Programa Maestro de Produccion
47
Administración de Inventarios EOQ / Inventario de seguridad
-
Upload
diego-mestanza -
Category
Documents
-
view
38 -
download
5
description
PMP
Transcript of Programa Maestro de Produccion

Administración de Inventarios
EOQ / Inventario de seguridad
Tipos de inventario
• Inventario de materias primas.
• Inventario de trabajo en proceso.
• Inventario de productos terminados.
• Inventario de Suministros diversos.
2
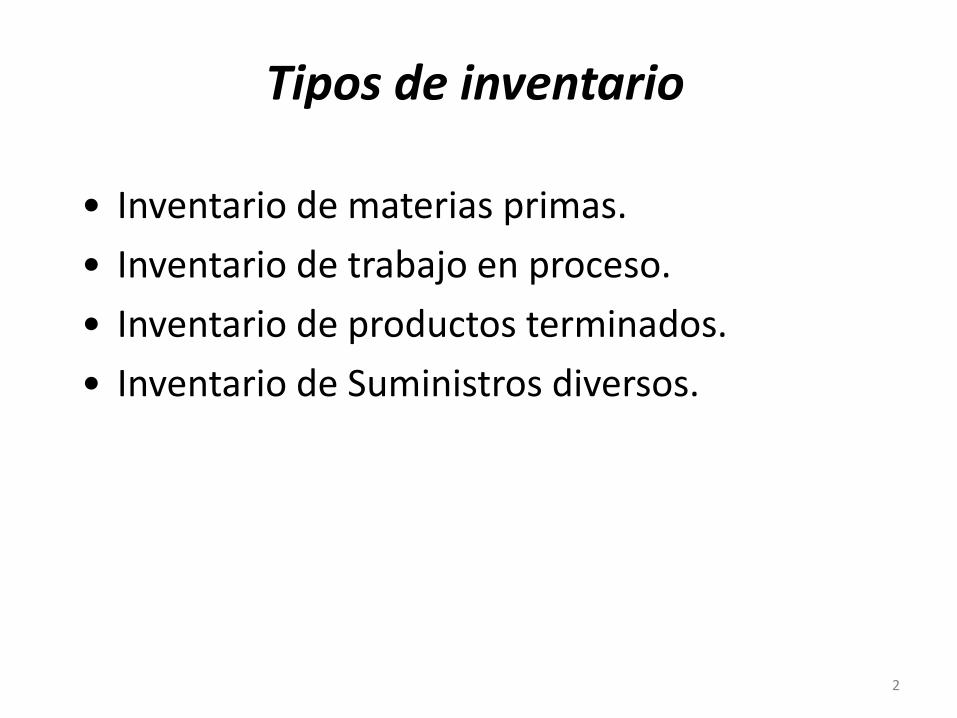
Demanda Independiente vs Dependiente
• Demandaindependiente: lademanda de un artículoes independiente de lademanda de cualquierotro artículo.
• Demanda dependiente:la demanda de unartículo depende de lademanda de otro.
• Patrones de demanda
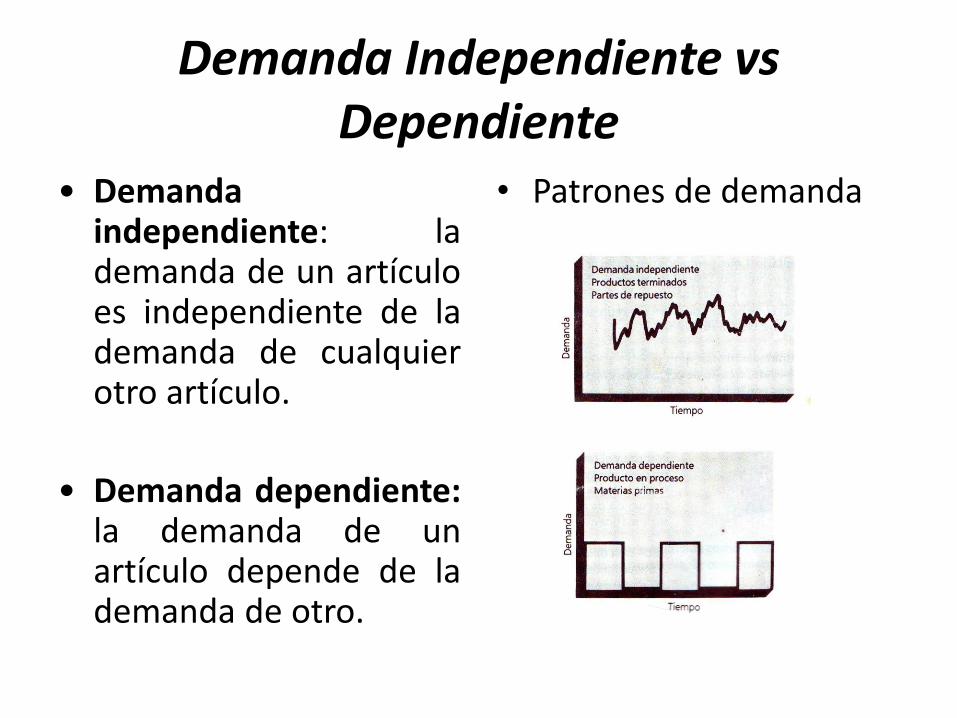
Demanda dependiente vs demanda independiente
4
ArtículoMateriales con
demanda independienteMateriales con
demanda dependiente
Fuente de lademanda
Clientes de la empresa Artículos padre
Tipo de material
Productos terminados,
repuestosmaterias primas
Método de estimación dedemanda
Previsión y reservade pedidos por los clientes
Cálculo
Métodode planificación
EOQ y ROP MRP
Imax: Inventario máximo en almacén: Unidades
Q: Tamaño del lote económico, es el numero de unidades recomendable de compra o producción.
D: Es la demanda dada en: unid/año, unid/mes, unid/dia
T: Tiempo de duración del lote
i1 : Costo de almacenamiento ( $ / unid-tiempo)
A: Costo de efectuar un pedido $/ pedido
: Costo de organizar un lote de producciónC : Costo por unidad
P : Tasa de producción (unid/año, unid/mes, unid/día, unid/hora)
Si P = D Producción continua
P > D Producción por lotes
ES: Stock de seguridad: Es el colchón o amortiguador que cubre posibles déficit debido a las variaciones de la demanda.
S.I.
