Programación lineal de una planta de producción de bloques y adoquines
19
ESCUELA POLITÉCNICA NACIONAL FACULTAD DE INGENIERÍA MECÁNICA UNIDAD DE POSTGRADOS MAESTRÍA EN EFICIENCIA ENERGÉTICA -------------------------------------------------------------------------------------------------------------- Programación lineal para la planta de producción de bloques vibro- prensados y Adoquines Las Cuadras Materia: Simulación de sistemas energéticos Nombre: Juan Obando Velásquez Quito-Ecuador
-
Upload
juan-obando -
Category
Education
-
view
646 -
download
0
Transcript of Programación lineal de una planta de producción de bloques y adoquines

ESCUELA POLITÉCNICA NACIONAL
FACULTAD DE INGENIERÍA MECÁNICA
UNIDAD DE POSTGRADOS
MAESTRÍA EN EFICIENCIA ENERGÉTICA
--------------------------------------------------------------------------------------------------------------
Programación lineal para la planta de producción de bloques vibro-
prensados y Adoquines Las Cuadras
Materia:
Simulación de sistemas energéticos
Nombre:
Juan Obando Velásquez
Quito-Ecuador
1. Antecedentes
La programación lineal es una herramienta para representar, buscar y
analizar problemas de optimización, esto es maximizar o minimizar algún
objetivo; en estos problemas hay que decidir cómo realizar diversas
acciones o productos que compiten por recursos limitados o escasos.
Para utilizar este modelo es necesario que tanto el objetivo como las
restricciones que representan las distintas condiciones del problema se
puedan formular con funciones lineales.
La gran ventaja del modelo de la programación lineal (PL) dentro de la
investigación de operaciones es que se trata de una estructura general que
puede servir para representar de manera apropiada aplicaciones de campos
muy diversos con un método o varios métodos de solución sencillos, que, por
sus características, es fácilmente programable.
En la planta de producción de bloques y adoquines Las Cuadras actualmente
carece de órdenes de producción diaria de los diferentes productos que
permitan tener una sincronía entre la producción y las ventas diarias.
Este problema genera que se almacene productos que no tienen una frecuente
demanda mensual, consecuencia de aquello es el costo de bodegaje, capitales
no productivos, etc.
El objetivo del trabajo es optimizar la producción mensual de la planta de
bloques y adoquines de concreto Las Cuadras a través de la programación
