
PROPUESTA DE MEJORAMIENTO PARA AUXILIARES DE...
73
PROPUESTA DE MEJORAMIENTO PARA AUXILIARES DE EMPAQUE DE LA LÍNEA DE PAPA DE PEPSICO ALIMENTOS ZONA FRANCA LTDA. FABIAN DARIO PINZÓN PEDRAZA 20112077059 UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA PROYECTO CURRICULAR TECNOLOGÍA INDUSTRIAL BOGOTÁ D.C. 2015
Transcript of PROPUESTA DE MEJORAMIENTO PARA AUXILIARES DE...

PROPUESTA DE MEJORAMIENTO PARA AUXILIARES DE EMPAQUE DE LA LÍNEA DE PAPA DE PEPSICO ALIMENTOS ZONA FRANCA LTDA.
FABIAN DARIO PINZÓN PEDRAZA
20112077059
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
PROYECTO CURRICULAR TECNOLOGÍA INDUSTRIAL
BOGOTÁ D.C.
2015

PROPUESTA DE MEJORAMIENTO PARA AUXILIARES DE EMPAQUE DE LA LÍNEA DE PAPA DE PEPSICO ALIMENTOS ZONA FRANCA LTDA.
FABIAN DARIO PINZÓN PEDRAZA
20112077059
TRABAJO DE GRADO
DIRECTOR: M. Sc. NELSON EDUARDO RODRÍGUEZ MONTAÑA
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
PROYECTO CURRICULAR TECNOLOGÍA INDUSTRIAL
BOGOTÁ D.C.
2015

Nota de aceptación
____________________________
____________________________
____________________________
____________________________
____________________________
____________________________
____________________________
Firma de Director
____________________________
Firma de Jurado
____________________________
Firma de Jurado
Bogotá D.C, Septiembre 30 de 2015

4
DEDICATORIA A mis padres, quienes con su esfuerzo, dedicación, entrega y sacrificio me han permitido alcanzar cada uno de los logros que he conseguido hasta ahora. A mi familia, motor principal que me impulsa a afrontar cada uno de los retos que en la vida se me presentan cada día. Y a Dios, quien me ha dado todo cuanto tengo y cuanto soy, poniendo en mi camino muchas personas que me han brindado su cariño, comprensión y ayuda.

5
AGRADECIMIENTOS
A la empresa PepsiCo Zona Franca Ltda. por abrirme sus puertas para el desarrollo mi etapa de pasantía, en la cual tuve la oportunidad de conocer y comprender en gran medida el funcionamiento de grandes industrias; además de aterrizar en la práctica algunos de los conceptos teóricos de mi formación universitaria, mediante la ejecución de mis labores y la elaboración del presente proyecto. A los ingenieros Fabián Ernesto Sampayo y Diego Rivera, por su orientación, confianza y enseñanzas que hicieron de esta una etapa agradable y productiva para mi crecimiento personal y profesional.
Agradezco también al profesor Nelson Eduardo Rodríguez Montaña, por su colaboración y orientación para la ejecución de este proyecto.

6
CONTENIDO
DEDICATORIA ........................................................................................................ 4
AGRADECIMIENTOS ............................................................................................. 5
LISTA DE FIGURAS ............................................................................................... 8
LISTA DE TABLAS .................................................................................................. 9
LISTA DE GRÁFICOS ........................................................................................... 10
TABLA DE ANEXOS ............................................................................................. 11
1. GENERALIDADES DEL TRABAJO ............................................................. 12
1.1. GLOSARIO ..................................................................................................... 12
1.2. JUSTIFICACIÓN ............................................................................................. 13
1.3. OBJETIVOS .................................................................................................... 15
1.3.1. Objetivo general ....................................................................................... 15
1.3.2. Objetivos específicos ............................................................................... 15
1.4. DESCRIPCIÓN DE LA EMPRESA ................................................................. 16
1.4.1. Misión ....................................................................................................... 16
1.4.2. Visión ....................................................................................................... 17
1.4.3. Valores ..................................................................................................... 17
2. MARCO TEÓRICO ...................................................................................... 18
3. DIAGNÓSTICO PREVIO ............................................................................. 28
3.1. ÁREA DE EMPAQUE DE LA LÍNEA ............................................................... 28
3.1.1. Personal y horarios de trabajo en el área. ................................................ 28
3.1.2. Maquinaria disponible para el empaque. .................................................. 28
3.2 PRODUCTOS Y REFERENCIAS MANEJADOS ............................................ 34
3.2.1. Canales de distribución de papa frita producida en la empresa. .............. 34
3.2.2. Productos de la línea de papa frita. .......................................................... 34
3.3. DIFERENCIAS EN EL TRABAJO ................................................................... 36
3.4. ENCUESTA DIAGNÓSTICO PARA LAS AUXILIARES DE EMPAQUE DE LA LÍNEA .................................................................................................................... 38
4. PROPUESTA DE MEJORAMIENTO PARA EL ÁREA DE EMPAQUE DE LA LÍNEA DE PAPA ................................................................................................... 49

7
4.1. DISTRIBUCIÓN DE LAS INSTALACIONES ................................................... 50
4.1.1. Distribución general de la línea. ............................................................... 50
4.1.2. LayOut de los puestos de trabajo en las mesas de empaque. ................. 51
4.2. ESTANDARIZACIÓN DE MÉTODOS DE TRABAJO ..................................... 54
4.3. PLAN DE CAPACITACIÓN PARA EL INGRESO DE NUEVAS AUXILIARES DE EMPAQUE A LA LÍNEA DE PAPA .................................................................. 55
4.3.1. Introducción. ............................................................................................. 55
4.3.1. Objetivo General. ..................................................................................... 56
4.3.2. Objetivos Específicos ............................................................................... 56
4.3.2. Público Objetivo. ...................................................................................... 56
4.3.3. Metodología. ............................................................................................ 56
4.3.3. Resultados esperados. ............................................................................. 59
4.3.4. Medición de los resultados. ...................................................................... 60
4.3.5. Capacitador. ............................................................................................. 60
5. SIMULACIÓN DEL TRABAJO EN LAS MESAS DE EMPAQUE ................. 61
5.1. MODELAMIENTO EN PROMODEL ............................................................... 61
5.1.1. Datos de entrada para el modelo ............................................................. 62
5.1.2. Montaje y programación del modelo en ProModel ................................... 63
5.2. RESULTADOS OBTENIDOS .......................................................................... 66
5.3. TIEMPOS DE EMPAQUE PARA DOS DE LAS REFERENCIAS MÁS TRABAJADAS ....................................................................................................... 68
CONCLUSIONES .................................................................................................. 70
RECOMENDACIONES ......................................................................................... 71
BIBLIOGRAFÍA ..................................................................................................... 72

8
LISTA DE FIGURAS
Figura 1. Valores empresariales de PepsiCo Alimentos. ...................................... 17
Figura 2. Distribución espacial general del área de empaque en la línea de papa. .............................................................................................................................. 29
Figura 3. Puestos de trabajo y rotación en las mesas de empaque. ..................... 30
Figura 4. Diagrama de proceso, empaque en la línea de papa. ............................ 32
Figura 5. Configuración de puestos de trabajo para el empaque de Sabritas. ...... 33
Figura 6. Canales para la atención de la demanda. .............................................. 34
Figura 7. Modificación en atriles de empaque y bandas transportadoras realizada por las auxiliares. .................................................................................................. 37
Figura 8. Temas tocados por las auxiliares en la pregunta abierta. ...................... 48
Figura 9. Configuración espacial con la banda de producto terminado al final de las líneas. .................................................................................................................... 51
Figura 10. Puestos de trabajo en la mesa de empaque con la reubicación de la banda de producto terminado................................................................................ 51
Figura 11. Distribución ideal del espacio de trabajo en las mesas de empaque de la línea de papa. .................................................................................................... 54
Figura 12. Condiciones de entrada y de salida de las nuevas auxiliares de empaque de la línea de papa en el proceso de capacitación. ............................... 59
Figura 13. Lay Out de la simulación de una mesa de empaque en la línea de papa. .............................................................................................................................. 63
Figura 14. Programación de las locaciones utilizadas en el modelo. .................... 64
Figura 15. Entidades utilizadas en el modelo. ....................................................... 64
Figura 16. Programación de las llegadas en el modelo. ........................................ 64
Figura 17. Distribución discreta para simular la tasa defectuosa. ......................... 65
Figura 18. Atributos y variables utilizados para la programación del modelo. ....... 65
Figura 19. Programación del proceso simulado. ................................................... 66
Figura 20. Socialización de la simulación realizada. ............................................. 67
Figura 21. Datos arrojados por el software ProModel. .......................................... 68
Figura 22. Tiempos promedio para las labores de empaque arrojados por ProModel ............................................................................................................... 69
9
LISTA DE TABLAS
Tabla 1. Tabla propuesta por la General Electric Company. ................................. 23
Tabla 2. Puestos y funciones de las auxiliares en las mesas de empaque. .......... 30
Tabla 3. Sabor Vs Gramaje para los productos de la línea. .................................. 35
Tabla 4. SKU’s manejados para los productos de la línea. ................................... 35
Tabla 5. Descripción de los elementos ubicados en las mesas de empaque. ...... 52
Tabla 6. Temáticas propuestas para el plan de capacitación de las nuevas auxiliares de empaque de la línea de papa. .......................................................... 58

10
LISTA DE GRÁFICOS
Gráfico 1. Tiempo de desempeño en el cargo....................................................... 39
Gráfico 2. Forma en la cual se aprendió a realizar la tarea ................................... 39
Gráfico 3. Percepción favorable de la disponibilidad de medios de trabajo .......... 40
Gráfico 4. Calificación de 1 a 10 del estado de los elementos de trabajo ............. 41
Gráfico 5. Referencias más trabajadas en la línea de papa .................................. 41
Gráfico 6. Preferencia para trabajar en uno de los dos tubos de cada máquina por lateralidad .............................................................................................................. 42
Gráfico 7. Puesto de trabajo y referencia que exigen mayor esfuerzo .................. 43
Gráfico 8. Percepción de conveniencia de las rotaciones de personal realizadas 44
Gráfico 9. ¿Considera que su trabajo depende de la labor de otras personas?.... 45
Gráfico 10. Apreciación de contribución para el cumplimiento de los objetivos generales............................................................................................................... 45
Gráfico 11. Capacidad para la identificación de fallas en el trabajo ...................... 46
Gráfico 12. Causa de la existencia de producto no conforme excesivo ................ 47
Gráfico 13. Existencia de elementos de protección personal necesarios .............. 47
Gráfico 14. Porcentaje de ocupación de las auxiliares de empaque en la línea.... 67

11
TABLA DE ANEXOS
ANEXO A. ENCUESTA DIAGNÓSTICO DIRIGIDA A LAS AUXILIARES DE EMPAQUE DE LA LÍNEA DE PAPA.
ANEXO B. CARTILLA INFORMATIVA PARA EL EMPAQUE DE LAS REFERENCIAS MANEJADAS EN LA LÍNEA DE PAPA.
ANEXO C. PRESENTACIÓN ON BOARDING DIRIGIDO A LAS AUXILIARES DE EMPAQUE DE LA LÍNEA DE PAPA.
ANEXO D. EVALUACIÓN DEL ON BOARDING DIRIGIDO A LAS AUXILIARES DE EMPAQUE DE LA LÍNEA DE PAPA.
ANEXO E. PRESENTACIÓN CADA COSA EN SU LUGAR.
ANEXO F. SIMULACIÓN DEL TRABAJO REALIZADO EN LAS MESAS DE EMPAQUE DE LA LÍNEA DE PAPA EN PROMODEL.
ANEXO G. MEDICIÓN DE TIEMPOS DE EMPAQUE.
ANEXO H. PRESENTACIÓN SIMULACIÓN DEL TRABAJO EN EL ÁREA DE EMPAQUE DE LA LÍNEA.

12
1. GENERALIDADES DEL TRABAJO
1.1. GLOSARIO
- DTS: Acrónimo de la expresión en inglés (Down To Street), es uno de los dos canales de distribución manejados en la empresa, a través del cual se atiende la demanda de los clientes más pequeños que llevan el producto directamente al consumidor final como las tiendas ubicadas en los barrios.
- Instalación: “Todo recinto provisto de los medios necesarios para llevar a cabo una actividad de manufactura, profesional, comercial, de ocio, de beneficencia, etc. Se usa más en plural y como sinónimo de planta.”1
- Lateralidad: Preferencia por uno de los lados del cuerpo humano, ya sea el derecho o el izquierdo.
- On Boarding: Actividad inductiva aplicada a todos los nuevos colaboradores de la empresa, en la que se busca generar un acercamiento con la compañía, dando a conocer las principales normas y beneficios que están establecidos en cada una de las áreas principales como lo son: calidad, sanidad, medio ambiente, recursos humanos, seguridad industrial, salud ocupacional, entre otras.
- OT: Acrónimo de la expresión en inglés (Organized Trade), es el otro canal de distribución utilizado por la empresa, a través del cual se atiende la demanda de clientes como las grandes superficies.
- PPN: Bajo este nombre es denomina la película de polipropileno que sirve como empaque primario para proteger el producto y evitar su degradación por el contacto con algunos factores ambientales
- Sabrita: Así se denominan algunas de las referencias de producto comercializadas, las cuales constan básicamente de cajas de cartón con unidades de producto sueltas en su interior, en diferentes cantidades según gramaje.
- SKU: (Stock-Keeping Unit) es decir las diversas unidades individuales de distribución y venta referenciadas en el portafolio de productos ofrecidos.
- Sticker: Etiqueta adhesiva con información impresa del producto.
1 (Tompkins, y otros 2006)., p. 3

13
1.2. JUSTIFICACIÓN
PepsiCo Alimentos Ltda. es una empresa que se dedica a la producción, distribución y comercialización de productos para el consumo tales como papas fritas, galletas, pasabocas, entre otros. Reconocida por marcas como Margarita, Cheetos, Doritos, Choclitos, Gamesa, Quaker, entre otras. Hace parte de PepsiCo Inc. y está en Colombia hace más de 20 años con cuatro plantas de producción distribuidas así: dos en Bogotá, una en Sabaneta (Antioquia) y una en Funza (Cundinamarca), además de varios centros de distribución a nivel nacional.
La planta de Funza (Cundinamarca), en la que tiene lugar el presente proyecto, cuenta con cinco líneas de producción, entre las cuales está la de papa cuya capacidad productiva es de 35 toneladas de papa cruda por día. El área de empaque de la línea en mención, cuenta con 49 personas por turno, entre las que están: el Líder de empaque quien es el responsable del área en el turno correspondiente, los Operadores de empaque que tienen a su cargo las máquinas empacadoras, y las Auxiliares de empaque quienes se encargan de empacar los productos en las diferentes unidades de distribución y venta.
Las referencias manejadas en la línea de papa de Funza, se dividen en dos grandes grupos según su canal de distribución así: DTS (Down To Street) para atender la demanda de los clientes más pequeños que llevan el producto directamente al consumidor final; y OT (Organized Trade) para atender la demanda de clientes como las grandes superficies. Estos dos grupos se dividen a su vez en varias referencias que se empacan de dos formas distintas: 1. En bolsas transparentes o impresas con doce o seis paquetes en su interior según gramaje, o 2. En sabritas, que son cajas de cartón con sesenta, veinticuatro, doce u ocho paquetes en su interior según el gramaje de los mismos.
Las auxiliares de empaque de la línea, deben desarrollar múltiples tareas, que varían según la referencia empacada y/o los puestos en los que rotan a lo largo del turno. Estas tareas son principalmente:
- De carácter logístico: Empaque. - De control de calidad: Identificación de producto fuera de especificaciones,
para romperlo y recuperarlo de ser necesario. - Y de embalaje: Con los respectivos SKU (Stock-keeping unit) es decir las
diversas unidades individuales de distribución y venta referenciadas en el portafolio de productos.
Las principales labores de las auxiliares se pueden observar en la figura 3, sin embargo, actualmente se presenta variabilidad en la manera de desarrollar las operaciones por parte de las auxiliares de empaque en la línea de papa, por lo tanto es indispensable elaborar un protocolo de método de trabajo, que permita capacitar a las auxiliares para la correcta ejecución de sus labores.

