Prototipado Rapido
12
DEPARTAMENTO DE ENERGÍA Y MECÁNICA INGENIERÍA MECATRÓNICA CAD/CAM/CAE PROTOTIPADO RÁPIDO E IMPRESIÓN 3D INTEGRANTES: Aimacaña Paul Chiliquinga Mauricio Díaz Geovanny Jara Miguel Montero Dennis OCTAVO NIVEL LATACUNGA – ECUADOR 08 / Diciembre / 2014
-
Upload
geovany-diaz -
Category
Documents
-
view
229 -
download
1
description
ES UNA DE LAS TECNOLOGÍAS QUE ESTÁN EN AUGE EN EL 2015
Transcript of Prototipado Rapido
DEPARTAMENTO DE ENERGÍA Y MECÁNICA
INGENIERÍA MECATRÓNICA
CAD/CAM/CAE
PROTOTIPADO RÁPIDO E IMPRESIÓN 3D
INTEGRANTES:
Aimacaña Paul
Chiliquinga Mauricio
Díaz Geovanny
Jara Miguel
Montero Dennis
OCTAVO NIVEL
LATACUNGA – ECUADOR
08 / Diciembre / 2014
INTRODUCCIÓN
La impresión 3D es una técnica de fabricación que básicamente consiste en la creación de un
objeto previamente diseñado mediante un software a través de la deposición de material,
resina, etc., en sus distintas variedades técnicas. Mediante la impresión 3D hoy día ya es
posible obtener productos finalistas, destinados ya a su comercialización.
El prototipado rápido se refiere a un uso muy concreto y provechoso que nos ofrece la
impresión 3d. Suele asociarse a un paso previo a la producción tradicional, que sirve para
someter a estudio un modelo digital antes de optar por su fabricación convencional. Por eso,
el prototipado rápido es un proceso utilizado para la fabricación que suele utilizarse para
referirse a objetos que no están destinados a uso finalista sino más bien a modo de prueba de
diseño. Es un término muy asociado a la impresión 3D, ya que es una de las principales
aplicación de la impresión 3D, pero no son sinónimos.
DESARROLLO
Prototipado Rápido
El prototipado rápido es un proceso utilizado para fabricar artículos de plástico, metal o
cerámica, su proceso de fabricación es ir añadiendo material capa a capa. En algunos casos
con propiedades físicas que son similares a lo que se producirían por métodos
convencionales, como moldeo por inyección y extrusión, o moldeo por soplado, de esta
manera se evita el fabricar los costosos moldes para realizar un prototipo que podría cambiar
su forma. Inicialmente el prototipado rápido solo se usaba para la fabricación de prototipos,
hoy en día se utiliza como un proceso de fabricación más. Un ejemplo se encuentra en el
sector dental, en el cual se utiliza para fabricar las estructuras metálicas que luego irán
recubiertas de cerámica creando coronas y puentes dentales.
Prototipos de diseño: Sirven para evaluar aspectos estéticos y ergonómicos.
Prototipos geométricos: Se usan para probar concordancia geométrica, la forma y los
ensambles.
Prototipos funcionales: Muestran las características y patrones de comportamiento en
una prueba del producto final.
Prototipos técnicos: Se usan para evaluar todas las funciones de la pieza final.
