
Proyecto Ingenieria de Firmes
247
UNIVERSIDAD DE SALAMANCA ESCUELA POLITÉCNICA SUPERIOR DE ZAMORA DEPARTAMENTO DE CONSTRUCCIÓN Y AGRONOMÍA ÁREA DE CIENCIA DE MATERIALES E INGENIERÍA METALÚRGICA TITULACIÓN: INGENIERÍA DE MATERIALES PROYECTO FIN DE CARRERA EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES. por RUBÉN TINO RAMOS Ingeniero Técnico de Obras Públicas Fecha adjudicación: diciembre 2006 Fecha presentación: Tutor del proyecto JESUS ANDRES TORIBIO QUEVEDO Doctor Ingeniero de Caminos, Canales y Puertos 2007
-
Upload
rtino-rtino -
Category
Documents
-
view
674 -
download
12
Transcript of Proyecto Ingenieria de Firmes

UNIVERSIDAD DE SALAMANCA
ESCUELA POLITÉCNICA SUPERIOR DE ZAMORA
DEPARTAMENTO DE CONSTRUCCIÓN Y AGRONOMÍA
ÁREA DE CIENCIA DE MATERIALES E INGENIERÍA METALÚRGICA
TITULACIÓN: INGENIERÍA DE MATERIALES
PROYECTO FIN DE CARRERA
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE
PARA EL REFUERZO DE FIRMES.
por
RUBÉN TINO RAMOS
Ingeniero Técnico de Obras Públicas
Fecha adjudicación: diciembre 2006
Fecha presentación:
Tutor del proyecto
JESUS ANDRES TORIBIO QUEVEDO
Doctor Ingeniero de Caminos, Canales y Puertos
2007

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
2
APLICACIÓN DE LA MECÁNICA DE FRACTURA A LA INGENIERIA DE FIRMES.
El siguiente documento trata de plasmar de forma sucinta el estado del conocimiento de la
ingeniería de firmes, abordada desde el prisma de la mecánica de fractura. Para ello, se realiza
primeramente una pequeña introducción histórica que sirve de explicación de cómo y porqué se
han llegado a utilizar ciertos materiales hoy en día para la construcción de carreteras.
Posteriormente, se aborda el diseño del firme, centrándonos en las mezclas bituminosas y por
último se hace hincapié en lo referente a la fatiga de dichas mezclas.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
3
INDICE
1. INTRODUCCIÓN ................................................................................................ 7
1. UN POCO DE HISTORIA..................................................................................................... 8
2. CONCEPTO DE CARRETERA Y CONCEPTO DE FIRME ............................................ 19
3. CONCEPTO DE MEZCLA BITUMINOSA ....................................................................... 23
3.1. Materiales constituyentes .............................................................................................. 28
3.1.1. La Matriz ................................................................................................................ 28
3.1.2. El refuerzo .............................................................................................................. 32
3.2. Fabricación y puesta en obra ......................................................................................... 38
2. METODOLOGÍA DEL DISEÑO DEL FIRME. ............................................... 40
1. PARÁMETROS A CONSIDERAR..................................................................................... 41
1.1. Características de la explanada...................................................................................... 41
1.2. Cargas aplicadas ............................................................................................................ 44
1.2.1. Magnitud de las cargas aplicadas.......................................................................... 45
1.2.2. Tipología de los ejes ............................................................................................... 45
1.2.3. Distribución del tráfico .......................................................................................... 53
1.2.4. Velocidad de los vehículos y tiempo de solicitación en un punto. ......................... 58
1.2.5. Características de la solicitación. .......................................................................... 60
1.2.6. Repetición de cargas .............................................................................................. 65
1.2.7. Distribución de tensiones producidas por las cargas. ........................................... 67
1.3. Factores ambientales...................................................................................................... 74
1.3.1. Variaciones de la temperatura. Reología............................................................... 75
1.3.2. Acción del hielo ...................................................................................................... 76
1.3.3. Humedad................................................................................................................. 78
2. METODOLOGÍA DE DISEÑO ESTRUCTURAL............................................................. 78
2.1. Métodos empíricos ........................................................................................................ 80
2.1.1. Método de la AASHTO ........................................................................................... 80
2.1.2. Ensayos a escala real. ............................................................................................ 81
2.2. Métodos analíticos......................................................................................................... 83
2.2.1. Modelo mecánico de respuesta............................................................................... 85

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
4
2.2.1.1. Modelo elástico por capas 2D. ........................................................................ 85
2.2.1.2. Modelo 3D de elementos finitos...................................................................... 87
2.2.2. Modelo mecánico de comportamiento: Criterios de fallo...................................... 89
2.2.2.1. Criterio de fallo por fatiga (grietas por fatiga) ................................................ 90
2.2.2.2. Criterio de fallo por deformación plástica permanente (Rutting).................... 94
2.2.2.3. Criterio de fallo por deflexiones...................................................................... 97
2.2.2.4. Programas de cálculo..................................................................................... 100
3. METODOLOGÍA DE DISEÑO DE LA MEZCLA........................................................... 101
3.1. Objetivos del diseño de la mezcla ............................................................................... 102
3.2. Métodos de diseño tradicionales.................................................................................. 107
3.2.1. Métodos basados en la superficie específica del árido. ....................................... 107
3.2.1.1. Método Duriez............................................................................................... 107
3.2.1.2. Método Belga ................................................................................................ 108
3.2.1.3. Método del Instituto del Asfalto.................................................................... 109
3.2.1.4. Método del C.K.E. (Centrifuge Kerosene Equivalent).................................. 109
3.2.2. Métodos basados en ensayos mecánicos. ............................................................. 109
3.2.2.1. Método de Hveem. ........................................................................................ 110
3.2.2.2. Método Marshall............................................................................................ 114
3.3. Método Superpave....................................................................................................... 117
3.3.1. Nivel 1................................................................................................................... 119
3.3.2. Nivel Intermedio ................................................................................................... 129
3.3.3. Nivel Avanzado..................................................................................................... 131
3. EVALUACIÓN EXPERIMENTAL DEL COMPORTAMIENTO DEL FIRME
FRENTE A FENÓMENOS DE FATIGA. ........................................................... 132
1. CARACTERIZACION DEL COMPORTAMIENTO ESTÁTICO DEL MATERIAL........................ 133
1.1. Tipos de ensayos existentes.................................................................................... 133
1.1.1. Ensayos de caracterización.................................................................................. 133
1.1.2. Ensayos empíricos. ............................................................................................... 135
1.2. Marshall. ................................................................................................................. 135
1.3. Compresión simple. ................................................................................................ 139
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
5
2. EVALUACIÓN DEL COMPORTAMIENTO DINÁMICO DEL MATERIAL
EXISTENTE........................................................................................................................... 145
2.1. Ensayos normalizados. ................................................................................................ 146
2.2. Propuesta de nuevos ensayos....................................................................................... 149
2.3. Resultados experimentales. ......................................................................................... 153
3. DETERMINACIÓN DEL DAÑO POR FATIGA DEL MATERIAL............................... 187
3.1. Ensayos normalizados. ................................................................................................ 188
3.1.1. Ensayo Fraass ...................................................................................................... 189
3.1.2. Ensayo a flexión.................................................................................................... 189
3.1.3. Resistencia a la tracción (Tensile Strength)......................................................... 192
3.1.4. Test de rigidez....................................................................................................... 194
3.2. Propuesta de nuevos ensayos....................................................................................... 195
3.3. Resultados experimentales. ......................................................................................... 202
4. DISCUSIÓN ..................................................................................................... 207
1. CARACTERIZACIÓN DEL COMPORTAMIENTO ESTÁTICO DEL MATERIAL. ... 207
1.1. Análisis de resultados de los ensayos Marshall........................................................... 207
1.2. Análisis de resultados de los ensayos de compresión simple..................................... 210
1.3. Validez de cada tipo de ensayo. Hacia el ensayo óptimo............................................ 213
2. EVALUACIÓN DEL COMPORTAMIENTO DINÁMICO DEL MATERIAL............... 213
2.1. Análisis del módulo dinámico. .................................................................................... 214
2.1.1. Influencia de la frecuencia. .................................................................................. 214
2.1.2. Influencia de la temperatura. ............................................................................... 216
2.2. Análisis del ángulo de fase. ......................................................................................... 217
2.2.1. Influencia de la frecuencia. .................................................................................. 218
2.2.2. Influencia de la temperatura ................................................................................ 219
2.3. Transferibilidad de los resultados a la realidad. .......................................................... 220
3. DETERMINACIÓN DEL DAÑO POR FATIGA DEL MATERIAL............................... 220
3.1. Reflexiones sobre el estudio de la fatiga en mezclas bituminosas. ............................. 221
3.2. Justificación y descripción de los ensayos a realizar................................................... 224
3.3. Daño en laboratorio vs daño producido por el tráfico real. ......................................... 225
5. CONCLUSIONES ............................................................................................ 233

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
6
1. CARACTERIZACIÓN DEL COMPORTAMIENTO ESTÁTICO DEL MATERIAL. ... 233
2. EVALUACIÓN DEL COMPORTAMIENTO DINÁMICO DEL MATERIAL............... 234
3. DETERMINACIÓN DEL DAÑO POR FATIGA DEL MATERIAL............................... 234
V. REFERENCIAS.......................................................................................... 235

1. INTRODUCCIÓN
En su sentido general, un camino es una vía para el paso de vehículos, gente y animales.
(MUENCH S.T., MAHONEY J.P., 2002). Desde la antigüedad, la construcción de caminos ha sido
uno de los primeros signos de civilización avanzada. Cuando las ciudades de las primeras
civilizaciones empezaron a aumentar de tamaño y densidad de población, la comunicación con
otras regiones se tornó necesaria para hacer llegar suministros alimenticios o transportarlos a
otros consumidores (MICROSOFT 2006). Enseguida el tráfico, las exigencias de los usuarios, los
vehículos, así como el entorno de la carretera evolucionaron, por lo que enseguida apareció la
necesidad de actuar sobre ellas para acondicionarlas a las nuevas exigencias. Así, desde épocas
muy tempranas, (MUENCH S.T., MAHONEY J.P., 2002) se empezaron a cubrir los caminos con
una superficie lisa dura (pavimento) que ayudaba para hacerlos durables y capaces de soportar el
tráfico y el ambiente.
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
8
1. UN POCO DE HISTORIA
Aunque las carreteras tal y como hoy las conocemos, no han existido hasta el siglo XX, no hay
que olvidar que algunos de los considerados métodos modernos fueron descubiertos hace
algunos siglos. Así, el Tratado legal y político de caminos públicos y possadas, (FERNÁNDEZ DE
MESA,T.M. 1755) editado en el año 1755, habla ya del uso del alpechín, para “hazer un terreno
fuerte, que para las heras dize Fray Miguel Agustín en su Agricultura, conviene usar, y no es
despreciable para los Caminos, es à saber, que la tierra desmenuzada, y hecha polvo, se amasse
con alpechin de azeyte, y despues en estando en disposición, apisonarla, ò allanarla con cilindro,
bolviendola ultimamente à rociar con el alpechin; y otros, dize, hazen lo mismo con sangre de
buey y azeyte”(...). De esta forma, para comprender la concepción y génesis de las carreteras
actuales se hace necesario profundizar en su historia.
Entre los primeros constructores de carreteras se encuentran los mesopotámicos, hacia el año
3500 a.C. La Carretera Real Persa es considerada la carretera más antigua de larga distancia, que
estuvo en explotación desde el el año 3.500 a.C. hasta el 300 a.C. El recorrido del Camino Real
Persa ha podido ser reconstruido a partir de los escritos de HERÓDOTO (450 A.C.), historiador
griego del siglo V a.C., la investigación arqueológica y otras fuentes históricas. Comenzaba en el
oeste, en Sardes (a unas 60 millas al este de Izmir, en la actual Turquía), se dirigía al este, a
través de lo que ahora sería la sección centro-norte de Turquía, hacia la antigua capital Asiria de
Nínive (actual Mosul, en Iraq). Luego seguía hacia el sur hacia Babilonia (hoy Bagdad, en Iraq).
Cerca de Babilonia, se cree que se dividía en dos tramos, uno que se dirigiría hacia el noreste y
luego al oeste, a través de Ecbatana y siguiendo la ruta de la seda. La otra continuaba al este, a
través de la futura capital del imperio persa, Susa, (actual Irán) y luego al sudeste, hacia
Persépolis. (ZORIO, V 1987 y WIKIPEDIA 2006).
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
9
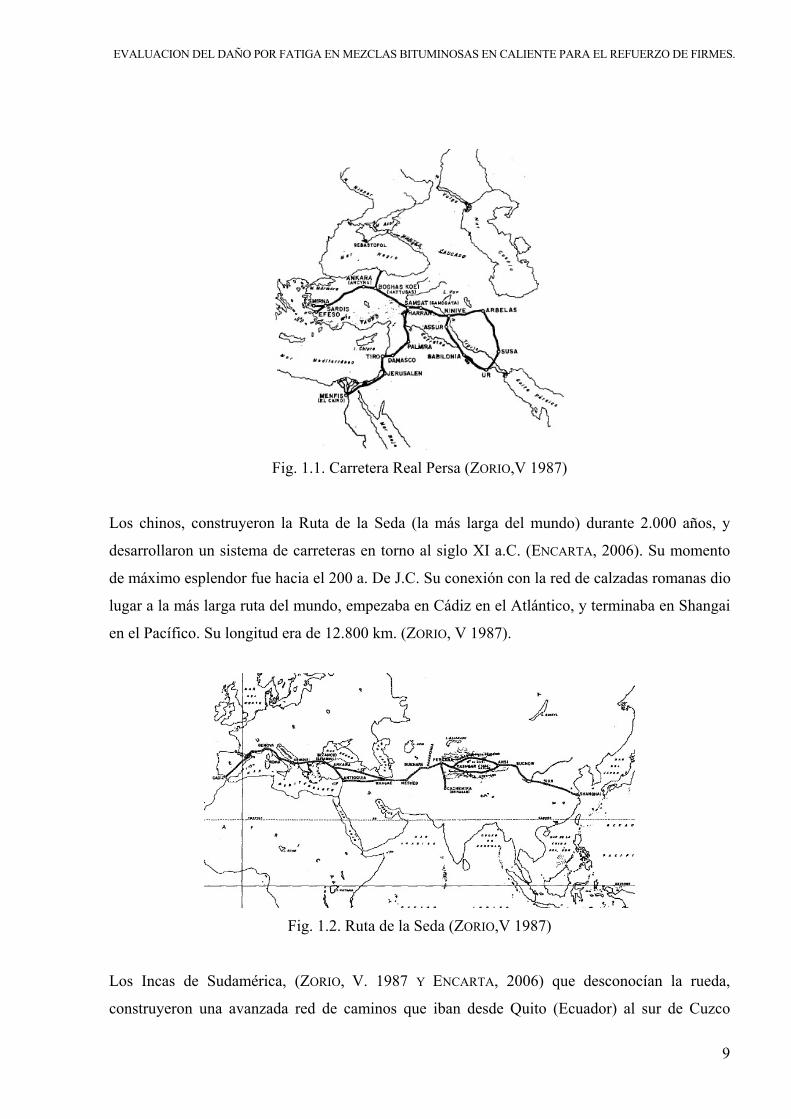
Fig. 1.1. Carretera Real Persa (ZORIO,V 1987)
Los chinos, construyeron la Ruta de la Seda (la más larga del mundo) durante 2.000 años, y
desarrollaron un sistema de carreteras en torno al siglo XI a.C. (ENCARTA, 2006). Su momento
de máximo esplendor fue hacia el 200 a. De J.C. Su conexión con la red de calzadas romanas dio
lugar a la más larga ruta del mundo, empezaba en Cádiz en el Atlántico, y terminaba en Shangai
en el Pacífico. Su longitud era de 12.800 km. (ZORIO, V 1987).
Fig. 1.2. Ruta de la Seda (ZORIO,V 1987)
Los Incas de Sudamérica, (ZORIO, V. 1987 Y ENCARTA, 2006) que desconocían la rueda,
construyeron una avanzada red de caminos que iban desde Quito (Ecuador) al sur de Cuzco

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
10
(Perú). Se utilizaban exclusivamente por peatones y animales de carga (llamas). El camino de la
costa tenía 3.600 km y el camino de la cordillera de los andes tenía 2.640 km. Entre ambos
existían caminos transversales de enlace. Esta red incluía galerías cortadas en rocas sólidas y
muros de contención, tenía 7,5 m de anchura y estaba constituida por rampas suaves,
constituyendo una auténtica carretera.
Fig. 1.3. Carreteras del Imperio Inca (ZORIO,V 1987)
Existía en la antigua Babilonia, (ZORIO,V 1987) alrededor del 700 a. de J.C. un sistema de
antiguas carreteras que unían palacios y templos; estaban construidas con ladrillo cocido y piedra
unidos con mortero bituminoso. Se les considera las precursoras de las vías romanas.
Fig. 1.4. Carretera procesional del templo de Ishtar (ZORIO,V 1987)

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
11
Los escritos de HERÓDOTO (450 A.C.), mencionan las vías construidas en Egipto para transportar
los materiales con los que construyeron las pirámides y otras estructuras monumentales
levantadas por los faraones.
En china, (ZORIO,V 1987) las carreteras imperiales coexistieron con la carretera Real Persa. Eran
amplias, bien construidas y cubiertas de piedra. Jugaron un papel análogo a las calzadas romanas
en Europa y Asia menor. La longitud de la red era de unos 3.200 km.
En la India también existían carreteras, así, se sabe (ZORIO,V 1987) que desde el 3.250 a. de J.C.
las ciudades de las regiones de Baluchistan y Penjab se encontraban pavimentadas. En el siglo
IV a de J.C. durante el imperio de Maurya se construyó la Carretera Real, que comenzaba en el
borde del Himalaya y atravesaba la región de Penjab, llegando a la ciudad de Prayag.
Fig. 1.5. Carretera Real (ZORIO,V 1987)
En la isla de Malta (ZORIO,V 1987) se construyó entre el 2000 y e 1500 a. de J.C. carreteras de
carril único formadas por dos acanaladuras en V cortadas en la arenisca del coral de la isla que
eran recorridas por carros con las ruedas introducidas dentro delas muescas y arrastrados por
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
12
hombres. En Grecia, a partir del año 800 a. de J.C. también existieron este tipo de carreteras
pero con fines religiosos.
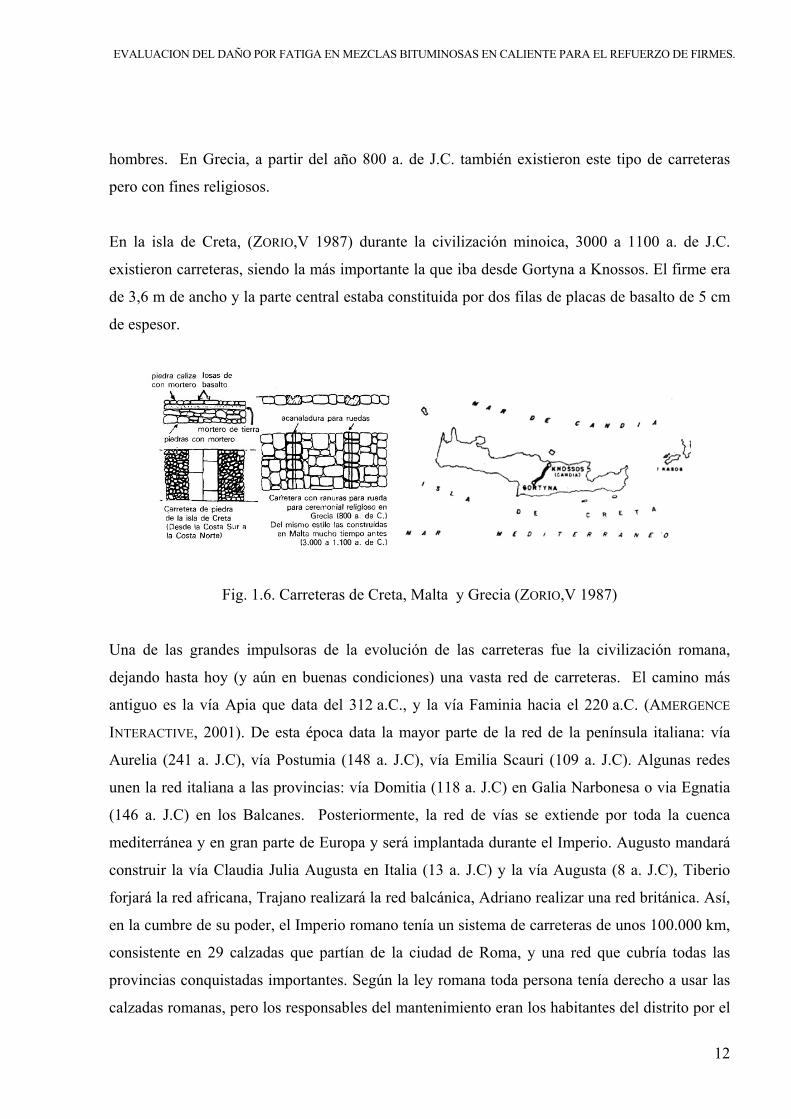
En la isla de Creta, (ZORIO,V 1987) durante la civilización minoica, 3000 a 1100 a. de J.C.
existieron carreteras, siendo la más importante la que iba desde Gortyna a Knossos. El firme era
de 3,6 m de ancho y la parte central estaba constituida por dos filas de placas de basalto de 5 cm
de espesor.
Fig. 1.6. Carreteras de Creta, Malta y Grecia (ZORIO,V 1987)
Una de las grandes impulsoras de la evolución de las carreteras fue la civilización romana,
dejando hasta hoy (y aún en buenas condiciones) una vasta red de carreteras. El camino más
antiguo es la vía Apia que data del 312 a.C., y la vía Faminia hacia el 220 a.C. (AMERGENCE
INTERACTIVE, 2001). De esta época data la mayor parte de la red de la península italiana: vía
Aurelia (241 a. J.C), vía Postumia (148 a. J.C), vía Emilia Scauri (109 a. J.C). Algunas redes
unen la red italiana a las provincias: vía Domitia (118 a. J.C) en Galia Narbonesa o via Egnatia
(146 a. J.C) en los Balcanes. Posteriormente, la red de vías se extiende por toda la cuenca
mediterránea y en gran parte de Europa y será implantada durante el Imperio. Augusto mandará
construir la vía Claudia Julia Augusta en Italia (13 a. J.C) y la vía Augusta (8 a. J.C), Tiberio
forjará la red africana, Trajano realizará la red balcánica, Adriano realizar una red británica. Así,
en la cumbre de su poder, el Imperio romano tenía un sistema de carreteras de unos 100.000 km,
consistente en 29 calzadas que partían de la ciudad de Roma, y una red que cubría todas las
provincias conquistadas importantes. Según la ley romana toda persona tenía derecho a usar las
calzadas romanas, pero los responsables del mantenimiento eran los habitantes del distrito por el