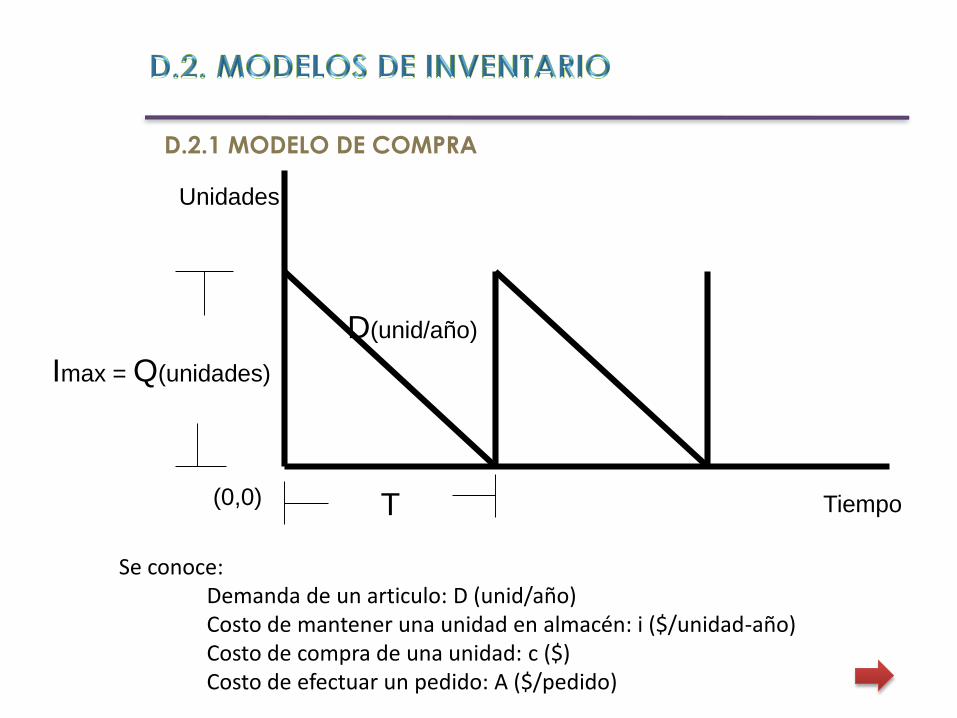
Se conoce:Demanda de un articulo: D (unid/año)Costo de mantener una unidad en almacén: i ($/unidad-año)Costo de compra de una unidad: c ($)Costo de efectuar un pedido: A ($/pedido)
Tiempo
Unidades
(0,0) T
D(unid/año)
Imax = Q(unidades)
D.2.1 MODELO DE COMPRA
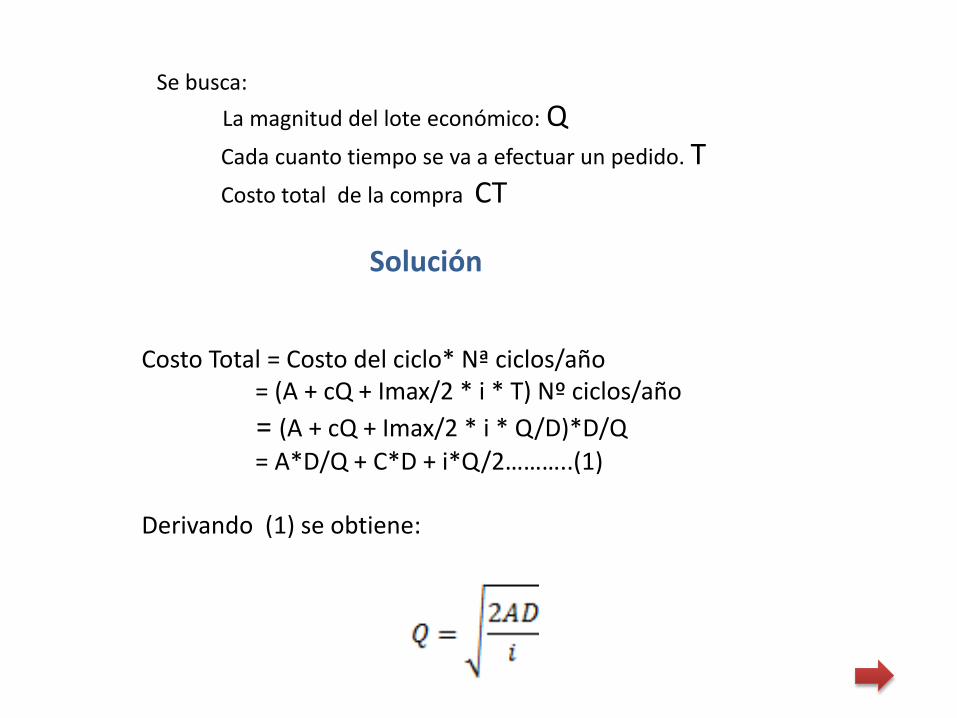
Costo Total = Costo del ciclo* Nª ciclos/año= (A + cQ + Imax/2 * i * T) Nº ciclos/año
= (A + cQ + Imax/2 * i * Q/D)*D/Q
= A*D/Q + C*D + i*Q/2………..(1)
Derivando (1) se obtiene:
Se busca:
La magnitud del lote económico: QCada cuanto tiempo se va a efectuar un pedido. TCosto total de la compra CT
Solución
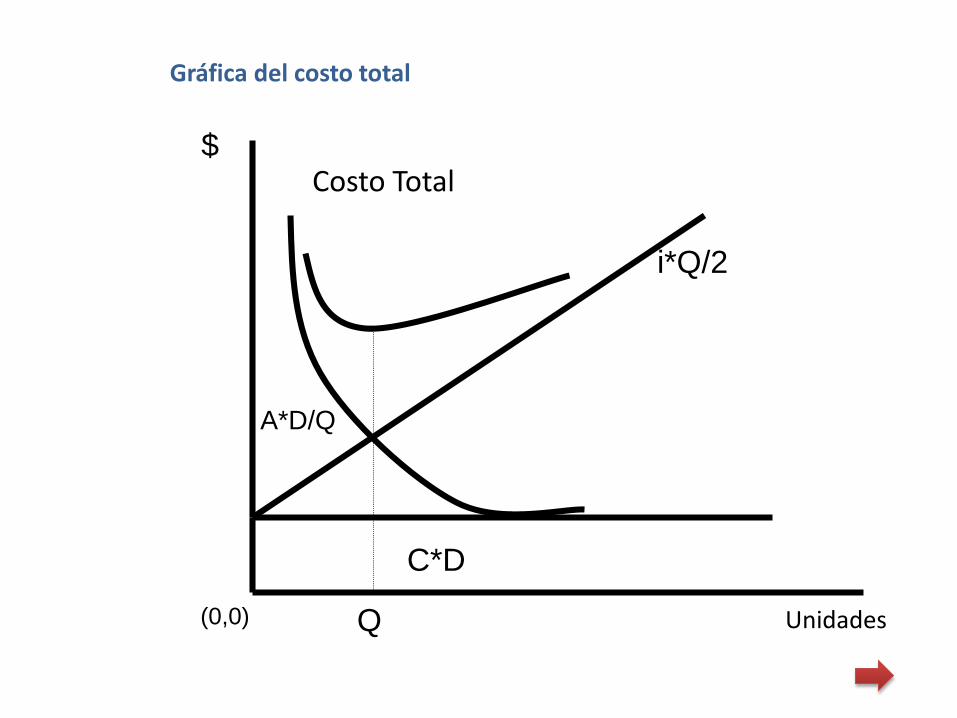
Gráfica del costo total
A*D/Q
i*Q/2
C*D
Costo Total
Q Unidades
$
(0,0)

Ejemplo 1
La demanda de un articulo es de 10000 unidades por año, el costo de almacenamiento es de $1.20/unid-año, el costo de ordenar una compra es de $400, el costo por unidad es $ 20. No se permite déficit y la tasa de reemplazo es instantánea.
Determinar:
a. Cantidad optima a pedir
b. Costo total por año, si el costo de compra por unidad es $1
c. El numero de pedidos por año
d. El tiempo entre pedidos
S.I.