lineal que mejore la competitividad de dichas instalaciones, además saber
cuántos productos y que tipos se debe producir que permita maximizar las
ganancias de dicha empresa.
La micro industria seleccionada para el estudio es la planta de producción de
bloques y adoquines Las Cuadras microempresa que inicia sus actividades en el
sector de Tumbaco calle Gonzalo Pizarro y Las Minas barrio Kaizan en octubre del
2014.
2. Objetivo general del proyecto
Optimizar la producción mensual total de bloques y adoquines de concreto
para la planta de producción Las Cuadras, mediante el uso de la
programación lineal para que de tal manera se maneje correctamente los
recursos de forma eficiente, y maximizar las ganancias de la empresa
observando la capacidad de la maquinaria instalada.
2.1 Objetivos específicos
2.1.1 Obtención de la información requerida para el análisis del proyecto
real
2.1.2 Usar el Excel y su complemento solver como herramienta informática
de análisis que permita simplificar las operaciones matemáticas y obtener
los resultados de las variables de decisión esperados.
2.1.3 Proponer alternativas que permitan maximizar las ganancias de la
empresa
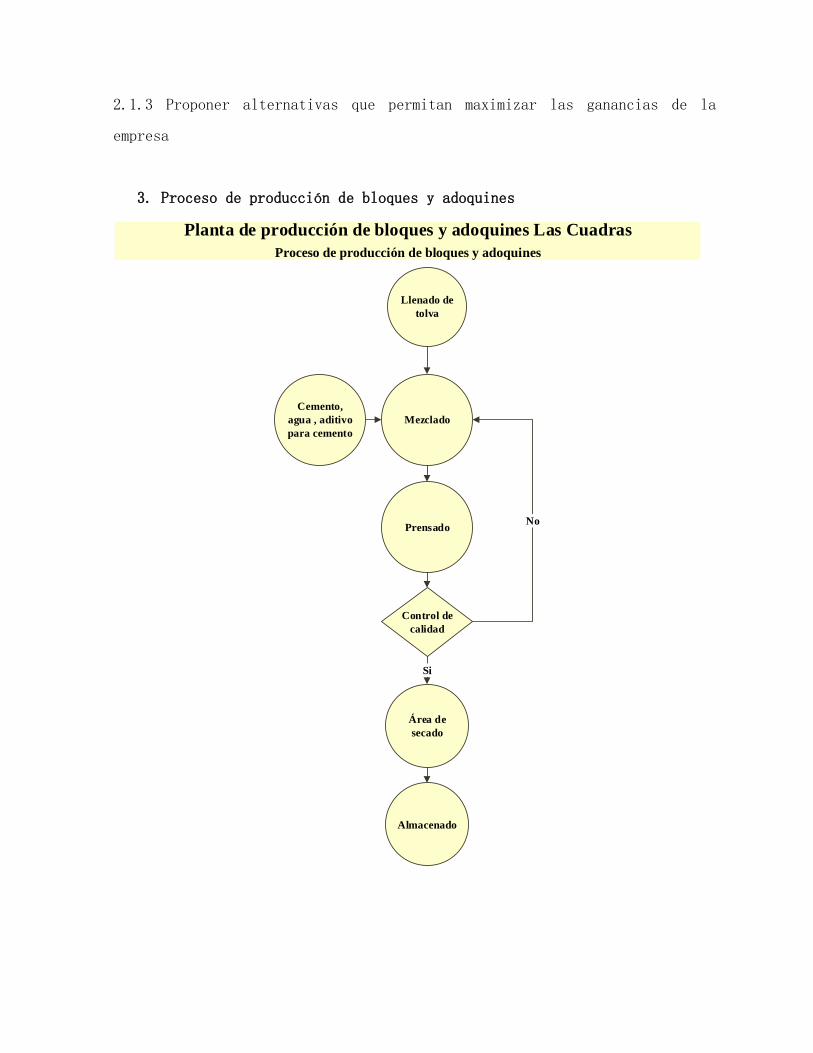
3. Proceso de producción de bloques y adoquines
Llenado de
tolva
Mezclado
Cemento,
agua , aditivo
para cemento
Prensado
Área de
secado
Almacenado
Control de
calidad
Si
No
Planta de producción de bloques y adoquines Las Cuadras
Proceso de producción de bloques y adoquines
4. Descripción del proceso
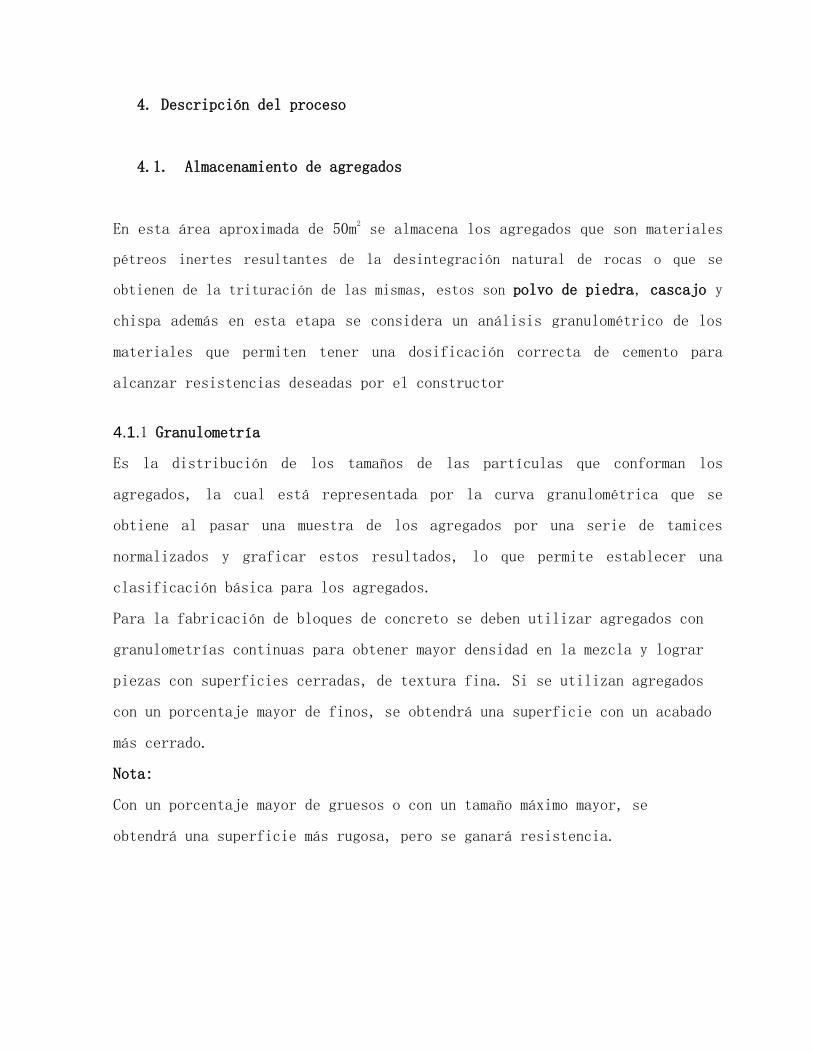
4.1. Almacenamiento de agregados
En esta área aproximada de 50m2 se almacena los agregados que son materiales
pétreos inertes resultantes de la desintegración natural de rocas o que se
obtienen de la trituración de las mismas, estos son polvo de piedra, cascajo y
chispa además en esta etapa se considera un análisis granulométrico de los
materiales que permiten tener una dosificación correcta de cemento para
alcanzar resistencias deseadas por el constructor
4.1.1 Granulometría
Es la distribución de los tamaños de las partículas que conforman los
agregados, la cual está representada por la curva granulométrica que se
obtiene al pasar una muestra de los agregados por una serie de tamices
normalizados y graficar estos resultados, lo que permite establecer una
clasificación básica para los agregados.
