PROYECTO DE GRADO FINAL 2017 - vitela.javerianacali.edu.co
131
Transcript of PROYECTO DE GRADO FINAL 2017 - vitela.javerianacali.edu.co


2

3
4

5

6
DISEÑO DEL SISTEMA DE ALMACENAMIENTO Y CONTROL DE
INVENTARIOS DE LOS PRODUCTOS NACIONALES EN LA EMPRE SA HSC
INGENIERÍA
STEPHANIE RANGEL SARASA
PAULA ANDREA SUAVITA
TRABAJO DE GRADO
PONTIFICIA UNIVERSIDAD JAVERIANA- SECCIONAL CALI FACULTAD DE INGENIERÍA
CARRERA DE INGENIERÍA INDUSTRIAL 2017
DISEÑO DEL SISTEMA DE ALMACENAMIENTO Y CONTROL DE
INVENTARIOS DE LOS PRODUCTOS NACIONALES EN LA EMPRE SA HSC
INGENIERIA
STEPHANIE RANGEL SARASA
PAULA ANDREA SUAVITA
DIRECTOR:
LUIS ALONSO VELASCO
TRABAJO DE GRADO
PONTIFICIA UNIVERSIDAD JAVERIANA CALI
FACULTAD DE INGENIERIA
INGENIERIA INDUSTRIAL
2017
DEDICATORIA
Este trabajo de grado es un resumen de todo el esfuerzo puesto en el desarrollo de la carrera de
ingeniería industrial, en donde a pesar de que hubo momentos difíciles se logró culminar este logro,
por esto se lo dedicamos a:
Dios Por darnos la Bendición de llegar a este momento de nuestras
vidas, darnos salud y fortaleza para seguir adelante y
sobrepasar cualquier obstáculo que se presentó en el camino.
Nuestros Padres Por cada día motivarnos a ser mejores personas y a poner
cada uno de nuestro esfuerzo en el desempeño de la carrera,
gracias por creer en nosotras.

9
AGRADECIMIENTOS
Principalmente queremos agradecer a Dios por todas las Bendiciones que recibimos en cada
instante de nuestras vidas, gracias por la fortaleza para seguir adelante y poder culminar nuestra
carrera en la Universidad Javeriana. Gracias por todo el amor.
A la Pontifica Universidad Javeriana por formarnos como Ingenieras y de la misma manera
brindarnos el conocimiento y apoyo continuo en el desarrollo de nuestra carrera.
A nuestro director de tesis el Ingeniero Luis Alonso Velasco, quien nos brindó su conocimiento
para el desarrollo de ese trabajo de grado, gracias por su tiempo, motivación y paciencia.
Y finalmente a la empresa HSC ingeniería que nos permitió ingresar a sus instalaciones para
desarrollar nuestro trabajo de grado.

10
INTRODUCCIÓN Actualmente por la alta competitividad en los mercados las empresas deben contar con sistemas
que involucren el desarrollo de las diversas funciones de la compañía, uno de estos sistema es el
inventario el cual permita tener un control oportuno y exacto sobre la mercancía que realmente
existe, sin embargo muchas veces se presentan inconvenientes con la falta de control de dichos
productos ya que se muestran faltantes de aquellos que más se venden y se consumen o por el
contrario el exceso de productos los cuales no son pedidos frecuentemente por los
operarios.(Krajewski 2009)
La empresa “HSC ingeniería de sistemas hidráulicos SAS” es una empresa colombiana ubicada en
la ciudad de Cali, Valle del Cauca, con más de 22 años de experiencia en el diseño, fabricación e
instalación de proyectos industriales, brindando soluciones a otras empresas en el campo de la
hidráulica, electromecánica, automatización y control, y son representantes autorizados y
certificados de firmas extranjeras como Bosch Rexroth, Parker hydraulics, NTZ, Whitmore´s entre
otras más. La compañía a lo largo de sus años se ha caracterizado por su buen servicio y calidad.
HSC Ingeniería al ser una empresa del sector industrial, cuenta con un almacén de insumos
nacionales e importados para el desarrollo de sus actividades los cuales son demandados
periódicamente por sus clientes internos. La compañía no ha logrado establecer un orden adecuado
en su almacén para que haya un buen manejo de inventario, por este motivo se decidió trabajar en
el mejoramiento de los procesos, comenzando con un diagnóstico inicial y análisis de la situación
actual de la empresa donde fueron encontradas problemáticas y oportunidades de mejora. Debido
a los hallazgos encontrados se propondrá a la empresa la implementación de un sistema de
almacenamiento y control de inventario.

11
Este trabajo empezará por realizar un estudio de las diferentes áreas de la compañía que están
involucradas, actualmente la empresa cuenta con un sistema SIIGO (software contable y
administrativo) pero el módulo de inventarios no se encuentra desarrollado debido a que no existe
un sistema de almacenamiento y control sobre estos.
Como se mencionó anteriormente, el proyecto se enfocará en brindar un diseño de mejora del
almacenamiento y control de inventarios el cual permite un manejo práctico, adecuado y ágil a la
empresa, teniendo en cuenta que requieren de productos nacionales para el desarrollo de los
diferentes proyectos que tiene la organización.

12
RESUMEN
Este estudio se enfocó en abordar una de las principales problemáticas existentes en la empresa
HSC INGENIERIA, la cual es el manejo y orden del almacén, debido a que no se lleva un correcto
seguimiento de las unidades existentes del inventario nacional1, a causa de que la organización no
cuenta con las herramientas suficientes para llevar un control de su inventario existente, de la
misma manera la organización no plantea estrategias de almacenamiento, esto se hace evidente
en la ubicación de unidades al interior del almacén que causa dificultades de recolección de
unidades para el almacenista con el fin de entregarla a su cliente interno2.
Por medio de un análisis del estado inicial del almacén se logró plantear un sistema de
almacenamiento y control de inventarios para la compañía, donde se aplica la clasificación ABC,
modelos de control de inventarios, análisis de pronóstico y estrategias de almacenamiento con el
fin de lograr que el almacenista trabaje de manera efectiva, conozca la cantidad de unidades de la
cual dispone y realice un recorrido adecuado para suplir la demanda del operario de cada unidad.
SUMMARY
This study was focused on aborting one of the principle problems un the HSC Engineering
Company, which was the manage and order in its storage area, caused by the poor tracing of the
existence units in the national inventory, this because the organization didn’t have a good tools
have an inventory control, in the same way the organization doesn’t promotes strategies of storage,
this is viewed in the way the shelving and the units weren’t estrategectly located inside the storage
area, which could cause difficulties in the moment of giving away any tool, supply or lubricant to
the operary, principal client of the storage area.
1 Inventario Nacional: son los productos que la compañía compra a proveedores colombianos. 2 Cliente Interno: Es el personal de la compañía que solicita productos del almacén
13
So by means of the analysis of the initial state of the storage area it was possible to propose a new
system of storage and inventory control for the Company in which diverse concepts, like ABC
classification, inventory control methods, and forecasting were applied with the objective of
reorganizing the storage area strategically to achieve that the storer Works in an effective way,
knowing the total of keeping units and makes a good route to accomplish the demand of the operary
based on each type of product in the store.

TABLA DE CONTENIDO
INTRODUCCIÓN .................................................................................................................. 10
CAPITULO 1 ................................................................................................................................ 20
1.2 TÍTULO DEL TRABAJO DE GRADO ......................................................................... 20
1.3 DESCRIPCIÓN DE LA EMPRESA ............................................................................... 20
1.3.1 Misión .......................................................................................................................... 21
1.3.2 Visión ........................................................................................................................... 22
1.4 ORGANIGRAMA DE LA EMPRESA ........................................................................... 22
1.5 DESCRIPCIÓN DEL PROBLEMA DE INVESTIGACIÓN ....................................... 23
Formulación de pregunta de investigación ........................................................................... 24
Sistematización del problema ............................................................................................... 24
1.6 OBJETIVOS ...................................................................................................................... 25
1.6.1 Objetivo general ........................................................................................................... 25
1.6.2 Objetivos específicos ................................................................................................... 25
1.7 ALCANCE ......................................................................................................................... 25
1.8 JUSTIFICACIÓN ............................................................................................................. 26
1.9 METODOLOGIA DE LA INVESTIGACIÓN .............................................................. 26
1.9.1 Fase 0: Identificar y reconocer los departamentos de la compañía que estén involucrados con el almacén de HSC Ingeniería. ................................................................. 27
1.9.2 Fase 1: Analizar el estado actual de la empresa HSC Ingeniería para identificar los principales problemas que se presentan el sistema de almacenamiento y el control de inventario. ............................................................................................................................. 28
1.9.3 Fase 2: Establecer el método que se va a implementar en el almacén para lograr un mejor control de inventario de los productos nacionales. ..................................................... 29
1.9.4 Fase 3: Crear un plan de mejora que le permita a la empresa HSC INGENIERÍA tener un control de almacenamiento y control de inventario de las unidades, teniendo en cuenta las diferentes características del producto y las necesidades de los operarios. ..................... 30
1.9.5 Fase 4: Validar la propuesta mediante una herramienta informática, con el fin de simplificar y optimizar el proceso de almacenamiento y control de inventario ................... 31
1.10 PLANO DEL PISO PRINCIPAL DE LA EMPRESA HSC ING ENIERÍA ............. 32
1.11 MARCO TEORICO ....................................................................................................... 32
1.11.1 ASPECTOS QUE INFLUYEN EN EL DISEÑO DE UN SISTEMA DE ADMINISTRACIÓN DE INVENTARIOS .......................................................................... 34
1.11.1.1 Ciclo de vida del producto: ..................................................................................... 34
1.11.1.2 La naturaleza del proceso productivo: .................................................................... 35

15
1.11.3 DECISIONES PARA LA ORGANIZACIÓN DEL ALMACEN DE HSC INGENIERA ........................................................................................................................... 36
1.11.4 CLASIFICACIÓN DE LOS INVENTARIOS .......................................................... 37
1.11.5 CLASIFICACIÓN DE LOS MODELOS DE INVENTARIOS ................................ 38
1.11.6 PRONOSTICO ............................................................................................................. 39
1.11.7 DIRECTRICES PARA LA GESTION DE UNIDADES TIPO A ........................... 42
(Silver,Pyke,Peterson 1998). ................................................................................................... 42
1.11.8 SISTEMAS DE CONTROL DE INVENTARIO A IMPLEMEN TAR .................. 43
3.6.1 Selección de punto de reorden cuando la demanda es incierta. ................................... 44
1.11.8.1 Política del nivel de servicio ................................................................................... 46
1.11.9 SISTEMA DE CONTROL DE INVENTARIO (MIN,MAX) O (��, ��) ................. 47
1.11.10 ALMACENAMIENTO ............................................................................................. 49
1.11.10.1 MÉTODOS DE ALMACENAMIENTO .............................................................. 49
1.11.11 CICLO PHVA ............................................................................................................ 52
1.11.12 DIAGRAMA CAUSA Y EFECTO........................................................................... 53
CAPITULO 2 ................................................................................................................................ 55
2.1 DIAGNOSTICO DEL ESTADO ACTUAL DE LA EMPRESA ................................. 55
2.1.1 Estado actual del almacén ............................................................................................ 56
2.2 Diagrama- causa efecto para Identificar los Problemas y las Causas.......................... 57
2.3 CICLO PHVA ................................................................................................................... 59
2.4 FLUJOGRAMA DEL PROCESO QUE SE DEBE REALIZAR PAR A ORDENAR UN PRODUCTO AL ALMACÉN ......................................................................................... 61
CAPITULO 3 ................................................................................................................................ 64
3.1 CLASIFICACIÓN DE LAS UNIDADES DEL ALMACEN POR M EDIO DEL ANALISIS ABC ...................................................................................................................... 64
3.2 DESCRIPCION DE PRODUCTOS ................................................................................ 70
3.2.1 PRODUCTOS TIPO A: ............................................................................................... 70
3.2.2 PRODUCTOS TIPO B: ............................................................................................... 71
3.2.3 PRODUCTOS TIPO C: ............................................................................................... 71
3.2.4 PRODUCTOS TIPO D: ............................................................................................... 72
3.3 DEMANDA DE LA ORGANIZACIÓN A SUS PROVEEDORES ............................. 72
3.4 PRONOSTICO APLICADO A LOS INSUMOS NACIONALES DE LA EMPRESA HSC INGENIERA .................................................................................................................. 73
3.4. 1 METODO CROSTON APLICADOS A GUANTES LATEX ................................... 74
3.4.1.2 ANALISIS DE DATOS, DE LA APLIACION DEL METODO CROSTON PARA GUANTES DE LATEX. ...................................................................................................... 75

16
3.4.2 GUANTES TIPO INGENIERO. ................................................................................. 76
3.4.3 Análisis de datos general para todos los productos de tipo A: .................................... 77
3.6 GESTION Y CONTROL DE INVENTARIO ................................................................ 78
3.7 APLICACIÓN DE POLITICA DE CONTROL DE INVENTARIO MIN-MAX APLICADA AL ALMACEN HSC INGENIERIA .............................................................. 78
CAPITULO 4 ................................................................................................................................ 81
PLAN DE MEJORA QUE LE PERMITA A LA EMPRESA TENER UN CONTROL DE ALMACENAMIENTO DE LAS UNIDADES. ............................................................. 81
4.1 CODIFICACIÓN .............................................................................................................. 81
4.2 ALMACENAMIENTO .................................................................................................... 87
4.3 ANALISIS DE ALMACENAMIENTO EN EL PLANO .............................................. 92
4.4 RECORRIDO DE ALMACENISTA .............................................................................. 93
4.5 DIAGRAMA DE PROCESO DEL ALMACENAMIENTO DE INSUM OS .............. 95
Diagrama de recorrido: .......................................................................................................... 96
4.5.1 Paso 1 Descarga de insumos: ...................................................................................... 96
4.5.2 Paso 2 Inspeccionar insumos: ..................................................................................... 96
4.5.3 Paso 3 Transportar insumos:....................................................................................... 96
4.5.4 Paso 4 Almacenamiento de insumos A: ....................................................................... 97
4.5.5 Paso 5 Transporte de insumos: ................................................................................... 97
4.5.6 Paso 6 Almacenamiento de insumos B: ....................................................................... 97
4.5.7 Paso 7 Transporte de insumos: ................................................................................... 97
4.5.8 Paso 8 Almacenamiento de insumo tipo C: ................................................................. 97
4.5.9 Paso 9 Inspección del almacenamiento realizado: ..................................................... 97
CAPITULO 5 ................................................................................................................................ 99
5.1 EVALUACIÓN DE LA PROPUESTA DE MEJORA .................................................. 99
CAPITULO 6 .............................................................................................................................. 103
6.1 CONCLUSIÓNES........................................................................................................... 103
6.2 RECOMENDACIONES ................................................................................................ 105
BIBLIOGRAFIA ........................................................................................................................ 106
ANEXOS .................................................................................................................................... 108
CONTENIDO DE ILUSTRACIONES Ilustración 1 Ubicación geográfica de HSC Ingeniería SAS ........................................................ 21 Ilustración 2 Organigrama de la empresa ..................................................................................... 22 Ilustración 3 Plano general del piso principal de la empresa HSC Ingeniería .............................. 32 Ilustración 4 Ciclo de vida del producto ....................................................................................... 35
17
Ilustración 5 Contexto de los pronósticos (Vidal,Holguin pag 71,2009) ..................................... 39 Ilustración 6: Sistema Q cuando la demanda es incierta ............................................................... 45 Ilustración 7 codificación por estantería ...................................................................................... 51 Ilustración 8 codificación por pasillo ............................................................................................ 52 Ilustración 9 Ciclo PHVA ............................................................................................................. 53 Ilustración 10 Diagrama de causa y efecto ................................................................................... 53 Ilustración 11 :Estantería estado inicial ........................................................................................ 57 Ilustración 12 diagrama de causa y efecto para el control de inventario ...................................... 58 Ilustración 13 diagrama de causa y efecto para el almacenamiento ............................................. 59 Ilustración 14 : Proceso de solicitud del producto ........................................................................ 62 Ilustración 15:Ejemplo de codificación ........................................................................................ 83 Ilustración 16 : Codificación para guantes látex ........................................................................... 84 Ilustración 17 :Codificación para lija ........................................................................................... 85 Ilustración 18: Codificación para guantes de carnaza cortos ........................................................ 86 Ilustración 19: Codificación para soldadura 7018 ........................................................................ 86 Ilustración 20 : Vista frontal de la empresa HSC ingeniería ........................................................ 90 Ilustración 21 : Vista superior de la empresa HSC Ingeniería ...................................................... 91 Ilustración 22: Vista de la empresa HSC Ingeniería ..................................................................... 91 Ilustración 23 Clasificación de unidades ...................................................................................... 92 Ilustración 24 :Recorrido del almacenista ..................................................................................... 94 Ilustración 25: Diagrama de proceso para el almacenamiento de la empresa HSC ingeniería ..... 95 Ilustración 26: Estantería clasificación A ................................................................................... 100 Ilustración 27:Estantería Clasificación B .................................................................................... 101 Ilustración 28: Estantería Clasificación B ................................................................................... 102
CONTENIDO DE TABLAS
Tabla 1: Tipos de sistemas para la administración y control de inventarios ................................ 36 Tabla 2 : Ciclo PHVA para la empresa HSC ingeniera ................................................................ 60 Tabla 3 : análisis DOFA ............................................................................................................... 61 Tabla 4 : Clasificación ABC de los insumos del almacén de la empresa HSC Ingeniería ........... 64 Tabla 5 Clasificación A ................................................................................................................ 66 Tabla 6 : Clasificación B............................................................................................................... 67 Tabla 7 : Clasificación C............................................................................................................... 68 Tabla 8: Aplicación del método croston para guantes látex ......................................................... 74 Tabla 9 : Errores del pronóstico al aplicar el método ................................................................... 74 Tabla 10 : Aplicación método croston para guantes tipo ingeniero .............................................. 76 Tabla 11 : Errores del pronóstico en la aplicación del método ..................................................... 76 Tabla 12 : Implementación de política de revisión (s,S) .............................................................. 79 Tabla 13 : Impacto obtenido sobre los costos totales una vez aplicada la política (s,S) .............. 80 Tabla 14 : Codificación para los productos de la clasificación A ................................................. 82 Tabla 15 : Simbología de diagrama de recorrido .......................................................................... 96

18
CONTENIDO DE ECUACIONES
Ecuación 1 ..................................................................................................................................... 41 Ecuación 2 ..................................................................................................................................... 41 Ecuación 3 ..................................................................................................................................... 41 Ecuación 4 ..................................................................................................................................... 42 Ecuación 5 ..................................................................................................................................... 42 Ecuación 6 ..................................................................................................................................... 47 Ecuación 7: Punto de reorden ....................................................................................................... 47 Ecuación 8: Inventario máximo .................................................................................................... 47 Ecuación 9: nivel de servicio ........................................................................................................ 48 Ecuación 10 : Fracción de demanda ............................................................................................. 49 Ecuación 11: Nivel de servicio ..................................................................................................... 78
CONTENIDO DE VARIABLES
�� = ����� �������� ���� ����ñ�( 1) .................................................. 33 �� = ���� ������������� (2) ...................................................................................... 33
�� = ����������������������� ( 3) ................................................................ 40 ������������� (4) ................................................................................................................ 41 �� = �� × �� = �ñ���������� ����������������(5) ...................... 41 �� = � !"#$%�&' ("($� !)&� !($!*$#&"("�( 6) ........................................................... 41 s= Punto de reorden o de pedido (MIN) ( 7) ................................................................................ 47 Q= cantidad a ordenar en cada pedido ( 8) ................................................................................. 47
TABLA DE ANEXOS
Anexo 1 : Codificación para los productos de clasificación B ................................................... 108 Anexo 2 Codificación para los productos de clasificación C ..................................................... 109 Anexo 3 Codificación para los productos de clasificación C ..................................................... 110 Anexo 4 Codificación de los productos de clasificación C. ....................................................... 111 Anexo 5: Codificación para los productos tipo C ....................................................................... 112 Anexo 8: Aplicación del método de Croston para Lámina de Aluminio. ................................... 112 Anexo 9:Errores del pronóstico en la aplicación del método. .................................................... 112 Anexo 10:Método de Croston para Lámina de Aluminio. .......................................................... 113 Anexo 11:Aplicación del método de Croston para Anticorrosivo Rojo Epóxido. ..................... 113 Anexo 12:Errores del pronóstico en la aplicación del método. .................................................. 113 Anexo 13:Método de Croston para Rojo Epóxido ...................................................................... 114 Anexo 14:Aplicación del método de Croston para Anticorrosivo Rojo Epoxico ....................... 114 Anexo 15:Errores del pronóstico en la aplicación del método. .................................................. 115 Anexo 16:Método de Croston para Rojo Epoxico ...................................................................... 115 Anexo 17:Aplicación del método de Croston para los Guantes a prueba de ácido. ................... 116

19
Anexo 18: Errores del pronóstico en la aplicación del método. ................................................. 116 Anexo 19:Método de Croston para Guantes a prueba de ácido. ................................................. 116 Anexo 20:Aplicación del método de Croston para los Guantes de Neopreno. ........................... 117 Anexo 21 Errores del pronóstico en la aplicación del método ................................................... 117 Anexo 22:Método de Croston para Guantes de Neopreno. ........................................................ 118 Anexo 23: Aplicación del método para LIJA 150 ...................................................................... 118 Anexo 24: Errores del pronóstico en la aplicación del método .................................................. 119 Anexo 25:Método de Croston para LIJA 150. ............................................................................ 119 Anexo 26: Aplicación del método de Croston para Lija 80 ....................................................... 119 Anexo 27: Errores del pronóstico en la aplicación del método. ................................................. 120 Anexo 28: Método de Croston para para Lija 80. ....................................................................... 120 Anexo 29:Aplicación del método de Croston para LIJA 240. .................................................... 120 Anexo 30: Errores del pronóstico en la aplicación del método. ................................................. 121 Anexo 31:Método de Croston para para LIJA 240. .................................................................... 121 Anexo 32: Aplicación del método de Croston para Thinner Corriente ...................................... 121 Anexo 33: Errores del pronóstico en la aplicación del método. ................................................. 122 Anexo 34: Método de Croston para Thinner Corriente .............................................................. 122 Anexo 35: Aplicación del método de Croston para Paño Industrial ........................................... 123 Anexo 36: Errores del pronóstico en la aplicación del método .................................................. 123 Anexo 37: Método de Croston para Paño Industrial ................................................................... 123 Anexo 38: Aplicación del método de Croston para Mascarilla con filtro. ................................. 124 Anexo 39: Errores del pronóstico en la aplicación del método. ................................................. 124 Anexo 40: Método de Croston para Mascarilla con filtro. ......................................................... 124 Anexo 41: Aplicación del método de Croston para Disco flap #60. .......................................... 125 Anexo 42:Errores del pronóstico en la aplicación del método. .................................................. 125 Anexo 43: Método de Croston para Disco flap #60. .................................................................. 125 Anexo 44: Aplicación del método de Croston para Lubricantes 556. ........................................ 126 Anexo 45: Errores del pronóstico en la aplicación del método .................................................. 126 Anexo 46:Método de Croston para Lubricante 556. ................................................................... 126 Anexo 47:Aplicación del método de Croston para Thinner fino. ............................................... 127 Anexo 48:Errores del pronóstico en la aplicación del método. .................................................. 127 Anexo 49: Método de Croston para Thinner fino ....................................................................... 127 Anexo 50: Aplicación del método de Croston para Plásticos al vacío. ...................................... 128 Anexo 51: Errores del pronostico en la aplicación del método .................................................. 128 Anexo 52: Método de Croston para Plástico al vacío. ................................................................ 128 Anexo 53: Aplicación del método de Croston para Removedor de pinturas. ............................. 129 Anexo 54: Errores del pronóstico en la aplicación del método. ................................................. 129 Anexo 55: Método de Croston para Removedor de Pinturas ..................................................... 129 Anexo 56: Aplicación del método de Croston para Loctite. ....................................................... 130 Anexo 57: Errores del pronóstico en la aplicación del método. ................................................. 130 Anexo 58:Método de Croston para Loctite. ................................................................................ 130 Anexo 59: Aplicación del método de Croston para Seguridad industrial. .................................. 131 Anexo 60: Errores del pronóstico en la aplicación del método .................................................. 131 Anexo 61: Método de Croston para Seguridad Industrial. ......................................................... 131

20
CAPITULO 1
En este capítulo se describirá la base del trabajo de grado, se contextualizará acerca de la empresa,
su misión y visión además se definirá la principal problemática que afecta el almacén de la
compañía y se planteara la metodología con que se va a resolver dicho problema.
1.2 TÍTULO DEL TRABAJO DE GRADO “DISEÑO DEL SISTEMA DE ALMACENAMIENTO Y CONTROL DE INVENTARIOS DE
LOS PRODUCTOS NACIONALES EN LA EMPRESA HSC INGENIERÍA.”
1.3 DESCRIPCIÓN DE LA EMPRESA HSC Ingeniería de sistemas hidráulicos SAS cuenta con una amplia trayectoria en la
implementación de proyectos en la industria azucarera, minera, cementera, papelera, química y
alimenticia. Actualmente se encuentra en el municipio de Yumbo- Valle, como se muestra en la
ilustración 1, además cuenta con otra sede en la ciudad de Cartagena. La empresa tiene experiencia
en montajes industriales a nivel nacional e internacional, manejo de software para realizar el diseño
de piezas y componentes hidráulicos lo que permite garantiza la calidad de los proyectos
desarrollados. Está certificada bajo la NTC ISO 9001:2008 desde el 28 de julio del 2010; esto
significa que la organización ha cumplido los requerimientos para la implementación de un sistema
de gestión de calidad.
HSC Ingeniería es distribuidor autorizado de reconocidas firmas a nivel mundial de productos y
soluciones industriales por lo que está en la capacidad de suministrar y dar acompañamiento en la
venta, instalación, monitoreo y posterior mantenimiento, permitiendo ofrecer un servicio
responsable, confiable y de alta calidad. La empresa está clasificada dentro del sector industrial

21
porque transforma materia prima a productos terminados, y cuenta con 47 trabajadores por lo cual
pertenece a una pequeña empresa según la ley 905 de 2004.
Ilustración 1 Ubicación geográfica de HSC Ingeniería SAS
Fuente en línea: maps/place/Cra.38#15-138, Cali,ValledelCauca/
1.3.1 Misión “Ser una empresa reconocida en la comercialización de equipos y la prestación del servicio de
mantenimiento en componentes hidráulicos y de control, y en el maquinado de partes en el sector
industrial y agroindustrial, para ello contamos con una vasta trayectoria, tecnología adecuada,
personal idóneo y la seguridad de prestar un buen servicio y mejores tiempos de entrega.”

22
1.3.2 Visión “Ser reconocidos en el 2020 nacional e internacionalmente, como una organización líder en la
oferta y entrega de soluciones hidráulicas y de control y en el maquinado de partes, para el sector
industrial y agroindustrial”.
(HSC Ingeniería, filosofía corporativa. Código DO-GG-03)
1.4 ORGANIGRAMA DE LA EMPRESA
En la ilustración 2 se puede apreciar el organigrama de la empresa en donde se describe la
estructura jerárquica de la organización, sin embargo, dentro de esta estructura, el trabajo de grado
se enfocara principalmente en el almacenista, coordinador de compras, auxiliar del almacén y
analista de sistemas ya que son las personas que tiene el control sobre el almacén de la empresa,
desde su compra hasta la recepción del producto.
Ilustración 2 Organigrama de la empresa
Fuente: HSC Ingeniería

23
1.5 DESCRIPCIÓN DEL PROBLEMA DE INVESTIGACIÓN La empresa HSC ingeniería hace varios años cuenta con un proceso de compras nacionales e
internacionales. Dentro de este proceso se involucra la recepción, control y despacho de los
productos, creando así un subproceso de almacén.
Este subproceso no cuenta con ninguna metodología de trabajo que permita el control del
almacenamiento e inventario. Por esta razón se identifica que el producto requerido por el cliente
interno no está siendo entregado en el tiempo que este lo espera ya que el almacenista no conoce
con exactitud la ubicación del producto, además de no poder contar con información veraz y
confiable de los productos que se encuentran almacenados. Esta situación genera una problemática
en los siguientes procesos relacionados con finanzas, producción y compras.
La gerencia de la empresa HSC Ingeniería S.A.S ha se ha preocupado por estandarizar este
proceso, incurriendo en gastos como el software SIIGO; lamentablemente no fue aprovechado de
la manera que se requería y por ello nunca fue desarrollado para el módulo de inventarios. Esto se
debe a la falta de conocimiento de un manejo de almacenamiento e inventario y sobre todo por la
falta de liderazgo que se debe tener para una entrega del 100% de unidades a los clientes internos.
Realizando un análisis del área operativa del almacén, se encuentran vinculadas dos personas, el
almacenista y el auxiliar de almacén. Para estas personas se tiene la siguiente apreciación: el
auxiliar de almacén, aunque lleva varios años en la compañía, se le atribuye falta de formación en
la utilización de equipos de medición, falta de formación en inventario y análisis de información.
Por otro lado, se encuentra el almacenista, que lleva dos meses dentro de la compañía aunque tiene
formación en logística, no conoce las herramientas necesarias para llevar un control de inventarios
adecuado, además que en este poco tiempo apenas está aprendiendo todo el tema de productos y
referencias del almacén, este panorama lleva a que estas personas, aunque pueden ejercer

24
actividades dentro del proceso no plantearían una propuesta a la empresa ya que no existe un
conocimiento de la información verdadera acerca de los insumos existentes al interior del almacén.
Actualmente la empresa se enfrenta a diferentes dificultades, como son, no tener claridad en la
cantidad de insumos que existen en el almacén, no existe un inventario confiable, no se cuenta con
una forma de clasificación del almacenamiento y no se lleva un control sobre los inventarios.
Un problema rutinario sucede cuando llega el material comprado, este no se clasifica si no que por
el contrario se apila, lo cual genera que este producto se almacene donde quede el espacio que la
persona de almacén considere necesario, teniendo en cuenta que como no se realiza bajo ningún
método puede tardar aproximadamente entre tres y cinco minutos en volver a ubicar el producto
que requiere para poder despacharlo.
En cuanto a costos se involucró al área financiera que debe conocer qué valor se le relaciona a
cada producto, lo que actualmente no sucede. No se puede tener claro cuánto cuesta el inventario
en la organización sin saber exactamente las cantidades y que el inventario se encuentre costeado.
No existe ninguna herramienta informática que valide las cantidades que ingresan al almacén, por
esto para el almacenista es difícil comprobar las cantidades existentes y disponibles para entregar.
Formulación de pregunta de investigación ¿Qué propuesta de mejoramiento se puede implementar para que exista un adecuado control del
almacenamiento e inventario en la empresa HSC Ingeniería?
Sistematización del problema
• ¿De qué forma se encuentra el almacén de la empresa organizado actualmente?
• ¿Qué herramientas se están utilizando para llevar el control de inventario?
• Qué sistema de almacenamiento se debe implementar con el fin de que haya un buen
manejo de los productos nacionales y aprovechamiento del espacio del almacén.
25
1.6 OBJETIVOS
1.6.1 Objetivo general Diseñar una propuesta de mejoramiento del control de inventarios y del sistema de
almacenamiento para la empresa HSC Ingeniería con el fin de minimizar los problemas en la
entrega y disponibilidad de productos requeridos por el cliente.
1.6.2 Objetivos específicos
• Analizar el estado actual de la empresa HSC Ingeniería para identificar los principales
problemas que se presentan en el sistema de almacenamiento y el control de inventario.
• Definir un método que se va a implementar en el almacén para lograr un mejor control de
inventario de los productos nacionales.
• Crear un plan de mejora que le permita a la empresa HSC INGENIERIA tener un control
de almacenamiento de las unidades, teniendo en cuenta las diferentes características del
producto y las necesidades de los operarios.
• Validar la propuesta mediante una herramienta informática, con el fin de simplificar y
optimizar el proceso de almacenamiento y control de inventario.
1.7 ALCANCE Esta idea de proyecto se centra en diseñar una propuesta de mejoramiento del control de inventario
y del sistema de almacenamiento de la empresa HSC Ingeniería, analizando la situación actual de
la empresa e identificando los principales problemas del almacén que afectan el desarrollo
adecuado de la cadena de suministro, esto con el fin de establecer la solución que logre el objetivo
propuesto. Inicialmente se desarrolla bajo una prueba piloto donde se tendrán en cuenta 7
clasificaciones del inventario actual de los productos nacionales.