Ejemplo 2
• Se esta administrando un almacén de fierro corrugado para la construcción y se desea determinar cuantas varillas comprar por pedido. Se dispone de la siguiente información:
D = 360 varilla al año
S = 10 soles por pedido
i = 25 % al año
C = 8 soles por varilla
Ejemplo 2
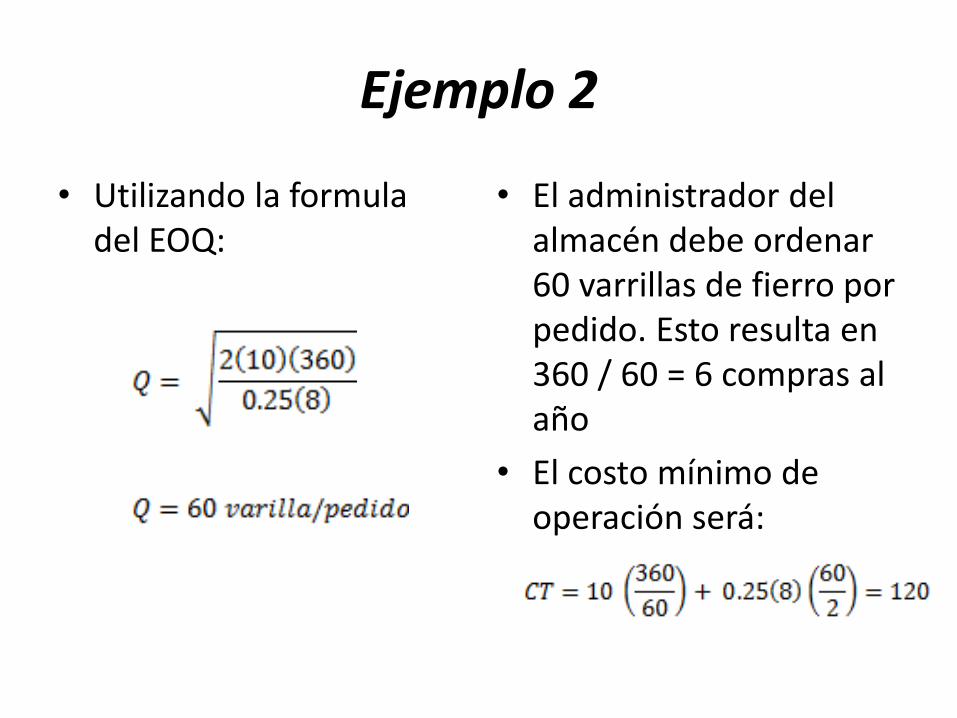
• Utilizando la formula del EOQ:
• El administrador del almacén debe ordenar 60 varrillas de fierro por pedido. Esto resulta en 360 / 60 = 6 compras al año
• El costo mínimo de operación será:
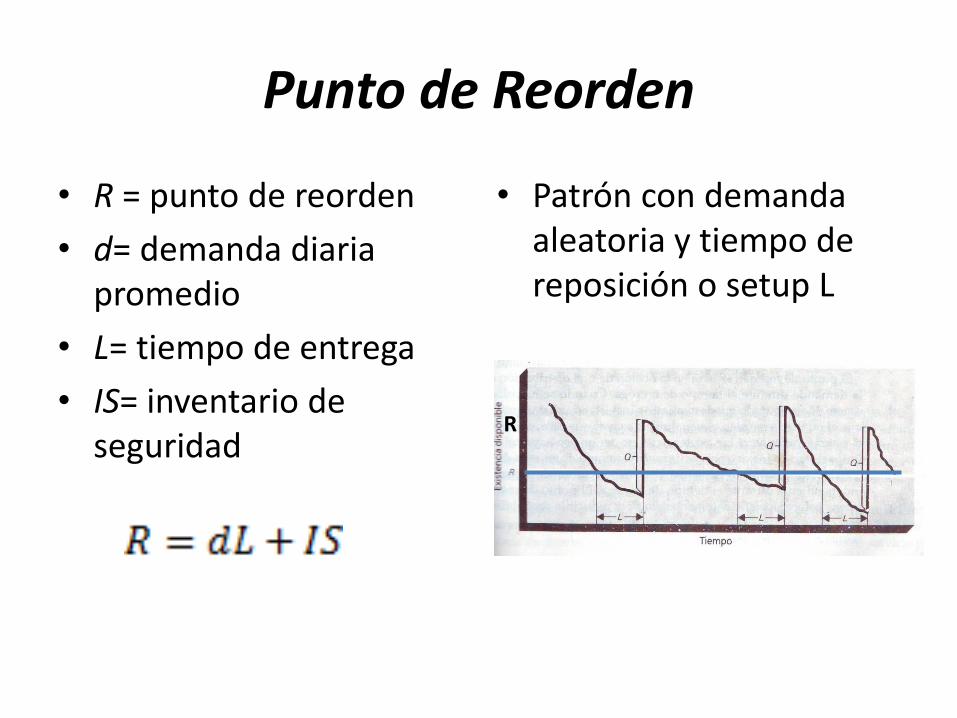
Punto de Reorden
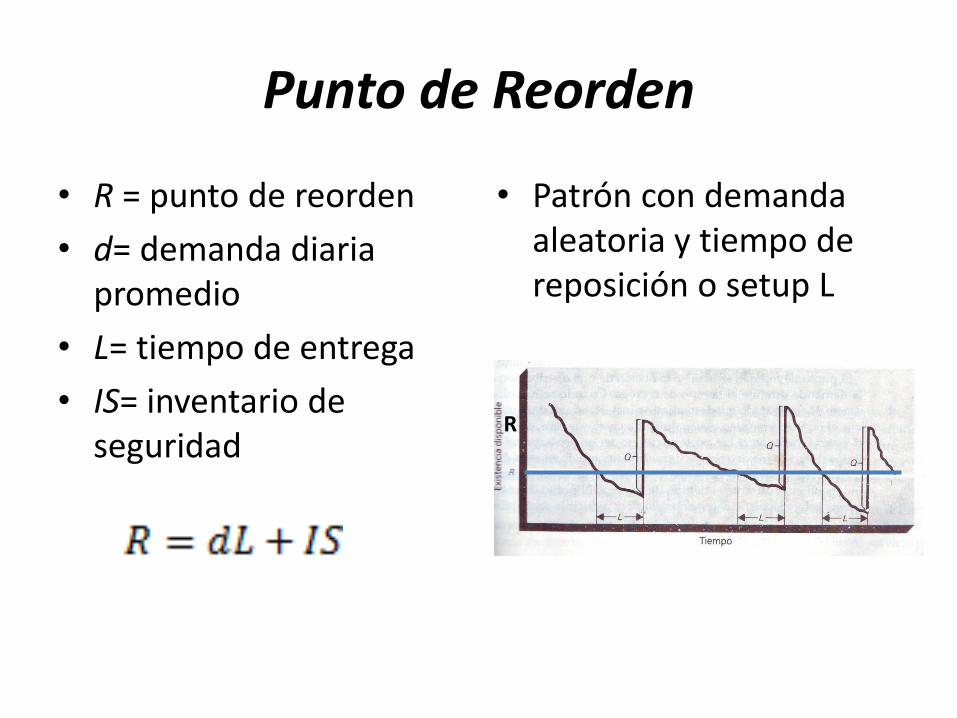
• R = punto de reorden
• d= demanda diaria promedio
• L= tiempo de entrega
• IS= inventario de seguridad
• Patrón con demanda aleatoria y tiempo de reposición o setup L
R
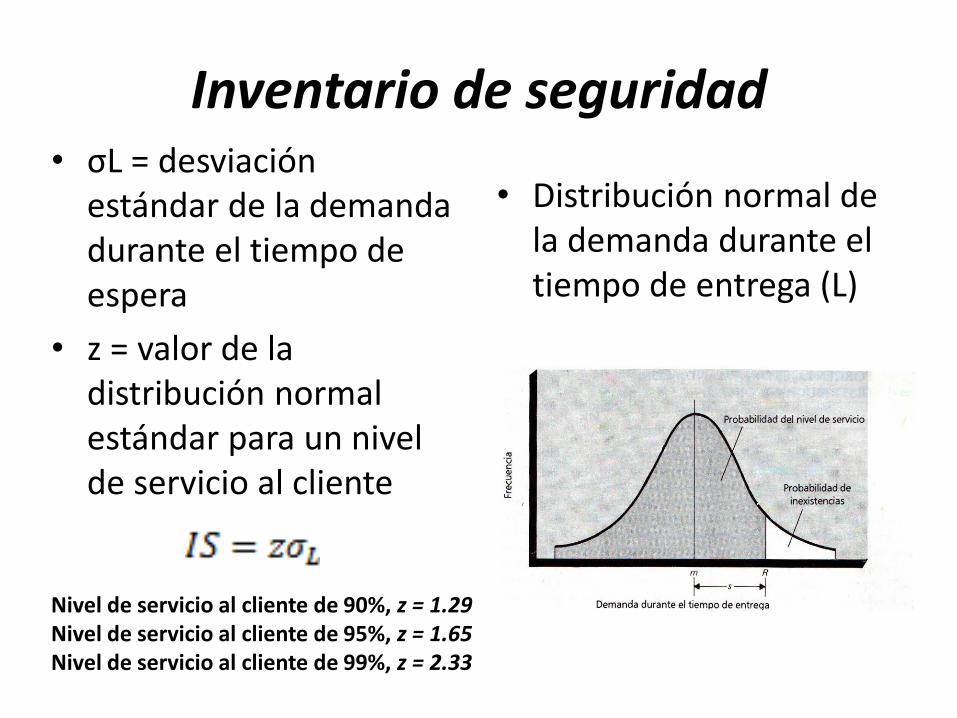
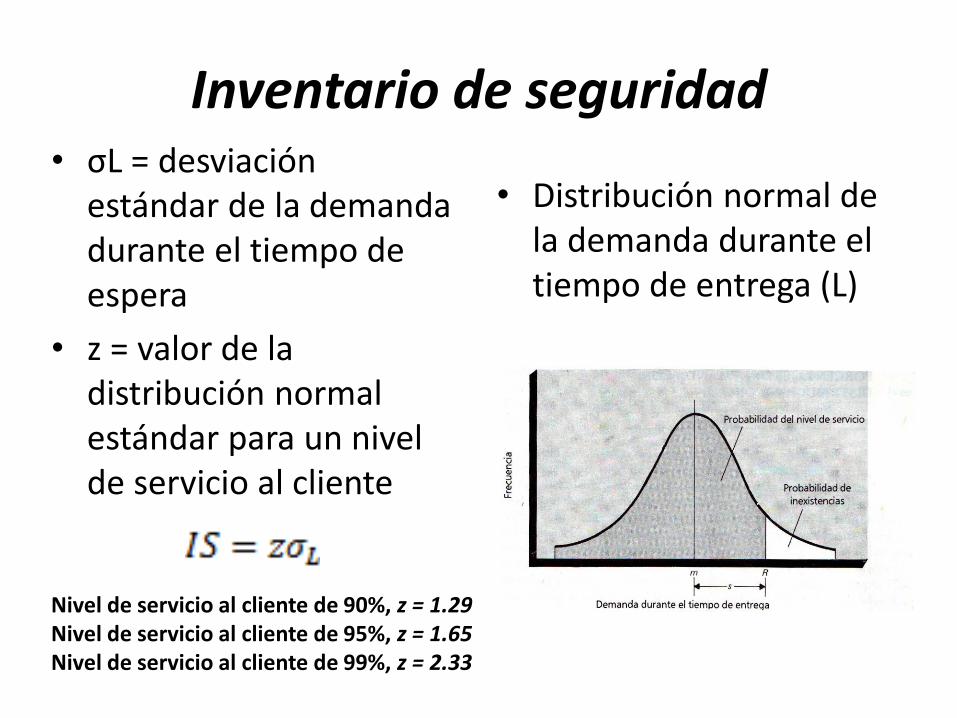
Inventario de seguridad• σL = desviación
estándar de la demanda durante el tiempo de espera
• z = valor de la distribución normal estándar para un nivel de servicio al cliente