TECNOLOGÍAS PARA EL PROTOTIPADO RÁPIDO
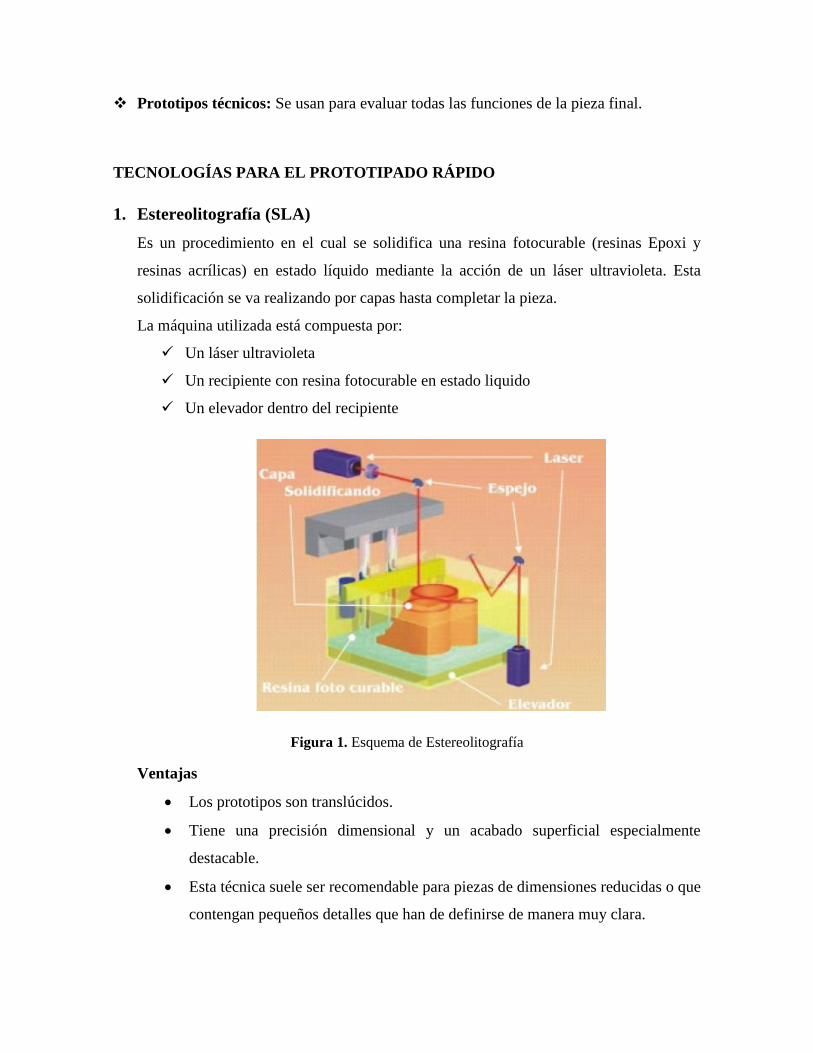
1. Estereolitografía (SLA)
Es un procedimiento en el cual se solidifica una resina fotocurable (resinas Epoxi y
resinas acrílicas) en estado líquido mediante la acción de un láser ultravioleta. Esta
solidificación se va realizando por capas hasta completar la pieza.
La máquina utilizada está compuesta por:
Un láser ultravioleta
Un recipiente con resina fotocurable en estado liquido
Un elevador dentro del recipiente
Figura 1. Esquema de Estereolitografía
Ventajas
Los prototipos son translúcidos.
Tiene una precisión dimensional y un acabado superficial especialmente
destacable.
Esta técnica suele ser recomendable para piezas de dimensiones reducidas o que
contengan pequeños detalles que han de definirse de manera muy clara.
Aplicaciones de la estereolitografía
Necesidad de un prototipo funcional
Prototipos fieles desde el punto de vista dimensional.
Prototipos de piezas pequeñas con un gran nivel de detalle.
Prototipos agradables al tacto y la vista Prototipos fáciles de pintar, pulir y tratarlos
en general.
Prototipos con acabados superficiales excelentes, por lo que son idóneos para piezas
MASTERS para coladas al vacío en moldes de silicona.
Prototipos translúcidos para apreciar interferencias interiores.
Limitaciones de la estereolitografía
Las resinas pueden ser más frágiles y menos flexibles que en el sinterizado láser SLS.
Prototipos sensibles tanto a la humedad ambiental como a la temperatura, excepto
que se especifique previamente.