Para la fabricación de bloques de concreto se deben utilizar agregados con
granulometrías continuas para obtener mayor densidad en la mezcla y lograr
piezas con superficies cerradas, de textura fina. Si se utilizan agregados
con un porcentaje mayor de finos, se obtendrá una superficie con un acabado
más cerrado.
Nota:
Con un porcentaje mayor de gruesos o con un tamaño máximo mayor, se
obtendrá una superficie más rugosa, pero se ganará resistencia.
Los tabiques y/o paredes de los bloques normalizados tienen un espesor de
aproximadamente 2.54cm (1”). El tamaño máximo de los agregados, compatible
con este espesor es aproximadamente la mitad, es decir 1.27cm (1/2”).
Nota:
Si se utiliza una combinación de agregados con el tamaño máximo compatible,
se puede obtener reducción en las cantidades de cemento y agua necesarias
para lograr una resistencia dada, así como mejor calidad y mayor economía
para el bloque.
Figura 1: Almacenamiento de agregados
4.2 Etapa de mezclado
En esta etapa se mezclas homogéneamente los sólidos y líquidos, de las
cuales cada parte en conjunto desempeña alguna función específica en el
momento del mezclado del concreto.
4.2.1 Dosificación de la mezcla
Las proporciones en la mezcla se realizan de la siguiente manera:
1 saco de cemento
2.5 cubetas de agua
0.5m3 de arena pómez
½ carretada de selecto (aproximadamente 0.05m3)

4.2.3 Elaboración de la mezcla
Para elaborar la mezcla, en la fábrica se procede de la siguiente forma:
a) Se mide la cantidad de polvo de piedra seleccionada para usar y se
vierte en la mezcladora ya activa.
b) Se agrega la cantidad de cemento según la proporción anteriormente
descrita y se mezcla con la arena hasta tener un color uniforme.
c) Se agrega el agua necesaria, cuidando que no se sobrepase se mezcla
hasta que pueda formarse una pequeña bola con la mano, que no chorree ni se
desmorone.
4.2.4 Aditivos
Los aditivos ofrecen numerosos beneficios como resultado de la dispersión e
hidratación del cemento, por ejemplo:
Incremento del desarrollo inicial de resistencias
Mejoran la cohesividad y la estabilidad dimensional
Permiten una mejor compactación de la mezcla (reducción de vacíos)
Impermeabilizan o reducen la absorción de agua
Incremento de las resistencias
Lubricantes de mezcla para reducir la abrasión de las partes de
los moldes (desmoldantes).
Figura 2: Etapa de mezclado

4.3 Etapa de prensado
Cuando la mezcla esta lista, se abre la compuerta que la deja fluir y se
coloca bajo la tolva alimentadora. Se aplica vibración al molde por un
corto tiempo entre 1 y 2 segundos para acomodar la mezcla.
Luego se deja caer la prensa se aplica vibración entre tres y cinco
segundos para la compactación de los bloques. Luego de esto los moldes se
remueven hacia arriba, dejando los bloques libres sobre sus tableros.
Figura 3: Área de prensado

4.4 Área de control de calidad
Luego de la etapa de prensado los bloques se evalúan visualmente. Si
presentan defectos se deberán retirar el tablero y devolver el material a
la tolva o pila de mezcla para volver a utilizarlo. Los bloques buenos
pasan al área de secado o fraguado.
4.5 Área de secado o fraguado
Cuando se han desmoldado los bloques, estos deben permanecer en
reposo, en un sitio protegido del sol, la lluvia y los vientos fuertes,
para evitar la evaporación del agua de la mezcla y su secado prematuro.
Se dejan fraguar hasta que lleguen a una resistencia suficiente para ser
manipulados (entre 12 y 24 horas). Después de esto, los bloques son
retirados de los tableros o tomados del piso y colocados en tarimas de no
más de cuatro bloques, dejando espacios de dos centímetros entre ellos
para que circule el aire.