• Distribución normal de la demanda durante el tiempo de entrega (L)
Nivel de servicio al cliente de 90%, z = 1.29Nivel de servicio al cliente de 95%, z = 1.65Nivel de servicio al cliente de 99%, z = 2.33
Ejemplo de calculo de inventario de seguridad
• Se esta administrando un almacén de distribución a minoristas de conservas de pescado, se desea saber que cantidad solicitar a la fabrica, se dispone de la siguiente información:Demanda promedio = 200 caj/díaTiempo de entrega = 4 dias de reabastecimientoDesviación estándar de la demanda diaria= 150 caj.Nivel de servicio = 95 %S = 20 soles/ordeni = 20 % al añoC = 10 soles / cajEl almacén atiende 250 días al añoLa gerencia especifica un nivel de servicio de 95 %
Ejemplo de calculo de inventario de seguridad
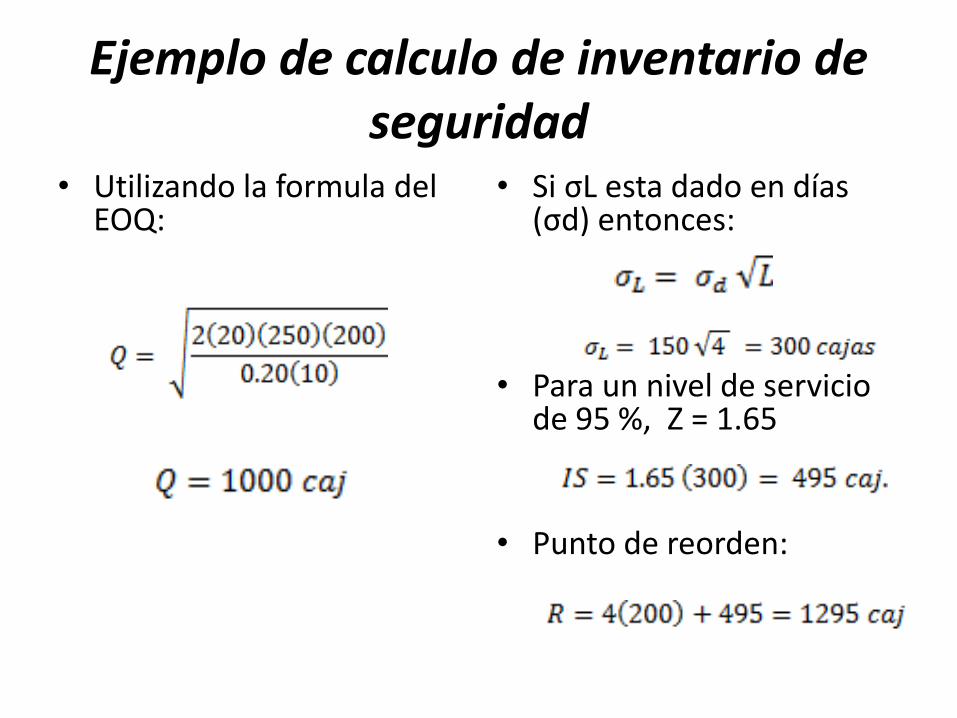
• Utilizando la formula del EOQ:
• Si σL esta dado en días (σd) entonces:
• Para un nivel de servicio de 95 %, Z = 1.65
• Punto de reorden:
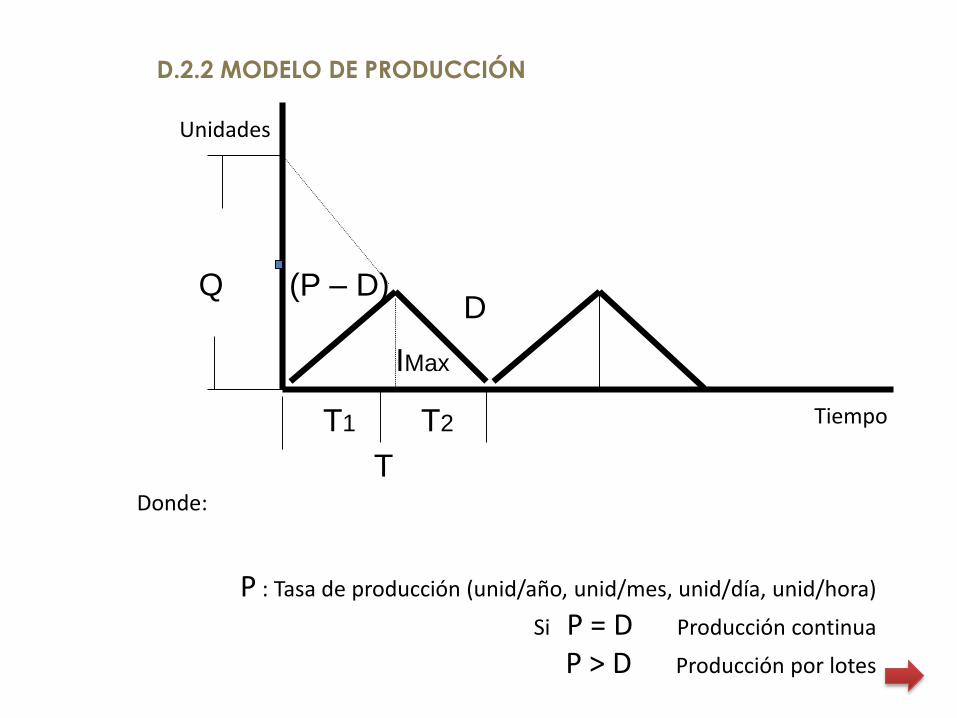
P : Tasa de producción (unid/año, unid/mes, unid/día, unid/hora)
Si P = D Producción continua