14
Las propuestas de mejoramiento desarrolladas, serán presentadas a la empresa para su estudio y aprobación, así como los documentos que puedan surgir para atender las necesidades principales evidenciadas a lo largo del proyecto, siendo este el último paso en la realización del mismo.

15
1.3. OBJETIVOS
1.3.1. Objetivo general
Elaborar una propuesta de mejoramiento para el puesto de la auxiliar de empaque de la línea de papa de PEPSICO Alimentos Zona Franca Ltda.
1.3.2. Objetivos específicos
- Elaborar el diagnóstico del área de empaque de la línea de papa en PepsiCo Alimentos Zona Franca Ltda., para identificar oportunidades de mejora en los puestos de trabajo de las auxiliares.
- Elaborar una propuesta aplicable a los puestos de trabajo de las auxiliares de la línea de papa en PepsiCo Alimentos Zona Franca Ltda., para estandarizar los métodos de las labores propias del cargo.
- Proponer herramientas para contribuir a la capacitación del personal nuevo del área de empaque de la línea de papa en PepsiCo Alimentos Zona Franca Ltda., respecto a los métodos de empaque de las diferentes referencias manejadas.
- Estandarizar los tiempos de empaque para algunas de las referencias más manejadas en la línea de papa de PepsiCo Alimentos Zona Franca Ltda.

16
1.4. DESCRIPCIÓN DE LA EMPRESA2
PepsiCo Inc. es una empresa de capital abierto con acciones de distintos inversionistas. Cuenta con un portafolio de productos bastante amplio que incluye variedad de bebidas y alimentos, los cuales llegan a las personas en más de doscientos países y generan ingresos anuales cercanos a los sesenta mil millones de dólares.
PepsiCo es la segunda compañía más importante de alimentos y bebidas a nivel mundial; cuenta con más de cien marcas líderes en más de doscientos países y emplea a más de 285.000 personas unidas en lo que llaman “Desempeño con propósito”, que es el compromiso único de crecimiento sostenido, invirtiendo en un futuro más saludable para las personas y el planeta.
Es una empresa social y laboralmente responsable dedicada a la producción, distribución y comercialización de reconocidas marcas de alimentos divertidos y convenientes como Margarita, De Todito, Cheetos, Doritos, NatuChips, Choclitos, CheeseTris, Maní Moto, Chokis, Gamesa y Quaker, entre otras. La compañía pertenece a PepsiCo Inc. y opera en el país desde hace más de 20 años con cuatro (4) plantas de producción estratégicamente ubicadas: dos (2) en Bogotá, departamento de Cundinamarca, una (1) en Sabaneta, departamento de Antioquia y una (1) en Funza, departamento de Cundinamarca así como varios centros de distribución a nivel nacional, que brindan miles de empleos directos e indirectos a los colombianos.
1.4.1. Misión
“Ser la primera empresa mundial de productos de consumo enfocada en alimentos y
bebidas preparadas. Buscamos ofrecer un retorno financiero a nuestros inversionistas al mismo tiempo que proporcionamos oportunidades de crecimiento y enriquecimiento para nuestros empleados, socios de negocio y comunidades donde operamos. En todo lo que
hacemos, nos esforzamos en actuar con honestidad, justicia e integridad” 3.
2 PepsiCo. Nuestra Compañía. [En línea] [Consultado el: 03 de Noviembre de 2014.] http://www.pepsico.com.co/quienes-somos.htm.
3 PepsiCo. Misión. [En línea] [Consultado el: 03 de Noviembre de 2014.] http://www.pepsico.com.co/mision.htm.

17
1.4.2. Visión
“Nuestra visión es poner en acción a través de programas y foco en administración
ambiental, actividades que beneficien la sociedad y un compromiso para construir valor
accionario haciendo de PepsiCo una compañía verdaderamente sustentable" 4.
1.4.3. Valores
Figura 1. Valores empresariales de PepsiCo Alimentos.
Fuente: http://www.pepsico.com.co/valores.htm
4 PepsiCo. Visión. [En línea] [Consultado el: 03 de Noviembre de 2014.] http://www.pepsico.com.co/vision.htm.
18
2. MARCO TEÓRICO
2.1 Estudio de métodos
Según NIEBEL, Benjamin W. y FREIVALDS, Andris5, la ingeniería de métodos abarca dos partes en la línea de tiempo de un producto, puesto que el ingeniero de métodos tiene que diseñar y desarrollar los centros de fabricación del mismo, pero también, el ingeniero debe hacer un estudio continuo para mejorar la forma de fabricación y la calidad del producto.
El objetivo de estudiar un proceso de producción para CHASE, Richard; JACOBS, F. Robert y A QUILANO, Nicholas6, es el de buscar las demoras, movimientos, procesos y otros elementos que requieren tiempo; para luego poder simplificar la operación. Es decir, que se debe eliminar todo aquello que requiera tiempo para su realización y que no le agregue valor al producto.
Se puede ver entonces que la ingeniería de métodos es un proceso cíclico para buscar la mejora continua, ya que siempre en las empresas los métodos de trabajo pueden ser estudiados con el fin de identificar oportunidades que lleven a obtener beneficios apreciados en un incremento de la capacidad de producción por unidad de tiempo o en un aumento de la calidad en los productos ofrecidos, lo que sirve sin duda como un factor diferenciador en el mercado.
2.1.1 Formas para determinar el mejor método de trabajo.
Tal y como se lo ilustra CHASE, Richard; JACOBS, F. Robert y AQUILANO, Nicholas7, para determinar el mejor método de trabajo en la realización de una tarea manual, existen dos formas básicas: una usada por Taylor y la otra por Gilbreth, el padre del estudio de movimientos. Taylor buscaba entre los trabajadores que desarrollaban la tarea aquel que desempeñara mejor el trabajo, aceptando el método usado por este como el mejor y difundiéndolo a los demás trabajadores para que lo adoptaran todos. Gilbreth por su parte usaba un procedimiento que consistía en la observación de los trabajadores, con el fin de identificar en cada uno lo mejor y diseñar un método que en su conjunto recogiera los mejores elementos observados; es decir, un método combinado agrupando lo mejor de varios métodos.
5 NIEBEL, Benjamin W. y FREIVALDS, Andris., p. 3
6 CHASE, Richard; JACOBS, F. Robert y AQUILANO, Nicholas., p. 145
7 Ibid., p. 146.

19
2.1.2 Etapas para un estudio de métodos.
Para un estudio de métodos es preciso seguir una metodología, que permita detectar los problemas existentes, recopilar la información necesaria y tomar decisiones que ayuden a la solución de los mismos.
Para un programa de ingeniería de métodos, NIEBEL, Benjamin W. y FREIVALDS, Andris 8, propone una serie de etapas a saber:
- Selección del proyecto: Casi siempre se seleccionan proyectos con alto
costo o con dificultades para conservar la calidad.
- Obtención y presentación de datos: Se debe integrar toda la información
relevante. Esta tarea incluye diagramas y especificaciones, cantidades
requeridas, requerimientos de entrega y proyecciones de la vida anticipada
del producto o servicio. La información se debe almacenar ordenadamente
para su estudio y análisis.
- Análisis de datos: El análisis incluye el propósito de la operación, el diseño
de la parte, las tolerancias y especificaciones, los materiales, los procesos
de manufactura, la configuración y las herramientas, las condiciones de
trabajo, el manejo de materiales, la distribución de la planta y el diseño del
trabajo.
- Desarrollo del método ideal: Se selecciona el mejor procedimiento para
cada operación, inspección y transporte.
- Presentación e instalación el método: El método se explica detalladamente
a las personas encargadas de utilizarlo y mantenerlo.
- Desarrollo del análisis del trabajo: Se hace el análisis del método instalado
para asegurar que los trabajadores se seleccionen, entrenen y
recompensen adecuadamente.
- Establecimiento de estándares de tiempo: Se debe determinar un estándar
justo y equitativo para el método instalado.
- Seguimiento: Se debe auditar el método nuevo, para determinar si se
alcanzan las metas planeadas con los costos asociados y si se pueden
realizar nuevas mejoras.
8 NIEBEL, Op. Cit., p. 6.
20
2.2 Medición del trabajo
Medición del trabajo “Es la parte cuantitativa del estudio del trabajo, que indica el resultado del esfuerzo físico desarrollado en función del tiempo permitido a un operador para terminar una tarea específica, siguiendo a un ritmo normal un método predeterminado”9.
Con la medición del trabajo, lo que se busca básicamente es estandarizar los tiempos para los diferentes elementos de un método de trabajo que se considera adecuado gracias a los resultados de la ingeniería de métodos. El tiempo estándar es definido entonces como “el patrón que mide el tiempo requerido para terminar una unidad de trabajo, mediante el empleo de un método y equipo estándar, por un trabajador que posee la habilidad requerida, que desarrolla una velocidad normal que pueda mantener día tras día, sin mostrar síntomas de fatiga”10.
Por su parte NIEBEL, Benjamin W. y FREIVALDS, Andris 11, expresan que un estudio de tiempos sirve para determinar lo que llaman un “día de trabajo justo”, que consiste en un día en el que tanto la empresa como el empleado tienen una ganancia equitativa; es decir que el empleado trabaja con el método y con una velocidad adecuados (ni muy despacio ni muy rápido) por un salario justo, con suplementos u holguras razonables por retrasos personales, inevitables y por fatiga.
La necesidad de tener tiempos estándar para la ejecución del trabajo se evidencia en cuatro razones según CHASE, Richard; JACOBS, F. Robert y AQUILANO, Nicholas12, que son:
- Para programar el trabajo, además de asignar la capacidad.
- Para tener la base de un objetivo y motivar a los trabajadores, además de
medir su desempeño.
- Para obtener nuevos contratos y evaluar el desempeño de los existentes.
- Para proporcionar puntos de comparación buscando el mejoramiento.
Para la realización del estudio de tiempos, el analista debe tener en cuenta diversos factores que en últimas determinaran que tan acertados son los tiempos estándar obtenidos como resultado, entre estos factores están por ejemplo la
9 GARCÍA CRIOLLO, Roberto. 2005 p. 179
10 Ibid., p. 179
11 NIEBEL & Freivalds, Op. Cit., p. 6
12 Chase, Jacobs, & Aquilano, p. 150
21
correcta selección del trabajador a medir, la objetividad en la recolección de datos, la relación con los trabajadores, entre otros.
Según la Oficina Internacional del Trabajo13, la medición del trabajo debe hacerse de manera abierta, permitiendo que el trabajador este consiente de la realización del estudio y reconozca los objetivos del mismo, para evitar entre otras que se vea afectado su desempeño durante la recolección de información, y que por ende exista sesgo en la obtención final de los tiempos estándar.
2.2.1 Etapas del estudio de tiempos
Para poder realizar un estudio de tiempos adecuado, luego de elegir el trabajo objeto del análisis, la Oficina Internacional del Trabajo14, define el estudio en las siguientes ocho etapas:
- Obtener y registrar toda la información posible acerca de la tarea, del
trabajador y de las condiciones que pueden afectar la ejecución del trabajo.
- Registrar una descripción completa del método descomponiendo la
operación en elementos.
- Examinar ese desglose para verificar si se están utilizando los mejores
métodos y movimiento, y determinar el tamaño de la muestra.
- Medir el tiempo con un instrumento apropiado, generalmente un
cronometro, y registrar el tiempo invertido por el operario en llevar a cabo
cada elemento de la operación.
- Determinar simultáneamente la velocidad de trabajo efectiva del operario
por correlación con la idea que tenga el analista de lo que debe ser el ritmo
tipo.
- Convertir los tiempos observados en tiempos básicos.
- Determinar los suplementos que se añadirán al tiempo básico de la
operación.
- Determinar el tiempo tipo propio de la operación.
13 Oficina Internacional del Trabajo, p. 31
14 Ibid., p. 255.