No se pueden garantizar espesores inferiores a 0,6 mm
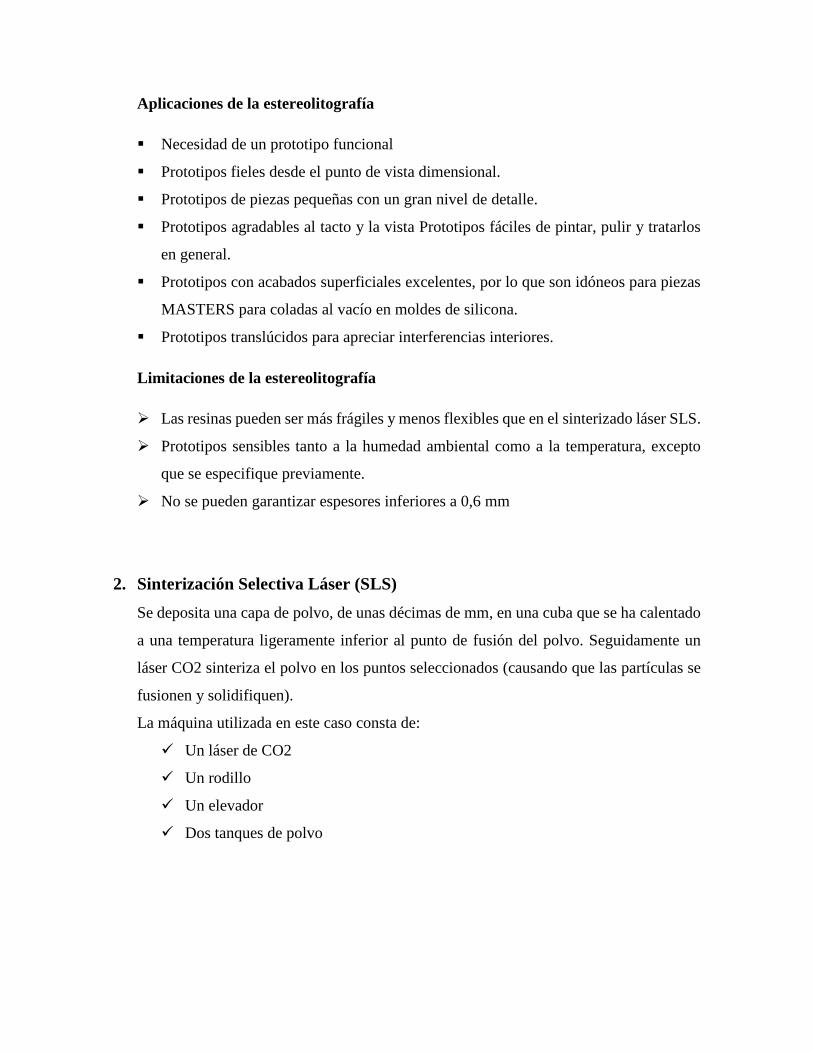
2. Sinterización Selectiva Láser (SLS)
Se deposita una capa de polvo, de unas décimas de mm, en una cuba que se ha calentado
a una temperatura ligeramente inferior al punto de fusión del polvo. Seguidamente un
láser CO2 sinteriza el polvo en los puntos seleccionados (causando que las partículas se
fusionen y solidifiquen).
La máquina utilizada en este caso consta de:
Un láser de CO2
Un rodillo
Un elevador
Dos tanques de polvo
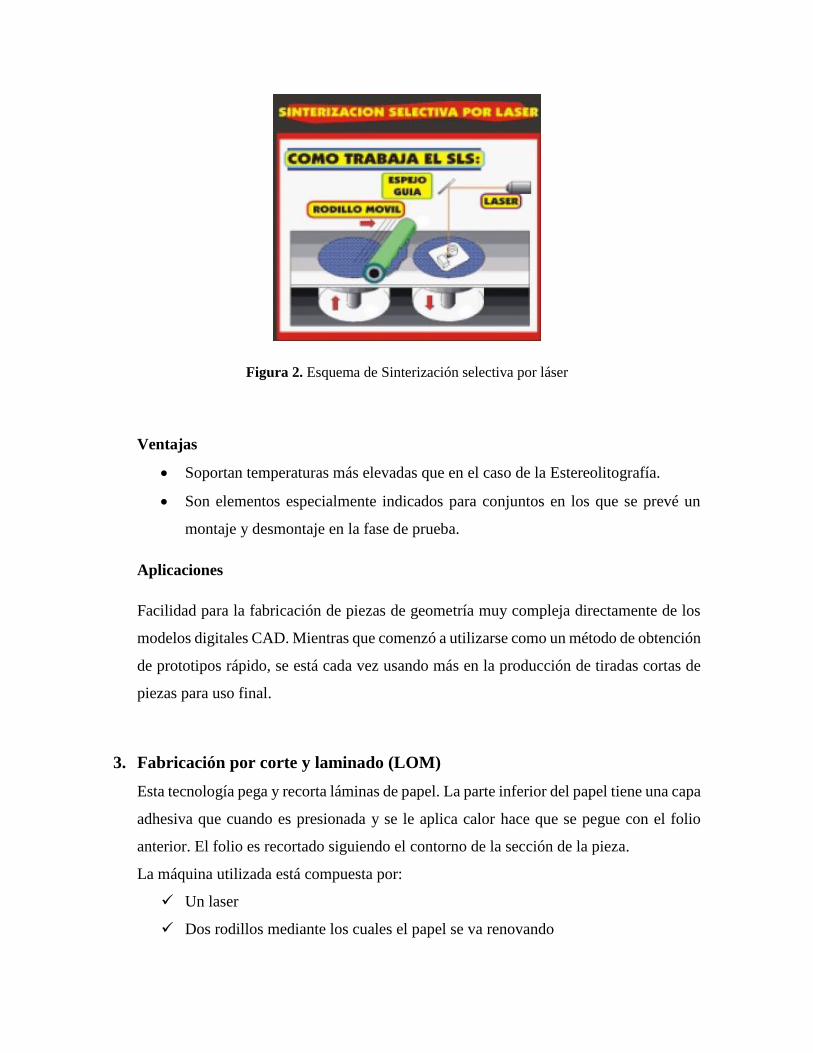
Figura 2. Esquema de Sinterización selectiva por láser
Ventajas
Soportan temperaturas más elevadas que en el caso de la Estereolitografía.
