Profesor: Pablo De Cesare JTP: Juan Manuel Perdomo · Inicialmente el operario definirá (mediante...
9
Preproyecto: Automatización de maquina tejedora de alambrados romboidales Integrantes 133.230-2 Aló Fernando La Trilla 2292 – Capital Federal – (011) 15 3282-0411 – [email protected] 248.677-5 Helmer Damián Tucumán 3021 10° "6" – Capital Federal – (011) 15 6151-3008 – [email protected] 119.866-0 Palomino Ángel Matheu y Av. Brasil – Capital Federal – (011) 15 6525-3898 – [email protected] Fecha de entrega: Viernes 7 de Mayo de 2010 Materia: Medidas Electrónicas I Código: 950310 Profesor: Pablo De Cesare JTP: Juan Manuel Perdomo
Transcript of Profesor: Pablo De Cesare JTP: Juan Manuel Perdomo · Inicialmente el operario definirá (mediante...

Preproyecto:
Automatización de maquina tejedora de alambrados romboidales Integrantes 133.230-2 Aló Fernando La Trilla 2292 – Capital Federal – (011) 15 3282-0411 – [email protected] 248.677-5 Helmer Damián Tucumán 3021 10° "6" – Capital Federal – (011) 15 6151-3008 – [email protected] 119.866-0 Palomino Ángel Matheu y Av. Brasil – Capital Federal – (011) 15 6525-3898 – [email protected] Fecha de entrega: Viernes 7 de Mayo de 2010
Materia: Medidas Electrónicas I Código: 950310 Profesor: Pablo De Cesare JTP: Juan Manuel Perdomo