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
13
que pasaba; cuando el imperio romano declinó, su red de caminos declinó con él. Sin embargo,
la calidad superior y la estructura de sus firmes han permitido que muchos caminos romanos
sobrevivan a este día.
Fig. 1.7. Vías Romanas de la región de Lazio: Via Aurelia, Via Appia, Via Severiana, Via
Flaminia. (AMERGENCE INTERACTIVO 2004)
El conocimiento de la historia y de la organización de las vías romanas es todavía muy
imperfecto. Se sabe, por ejemplo, que los que tomaban estas vías de comunicación conocían las
distancias que les separaban de su próxima etapa o de su lugar de encuentro mediante mojones
millares (los Romanos contaban en millas y no en kilómetros). Aún hoy en día pueden verse
mojones millares en los trazados de la mayoría de las vías, así, cabe citar los localizados en la
vía Augusta,en la vía Julia Augusta, en la vía Postumia, y en la vía Egnatia. La lentitud de los
desplazamientos en recorridos de varios cientos de kilómetros requería el uso de los albergues o
posadas: elementos arqueológicos que permiten hoy hacerse una idea de lo que eran estos
lugares de acogida (via Flaminia, via Egnatia). Las investigaciones arqueológicas que se llevan a
cabo en casi toda Europa permitirán sin duda avances importantes. Así, es necesario destacar
entre las últimas investigaciones presentadas, la tesis (MORENO, I. 2006), en la que afirma que la
Vía de la Plata no es una calzada romana sino que coincide con lo que fue la Cañada Real de la
Vizana sin ningún tipo de estructura viaria romana (III Congreso de Obras Públicas Romanas,
Astorga 2006).
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
14
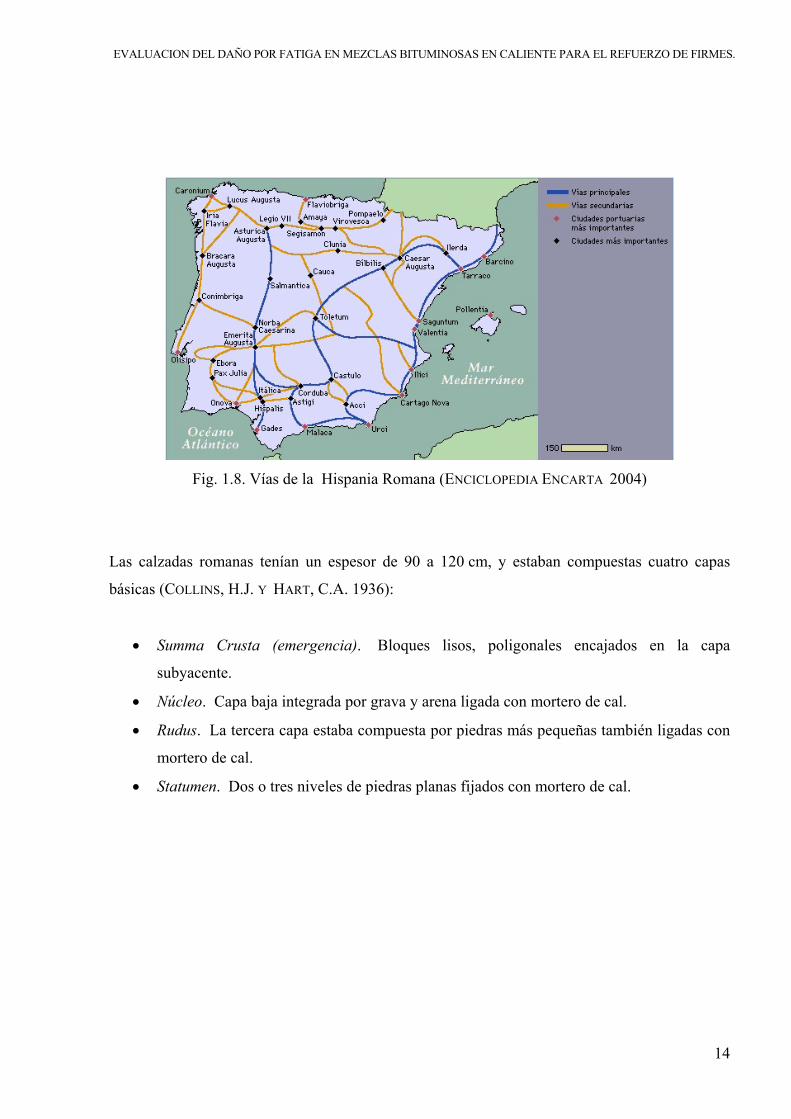
Fig. 1.8. Vías de la Hispania Romana (ENCICLOPEDIA ENCARTA 2004)
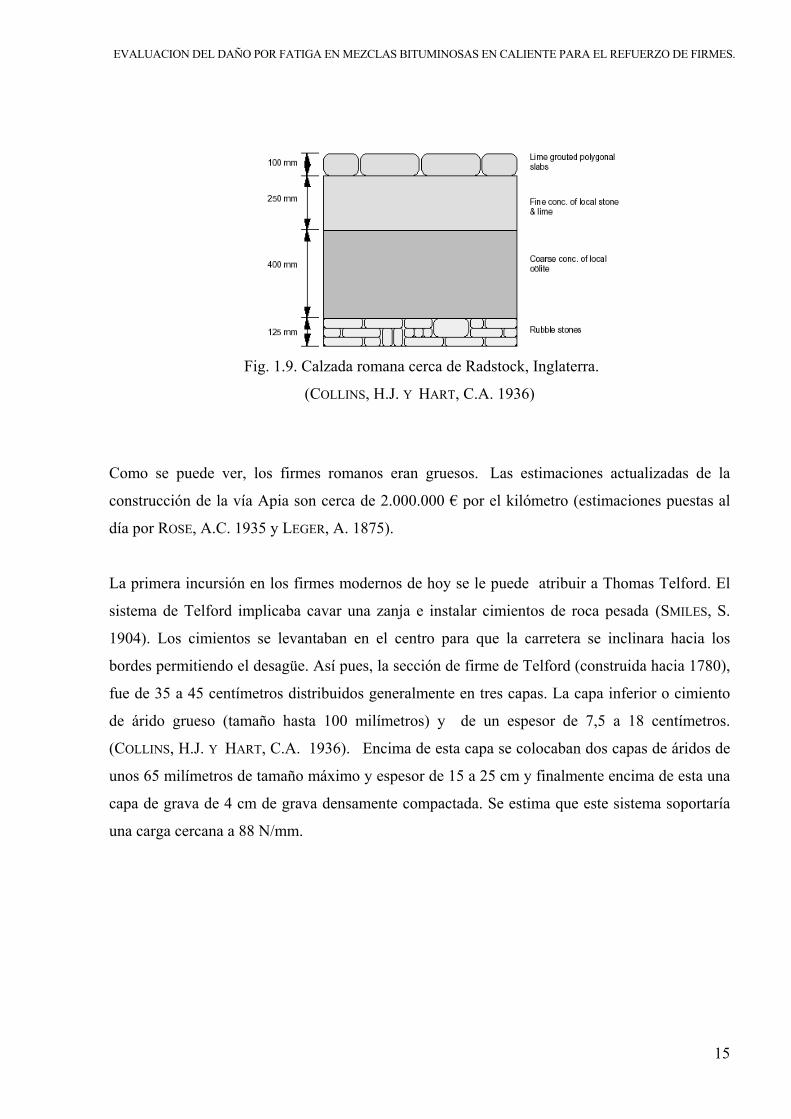
Las calzadas romanas tenían un espesor de 90 a 120 cm, y estaban compuestas cuatro capas
básicas (COLLINS, H.J. Y HART, C.A. 1936):
• Summa Crusta (emergencia). Bloques lisos, poligonales encajados en la capa
subyacente.
• Núcleo. Capa baja integrada por grava y arena ligada con mortero de cal.
• Rudus. La tercera capa estaba compuesta por piedras más pequeñas también ligadas con
mortero de cal.
• Statumen. Dos o tres niveles de piedras planas fijados con mortero de cal.
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
15
Fig. 1.9. Calzada romana cerca de Radstock, Inglaterra.
(COLLINS, H.J. Y HART, C.A. 1936)
Como se puede ver, los firmes romanos eran gruesos. Las estimaciones actualizadas de la
construcción de la vía Apia son cerca de 2.000.000 € por el kilómetro (estimaciones puestas al
día por ROSE, A.C. 1935 y LEGER, A. 1875).
La primera incursión en los firmes modernos de hoy se le puede atribuir a Thomas Telford. El
sistema de Telford implicaba cavar una zanja e instalar cimientos de roca pesada (SMILES, S.
1904). Los cimientos se levantaban en el centro para que la carretera se inclinara hacia los
bordes permitiendo el desagüe. Así pues, la sección de firme de Telford (construida hacia 1780),
fue de 35 a 45 centímetros distribuidos generalmente en tres capas. La capa inferior o cimiento
de árido grueso (tamaño hasta 100 milímetros) y de un espesor de 7,5 a 18 centímetros.
(COLLINS, H.J. Y HART, C.A. 1936). Encima de esta capa se colocaban dos capas de áridos de
unos 65 milímetros de tamaño máximo y espesor de 15 a 25 cm y finalmente encima de esta una
capa de grava de 4 cm de grava densamente compactada. Se estima que este sistema soportaría
una carga cercana a 88 N/mm.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
16
Fig. 1.10. Sección de firme de Telford (COLLINS, H.J. Y HART, C.A. 1936)
Posteriormente, John MacAdam observó que la mayor parte de los caminos británicos
pavimentados en el siglo XIX estaban compuestos por grava redondeada (SMILES, S. 1904).
Utilizó una superficie inclinada del subsuelo para mejorar el drenaje, (McAdam mantenía que la
tierra bien drenada soportaría cualquier carga) en la cual puso árido angular (tamaño máximo de
75 milímetros) en dos capas para una profundidad total de cercana a los 20 centímetros (Gillette,
1906). Encima de esta capa se colocaban 50 milímetros de árido grueso con un tamaño máximo
de 25 milímetros. (COLLINS, H.J. Y HART, C.A. 1936). La razón de utilizar el tamaño de árido
máximo de 25 milímetros (1 pulgada) era proporcionar un pavimento “liso” para las ruedas del
carro. Así, la profundidad total de un pavimento típico del macadán era cerca de 250
milímetros.
El macadán fue bautizado con el dicho “ninguna piedra más grande de la que entrará en la boca
de un hombre debe entrar en un camino” (GILLETTE, H.P. 1906). La carga permitida más grande
para este tipo de diseño se ha estimado en 158 N/mm. El término “macadán” también se utiliza
para indicar el pavimento “de piedra” roto (BAKER, I.O. 1903). En 1850, cerca de 2.200
kilómetros de firmes tipo macadán estaban en funcionamiento en las áreas urbanas del Reino
Unido. El primer pavimento del macadán en los E.E.U.U. se construyó en Maryland en 1823.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
17
Fig. 1.11. Sección típica de carretera de Macadam (COLLINS, H.J. Y HART, C.A. 1936).
Sin embargo, los cimientos de tierra de las carreteras macadamizadas no pudieron soportar los
camiones pesados que se utilizaron en la I Guerra Mundial. Como resultado, para construir
carreteras de carga pesada se adoptó el sistema de Telford, ya que proporcionaba una mejor
distribución de la carga de la carretera sobre el subsuelo subyacente.
La popularidad de la bicicleta, que comenzó en la década de 1880, y la introducción del
automóvil una década más tarde, llevaron a la necesidad de tener más y mejores carreteras.
Como medida correctiva, se utilizó alquitrán de hulla, alquitrán, y aceites, como aglomerantes de
superficie en primer lugar, y como soportes de penetración en el firme de macadam en segundo
lugar. El primer firme de macadán recubierto con alquitrán se colocó en Nottingham (camino de
Lincoln) en 1848 (HUBBARD, P. 1910 Y COLLINS, H.J. Y HART, C.A. 1936). En aquel momento
este tipo de firmes se consideraban convenientes solo para el tráfico ligero, por lo que no se
utilizaban dentro de las ciudades. El alquitrán, procedente del carbón, se conocía en el Reino
Unido desde principios del siglo XIX ya que se obtenía como residuo de la iluminación por
medio de gas de carbón. Ésta es posiblemente una de las primeras veces que se han reciclado
materiales de desecho para su uso en un firme.
Poco después del proyecto de Nottingham, se construyeron firmes de macadán del alquitrán en
París (1854) y Knoxville, Tennessee (1866). En Washington 1871, se utilizó extensivamente un
“pavimento del alquitrán” realizado a partir de roas asfálticas y de asfaltos naturales, para la
construcción de carreteras (HUBBARD, P. 1910).
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
18
Hacia 1870, como consecuencia del desarrollo de la industria del petróleo, se comenzaron a
emplear betunes de destilación para la fabricación de mezclas, pero no fue hasta finales del siglo
XIX, cuado el norteamericano C. Richardson, (KRAEMER ET AL, 1999) sentó las bases de la
tecnología de la pavimentación con mezclas bituminosas, aunque la industria de la fabricación
no se desarrolló hasta después de la primera guerra mundial. De la misma forma, durante la II
guerra mundial, las técnicas y los equipo para la fabricación de mezclas bituminosas se
desarrollaron enormemente, debido principalmente a las necesidades de construcción acelerada
de aeródromos militares.
En España, el uso de mezclas bituminosas comenzó muy temprano, con el uso de alquitrán en las
zonas peatonales de la Peatonales de la Puerta del Sol de Madrid (1847 a 1854), aunque hasta
1926, gracias al “Circuito Nacional de Firmes Especiales”, no se empezaron a utilizar de forma
habitual. (KRAEMER ET AL, 1999).
El transporte por carretera a partir de 1920 comenzó un rápido proceso de transformación a nivel
mundial, aumentando enormemente el tráfico, especialmente el tráfico pesado lo que motivó el
desarrollo de procedimiento de diseño de firmes y de nuevas tecnologías, tanto en Europa como
en América, para adaptar las carreteras a las nuevas y crecientes necesidades. El más conocido
de todos los métodos de dimensionamiento de firmes y practicas de construcción, es el “AASHO
Road Test” llevado a cabo en Ottawa (Illinois, USA) desde 1958 a 1960. Como resultado de
dicho ensayo se publicó en 1961 la guía provisional de dimensionamiento AASHO, (AASHO
Interim Design Guide). En ella se recogían los resultados de dicho ensayo y se introducían
conceptos como Nivel de Servicio, Ejes Equivalentes, etc, que luego se han empleado en todo el
mundo para el dimensionamiento de firmes. Asimismo la Guía incluía un método empírico de
cálculo de espesores de capas en función de la intensidad del tráfico pesado.
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
19
2. CONCEPTO DE CARRETERA Y CONCEPTO DE FIRME
Una vez visto de forma sucinta el desarrollo de las carreteras y su devenir a lo largo del tiempo
estamos en disposición de concluir que una carretera es una estructura resistente con unas
características geométricas adecuadas. Los firmes de carreteras se proyectan con una calidad
inicial, sabiendo que el paso de vehículos generará un deterioro hasta umbrales inadmisibles, por
lo que será necesario un mantenimiento de la misma para evitar su ruina.
Pero una carretera es mucho más que todo esto, así, según la vigente ley 25/1988, de 29 de julio,
de Carreteras, se consideran carreteras las “vías de dominio y uso público proyectadas y
construidas fundamentalmente para la circulación de vehículos automóviles”, está constituida
por numerosos elementos tales como firme, señalización, drenaje, obras de paso, puentes,
viaductos, túneles, ornamentación, etc, y su destino es la unión de los diferentes territorios y
ciudades entre sí para permitir la movilidad de personas y productos entre ellos, favoreciendo sus
relaciones, desarrollando el comercio, la industria, el turismo, etc.
La importancia de las carreteras es muy alta, así como ejemplo, según datos del MINISTERIO DE
FOMENTO (2005), la red de carreteras españolas tiene una longitud total de 329.429 kms., de los
que 24.797 kms. son carreteras estatales y 71.502 pertenecen a las Comunidades Autónomas. El
resto de la red está formado por 64.660 kms., mantenidos por los Consejos Provinciales e
Insulares, y 168.470 kms. que pertenecen a los Ayuntamientos y varias agencias
gubernamentales como ICONA, el Ministro de Defensa, la Confederación Hidrográfica, etc. Las
vías de doble carril (autopistas de peaje, sin peaje y autovías) suman 11.099 kms, de los cuales,
2.450 pertenecen a las redes de carreteras de las Comunidades Autónomas.
El firme se define según la norma española 6.1 IC (MINISTERIO DE FOMENTO 2003), como el
conjunto de capas ejecutadas con materiales seleccionados y, generalmente, tratados, que
constituye la superestructura de la plataforma, resiste las cargas del tráfico y permite que la
circulación tenga lugar con seguridad y comodidad.
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
20
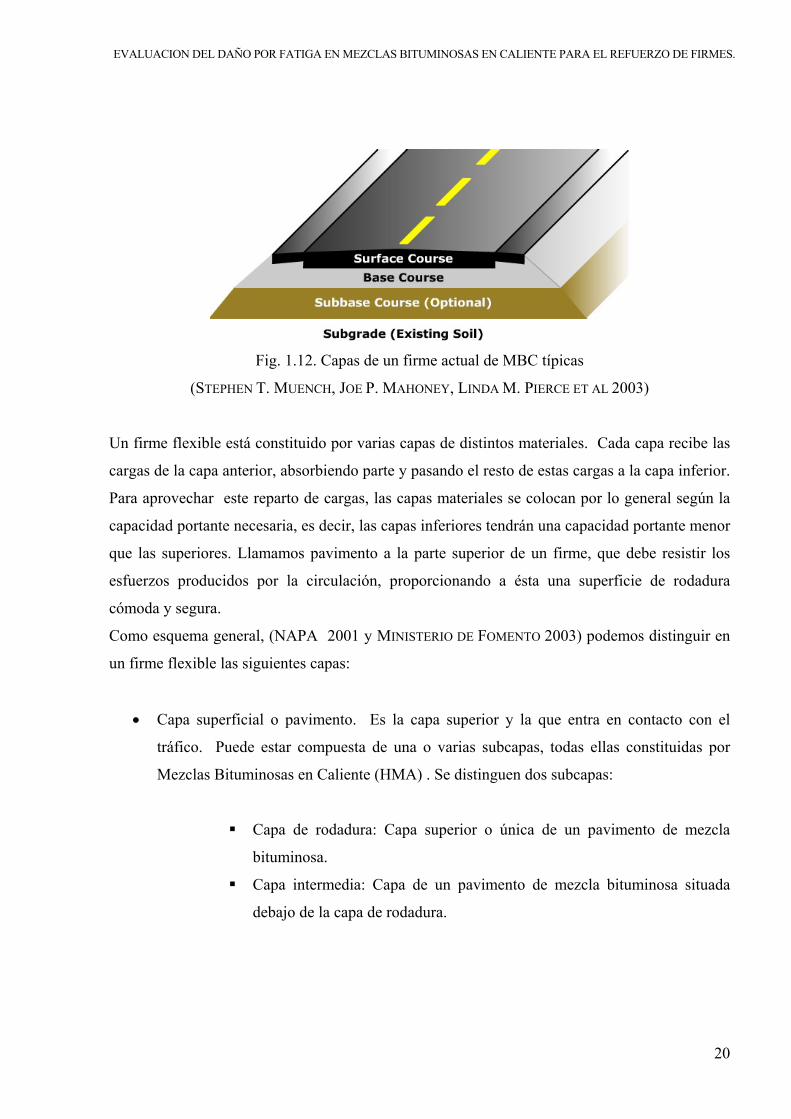
Fig. 1.12. Capas de un firme actual de MBC típicas
(STEPHEN T. MUENCH, JOE P. MAHONEY, LINDA M. PIERCE ET AL 2003)
Un firme flexible está constituido por varias capas de distintos materiales. Cada capa recibe las
cargas de la capa anterior, absorbiendo parte y pasando el resto de estas cargas a la capa inferior.
Para aprovechar este reparto de cargas, las capas materiales se colocan por lo general según la
capacidad portante necesaria, es decir, las capas inferiores tendrán una capacidad portante menor
que las superiores. Llamamos pavimento a la parte superior de un firme, que debe resistir los
esfuerzos producidos por la circulación, proporcionando a ésta una superficie de rodadura
cómoda y segura.
Como esquema general, (NAPA 2001 y MINISTERIO DE FOMENTO 2003) podemos distinguir en
un firme flexible las siguientes capas:
• Capa superficial o pavimento. Es la capa superior y la que entra en contacto con el
tráfico. Puede estar compuesta de una o varias subcapas, todas ellas constituidas por
Mezclas Bituminosas en Caliente (HMA) . Se distinguen dos subcapas:
Capa de rodadura: Capa superior o única de un pavimento de mezcla
bituminosa.
Capa intermedia: Capa de un pavimento de mezcla bituminosa situada
debajo de la capa de rodadura.
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
21
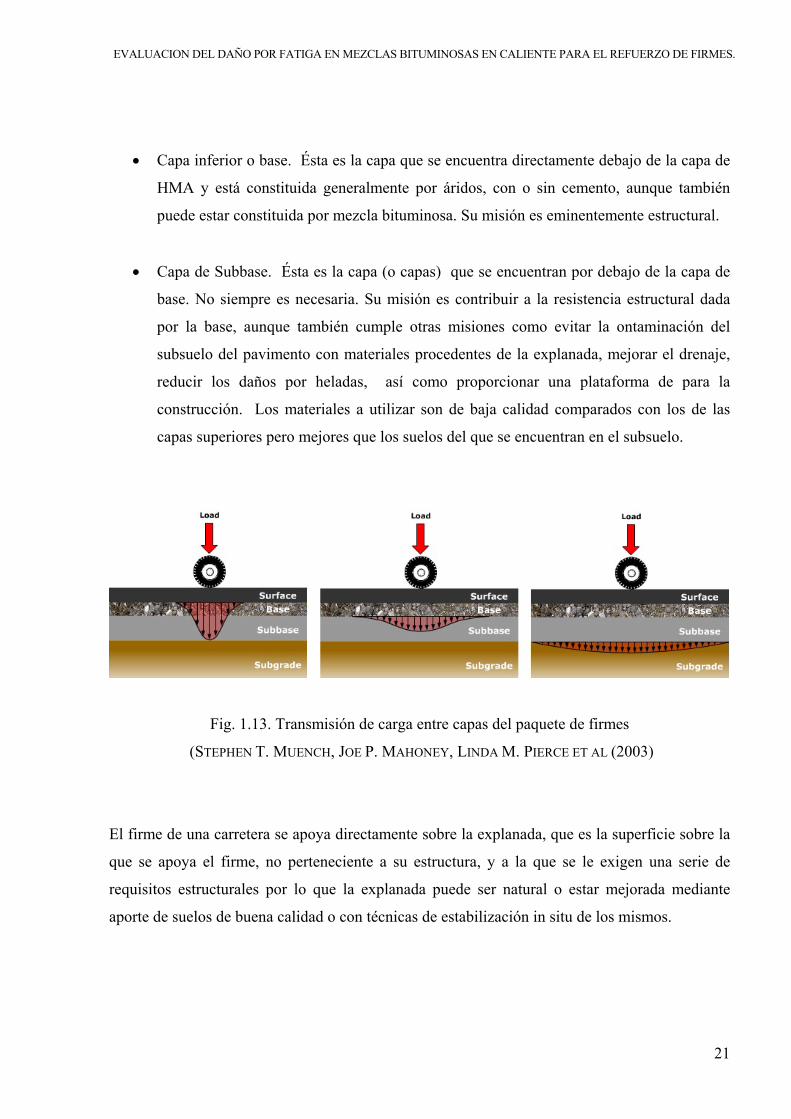
• Capa inferior o base. Ésta es la capa que se encuentra directamente debajo de la capa de
HMA y está constituida generalmente por áridos, con o sin cemento, aunque también
puede estar constituida por mezcla bituminosa. Su misión es eminentemente estructural.
• Capa de Subbase. Ésta es la capa (o capas) que se encuentran por debajo de la capa de
base. No siempre es necesaria. Su misión es contribuir a la resistencia estructural dada
por la base, aunque también cumple otras misiones como evitar la ontaminación del
subsuelo del pavimento con materiales procedentes de la explanada, mejorar el drenaje,
reducir los daños por heladas, así como proporcionar una plataforma de para la
construcción. Los materiales a utilizar son de baja calidad comparados con los de las
capas superiores pero mejores que los suelos del que se encuentran en el subsuelo.
Fig. 1.13. Transmisión de carga entre capas del paquete de firmes
(STEPHEN T. MUENCH, JOE P. MAHONEY, LINDA M. PIERCE ET AL (2003)
El firme de una carretera se apoya directamente sobre la explanada, que es la superficie sobre la
que se apoya el firme, no perteneciente a su estructura, y a la que se le exigen una serie de
requisitos estructurales por lo que la explanada puede ser natural o estar mejorada mediante
aporte de suelos de buena calidad o con técnicas de estabilización in situ de los mismos.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
22
Como se ha visto, el firme se utiliza para evitar la acción directa de las cargas producidas por los
vehículos de transporte sobre ésta, ya que suelen ser de varias toneladas por rueda, con presiones
de 0,6 a 1 Mpa en lo grandes vehículos de transporte de viajeros y mercancías, (KRAMER, C. ET
AL, 2004) lo que produciría en poco tiempo importantes deformaciones. Por otra parte, los
esfuerzos tangenciales superficiales que se producen en la capa más externa del firme, llamada
capa de rodadura o simplemente rodadura, y el hecho de encontrarse la carretera a la intemperie,
darían lugar a una superficie deslizante e inestable en tiempo lluvioso y polvorienta e irregular
en tiempo seco. En suma, el camino sería incómodo y peligroso, con una necesidad de
conservación relativamente frecuente y costosa; además, los vehículos tendrían que rodar a
pequeña velocidad. Por todo ello, el firme tiene que cumplir las siguientes funciones:
- Proporcionar una superficie de rodadura segura, cómoda y de características
permanentes bajo las repetidas cargas del tráfico a lo largo de un período de tiempo
suficientemente largo.
- Resistir las solicitaciones del tráfico pesado repartiendo las presiones verticales
ejercidas por las cargas, para que a la explanada solo llegue una carga inferior a su
capacidad de soporte, y las deformaciones producidas en ella y en las distintas capas
del firme deben ser admisibles, teniendo en cuenta la repetición de las cargas y la
resistencia ala fatiga de los distintos materiales.
- Proteger la explanada de la intemperie, en particular de la acción del agua y su
incidencia en la disminución de la resistencia al esfuerzo cortante en suelos, así como
la protección a los efectos e los ciclos de hielo y deshielo de la misma.
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
23
3. CONCEPTO DE MEZCLA BITUMINOSA
Actualmente existe una gran variedad de firmes, que se clasifican en dos grandes grupos de
acuerdo a los materiales que los componen y a la forma que tienen de distribuir los esfuerzos y
deformaciones generados por el tráfico:
- Firmes flexibles, que están constituido por una serie de capas de materiales con
resistencia a la deformación decreciente con la profundidad, de forma análoga a la
disminución de tensiones transmitidas.
- Firmes rígidos, que tienen una capa de hormigón que aseguran la función resistente.
Por su mayor rigidez, distribuyen las cargas verticales sobre un área grande y con
tensiones reducidas.
La actual normativa española 6.3 IC sobre rehabilitación de firmes (MINISTERIO DE FOMENTO
2003) clasifica a su vez los firmes en:
- Firmes flexibles, que son los constituidos por capas granulares no tratadas y
materiales bituminosos en un espesor inferior a 15 cm.
- Firmes semiflexibles, en los que el espesor de los materiales bituminosos sobre capas
granulares no tratadas iguala o supera los 15 cm
- Firmes semirrígidos, son los constituidos por materiales bituminosos en cualquier
espesor sobre una o más capas tratadas con conglomerantes hidráulicos o
puzolánicos, siendo el espesor conjunto de éstas igual o superior a 18 cm y con un
comportamiento que garantice todavía una contribución significativa a la resistencia
estructural del conjunto del firme.
- Firmes rígidos: Son los constituidos por pavimento de hormigón, generalmente losas,
(existe también el pavimento continuo de hormigón), que se pueden colocar

