Protocolo Técnico Práctica Prototipado Rápido
16
Laboratorio de Diseño Página 1 de 16 PROTOTIPADO RÁPIDO PROTOCOLO Laboratorio de procesos avanzados de manufactura Fuente: www.google.com/imghp EDICIÓN 2014 PROGRAMA DE INGENIERÍA MECÁNICA LABORATORIO DE DISEÑO
-
Upload
carlos-andres-mora -
Category
Documents
-
view
11 -
download
0
description
Protocolo
Transcript of Protocolo Técnico Práctica Prototipado Rápido

Laboratorio de Diseño Página 1 de 16
PROTOTIPADO RÁPIDO
PROTOCOLO
Laboratorio de procesos avanzados de
manufactura
Fuente: www.google.com/imghp
EDICIÓN 2014
PROGRAMA DE INGENIERÍA MECÁNICA
LABORATORIO DE DISEÑO
Laboratorio de Diseño Página 2 de 16
TABLA DE CONTENIDO
1. INTRODUCCIÓN ................................................................................................... 4
2. OBJETIVOS .......................................................................................................... 4
2.1 OBJETIVO GENERAL. ................................................................................... 4
2.2 OBJETIVO ESPECIFICOS. ............................................................................ 4
3. SEGURIDAD PARA LA PRÁCTICA ....................................................................... 4
4. ASIGNACIÓN DE TIEMPOS ................................................................................. 5
5. MARCO TEÓRICO ................................................................................................ 6
5.1 Definiciones. ................................................................................................... 9
5.2 XXXXX ............................................................ ¡Error! Marcador no definido.
6. PROCEDIMIENTO PARA LA PRÁCTICA ............................................................ 11
7. EJEMPLO ............................................................................................................ 15
8. BIBLIOGRAFÍA .................................................................................................... 15
9. ANEXOS.............................................................................................................. 15
A1. Contenido del informe para la práctica. ............................................................ 16
A2. Material para la práctica. .................................................................................. 16

Laboratorio de Diseño Página 3 de 16
INDICE DE ILUSTRACIONES
Ilustración 1; EJEMPLO ILUSTRACIÓN ........................ ¡Error! Marcador no definido.
INDICE DE TABLAS
Tabla 1; EJEMPLO DE TABLA ...................................... ¡Error! Marcador no definido.

Laboratorio de Diseño Página 4 de 16
1. INTRODUCCIÓN El prototipado en impresora 3D es la manera más rápida de obtener una réplica exacta tridimensional de un diseño generado mediante aplicación CAD en 3D. Los modelos físicos pueden ser únicamente estéticos y útiles para el estudio del mercado potencial al que van dirigidos, o pueden cumplir con algunas o buena parte de los requerimientos mecánicos que tendría la pieza definitiva, ofreciendo en este caso la posibilidad de realizar pruebas funcionales y de homologación antes de que existan los moldes preliminares. En la práctica de prototipado rápido se pretende que el participante interactué con el
equipo de impresión 3D, conozca su configuración, comprenda su operación y control;
y que además, realice un ejercicio práctico dentro de las capacidades del equipo.
Al finalizar la práctica se espera que el participante haya comprendido el
funcionamiento del equipo de manera segura, que esté en capacidad de calibrarlo y
usarlo para la producción de un bien manufacturado con esta tecnología.
2. OBJETIVOS
2.1 OBJETIVO GENERAL.
Comprender el funcionamiento de los equipos para prototipado rápido, efectuando una aplicación práctica en los mismos. 2.2 OBJETIVO ESPECIFICOS.
Conocer los distintos componentes de una impresora 3D.
Aprender la operación básica de una impresora 3D.
Aprender a utilizar el software de una impresora 3D
Conocer y utilizar la impresora de hilo fundido Cube 3D Printer.
3. SEGURIDAD PARA LA PRÁCTICA
El equipo debe ser operado únicamente por personal entrenado.
Todo el personal que opera el equipo debe conocer el procedimiento institucional para actuar en caso de emergencia.