Medidas Electrónicas I UTN - Facultad Regional Buenos Aires
2
Preproyecto
Descripción del equipo
Hemos tomado como desafío la automatización de un equipo preexistente. La máquina en cuestion tiene como función, la realización de alambre tejido romboidal, un diagrama básico se puede observar en la figura 1, donde se puede apreciar donde ingresa el alambre, luego el mismo pasa por los tensores, que ayudaran a mantener la firmeza del alambre que requiere el proceso.
Posteriormente ingresa a lo que los operarios denominan "caracol" (se puede observar en las fotos del Apéndice A, el caracol es una pieza cilindrica a la que se le ha hecho una abertura en forma helicoidal desde un extremo al otro, este cilindro junto al perfil base que genera el doblez, son las piezas esenciales para formar una hebra en forma de zig-zag. Los rollos de alambrado, se fabrican en forma estándar de 10m de largo, para
Figura 1: Diagrama básico – Tejedora de alambrados romboidales
Medidas Electrónicas I UTN - Facultad Regional Buenos Aires
3
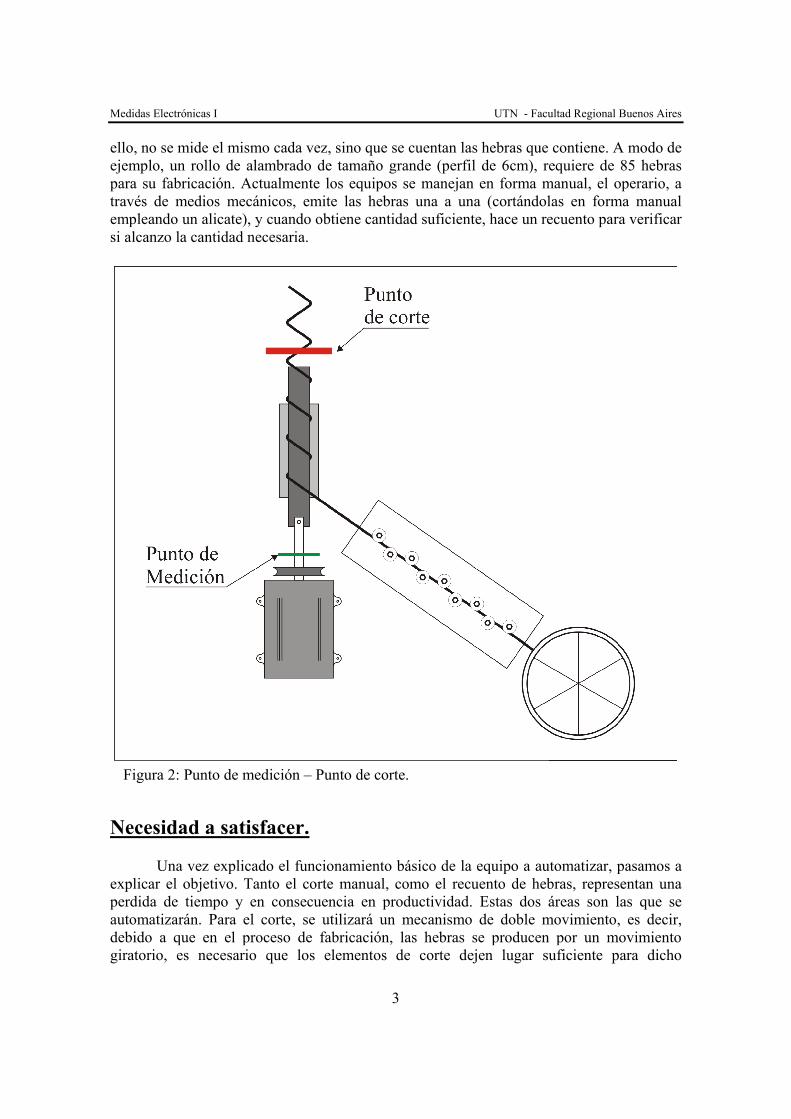
ello, no se mide el mismo cada vez, sino que se cuentan las hebras que contiene. A modo de ejemplo, un rollo de alambrado de tamaño grande (perfil de 6cm), requiere de 85 hebras para su fabricación. Actualmente los equipos se manejan en forma manual, el operario, a través de medios mecánicos, emite las hebras una a una (cortándolas en forma manual empleando un alicate), y cuando obtiene cantidad suficiente, hace un recuento para verificar si alcanzo la cantidad necesaria.
Necesidad a satisfacer.
Una vez explicado el funcionamiento básico de la equipo a automatizar, pasamos a explicar el objetivo. Tanto el corte manual, como el recuento de hebras, representan una perdida de tiempo y en consecuencia en productividad. Estas dos áreas son las que se automatizarán. Para el corte, se utilizará un mecanismo de doble movimiento, es decir, debido a que en el proceso de fabricación, las hebras se producen por un movimiento giratorio, es necesario que los elementos de corte dejen lugar suficiente para dicho
Figura 2: Punto de medición – Punto de corte.

Medidas Electrónicas I UTN - Facultad Regional Buenos Aires
4
movimiento. Una vez detenido el giro, se accionará en forma automática (mediante un motor paso a paso) el mecanismo de manera de realizar el corte de forma veloz y eficaz. Se puede ver en la Figura 2 donde se encontrará el mecanismo de corte, y en la figura 3 un bosquejo aproximado de dicho mecanismo.
Para el proceso de medición, se añadirá una rueda dentada, con movimiento solidario al eje del motor principal. Se utilizará un Diodo Emisor de Luz (LED) infrarrojo y un Fototransistor. Los mismos se ubicaran de manera tal que al girar la rueda dentada interrumpa el haz, y nos permita contabilizar las vueltas dadas por la rueda y por lo tanto del perfil base. Vale mencionar que el largo de cada hebra está directamente relacionado con el ancho del perfil base. Para todas estas operaciones se utilizará una interfaz digital, la misma contará con un display LCD y un teclado matricial.
Figura 3: Mecanismo de corte.