22
2.2.2 Métodos para la toma de tiempos.
Para la toma de tiempos como explica NIEBEL, Benjamin W. y FREIVALDS, Andris15, existen básicamente dos métodos: el método continuo y el de regresión a cero.
En el primero no se deja por fuera del estudio ningún tiempo del ciclo, pero se necesita realizar un trabajo de escritorio luego del estudio, para determinar los tiempos individualmente, debido a que las mediciones se toman sin parar el cronómetro en ningún momento; es decir que para obtener el tiempo de los elementos es necesario hacer restas sucesivas de los datos obtenidos entre el tiempo final y el tiempo inicial para cada caso.
El método de regreso a cero por su parte, brinda de una vez los tiempos de cada elemento, sin embargo puede llegar a incitar a la remoción de elementos individuales de la operación y al omitir estos factores como los retrasos, los elementos extraños y los elementos transpuestos, pueden existir valores erróneos en los datos registrados.
2.2.3 Tamaño de la muestra
En el estudio de tiempos para determinar el tamaño de la muestra, se puede usar el método estadístico u otros métodos que determinan el número de mediciones de tiempo a realizar por cada elemento.
El método estadístico tiene en cuenta un porcentaje de error y la variabilidad de los datos, sin embargo, en ocasiones da como resultado una muestra demasiado grande, lo que incrementa los costos del estudio, pues el tamaño del mismo es más grande. Existen métodos tradicionales que determinan un número de ciclos a observar, como por ejemplo la tabla de la General Electric Company o la de la Westinghouse.
El cálculo de la muestra a través del método estadístico, establece un número más exacto de mediciones a realizar, y de acuerdo con NIEBEL, Benjamin W. y FREIVALDS, Andris 16, se calcula así:
- Se parte del supuesto de que las observaciones tienen una
distribución normal con una media �̅� y una varianza 𝑠
15 NIEBEL, Benjamin W. y FREIVALDS, Andris, Op. Cit., p. 337
16 Ibid, p. 340

23
desconocidas. Para una muestra grande, el intervalo de
confianza es igual a:
�̅� ±𝑧𝑠
√𝑛 Donde 𝑠 = √∑ (𝑥𝑖−�̅�)2𝑖=𝑛
𝑖=1
𝑛−1
- Pero como los estudios de tiempos suelen tener muestras
pequeñas de menos de treinta mediciones, se debe usar una
distribución t, donde:
El intervalo de confianza está dado por:
�̅� ± 𝑡𝑠
√𝑛
El término ± se puede considerar como un error expresado en una fracción de �̅�.
𝑛 = (𝑡𝑠
𝑘�̅�)
2
Por lo que el tamaño de la muestra estará determinado por la anterior ecuación (donde k es una fracción aceptable de
�̅�).
La tabla establecida por la General Electric Company, recomienda un número de observaciones según la duración de cada ciclo.
Tabla 1. Tabla propuesta por la General Electric Company.
Tiempo de ciclo (minutos)
Número recomendado de ciclos
0,10 0,25 0,50 0,75 1,00 2,00
2,00-5,00 5,00-10,00
10,00-20,00 20,00-40,00 40,00 o más
200 100 60 40 30 20 15 10 8 5 3
Fuente: (NIEBEL, Benjamin W. y FREIVALDS, Andris, 2009) p. 340 (citado de Time Study Manual de los Erie Works de General Electric Company, desarrollados bajo la guía de Albert E. Shaw, gerente de administración del salario.)

24
La Westinghouse, propone otra tabla para determinar el tamaño de la muestra, en la que se plantea un número de observaciones necesarias basadas en la duración del ciclo y del número de piezas hechas por año. Sin embargo “Esta tabla solo es de aplicación a operaciones muy repetitivas realizadas por operadores muy especializados. En el caso de que no tengan la especialización requerida, deberá multiplicarse el número de observaciones obtenidas por 1,5”17.
2.2.4 Tiempo normal y estándar
Luego de hacer las mediciones de tiempo correspondientes, es necesario hacer una calificación objetiva del operario en cuanto a su desempeño, tomando como base el desempeño de un operario calificado, esto con el fin de establecer el tiempo normal de la operación. “No hay método universalmente aceptado para calificar la actuación aun cuando la mayor parte de las técnicas se basan, primordialmente, en el juicio del analista de tiempos”18
El tiempo normal entonces, según NIEBEL, Benjamin W. y FREIVALDS, Andris19, se obtiene a través de la siguiente formula:
𝑇𝑁 = 𝑇𝑂 𝑥𝐶
100
Donde TO es el tiempo medio observado y C es la calificación de desempeño del operario (porcentaje).
Ya que a lo largo de la jornada se presentan interrupciones, es necesario agregar también suplementos u holguras en la determinación de los tiempos estándar. “Por lo general, el suplemento u holgura se da como una fracción del tiempo normal y se usa como un multiplicador igual a 1+holgura”20, por lo que el tiempo estándar, estará determinado por la siguiente formula.
𝑇𝐸 = 𝑇𝑁 ∗ (1 + 𝐻𝑜𝑙𝑔𝑢𝑟𝑎)
17 GARCÍA CRIOLLO, Roberto., Op. Cit., p. 208
18 Ibid., p. 210
19 NIEBEL, Benjamin W. y FREIVALDS, Andris., Op. Cit., p. 337
20 Ibid., p. 343

25
2.3 Diseño de puestos de trabajo
“El diseño del puesto de trabajo especifica el contenido de cada puesto y determina la distribución del trabajo dentro de la organización”21.
Para lograr un buen diseño, se debe hacer un estudio de métodos que muestre el trabajo realizado en la empresa, luego se trabaja en los puestos especificos y finalmente despues del diseño, se buscan las normas apoyadas en la medición de tiempos que aseguren un buen desempeño.
Para poder diseñar un puesto de trabajo, es necesario tener informacion suficiente que permita diagnosticar lo que sucede en dicho puesto. Para ello, los analistas pueden usar diversos diagramas que permiten tener datos organizados para su posterior análisis.
Como ayudas para el analisis de los puestos de trabajo, pueden usarse según EVERETT E., Adam y RONALD J., Ebert22, herramientas como: Diagramas de operaciones que por lo general tienen en cuenta una escala de tiempo, diagramas de actividad (que dividen las operaciones en segmentos ejecutados por las máquinas y los trabajadores), diagramas de flujo de proceso (que ayudan a encontrar movimientos innecesarios o dobles esfuerzos para eliminarlos), diagramas de recorrido, diagramas bimanuales (que muestra el trabajo de ambas manos detalladamente), entre otros.
Para la realizacion de diagramas, es preciso usar simbolos que faciliten la comprensión de los métodos de trabajo. En NIEBEL, Benjamin W. y FREIVALDS, Andris23, se muestran cinco símbolos principales de acuerdo con el estándar ASME; estos simbolos y su significado son:
Una operación se representa con:
Un transporte se representa por:
Un almacenamiento es ilustrado por:
Un retraso o demora, se ilustra con:
Una inspeccion es representada por
21 (Everett E. & Ronald J., p. 323
22 Ibid., p. 324
23 NIEBEL, Benjamin W. y FREIVALDS, Andris, Op. Cit., p. 28

26
“El lineamiento principal es diseñar el lugar de trabajo para proporcionar espacio a más individuos respecto al tamaño y estructura del cuerpo humano. La ciencia de la medición del cuerpo humano se llama antropometría”24.
Con el diseño de puestos de trabajo, básicamente se busca que la disposición de los elementos como máquinas o muebles se adapten a los trabajadores, para evitar problemas de salud y mejorar el desempeño de los mismos.
Existen para el diseño del lugar de trabajo algunos principios basados en las dimensiones del cuerpo (como la longitud y alcance de los brazos, la altura de los codos, etc.), de forma que las personas trabajen siempre en posiciones que no implique un sobreesfuerzo físico. Adicionalmente existen herramientas que se pueden utilizar para reducir el esfuerzo realizado por las personas.
En cuanto a la ubicación de las herramientas, estas deben estar dispuestas en el espacio disponible en cada puesto de manera que la persona las pueda usar sin necesidad de realizar movimientos incómodos.
2.3.1 Formas de diseño para los puestos de trabajo
No todas las personas tienen las mismas dimensiones del cuerpo; en todas las empresas existen diferencias en las dimensiones corporales de los trabajadores. No todas las personas son igual de altas, y la diferencia entre la persona más alta y la más baja puede ser muy grande en algunas ocasiones; debido a esto se debe determinar la manera de llevar a cabo el diseño de los puestos de trabajo.
Como lo mencionan NIEBEL, Benjamin W. y FREIVALDS, Andris25, se puede diseñar el puesto de trabajo de tres diferentes maneras:
- Diseño para los extremos:
Se usa cuando una característica constituye un factor limitante para determinar un valor máximo o mínimo de una variable. Algunas de estas variables pueden ser: la altura, el peso, entre otras.
- Diseño para la ajustabilidad:
Se usa para equipo e instalaciones que se pueda ajustar a una amplia gama de personas, es decir con un cierto rango de variabilidad en las variables antropométricas.
24 NIEBEL, Benjamin W. y FREIVALDS, Andris, Op. Cit., p. 139
25 Ibit., p. 142

27
- Diseño para el tamaño promedio
Es la opción de menor costo, pero también la menos usada; si se diseña con la altura promedio de una población de trabajadores, la mayoría de personas no tienen problema para desempeñar su trabajo, sin embargo los extremos como las personas altas o las personas muy bajas, tendrán serias dificultades en el desarrollo de sus funciones.

28
3. DIAGNÓSTICO PREVIO
Como primera medida para la elaboración de la propuesta de mejora dirigida a las auxiliares del área de empaque de la línea de papa frita en la empresa, se realizó una labor de reconocimiento y diagnóstico, con la que se logró obtener información de primera mano a cerca del funcionamiento general del área de empaque en la línea de papa frita PC32, los productos y referencias manejados allí, las funciones y métodos de trabajo, entre otras.
La información recolectada en esta fase diagnóstica se convierte entonces en la base y guía para el desarrollo del proyecto, así como también de las propuestas dirigidas al mejoramiento plasmadas.
3.1. ÁREA DE EMPAQUE DE LA LÍNEA
3.1.1. Personal y horarios de trabajo en el área. El área de empaque de la línea de papa frita en PepsiCo Alimentos Zona Franca Ltda., cuenta con 49 personas por turno, entre las que están: un Líder de empaque quien es el responsable del área en el turno correspondiente, cuatro Operadores de empaque que tienen a su cargo las máquinas empacadoras, y las Auxiliares de empaque quienes se encargan de empacar los productos en las diferentes unidades de distribución y venta.
Se trabaja normalmente cada semana desde las diez (10) de la noche del domingo hasta el sábado a las dos (2) de la tarde en tres turnos diarios que rotan semanalmente y cubren las 24 horas del día así:
- Turno 1: de 06:00am hasta 02:00pm - Turno 2: de 02:00pm hasta 22:00pm - Turno 3: de 10:00pm hasta 06:00am
3.1.2. Maquinaria disponible para el empaque. Para el funcionamiento del área se cuenta con siete máquinas empacadoras, cada una de las cuales cuenta con dos tubos de empaque.
Por tratarse de una línea múltiple, es posible tener variadas configuraciones de línea simultáneamente en cuanto a sabores, gramajes y referencias; del mismo modo es posible hacer modificaciones en dicha configuración sin que sea necesario apagar por completo la línea y dejar de producir.

