PROGRAMA DE MANTENIMIENTO.doc
114
PROGRAMA DE MANTENIMIENTO COMO HERRAMIENTA PREVENTIVA EN SEGURIDAD INDUSTRIAL
-
Upload
remliw-rodriguez -
Category
Documents
-
view
220 -
download
0
Transcript of PROGRAMA DE MANTENIMIENTO.doc

PROGRAMA DE MANTENIMIENTO COMO HERRAMIENTA PREVENTIVA EN SEGURIDAD INDUSTRIAL

INTRODUCCIÓN
El mantenimiento preventivo se maneja desde la óptica de la prevención integral, abarcando y supliendo todas las necesidades y elementos de gestión que permiten mantener altos niveles de eficiencia en las máquinas, herramientas y equipos que integran su sistema productivo. En el desarrollo del mantenimiento se inspeccionan periódicamente los equipos, para identificar las condiciones que conducen a fallas imprevistas o depreciación perjudicial, adaptando o reponiendo los elementos necesarios cuando se encuentran fallas. El objetivo general es que todos los trabajos de mantenimiento sean programados y controlados, y reducir al mínimo los trabajos imprevistos o no programados. Esta metodología busca generar procesos lógicos sobre la programación y el control del mantenimiento, aplicando las técnicas de: mantenimiento productivo total, mantenimiento preventivo programado y mantenimiento preventivo integral. A través de la aplicación de estas técnicas se puede ofrecer confiabilidad y disponibilidad de los equipos, no solo revisiones o cambios de partes o accesorios, sino altos niveles de eficiencia, evitando reprocesos. El mantenimiento preventivo de un equipo es visto integralmente; no solo se garantiza que la máquina opere, se garantiza que lo haga en las condiciones ideales, que entregue su plena capacidad y que tenga operativas todas sus funciones.

1. OBJETIVOS
1.1 General
Proporcionar las herramientas básicas de autogestión para la creación y/o diseño de un programa de mantenimiento práctico y de fácil implementación en cualquier empresa.
1.2 Específicos
Diseñar e implementar un programa de mantenimiento bajo el enfoque de un sistema de gestión, basado en el ciclo PHVA.
Aplicar las técnicas de mantenimiento preventivo, programado, autónomo y mantenimiento productivo total; reunidas en un protocolo.
Presentar de una forma práctica los protocolos, procedimientos, instructivos y formatos básicos para el diseño de un programa de mantenimiento.
Ilustrar mediante ejemplos prácticos la aplicación de cada una de las herramientas y técnicas de mantenimiento.

2. MARCO LEGAL Y NORMATIVO
En Colombia, la normatividad en seguridad industrial no establece la obligatoriedad de tener un programa de mantenimiento, pero sí establece una relación con la seguridad en las máquinas, la cual se logra teniendo un programa de mantenimiento. A continuación se nombran las normas que se refieren al tema:
NORMA ART. DESCRIPCIÓNRes. 2400 de 1979
3, 31, 203
Los colores básicos son: Rojo para elementos y equipos de protección contra el fuego. Naranja para partes peligrosas de maquinaria que puedan triturar, cortar o golpear. El Amarillo se empleará para señalar zonas peligrosas con color de fondo que indiquen precaución, esquinas de lugares de almacenamiento, bordes expuestos, aberturas en el piso, pasamanos, barandas y partes superiores de cabezas fijas. El Verde esmeralda señala seguridad, equipos de primeros auxilios, botiquines, camillas, fondo de carteles de seguridad e instrucciones. El Azul indica prevención, color de fondo en avisos utilizados para señalar maquinaria y equipo sometido a reparación y mantenimiento. Gris para recipientes para basuras y desperdicios, armarios y soportes para elementos de aseo. Blanco para demarcación de zonas de circulación e indicación en el piso de recipientes de basura.
Res. 1016 de 1989
14 El P.S.O debe mantener actualizado los siguientes registros: agente de riesgos por ubicación y prioridades, relación de trabajadores expuestos a agentes de riesgo, evaluación de los agentes de riesgo ocupacionales y los sistemas de control, lista de EPP, recopilación y análisis estadísticos de accidentes y EP, resultados de inspecciones periódicas internas, cumplimiento del programa de capacitación, historia ocupacional del trabajador y exámenes, planes específicos de emergencia y actas de simulacro.
Decreto 614 de 1984
30 Contenido de los Programas de Salud Ocupacional: deberán tener actividades del Subprograma de Medicina Preventiva y Subprograma de Medicina del Trabajo; deberán realizar exámenes médicos, clínicos y paraclínicos para la salud de los trabajadores; desarrollar actividades de vigilancia epidemiológica, patologías relacionadas con el trabajo y ausentismo, actividades de prevención de enfermedades profesionales, accidentes de trabajo y educación en salud; mantener un servicio oportuno de primeros auxilios; prestar asesoría en aspectos médicos laborales, tanto en forma individual como colectiva, determinar espacios para descanso y recreación. También deberán tener actividades del Subprograma de Higiene y Seguridad Industrial, deberán identificar y evaluar mediante estudios medioambientales los factores de riesgo del trabajo que afecten la salud; aplicar medidas de control de riesgos y enfermedades y verificar su eficiencia. Investigar los accidentes y enfermedades profesionales, determinar causas y aplicar las medidas correctivas; elaborar y mantener actualizadas las estadísticas de accidentes, enfermedades y ausentismo, y elaborar normas y reglamentos internos sobre Salud Ocupacional.
Ley 9 de 1979
117 Todos los equipos, herramientas, instalaciones y redes deberán ser diseñados, construidos e instalados, mantenidos accionados y señalizados de manera que se prevengan los riesgos de incendio y se evite el contacto con elementos sometidos a tensión.
3. MARCO CONCEPTUAL
La metodología aplicada en el presente documento ha conjugado las diferentes disciplinas del mantenimiento moderno visto como un sistema de gestión, el cual aplica los conceptos básicos de los mantenimientos: preventivo, autónomo, predictivo y mantenimiento productivo total.
Esta metodología se presenta como una herramienta de prevención integral, abarcando y supliendo todas las necesidades y elementos de gestión que permitan mantener altos niveles de desempeño en las compañías. En el desarrollo del mantenimiento se inspeccionan periódicamente los equipos, para descubrir las condiciones que conducen a fallas imprevistas, o depreciación

perjudicial, adaptando o reparando los elementos necesarios cuando se encuentran fallas, incluso en etapa incipiente. El objetivo general es que todos los trabajos de mantenimiento sean programados y controlados, para reducir al mínimo los trabajos no programados y las averías que puedan generar accidentes laborales. Esta metodología busca generar procesos lógicos de atención: ¿qué es mejor, programar rutinas para quitar el polvo depositado en los equipos o atacar las causas de entrada de polvo a los mismos?, ¿qué es mejor, incrementar la periodicidad del mantenimiento de los aires de ventana en la costa o programar su reemplazo con unidades a prueba de corrosión? Se ofrece confiabilidad y disponibilidad de los equipos, no solo revisiones o cambios de partes o accesorios. Se ofrecen altos niveles de desempeño, no revisiones físicas inoficiosas. El mantenimiento de un equipo es visto integralmente, no solo se garantiza que la máquina opere se garantiza que opere en las condiciones ideales, que entregue su plena capacidad y que tenga operativas todas sus funciones. De esta forma se evita la procrastinación, posponerlo todo, no realizar trabajos a tiempo, adicción a lo urgente. Gracias al manejo ordenado y eficiente se reducen a cero los pendientes después de una rutina y a través de un sistema de indicadores medibles, se evalúa la efectividad del programa de mantenimiento.
Este programa de mantenimiento se diseñó con la idea de prever y anticiparse a los fallos de las máquinas y equipos, utilizando para ello una serie de datos sobre los distintos sistemas, subsistemas e inclusive partes.
Bajo esa premisa se diseña el programa con frecuencias calendario o uso del equipo, para realizar cambios de sub-ensambles, cambios de partes, reparaciones, ajustes, cambios de aceite y lubricantes, entre otros, a maquinaria, equipos e instalaciones, considerada una tarea muy importante de realizar para evitar fallos.
Es importante trazar la estructura del diseño incluyendo en ello las componentes de Conservación, Confiabilidad, Mantenibilidad, y un plan que fortalezca la capacidad de gestión de cada uno de los diversos estratos organizativos y empleados sin importar su localización geográfica, ubicando las responsabilidades para asegurar el cumplimiento.

4. DIAGNÓSTICO DEL PROGRAMA ACTUAL DE MANTENIMIENTO DE SU EMPRESA
Este programa parte de la realización de un autodiagnóstico del estado actual del programa de mantenimiento que su empresa tiene.
Para ello usted debe llenar la encuesta: “Instrumento de autodiagnóstico del programa de mantenimiento actual” (Ver archivo: FORMATOS.xls. Hoja 1: “FORMATO 1”).
Para diligenciar el instrumento debe contestar SÍ o NO (coloque 1 en donde aplique) según sea el cumplimiento del elemento o pregunta en su empresa:
De acuerdo con los resultados obtenidos de la aplicación de la encuesta, se ponderan y se relaciona con la siguiente matriz de interpretación de resultados.
Ubique el porcentaje de respuestas afirmativas (SÍ) en la siguiente tabla:
TABLA 1. INTERPRETACIÓN DE DATOS DEL AUTODIAGNÓSTICORESULTADO NIVEL TIPO DE
MANTENIMIENTO ACTUAL IMPLEMENTADO
ACCIONES PARA MEJORAR EL NIVEL ACTUAL
De 0% a 25% Bajo Solamente aplica mantenimiento correctivo.
Se recomienda iniciar con la implementación de un programa de mantenimiento preventivo programado (implementación de rutas de lubricación, programación de las actividades de mantenimiento en un cronograma y tener un responsable de mantenimiento).
De 26% a 50% Medio-Bajo
Aplica correctivo, con algunos elementos de preventivo (lubricación de máquinas, reemplazo de repuestos en tiempos o frecuencias definidos, se cuenta con personal básico en mantenimiento, se cumple con algunos elementos parcialmente).
Se recomienda la implementación de un programa de mantenimiento preventivo (estableciendo cronogramas de las actividades de mantenimiento, generando órdenes de servicio, estableciendo hojas de vida de los equipos, elaborando un inventario de los repuestos más utilizados, organizando el departamento de mantenimiento, contando con un stock de repuestos, etc.)
De 51% a 75% Medio Aplica mantenimiento preventivo programado (se cumplen la mayoría de los elementos, pero no se comporta como un sistema, se cuenta con una estructura y recursos de
Se recomienda implementar un sistema de gestión del programa de mantenimiento preventivo (establecer la política de mantenimiento, diseñar los objetivos, metas e indicadores de gestión; definir responsabilidades y competencias del personal de

mantenimiento). mantenimiento, crear la estructura organizacional, documentación del funcionamiento y control del programa de mantenimiento, revisión de metas e indicadores y generación de planes, etc.)
De 76% a 100% Alto El programa de mantenimiento preventivo se comporta como un sistema y ha reducido el número de fallos de las máquinas o equipos.
Complementar el sistema de mantenimiento con otras técnicas más avanzadas del mantenimiento, por ejemplo: mantenimiento productivo total (TPM), mantenimiento predictivo, mantenimiento preventivo integral, etc.
5. IMPLEMENTACIÓN DEL PROGRAMA DE MANTENIMIENTO
Una vez se ha determinado la situación actual del programa de mantenimiento, se debe decidir si el programa actual cumple con los requerimientos o si se desea mejorarlo.
Si su respuesta es mejorarlo, puede seguir el modelo de mantenimiento preventivo planteado en este programa.
Probablemente su modelo tenga algunas diferencias no significativas, dependiendo de cómo este estructurada su organización y sus políticas, entre otros factores, pero todas las opciones se pueden manejar en un momento determinado, para ello puede tomar la alternativa propuesta en este programa.
El programa planteado sigue la metodología de los programas de gestión basados en la aplicación del ciclo PHVA (PLANEAR, HACER, VERIFICAR Y ACTUAR).
5.1. PLANEAR SU PROGRAMA DE MANTENIMIENTO
Durante esta fase se debe dimensionar el programa de mantenimiento y visualizar qué se quiere lograr con él.
5.1.1. Determinación de los objetivos, metas, indicadores y alcance del programa de mantenimiento
El primer paso para desarrollar un programa de mantenimiento preventivo es determinar exactamente qué es lo que se quiere obtener del programa. Usualmente el mejor inicio es trabajar sobre una base limitada y expandirse después de obtener algunos resultados positivos.
Construcción de los objetivos:Para la construcción de los objetivos del programa de mantenimiento, nos remontaremos a las reglas generales para el establecimiento de objetivos:

En primer lugar se debe establecer qué pretende su empresa con la implementación del mantenimiento.
Los objetivos deben expresarse con claridad para evitar posibles desviaciones en su finalidad.
Deben ser consistentes con el problema. Deben expresar una acción a llevar a cabo, por lo tanto deben iniciar por
verbos que indiquen acciones y a continuación relacionar el fenómeno en el qué –o con quién– se llevará a cabo dicha acción.
Cuando se establecen los objetivos se debe tener en cuenta que estos se formulan comenzando con un verbo en infinitivo, y deben contener un único verbo en dichas condiciones, en caso contrario, se deben separar los verbos a fin de que sean a su vez otros objetivos.
Otros requisitos generales utilizados para plantear los objetivos son: enfocarse a la solución del problema, ser realistas, medibles, congruentes, importantes; redactarse evitando palabras subjetivas y precisar los factores existentes que llevan a enfatizar la importancia de mejorar la organización.
Para construir los objetivos deben considerarse los siguientes interrogantes (los que sean necesarios y en el orden más conveniente): quién, qué, cómo, cuándo y dónde.
A continuación se exponen algunos ejemplos de cómo construir los objetivos del programa de mantenimiento:
Mejorar las condiciones de funcionamiento de las máquinas y equipos de la empresa.
Minimizar la posibilidad de fallos en las máquinas y equipos que intervienen en el proceso.
Incrementar la disponibilidad de las máquinas y equipos de la planta. Aumentar la cobertura de los equipos involucrados dentro del programa de
mantenimiento preventivo y programado.
Metas del programa de mantenimiento:
Una vez se tengan establecidos los objetivos de mantenimiento se deben crear metas para hacerlos tangibles.
Las metas deben ser medibles y cuantificables en el tiempo para lograr que el objetivo se cumpla.
Para dar un ejemplo de cómo se establecen las metas, tomaremos de base los objetivos anteriormente planteados:
Objetivo 1. Mejorar las condiciones de funcionamiento de las máquinas y equipos de la empresa.
Meta 1. Realizar la puesta a punto del 100% de los equipos designados como críticos durante el año evaluado.

Meta 2. Ejecutar el 100% de las actividades programadas en cada uno de los cronogramas propuestos en el año evaluado, para cada una de las máquinas.
Objetivo 2. Minimizar la posibilidad de fallos en las máquinas y equipos que intervienen en el proceso.
Meta 1. Cumplir el 100% del programa de inspecciones propuesto en el cronograma del año evaluado.
Meta 2. Reducir la cantidad de fallos del total de las máquinas en 100% con respecto al año anterior.
Objetivo 3. Incrementar la disponibilidad de las máquinas y equipos de la planta.
Meta 1. Disminuir el número de horas de paradas totales de las máquinas y equipos con respecto al año anterior.
Objetivo 4. Aumentar la cobertura de los equipos involucrados dentro del programa de mantenimiento preventivo y programado.
Meta 1. Obtener la información del 100% de las máquinas y equipos, incorporando la información en las fichas técnicas durante el año evaluado.
Meta 2. Crear el 100% de las hojas de seguridad de las máquinas y equipos de la planta.
Meta 3. Elaborar el 100% de los cronogramas de las máquinas y equipos de la planta.
Otros elementos constitutivos del diseño de los objetivos y metas:
Para llevar a cabo el cumplimiento de los objetivos y metas, se deben establecer los siguientes elementos:
Estrategias
Las estrategias consisten en establecer cómo llevar a cabo los objetivos, es decir, son las actividades que se necesitan desarrollar para que los objetivos se cumplan.
Responsables
Para llevar a cabo los objetivos se requiere designar los responsables del cumplimiento de cada uno de ellos. Son las personas que se encargan de velar por que se desarrollen las actividades propuestas.