Figura 4: Área de secado
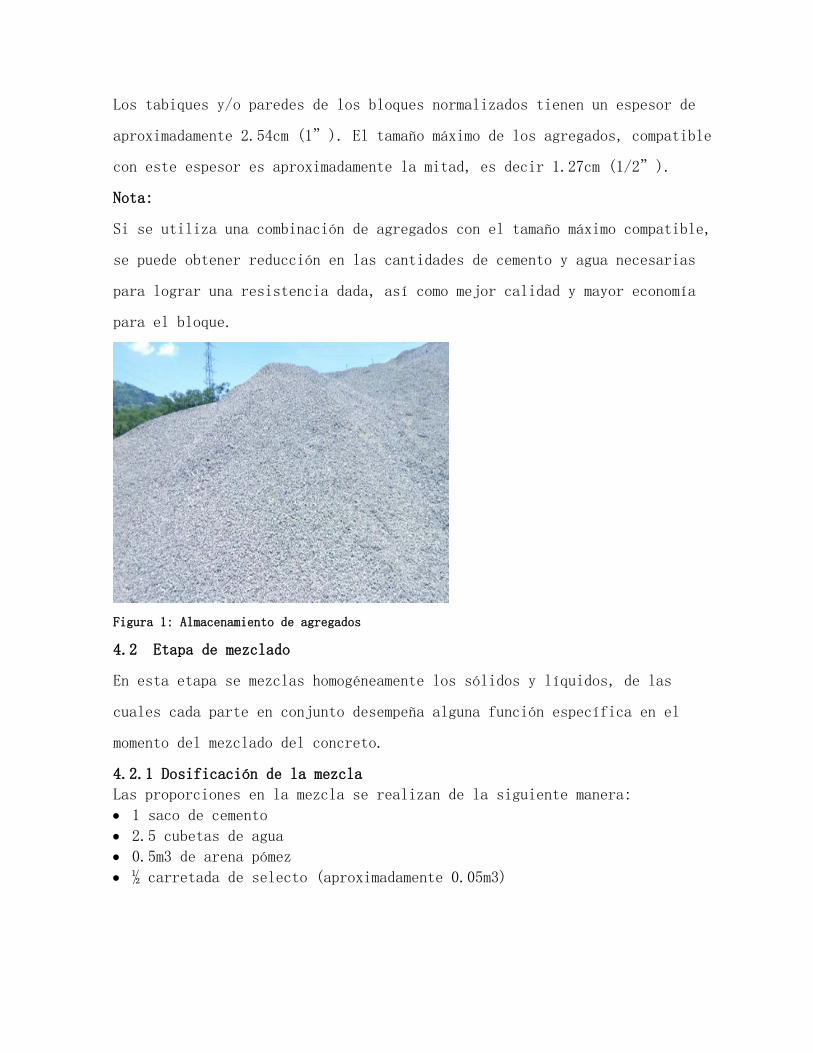
4.6 Curado de los bloques
Una vez los bloques han sido fraguados, se trasladan al área de curado en
donde se busca que el bloque de concreto mantenga la temperatura y el
contenido de humedad necesarios para que se puedan desarrollar la
resistencia y demás propiedades deseadas en el concreto.
Actualmente los bloques de concreto permanecen entre dos y tres días en el
patio de curado, dependiendo la demanda de venta.
Figura 5: Área de curado
4.7 Almacenamiento de los bloques
Cuando los bloques han sido curados, se almacenan en el patio de
almacenamiento, el cual se encuentra en la parte trasera del área de
producción. Se pueden formar pilas de nueve bloques máximo, debidamente
aislados de la humedad del piso, tomando en cuenta que la distribución de

los bloques durante el almacenamiento debe permitir el fácil acceso a cada
una de las diferentes pilas.
Figura 6: Área de almacenado
4.8 Área de despacho
En esta área se realiza el despacho de los diferentes productos de concreto
que se fabrican.
Figura 7: Área de despacho
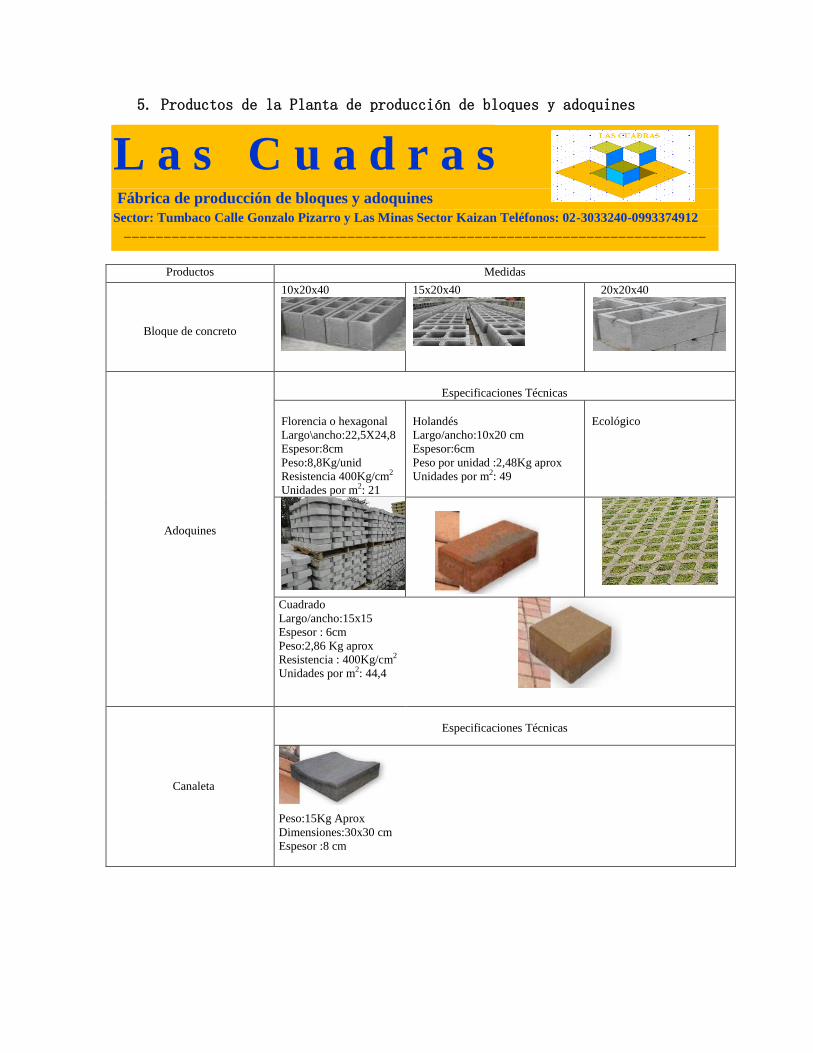
5. Productos de la Planta de producción de bloques y adoquines
L a s C u a d r a s Fábrica de producción de bloques y adoquines
Sector: Tumbaco Calle Gonzalo Pizarro y Las Minas Sector Kaizan Teléfonos: 02-3033240-0993374912
-------------------------------------------------------------------------
Productos Medidas
Bloque de concreto
10x20x40
15x20x40
20x20x40
Adoquines
Especificaciones Técnicas
Florencia o hexagonal
Largo\ancho:22,5X24,8
Espesor:8cm