Medidas Electrónicas I UTN - Facultad Regional Buenos Aires
5
Diagrama en bloques
Como se puede observar en la Figura 4, el sistema sera supervisado por un microcontrolador, el mismo podrá ser de la linea 8051 o ARM.
Inicialmente el operario definirá (mediante el teclado matricial y el display LCD) el tipo de alambrado a realizar. Una vez hecho esto, procede a emitir cada hebra. Al dar la orden para emitir una hebra, el microprocesador, a traves del driver principal, emite la hebra de la medida solicitada. Para ello se basa en la informacion recibida por el conversor digital que le informará la cantidad de vueltas que realiza el perfil base. Una vez alcanzada la longitu d deseada, se detiene el motor principal y utilizando el Driver PaP, se procede al corte del alambre utilizando el mecanismo de corte. Al finalizar el corte disminuye la cantidad de hebras faltantes para completar el rollo y vuelve a iniciar el proceso. A continuacion, en la figura 5 se muestra un funcionamiento típico del menú provisto por display LCD.
Figura 4: Diagrama en bloques.

Medidas Electrónicas I UTN - Facultad Regional Buenos Aires
6
Figura 5: Display LCD

Medidas Electrónicas I UTN - Facultad Regional Buenos Aires
7
Calibración del equipo:
La parte mecánica del equipo precisa una calibración previa que es llevada a cabo por un operario. Consta de cargar el rollo de alambre (materia prima), guiarlo por unos patines que se encargan de tensar el alambre, luego insertarlo en el "caracol" (pieza fundamental de la máquina) y generar un pequeño tramo de alambre romboidal para verificar si sale de forma plana o elicoidal. En caso de salir este pequeño tramo con forma elicoidal -y no plana- se ajustan los patines hasta lograr la planicidad del tramo. Por último el operario corta el tramo de prueba de forma de dejar la maquina lista para el proceso de fabricación.
La parte de control del equipo tendra un pulsador de puesta a cero o reset. Cada vez que la calibración de la parte mecánica este lista, se pulsará reset para llevar a cabo las cuentas del equipo de control de manera correcta. También contará con un reset total, es decir un reset que ponga en cero todas las cuentas del equipo de control, desde la primera vez que empiece a funcionar el equipo. Esto se implementa para llevar controles de cantidad de metros de alambre consumidos en total y no de cada rollo.
Estimación de tiempos
Para este proyecto partimos con la ventaja de que la máquina fue construida con anterioridad por personal de la fábrica, a la cual le realizaremos el trabajo. Debido a esto, la estimación del tiempo de fabricación de la máquina no lo tenemos aún. La tejedora de alambre estará en actividad todo el día y todos los días, por lo que estimamos que la puesta a punto debe ser lo más rápida posible, entre 5 a 10 minutos aproximadamente.
Primer estudio de mercado y análisis de competitividad.
Sabemos de la existencia de este tipo de máquinas en el mercado y también sabemos que no hay ninguna que se fabrique en el país.
Es una buena oportunidad de crecimiento profesional y económico si nos dedicamos al diseño, armado y automatización de este tipo de máquinas.
Si logramos invertir en este proyecto, estaríamos competiendo con precios en dolares, mientras que nuestro precio por estimar, estaría en pesos argentinos.

Medidas Electrónicas I UTN - Facultad Regional Buenos Aires
8
Primer Estimación de la incertidumbre
Teniendo en cuenta los equipos que hay en el mercado, esta máquina tejedora fue construida de manera "artesanal" para ser manejada íntegramente por un operario; carga de materia prima, montaje del alambre, tejido del alambre, cortes, contado de la cantidad de los mismos. Los equipos del mercado son íntegramente automáticos, y poseen una precisión excelente. No obstante la exactitud en el corte de cada hebra de alambre posee un margen de error tolerable, ya que dentro de ese margen la calidad del producto final, no variaría. Excediendo ese margen se estaría imposibilitando el cierre del tejido romboidal, con el consecuente desarme del mismo.
Figura 6: Margen aceptable de corte.

Medidas Electrónicas I UTN - Facultad Regional Buenos Aires
9
Apéndice A: Fotografías