Indicadores
Cada meta se debe cuantificar y establecer una forma de medirla. Regularmente los indicadores obedecen a la representación matemática de la meta analizada.
Por ejemplo, si se desea saber cuál es el porcentaje de equipos con cronogramas implementados, esto se puede traducir matemáticamente en:
% de cubrimiento = No. de equipos con cronograma x 100No. de equipos totales en la planta
Frecuencia de medición del indicador
Igualmente se debe establecer una periodicidad de revisión de la meta ajustada a un tiempo de cálculo del indicador. Para ello se pueden tener frecuencias de medición: mensuales, trimestrales, semestrales o anuales.
Seguimiento del indicador
El seguimiento se realiza para verificar el grado de cumplimiento con respecto a lo propuesto en la meta. Consiste en visualizar el resultado del cálculo del indicador.
En el archivo: FORMATOS.xls: Hoja 2: “FORMATO 2” se puede observar un ejemplo del diseño de objetivos y metas para un programa de mantenimiento.
5.1.2 Definición del alcance del programa de mantenimiento
Definir cuál será el alcance del programa de mantenimiento se puede hacer priorizando equipos críticos, o tal vez iniciando por una línea o departamento. El mejor escenario sería tomar toda la planta.
También se debe considerar el alcance del proyecto y definir el presupuesto, sea cuidadoso y tenga en cuenta que posiblemente requiera autorización de algún recurso que no consideró. Una buena idea es presupuestar en varias partidas departamentales.
Durante la preparación e implementación de su programa de mantenimiento preventivo, no puede presentar resultados de mejoramiento en la maquinaria y equipo, esto le llevará algún tiempo. Tenga también en cuenta que necesitará hacer algunos ajustes. Si cuenta con algún tipo de mantenimiento planeado continúe hasta terminar sus nuevos programas de mantenimiento preventivo.
Observaciones sobre el alcance del programa de mantenimiento preventivo:

El mantenimiento preventivo puede variar de simples rutas de lubricación o inspección, hasta el más complejo sistema de monitoreo en tiempo real de las condiciones de operación de los equipos.
Muchos de los sistemas complejos de monitoreo proporcionan bastante información útil que debe ser considerada en su mantenimiento preventivo.
Un programa de mantenimiento preventivo puede incluir otros sistemas de mantenimiento y pueden ser considerados todos en conjunto como un programa de mantenimiento preventivo.
Dependiendo del tipo de programa que se utilice, se necesita obtener información real del estado de las máquinas, equipos e instalaciones y en algunos casos se requerirá de inversiones para llevarles a condiciones básicas de funcionamiento.
5.1.3. Definición de la política de mantenimiento
La política de mantenimiento parte del análisis de las necesidades de la alta dirección sobre el mantenimiento sostenible de sus equipos y de la disponibilidad de los mismos sobre su sistema productivo.
Teniendo en cuenta lo anterior, se puede establecer una política de mantenimiento conservando los siguientes elementos constitutivos:
Debe ser clara y concisa. Debe partir de la evaluación del programa de mantenimiento que tiene la
empresa. Debe tener en cuenta las necesidades del proceso productivo en cuanto a
la disponibilidad de los equipos. Debe expresar claramente los deseos de la gerencia de proporcionar los
recursos financieros, tecnológicos y humanos para la realización del programa de mantenimiento.
Debe incorporar los conceptos de integridad del mantenimiento. Debe mostrar la importancia del mantenimiento frente a las otras áreas de
la compañía. Debe expresar el interés de la gerencia en reducir el número de fallos de
los equipos por mantenimiento. Debe estar firmada por la gerencia.
5.1.4. Definición de recursos
Dentro del proceso de planeación del mantenimiento se debe asignar un presupuesto para la realización de las actividades que se deben ejecutar.
Para establecer el presupuesto de mantenimiento la empresa debe tener en cuenta los siguientes parámetros:

Elaborar un análisis presupuestal de los años anteriores, estos datos constituyen las variables de entrada para construir el nuevo presupuesto.
Relacionar la disponibilidad de los equipos frente a los requerimientos de la producción, es decir, frente al aumento de la producción mayor es el desgaste de las máquinas.
Debe contemplar los costos de la mano de obra requerida para los trabajos de mantenimiento.
Debe establecer un sistema de cargue de presupuestos por rubros de consumo, por ejemplo: Máquina No. 00000, por tipo de mantenimiento (eléctrico, hidráulico, etc.).
El presupuesto debe incluir los materiales, herramientas, repuestos, etc., necesarios para desarrollar el mantenimiento.
El diseño de la plantilla del presupuesto debe proporcionar la posibilidad de poder realizar el seguimiento al cumplimiento del mismo.
Para la puesta en marcha del programa de mantenimiento se deberá tener en cuenta:
Costos del mantenimiento preventivo
Antes de iniciar el programa de mantenimiento preventivo será necesario que tenga una idea completa de cual será su costo, ya que hay un número de requerimientos a considerar. A continuación le señalamos algunos de estos costos.
o Arranque. Siempre existen costos asociados con el arranque de cualquier programa, en el inicio de su programa de mantenimiento preventivo necesitará:
a) Tiempo extra. Probablemente se necesitará de tiempo adicional, considerando que es bastante el trabajo a realizar en relación a seleccionar la maquinaria y equipo que será incluido en el programa de mantenimiento preventivo y reunir todos lo datos necesarios (manual del fabricante y sus recomendaciones, historiales del equipo, partes, repuestos, refacciones críticas, datos de placa, etc.).
Este tiempo también se debe tener en cuenta para ordenar los datos y hacer los manuales de mantenimiento, así como escribir los procedimientos del mantenimiento preventivo y determinar los valores de la frecuencia y uso que utilizará en el disparo de las órdenes de trabajo.
b) Tiempo de ayudantes. Una vez que ha seleccionado el equipo y recolectado toda la información para su programa, se necesita transferir esa información a su forma final, ya sea en un programa de mantenimiento preventivo manual o en una hoja de cálculo.

c) Mano de obra (técnicos de mantenimiento). Si requiere recabar información de la maquinaria y equipo, como datos de placa, refacciones utilizadas, materiales y otros, considere la mano de obra para este trabajo.
Almacenes
Dada la importancia que tiene el almacén y el inventario de refacciones o partes y su relación con el programa de mantenimiento preventivo, se necesita también información al respecto.
En la medida en que se incrementa el mantenimiento preventivo se aumentará el número de refacciones que debe almacenar, por lo cual debe asegurarse que se haga de acuerdo con los programas de confiabilidad de cada equipo y sus refacciones críticas.
Necesitará también de información acerca de proveedores, tiempos de entrega, costos, tiempos de tránsito, etc.
Así estará en posición de determinar un adecuado nivel de lubricantes, filtros, sellos, refacciones especiales, refacciones comunes y otros artículos de almacén normalmente usados durante el mantenimiento preventivo.
También debe determinar el tipo de herramientas especiales que se requieren, muchos programas de mantenimiento preventivo se ven afectados por no considerarlas.
Si ha decidido que el análisis de aceite o de algún otro subprograma especial de mantenimiento predictivo será incluido en su mantenimiento preventivo, necesitará instrumentos especiales y provisiones especiales para esos programas. También pueden contratar una firma especializada en el monitoreo de acuerdo con la programación.
De esta manera la inversión de su empresa en inventario de repuestos será baja y en tiempo justo a la necesidad.
Es muy importante tener un sistema de compras técnicas, entrenar al comprador o contratar a un ingeniero de mantenimiento en este puesto, para la reducción de inventarios y optimización de recursos.
Aquí cabe señalar que muchas órdenes de trabajo del programa de mantenimiento preventivo no se pueden realizar por falta de refacciones.
El impacto negativo que causa un mal manejo de inventario en el programa de mantenimiento preventivo afecta la efectividad, y promueve las desviaciones de desempeño de equipos y la falta de calidad. Sea pues cuidadoso y recabe la información necesaria.

Entrenamiento
Necesita determinar si se requiere algún tipo de entrenamiento y planear el mismo, al menos necesitará catalogar el tiempo de entrenamiento para familiarizarse con el plan de mantenimiento preventivo.
Es buena idea formar un grupo de trabajo directamente relacionado con el soporte de los programas de mantenimiento preventivo, considerando siempre su cumplimiento o al menos dar entrenamiento a su personal de base, así es que aquí también requiere de capacitación.
5.1.5. Funciones y responsabilidades de mantenimiento
Para definir las responsabilidades del departamento de mantenimiento usted puede tomar como referencia los siguientes puntos:
Llevar a cabo una inspección sistemática de todos los equipos, con intervalos de control para detectar oportunamente cualquier desgaste o rotura, manteniendo los registros adecuados.
Mantener permanentemente los equipos e instalaciones en su mejor estado, para evitar los tiempos de parada que aumentan los costos.
Efectuar las reparaciones de emergencia lo más pronto posible, empleando métodos más fáciles de reparación.
Prolongar la vida útil de los equipos e instalaciones al máximo. Sugerir y proyectar mejoras en la maquinaria y equipos para disminuir las
posibilidades de daño y rotura. Controlar el costo directo del mantenimiento mediante el uso correcto y
eficiencia del tiempo, materiales, hombres y servicio.
Funciones del mantenimiento
Mantener, reparar y revisar los equipos e instalaciones. Generar y distribuir los servicios eléctricos, a vapor, aire, agua, gas, etc. Modificar, instalar y remover equipos e instalaciones. Verificar nuevas instalaciones de equipos y edificios. Desarrollar el programa de mantenimiento preventivo y programado. Seleccionar y entrenar al personal. Dar la máxima seguridad para que no se vayan a presentar paros en la
producción. Mantener el equipo en su máxima eficiencia de operación. Reducir al mínimo el tiempo de paro. Reducir al mínimo los costos de mantenimiento. Mantener un alto nivel de ingeniería práctica en el trabajo realizado. Investigar las causas y remedios de los paros de emergencia. Planear y coordinar la distribución del trabajo acorde con la fuerza laboral
disponible.
Proporcionar y mantener el equipo de taller requerido. Preparar anualmente un presupuesto con justificación adecuada, que
cubra el costo de mantenimiento. Establecer una rutina adecuada de inspección de los equipos
contraincendios, organizando y adiestrando al personal.
5.1.6. Estructura organizacional del mantenimiento
Dependiendo del grado de desarrollo de la estructura organizacional de la empresa, el mantenimiento tendrá una interacción directa con producción o con la gerencia de la empresa.
Para ello se buscará la forma de organizar una plantilla en mantenimiento, dependiendo del nivel de desarrollo de su empresa:
5.1.6.1. Estructura básica
La situación más sencilla puede ser aquella de una empresa mediana, con una plantilla de menos de 15 personas.
Estaría constituida por un jefe de mantenimiento como responsable máximo del departamento. De él dependerá el personal directo, agrupado en dos categorías: mecánicos u oficiales y ayudantes. Los departamentos centrales de calidad, seguridad industrial y medio ambiente darían apoyo al jefe de mantenimiento, pero sin depender de este, ni jerárquica ni funcionalmente.
El organigrama se recoge en la siguiente figura:
FIGURA 1.
5.1.6.2. Estructura avanzada
Cuando el número de operarios crece, es necesario prever una organización más completa, que contemple la creación de una serie de puestos específicos, como apoyo al personal directo y como ayuda para facilitar la gestión del departamento. Algunos de estos puestos están relacionados con labores de control del personal directo (encargados, jefes de equipo, etc.). Otros en cambio, se ocupan de labores de gestión y apoyo, tratando de que el personal directo no tenga que preocuparse de una serie de trabajos, para los que además no tiene por qué estar especialmente preparado.
Un organigrama en el que se contemple esta estructura avanzada puede ser el siguiente:
5.2 HACER Y/O IMPLEMENTAR EL PROGRAMA DE MANTENIMIENTO
Decida qué tan extenso puede ser su programa de mantenimiento preventivo. Qué debe incluir y dónde debe iniciar.
5.2.1. Definición de la maquinaria y equipo a incluir
La mejor forma de iniciar esta actividad es determinar cuál es la maquinaria y equipo más crítico en la planta. Algunas veces esto es muy fácil y otras veces no, esto depende de lo que manufacture su empresa. Piense en su lista, acuda a sus clientes (producción, cabezas de departamento, etc.) y pregúnteles, después de todo, ellos son las personas a quienes debe atender.
Haga de su programa de mantenimiento preventivo un "sistema activo" donde participen todos los departamentos.
Para determinar la maquinaria a incluir se puede acudir a la siguiente metodología:
5.2.1.1. Inventario de equipos
Para dimensionar el programa de mantenimiento, se debe partir del inventario de las máquinas y equipos que tiene su empresa, tomando como base la información que describa la máquina en su totalidad.

Para establecer su inventario usted debe determinar la metodología de inventario y la codificación de interés.
Sin embargo, se puede sugerir un tipo de inventario con los siguientes datos de entrada:
Codificación de inventarios de la empresa. Se debe establecer una codificación de los equipos a inventariar, esta codificación puede ser tan compleja o sencilla como la empresa la requiera. Lo importante es mantener una secuencia y una lógica del inventario. Ejemplo: PT-001 (Producción Terminados y Secuencia 001).
Nombre de la máquina. Determine el nombre de la máquina. Ejemplo: Taladro de árbol.
Cantidad. Si existen equipos iguales, se estima la cantidad de los mismos. Sin embargo, cada equipo obedece a un código diferente.
Descripción del equipo. En esta casilla se describen todas las características de la máquina o equipo, tales como: color, dimensiones, capacidades, subsistemas, etc.
Área. Se describe a qué área pertenece la máquina. Ubicación. Se detalla la ubicación de la máquina si la empresa tiene varias
sedes o centros de trabajo, bodegas, dependencias, etc. Modelo. Se escribe el año o modelo establecido por el fabricante. No. de serie. Se escribe el número de serie que tiene el equipo. Marca. Se escribe la marca o nombre del fabricante. Estado. Se hace una breve descripción sobre el estado mecánico o de
funcionalidad del equipo. Proveedor. Se describe el proveedor del equipo, ya sea de repuestos o
venta de los mismos. Tipo de equipo. Se describe el tipo de equipo de acuerdo con el
funcionamiento del mismo. Fecha de adquisición. Se escribe la fecha en que fue adquirido el equipo. Valor original de la máquina. Si se cuenta con esta información se detalla el
costo o valor inicial.
En el archivo: FORMATOS.xls: Hoja 3: “FORMATO 3” se puede observar un modelo de inventario de equipos.
5.2.1.2. Identificación de equipos críticos
Para la identificación de los equipos críticos en mantenimiento, se utilizará la metodología de la jerarquización de los modos de fallas, la cual se describe a continuación:
Proceso de jerarquización de los modos de fallas:
Una vez definidos los equipos a ser incluidos en mantenimiento, se deben elegir los eventos de fallas o paradas más frecuentes con el fin de jerarquizar de forma

cualitativa el riesgo de cada uno de los modos de fallas en función del impacto que generan los mismos dentro del contexto operacional. El método propuesto está basado en la evaluación cualitativa del riesgo (Woodhouse, 2001):
Evaluación cualitativa del riesgo (Frecuencia de fallas X Consecuencias):
Factor de frecuencia de fallas / Escala 1-5
1. Sumamente improbable: menos de 1 evento en 5 años.2. Improbable: 1 evento en cinco años.3. Posible: 1 evento en 3 años.4. Probable: entre 1 y 3 eventos al año.5. Frecuente: más de 3 eventos por año.
Factor de consecuencias / Escala 1-5
Impacto en seguridad y ambiente
5. Explosión / muerte.4. Incendio / Lesión incapacitante / Área sensible al ambiente.3. Incendio localizado.2. Accidente ambiental reportable / Lesión menor.1. Incidente.
Impacto en el negocio
1. Pérdida menor de productividad.2. Pérdida de producción del 25%.3. Pérdida de producción del 50%.4. Pérdida de producción del 75%.5. Daños irreversibles al sistema.
Se selecciona el valor más alto de Impacto en seguridad y ambiente / Impacto en el negocio, como determinante de la consecuencia.
Los resultados del análisis se presentan en una matriz de criticidad 5X5 como la que se muestra en la figura No. 3. El eje vertical expresa cinco categorías de consecuencias de las fallas, mientras que el eje horizontal indica cinco categorías de frecuencia de las fallas. La matriz se divide en cuatro zonas para indicar la criticidad de los modos de fallas:
B = Baja CriticidadM = Media CriticidadA = Alta CriticidadMA = Muy Alta Criticidad
Figura No. 3

Consecuencias
5 M A MA MA MA4 M M A A MA3 B M M A A2 B B B M A1 B B B B M
1 2 3 4 5Frecuencia de Fallas
En el archivo: FORMATOS.xls: Hoja 4: “FORMATO 4” se establece un formato para seleccionar los equipos críticos de su empresa.
5.2.2. Ficha técnica de equipos
Una vez se cuente con el inventario y la selección de máquinas y equipos críticos, se deben establecer individualmente las características principales de cada uno de ellos, a través de la creación de las fichas técnicas de los equipos:
Esta ficha debe contener como mínimo los siguientes parámetros:
Nombre del equipo. Nombre asignado en la empresa, regularmente obedece al calificativo dado por el proceso productivo.
Marca. Corresponde a la casa matriz fabricante del equipo. Procedencia. Obedece al país de origen de la máquina. Modelo. Es el año de fabricación del equipo. Serie. Algunos tipos de máquina obedecen a una serie de fabricación por
parte del fabricante y consiste en un sistema alfanumérico de referencia. Tipo. Regularmente se pueden encontrar diferentes tipos de máquinas que
realizan la misma función, pero obedece a un tipo especial de máquina, Ejemplo: Troqueladora de volante, Troqueladora Hidráulica, etc.
Código. Código asignado por el inventario de equipos. Color. Es el color más representativo de la máquina. Tipo de accionamiento. El accionamiento se refiere al funcionamiento de
la máquina, el cual puede ser: manual, electromotriz, combustión interna, a vapor, hidráulico, neumático, etc.
Sistema motriz. De acuerdo al tipo de accionamiento o sistema motriz se puede tener:

Sistema eléctrico. Se deben describir las siguientes características con respecto al motor: voltaje (voltios), corriente (amperios), frecuencia del motor (hertz), configuración de las conexiones del motor (en estrella o en triángulo), fase (monofásico o trifásico), potencia (Kw - kilovatios, HP - caballos de potencia, Cv – Caballos de vapor), velocidad (rpm).
Sistema hidráulico. En un sistema hidráulico se describen las siguientes características que generalmente están ligadas a la bomba del sistema: presión (Psi), caudal (gal/min), potencia (HP, Kw, Cv), velocidad (rpm), capacidad (gal).
Datos del motor (Grabados en la placa)
Sistema neumático. En un sistema neumático se describen las siguientes características: presión (psi), capacidad (ft³) y el tipo de motor eléctrico que opera el equipo (ver características del motor eléctrico) y/o el compresor completo.

Sistema motriz de combustión interna. En algunos casos las máquinas son movidas por sistemas motrices de combustión interna como son: motores a gasolina, diesel y gas. En este sistema se describe la potencia del motor (Hp, Kw, Cv) y la velocidad (rpm), configuración (en línea, transversal o en V) y el volumen de cilindros (litros).
Transmisión de potencia. En esta parte de la ficha se describe el tipo de transmisión de potencia: por cadena, por correa o por engranajes.
Por cadena. Para describir este tipo de transmisión se debe tener en cuenta lo siguiente: piñones (diámetro exterior, diámetro interior, número de dientes), cadena (el tipo de rodillos, paso de la cadena, longitud del eslabón y extensión).