29
Todas las referencias manejadas por la compañía pueden ser producidas en cualquiera de las máquinas empacadoras, salvo el gramaje familiar que solo se maneja en dos de los catorce tubos de la línea por restricciones de ajuste de las máquinas.
3.1.3. Distribución espacial del área. Las siete máquinas de la línea están ubicadas paralelamente como se observa en la Figura 2. El funcionamiento de las mismas es independiente, sin embargo todas se abastecen del canal de distribución principal y convergen en la misma banda transportadora de producto terminado, que traslada las cajas correctamente empacadas a la zona de rayos X, en donde se estiban y se les da ingreso al CenDis (Centro de Distribución) para su posterior despacho a lo largo del territorio nacional.
En cada una de las siete máquinas se requieren seis auxiliares de empaque para su funcionamiento en condiciones óptimas. Estas auxiliares rotan a lo largo del turno, por los diferentes puestos de trabajo de la mesa, buscando con esto evitar largas jornadas monótonas que afecten la salud de ellas.
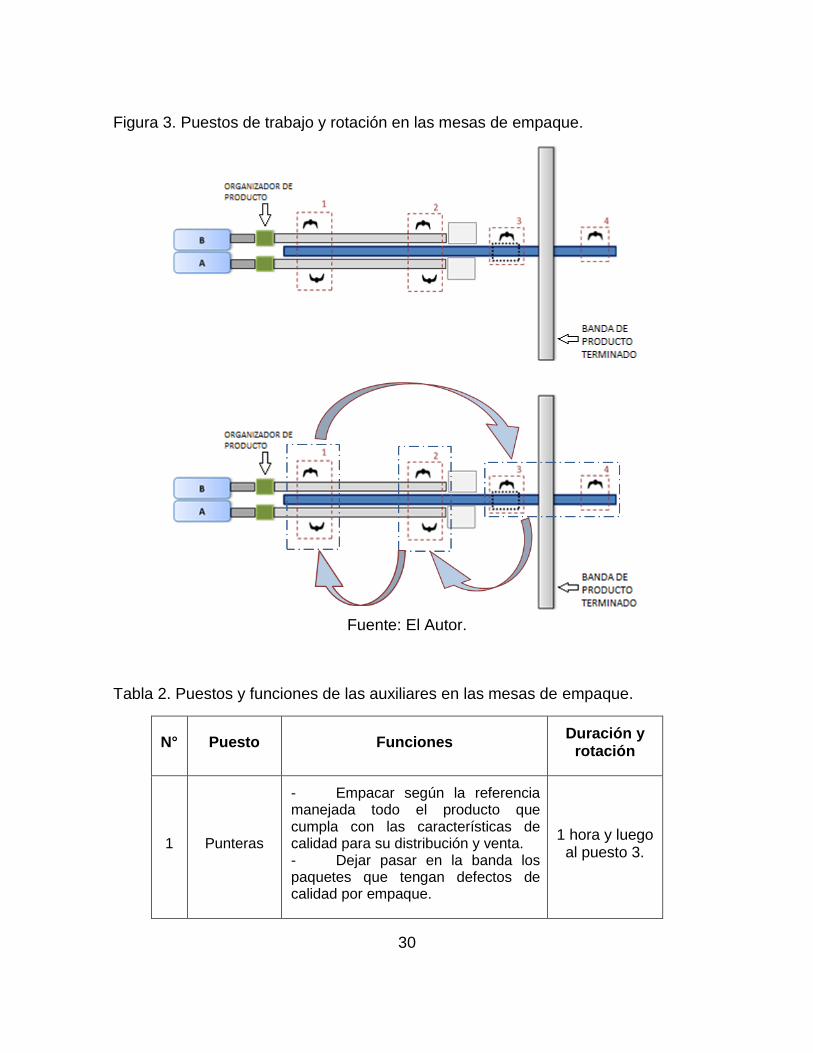
Las seis auxiliares de cada mesa tienen la función de empacar correctamente los paquetes producidos por dos de los tubos de la línea, ocupando para ello a lo largo del turno las diferentes posiciones dentro de la mesa como se ilustra en la Figura 3, y desempeñando principalmente las funciones que se relacionan en la Tabla 2.
Figura 2. Distribución espacial general del área de empaque en la línea de papa.
Fuente: El Autor.
30
Figura 3. Puestos de trabajo y rotación en las mesas de empaque.
Fuente: El Autor.
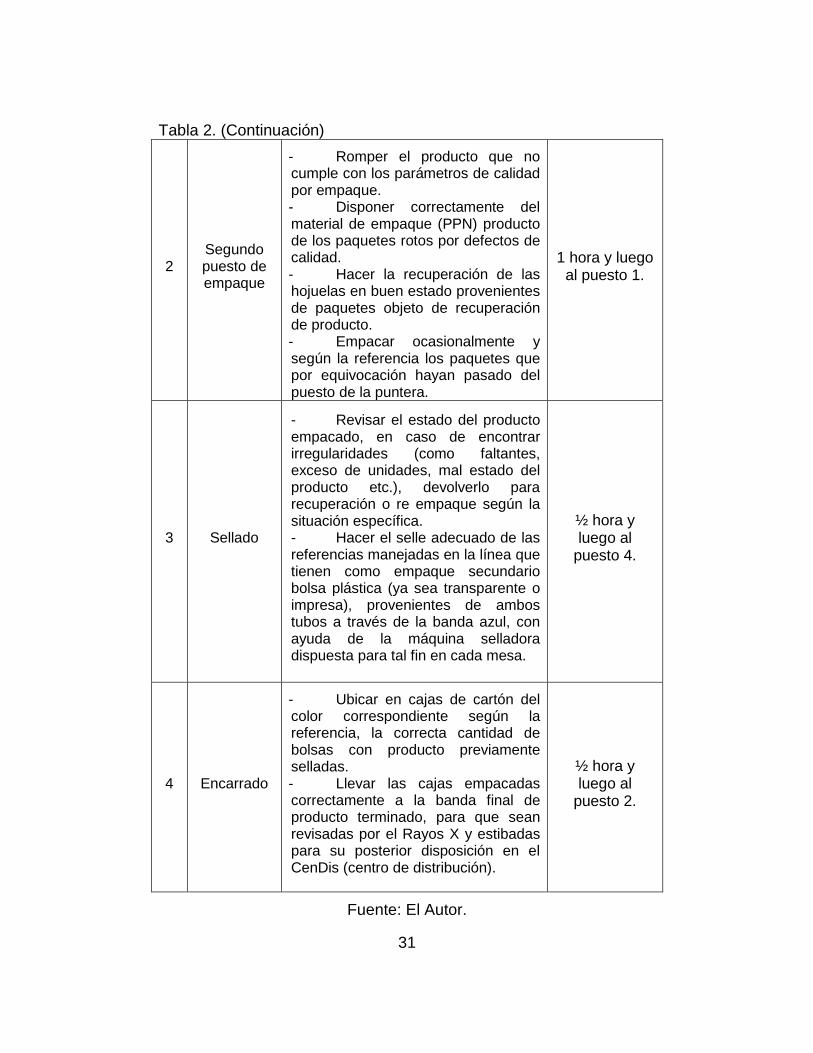
Tabla 2. Puestos y funciones de las auxiliares en las mesas de empaque.
N° Puesto Funciones Duración y
rotación
1 Punteras
- Empacar según la referencia manejada todo el producto que cumpla con las características de calidad para su distribución y venta. - Dejar pasar en la banda los paquetes que tengan defectos de calidad por empaque.
1 hora y luego al puesto 3.
31
Tabla 2. (Continuación)
2 Segundo puesto de empaque
- Romper el producto que no cumple con los parámetros de calidad por empaque. - Disponer correctamente del material de empaque (PPN) producto de los paquetes rotos por defectos de calidad. - Hacer la recuperación de las hojuelas en buen estado provenientes de paquetes objeto de recuperación de producto. - Empacar ocasionalmente y según la referencia los paquetes que por equivocación hayan pasado del puesto de la puntera.
1 hora y luego al puesto 1.
3 Sellado
- Revisar el estado del producto empacado, en caso de encontrar irregularidades (como faltantes, exceso de unidades, mal estado del producto etc.), devolverlo para recuperación o re empaque según la situación específica. - Hacer el selle adecuado de las referencias manejadas en la línea que tienen como empaque secundario bolsa plástica (ya sea transparente o impresa), provenientes de ambos tubos a través de la banda azul, con ayuda de la máquina selladora dispuesta para tal fin en cada mesa.
½ hora y luego al
puesto 4.
4 Encarrado
- Ubicar en cajas de cartón del color correspondiente según la referencia, la correcta cantidad de bolsas con producto previamente selladas. - Llevar las cajas empacadas correctamente a la banda final de producto terminado, para que sean revisadas por el Rayos X y estibadas para su posterior disposición en el CenDis (centro de distribución).
½ hora y luego al
puesto 2.
Fuente: El Autor.

32
Figura 4. Diagrama de proceso, empaque en la línea de papa.
Fuente: El Autor.
Preparar el lugar de trabajo para el empaque.
INICIO
Tomar paquetes de la banda blanca
provenientes de la
empacadora e inspeccionar defectos de
calidad en el paquete.
¿Paquete con defectos?
Empacarlo según la referencia manejada.
NO
¿Es sabrita?
Inspeccionar el estado de las bolsas, antes de
sellarlas, para encontrar
defectos externos y de contenido.
NO
¿Bolsa con defectos?
NO
Sellar bolsa y dejar en la banda azul.
Empacar las bolsas sin defectos de calidad, en la
caja de cartón según la
referencia manejada.
Llevar la caja a la banda de producto terminado,
para que sea revisada en
Rx y estibada.
SIFIN
Dejar en la banda blanca, para que el producto
llegue hasta el punto de
recuperación.
Romper paquete: depositar su contenido
en la caneca de
recuperación y organizar el PPN para control de
desperdicio.
SI
Dejar en el punto de recuperación para
clasificar las unidades,
entre defectuosas y no defectuosas
SI ¿Unidaddefectuosa?
Llevar la caneca de recuperación de
producto y depositar su
contenido en la salida del tambor de saborizado.
NO
SI

33
Por otra parte, para el empaque de las referencias denominadas sabritas (cajas con unidades de producto sueltas en su interior, en diferentes cantidades según gramaje), la ubicación de la seis auxiliares de la mesa varía un poco, puesto que no se requieren los puestos tres y cuatro mencionados en la tabla 1, debido a que por sus características de empaque, en este tipo de referencia se omiten el empaque en bolsas, el sellado de las mismas, y el encarrado (ya que en el puesto de las punteras se generan directamente las cajas con producto en su interior, listas para ser enviadas por la banda de producto terminado para la revisión en Rayos X y su posterior organización en estibas). Por lo anterior, las seis personas de la mesa se dividen en dos grupos iguales, cada uno de los cuales atiende salida de producto en uno de los tubos de cada máquina.
Los grupos de tres personas antes mencionados como se muestra en la figura 4, ocupan tres posiciones en la mesa, y rotan de uno a otro cada hora así: La persona número uno puntea, es decir empaca el producto en la caja respectiva; la persona dos mientras tanto arma las cajas de cartón, colocando en ellas el respectivo sticker con el codificado útil para la trazabilidad e identificación del contenido de la caja y las pone a disposición de la puntera; La persona tres por su parte es la encargada de llevar las sabritas terminadas hasta la banda de producto terminado, así como de romper y recuperar el producto no conforme para la distribución y venta por defectos de calidad.
Figura 5. Configuración de puestos de trabajo para el empaque de Sabritas.
Fuente: El Autor

34
3.2 PRODUCTOS Y REFERENCIAS MANEJADOS
3.2.1. Canales de distribución de papa frita producida en la empresa. Los productos manejados en la empresa por la línea de papa frita se comercializan a través de dos grandes canales de distribución de la siguiente manera: DTS, denominado así por las iniciales en inglés de la expresión “Down To Street” para atender la demanda de los clientes más pequeños que llevan el producto directamente al consumidor final, como lo son las tiendas de barrio; y el canal OT, acrónimo de la expresión en inglés “Organized Trade” para atender la demanda de los demás clientes como las grandes superficies.
Figura 6. Canales para la atención de la demanda.
Fuente: El Autor.
3.2.2. Productos de la línea de papa frita. La línea en mención, produce hojuelas de papa frita lisas, en seis sabores diferentes a saber: natural, pollo, limón, BBQ, y dos sabores con un menor volumen de producción: costillitas BBQ caramelizadas y pollo asado. En general se manejan seis gramajes distintos para los sabores producidos, relacionados como se muestra en la Tabla 3.
PRODUCTO
DTS (Down To Street)
Para los clientes más pequeños que llevan el producto
directamente al consumidor final
ATENCIÓN DE LA DEMANDA
OT (Organized Trade)
Para clientes como las grandes superficies

35
Tabla 3. Sabor Vs Gramaje para los productos de la línea.
Gramaje
Sabor 25g 30g 32g 48g 115g 250g
Natural X X X Pollo X X X X X
Limón X X X X BBQ X X
Costillitas X Pollo asado X
Fuente: El Autor.
Debido a que la empresa maneja dos canales de distribución con enfoques de mercado diferentes, sumado a la existencia de variados sabores y gramajes, hace necesario el uso de diferentes SKU’s en el empaque final de producto; cada uno de los cuales cuenta con características distintas que van dirigidas a satisfacer exitosamente las necesidades y expectativas tanto del cliente como del consumidor final.
En la Tabla 4, se muestra la información de los diferentes SKU’s manejados en la línea, relacionando la cantidad de unidades y los elementos de empaque utilizados para cada uno de ellos.
Tabla 4. SKU’s manejados para los productos de la línea.
REFERENCIA PAQUETES/
BOLSA BOLSAS/
CAJA TOTAL DE
PAQUETES/CAJA
25g OT 12 6 72
25g DTS 12 6 72
Sabrita 25g NA NA 60
30g DTS 12 5 60

36
Tabla 4. (Continuación)
Sabrita 30g NA NA 24
Sexta 32g 6 5 30
Sabrita 48g NA NA 24
Sexta 48g 6 5 30
Sabrita 115g NA NA 12
Sabrita 250g NA NA 8
Fuente: El Autor.
La mayoría de las referencias requieren para su presentación de tres niveles de empaque antes de ser estibadas y distribuidas. Como empaque primario se tiene la bolsa de PPN impresa con la información comercial y legal que está en contacto directo con las hojuelas de producto y las protegen de los factores ambientales que puedan deteriorarlo, como empaque secundario la bolsa plástica transparente con o sin impresión (sin impresión para el canal OT e impresa para el canal DTS), que agrupa varios empaques primarios en docenas o sextas según el caso; finalmente como empaque terciario se tiene la caja de cartón corrugado que contiene en su interior cinco o seis bolsas según el caso, cumpliendo la función principal de proteger el producto y facilitar su almacenamiento y posterior transporte en estibas.
Las sabritas (que atienden el canal de distribución DTS) por su parte, requieren tan solo de dos niveles de empaque antes de ser estibadas. Estos niveles son básicamente la bolsa de PPN impresa con la información legal y comercial que está en contacto directo con el producto, protegiéndolo del ambiente; y la caja de cartón corrugado que contiene varias unidades sueltas en cantidades de sesenta, veinticuatro, doce u ocho según el gramaje manejado.
3.3. DIFERENCIAS EN EL TRABAJO
A través del seguimiento realizado a lo largo de varios turnos por medio de la observación directa, se logró identificar que existen variaciones en el trabajo realizado por las auxiliares del área de empaque en la línea de papa. Dichas variaciones, se pueden agrupar y resumir en dos grandes clases:

37
- Variación de la distribución espacial: debido a que cada persona realiza diversas modificaciones en la ubicación o disposición de los elementos de trabajo que no están fijados en un solo sitio, como los atriles o las mesas de empaque.
- Variación en el método: puesto que no todas las auxiliares tienen secuencias estándar en la ejecución de tareas para el empaque de los productos. A pesar de que estas variaciones se pueden considerar como pequeñas, pueden llegar a ser consideradas como acciones innecesarias.
Adicionalmente, se pudo percibir que algunas de las auxiliares para favorecer su método particular empleado, hacen modificaciones temporales en los lugares de trabajo con elementos poco adecuados que pueden llegar incluso a los paquetes de producto en un descuido, afectando de esta manera la imagen de la empresa ante el cliente y/o causando en el peor de los escenarios problemas legales a la compañía por la presencia de materiales extraños en el producto. Entre estas modificaciones están por ejemplo la ubicación de cintas o cartones en los atriles para evitar la caída de las bolsas, el uso de amarres al final de las bandas transportadoras para detener el paso del producto, etc. como se observa en la Figura 7.
Figura 7. Modificación en atriles de empaque y bandas transportadoras realizada por las auxiliares.
Fuente: El Autor.