Se deben mantener los dedos y otras partes del cuerpo alejados de la cubierta del equipo cuando esta vaya a ser cerrada
NUNCA intente abrir la cubierta principal del equipo mientras este está trabajando
NUNCA inhabilite el switch de seguridad
NO USE el equipo si el switch de seguridad falla o está e inhabilitado.
Muchas partes del equipo permaneces extremadamente calientes aun después de que este haya dejado de operar. EVITE tocar la lámpara UV y el bloque de la impresora 3D.
Laboratorio de Diseño Página 5 de 16
En el caso de la impresora por hilo fundido CUBE 3D, cuando está funcionando, la punta del dosificador de material (cabezal de impresión) se calienta; por lo tanto, evite tocar esta área hasta que se haya enfriado.
La lámpara UV usada en la impresora 3D emite radiación peligrosa. Si la lámpara UV permanece encendida cuando la cubierta está abierta, NO OBSERVE directamente a la luz de la lámpara.
Se debe manipular con guantes de nitrilo el material NO CURADO, ya que este es considerado una sustancia peligrosa.
Se debe usar gafas de protección para evitar posibles salpicaduras del material de modelo y de soporte a los ojos. Este puede causar reacción alérgica.
Se debe usar protección respiratoria para evitar irritación por los gases emanados en proceso, debidos al curado de los materiales de modelo y soporte.
Los derrames de material de modelo y de apoyo se deben limpiar con toallas desechables o cualquier otro material absorbente, no reutilizable, como aserrín o carbón activado.
El área de derrame se debe enjuagar con alcohol desnaturalizado o isopropilico, seguido de jabón y agua, y debe disponerse el material absorbente en el recipiente dispuesto para tal fin.
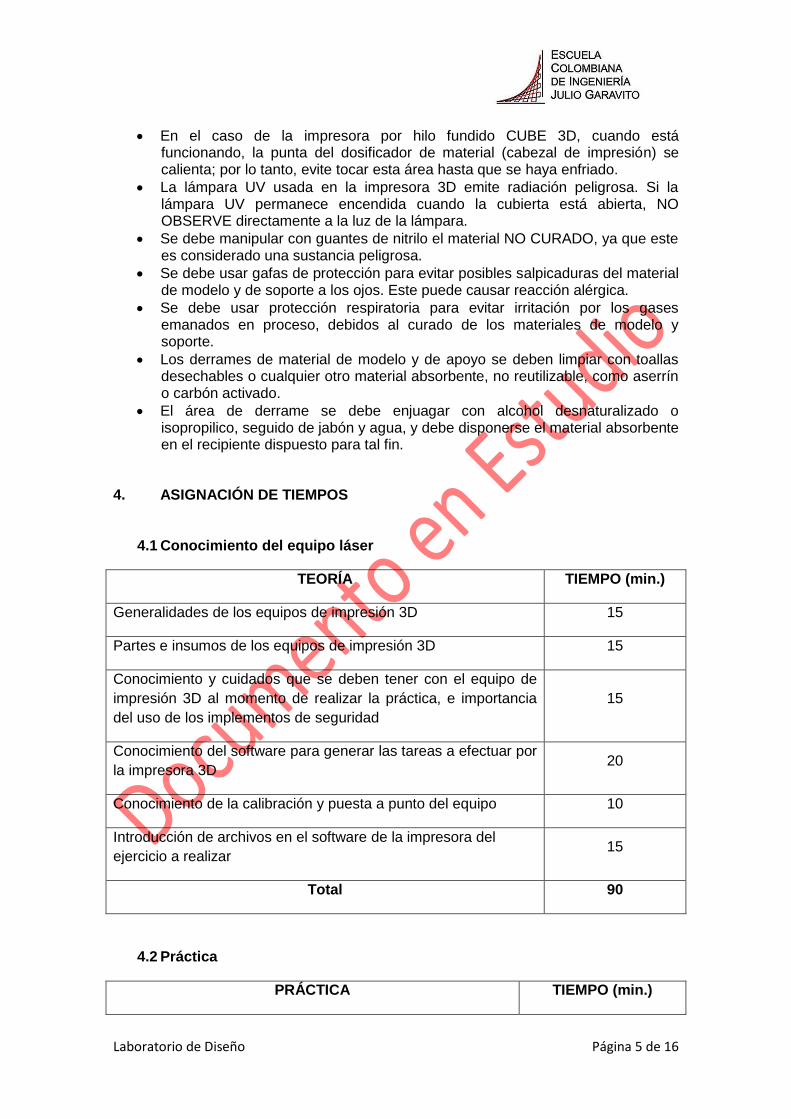
4. ASIGNACIÓN DE TIEMPOS
4.1 Conocimiento del equipo láser
TEORÍA TIEMPO (min.)