Por correa. Para describir este tipo de transmisión se debe caracterizar el tipo de correa (plana, trapezoidal, acanalada, dentada, eslabonada, redonda, sincrónica, asincrónica), longitud de la correa (mt o pies), ancho de la correa (pulgadas). También se describe el tipo de polea (perfil del canal: trapezoidal, recto, etc.), diámetros de la polea (diámetro mayor, diámetro menor y diámetro interno o de eje).
Por engranajes. Para describir este sistema de transmisión se tienen en cuenta las siguientes características: tipo de engranajes o dientes (rectos, cónicos, sin fin, helicoidal, cremallera), número de dientes del piñón, diámetros (exterior, interno y de base) y el paso del piñón.
Sistema eléctrico. En esta parte se describen las características del sistema eléctrico: voltaje (voltios), corriente (amp.), tipo de corriente (alterna o continua), tipo de conexión (monofásica, trifásica, en serie o en paralelo), transformadores, etc.
Sistemas de control. En esta sección se describen los controles que tiene la máquina: controles eléctricos (tableros eléctricos, protecciones eléctricas, variadores, servos, etc.), neumáticos (válvulas, pistones, cheques, etc.), e hidráulicos (válvulas, cheques, retornos, desfogues, pistones, etc.).
Descripción de otros sistemas. En este parte se describen otros sistemas constitutivos de las máquinas como lo son: sistema de temperatura (eléctrico o a vapor), sistemas de ventilación o enfriamiento, sistemas de transporte, sistemas de corte, sistemas de elevación, sistemas de compactación, etc.
Lubricantes y grasas. En esta sección se deben anotar los diferentes tipos aceites y grasas utilizadas por los diferentes sistemas. Para cada uno de ellos se debe describir (viscosidad del aceite, tipo: sintético o mineral, cantidad, tiempo de uso, con agentes detergentes, resistencia a la temperatura, etc.).
Seguridad. Se deben citar todas las recomendaciones de seguridad que se deben tener tanto en el manejo como en la operación de la máquina.
Operación. Se describe cómo debe ser la operación de la máquina.
Planos, esquemas, fotos y manuales. En esta parte se debe relacionar o documentar la información técnica de la máquina.

En el archivo: FORMATOS.xls: Hoja 5: “FORMATO 5” encontrará un modelo de ficha técnica en mantenimiento.
5.2.3 Programación del Mantenimiento
Una vez elaborado el inventario de los equipos, se ha determinado cuáles de ellos son críticos y se han definido las características técnicas de los mismos. Estamos ahora en disposición de definir el plan de mantenimiento a aplicar en su empresa.
El plan de mantenimiento es un documento que contiene el conjunto de tareas de mantenimiento programado que debemos realizar en una planta para asegurar los niveles de disponibilidad que se requieran de los equipos. Este es un documento vivo, pues sufre de continuas modificaciones, fruto del análisis de las incidencias que se van produciendo en la planta y del análisis de los diversos indicadores de gestión.
La elaboración del plan de mantenimiento atraviesa una serie de fases, las primeras son la ya vistas: inventario de equipos, determinación de los equipos críticos y establecimiento de las fichas técnicas. Los planes engloban actividades como:
Planes de mantenimiento. Procedimientos operativos, tanto de producción como de mantenimiento. Modificaciones o mejoras posibles. Determinación del stock de repuestos que es deseable que permanezca en
la planta.
Tras analizar la criticidad de los equipos de la planta, se plantean las siguientes actividades:
Determinación de los fallos funcionales y técnicos de los sistemas que componen cada uno de los equipos.
Determinación de los modos de fallo, tanto funcionales como técnicos. Estudio de las técnicas de un fallo, clasificación en fallos a evitar y fallos a
amortiguar. Determinación de medidas preventivas que eviten o amortigüen los efectos
de los fallos. Selección de las tareas de mantenimiento para cada uno de los
subsistemas de las máquinas. Determinación de las frecuencias óptimas para cada tarea. Agrupación de las tareas en rutas y gamas de mantenimiento, y elaboración
del plan inicial de mantenimiento. Puesta en marcha de las rutas y gamas, y correcciones al plan inicial. Redacción de procedimientos de realización de las rutas o gamas.

Hay que recordar que un buen plan de mantenimiento por sí solo no se reduce a cero averías. Un buen mantenimiento comienza en el momento del diseño del equipo, y desde luego, en la decisión de compra. Un equipo o una instalación mal diseñada, por muy bien atendida que esté, siempre tendrá más posibilidad de sufrir fallos que una instalación con un diseño robusto. En segundo lugar, un buen mantenimiento continúa con un buen uso del equipo. El cumplimiento de las especificaciones (las condiciones medioambientales, la calidad de los suministros de electricidad, agua de refrigeración, etc.) y un uso cuidadoso por parte del personal encargado de utilizarlos, reducen enormemente el número de incidentes. El plan de mantenimiento no es más que el tercer eslabón en la cadena que conduce a una alta disponibilidad al mínimo costo.
El plan de mantenimiento debe ser, entre otras cosas, realizable. Si elaboramos una lista de tareas enorme y exhaustiva, las agrupamos de forma poco práctica o intentamos documentar cada aspecto relacionado con su realización, por pequeño que sea, conseguiremos un plan de mantenimiento que será más teórico que práctico y que probablemente no se lleve a cabo. Hay una regla de oro para la realización de planes de mantenimiento: da mejores resultados un plan de mantenimiento incompleto que se lleva a la práctica que un plan de mantenimiento exhaustivo y perfecto que no se realiza.
5.2.3.1. Determinación de fallos funcionales y fallos técnicos
Definiremos como fallo funcional aquel fallo que impide al equipo o al sistema analizado cumplir su función. Así, si analizamos el sistema de lubricación de un compresor, un fallo funcional podría ser “el sistema no lubrica”.
Para determinar un fallo funcional, tenemos que determinar la función que cumple y definir el fallo como el no cumplimiento de su función. Otros ejemplos: el fallo funcional de una bomba será que no bombea; el fallo funcional de un sistema de refrigeración será que no consigue enfriar.
Un fallo técnico es aquel que no impidiendo al equipo que cumpla su función, supone un funcionamiento anormal del mismo. Volviendo a los ejemplos anteriores, algunos fallos técnicos de un sistema de lubricación podrían ser:
Fuga de aceite. Temperatura del aceite muy alta. Presencia de agua en el aceite.
Estos fallos, aunque de una importancia menor que los fallos funcionales, suponen funcionamientos anormales que pueden llevar a una degradación acelerada del equipo y acabar convirtiéndose en fallos funcionales.
Las fuentes de información para determinar los fallos y los modelos de fallos que pueden presentarse en un equipo son diversas. Entre las principales podemos citar las siguientes:

Histórico de averías
El histórico de averías es una fuente de información valiosísima a la hora de realizar un plan realmente efectivo. El estudio del comportamiento de una instalación, equipo, sistema o elemento a través de los documentos en que se registran las averías e incidencias que pueda haber sufrido en el pasado, nos aporta una información esencial para la identificación de fallos.
En muchos casos, por desgracia la mayoría, no existe un archivo histórico de averías, un archivo en el que se haya registrado de forma sistemática cada una de las averías que ha tenido el equipo en un periodo determinado. Pero con algo de imaginación, siempre es posible buscar una fuente que nos permita estudiar el historial del equipo:
Estudio de las paradas de trabajo, de averías, etc. Agrupando las paradas de trabajo por equipos es posible deducir las incidencias que han afectado a la máquina en un periodo determinado.
Facturas de repuestos. Es laborioso, pero en caso de necesitarse, puede recurrirse al departamento de contabilidad para que facilite las facturas del material y/o repuestos consumidos en mantenimiento en un periodo determinado (preferiblemente largo, ejemplo: 5 años). De esta información es posible deducir las incidencias que han podido afectar al equipo que se estudia.
Diarios de incidencias. El personal a turnos utiliza en ocasiones diarios en los que refleja los incidentes sufridos como medio para comunicárselos al turno siguiente. Del estudio de estos diarios también es posible obtener información sobre averías e incidentes en los equipos.
Otras fuentes de información son:
Personal de mantenimiento
Siempre es conveniente conversar con cada uno de los miembros que componen la planilla para que den su opinión sobre los incidentes más habituales y las formas de evitarlos. Esta consulta ayudará además, a que el personal de mantenimiento que después será el que lleve a cabo el plan, se implique. Es conveniente tener en cuenta que la falta de implicación del personal de mantenimiento en la elaboración del plan será una dificultad para su puesta en marcha.
Personal de producción
Igual que en el anterior apartado, la consulta al personal de producción no ayudará a identificar los fallos que más les incomodan. Como el personal de producción puede ser muy numeroso, es conveniente limitar la consulta a los responsables

directos, es decir, a los mandos intermedios de producción, pues suelen conocer perfectamente los problemas más habituales.
Documentación del equipo
La documentación del equipo suele contener un apartado en el que se detallan los fallos más habituales y la forma de proceder.
5.2.3.2 Clasificación de los fallos
Será muy importante estudiar las consecuencias que tiene cada uno de los fallos que se ha determinado. Según esas consecuencias, decidiremos si el fallo debe ser evitado (cuando las consecuencias del fallo sean inadmisibles) o tan solo deban buscarse formas de amortiguar sus efectos, de manera que estos, en caso de producirse sean mínimos. Por tanto existen dos categorías posibles:
Fallos a evitar. Fallos a amortiguar.
Evitar un fallo es más costoso, en general, que amortiguar o minimizar sus efectos, por lo que la primera calificación debe reservarse únicamente a aquellos fallos cuyas consecuencias derivan en un costo muy alto.
En general podemos decir que los fallos funcionales en equipos cuyo modelo de mantenimiento es de alta disponibilidad o el sistemático, deben ser evitados; sin embargo, no es necesario que sean evitados los fallos técnicos en estos mismos equipos, tan solo debe tratarse de buscar formas de amortiguar sus efectos.
MANERAS DE PROCEDER ANTE UN FALLO
Equipos con modelo de mantenimiento de alta disponibilidad
Fallos funcionales: A EVITARFallos técnicos: A AMORTIGUAR
Equipos con modelo de mantenimiento sistemáticoFallos funcionales: A EVITARFallos técnicos: A AMORTIGUAR
Equipos con modelo de mantenimiento condicionalFallos funcionales: A AMORTIGUARFallos técnicos: A AMORTIGUAR
Equipos con modelo de mantenimiento correctivoNo se estudia

En los equipos cuyo modelo es el condicional, tanto los fallos funcionales como los técnicos deberían ser tratados como fallos a amortiguar.
Evitar los efectos de un fallo implica, casi siempre, evitar que el fallo se produzca. Amortiguar sus efectos no implica que no deba producirse, sino que sus efectos sean minimizados. Para ello, en la mayor parte de los casos basta con buscar formas de detectarlos a tiempo, antes de que tenga incidencia en la producción o implique un alto costo de reparación. En otros casos, implicará prever cómo actuar si se produce: tener equipos duplicados, preparar procedimientos de actuación en caso de fallo, estudiar medidas provisionales (anular un determinado detector, por ejemplo), etc.
5.2.3.3. Determinación de los modos de fallo
Una vez determinados los fallos que puede presentar un equipo, un sistema funcional de un equipo o un elemento (dependiendo de qué hayamos tomado como referencia para establecer el plan de mantenimiento), deben estudiarse los modelos de fallo. Podemos definir los modos de fallo como las circunstancias que acompañan un fallo concreto.
Volviendo al ejemplo anterior, analicemos el fallo funcional “el sistema no lubrica”. Los modos de fallo pueden ser los siguientes:
El sistema no lubrica por no tener aceite en el depósito. El sistema no lubrica por obstrucción en algún conducto. El sistema no lubrica porque la bomba de lubricación no funciona. El sistema no lubrica porque los filtros están obstruidos.
Cada fallo, funcional o técnico, puede presentar múltiples modos de fallo. Es muy importante determinar todos los modos de fallo posible, pues solo así es posible realizar un análisis completo y exhaustivo.
5.2.4. Actividades de mantenimiento
Son los trabajos que podemos realizar para cumplir el objetivo de evitar el fallo o minimizar sus efectos. Las tareas de mantenimiento pueden, a su vez, ser de diferentes tipos.
5.2.4.1 Calibración
La calibración consiste en realizar los correctivos de funcionamiento y poner a los equipos en las condiciones iniciales de operación, mediante el análisis de sus partes o componentes; actividad que se hace a través de equipos, instrumentos, patrones o estándares.
5.2.4.2. Inspección

Consiste en hacer un examen minucioso en forma visual y mediante elementos de medición de cada una de las partes y componentes del equipo, con el fin de comprobar que el estado de funcionamiento es óptimo y que está de acuerdo con las características y condiciones de construcción y operación dadas por los fabricantes de los equipos. La inspección puede clasificarse en tres tipos:
Evaluación física de equipos
Cada uno de los equipos debe ser evaluado en su estado físico y funcional por el servicio de mantenimiento, antes de ser sometido a cualquier acción de mantenimiento.
Apariencia de los equipos
Los equipos con rasguños menores, hendiduras, decoloración, o cualquier otro defecto que no afecte el funcionamiento, no pueden ser considerados como inservibles. Sin embargo, tales defectos deberán ser programados para la debida corrección, dependiendo de la disponibilidad del mismo.
Verificación de la integridad mecánica de los equipos
Se considera que un equipo está completo cuando posee todos los elementos eléctricos, mecánicos y demás accesorios originales ensamblados de fábrica y que son indispensables para el perfecto funcionamiento del mismo.
La placa de identificación del equipo es un componente especial y deberá permanecer adherida al mismo. Todo equipo contiene accesorios que son indispensables para su funcionamiento, los cuales deben relacionarse como parte del equipo.
Nota: En el ANEXO No. 1 se encuentra un documento donde se amplía el tema de inspecciones de mantenimiento.
5.2.4.3. Limpieza – Principios de mantenimiento autónomo
Consiste en la remoción de elementos extraños o nocivos a la estructura de los equipos.
Esta actividad puede ser realizada por el operario mismo de la máquina o equipo y hace parte de una técnica de mantenimiento llamada “Mantenimiento Autónomo”.
Nota: Ver ANEXO No. 2 en el documento mantenimiento autónomo se ampliará esta información.
5.2.4.4 Lubricación – Rutas de lubricación

El Programa de Lubricación de Clase Mundial, establece el enfoque de la excelencia en lubricación para construir confiabilidad. En este enfoque los lubricantes no son considerados como bienes consumibles o desechables, que deben ser comprados al menor precio y drenados cuando ya no sirven. La nueva visión define a los lubricantes como un activo importante durable y parte de la maquinaria, que debe ser adecuadamente administrado y protegido. Este proceso de protección inicia desde el día que el lubricante es especificado para cada maquinaria, se compra y recibe, hasta el momento en que es drenado del componente y dispuesto adecuadamente.
Nota: Ver ANEXO No. 3 Lubricación; en este documento usted tendrá a su alcance la información necesaria para la implementación de un programa de lubricación en su empresa.
En el archivo FORMATOS.xls, Hoja 6: “FORMATO 6”. Se puede observar un modelo de PROGRAMA DE LUBRICACIÓN.
En el archivo FORMATOS.xls, Hoja 7: “FORMATO 7”. Se puede observar un modelo de HOJA DE RUTA DE LUBRICACIÓN.
5.2.4.5 Pruebas de funcionamiento
Son pruebas que se efectúan a cada equipo para determinar si su funcionamiento, está de acuerdo con las características de rendimiento y seguridad establecidas en el diseño y fabricación de estos. Los equipos que no reúnen estas exigencias se consideran no aptos para la prestación del servicio. Las pruebas deben ser realizadas por el personal técnico capacitado en cada uno de los diferentes equipos.
5.2.5. Control de la ejecución del mantenimiento
Una vez se hayan establecido los equipos a ser incluidos al mantenimiento y se hayan determinado las clases de fallos y las actividades de mantenimiento, se debe establecer el programa general de mantenimiento en un cronograma general.
Se requiere de una tabla de criterios (frecuencias de mantenimiento preventivo). Esta tabla le indicará al sistema con qué frecuencia debe generar las órdenes de trabajo, o su gráfico de mantenimiento preventivo, así como el establecimiento de otros parámetros para su programa.
Requiere planear sus operarios y contratistas para sus órdenes de trabajo de mantenimiento preventivo, su programa necesitará de códigos de oficios y actividades. Adicionalmente necesitará ingresar estos datos a la base de datos electrónica o enlazarlos de alguna manera con su programa de mantenimiento preventivo.

La planeación y el uso de materiales y refacciones en los registros del mantenimiento preventivo por máquina, requiere ingresar con anticipación los artículos de inventario y enlazarlos a su programa de mantenimiento preventivo.
Debe tener procedimientos detallados o listados de rutinas, listos en el sistema o en algún procesador que facilite su control, también es buena idea mantenerlos en un archivo por máquina o equipo. Busque siempre soluciones simples.
Tabla de frecuencias de mantenimiento preventivo. Una vez que ha seleccionado la maquinaria y equipo que será incluido en su programa de mantenimiento preventivo, necesitará determinar qué frecuencia va a utilizar en cada orden de trabajo que se ha de emitir.
Una máquina pude llegar a tener programados varios mantenimiento preventivos, los que van desde simple inspección, ruta de lubricación, análisis de aceite, reposición de partes, diagnósticos de predictivo, etc.
Por lo que sugerimos utilizar criterios como, múltiplos de 28 días, horas de operación, piezas producidas, o bien emitir una orden de trabajo de inspección previa a la ejecución del mantenimiento preventivo.
Si requiere de toma de lecturas, inspección diaria o rutas de lubricación, necesitará de un programa de tareas que soporte este tipo de mantenimiento preventivo.
Como puede observar, esto puede incrementar su carga de trabajo, deberá utilizar entonces un sistema basado en la confiabilidad de máquina, sub-ensamble o componente, así como historiales de intervenciones.
Calendario. Deberá determinar un número de días entre las inspecciones o ejecución de los MP. Usualmente la mayoría de su equipo caerá dentro de esta categoría. Este tipo de mantenimiento preventivo es más fácil de establecer y controlar.
Uso. El número de horas, litros, kilogramos, piezas u otra unidad de medición en las inspecciones, requiere que alguna rutina sea establecida para obtener la lectura y medición de los parámetros.
Calendario / Uso. Una combinación de los dos anteriores. Entre 30 días o 100 horas lo que ocurra primero. Solamente se requiere una rutina de medición y lectura de los datos.
En el archivo FORMATOS.xls, Hoja 8: “FORMATO 8”. Se puede observar un modelo de PROGRAMA GENERAL DE MANTENIMIENTO PARA EQUIPOS INDUSTRIALES (PROGRAMA SEMESTRAL).

