Análisis SiH SiH2 FP-113 0% boro sin tratar termicamente
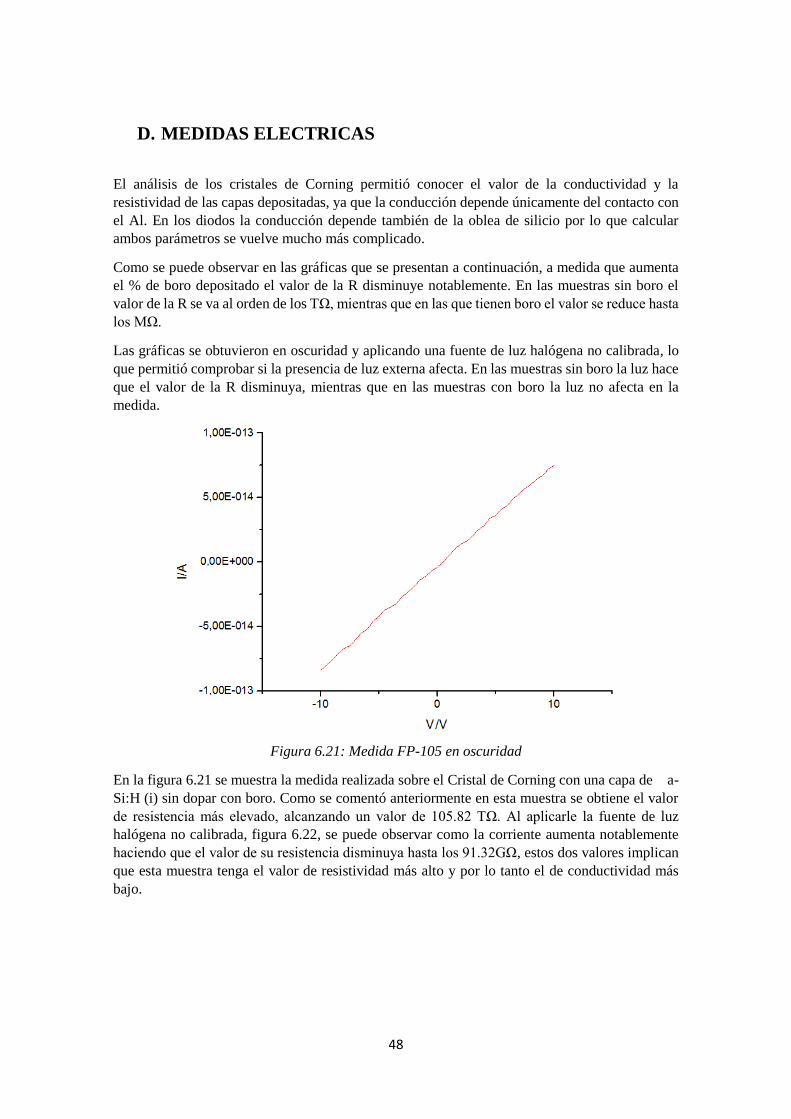
48
D. MEDIDAS ELECTRICAS
El análisis de los cristales de Corning permitió conocer el valor de la conductividad y la
resistividad de las capas depositadas, ya que la conducción depende únicamente del contacto con
el Al. En los diodos la conducción depende también de la oblea de silicio por lo que calcular
ambos parámetros se vuelve mucho más complicado.
Como se puede observar en las gráficas que se presentan a continuación, a medida que aumenta
el % de boro depositado el valor de la R disminuye notablemente. En las muestras sin boro el
valor de la R se va al orden de los TΩ, mientras que en las que tienen boro el valor se reduce hasta
los MΩ.
Las gráficas se obtuvieron en oscuridad y aplicando una fuente de luz halógena no calibrada, lo
que permitió comprobar si la presencia de luz externa afecta. En las muestras sin boro la luz hace
que el valor de la R disminuya, mientras que en las muestras con boro la luz no afecta en la
medida.
Figura 6.21: Medida FP-105 en oscuridad
En la figura 6.21 se muestra la medida realizada sobre el Cristal de Corning con una capa de a-
Si:H (i) sin dopar con boro. Como se comentó anteriormente en esta muestra se obtiene el valor
de resistencia más elevado, alcanzando un valor de 105.82 TΩ. Al aplicarle la fuente de luz
halógena no calibrada, figura 6.22, se puede observar como la corriente aumenta notablemente
haciendo que el valor de su resistencia disminuya hasta los 91.32GΩ, estos dos valores implican
que esta muestra tenga el valor de resistividad más alto y por lo tanto el de conductividad más
bajo.

49
Figura 6.22: Medida FP-105 con luz
Figura 6.23: FP107 Oscuridad (negro) y Con luz (rojo)
En la figura superior se presenta la medida de la muestra FP107, en este caso un cristal de Corning
con una capa de a-Si: H (p) dopada con un 1% de boro. Como se puede apreciar el valor de la
corriente aumenta con respecto al de la muestra FP105, lo que implica que su resistencia
disminuya hasta 4GΩ en oscuridad y en presencia de la fuente de luz halógena.

50
Figura 6.24: FP106 Oscuridad y Con Luz
En la figura 6.24 se presenta el resultado de la medida de la muestra FP106, formada por un cristal
de Corning con una capa de a-Si: H(p) con un 2% de boro. El valor de su corriente aumenta de
nuevo notablemente, lo que implica que la resistencia disminuya hasta un valor de 9.45MΩ. Sin
obtener variación entre la medida en oscuridad y en presencia de la fuente de luz halógena.
Figura 6.25: FP108 Oscuridad (negro) Con Luz (rojo)
Por último en la figura 6.25 se representa la medida sobre la muestra FP108, cristal de Corning
con una capa de a-Si: H (p) con un 5% de boro. En este caso el valor de la corriente disminuye

51
ligeramente, con respecto a la anterior medida, lo que implica un aumento de la resistencia hasta
los 21.28MΩ.
Las medidas sobre el Corning permitieron calcular los valores de conductividad y resistividad de
la fase 3 de la memoria del trabajo. En las gráficas se aprecia como a medida que aumenta el %
de boro disminuye la resistencia y el efecto de la fuente de luz halógena, no calibrada, es menor.
Lo ideal sería que en la muestra de a-Si: H intrínseco el efecto de la luz fuese de orden superior,
en este caso varia 3 órdenes, aplicando una fuente de luz calibrada se podría obtener una variación
de 6 órdenes.
En la siguiente figura se muestra la variación de la conductividad en función del % de boro en los
cristales de Corning analizados anteriormente. Como se comentó inicialmente a medida que
aumenta el % de boro aumenta la conductividad. Sin embargo en la muestra con 5% de boro el
valor de la conductividad disminuye, esto puede ser debido a que con la caja de puntas no es
sencillo obtener una medida completamente fiable, ya que en función del electrodo en el cual se
mida los valores varían.
Figura 6.26: Conductividad a-Si:H sobre Corning en función del Boro