Generalidades de los equipos de impresión 3D 15
Partes e insumos de los equipos de impresión 3D 15
Conocimiento y cuidados que se deben tener con el equipo de
impresión 3D al momento de realizar la práctica, e importancia
del uso de los implementos de seguridad
15
Conocimiento del software para generar las tareas a efectuar por
la impresora 3D 20
Conocimiento de la calibración y puesta a punto del equipo 10
Introducción de archivos en el software de la impresora del
ejercicio a realizar 15
Total 90
4.2 Práctica
PRÁCTICA TIEMPO (min.)
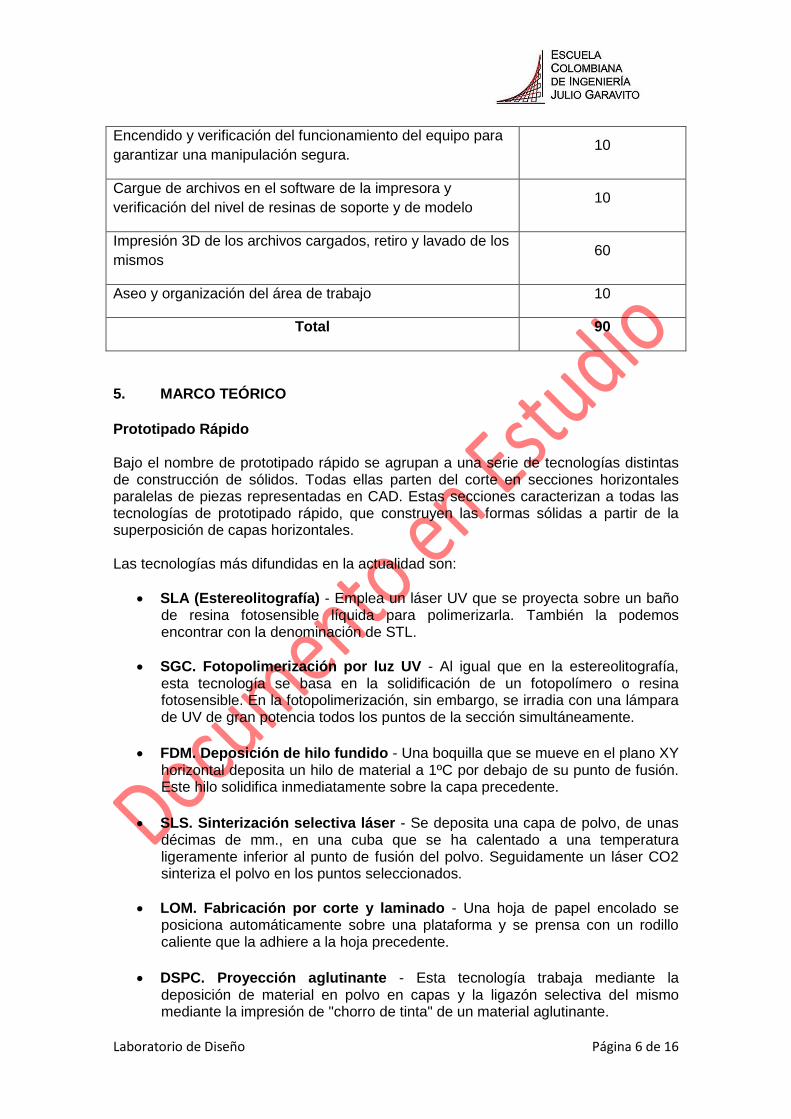
Laboratorio de Diseño Página 6 de 16
Encendido y verificación del funcionamiento del equipo para
garantizar una manipulación segura. 10
Cargue de archivos en el software de la impresora y
verificación del nivel de resinas de soporte y de modelo 10
Impresión 3D de los archivos cargados, retiro y lavado de los
mismos 60
Aseo y organización del área de trabajo 10
Total 90
5. MARCO TEÓRICO
Prototipado Rápido Bajo el nombre de prototipado rápido se agrupan a una serie de tecnologías distintas de construcción de sólidos. Todas ellas parten del corte en secciones horizontales paralelas de piezas representadas en CAD. Estas secciones caracterizan a todas las tecnologías de prototipado rápido, que construyen las formas sólidas a partir de la superposición de capas horizontales. Las tecnologías más difundidas en la actualidad son:
SLA (Estereolitografía) - Emplea un láser UV que se proyecta sobre un baño de resina fotosensible líquida para polimerizarla. También la podemos encontrar con la denominación de STL.