En el archivo FORMATOS.xls, Hoja 9: “FORMATO 9”. Se puede observar un modelo de PROGRAMA GENERAL DE MANTENIMIENTO PARA VEHÍCULOS (PROGRAMA EN KM).
5.2.5.1 Orden de servicio
Las “ordenes de servicio” son generadas cada vez que se advierte que un trabajo de mantenimiento es necesario.
Las ordenes de servicio de mantenimiento son provocadas por “solicitudes de trabajo” que luego de ser firmadas por el Jefe de Mantenimiento se convierten en “órdenes de trabajo”.
En el archivo FORMATOS.xls, Hoja 10: “FORMATO 10”. Se puede observar un modelo de Formato Orden de servicio
5.2.5.2 Flujograma de control del procesamiento de la orden de servicio o trabajo
El siguiente esquema muestra cómo se realiza el control del mantenimiento a través de la generación de las órdenes de servicio o trabajo.
FLUJOGRAMA DEL CONTROL DE LAS ÓRDENES DE TRABAJO O SERVICIO


5.2.5.3 Hoja de vida de equipos
Finalmente para llevar un registro de los trabajos realizados en mantenimiento, se debe consignar la información de todas las tareas que se ejecutan en un equipo y esto se logra con la hoja de vida de los equipos.
Nota: Ver ANEXO No. 4 Hoja de vida de los equipos.
5.3 VERIFICAR EL PROGRAMA DE MANTENIMIENTO
Este punto es muy importante, sin embargo, es comúnmente pasado por alto en el plan de mantenimiento preventivo.
Muchos programas de mantenimiento preventivo bien planeados fallarán debido a que este paso es dejado fuera del plan. Si usa un sistema computarizado, no hay ninguna razón para pasar por alto esta función. Una base de datos electrónica proporciona muchos reportes que pueden ser usados para medir el funcionamiento. El truco real es poner los puntos de referencia para obtener los parámetros a medir.
Algunos ejemplos:
¿Cuántas órdenes de trabajo de emergencia o urgentes emitieron durante el mes?
¿Cuál es el gasto mensual en mano de obra y materiales por reparaciones en mantenimiento?
¿Cuántos equipos tiene con problemas crónicos?
¿Cuál es su nivel corriente de actividad de mantenimiento preventivo en relación con la actividad total de órdenes de trabajo dentro de mantenimiento?
¿Cuál es el valor corriente de su inventario y cuál ha sido el promedio en los últimos seis meses?
Existen muchos reportes más, sin embargo, estos pueden darle algunas ideas. Todas estas preguntas pueden ser contestadas con los reportes estándar. Realizar mediciones una vez al mes es más que recomendable.
5.3.1 Revisión del plan
Recuerde, haga de su programa de mantenimiento preventivo un programa activo, revisando su plan constantemente; cada vez que obtenga los reportes del progreso debe revisar y ajustar su plan.
Por ejemplo, si un equipo en particular se muestra en la lista cada vez que consulta el reporte resumen de costos por equipo, revise el programa de

mantenimiento preventivo para ese equipo y si es posible, haga ajustes que reduzcan la cantidad de reparaciones de mantenimiento (correctivo) que se tiene que realizar a este equipo. Para ello debe poner particular atención en este equipo, puede ser que su programa o el trabajo técnico no estén siendo efectivos.
Si su programa no parece avanzar a través de las metas que propuso, entonces ajuste sus metas, conduciendo una revisión detallada de todos los programas y realice los ajustes necesarios para llevar su programa por un buen camino.
Otro consejo de valor:"PLANEE SU TRABAJO Y TRABAJE CON SU PLAN"
Si solo adiciona un poco de las recomendaciones -no espere poder ejecutar su plan de mantenimiento preventivo en forma correcta, por otra parte, no podrá prever todos los imponderables. Digamos que cada vez que cambie el programa de producción, su plan de mantenimiento preventivo necesitará algunos ajustes.
Por ejemplo: cuando la maquinaria y equipos están bajo una producción máxima, el programa de MP es totalmente diferente al programa que se ejecuta cuando la producción es baja.
Nota: para verificar el nivel de cumplimiento de su programa de mantenimiento se puede utilizar FORMATOS.xls: Hoja 1. FORMATO 1: instrumento de diagnóstico utilizado al comienzo de este programa.
5.4 ACTUAR – LA MEJORA CONTINUA DEL PLAN DE MANTENIMIENTO
El plan de mantenimiento no es algo estático, que una vez creado pueda permanecer inalterable durante meses o años. Podemos decir, más bien, que es al contrario: si un plan de mantenimiento permanece inalterado durante más de 6 meses, seguramente no se está usando.
A medida que lleva a cabo el plan y se van realizando las distintas gamas de mantenimiento, se detectan mejoras que pueden introducir: tareas a las que hay que cambiar la frecuencia, tareas que resultan innecesarias y que no aportan ninguna mejoría al estado de la instalación o en el costo del mantenimiento; o tareas que se habían olvidado y que aparecen como necesarias. En otras ocasiones, es el mantenimiento correctivo el que genera modificaciones en el plan de mantenimiento.
También tiene suma importancia hacer la medición de los objetivos y metas planteados al comienzo del programa, este le proporciona una herramienta de comparación y de corrección de su programa (Ver en el archivo FORMATOS.xls: FORMATO 2. Matriz de objetivos

6. MANTENIMIENTO SEGURO
6.1 Identificación de peligros y riesgos en mantenimiento Toda actividad de mantenimiento trae consigo peligros que al no ser identificados y valorados, pueden ocasionar la exposición directa a ellos y si no se tienen las medidas de mitigación pueden redundar en un evento negativo.
Ver ANEXO No. 5 Procedimiento de Identificación de Peligros y Riesgos, según la Metodología Bolívar.
Ver ANEXO No. 6 Matriz de Peligros y Riesgos Resultante de las Actividades de Mantenimiento.
6.2 Procedimientos seguros de trabajo en mantenimiento
El programa de mantenimiento preventivo debe incluir procedimientos detallados que deben ser completados en cada inspección o ciclo. Existen varias formas para realizar estos procedimientos en las órdenes de trabajo de mantenimiento preventivo.
Los procedimientos permiten insertar detalles de liberación de máquina o equipo, trabajo por hacer, diagramas a utilizar, planos de la máquina, ruta de lubricación, ajustes, calibración, arranque y prueba, reporte de condiciones, carta de condiciones, manual del fabricante, recomendaciones del fabricante, observaciones, etc.
Debe relacionar los procedimientos a la orden de trabajo y los reportes maestros individuales de mantenimiento preventivo. De ser posible debe utilizar o diseñar procedimientos para las órdenes de trabajo correctivo o rutinario. En algunos casos se sitúan los procedimientos en un lugar específico en la máquina.
También debe utilizar un procesador de palabras externo para esta función, y programas para planos, dibujos y fotografías.
Otros procedimientos inherentes al mantenimiento son los considerados críticos por la exposición de los trabajadores a ciertos peligros, entre ellos tenemos:
Procedimiento de trabajo seguro en alturas. Procedimiento de trabajo seguro para el riesgo eléctrico. Procedimiento de trabajo seguro en espacios confinados. Procedimiento de trabajo seguro con energías peligrosas.
6.3 BLOQUEO Y ETIQUETADO
Surge como herramienta de seguridad para el mantenimiento de máquinas y equipos.

Ver ANEXO No. 7 Programa de energías peligrosas residuales.
6.4 NORMAS PARA EL PERSONAL DE MANTENIMIENTO
El personal de mantenimiento debe regirse bajo normas de seguridad para evitar que sucedan eventos con consecuencias negativas.
Para ello se plantean en este programa, las normas básicas para el trabajo en mantenimiento.
Ver ANEXO No. 8 Normas para el personal de mantenimiento eléctrico.
Ver ANEXO No. 9 Normas para el personal de mantenimiento mecánico.
7. INVENTARIOS DE REPUESTOS
Uno de los costos mas importantes del departamento de mantenimiento lo constituye el consumo de repuestos, por tanto, además de optimizar el consumo de repuestos, hay que buscar un compromiso entre la cantidad de dinero a inmovilizar en la adquisición de repuestos y la disponibilidad deseada en la planta.
7.1 CLASIFICACIÓN DE LOS REPUESTOS
Para ayudarnos en la identificación de las piezas, podemos agrupar el repuesto desde varios puntos de vista.
Categorías en las que se puede dividir el repuesto: Piezas sometidas a desgaste. Consumibles. Elementos de regulación y mando mecánico. Piezas móviles. Componentes electrónicos. Piezas estructurales.
Según las necesidades de stock en la planta se pueden dividir las piezas en tres categorías:
Repuesto A: piezas que es necesario mantener en stock en la planta. Repuesto B: piezas que es necesario tener localizadas, con proveedor,
teléfono y plazo de entrega. Repuesto C: piezas que no es necesario prever, pues un fallo en ellas no
afecta la operatividad de la planta.
Podemos clasificar el material por tipo de aprovisionamiento en tres categorías:
Pieza estándar: es la pieza incorporada por el fabricante en el equipo y que puede ser comprada a varios proveedores.
Pieza especifica del fabricante de la máquina: es la pieza diseñada por el fabricante de la máquina, que es específica de él.
Pieza especifica a medida: es la pieza diseñada para una determinada máquina, que se puede construir bajo plano y por lo tanto, puede ser construida por cualquier taller especializado.
7.2 ASPECTOS A TENER EN CUENTA EN LA SELECCIÓN DEL REPUESTO
Hay cinco aspectos que debemos tener en cuenta a la hora de seleccionar el stock de repuesto:
Criticidad del equipo. Consumo. Plazo de aprovisionamiento. Costo de la pieza. Costo de la pérdida de producción.
7.3DETERMINACIÓN DEL REPUESTO QUE DEBE PERMANECER EN STOCK
Para determinar los repuestos que deben permanecer en stock es básico estudiar los modos de fallos. 8. SELECCIÓN DE PROVEEDORES DE MANTENIMIENTO
Una parte muy importante de la ejecución del mantenimiento, es la consecución de repuestos y servicios de calidad, y este parámetro parte de la elección del proveedor de repuestos o de servicios.
Ver ANEXO No. 10 Procedimiento de selección de proveedores de mantenimiento.
9. COMPENTENCIAS DEL PERSONAL DE MANTENIMIENTO
La definición de las competencias parte de la formación de los mecánicos que intervienen en el mantenimiento, por ello se define la matriz de capacitación, y las entidades que pueden apoyar el profesionalismo del mantenimiento.
Ver ANEXO No. 11 Matriz de capacitación de los trabajadores en mantenimiento.
Ver ANEXO No. 12 Perfil Jefe de Mantenimiento.
Ver ANEXO No. 13 Perfil Supervisor de Mantenimiento.
Ver Anexo 14. Perfil Mecánico.

BIBLIOGRAFÍA
Manual de Gestión de Mantenimiento a la Medida. 2003 Oficina de Ciencia y Tecnología. Derechos Reservados. Organización de los Estados Americanos.
Organización y gestión integral de mantenimiento. Santiago García Garrido. Editorial Díaz de Santos.
Noria Latín América, S.A. de C.V., Paseo de Jerez 327 A-201 León. México.
Metalforming, Abril 2007, http://mexico.pma.org
www.mantenimientoplanificado.com

GLOSARIO
Mantenimiento Preventivo: se define como la acción técnica administrativa que se lleva a efecto para el cuidado e inspección sistemática de un equipo o elemento; con el propósito de mantenerlos en buen estado de funcionamiento y evitar y detectar fallas menores antes de que estas se conviertan en defectos mayores.
Mantenimiento Correctivo: el mantenimiento correctivo, es la acción técnica administrativa que se utiliza cuando un equipo e instalación ha dejado de funcionar o funciona defectuosamente y se tiene que entrar a reparar.
Mantenimiento Predictivo: es más una filosofía que un método de trabajo. Se basa fundamentalmente en detectar una falla antes de que suceda, para dar tiempo a corregirla sin perjuicios al servicio; se usan instrumentos de diagnóstico y pruebas no destructivas. Por ejemplo, permite estimar la vida que le resta a un equipo, aislamiento, rodamientos, recipientes, motores, etc.
Calibración: la calibración consiste en realizar los correctivos de funcionamiento y poner a los equipos en las condiciones iniciales de operación, mediante el análisis de sus partes o componentes, actividad que se hace a través de equipos, instrumentos, patrones o estándares.
Inspección: consiste en hacer un examen minucioso en forma visual y mediante elementos de medición de cada una de las partes y componentes del equipo, con el fin de comprobar que el estado de funcionamiento es el óptimo y que está de acuerdo con las características y condiciones de construcción y operación dadas por los fabricantes de los equipos.
Evaluación: cada uno de los equipos debe ser evaluado en su estado físico y funcional por el servicio de mantenimiento, antes de ser sometido a cualquier acción de mantenimiento.
Apariencia: los equipos con rasguños menores, hendiduras, decoloración o cualquier otro defecto que no afecte el funcionamiento, no pueden ser considerados como inservibles. Sin embargo, tales defectos deberán ser programados para la debida corrección, dependiendo de la disponibilidad del mismo.
Integridad: se considera que un equipo está completo cuando posee todos los elementos eléctricos, mecánicos y demás accesorios originales ensamblados en fábrica y que son indispensables para el perfecto funcionamiento del mismo.
Limpieza: consiste en la remoción de elementos extraños o nocivos para la estructura de los equipos.

Lubricación: es la acción por medio de la cual se aplica un elemento viscoso entre cuerpos rígidos y móviles, con el fin de reducir la fricción y el desgaste de las partes.
Pruebas de Funcionamiento: son pruebas que se efectúan a cada equipo, para determinar si el funcionamiento de este, está de acuerdo con las características de rendimiento y seguridad establecidas en su diseño y fabricación. Los equipos que no reúnen estas exigencias se consideran no aptos para la prestación del servicio. Las pruebas deben realizarlas el personal técnico capacitado en cada uno de los diferentes equipos.
Mantenibilidad: es una característica de diseño, mide la aptitud de que un bien pueda ser mantenido.
Falla: alteración de la aptitud de un bien para cumplir una función requerida.
Parada: interrupción de la aptitud de un bien para cumplir una función requerida.
Desvarada: acción que se ejecuta sobre un bien parado, con el fin de ponerlo a funcionar antes de su reparación.
Reparación: intervención definitiva de mantenimiento correctivo.
Durabilidad: es considerada como la esperanza de vida de un bien.
Confiabilidad: aptitud de un bien para cumplir una función requerida en unas condiciones dadas y en un tiempo dado.
ANEXOS
ARCHIVO: FORMATOS.xls
ANEXO No. 1 INSPECCIONES DE MANTENIMIENTO
ANEXO No. 2 MANTENIMIENTO AUTÓNOMO
ANEXO No. 3 LUBRICACIÓN
ANEXO No. 4 HOJA DE VIDA DE LOS EQUIPOS
ANEXO No. 5 PROCEDIMIENTO DE IDENTIFICACIÓN DE PELIGROS
ANEXO No. 6 MATRIZ DE PELIGROS
ANEXO No. 7 BLOQUEO Y ETIQUETADO
ANEXO No. 8 NORMAS PERSONAL ELÉCTRICO
ANEXO No. 9 NORMAS PERSONAL MECÁNICO
ANEXO No. 10 SELECCIÓN Y EVALUACIÓN DE PROVEEDORES
ANEXO No. 11 MATRIZ DE CAPACITACIÓN
ANEXO No. 12 PERFIL JEFE DE MANTENIMIENTO
ANEXO No. 13 PERFIL SUPERVISOR DE MANTENIMIENTO
ANEXO No. 14 PERFIL MECÁNICO