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
24
directamente sobre la explanada o bien sobre un capa soporte que puede estar o no,
tratada.
- Otros tipos de firmes: Existen otros firmes constituidos a base de adoquines, losas,
aceras, etc
La mayor parte de los firmes están constituidos, en sus capas superiores, por materiales
compuestos bituminosos, por lo que el presente estudio se centrará en ellos.
Tabla 1.1 Producción mundial de firme bituminoso.
ASPHALT IN FIGURES (2004)

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
25
Las mezclas bituminosas se pueden clasificar de diversas formas, así, según KRAMER, C. ET AL
(1999) podemos distinguir:
a) por la temperatura de puesta en obra:
- Mezclas en caliente, que se fabrican con betunes asfálticos a temperaturas más o
menos elevadas, en general, en torno a lo 150 ºC
- Mezclas en frio, en las que el ligante suele ser una emulsión bituminosa y la puesta en
obra se realiza a temperatura ambiente.
b) por el porcentaje de huecos de la mezcla:
- Densas (2 - 6 %) (D-12, D-20), siendo 12 y 20 los tamaños máximos nominales
- Semidensas ( 6 - 12 %) (S-12, S-20, S-25)
- Gruesas (> 12%) (G-20, G-25)
- Drenantes (> 20%) (PA-12)
c) por el tamaño del árido:
- Mezclas gruesas (> 20 mm)
- Mezclas finas (10 ÷ 20 mm)
- Microaglomerados (< 10 mm)
d) por la granulometría:
- Mezclas continuas (curva continua)
- Mezclas discontinuas (curva discontinua)
e) por la estructura del árido:
- Sin esqueleto mineral (poco uso en España), la resistencia de estas mezclas es debida
únicamente a la cohesión de la masilla o betún.
- Con esqueleto mineral, en las que la componente de la resistencia debida al
rozamiento interno de los áridos es notable
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
26
f) por el tipo de ligante empleado:
- Convencionales (betunes normales)
- Especiales (betunes modificados)
Combinando estos criterios de clasificación, se obtiene diversos tipos de mezclas, siendo los más
utilizados:
• Hormigones bituminosos en caliente.(También llamadas mezclas bituminosas en caliente
o Hot Mix Asphalt –HMA- en inglés) Son el tipo más generalizado. Se usan tanto en vías
urbanas como en carreteras convencionales, autopistas y aeropuertos, y se utilizan tanto
para capas de rodadura como para las capas inferiores. Se fabrican con betunes asfálticos
normales o modificados, variando la proporción del ligante según la granulometría y el
uso de la mezcla, de un 3% a un 6% sobre la masa del árido. Son siempre de
granulometría continua, de forma que las partículas más finas rellenan lo huecos que
dejan las más gruesas, y todas ellas están recubierta por una película continua de ligante.
Hay que tener en cuenta en esta mezclas que son muy sensibles al contenido de ligante,
de forma que una pequeña variación puede producir cambios importantes en su
comportamiento reológico.
• Mezclas en frío: Están fabricadas con emulsiones bituminosas. Su principal campo de
aplicación es la construcción y conservación de carreteras secundarias, ya que no
garantizan una alta calidad para su uso en carreteras principales. Las más utilizadas son
las de tipo abierto, formadas fundamentalmente por un árido grueso y una emulsión
bituminosa, con una baja proporción de árido fino, lo que produce una elevada
proporción de huecos, de forma que en ellas existe una estructura mineral que resiste
fundamentalmente por rozamiento interno. Cuentan con una gran flexibilidad, por lo que
se utilizan para capas de pequeño espesor (hasta 5 cm), dispuestas sobre capas granulares
con baja intensidad de tráfico. La proporción de betún asfáltico residual está en torno al
2,5 – 3% sobre la masa de árido. También existen la mezclas densas en frío, mucho
menos utilizadas. Se fabrica con emulsiones de rotura lenta sin fluidificante, (separación
del betún y del agua por evaporación o por reacción química, formando el betún una

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
27
película continua; no confundir con el curado de los betunes fluidificados) no pueden
abrirse a la circulación hasta que han alcanzado una resistencia suficiente. A este proceso
de aumento paulatino de la resistencia se le llama maduración y consiste básicamente en
la evaporación del agua procedente de la rotura de la emulsión con el consiguiente
aumento de cohesión de la mezcla; este proceso es relativamente lento debido a la
granulometría cerrada del árido que hace que la mezcla tenga una pequeña proporción de
poros.
• Mezclas porosas o drenantes, que tienen una proporción muy elevada de huecos (20 al
30%) lo que les da gran permeabilidad, por lo que se usan en capas de rodadura de
espesores hasta 4 cm, con lo que se consigue que el agua de lluvia caída sobre la calzada
se evacue rápidamente por infiltración. La impermeabilización de las capas inferiores y
del cimiento se consigue mediante la capa inmediatamente anterior. Para su confección
se suelen utilizar betunes modificados por su mayor adhesividad, aunque también existe
experiencia con betunes convencionales para tráficos de no excesiva intensidad. Los
principales problemas son las heladas, que los disgregan, y la colmantación de sus poros
a lo largo de su vida útil, lo que obliga a mayores gastos de conservación y
mantenimiento.
• Microaglomerados, que son mezclas con un tamaño máximo de árido inferior a 10 mm,
por lo que se suelen usar en capas de pequeño espesor, y no aportan características
estructurales al firme, sino que sirven por lo general para realizar tratamientos
superficiales en operaciones de mantenimiento, impermeabilización y conservación.
• Mezclas sin esqueleto mineral, son las llamadas masillas y asfaltos fundidos en os que
existe una elevada proporción de polvo mineral y de ligante, de forma que el árido grueso
se encuentra disperso en la masilla que se forma, por lo que este tipo de mezclas no
trabajan por rozamiento interno sino que su resistencia está dada por la cohesión que
proporciona la viscosidad de la masilla. Se suelen utilizar en lugares donde es
absolutamente necesaria la impermeabilidad de las capas, esto es, en países con clima
frío y húmedo, tanto en tableros de puentes como en vías urbanas e incluso aceras.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
28
Mezclas de alto módulo, son también hormigones bituminosos en caliente pero con un elevado
módulo de elasticidad (del orden de 13.000 Mpa a 20ºC, mientras que las mezclas normales
suelen tener un módulo del orden de 6.000 Mpa a la misma temperatura), por lo que se suelen
utilizar como capas de base. Se fabrican con betunes muy duros (penetración 10/20), tanto
convencionales como modificados, y con una dotación de alrededor del 6% sobre la masa de
áridos; la dotación de polvo mineral es alta también (8 al 10%). Su resistencia a fatiga también
es elevada y se suelen utilizar en capas de gran espesor, de 8 a 15 cm.
3.1. Materiales constituyentes
Las mezclas bituminosas o aglomerados asfálticos, son materiales compuestos que están
formados por una combinación de áridos (refuerzo) y un ligante hidrocarbonado (matriz), de
forma que las partículas áridos quedan cubiertas por una película continua de dicho ligante
(también llamado betún).
3.1.1. La Matriz
La matriz de las mezclas bituminosas lo constituyen los ligantes hidrocarbonados, entre los que
distinguimos los betunes y los asfaltos. Su diferencia estriba tanto en su origen (Los betunes
provienen de la destilación del petróleo y los asfaltos provienen de la destilación del carbón
hulla) como en si la solubilidad que presentan en tolueno es total (betunes) o no (asfaltos).
Actualmente, ha caído en desuso la utilización de asfaltos, extendiéndose por el contrario la del
betún, por lo que nos centraremos en su descripción.
Podemos entonces definir el betún como un material orgánico, adherente e impermeabilizante,
muy viscoso y casi sólido, no cristalino, prácticamente no volátil, y de color negro. Son
semisólidos o sólidos a temperatura ambiente, y su manipulación requiere su calentamiento para
reducir su consistencia a valores admisibles para la operación a realizar. Tienen además unas
propiedades aglomerantes características. (Vademecum Protección Civil y Emergencias)
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
29
Se obtiene como el residuo no volátil de la destilación del petróleo crudo o por separación como
el refinado de un aceite residual en un proceso de descarbonización.
Los betunes son una mezcla de hidrocarburos como pueden ser los nafténicos, parfínicos y
aromáticos, que tienen un peso molecular elevado, y una proporción relativamente grande de
hidrocarburos con un número de carbonos en su mayor parte superior a C25 (alta relación de
carbono oxigeno). Los principales componentes del betún son por tanto el carbono y el
hidrógeno y, en mucha menor proporción, oxígeno, nitrógeno, azufre y metales pesados, como
níquel y vanadio.
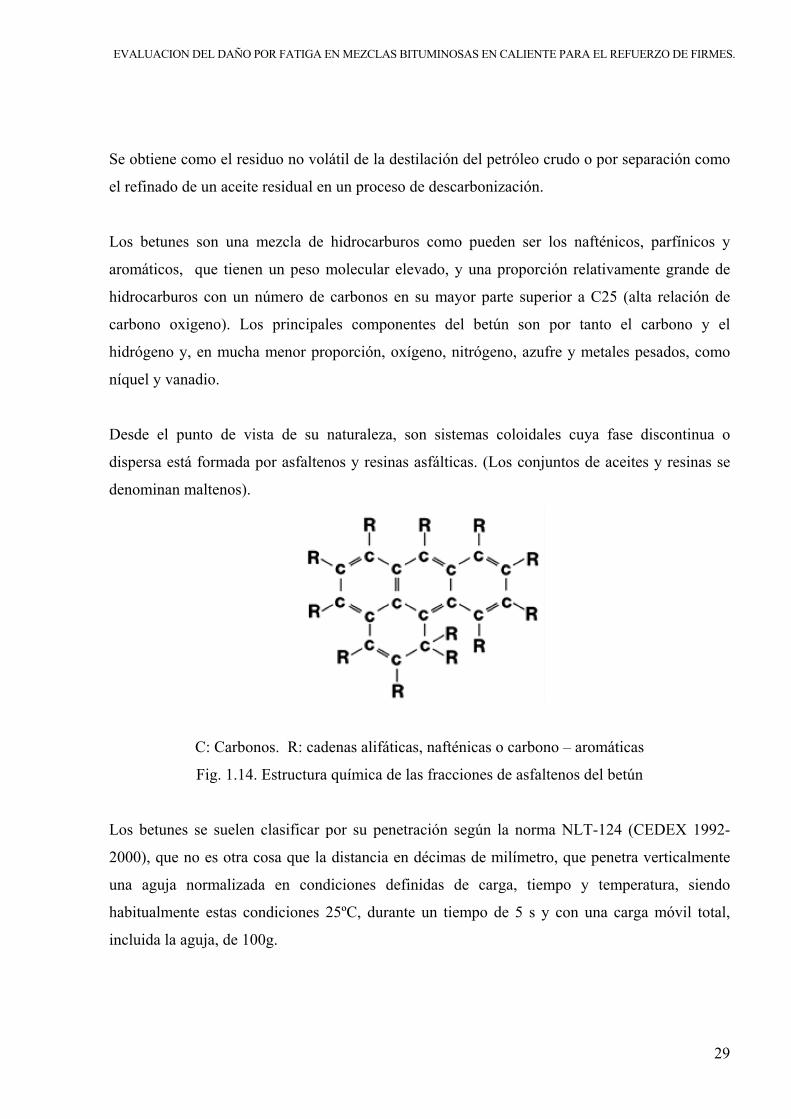
Desde el punto de vista de su naturaleza, son sistemas coloidales cuya fase discontinua o
dispersa está formada por asfaltenos y resinas asfálticas. (Los conjuntos de aceites y resinas se
denominan maltenos).
C: Carbonos. R: cadenas alifáticas, nafténicas o carbono – aromáticas
Fig. 1.14. Estructura química de las fracciones de asfaltenos del betún
Los betunes se suelen clasificar por su penetración según la norma NLT-124 (CEDEX 1992-
2000), que no es otra cosa que la distancia en décimas de milímetro, que penetra verticalmente
una aguja normalizada en condiciones definidas de carga, tiempo y temperatura, siendo
habitualmente estas condiciones 25ºC, durante un tiempo de 5 s y con una carga móvil total,
incluida la aguja, de 100g.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
30
Dentro de los betunes, asimismo debemos distinguir una serie de betunes especiales, a saber:
- Betún fluidificado: Derivado del betún obtenido por adición a éste de aceites o
fluidificantes relativamente volátiles (ligeros) provenientes de la destilación del
petróleo, y teniendo por tanto una viscosidad reducida. El fluidificante por tanto, no
es más que un aditivo que se elimina posteriormente, durante el curado, por
evaporación y que sirve principalmente, para facilitar la puesta en obra, quedando al
final solamente el betún primitivo.
- Betún fluxado: Derivado del betún obtenido por adición a éste de aceites
relativamente no volátiles provenientes de la destilación del carbón (hulla).
- Betún modificado Betún cuyas propiedades reológicas han sido modificadas durante
su elaboración mediante el empleo de un agente químico como por ejemplo el caucho
natural, polímeros sintéticos, azufre, y ciertos compuestos organometálicos. Es
necesario reseñar que al oxígeno y los catalizadores de oxidación, así como a las
fibras y polvos inorgánicos no se les considera como agentes modificadores del
betún. Los betunes modificados pueden ser empleados directamente o en forma
fluidificada, de emulsiones o como mezclas con asfalto natural.
Los ensayos más utilizados para identificar y comprobar el producto son:
- Penetración, definida en la norma NLT-124 (CEDEX 1992-2000) y ya expliacada
anteriormente.
- Indice de penetración, definido en la norma NLT-181 (CEDEX 1992-2000). Este
índice se calcula a partir de los valores de penetración y de punto de
reblandecimiento de anillo y bola y proporciona un criterio de medida sobre la
susceptibilidad del betún a los cambios de temperatura y a su comportamiento
reológico. (IP > 1 poca susceptibilidad a la temperatura y cierta elasticidad, IP < -1
mayor susceptibilidad a la temperatura y comportamiento más viscoso. IP entre 1y –
1, características intermedias).
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
31
- Punto de reblandecimiento Anillo y Bola, definido en la norma NLT-125 (CEDEX
1992-2000), es la temperatura a la que un disco de betún se reblandece hasta permitir
que una pequeña bola de acero, apoyada en su superficie cae a través de él. Es un
medida de la temperatura a la que el betún tiene una fluidez determinada.
- Punto de fragilidad Fraass, definido en la norma NLT 182 (CEDEX 1992-2000), y
consiste en someter a una película del material que recubre una placa de acero, a
sucesivos ciclos de flexión a temperaturas decrecientes. El punto de fragilidad Fraass
es la temperatura, en ºC, en la que, a causa de la rigidez que va adquiriendo el
material al enfriarse, se observa la primera fisura o rotura en la superficie de la
película.
- Ductilidad, definido en la norma NLT 126 (CEDEX 1992-2000). El procedimiento
consiste en someter a una probeta de material bituminoso a un ensayo de tracción, a
una velocidad de 50 mm por minuto y a una temperatura de 25 ºC, definiéndose la
ductilidad como la distancia máxima a la que se estira la probeta hasta el instante e la
rotura.
- Solubilidad en Tolueno, definido en la norma NLT 130 (CEDEX 1992-2000), que
debe ser como mínimo de un 99,5%.
- Contenido en agua, definido en la norma NLT 123 (CEDEX 1992-2000). El método
se basa en la destilación a reflujo de una muestra del material bituminoso, juntamente
con un disolente volátil no miscible con el agua, el cual, al evaporarse, facilita el
arraste del agua presente, separándose de ella al condensarse.
- Punto de inflación, definido en la norma NLT 127 (CEDEX 1992-2000). El ensayo
consiste en calentar de forma regulada un vaso con el material bituminoso, haciendo
pasar periódicamente cerca de su superficie una pequeña llama, hasta que se produce
el primer destello de inflamación de los vapores.
- Densidad relativa, definido en la norma NLT 122 (CEDEX 1992-2000). Es la razón
entre la masa de un determinado volumen de ligante y la masa de un volumen igual
de agua a una determinada temperatura (25ºC)
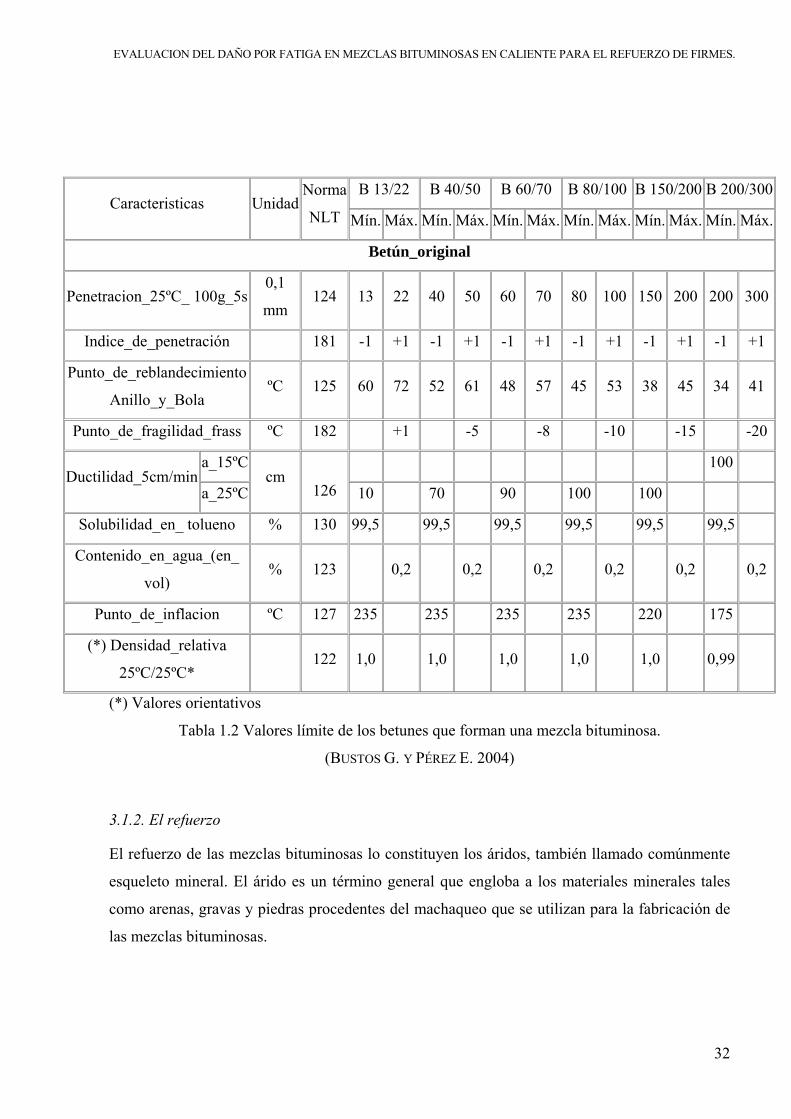
En el Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes, PG3
(BUSTOS G. Y PÉREZ E. 2004), en su artículo número 211, betunes asfálticos, se definen los
límites que deben cumplir los betunes a utilizar para la fabricación de mezclas bituminosas.
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
32
B 13/22 B 40/50 B 60/70 B 80/100 B 150/200 B 200/300Caracteristicas Unidad
Norma
NLT Mín. Máx. Mín. Máx. Mín. Máx. Mín. Máx. Mín. Máx. Mín. Máx.
Betún_original
Penetracion_25ºC_ 100g_5s 0,1
mm 124 13 22 40 50 60 70 80 100 150 200 200 300
Indice_de_penetración 181 -1 +1 -1 +1 -1 +1 -1 +1 -1 +1 -1 +1
Punto_de_reblandecimiento
Anillo_y_Bola ºC 125 60 72 52 61 48 57 45 53 38 45 34 41
Punto_de_fragilidad_frass ºC 182 +1 -5 -8 -10 -15 -20
a_15ºC 100 Ductilidad_5cm/min
a_25ºC cm
126 10 70 90 100 100
Solubilidad_en_ tolueno % 130 99,5 99,5 99,5 99,5 99,5 99,5
Contenido_en_agua_(en_
vol) % 123 0,2 0,2 0,2 0,2 0,2 0,2
Punto_de_inflacion ºC 127 235 235 235 235 220 175
(*) Densidad_relativa
25ºC/25ºC* 122 1,0 1,0 1,0 1,0 1,0 0,99
(*) Valores orientativos
Tabla 1.2 Valores límite de los betunes que forman una mezcla bituminosa.
(BUSTOS G. Y PÉREZ E. 2004)
3.1.2. El refuerzo
El refuerzo de las mezclas bituminosas lo constituyen los áridos, también llamado comúnmente
esqueleto mineral. El árido es un término general que engloba a los materiales minerales tales
como arenas, gravas y piedras procedentes del machaqueo que se utilizan para la fabricación de
las mezclas bituminosas.
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
33
Dentro de los áridos distinguiremos tres tamaños: áridos gruesos (fracción de tamaño por encima
de 2 mm), el árido fino (fracción de tamaño menor de 2 mm) y el filler o polvo mineral (fracción
mineral menor de 63 μm).
En general, los áridos pueden ser naturales o artificiales. Los áridos naturales proceden del
machaqueo formaciones rocosas que se suelen extraer a través de una excavación abierta
(mina). La roca extraída se reduce a los tamaños adecuados por medio del machaqueo
mecánico. Los áridos artificiales normalmente son subproductos de otras industrias tales como
las escorias (subproducto del proceso metalúrgico - producido típicamente de procesar el acero,
la lata y el cobre).
En cuanto a las rocas de las que provienen los áridos, según su origen geológico pueden ser
(ROBERTS, F.L.; KANDHAL, P.S.; BROWN, E.R.; LEE, D.Y. Y KENNEDY, T.W. 1996):
- Roca ígnea. Son de tipo cristalino y se forman por el enfriamiento lento del material
fundido de debajo de la corteza de terrestre (magmas).
- Rocas sedimentarias. Las rocas sedimentarias son rocas que se forman por
acumulación de sedimentos, formando capas o estratos, que, sometidos a procesos
físicos y químicos, se convierten en un material de cierta consistencia. Pueden
formarse a las orillas de los ríos, en el fondo de barrancos, valles, lagos y mares, y en
las desembocaduras de los ríos. Por su composición mineralógica se clasifican en
arcillosas (arcilla, marga), calizas (creta, caliza), silíceas (arena, arenisca), orgánicas
(carbón mineral), salinas (yeso, sal gema y otras sales precipitadas por el agua).
- Roca metamórfica. Esta clase de rocas tiene su origen en el metamorfismo tanto de
las rocas ígneas como de las sedimentarias. Es decir, que por acción del calor y / o de
la presión cambian su estructura mineral convirtiéndose en rocas diferentes de la
roca original.
La composición mineral del árido determina en gran parte sus características físicas así como el
comportamiento de la mezcla bituminosa resultante, por lo que al elegir los áridos, es muy
importante conocer las características mineralógicas de la roca de la mina de donde procede.
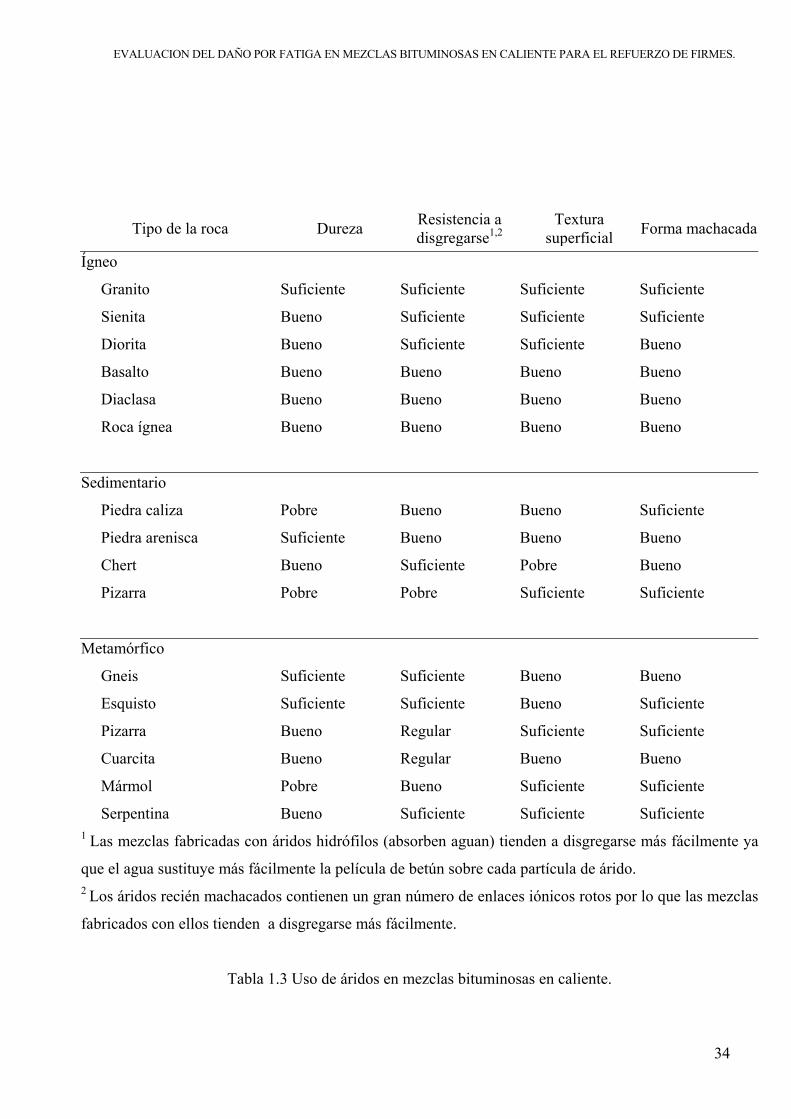
CORDON, W.A. (1979) proporciona algunas pautas generales para el uso de áridos en las
mezclas bituminosas en caliente.
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
34
Tipo de la roca Dureza Resistencia a disgregarse1,2
Textura superficial Forma machacada
Ígneo
Granito Suficiente Suficiente Suficiente Suficiente
Sienita Bueno Suficiente Suficiente Suficiente
Diorita Bueno Suficiente Suficiente Bueno
Basalto Bueno Bueno Bueno Bueno
Diaclasa Bueno Bueno Bueno Bueno
Roca ígnea Bueno Bueno Bueno Bueno
Sedimentario
Piedra caliza Pobre Bueno Bueno Suficiente
Piedra arenisca Suficiente Bueno Bueno Bueno
Chert Bueno Suficiente Pobre Bueno
Pizarra Pobre Pobre Suficiente Suficiente
Metamórfico
Gneis Suficiente Suficiente Bueno Bueno
Esquisto Suficiente Suficiente Bueno Suficiente
Pizarra Bueno Regular Suficiente Suficiente
Cuarcita Bueno Regular Bueno Bueno
Mármol Pobre Bueno Suficiente Suficiente
Serpentina Bueno Suficiente Suficiente Suficiente 1 Las mezclas fabricadas con áridos hidrófilos (absorben aguan) tienden a disgregarse más fácilmente ya
que el agua sustituye más fácilmente la película de betún sobre cada partícula de árido. 2 Los áridos recién machacados contienen un gran número de enlaces iónicos rotos por lo que las mezclas
fabricados con ellos tienden a disgregarse más fácilmente.
Tabla 1.3 Uso de áridos en mezclas bituminosas en caliente.
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
35
Generalmente la relación entre las características mineralógicas de la mezcla y sus características
físicas son muy complejas, por lo que es muy difícil predecir con exactitud como se comportará
basándose únicamente en las características mineralógicas.
Las características físicas de los áridos tienen un efecto directos sobre el comportamiento de los
firmes. Las características más comunes son (ROBERTS, F.L.; KANDHAL, P.S.; BROWN, E.R.;
LEE, D.Y. Y KENNEDY, T.W. 1996):
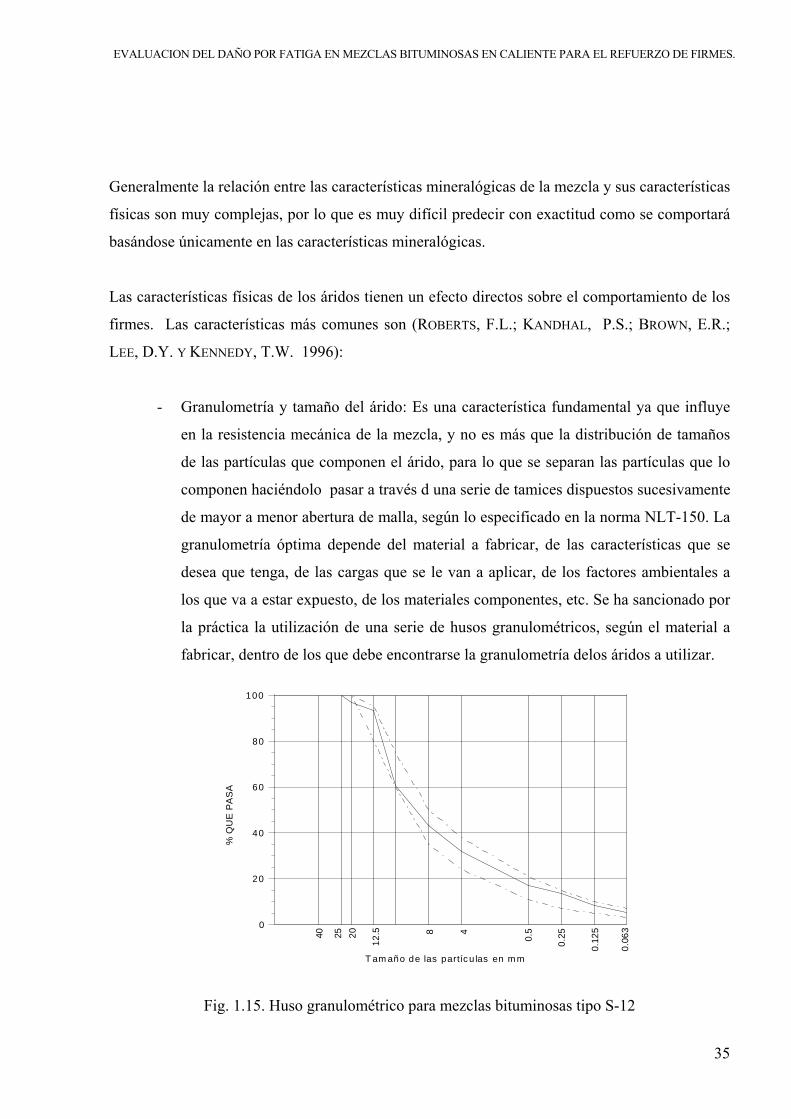
- Granulometría y tamaño del árido: Es una característica fundamental ya que influye
en la resistencia mecánica de la mezcla, y no es más que la distribución de tamaños
de las partículas que componen el árido, para lo que se separan las partículas que lo
componen haciéndolo pasar a través d una serie de tamices dispuestos sucesivamente
de mayor a menor abertura de malla, según lo especificado en la norma NLT-150. La
granulometría óptima depende del material a fabricar, de las características que se
desea que tenga, de las cargas que se le van a aplicar, de los factores ambientales a
los que va a estar expuesto, de los materiales componentes, etc. Se ha sancionado por
la práctica la utilización de una serie de husos granulométricos, según el material a
fabricar, dentro de los que debe encontrarse la granulometría delos áridos a utilizar.
Fig. 1.15. Huso granulométrico para mezclas bituminosas tipo S-12
0
20
40
60
80
100
% Q
UE
PA
SA
T am año de las partícu las en m m
40 25 20
12.5 8 4
0.5
0.25
0.12
5
0.06
3