SGC. Fotopolimerización por luz UV - Al igual que en la estereolitografía, esta tecnología se basa en la solidificación de un fotopolímero o resina fotosensible. En la fotopolimerización, sin embargo, se irradia con una lámpara de UV de gran potencia todos los puntos de la sección simultáneamente.
FDM. Deposición de hilo fundido - Una boquilla que se mueve en el plano XY
horizontal deposita un hilo de material a 1ºC por debajo de su punto de fusión. Este hilo solidifica inmediatamente sobre la capa precedente.
SLS. Sinterización selectiva láser - Se deposita una capa de polvo, de unas
décimas de mm., en una cuba que se ha calentado a una temperatura ligeramente inferior al punto de fusión del polvo. Seguidamente un láser CO2 sinteriza el polvo en los puntos seleccionados.
LOM. Fabricación por corte y laminado - Una hoja de papel encolado se posiciona automáticamente sobre una plataforma y se prensa con un rodillo caliente que la adhiere a la hoja precedente.
DSPC. Proyección aglutinante - Esta tecnología trabaja mediante la
deposición de material en polvo en capas y la ligazón selectiva del mismo mediante la impresión de "chorro de tinta" de un material aglutinante.

Laboratorio de Diseño Página 7 de 16
En general se reserva la fabricación de precisión a la estereolitografía y cuando valora más las prestaciones mecánicas del modelo (prototipos funcionales), se prefiere el sinterizado, que ofrece más variedad de materiales: resinas fotosensibles, materiales termofusibles, metales, cerámica, papel plastificado. Estereolitografía (SLA) Esta técnica se basa en la posibilidad de solidificar una resina en estado líquido mediante la proyección de un haz láser de una frecuencia y potencia muy concretas. El proceso empieza con el elevador situado a una distancia de la superficie del líquido igual al grosor de la primera sección a imprimir. El láser sigue la superficie de la sección y su contorno. El líquido es un fotopolímero que cuando está expuesto a radiación ultra-violeta solidifica. Una vez solidificada esta sección, el elevador baja su posición para situarse a la altura de la siguiente lámina. Se repite dicha operación hasta conseguir la pieza final. Ver figura 1. Como consecuencia, la creación de los prototipos se inicia en su parte inferior y finaliza en la superior. El hecho de que la resina inicialmente se encuentre en estado líquido, conlleva la necesidad de generar, no sólo la geometría correspondiente a la pieza a crear, sino además, una serie de columnas que permitan soportar la pieza a medida que ésta se va generando. De no ser así las distintas capas o voladizos que son necesarios, caerían al no ser auto-soportados por la resina líquida no solidificada. Para obtener unas características mecánicas óptimas de las piezas generadas, los prototipos son sometidos a un post-curado en un horno especial de rayos UVA.
Ventajas complementarias:
Los prototipos son translúcidos, lo cual puede ser especialmente ventajoso para determinados proyectos, o para detectar interferencias interiores en conjuntos complejos.
Tiene una precisión dimensional y un acabado superficial especialmente destacable.
Esta técnica suele ser recomendable para piezas de dimensiones reducidas o que contengan pequeños detalles que han de definirse de manera muy clara.