38
3.4. ENCUESTA DIAGNÓSTICO PARA LAS AUXILIARES DE EMPAQUE DE LA LÍNEA
Con el propósito de tener un poco más de claridad a cerca del estado actual de la línea, además de escuchar y tomar en cuenta la percepción y opinión que las auxiliares de empaque tienen hacia su propio puesto de trabajo, se aplicó una encuesta a una muestra representativa de esta población en los tres turnos con los que cuenta la línea.
El tamaño de la muestra se calculó estadísticamente utilizando la siguiente formula:
𝑛 = 𝑁𝜎2𝑍2
(𝑁 − 1)2𝑒2 + 𝜎2𝑍2
En donde:
N = (44 auxiliares de empaque/turno)*3 turnos = 132 Auxiliares de empaque Z = 1,96 (para un porcentaje de confiabilidad del 95%) 𝜎 = 0,5 e = 0,05
El tamaño total de la muestra calculado es de (98,43 ≈ 99 auxiliares de empaque);
posteriormente se divide en los tres turnos trabajados en la línea, arrojando como resultado un tamaño muestral de 33 personas por cada turno.
Los resultados obtenidos en cada uno de los interrogantes se presentan diferenciando cada uno de los turnos, con el objetivo de evidenciar las posibles tendencias, semejanzas o diferencias en cada uno de los grupos de trabajo.
Los resultados de la encuesta realizada se presentan a continuación:

39
Gráfico 1. Tiempo de desempeño en el cargo
Fuente: El Autor.
1. Como se puede observar en el gráfico, existe un número importante de personal con menos de un año de antigüedad en la línea, esto se debe a que la tasa de rotación para las auxiliares de empaque de la línea es considerable. Esta realidad provoca que regularmente se tengan personas cuyo desempeño no es el mejor, debido a que se encuentran en etapa de aprendizaje.
Gráfico 2. Forma en la cual se aprendió a realizar la tarea
Fuente: El Autor
0
2
4
6
8
10
12
72 60 48 36 28 20 18 16 12 10 8 6 4 2 0,73 0,50
Nú
me
ro d
e p
ers
on
as
Meses
Turno 3
Turno 2
Turno 1
05
10152025
Concapacitaciones
.
Condocumentació
n oinstructivos
Observando eltrabajo de las
demáspersonas de la
línea.
se le explicó amedida que
debía trabajarlas referencias.
Otra
turno1 1 0 10 21 1
turno2 0 0 16 16 1
turno3 0 0 14 18 1

40
2. Los resultados dejan ver que en la línea no ha manejado un plan de inducción estructurado y formal que permita a las nuevas auxiliares de empaque asimilar las principales funciones de su cargo. Esta es la causa principal por la que el aprendizaje y la adaptación al cargo no es igual para todas las personas, debido a que es un proceso muy autónomo que puede variar según la disposición y nivel de colaboración que tengan los integrantes del grupo de trabajo. Adicionalmente cada persona desarrolla y adquiere un método de trabajo propio en base a lo que observa en la línea que trae consigo en ocasiones modificaciones en los elementos de la línea.
Gráfico 3. Percepción favorable de la disponibilidad de medios de trabajo
Fuente: El Autor
3. En cuanto a la percepción que tiene el personal de empaque respecto a los elementos de trabajo, las opiniones están divididas, puesto que algunas de las personas consideran que hacen falta algunos elementos como sillas o atriles. Sin embargo, cabe resaltar que la línea no está diseñada para que todas las personas tengan una silla (existe una silla por cada dos personas en la línea), debido a que se quiere evitar que la persona esté en posición sedente a lo largo de las 8 horas de trabajo; por lo tanto la persona a lo largo del turno y según la rotación habitual de los puestos de trabajo, tendrá momentos para trabajar sentada y de pie.
16 17
17 16
1221
0
10
20
30
40
50
60
Si, la línea posee los elementossuficientes para poder hacer mi
trabajo.
No, tengo algunas dificultadespor la falta de elementos.

41
Gráfico 4. Calificación de 1 a 10 del estado de los elementos de trabajo
Fuente: El Autor
4. En términos generales el personal encuestado percibe el estado de los elementos con que trabaja es bueno. Sin embargo se debe tener en cuenta algunas opiniones que sugieren hacer revisión periódica de las sillas y atriles que se tienen a disposición actualmente, para garantizar que estén siempre en buen estado para su uso.
Gráfico 5. Referencias más trabajadas en la línea de papa
Fuente: El Autor
5. A pesar de que se tiene una amplia variedad de referencias manejadas, existen dos que se empacan con mayor frecuencia.
0
10
20
30
40
50
10 9 8 7 6 5 4 3 2 1
Nú
me
ro d
e a
uxi
liare
s
Calificación
Turno 3
Turno 2
Turno 1
0
5
10
15
20
25
30
35
Turno 1
Turno 2
Turno 3

42
Las referencias DTS 30g NE y OT (AUTO) 25g, son las que tienen un volumen de producción más amplio.
Gráfico 6. Preferencia para trabajar en uno de los dos tubos de cada máquina por lateralidad
Fuente: El Autor
6. Como ya se ha mencionado antes en este documento, cada una de las mesas de es abastecida con el producto proveniente de una máquina empacadora, es decir dos tubos de empaque, ocasionando que los puestos de las auxiliares en cada mesa están ubicados simétricamente en ambos lados de ésta. Sin embargo, en general las auxiliares sin importar su lateralidad luego de algunos meses de experiencia pueden desarrollar sus labores sin inconveniente alguno en cualquier lado de la mesa de empaque.
0
5
10
15
20
25
30
Si, en el primertubo
Si, en el segundotubo
No, me esindiferente
Turno 1
Turno 2
Turno 3

43
Gráfico 7. Puesto de trabajo y referencia que exigen mayor esfuerzo
Fuente: El Autor
7. La mayoría de las auxiliares encuestadas consideran que la referencia que genera más trabajo en el momento de empacar es la Sexta de 32g. Indagando un poco más a fondo con el personal de la línea, se concluyó que esto se debe principalmente a dos factores:
- Cuando se produce esta referencia, la máquina empacadora trabaja a la misma velocidad que con las docenas de 30 gramos, sin embargo, entre las dos referencias la diferencia radica en que para las sextas se debe hacer el doble de ciclos para empacar la misma cantidad de unidades; es decir que el trabajo de abrir bolsas vacías y llevarlas llenas a la banda se duplica (puesto que se empacan apenas la mitad de los paquetes en cada una de las bolsas respecto a las docenas). - El tamaño de la bolsa transparente utilizada en el empaque de la Sexta 32g es demasiado exacto para contener los seis paquetes de 32g en su interior, dificultando el acomodo de los mismos.
Estos dos factores provocan que el ritmo de trabajo se deba aumentar para evitar que se genere desorden de producto al detal y exceso de sextas armadas en la mesa.
0
5
10
15
20
25
30
Au
to 2
5g
// E
n e
l…
Au
to 2
5g
// P
un
tean
do
DTS
25
g //
Pu
nte
and
o
DTS
25
g //
En
el…
DTS
30
g //
Pu
nte
and
o
DTS
30
g //
En
el…
Fam
iliar
11
5g–
25
0g …
Fam
iliar
11
5g–
25
0g …
sab
rita
x 2
4 /
/ En
el…
Sext
a 3
2g
// P
un
tean
do
Sext
a 3
2g
// E
n e
l…
Sext
a 3
2g
// E
n e
l…
Sext
a 4
8g
// P
un
tean
do
Sext
a 4
8g
// E
n e
l…
Sext
a 4
8g
// E
n e
l…
Turno 3
Turno 2
Turno 1

44
Gráfico 8. Percepción de conveniencia de las rotaciones de personal realizadas
Fuente: El Autor
8. Debido a que todas las máquinas de empaque se abastecen de papa frita desde un canal principal de distribución común, por lo general, las últimas empacadoras reciben una baja cantidad de producto, motivo por el cual puede variar la carga laboral de las auxiliares de empaque; esta es la razón principal por la que el personal se organiza en grupos de trabajo que rotan a lo largo de la semana por todas las mesas, garantizando que en una semana el grupo haya pasado por las diferentes máquinas. En general se puede concluir que las auxiliares ven bien este tipo de rotaciones.
Por otra parte, las personas que respondieron no, exponen dos argumentos principales para su respuesta:
- En ocasiones los grupos de trabajo quedan con varias personas de poca habilidad y esto afecta el trabajo del grupo en general.
- Esporádicamente los grupos de trabajo se conservan por más de una semana y puede generar choque en los temperamentos de las auxiliares.
05
1015202530
Si, con lasrotaciones segarantiza la
distribución deltrabajo.
No, porque lasrotaciones no sonrealizadas siempre
de la mismamanera.
No, las rotacionesactuales no
permiten teneruna distribución en
la carga laboral.
Turno 1
Turno 2
Turno 3
45
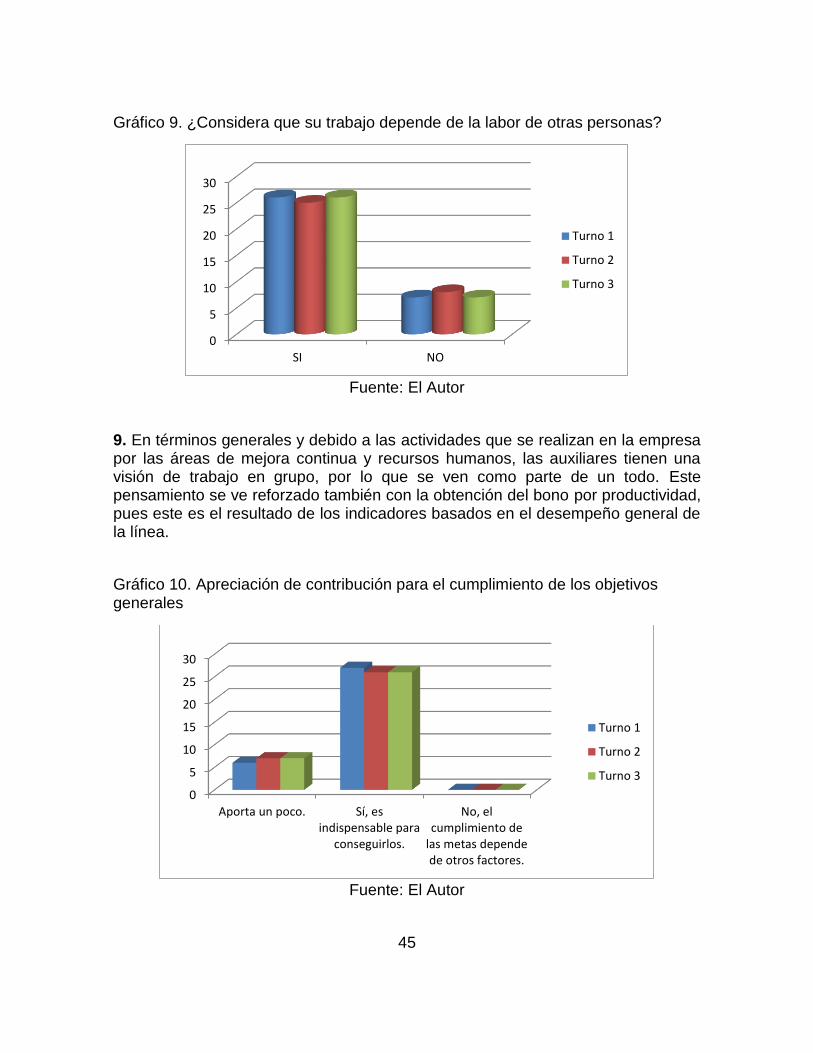
Gráfico 9. ¿Considera que su trabajo depende de la labor de otras personas?
Fuente: El Autor
9. En términos generales y debido a las actividades que se realizan en la empresa por las áreas de mejora continua y recursos humanos, las auxiliares tienen una visión de trabajo en grupo, por lo que se ven como parte de un todo. Este pensamiento se ve reforzado también con la obtención del bono por productividad, pues este es el resultado de los indicadores basados en el desempeño general de la línea.
Gráfico 10. Apreciación de contribución para el cumplimiento de los objetivos generales
Fuente: El Autor
0
5
10
15
20
25
30
SI NO
Turno 1
Turno 2
Turno 3
0
5
10
15
20
25
30
Aporta un poco. Sí, esindispensable para
conseguirlos.
No, elcumplimiento de
las metas dependede otros factores.
Turno 1
Turno 2
Turno 3

46
10. Se puede concluir que la mayoría de las auxiliares le da a su trabajo un nivel de importancia considerable dentro del equipo y encamina sus acciones diarias a la consecución de los objetivos y las metas que se plantean y que se miden constantemente.
Gráfico 11. Capacidad para la identificación de fallas en el trabajo
Fuente: El Autor
11. A pesar de no contar con un plan de capacitación para las auxiliares de empaque cuando ingresan a la línea, la mayoría de ellas aprende con el tiempo a autoevaluar su trabajo y a trabajar por mejorarlo continuamente; comprenden las auxiliares que cada una aporta con sus labores diarias a la consecución de los objetivos perseguidos por la línea.
0
5
10
15
20
25
30
Si, puedoidentificar alinstante misfallas paracorregirlas.
No, pero miscompañeros
identifican misfallas y me lashacen saber.
Nunca puedosaber que tanbien realizo mi
trabajo.
Turno 1
Turno 2
Turno 3

47
Gráfico 12. Causa de la existencia de producto no conforme excesivo
Fuente: El Autor
12. Ocasionalmente, y debido a diferentes factores en el proceso como el tamaño de la papa por ejemplo, se puede incrementar la cantidad de producto para recuperar. En vista de que la mayoría de las auxiliares no tienen un conocimiento muy amplio del proceso, muchas veces asumen que este exceso de recuperaciones se debe a habilidades del operador, lo cual afecta las relaciones del grupo.
Gráfico 13. Existencia de elementos de protección personal necesarios
Fuente: El Autor
0
20
40
60
80
Es normalen el
proceso.
Por lahabilidad
deloperador.
Por lareferenciamanejada.
Otra
Turno 3
Turno 2
Turno 1
0 5 10 15 20 25 30 35
SI
NO
Turno 3
Turno 2
Turno 1

48
13. En términos generales, las auxiliares de la línea consideran que los elementos de protección personal suministrados por la compañía son adecuados para desempeñar sus labores. Tan solo se identificaron dos casos particulares, en los cuales consideran que la protección auditiva suministrada es muy baja.
14. Finalmente, se dio a las auxiliares encuestadas un espacio para plantear sus sugerencias, problemas u oportunidades de mejora en general para su área de trabajo. A continuación en la Figura 8 se relacionan los puntos más tratados por la población estudiada. Estos temas se pusieron en conocimiento del facilitador de la línea, para ser tratados en las reuniones con los trabajadores y buscar soluciones.
Figura 8. Temas tocados por las auxiliares en la pregunta abierta.
Fuente: El autor.
Trato equitativo y respetuoso de los operadores y líderes para con las
auxiliares (evitar siempre las preferencias)
Revisar bolsa para sexta, y DTS 25g (calíbres, tamaños y ripo de bolsa)
Conformación de grupos de trabajo teniendo en cuenta: Habilidad,
Embarazos, Puntas estrella, Encargada de pesos, etc.
Capacitaciones para reforzar importancia del trabajo en equipo en
toda la línea.
Hacer inducción a las nuevas auxiliares antes de que inicien labores.
Trato de las personas nuevas en las celulas.
SE DEBE HACER REVISIÓN ESPECIAL Y EVALUAR:
•Aseos en la línea.
•Mantenimiento a Máquinas, Selladoras y Organizadores
•Ubicación del personal con otras funciones adicionales en mesas de bajo flujo de producto.