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
36
- Dureza y resistencia a la fragmentación: Los áridos experimentan un gran desgaste,
llegando a romperse durante su vida útil por lo que generalmente deben ser duros y
bastante resistentes para resistir el machaqueo, degradación y desintegración de
cualquier actividad asociada incluyendo la fabricación, el almacenamiento, la
producción, la colocación, y la compactación (ROBERTS, F.L.; KANDHAL, P.S.;
BROWN, E.R.; LEE, D.Y. Y KENNEDY, T.W. 1996). Además, deben de transmitir
adecuadamente las cargas de la superficie del firme a las capas subyacentes. Los
áridos que no suficientemente resistentes a la fragmentación y al pulimento pueden
causar un fallo estructural prematuro y / o una pérdida de adherencia superficial.
Existen muchos ensayos para evaluar estas características, siendo el más común el
ensayo realizado en la máquina de Los Ángeles (UNE-EN 1097-2), que consiste en
un cilindro hueco que gira alrededor de su eje horizontal en el que se introduce el
árido a ensayar y una serie de bolas de fundición o acero cuya masa total depende de
la granulometría del árido, y que se hace girar a una velocidad constante durante un
determinado número de vueltas, calculándose el coeficiente de Los Ángeles como la
diferencia entre la masa original de la muestra y la masa al final del ensayo,
expresada en tanto por ciento.
- Forma de las partículas: La forma de las partículas gruesas afecta fundamentalmente
a la resistencia del esqueleto mineral. Según su forma, las partículas se clasifican en
redondeadas, cúbicas, lajas y agujas. Las lajas y agujas se pueden romper fácilmente
durante la compactación o durante la vida útil de la mezcla por lo que se limita su
proporción, no debiéndose sobrepasar, en términos generales, el 30% en peso. El
procedimiento de ensayo se encuentra recogido en la norma NLT – 161, definiéndose
como índice de lajas y agujas, respectivamente, el porcentaje en peso de las partículas
que son lajas (su dimensión mínima es menor que 3/5 de la dimensión media) y
agujas (dimensión máxima es superior a 9/5 de la dimensión media) respectivamente.
Su determinación práctica se realiza haciendo pasar la fracción de áridos ensayada
por dos calibres metálicos, uno de ranuras alargadas (lajas) y otro de barras de
diferente altura (agujas).

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
37
- Limpieza y adhesividad: La superficie de los áridos, debe estar exenta de polvo,
suciedad, arcilla, etc, ya que si están contaminados pueden ser sensibles a la acción el
agua e incluso aparecer problemas de adhesividad con los ligantes hidrocarbonados.
Para cuantificar la limpieza de los áridos se utiliza el coeficiente de limpieza, en el
que se separa por lavado el polvo adherido a la superficie de las partículas, estando
limitado en los áridos gruesos al 0,5% en peso (UNE 146130), debiendo los áridos
finos (partículas inferiores a 2 mm) estar exentos de terrones de arcilla, materia
vegetal, marga y otras materias extrañas.
- Textura de la superficie: La resistencia al pulimento de los áridos, es decir, a perder
su asperea es importante desde el punto de vista de la resistencia al deslizamiento
neumático – pavimento, por lo que es muy importante si dichos áridos se van a
utilizar en capas de rodadura. Para evaluarlo se utilizan ensayos como el definido en
la norma UNE 146130, que no es más que someter a una probeta de material, en la
máquina e pulimento acelerado a unos ciclos de pulimento con una serie de
materiales abrasivos normalizados.
Las características físicas de los áridos pueden cambiar fácilmente. Así, por ejemplo, un árido
nuevamente machacado puede contener más polvo y así perder sus propiedades de ligazón con el
betún para formar una mezcla bituminosa que uno que se ha machacado, lavado y almacenado
previamente.
En España, las características de los áridos a utilizar para las mezclas bituminosas está fijado en
el artículo 542, Mezclas Bituminosas del Pliego de Prescripciones Técnicas Generales para
Obras de Carreteras y Puentes, PG3, (BUSTOS G. Y PÉREZ E. 2004) pudiendo emplearse como
áridos, el material procedente del reciclado de mezclas bituminosas en caliente en proporciones
inferiores al diez por ciento (10%) de la masa total de mezcla.
Por último, reseñar en cuanto al filler o polvo mineral que, debido a su elevada superficie
específica, juega un importante papel en el comportamiento de la mezcla bituminosa según su
naturaleza, finura, actividad y proporción en la que entra a formar parte de la mezcla. En cuanto
a su origen, puede ser propio, es decir procedente de la trituración de los propios áridos que
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
38
integran la mezcla o de aportación, para lo que se utilizan productos pulverulentos tales como
cales, cementos, cenizas volantes, etc. En cualquier caso, es necesario tener en cuenta que debe
de tratarse de un material no plástico.
3.2. Fabricación y puesta en obra
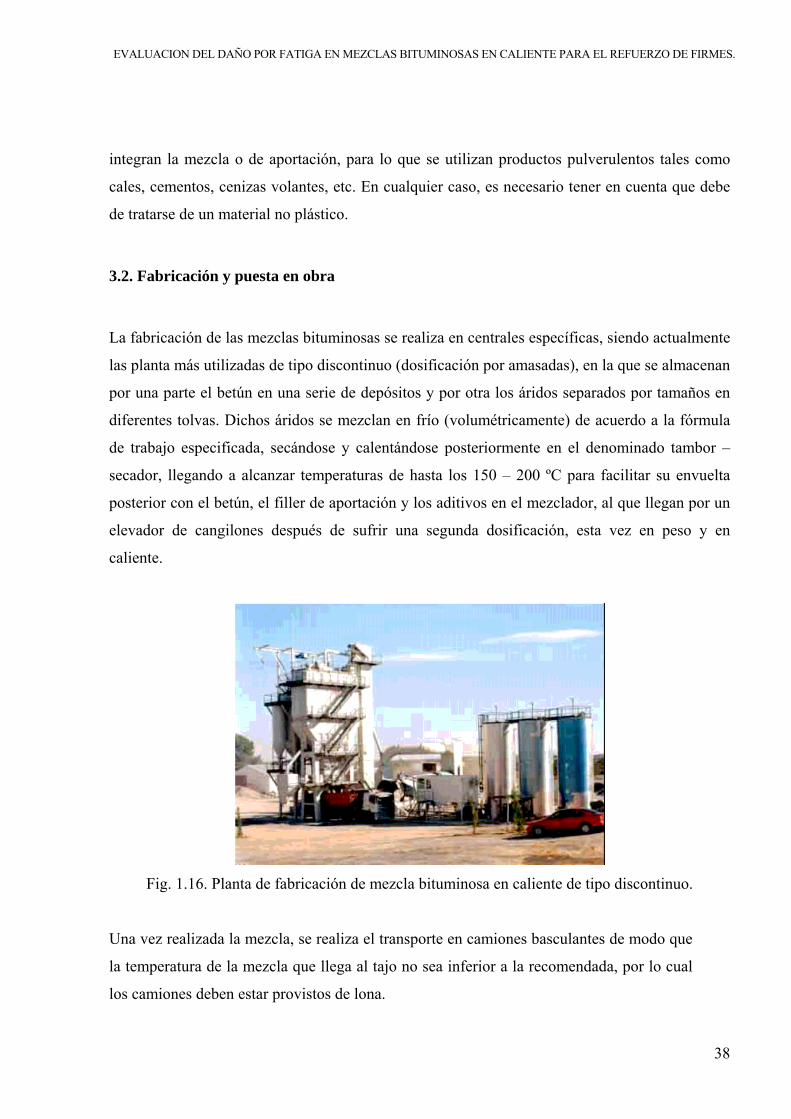
La fabricación de las mezclas bituminosas se realiza en centrales específicas, siendo actualmente
las planta más utilizadas de tipo discontinuo (dosificación por amasadas), en la que se almacenan
por una parte el betún en una serie de depósitos y por otra los áridos separados por tamaños en
diferentes tolvas. Dichos áridos se mezclan en frío (volumétricamente) de acuerdo a la fórmula
de trabajo especificada, secándose y calentándose posteriormente en el denominado tambor –
secador, llegando a alcanzar temperaturas de hasta los 150 – 200 ºC para facilitar su envuelta
posterior con el betún, el filler de aportación y los aditivos en el mezclador, al que llegan por un
elevador de cangilones después de sufrir una segunda dosificación, esta vez en peso y en
caliente.
Fig. 1.16. Planta de fabricación de mezcla bituminosa en caliente de tipo discontinuo.
Una vez realizada la mezcla, se realiza el transporte en camiones basculantes de modo que
la temperatura de la mezcla que llega al tajo no sea inferior a la recomendada, por lo cual
los camiones deben estar provistos de lona.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
39
Previo a la extensión de las capas de M.B.C. se deberán de ejecutar los riegos de imprimación (si
se extiende sobre una superficie formada por material granular) o de adherencia (si sen extiende
sobre una superficie formada por material bituminoso u hormigón) según corresponda, y se
deberá dejar transcurrir el tiempo de rotura necesario.
El extendido se realiza con unas máquinas específicas denominadas extendedoras, que constan
de una tolva, a la que vierten los camiones volquete el material, y una unidad de puesta en obra
que realiza la extensión de la mezcla bituminosa y la precompacta.
Es necesario resaltar que no se debe realizar el extendido cuando se produzcan precipitaciones
intensas, ni cuando la temperatura ambiente sea inferior a 5 º C para evitar pérdidas de calidad
del material.
Una vez extendido el material, se procede a su compactación, que comenzará tan pronto como se
observe que la mezcla puede soportar la carga sin arrollamientos o desplazamientos indebidos,
iniciándose por el borde más bajo de la sección transversal, en bandas longitudinales de 70 a 120
mts. solapando cada banda con la contigua. Para ello, habitualmente se utiliza un rodillo
metálico vibratorio, finalizando esta con un compactador de neumáticos a alta presión (0,8-1
Mpa), aunque otras veces se utilizan rodillos mixtos metálicos-neumáticos.
Fig. 1.17. Extendido y compactación de una mezcla bituminosa en caliente.
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
40
2. METODOLOGÍA DEL DISEÑO DEL FIRME.
El dimensionamiento del firme es el proceso mediante el cual se determinan las distintas capas
que constituyen el firme y los espesores de las mismas, de forma que se alcance una vida en
servicio determinada y que su coste sea mínimo.
Al diseñar el firme, hay tres parámetros fundamentales a considerar:
• Las características de la explanada o del suelo sobre el cual se coloca el pavimento, que
tendrá un impacto grande en diseño estructural. Las características de rigidez y drenaje
del subsuelo ayudan a determinar el espesor de capa del pavimento, el número de capas,
las restricciones estacionales de carga, etc
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
41
• Las cargas aplicadas, el tráfico previsto se utiliza para determinar la composición del
pavimento, las características de las capas, y su grosor, que afecta a la vida del
pavimento.
• Los factores ambientales, tienen un gran impacto en el funcionamiento del material, ya
que afectan a su durabilidad y a su reología.
1. PARÁMETROS A CONSIDERAR
1.1. Características de la explanada
El fallo o éxito de un firme depende a menudo de la explanada o suelo subyacente, es decir, del
material sobre el cual se construye la estructura del pavimento. Los suelos se componen de una
amplia gama de materiales aunque algunos son mucho mejor que otros.
Fig. 2.1. Preparación del suelo o explanada
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
42
Fig. 2.2. Grieta debido a fallo de la explanada
El funcionamiento de la explanada depende generalmente de:
1. Capacidad portante. La explanada debe poder soportar las cargas transmitidas por la
estructura del firme. Esta capacidad portante depende del grado de compactación, del
contenido de agua, y del tipo del suelo. Una explanada con alta capacidad cortante y
baja deformación se considera bueno.
2. Contenido de agua. La humedad afecta a un gran número de características de la
explanada, incluyendo la capacidad portante, así como la contracción y el hinchamiento
del suelo. El contenido de agua depende del drenaje, elevación de la cota del agua
subterránea, de la infiltración, y de la porosidad del firme (que puede existir por las
grietas en el firme). Generalmente, los suelos excesivamente húmedos se deformaran en
exceso bajo la influencia de cargas.
3. Contracción e hinchamiento. Algunos suelos se contraen o hinchan dependiendo de su
contenido de agua. Además, los suelos con contenido excesivo en finos suelen ser
susceptibles a las heladas, que tienden a agrietar el firme colocado sobre ellos debido a
los continuos ciclos hielo – deshielo y su consecuente contracción e hinchamiento.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
43
Cuando la explanada a utilizar no tiene las características adecuadas, existen varios métodos para
mejorar su funcionamiento:
• Retirada y sustitución (sobre-excavación). El suelo pobre de la explanada se
puede quitar y sustituir por terraplén de la alta calidad, lo que puede llegar a ser
muy costoso.
Índice de plasticidad del suelo
Profundidad de la sobre-excavación
10 – 20 0.7 metros (2 pies) 20 – 30 1.0 metros (3 pies) 30 – 40 1.3 metros (4 pies) 40 – 50 1.7 metros (5 pies)
Más de 50 2.0 metros (6 pies)
Tabla 2.1. Recomendaciones de sobre-excavación (CAPA 2000)
• Estabilización con una capas tratadas con cemento, cal o betún. La adición en
una capa apropiada de cal, cemento Portland o betún puede aumentar la rigidez
del suelo y/o reducir la tendencia al hinchamiento.
• Capas adicionales. Las explanadas con muy baja capacidad portante se pueden
compensar añadiéndole capas adicionales. Estas capas (generalmente de piedra
machacada) sirven para separar las cargas del firme de la explanada. Esta opción
es algo peligrosa ya que, al diseñar los firmes para este tipo de explanadas se
puede tender a diseñar una capa de sección gruesa porque cumple la mayoría de
las ecuaciones del diseño. Sin embargo, hay que tener en cuenta que estas
ecuaciones son por lo menos en parte empíricas y no fueron pensadas para
utilizarse en estos casos extremos. En resumen, una capa gruesa sobre una
explanada con una baja capacidad portante no constituirá necesariamente un buen
firme.
En cuanto a la normativa española, hay que destacar que la Norma 6.1 IC, Secciones de Firme,
del MINISTERIO DE FOMENTO (2003), que clasifica las explanadas en tres categorías, en función
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
44
del módulo mínimo de compresibilidad en el segundo ciclo de carga (EV2) obtenido de acuerdo
con la NLT-357 “Ensayo de carga con placa” (CEDEX 1992-2000) y en función del tipo de
suelo de la explanación o de la obra de tierra subyacente, y de las características y espesores de
los materiales disponibles. Propone además una serie de soluciones para llegar a una u otra
categoría de explanada.
Categoría de explanada E3 E2 E1
Módulo de compresibilidad mínimo EV2 (MPa) 300 120 60
Tabla 2.2. Categoría explanada – Modulo compresibilidad mínimo según norma española 6.1 IC
(MINISTERIO DE FOMENTO 2003)
1.2. Cargas aplicadas
Una de las funciones principales del firme es la distribución de las cargas o solicitaciones que va
a soportar, y que producidas por provienen fundamentalmente del tránsito de vehículos, por lo
que, para diseñar adecuadamente un firme es necesario definirlas adecuadamente, ya que éstas,
junto con las condiciones ambientales, son los dos parámetros que más dañan al firme a corto
plazo.
El modelo estructural de firme más simple afirma que cada carga individual produce una cierta
cantidad de daño irrecuperable. Estos daños son irrecuperables, por lo que cuando el firme
alcanza un cierto valor máximo, se considera que ha llegado al final de se vida útil.
La caracterización de las solicitaciones a las que está sometido un firme es bastante compleja,
debido no sólo a los distintos tipos de vehículos existentes, sino también a las interacciones
rueda-pavimento que producen solicitaciones adicionales a las propias cargas estáticas
producidas por los vehículos. (ARRIAGA P. M. Y GARNICA A. P., 1998). Por todo ello, es
necesario estudiar los siguientes aspectos:
- Magnitud de las cargas aplicadas.
- Tipología de los ejes.
- Distribución del tráfico.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
45
- Velocidad de los vehículos y tiempo de solicitación en un punto.
- Forma geométrica de cada solicitación sobre el firme, área de contacto y reparto de
presiones sobre la misma.
- Repetición de cargas.
- Estado de los esfuerzos que producen las cargas en función de su magnitud y
tipología.
1.2.1. Magnitud de las cargas aplicadas
El diseño estructural del firme requiere una cuantificación de todas las cargas previstas durante
la vida útil del firme. Esta cuantificación se puede realizar de dos formas:
1. Ejes equivalentes (Equivalent single axel loads ESALs). AASHTO (1993). De esta forma
se convierten las diferentes solicitaciones transmitidas por los distintos tipos de ejes en
las diversas repeticiones de ciclos de carga en un eje simple de carga equivalente. Es
decir, se calcula un número de solicitaciones efectuadas por un eje de un determinado
peso o “eje equivalente”, de forma que sea equivalente el daño que producirían, que el
realmente producido por el tráfico real.
2. Espectros de la carga. AASHTO (2002). De esta forma se caracterizan las cargas
directamente por el número de ejes, su configuración y su peso, lo que no implica la
conversión a ejes equivalentes. Este método es utilizado generalmente cuando se necesita
una caracterización más exacta de la carga.
1.2.2. Tipología de los ejes
La presión y el área de contacto del neumático es de suma importancia así como el número de
puntos de contacto del vehículo con el firme, y por tanto, el reparto de su carga.
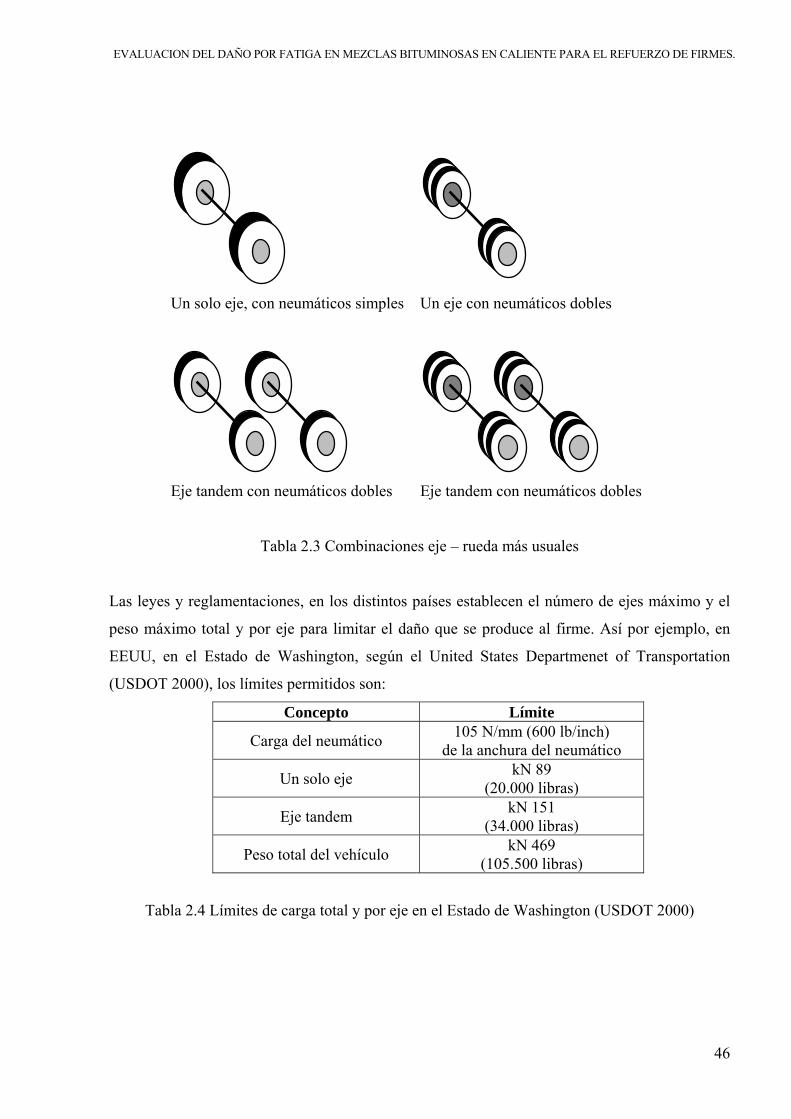
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
46
Un solo eje, con neumáticos simples Un eje con neumáticos dobles
Eje tandem con neumáticos dobles Eje tandem con neumáticos dobles
Tabla 2.3 Combinaciones eje – rueda más usuales
Las leyes y reglamentaciones, en los distintos países establecen el número de ejes máximo y el
peso máximo total y por eje para limitar el daño que se produce al firme. Así por ejemplo, en
EEUU, en el Estado de Washington, según el United States Departmenet of Transportation
(USDOT 2000), los límites permitidos son:
Concepto Límite
Carga del neumático 105 N/mm (600 lb/inch) de la anchura del neumático
Un solo eje kN 89 (20.000 libras)
Eje tandem kN 151 (34.000 libras)
Peso total del vehículo kN 469 (105.500 libras)
Tabla 2.4 Límites de carga total y por eje en el Estado de Washington (USDOT 2000)