P > D Producción por lotes
Q
T1
(P – D)D
IMax
T2
T
Unidades
Tiempo
Donde:
D.2.2 MODELO DE PRODUCCIÓN
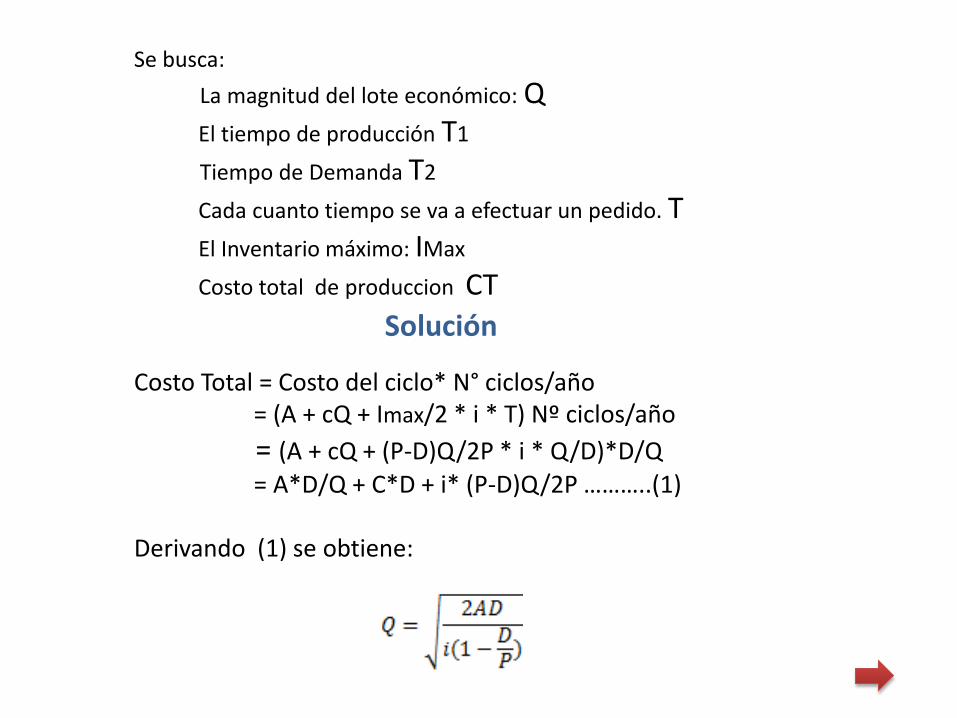
Costo Total = Costo del ciclo* N° ciclos/año= (A + cQ + Imax/2 * i * T) Nº ciclos/año
= (A + cQ + (P-D)Q/2P * i * Q/D)*D/Q
= A*D/Q + C*D + i* (P-D)Q/2P ………..(1)
Derivando (1) se obtiene:
Se busca:
La magnitud del lote económico: QEl tiempo de producción T1
Tiempo de Demanda T2
Cada cuanto tiempo se va a efectuar un pedido. TEl Inventario máximo: IMax
Costo total de produccion CT
Solución
Ejemplo
La demanda de un articulo es
de 18000 unidades por año, la
compañía puede producir a
una velocidad de producción
de 3,000 unidades por mes, el
costo de almacenamiento es
de $3/unid-año, el costo de
ordenar un lote de producción
es de $400, el costo de
producción por unidad es de
$1.5. No se permite déficit.
Determinar:a. Cantidad optima a programar en la producciónb. Costo total por año, si el costo de producción por
unidad es $1c. El numero de lotes a producir por añod. El tiempo entre lotes producidos
S.I.