26
1.8 JUSTIFICACIÓN Para las organizaciones, es importante controlar cada uno de los procesos que desarrollan, con el
fin de lograr sus objetivos de manera eficiente. Uno de los aspectos principales a los cuales deben
prestar mayor atención es al manejo de inventarios, ya que por medio de éste es posible reconocer
la cantidad de producto que hay disponible para ofrecer al cliente. De modo que, si no hay un
control sobre el inventario del almacén, las probabilidades de que la empresa genere perdidas
aumentan ya que podría haber poca cantidad de producto y por consiguiente el cliente no obtendrá
lo requerido en el momento adecuado.
Este trabajo se basará en plantear una propuesta de mejora para el sistema de almacenamiento y el
control de inventarios de los productos nacionales, con el fin de minimizar los problemas que se
presentan día a día debido a la falta de organización. Es por esto que la idea del proyecto es facilitar
el manejo de inventario teniendo en cuenta la cantidad de unidades que se deben tener disponibles
para suplir la demanda del cliente, el “lead time” o tiempo de entrega, y todo tipo de información
respecto a los productos que disponen en el almacén.
Igualmente, se necesita una mejora en el almacenamiento debido a que hay poco espacio y los
productos no están ubicados de una manera adecuada, factor que influye en la entrega al cliente.
Por esta razón se realizará un plan que permita un acceso fácil a todos los productos evitando daños
y pérdidas, teniendo en cuenta que los productos clasificados en el grupo A deben estar más
cercanos a la puerta de acceso y los clasificados en el grupo B y C en la parte intermedia y trasera
del almacén respectivamente.
1.9 METODOLOGIA DE LA INVESTIGACIÓN Para darle desarrollo a este trabajo de investigación se realizará un estudio correlacional ya que se
reconocerán las causas por qué el almacén de la empresa HSC Ingeniería tiene poco control de

27
inventario sobre las unidades de productos. Este tipo de estudio permitirá generar un
procedimiento por el cual se logrará un control del inventario en existencia y de la misma manera
indagar a cerca de la situación actual de dicho almacén para así implementar un plan de gestión de
inventario y almacenamiento.
1.9.1 Fase 0: Identificar y reconocer los departamentos de la compañía que estén
involucrados con el almacén de HSC Ingeniería.
HSC ingeniería es una empresa cuya razón de ser es la implementación de proyectos en diferentes
industrias ya sea azucarera, minera, cementera, papelera, química y alimenticia, para esto cuenta
con siete áreas, las cuales se dividen en tres clasificaciones tales como: procesos estratégicos o de
gerencia, procesos misionales o de implementación, y procesos de apoyo bien sea financieros, de
compra o recursos humanos. Indirectamente los siete procesos tienen interacción frente al almacén,
porque de una u otra forma puede llegar a afectar el nivel de desempeño de su área, pero el proceso
que directamente tiene la responsabilidad por la cadena de suministro que lleva, es el proceso de
Gestión de compras.
El proceso de gestión de compras de productos nacionales e internacionales es un proceso que se
basa en las solicitudes internas que se pueden generar de cualquier dependencia, por medio de una
requisición de compras o préstamo de equipos y herramientas, dentro de este proceso existe la
etapa de recibir, controlar, entregar y despachar las mercancías que ingresan en la cadena de
suministro la cual finaliza con la entrega de producto al solicitante.

28
1.9.2 Fase 1: Analizar el estado actual de la empresa HSC Ingeniería para identificar los
principales problemas que se presentan el sistema de almacenamiento y el control de
inventario.
Para esta fase, se realizó una visita inicial al almacén de la empresa con el fin de conocer la
estructura, la forma y el manejo que realmente se le da al almacén. En esta visita se realizó un
conteo de las unidades en existencia con el fin de reconocer en realidad cuantas unidades existían,
Una vez reconocida las unidades por su referencia se eliminó la duplicidad, ya que en dicho
almacén existían diversas referencias para un mismo producto. De la misma manera se entrevistó
al personal encargado del almacén, como lo son el personal de compras, almacenistas y gerente de
la empresa, para hacer un análisis de cómo se recepciona, se almacena, se controla y se despacha
el producto. Se identificaron diferentes problemas que han logrado que el desempeño no sea en su
totalidad un 100% efectivo, esto quiere decir que se tenga un conocimiento acerca de donde se
encuentran las unidades requeridas y que cantidad exacta existe para que así se entregue de la
manera más rápida el producto solicitado por el cliente.
Los problemas que anteriormente se mencionan son más por falta de control que por recursos o
espacios de la empresa, aunque se puede evidenciar poco espacio se pueden identificar otras zonas
internas y externas al almacén que sirven de almacenamiento. Apilar el producto sin saber una
zonificación y ubicación de estanterías genera poca agilidad en la identificación, control y
despacho.
La información con la que se cuenta no está alineada en tiempo real con el proceso de compras,
esto dificulta la entrega oportuna de las solicitudes, además de posibles pérdidas.
Al no tener claridad de las existencias en la compañía, no se puede saber cuántas referencias
existen y su posible clasificación y aplicación del método de almacenamiento.
29
Al no tener una información actualizada constantemente, acerca de las unidades que salen y entran
del almacén se hacen evidente 3 problemas prioritarios:
1. No hay una contabilidad verdadera de las unidades que existen en el almacén
2. No hay una clasificación estratégica de las unidades.
3. No es posible realizar un control de inventarios
1.9.3 Fase 2: Definir un método que se va a implementar en el almacén para lograr un
mejor control de inventario de los productos nacionales.
Para esta fase se establece una metodología para el control de inventario el cual parte de un conteo
físico de la existencia del inventario con los siguientes objetivos
• Verificar que los productos existan físicamente
• Verificar el estado de los productos (mal estado, faltantes, sobrantes)
• Evaluar y decidir sobre productos de lento movimiento, mal estado y obsoleto.
• Analizar la demanda del producto.
• Acomodar correctamente los productos de acuerdo a la forma de surtido.
• Evaluar el sistema de resguardo y conservación de los productos nacionales.
Para realizar un buen conteo de los productos del almacén nacional se identifican las siguientes
actividades:
• Ubicar todos los espacios donde se encuentre producto almacenado
• Para la realización del conteo se tuvo en cuenta que no se puede parar las
actividades diarias del personal, por esta razón se definieron varios sectores, para
así realizar el conteo paulatinamente
30
• El paso a seguir después del conteo es identificar la cantidad de referencias y su
clasificación, la cual es la siguiente: abrasivos, cintas, lubricantes, pinturas,
seguridad industrial y soldadura
El siguiente paso es determinar la demanda anual y el costo por unidad de cada uno de los artículos,
posteriormente se debe encontrar el valor anual de ventas (dv) para cada uno y finalmente
organizar el valor de ventas anuales por cada artículo de una forma descendientes y así agruparlos
por la clasificación ABC.
1.9.4 Fase 3: Crear un plan de mejora que le permita a la empresa HSC INGENIERÍA
tener un control de almacenamiento y control de inventario de las unidades, teniendo en
cuenta las diferentes características del producto y las necesidades de los operarios.
En esta fase se quiere implementar un control de almacenamiento y control de inventario desde la
recepción hasta el despacho del producto. En la recepción la organización maneja un instructivo
de como ingresa el producto desde portería hasta el área del almacén. Para el almacenamiento
propondrá la aplicación de un sistema de almacenamiento dependiendo de la clasificación A, B,
C, mencionada anteriormente, esto con el fin que la zonificación y señalización de áreas se
establezca bajo el nivel de demanda por parte del cliente interno de la empresa y el nivel de ventas
que tiene el producto A, este tipo de clasificación se le dará una re-clasificación por su familiaridad
(soldadura, abrasivos, cintas, lubricantes, pinturas) y así se establecerá el lugar de ubicación). Una
vez se tenga dicha clasificación y ubicación se le debe informar al personal encargado del almacén
para que ellos ubiquen los productos dependiendo de la estantería, de igual forma para cada uno
de sus bloques y pisos, el proceso de control en el almacén depende directamente del tráfico (por
lo cual se aplicara el picking), movimiento y seguridad del producto. Por último, el despacho
31
actualmente se desarrolla bajo los lineamientos establecidos por la cadena de suministro en el
proceso de compras.
1.9.5 Fase 4: Validar la propuesta mediante una herramienta informática, con el fin de
simplificar y optimizar el proceso de almacenamiento y control de inventario
Ya desarrollado los dos pasos anteriores, se requiere consolidar toda la información dentro de una
herramienta informática que permita tener la información de las unidades presentes en el almacén
como lo es la herramienta de Excel. Sin embargo por medio de la codificación y el programa
“Zebra”3 la organización tendrá la facilidad de programar las unidades que hay en inventario. Así
cuando el sistema de almacenamiento y control de inventario sea puesto en marcha mediante el
uso de la herramienta informática Excel se puede validar la propuesta de organización del almacén
establecida la cual está basado en una metodología de clasificación A, B,C, una aplicación del
pronóstico para demanda errática y una política de inventario de revisión continua y Min-Max.
3 Zebra : programa que integra la cadena de suministro, por medio del software que permite codificar los productos desde la recepción hasta la recolección para su fácil selección al momento de que el cliente los ordena

32
1.10 PLANO DEL PISO PRINCIPAL DE LA EMPRESA HSC ING ENIERÍA
PLANO No 1
Para efectos de ubicación del almacén al interior de la empresa, se muestra la ilustración número
3 la cual es el plano de la primera planta de la organización, al interior de ella se encuentra el
almacén señalizado en rojo, esta es el área física en donde se desarrolla el trabajo de grado.
Ilustración 3 Plano general del piso principal de la empresa HSC Ingeniería
FUENTE: Empresa “HSC Ingeniería”
1.11 MARCO TEORICO Como se ha dicho anteriormente, el problema a estudiar en la empresa HSC INGENIERIA es el
manejo inadecuado de los productos en el almacén, debido a no tener herramientas que permitan
33
contabilizar las unidades y no tener un estudio previo del control de inventarios por parte del área,
no se tiene conocimiento de los diversos métodos o técnicas que existen actualmente.
Es por esto que se ha realizado una consulta en diversos libros para así indagar en el tema y
presentar una propuesta estructurada con el fin de implementar una mejora en el almacén para así
reconocer de una manera más fácil las unidades que hay al interior del almacén y de la misma
manera ubicarlas estratégicamente para que la organización tenga un inventario adecuado, en el
momento preciso que el operario lo requiera.
Así se definirán términos cuyo conocimiento permitirá darle el desarrollo al trabajo de grado
- Items individuals “Stock keeping unit (SKU)”:
Los SKU es un ítem individual que se puede diferenciar de otro ítem, esto hace que en el sistema
tenga tenga diferentes códigos de información y de la misma manera se ubique en diferentes zonas
del almacén.
Existe una propiedad estadística conocida como el principio de Pareto la cual se expresa de la
siguiente manera “alrededor del 20% de los SKU`s corresponden al 80% de las ventas anuales de
la empresa. (Vidal holguin 2009) Esta característica corresponde a la clasificación ABC la cual se
aplicara en el trabajo de grado y se define de la siguiente manera:
-Clasificación ABC
La clasificación ABC, se hace en base a:
�� = ����� �������� ���� + ����ñ� ,( 1)
�� = ���� ������������� (2)
Así para definir cuales ítems deben formar parte de la clase A, B, o C se escoge un porcentaje de
mayor a menor, de acuerdo a la utilización de ítems, algunos autores como WILD (1997, p 31)
recomiendan una distribución alrededor de los siguientes valores:

34
-Ítems Clase A = 10% del total de ítems, con alrededor del 65% del total de ventas
-Ítems Clase B = 20% del total de ítems, con alrededor del 25% del total de ventas
-Ítems Clase C = 70% del total de ítems, con alrededor del 10% del total de ventas.
La decisión final sobre estos porcentajes depende de cada caso en particular y de las capacidades
de computación que se tengan para el control de cada tipo de ítem.
“Pueden existir, además, otras clasificaciones que incluyen, por ejemplo, ítems ̳súper- importantes
‘tipo AA (ó AAA) y, en algunas ocasiones cuando el número de ítems clase C es muy grande, es
conveniente definir un tipo D, para aquellos ítems de muy bajo volumen anual e ítems que están
desapareciendo o que ya no deberían estar activos en el sistema de información de la empresa.”
(Vidal Holguín 2009 pág. 9)
1.11.1 ASPECTOS QUE INFLUYEN EN EL DISEÑO DE UN SISTEMA DE
ADMINISTRACIÓN DE INVENTARIOS
Los aspectos más importantes que influyen en el diseño de un sistema de administración de
inventarios son” (Vidal Holguín 2009 pág. 9):
1.11.1.1 Ciclo de vida del producto:
“Existen cuatro fases para el desarrollo del producto entre ellas son: la fase de arranque o
introducción al mercado en donde debe garantizarse un inventario adecuado en lugares claves
a la demanda creciente del producto. Consiguientemente sigue la fase de madurez en donde
hay oportunidades de optimización y control de inventario dejando los lugares clave”. (Vidal
Holguin 2009 pag 13)

35
Existen productos que no renuevan su demanda, estos se encuentran en la fase declive por lo
tanto se debe evitar el tamaño excesivo de unidades en existencia y de las ordenes.
En la ilustración 4 se muestra el ciclo de vida general de los productos según las fases
explicadas anteriormente.
Ilustración 4 Ciclo de vida del producto
Fuente: Vidal Holguín 2009
1.11.1.2 La naturaleza del proceso productivo:
La naturaleza del proceso productivo puede variar desde sistemas para ordenes de bajo
volumen hasta sistemas de altos volúmenes. En la tabla 1 se describe cada naturaleza
dependiendo del sistema aplicado. Sin embargo el sistema mas pertinente para el desarrollo del
proyecto es un sistema de tamaño optimo de pedido (EOQ) punto de reorden, el cual se aplica a
sistemas no productivos como es el caso de la empresa HSC Ingenieria en donde principalmente se
busca mantener inventarios a bajo costo y responder a una cantidad alta de ordenes por parte del
cliente.(Vidal Holguin 2009)
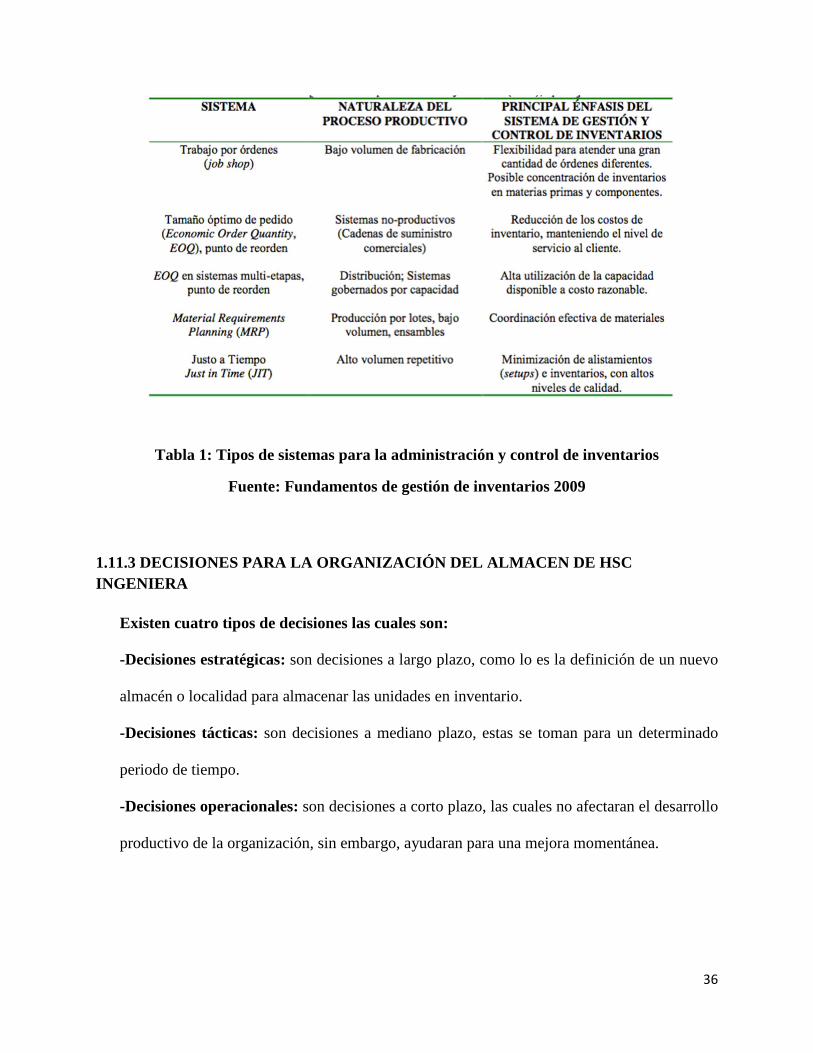
36
Tabla 1: Tipos de sistemas para la administración y control de inventarios
Fuente: Fundamentos de gestión de inventarios 2009
1.11.3 DECISIONES PARA LA ORGANIZACIÓN DEL ALMACEN DE HSC INGENIERA
Existen cuatro tipos de decisiones las cuales son:
-Decisiones estratégicas: son decisiones a largo plazo, como lo es la definición de un nuevo
almacén o localidad para almacenar las unidades en inventario.
-Decisiones tácticas: son decisiones a mediano plazo, estas se toman para un determinado
periodo de tiempo.
-Decisiones operacionales: son decisiones a corto plazo, las cuales no afectaran el desarrollo
productivo de la organización, sin embargo, ayudaran para una mejora momentánea.
37
Sin embargo, por medio del análisis de la situación inicial se plantean tomar decisiones
estratégicas ya que con la propuesta de reorganización del almacén la empresa HSC ingeniería
Se pretende lograr que la empresa implemente lo planteado de modo que pueda mejorar las
condiciones actuales del almacén y la entrega de productos a largo plazo.
1.11.4 CLASIFICACIÓN DE LOS INVENTARIOS
Inventario cíclico:
Es la cantidad de inventario disponible en cualquier momento, y está relacionada con la
demanda promedio de la unidad.
Inventario de seguridad:
Aquel disponible para responder a todas las fluctuaciones que existan al interior de la
organización.
Inventario de anticipación o estacional
Este es el inventario acumulado con anterioridad para responder picos de demanda. Se maneja
en empresas para las cuales es más costoso satisfacer dichos picos a partir de la contratación
adicional de personal a la programación de horas extras y/o a la compra de proveedores
externos durando los periodos de alta demanda.
Inventario en tránsito:
Es aquel inventario que se encuentra en tránsito entre dos locaciones de una organización.
(Vidal Holguín, 2009)

38
1.11.5 CLASIFICACIÓN DE LOS MODELOS DE INVENTARIOS La clasificación general de los modelos de inventarios depende del tipo de demanda que tenga el
artículo, pero la demanda solo puede ser de dos tipos: demanda determinística y demanda
probabilística. La demanda determinística significa que la demanda del articulo para un periodo
futuro es conocida con exactitud y probabilística significa que la demanda del articulo para un
periodo futuro no se conoce con certeza. (Guerrero, 2009, p.18).
Dentro de los componentes de los modelos de inventarios se pueden mencionar los siguientes:
costos, demanda y tiempo de anticipación, y dentro de los costos que están involucrados en estos
modelos se pueden clasificar en costo de mantenimiento, costo por ordenar o fijo, costo de
penalización y costo variable.
COSTOS
Algunos factores que son de gran importancia para el control de inventarios son:
1. El valor unitario de cada artículo. [$/unidad], este valor se le paga al proveedor incluyendo
transporte y otros costos, pero el valor puede varias dependiendo de los descuentos del
proveedor o del volumen de compra.
2. El Costo de mantener el inventario incluye los costos al mantener artículos almacenados
normal o especial, costos de mercancía, costos contables, el deterioro de los artículos, robo,
daños o impuestos.
3. Los Costos de ordenar son los costos fijos que están asociados con el reabastecimiento y
no depende del tamaño del lote.
4. Los Costos por capacidad insuficiente es el costo cuando se tiene una falta de inventario o
cuando se presenta una emergencia.
5. Los costos de sistemas de control están relacionados con la operación de un sistema.

39
(Guerrero, 2009)
1.11.6 PRONOSTICO Debido al comportamiento de la demanda, es importante realizar pronósticos de demanda, para
saber que decisiones tomar en el futuro, las cuales afectaran de manera positiva o negativa la
empresa. Claro está que para decisiones efectivas al interior de la organización, es necesario
realizar un control de inventarios aplicando la política Min-Max y para administrar las unidades
existentes con el fin de realizar predicciones de las demandas (Silver,Pyke, Peterson 1998)
Los pronósticos son necesarios para ajustar y planear la inversión total del inventario, de la misma
manera para programar órdenes y pedidos o identificar las necesidades en cuanto a material de la
organización y analizar las alternativas de operación. (Silver,Pyke, Peterson,pag 74,1998) Sin
embargo se debe afirmar que el pronóstico tendrá un grado de error ya que como son predicciones
a futuro su ocurrencia no se puede asegurar.
Así el contexto de los pronósticos se muestra en la figura No 7:
Ilustración 5 Contexto de los pronósticos (Vidal,Holguin pag 71,2009)
De esta manera desde la perspectiva del manejo de inventario y la planeación de la demanda, un
sistema ideal de pronóstico debería, estimar la demanda esperada, tener cierto grado de error,
40
proveer una serie de tiempo en donde se puedan tomar decisiones acertadas y de la misma manera
sea fácil actualizar y crear pronósticos que no sean sensibles a factores incontrolables.
(Silver,Pyke,Peterson 1998 pag 78)
En la gráfica No 2, se puede observar el comportamiento de la demanda en un tiempo determinado
(Silver, Pyke, Peterson 1998), es por esto que se introdujo la línea de tendencia a la gráfica en
donde se evidencia que la demanda de la organización es errática ya que en ciertos meses la
demanda de la unidad en el almacén es 0.
Sin embargo, para exactitud del proceso se van a pronosticar únicamente unidades que pertenecen
al grupo A ya que son los que en su mayoría afectan el manejo del almacén debido a que son las
unidades que mayor impacto en costos y demanda, además dicha unidad tiene un tiempo de pedido
que varía entre 1 y 6 meses en comparación de las unidades que pertenecen a los grupos B y C,
cuyo tiempo de pedido varía entre 12 y 18 meses.
Así gracias al análisis del comportamiento de demanda de las unidades, se eligió aplicar el
modelo de Croston, el cual propone un método para pronosticar demandas erráticas, ya que
divide los eventos de demanda intermitente en dos:
- Se pronostica la probabilidad de que ocurra o no una demanda en el periodo siguiente de
acuerdo con los datos anteriormente recolectados. Esto indica que se debe estimar el
número de periodos donde haya ocurrencias de demanda mayores a cero.
- Se pronostica el tamaño de la demanda de acuerdo a los datos anteriormente recolectados,
sin tener demandas iguales a cero.
(Vidal Holguín 2009)
Para la aplicación del método Croston se considera la siguiente notación:
�� = ����������������������� ( 3)

41
-./� #& 0!$0&� #& &12 ! 1%&"42##$2� ($' �( ' -"#52$4$#"$�$!*$#&"("�, "
������������� (4)
�� =�� × �� = �ñ���������� ����������������(5)
�. = � !"#$%�&' ("($� !)&� !($!*$#&"("�( 6)
6. = � !"#$%�&' ("($6 !)&� !($!*$#&"("�(7)
Con base a las variables 3, 4,5,6,y,7 se verifica la variables 7., si esta es mayor que cero, esto
quiere decir que existe cierta demanda positiva de modo que los estimadores se actualizan como
se muestra en la ecuación 1 para el estimado n y en la ecuación 2 para el estimador z.
�� = 8�� + (: − 8)��=:
Ecuación 1
>� = 8�� + (: − 8)>�=:
Ecuación 2
8 es una constante de suavizacion y croston suguiere que 0,1<?<0,2 , de modo que si 7.= 0 no
se actualiza el estimador del tamaño de la demanda ni el estimador n, sin embargo el estimador
�.si debe actuializarse independientemente si hay demanda o no ya que cuenta los periordos desde
el periodo en donde la demanda fue mayor que cero hasta el periodo actual.
Finalmente el pronostico final del periodo t para elmperiodo siguiente se calcula de acuerdo con
la siguiente ecuacion:
�� = >���
Ecuación 3
Adicionalmente, una vez realizada la aplicación del modelo de Croston, se arrojan los índices de
error MAD y ECM, con el fin de verificar si dicho pronostico se acerca a la exactitud o no. Estos
índices de error son:

42
-MAD (mean absolute deviation), este es el promedio de los errores absolutos sobre el número
determinado de demandas en los n periodos. (Vidal Holguín pag 81, 2009)
@AB = ∑ 7D −7.EF/D
�
Ecuación 4
-ECM (error cuadrático medio) es el error cuadrático sobre un número determinado de periodos
GH@ = ∑ (7.E./D −7D)
�
Ecuación 5
En la tabla 9,10,11 y 12 y en la gráfica 3 y 4 se muestra la aplicación del método Croston para los
guantes látex y guantes tipo ingeniero los cuales hacen parte de la familia A de la clasificación
ABC. de la misma manera se hallaron la MAD y ECM para analizar la exactitud de dichos
pronósticos, y efectividad del método. La aplicación del método Croston se le realizo a las 22
referencias que hacen parte del grupo A, dicha aplicación del método Croston a las unidades A se
encuentra en los anexos 8 al 61.
1.11.7 DIRECTRICES PARA LA GESTION DE UNIDADES TIPO A
(Silver,Pyke,Peterson 1998). A pesar de que los modelos no son lo suficientemente efectivos para el control de inventarios, se
establece una lista de una serie de normas guía las cuales pueden ser incorporadas sin necesidad
de usar un modelo matemático.
Estas normas guía son:
-Se debe tener el historial de los inventarios, en particular las unidades más costosas en este caso
los ítems A, no necesariamente con ayuda del computador sino también de forma manual.

43
-Mantenga a los jefes del área constantemente informados del seguimiento de inventario, realice
informes frecuentes para así hacer un seguimiento continuo de las unidades en existencia
- Estime la cantidad de demanda de las unidades, lo cual se puede realizar de diversas formas, por
medio del cliente, en donde se llame para averiguar de las necesidades establecidas para el, también
se debe asegurar de la predictibilidad de la demanda, y finalmente se debe manipular el estándar
del pronóstico establecido, esto es debido a que frecuentemente pueden ocurrir cambios y
fluctuaciones ya que el valor de los productos, la negociación con los clientes y los envíos pueden
variar.
- Estime el momento en donde se le deba ordenar producto al proveedor.
-Mantener los niveles de inventario adecuados con el motivo de que no se produzca un overstock.
-Revisar los parámetros de orden de unidades frecuentemente, esto quiere decir revisar los
productos con demanda intermitente.
- Determinar los valores precisos a ordenar de las unidades tipo B y C ya que únicamente no se
debe prestar atención a las unidades tipo A, ya que se podrían generar en un futuro ciertas
dificultades con el manejo de inventario de estas unidades lo cual representa una desventaja para
los costos generados.
1.11.8 SISTEMAS DE CONTROL DE INVENTARIO A IMPLEMEN TAR Según la información recolectada y el manejo de inventarios de la empresa HSC Ingeniería, se
analiza que los artículos son de demanda independiente, esto quiere decir que la demanda se ve
afectada por las condiciones del entorno y el nivel de demanda de los clientes internos algo no
relacionado con las decisiones de inventarios referentes a un artículo que ya este almacenado (
Krajewski,Ritzman,Malhorta, 2007).