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
47
En España, los pesos y dimensiones máximas se encuentran recogidas en el anexo IX, masas y
dimensiones, del Reglamento General de Vehículos (MINISTERIO DE LA PRESIDENCIA, 1998)
modificado por la Orden PRE/3298/2004, de 13 de octubre de 2004.
Tipo de Eje Toneladas
a) Eje simple:
a.1) Eje motor (Salvo para los vehículos de transporte colectivo de viajeros de 1ª Clase I (autobuses
urbanos) según la clasificación del Reglamento n° 36 anejo al Acuerdo de Ginebra de 1958, que será de 13
toneladas.) 11,5
a.2) Eje no motor 10
b) Eje tándem:
b.1) Eje tándem de los vehículos de motor:
Si la separación d de dos ejes es inferior a 1,00 metros (d <1,00 m) 11,5
Si es igual o superior a 1,00 metros e inferior a 1,30 metros (1,00 m ≤ d < 1,30 m) 16
Si es igual o superior a 1,30 metros e inferior a 1,80 metros (1,30 m d < 1,80 m) (Salvo para
semirremolques equipados con caja basculante reforzada para la utilización específica en construcción, obras o minería que
será de 20 toneladas) 18
En el caso anterior si el eje motor va equipado con neumáticos dobles y suspensión neumática o
reconocida como equivalente a escala comunitaria, o cuando cada eje motor esté equipado con neumáticos
dobles y la masa máxima de cada eje no excede de las 9,5 toneladas 19
b.2) Eje tándem de los remolques o semirremolques:
Si la separación d de los ejes es inferior a 1,00 metros (d <1,00 m) 11
Si es igual o superior a 1,00 metros e inferior a 1,30 metros (1,00 < = d < 1,30 m) 16
Si es igual o superior a 1,30 metros e inferior a 1,80 metros (1,30 m < = d < 1,80 m) 18
Si es igual o superior a 1,80 metros (1,80 m < 0 d) 20
b.3) Tándem triaxial de los remolques o semirremolques:
Si la distancia es igual o inferior a 1,30 metros (d < = 1,30 m) 21
Si la distancia es superior a 1,30 metros e inferior o igual a 1,40 metros (1,30 < d ≤ 1,40 m) 24
Tabla 2.5. Masas por eje máximas permitidas

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
48
Fig. 2.3. Resumen gráfico peso máximo por eje

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
49
Tipo de Vehículo Toneladas
a) Vehículos de motor:
Vehículo de motor de dos ejes (Salvo para los vehículos de transporte colectivo de viajeros de la Clase I
(autobuses urbanos) según la clasificación del Reglamento n.° 36 anejo al Acuerdo de Ginebra de 1958, que
será de 20 toneladas.) 18
Vehículo de motor de tres ejes 25
Vehículo de motor de tres ejes, cuando el eje motor vaya equipado con neumáticos dobles suspensión
neumática o reconocida como equivalente a escala comunitaria, o cuando cada eje motor esté equipado de
neumáticos dobles y la masa máxima de cada eje no exceda de 9,5 toneladas 26
Autobuses articulados de 3 ejes 28
Vehículo rígido de 4 ejes con dos direccionales, cuando el eje motor vaya equipado con neumáticos dobles
y suspensión neumática o reconocida como equivalente a escala comunitaria, o cuando cada eje motor esté
equipado de neumáticos dobles y la masa máxima de cada eje no exceda de 9,5 toneladas 32
Otros vehículos rígidos de 4 ejes 31
b) Remolques:
Remolque de dos ejes 18
Remolque de tres ejes 24
c) Vehículos articulados de 4 ejes:
Vehículo de motor de 2 ejes y semirremolque en el cual la distancia entre ejes sea igual o superior a 1,30 m
y sea inferior a 1,80 metros (Salvo cuando el semirremolque esté equipado con caja basculante reforzada para
la utilización específica en construcción, obras o minería que será de 38 toneladas, siempre que la carga
impuesta sobre el dispositivo de acoplamiento sea compatible con las masas máximas por eje establecidos en
la tabla de masas por eje máximas permitidas) 36
Vehículo motor de 2 ejes y semirremolque en el cual la distancia entre ejes sea igual o superior a 1,80
metros 36
Vehículo motor de 2 ejes, equipado en el eje motor con ruedas gemelas, suspensión neumática o
reconocida como equivalente y por un semirremolque en el cual la distancia entre ejes sea superior a 1,80
metros, y se respeten la masa máxima autorizada del vehículo motor (18 toneladas) y la masa máxima
autorizada de 1 eje tándem del semirremolque (20 toneladas) 38
Otros vehículos articulados de 4 ejes compuestos por un tractor de 2 ejes y un semirremolque de otros 2
ejes 36
d) Vehículos articulados de 5 o más ejes:

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
50
Vehículo motor con 2 ejes y con semirremolque de 3 ejes 40
Vehículo motor con 3 ejes y con semirremolque de 2 ó 3 ejes 40
Vehículo motor de 3 ejes con semirremolque de 2 ó 3 ejes llevando, en transporte combinado, un
contenedor o caja móvil cerrados, igual o superior a 20 pies y homologado para el transporte combinado 44
Vehículo motor de 2 ejes con semirremolque de 3 ejes llevando, en transporte combinado, un contenedor o
caja móvil cerrados, igual o superior a 20 pies y homologado para el transporte combinado 42
e) Trenes de carretera de 4 ejes:
Vehículo motor de 2 ejes y remolque de 2 ejes 36
f) Trenes de carretera de 5 o más ejes:
Vehículo de motor con 2 ejes con remolque de 3 ejes 40
Vehículo de motor con 3 ejes con remolque de 2 ó 3 ejes 40
Tabla 2.6 Masas máximas autorizadas
Fig. 2.4. tren de carretera
Respecto a la presión máxima admisible, en el anexo IX del Reglamento General de Vehículos
(MINISTERIO DE LA PRESIDENCIA 1998) se establece que, no se permite la circulación de
vehículos con ruedas neumáticas o de elasticidad similar que ejerzan sobre el firme una presión