49
4. PROPUESTA DE MEJORAMIENTO PARA EL ÁREA DE EMPAQUE DE LA LÍNEA DE PAPA
Como resultado del análisis realizado en el área de empaque de la línea de papa en PepsiCo Alimentos Zona Franca Ltda., se elaboró una propuesta de mejoramiento aplicable, basada en las condiciones y problemáticas percibidas con el funcionamiento actual, identificadas mediante la observación directa y la encuesta aplicada en el área de empaque de la línea de papa.
Dicha propuesta se divide en tres partes principales así, cada una de las cuales atiende un aspecto de mejora:
- La primera parte, define la estandarización de las instalaciones de trabajo para las auxiliares.
- En la segunda parte, se realiza la unificación de los métodos de trabajo para las labores realizadas en el área de empaque, documentados en un instrumento de divulgación masivo para facilitar el aprendizaje inicial de las labores a realizar por parte de las auxiliares de empaque de la línea.
- Plan de capacitación para las auxiliares de empaque de la línea, en su proceso de ingreso.
Con la estandarización de las instalaciones, se busca definir un Lay Out único aplicable en las diferentes mesas, que se adapte para el empaque de las referencias manejadas en la línea y con el cual todas las auxiliares puedan desempeñar sus labores haciendo uso de un método definido y sin generar variaciones en la ubicación o funcionamiento de los elementos de trabajo utilizados mediante modificaciones momentáneas como las observadas en la Figura 7.
La estandarización de los métodos de trabajo por su parte, persigue la unificación en la forma de ejecutar de las tareas realizadas a lo largo del turno para garantizar productos conformes y ajustados a los parámetros establecidos por calidad.
Finalmente el plan de capacitación planteado, tiene el propósito principal de generar un acercamiento previo de las auxiliares con su rol y con la empresa, para garantizar la identificación de:
- El lugar que ocupan dentro del proceso de producción en general. - Las principales labores a desarrollar en su futuro puesto de trabajo. - Las referencias manejadas y las características de empaque de las
mismas (tipo de caja, tipo de bolsa, SKU’s, etc.). - Las instalaciones de trabajo en la línea, logrando procesos de
adaptación y aprendizaje que sean más cortos, así como también un

50
nivel óptimo de desempeño en menor tiempo; lo que se verá traducido finalmente en la obtención de productos empacados bajo los parámetros y características adecuados según las exigencias de calidad; todo con miras a lograr la satisfacción del consumidor final.
4.1. DISTRIBUCIÓN DE LAS INSTALACIONES
Atendiendo las principales oportunidades evidenciadas en el área de empaque y teniendo en cuenta también algunas de las sugerencias expresadas por las auxiliares en la encuesta realizada, se proponen algunas modificaciones para las instalaciones del área de empaque.
Las propuestas se exponen a continuación, y se dividen en dos partes para su mejor comprensión así: primero se exponen los cambios que afectan la distribución general del área y luego se plantea la disposición detallada de los elementos para cada una de las mesas de empaque (Lay Out de las mesas de empaque).
4.1.1. Distribución general de la línea. Teniendo presente que una eventual reubicación de la maquinaria provocaría que la empresa incurriera en costos muy elevados no solo por lo que representa el valor de la obra como tal sino también por el lucro cesante resultante ante una eventual detención en la producción durante el periodo de tiempo que tarden las adecuaciones pertinentes, se proponen algunos cambios que traen consigo beneficios importantes sin representar elevados costos.
En la configuración actual del espacio de trabajo, tal y como se puede observar en las Figuras 2 y 3 de este documento, la banda de producto terminado se convierte en un obstáculo para el trabajo en grupo, puesto que aísla totalmente a una de las auxiliares (la que está en el puesto de encarrado) de las demás integrantes del equipo, imposibilitando el apoyo mutuo entre los diferentes puestos de trabajo.
Para solucionar este problema, se debe modificar la ubicación de la banda de producto terminado; dejándola al final de la línea como se muestra en la Figura 9; con esta pequeña modificación las auxiliares de empaque pueden apoyar los diferentes puestos de trabajo mutuamente cuando se requiera sin necesidad de hacer para ello grandes desplazamientos, puesto que pueden moverse libremente sin encontrar obstáculos para su desplazamiento, como se puede ver en la Figura 10. Además, las auxiliares que cumplen las funciones de recuperación y encarrado, pueden garantizar el orden y aseo de la mesa en general durante el turno, haciendo uso de los tiempos muertos que se presentan eventualmente en estas posiciones.

51
Figura 9. Configuración espacial con la banda de producto terminado al final de las líneas.
Fuente: El Autor
Figura 10. Puestos de trabajo en la mesa de empaque con la reubicación de la banda de producto terminado.
Fuente: El Autor
4.1.2. LayOut de los puestos de trabajo en las mesas de empaque. Tal y como se ha mencionado con anterioridad, uno de los problemas de mayor criticidad que se presentan en el área de empaque de la línea, es la falta de estandarización de las instalaciones. Por esta razón cada auxiliar adopta métodos particulares de
52
trabajo, realizando además modificaciones según su gusto o comodidad personal respecto a la ubicación de los elementos como atriles, canecas, sillas, etc., utilizados para el desarrollo de las actividades diarias de empaque. Para dar solución a este problema, se hace necesario estandarizar las instalaciones de manera que se cuente con un Lay Out definido en diferentes puestos dentro de las mesas de empaque para luego diseñar un método de trabajo único basado en este; generando beneficios tanto en las auxiliares (con el cuidado de su salud y comodidad) como en la compañía (al obtener productos en buenas condiciones de empaque).
Es por esto que se requiere definir qué elementos son necesarios en cada una de las mesas de empaque, así como también cuál debe ser su ubicación dentro el espacio, para garantizar que cumplan con su función principal.
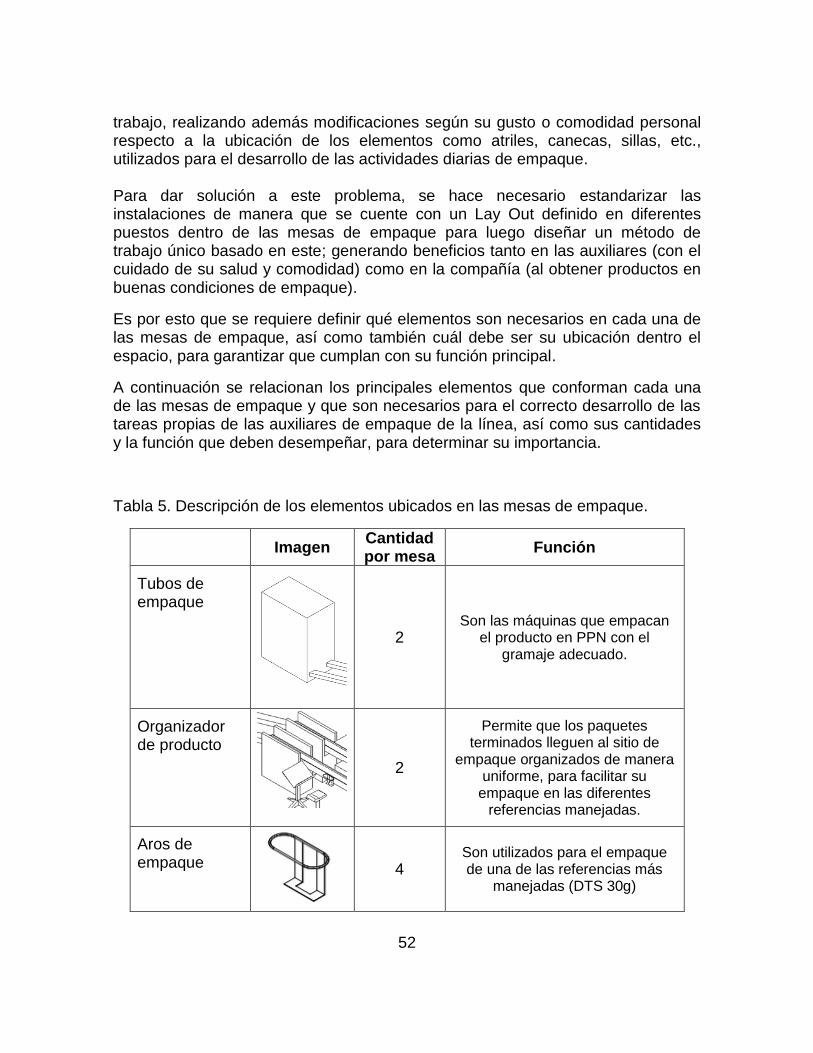
A continuación se relacionan los principales elementos que conforman cada una de las mesas de empaque y que son necesarios para el correcto desarrollo de las tareas propias de las auxiliares de empaque de la línea, así como sus cantidades y la función que deben desempeñar, para determinar su importancia.
Tabla 5. Descripción de los elementos ubicados en las mesas de empaque.
Imagen Cantidad por mesa
Función
Tubos de empaque
2 Son las máquinas que empacan
el producto en PPN con el gramaje adecuado.
Organizador de producto
2
Permite que los paquetes terminados lleguen al sitio de
empaque organizados de manera uniforme, para facilitar su
empaque en las diferentes referencias manejadas.
Aros de empaque
4 Son utilizados para el empaque de una de las referencias más
manejadas (DTS 30g)

53
Atriles
3
Son utilizados como soporte para el empaque de la mayoría de las
referencias manejadas en la línea, sirven también para tener a
disposición las bolsas plásticas.
Sillas
3
Sirven para brindar descanso a las auxiliares de empaque de
cada una de las mesas durante su jornada laboral (existe una silla
por cada dos personas, ubicadas en tres de los puestos de
empaque, de manera que al realizar la rotación habitual, todas las personas de la mesa puedan hacer uso de estos elementos,
evitando tener la misma posición durante las 8 horas de trabajo).
Mesas de Recuperación
2
Su función principal es la de recibir los paquetes defectuosos, para la posterior recuperación de
su contenido. Adicionalmente cuenta con un compartimiento en
la parte inferior para el almacenamiento temporal de un Stock de bolsas y separadores
(utilizados en el empaque de las referencias). Sobre esta mesa se
ubica también la caneca de recuperación de producto.
Selladora
1
Se utiliza para hacer el cierre de las bolsas plásticas utilizadas en el empaque de las referencias a
excepción de las sabritas.
Fuente: El Autor
Luego de identificar los principales elementos necesarios para el trabajo en las mesas de empaque, se procede a establecer la ubicación de los mismos dentro del espacio disponible, teniendo en cuenta la función que cumple cada uno de ellos dentro de las labores propias del área. En cada una de las mesas de empaque, se deben ubicar los elementos como se observa en la Figura 11.
Tabla 5: (Continuación)

54
Para garantizar esta ubicación, se debe socializar con las auxiliares la importancia de mantener cada cosa en su lugar; con este propósito se hace uso de una presentación digital, en la que se muestra la disposición de los elementos de trabajo (Ver Anexo E).
Figura 11. Distribución ideal del espacio de trabajo en las mesas de empaque de la línea de papa.
Fuente: El autor.
4.2. ESTANDARIZACIÓN DE MÉTODOS DE TRABAJO
Como resultado del seguimiento y observación en la línea, se pudo evidenciar que a pesar de que el objetivo común de las auxiliares es el de empacar las referencias producidas para su posterior comercialización, se utilizan múltiples métodos para cumplirlo.
55
Esta variación, hace necesario definir métodos de trabajo para garantizar un correcto empaque de las referencias, teniendo en cuenta también la disposición espacial de las instalaciones de trabajo sugerida y los elementos con que se cuenta en cada una de las mesas de trabajo.
Sabiendo que la necesidad principal es la de socializar los métodos de trabajo a las auxiliares de empaque, para que los adopten en su cotidianidad, es preciso plasmarlos en una herramienta que se pueda distribuir masivamente para ser leída y entendida completamente.
Por la razón expuesta, se elaboró una cartilla informativa (Ver Anexo B), en la cual se expone la descripción de las referencias manejadas, así como también la manera correcta de realizar el empaque de las mismas teniendo en cuenta el código de color de las cajas, cantidad de unidades por caja, acomodos de producto, etc. La información plasmada en la cartilla es producto de la revisión de documentación interna de la empresa en la que se dan las características principales de empaque para las diferentes referencias, así como también de la observación directa determinando cual es el método más utilizado por las auxiliares y el que genera mejores resultados.
4.3. PLAN DE CAPACITACIÓN PARA EL INGRESO DE NUEVAS AUXILIARES DE EMPAQUE A LA LÍNEA DE PAPA
4.3.1. Introducción. Una de las líneas productivas principales de PepsiCo Alimentos Zona Franca Ltda. es la de papa, debido a que es la que genera mayor volumen de producto con cerca el 40% de la producción total de la planta. Los productos de esta línea son comercializados bajo la marca “Margarita” y atienden la demanda de gran parte de la población del país con un amplio rango de edades.
Para garantizar la calidad de las hojuelas de papa fritas, se cuenta con un proceso productivo monitoreado y controlado en varios de sus puntos a fin de garantizar que las expectativas del consumidor sean atendidas y superadas con éxito. Este proceso inicia con la recepción y análisis de las materias primas para su posterior transformación y concluye con las labores de empaque y embalaje, en las que se prepara el producto para su posterior distribución garantizando que el éste llegue en óptimas condiciones hasta el consumidor final, sea cual sea su ubicación a lo largo y ancho del territorio nacional.
Las labores de empaque y embalaje del producto son las menos automatizadas del proceso y requieren en su mayoría del trabajo manual realizado por las auxiliares de esta área.
56
A pesar que la tasa de rotación de las auxiliares de empaque es considerable, se carece de un plan de capacitación que facilite la inclusión de las nuevas auxiliares de empaque a través de un adecuado proceso de inducción y enseñanza de sus labores dentro de la línea antes de asumir formalmente sus funciones.
Para atender dicha necesidad se estructura el presente plan de capacitación, a través del cual se busca contextualizar al nuevo personal con la línea y su escenario de trabajo para reducir el tiempo de su proceso de aprendizaje, además de generar y fortalecer un vínculo con sus funciones diarias, generarando a la vez conciencia sobre la importancia que tiene su rol dentro del equipo de trabajo, así como el impacto que éste tiene ante el consumidor final del producto. Adicionalmente se pretende lograr que las nuevas auxiliares adquieran con este plan algunas competencias básicas y conceptos que mejoren su adaptación y desempeño en el puesto de trabajo.
4.3.1. Objetivo General. Generar un acercamiento previo de las nuevas auxiliares de empaque con la línea de papa, para contribuir con su proceso de adaptación y aprendizaje.
4.3.2. Objetivos Específicos
- Contextualizar a las nuevas auxiliares de empaque respecto a la disposición espacial de las instalaciones de la línea, para facilitar su incursión en la misma. - Presentar a las auxiliares de empaque el proceso productivo de la línea de papa, recalcando la importancia y las responsabilidades de su puesto para lograr la consecución de las metas propuestas. - Ilustrar a las auxiliares de empaque a cerca del método adecuado de trabajo para las diferentes referencias manejadas, a través de herramientas que sirvan como guía para garantizar productos que cumplan parámetros de calidad.
4.3.2. Público Objetivo. El plan está dirigido al personal de la empresa cuyo cargo es el de auxiliar de empaque en la línea de papa frita, y está diseñado para ser impartido antes del ingreso formal de la persona a las labores propias de dicho puesto, específicamente en el espacio de inducción inicial denominado “On Boarding”. 4.3.3. Metodología. Actualmente los nuevos colaboradores de la empresa participan de una actividad inductiva con la que se busca generar un acercamiento con la compañía, para dar a conocer las principales normas y beneficios que están establecidos en cada una de sus áreas principales como lo son: calidad, sanidad,