Peso:8,8Kg/unid
Resistencia 400Kg/cm2
Unidades por m2: 21
Holandés
Largo/ancho:10x20 cm
Espesor:6cm
Peso por unidad :2,48Kg aprox
Unidades por m2: 49
Ecológico
Cuadrado
Largo/ancho:15x15
Espesor : 6cm
Peso:2,86 Kg aprox
Resistencia : 400Kg/cm2
Unidades por m2: 44,4
Canaleta
Especificaciones Técnicas
Peso:15Kg Aprox
Dimensiones:30x30 cm
Espesor :8 cm
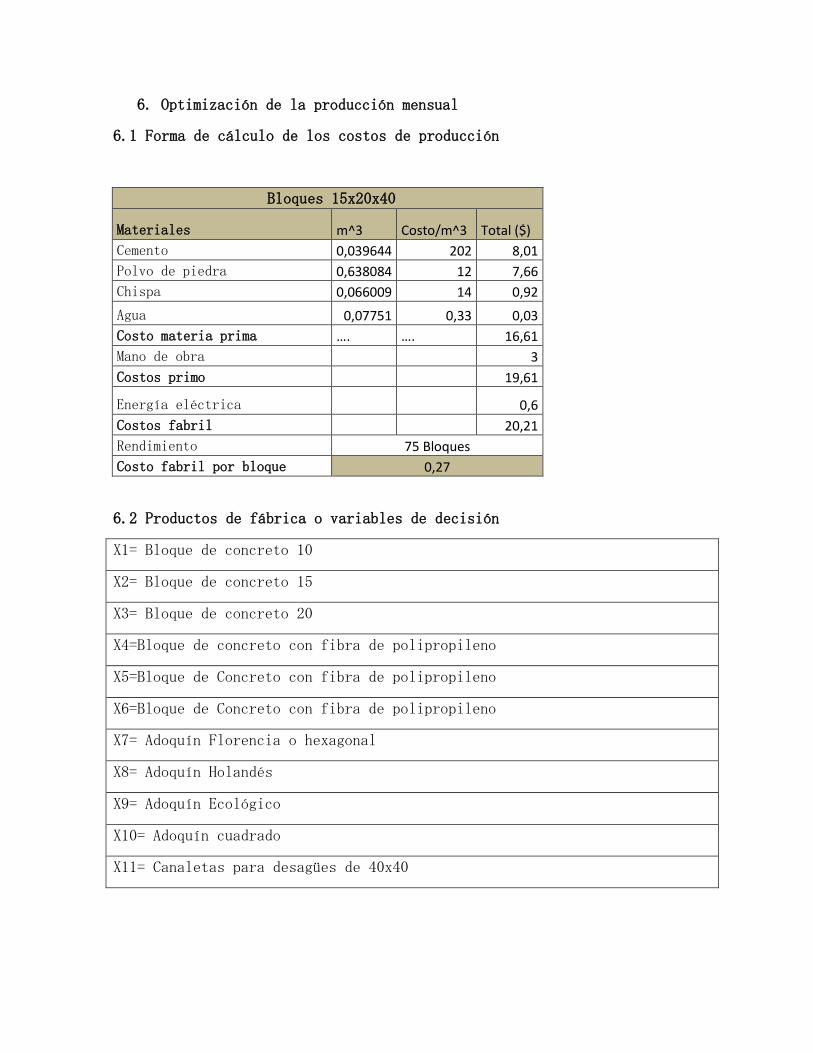
6. Optimización de la producción mensual
6.1 Forma de cálculo de los costos de producción
Bloques 15x20x40
Materiales m^3 Costo/m^3 Total ($)
Cemento 0,039644 202 8,01
Polvo de piedra 0,638084 12 7,66
Chispa 0,066009 14 0,92
Agua 0,07751 0,33 0,03
Costo materia prima …. …. 16,61
Mano de obra 3
Costos primo 19,61
Energía eléctrica 0,6
Costos fabril 20,21
Rendimiento 75 Bloques
Costo fabril por bloque 0,27
6.2 Productos de fábrica o variables de decisión
X1= Bloque de concreto 10
X2= Bloque de concreto 15
X3= Bloque de concreto 20
X4=Bloque de concreto con fibra de polipropileno
X5=Bloque de Concreto con fibra de polipropileno
X6=Bloque de Concreto con fibra de polipropileno
X7= Adoquín Florencia o hexagonal
X8= Adoquín Holandés
X9= Adoquín Ecológico
X10= Adoquín cuadrado
X11= Canaletas para desagües de 40x40
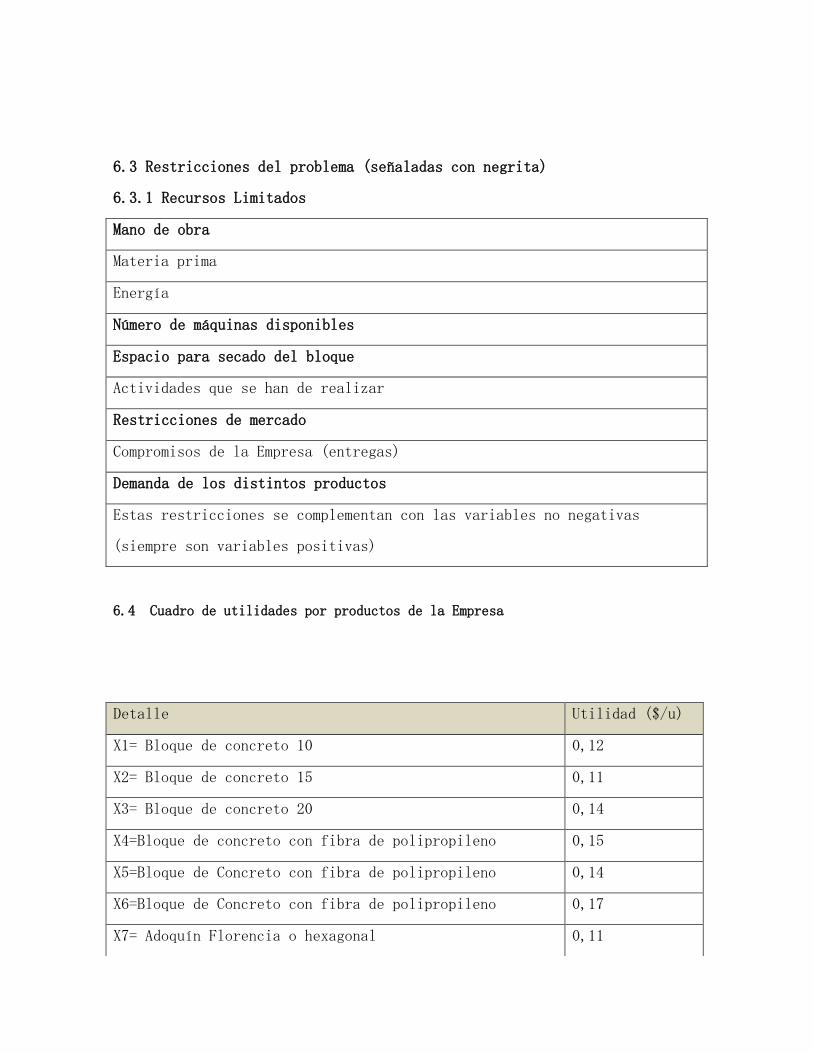
6.3 Restricciones del problema (señaladas con negrita)
6.3.1 Recursos Limitados
Mano de obra
Materia prima
Energía
Número de máquinas disponibles
Espacio para secado del bloque
Actividades que se han de realizar
Restricciones de mercado
Compromisos de la Empresa (entregas)
Demanda de los distintos productos
Estas restricciones se complementan con las variables no negativas