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
51
superior a 9 kilogramos por centímetro cuadrado de superficie bruta de apoyo. Para el caso de
vehículos de tracción animal provistos de ruedas no neumáticas o de elasticidad similar, no se
permitirá la circulación de aquellos con masa en carga que sobrepase los 150 kilogramos por
centímetro cuadrado de banda de rodadura. Para el presente trabajo, dado que el estudio a
realizar se hace sobre el firme de una autovía, se tendrá solo en cuenta los vehículos con ruedas
neumáticas ya que, en España, está prohibida la circulación de los vehículos de tracción animal
en autovías.
El valor de carga por Eje Equivalente utilizado en España para el diseño de firmes (MINISTERIO
DE OBRAS PÚBLICAS 1980) es de 13 toneladas, que equivale a una presión de contacto
aproximada de 90 N/cm2 y que coincide con la presión máxima autorizada, por lo que la
consideración de las cargas en el diseño es conservadora, estando siempre del lado de la
seguridad.
La relación entre el peso por eje y el daño causado a un firme no es lineal sino exponencial.
AASHTO (1993). Por ejemplo, para causar el mismo daño que el producido por un eje de 80 kN,
son necesarios más de 12 ejes de 44,4 kN. Esto lo vemos a partir de la ecuación para el cálculo
de ejes equivalentes de la AASHTO (1993):
[ ] 33.42
79.4
2
218
18 1810
10xG
G
xx
sx LLLLL
WW x
⎥⎥
⎦
⎤
⎢⎢
⎣
⎡⎥⎦
⎤⎢⎣
⎡++
=β
β
W = Número de aplicaciones del eje de factor de equivalencia x, siendo W18 = el número de ejes equivalentes de 18,000 lb (80 kN)
Lx = Carga del eje “x” evaluado (kips)
L18 = 18 (Carga por eje estándar en kips)
L2 = Código para la configuración del eje
1 = eje simple 2 = eje tandem 3 = eje triple x = Factor de equivalencia del eje evaluado s = código para el eje estándar = 1 (eje simple)
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
52
G = ⎟⎠⎞
⎜⎝⎛
−−
5.12.42.4
log tp
Factor de perdida de utilidad del firme.
pt = “Terminal” Indice de servicio (señala el punto en el que el firme está al final de su vida en útil)
β = ⎟⎟⎠
⎞⎜⎜⎝
⎛
+
++ 23.3
219.5
23.32
)1()(081.0
4.0x
xx
LSNLL
Función que determina la relación entre el índice de servicio y el número de ejes aplicados.
SN = Número característico del firme= 3.para firmes flexibles
De esta forma, en la norma española 6.3 IC “Refuerzo de firmes” (MINISTERIO DE OBRAS
PÚBLICAS, 1980) se establecía un método de cálculo para determinar el número de ejes
equivalentes a ejes de 13 Tn (130 kN)
n = ( P / 13 )4 o bien: n = ( P’ / 130 )4
Siendo n el número de ejes de 13 t equivalentes a un eje de peso P (toneladas) o P´ (kN), y
despreciándose las solicitudes debidas a los vehículos no definidos como pesados. Cada eje
tándem de peso P se considera como equivalente a 1,4 ejes simples de peso P/2.
Se incluye en la denominación de vehículo pesado a los camiones de carga útil superior a 3 t, de
más de 4 ruedas y sin remolque; los camiones con uno o varios remolques; los vehículos
articulados y los vehículos especiales; y los vehículos dedicados al transporte de personas con
más de 9 plazas.
Para el cálculo sobre el número de ejes equivalentes que pasan por una determinada sección de
carretera, se establecía que la equivalencia de cada vehículo pesado en ejes de 13 t (130 kN) era
de 0,5.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
53
Carga por eje Carga por eje
P(t) P´(kN)
Número de ejes equivalentes
de 13 t (130 kN) P(t) P´(kN)
Número de ejes equivalentes
de 13 t (130 kN)
1 10 0,00004 11 110 0,51
2 20 0,00055 12 120 0,73
3 30 0,003 13 130 1,0
4 40 0,009 14 140 1,3
5 50 0,02 15 150 1,8
6 60 0,04 16 160 2,3
7 70 0,08 17 170 2,9
8 80 0,14 18 180 3,7
9 90 0,22 19 190 4,6
10 100 0,35 20 200 5,6
Tabla 2.7 Ejes equivalentes (MINISTERIO DE OBRAS PÚBLICAS 1980)
En la actual normativa de carreteras 6.3 IC (MINISTERIO DE FOMENTO 2003), para simplificar el
manejo de la norma, ya no se habla de ejes equivalentes sino que se ha sustituido este concepto
por el de IMDp: Intensidad media diaria de vehículos pesados para el carril de proyecto a partir
de la que se establecen 6 categorías de tráfico pesado de las que hablaremos más adelante.
1.2.3. Distribución del tráfico
En una carretera el número total de cargas no se distribuye por igual en ambas direcciones, sino
que suele haber más tráfico, y por tanto más carga en una dirección que en otra; e incluso, dentro
de la misma dirección, no todos los carriles llevan la misma carga de forma que el carril exterior
(el derecho en el sistema europeo y el izquierdo en el inglés), llevan los vehículos más lentos y
pesados, y por tanto la mayor parte de las cargas.
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
54
Por lo tanto, el diseño estructural del firme debe contemplar la distribución desigual del tráfico,
normalmente esto se realiza mediante la elección de un carril de diseño. Las cargas esperadas en
este carril de diseño se obtienen bien por medida directa, bien por medio de la aplicación de
factores de distribución direccional y de carril. La guía AASHTO por ejemplo, propone la
siguiente ecuación:
1818
∧
××= wDDw LD
donde w18 es el tráfico en el carril de diseño, DD es el factor de distribución direccional de las
cargas, DL el factor de distribución por carril, y w^18 es la estimación, en la sección específica,
durante el periodo de diseño, del tráfico acumulado en las dos direcciones.
Estos factores se obtienen a través de las campañas de aforos de tráfico que realizan las distintas
administraciones. En dichas campañas de aforos se obtienen datos sobre la cantidad de vehículos
que pasan por una determinada sección de carretera, su tipología, distribución, etc y se obtienen
así los parámetros de diseño de carreteras IMD o Intensidad Media Diaria e IMDp, Intensidad
Media Diaria de vehículos pesados en el carril de proyecto.
La normativa española, a través de su instrucción 6.3 IC “Rehabilitación de firmes” (MINISTERIO
DE FOMENTO 2003) considera para el diseño del firme solamente a los vehículos pesados, no
considerando el número de vehículos ligeros y nos establece como carril de proyecto
(MINISTERIO DE OBRAS PÚBLICAS 1980) el carril por el que circula el mayor número de vehículos
pesados y para el cual se dimensiona el firme.
Aunque la red de aforos es muy extensa, no todas las estaciones de aforos son capaces de darnos
un desglose sobre la tipología y distribución de vehículos, por lo que la citada instrucción 6.3IC
(MINISTERIO DE FOMENTO 2003) establece una serie de simplificaciones cuando no se tienen
datos concretos, así la norma establece que si no se pudiera disponer de datos sobre asignación
por carriles, para el cálculo de la categoría de tráfico pesado se podrá admitir lo siguiente:
• En calzadas de dos carriles y doble sentido de circulación, incide sobre cada carril la
mitad de los vehículos pesados que circulan por la calzada.
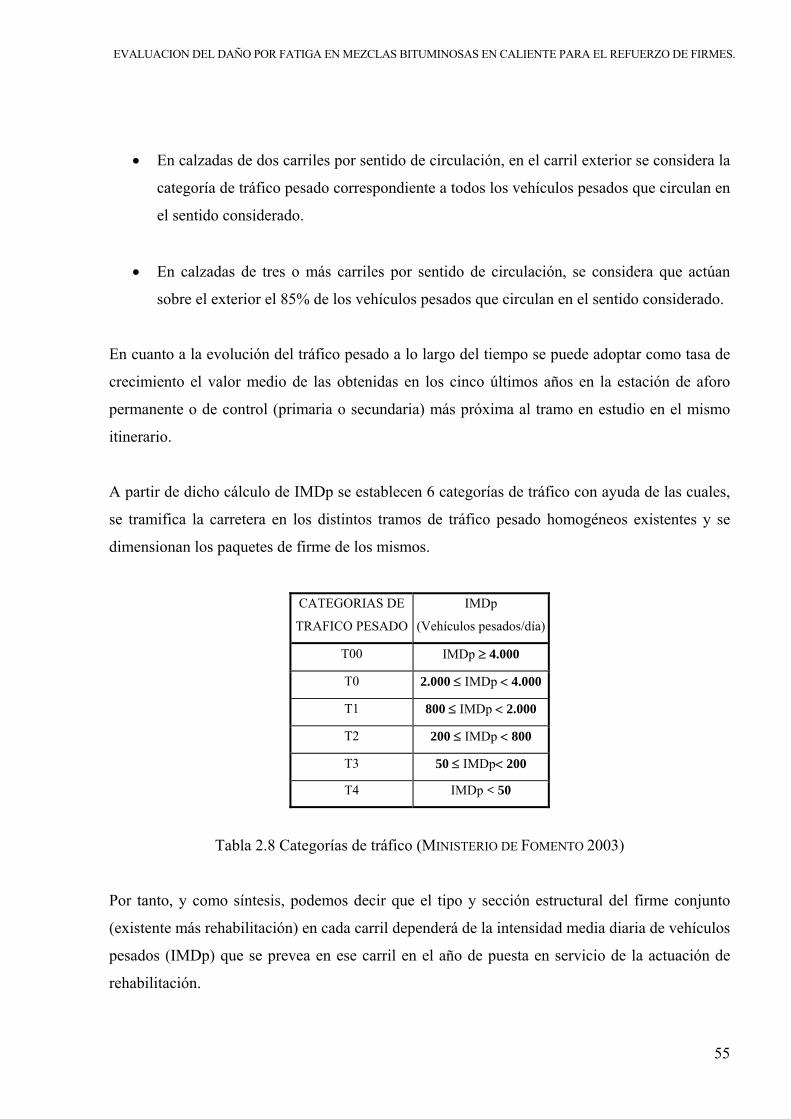
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
55
• En calzadas de dos carriles por sentido de circulación, en el carril exterior se considera la
categoría de tráfico pesado correspondiente a todos los vehículos pesados que circulan en
el sentido considerado.
• En calzadas de tres o más carriles por sentido de circulación, se considera que actúan
sobre el exterior el 85% de los vehículos pesados que circulan en el sentido considerado.
En cuanto a la evolución del tráfico pesado a lo largo del tiempo se puede adoptar como tasa de
crecimiento el valor medio de las obtenidas en los cinco últimos años en la estación de aforo
permanente o de control (primaria o secundaria) más próxima al tramo en estudio en el mismo
itinerario.
A partir de dicho cálculo de IMDp se establecen 6 categorías de tráfico con ayuda de las cuales,
se tramifica la carretera en los distintos tramos de tráfico pesado homogéneos existentes y se
dimensionan los paquetes de firme de los mismos.
CATEGORIAS DE
TRAFICO PESADO
IMDp
(Vehículos pesados/día)
T00 IMDp ≥ 4.000 T0 2.000 ≤ IMDp < 4.000
T1 800 ≤ IMDp < 2.000 T2 200 ≤ IMDp < 800 T3 50 ≤ IMDp< 200 T4 IMDp < 50
Tabla 2.8 Categorías de tráfico (MINISTERIO DE FOMENTO 2003)
Por tanto, y como síntesis, podemos decir que el tipo y sección estructural del firme conjunto
(existente más rehabilitación) en cada carril dependerá de la intensidad media diaria de vehículos
pesados (IMDp) que se prevea en ese carril en el año de puesta en servicio de la actuación de
rehabilitación.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
56
En España, el tráfico la información mas relevante del tráfico, se obtiene a través del plan
nacional de aforos, en el que se miden las intensidades de flujo de los vehículos y sus
velocidades en la Red de Carreteras del Estado (RCE) así como en la red prioritaria autonómica.
(está constituida por aquellos tramos que forman el primer nivel autonómico y/o aquellos tramos
de gran capacidad así como aquellos con independencia de su categoría con tráfico (IMD)
superior a 8.000 vehículos/día.)
Definimos las estaciones de aforo como aquellos puntos de la red representativos de un tramo
que se supone homogéneo y en el que existe una estación fija (estaciones permanentes, primarias
o secundarias, según la duración de la toma de datos) o estación móvil (coberturas).
Las estaciones fijas disponen de una doble espira embutida en el firme y conectada con un
aparato registrador que detecta el número de vehículos que pasan, su velocidad y su longitud lo
que permite diferenciarlos en vehículos ligeros (longitud <6 m) y vehículos pesados (longitud >6
m).
Las estaciones de cobertura se ubican según se señala en el Plan Anual de Aforos y planos
correspondientes mediante una goma que detecta el paso de vehículos y lo comunica a un equipo
registrador. La distribución entre vehículos ligeros y pesados se efectúa aplicando la misma
composición que la estación fija que se considera afín aplicando para la expansión los
coeficientes L y S de dicha estación.
Para conocer la distribución real en los diez tipos de vehículo que se contempla en el Plan Anual
de Aforos, así como el volumen y composición de mercancías peligrosas y vehículos extranjeros
los aforos automáticos se complementan con unos aforos manuales que se realizan en todas las
estaciones fijas 6 veces al año en días laborables en meses alternativos y durante un período de 6
horas.
La distribución del tráfico total (IMD) se reparte entre 10 tipos devehículos agrupados en tres
categorías:
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
57
- MOTOS
- VEHÍCULOS LIGEROS: Turismos, Coches con Caravana, Camionetas, Tractores
Agrícolas
- VEHÍCULOS PESADOS: Camiones sin remolque, Camiones articulados, Trenes de
carretera, Vehículos especiales, Autobuses
Para calcular la distribución temporal del tráfico, se definen una serie de coeficientes:
- Coeficiente K de un mes determinado: media de los coeficientes K de todos los días
del mes, obtenido para un día como el cociente del total del tráfico durante las 16
horas que transcurren entre las 6 y las 22 horas y el total del tráfico durante las 6
horas que transcurren entre la 8 y las 14 horas del mismo día.
- Coeficiente de laborables L de un mes determinado, es el cociente entre la media
anual de laborables del año y la media mensual de laborables al mes.
- Coeficiente de nocturnidad N de un mes determinado, es la media de los coeficientes
N de todos los días del mes, obtenido para un día como el cociente del total del
tráfico durante las 24 horas y el total del tráfico durante las 16 horas que transcurren
entre las 6 y las 22 horas del mismo día.
- Coeficiente F de un mes determinado, es el producto de los coeficientes N y L del
mes y el coeficiente S del tráfico total anual.
- Coeficiente de sábados y domingos S anual para el tráfico total, tráfico de vehículos
ligeros y pesados.
- El coeficiente S se define como el cociente entre la IMD y la media anual de días
laborales del año.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
58
- Se define como intensidad en la hora 30 (H 30) a la intensidad de tráfico que,
ordenada de mayor a menor, ocupa el lugar 30 en la relación de intensidades de las
8.760 horas que tiene el año.
- Se define como intensidad en la hora 100 (H 100) a la intensidad de tráfico que,
ordenada de mayor a menor, ocupa el lugar 100 en la relación de intensidades de las
8.760 horas que tiene el año.
- La hora 30 y 100 se obtiene directamente en las estaciones permanentes mientras que
para el resto de estaciones (primarias, secundarias y cobertura) se obtiene suponiendo
que tienen el mismo comportamiento que la estación permanente afín (la H 30 y H
100 de la estación en estudio sería el resultado de aplicar el mismo porcentaje de
tráfico sobre la IMD que se produce en la estación permanente afín. El porcentaje de
pesados se obtiene igualmente aplicando a la Intensidad Media de pesados (IMDP) el
porcentaje de pesados de la hora 30 y 100 de la estación permanente afin).
El tráfico no es constante a lo largo de todos los años, sino que varía, por lo que se utilizan tasas
de crecimiento. En España, la tasa de crecimiento utilizada es la marcada en la norma 6.1 IC -
Secciones de firme el valor medio de las obtenidas en los cinco últimos años en la estación de
aforo permanente o de control (primaria o secundaria) en el mismo itinerario y más próxima al
tramo en estudio (MINISTERIO DE FOMENTO, 2003).
1.2.4. Velocidad de los vehículos y tiempo de solicitación en un punto.
Otro aspecto que tenemos que considerar acerca del vehículo es la velocidad, si se utiliza la
teoría viscoelástica para el diseño del firme, la velocidad está directamente relacionada con la
duración de la carga; si se utiliza la teoría elástica, debe seleccionarse adecuadamente el módulo
de resilencia de los materiales para el firme, en proporción con la velocidad del vehículo.
(HUANG, Y. H. 1993).
BARKSDALE R. D. (1971) supuso que los esfuerzos aplicados por una llanta en movimiento se
aproximan a una forma senoidal, cuya duración depende de la velocidad del vehículo y de la
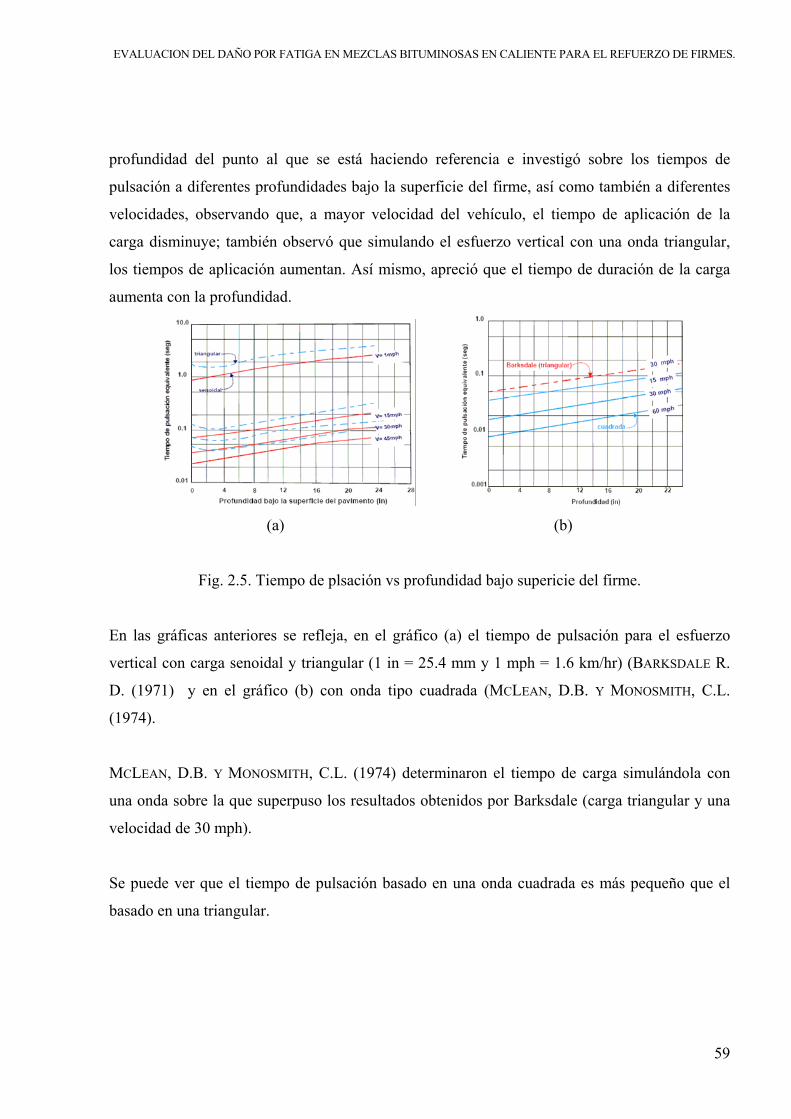
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
59
profundidad del punto al que se está haciendo referencia e investigó sobre los tiempos de
pulsación a diferentes profundidades bajo la superficie del firme, así como también a diferentes
velocidades, observando que, a mayor velocidad del vehículo, el tiempo de aplicación de la
carga disminuye; también observó que simulando el esfuerzo vertical con una onda triangular,
los tiempos de aplicación aumentan. Así mismo, apreció que el tiempo de duración de la carga
aumenta con la profundidad.
(a) (b)
Fig. 2.5. Tiempo de plsación vs profundidad bajo supericie del firme.
En las gráficas anteriores se refleja, en el gráfico (a) el tiempo de pulsación para el esfuerzo
vertical con carga senoidal y triangular (1 in = 25.4 mm y 1 mph = 1.6 km/hr) (BARKSDALE R.
D. (1971) y en el gráfico (b) con onda tipo cuadrada (MCLEAN, D.B. Y MONOSMITH, C.L.
(1974).
MCLEAN, D.B. Y MONOSMITH, C.L. (1974) determinaron el tiempo de carga simulándola con
una onda sobre la que superpuso los resultados obtenidos por Barksdale (carga triangular y una
velocidad de 30 mph).
Se puede ver que el tiempo de pulsación basado en una onda cuadrada es más pequeño que el
basado en una triangular.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
60
Para una mejor estandarización, y dado que la velocidad del vehículo no es constante, (HUANG,
Y. H. 1993) recomienda utilizar la onda senoidal con tiempo de duración de 0.1 segundos de
aplicación de carga y un periodo de reposo de 0.9 segundos.
En diseño de firmes flexibles, el programa de investigación de firmes de carretera SHRP
desarrollado por los EEUU (KENNEDY, W.T., HUBER G.A., HARRIGAN, ET ALL. 1994) interpreta
la velocidad del vehículo indirectamente aplicando un ajuste en las temperaturas de diseño del
firme para vehículos con velocidad baja o parados.
1.2.5. Características de la solicitación.
La carga del vehículo al firme se transmite a través de las ruedas, por lo que es necesario conocer
el área de contacto de la llanta con el firme.
Para la mayoría de los análisis de firmes, se asume que la carga del neumático está aplicada
uniformemente sobre un área circular de contacto; su tamaño depende de la presión de contacto
de la rueda con el firme.
También se asume generalmente que las presiones de hinchado y de contacto del neumático son
iguales, aunque rigurosamente son distintas ya que, por ejemplo, para presiones bajas de
neumático, la presión de contacto es mayor que la del neumático debido a que la pared del
neumático está en compresión y la suma de las fuerzas verticales de la pared y de presión del
neumático deben compensar a la fuerza debida a la presión de contacto. En cambio, la presión
de contacto es más pequeña que la presión del neumático para presiones altas de este, debido a
que la pared del neumático está en tensión.
Entonces, ¿porqué utilizamos la presión de neumático como la de contacto? Pues es debido a que
los ejes de carga pesados tienen presiones altas y efectos más destructivos en el firme, por lo que
utilizar la presión de llanta como presión de contacto es estar del lado de la seguridad. (HUANG,
Y. H. 1993).
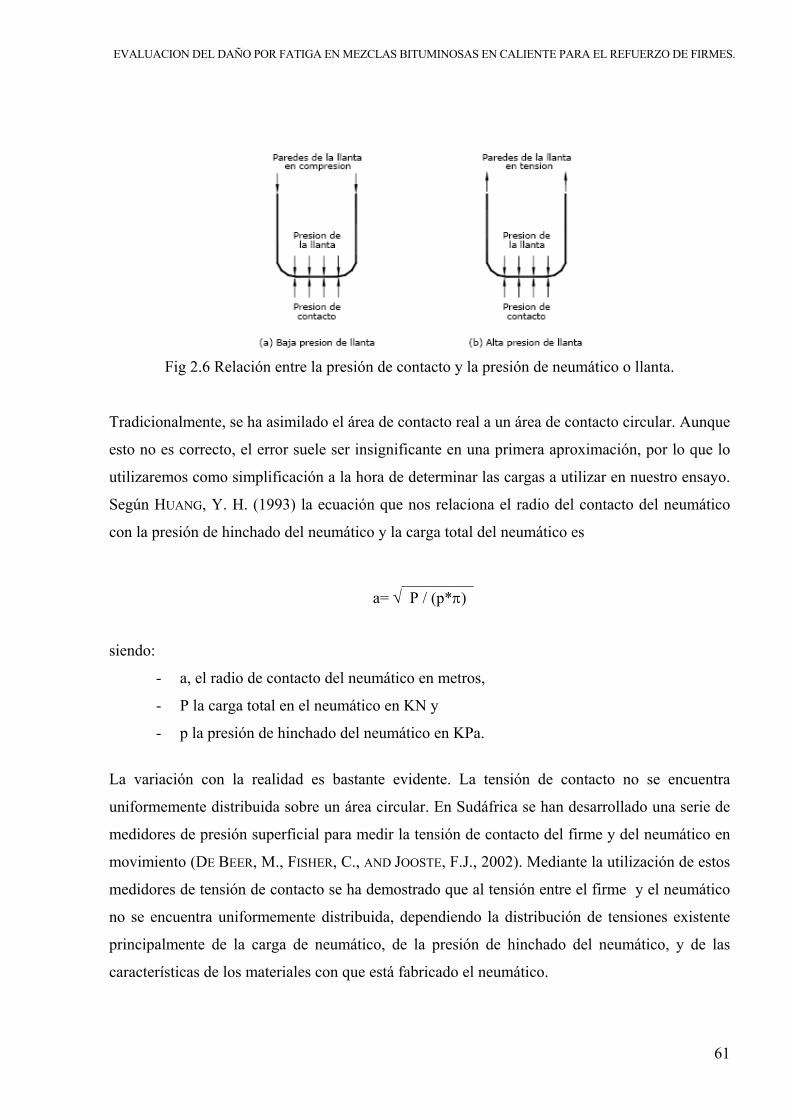
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
61
Fig 2.6 Relación entre la presión de contacto y la presión de neumático o llanta.
Tradicionalmente, se ha asimilado el área de contacto real a un área de contacto circular. Aunque
esto no es correcto, el error suele ser insignificante en una primera aproximación, por lo que lo
utilizaremos como simplificación a la hora de determinar las cargas a utilizar en nuestro ensayo.
Según HUANG, Y. H. (1993) la ecuación que nos relaciona el radio del contacto del neumático
con la presión de hinchado del neumático y la carga total del neumático es
_________ a= √ P / (p*π)
siendo:
- a, el radio de contacto del neumático en metros,
- P la carga total en el neumático en KN y
- p la presión de hinchado del neumático en KPa.
La variación con la realidad es bastante evidente. La tensión de contacto no se encuentra
uniformemente distribuida sobre un área circular. En Sudáfrica se han desarrollado una serie de
medidores de presión superficial para medir la tensión de contacto del firme y del neumático en
movimiento (DE BEER, M., FISHER, C., AND JOOSTE, F.J., 2002). Mediante la utilización de estos
medidores de tensión de contacto se ha demostrado que al tensión entre el firme y el neumático
no se encuentra uniformemente distribuida, dependiendo la distribución de tensiones existente
principalmente de la carga de neumático, de la presión de hinchado del neumático, y de las
características de los materiales con que está fabricado el neumático.
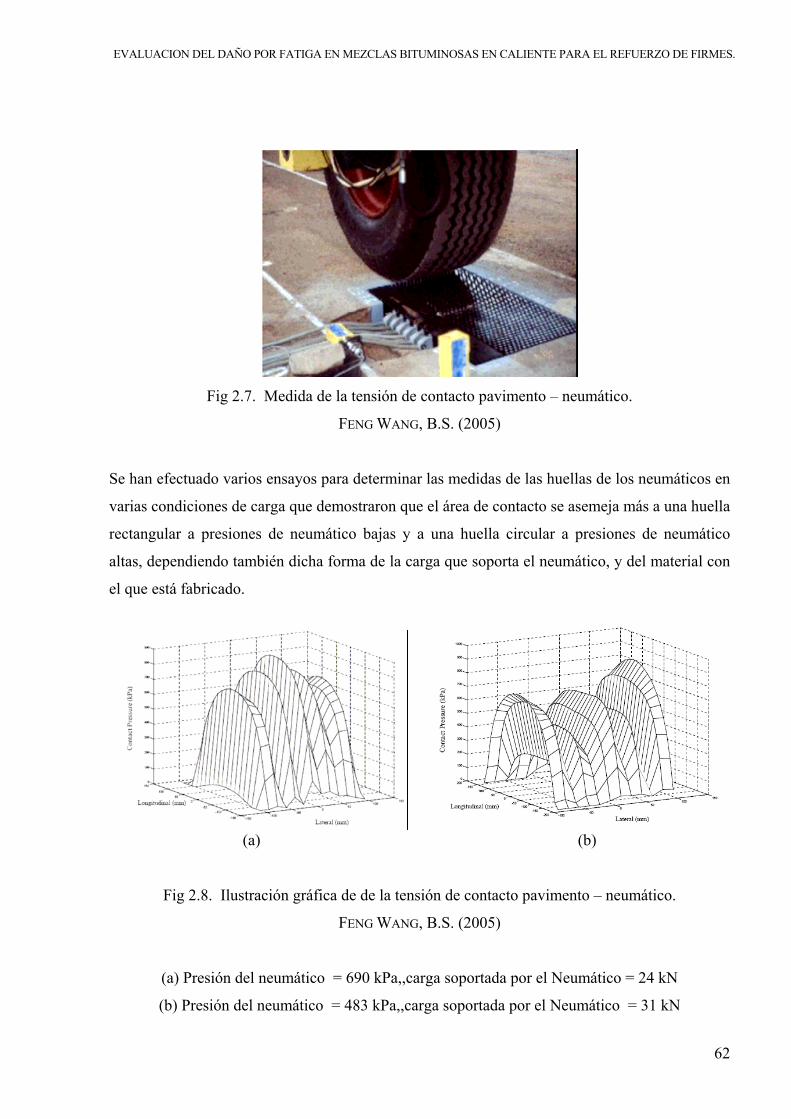
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
62
Fig 2.7. Medida de la tensión de contacto pavimento – neumático.
FENG WANG, B.S. (2005)
Se han efectuado varios ensayos para determinar las medidas de las huellas de los neumáticos en
varias condiciones de carga que demostraron que el área de contacto se asemeja más a una huella
rectangular a presiones de neumático bajas y a una huella circular a presiones de neumático
altas, dependiendo también dicha forma de la carga que soporta el neumático, y del material con
el que está fabricado.
(a) (b)
Fig 2.8. Ilustración gráfica de de la tensión de contacto pavimento – neumático.
FENG WANG, B.S. (2005)
(a) Presión del neumático = 690 kPa,,carga soportada por el Neumático = 24 kN
(b) Presión del neumático = 483 kPa,,carga soportada por el Neumático = 31 kN
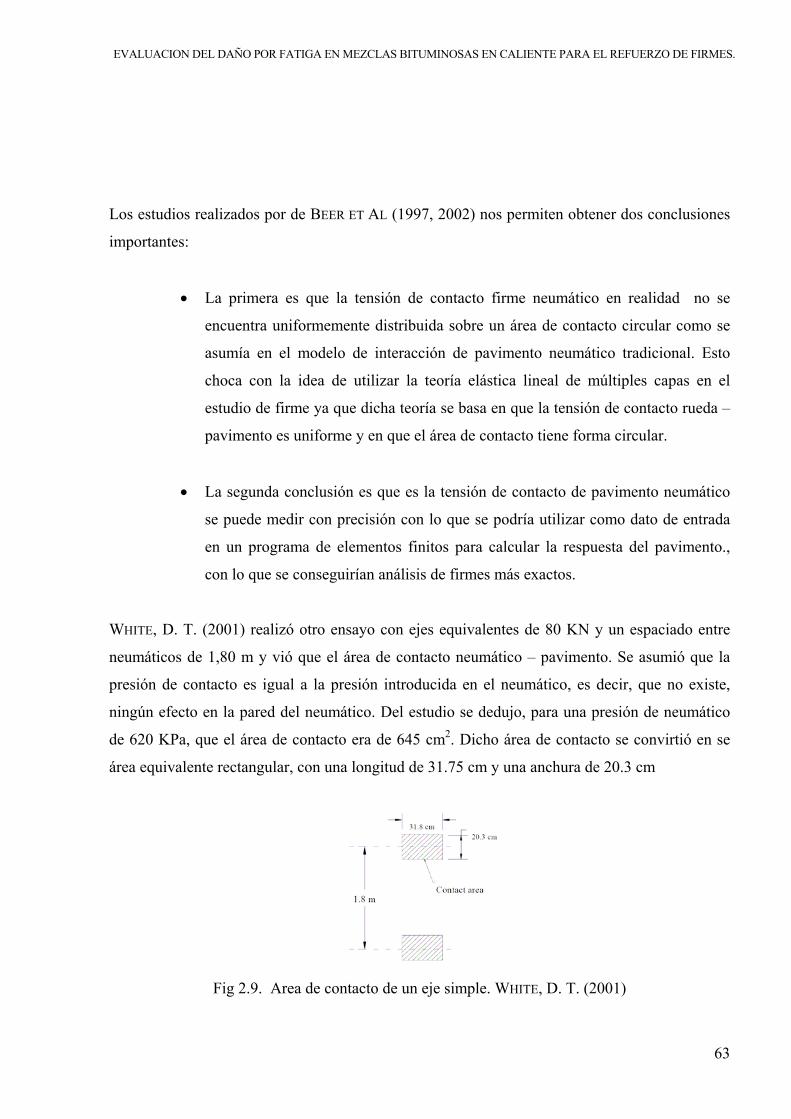
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
63
Los estudios realizados por de BEER ET AL (1997, 2002) nos permiten obtener dos conclusiones
importantes:
• La primera es que la tensión de contacto firme neumático en realidad no se
encuentra uniformemente distribuida sobre un área de contacto circular como se
asumía en el modelo de interacción de pavimento neumático tradicional. Esto
choca con la idea de utilizar la teoría elástica lineal de múltiples capas en el
estudio de firme ya que dicha teoría se basa en que la tensión de contacto rueda –
pavimento es uniforme y en que el área de contacto tiene forma circular.
• La segunda conclusión es que es la tensión de contacto de pavimento neumático
se puede medir con precisión con lo que se podría utilizar como dato de entrada
en un programa de elementos finitos para calcular la respuesta del pavimento.,
con lo que se conseguirían análisis de firmes más exactos.
WHITE, D. T. (2001) realizó otro ensayo con ejes equivalentes de 80 KN y un espaciado entre
neumáticos de 1,80 m y vió que el área de contacto neumático – pavimento. Se asumió que la
presión de contacto es igual a la presión introducida en el neumático, es decir, que no existe,
ningún efecto en la pared del neumático. Del estudio se dedujo, para una presión de neumático
de 620 KPa, que el área de contacto era de 645 cm2. Dicho área de contacto se convirtió en se
área equivalente rectangular, con una longitud de 31.75 cm y una anchura de 20.3 cm
Fig 2.9. Area de contacto de un eje simple. WHITE, D. T. (2001)
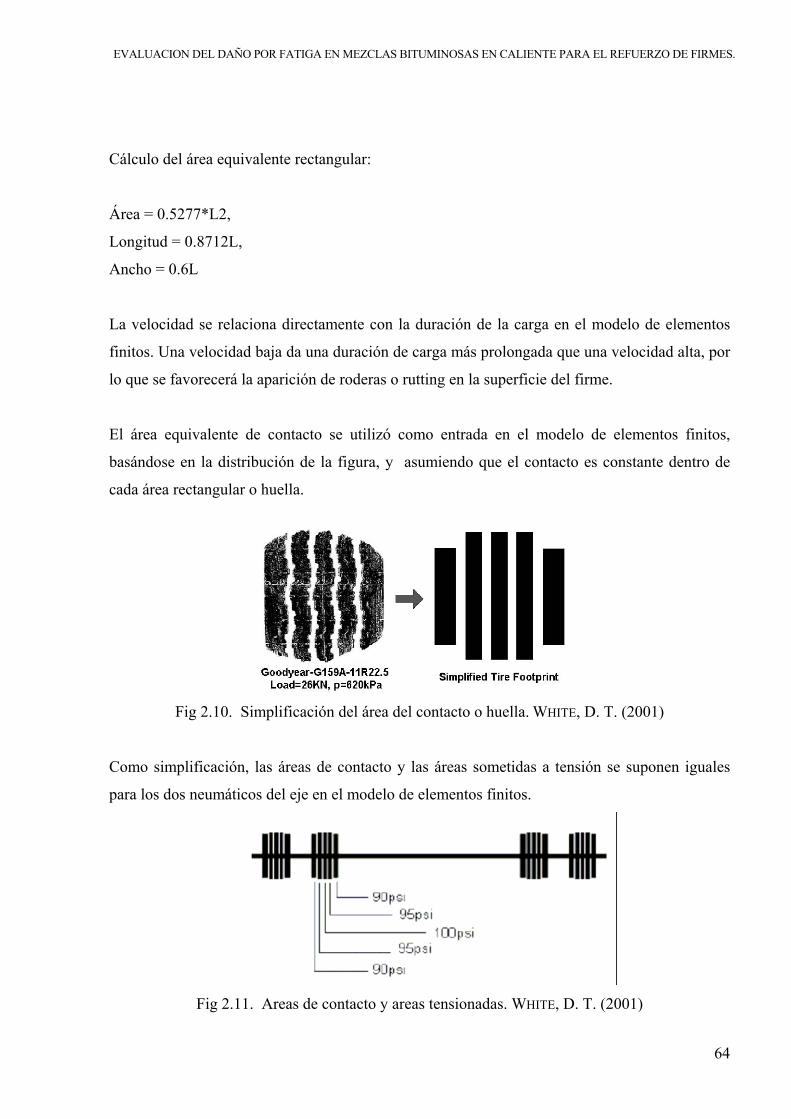
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
64
Cálculo del área equivalente rectangular:
Área = 0.5277*L2,
Longitud = 0.8712L,
Ancho = 0.6L
La velocidad se relaciona directamente con la duración de la carga en el modelo de elementos
finitos. Una velocidad baja da una duración de carga más prolongada que una velocidad alta, por
lo que se favorecerá la aparición de roderas o rutting en la superficie del firme.
El área equivalente de contacto se utilizó como entrada en el modelo de elementos finitos,
basándose en la distribución de la figura, y asumiendo que el contacto es constante dentro de
cada área rectangular o huella.
Fig 2.10. Simplificación del área del contacto o huella. WHITE, D. T. (2001)
Como simplificación, las áreas de contacto y las áreas sometidas a tensión se suponen iguales
para los dos neumáticos del eje en el modelo de elementos finitos.
Fig 2.11. Areas de contacto y areas tensionadas. WHITE, D. T. (2001)
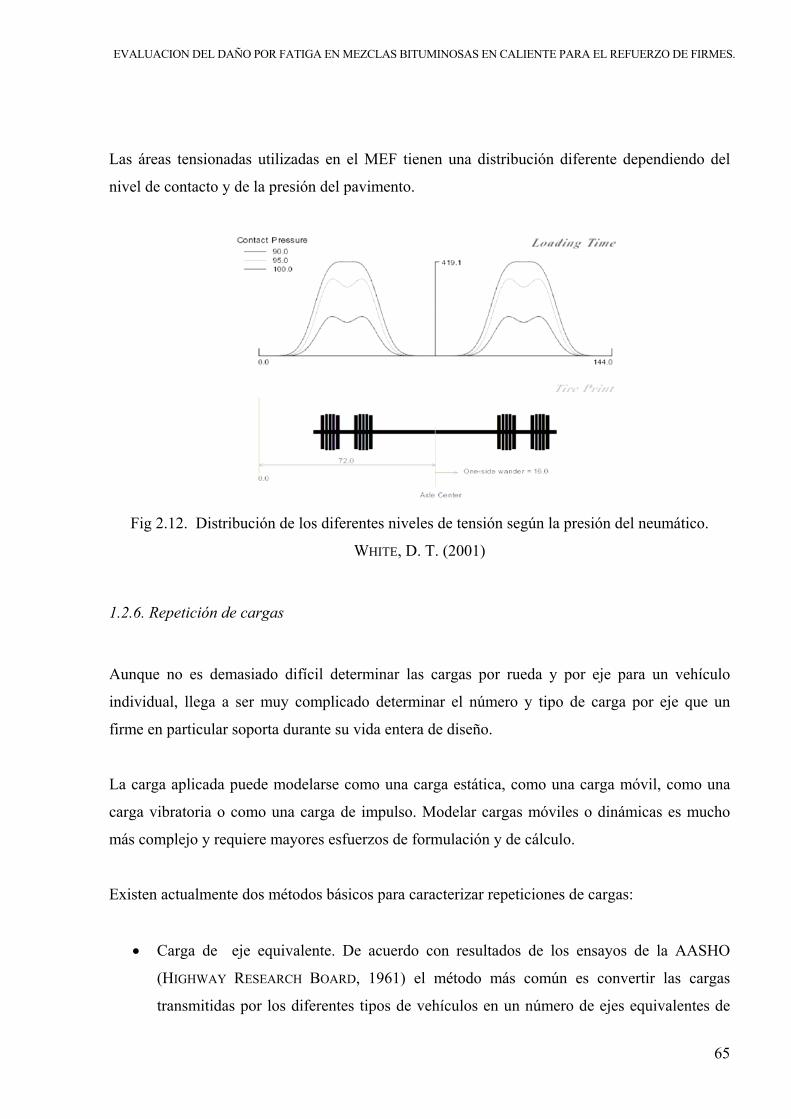
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
65
Las áreas tensionadas utilizadas en el MEF tienen una distribución diferente dependiendo del
nivel de contacto y de la presión del pavimento.
Fig 2.12. Distribución de los diferentes niveles de tensión según la presión del neumático.
WHITE, D. T. (2001)
1.2.6. Repetición de cargas
Aunque no es demasiado difícil determinar las cargas por rueda y por eje para un vehículo
individual, llega a ser muy complicado determinar el número y tipo de carga por eje que un
firme en particular soporta durante su vida entera de diseño.
La carga aplicada puede modelarse como una carga estática, como una carga móvil, como una
carga vibratoria o como una carga de impulso. Modelar cargas móviles o dinámicas es mucho
más complejo y requiere mayores esfuerzos de formulación y de cálculo.
Existen actualmente dos métodos básicos para caracterizar repeticiones de cargas:
• Carga de eje equivalente. De acuerdo con resultados de los ensayos de la AASHO
(HIGHWAY RESEARCH BOARD, 1961) el método más común es convertir las cargas
transmitidas por los diferentes tipos de vehículos en un número de ejes equivalentes de
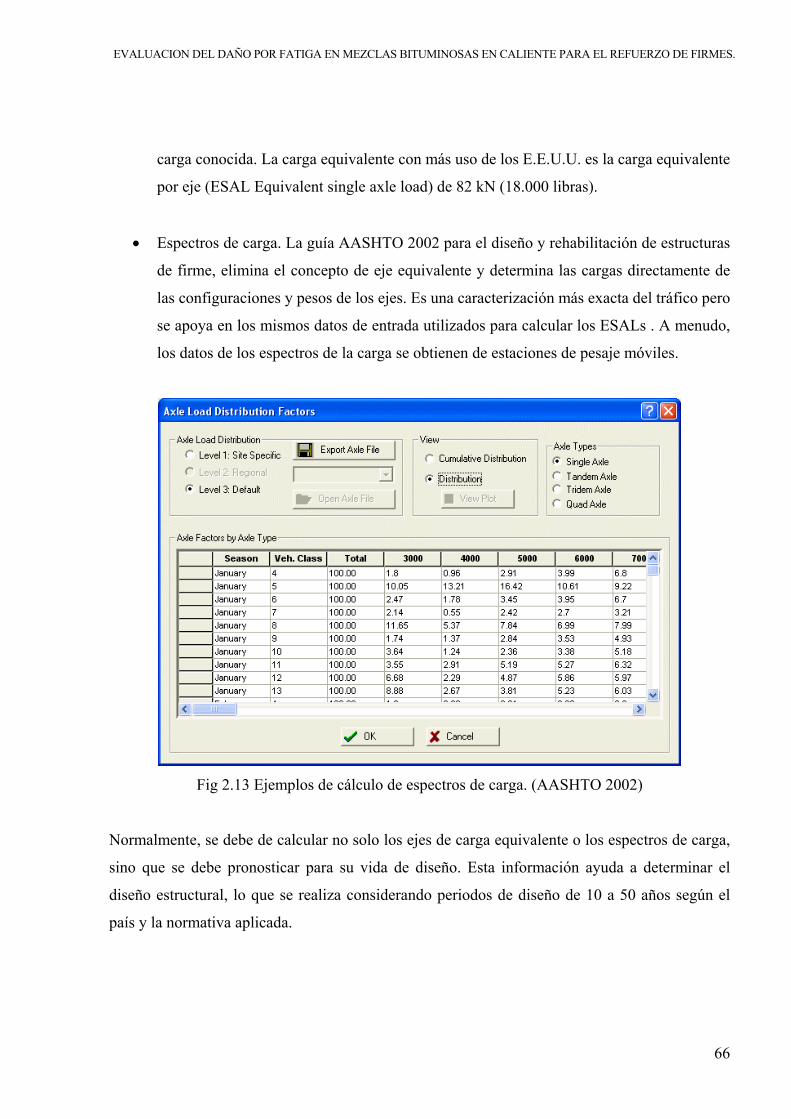
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
66
carga conocida. La carga equivalente con más uso de los E.E.U.U. es la carga equivalente
por eje (ESAL Equivalent single axle load) de 82 kN (18.000 libras).
• Espectros de carga. La guía AASHTO 2002 para el diseño y rehabilitación de estructuras
de firme, elimina el concepto de eje equivalente y determina las cargas directamente de
las configuraciones y pesos de los ejes. Es una caracterización más exacta del tráfico pero
se apoya en los mismos datos de entrada utilizados para calcular los ESALs . A menudo,
los datos de los espectros de la carga se obtienen de estaciones de pesaje móviles.
Fig 2.13 Ejemplos de cálculo de espectros de carga. (AASHTO 2002)
Normalmente, se debe de calcular no solo los ejes de carga equivalente o los espectros de carga,
sino que se debe pronosticar para su vida de diseño. Esta información ayuda a determinar el
diseño estructural, lo que se realiza considerando periodos de diseño de 10 a 50 años según el
país y la normativa aplicada.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
67
1.2.7. Distribución de tensiones producidas por las cargas.
El acercamiento mecanicista en el diseño (GARNICA, P., GÓMEZ, J.A., Y SESMA, J.A., 2002)
involucra el análisis teórico y el cálculo de esfuerzos y deformaciones en lugares críticos, como
resultado de las aplicaciones de carga originadas por las ruedas cargadas. Los materiales que
constituyen las diferentes capas del firme, se ven sometidos a cargas dinámicas de diversas
magnitudes que le son transmitidas por el tráfico.
El patrón de esfuerzos aplicados a un firme como resultado del tráfico que soporta es muy
complejo. Un elemento de firme está sujeto a pulsos de carga que involucran componentes de
esfuerzos normales y cortantes. Los esfuerzos son transitorios y cambian con el tiempo conforme
la carga avanza. El esfuerzo cortante cambia de sentido conforme la carga pasa, provocando así
una rotación de los ejes de esfuerzos principales. (LEKARP ET AL., 1997).
En la siguiente figura se muestra una sección longitudinal de las capas de un firme, sobre la que
se mueve una carga a velocidad constante.
Figura 2.13. Estado de esfuerzos en una sección longitudinal de un pavimento.
(GARNICA, P., GÓMEZ, J.A., Y SESMA, J.A., 2002)
Dependiendo en que punto actúe una carga, (GARNICA, P., GÓMEZ, J.A., Y SESMA, J.A., 2002) el
estado de esfuerzos experimentado en el punto P varía. Así, podemos distinguir que la carga
actúe en el:

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
68
• Punto A: Vemos que existen tanto esfuerzos cortantes como esfuerzos normales.
• Punto B: Los esfuerzos cortantes son nulos y únicamente existen esfuerzos normales. En
este punto se tiene un estado triaxial de esfuerzos, debido a que sólo se presentan
esfuerzos normales.
• Punto C: La dirección de los esfuerzos cortantes existentes es contraria a la dirección de
los esfuerzos existentes cuando se aplica la carga en el punto A.
Por todo ello, se va a evaluar primeramente la forma de transmisión de las cargas por los
vehículos: Los vehículos transmiten las cargas al firme existente a través de las ruedas, las cuales
se han ido desarrollando de forma considerable a través de los tiempos hasta llegar a su
configuración actual, en la que no solo cumplen la misión de soportar al vehículo, sino que
transmiten la fuerza del motor y aseguran la dirección y el frenado.
Fig 2.14. Tipos de ruedas.
La rueda ha sido uno de los inventos que más cambios ha sufrido desde sus comienzos. El
primer paso para llegar a la rueda actual lo dio Charles Goodyear en 1839, cuando
accidentalmente al volcar un recipiente de azufre en una sartén que contenía latex descubrió la
vulcanización del caucho.
Las primeras ruedas de caucho aparecieron en 1842 obra del ingeniero Robert William
Thompson, que patentó los primeros neumáticos, diseñados para carrozas tiradas por caballos.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
69
La parte de la rueda que se apoya directamente sobre el pavimento se denomina neumático y
produce una huella de forma distinta dependiendo del tipo de neumático que se trate, de su
presión de inflado, de la carga por rueda, así como de la velocidad y del estado de la superficie.
Podemos distinguir básicamente entre dos tipos de neumáticos o cubiertas:
a) Los neumáticos con cámara, en los que la llanta (parte metálica de la rueda) y la cubierta
forman un conjunto resistente, mientras que la cámara, con su válvula, asegura la
estanqueidad del aire comprimido en su interior, en la actualidad está en desuso.
b) Los neumáticos sin cámara, que están compuestos únicamente de la llanta, la cubierta y
una válvula, asegurando el conjunto la estanqueidad del aire comprimido que se
encuentra en su interior.
Los neumáticos están compuestos por un conjunto solidario de materiales con propiedades muy
distintas, cuya confección requiere una gran precisión.
Fig 2.15 Partes del neumático

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
70
El neumático lo podemos dividir en seis partes claramente diferenciadas:
• Banda de rodadura: Es la parte de contacto de la cubierta con el suelo. En ella se sitúa la
escultura o dibujo. La banda de rodadura y el dibujo tienen la misión de:
a) Adherencia o agarre del neumático al suelo.
b) Resistencia a los choques, cortes y en general a los agentes externos.
c) Buena evacuación del agua.
d) Confort acústico.
• Talones: Es la parte de la cubierta que hace contacto con la llanta, asegurando, un
perfecto anclaje de cubierta y llanta, una buena estanqueidad de la cámara de aire y una
buena transmisión de los esfuerzos.
• Costados o flancos: Son gomas situadas en el lateral de la cubierta, desde la banda de
rodadura hasta los talones. Contiene las marcas de identificación de la cubierta.
• Cordón de centrado: Es un resalte situado en la parte superior del talón para facilitar el
centrado de la cubierta respecto a la llanta.
• Revestimiento de goma interior: Es una capa de goma impermeable al aire, que se
encuentra vulcanizada en el interior de la cubierta.
• Carcasa o Armazón: Es la parte de la cubierta que confiere la resistencia. Está formada
por capas superpuestas de tejidos de cuerdas engomadas.
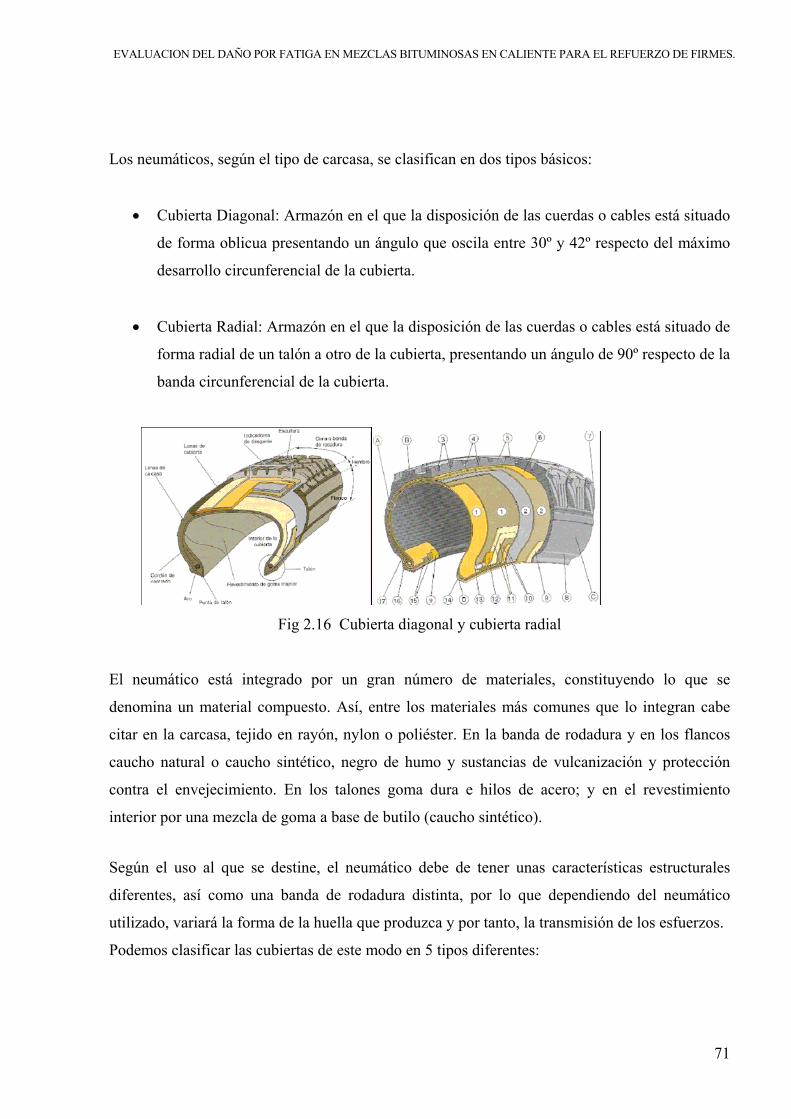
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
71
Los neumáticos, según el tipo de carcasa, se clasifican en dos tipos básicos:
• Cubierta Diagonal: Armazón en el que la disposición de las cuerdas o cables está situado
de forma oblicua presentando un ángulo que oscila entre 30º y 42º respecto del máximo
desarrollo circunferencial de la cubierta.
• Cubierta Radial: Armazón en el que la disposición de las cuerdas o cables está situado de
forma radial de un talón a otro de la cubierta, presentando un ángulo de 90º respecto de la
banda circunferencial de la cubierta.
Fig 2.16 Cubierta diagonal y cubierta radial
El neumático está integrado por un gran número de materiales, constituyendo lo que se
denomina un material compuesto. Así, entre los materiales más comunes que lo integran cabe
citar en la carcasa, tejido en rayón, nylon o poliéster. En la banda de rodadura y en los flancos
caucho natural o caucho sintético, negro de humo y sustancias de vulcanización y protección
contra el envejecimiento. En los talones goma dura e hilos de acero; y en el revestimiento
interior por una mezcla de goma a base de butilo (caucho sintético).
Según el uso al que se destine, el neumático debe de tener unas características estructurales
diferentes, así como una banda de rodadura distinta, por lo que dependiendo del neumático
utilizado, variará la forma de la huella que produzca y por tanto, la transmisión de los esfuerzos.
Podemos clasificar las cubiertas de este modo en 5 tipos diferentes:
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
72
• Cubiertas para carretera: Están construidas de forma que sean capaces de resistir
esfuerzos de tracción constante y calor debido a los grandes recorridos y altas
velocidades. Dentro de este tipo de cubiertas podemos encontrar una mayor
especificación, dependiendo de las condiciones ambientales, como son los neumáticos
para agua y nieve.
• Cubiertas Lisas: Se suelen utilizar para competiciones como en Formula 1. Tienen alta
resistencia y larga duración, en carretera el agarre no es el mismo que en un circuito
cerrado debido al desgaste de la carretera y además tienen poca capacidad para evacuar
agua.
• Cubiertas para fuera de carretera: Deben poseer un gran poder de tracción con una
carcasa muy resistente a los impactos. Este tipo de cubiertas se emplea por ejemplo en
maquinaria para las obras públicas.
• Cubiertas todo terreno: Se emplean en vehículos destinados a trabajos mixtos. Deben
reunir una serie de cualidades como: Tracción, resistencia a cortes, adecuada adherencia,
buena capacidad de amortiguación y carga.
• Cubiertas para aplicaciones agrícolas: Deben presentar una gran capacidad de tracción y
cierta flexibilidad.
Cuando los neumáticos están en movimiento, además de variar la forma de la huella, aparecen
solicitaciones distintas a las verticales, que son las que existen cuando el vehículo está detenido
o con movimiento uniforme: aparecen esfuerzos horizontales debido al rozamiento y a los
cambios de trayectoria, succiones de agua contenida en la sección estructural y esfuerzos
verticales de impacto por efectos del movimiento del vehículo y las irregularidades de la
carretera.
Los esfuerzos horizontales de aceleración y frenado o en curvas de pequeño radio, que se pueden
producir en zonas localizadas, influyen también en el estado de esfuerzos y deformaciones del
pavimento. Cuando en la superficie de un pavimento se originan esfuerzos tangenciales, éstos