44
La administración de un inventario de demanda independiente como lo es el de HSC Ingenieria
suele ser complicada ya que esta está sujeta a factores externos, por lo cual es necesario hacer el
pronóstico de la demanda de carácter independiente.
Así el sistema que se propone para que la empresa HSC ingeniería lo implemente es el Sistema
Min-Max para demanda errática complementado por un sistema de revisión continua, en donde
se hace un control del inventario cada vez que el cliente interno retira un artículo para determinar
si ha llegado el momento de hacer un nuevo pedido, de modo que estas revisiones se realizan con
frecuencia para tomar una decisión acerca de la posición de inventarios del artículo, si esta es
demasiado baja, se debe preparar un nuevo pedido. Se debe tener en cuenta que la posición del
inventario mide la capacidad del articulo para satisfacer la demanda futura incluyendo recepciones
programadas de pedidos que ya se hicieron y aun no se han recibido, el inventario disponible y los
pedidos aplazados.
Posición de inventario= inventario disponible + recepciones programadas -pedidos aplazados
Cuando la posición del inventario llega a un nivel mínimo predeterminado. Llamado punto de
reorden se pide una cantidad fija de unidades Q, sin embargo, en el sistema de revisión continua
aunque la cantidad de pedido es fija, el tiempo que transcurre en los pedidos puede varias como se
percibe en la organización, por esta razón el Q o cantidad de pedido puede variar dependiendo de
las circunstancias.
1.11.8.1 Selección de punto de reorden cuando la demanda es incierta. Muchas veces la demanda y tiempos de entrega no siempre son previsibles, por lo cual es
importante que la empresa HSC Ingeniería implemente inventarios de seguridad, estableciendo
costos de mantenimiento, alistamiento, y demás, así que el punto de reorden se calcula de la
siguiente manera:

45
Punto de reorden= demanda promedio durante el tiempo de espera+ inventario de seguridad
En la ilustración 6, se muestra cómo funciona el sistema Q, cuando la demanda es variable e
incierta, la línea ondulada con pendiente descendiente indica que la demanda varia de un dia a
otro, y la pendiente es más pronunciada en el segundo ciclo, esto significa que la demanda es más
alta en este segundo periodo. Debido a la incertidumbre de la demanda los pedidos durante el
tiempo de espera son inciertos, por lo cual es importante que la empresa disponga de un inventario
de seguridad como medida de protección contra faltantes de insumos que se puedan presentar. la
organización debe tener en cuenta que en cuanto más grande sea el inventario de seguridad y el
punto de reorden menos probable es que se presente un desabasto.
( Krajewski,Ritzman,Malhorta, 2007)
Ilustración 6: Sistema Q cuando la demanda es incierta
Fuente: http://tem-ing.blogspot.com.co/p/punto-de-reorden-con-demanda.html
Para un sistema (R,Q), de revisión continua, se considera :
IP= posición de inventario

46
En la política R,Q una orden se genera cuando la posición de inventarios esta por abajo del punto
de reorden R. La orden es de Q unidades necesarias para aumentar la posición de inventario y
mantenerla por encima del punto de reorden.
Siempre se debe tener IP≥R +1 siempre y cuando el inventario inicial sea el adecuado pasa
satisfacer la demanda, sin embargo si la posición de inventario IP es menor al punto de reorden se
debe tener IP≤R+Q. Esto es debido a que siempre se debe ordenar la mejor cantidad de unidades
de pedido necesario para lograr IP≥R +1 por lo tanto para este sistema de control de inventario se
debe obtener R+1≤ IP≤ R+Q. (Axsåter,2006 pág. 88)
1.11.8.1 Política del nivel de servicio Los gerentes deben analizar la posibilidad de mantener un inventario de seguridad, y el costo que
implica mantenerlos, una forma de determinar este inventario es establecer un nivel de servicio de
ciclo, lo cual indica la probabilidad deseada de no quedarse sin inventario durante el ciclo de
pedido de unidades, que comienza en el momento en que se piden las unidades y termina en el
momento en que llegan al almacén es por esto que existe el intervalo de protección o periodo de
tiempo de espera en donde el inventario de seguridad se debe proteger para que se pueda satisfacer
la demanda de los operarios de HSC.
Es por esto que la empresa debe reconocer continuamente como está distribuida la demanda a lo
largo del periodo de tiempo de espera, si la demanda varia poco con respecto a su promedio,
entonces el inventario de seguridad podría ser pequeño, es por esto que una vez terminado el
análisis de inventario de seguridad para la empresa HSC ingeniera se apliquen distribuciones de
probabilidad para determinar la media y varianza del inventario requerido.
( Krajewski,Ritzman,Malhorta, 2007)

47
1.11.9 SISTEMA DE CONTROL DE INVENTARIO (MIN,MAX) O (��, ��) El control de inventario basado en un sistema Min-Max es conveniente para unidades de demanda
errática, de modo que puede considerarse un método (%K, LK) cuando el nivel de inventario de uno
de los ítems en el grupo alcanza su punto de reorden o nivel minimo %K, se revisa el inventario de
los demás ítems así no hayan alcanzado su punto de reorden y se ordena una cantidad para cada
uno igual a su inventario máximo LK, menos el respectivo inventario efectivo del ítem.
Esto se hace para completar tamaños mínimos de orden usualmente requeridos por las condiciones
de los proveedores, las características de transporte, alistamiento entre otras.
Así las variables a utilizar en este sistema son:
s= Punto de reorden o de pedido (MIN) ( 7)
Q= cantidad a ordenar en cada pedido ( 8)
R= intervalo de revisión de inventario efectivo ( 9)
S= nivel máximo de inventario en efectivo (MAX) (10)
Una forma de determinar %K, y LK para cada ítem i en la familia es calcular inicialmente
MK = L − %
Ecuación 6
Para cada ítem o definir un valor adecuado del tamaño de pedido MK de cada ítem como si se fuera
a utilizar el sistema (s,Q). Luego se determina el punto de reorden de cada ítem:
%K=((K ×NK ) + (OK × PQK)
Ecuación 7: Punto de reorden
Y finalmente se halla el inventario máximo
LK = %K +MK
Ecuación 8: Inventario máximo
48
En este sistema de control continuo, el inventario efectivo cae al punto de reorden s o por debajo
de él, se ordena una cantidad tal que se incremente el inventario efectivo hasta el nivel de inventario
máximo S. la cantidad a ordenar depende del inventario efectivo y del nivel máximo, por lo tanto,
puede variar entre un periodo y otro.
(Vidal Holguin,2009)
Por otra parte, los costos relevantes para la toma de decisiones de inventario a tener en cuenta son:
-El valor unitario del ítem (v) del cual el costo de llevar inventario depende de él.
- La tasa de mantener inventario (r) dicha tasa fue dada por la empresa ya que comprende los
costos de almacenamiento, manejo, y espacio utilizado
- Costo de alistamiento u ordenamiento A: son costos fijos que no dependen del tamaño de orden
de compra y forman parte de los costos asociados a reponer inventario, dicho costo fue
proporcionado por la organización sim embargo se recalculo para efectos de exactitud.
- El nivel de servicio asegura que la cantidad requerida del producto se encuentre en el almacén
en el momento que es requerido, de modo que es la probabilidad del cumplimiento a partir del
inventario. Cortes H, Morales B (2012) “Diseño de un sistema de control de inventarios de
repuestos en una empresa manufacturera de la ciudad de Cali” (Tesis de pregrado), Universidad
del valle
Esta información, fue proporcionada por la empresa y se describe en la siguiente ecuación.
��������������� = : − � ����� ������R���� ���������� �����
Ecuación 9: nivel de servicio
-La probabilidad especificada (P1) es la probabilidad de no tener un faltante por cada ciclo de
reposición por medio de esta probabilidad es posible halla la constante k.

49
-La fracción especificada de demanda fracción o proporción especificada de la demanda a ser
satisfecha rutinariamente del inventario a la mano. Cortes H, Morales B (2012) “Diseño de un
sistema de control de inventarios de repuestos en una empresa manufacturera de la ciudad de cali”
(Tesis de pregrado), Universidad del valle
������S���������������������������� = T�. V. W�
Ecuación 10 : Fracción de demanda
1.11.10 ALMACENAMIENTO El buen almacenamiento de artículos es importante para las empresas pues trae beneficios
económicos, minimizando los costos, protege los materiales de cualquier daño o perdida, utiliza
de una manera adecuada el espacio disponible y aumenta la eficiencia en el momento en que los
pedidos son recibidos, almacenados y despachados hacia el cliente final.
Los sistemas de almacenaje son muy necesarios porque la cadena de suministro no es estable, es
decir no se puede garantizar que los productos estén en todo momento. Es importante que las
empresas cuenten con inventarios, logrando ser eficientes sin que generen debilidades en el sistema
de almacenamiento y control de inventarios en la organización. Por esta razón se crea la necesidad
de tener sistemas de almacenamiento que sean útiles y óptimos. (Guerrero, 2009)
1.11.10.1 MÉTODOS DE ALMACENAMIENTO Gestión de ubicación: cuando los productos son recibidos en el almacén, se debe saber la
ubicación adecuada para cada uno y así no generar retrasos. Para llevar a cabo la correcta ubicación
de los productos se debe aplicar los siguientes criterios: (Instituto Universitario Politécnico gran
Colombiano, 2014)

50
- Se deben clasificar y ubicar los materiales según su nivel de demanda y nivel de ventas.
Así aquellos productos que tengan una mayor demanda por parte del cliente interno
deberían ser ubicados en las áreas más cercanas al almacenista para evitar pérdidas de
tiempo debido a la distancia que el personal tarda en desplazar los productos. Eso también
obliga a la constante revisión del inventario de productos.
- Organizar los materiales y productos de tal forma que se garantice su fácil visualización;
esto ayudara a su fácil ubicación dentro de la bodega.
Funciones que condicionan el funcionamiento óptimo del almacén
Ubicación de materiales según sus características: los materiales se separan y se ubican según
unas condiciones, primero se agrupan en familias que contengan características parecidas, después
se realiza la planeación para ubicar cada familia. Este almacenamiento se puede representar desde
dos puntos de vista extremos: (Vidal Holguín, 2009)
Por zona: ubicación por zonas, según las características de cada familia, lo cual garantiza la fácil
ubicación de los productos cuando estos sean necesitados, pero conlleva a un menor
aprovechamiento del espacio.
Aleatorio: se ubican los productos de forma aleatoria, lo cual proporciona un mejor
aprovechamiento del espacio, pero es un sistema de ubicación poco eficiente.
Identificación de zonas y codificación
Las zonas se deben identificar de una manera fácil, por esta razón es muy común delimitar las
zonas por medio de carteles o colores. La codificación se realiza por criterios propios de la
compañía, así cada ubicación tiene su único código, dicha ubicación se puede codificar de distintas
maneras, tales como:
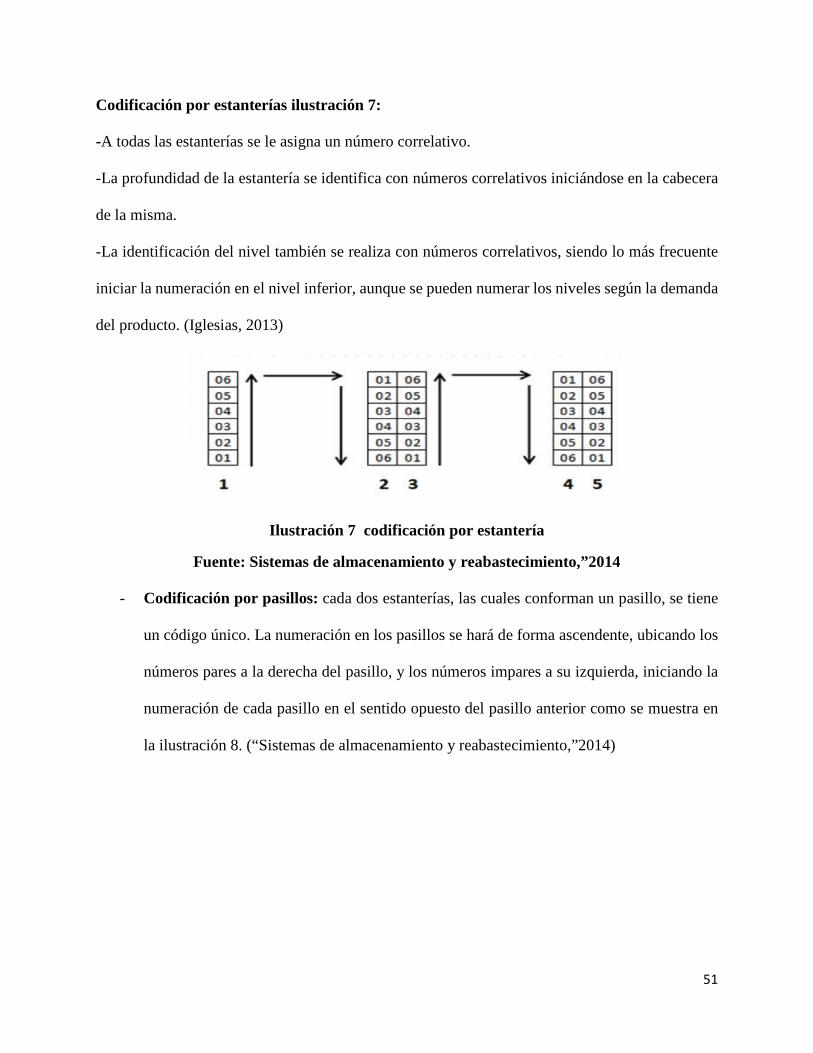
51
Codificación por estanterías ilustración 7:
-A todas las estanterías se le asigna un número correlativo.
-La profundidad de la estantería se identifica con números correlativos iniciándose en la cabecera
de la misma.
-La identificación del nivel también se realiza con números correlativos, siendo lo más frecuente
iniciar la numeración en el nivel inferior, aunque se pueden numerar los niveles según la demanda
del producto. (Iglesias, 2013)
Ilustración 7 codificación por estantería
Fuente: Sistemas de almacenamiento y reabastecimiento,”2014
- Codificación por pasillos: cada dos estanterías, las cuales conforman un pasillo, se tiene
un código único. La numeración en los pasillos se hará de forma ascendente, ubicando los
números pares a la derecha del pasillo, y los números impares a su izquierda, iniciando la
numeración de cada pasillo en el sentido opuesto del pasillo anterior como se muestra en
la ilustración 8. (“Sistemas de almacenamiento y reabastecimiento,”2014)

52
Ilustración 6 codificación por pasillo
Fuente: Sistemas de almacenamiento y reabastecimiento,”2014
Los pasillos solo pueden ser recorridos en un solo sentido y se altera el sentido ascendente -
descendente de tal manera que pueda alcanzar todo el almacén como se muestra en la ilustración
No 6.
1.11.11 CICLO PHVA La metodología PHVA se puede aplicar a todos los procesos. Es una metodología de mejora
continúa creada por Edwards Deming basada en cuatro etapas de un ciclo. Ellas son:
Planificar: Es establecer los objetivos y procesos necesarios para conseguir resultados de acuerdo
con los requisitos del cliente y las políticas de la organización.
Hacer: implementar los procesos.
Verificar: realizar el seguimiento y la medición de los procesos y los productos respecto a la
política, los objetivos y los requisitos legales del producto e informar sobre los resultados
Actuar: Tomar acciones para mejorar continuamente el desarrollo de los procesos.
En la ilustración 9 se muestra gráficamente estas etapas del ciclo las cuales fueron descritas
anteriormente.

53
Ilustración 8 Ciclo PHVA
Fuente en línea: blog-top.com/el-ciclo-phva-planear-hacer-verificar-actuar/
1.11.12 DIAGRAMA CAUSA Y EFECTO El diagrama causa y efecto más reconocido como diagrama de pescado o ISHIKAWA, es una
herramienta de control estadístico que se utiliza para identificar posibles causas de algún problema
en específico. Esto es importante para poder realizar el diagnóstico de la empresa. En la ilustración
10 se muestra gráficamente este diagrama.
Ilustración 9 Diagrama de causa y efecto
Fuente en línea: análisis-de-causa-raíz-el-diagrama-de-espina-de-pescado
Los pasos para realizar el diagrama de espina de pescado son:

54
• Se define el problema que va a ser analizado.
• Se reúnen las personas que van aportar las ideas sobre el problema encontrado y se realiza
una lluvia de ideas con posibles causas.
• Si se requiere comprender mejor el problema se busca las sub causas de esas causas
principales.
• Cuando ya se han identificado suficientes causas, se ordenan en grupos de acuerdo a las
categorías que se crean en grupo.
• Cuando se ordenan por categorías, se toma cada causa y colectivamente se propone las
soluciones adecuadas.
55
CAPITULO 2
En este capítulo se analizará el estado actual de la organización, con el fin de identificar las
principales causas que llevan al mal funcionamiento del almacén y así por medio de los
conocimientos de ingeniería proponer un diseño de almacenamiento, manejo y control de
inventarios.
2.1 DIAGNOSTICO DEL ESTADO ACTUAL DE LA EMPRESA Se realizó una visita inicial con el fin de reconocer primero los departamentos de la compañía que
están involucrados con el almacén y mediante entrevistas al personal, visitas a la empresa, y la
contabilidad de los productos existentes se identificaron algunos problemas que se presentan en el
control del inventario de unidades nacionales y su sistema de almacenamiento.
De la misma maneta se evidencio que aproximadamente el 40% de las unidades tenian referencia
repetida, esto quiere decir que se asignaban diferentes nombres para un mismo producto, por lo
cual se empleo un despliegue con el fin de asignar un solo nombre para un solo producto y eliminar
duplicidades.
Una vez realizada las entrevistas al personal de compras encargado del abastecimiento del almacen
y a los operarios se evidencio que aproximadamente un 80% de las entregas de unidades tardaban
entre 3 y 5 minutos debido a que no se conocía con exactitud la ubicación del producto y la cantidad
real existente, ya que una vez las unidades salgan de stock no hay una herramienta informática que
reste a la cantidad de inventarios existentes.
Por otra parte el almacén posee gran cantidad de insumos que no presentan demanda alguna, este
ocupa espacio y reduce el tamaño de las estanterías disponibles para el almacenamiento de
unidades cuya demanda es mayor.
56
2.1.1 Estado actual del almacén Como dicho anteriormente la empresa HSC ingeniería es una empresa que presta servicios a otras
organizaciones para el montaje de proyectos ingenieriles, es por esto que además de utilizar
insumos para el desarrollo de este, utiliza también herramientas las cuales una vez entregada al
operario, este la usa para desarrollar sus tareas asignadas y finalmente las devuelve al almacén
confirmando así la existencia de unidades especiales. Sin embargo, este proyecto únicamente se
basará en el control de inventario de los insumos nacionales de la empresa.
En la ilustración 11, se observan implementos con los cuales la organización trabaja, guantes de
seguridad, aerosoles, Cintas de enmascarar, discos y otros productos los cuales son de uso
importante para las actividades diarias que desarrolla el personal. Estos productos no están
organizados de la forma correcta en el interior del almacén así que no le permite al almacenista
saber la cantidad de unidades que tiene en el inventario.
En ocasiones los productos nacionales son mezclados con los productos importados 4en la misma
estantería y esto puede generar que no se encuentre de una manera rápida la requisición generada
por el cliente.
No existe una clasificación en las estanterías así que las personas encargadas del almacén pueden
llegar apilar los productos de una manera inadecuada ocasionando pérdidas de productos, demoras
en el tiempo de entrega a los clientes internos, y desorden en las estanterías del almacén.
4 Productos importados: Productos manufacturados y comprados en países distintos a Colombia.

57
Ilustración 10 :Estantería estado inicial
FUENTE: Propia
2.2 Diagrama- causa efecto para Identificar los Problemas y las Causas.
• Diagrama causa efecto para identificar los principales problemas de control de
inventario.
En la ilustración 12, se puede observar el diagrama de causa y efecto para el control de
inventario cuyo principal objetivo es identificar las principales causas que llevan a la
empresa a un mal control de inventario.

58
Ilustración 11 diagrama de causa y efecto para el control de inventario
FUENTE: Autores
• Diagrama de causa y efecto para identificar los principales problemas de
almacenamiento.
En la ilustración 13, se muestra el diagrama de causa y efecto para identificar las causas
que llevan a que la organización lleve un mal almacenamiento, se modo que se analizaron
causas y subcausas del mal funcionamiento dicho proceso.
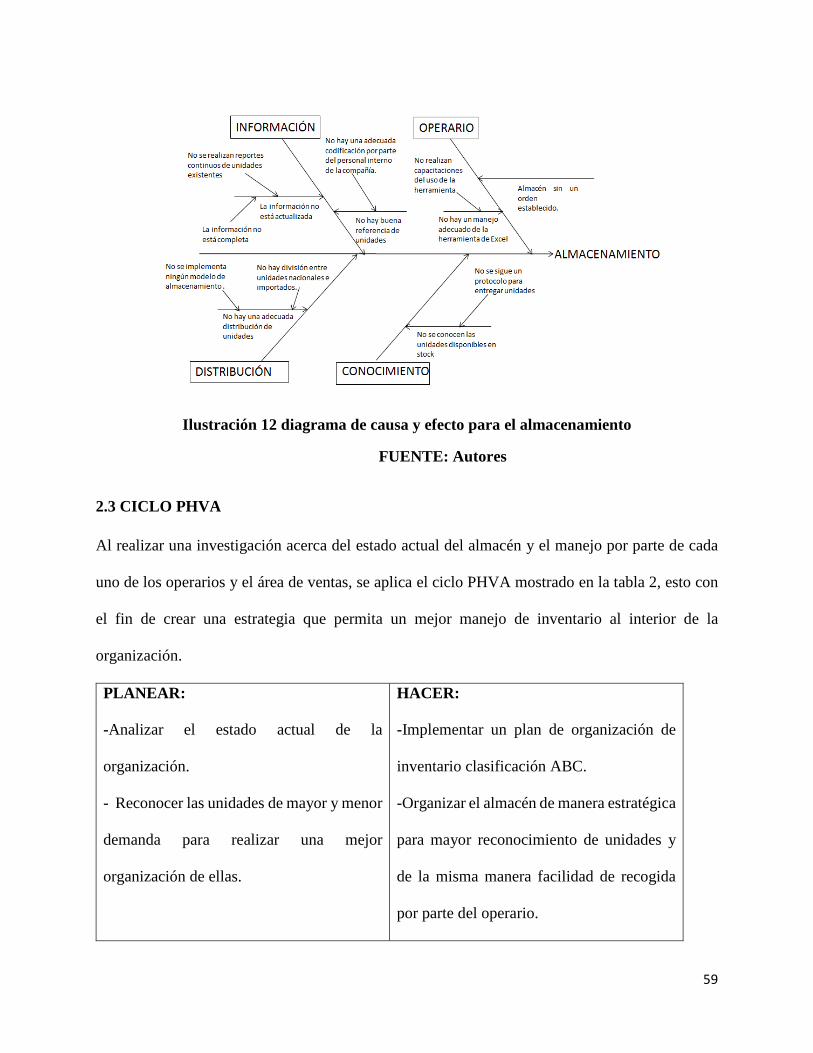
59
Ilustración 12 diagrama de causa y efecto para el almacenamiento
FUENTE: Autores
2.3 CICLO PHVA Al realizar una investigación acerca del estado actual del almacén y el manejo por parte de cada
uno de los operarios y el área de ventas, se aplica el ciclo PHVA mostrado en la tabla 2, esto con
el fin de crear una estrategia que permita un mejor manejo de inventario al interior de la
organización.
PLANEAR:
-Analizar el estado actual de la
organización.
- Reconocer las unidades de mayor y menor
demanda para realizar una mejor
organización de ellas.
HACER:
-Implementar un plan de organización de
inventario clasificación ABC.
-Organizar el almacén de manera estratégica
para mayor reconocimiento de unidades y
de la misma manera facilidad de recogida
por parte del operario.

60
- Pronosticar la demanda futura de las
unidades tipo A, y así aplicar una política de
control de inventarios.
VERIFICAR:
-Se genera una política de control de
inventarios para reconocer las unidades a
pedir, comprender el comportamiento de la
demanda e identificar cada cuanto se deben
ordenar unidades para que no existan
faltantes.
ACTUAR:
Implementar la mejora propuesta en el
trabajo con el fin de mejorar el sistema de
control de inventarios y almacenamiento en
la organización.
Generar una retroalimentación entre todas
las áreas de la empresa, para que se conozca
lo implementado.
Tabla 2 : Ciclo PHVA para la empresa HSC ingeniera
FUENTE: Autores
Una vez realizado el ciclo PHVA se aplica el DOFA mostrado en la tabla 3 con el fin de planificar
mejor lo que se pretende aplicar
DEBILIDADES :
-No hay conteo continuo de unidades
-no hay ubicación específica para las unidades
establecidas.
-No hay una gestión continua sobre las unidades
existentes.
- no se genera un protocolo específico para el
pedido de una unidad en el almacén.
OPORTUNIDADES:
-Tienen sin uso un software SIIGO, y ZEBRA, que
permite contabilizar las unidades en el almacén.
-El espacio en el almacén es el adecuado para
almacenar los insumos nacionales.
-La bodega es propia de la empresa y no el
alquilada.
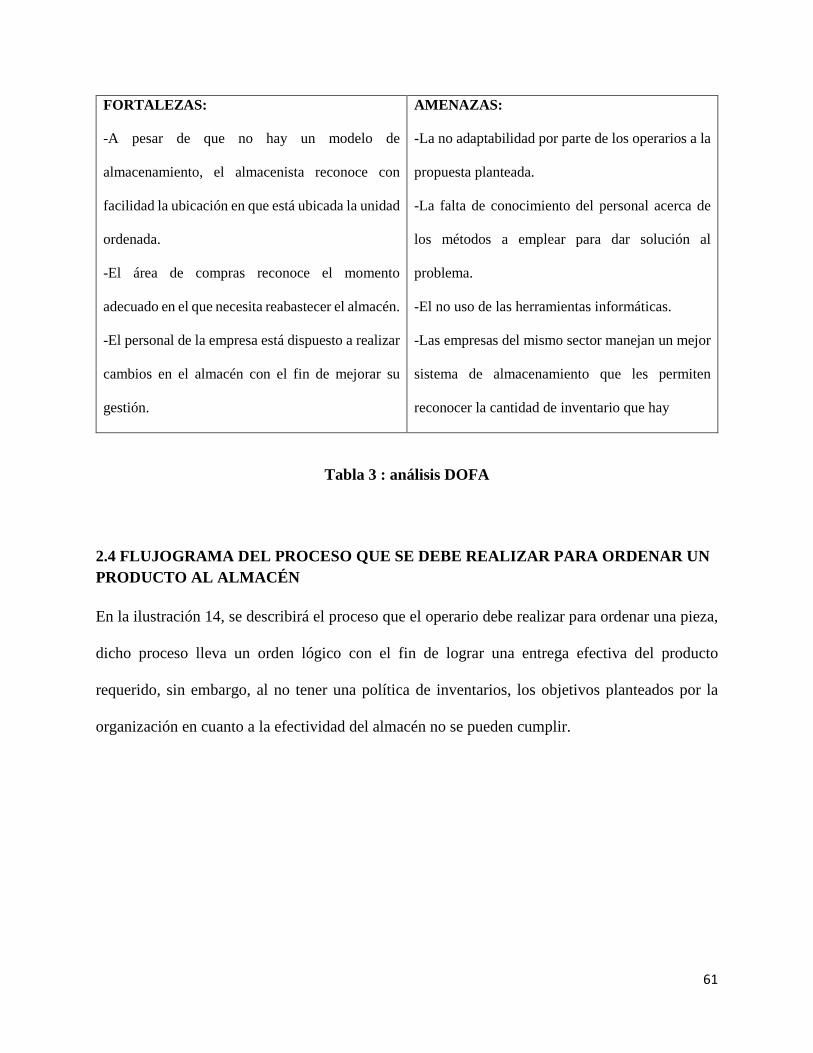
61
FORTALEZAS:
-A pesar de que no hay un modelo de
almacenamiento, el almacenista reconoce con
facilidad la ubicación en que está ubicada la unidad
ordenada.
-El área de compras reconoce el momento
adecuado en el que necesita reabastecer el almacén.
-El personal de la empresa está dispuesto a realizar
cambios en el almacén con el fin de mejorar su
gestión.
AMENAZAS:
-La no adaptabilidad por parte de los operarios a la
propuesta planteada.
-La falta de conocimiento del personal acerca de
los métodos a emplear para dar solución al
problema.
-El no uso de las herramientas informáticas.
-Las empresas del mismo sector manejan un mejor
sistema de almacenamiento que les permiten
reconocer la cantidad de inventario que hay
Tabla 3 : análisis DOFA
2.4 FLUJOGRAMA DEL PROCESO QUE SE DEBE REALIZAR PAR A ORDENAR UN PRODUCTO AL ALMACÉN En la ilustración 14, se describirá el proceso que el operario debe realizar para ordenar una pieza,
dicho proceso lleva un orden lógico con el fin de lograr una entrega efectiva del producto
requerido, sin embargo, al no tener una política de inventarios, los objetivos planteados por la
organización en cuanto a la efectividad del almacén no se pueden cumplir.

62
INICIO
ESCOGER FUNCIÓN
RESPECTO A LA NCESIDAD
INGRESAR CENTRO DE
COSTOS
INGRESAR TIPO DE
REQUISICIÓN
INGRESAR CÓDIGO
RESPECTIVO
SI
NO
FIN
SI
INGRESE TIPO DE SOLICITUD
1
RECONCOCE EL INSUMO QUE REQUIERE?
REQUEIRE ALGÚN INSUMO DEL ALMACEN?
REVISAR SOLICITUD DEL CLIENTE
INGRESAR AL SISTEMA DE
REQUISICIÓN
NO
Ilustración 13 : Proceso de solicitud del producto
Fuente: Autores

63
1
INGRESAR CLIENTE
ESCRIBIR ACTIVIDAD /FASE
INGRESAR EL INSUMO QUE
REQUIERE
INGRESAR LA CANTIDAD QUE
REQUIERE
RECONOCE LA UNIDAD DE MEDIDA
INGRESAR UNIDAD DE MEDIDA
INGRESAR FECHA DE REQUISICIÓN
ESCRIBIR OBSERVACIONES Y
COMENTARIOS. FIN
SI
NO
Ilustración 12: Proceso de solicitud del producto
Fuente: Autores
Por medio del análisis del estado actual y ayuda de algunas de las herramientas de ingeniería se
logra contextualizar y reconocer el estado en el que se encuentra la organización con el fin de
aplicar estrategias y políticas del control de inventarios y almacenamiento que permitan un mejor
desarrollo del almacén en el momento de la entrega del producto solicitado por el cliente interno,
el cual debe realizar cada uno de los pasos en el sistema de requisición de producto descritos en la
ilustración 12.