ANEXO No. 1 INSPECCIONES DE MANTENIMIENTO
Para lograr una mayor seguridad y mejorar la productividad en la operación de los equipos, se debe desarrollar un programa regular de inspección de equipos y apegarse al mismo. Usted debe hacer este programa y debe hacerlo bien. Se deben mantener registros históricos que detallen todo tipo de inspecciones que se hayan realizado para cada uno de los equipos de producción. El fabricante de los equipos deberá proporcionarle guías con listados para inspección específicos, debido a que los diferentes modelos y diseños de los equipos requieren diferentes procedimientos de inspección. Sin embargo, existen algunas técnicas de mantenimiento que se aplican a todos los modelos de máquinas. Por ejemplo, asegurarse de que todos los dispositivos de seguridad en la operación de la máquina, así como los puntos de control de los equipos y accesorios, sean incluidos en las inspecciones regulares.
La frecuencia para efectuar las inspecciones dependerá en las condiciones de operación en la planta. En última instancia, la frecuencia de las inspecciones se establece de acuerdo con la cantidad de turnos trabajados, con la severidad en las aplicaciones y con los ciclos de producción.
Diversas categorías del personal en las plantas pueden llevar a cabo las inspecciones. Se pueden asignar las inspecciones diarias a los operadores, a los instaladores de los dados o a los supervisores de piso, como parte de sus funciones de rutina. Dichas “inspecciones diarias” se deben enfocar en la correcta lubricación de la máquina, en detectar posibles sujetadores sueltos o rotos, en sonidos inusuales provenientes de la máquina, en el funcionamiento correcto de los controles eléctricos, en la detección de dispositivos de seguridad faltantes, en el mal funcionamiento o cualquier condición anormal de la operación. Las inspecciones más detalladas, deberán programarse a intervalos predeterminados –por semana, por mes, por trimestre– y deben seguir una lista de comprobación de referencia.
Es primordial tener en cuenta las medidas de seguridad antes de la realización de una inspección. Esto significa verificar que los elementos que representen peligro de atrapamiento, contracto eléctrico, etc., estén asegurados y que se haya desconectado la energía y el suministro de aire. El proveedor de las máquinas deberá contar con información específica sobre los procedimientos de seguridad para la desconexión de la máquina, previa a una inspección. De requerirse, pueden emplearse bloqueadores de seguridad y otros equipos de seguridad. Se debe tener precaución si durante cierto tipo de inspecciones, se requiere de la activación de algunos de los sistemas en las máquinas.
La lista de puntos de revisión para las inspecciones semanales y mensuales que se indica a continuación puede ser útil como una guía general. Confirme con el fabricante de cada máquina acerca de los detalles específicos relacionados con la inspección de las máquinas en sus instalaciones.
1. CRITERIOS PARA LA INSPECCIÓN DE MANTENIMIENTO
Con el propósito de determinar el estado físico y funcional de los equipos, se han establecido criterios de inspección, teniendo en cuenta el uso y naturaleza de estos lugares en donde están ubicados para la prestación del servicio, similitud de elementos o partes que los componen, inspección y rutinas de mantenimiento.
Los criterios de inspección se han agrupado en seis categorías cada una con características especiales, las cuales permiten la evaluación de cada equipo dentro del grupo. Las inspecciones de evaluación deben ser realizadas por personal técnico calificado y con experiencia en actividades de mantenimiento de equipos en general.
1.1. Grupo ALos criterios especificados en este grupo se aplicarán a todos los equipos, con el fin de determinar la condición y estado de apariencia de los mismos.
La apariencia total y el acabado del equipo y sus partes deberán estar de acuerdo con las normas de fabricación.
El interior y exterior del equipo o elemento, deberán estar libres de oxida-ción, corrosión, soluciones, suciedad, hilachas y depósitos.
Las puertas, gavetas, paneles, tramos, cerraduras, pasadores, bisagras, se-guros, manijas, tiradores, ruedecillas, deberán estar ajustadas para que operen sin tropiezo.
Asas, clips y recipientes deberán estar ajustados apropiadamente. Botones de control, cerraduras mecánicas y palancas deberán estar adheri-
das e identificadas apropiadamente. Tuercas, pernos, tornillos y demás artículos de esta clase deberán estar de-
bidamente ajustados y en buenas condiciones. El manual del operador, siempre que sea posible, debe estar al alcance de
quien esté operando el equipo.
1.2. Grupo BLos criterios especificados para este grupo, servirán de guía para determinar la condición de los equipos o elementos que empleen cadenas, engranajes, correas, palancas, soportes, resortes o sistemas hidráulicos.
- Los engranajes deberán estar libres de contragolpes excesivos.- Las cadenas, engranajes, soportes y las superficies de apoyo no deben es-
tar desgastadas y deben estar ajustadas adecuadamente.- Los ejes y flecha motriz no deben estar desgastados excesivamente y no
deben tener un juego longitudinal.- Las correas, poleas y palancas no deben estar desgastadas, deben estar
ajustadas y alineadas apropiadamente.- Los sistemas hidráulicos con mecanismos de disparo, desenganche o cierre
no deben estar desgastados y deben estar ajustados adecuadamente.

- Los niveles de líquido deberán estar al nivel apropiado y el sistema libre de fugas o filtraciones.
1.3. Grupo CLos criterios aquí descritos serán aplicados para determinar las condiciones de los equipos que requieren para su funcionamiento de presión negativa o positiva o el uso de uno o más de los gases de inhalación tales como oxígeno u óxido nitroso.
Las partes y componentes hechos en hule y caucho, deberán permanecer en su forma y elasticidad original. No deberán presentar rajaduras, perfora-ciones ni defectos en los ajustes. La conductividad deberá verificarse conti-nuamente y constatar que está de acuerdo a las normas establecidas para estos casos.
La tubería de alta presión, deberá cumplir con lo especificado en el numeral anterior y no presentar fugas o pérdidas por forros raídos. Todos los ajustes y conexiones deberán estar en buenas condiciones y bien adheridos a las terminales.
Los controles, reguladores, indicadores de caudal y válvulas de aspersión deberán estar ajustadas de manera apropiada para que regulen el flujo del gas. Todos los indicadores de temperatura serán verificados para asegurar su precisión.
Las tapas de vidrio o plástico de los medidores, puertas de inspección y re-cipientes deberán estar libres de rajaduras y astillas y permanecer limpios y dispuestos en forma adecuada para no permitir filtraciones.
Las válvulas de seguridad y de disparo deberán estar en buenas condicio-nes de funcionamiento y no presentar oxidación ni corrosión en sus partes.
Los sistemas de conducción serán del tipo apropiado y estarán correcta-mente instalados.
1.4. Grupo DLos criterios especificados en este grupo serán aplicados para determinar las condiciones de funcionamiento de los equipos que calientan, enfrían, regulan, mezclan, bombean o circulan agua y/o producen vapor.
Los tanques calentadores de agua o productores de vapor no deberán con-tener una excesiva oxidación, corrosión, ni depósito de sólidos.
Todo empaque de cierre en material de hule, caucho, corcho o cualquiera de estas composiciones no deberá presentar quebraduras, ni desgastes que no garanticen un sello perfecto.
Los mecanismos para el cierre de las puertas y tapas deben operar libre-mente y estar ajustados para garantizar un sello perfecto.
No deben existir filtraciones de vapor o agua en las tuberías, válvulas, em-paques de válvulas, regulares de las calderas, tanques o bombas.
Todas las válvulas, reguladores, controles, trampas de vapor, etc., deberán funcionar apropiadamente.
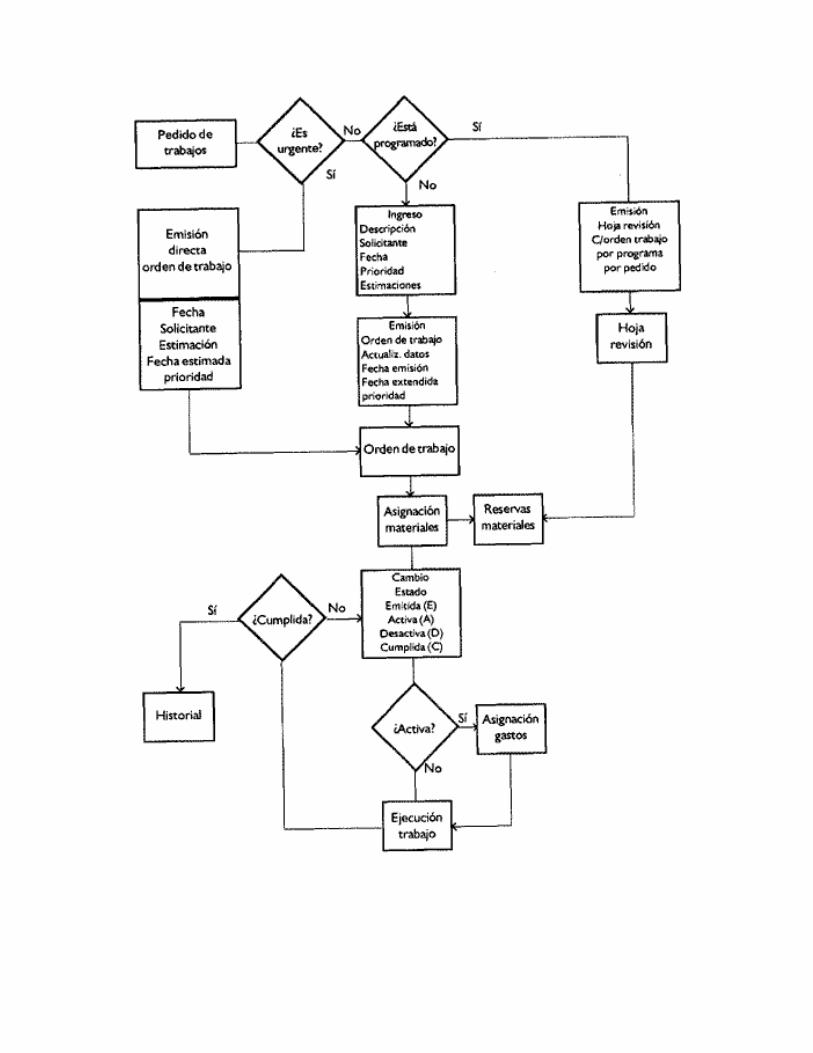
Los sistemas de calentamiento (eléctrico, combustible o vapor) proporciona-rán la temperatura apropiada y/o la presión en el tiempo prescrito bajo ope-ración normal.
Los interruptores de agua y el punto de ebullición funcionarán en perfectas condiciones.
1.5. Grupo ELos criterios especificados para este grupo serán aplicados para determinar las condiciones de los equipos que empleen componentes eléctricos o electrónicos.
Las conexiones de los equipos (receptáculos o enchufes) serán del tipo aprobado por el Código Eléctrico Internacional, estarán libres de quebradu-ras o rajaduras y deberán estar unidos en forma apropiada.
Los cables o alambres serán del calibre apropiado a la capacidad de con-ducción eléctrica y del largo adecuado, no deberán tener empalmes o unio-nes defectuosas raídas o en mal estado.
Los cables, pinzas de contacto, clavijas de conexión y terminales deben es-tar libres de óxido, corrosión o depósitos de suciedad.
Los interruptores manuales o automáticos, relevadores y selectores, no de-ben estar sucios, corroídos, ni desgastados excesivamente.
Los sistemas de conducción eléctrica serán del tipo especificado por el Có-digo Eléctrico Internacional y deberán estar instalados correctamente.
Todos los componentes eléctricos (relevadores, transformadores, conden-sadores, tubos de conducción o resistores) deben operar sin recalentarse.
Los equipos utilizados para calentar deberán producir y mantener la tempe-ratura seleccionada para la operación requerida.
Los medidores eléctricos controlarán e indicarán los resultados apropiados. Los componentes eléctricos tales como enchufes o interruptores de los
equipos a prueba de explosión, deberán cumplir con las normas estableci-das para esta clase de equipos.
Las baterías deben permanecer cargadas y no presentar quebraduras, raja-duras, ni filtraciones. El electrolito líquido debe permanecer en el nivel ade-cuado.
1.6. Grupo FLos criterios de este grupo serán aplicados para evaluar los equipos que utilizan motores eléctricos.
El motor eléctrico deberá funcionar sin excesiva variación, fluctuación o rui-do.
El motor eléctrico deberá funcionar sin aumento excesivo de temperatura, para lo cual se debe tener en cuenta el ciclo apropiado y la carga mecánica.
El acople mecánico entre el motor y la carga (correas, cadenas, engranajes, poleas y ejes) debe ser ajustado para que tenga un juego apropiado y no produzca desgastes.
Los sellos de aceite y retenedores de grasa de los miembros rotativos o al-ternativos deben estar situados adecuadamente y no presentar evidencias de filtración.
Las escobillas y conmutadores deben permanecer limpios y no estar des-gastados. Las escobillas deberán estar ajustadas apropiadamente y no pro-ducir arcos excesivos.
Los soportes del motor y de la carga mecánica deberán estar limpios, sin desgaste y lubricados adecuadamente.
2. FRECUENCIA DE LAS INSPECCIONES
Una vez evaluados los equipos cumpliendo los criterios descritos, cada uno de estos estará en condiciones de poderles elaborar un programa de mantenimiento preventivo.
2.1. El Recorrido Semanal
Equipo Neumático
Inspeccione el filtro de aire, cierre el suministro y libere la presión existente en el sistema de aire. Si la máquina no está equipada con filtro para el dre-nado automático, libere la humedad atrapada y limpie cualquier material ex-traño.
Revise la condición y la precisión del calibrador del aire y asegúrese de que se tengan las condiciones de presión correctas.
Proceda al drenado de la humedad acumulada de los tanques de aire. Si la máquina se encuentra equipada con cilindros de contra balanceo, pro-
ceda a drenar la humedad acumulada en los cilindros y confirme que los contra balanceos estén lubricados apropiadamente.
Verifique que funcionen adecuadamente las válvulas y los solenoides que coordinan el accionar del freno y del embrague. Revise la posibilidad de fugas de aire en las válvulas y reemplace la válvula completa si no funcio-na apropiadamente.
Equipo de Lubricación de las Máquinas
Drene cualquier cantidad de agua acumulada en el contenedor del lubri-cante de aire que se haya acumulado y llene el contenedor con un lubri-cante adecuado.
Revise la condición y la operación del lubricador. Revise el nivel de aceite en la reserva de lubricación (esta acción deberá
efectuarse diariamente). Revise que el sistema de lubricación no presente tubería rota o suelta,
mangueras gastadas y conexiones sueltas. Asegúrese de utilizar el tipo de lubricante adecuado en todo el sistema y de que todos los puntos corres-pondientes reciban la lubricación en la cantidad que corresponda.

Para los procedimientos de lubricación manual, confirme que todos los en-granes y todos los piñones están lubricados adecuadamente y de que to-dos los puntos que requieran de grasa o de aceite, sean lubricados según se requiera.
En aquellas máquinas que cuenten con embragues de revolución completa (embragues mecánicos), lubrique los resortes de compresión para evitar la oxidación.
Equipo Eléctrico
Revise que todos los botones de operación tengan sus protectores e ins-peccione en forma visual si alguno de ellos esta suelto, o si presenta sec-ciones agrietadas o quebradas.
Revise la respuesta operativa de todos los botones para “operación a dos manos” y confirme que los botones de Paro (Stop) y de Paro Superior (Top Stop) funcionen adecuadamente.
Inspeccione todos los interruptores selectores que sirven para la respuesta operativa en cada una de las modalidades designadas y revise el estado de desgaste o de daños que presente cada uno de los interruptores selec-tores.
Reporte a un supervisor cualquier tipo de uso no autorizado de las teclas en el selector.
Nota: si existe alguna duda sobre la operación de los botones y de los interruptores, reemplácelos.
Equipo General
Revise que todas las cubiertas y protectores de la máquina se encuentren en su lugar y que se encuentren bien asegurados.
Revise y reporte cualquier desviación de las guardas o de los dispositivos de seguridad.
Revise y reporte cualquier condición que requiera guardas de operación adicionales.
En máquinas equipadas con embragues mecánicos de revolución comple-ta, inspeccione la cadena del embrague por posible desgaste, daños, o componentes sueltos o rotos, así como también por remaches o tornillos doblados.
Revise que el mecanismo de golpe sencillo se encuentre en su lugar y asegúrese de que la cubierta del pedal de control esté montada y funcio-nando adecuadamente.
En aquellos embragues de revolución parcial (de aire), inspeccione el em-brague por la posibilidad de piezas sueltas, dañadas o quebradas, así como las fugas de aire y el grado de desgaste.
Revise que el embrague se accione y se libere adecuadamente. Revise que los frenos estén montados y ajustados apropiadamente, igual-
mente revise el desgaste del recubrimiento.