Son elementos especialmente indicados para conjuntos en los que se prevé un
montaje y desmontaje en la fase de prueba.
Aplicaciones
Facilidad para la fabricación de piezas de geometría muy compleja directamente de los
modelos digitales CAD. Mientras que comenzó a utilizarse como un método de obtención
de prototipos rápido, se está cada vez usando más en la producción de tiradas cortas de
piezas para uso final.
3. Fabricación por corte y laminado (LOM)
Esta tecnología pega y recorta láminas de papel. La parte inferior del papel tiene una capa
adhesiva que cuando es presionada y se le aplica calor hace que se pegue con el folio
anterior. El folio es recortado siguiendo el contorno de la sección de la pieza.
La máquina utilizada está compuesta por:
Un laser
Dos rodillos mediante los cuales el papel se va renovando
Un rodillo que presiona cada capa de papel antes de ser cortado por el laser
Una plataforma móvil
Figura 3. Esquema de Fabricación por corte y laminado
Aplicaciones
Cubre un amplio espectro de industrias, incluyendo la aeroespacial y la automoción,
productos de consumo y dispositivos médicos que va desde instrumentos a prótesis.
Permite ver la forma la forma final, el tamaño y la función de los prototipos así como
producir un pequeño volumen de productos terminados.
Se suele usar para visualizar un producto en sus dimensiones exactas, lo cual permite
tener una réplica real del producto realizando pruebas de consumo, introducción en
su comercialización, muestras de embalaje, etc.
4. Deposición por hilo fundido (FDM)
El proceso fundamental FDM implica calentar un filamento de polímero termoplástico
extrusionarlo siguiendo la forma de las secciones para formar las piezas por capas.