57
medio ambiente, recursos humanos, seguridad industrial, salud ocupacional, entre otras. Dicha actividad es denominada “On Boarding” y tiene lugar el día miércoles de la semana anterior a la fecha de ingreso formal de la persona.
La actividad mencionada, busca también reducir el riesgo de accidentalidad de las personas en su lugar de trabajo por actos inseguros, por lo que es un requisito indispensable para ingresar a la planta de producción; se realiza sin excepción alguna a todos los nuevos trabajadores (sea cual sea su cargo). Debido a que la actividad es realizada con personal de distintos cargos, se abordan contenidos de interés general, y no se dan enfoques específicos en temas relacionados con cada puesto particularmente. Por lo tanto, el aprendizaje de las labores y funciones específicas en cada uno de los cargos, inicia solamente en la práctica misma durante los primeros días de trabajo.
En el caso específico de las auxiliares de empaque de la línea de papa, la metodología de ingreso actual se convierte en un factor crítico, debido a que las máquinas empacadoras con las que se cuenta trabajan con velocidades constantes que oscilan entre 20 y 85 paquetes por minuto según gramaje y referencia, requiriendo de un nivel de destreza y habilidad mínimo por parte del personal para garantizar que el producto sea empacado en una tasa igual o superior a la de su producción para evitar caos, desorden y cuellos de botella en las mesas de empaque que puedan afectar el rendimiento general de la línea.
Con base en lo anterior, se puede evidenciar la necesidad implementar un Plan de Capacitación que genere un acercamiento entre el personal nuevo con la línea y sus funciones, a fin de reducir tiempo en su proceso de adaptación y aprendizaje.
El “On Boarding” para las nuevas auxiliares de empaque, se realizará el mismo día en que las auxiliares reciban la inducción de todas las áreas realizada actualmente, y tendrá una duración de no más de 30 min, tiempo en el cual se tendrá que dar espacio para abordar las temáticas, y resolver las dudas que puedan surgir en el público objetivo.
Las temáticas planteadas con miras al logro de los objetivos propuestos se relacionan a continuación, junto con las herramientas utilizadas para su aplicación:

58
Tabla 6. Temáticas propuestas para el plan de capacitación de las nuevas auxiliares de empaque de la línea de papa.
ENFOQUE TEMÁTICA HERRAMIENTAS
Conocimiento del
proceso general
de la línea
- Reconocimiento del proceso
productivo general de la línea.
- Reconocimiento de las
instalaciones de la línea a lo largo
del proceso.
- Video de
presentación de la
línea y recorrido
dirigido en la
planta.
Presentación de
las funciones del
cargo.
- Presentación del área de
empaque y las labores realizadas
por las auxiliares, recalcando la
importancia que estas tienen
dentro de la línea en general para
el cumplimiento de los objetivos.
- Exponer las posibles
consecuencias de una
inadecuada realización de las
funciones en el empaque y la
manera como estas pueden
afectar la imagen de la empresa
ante el cliente.
- Video de la
rutina diaria de la
auxiliar.
- Presentación
Power Point
Conceptos
importantes
- Socialización de principales
términos y conceptos frecuentes
en el área de empaque, para
facilitar la adaptación y
comunicación del personal en el
escenario real de trabajo.
- Presentación
Power Point.
Métodos de
trabajo utilizados
para las
referencias
manejadas.
- Presentación de las referencias
trabajadas en la línea.
- Divulgación del método
adecuado empleado para empacar
las diferentes referencias según
los estándares y parámetros
establecidos por la empresa.
Cartilla inductiva
de métodos de
trabajo utilizados
para las
referencias
manejadas en la
línea.
Fuente: El Autor

59
Para que la aplicación del “On Boarding” tenga un impacto positivo en el personal que lo reciba, se requiere el uso de material audiovisual de apoyo por parte del capacitador, para poder socializar los diversos temas de interés. Entre estas herramientas están los videos de reconocimiento de la línea y las funciones del cargo, presentaciones en Power Point, la cartilla informativa de los métodos de empaque utilizados en la línea, entre otras, consignadas en los anexos digitales del presente documento.
4.3.3. Resultados esperados. Con la puesta en marcha del plan de capacitación
propuesto, se pretende impactar positivamente en el proceso de adaptación y
aprendizaje inicial de las auxiliares de empaque de la línea de papa; logrando con
ello pasar de unas condiciones de entrada muy subjetivas: como la percepción
que se tiene del cargo, las expectativas y las suposiciones que cada persona tiene
en cuanto a las labores a desempeñar; a unas condiciones de salida que se
traduzcan en competencias básicas, que permitan a las auxiliares: desarrollar
habilidades para el cumplimiento de las funciones del cargo, familiarizarse con el
proceso y con las instalaciones de la línea, identificar y valorar el grado de
importancia así como los objetivos de su rol dentro del proceso en general, entre
otras.
Figura 12. Condiciones de entrada y de salida de las nuevas auxiliares de empaque de la línea de papa en el proceso de capacitación.
Fuente: El Autor
COMPETENCIAS BÁSICAS
Supuestos
Expectativas
Percepción

60
4.3.4. Medición de los resultados. Es importante que este proceso de capacitación en el ingreso sea medido con el ánimo de tener un mapeo de los resultados obtenidos usando para ello un registro histórico de información que se convierta además en la base para determinar planes de acción que garanticen el cumplimiento de los objetivos propuestos.
Con este propósito se plantea hacer uso de un formato de evaluación escrita, corto (Ver Anexo D), muy similar a los que se manejan actualmente para la evaluación en las demás áreas durante las actividades de ingreso del personal, en el cual se preguntan algunos de los temas expuestos en la actividad, con el propósito de evidenciar el nivel de recepción de la información transmitida por parte del capacitador. La herramienta utilizada es de fácil diligenciamiento y aborda los temas más importantes tratados, para calificarlos en una escala de uno a cinco.
El propósito de esta valoración sin embargo no es el de convertirse en un filtro para el ingreso, por el contrario lo que se busca realmente es garantizar que el personal tenga un proceso de adaptación e ingreso más corto y ameno.
4.3.5. Capacitador. El proceso de capacitación deberá ser orientado por una persona que tenga un nivel de conocimiento aceptable de la línea, su proceso y su gente; así mismo debe tener la capacidad de sostener un trato amable con las personas para que pueda transmitir la información de la mejor forma.
Adicionalmente, la persona encargada debe propender por que el proceso sea dinámico y lo más ilustrativo posible, dando espacios apropiados para la solución de dudas o inquietudes que puedan surgir en el personal capacitado a lo largo de la actividad, buscando que al culminar este ciclo se tengan los conocimientos apropiados.
Además, la persona debe procurar que en la medida de lo posible su labor se apoye también en los conocimientos de aquellos colaboradores que por antigüedad y experiencia en las funciones de su cargo poseen una información más amplia en algunos temas específicos de la línea, como lo son los astros, líderes, operadores y/o auxiliares con varios años de trabajo en la línea.
Teniendo en cuenta el perfil y los requerimientos anteriormente expuestos, este rol puede ser asumido entonces por la persona que labora bajo el cargo de practicante de operaciones de la línea; teniendo en cuenta que es una persona que interactúa con la línea y su gente en general, permitiendo que se cumplan los objetivos propuestos.

61
5. SIMULACIÓN DEL TRABAJO EN LAS MESAS DE EMPAQUE
Con el fin de visualizar y analizar el trabajo real que tiene lugar en las mesas de empaque de la línea para algunas de las referencias, se realizó la simulación de las condiciones actuales en el Software llamado ProModel 7.5.
Para recolectar los datos de entrada de la simulación, se realizó una toma de tiempos preliminar, en la que se obtuvo información acerca del trabajo en los de puestos ocupados por las auxiliares para el empaque de las docenas. Adicionalmente, se verificó la velocidad de trabajo en los tubos de empaque para la producción de los gramajes populares, es decir 25g y 30g. Finalmente se indagó con el área de mejora continua, la tasa de defectos por empaque promedio para los gramajes mencionados.
Finalmente, se procedió a organizar la información obtenida para programar el modelo digitalmente y poder generar la simulación.
En la simulación realizada, se asumen dos velocidades de empaque diferentes, esto se debe a que por la configuración de la línea, el abastecimiento de papa frita en las últimas máquinas empacadoras es inferior a la de las primeras máquinas.
5.1. MODELAMIENTO EN PROMODEL
Antes de simular el funcionamiento de las mesas de empaque en la línea de papa, se realizó el levantamiento de la información de entrada, en la que se tiene en cuenta: la velocidad de empaque de la maquinaria de la línea, los tiempos de empaque promedio de las auxiliares en el empaque de docenas, la tasa de producto no conforme producida por las máquinas empacadoras, el tiempo promedio de recuperación de producto por parte de las auxiliares de la línea, el tiempo promedio necesario por las auxiliares de empaque para el sellado de las docenas y el tiempo de encarrado de cinco docenas en la caja de cartón correspondiente.
Una de las razones principales para la realización de esta simulación es la de demostrar a las auxiliares de empaque de la línea de papa a través de una herramienta multimedia, que el tiempo y la cantidad de personas con que se cuenta en su turno de trabajo son suficientes para realizar las labores básicas de una manera óptima, manteniendo además los puestos de trabajo organizados.

62
5.1.1. Datos de entrada para el modelo Para determinar los tiempos a utilizar en la simulación de cada una de las tareas realizadas por las auxiliares, se recurrió a revisar información sobre el funcionamiento de la línea obtenida por el ingeniero a cargo con anterioridad. Posteriormente y con el fin de validar estos datos, se realizaron mediciones con cronómetro en las cuales se tomaron tiempos a tres auxiliares a lo largo de su jornada laboral, para las tareas de empaque de producto realizadas (Ver Anexo G). Finalmente, se promediaron los tiempos de cada una de las tareas realizadas en el empaque de las referencias, puesto que entre las mediciones realizadas para cada tarea no existía una desviación estándar muy grande. Fue así como se decidió utilizar un tiempo de empaque de 9 segundos por docena, tiempos de sellado y encarrado de 3 segundos por docena y 12 segundos por caja respectivamente, además de un tiempo de recuperación de producto de 51,3 segundos para romper veinte paquetes defectuosos.
Por otra parte, la velocidad de salida de paquetes asumida fue de 80 paquetes por minuto en las primeras máquinas y de 40 paquetes por minuto para las últimas máquinas. Esto se debe a que el flujo de papa no es uniforme en las siete máquinas de la línea, puesto que la cantidad de papa en el canal de distribución se reduce en la medida en que cada máquina produce paquetes terminados. Esta tasa de producción de paquetes es proporcionada en tiempo real por las máquinas empacadoras de la línea y se tienen registros turno a turno, para controlar que no tenga variaciones significativas.
La tasa de producto no conforme asumida para la simulación es del 4%. Este dato fue proporcionado por el área de mejora continua, quien realiza pruebas constantes de seguimiento a estas variables para mantenerlas bajo control, haciendo los ajustes pertinentes a la maquinaria de empaque.
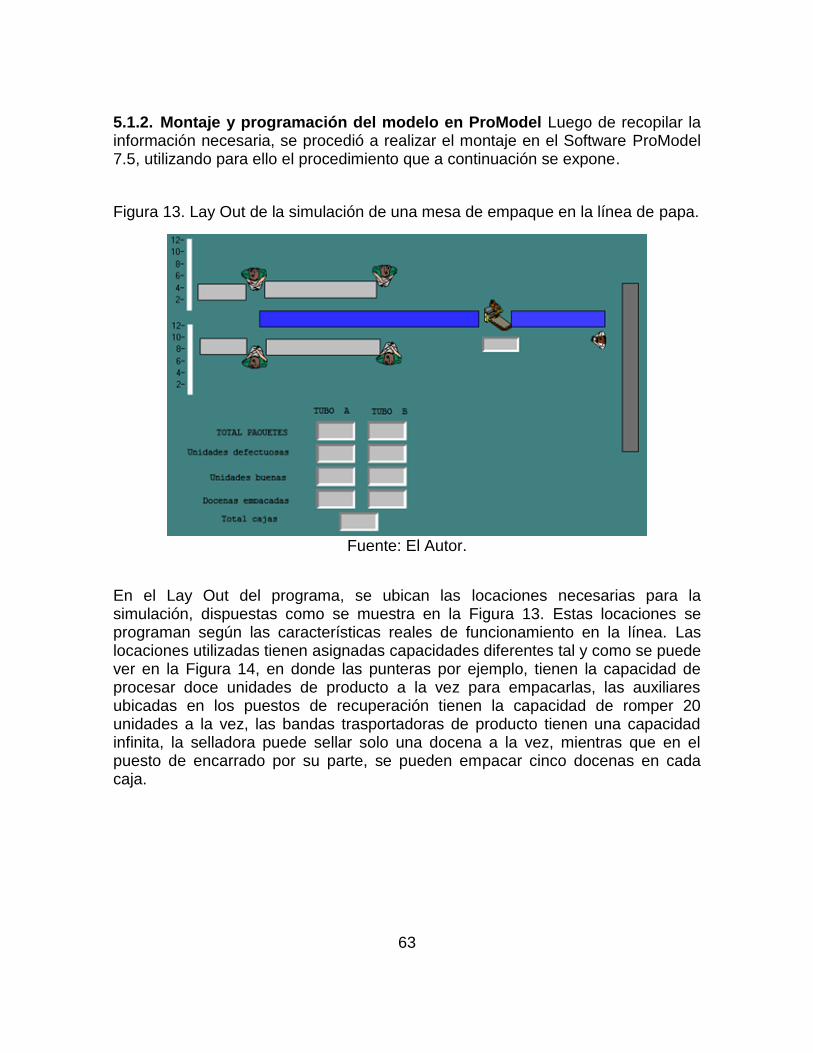
63
5.1.2. Montaje y programación del modelo en ProModel Luego de recopilar la información necesaria, se procedió a realizar el montaje en el Software ProModel 7.5, utilizando para ello el procedimiento que a continuación se expone.
Figura 13. Lay Out de la simulación de una mesa de empaque en la línea de papa.
Fuente: El Autor.
En el Lay Out del programa, se ubican las locaciones necesarias para la simulación, dispuestas como se muestra en la Figura 13. Estas locaciones se programan según las características reales de funcionamiento en la línea. Las locaciones utilizadas tienen asignadas capacidades diferentes tal y como se puede ver en la Figura 14, en donde las punteras por ejemplo, tienen la capacidad de procesar doce unidades de producto a la vez para empacarlas, las auxiliares ubicadas en los puestos de recuperación tienen la capacidad de romper 20 unidades a la vez, las bandas trasportadoras de producto tienen una capacidad infinita, la selladora puede sellar solo una docena a la vez, mientras que en el puesto de encarrado por su parte, se pueden empacar cinco docenas en cada caja.