Confirme que el recubrimiento de los frenos esté libre de grasa y de aceite. Confirme que el área del dado este limpia y sin acumulación de materiales,
de trapos, piezas metálicas o desperdicios. Siga los procedimientos de lim-pieza adecuados con el fin de prevenir la ubicación de las manos en el área del dado.
2.2. Revisión Mensual
Para las inspecciones mensuales, siga con los puntos de revisión utilizados en la inspección semanal y añada los que se indican a continuación:
Equipo Neumático
Asegúrese de que se esté suministrando la presión de aire adecuada a los cilindros de contra balanceo y revise que los tornillos y las varillas de mon-taje del contra balanceo estén bien ajustadas.
También, confirme que no haya fugas en el sistema de contra balanceo. Revise la condición física del interruptor para la presión del aire y asegúre-
se de que funcione adecuadamente reduciendo la presión del aire por de-bajo del rango de operación pre-establecido para el interruptor. Al hacer esto, se evitará la operación normal de la máquina.
Revise que los calibradores de aire y el regulador de presión del aire fun-cionen adecuadamente.
Confirme que el suministro de aire sea el adecuado, que sea limpio y cons-tante.
Revise las condiciones de toda la tubería, de las mangueras y de las cone-xiones. También revise los equipos de apoyo en busca de piezas sueltas, rotas o faltantes.
Con la presión de aire activada, proceda a revisar todas las líneas y las co-nexiones de aire por posibles fugas o por secciones aplastadas o rotas.
Si la máquina cuenta con un freno de volante incorporado a ella, inspeccio-ne el desgaste de la cubierta del freno.
Inspeccione que los tornillos de montaje estén ajustados. Si cuenta con este equipamiento, revise en qué condiciones se encuentra
la válvula de seguridad en el tanque de aire y opere la válvula en forma manual para determinar si se encuentra operando en forma normal.
Equipo Eléctrico
Revise que todos los componentes eléctricos, las terminales y las conexio-nes estén bien ajustadas y verifique que no haya contactos “picados” y de-pósitos de materia extraña. Tome nota de cualquier señal de componentes sobrecalentados.
Revise que los calentadores del motor y los fusibles sean del tamaño ade-cuado.
Revise el cableado y busque daños en el aislante del mismo, también con-

firme que el bastidor de la prensa y el tablero de control estén conectados a tierra correctamente.
Inspeccione que el transformador no se sobrecaliente. Confirme que el monitor del freno funcione adecuadamente. Revise que los tornillos de montaje del motor y los tornillos de montaje del
sujetador del motor estén apretados correctamente. Limpie, lubrique y dé servicio al motor según se recomiende en el instructi-
vo del fabricante del mismo. Revise que el motor no se sobrecaliente. Nota: reemplace todos los componentes eléctricos si existe alguna duda
con respecto a su funcionalidad y asegúrese de que los componentes eléctricos estén limpios.
Repare inmediatamente o realice el mantenimiento requerido a cualquier artículo de la lista de revisión que no resulte satisfactorio, evitando usar la prensa hasta que se haya concluido con la reparación o mantenimiento co-rrespondiente. Elija las refacciones o las piezas substitutas que estén aprobadas para dicho fin. Revise los resultados después de realizar las re-paraciones encendiendo la prensa y trabajando una corrida de prueba.
En caso de que se requiera de acciones de reparación o de mantenimiento adicionales como resultado de la inspección realizada, no vuelva a operar la prensa en el ciclo de producción sin antes asegurarse de que todos los protectores y los dispositivos de seguridad se encuentren reinstalados y de que están funcionando apropiadamente.
3. FORMATOS DE INSPECCIÓN
Para la realización de las inspecciones se pueden utilizar formatos de inspección de acuerdo a las necesidades de la empresa; sin embargo, es importante dejar claro que se debe dejar registro de toda inspección por más informal que sea.
En el ejemplo 1 “Formato de inspección general”, usted podrá diseñar su propio formato con las preguntas que le apliquen a sus máquinas o equipos. Si usted lo desea, puede diseñar un formato general para todos los equipos de la planta.
4. CRONOGRAMA DE INSPECCIONES
En el programa general de mantenimiento usted deberá incluir las inspecciones de mantenimiento en cada uno de los equipos y de acuerdo a la frecuencia establecida.
ANEXO No. 2 MANTENIMIENTO AUTÓNOMO (MANTENIMIENTO PRODUCTIVO TOTAL – TPM)

El mantenimiento autónomo es una de las etapas de la preparación de las condi-ciones de implantación del TPM (Mantenimiento Productivo Total) y es la acción más difícil y que más tiempo lleva en realizar, por lo difícil que es dejar la forma habitual de trabajo.
El mantenimiento autónomo es una de las etapas de la preparación de las condi-ciones de implantación del TPM por parte del comité de implantación. Posterior-mente, en la etapa de implantación, la formación del personal en la metodología del TPM es una actividad importante. Esto nos indica que se fija en el principio y se corrige más tarde.
Estas actividades comprenden: Metodología de las cinco S, el Mantenimiento au-tónomo, Promoción y soporte total de los siete pasos del mantenimiento autónomo y Establecimiento de diagnóstico de habilidades (capacitación y adiestramiento) y procedimientos de trabajo.
El mantenimiento autónomo por los operadores es una característica única del TPM y es vital para su compañía.Esta acción es la más difícil y la que lleva más tiempo en realizar, porque a los operadores y operarios de mantenimiento se les dificulta dejar su forma habitual de trabajo. Los operadores trabajan a tiempo completo en la producción y el per-sonal de mantenimiento asume por completo las responsabilidades de las repara-ciones.
Al fomentar el TPM en su compañía, usted debe creer en la posibilidad de que, cada uno de sus colaboradores puede adoptar la autonomía en su trabajo.Adicionalmente, cada elemento tiene que ser entrenado en la destreza de hacer el mantenimiento autónomo, actividades básicas como inspección, limpieza y lubrica-ción de su propio equipo. (Mantenimiento Autónomo básico, el TPM es mucho más).
La falta de las tareas de inspección del equipo productivo, reaprietes, limpieza, re-moción de rebaba, polvo, contaminantes y lubricación, promueven la corrosión, tiempos perdidos y defectos de calidad. Sin embargo, la capacitación y el adiestramiento no terminan con el mantenimien-to básico del equipo por el operador. La capacitación debe enfocarse a cursos como: análisis de causa raíz, lógica secuencial, cursos básicos de electricidad, mecánica, neumática, hidráulica, líneas de fuerza, ergonomía, ecología, etc., todos ellos dependiendo de las necesidades de cada planta. Pero nunca se debe espe-rar a que los operadores sean técnicos especializados en cada una de estas técni-cas, pero sí especialistas de su propia máquina o equipo.
Por ejemplo, la lógica secuencial trata del binomio hombre-máquina, donde se ob-tiene la comprensión del lenguaje máquina-hombre, hombre-máquina. Una vez cumplida la capacitación que le permita al operador incrementar sus habi-lidades, propone entonces las cinco medidas para cero paros. Es entonces cuan-do surge la necesidad de una oficina técnica, (ingeniería de la planta o ingeniería

de métodos), con una estructura tal, que soporte el total de las necesidades del nuevo mantenimiento.
PASOS DEL MANTENIMIENTO AUTÓNOMO
1. Limpieza inicial Desarrollo del interés de los operadores y operarios por mantener limpias sus má-quinas. La limpieza es un proceso educativo que provoca resistencia al cambio, esto es debido a que no estamos acostumbrados a trabajar de manera ordenada y limpia, y creemos que el trabajo de limpieza no nos corresponde, más aún si existen per-sonas que realizan este trabajo, este hecho nos hace preguntar: ¿por qué limpiar si la basura se acumula rápidamente? Una manera de comprender esta necesidad es la respuesta. (No existe vibración cuando este perno esta apropiadamente ase-gurado).
2. Proponga medidas y señale las causas y efectos de la basura y el polvoLo más difícil para el individuo es hacer la limpieza inicial. La firmeza debe ser in-dividual para desear mantener el equipo limpio, y así reducir el tiempo de limpieza. El operador de la maquinaria, cuando ha aceptado hacer la limpieza, debe de pro-poner medidas para combatir las causas de la generación de desorden, suciedad, desajustes, etc. Este paso se cumplirá como brotes de un plantío de rosas, es de-cir, una flor por aquí y otra por allá.
3. Estándares de limpieza y lubricaciónEn los pasos 1 y 2, los operarios y operadores identifican las condiciones básicas que tienen sus equipos. Cuando esto ha sido terminado, los grupos de trabajo del TPM pueden poner los estándares para un rápido y eficaz trabajo de mantenimien-to básico, para prevenir el deterioro. Limpieza, lubricación y reapriete para cada pieza del equipo. Más adelante en el paso 5 se revalúan los estándares de mantenimiento autóno-mo, se inician los mantenimientos preventivos básicos, verificándolos con los pro-cedimientos de inspección autónoma.
El método de trabajo de las Cinco SSe refiere al mejoramiento continuo del ambiente de trabajo y su principal enfoque se basa en el orden y la limpieza de las cosas y en el respeto a las políticas y disciplinas de cada organización. Es necesario implementarlas antes de iniciar los tres primeros pasos del mantenimiento autónomo.
Es la herramienta que se utiliza para romper la resistencia que generalmente surge de los mandos medios, método de trabajo que no lesiona ni castiga a nadie; sin embargo, involucra a toda la planta en la mejora continua y prepara las condiciones propicias para el cambio.
Pero es necesario hacer una excelente implementación de las Cinco S, no solo una campaña ni un método simple de limpieza.

Lamentablemente, si no se implementa el total de la misma o solo se realiza en forma de campaña, el TPM, fracasará indefectiblemente.Los tres primeros pasos del mantenimiento autónomo se enfocan a la reunión de requisitos, por lo tanto, los esfuerzos en esta etapa temprana no siempre presentará resultados impactantes. Menos aún, si previamente no se implementaron las Cinco S.
4. Inspección generalLos pasos 1, 2 y 3 son las acciones de mantenimiento autónomo para la preven-ción, detección y control de las condiciones fundamentales de los equipos, mante-niendo limpieza, lubricación y reapriete.
En este cuarto paso se ensaya la detección de los modos de falla con una inspec-ción general del equipo.Es también vital haber iniciado ya las capacitaciones relacionadas a incrementar las habilidades de todo el personal, para que puedan realizar la inspección gene-ral.
El entrenamiento general de inspección debe cumplirse por categoría a la vez, em-pezando con el desarrollo de destrezas. En este punto se debe intensificar la ca-pacitación técnica para los trabajadores. Lleva mucho tiempo complementar este cuarto paso, porque todos los operarios y operadores tienen que desarrollar su habilidad y destreza para detectar anormali-dades.
Sin embargo, este es el mejor método para producir operadores competentes e in-volucra costo. ¡Advertencia! Este paso no debe omitirse.
5. Inspección autónoma En el paso 5, los estándares de limpieza y lubricación establecidos en las etapas 1,2 y 3 y el estándar de referencia de la inspección de arranque, son comparados y evaluados para eliminar cualquier inconsistencia y asegurar las actividades del mantenimiento autónomo. El tiempo y la buena técnica proporcionarán el arribo a la meta.
En este paso, se debe hacer el manual de inspección autónoma. Aquí se comple-mentan las inspecciones de grupos de trabajo de operadores y personal técnico, estas inspecciones se harán con equipo en paro, equipo en marcha y condiciones de operación.
Cuando los operadores de producción y operarios de mantenimiento son comple-tamente entrenados para conducir la inspección general, (paso cuatro) el departa-mento de mantenimiento podrá hacer los programas de mejoramiento del diseño del equipo, mantenimiento preventivo rutinario por calendario y/o uso y grupos de trabajo, mantenimiento preventivo, mantenimiento anual y preparar los estándares de mantenimiento. Incluir inspecciones, listas de verificación y ajustes, además de procedimientos que contengan un ciclo completo de inspección, puesto que son

varias las instancias que participan. Es muy importante culminar con la elabora-ción del manual de acción correctiva.
6. Organización y ordenamiento(Seiri), o la organización, es el medio para identificar los aspectos a ser manejados en el centro de trabajo, haciendo procedimientos y estándares. Esto es un trabajo para el nivel de dirección y mandos intermedios (no despreciar y simplificar los ob-jetivos a condiciones manejables).Recuerde que el método de las 5 S, cuando se implementa en el área de trabajo (Seiri) cambia por Clasificación y/o Selección.
(Seiton), u ordenamiento, es el medio para adherirse a los estándares estableci-dos y es principalmente responsabilidad de los operadores y operarios. Parte de las actividades de los grupos de trabajo, son sobre la base del orden y limpieza, que tienen que estar siempre enfocados al mejoramiento continuo que hace más fácil seguir los estándares.
(Seiri y Seiton). Organización y ordenamiento, son así las actividades de mejora-miento para fomentar, simplificar y organizar el mantenimiento autónomo, y la adhesión a los estándares y procedimientos. Siendo los caminos del aseguramien-to de la estandarización, usar controles visuales en todo el centro de trabajo.
Los pasos 1 al 5 acentúan las actividades de inspección y mantenimiento de las condiciones básicas de los equipos (limpieza, lubricación, y reapriete). El papel del operario y operador es mucho más amplio, sin embargo, tenga en cuenta que solo es el principio.
En el paso 6, líderes, mandos medios y directores, toman como papel principal complementar la implantación del mantenimiento autónomo por evaluación del pa-pel de los operarios y clarificación de sus responsabilidades. Es recomendable dividir este paso en sub-pasos, que describan más a detalle las acciones a tomar. Recuerde que la implantación del TPM toma de tres a cinco años. Los operadores deben llegar en este término a soportar el mantenimiento correctivo básico, el preventivo básico, detectar modos de fallas, producir solo con calidad, etc.
7. Término de la implantación del mantenimiento autónomoHabiendo terminado las actividades de los grupos de trabajo, conducidas por los supervisores (terminado el paso 6) los trabajadores serán más profesionales y ten-drán una moral alta.
Por último, ellos se hacen independientes y se convierten en especialistas y con-fiados trabajadores, quienes pueden buscar o generar su propio trabajo y el mejo-ramiento del equipo, proceso y herramientas con autonomía. Esto representa, que las actividades de los grupos de trabajo tuvieron el enfoque de eliminar las seis grandes pérdidas e implantar en cada centro de trabajo el me-

joramiento de habilidades como lo recomiendan las Cinco Medidas Para Cero Pa-ros.
CINCO MEDIDAS PARA CERO PAROS (TIEMPOS PERDIDOS) Idealmente, los paros pueden ser eliminados por completo a través del manteni-miento preventivo o de la adopción del diseño del mantenimiento libre. Sin embar-go, la condición de la mayoría de los equipos, está lejana de este ideal.
El primer paso hacia el mejoramiento, es eliminar las fallas en los equipos por quienes los operan. Las experiencias que se obtienen en este esfuerzo, son la re-troalimentación para mejorar el diseño de los equipos que gradualmente se aproxi-marán al ideal. Una falla resulta de la pérdida del funcionamiento normal de cierto componente de un equipo (deterioro). Por ejemplo, mala operación de un sistema, ensamble, su-bensamble e incluso de una parte.
Esta pérdida de funcionamiento normal, indica que las fallas de los equipos no es-tán limitadas a un inesperado paro que conduzca a una suspensión total. Aun cuando el equipo siga trabajando, el deterioro puede causar varias pérdidas pe-queñas, como bajo rendimiento, pérdida de velocidad, tiempos de ciclos mayores, más largos y difíciles, puesta a punto, ajustes, tiempo ocioso y paros bajos.
1. Regularice las condiciones básicas de limpieza, lubricación y reapriete. 2. Siga los procedimientos de operación. 3. Elimine el desperfecto. 4. Mejore las debilidades del diseño. 5. Mejore las habilidades y destrezas de los operadores y operarios de mante-
nimiento.
Recuerde que muchas veces los paros ocurren porque las personas fallan en la implementación de medidas sencillas. Por lo tanto, los paros pueden ser elimina-dos si se cumplen los procedimientos, los que deben ser sencillos para hacerse de una manera sencilla.
Si estos procedimientos son elaborados por ambos departamentos, producción y mantenimiento, ellos deberán comprender su papel y cooperar entre sí para el cumplimiento de cada punto, observando su conducta y deberes respectivos. Así, cada uno de ellos involucrados en la operación del equipo y/o el mantenimiento, trabajarán para eliminar las fallas.
ANEXO 3. PROGRAMA DE IMPLEMENTACIÓN DE RUTAS DE LUBRICACIÓN
Para la alta gerencia, cada vez está más claro el importante rol que juega la adecuada lubricación en la confiabilidad de la maquinaria. Lograr excelencia en la lubricación en las plantas industriales y en flotas de transporte o mineras es un

proceso muy similar al movimiento que ha cambiado la manera de hacer negocios para siempre en el mundo y que requiere una transformación cultural.
Este proceso inicia con el reconocimiento de la necesidad de cambiar y mejorar. Sin este reconocimiento, los esfuerzos serán vanos y frustrantes. Alguien que no reconoce que puede hacer las cosas mejor y permanece en el paradigma “así hemos trabajado siempre”, no tendrá la motivación y razón suficiente para mejorar. Lo que sigue generalmente, es la preparación de un plan y la asignación de tareas. Queremos calidad en nuestra organización, por lo tanto, contratamos ingenieros, asesores y administradores de calidad, para tratar de obtener una mejora en la confiabilidad y poder competir en este mundo global cada vez más pequeño. Nunca debemos olvidar que empresas en otras partes del mundo sí están cambiando y haciendo esfuerzos para mejorar sus programas de lubricación y en un momento dado estas empresas estarán compitiendo directamente con las nuestras con costos muy ventajosos para ellos. La confiabilidad de nuestras plantas se convierte en ese momento en un factor de supervivencia en el mercado, más que en una cuestión de mantenimiento y producción.
La experiencia nos enseña que la confiabilidad y la calidad no pueden simplemente ser asignadas a alguien para conseguirlas, ya que hay muchas personas involucradas en este proceso y por consecuencia las afecta. Por el contrario, convertirse en una organización de calidad requiere un cambio fundamental en su forma global de hacer negocios. Es un hecho, expertos en la materia pueden ayudarle a facilitar y supervisar el proceso, pero no pueden efectuar las tareas por sí mismos.
Hay tantos factores y personas que tienen influencia en la lubricación de su maquinaria, que todos aquellos que afectan los activos productivos necesitan ser involucrados, conocer y compartir el concepto. Los diseñadores de maquinaria y equipo, fabricantes de equipo original, compras, gerentes, operadores, mecánicos, ingenieros de producción, técnicos de preventivo-predictivo, técnicos en lubricación, proveedores de lubricantes, filtros y equipo de lubricación, consultores, instructores y todas aquellas personas que afecten la calidad de la lubricación.
Lograr la excelencia requiere un cambio de raíz, un cambio realmente de fondo en la forma en la que trabajamos lo concerniente a la lubricación. Debemos cambiar la estructura actual en la que definimos la lubricación como algo importante, pero actuamos absolutamente de manera opuesta.
El Programa de Lubricación de Clase Mundial, establece el enfoque de la excelencia en lubricación para construir confiabilidad. En este enfoque los lubricantes no son considerados como bienes consumibles o desechables, que deben ser comprados al menor precio y drenados cuando ya no sirven. La nueva visión define a los lubricantes como un activo importante durable y parte de la maquinaria, que debe ser adecuadamente administrado y protegido. Este proceso de protección inicia desde el día que el lubricante es especificado para cada maquinaria, se compra y recibe, hasta el momento en que es drenado del

componente y dispuesto adecuadamente. Vea Figura 1.
Figura 1. El Camino a la Excelencia en Lubricación
I. Plan Maestro de Implementación
Todo proyecto que implica cambios, requiere una plataforma de arranque y elementos de comparación. Mediciones que nos indiquen el estado actual de la planta con respecto a las “mejores prácticas”, comparándolas con la industria mundial. Estas mediciones nos permitirán calificar los elementos clave de la excelencia en lubricación e identificar áreas de oportunidad. Los resultados nos ayudan a efectuar una evaluación y asignar los recursos en aquellas áreas que pueden representar un mejor retorno de inversión y mejoras sustanciales a la confiabilidad. La comparación (“benchmarking”), también permite la revisión del avance del programa con respecto al tiempo. De esta manera podremos medir la efectividad de nuestros esfuerzos en la aplicación de la estrategia.
Todos los cambios programáticos que entregan una contribución de valor sostenible, incluyen un mecanismo de comparación de su desempeño.Para que un programa de lubricación sea efectivo, deben ser evaluadas todas las áreas de la planta y deberán efectuarse las mejoras necesarias, en línea con las