La máquina utilizada está compuesta por:
Un cabezal móvil, el cual vierte el filamento de poliéster.
Una plataforma fija
Rollo de poliéster
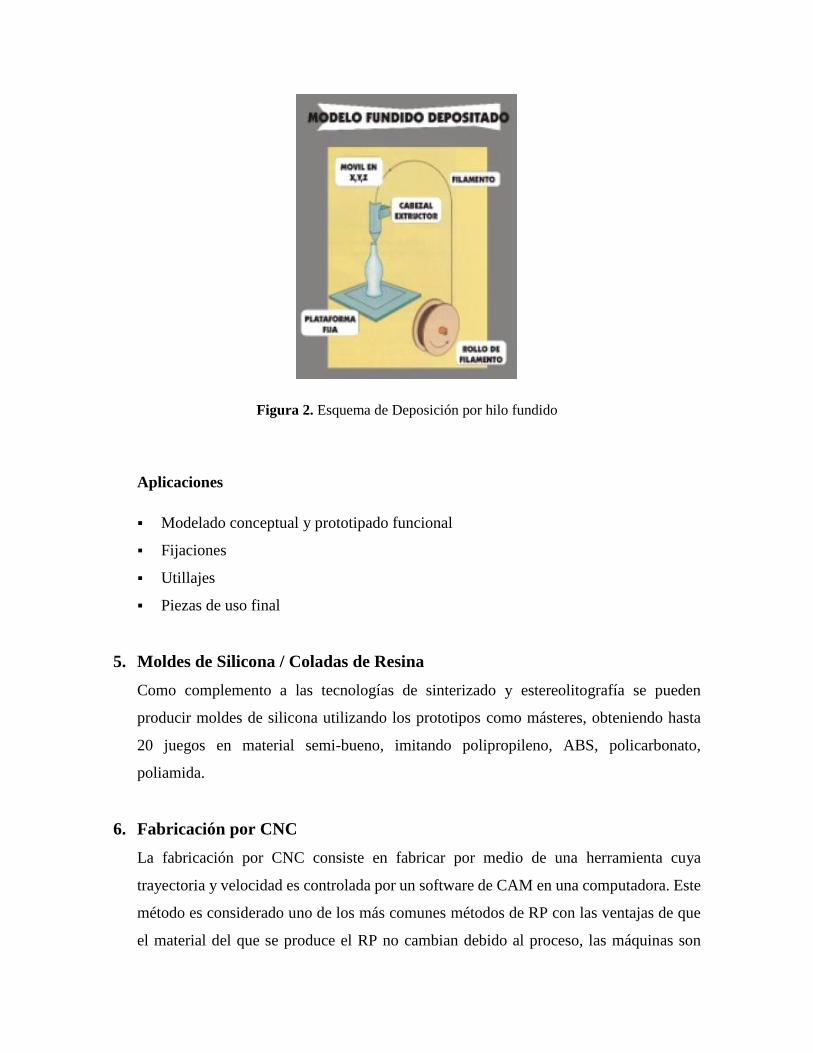
Figura 2. Esquema de Deposición por hilo fundido
Aplicaciones
Modelado conceptual y prototipado funcional
Fijaciones
Utillajes
Piezas de uso final
5. Moldes de Silicona / Coladas de Resina
Como complemento a las tecnologías de sinterizado y estereolitografía se pueden
producir moldes de silicona utilizando los prototipos como másteres, obteniendo hasta
20 juegos en material semi-bueno, imitando polipropileno, ABS, policarbonato,
poliamida.
6. Fabricación por CNC
La fabricación por CNC consiste en fabricar por medio de una herramienta cuya
trayectoria y velocidad es controlada por un software de CAM en una computadora. Este
método es considerado uno de los más comunes métodos de RP con las ventajas de que
el material del que se produce el RP no cambian debido al proceso, las máquinas son
relativamente económicas comparadas con los otros métodos, sin embargo, para algunas
aplicaciones aún con 5 ejes simultáneos no es posible reproducir geometrías complejas
por las que la herramienta no puede entrar.
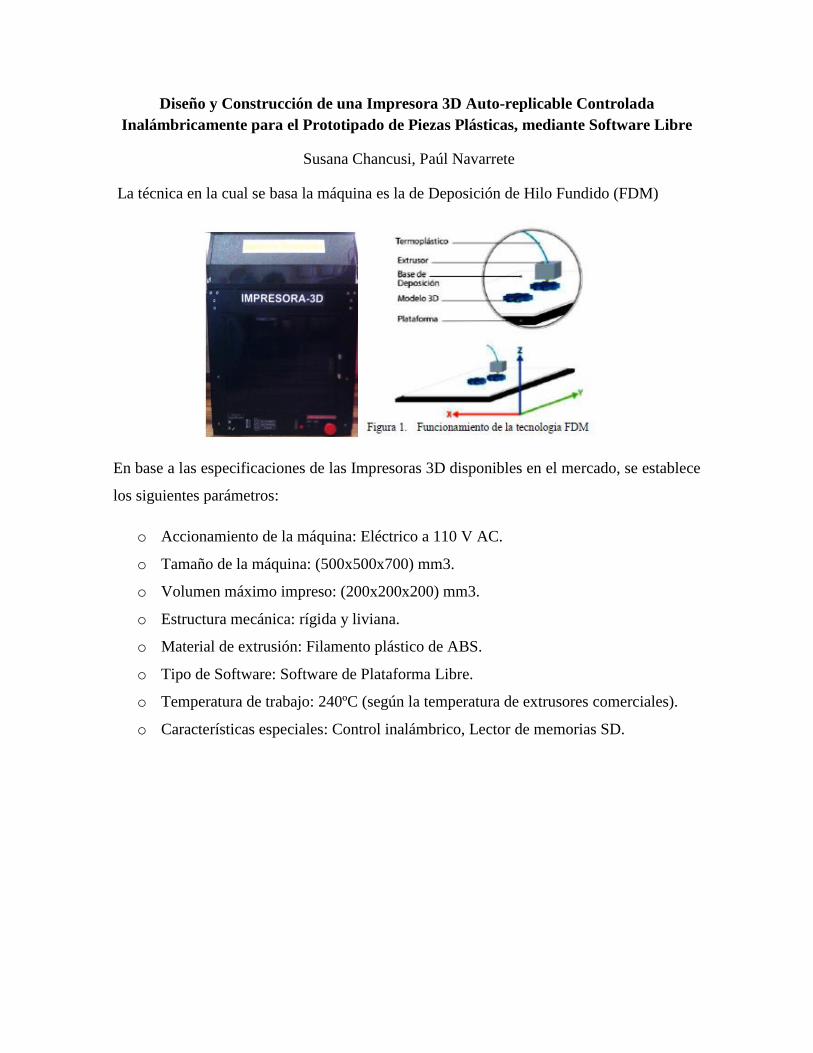
Diseño y Construcción de una Impresora 3D Auto-replicable Controlada
Inalámbricamente para el Prototipado de Piezas Plásticas, mediante Software Libre
Susana Chancusi, Paúl Navarrete
La técnica en la cual se basa la máquina es la de Deposición de Hilo Fundido (FDM)
En base a las especificaciones de las Impresoras 3D disponibles en el mercado, se establece
los siguientes parámetros:
o Accionamiento de la máquina: Eléctrico a 110 V AC.