64
CAPITULO 3
En este capítulo se propone una mejora en el manejo de los productos del almacén basada en la
clasificación ABC, control de inventarios y aplicación de pronósticos.
3.1 CLASIFICACIÓN DE LAS UNIDADES DEL ALMACEN POR M EDIO DEL ANALISIS ABC Como se conoce HSC INGENIERIA, maneja diversas unidades en inventario, pero solo un
pequeño porcentaje de ellos merecen una cuidadosa atención, así que por medio del análisis ABC
se clasifican los artículos en tres clases de acuerdo a su valor de consumo para centrar la mayor
atención en las unidades cuyo valor monetario y demanda es más alto.
Con el fin de desarrollar esta clasificación, se establece que los productos tipo A, representan el
20% total de artículos con un valor de consumo del 80%, los productos tipo B representan un 30%
del total de los artículos, pero con un valor de consumo del 15% y los artículos tipo C representan
el 50% del total, pero con un valor del consumo del 5%.
Así por medio del desarrollo del análisis de demanda y costos y el desarrollo de un Pareto, se logra
establecer la clasificación ABC, en donde se arroja la tabla 4 (Vidal Holguín 2009):
Porcentajes Clasificación n (cantidad de insumos de
cada tipo) Participación
de n Costo Participación
costos
0%-80% A 22 12%
$23.376.392 79,44%
81%-95% B 34 18% $4.547.223 15,45%
95%-100% C 133 70% $1.503.456 5,11%
Tabla 4 : Clasificación ABC de los insumos del almacén de la empresa HSC Ingeniería
Fuente: Autores con información suministrada por la empresa
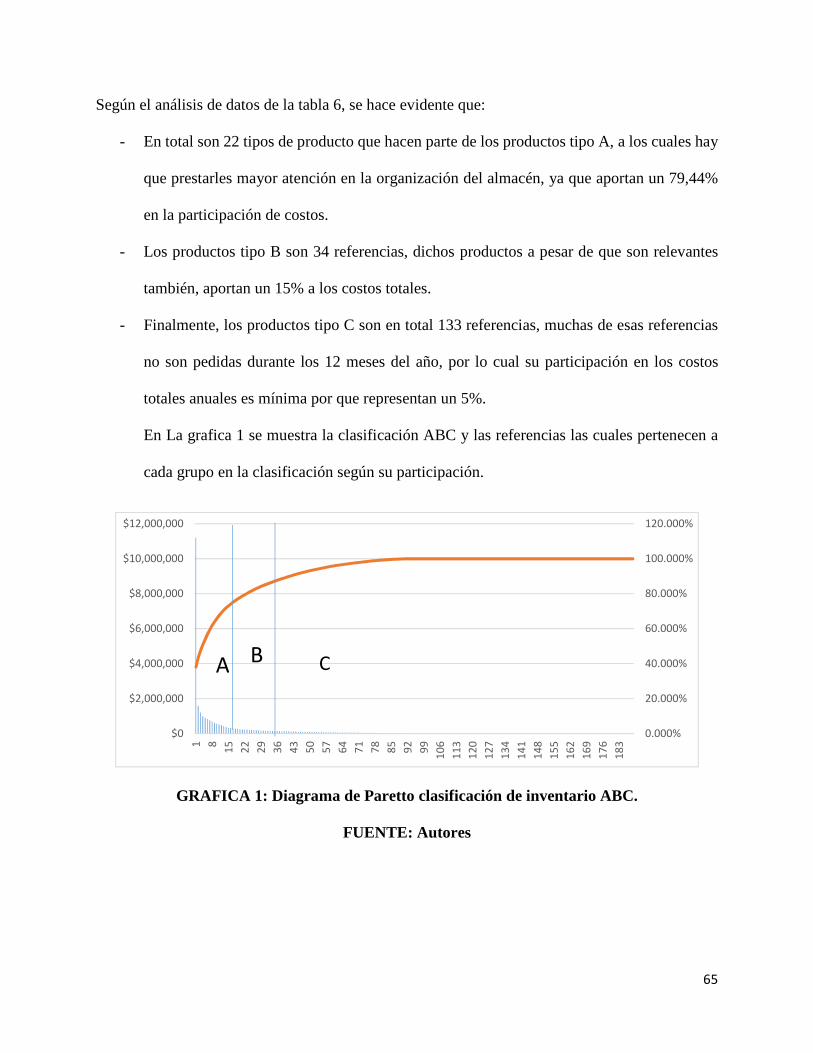
65
Según el análisis de datos de la tabla 6, se hace evidente que:
- En total son 22 tipos de producto que hacen parte de los productos tipo A, a los cuales hay
que prestarles mayor atención en la organización del almacén, ya que aportan un 79,44%
en la participación de costos.
- Los productos tipo B son 34 referencias, dichos productos a pesar de que son relevantes
también, aportan un 15% a los costos totales.
- Finalmente, los productos tipo C son en total 133 referencias, muchas de esas referencias
no son pedidas durante los 12 meses del año, por lo cual su participación en los costos
totales anuales es mínima por que representan un 5%.
En La grafica 1 se muestra la clasificación ABC y las referencias las cuales pertenecen a
cada grupo en la clasificación según su participación.
GRAFICA 1: Diagrama de Paretto clasificación de inventario ABC.
FUENTE: Autores
0.000%
20.000%
40.000%
60.000%
80.000%
100.000%
120.000%
$0
$2,000,000
$4,000,000
$6,000,000
$8,000,000
$10,000,000
$12,000,000
1 8
15
22
29
36
43
50
57
64
71
78
85
92
99
10
6
11
3
12
0
12
7
13
4
14
1
14
8
15
5
16
2
16
9
17
6
18
3
A B C
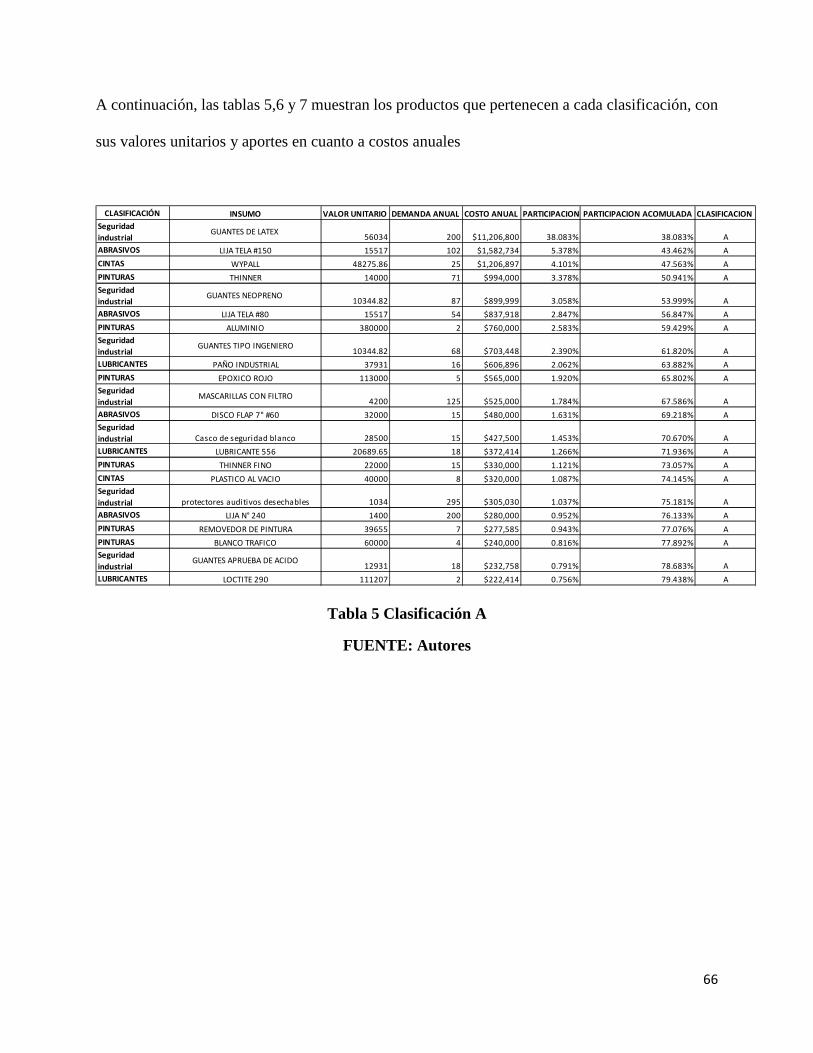
66
A continuación, las tablas 5,6 y 7 muestran los productos que pertenecen a cada clasificación, con
sus valores unitarios y aportes en cuanto a costos anuales
Tabla 5 Clasificación A
FUENTE: Autores
CLASIFICACIÓN INSUMO VALOR UNITARIO DEMANDA ANUAL COSTO ANUAL PARTICIPACION PARTICIPACION ACOMULADA CLASIFICACION
Seguridad
industrialGUANTES DE LATEX
56034 200 $11,206,800 38.083% 38.083% A
ABRASIVOS LIJA TELA #150 15517 102 $1,582,734 5.378% 43.462% A
CINTAS WYPALL 48275.86 25 $1,206,897 4.101% 47.563% A
PINTURAS THINNER 14000 71 $994,000 3.378% 50.941% A
Seguridad
industrialGUANTES NEOPRENO
10344.82 87 $899,999 3.058% 53.999% A
ABRASIVOS LIJA TELA #80 15517 54 $837,918 2.847% 56.847% A
PINTURAS ALUMINIO 380000 2 $760,000 2.583% 59.429% A
Seguridad
industrialGUANTES TIPO INGENIERO
10344.82 68 $703,448 2.390% 61.820% A
LUBRICANTES PAÑO INDUSTRIAL 37931 16 $606,896 2.062% 63.882% A
PINTURAS EPOXICO ROJO 113000 5 $565,000 1.920% 65.802% A
Seguridad
industrialMASCARILLAS CON FILTRO
4200 125 $525,000 1.784% 67.586% A
ABRASIVOS DISCO FLAP 7" #60 32000 15 $480,000 1.631% 69.218% A
Seguridad
industrial Casco de seguridad blanco 28500 15 $427,500 1.453% 70.670% A
LUBRICANTES LUBRICANTE 556 20689.65 18 $372,414 1.266% 71.936% A
PINTURAS THINNER FINO 22000 15 $330,000 1.121% 73.057% A
CINTAS PLASTICO AL VACIO 40000 8 $320,000 1.087% 74.145% A
Seguridad
industrial protectores auditivos desechables 1034 295 $305,030 1.037% 75.181% A
ABRASIVOS LIJA N° 240 1400 200 $280,000 0.952% 76.133% A
PINTURAS REMOVEDOR DE PINTURA 39655 7 $277,585 0.943% 77.076% A
PINTURAS BLANCO TRAFICO 60000 4 $240,000 0.816% 77.892% A
Seguridad
industrialGUANTES APRUEBA DE ACIDO
12931 18 $232,758 0.791% 78.683% A
LUBRICANTES LOCTITE 290 111207 2 $222,414 0.756% 79.438% A

67
Tabla 6 : Clasificación B
FUENTE: Autores
CLASIFICACIÓN INSUMO VALOR UNITARIODEMANDA ANUAL COSTO ANUAL PARTICIPACION PARTICIPACION ACOMULADA CLASIFICACION
LUBRICANTESLOCTITE 243 111206.89 2 $222,414 0.756% 80.194% B
LUBRICANTES LOCTITE 222 108620.689 2 $217,241 0.738% 80.932% B
ABRASIVOS DISCO FLAP 4-1/2 # 120 13793 15 $206,895 0.703% 81.636% B
ABRASIVOS DISCO FLAP 4-1/2 # 80 13793 15 $206,895 0.703% 82.339% B
LUBRICANTESLIMPIADOR DE CONTACTO 62068.96 3 $186,207 0.633% 82.971% B
CINTAS CINTA ENMASCARAR 4310 41 $176,710 0.601% 83.572% B
Seguridad
industrial Eslingas en Y 43103 4 $172,412 0.586% 84.158% B
ABRASIVOSDISCO FLAP 7" #80 32000 5 $160,000 0.544% 84.701% B
Seguridad
industrialGAFAS ARSEG LENTE OSCURO
15517 10 $155,170 0.527% 85.229% B
ABRASIVOS GRATA COPA TRENZADA 5" 51100 3 $153,300 0.521% 85.750% B
PINTURASESMALTE 38000 4 $152,000 0.517% 86.266% B
ABRASIVOS BROCHA 2 " 6600 22 $145,200 0.493% 86.760% B
Seguridad
industrialGUANTES CARNAZA CORTOS
12000 12 $144,000 0.489% 87.249% B
LUBRICANTES LOCTITE 404 28000 5 $140,000 0.476% 87.725% B
PINTURAS VARSOL 1400 96 $134,400 0.457% 88.182% B
PINTURAS AEROSOL NEGRO 6465.5 20 $129,310 0.439% 88.621% B
Seguridad
industrial Delantal de carnaza 18000 7 $126,000 0.428% 89.049% B
Seguridad
industrial Mosquetones 62068.965 2 $124,138 0.422% 89.471% B
ABRASIVOS GRATA COPA LISA 5" 20689.655 6 $124,138 0.422% 89.893% B
ABRASIVOS GRATA COPA TRENZADA 3" 40517 3 $121,551 0.413% 90.306% B
ABRASIVOSHOJA PARA SEGUETA 4000 30 $120,000 0.408% 90.714% B
ABRASIVOS DISCO DE TRONZADORA 22000 5 $110,000 0.374% 91.087% B
ABRASIVOS DISCO CORTE 14 " 21551.72 5 $107,759 0.366% 91.454% B
PINTURAS EPOXICO BLANCO 106897 1 $106,897 0.363% 91.817% B
LUBRICANTES LOCTITE 515 51724 2 $103,448 0.352% 92.168% B
ABRASIVOS BURIL ASSAB 1/4 X 2-1/2" 32900 3 $98,700 0.335% 92.504% B
ABRASIVOS BURIL ASSAB 1/2 X 4" 98200 1 $98,200 0.334% 92.838% B
ABRASIVOS GRATA COPA LISA 3" 14000 7 $98,000 0.333% 93.171% B
Seguridad
industrial Mono gafas 4655 19 $88,445 0.301% 93.471% B
ABRASIVOSPIEDRA PARA ESMERIL GRANO 3643965.51 2 $87,931 0.299% 93.770% B
ABRASIVOSBROCHA 3" 6000 14 $84,000 0.285% 94.055% B
CINTAS CINTA GRIS 12000 7 $84,000 0.285% 94.341% B
ABRASIVOS LIJA N° 80 1500 54 $81,000 0.275% 94.616% B
CINTAS CINTA TEFLON 1206.896 67 $80,862 0.275% 94.891% B

68
Tabla 7 : Clasificación C
FUENTE: Autores
CLASIFICACIÓN INSUMO VALOR UNITARIO DEMANDA ANUAL COSTO ANUAL PARTICIPACION PARTICIPACION ACOMULADA CLASIFICACION
Seguridad industrial GUANTES CARNAZA CORTOS 6500 12 $78,000 0.265% 95.156% C
ABRASIVOS LIJA N° 360 1400 50 $70,000 0.238% 95.394% C
ABRASIVOS LIJA N° 400 1400 50 $70,000 0.238% 95.632% C
ABRASIVOS DISCO FLAP 4-1/2 # 60 13793.1 5 $68,966 0.234% 95.866% C
Seguridad industrial GAFAS DE SEGURIDAD 4310 16 $68,960 0.234% 96.100% C
Seguridad industrial CINTURON ERGONOMICO 32500 2 $65,000 0.221% 96.321% C
Seguridad industrial Gafas de seguridad para torno ref (AR8786CNZDO) 5400 10 $54,000 0.184% 96.505% C
Seguridad industrial gafas para torno 5400 10 $54,000 0.184% 96.688% C
Seguridad industrial TAPA BOCAS 474 110 $52,140 0.177% 96.866% C
SOLDADURA SODADURA 7018 3/32 10344.82 5 $51,724 0.176% 97.041% C
ABRASIVOS DISCO PULIR DE 4-1/2 5172 10 $51,720 0.176% 97.217% C
PINTURAS GRIS 50000 1 $50,000 0.170% 97.387% C
LUBRICANTES VELAS DE CEBO 1034.48 48 $49,655 0.169% 97.556% C
CINTAS CINTA AISLANTE 4828 10 $48,280 0.164% 97.720% C
LUBRICANTES GRASA AMARILLA 8000 6 $48,000 0.163% 97.883% C
PINTURAS ACEITE TELLUS M 46 46000 1 $46,000 0.156% 98.039% C
PINTURAS ACEITE TELLUS S2 46000 1 $46,000 0.156% 98.196% C
ABRASIVOS DISCO DE CORTE 4-1/2 4500 10 $45,000 0.153% 98.348% C
Seguridad industrial CARTUCHO PARA PARTICULAS 22413.79 2 $44,828 0.152% 98.501% C
PINTURAS PINTURA NEGRA 42000 1 $42,000 0.143% 98.643% C
SOLDADURA SOLDADURA 7018 1/8 7758.62 5 $38,793 0.132% 98.775% C
SOLDADURA SOLDADURA 7018 5/32 7758.62 5 $38,793 0.132% 98.907% C
PINTURAS AEROSOL ALUMINIO 18000 2 $36,000 0.122% 99.029% C
PINTURAS AEROSOL BLANCO 7758.62 4 $31,034 0.105% 99.135% C
LUBRICANTES SILICONA ALTA TEMPERATURA 6000 5 $30,000 0.102% 99.237% C
PINTURAS MARCADOR DE METALES 25689.655 1 $25,690 0.087% 99.324% C
LUBRICANTES SILICONA TRANSPARENTE 12068.96 2 $24,138 0.082% 99.406% C
PINTURAS RODILLO DE FELPA 6" 6000 4 $24,000 0.082% 99.488% C
SOLDADURA SOLDADURA 6011 1/8 4800 5 $24,000 0.082% 99.569% C
ABRASIVOS BROCA CENTRO #2 4310 5 $21,550 0.073% 99.643% C
ABRASIVOS BROCA CENTRO #1 5172 4 $20,688 0.070% 99.713% C
ABRASIVOS BROCA CENTRO #3 3879 5 $19,395 0.066% 99.779% C
PINTURAS AEROSOL ROJO 7759 2 $15,518 0.053% 99.831% C
ABRASIVOS TIZA INDUSTRIAL 431 30 $12,930 0.044% 99.875% C
ABRASIVOS GRATA LIJA PARA MOTOTOOL PEQUEÑA GRANO 60 12000 1 $12,000 0.041% 99.916% C
ABRASIVOS PIEDRA PARA ESMERIL GRANO 80 11333 1 $11,333 0.039% 99.955% C
PINTURAS AEROSOL VERDE 7758.62 1 $7,759 0.026% 99.981% C
PINTURAS PEGANTE SOLUCION 4500 1 $4,500 0.015% 99.996% C
ABRASIVOS LIJA N°150 1034 1 $1,034 0.004% 100.000% C

69
Tabla 7: Continuación Clasificación C
FUENTE: Autores
LUBRICANTES PETROSOL 15 $15 0.000% 100.000% C
ABRASIVOS INSERTO PARA TRONZAR 10 $10 0.000% 100.000% C
ABRASIVOS BURIL ASSAB 1/4 X 4" 3 $3 0.000% 100.000% C
LUBRICANTES LOCTITE 736 1 $1 0.000% 100% C
Seguridad industrial Barbuqueros 10258.62 30 $0 0.000% 100.000% C
Seguridad industrial Chaleco reflectivo 25000 0 $0 0.000% 100.000% C
Seguridad industrial Trajes kimberly 20689.655 0 $0 0.000% 100.000% C
Seguridad industrial MASCARILLA PARA PINTAR (3M) 56000 0 $0 0.000% 100.000% C
Seguridad industrial Polainas para soldadura 35000 0 $0 0.000% 100.000% C
Seguridad industrial Mangas para soldadura 14000 0 $0 0.000% 100.000% C
Seguridad industrial Delantal plastico 12000 0 $0 0.000% 100.000% C
Seguridad industrial CINTA DE SEGURIDAD 16000 0 $0 0.000% 100.000% C
Seguridad industrial Arnes de seguridad 202275 0 $0 0.000% 100.000% C
Seguridad industrial Lingas de poscisionamiento 50000 0 $0 0.000% 100.000% C
Seguridad industrial Take off-ANCLAJE PORTATIL 1 ARGOLLA EN REATA 90 CM 74500 0 $0 0.000% 100.000% C
Seguridad industrial FILTRO PARA MASCARILLA 4300 0 $0 0.000% 100.000% C
Seguridad industrial Polainas de seguridad 35000 0 $0 0.000% 100.000% C
Seguridad industrial Casco de seguridad VERDE 28500 0 $0 0.000% 100.000% C
Seguridad industrial Casco de seguridad ROJO 28500 0 $0 0.000% 100.000% C
Seguridad industrial Casco de seguridad azules 23000 0 $0 0.000% 100.000% C
ABRASIVOS GRATA TELA 4-1/2 45000 0 $0 0.000% 100.000% C
ABRASIVOS DISCO CONCRETO 0 $0 0.000% 100.000% C
ABRASIVOS DISCO DE CORTE 7" 12000 0 $0 0.000% 100.000% C
ABRASIVOS DISCO PULIR 7" 8800 0 $0 0.000% 100.000% C
ABRASIVOS GRATA TELA 7" 58000 0 $0 0.000% 100.000% C
ABRASIVOS DISCO LIJA #80 18000 0 $0 0.000% 100.000% C
ABRASIVOS DISCO LIJA #50 16000 0 $0 0.000% 100.000% C
ABRASIVOS DISCO LIJA # 60 16000 0 $0 0.000% 100.000% C
ABRASIVOS DISCO LIJA # 120 16000 0 $0 0.000% 100.000% C
ABRASIVOS GRATA TELA 10 " 58000 0 $0 0.000% 100.000% C
ABRASIVOS GRATA LIJA PARA MOTOTOOL PEQUEÑA GRANO 80 12000 0 $0 0.000% 100.000% C
ABRASIVOS GRATA LIJA PARA MOTOTOOL GRANDE GRANO 80 12000 0 $0 0.000% 100.000% C
ABRASIVOS GRATA PARA ESMERIL 6" LISA 17000 0 $0 0.000% 100.000% C
ABRASIVOS GRATA LIJA PARA ESMERIL 0 $0 0.000% 100.000% C
ABRASIVOS LIJA N° 320 1500 0 $0 0.000% 100.000% C
ABRASIVOS LIJA N° 600 1206.89 0 $0 0.000% 100.000% C
ABRASIVOS LIJA N° 180 1500 0 $0 0.000% 100.000% C
ABRASIVOS LIJA TELA #100 15517 0 $0 0.000% 100.000% C
ABRASIVOS BROCA CENTRO #4 6000 0 $0 0.000% 100.000% C
ABRASIVOS BROCA CENTRO #5 6034.48 0 $0 0.000% 100.000% C
ABRASIVOS BROCA CENTRO #6 9051.72 0 $0 0.000% 100.000% C
ABRASIVOS BROCA CENTRO 3/64" 7000 0 $0 0.000% 100.000% C
ABRASIVOS BURIL ASSAB 3/8 X 6" 88100 0 $0 0.000% 100.000% C
ABRASIVOS BURIL ASSAB 3/8 X 3" 63000 0 $0 0.000% 100.000% C
ABRASIVOS BURIL ASSAB 3/4 X 6" 7000 0 $0 0.000% 100.000% C
ABRASIVOS BURIL ASSAB 1" 1000 0 $0 0.000% 100.000% C
ABRASIVOS BURIL ASSAB 1/2 X 3" 0 $0 0.000% 100.000% C
ABRASIVOS BURIL HOPEX 3/8 X 3 7000 0 $0 0.000% 100.000% C
ABRASIVOS PIEDRA PARA CHISPERO 1000 0 $0 0.000% 100.000% C
ABRASIVOS PIEDRA GLACEADOR 47000 0 $0 0.000% 100.000% C
ABRASIVOS PASTILLA ALESADOR GRANDE 22000 0 $0 0.000% 100.000% C
ABRASIVOS PASTILLA ALESADOR PEQUEÑA 15000 0 $0 0.000% 100.000% C
ABRASIVOS PASTILLA CUADRADA PARA ACERO (FRESA) 28000 0 $0 0.000% 100.000% C
ABRASIVOS INSERTO CUADRADO PARA ACERO 25000 0 $0 0.000% 100.000% C
ABRASIVOS PASTILLA PARA ROSCAR EXTERIOR DERECHO 0 $0 0.000% 100.000% C
ABRASIVOS PASTILLA PARA ROSCAR INTERIOR DERECHO 57500 0 $0 0.000% 100.000% C
ABRASIVOS INSERTO ROMBO PARA CILINDRAR INTERIORES 26000 0 $0 0.000% 100.000% C
ABRASIVOS PASTILLA TRIANGULAR 38000 0 $0 0.000% 100.000% C

70
Tabla 7: Continuación clasificación C
FUENTE: Autores
3.2 DESCRIPCION DE PRODUCTOS
3.2.1 PRODUCTOS TIPO A: Los productos tipo A son los más importantes, ya que su porcentaje de participación en costos es
mayor, como se evidencia en la tabla 7 son 22 ítems que pertenecen al grupo A (20%) de los 189
ítems en total que maneja la organización.
ABRASIVOS BURIL SPIC TOOLS 3/4 X 6" 0 $0 0.000% 100.000% C
PINTURAS TINTA REVELADORA 42000 0 $0 0.000% 100.000% C
PINTURAS PINTURA ROJO 94820 0 $0 0.000% 100.000% C
PINTURAS AZUL 38000 0 $0 0.000% 100.000% C
PINTURAS CAFÉ 38000 0 $0 0.000% 100.000% C
PINTURAS CATALIZADOR 38000 0 $0 0.000% 100.000% C
PINTURAS VERDE 38000 0 $0 0.000% 100.000% C
PINTURAS BLANCO 37000 0 $0 0.000% 100.000% C
PINTURAS AMARILLO 137000 0 $0 0.000% 100.000% C
PINTURAS PINTOXIDO INCOLORO 26500 0 $0 0.000% 100.000% C
PINTURAS ACEITE TELLUS M 100 197500 0 $0 0.000% 100.000% C
PINTURAS ACEITE TELLUS M 10 46000 0 $0 0.000% 100.000% C
PINTURAS ACEITE 10W-30 46000 0 $0 0.000% 100.000% C
PINTURAS ACEITE SINTETICO 142300 0 $0 0.000% 100.000% C
PINTURAS BORAX 0 $0 0.000% 100.000% C
PINTURAS INHIBIDOR DE CORROSION 50000 0 $0 0.000% 100.000% C
PINTURAS EMPAQUE PARA PISTOLA DE PINTURA 35000 0 $0 0.000% 100.000% C
LUBRICANTES GRASA PARA ESMERIL 0 $0 0.000% 100.000% C
LUBRICANTES LOCTITE 569 48275.86 0 $0 0.000% 100.000% C
LUBRICANTES LOCTITE 660 105000 0 $0 0.000% 100.000% C
LUBRICANTES LOCTITE 567 72000 0 $0 0.000% 100.000% C
LUBRICANTES LOCTITE 620 118000 0 $0 0.000% 100.000% C
LUBRICANTES LOCTITE 648 100862 0 $0 0.000% 100.000% C
LUBRICANTES LOCTITE 277 118000 0 $0 0.000% 100.000% C
LUBRICANTES SILICONA INDUSTRIAL 0 $0 0.000% 100.000% C
LUBRICANTES SILICONA 3 EN 1 0 $0 0.000% 100.000% C
SOLDADURA SOLDADURA 6011 3/32 7000 0 $0 0.000% 100.000% C
SOLDADURA SOLDADURA 6011 5/32 11800 0 $0 0.000% 100.000% C
SOLDADURA SOLDADURA 54 LNG 5/32 40000 0 $0 0.000% 100.000% C
SOLDADURA SOLDADURA 57 LNG 5/32 0 $0 0.000% 100.000% C
SOLDADURA SOLDADURA BRONCE 1/8 4000 0 $0 0.000% 100.000% C
SOLDADURA SHIM 0.020 0 $0 0.000% 100.000% C
SOLDADURA SHIM 0.003 0 $0 0.000% 100.000% C
SOLDADURA SHIM 0.004 0 $0 0.000% 100.000% C
SOLDADURA SHIM 0.005 0 $0 0.000% 100.000% C
SOLDADURA SHIM 0.10 0 $0 0.000% 100.000% C

71
Es por esto que, para estos ítems, se propone una supervisión y una aplicación de la política de
inventario min-max por parte del almacenista, en cuanto a temas de almacenamiento y manejo de
unidades, comunicándole así a la administración acerca de las cantidades disponibles para realizar
la orden oportuna de inventarios a los proveedores.
3.2.2 PRODUCTOS TIPO B: Las unidades tipo B son ítems importantes, su participación en los costos es del 15% no tan
relevante a comparación de las unidades tipo A cuya participación en costos es del 79% sin
embargo refleja un 18% en las unidades que la organización tiene en inventario. Para este tipo de
productos existe un control considerable de inventarios, sin embargo, al ser productos de poco
movimiento su administración no es tan enfocada. En promedio los cubrimientos de unidades en
existencia son de dos a ocho semanas, sin embargo, en el almacén de la empresa HSC Ingeniería,
no existen cubrimientos de unidades de esta frecuencia de semanas, sino más bien mensuales o
anuales debido a que no hay una demanda alta y frecuente por parte de su cliente interno u operario.
3.2.3 PRODUCTOS TIPO C: En esta familia aparecen la gran mayoría de productos que maneja el almacén de la empresa, dichos
productos poseen baja participación en los costos del almacén pues representa un 5% en ($) y son
de bajo valor unitario, es por esto que se requiere una supervisión mínima, ya que su demanda es
minima por lo cual no se requieren de ordenes frecuentes al proveedor de estas unidades pues el
cubrimiento de existencias es entre 3 y 20 semanas. (Vidal Holguín 2009)
Con el análisis ABC de las unidades en inventario de la empresa HSC INGENIERIA, se muestra
un panorama más amplio de las unidades a las cuales hay que priorizarle una mejor ubicación al
interior del almacén y de la misma manera su manejo ya que, así como hay unidades cuya demanda