Laboratorio de Diseño Página 8 de 16
Figura 1. Esquema del proceso SLA Fuente: http://webs.uvigo.es/disenoindustrial/docs/protorapid.pdf
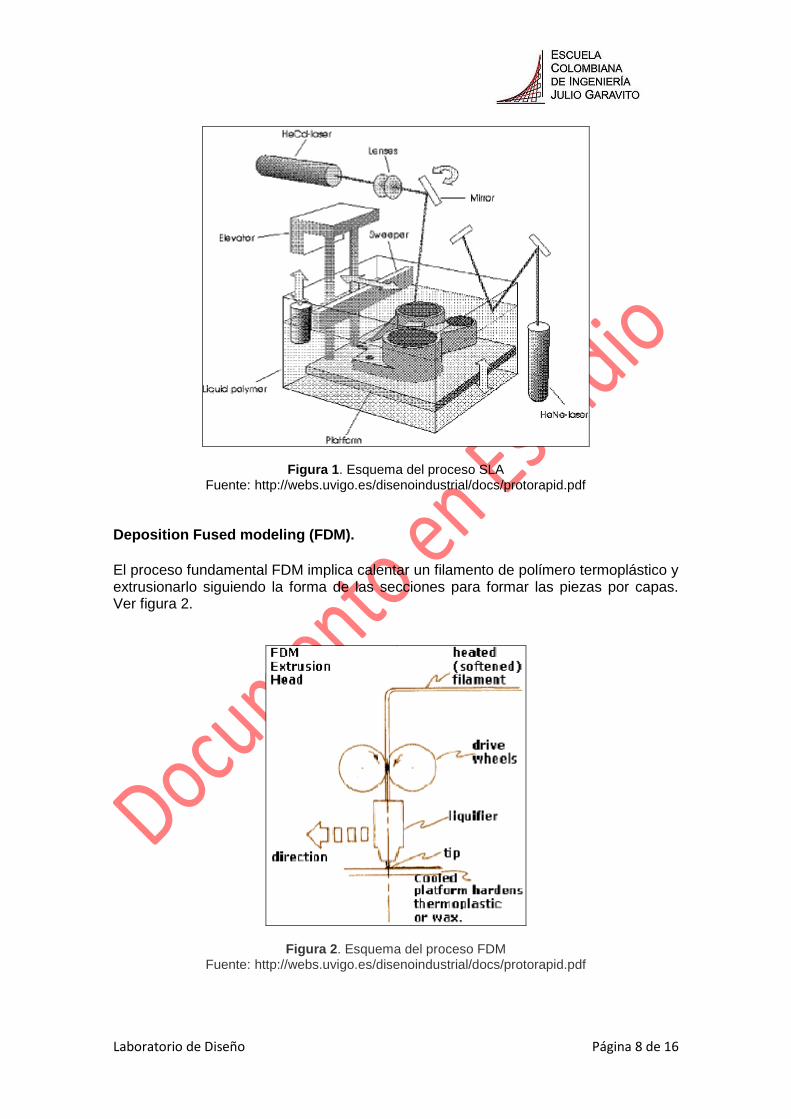
Deposition Fused modeling (FDM).
El proceso fundamental FDM implica calentar un filamento de polímero termoplástico y extrusionarlo siguiendo la forma de las secciones para formar las piezas por capas. Ver figura 2.
Figura 2. Esquema del proceso FDM Fuente: http://webs.uvigo.es/disenoindustrial/docs/protorapid.pdf

Laboratorio de Diseño Página 9 de 16
Impresora 3D Objet Este tipo de equipos aparece como una necesidad de diseñadores, ingenieros y arquitectos para visualizar con modelos reales que se puedan tocar y manipular, el trabajo que realizan en el ordenador. Tradicionalmente, esta visualización se ha realizado con maquetas manufacturadas, laboriosas de producir y con un gran costo económico. Hasta hace muy poco, era impensable la idea de enviar los datos 3D generados con un programa CAD directamente a una máquina capaz de “imprimir” un modelo real por secciones horizontales, como si de una impresora doméstica se tratara. Ver figura 3.