mejores prácticas vigentes en la industria. El proceso de Diagnóstico Global de las plantas es denominado comúnmente: Lubrication Survey.
II. Lubrication Survey - Diagnóstico Global
El “Lubrication Survey” es un proceso de investigación, análisis y auditoría, para el reconocimiento de las fortalezas y debilidades de su programa de lubricación y análisis de aceite con un enfoque incremental, que establece el punto de partida y el rumbo para un proceso de mejora sostenido y cuantificable. Esta visión de inicio es un valioso primer paso en la identificación y establecimiento de las áreas en las que deberán enfocarse las metas a corto y largo plazo.
Son 13 áreas claves a considerar en este proceso:
• Selección de lubricantes.• Sistemas de aplicación de grasas. • Sistemas de aplicación de aceites. • Exclusión de contaminantes. • Remoción de contaminantes. • Muestreo para análisis de aceite. • Pruebas de análisis de aceite. • Alarmas, límites y metas del análisis de aceite. • Inspecciones y pruebas de rutina de eficiencia en lubricación. • Almacenamiento y manejo de lubricantes. • Mediciones y seguimiento del desempeño. • Educación, entrenamiento y certificaciones. • Eficiencia de su programa predictivo y proactivo.
Durante el proceso del Lubrication Survey, las plantas deberán ser auditadas en cada área clave de la Excelencia en Lubricación y calificadas en una escala de 1 a 10. Esta información se transfiere a un “gráfico de araña” como se muestra en la Figura 2. Las áreas que se encuentren en los rangos de 1 a 4, requieren de acción inmediata; las áreas con resultados entre 4 y 7, significan resultados en conformidad con el promedio de la industria; y aquellos mayores de 7, representan cumplimiento con los estándares de la industria. Este proceso de evaluación puede ser efectuado anualmente para identificar las áreas de avance del programa y la eficacia de las acciones emprendidas.
Podemos hablar de Excelencia en Lubricación, cuando se logre un diagrama completo por arriba de la escala de 7 (“llenar la telaraña”).
Figura 2.
La utilización de este sistema, nos permite evaluar las áreas de oportunidad, pero no considera por sí solo aquellos factores que tiene un mayor impacto en los costos de mantenimiento en la planta. Para este efecto, se utiliza el principio de Pareto, el análisis de implicaciones financieras de costo-beneficio y análisis de modo de falla (AMEF) para determinar las áreas más impactantes para mejorar la confiabilidad y reducir los costos de mantenimiento.
III. Comité de Excelencia en Lubricación
En las plantas es deseable la implementación de un Comité para la Implementación de la Excelencia en Lubricación (CIEL), en el que participen miembros de los diferentes departamentos de la planta. Sus funciones serán la determinación de las mejoras y la responsabilidad de su implementación. Este comité podrá reunirse con una frecuencia determinada y utilizar los beneficios de la comunicación electrónica para mantener la retroalimentación y actualización de sus programas. Las políticas de Excelencia en Lubricación deberán emanar del CIEL para dar paso a la configuración de un Manual Corporativo de Lubricación - MCL, que servirá de base a la documentación de las mejores prácticas, procedimientos y estándares.
IV. Implementación de Mejoras a Equipos y Sistemas
Aquí inicia el trabajo de implementación de la Excelencia en Lubricación.

Proveniente del proceso de Diagnóstico Global, del análisis financiero, de los análisis de Pareto y FMEA, se determinarán las mejoras que mayor impacto tienen en la maquinaria y componentes, para establecer la estrategia de atención en cada uno de los casos.
Los proyectos podrán ser considerados individualmente y aplicados a unidades “piloto”, que permitan documentar los beneficios y evaluar su desempeño, para posteriormente poder ser aplicados de una manera general al resto de los equipos y plantas. De este proceso nacerán muchas de las acciones y mejores prácticas que se documentarán en el Manual Corporativo de Lubricación - MCL
En esta etapa se trabaja en las áreas de mayores oportunidades, provenientes del Diagnóstico Global – Survey para las mejoras a corto plazo y las que se consideran generales y que tienen que ver con la estandarización de los procedimientos y mejores prácticas en otras áreas. Vea Figura 3.
Los aspectos considerados en esta etapa incluyen:
• Equipo y facilidades de almacenamiento y manejo de lubricantes. • Equipo y localización para muestreo de lubricantes. • Equipo y estrategias de control de contaminación para:
o Partículas. o Agua.o Productos de oxidación. o Aire atrapado y espumación.
• Entrenamiento: o Técnicas de lubricación – mecánicos y lubricadores. o Lubricación de Maquinaria. o Análisis de Aceite.
• Certificación: o Técnicos en Lubricación de Maquinaria (MLT I). o Analista de Lubricantes de Maquinaria (MLA I).
• Programa de análisis de lubricantes en uso: o Pruebas. o Objetivos y límites.o Pruebas por excepción.o Equipos de análisis en campo. o Instrumentación en línea.

Figura 3. Implementación de la Excelencia en Lubricación
V. Manual Corporativo de Lubricación (MCL)
Este es el documento “vivo” en el que se concentra y actualiza la información y los procedimientos procedentes de las mejores prácticas, para que sean aplicadas en un marco de calidad por toda la organización.
La construcción del manual comienza desde el proceso del Lubrication Survey, para documentar las condiciones actuales de partida. Cada vez que se aplique y diseñe un nuevo procedimiento para una actividad específica, esta será incluida en el manual. Este proceso no deberá considerarse una actividad terminal, ya que las mejores prácticas, los cambios y mejoras de tecnología surgen con frecuencia, requiriendo que el manual sea actualizado periódicamente.
Todos los procedimientos, guías, normas y estrategias, estarán identificados y podrán ser activados desde el documento original con hipervínculos, para una mayor facilidad de aplicación desde su red interna. Conforme se avance en la implementación de las mejoras a los sistemas, estos serán incorporados al manual. Las mejores prácticas definidas por el CIEL y las referencias de la industria serán incluidas como procedimientos estándar.

El alcance de este manual podrá ser definido en función de sus necesidades, de manera que sea posible involucrar todos los conceptos que tienen que ver con la lubricación y el análisis de aceite de Clase Mundial:
Algunos de los temas y elementos a considerar en el MCL incluyen:
• Estándares de lubricantes. • Estándares de filtración. • Recepción, almacenamiento y manejo de aceite nuevo. • Técnicas y procedimientos de muestreo. • Estrategias de control de contaminación. • Entrenamiento en línea. • Bibliografía y recursos de información y consulta. • Estrategias de análisis de lubricantes en uso. • Estrategias de incorporación de tecnologías predictivas. • Objetivos y límites para resultados normales y anormales. • Matriz de resultados anormales y acciones recomendadas. • Árbol de decisión para resultados anormales por equipo. • Prácticas y procedimientos de lubricación y re-lubricación por tipo de equi-
po. • Tablas y asistentes interactivos para cálculo de beneficios. • Administración de residuos peligrosos de lubricantes. • Prácticas de ecología y medio ambiente. • Prácticas de seguridad – Información de seguridad de los productos en uso
– MSDS.
Factores de Éxito en la Implementación del Programa de Excelencia en Lubricación
La Excelencia en Lubricación (“las mejores prácticas en lubricación y análisis de aceite”), deben ser consideradas como el producto de un proceso de cambio cultural, mejora tecnológica y aplicación práctica. Nuestro aporte consiste en facilitar el proceso de incorporación de los sistemas y tecnologías que han demostrado beneficios en aplicaciones similares en la industria y establecer el marco operativo y de control para la implementación de un Programa de Lubricación de Clase Mundial.
El programa tiene su fase crítica no solo en el diseño, sino en la implementación y ejecución de las mejores prácticas y el aseguramiento de su aplicación dentro de un marco de mejora continua.
La visión y alcance del programa establecen una estrategia basada en el re-diseño de la estructura actual de lubricación y por ende la modificación de conceptos arraigados de la lubricación que se deberán remover mediante la educación y actualización del personal a todos los niveles. Un factor que no se podrá perder de vista es que estos programas generalmente representan una carga adicional para quienes actualmente tienen una alta carga por sus actividades actuales, pero que

con el paso del tiempo y la aplicación de la estrategia, permitirán un desahogo de actividades de reparación.
Los procedimientos y mejores prácticas sugeridas en este proceso deberán ser validados por el Comité de Implementación de la Excelencia en Lubricación y adaptados al entorno específico de operación. Nuestra experiencia nos ha enseñado que los procedimientos que son impuestos sin ser consultados con quienes los aplican, están destinados al fracaso.
El ligar el Programa de Excelencia en Lubricación a sus programas actuales de TPM o Manufactura de Clase Mundial, es clave para el logro de sus objetivos.
Cuatro importantes productos de un Programa de Excelencia en Lubricación son:
1. Mayor Confiabilidad de la maquinaria. 2. Mayor Disponibilidad de la maquinaria. 3. Mejor Calidad de producto terminado. 4. Mejor Seguridad de la maquinaria.
La conformación de un equipo de trabajo entre Noria Latín América, la Dirección de Mantenimiento, el CIEL, los Gerentes de las plantas y los integrantes de los di-ferentes departamentos, son el punto fundamental del éxito del programa.
ANEXO 5. IDENTIFICACION DE PELIGROS Y EVALUACIÓN DEL RIESGO
Identificación del Peligro

Estimación del RiesgoEn esta fase se debe precisar el riesgo de acuerdo a dos variables: PROBABILIDAD ESTIMADA y CONSECUENCIA ESPERADA, lo anterior pretende determinar el valor de una cosa no material; esto implica dificultades ya que los riesgos no se pueden pesar y medir, por tanto siempre llevará una carga subjetiva, que debe ser mínima en la medida en que el profesional que la desarrolla sea experto en el tema.La estimación se desarrollará con base en la siguiente tabla:
PROBABILIDADCONSECUENCIA
LIGERAMENTE DAÑINO
MODERADAMENTE DAÑINO
EXTREMADAMENTE DAÑINO
BAJA Trivial Aceptable ModeradoMEDIA Aceptable Moderado Importante
Estimación del
Riesgo
Valoración del
Riesgo
¿Proceso Seguro?
SEGUROS BOLIVAR
Control del
Riesgo
Riesgo
Controlado
Sí
No
Evaluación del
Riesgo

ALTA Moderado Importante Inaceptable
En la siguiente tabla se relaciona un criterio que debe servir como punto de partida para la toma de decisiones, esfuerzos precisos para el control de los riesgos y la urgencia con la que deben adoptarse las medidas.
RIESGO ACCIÓNTrivial No se requiere acción específica.
Aceptable
No se necesita mejorar la acción preventiva. Sin embargo, se deben considerar soluciones más rentables o mejoras que no supongan una carga económica importante. Se requieren comprobaciones periódicas para asegurar que se mantiene la eficacia de las medidas de control.
Moderado Se deben hacer esfuerzos para reducir el riesgo, determinando las inversiones precisas. Las medidas para reducir el riesgo deben implantarse en un periodo determinado.
ImportanteNo debe comenzarse el trabajo hasta que se haya reducido el riesgo. Puede que se precisen recursos considerables para controlar el riesgo. Cuando el riesgo corresponda a un trabajo que se está realizando, debe remediarse el problema en un tiempo inferior al de los riesgos moderados.
InaceptableNo debe comenzar ni continuar el trabajo hasta que se reduzca el riesgo. Si no es posible reducir el riesgo, incluso con recursos ilimitados, debe prohibirse el trabajo.
Valoración del RiesgoEn esta fase se determinan de acuerdo a las siguientes tablas, los criterios de evaluación del riesgo en las variables determinadas: CONSECUENCIA y PROBABILIDAD CONSECUENCIAS DESCRIPCIÓN
Ligeramente DañinoTratamiento de primeros auxilios, lesiones superficiales, de poca gravedad, no incapacitantes o con incapacidades menores. Pérdidas financieras pequeñas.
Moderadamente Dañino
Requiere de tratamiento médico, todas las EP no mortales, esguinces, torceduras, quemaduras, golpes severos, fracturas. Pérdidas financieras altas.
Extremadamente Dañino
Muerte, lesiones graves, progresivas. Pérdidas financieras enormes.
PROBABILIDAD DESCRIPCIÓNBaja El daño ocurrirá raras veces o solamente en
circunstancias excepcionales.Media El daño ocurrirá en algunas ocasiones.Alta El daño ocurrirá siempre o en la mayoría de las
circunstancias.
ANEXO 8. NORMAS DE SEGURIDAD PARA EL PERSONAL DE MANTENI-MIENTO ELÉCTRICO
1. Solamente las personas autorizadas pueden manipular las instalaciones eléc-tricas y grupos electrógenos.
2. Todas las instalaciones eléctricas como son motores, generadores, transfor-madores y subestaciones, deben tener su malla de protección.

3. Las reparaciones eléctricas deben hacerse cortando previamente la energía y colocando la tarjeta de prevención de accidentes con las coordinaciones pre-vias del caso.
4. Los cables a tierra de las máquinas o aparatos eléctricos no deben ser des-conectados o rotos. Ningún apuro u orden de emergencia justifica operar energía eléctrica sin cumplir las normas de seguridad.
5. Cuando tenga que trabajar con herramientas portátiles eléctricas revise que el tomacorriente y los enchufes estén en buenas condiciones, el cable de ex-tensión y su forro aislante se encuentren en buen estado y que se está utili-zando al voltaje adecuado.
6. Nunca conecte el switch de arranque de una máquina o alimente corriente eléctrica a un circuito sin antes cerciorarse de que no hay ninguna persona en la zona de acción y además que se hayan hecho los avisos de alarma co-rrespondientes.
7. Nunca toque equipos o instalaciones eléctricas con las manos húmedas o so-bre piso mojado. Use siempre herramientas con mangos de material aislante.
8. Cuando de un conductor o equipo eléctrico sale humo o chispa, desconecte inmediatamente el fluido eléctrico.
9. Si un trabajador ha sufrido un shock eléctrico no toque directamente al acci-dentado, hágalo con una madera sin humedad. Aleje al cable eléctrico o des-conecte inmediatamente el fluido eléctrico.
10. Es obligatorio colocar malla de protección y señales en las zonas peligrosas de transformadores.
11. Los aparatos e instrumentos de control deben instalarse en tableros apropia-dos, con sus cajas, tapas respectivas y la señal de la corriente eléctrica.
12. Se deben utilizar accesorios eléctricos de probada calidad y emplearlos ade-cuadamente para garantizar protección contra los peligros de descarga, que-maduras eléctricas e incendios.
13. No se puede arrancar una conexión eléctrica con tensión a menos que antes se haya establecido la conexión a tierra. Nunca se usará un accesorio eléctri-co de menor capacidad conectado a un toma corriente o a un conector de una capacidad mayor.
14. Es responsabilidad del departamento eléctrico que las subestaciones eléctri-cas se conserven en orden, secas y en buen estado.
15. Las subestaciones eléctricas deben contar con el siguiente equipo operativo: avisos de señales de advertencia, mallas y puertas de accesos cerrados con candados.
16. Está prohibido dejar materiales, herramientas o cualquier otro objeto, tempo-ralmente o no, dentro de la subestación eléctrica.
17. Todo trabajador debe hacer buen uso de los elementos de protección perso-nal como:
Casco de seguridad (sin gorras, ni telas, buen estado del tafilete). Guantes de tipo ingeniero para el trabajo que lo requiera. Protección respiratoria permanente en sitios con polvo, vapores o humos. Protectores auditivos permanentes en sitios con ruido como: minas, plantas,
talleres, plantas generadoras, compresores.

18. El trabajador debe hacer buen uso de la dotación (camisa, pantalón, botas dieléctricas o botas de caucho para ingresar a la mina).
19. El personal eléctrico debe ser consciente de que debe hacer uso de las he-rramientas indicadas y en buen estado para realizar el trabajo.
20. Mantener en buen estado y en su sitio las señales de seguridad, alarmas, extintores, etc.
21. Las herramientas de extremos agudos y filosos no deben guardase en el bol-sillo
22. No es permitido lavarse las manos con gasolina u otros productos químicos.23. El trabajador debe inspeccionar el área antes de comenzar a laborar para ver
si es segura o no.24. El trabajador debe ser conocedor del horario de voladura en cada uno de los
niveles dentro de la mina (ver norma 001).25. Está prohibido ingresar a lugares restringidos, prohibidos, labores peligrosas
o zonas abandonadas.26. El trabajador debe conocer la norma para evitar atropellamiento con la loco-
motora y/o chasis o con el skip (ver norma 005). 27. El trabajador debe subir y bajar correctamente las escaleras (de frente a la
escalera).28. Es obligación hacer uso del arnés de seguridad y su respectiva línea de vida
para trabajar en altura.29. El trabajador debe informar qué sitios son peligrosos y qué acciones por par-
te del personal son inseguras.30. El trabajador no debe arriesgarse a trabajar en sitios inseguros con peligro de
caída de roca, caída de altura o por inhalación de sustancias tóxicas.31. El trabajador debe conocer las causas y consecuencias de los accidentes de
trabajo.32. Todo trabajador debe conocer los factores de riesgo relacionados con el tra-
bajo, es decir cómo se puede accidentar y cómo puede prevenir accidentes.33. La empresa le exige al trabajador que debe reportar los accidentes de trabajo
por leves que sean, haciendo el acta de accidente y acudiendo al médico in-mediatamente.
34. El trabajador al pasar por una puerta de ventilación dentro de la mina, debe dejarla cerrada.
35. Todo trabajador debe atender a las recomendaciones de seguridad hechas por el jefe del área de mantenimiento eléctrico y por personal de Salud Ocu-pacional.
36. Al finalizar el trabajo diario, el trabajador debe dejar la maquinaria y equipo desconectados y en un lugar seguro.
37. Revisar todo equipo o maquina de trabajo antes de utilizarla, estar seguro de que cada pieza está en su lugar y bien ajustada.
38. El trabajador debe permanecer siempre con la atención en lo que está ha-ciendo, especialmente cuando realiza trabajos con objetos punzantes o cor-tantes, una distracción puede dar lugar a accidentes con lesiones graves.
39. El trabajador no puede operar equipos ajenos a los del área de mantenimien-to eléctrico sin autorización de su jefe.