(siempre son variables positivas)
6.4 Cuadro de utilidades por productos de la Empresa
Detalle Utilidad ($/u)
X1= Bloque de concreto 10 0,12
X2= Bloque de concreto 15 0,11
X3= Bloque de concreto 20 0,14
X4=Bloque de concreto con fibra de polipropileno 0,15
X5=Bloque de Concreto con fibra de polipropileno 0,14
X6=Bloque de Concreto con fibra de polipropileno 0,17
X7= Adoquín Florencia o hexagonal 0,11
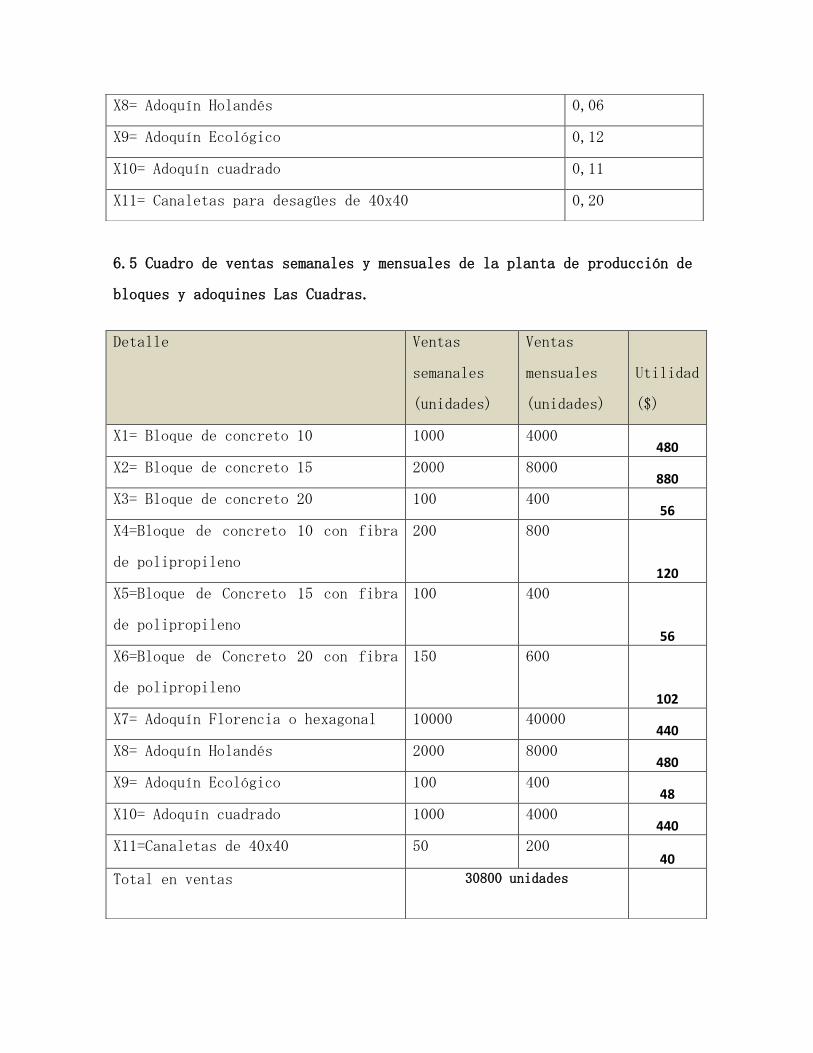
6.5 Cuadro de ventas semanales y mensuales de la planta de producción de
bloques y adoquines Las Cuadras.
X8= Adoquín Holandés 0,06
X9= Adoquín Ecológico 0,12
X10= Adoquín cuadrado 0,11
X11= Canaletas para desagües de 40x40 0,20
Detalle Ventas
semanales
(unidades)
Ventas
mensuales
(unidades)
Utilidad
($)
X1= Bloque de concreto 10 1000 4000 480
X2= Bloque de concreto 15 2000 8000 880
X3= Bloque de concreto 20 100 400 56
X4=Bloque de concreto 10 con fibra
de polipropileno
200 800
120
X5=Bloque de Concreto 15 con fibra
de polipropileno
100 400
56
X6=Bloque de Concreto 20 con fibra
de polipropileno
150 600
102
X7= Adoquín Florencia o hexagonal 10000 40000 440
X8= Adoquín Holandés 2000 8000 480
X9= Adoquín Ecológico 100 400 48
X10= Adoquín cuadrado 1000 4000 440
X11=Canaletas de 40x40 50 200 40
Total en ventas 30800 unidades

6.6 Tabla de recolección de datos
Product
os de
fabrica
Utilidad
/mensual
Tableros
(unidades/mens
uales)
Restriccio
nes de
mercado(un
idades/men
suales)
Máquina
1(unidades/m
ensuales)
Máquina 2
(unidades/me
nsuales)
Máquina 3
(unidades/me
nsuales)
Espacio
para
secado
(unidades
/mensuales
)