Punto de Reorden
• R = punto de reorden
• d= demanda diaria promedio
• L= tiempo de entrega
• IS= inventario de seguridad
• Patrón con demanda aleatoria y tiempo de reposición o setup L
R
Inventario de seguridad• σL = desviación
estándar de la demanda durante el tiempo de espera
• z = valor de la distribución normal estándar para un nivel de servicio al cliente
• Distribución normal de la demanda durante el tiempo de entrega (L)
Nivel de servicio al cliente de 90%, z = 1.29Nivel de servicio al cliente de 95%, z = 1.65Nivel de servicio al cliente de 99%, z = 2.33

Programación de Producción
PMP, MRP, PC
22
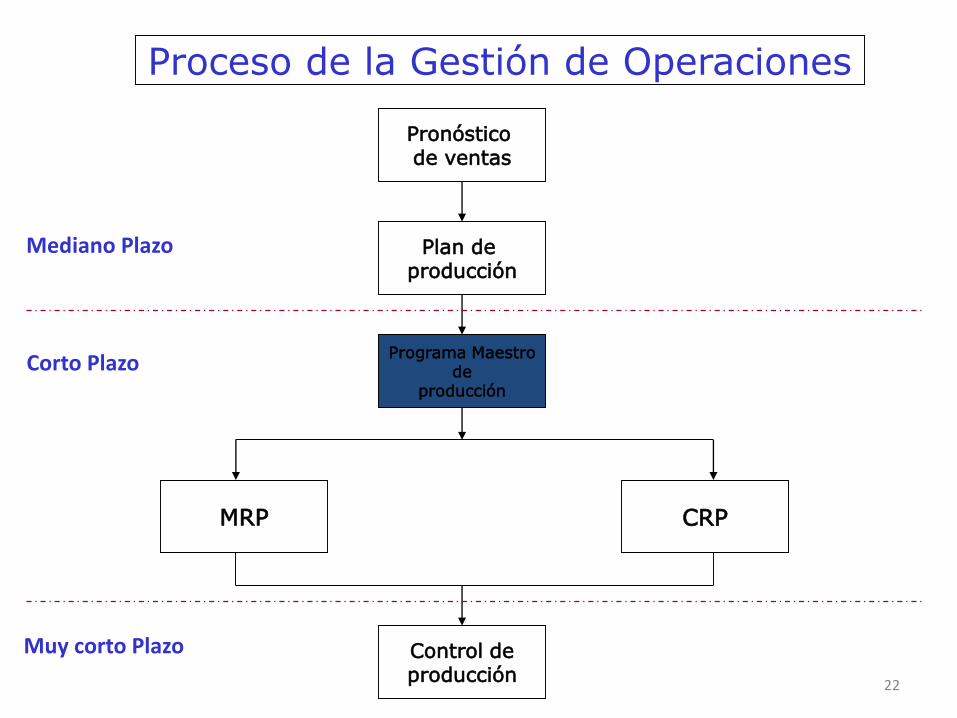
Pronóstico de ventas
Plan de producción
Control deproducción
Proceso de la Gestión de Operaciones
Programa Maestrode
producción
CRPMRP
Mediano Plazo
Corto Plazo
Muy corto Plazo
Programación de la Producción
• El Programa Maestro de Producción (PMP)
• El Sistema de Planeación de Requerimientos de Materiales (MRP)
• Programación y control (PC) detallado de Trabajos de Taller
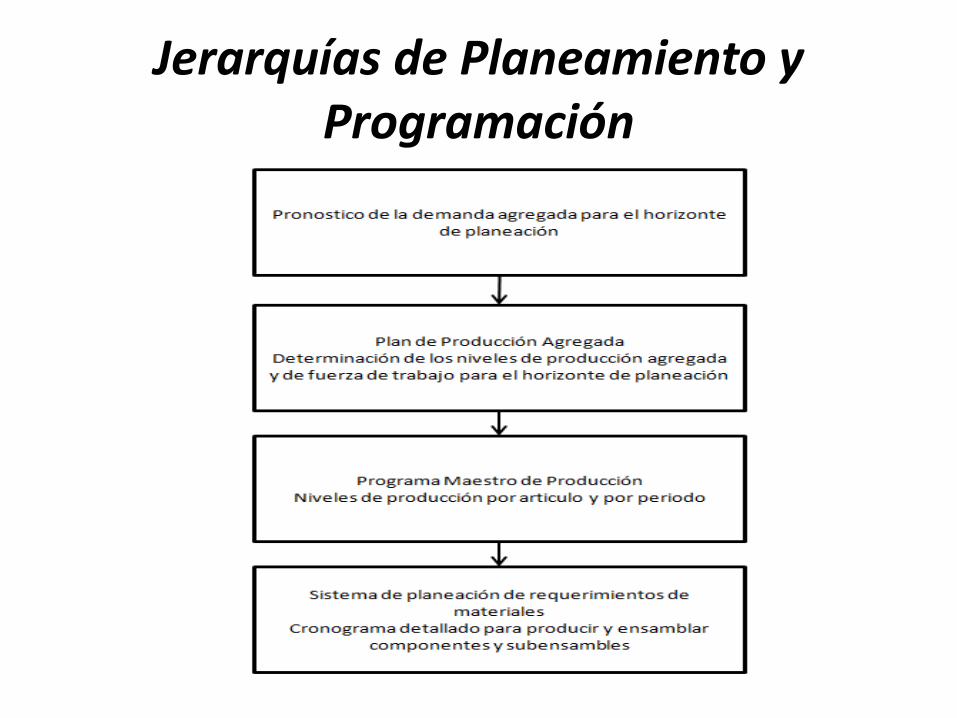
Jerarquías de Planeamiento y Programación
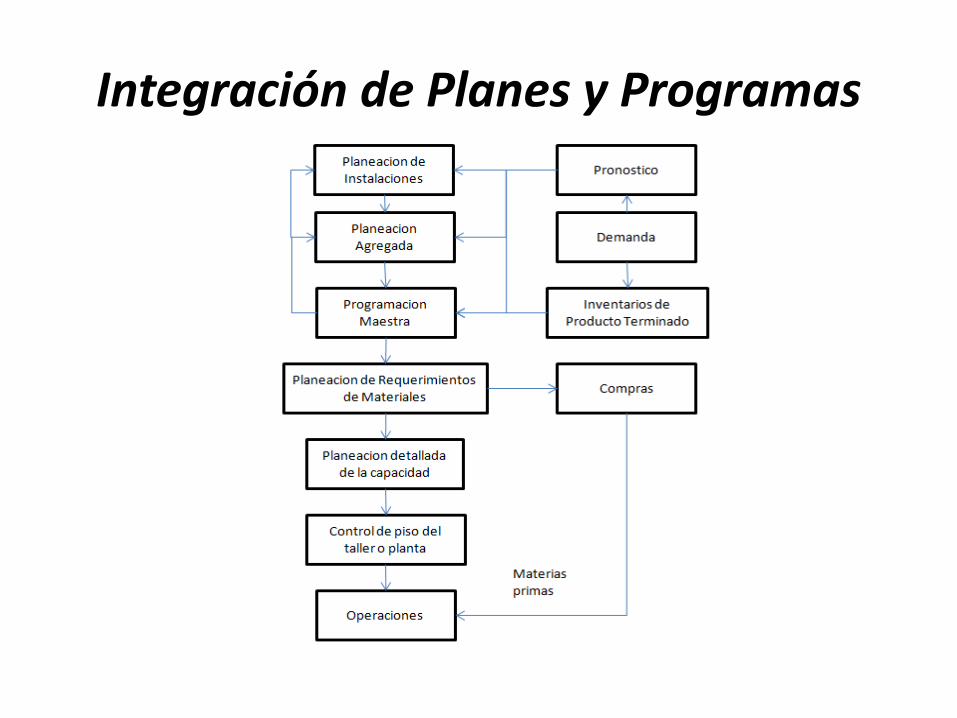
Integración de Planes y Programas
Programa de Producción
• En general un programa maestro de producción (PMP) es una especificación global de las cantidades de cada articulo final y subensambles (productos semielaborados o en proceso) que deben producirse, la sincronización exacta de los tamaños de lote de producción y el programa final de terminación. El programa de producción se puede desglosar en tres partes:
Programa de Producción
• Articulo final: salida del sistema de producción, producto que satisface la necesidad del cliente (SKU:Stock Keeping Unit).
• Subensamble (semielaborados): artículos en etapas intermedias de la producción y que pasaran a formar parte del articulo final.
• Materia prima: recursos que entran al sistema productivo a través de la función de compras.
Programa Maestro de Producción
• El programa maestro de producción (PMP) es una especificación exacta de las cantidades y tiempos de producción de cada uno de los artículos finales en un sistema productivo.
• El programa maestro de producción maneja artículos no agregados.
• Las entradas que determinan el PMP son pronósticos de la demanda por articulo y no por artículos agregados.
Programa Maestro de Producción
• El PMP sirve de entrada para el sistema de planeamiento de requerimiento de materiales (MRP)
• El MRP genera programas de producción para los subensambles y semielaborados los cuales se traducen en programas específicos en los ambientes de producción intermitente.
Relación con el Plan Agregado
• El plan agregado de producción desarrolla restricciones de capacidad que funcionan como fronteras para la planificación maestra.