72
es alta, también existen unidades cuya demanda es baja y se encuentran en lugares estratégicos del
almacén.
3.2.4 PRODUCTOS TIPO D: “En este grupo de inventario, se encuentran las unidades las cuales no poseen una demanda
notable, ya que es cero, por este motivo se propone que dicho grupo de productos sea eliminado
del almacén con el fin de generar espacio para otras unidades y de la misma manera la labor del
operario sea más productiva.” (Vidal Holguín 2009).
3.3 DEMANDA DE LA ORGANIZACIÓN A SUS PROVEEDORES En la gráfica 2 “ Comportamiento del pedido anual de la empresa HSC ingeniería” se puede apreciar
que existe una variabilidad en los tamaños de pedido por parte de la organización, sin embargo las
cantidades de unidades que piden en su mayoría son de 1 articulo hasta 50 artículos, lo cual hace
que la organización no realice pedidos de masa ya que la mayoría de unidades que hacen parte del
almacén son referencias pertenecientes a pinturas, lubricantes o abrasivos cuyo uso es a largo plazo
y sirven para diferentes trabajos que el operario vaya a realizar.
GRAFICA No 2. Comportamiento del pedido anual de la empresa HSC Ingeniería.
Fuente: Propia.
D = 2E-05x2 - 0,0134x + 3,9849R² = 0,00281
0100200300400500600
AC
ERO
SA
E…A
DA
PTA
DO
R…
AR
AN
DEL
A…
BA
RR
A T
UB
O…
BO
RN
A A
…C
AB
LE 7
HIL
OS
CA
LIB
RA
DO
R…
CA
RTU
CH
OS
CIN
TA P
ELIG
RO
CO
NEC
TOR
M…
DIS
CO
DE…
EPO
XIC
OFA
BR
ICA
CIO
N…
GA
FAS
AR
SEG
…G
RA
TA P
AR
A…
HEX
A0
8K
IT D
E SE
LLO
S…LA
MP
AR
ALU
BR
Y…M
AR
CA
DO
R…
MO
TOR
WEG
PER
FIL
OM
EGA
PIN
TUR
AP
OR
TA…
REM
AC
HA
DO
…R
OD
ILLO
DE…
SILI
CO
NA
RO
JATA
RR
O…
TOM
A U
SA…
TOR
QU
IMET
R…
UN
A C
UN
AV
OLV
EDO
R
73
3.4 PRONOSTICO APLICADO A LOS INSUMOS NACIONALES DE LA EMPRESA HSC INGENIERA Una vez analizado el comportamiento de la demanda de los insumos nacionales para la empresa
HSC Ingeniera, se evidencia que el comportamiento de su demanda es de tipo errático, debido a
que en algunos meses no existe demanda alguna de las unidades, esto quiere decir, que la demanda
llega a 0, de tal modo que el método más adecuado a aplicar es el método Croston, diseñado para
pronosticar demandas que tienen dicho comportamiento. Una vez realizado el pronóstico, se debe
tener en cuenta que éste lo que busca es equilibrar la demanda pronosticada en relación con la
demanda real con el fin de evitar no tener unidades en inventario al momento de ser requeridas.
A continuación, se presentará el pronóstico de los guantes látex y guantes tipo ingeniero, dos de
los veintidós productos pronosticados, sin embargo, los demás pronósticos se encuentran del anexo
8 al 61.
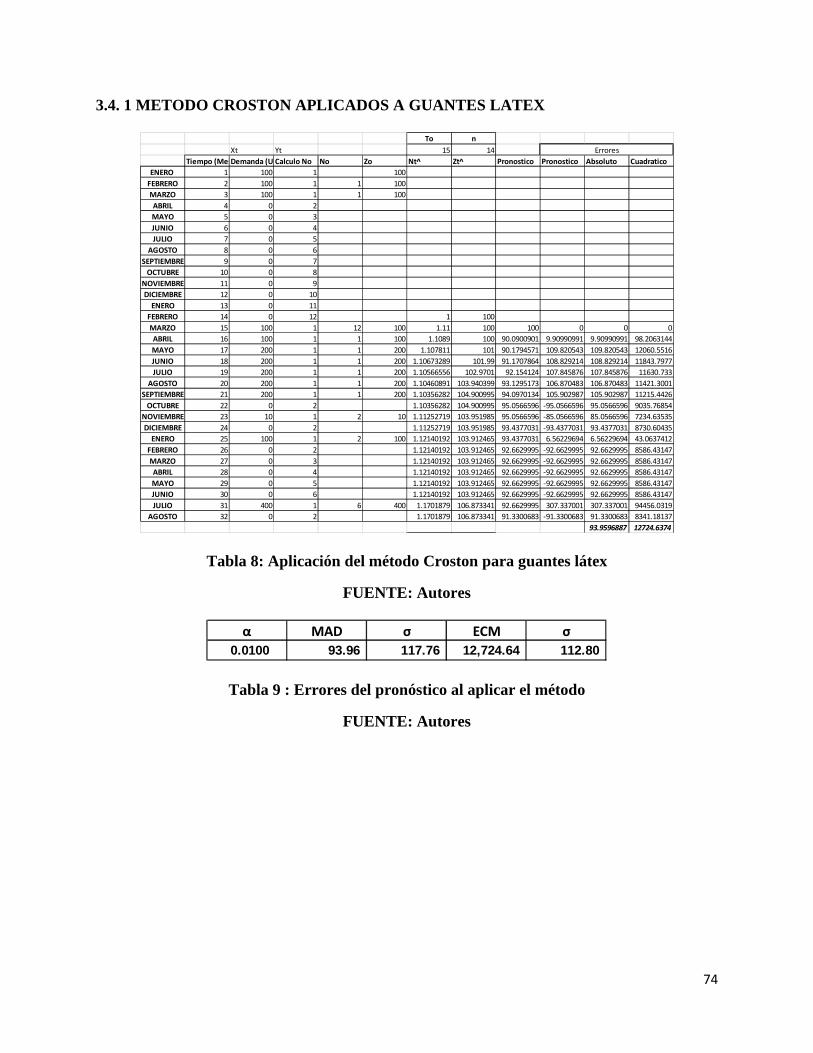
74
3.4. 1 METODO CROSTON APLICADOS A GUANTES LATEX
Tabla 8: Aplicación del método Croston para guantes látex
FUENTE: Autores
Tabla 9 : Errores del pronóstico al aplicar el método
FUENTE: Autores
To n
Xt Yt 15 14
Tiempo (Mes)Demanda (Unidades)Calculo No No Zo Nt^ Zt^ Pronostico Pronostico Absoluto Cuadratico
ENERO 1 100 1 100
FEBRERO 2 100 1 1 100
MARZO 3 100 1 1 100
ABRIL 4 0 2
MAYO 5 0 3
JUNIO 6 0 4
JULIO 7 0 5
AGOSTO 8 0 6
SEPTIEMBRE 9 0 7
OCTUBRE 10 0 8
NOVIEMBRE 11 0 9
DICIEMBRE 12 0 10
ENERO 13 0 11
FEBRERO 14 0 12 1 100
MARZO 15 100 1 12 100 1.11 100 100 0 0 0
ABRIL 16 100 1 1 100 1.1089 100 90.0900901 9.90990991 9.90990991 98.2063144
MAYO 17 200 1 1 200 1.107811 101 90.1794571 109.820543 109.820543 12060.5516
JUNIO 18 200 1 1 200 1.10673289 101.99 91.1707864 108.829214 108.829214 11843.7977
JULIO 19 200 1 1 200 1.10566556 102.9701 92.154124 107.845876 107.845876 11630.733
AGOSTO 20 200 1 1 200 1.10460891 103.940399 93.1295173 106.870483 106.870483 11421.3001
SEPTIEMBRE 21 200 1 1 200 1.10356282 104.900995 94.0970134 105.902987 105.902987 11215.4426
OCTUBRE 22 0 2 1.10356282 104.900995 95.0566596 -95.0566596 95.0566596 9035.76854
NOVIEMBRE 23 10 1 2 10 1.11252719 103.951985 95.0566596 -85.0566596 85.0566596 7234.63535
DICIEMBRE 24 0 2 1.11252719 103.951985 93.4377031 -93.4377031 93.4377031 8730.60435
ENERO 25 100 1 2 100 1.12140192 103.912465 93.4377031 6.56229694 6.56229694 43.0637412
FEBRERO 26 0 2 1.12140192 103.912465 92.6629995 -92.6629995 92.6629995 8586.43147
MARZO 27 0 3 1.12140192 103.912465 92.6629995 -92.6629995 92.6629995 8586.43147
ABRIL 28 0 4 1.12140192 103.912465 92.6629995 -92.6629995 92.6629995 8586.43147
MAYO 29 0 5 1.12140192 103.912465 92.6629995 -92.6629995 92.6629995 8586.43147
JUNIO 30 0 6 1.12140192 103.912465 92.6629995 -92.6629995 92.6629995 8586.43147
JULIO 31 400 1 6 400 1.1701879 106.873341 92.6629995 307.337001 307.337001 94456.0319
AGOSTO 32 0 2 1.1701879 106.873341 91.3300683 -91.3300683 91.3300683 8341.18137
93.9596887 12724.6374
Errores
α MAD σ ECM σ
0.0100 93.96 117.76 12,724.64 112.80

75
Grafica 3 Método Croston para Guantes de latex
FUENTE: Autores
3.4.1.2 ANALISIS DE DATOS, DE LA APLIACION DEL METO DO CROSTON PARA
GUANTES DE LATEX.
En la tabla No 8 muestra la demanda histórica de los guantes látex, en ella se puede observar que,
desde abril del 2015 a febrero del 2016, la demanda fue nula.
Al aplicar el método Croston, se obtiene que la demanda de unidades ordenadas en los próximos
meses debe ser de 90 a 93 unidades a ordenar.
Sin embargo, el MAD (promedio de errores absolutos) que se obtuvo fue de 94% con una
desviación estándar del 117,7 y el ECM (Error cuadrático medio) es de 12,7% con una desviación
estándar de 112,8 como se observa en la tabla 9 sin embargo el error cuadrático medio no es tan
alto, lo cual indica que los datos se acercan un poco más a la realidad y a una predicción acertada,
pero se debe tener en que la demanda para periodos futuros puede variar.

76
3.4.2 GUANTES TIPO INGENIERO.
Tabla 10 : Aplicación método croston para guantes tipo ingeniero
FUENTE: Autores
Tabla 11 : Errores del pronóstico en la aplicación del método
FUENTE: Autores
Grafica 4. Método de Croston para guantes tipo ingeniero.
FUENTE: Autores
To n
Xt Yt 9 8
Tiempo (Mes)Demanda (Unidades)Calculo No No Zo Nt^ Zt^ Pronostico Pronostico Absoluto Cuadratico
MARZO 1 12 1 12
ABRIL 2 3 1 1 3
MAYO 3 6 1 1 6
JUNIO 4 0 2
JULIO 5 7 1 2 7
AGOSTO 6 0 2
SEPTIEMBRE 7 0 3
OCTUBRE 8 1 1 3 1 1.75 5.8
NOVIEMBRE 9 2 1 1 2 1.7425 5.762 3.31428571 -1.31428571 1.31428571 1.72734694
DICIEMBRE 10 0 2 1.7425 5.762 3.30674319 -3.30674319 3.30674319 10.9345505
ENERO 11 0 3 1.7425 5.762 3.30674319 -3.30674319 3.30674319 10.9345505
FEBRERO 12 10 1 3 10 1.755075 5.80438 3.30674319 6.69325681 6.69325681 44.7996868
MARZO 13 17 1 1 17 1.74752425 5.9163362 3.3071977 13.6928023 13.6928023 187.492835
ABRIL 14 0 2 1.74752425 5.9163362 3.38555313 -3.38555313 3.38555313 11.46197
MAYO 15 0 3 1.74752425 5.9163362 3.38555313 -3.38555313 3.38555313 11.46197
JUNIO 16 12 1 3 12 1.76004901 5.97717284 3.38555313 8.61444687 8.61444687 74.2086948
JULIO 17 0 2 1.76004901 5.97717284 3.39602637 -3.39602637 3.39602637 11.5329951
AGOSTO 18 0 3 1.76004901 5.97717284 3.39602637 -3.39602637 3.39602637 11.5329951
5.04914371 37.6087595
Errores
α MAD σ ECM σ0.0100 5.05 6.33 37.61 6.13

77
3.4.2.1 ANALISIS DE DATOS DE LA APLIACION DEL METOD O CROSTON PARA
GUANTES TIPO INGENIERO.
Como se ve en la tabla 10 y 11 al analizar la demanda, de los guantes tipo ingeniero, se puede
observar que a pesar de que constantemente ordenan unidades, hay meses en los que la demanda
es igual a cero, al aplicar Croston el modelo arroja un valor de unidades el con el fin de estabilizar
la demanda errática el cual fue aproximadamente de 3 unidades por mes, sin embargo el MAD y
ECM obtenidos fueron 5% y 37,6% con desviaciones mínimas, lo cual indica que el pronóstico
presenta una estabilidad haciéndolo un poco más preciso en sus predicciones para futuros meses.
3.4.3 Análisis de datos general para todos los productos de tipo A: Con el fin de aportar una buena propuesta para el manejo de inventario para la empresa HSC
ingeniería, se busca pronosticar las unidades más relevantes al interior del almacén, estas son las
unidades pertenecientes al grupo A, ya que su participación respecto a las unidades B, y C es más
alta pues representa un 22% sobre las unidades totales y una participación en los costos del 79,44%
a diferencia de las B y C que representan un 15,45% y 5,11% respectivamente sobre la
participación de los costos.
Es importante reconocer que la mayoría de pronósticos hallados anteriormente no son exactos, sin
embargo, el método más pertinente para la empresa es el método de Croston ya que como dicho
anteriormente incluye demandas iguales a cero para predecir su pronóstico.
Para los productos B y C los cuales representan un total de 167 unidades se sugiere realizar
pronóstico ya que la demanda de dichas unidades es baja y por consiguiente no se piden al
proveedor con frecuencia, pues la mayoría permanecen en el almacén en un tiempo alrededor de
12 y 18 meses. Es por esto que se debe consumir el que se tiene y pedir inmediatamente para
suplir los faltantes.
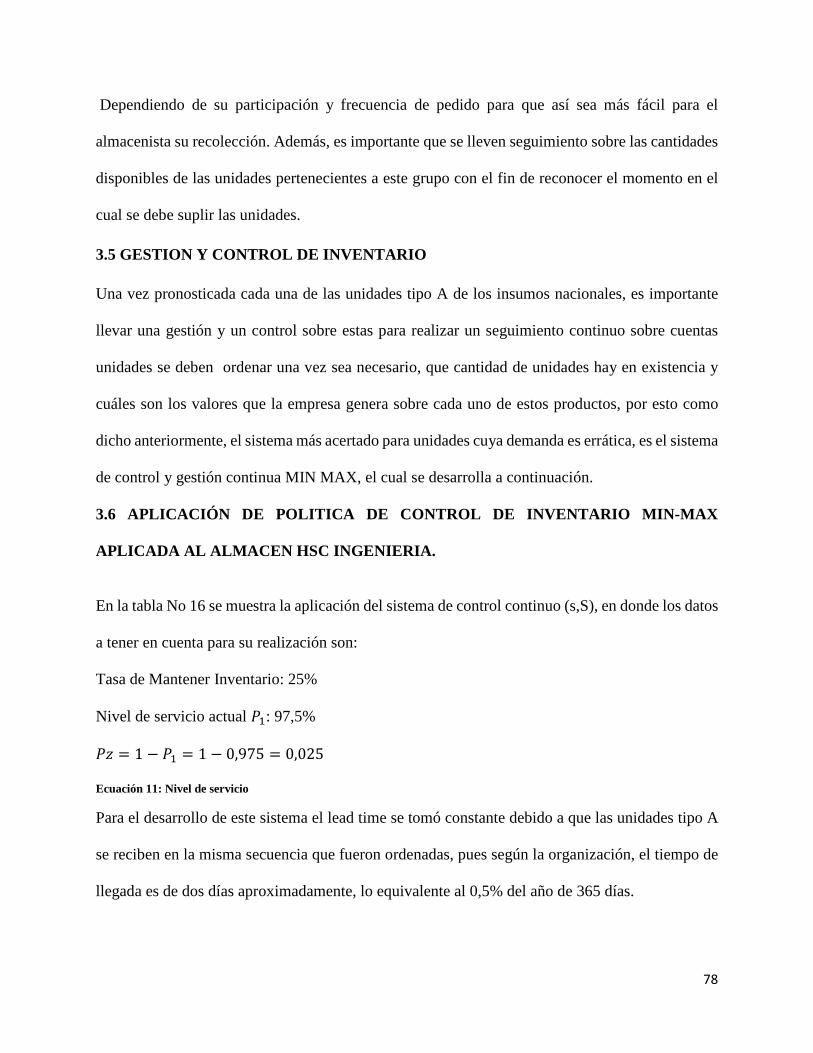
78
Dependiendo de su participación y frecuencia de pedido para que así sea más fácil para el
almacenista su recolección. Además, es importante que se lleven seguimiento sobre las cantidades
disponibles de las unidades pertenecientes a este grupo con el fin de reconocer el momento en el
cual se debe suplir las unidades.
3.5 GESTION Y CONTROL DE INVENTARIO Una vez pronosticada cada una de las unidades tipo A de los insumos nacionales, es importante
llevar una gestión y un control sobre estas para realizar un seguimiento continuo sobre cuentas
unidades se deben ordenar una vez sea necesario, que cantidad de unidades hay en existencia y
cuáles son los valores que la empresa genera sobre cada uno de estos productos, por esto como
dicho anteriormente, el sistema más acertado para unidades cuya demanda es errática, es el sistema
de control y gestión continua MIN MAX, el cual se desarrolla a continuación.
3.6 APLICACIÓN DE POLITICA DE CONTROL DE INVENTARIO MIN-MAX
APLICADA AL ALMACEN HSC INGENIERIA.
En la tabla No 16 se muestra la aplicación del sistema de control continuo (s,S), en donde los datos
a tener en cuenta para su realización son:
Tasa de Mantener Inventario: 25%
Nivel de servicio actual XD: 97,5%
X6 = 1 − XD = 1 − 0,975 = 0,025
Ecuación 11: Nivel de servicio
Para el desarrollo de este sistema el lead time se tomó constante debido a que las unidades tipo A
se reciben en la misma secuencia que fueron ordenadas, pues según la organización, el tiempo de
llegada es de dos días aproximadamente, lo equivalente al 0,5% del año de 365 días.

79
Una vez implementada la política se determina el inventario de seguridad que se debe tener en el
almacén para cada unidad tipo A para así alcanzar un nivel de servicio del 99.5%, teniendo un
0,5% de demanda no servida por cada ciclo de reposición o solicitud de unidades como se ve en
la tabla 12 en donde se implementa la politica (s.S) para los productos tipo A
Tabla 12 : Implementación de política de revisión (s,S)
Fuente autores con información dada por la empresa
Así con el plan anterior planteado, y la aplicación de las herramientas de la ingeniería propuestas
para el manejo de inventario, se espera que la organización mejore su control de inventarios y el
nivel de respuesta para el cliente interno.
Una vez aplicada la política de inventario MIN-MAX, En la tabla 13 se analiza el impacto obtenido
sobre los costos totales de las unidades hallando una diferencia de costos del inventario actual que
se encuentra en el almacén y el inventario propuesto una vez se aplica las políticas propuestas.
Clase tendencia de la demanda Item Valor item
A =Costo de
ordenar Demanda(unidad/año) Lead time Anual Q XL =(dL) K
INVENTARIO DE
SEGURIDAD SS
(K*
P
_
N
)
PUNTO DE
REORDEN
s(=dL+SS)
PUNTO MAX
S(s+Q) Gz (k) P2
A Erratica GUANTES DE LATEX $56.034,00 $347.589,78 200 0,005555556 17 112,80 8,41 1,11111111 1,96 16 18 34 0,0094 0,99525796
A Erratica LIJA TELA #150 $15.517,00 $42.822,41 102 0,005555556 9 46,4703197 3,46 0,56666667 1,96 7 7 16 0,0094 0,99616956
A Erratica WYPALL $48.275,86 $17.014,98 25 0,005555556 2 2,52 0,19 0,13888889 1,96 0 1 3 0,0094 0,99915251
A Erratica THINNER $14.000,00 $16.296,56 71 0,005555556 6 11,62 0,87 0,39444444 1,96 2 2 8 0,0094 0,99862378
A Erratica GUANTES NEOPRENO $10.344,82 $14.315,91 87 0,005555556 7 13,0775127 0,97 0,48333333 1,96 2 2 10 0,0094 0,9987362
A Erratica LIJA TELA #80 $15.517,00 $11.097,81 54 0,005555556 5 4,18108616 0,31 0,3 1,96 1 1 5 0,0094 0,99934902
A Erratica ALUMINIO $380.000,00 $16.255,79 2 0,005555556 0 0,60086477 0,04 0,01111111 1,96 0 0 0 0,0094 0,99747408
A Erratica GUANTES TIPO INGENIERO $10.344,82 $9.644,59 68 0,005555556 6 6,1325981 0,46 0,37777778 1,96 1 1 7 0,0094 0,99924176
A Erratica PAÑO INDUSTRIAL $37.931,00 $9.812,87 16 0,005555556 1 2,52 0,19 0,08888889 1,96 0 0 2 0,0094 0,9986758
A Erratica EPOXICO ROJO $113.000,00 $7.183,33 5 0,005555556 0 0,31449012 0,02 0,02777778 1,96 0 0 0 0,0094 0,99947118
A Erratica MASCARILLAS CON FILTRO $4.200,00 $7.088,59 125 0,005555556 10 10,56 0,79 0,69444444 1,96 2 2 13 0,0094 0,99928972
A Erratica DISCO FLAP 7" #60 $32.000,00 $7.255,63 15 0,005555556 1 1,93 0,14 0,08333333 1,96 0 0 2 0,0094 0,99891822
A Erratica LUBRICANTE 556 $20.689,65 $5.511,48 18 0,005555556 2 2,16 0,16 0,1 1,96 0 0 2 0,0094 0,99899109
A Erratica THINNER FINO $22.000,00 $5.454,27 15 0,005555556 1 2,51 0,19 0,08333333 1,96 0 0 2 0,0094 0,99859313
A Erratica PLASTICO AL VACIO $40.000,00 $7.628,37 8 0,005555556 1 2,94 0,22 0,04444444 1,96 0 0 1 0,0094 0,9969102
A Erratica protectores auditivos desechables $1.034,00 $3.891,14 295 0,005555556 25 18,9 1,41 1,63888889 1,96 3 4 29 0,0094 0,99946134
A Erratica LIJA N° 240 $1.400,00 $4.258,59 200 0,005555556 17 26,244533 1,96 1,11111111 1,96 4 5 22 0,0094 0,99889673
A Erratica REMOVEDOR DE PINTURA $39.655,00 $4.166,01 7 0,005555556 1 0,88 0,07 0,03888889 1,96 0 0 1 0,0094 0,99894304
A Erratica GUANTES APRUEBA DE ACIDO $12.931,00 $3.325,11 18 0,005555556 2 1,9068441 0,14 0,1 1,96 0 0 2 0,0094 0,99910933
A Erratica LOCTITE 290 $111.207,00 $11.089,76 2 0,005555556 0 2,16 0,16 0,01111111 1,96 0 0 0 0,0094 0,99091978
P1 PQ

80
Tabla 13 : Impacto obtenido sobre los costos totales una vez aplicada la política (s,S)
Fuente: autores con información suministrada por la empresa
Item Valor del
item
Inventario
actual
Inventario
con politica
min.max
Valor
inventario
actual
Valor
inventario
porpuesto
Diferencia
GUANTES DE LATEX $56,034.00 200 34 $ 11,206,800.00 $ 1,919,569.11 $ 9,287,230.89
LIJA TELA #150 $15,517.00 102 16 $ 1,582,734.00 $ 246,029.87 $ 1,336,704.13
WYPALL $48,275.86 25 3 $ 1,206,896.50 $ 125,052.26 $ 1,081,844.24
THINNER $14,000.00 71 8 $ 994,000.00 $ 112,125.14 $ 881,874.86
GUANTES NEOPRENO $10,344.82 87 10 $ 899,999.34 $ 99,763.63 $ 800,235.71
LIJA TELA #80 $15,517.00 54 5 $ 837,918.00 $ 83,959.60 $ 753,958.40
ALUMINIO $380,000.00 2 0 $ 760,000.00 $ 100,912.03 $ 659,087.97
GUANTES TIPO INGENIERO $10,344.82 68 7 $ 703,447.76 $ 71,796.72 $ 631,651.04
PAÑO INDUSTRIAL $37,931.00 16 2 $ 606,896.00 $ 67,910.47 $ 538,985.53
EPOXICO ROJO $113,000.00 5 0 $ 565,000.00 $ 55,413.87 $ 509,586.13
MASCARILLAS CON FILTRO $4,200.00 125 13 $ 525,000.00 $ 53,146.04 $ 471,853.96
DISCO FLAP 7" #60 $32,000.00 15 2 $ 480,000.00 $ 51,689.17 $ 428,310.83
LUBRICANTE 556 $20,689.65 18 2 $ 372,413.70 $ 39,632.14 $ 332,781.56
THINNER FINO $22,000.00 15 2 $ 330,000.00 $ 37,400.41 $ 292,599.59
PLASTICO AL VACIO $40,000.00 8 1 $ 320,000.00 $ 45,624.60 $ 274,375.40
protectores auditivos desechables $1,034.00 295 29 $ 305,030.00 $ 29,968.75 $ 275,061.25
LIJA N° 240 $1,400.00 200 22 $ 280,000.00 $ 30,256.57 $ 249,743.43
REMOVEDOR DE PINTURA $39,655.00 7 1 $ 277,585.00 $ 29,772.23 $ 247,812.77
GUANTES APRUEBA DE ACIDO $12,931.00 18 2 $ 232,758.00 $ 24,291.79 $ 208,466.21
LOCTITE 290 $111,207.00 2 0 $ 222,414.00 $ 54,861.94 $ 167,552.06

81
CAPITULO 4
En este capítulo 4, se realizara una propuesta de codificación de unidades para un posterior
almacenamiento basado en Picking que se aplicará a la empresa, esto con el fin de generar una
mejora para el almacén de HSC Ingeniería, ya que una vez establecida la clasificación de productos
A,B,C y la política de control de inventarios, es importante un almacenamiento estratégico
teniendo en cuenta que las unidades serán ubicadas en las estanterías establecidas, y de una forma
cercana o lejana a la puerta dependiendo de su clasificación y demanda y recolección.
PLAN DE MEJORA QUE LE PERMITA A LA EMPRESA TENER UN CONTROL DE ALMACENAMIENTO DE LAS UNIDADES. 4.1 CODIFICACIÓN Los almacenes cuentan con muchos productos por eso es importante conocer que cantidad de
mercancía existe y donde se encuentra. La codificación ayuda a identificar los productos y se puede
realizar mediante números o letras.
Los productos del almacén de la empresa, se codificarán respecto a su clasificación inicial (ABC)
seguido por la estantería donde se ubicarán, su grupo, y 5 dígitos (letras o números)
correspondientes al nombre del producto, como se muestra en la tabla 14.
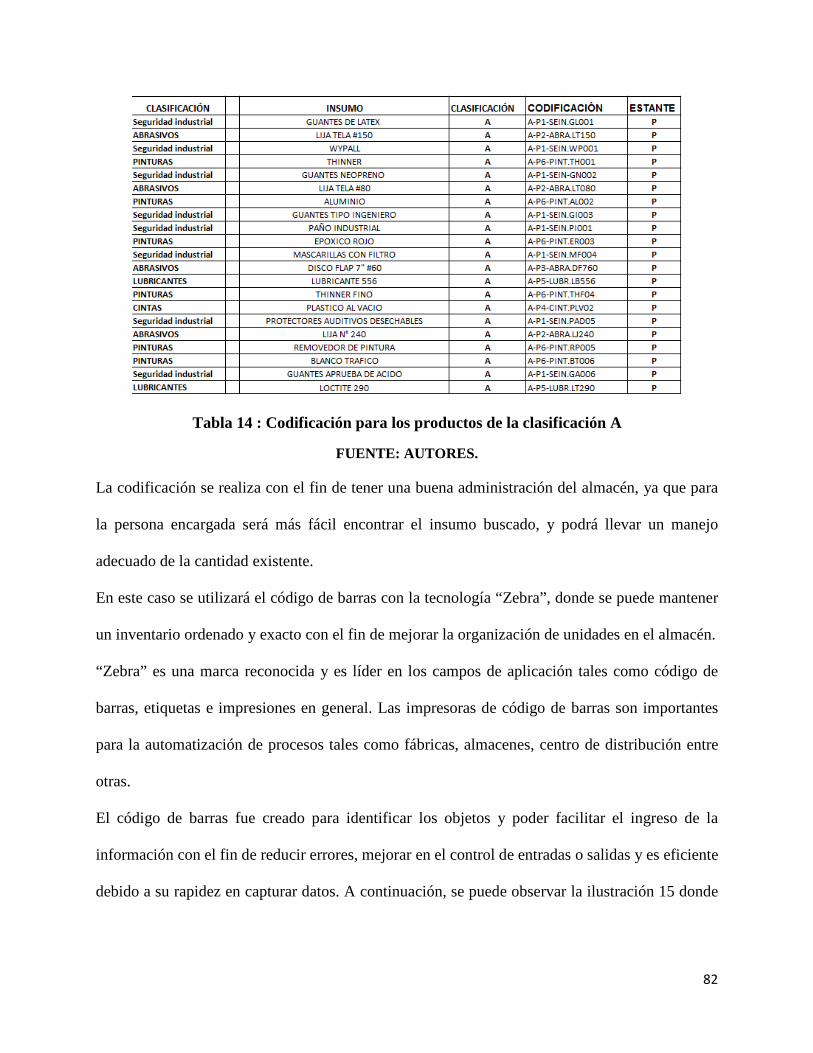
82
Tabla 14 : Codificación para los productos de la clasificación A
FUENTE: AUTORES.
La codificación se realiza con el fin de tener una buena administración del almacén, ya que para
la persona encargada será más fácil encontrar el insumo buscado, y podrá llevar un manejo
adecuado de la cantidad existente.
En este caso se utilizará el código de barras con la tecnología “Zebra”, donde se puede mantener
un inventario ordenado y exacto con el fin de mejorar la organización de unidades en el almacén.
“Zebra” es una marca reconocida y es líder en los campos de aplicación tales como código de
barras, etiquetas e impresiones en general. Las impresoras de código de barras son importantes
para la automatización de procesos tales como fábricas, almacenes, centro de distribución entre
otras.
El código de barras fue creado para identificar los objetos y poder facilitar el ingreso de la
información con el fin de reducir errores, mejorar en el control de entradas o salidas y es eficiente
debido a su rapidez en capturar datos. A continuación, se puede observar la ilustración 15 donde