40. No es permitido operar equipos que estén defectuosos, ya que puede ser causa de un accidente de trabajo.
41. El trabajador debe ser consciente de que debe cuidar las máquinas y herra-mientas que tienen a su cargo.
42. Si el trabajador necesita operar un equipo del área de mantenimiento mecáni-co debe pedir autorización al jefe de esa área, haciendo uso de los elemen-tos de protección personal.
43. El área de trabajo debe permanecer libre de objetos innecesarios, limpia y or-ganizada.
44. No es permitido hacer uso de anillos, cadenas, pulseras, aretes u otros ele-mentos.
45. Está totalmente prohibido fumar en el lugar de trabajo, talleres, oficinas, plan-ta de beneficio y mina.
46. Está prohibido pelear, reñir, jugar o hacer bromas con los compañeros de tra-bajo o los visitantes, en cualquier área del trabajo.
47. Está prohibido ingresar a trabajar bajo la influencia de narcóticos, drogas, li-cor o posesión de armas.
48. Las necesidades fisiológicas se hacen exclusivamente en los baños de la bri-gada o el que está dentro de la mina.
49. El trabajador es consciente de que no debe levantar carga demasiado pesa-da que le pueda ocasionar una lesión.
50. El trabajador debe ser conocedor de los sitios de refugio, estaciones de sal-vamento, teléfonos y salidas de emergencia.
51. Personal ajeno al área de transporte no debe transportarse en la locomotora.
ANEXO 9. NORMAS PARA EL PERSONAL DE MANTENIMIENTO MECÁNICO
1. Todo trabajador debe hacer buen uso de los elementos de protección perso-nal:
o El uso del casco es obligatorio durante toda la jornada de trabajo en el taller y en la planta.
o Guantes en todo trabajo que lo requiera (manipulación de objetos cortantes, láminas, ángulos, tuberías, varillas, etc.).

o Protección respiratoria permanente en sitios con polvo, vapores, humos o sustancias químicas.
o Protectores auditivos permanentes en sitios con ruido de la plan-ta, talleres, área de compresores, áreas de bombas, etc.
o Gafas de acuerdo al trabajo (de seguridad con filtro ultravioleta, protector facial, careta de soldadura o gafas de oxicorte), el me-cánico las debe usar para proteger los ojos de sustancias y par-tículas, mientras martilla objetos que puedan proyectar esquirlas, mientras está de ayudante en soldadura, para esmerilar, mientras utiliza el equipo de oxicorte, partir cable, para manipular lubrican-tes, aceites y gasolina, etc.
o Careta para proteger la cara de sustancias, partículas, chispas de la soldadura y esquirlas producto del material que se está esmeri-lando.
2. Todo trabajador debe ser consciente de que debe hacer uso de las herra-mientas indicadas y en buen estado para realizar el trabajo.
3. Mantener en buen estado y en su sitio, las señales de seguridad, alarmas, extintores, etc.
4. Las herramientas de extremos agudos y filosos no deben guardarse en el bolsillo.
5. No es permitido lavarse las manos con gasolina u otros productos químicos.6. Si el trabajador desconoce la máquina a la que se le hará el mantenimiento,
deberá pedir información correspondiente al jefe inmediato.7. Los cilindros de oxicorte deben ser ubicados fuera de toda fuente de calor,
materiales o combustibles.8. No es permitido dejar rodar los cilindros de acetileno, oxígeno, gas propano,
etc.9. Mientras no se estén utilizando los cilindros, deben permanecer con las vál-
vulas cerradas y cubiertas con copas.10. El trabajador debe hacer buen uso de la dotación (camisa, pantalón, botas
punta de acero).11. El trabajador debe inspeccionar el área antes de comenzar a laborar para ver
si es segura o no, en el taller, en la planta o sitio de trabajo. 12. El trabajador debe bajar y subir correctamente las escaleras (de frente a la
escalera).13. Todo trabajador está en la obligación de hacer uso del arnés de seguridad y
línea de vida para trabajar en altura (se entiende como lugar alto a partir de los 1.5 mt).
14. El trabajador debe informar qué sitios son peligrosos y qué acciones por parte del personal son inseguras.
15. El trabajador no debe arriesgarse a trabajar en sitios inseguros con peligro de caída de altura o por inhalación de sustancias tóxicas.
16. El trabajador debe conocer las causas y consecuencias de los accidentes de trabajo.

17. Todo trabajador debe conocer los factores de riesgo relacionados con su tra-bajo, es decir, cómo se puede accidentar y cómo puede prevenir esos acci-dentes.
18. La empresa le exige a todo trabajador que debe reportar los accidentes de trabajo por leves que sean, haciendo el acta del accidente y acudiendo al mé-dico inmediatamente.
19. Todo trabajador debe ser consciente de que no debe tocar los cables eléctri-cos, que las reparaciones eléctricas las deben hacer los del área de manteni-miento eléctrico.
20. El trabajador debe ser consciente de que no debe hacer reparaciones o man-tenimiento de las máquinas y equipos en movimiento y con el breaker arriba.
21. El trabajador debe ser consciente de que debe proteger el centro de trabajo contra riesgo de incendios como: chispas al rojo, escoria que cae, metal ca-liente sobre productos inflamables, arco o llama abierta descuidados, trabajar siempre en áreas libres de materiales combustibles.
22. El trabajador debe ser consciente de que al terminar una reparación o el ajus-te de una máquina que tiene guardas, estas se deben colocar en su lugar de nuevo.
23. Al finalizar el trabajo diario, el trabajador debe dejar la maquinaria y equipo desconectados y en un lugar seguro.
24. El trabajador debe ser consciente de que no está permitido soldar cerca de cualquier vehículo. El vehículo debe estar alejado por lo menos 10 mt del área de soldadura.
25. El trabajador debe ser consciente de que los cilindros de oxígeno y acetileno, deben ser colocados en posición vertical y amarrados de forma que no pue-dan caer al suelo (en el taller, dentro o fuera de la planta o sitio de trabajo).
26. Al detener un trabajo por un periodo de tiempo prolongado, el soldador debe desconectar los componentes del equipo y los guardará para evitar que sean manipulados por personal no autorizado.
27. El trabajador debe revisar todo equipo o máquina de trabajo antes de utilizar-la, estar seguro de que cada pieza está en su lugar y bien ajustada.
28. El trabajador debe permanecer siempre con la atención en lo que está ha-ciendo, especialmente cuando realiza trabajos con objetos punzantes o cor-tantes, una distracción puede dar lugar a accidentes con lesiones graves.
29. El trabajador debe ser consciente de que no debe operar ningún equipo que esté defectuoso, ya que puede ser causa de un accidente de trabajo.
30. El trabajador debe ser consciente de que debe cuidar las máquinas y herra-mientas que tiene a su cargo, como equipos de soldadura, oxicorte, esmerila-dor, etc.
31. Está prohibido ingresar a lugares restringidos, labores peligrosas o zonas abandonadas.
32. El trabajador debe estar consciente de que el área de trabajo debe estar lim-pia y organizada eliminando todo lo que signifique riesgo de tropezones como mangueras, madera, cables, herramientas, etc., para prevenir accidentes de trabajo, recoger en una bolsa o en caneca todo lo que sea basura para man-tener un ambiente de trabajo agradable.

33. El trabajador no debe hacer uso de anillos, cadenas, pulseras, aretes u otros elementos.
34. El trabajador debe estar consciente de que no debe ingresar a trabajar bajo la influencia de narcóticos, drogas, licor o posesión de armas.
35. Está totalmente prohibido fumar en el lugar de trabajo, talleres, oficinas, plan-ta, etc.
36. Está prohibido pelear, reñir, jugar o hacer bromas con los compañeros de tra-bajo, ni los visitantes, en cualquier área de trabajo.
37. El trabajador debe ser consciente de que no debe levantar carga demasiado pesada que le pueda ocasionar una lesión, debe pedir ayuda para levantar los equipos.
ANEXO 10. PROCEDIMIENTO PARA SELECCIÓN DE PROVEEDORES DE MANTENIMIENTO
1. OBJETIVO
Establecer la metodología a seguir para realizar la selección y evaluación de proveedores de maquinaria, equipo y servicios de mantenimiento, asegurando la

disponibilidad y confiabilidad de los productos y servicios adquiridos, permitiendo tener mayor rentabilidad, productividad, calidad y rendimiento.
2. ALCANCE
Este procedimiento aplica a todas las compras y servicios de mantenimiento de los equipos automotores y estacionarios, insumos como repuestos, reparaciones y asesorías técnicas.
3. RESPONSABILIDADES
Es responsabilidad del Jefe de Compras, Jefe de Mantenimiento y Coordinador de Mantenimiento, revisar, actualizar, aprobar, difundir, cumplir y hacer cumplir este procedimiento.
4. INSTRUCCIONES
4.1 Requisición del producto y/o insumoLa solicitud se realiza de acuerdo a lo estipulado en el procedimiento de compras establecido en la organización.
4.2 Selección del Proveedor El Jefe de Mantenimiento y/o Jefe de Compras realizan la cotización de los repuestos y/o servicios a proveedores aprobados según el formato “Lista de proveedores aprobados”; las cuales serán mínimo tres como referencia. En caso de no contar con el proveedor seleccionado para el servicio y/o repuesto solicitado se remite a los posibles proveedores el formato “Selección de Proveedores de Repuestos e Insumos” y/o el formato “Selección de Proveedores de Servicios de Mantenimiento” en el cual se solicita la información necesaria para su selección, teniendo en cuenta los principales factores que influyan en la prestación del servicio y/o producto suministrado. Esta información será evaluada dando una calificación al proveedor para establecer su ingreso en la lista de proveedores aprobados.
Si definitivamente no se pueden ubicar o adquirir en el país, se procede a buscar-los por internet en otros países.
Adicional al formato de “Selección de Proveedores de Servicios”, cuando el servicio solicitado sea mantenimiento de maquinaria y equipo, se realizará una verificación de las condiciones de la prestación del servicio en las instalaciones del nuevo proveedor según el formato “Visita de Proveedores de Servicios” en el cual se inspeccionan y califican parámetros tales como: infraestructura, personal capacitado, equipos, etc. Si en la verificación se obtiene un número de respuestas afirmativas mayor de seis, el proveedor podrá ser tenido en cuenta para la prestación del servicio.La calificación final del proveedor se realiza teniendo en cuenta la información registrada en los formatos “Selección de Proveedores de Repuestos e Insumos”,

“Selección de Proveedores de Servicios de Mantenimiento” y “Visita de proveedores”.
En las Tablas No. 1 y No. 2; se describen los rangos de calificación para cada tipo de proveedor. Cada pregunta evaluada tiene un rango y puntaje. Al final se realiza la sumatoria del puntaje total según la información suministrada por el proveedor y se compara con los rangos de selección.
Criterios de Calificación para Selección de Proveedores de Repuestos y/o Insumos
Tabla No. 1
Pregunta No. Rango de Calificación Puntaje
11Contado 030 Días 160 Días 2
12 X >= 5 años 22 <= X < 5 años 1X < 2 años 0
13SÍ 2NO 0
14X >= 2 años 2X < 2 años 0
15SÍ 2NO 0
16Relaciona listado 1No relaciona 0
17SÍ 2NO 0
18SÍ 2NO 0
19SÍ 2NO 0
20SÍ 1NO 0
21SÍ 1NO 0
22SÍ 1NO 0
MAYOR PUNTAJE 20
RANGOS DE SELECCIÓN
X > = 15 APROBADO 1RA OPCIÓN
10 <= X < 15 APROBADO 2DA OPCIÓN
X < 10 NO APROBADO
Criterios de Calificación para Selección de Proveedores de Servicios de Man-tenimiento
Tabla No. 2

Pregunta No. Rango de Calificación Puntaje
11Contado 030 Días 160 Días 2
12 X >= 5 años 22 <= X < 5 años 1X < 2 años 0
13SÍ 2NO 0
14X >= 2 años 2X < 2 años 0
15SÍ 2NO 0
16Relaciona listado 1No relaciona 0
17SÍ 2NO 0
18SÍ 2NO 0
19SÍ 1NO 0
20SÍ 1NO 0
21SÍ 1NO 0
MAYOR PUNTAJE 18
RANGOS DE SELECCIÓN
X > = 12 APROBADO 1RA OPCIÓN8 <= X < 12 APROBADO 2DA OPCIÓNX < 8 NO APROBADO
Luego de seleccionar el proveedor se procede a registrarlo en la base de datos “Lista de proveedores aprobados” indicando su calificación de selección.
4.3 RecepciónEn cuanto a la recepción de un producto adquirido se debe revisar que los ele-mentos entregados corresponden al pedido solicitado, según el formato “Lista de verificación de las características del producto”, en el cual se confirman caracterís-ticas tales como: especificaciones técnicas, buen estado del elemento y/o repues-to, tiempo de entrega, certificados y protección. Si cumple se procede a realizar la entrada del producto en el inventario con el fin de asignarle un número de identifi-cación si se requiere.
Cuando se recibe un servicio de mantenimiento se deben evaluar las condiciones de entrega del mismo; para esto se diligencia el formato “Evaluación de proveedores servicios de mantenimiento”
Si el producto y/o servicio suministrado presenta alguna no conformidad en su en-trega, se evalúa su aprobación e ingreso tomando las acciones necesarias con el proveedor.
Para el manejo y almacenamiento de los elementos comprados, el almacenista o encargado de recibir y manejar dichos elementos, debe adoptar medidas de ubicación, identificación precisa y protección adecuada.
Los equipos e insumos como lubricantes, grasas, combustibles, champú y jabones, serán comprados a empresas que suministren la información y requerimientos mínimos exigidos en la selección como por ejemplo: ficha técnica del equipo y/o insumo, certificado de calidad, manual del usuario, etc.
ANEXO 11. MATRIZ DE CAPACITACIÓN
Tipo de Programa
Nombre del Programa
TemasDuración
Perfil del personal
Entidad
Curso Electricidad automotriz I
- Introducción a la electricidad automotriz.
40 HORAS
MecánicosConductoresOperadores
SENA
- Sistema de arranque.- Sistema de carga.
CursoElectricidad automotriz II
-Accesorios eléctricos del vehículo.- Sistema de alumbrado del vehículo.- Sistemas de encendido.
40 HORAS
MecánicosConductoresOperadores
SENA
Curso
Sistemas de seguridad y control vehicular
- Suspensión.- Dirección.- Frenos.
40 HORAS
Mecánicos SENA
CursoTransmisión de potencia
- Embragues.- Cajas de velocidades.- Diferenciales.
40 HORAS
Mecánicos SENA
Curso
Mantenimiento preventivo de motores diesel
- Metrología.- Funcionamiento del motor.- Operaciones de mantenimiento periódico.
40 HORAS
MecánicosSupervisor de Mantenimiento
SENA
CursoSincronización de motores diesel
- Metrología.- Física aplicada.- Conceptos de termodinámica.- Funcionamiento de los motores diesel.- Puesta a punto del motor.- Puesta en marcha.- Análisis y corrección de fallas.
80 HORAS
MecánicosSupervisor de Mantenimiento
SENA
Curso Básico de motores a
- Metrología.-
40 HORAS
MecánicosConductores
SENA

gasolina Funcionamiento de los motores a gasolina.- Componentes básicos del motor.- Sistemas del motor.
Operadores
Curso
Ajuste y reparación de motores
- Distribución mecánica.- Reparación de culatas.- Reparación y ajuste del conjunto móvil.-Reparación y mantenimiento del bloque.
60 HORAS Mecánicos
SENA
Curso
Afinación de motores a gasolina
- Puesta a punto de los mecanismos de distribución.- Sistemas de encendido.- Sistemas de alimentación.- Comprobación de sistemas de enfriamiento.- Verificación del sistema de lubricación.- Puesta en marcha del motor.- Comprobación con análisis de gases.
40 HORAS
Mecánicos SENA
Curso Frenos ABS - Sistemas de frenos convencionales y ABS.- Parámetros de frenado.- Componentes de un sistema
40 HORAS
MecánicosSupervisor de Mantenimiento
SENA

ABS.
CursoTécnicas de conducción
- Sensibilización.- Revisión técnica.- Técnicas de conducción.
60 HORAS
ConductoresOperadoresMecánicosSupervisor MtoCoordinador MtoJefe de Mto
SENA
Curso
Técnicas de conducción en carreteras
- Sensibilización.- Revisión técnica.- Técnicas de conducción en carreteras.
40 HORAS
ConductoresOperadoresMecánicosSupervisor MtoCoordinador MtoJefe de Mto
SENA
Curso
Técnicas de conducción y economía ambiental
- Inspección pre-operacional.- Operación técnica del vehículo y reducción de costos.
16 HORAS
ConductoresOperadores
SENA
Curso Manejo defensivo virtual
- Módulo Introductorio: Introducción al aprendizaje autónomo. - Módulo I: Curso de Implementación de la guía de Seguridad.
24 HORAS
Coordinador MtoJefe de Mto
Consejo Colombiano de Seguridad
CursoPrograma Empresa Segura
- Accidentalidad, alcoholemia, normatividad, resolución de conflictos, categorización de transporte, primeros auxilios, mecánica, manejo preventivo y contaminación ambiental.
8 MODULOS
ConductoresOperadoresMecánicosSupervisor MtoCoordinador MtoJefe de Mto
Dirección Técnica de pedagogía de la STT