Programa Maestro de Producción
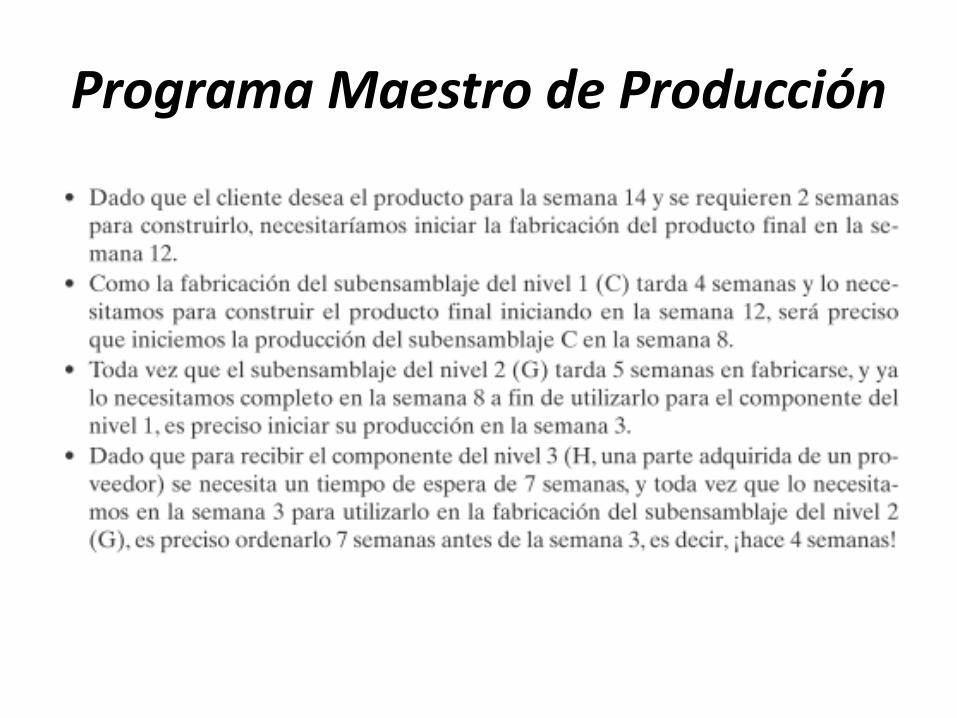
• El horizonte de planificación del programa maestro debe ser igual o mayor que el tiempo de espera acumulado para fabricar el producto
• Este horizonte de tiempo genera la necesidad de trabajar con proyecciones dado que generalmente el tiempo que esta dispuesto a esperar el cliente será menor.
• La demanda aparece antes de que pueda producir
Programa Maestro de Producción
Programa Maestro de Producción
Programa Maestro de Producción
Programa Maestro de Producción
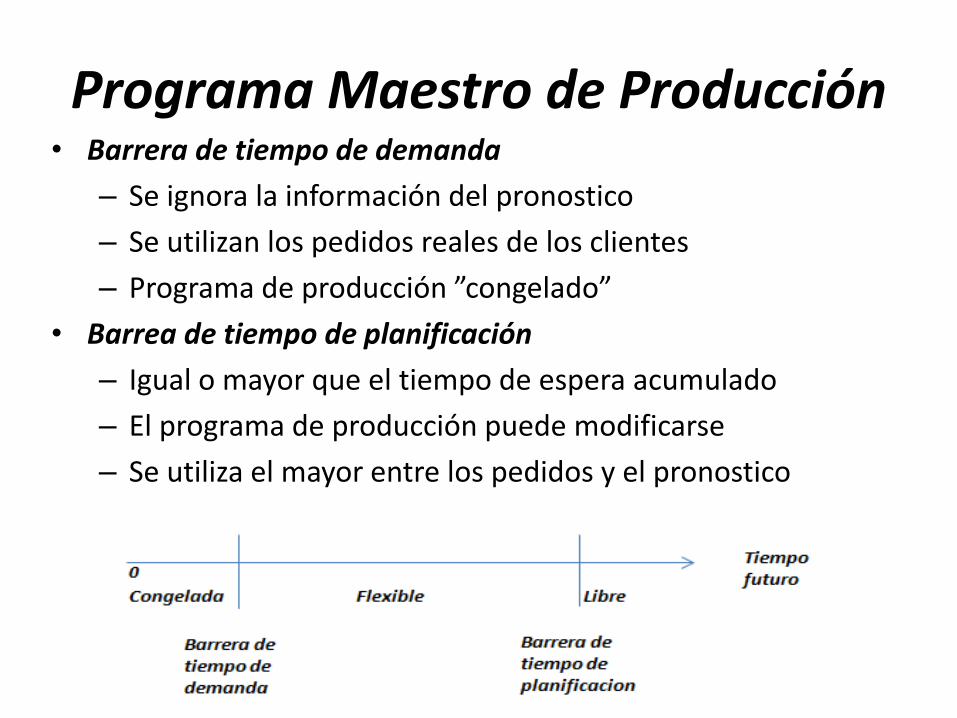
Programa Maestro de Producción• Barrera de tiempo de demanda
– Se ignora la información del pronostico
– Se utilizan los pedidos reales de los clientes
– Programa de producción ”congelado”
• Barrea de tiempo de planificación
– Igual o mayor que el tiempo de espera acumulado
– El programa de producción puede modificarse
– Se utiliza el mayor entre los pedidos y el pronostico
Programa Maestro de Producción
• Las cifras del PMP deben estar de acuerdo con las cifras del plan agregado
• Plan agregado Métodos causales
• Plan Maestro Series de tiempo
• Plan Maestro Pedidos de los clientes
Programa Maestro de Producción
• Los inputs para definir el PMP son:
1.Pedidos en firme de los clientes
2.Pronósticos por artículos de la demanda en el futuro (programa de despachos o envíos a los clientes, desagregamiento del plan agregado)
3.Requerimientos de existencia de seguridad
4.Stocks iniciales
5.Capacidades de planta
Programa Maestro de Producción
6. Lotes mínimos de producción
7. Política de cambios de producto máximos en la línea de fabricación
Ejemplo de PMP
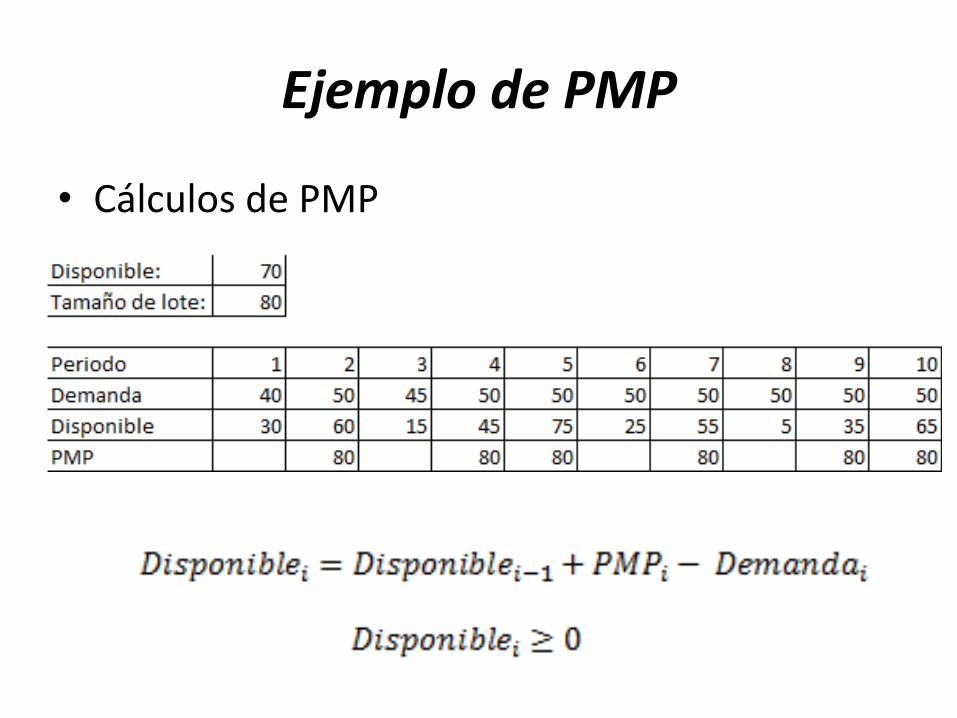
• Cálculos de PMP
Ejemplo de PMP
Los cálculos son bastante sencillos en este ejemplo. Observe que iniciamos con una cantidad disponible de 70 unidades. La demanda en el periodo 1 es de 40 unidades, lo que nos deja una proyección de 30 unidades remanentes al final de ese periodo.