83
se aplica el código de barras a un producto del almacén de la empresa, en este caso los guates de
látex del grupo de seguridad industria.
Ilustración 14:Ejemplo de codificación
FUENTE: PROPIA
Con una adecuada clasificación en el almacén, se pueden identificar rápidamente los productos
faltantes, daños, se puede reducir costos, mejorar el servicio al cliente y garantizar un seguimiento
adecuado de los materiales entrantes.
La tecnología inalámbrica permite una comunicación confiable y clara, garantizando precisión en
el almacén. El personal encargado puede obtener y enviar información en tiempo real de los
productos desde cualquier lugar del almacén HSC. Escanear el código de barras del producto
mostrará una ubicación exacta de la estantería y el lugar donde se debe colocar el material, evitando
perdida en el daño de los productos, eliminando errores, acelerando el archivado y disminuyendo
tiempos del empleado. Con la aplicación Zebra las personas encargadas del almacén pueden
trabajar de forma más rápida.
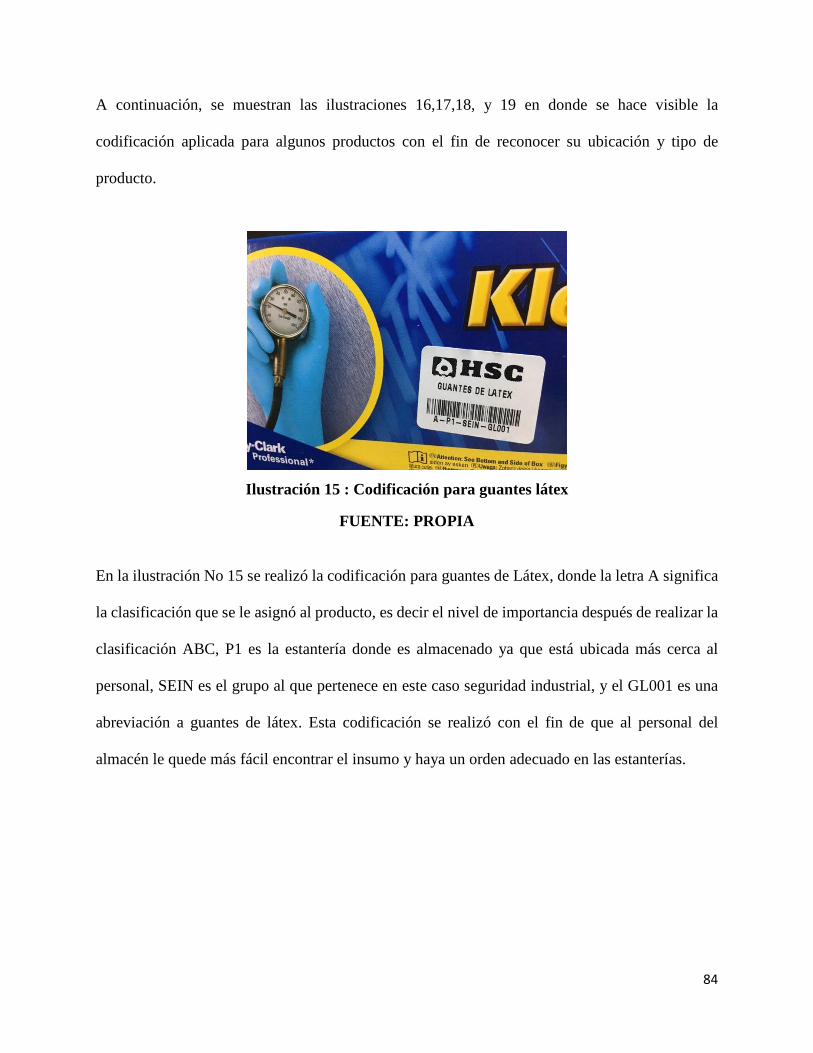
84
A continuación, se muestran las ilustraciones 16,17,18, y 19 en donde se hace visible la
codificación aplicada para algunos productos con el fin de reconocer su ubicación y tipo de
producto.
Ilustración 15 : Codificación para guantes látex
FUENTE: PROPIA
En la ilustración No 15 se realizó la codificación para guantes de Látex, donde la letra A significa
la clasificación que se le asignó al producto, es decir el nivel de importancia después de realizar la
clasificación ABC, P1 es la estantería donde es almacenado ya que está ubicada más cerca al
personal, SEIN es el grupo al que pertenece en este caso seguridad industrial, y el GL001 es una
abreviación a guantes de látex. Esta codificación se realizó con el fin de que al personal del
almacén le quede más fácil encontrar el insumo y haya un orden adecuado en las estanterías.
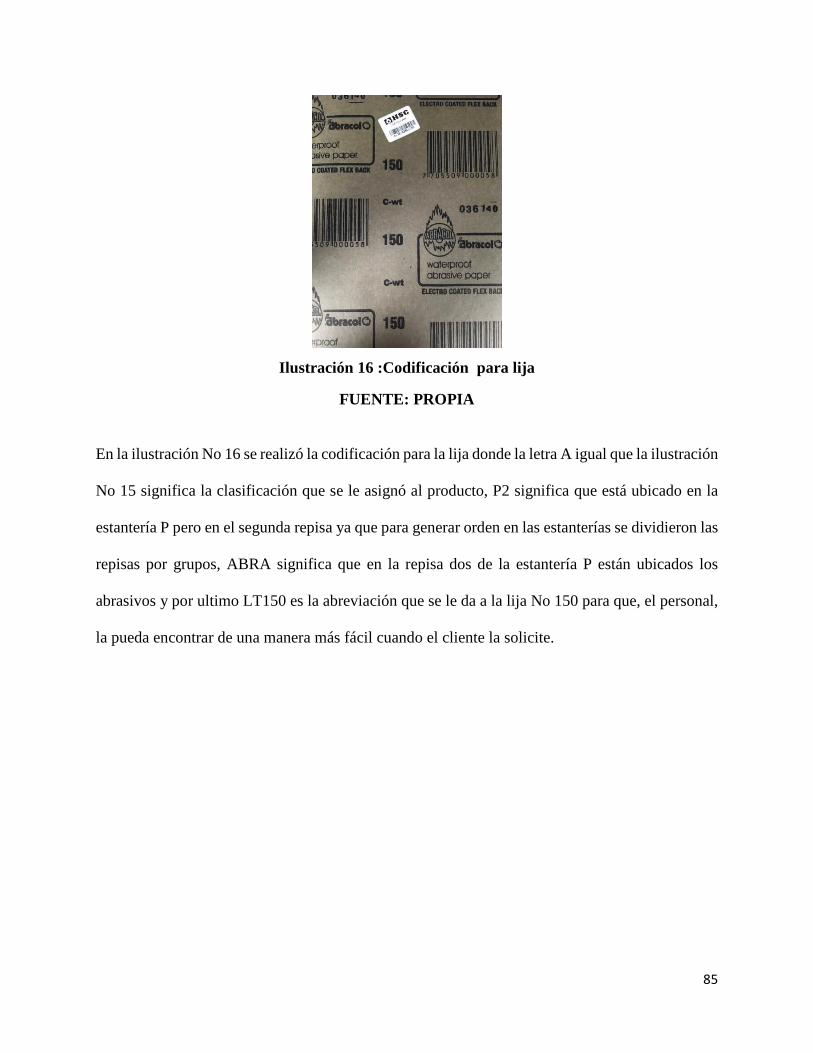
85
Ilustración 16 :Codificación para lija
FUENTE: PROPIA
En la ilustración No 16 se realizó la codificación para la lija donde la letra A igual que la ilustración
No 15 significa la clasificación que se le asignó al producto, P2 significa que está ubicado en la
estantería P pero en el segunda repisa ya que para generar orden en las estanterías se dividieron las
repisas por grupos, ABRA significa que en la repisa dos de la estantería P están ubicados los
abrasivos y por ultimo LT150 es la abreviación que se le da a la lija No 150 para que, el personal,
la pueda encontrar de una manera más fácil cuando el cliente la solicite.
86
Ilustración 17: Codificación para guantes de carnaza cortos
FUENTE: PROPIA
En la ilustración No 17 se realizó la codificación a los guantes de carnaza cortos, son productos
que el personal de HSC utiliza, pero no a diario, por esta razón se le dio la clasificación B. Se da
la abreviación GCC para que no haya confusión con otros tipos de guantes que tienen en el
almacén.
Ilustración 18: Codificación para soldadura 7018
FUENTE: PROPIA

87
En la ilustración No 18 se realizó la codificación para la soldadura donde la letra C es la
clasificación que se asignó al ser un producto que tiene poca demanda, J es la estantería más de
los productos nacionales más lejana al almacenista, SOLD fue el grupo que se le dio a la Soldadura
y el SO532 es la abreviación que le se da para que el personal del almacén la pueda encontrar de
una manera más rápida.
4.2 ALMACENAMIENTO “Para el almacenamiento el material a utilizar en el proceso productivo debe cumplir los siguientes
requisitos” (Fernandez,1977):
- Cantidad: debe disponer de la cantidad necesaria para la del servicio deseado
- Calidad: debe ser la especificada o establecida como conveniente
- Oportunidad; ubicación en lugar deseado para el mejor transito
- Precio: precio más económico para requisitos anteriores.
Así el almacenamiento es de gran relevancia para una organización ya que permite la coordinación
entre el suministro y la demanda de ella.
Al interior del almacén se debe cumplir que:
- Los estantes sean anchos y profundos.
- Se aproveche la altura máxima que permita el techo de la bodega y la estabilidad de la
carga.
- Los pasadizos son estrechos
- El tiempo adicional para el manejo de la carga se compensa con mayor utilización del
espacio.
La empresa HSC INGENIERIA, al contar con un almacén o bodega propia posee ventajas las
cuales se deben aprovechar, como tener un mayor control general para satisfacer el nivel de
88
servicio deseado y una mayor disponibilidad de espacio al cual se le puede dar diferente uso. De
la misma manera existen desventajas como la alta inversión de capital, mayores costos de
operación y dificultad para cambios estratégicos de espacio.
Trafico de materiales
“Así para realizar el proceso de almacenamiento es necesaria la reunión de materiales,
hombres, y dispositivos, esto exige el movimiento de alguno de ellos, comúnmente el del
material.” (Fernandez,1977)
El tráfico de materiales está definido por la ruta o camino a recorrer; viajes a realizar y carga
transportada.
Las consideraciones sobre el factor tráfico, se agrupan de la siguiente forma:
-Zonas de entrada de material: son el comienzo del flujo de materiales y cualquiera que sea
el procedimiento. Se atienden a las zonas de acceso, situación y capacidad de las puertas,
situación de vehículos de espera durante la descarga sin interrumpir.
-Zonas de salida: Puntos finales del tráfico y clave del mismo. Debe atenderse especialmente
al predominio de otros almacenes, usuarios internos del almacén, o expedición de productos a
clientes. Además, debe tenerse en cuenta el despacho de usuarios lo cual puede requerir de una
ventanilla o mostrador. Establecimiento de reparto y su funcionamiento.
-Rutas internas: el material normalmente no se mueve solo, por eso debe considerarse el
espacio necesario para el libre movimiento del personal con su carga dentro de los almacenes.
Los pasillos deben tener amplitud necesaria sin desperdicios y sin generar embotellamientos.
En el caso de la empresa HSC, el material es movido por el operario.

89
- Frecuencias: “se refieren al número de viajes o de servicios a realizar en cada almacén en
conjunto distribuidas tanto a la entrada como a la salida de materiales, por lo tanto la frecuencia
de salida es mayor a la frecuencia de llegada.”
-Simplificación y manejo de materiales: “Dentro del almacén se incluyen operaciones de
carga y descarga colocación y descolocación, y movimiento de materiales que se realizan en
el proceso de producción.” (Fernandez,1977)
Después de codificar los productos y las estanterías, el paso siguiente es almacenarlos. Las
referencias A, deben estar en lugares (estanterías) de fácil y rápida accesibilidad. Estas zonas deben
contar con ventajas en la ubicación respecto a otras unidades.
Las referencias B en lugares con accesibilidad media.
Las referencias C, son unidades que solo producen el 5% de salida, donde se deben poner en una
zona aparte para así minimizar el espacio ocupado.
Para identificar los productos en el almacén y poder minimizar el tiempo en el momento de
búsqueda se tener en cuenta lo siguiente:
• Las letras deben ser grandes y en negrilla.
• Los códigos de colores
• Evitar números o colores parecidos en las estanterías adyacentes.
En la ilustración 20 se puede observar la propuesta de mejora del almacén de la compañía HSC
Ingeniería:

90
Ilustración 19 : Vista frontal de la empresa HSC ingeniería
FUENTE: HSC Ingeniería
La ilustración 20, es un plano global del almacén de la compañía, donde están ubican los productos
importados y los productos nacionales según la clasificación ABC hallada. Las estanterías azules
serán dividas desde la letra A-I y se ubicaran los productos importados, las amarillas corresponden
a las herramientas, las dos estanterías rojas solo se colocarán los productos importados que estén
separados para los clientes y en las estanterías Verdes se ubicaran los insumos nacionales.
En cada estantería como se mencionó anteriormente se le asigna una letra y en cada columna estará
la letra con su número correspondiente. Ejemplo de ello es el caso de los INSUMOS
NACIONALES con las letras son J, K , M P.
En las ilustraciones 21 y 22 se muestran las estanterías de color verde donde se ubicarán los
insumos nacionales que ya han sido clasificados.
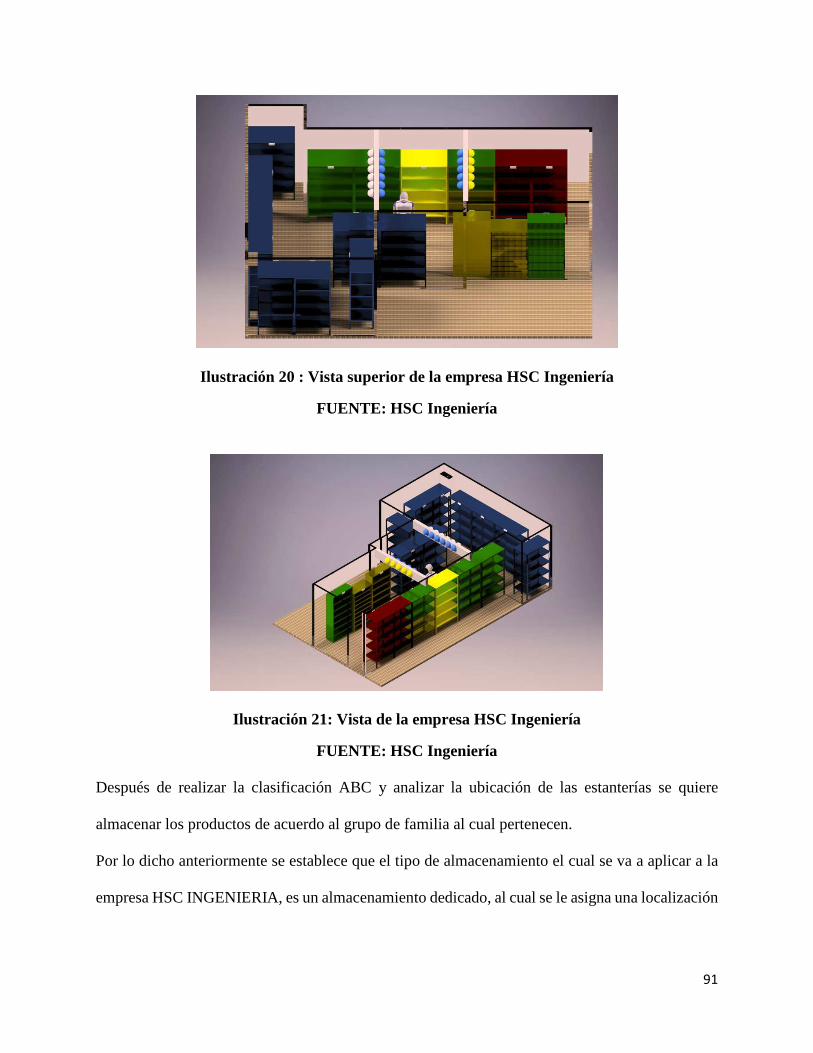
91
Ilustración 20 : Vista superior de la empresa HSC Ingeniería
FUENTE: HSC Ingeniería
Ilustración 21: Vista de la empresa HSC Ingeniería
FUENTE: HSC Ingeniería
Después de realizar la clasificación ABC y analizar la ubicación de las estanterías se quiere
almacenar los productos de acuerdo al grupo de familia al cual pertenecen.
Por lo dicho anteriormente se establece que el tipo de almacenamiento el cual se va a aplicar a la
empresa HSC INGENIERIA, es un almacenamiento dedicado, al cual se le asigna una localización

92
fija a cada ítem, basados en la actividad o nivel de inventario. Así se ubican en estanterías
dependiendo del tipo de producto y la cercanía o lejanía a la entrada del almacén.
4.3 ANALISIS DE ALMACENAMIENTO EN EL PLANO a continuación, se muestra en la ilustración 23 el plano del almacén donde se hace evidente la
clasificación de unidades ABC, dependiendo de los resultados obtenidos, de modo que las
unidades A de mayor demanda será ubicadas más cerca de la entrada y las C más lejanas.
Sin embargo, a pesar de que la clasificación ABC no es apta para aplicarla en almacenamiento
debido a que es mas favorable tener en cuenta el concepto de Rotación o COI, para el caso del
almacenamiento en el almacén de la empresa HSC Ingeniería se toma la clasificación ABC como
referencia de medida para el almacenamiento, debido a que el almacen maneja pequeñas
cantidades de unidades en el almacén, y la cantidad de unidades demandadas es mínima. Asi por
efectos del diseño del método a implementar para una mejor organización del almacén se
implemento este criterio.
Ilustración 22 Clasificación de unidades
Fuente: HSC Ingeniería
93
Además de esto dichas unidades se clasificaron dependiendo del grupo de productos al cual
pertenecen y su clasificación, esto con el fin de cumplir los principios del picking los cuales son:
- No reciba lo que puede ser despachado directamente
- Reprocese la información de recepción
- Considere el despacho inmediato de lo que recibe (en caso de aplicar crossdocking)
- Evite posibles actividades de apilado e inspección
- Prepare los productos para su eventual envió
- Ordene los productos de acuerdo a su zona de almacenamiento y secuencia de
procesamiento.
- Combine, en lo posible, las actividades de almacenamiento y recolección.
(Vidal Holguín 2009)
4.4 RECORRIDO DE ALMACENISTA
En la ilustración 24, se muestra el recorrido propuesto para el almacenista en donde lo ideal
sería que se realizara sin ningún cruce y con el mínimo número de paradas como lo plantean
los principios del picking.
El picking es una de las actividades más complejas al interior de una bodega típica, ya que
incluye recepción, almacenamiento y despacho. Dicha estrategia al aplicarla en el almacén de
la empresa HSC ingeniería permite despachar un mayor número de órdenes con mayor
frecuencia a una máxima precisión posible. Igualmente permitirá estandarizar el número de
unidades en inventario mejorando las actividades de recepción y recolección de órdenes ya que
no incurre en gastos elevados o incremento de personal en el almacén. (Vidal Holguín 2009)
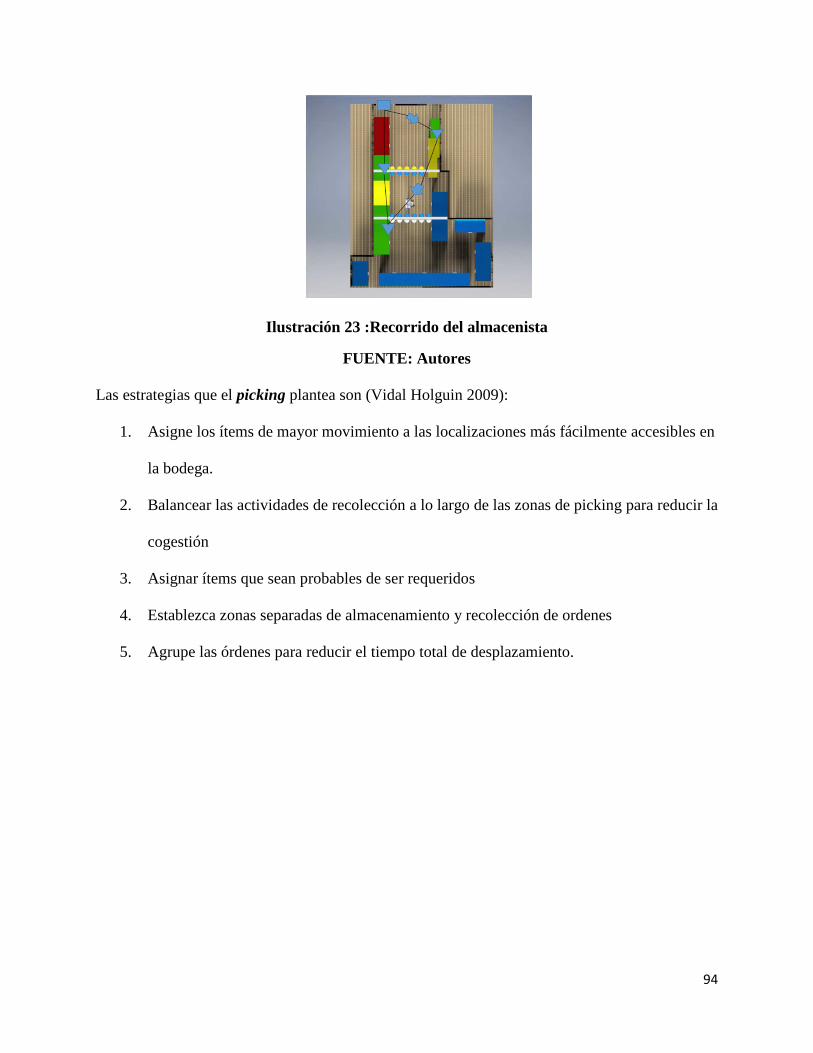
94
Ilustración 23 :Recorrido del almacenista
FUENTE: Autores
Las estrategias que el picking plantea son (Vidal Holguin 2009):
1. Asigne los ítems de mayor movimiento a las localizaciones más fácilmente accesibles en
la bodega.
2. Balancear las actividades de recolección a lo largo de las zonas de picking para reducir la
cogestión
3. Asignar ítems que sean probables de ser requeridos
4. Establezca zonas separadas de almacenamiento y recolección de ordenes
5. Agrupe las órdenes para reducir el tiempo total de desplazamiento.
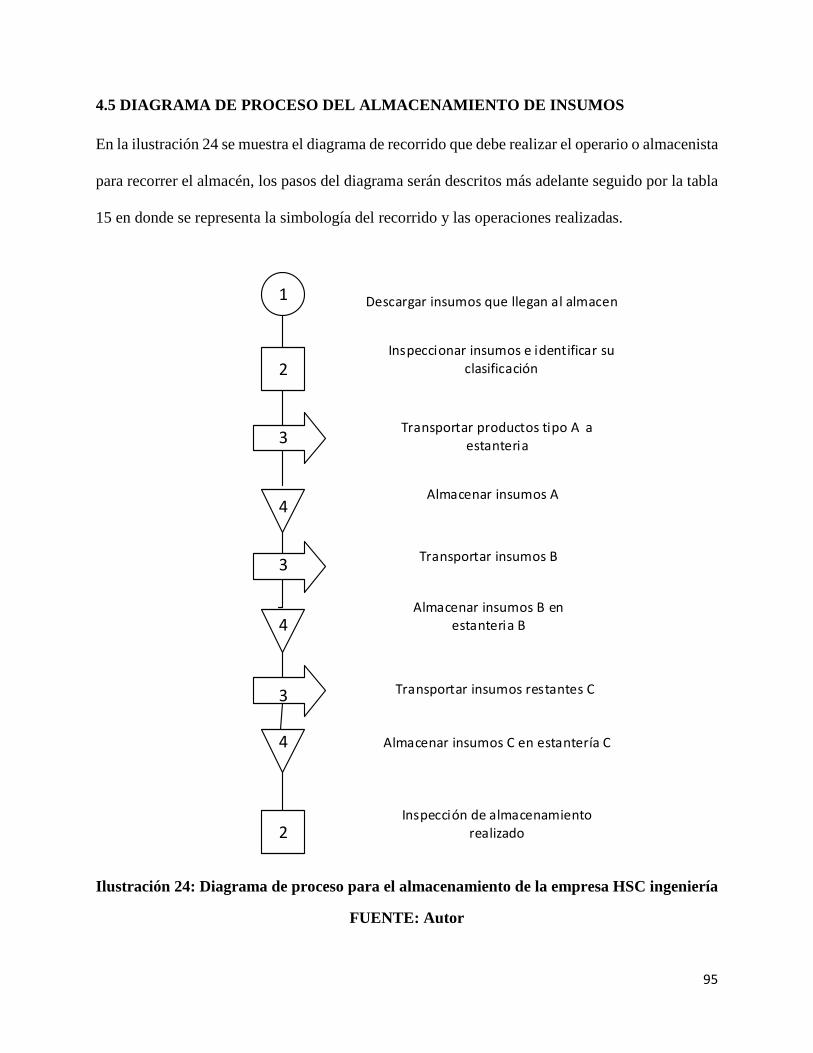
95
4.5 DIAGRAMA DE PROCESO DEL ALMACENAMIENTO DE INSUM OS En la ilustración 24 se muestra el diagrama de recorrido que debe realizar el operario o almacenista
para recorrer el almacén, los pasos del diagrama serán descritos más adelante seguido por la tabla
15 en donde se representa la simbología del recorrido y las operaciones realizadas.
1
2
3
4
3
4
3
4
2
Descargar insumos que llegan al almacen
Inspeccionar insumos e identificar su clasificación
Transportar productos tipo A a estanteria
Almacenar insumos A
Transportar insumos B
Almacenar insumos B en estanteria B
Transportar insumos restantes C
Almacenar insumos C en estantería C
Inspección de almacenamiento realizado
Ilustración 24: Diagrama de proceso para el almacenamiento de la empresa HSC ingeniería
FUENTE: Autor

96
Tabla 15 : Simbología de diagrama de recorrido
Fuente: Autores Diagrama de recorrido:
4.5.1 Paso 1 Descarga de insumos: El paso inicial de este proceso es la descarga de los insumos que llegan al almacén de la empresa,
el cual consisten en descargar todo el producto y organizarlo para ser almacenado en el almacén
según el grupo de productos al cual pertenezca.
4.5.2 Paso 2 Inspeccionar insumos: Una vez descargado los insumos, estos deben ser inspeccionados con el fin de que el material
ordenado sea el mismo que se va a almacenar, además se debe verificar que dichos productos se
encuentren en buen estado.
4.5.3 Paso 3 Transportar insumos: Consiguiente al paso 2 y 3, los insumos deben ser transportados a la estantería más cercana a la
entrada del almacén, con el fin de reducir la distancia recorrida por el almacenista para almacenar
los respectivos productos.
OPERACIONES CANTIDAD SIMBOLOS
Inicio de operación 1
Almacenamiento 3
Inspeccion 2
Transporte 3

97
4.5.4 Paso 4 Almacenamiento de insumos A: En este paso, los insumos tipo A son almacenados en la estantería más cercana a la entrada del
almacén, esto es debido a que son las unidades de producto que más requieren en la empresa, por
lo cual por facilidad del almacenista requiere prioridad al momento de almacenarla.
4.5.5 Paso 5 Transporte de insumos: En este paso, los insumos restantes que no fueron almacenados, se transportan a las demás
estanterías con el fin de ser almacenados.
4.5.6 Paso 6 Almacenamiento de insumos B: En este paso las unidades que no tiene gran participación en los costos totales ni en la cantidad de
unidades, son almacenadas en la estantería que se encuentra en el punto medio del almacén.
4.5.7 Paso 7 Transporte de insumos: Finalmente, de transportan los insumos tipo C a su respectiva estantería
4.5.8 Paso 8 Almacenamiento de insumo tipo C: En este paso se almacenan las unidades que no tienen repercusión alguna en el manejo del almacén,
esto es debido a que no son unidades cuya demanda sea alta, por lo cual se debe tener en cuenta
que no se realizaran pedidos de dichas unidades frecuentemente, por lo cual el operario no tendrá
que almacenar unidades tipo C con la misma frecuencia que la A.
4.5.9 Paso 9 Inspección del almacenamiento realizado: Una vez las unidades sean almacenadas en su totalidad, se verifica que hayan quedado en el lugar
correspondiente y de la misma manera sean inventariados en la herramienta informática, con el fin
de tener en la base de datos la cantidad de insumos presentes en el inventario.
98
Una vez establecido el proceso que el almacenista debe llevar a cabo, se busca reducir los tiempos
de espera del cliente, por lo cual se propone una secuenciación de una estantería a otra en donde
no haya cruces, ni congestión. Según los modelos se dice que el modelo adecuado de secuenciación
es en forma de herradura, sin embargo, en el almacén de la empresa HSC INGENIERIA, no cuenta
con suficiente espacio para generar esta secuencia, de modo que establece el recorrido mostrado
en la ilustración 24. En este caso el recorrido seria de la estantería A,C,y B. (Vidal Holguín 2009)
.