Figura 3 Impresión 3D a partir de un archivo CAD Fuente: http://www.lacofa.es/index.php/tecnologias/mas-cerca-de-la-impresion-3d-domestica
La impresora 3D Objet con que cuenta la Escuela Colombiana de Ingeniería Julio Garavito, (ver figura 4) es una gran herramienta para ingenieros de diseño de producto que desean crear modelos de gran precisión para ayudas visuales, ensayos de idoneidad y aplicaciones funcionales. Los modelos impresos en la Objet se pueden pintar, taladrar, mecanizar o utilizar para conformación en vacío. Este equipo emplea una resina blanca rígida (VeroWhitePlus), ideal para modelado 3D de uso general, que ofrece una excelente estabilidad dimensional.
Figura 4. Impresora 3D Objet de la ECI

Laboratorio de Diseño Página 10 de 16
Impresora cube 3d printer La Escuela Colombiana de Ingeniería Julio Garavito también cuenta con este tipo de impresora, la cual realiza el proceso extruyendo una ligera cantidad de un termoplástico (poliéster), a través de una diminuta boquilla, formando cada sección y a su vez, el objeto tridimensional. Ver figura 5. La máquina está compuesta principalmente por: -Un cabezal móvil, el cual vierte el filamento de poliéster.
-Una plataforma fija.
-Rollo de poliéster.
Figura 5. Impresora 3D Cube de la ECI
Extensión .stl STL (siglas provenientes del inglés "'Stereo Lithography'"') es un formato de archivo informático de diseño asistido por computadora (CAD) que define geometría de objetos 3D, excluyendo información como color, texturas o propiedades físicas que sí incluyen otros formatos CAD. Fue creado por la empresa 3D Systems, concebido para su uso en la industria del prototipado rápido y sistemas de fabricación asistida por ordenador. En especial desde los años 2011-2012 con la aparición en el mercado de impresoras 3D de extrusiones de plástico termofusible (personales y asequibles), el formato STL está siendo utilizado ampliamente por el software de control de estas máquinas.
5.1 Definiciones.
VeroWhitePlus: fotopolímero opacos rígido que ofrece una excelente visualización de detalles en gris. Puede imprimir en 3D prototipos atractivos precisos capaces de superar las pruebas de ajuste y forma, incluso en el caso de piezas móviles y ensambladas:

Laboratorio de Diseño Página 11 de 16
6. PROCEDIMIENTO PARA LA PRÁCTICA
1. Se debe elaborar un archivo de la pieza a obtener en un programa CAD, Solidworks por ejemplo. (Ver figura 6) Se deben tener en cuenta las dimensiones máximas de la mesa del equipo, en este caso, 30x30x25 cm; y guardar el archivo de la pieza en formato (.stl), que es la extensión usada por el software de la impresora 3D.
Figura 6. Pieza elaborada en software CAD
2. Encender la impresora y el Pc; en este último se debe abrir el programa de la impresora llamado “Objet Studio” e incluir el archivo de la pieza que se va a imprimir. El programa la acomoda por default en una de las esquinas de la mesa virtual, (Ver figura 7) sin embargo esta se puede acomodar manualmente en la posición que resulte más adecuada para trabajar, por ejemplo donde quede con una menor altura, o en la que consuma una menor cantidad de material de soporte.

Laboratorio de Diseño Página 12 de 16
Figura 7. Visualización del software de la impresora 3D
3. El sistema cuenta con un intercambiador de procesador (ATEN) con el que se puede usar, el procesador del PC o el procesador de la Impresora 3D. se debe seleccionar el procesador de la impresora y se envía el archivo a esta; se guarda el proyecto y aparecerá una ventana como la que se muestra a continuación en la figura 8. Como se puede apreciar, en la parte de la izquierda se presenta información acerca de las temperaturas a las cuales se encuentran, el material de soporte y el material de modelo. En el costado inferior derecho se aprecian los niveles de resina en los cartuchos y los niveles en los contenedores de desechos. En este momento, la maquina se encuentra en un proceso de calentamiento de las resinas.