En el periodo 2 esperamos fabricar 80 unidades (a partir del valor del PMP) y tener una demanda de 50 unidades. La diferencia entre ambas cifras, 30 unidades, se añadirá
a las 30 unidades que sobraron al final del periodo 1, para darnos una proyección total de 60 unidades remanentes, disponibles al terminar el periodo 2.
Lógica de disponibilidad para promesa (DPP)
• Este método permite a la empresa comprometerse a entregar el producto final al cliente de manera muy rápida y realista, lo cual representa un imperativo competitivo cada vez más importante para muchas compañías.
Lógica de disponibilidad para promesa (DPP)
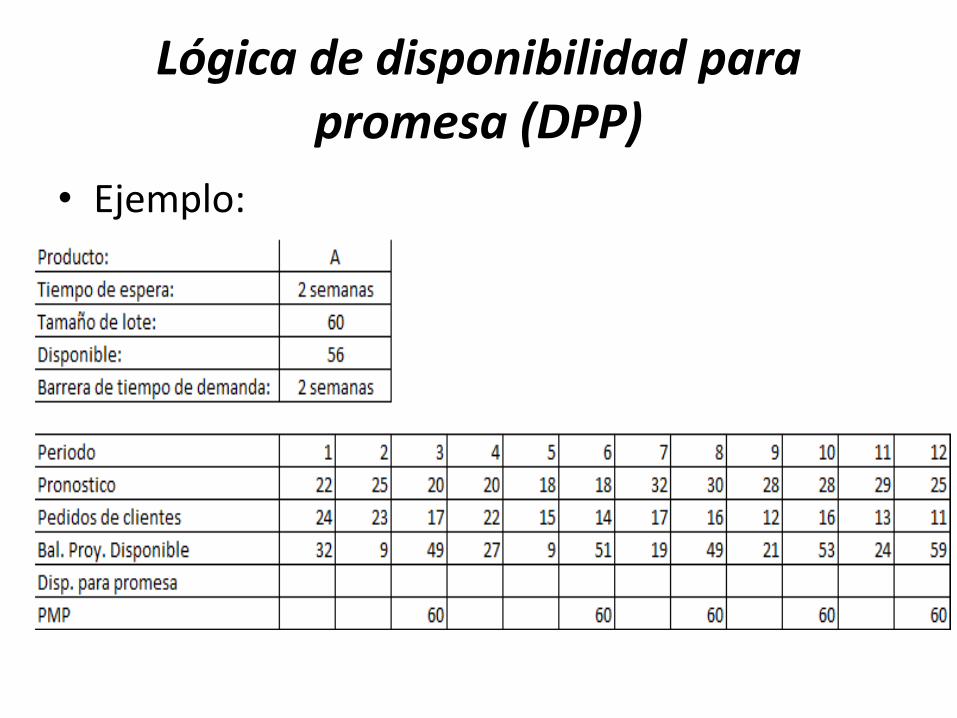
• Ejemplo:
Lógica de disponibilidad para promesa (DPP)
• Entre la barrera de tiempo de demanda (2 semanas) y la barrera de tiempo de planificación (12 semanas) calculamos el balance proyectado el disponible a partir del valor más grande entre el pronóstico y los pedidos de los clientes.
Lógica de disponibilidad para promesa (DPP)
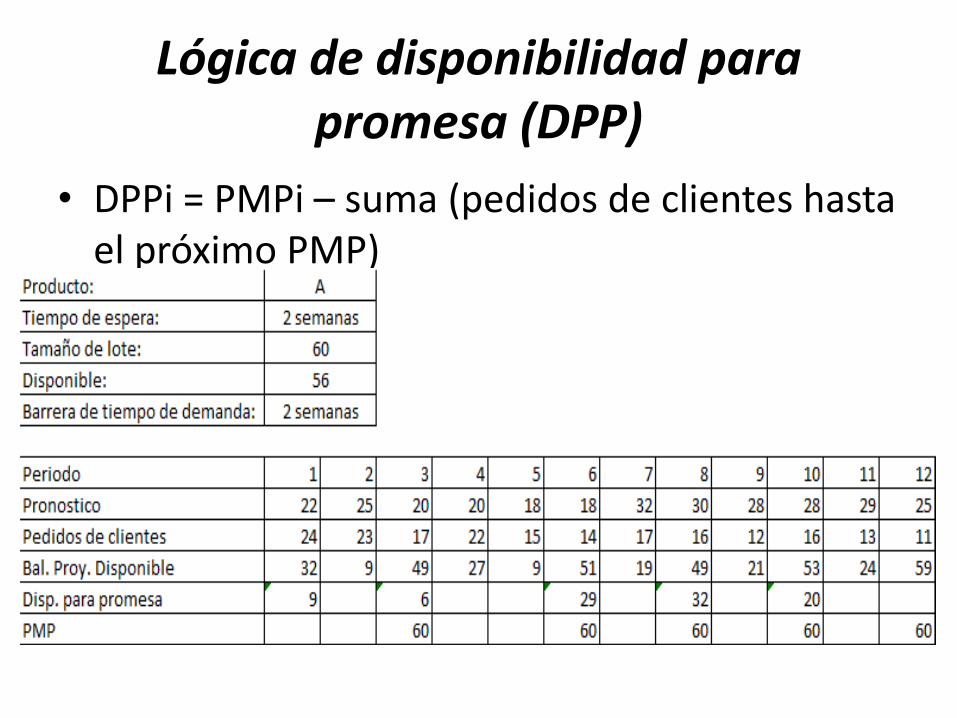
• DPPi = PMPi – suma (pedidos de clientes hasta el próximo PMP)
Lógica de disponibilidad para promesa (DPP)
• Un aspecto clave que debe observarse en el ejemplo anterior, es que la lógica de la DPP se calcula sólo a partir de pedidos de clientes; en ningún momento se toman en cuenta los pronósticos.
Lógica de disponibilidad para promesa (DPP)
• Observe la capacidad potencial de la lógica de la DPP. Suponga que un cliente solicita 20 unidades del producto A en la semana 4. No sólo se puede saber de manera inmediata si es posible atender el pedido, sino que además podremos indicar al cliente exactamente qué esperar. En este caso se puede prometer al cliente una entrega de 15 (9 + 6) unidades en la semana 4 y el resto en la semana 6.












![Programa Maestro Tilapia Tabasco[1]](https://static.fdocuments.es/doc/165x107/5571fab1497959916992db0d/programa-maestro-tilapia-tabasco1.jpg)