Trabajadores
(unidades/mes )
x1 480 48000 4000 30000 30000 20000 13000,00 15000
x2 880 40000,00 8000 30000 30000 18000 12000 17000
x3 56 24000 400 30000 30000 0 12000 6000
x4 120 48000 800 30000 30000 0 12000 8000
x5 56 40000,00 400 30000 30000 0 12000 7000
x6 102 24000 600 30000 30000 0 44000 6000
x7 440 32000 4000 30000 30000 0 44000 15000
x8 480 32000 8000 30000 30000 0 44000 15000
x9 48 35000 400 30000 30000 0 44000 15000
x10 440 35000 4000 30000 30000 0 44000 15000
x11 40 16000 200 15000 15000 0 5000 10000
Max
dispo
nible 34000 30800
30000 28636,4 20000 26000,00 32000
6.7 Función Objetivo
Esta función objetivo es de la utilidad que le queda a la empresa y se
desea encontrar cuantos productos y tipos se deberán producir para
maximizar la utilidad
F.O = 0,12X1+0,11X2+0,14X3+0,15X4+0,14X5+0,17X6+0,11X7+0,06X8+0.12X9+0, 11X10+0,20X11
Nota:
Como es una función de beneficio lo que se quiere es maximizar
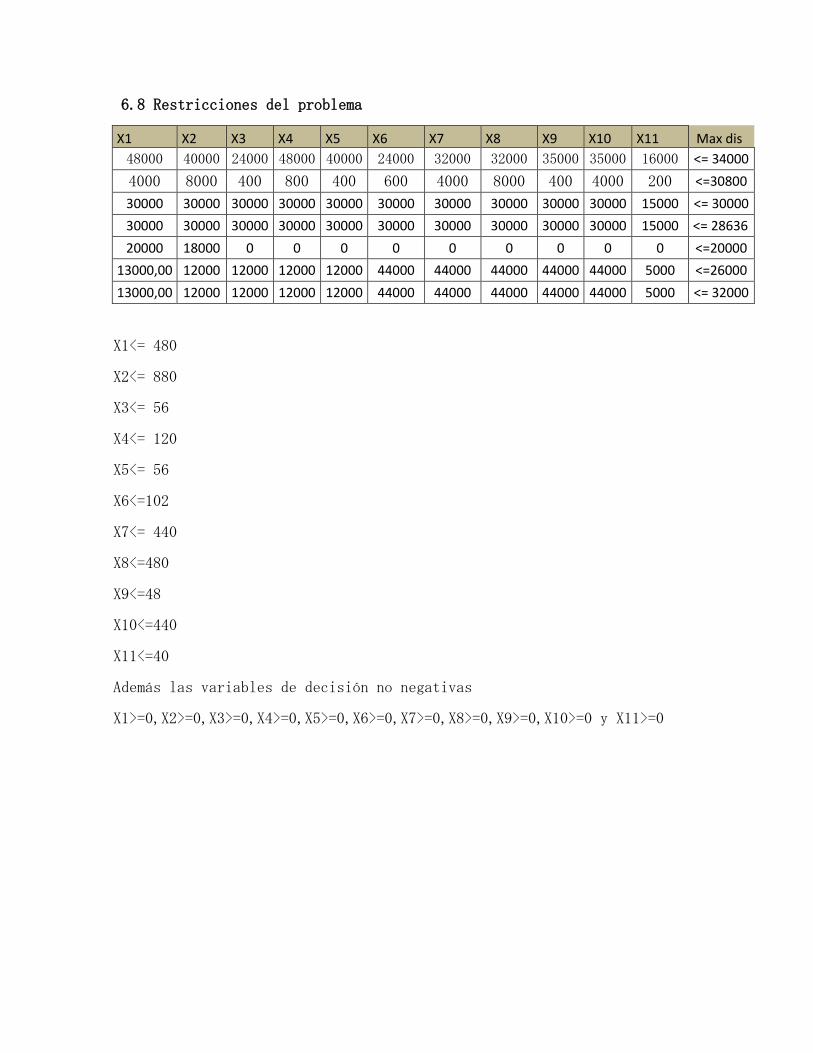
6.8 Restricciones del problema
X1 X2 X3 X4 X5 X6 X7 X8 X9 X10 X11 Max dis
48000 40000 24000 48000 40000 24000 32000 32000 35000 35000 16000 <= 34000
4000 8000 400 800 400 600 4000 8000 400 4000 200 <=30800
30000 30000 30000 30000 30000 30000 30000 30000 30000 30000 15000 <= 30000
30000 30000 30000 30000 30000 30000 30000 30000 30000 30000 15000 <= 28636
20000 18000 0 0 0 0 0 0 0 0 0 <=20000
13000,00 12000 12000 12000 12000 44000 44000 44000 44000 44000 5000 <=26000
13000,00 12000 12000 12000 12000 44000 44000 44000 44000 44000 5000 <= 32000
X1<= 480
X2<= 880
X3<= 56
X4<= 120
X5<= 56
X6<=102
X7<= 440
X8<=480
X9<=48
X10<=440
X11<=40