64
Figura 14. Programación de las locaciones utilizadas en el modelo.
Fuente: El Autor.
Se utilizan tres entidades diferentes, que representan: unidades de producto, docenas de producto y cajas con cinco docenas (60 unidades) en su interior, tal y como se puede observar en la Figura 15.
Figura 15. Entidades utilizadas en el modelo.
Fuente: El Autor.
A continuación, se programan las llegadas del modelo, es allí en donde se asigna la cantidad de paquetes que llegan por minuto a la mesa de empaque, según sea la velocidad de empaque de las máquinas simulada. En la Figura 16 por ejemplo, se puede observar la programación necesaria para simular los dos tubos de empaque a una velocidad de 40 paquetes por minuto.
Figura 16. Programación de las llegadas en el modelo.
Fuente: El Autor.

65
Además de programar la velocidad de empaque, es necesario colocar una condición lógica para simular la tasa defectuosa producida por las máquinas; para ello, se debe crear una distribución discreta y definida, en la cual se asigna la condición de defectuosas al cuatro por ciento de las unidades producidas por las máquinas, tal y como se muestra en la Figura 17.
Antes de programar el proceso, es necesario definir los atributos y las variables, como se muestra en la Figura 18.
Figura 17. Distribución discreta para simular la tasa defectuosa.
Fuente: El Autor.
Figura 18. Atributos y variables utilizados para la programación del modelo.
Fuente: El Autor.
Finalmente, se procede a programar el proceso con las labores desarrolladas en cada una de las locaciones, teniendo en cuenta para ello los tiempos necesarios para el desarrollo de las diferentes tareas, así como también el uso de las diferentes entidades según la transformación del empaque en unidades, docenas o cajas.
En la Figura 19, se puede ver una de las operaciones realizadas, las demás pueden verse en la versión digital del modelo desarrollado (Ver Anexo F).

66
Figura 19. Programación del proceso simulado.
Fuente: El Autor.
5.2. RESULTADOS OBTENIDOS
Luego de reproducir la simulación del modelo, se obtuvo una serie de datos que permiten analizar algunos aspectos del trabajo realizado por las seis auxiliares en una mesa de trabajo.
El abastecimiento de papa no es igual para las siete máquinas empacadoras, debido a que el volumen de papa frita disminuye en el canal de distribución principal a medida que cada máquina toma una cantidad de producto para empacarlo. Por esta razón, se programó la simulación de dos escenarios correspondientes a las máquinas uno y siete de empaque, obteniendo el Gráfico 14, en el cual se puede observar la variación existente en la carga laboral asumida por las auxiliares de las primeras máquinas, respecto a las de las últimas máquinas. Para suplir esta diferencia en la carga laboral tan marcada, se realiza la rotación diaria de los grupos de trabajo, con la que se garantiza que todo el personal trabaje en cada una de las mesas a lo largo de la semana.
Adicionalmente, debido a que el porcentaje de ocupación de las auxiliares de empaque es diferente incluso en los seis puestos dentro de la misma mesa de trabajo, se realiza la rotación a lo largo del turno para evitar largos periodos de actividades monótonas y para poder hacer uso equitativo de las tres sillas dispuestas en cada máquina para facilitar el trabajo realizado en posición de descanso y/o de pie.

67
Gráfico 14. Porcentaje de ocupación de las auxiliares de empaque en la línea.
Fuente: El Autor.
Con la simulación realizada se pudo cumplir el principal objetivo planteado por el ingeniero a cargo de la línea; dicho objetivo era el de demostrar al personal de empaque que las labores realizadas en el área pueden ser ejecutadas con los recursos de tiempo y personal actuales, sin causar para ello sobrecargas laborales. El medio utilizado para cumplir el objetivo, fue la socialización de una corta presentación en Power Point en la que se incluyó un video del proceso simulado así como también los datos de ocupación de las locaciones arrojados por el software utilizado (Ver Anexo H).
Figura 20. Socialización de la simulación realizada.
Fuente: El Autor.
En la actividad de socialización, se recalcaron algunos puntos, entre los que están:
la importancia de realizar de forma adecuada las rotaciones establecidas tanto en
el turno como a lo largo de la semana, la suficiencia de recursos de tiempo y
personal para cumplir con las labores requeridas, la importancia de acatar las
normas establecidas para evitar elevados niveles de ausentismo en la línea.

68
5.3. TIEMPOS DE EMPAQUE PARA DOS DE LAS REFERENCIAS MÁS
TRABAJADAS
Tal como lo muestra el Gráfico 5, entre todas las referencias trabajadas en la línea, existen particularmente dos que tienen una mayor frecuencia de empaque para cumplir las exigencias del mercado; estas referencias son: la DTS 30g NE y la OT (Auto) 25g. Dichas referencias, aunque tienen gramajes diferentes cuentan con una característica en común: la cantidad de unidades empacadas en cada una de las bolsas (doce unidades).
El modelo simulado con el software ProModel, sirvió para lograr la estandarización de los tiempos de endocenado, sellado de las docenas y encarrado para las dos referencias más trabajadas en la línea. Con este propósito, inicialmente se determinó gracias a los datos arrojados por el programa que de las tres principales tareas realizadas para el embalaje del producto (endocenado, sellado de las docenas y encarrado), la tarea del endocenado se puede considerar como el cuello de botella dentro de este proceso de empaque, puesto que tal y como se muestra en la Figura 20, las dos punteras de cada mesa (que son las encargas de endocenar las unidades) son las que más entradas procesan en un periodo de tiempo respecto a las otras auxiliares.
Figura 21. Datos arrojados por el software ProModel.
Fuente: El Autor
Luego de identificar que el endocenado es la operación principal para el empaque de producto, se procedió a correr la simulación asignando tiempos más cortos a las labores realizadas por las auxiliares en la mesa, buscando que con estos nuevos datos, el porcentaje de ocupación de las punteras fuera cercano al cien por ciento garantizando también que fuera empacada la totalidad de unidades generadas por cada máquina. Esto se hizo con el fin de calcular los tiempos de empaque estándar, en un escenario ideal de producción.

69
Figura 22. Tiempos promedio para las labores de empaque arrojados por ProModel
Fuente: El Autor.
En la Figura 21 se muestran los resultados obtenidos luego de simular el trabajo realizado en la primera máquina por parte de las auxiliares de empaque, ya que es la máquina en donde hay mayor flujo de papa frita.
Como se puede observar el porcentaje de utilización de las dos punteras quienes endocenan el producto es de casi el cien por ciento; además el contenido promedio de unidades en el puesto de estas auxiliares es de 11,98 (12), lo cual evidencia que el abastecimiento de papa en estas máquinas es continuo. Por esta razón, podemos considerar que el tiempo estándar requerido para ejecutar esta labor es igual al tiempo promedio por entrada que muestra el software, es decir 9,37 segundos/docena.
La auxiliar encargada de sellar las docenas por su parte, muestra un porcentaje de utilización del 50,99 por ciento, el contenido promedio de docenas es de 0,51 (1), es decir que hay un flujo casi constante de docenas debido a que en este punto se sellan las docenas de los dos tubos de empaque en esta máquina. Se puede considerar entonces que el tiempo estándar requerido para ejecutar esta tarea es igual al tiempo promedio por entrada registrado por el software, es decir 3,13 segundos/docena.
Finalmente, la auxiliar encargada del encarrado o encartonado del producto tiene un porcentaje de utilización del 75,84 por ciento. En este puesto hay un promedio de docenas de 3,79 (4), lo cual genera tiempos de espera necesarios para poder completar la cantidad de docenas adecuadas por cada una de las caja, es decir cinco docenas; teniendo en cuenta estas esperas generadas, se puede decir que el tiempo promedio para la ejecución de esta actividad es de 23,27 segundos/caja.
70
CONCLUSIONES
- Para el empaque de las dos referencias más trabajadas en la línea, es decir la DTS 30g NE y la OT (Auto) 25g, los tiempos de las principales operaciones son: 9,37 segundos/docena para el endocenado, 3,13 segundos/docena para el sellado de las docenas y 23,27 segundos/caja para el encarrado o encartonado del producto.
- Es importante socializar y reforzar a las auxiliares de empaque de la línea, la importancia de respetar un Lay Out definido en cada una de las mesas de empaque, ya que esto contribuye a la obtención de productos en las mejores condiciones de empaque ceñidos a las condiciones exigidas por calidad.
- La aplicación de métodos estándar de empaque para las diferentes
referencias manejadas en la línea, permite obtener un resultado final agradable a la vista del cliente así como también evita el uso de elementos inadecuados como las cintas adhesivas o cartón para adaptar los elementos de trabajo a métodos particulares.
- La ejecución de un plan de capacitación para las nuevas auxiliares de
empaque, permite facilitar el proceso de adaptación en el cargo, por cuanto se dan a conocer en el los principales conceptos utilizados, las labores del cargo, los métodos adecuados para el empaque de las referencias manejadas, entre otros datos importantes para un desempeño exitoso en este roll.
- La aplicación del plan de capacitación para facilitar el ingreso de las nuevas
auxiliares de empaque, contribuye también en el mejoramiento del clima laboral en la línea, debido a que las nuevas auxiliares no generarán desorden en la mesa ni tampoco provocarán que las auxiliares antiguas asuman cargas de trabajo adicionales.
71
RECOMENDACIONES
- Es necesario que se reconozca la importancia del rol de las auxiliares de empaque dentro de la línea, de manera que se garanticen óptimas condiciones de trabajo para ellas en cuanto a los elementos de protección personal, así como los instrumentos de trabajo necesarios para la ejecución de las actividades propias de su cago.
- Para garantizar que el Lay Out propuesto sea respetado por las auxiliares de empaque de la línea, puede realizarse la demarcación de cada uno de los elementos ubicados en la línea.
- Es importante que se socialice con las auxiliares de empaque la importancia
de cumplir adecuadamente con algunos compromisos como por ejemplo las rotaciones en los puestos de trabajo para garantizar una distribución equitativa de las cargas laborales. Para ello se puede hacer uso de espacios como por ejemplo las reuniones de misión realizadas dos veces al mes, a las que asiste la totalidad del personal.
- Es importante que se evalúen objetivamente los resultados de la evaluación
en el proceso de capacitación de las nuevas auxiliares de empaque, con el fin de identificar oportunidades para el mejoramiento del mismo, a fin de impactar positivamente en el proceso inductivo de dichas auxiliares.
- Es necesario hacer seguimiento y dialogar con el personal los posibles
problemas mencionados en la encuesta por las auxiliares como por ejemplo el trato con las personas nuevas, para establecer soluciones que impidan la generación de conflictos graves.

72
BIBLIOGRAFÍA
Chase, Richard B., F. Robert Jacobs, y Nicholas J. Aquilano. Administración de la producción y operaciones para una ventaja competitiva. McGraw-Hill Interamenicana, 2005.
Everett E., Adam, y Ebert Ronald J. Administración de la producción y las operaciones: conceptos, modelos y funcionamiento. Pearson Ecucación, 1991.
García Criollo, Roberto. Estudio del Trabajo, Ingeniería de Metodos y medición del trabajo. Segunda. McGraw-Hill, 2005.
Niebel, Benjamin W., y Andris Freivalds. Ingeniería industrial: Métodos, estándares y diseño del trabajo. Duodécima. Mexico D.F.: McGraw-Hill, 2009.
Oficina Internacional del Trabajo. Introducción al Estudio del Trabajo. Cuarta. Ginebra: Organizacipon Internacional del Trabajo, 1996.
PepsiCo Inc. Nuestra compañía. 30 de Septiembre de 2014. http://www.pepsico.com.co/quienes-somos.htm.
PepsiCo. Nuestra Compañía. s.f. http://www.pepsico.com.co/quienes-somos.htm (último acceso: 03 de Noviembre de 2014).
Tompkins, James A., Jhon A. While, Yavuz A. Bozer, y J.M.A. Tanchoco. Planeación de lass instalaciones. Tercera. Mexico: International Thomson Editores, 2006.

73
ANEXOS


