99
CAPITULO 5
Una vez planteada la propuesta a la empresa, esta quiso implementarla con el fin de analizar si era
posible lograr una mejora, sin embargo, no la implementaron en su totalidad, pero si notaron que
se lograban mejoras descritas en este capítulo.
Con la implementación de la propuesta planteada la organización podrá satisfacer la demanda del
cliente interno de una manera más rápida ya que es posible reconocer la ubicación especifica de
las unidades, la cantidad de unidades en existencia y el momento en el cual se debe ordenar
producto para que no haya faltantes y se satisfaga la demanda.
5.1 EVALUACIÓN DE LA PROPUESTA DE MEJORA Este capítulo principalmente se enfoca en la evaluación de la propuesta planteada en el capítulo
anterior respecto a la clasificación de unidades en los grupos A, B y C, manejo de inventarios,
pronóstico de unidades y diseño de almacenamiento, en el almacén de la empresa en donde después
de aplicar la propuesta de mejora se pretende realizar una comparación del estado en que se
encontraba y de cómo quedo en el momento de rediseñar este espacio de la empresa.
Después de analizar el estado inicial de la organización HSC INGENIERIA, uno de los principales
problemas que se hacía evidente en su interior era la organización y reconocimiento de las
unidades, por lo cual se propuso rediseñar el sistema de almacenamiento y control de inventarios
que esta llevaba.
Como explicado a lo largo del trabajo de grado, la empresa HSC INGENIERIA en un comienzo
no disponía de información real sobre las unidades almacenadas en el almacén, de la misma manera
el almacenista no disponía del uso de la herramienta informática la cual le servía de ayuda para
llevar un control de inventario un poco más cercano a la realidad de unidades las cuales disponía.
Por lo cual las unidades del almacén no estaban ubicadas estratégicamente con el fin de
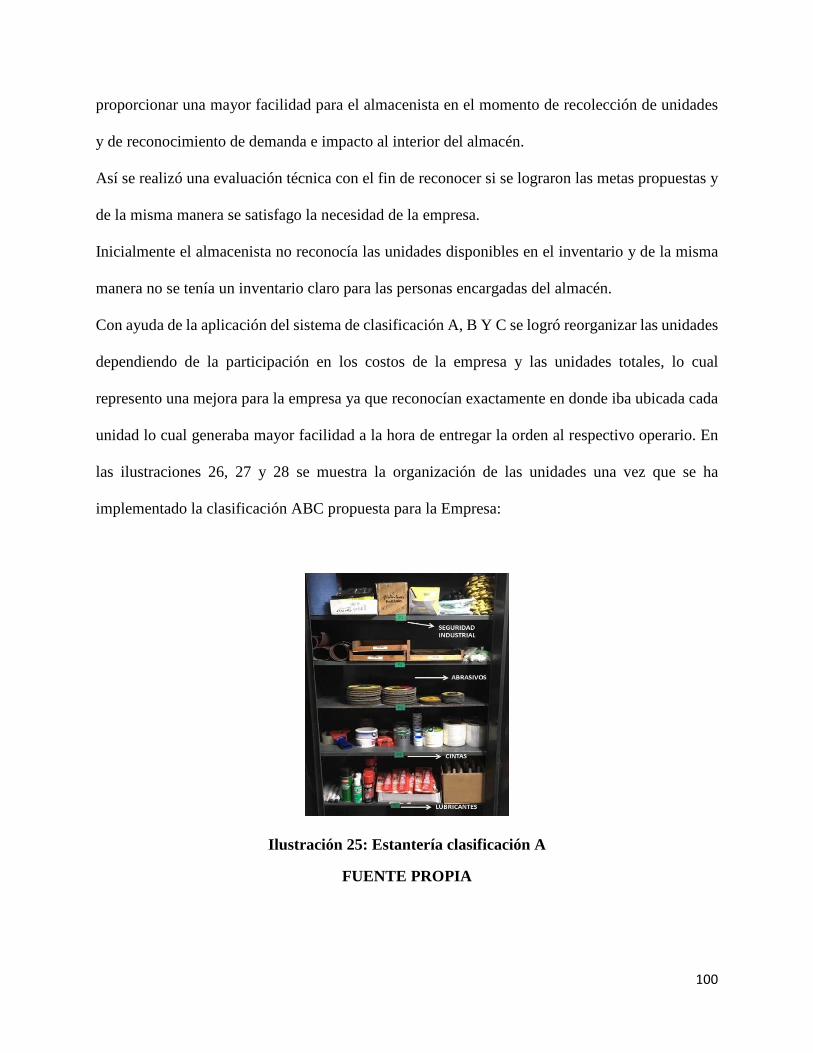
100
proporcionar una mayor facilidad para el almacenista en el momento de recolección de unidades
y de reconocimiento de demanda e impacto al interior del almacén.
Así se realizó una evaluación técnica con el fin de reconocer si se lograron las metas propuestas y
de la misma manera se satisfago la necesidad de la empresa.
Inicialmente el almacenista no reconocía las unidades disponibles en el inventario y de la misma
manera no se tenía un inventario claro para las personas encargadas del almacén.
Con ayuda de la aplicación del sistema de clasificación A, B Y C se logró reorganizar las unidades
dependiendo de la participación en los costos de la empresa y las unidades totales, lo cual
represento una mejora para la empresa ya que reconocían exactamente en donde iba ubicada cada
unidad lo cual generaba mayor facilidad a la hora de entregar la orden al respectivo operario. En
las ilustraciones 26, 27 y 28 se muestra la organización de las unidades una vez que se ha
implementado la clasificación ABC propuesta para la Empresa:
Ilustración 25: Estantería clasificación A
FUENTE PROPIA
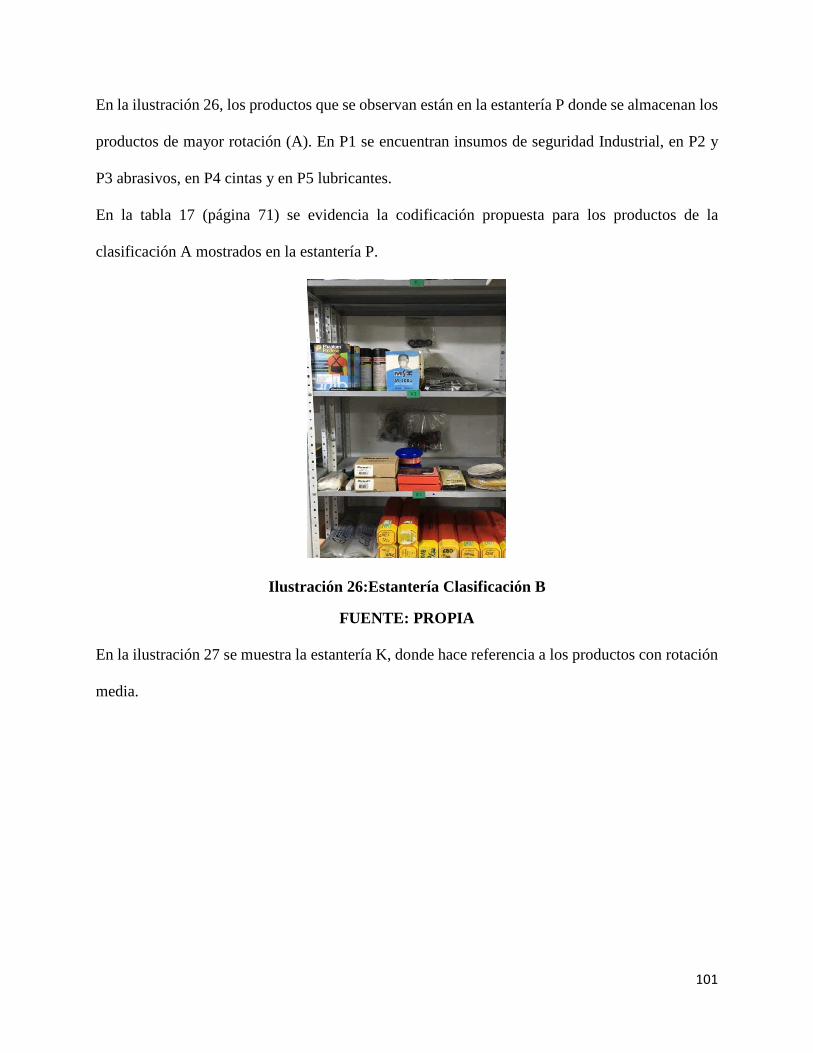
101
En la ilustración 26, los productos que se observan están en la estantería P donde se almacenan los
productos de mayor rotación (A). En P1 se encuentran insumos de seguridad Industrial, en P2 y
P3 abrasivos, en P4 cintas y en P5 lubricantes.
En la tabla 17 (página 71) se evidencia la codificación propuesta para los productos de la
clasificación A mostrados en la estantería P.
Ilustración 26:Estantería Clasificación B
FUENTE: PROPIA
En la ilustración 27 se muestra la estantería K, donde hace referencia a los productos con rotación
media.

102
Ilustración 27: Estantería Clasificación B
FUENTE: PROPIA
En la ilustración 28 se observan los productos en la estantería M, donde igual que la ilustración 26
hace referencia la clasificación B.

103
CAPITULO 6
CONCLUSIONES Y RECOMENDACIONES
6.1 CONCLUSIÓNES Según la situación analizada en el almacén HSC Ingeniería y la propuesta planteada de puede
concluir que:
- Por medio de una visita inicial y un análisis al almacén de la empresa HSC Ingeniería fue
posible identificar los principales problemas que se presentaban con los productos
nacionales, los cuales estaban basados en un mal manejo de inventario y almacenamiento,
no existía un orden adecuado al momento de almacenar los productos así que no se sabía
con exactitud la cantidad de cada unidad. A partir del reconocimiento de unidades se logró
identificar el comportamiento de la demanda y la política de inventario a aplicar.
- Después de la información suministrada por la empresa se identificó el método a
implementar basado en la clasificación ABC, en donde se analizaron los valores y la
demanda de los productos para su posterior clasificación, la cantidad de unidades tipo A
fue de un 12%, tipo B 18% y tipo C 70%. Con estos porcentajes se obtiene que la
participación en (Valor) para la empresa es de 79,44% para los productos A, a diferencia
de los B y C cuya participación es de 15,45 y 5,115 respectivamente.
Al analizar el comportamiento de la demanda de los productos se concluye que la
organización maneja demanda errática por lo tanto se trabaja el método de pronósticos de
Croston y por consiguiente un sistema de control de inventarios min-Max. Al aplicar este
sistema se logra establecer un mejor control sobre el inventario tipo A, pues a partir de un
nivel de servicio inicialmente del 97,5% se alcanza a obtener un nivel de servicio de 99,8%,

104
logrando un 0,2% de demanda no servida. Por otro lado, fue posible hallar los costos de
ordenamiento para cada unidad y el inventario de seguridad que se debe tener para la
satisfacción e la demanda. Al realizar el análisis de demanda se logró determinar el
pronóstico para cada producto tipo A, esto con el fin de predecir la demanda del año
siguiente al año analizado, sin embargo, se debe tener en cuenta que los pronósticos no son
100% verdaderos ya que para la organización es difícil predecir las ocurrencias futuras, lo
cual se hace evidente con los indicadores de error de demanda y pronósticos MAD Y ECM.
- Una vez establecido el plan de control de inventarios, se realizó el plan de mejora que le
permite a la compañía tener un control de almacenamiento, inicialmente se codificaron los
productos nacionales permitiendo que el personal interno del almacén ubicara e identificara
las unidades en las estanterías de una forma adecuada y con mayor facilidad. Además,
utilizando los principios del picking se logra atender las ordenes solicitadas por el cliente
interno de una forma más rápida.
- La propuesta planteada se validó por medio de la herramienta informática Excel, con el fin
de facilitar el proceso y el análisis de datos para implementar las políticas y sistemas
propuestos, como clasificación ABC, modelo de pronostico Croston y sistema de revisión
continua (s,S). Esta validación se puede observar a lo largo del trabajo por medio de las
tablas de Excel realizadas.

105
6.2 RECOMENDACIONES Los siguientes aspectos son los posibles temas de investigación futura como continuación del
trabajo de grado generado en la organización:
- Implementar la propuesta planteada en la empresa ya que esto le permitirá mejorar el
sistema de almacenamiento y control de inventarios
- El análisis e implementación de costos de alistamiento y mantenimiento, ya que la
organización no cuenta con esta información y por lo tanto no los ha implementado
generando así mejoras en la gestión del almacén.
- Analizar la variabilidad del lead time en la aplicación del sistema del control de
inventario, esto es debido a que para el desarrollo de la política se asumió un lead time
constante, ya que la empresa no contaba con esta información.
- Realizar un análisis de control de inventario para unidades especiales ya que la empresa
no maneja un control de las unidades que son entregadas al cliente y retornadas por él una
vez los haya usado, en este grupo de unidades se encuentran herramientas y algunos
implementos de seguridad industrial.
- Pronosticar las unidades pertenecientes al grupo B y C con el fin de mejorar la gestión del
almacén, pues la cantidad de unidades pertenecientes a este grupo equivalen al 87% y son
unidades cuya demanda es muy baja.

106
BIBLIOGRAFIA
• ACERO, Carolina y PARDO Alejandro. Estrategia para la gestión de inventarios de
una empresa comercializadora y distribuidora de productos plásticos de empaque:
Caso distribuidora surtir S.A.S. (tesis de pregrado). Recuperado de:
http://repository.eia.edu.co/bitstream/11190/1541/1/ADMO0621.pdf (2010).
• AXSATER, Sven. Inventory control, segunda edición (2007)
• Banco de la república. Oferta y Demanda (en línea). Colombia. Recuperado de:
http://www.banrepcultural.org/blaavirtual/ayudadetareas/economia/oferta_y_demanda.
• CORTES H, MORALES B (2012) “Diseño de un sistema de control de inventarios de repuestos
en una empresa manufacturera de la ciudad de Cali” (Tesis de pregrado), Universidad del valle
• FERNANDEZ Jose Luis,El almacenaje (1978)
• GUERRERO, H. Inventarios, manejo y control. Bogotá, Colombia: ECOE
EDICIONES. (2009).
• HOLGUIN Carlos Julio, Planeación, optimización y administración de cadenas de
abastecimiento (2009)
• HOLGUIN Carlos Julio, Fundamentos de Control y Gestión de inventarios (2009)
• IGLESIAS, Antonio. 3 ediciones, Codificación del almacén. (en línea). (2013).
Recuperado de: https://logispyme.wordpress.com/2013/01/28/3a-decision-
codificacion-del-almacen/.
• KRAJWESKI Lee, RITZMAN Larry, MALHORTA Manoj, Administración de
operaciones 8e (2007)
• MONKS, J. Administración de operaciones. México, DF, Mexico. MCGRAW HILL
(1987).

107
• PERDOMO, Maryury y LARGACHA Olga L, Mejoramiento de la gestión de
inventarios de la comercializadora konsumaz ubicada en Santiago de Cali. (Tesis de
pregrado). Recuperado de:
http://red.uao.edu.co/bitstream/10614/5548/1/TID01997.pdf. (2013).
• SILVER Eduard ,PYKE David, PETERSON Rein, Inventory management and
production planning shceduling (1998)
• SUAREZ, Gestión de inventarios. Bogotá, Colombia: EDICIONES DE LA U. (2012).
• Teoría de la administración de inventarios. Administración de inventario (en línea).
Colombia. Recuperado de: http://www.gestiopolis.com/teoria-de-la-administracion-de-
inventarios/.

108
ANEXOS
Anexo 1 : Codificación para los productos de clasificación B
FUENTE: Autores
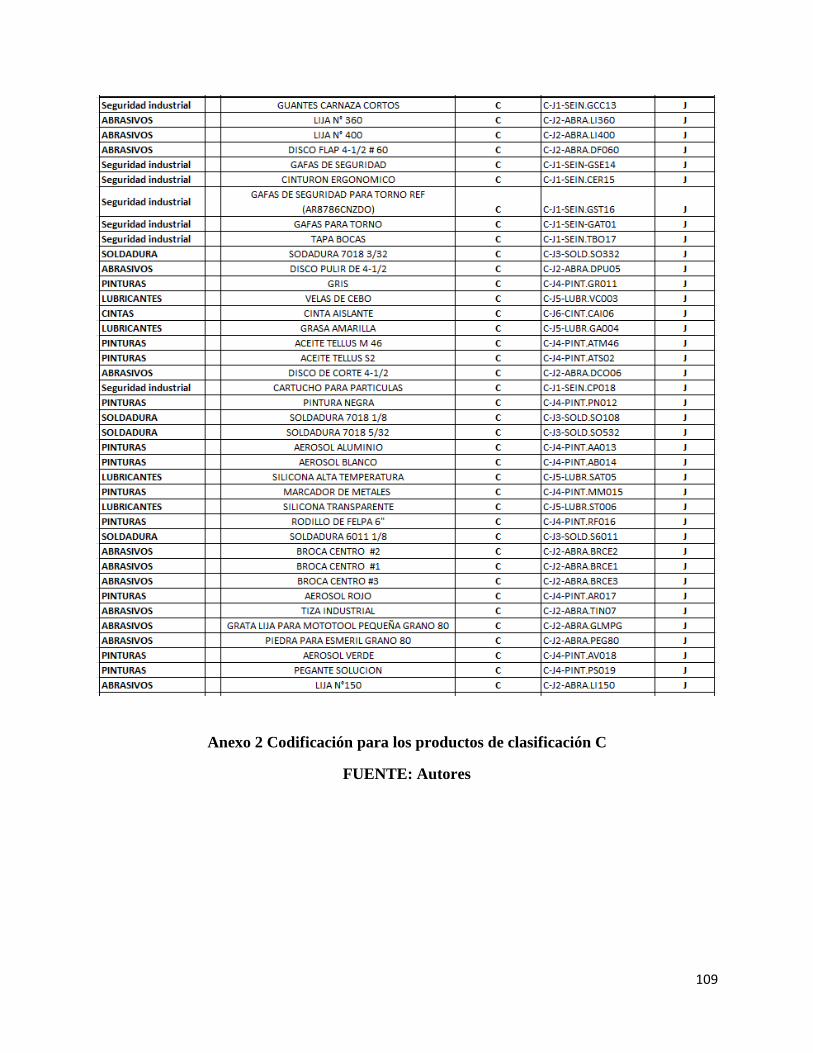
109
Anexo 2 Codificación para los productos de clasificación C
FUENTE: Autores

110
Anexo 3 Codificación para los productos de clasificación C
FUENTE: Autores

111
Anexo 4 Codificación de los productos de clasificación C.
FUENTE: Autores

112
Anexo 5: Codificación para los productos tipo C
FUENTE: Autores
• LAMINA DE ALUMINIO.
Anexo 6: Aplicación del método de Croston para Lámina de Aluminio.
FUENTE: Autores
Anexo 7:Errores del pronóstico en la aplicación del método.
FUENTE: Autores
s n
Xt Yt 7 6
LAMINA DE
ALUMINIO Tiempo (Mes)Demanda (Unidades)Calculo No No Zo Nt Zt Pronostico Pronostico Absoluto Cuadratico
MAYO 1 1 1 1
JUNIO 2 0 2
JULIO 3 0 3
AGOSTO 4 0 4
SEPTIEMBRE 5 0 5
OCTUBRE 6 1 1 5 1 5 1
NOVIEMBRE 7 0 2 5 1 0.2 -0.2 0.2 0.04
DICIEMBRE 8 2 1 2 2 4.97 1.01 0.2 1.8 1.8 3.24
ENERO 9 0 2 4.97 1.01 0.20321932 -0.20321932 0.20321932 0.04129809
FEBRERO 10 0 3 4.97 1.01 0.20321932 -0.20321932 0.20321932 0.04129809
MARZO 11 0 4 4.97 1.01 0.20321932 -0.20321932 0.20321932 0.04129809
ABRIL 12 0 5 4.97 1.01 0.20321932 -0.20321932 0.20321932 0.04129809
MAYO 13 0 6 4.97 1.01 0.20321932 -0.20321932 0.20321932 0.04129809
JUNIO 14 0 7 4.97 1.01 0.20321932 -0.20321932 0.20321932 0.04129809
JULIO 15 0 8 4.97 1.01 0.20321932 -0.20321932 0.20321932 0.04129809
AGOSTO 16 0 9 4.97 1.01 0.20321932 -0.20321932 0.20321932 0.04129809
0.36257545 0.36103847
Errores
α MAD σ ECM σ
0.0100 0.36 0.45 0.36 0.60
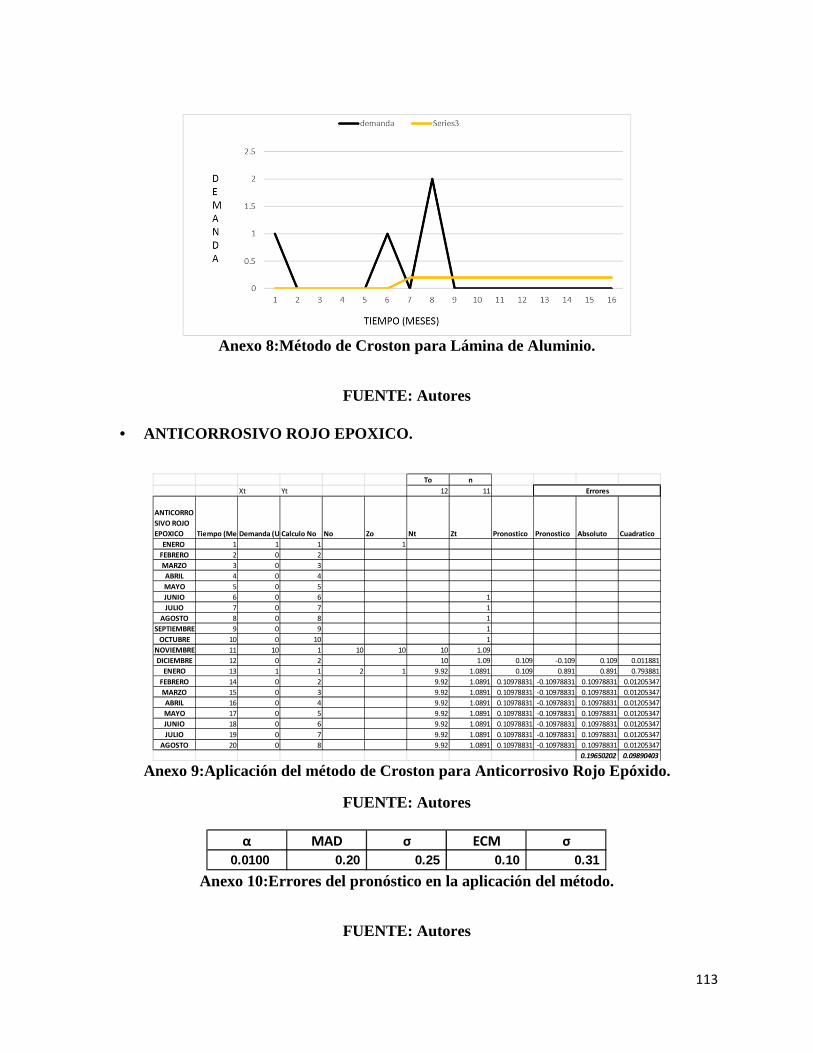
113
Anexo 8:Método de Croston para Lámina de Aluminio.
FUENTE: Autores
• ANTICORROSIVO ROJO EPOXICO.
Anexo 9:Aplicación del método de Croston para Anticorrosivo Rojo Epóxido.
FUENTE: Autores
Anexo 10:Errores del pronóstico en la aplicación del método.
FUENTE: Autores
To n
Xt Yt 12 11
ANTICORRO
SIVO ROJO
EPOXICO Tiempo (Mes)Demanda (Unidades)Calculo No No Zo Nt Zt Pronostico Pronostico Absoluto Cuadratico
ENERO 1 1 1 1
FEBRERO 2 0 2
MARZO 3 0 3
ABRIL 4 0 4
MAYO 5 0 5
JUNIO 6 0 6 1
JULIO 7 0 7 1
AGOSTO 8 0 8 1
SEPTIEMBRE 9 0 9 1
OCTUBRE 10 0 10 1
NOVIEMBRE 11 10 1 10 10 10 1.09
DICIEMBRE 12 0 2 10 1.09 0.109 -0.109 0.109 0.011881
ENERO 13 1 1 2 1 9.92 1.0891 0.109 0.891 0.891 0.793881
FEBRERO 14 0 2 9.92 1.0891 0.10978831 -0.10978831 0.10978831 0.01205347
MARZO 15 0 3 9.92 1.0891 0.10978831 -0.10978831 0.10978831 0.01205347
ABRIL 16 0 4 9.92 1.0891 0.10978831 -0.10978831 0.10978831 0.01205347
MAYO 17 0 5 9.92 1.0891 0.10978831 -0.10978831 0.10978831 0.01205347
JUNIO 18 0 6 9.92 1.0891 0.10978831 -0.10978831 0.10978831 0.01205347
JULIO 19 0 7 9.92 1.0891 0.10978831 -0.10978831 0.10978831 0.01205347
AGOSTO 20 0 8 9.92 1.0891 0.10978831 -0.10978831 0.10978831 0.01205347
0.19650202 0.09890403
Errores
α MAD σ ECM σ
0.0100 0.20 0.25 0.10 0.31

114
Anexo 11:Método de Croston para Rojo Epóxido
FUENTE: Autores
• ANTICORROSIVO EPOXICO ROJO ROJO
Anexo 12:Aplicación del método de Croston para Anticorrosivo Rojo Epoxico
FUENTE: Autores.
To n
Xt Yt 12 11
ANTICORRO
SIVO ROJO
EPOXICO
ROJO Tiempo (Mes)Demanda (Unidades)Calculo No No Zo Nt Zt Pronostico Pronostico Absoluto Cuadratico
MARZO 1 1 1 1
ABRIL 2 0 2
MAYO 3 0 3
JUNIO 4 0 4
JULIO 5 0 5
AGOSTO 6 0 6
SEPTIEMBRE 7 0 7
OCTUBRE 8 0 8
NOVIEMBRE 9 0 9
DICIEMBRE 10 0 10
ENERO 11 10 1 10 10 10 5.5
FEBRERO 12 0 2 10 5.5 0.55 -0.55 0.55 0.3025
MARZO 13 1 1 2 1 9.92 5.455 0.55 0.45 0.45 0.2025
ABRIL 14 0 2 9.92 5.455 0.54989919 -0.54989919 0.54989919 0.30238912
MAYO 15 0 3 9.92 5.455 0.54989919 -0.54989919 0.54989919 0.30238912
JUNIO 16 0 4 9.92 5.455 0.54989919 -0.54989919 0.54989919 0.30238912
JULIO 17 0 5 9.92 5.455 0.54989919 -0.54989919 0.54989919 0.30238912
AGOSTO 18 0 6 9.92 5.455 0.54989919 -0.54989919 0.54989919 0.30238912
0.53564228 0.28813509
Errores

115
Anexo 13:Errores del pronóstico en la aplicación del método.
FUENTE: Autores
Anexo 14:Método de Croston para Rojo Epoxico
FUENTE: Autores
α MAD σ ECM σ
0.0100 0.54 0.67 0.29 0.54

116
• GUANTES A PRUEBA DE ACIDO
Anexo 15:Aplicación del método de Croston para los Guantes a prueba de ácido.
FUENTE: Autores
Anexo 16: Errores del pronóstico en la aplicación del método.
FUENTE: Autores
Anexo 17:Método de Croston para Guantes a prueba de ácido.
To N
Xt Yt 9 8GUANTES A
PRUEBA DE
ACIDO Tiempo (Mes)Demanda (Unidades)Calculo No No Zo Nt Zt Pronostico Pronostico Absoluto Cuadratico
JULIO 1 5 1 5
AGOSTO 2 0 2
SEPTIEMBRE 3 0 3
OCTUBRE 4 0 4
NOVIEMBRE 5 0 5
DICIEMBRE 6 0 6
ENERO 7 0 7
FEBRERO 8 3 1 7 3 7 3
MARZO 9 0 2 7 3 0.42857143 -0.42857143 0.42857143 0.18367347
ABRIL 10 0 3 7 3 0.42857143 -0.42857143 0.42857143 0.18367347
MAYO 11 0 4 7 3 0.42857143 -0.42857143 0.42857143 0.18367347
JUNIO 12 0 5 7 3 0.42857143 -0.42857143 0.42857143 0.18367347
JULIO 13 0 6 7 3 0.42857143 -0.42857143 0.42857143 0.18367347
AGOSTO 14 5 1 6 5 6.99 3.02 0.42857143 4.57142857 4.57142857 20.8979592
1.11904762 3.63605442
Errores
α MAD σ ECM σ0.0100 1.12 1.40 3.64 1.91

117
FUENTE: Autores
• GUANTES DE NEOPRENO
Anexo 18:Aplicación del método de Croston para los Guantes de Neopreno.
FUENTE: Autores
α MAD σ ECM σ
0.0100 8.96 11.23 80.30 8.96
Anexo 19 Errores del pronóstico en la aplicación del método
FUENTE: Autores
To N
Xt Yt 16 15
GUANTES DE
NEOPRENO Tiempo (Mes)Demanda (Unidades)Calculo No No Zo Nt^ Zt^ Pronostico Pronostico Absoluto Cuadratico
ENERO 1 18 1 18
FEBRERO 2 21 1 1 21
MARZO 3 10 1 1 10
ABRIL 4 20 1 1 20
MAYO 5 6 1 1 6
JUNIO 6 0 2
JUL 7 10 1 2 10
AGOSTO 8 0 2
SEPTIEMBRE 9 0 3
OCTUBRE 10 0 4
NOVIEMBRE 11 0 5
DICIEMBRE 12 30 1 5 30
ENERO 13 0 2
FEBRERO 14 0 3
MARZO 15 0 4 1.83333333 16.4285714
ABRIL 16 0 5 1.83333333 16.4285714 8.96103896 -8.96103896 8.96103896 80.3002193
MAYO 17 0 6 1.83333333 16.4285714 8.96103896 -8.96103896 8.96103896 80.3002193
JUNIO 18 0 7 1.83333333 16.4285714 8.96103896 -8.96103896 8.96103896 80.3002193
JULIO 19 0 8 1.83333333 16.4285714 8.96103896 -8.96103896 8.96103896 80.3002193
AGOSTO 20 0 9 1.83333333 16.4285714 8.96103896 -8.96103896 8.96103896 80.3002193
8.96103896 80.3002193
Errores