Además las variables de decisión no negativas
X1>=0,X2>=0,X3>=0,X4>=0,X5>=0,X6>=0,X7>=0,X8>=0,X9>=0,X10>=0 y X11>=0

7. Resultados esperados utilizando solver
Para obtener una máxima utilidad de 2794 $ Americanos según el resultado
total de la función objetivo se deberá producir los tipos de productos con
sus respectivas cantidades.
Variables de desición ($)
X1 4000
X2 8000
X3 400
X4 800
X5 400
X6 600
X7 4000
X8 2200
X9 400
X10 4000
X11 200
Resultado de la función objetivo
F.O 2794

8. Conclusiones
8.1 A través del análisis se logró establecer la producción óptima mensual
de la planta de producción Las Cuadras que permite fabricar un bloque de
concreto que sea efectivo y seguro en la construcción.
8.2 Se logró determinar las restricciones inmersas en el proceso productivo
que detienen al proceso y minimizan las ganancias del micro empresa
8.3 Se analizó el proceso actual de fabricación de bloques de concreto
liviano, desglosando cada una de sus operaciones para lograr identificar
las áreas de mejora.
8.4 Al estudiar el proceso se analizaron también las diferentes
proporciones de granos que se utilizan en la mezcla de agregados, por lo
que se va a determinar una curva granulométrica que mejora las proporciones
y acomodamiento de los granos en la mezcla , esto produce un ahorro en la
compra de cemento.
9. Bibliografía
[1] B-Caro Wong, Bryan Francisco. Factor de corrección en granulometría
para el proporcionamiento de mezclas de concreto. USAC 1994. 111 páginas.
[2] Nievel, Benjamín. Ingeniería industrial, métodos, tiempos y
movimientos. 9a ed. México. McGrawHill Interamericana, 1997.