o Tamaño de la máquina: (500x500x700) mm3.
o Volumen máximo impreso: (200x200x200) mm3.
o Estructura mecánica: rígida y liviana.
o Material de extrusión: Filamento plástico de ABS.
o Tipo de Software: Software de Plataforma Libre.
o Temperatura de trabajo: 240ºC (según la temperatura de extrusores comerciales).
o Características especiales: Control inalámbrico, Lector de memorias SD.
IMPRESORA 3D
Área de construcción:
Tamaño máximo 203 x 203 x 305 mm
Materiales:
Plástico ABS blanco azul, amarillo, negro, rojo ó verde
Estructuras de soporte:
El Catalyst crea automáticamente las estructuras de soporte necesarias. El sistema
WaterWorks permite una fácil limpieza, al ser soluble en agua.
Cartuchos de Material:
Un cartucho autocargable de material ABS (950 cc.). Un cartucho autocargable de material
de soporte (950 cc.)
Alturas de capa:
.245 mm (.010 in.) ó .33 mm. (.013 in.) de material y soporte ABS.
Medidas y Requerimientos:
Tamaño: 686 x 914 x 1041 mm (27 x 36 x 41 in.) Peso: 136 kg (300 lbs.)
Requerimientos de energía:
110-120 VAC, 60 Hz,
15A max o 220-240 VAC, 50/60 Hz, 7A max.
CONCLUSIONES
Estereolitografía (SLA)
Método económico y rápido
Su finalidad es proporcionar una visión física y funcional del diseño
Posibles aplicaciones: modelos conceptuales y estética, detalles de partes y
exactitud, padrones maestros para procesos secundarios.
Sinterización Selectiva por Laser (SLS)
Permite hacer ensayos de resistencia y durabilidad
Posibilidad de manejar diferentes materiales
Piezas muy resistentes
Posibles aplicaciones: prototipos y patrones de plástico y metal, mecanizados
complejos, partes de alta durabilidad, partes con pequeños rasgos, pequeños lotes
de piezas metálicas o plásticas.
Fabricación por Corte y Laminado (LOM)
Materia prima muy económica. A mayor tamaño de pieza, mayor ahorro.
Precisión de 0,1 mm (altura de la capa).
La materia prima no se transforma en el proceso, por lo que obtenemos una pieza
estable.
No existe postproceso de curado de la pieza.
Deposición por hilo fundido (FDM)
Gran rapidez (101 mm/seg)
Tamaño de la pieza a crear sin límite, únicamente los de la máquina.
Pieza obtenida resistente y que no necesita ser mecanizada.
Material dúctil como cualquier polímero.
BIBLIOGRAFÍA
Extraído el 07 de diciembre del 2014 de: http://www.impresoras3d.com/prototipado-
rapido-usos-situacion/
Extraído el 07 de diciembre del 2014 de: http://es.wikipedia.org/wiki/Prototipado_rápido
Extraído el 07 de diciembre del 2014 de:
http://webs.uvigo.es/disenoindustrial/docs/protorapid.pdf
Extraído el 07 de diciembre del 2014 de:
http://www.egrafica.unizar.es/ingegraf/pdf/Comunicacion17068.pdf
Extraído el 07 de diciembre del 2014 de: http://tfmrimuned.wordpress.com/fabricacion-
por-corte-y-laminado-lom/