118
Anexo 20:Método de Croston para Guantes de Neopreno.
FUENTE: Autores
• LIJA 150.
Anexo 21: Aplicación del método para LIJA 150
FUENTE: Autores
To n
Xt Yt 15 14
LIJA 150 Tiempo (Mes)Demanda (Unidades)Calculo No No Zo Nt^ Zt^ Pronostico Pronostico Absoluto Cuadratico
ENERO 1 50 1 50
FEBRERO 2 0 2
MARZO 3 0 3
ABRIL 4 50 1 3 50
MAYO 5 4 1 1 4
JUNIO 6 12 1 1 12
JULIO 7 0 2
AGOSTO 8 50 1 2 50
SEPTIEMBRE 9 0 2
OCTUBRE 10 0 3
NOVIEMBRE 11 0 4
DICIEMBRE 12 0 5
ENERO 13 0 6
FEBRERO 14 0 7 1.75 33.2
MARZO 15 0 8 1.75 33.2 18.9714286 -18.9714286 18.9714286 359.915102
ABRIL 16 0 9 1.75 33.2 18.9714286 -18.9714286 18.9714286 359.915102
MAYO 17 0 10 1.75 33.2 18.9714286 -18.9714286 18.9714286 359.915102
JUNIO 18 0 11 1.75 33.2 18.9714286 -18.9714286 18.9714286 359.915102
JULIO 19 0 12 1.75 33.2 18.9714286 -18.9714286 18.9714286 359.915102
AGOSTO 20 0 13 1.75 33.2 18.9714286 -18.9714286 18.9714286 359.915102
113.828571 2159.49061
Errores
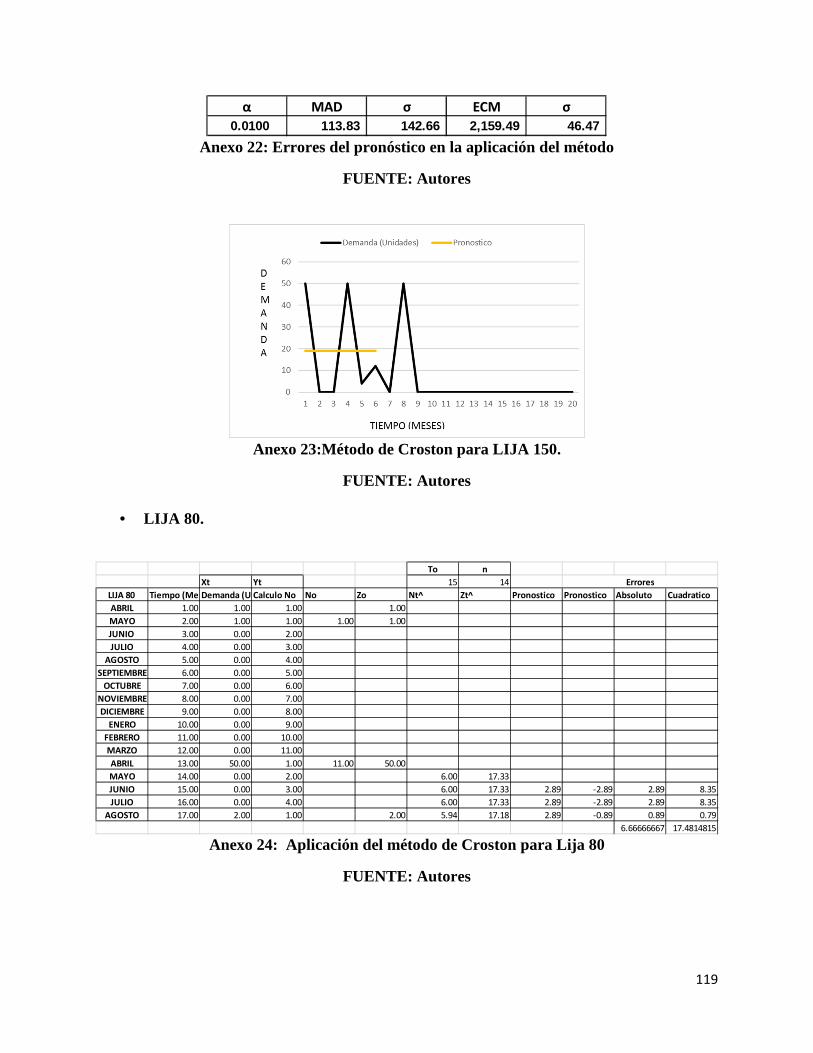
119
Anexo 22: Errores del pronóstico en la aplicación del método
FUENTE: Autores
Anexo 23:Método de Croston para LIJA 150.
FUENTE: Autores
• LIJA 80.
Anexo 24: Aplicación del método de Croston para Lija 80
FUENTE: Autores
α MAD σ ECM σ0.0100 113.83 142.66 2,159.49 46.47
To n
Xt Yt 15 14
LIJA 80 Tiempo (Mes)Demanda (Unidades)Calculo No No Zo Nt^ Zt^ Pronostico Pronostico Absoluto Cuadratico
ABRIL 1.00 1.00 1.00 1.00
MAYO 2.00 1.00 1.00 1.00 1.00
JUNIO 3.00 0.00 2.00
JULIO 4.00 0.00 3.00
AGOSTO 5.00 0.00 4.00
SEPTIEMBRE 6.00 0.00 5.00
OCTUBRE 7.00 0.00 6.00
NOVIEMBRE 8.00 0.00 7.00
DICIEMBRE 9.00 0.00 8.00
ENERO 10.00 0.00 9.00
FEBRERO 11.00 0.00 10.00
MARZO 12.00 0.00 11.00
ABRIL 13.00 50.00 1.00 11.00 50.00
MAYO 14.00 0.00 2.00 6.00 17.33
JUNIO 15.00 0.00 3.00 6.00 17.33 2.89 -2.89 2.89 8.35
JULIO 16.00 0.00 4.00 6.00 17.33 2.89 -2.89 2.89 8.35
AGOSTO 17.00 2.00 1.00 2.00 5.94 17.18 2.89 -0.89 0.89 0.79
6.66666667 17.4814815
Errores

120
Anexo 25: Errores del pronóstico en la aplicación del método.
FUENTE: Autores
Anexo 26: Método de Croston para para Lija 80.
FUENTE: Autores
• LIJA 240.
Anexo 27:Aplicación del método de Croston para LIJA 240.
FUENTE: Autores
α MAD σ ECM σ0.0100 6.67 8.36 17.48 4.18
To n
Xt Yt 15 14
LIJA 240 Tiempo (Mes)Demanda (Unidades)Calculo No No Zo Nt^ Zt^ Pronostico Pronostico Absoluto Cuadratico
ENERO 1 50 1 50
FEBRERO 2 0 2
MARZO 3 0 3
ABRIL 4 0 4
MAYO 5 0 5
JUNIO 6 0 6
JULIO 7 0 7
AGOSTO 8 100 1 7 100
SEPTIEMBRE 9 0 2
OCTUBRE 10 0 3
NOVIEMBRE 11 0 4
DICIEMBRE 12 0 5
ENERO 13 0 6
FEBRERO 14 0 7 7 75
MARZO 15 0 8 7 75 10.7142857 -10.7142857 10.7142857 114.795918
ABRIL 16 0 9 7 75 10.7142857 -10.7142857 10.7142857 114.795918
MAYO 17 0 10 7 75 10.7142857 -10.7142857 10.7142857 114.795918
JUNIO 18 0 11 7 75 10.7142857 -10.7142857 10.7142857 114.795918
JULIO 19 0 12 7 75 10.7142857 -10.7142857 10.7142857 114.795918
AGOSTO 20 0 13 7 75 10.7142857 -10.7142857 10.7142857 114.795918
64.2857143 688.77551
Errores

121
Anexo 28: Errores del pronóstico en la aplicación del método.
FUENTE: Autores
Anexo 29:Método de Croston para para LIJA 240.
FUENTE: Autores
• THINNER CORRIENTE.
Anexo 30: Aplicación del método de Croston para Thinner Corriente
FUENTE: Autores
α MAD σ ECM σ0.0100 64.29 80.57 688.78 26.24
To n
Xt Yt 8 7THINNER
CORRIENTE Tiempo (Mes)Demanda (Unidades)Calculo No No Zo Nt^ Zt^ Pronostico Pronostico Absoluto Cuadratico
OCTUBRE 1 21 1 21
NOVIEMBRE 2 6 1 1 6
DICIEMBRE 3 0 2
ENERO 4 1 1 2 1
FEBRERO 5 10 1 1 10
MARZO 6 0 2
ABRIL 7 10 1 2 10 1.5 9.6
MAYO 8 0 2 1.5 9.6 6.4 -6.4 6.4 40.96
JUNIO 9 0 3 1.5 9.6 6.4 -6.4 6.4 40.96
JULIO 10 10 1 3 10 1.515 9.604 6.4 3.6 3.6 12.96
AGOSTO 11 0 2 9.604 6.33927393 -6.33927393 6.33927393 40.1863939
22.7392739 135.066394
Errores

122
Anexo 31: Errores del pronóstico en la aplicación del método.
FUENTE: Autores
Anexo 32: Método de Croston para Thinner Corriente
FUENTE: Autores
α MAD σ ECM σ0.0100 22.74 28.50 135.07 11.62

123
• PAÑO INDUSTRIAL.
Anexo 33: Aplicación del método de Croston para Paño Industrial
FUENTE: Autores
Anexo 34: Errores del pronóstico en la aplicación del método
FUENTE: Autores
Anexo 35: Método de Croston para Paño Industrial
FUENTE: Autores
To N
Xt Yt 10 9
Tiempo (Mes) Demanda (Unidades) Calculo No No Zo Nt Zt Pronostico Pronostico Absoluto Cuadratico
1 3 1 3
2 0 2
3 0 3
4 0 4
5 0 5
6 0 6
7 0 7
8 0 8
9 4 1 8 4 8 3.5
10 0 2 8 3.5 0.4375 -0.4375 0.4375 0.19140625
11 6 1 2 6 7.94 3.525 0.4375 5.5625 5.5625 30.9414063
12 6 1 1 6 7.8706 3.54975 0.44395466 5.55604534 5.55604534 30.8696398
13 0 2 7.8706 3.54975 0.4510139 -0.4510139 0.4510139 0.20341354
14 0 3 7.8706 3.54975 0.4510139 -0.4510139 0.4510139 0.20341354
15 0 4 7.8706 3.54975 0.4510139 -0.4510139 0.4510139 0.20341354
16 0 5 7.8706 3.54975 0.4510139 -0.4510139 0.4510139 0.20341354
17 0 6 7.8706 3.54975 0.4510139 -0.4510139 0.4510139 0.20341354
18 0 7 7.8706 3.54975 0.4510139 -0.4510139 0.4510139 0.20341354
19 0 8 7.8706 3.54975 0.4510139 -0.4510139 0.4510139 0.20341354
α 0.01 1.47131426 6.34263471
PAÑO INDUSTRIAL
α MAD σ ECM σ
0.01 1.47 1.84 6.34 2.52

124
• MASCARILLA CON FILTRO.
Anexo 36: Aplicación del método de Croston para Mascarilla con filtro.
FUENTE: Autores
Anexo 37: Errores del pronóstico en la aplicación del método.
FUENTE: Autores
Anexo 38: Método de Croston para Mascarilla con filtro.
FUENTE: Autores
To N
Xt Yt 3 2
Tiempo (Mes) Demanda (Unidades) Calculo No No Zo Nt Zt Pronostico Pronostico Absoluto Cuadratico
1 10 1 10
2 10 1 1 10 1 10
3 10 1 1 10 1 10 10 0 0 0
4 20 1 1 20 1 10.1 10 10 10 100
5 0 2 1 10.1 10.1 -10.1 10.1 102.01
6 15 1 2 15 1.01 10.149 10.1 4.9 4.9 24.01
7 20 1 1 20 1.0099 10.24751 10.0485149 9.95148515 9.95148515 99.0320567
8 30 1 1 30 1.009801 10.4450349 10.1470542 19.8529458 19.8529458 394.139458
9 0 2 1.009801 10.4450349 10.3436567 -10.3436567 10.3436567 106.991234
10 20 1 2 20 1.01970299 10.5405846 10.3436567 9.65634328 9.65634328 93.2449655
11 20 1 1 20 1.01950596 10.6351787 10.3369164 9.66308361 9.66308361 93.3751848
12 0 2 1.01950596 10.6351787 10.4316984 -10.4316984 10.4316984 108.820332
13 0 3 1.01950596 10.6351787 10.4316984 -10.4316984 10.4316984 108.820332
14 0 4 1.01950596 10.6351787 10.4316984 -10.4316984 10.4316984 108.820332
15 20 1 4 20 1.0493109 10.7288269 10.4316984 9.56830159 9.56830159 91.5523953
16 0 2 1.0493109 10.7288269 10.2246407 -10.2246407 10.2246407 104.543277
17 0 3 1.0493109 10.7288269 10.2246407 -10.2246407 10.2246407 104.543277
α 0.01 9.72 109.33
MASCARILLA CON FILTRO
α MAD σ ECM σ
0.01 9.72 12.18 109.33 10.46

125
• DISCO FLAP # 60.
Anexo 39: Aplicación del método de Croston para Disco flap #60.
FUENTE: Autores
Anexo 40:Errores del pronóstico en la aplicación del método.
FUENTE: Autores
Anexo 41: Método de Croston para Disco flap #60.
FUENTE: Autores
To N
Xt Yt 7 6
Tiempo (Mes) Demanda (Unidades) Calculo No No Zo Nt Zt Pronostico Pronostico Absoluto Cuadratico
1 4 1 4
2 0 2
3 0 3
4 0 4
5 0 5
6 5 1 5 5 5 4.5
7 0 2 5 4.5 0.9 -0.9 0.9 0.81
8 0 3 5 4.5 0.9 -0.9 0.9 0.81
9 0 4 5 4.5 0.9 -0.9 0.9 0.81
10 0 5 5 4.5 0.9 -0.9 0.9 0.81
11 5 1 5 5 5 4.505 0.9 4.1 4.1 16.81
12 0 2 5 4.505 0.901 -0.901 0.901 0.811801
13 0 3 5 4.505 0.901 -0.901 0.901 0.811801
14 0 4 5 4.505 0.901 -0.901 0.901 0.811801
15 0 5 5 4.505 0.901 -0.901 0.901 0.811801
16 0 6 5 4.505 0.901 -0.901 0.901 0.811801
17 5 1 6 5 5.01 4.50995 0.901 4.099 4.099 16.801801
α 0.01 1.48 3.72
DISCO FLAP " # 60
α MAD σ ECM σ
0.01 1.48 1.86 3.72 1.93
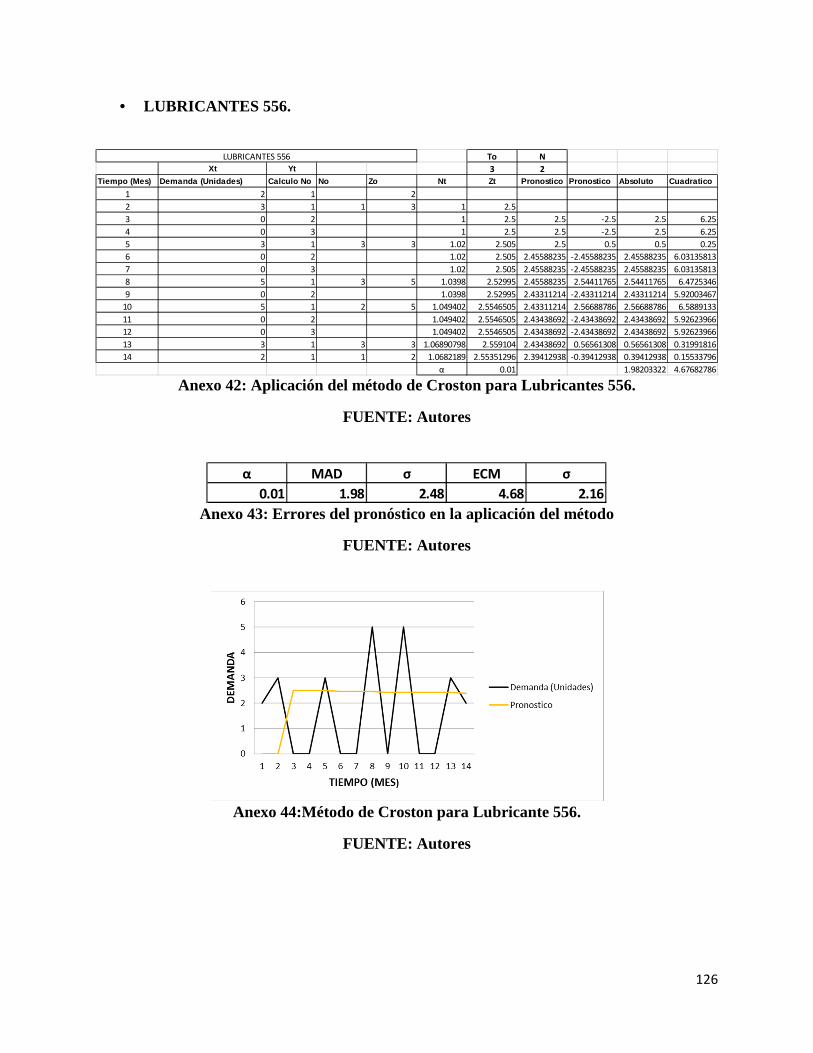
126
• LUBRICANTES 556.
Anexo 42: Aplicación del método de Croston para Lubricantes 556.
FUENTE: Autores
Anexo 43: Errores del pronóstico en la aplicación del método
FUENTE: Autores
Anexo 44:Método de Croston para Lubricante 556.
FUENTE: Autores
To N
Xt Yt 3 2
Tiempo (Mes) Demanda (Unidades) Calculo No No Zo Nt Zt Pronostico Pronostico Absoluto Cuadratico
1 2 1 2
2 3 1 1 3 1 2.5
3 0 2 1 2.5 2.5 -2.5 2.5 6.25
4 0 3 1 2.5 2.5 -2.5 2.5 6.25
5 3 1 3 3 1.02 2.505 2.5 0.5 0.5 0.25
6 0 2 1.02 2.505 2.45588235 -2.45588235 2.45588235 6.03135813
7 0 3 1.02 2.505 2.45588235 -2.45588235 2.45588235 6.03135813
8 5 1 3 5 1.0398 2.52995 2.45588235 2.54411765 2.54411765 6.4725346
9 0 2 1.0398 2.52995 2.43311214 -2.43311214 2.43311214 5.92003467
10 5 1 2 5 1.049402 2.5546505 2.43311214 2.56688786 2.56688786 6.5889133
11 0 2 1.049402 2.5546505 2.43438692 -2.43438692 2.43438692 5.92623966
12 0 3 1.049402 2.5546505 2.43438692 -2.43438692 2.43438692 5.92623966
13 3 1 3 3 1.06890798 2.559104 2.43438692 0.56561308 0.56561308 0.31991816
14 2 1 1 2 1.0682189 2.55351296 2.39412938 -0.39412938 0.39412938 0.15533796
α 0.01 1.98203322 4.67682786
LUBRICANTES 556
α MAD σ ECM σ
0.01 1.98 2.48 4.68 2.16
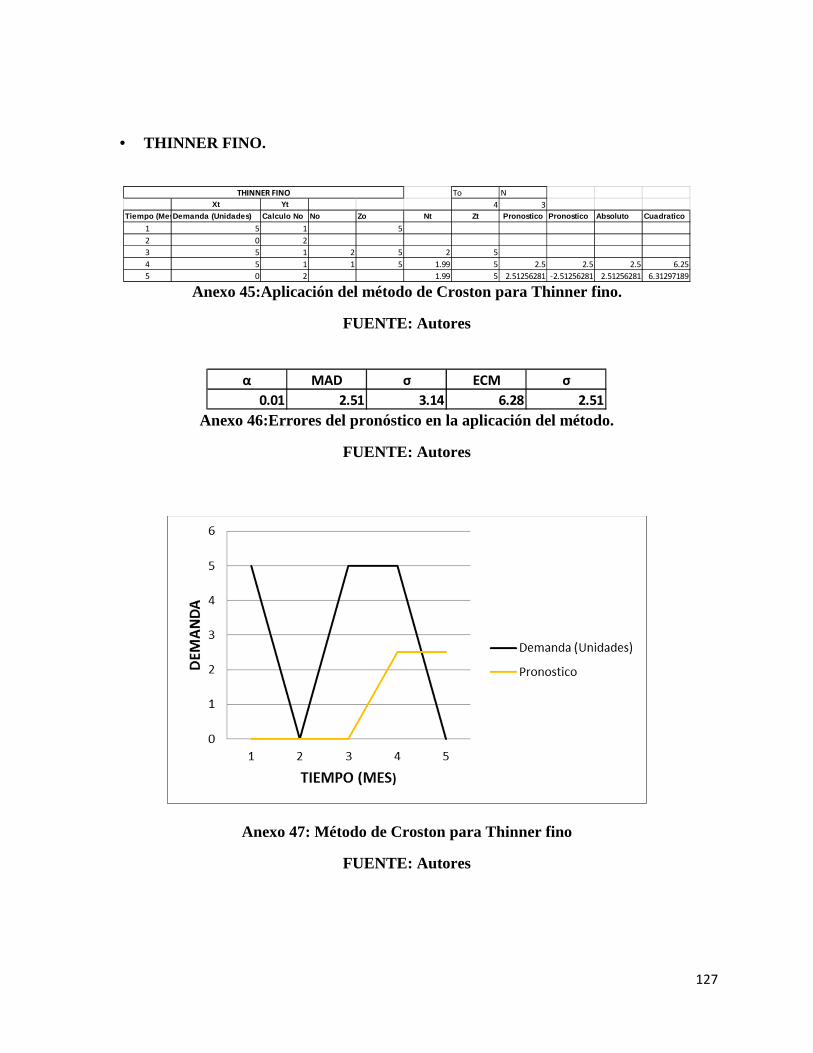
127
• THINNER FINO.
Anexo 45:Aplicación del método de Croston para Thinner fino.
FUENTE: Autores
Anexo 46:Errores del pronóstico en la aplicación del método.
FUENTE: Autores
Anexo 47: Método de Croston para Thinner fino
FUENTE: Autores
To N
Xt Yt 4 3Tiempo (Mes)Demanda (Unidades) Calculo No No Zo Nt Zt Pronostico Pronostico Absoluto Cuadratico
1 5 1 5
2 0 2
3 5 1 2 5 2 5
4 5 1 1 5 1.99 5 2.5 2.5 2.5 6.25
5 0 2 1.99 5 2.51256281 -2.51256281 2.51256281 6.31297189
THINNER FINO
α MAD σ ECM σ
0.01 2.51 3.14 6.28 2.51

128
• PLASTICOS AL VACIO
Anexo 48: Aplicación del método de Croston para Plásticos al vacío.
FUENTE: Autores
Anexo 49: Errores del pronostico en la aplicación del método
FUENTE: Autores
Anexo 50: Método de Croston para Plástico al vacío.
FUENTE: Autores
To N
Xt Yt 3 2
Tiempo (Mes) Demanda (Unidades) Calculo No No Zo Nt Zt Pronostico Pronostico Absoluto Cuadratico
1 3 1 3
2 4 1 1 4 1 3.5
3 0 2 1 3.5 3.5 -3.5 3.5 12.25
4 4 1 2 4 1.01 3.505 3.5 0.5 0.5 0.25
5 4 1 1 4 1.0099 3.50995 3.47029703 0.52970297 0.52970297 0.28058524
6 0 2 1.0099 3.50995 3.47554213 -3.47554213 3.47554213 12.0793931
7 0 3 1.0099 3.50995 3.47554213 -3.47554213 3.47554213 12.0793931
8 0 4 1.0099 3.50995 3.47554213 -3.47554213 3.47554213 12.0793931
9 0 5 1.0099 3.50995 3.47554213 -3.47554213 3.47554213 12.0793931
10 3 1 5 3 1.049801 3.5048505 3.47554213 -0.47554213 0.47554213 0.22614032
11 0 2 1.049801 3.5048505 3.3385856 -3.3385856 3.3385856 11.1461538
12 0 3 1.049801 3.5048505 3.3385856 -3.3385856 3.3385856 11.1461538
13 0 4 1.049801 3.5048505 3.3385856 -3.3385856 3.3385856 11.1461538
14 0 5 1.049801 3.5048505 3.3385856 -3.3385856 3.3385856 11.1461538
15 5 1 5 5 1.08930299 3.519802 3.3385856 1.6614144 1.6614144 2.76029781
16 0 2 1.08930299 3.519802 3.23124239 -3.23124239 3.23124239 10.4409274
17 0 3 1.08930299 3.519802 3.23124239 -3.23124239 3.23124239 10.4409274
α 0.01 2.69237701 8.63673772
PLASTICOS AL VACIO
α MAD σ ECM σ
0.01 2.69 3.37 8.64 2.94

129
• REMOVEDOR DE PINTURAS
Anexo 51: Aplicación del método de Croston para Removedor de pinturas.
FUENTE: Autores
Anexo 52: Errores del pronóstico en la aplicación del método.
FUENTE: Autores
Anexo 53: Método de Croston para Removedor de Pinturas
FUENTE: Autores
To N
Xt Yt 6 5
Tiempo (Mes) Demanda (Unidades) Calculo No No Zo Nt Zt Pronostico Pronostico Absoluto Cuadratico
1 2 1 2
2 0 2
3 0 3
4 0 4
5 5 1 4 5 4 3.5
6 0 2 4 3.5 0.875 -0.875 0.875 0.765625
7 0 3 4 3.5 0.875 -0.875 0.875 0.765625
8 0 4 4 3.5 0.875 -0.875 0.875 0.765625
9 0 5 4 3.5 0.875 -0.875 0.875 0.765625
α 0.01 0.875 0.765625
REMOVEDOR DE PINTURAS
α MAD σ ECM σ
0.01 0.88 1.10 0.77 0.88
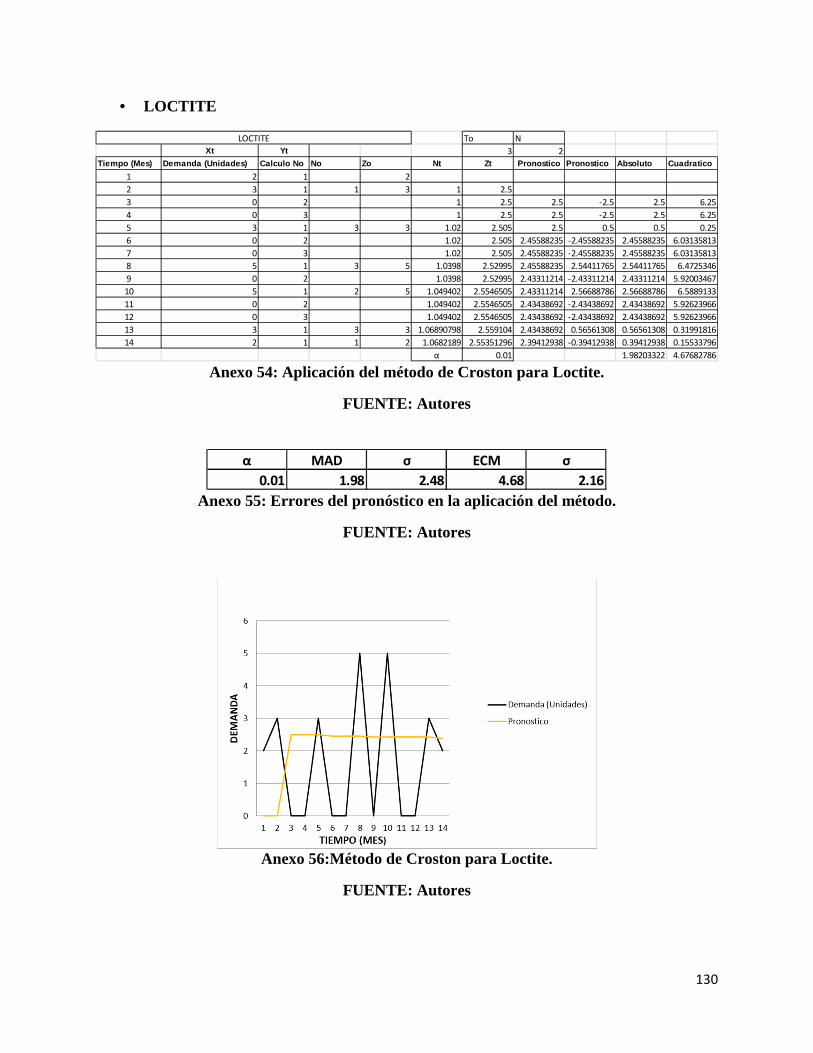
130
• LOCTITE
Anexo 54: Aplicación del método de Croston para Loctite.
FUENTE: Autores
Anexo 55: Errores del pronóstico en la aplicación del método.
FUENTE: Autores
Anexo 56:Método de Croston para Loctite.
FUENTE: Autores
To N
Xt Yt 3 2
Tiempo (Mes) Demanda (Unidades) Calculo No No Zo Nt Zt Pronostico Pronostico Absoluto Cuadratico
1 2 1 2
2 3 1 1 3 1 2.5
3 0 2 1 2.5 2.5 -2.5 2.5 6.25
4 0 3 1 2.5 2.5 -2.5 2.5 6.25
5 3 1 3 3 1.02 2.505 2.5 0.5 0.5 0.25
6 0 2 1.02 2.505 2.45588235 -2.45588235 2.45588235 6.03135813
7 0 3 1.02 2.505 2.45588235 -2.45588235 2.45588235 6.03135813
8 5 1 3 5 1.0398 2.52995 2.45588235 2.54411765 2.54411765 6.4725346
9 0 2 1.0398 2.52995 2.43311214 -2.43311214 2.43311214 5.92003467
10 5 1 2 5 1.049402 2.5546505 2.43311214 2.56688786 2.56688786 6.5889133
11 0 2 1.049402 2.5546505 2.43438692 -2.43438692 2.43438692 5.92623966
12 0 3 1.049402 2.5546505 2.43438692 -2.43438692 2.43438692 5.92623966
13 3 1 3 3 1.06890798 2.559104 2.43438692 0.56561308 0.56561308 0.31991816
14 2 1 1 2 1.0682189 2.55351296 2.39412938 -0.39412938 0.39412938 0.15533796
α 0.01 1.98203322 4.67682786
LOCTITE
α MAD σ ECM σ
0.01 1.98 2.48 4.68 2.16

131
• SEGURIDAD INDUSTRIAL
Anexo 57: Aplicación del método de Croston para Seguridad industrial.
FUENTE: Autores
Anexo 58: Errores del pronóstico en la aplicación del método
FUENTE: Autores
Anexo 59: Método de Croston para Seguridad Industrial.
FUENTE: Autores
To N
Xt Yt 3 2Tiempo (Mes) Demanda (Unidades) Calculo No No Zo Nt Zt Pronostico Pronostico Absoluto Cuadratico
1 10 1 10
2 20 1 1 20 1 15
3 0 2 1 15 15 -15 15 225
4 40 1 2 40 1.01 15.25 15 25 25 625
5 20 1 1 20 1.0099 15.2975 15.0990099 4.9009901 4.9009901 24.019704
6 40 1 1 40 1.009801 15.544525 15.1475394 24.8524606 24.8524606 617.6448
7 0 2 1.009801 15.544525 15.3936518 -15.3936518 15.3936518 236.964516
8 20 1 2 20 1.01970299 15.5890798 15.3936518 4.60634818 4.60634818 21.2184436
9 15 1 1 15 1.01950596 15.583189 15.2878631 -0.28786314 0.28786314 0.08286518
10 20 1 1 20 1.0193109 15.6273571 15.2850396 4.71496042 4.71496042 22.2308518
11 20 1 1 20 1.01911779 15.6710835 15.3312959 4.66870407 4.66870407 21.7967977
12 0 2 1.01911779 15.6710835 15.3771072 -15.3771072 15.3771072 236.455425
13 20 1 2 20 1.02892661 15.7143727 15.3771072 4.62289284 4.62289284 21.3711382
14 40 1 1 40 1.02863735 15.9572289 15.2725884 24.7274116 24.7274116 611.444885
15 60 1 1 60 1.02835097 16.3976566 15.5129784 44.4870216 44.4870216 1979.09509
α 0.01 14.51 357.10
SEGURIDAD INDUSTRIAL
α MAD σ ECM σ
0.01 14.51 18.19 357.10 18.90