Figura 8. Ventana indicadores de estado de la impresora 3D

Laboratorio de Diseño Página 13 de 16
4. Volver a la ventana de control de proceso en el PC. Ver figura 9.
Figura 9. Ventana indicadores de estado del proceso de impresión 3D
En la barra de herramienta superior se encuentran os íconos con los que es posible pausar o parar el proceso, con los siguientes botones:
Bajo en encabezado “Job Info”, se encuentran los datos de tiempo estimado para la creación de la pieza y el número de ciclos que ha completado de un total estimado. Adicionalmente, se puede apreciar la barra de avance en color verde la cual nos indica el curso en el estado de avance en el que se encuentra el proceso. En la parte inferior de la barra anteriormente descrita, se pueden observan datos de masa que estima el equipo para hacer la pieza, la cantidad que ha utilizado y la requerida por la máquina; tanto del soporte como del modelo.
5. Dar inicio a la impresión y esperar el tiempo pronosticado para su finalización. Revisar la calcomanía de precaución (ver figura 10), ya que esta indica si hay muchas vibraciones durante la impresión (si hay color rojo, es porque la maquina se está moviendo demasiado, poniendo en riesgo el proceso y la integridad misma de la máquina.

Laboratorio de Diseño Página 14 de 16
Figura 10. Testigo de vibración crítica
6. Una vez terminado el proceso de impresión, se debe retirar la pieza terminada
de la máquina y se procede a realizar la limpieza de la resina de soporte. Ver Figura 11.
Figura 11. Pieza impresa y limpieza de la misma
7. Toma de datos a tener en cuenta.
Antes de imprimir la pieza, con la ayuda del software CAD y teniendo en cuenta las propiedades físicas del material de modelo (VeroWhitePlus), se debe determinar tentativamente la cantidad de resina que se va a usar en el proceso de prototipado de la pieza seleccionada.
Durante la impresión se deben tomar los datos de tiempo de la operación y el número de pasadas y calcular el tiempo que dura cada pasada.
Se deben tomar los datos de la ventana de estado de la máquina antes y después de realizar la operación, especialmente los indicadores de la cantidad de material de modelo y de material de soporte y comparar con el cálculo previo.
Se debe realizar un control, dimensional de la pieza obtenida en sus dimensiones más importantes y comparar con la pieza diseñada en el software CAD, además se debe determinar el error dimensional.

Laboratorio de Diseño Página 15 de 16
7. EJEMPLO
En la figura 12, se puede apreciar una aplicación de impresión 3D para biomecánica,
en la cual la Escuela Colombiana de Ingeniería Julio Garavito ha tenido incursión.
Figura 12. Impresión 3D para aplicación biomecánica
Fuente www.google.com/imghp
8. BIBLIOGRAFÍA
1. http://es.objet.com/Productos/Objet_impresoras_3D_de_escritorio/. Consultada
en 27/11/13 2. Kalpakjian. S. Manufactura, ingeniería y tecnología. 4ta Edición. PEARSON
2002 3. ALONSO, José A. Sistemas de prototipado rápido, en
http://webs.uvigo.es/disenoindustrial/docs/protorapid.pdf consultada en 04/05/14
4. http://www.lacofa.es/index.php/tecnologias/mas-cerca-de-la-impresion-3d-domestica. Consultada en 03/02/14

Laboratorio de Diseño Página 16 de 16
9. ANEXOS
A1. Contenido del informe para la práctica.
El informe de la práctica debe contener los siguientes aspectos en el orden presentado a continuación.
Portada
Introducción
Objetivos
Estado del arte (no mayor a 3 páginas)
Desarrollo de la práctica o Materiales y herramientas o Equipos (Características técnicas y capacidades) o Descripción del procedimiento paso a paso con ilustraciones
Registro de información tabulada (debe incluir todas las variables del proceso)
Presentación y análisis de resultados
Conclusiones
Bibliografía A2. Material para la práctica.
Impresora 3D Objet30 con pc y software
Impresora CUBIFY con pc y software
Cartuchos (Resina de poliéster)
Bobina de hilo poliester
Monitor
UPS
Intercambiador de procesador (ATEN)
Software CAD (SolidWorks)