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
73
deben ser resistidos por los 8 – 10 cm. superiores, (GARNICA, P., GÓMEZ, J.A., Y SESMA, J.A.,
2002) pero en general no afectan a las capas inferiores. Por ello, la forma práctica con la que se
resuelven estos problemas, es proyectando capas de rodadura cuya resistencia al esfuerzo
cortante sea suficientemente alta para garantizar que no se produzcan rupturas o deformaciones.
Según GARNICA, P., GÓMEZ, J.A., Y SESMA, J.A. (2002), los efectos dinámicos de los vehículos
en movimiento se transforman en impactos y vibraciones en los que intervienen el estado
superficial del pavimento y el tipo de suspensión del vehículo. En general, los vehículos en
marcha transmiten al neumático una carga de magnitud variable, según el movimiento
oscilatorio de la masa suspendida, cuya frecuencia varía con la velocidad y el tipo de pavimento.
Los máximos pueden ser un 50% superiores a los normales con carga estática. Este aumento de
cargas se refleja sobre el pavimento en forma de presión de contacto y/o incremento de la
superficie de rodada.
Cuando la rueda cargada avanza, se producen pulsaciones de los esfuerzos verticales y
horizontales, que a su vez son acompañados de una doble pulsación del esfuerzo cortante con
una señal contraria en el plano horizontal y vertical; se ve así en la figura la relación entre
esfuerzo y tiempo.
A medida que un vehículo se va acercando a un punto que podemos denominar P, el esfuerzo
cortante se incrementa hasta llegar a un máximo para luego decrecer hasta un valor de cero; en
ese momento el esfuerzo vertical es máximo; luego se incrementa nuevamente, pero ahora con
signo contrario hasta lograr un máximo negativo, para después decrecer y llegar a un cero;
describiendo con este comportamiento una onda senoidal completa.
En las gráficas, se puede apreciar el desarrollo de los esfuerzos verticales, horizontales y
cortantes originados por las cargas del tráfico. El funcionamiento correcto del firme pues,
depende en gran medida de las propiedades mecánicas de los materiales.
El estado de esfuerzos descrito anteriormente se presenta en forma repetida cuando el paso de los
vehículos se hace constante. Este proceso depende de la acumulación de los ejes equivalentes.
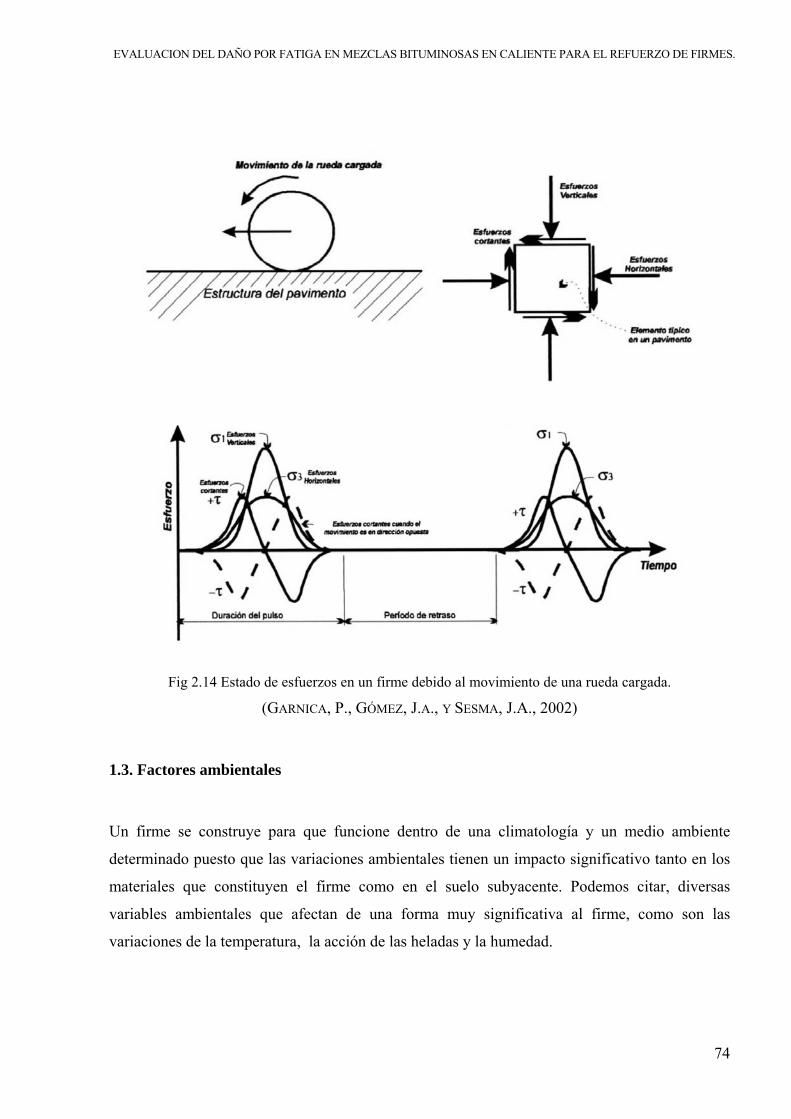
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
74
Fig 2.14 Estado de esfuerzos en un firme debido al movimiento de una rueda cargada.
(GARNICA, P., GÓMEZ, J.A., Y SESMA, J.A., 2002)
1.3. Factores ambientales
Un firme se construye para que funcione dentro de una climatología y un medio ambiente
determinado puesto que las variaciones ambientales tienen un impacto significativo tanto en los
materiales que constituyen el firme como en el suelo subyacente. Podemos citar, diversas
variables ambientales que afectan de una forma muy significativa al firme, como son las
variaciones de la temperatura, la acción de las heladas y la humedad.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
75
1.3.1. Variaciones de la temperatura. Reología.
Debido a la extensión y contracción que experimenta el firme con los cambios de temperatura, y
especialmente a la excesiva contracción que experimenta en las épocas frías, se produce la
aparición de grietas transversales. (STEPHEN T. MUENCH, JOE P. MAHONEY, LINDA M. PIERCE ET
AL, 2003).
Asimismo, las características reológicas de los firmes cambian con la temperatura. De esta
forma, podemos distinguir entre dos comportamientos básicos de las mezclas bituminosas, así,
las que presentan un flujo importante y una deformación excesiva son susceptibles de producir
roderas y las que tienen un comportamiento más rígido son más susceptibles a la fatiga y al
agrietamiento térmico.
Fig 2.15 Grieta de firme flexible por variación de temperatura
(STEPHEN T. MUENCH, JOE P. MAHONEY, LINDA M. PIERCE ET AL, 2003)
La ciencia de la reología tiene cerca de 70 años y fue fundada por dos científicos, Marcus Reiner
y Eugene Bingham, a finales de los años 20 con el interés de describir las propiedades de flujo y
deformación de la materia. El término procede del griego “rheos” que significa fluir. La reología
abarca el estudio de todos los materiales, desde gases a sólidos.
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
76
Sin embargo, la ciencia de la reología no se ha aplicado al diseño de los firmes desde siempre.
Los sistemas de diseño más antiguos no tenían en cuenta los efectos de la temperatura;
simplemente se utilizaban reglas de tipo empírico y no se ha incorporado su uso hasta el
desarrollo de los modernos sistemas de análisis de materiales en los que ya sí se tienen en
consideración las variaciones de temperatura.
Con respecto al comportamiento reológico de las mezclas bituminosas, se debe tener en cuenta
que para comparar diversas capas de firme se debe realizar siempre a una temperatura común de
referencia. Asimismo, para caracterizar completamente una capa de firme se deben examinar sus
características reológicas a las diversas temperaturas a las que se va a ver sometida durante toda
su vida.
El estudio de la reología de los materiales bituminosos demuestra que su comportamiento es
viscoelástico, función del estado de esfuerzos, del tiempo de aplicación de las cargas y de la
temperatura; de la misma forma que los materiales granulares responden a las cargas, de acuerdo
al nivel de esfuerzos aplicados, a su densidad y humedad, el comportamiento de los materiales
bituminosos en general no es lineal y depende en gran medida de las características del material
de la capa subyacente, por lo que se han desarrollado diversos modelos teóricos de
comporamiento de tipo elástico no lineal. (BOYCE, J. R. 1980).
1.3.2. Acción del hielo
La acción del hielo puede ser muy perjudicial en firmes. Existen dos mecanismos totalmente
diferenciados pero relacionados entre sí (TABOR, S. 1930):
- Rotura por congelación: Sabido es que el agua al congelarse aumenta de volumen por
lo que al producirse la congelación del agua acumulada en las capas sobre las que se
apoya la mezcla bituminosa se produce un movimiento ascendente de las mismas,
favorecido más si cabe por la formación de pequeños macizos de hielo, y
desencadenando finalmente la rotura de las capas de mezcla bituminosa. Este
fenómeno suele ocurrir en suelos que contienen partículas finas, siendo el grado de

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
77
sensibilidad a la helada función principalmente del porcentaje existente de dichas
partículas finas en las capas subyacentes.
Fig. 2.17. Daños producidos por ciclos hielo-deshielo
(STEPHEN T. MUENCH, JOE P. MAHONEY, LINDA M. PIERCE ET AL, 2003)
- Debilitamiento por deshielo. Consiste en un debilitamiento del subsuelo saturado de
agua como consecuencia del deshielo del agua que contiene por lo que, durante los
periodos del deshielo, puede darse el caso de que cargas que no dañarían
normalmente un firme dado pueden ser muy perjudiciales en ese momento.
Fig. 2.18. Cambios estacionales de las deflexiones del firme
(STEPHEN T. MUENCH, JOE P. MAHONEY, LINDA M. PIERCE ET AL, 2003)

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
78
1.3.3. Humedad
La humedad afecta los firmes de numerosas formas, así por ejemplo, existen suelos altamente
expansivos debido a ella, por lo que al diseñar el firme se debe tener en cuenta este aspecto.
También a la hora de la construcción es importante la humedad, ya que los suelos tienen un
contenido óptimo de agua o humedad, con lo que se mejora su compactación, obteniéndose las
mayores densidades.
En cuanto a la fase de explotación también es muy importante la humedad, no hay más que
observar que un exceso de agua en el firme produce fenómenos de aquaplaning y el consiguiente
riesgo para la seguridad vial.
Las fuentes de humedad típicas son el agua de lluvia y el agua subterránea. El agua que aportan
estas fuentes se previene por medio del drenaje superficial y del drenaje profundo.
2. METODOLOGÍA DE DISEÑO ESTRUCTURAL
El diseño del firme se puede subdividir en dos partes fundamentales, el diseño de la mezcla y el
diseño estructural.
El objetivo del diseño estructural es determinar el número, la composición material y el grueso
de las diversas capas dentro de la estructura del firme conforme a un régimen de cargas dado,
para un periodo de diseño determinado. De esta forma, se realiza el diseño estructural de forma
que la estructura del firme sea suficiente para soportar las cargas del tráfico durante toda vida de
diseño del firme. (STEPHEN T. MUENCH, JOE P. MAHONEY, LINDA M. PIERCE ET AL, 2003)
El objetivo del diseño de la mezcla es determinar la mezcla óptima de los materiales
componentes del firme para un uso dado, esto incluye evaluaciones detalladas de todos los
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
79
materiales que lo integran (áridos, betunes, filler, etc), así como una estudio de sus porcentajes
óptimos de mezcla.
El diseño estructural de los firmes constituye la aplicación práctica de la Mecánica de Firmes. Su
objetivo es, como se ha comentado anteriormente, la definición de los materiales y espesores de
las capas que los constituyen, siendo ambos aspectos los que determinan las referidas
características estructurales. El diseño estructural persigue una optimización resistente de la
sección estructural, con un coste global mínimo que incluya los costes de construcción,
conservación y rehabilitación en el período de proyecto.
Existen diferentes formas de realizar este diseño estructural, dependiendo fundamentalmente del
tipo de firme a utilizar. Así, los firmes flexibles, si no están agrietados, pueden considerarse
indefinidos en el plano horizontal, lo que supone un reparto más o menos gradual de las
tensiones provocadas por el tráfico, mientras que los firmes rígidos suelen estar formados por
losas, que trabajan a flexotracción y absorben la casi totalidad de las tensiones.
En lo que se refiere a los firmes flexibles, que son el objeto del presente estudio, el diseño
estructural se refiere principalmente a determinar el grueso y la composición apropiados de la
capa. Los cálculos se basan principalmente en las tensiones de carga del tráfico y en otras
tensiones relacionadas con el ambiente, tales como la temperatura, con las que se calculan las
capas de firme necesarias para el diseño. Hoy e día existen principalmente dos tipos de métodos
de diseño estructural de firmes flexibles, los de tipo empírico, entre los que destacan el método
desarrollado por la American Association of State Highway and Transportation Officials,
AASHTO (1993) en la guía para el diseño de estructuras de firmes y los de tipo analítico o
mecánico-empírico, entre los que destacan el método desarrollado en la “Guía para el diseño de
estructuras de firme nuevas y rehabilitadas” por la AASHTO en 2002 y el desarrollado en la
“Pavement Guide Interactive” por el Washington State Department of Transportation’s
Pavement, WSDOT (STEPHEN T. MUENCH, JOE P. MAHONEY, LINDA M. PIERCE ET AL, 2003).

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
80
2.1. Métodos empíricos
El método empírico se basa en resultados obtenidos de múltiples experiencias, para
correlacionar factores de diseño (periodo de proyecto, tráfico, capacidad de soporte de la
explanada, clima, características de los materiales que componen las capas de firme,
condicionantes constructivos, etc) , con el funcionamiento del firme en tramos de carreteras, bien
con tráfico real, bien en tramos experimentales e incluso pistas de ensayo.
2.1.1. Método de la AASHTO
La aproximación más utilizada para interpretar el comportamiento observado es analizando las
tensiones y deformaciones teóricas de las capas del firme, apoyándose en esto, la guía de 1993
de la AASHTO para el diseño de las estructuras de firmes desarrolla uno de los métodos
empíricos más conocidos, que se basa en el número estructural de proyecto (SN), que es un
número empírico que representa la capacidad estructural del conjunto del firme y que se calcula
para las características de explanada, volumen de tráfico, coeficiente de drenaje de la base y
subbase y las condiciones ambientales a las que va a estar sometido el firme.
El método se basa en una ecuación de tipo empírico en la que se deben de introducir diversos
parámetros entre los que destacan la capacidad de soporte de la explanada (módulo elástico:
MR), el tráfico (número de ejes equivalentes: W18 y error de predicción: S0).
( ) ( )
( )
( ) 07.8log32.2
1109440.0
5.12.4log
20.01log36.9log 10
19.5
10
101810 −×+
++
⎟⎠⎞
⎜⎝⎛
−Δ
+−+×+×= RoR M
SN
PSI
SNSZW
Es necesario destacar el parámetro de diseño W18, que es el número de ejes equivalentes de
18000 lb (82kN) soportado en el carril y periodo de proyecto.
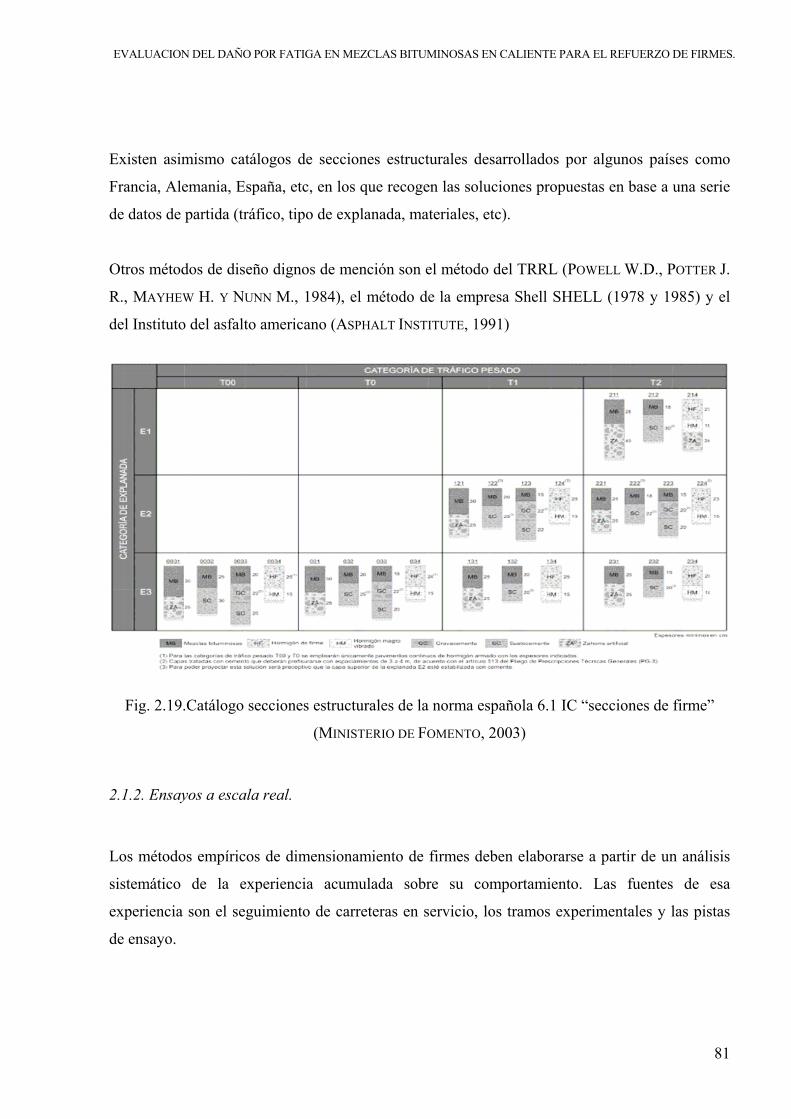
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
81
Existen asimismo catálogos de secciones estructurales desarrollados por algunos países como
Francia, Alemania, España, etc, en los que recogen las soluciones propuestas en base a una serie
de datos de partida (tráfico, tipo de explanada, materiales, etc).
Otros métodos de diseño dignos de mención son el método del TRRL (POWELL W.D., POTTER J.
R., MAYHEW H. Y NUNN M., 1984), el método de la empresa Shell SHELL (1978 y 1985) y el
del Instituto del asfalto americano (ASPHALT INSTITUTE, 1991)
Fig. 2.19.Catálogo secciones estructurales de la norma española 6.1 IC “secciones de firme”
(MINISTERIO DE FOMENTO, 2003)
2.1.2. Ensayos a escala real.
Los métodos empíricos de dimensionamiento de firmes deben elaborarse a partir de un análisis
sistemático de la experiencia acumulada sobre su comportamiento. Las fuentes de esa
experiencia son el seguimiento de carreteras en servicio, los tramos experimentales y las pistas
de ensayo.
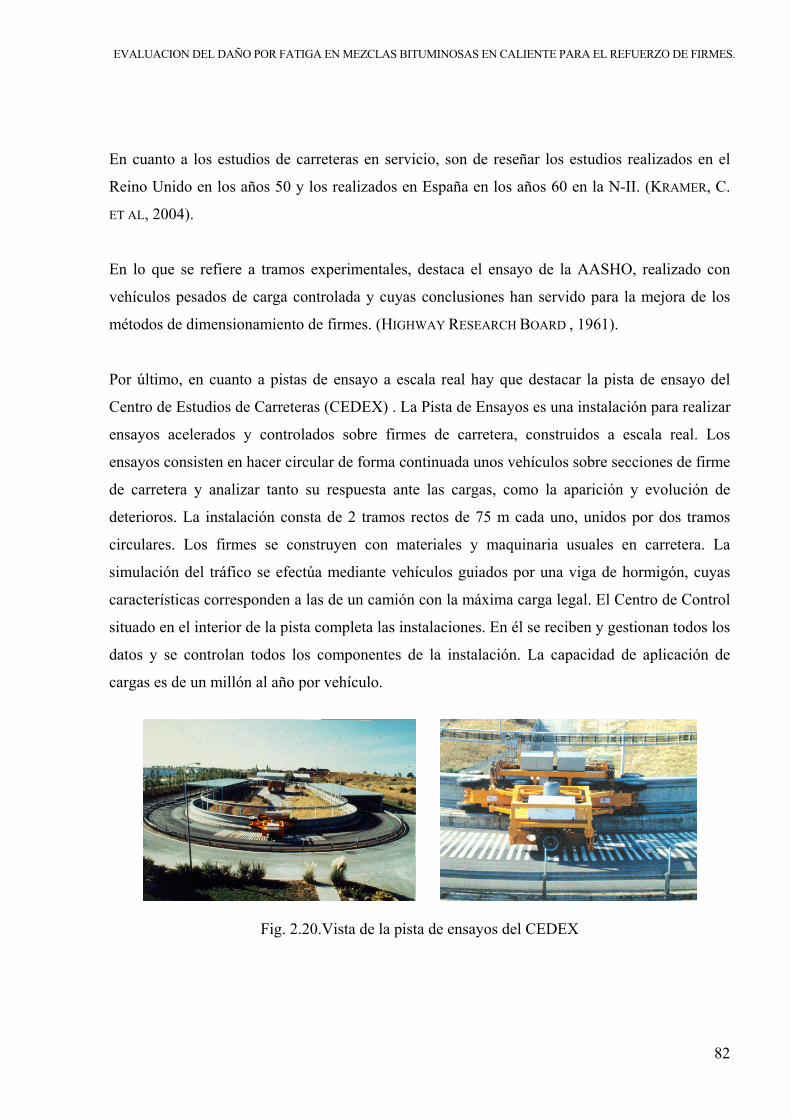
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
82
En cuanto a los estudios de carreteras en servicio, son de reseñar los estudios realizados en el
Reino Unido en los años 50 y los realizados en España en los años 60 en la N-II. (KRAMER, C.
ET AL, 2004).
En lo que se refiere a tramos experimentales, destaca el ensayo de la AASHO, realizado con
vehículos pesados de carga controlada y cuyas conclusiones han servido para la mejora de los
métodos de dimensionamiento de firmes. (HIGHWAY RESEARCH BOARD , 1961).
Por último, en cuanto a pistas de ensayo a escala real hay que destacar la pista de ensayo del
Centro de Estudios de Carreteras (CEDEX) . La Pista de Ensayos es una instalación para realizar
ensayos acelerados y controlados sobre firmes de carretera, construidos a escala real. Los
ensayos consisten en hacer circular de forma continuada unos vehículos sobre secciones de firme
de carretera y analizar tanto su respuesta ante las cargas, como la aparición y evolución de
deterioros. La instalación consta de 2 tramos rectos de 75 m cada uno, unidos por dos tramos
circulares. Los firmes se construyen con materiales y maquinaria usuales en carretera. La
simulación del tráfico se efectúa mediante vehículos guiados por una viga de hormigón, cuyas
características corresponden a las de un camión con la máxima carga legal. El Centro de Control
situado en el interior de la pista completa las instalaciones. En él se reciben y gestionan todos los
datos y se controlan todos los componentes de la instalación. La capacidad de aplicación de
cargas es de un millón al año por vehículo.
Fig. 2.20.Vista de la pista de ensayos del CEDEX

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
83
2.2. Métodos analíticos
Los métodos analíticos se basan directamente en el cálculo de las tensiones, deformaciones y
desplazamientos producidos por la acción de las cargas del tráfico y por las variaciones
climáticas. Estos métodos son capaces de relacionar el cálculo tensional basado en las
propiedades de los materiales determinadas en laboratorio con el comportamiento de los firmes
durante su vida de servicio. Constan de dos partes, un modelo de respuesta y un modelo de
comportamiento.
• Modelo de respuesta: La mecánica es la ciencia del movimiento de la acción entre
fuerzas. De esta forma, una acercamiento mecánico al diseño de firmes intenta explicar
los fenómenos que le ocurren atendiendo a causas físicas. Estos fenómenos son las
tensiones y deformaciones dentro del firme, y las causas físicas por los que ocurren son
las cargas y las características del material que constituye el firme. La relación entre estos
fenómenos y sus causas físicas se establecen con la ayuda de modelos matemáticos,
siendo el más común el modelo elástico.
Existen diferentes modelos de respuesta, así, existen modelos probabilistas, basados en la
teoría de viabilidad de sistemas, modelos de regresión a partir de análisis de mediciones
realizadas en ensayos a escala real, mecanicistas, basados en una modelación mecánica
de la estructura y de las cargas (son los más utilizados y los que desarrollaremos en
profundidad)
• Modelo de comportamiento: Junto con este acercamiento mecánico, se utilizan ciertos
elementos empíricos para definir qué valor de las tensiones, deformaciones
desplazamientos dan lugar a fallos del firme. La relación entre los fenómenos que se
producen en el firme y las causas físicas que los provocan se describe por medio de
ecuaciones empíricas derivadas que tienen en cuenta el número de ciclos de carga que se
producen. Los modelos más utilizados son los basados en las leyes de fatiga, aunque a
veces se utilizan otros modelos basados en deformaciones plásticas, en la evolución de
las deflexiones (desplazamiento de la superficie en el punto de apoyo de la carga), etc.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
84
Para firmes flexibles se desarrolló a mediados del siglo XX la teoría multicapa (BURMISTER D.
M., 1945 Y PEUTZ M.G.F., VAN KEMPEN H.P.M. Y JONES A., 1968) que se basa en el análisis de
las tensiones, deformaciones y deflexiones en firmes flexibles. Comentar, que en lo que se
refiere al diseño de firmes de hormigón también se han desarrollado diversas teorías, destacando
las de WESTERGAARD (1926 y 1927) y BRADBURY, R. D. (1938).
EEUU ha dado desde 1987 un fuerte impulso al desarrollo del dimensionamiento analítico y
racional mediante el programa SHRP (KENNEDY, W.T., HUBER G.A., HARRIGAN, ET ALL. 1994)
cuyos resultados se han reflejado en lo que actualmente conocemos como SUPERPAVE
(Superior Performing Asphalt Pavements).
Por último, hay que reseñar el gran esfuerzo realizado por la AASHTO, que ha publicado en
2002 su Guide for Design of Pavement Structures, en la cual ya se basa en métodos analíticos –
mecánicos para mejorar el dimensionamiento del firme.
Se está por tanto avanzando en el conocimiento para disponer de un completo sistema de
dimensionamiento analítico de firmes, aunque todavía queda mucho por hacer.
Por último, es necesario reseñar las ventajas básicas de un método de diseño de tipo analítico del
firme frente a uno de tipo método empírico. (STEPHEN T. MUENCH, JOE P. MAHONEY, LINDA M.
PIERCE ET AL, 2003)
1. Se puede utilizar tanto para la rehabilitación del firme existente como para nueva
construcción.
2. Utiliza distintos tipos de cargas, ya que estas son variables.
3. Se puede caracterizar mejor los materiales teniendo en cuenta:
a. Una utilización mejor de materiales disponibles.
b. Comodidad en la construcción con nuevos materiales.
c. Definición mejorada de las características de cada capa del firme.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
85
4. Utiliza las características materiales que se relacionan mejor con el funcionamiento real
del firme.
5. Proporciona mejores predicciones del funcionamiento del firme.
6. Define mejor los métodos de construcción
7. Tiene en cuenta efectos ambientales y del envejecimiento sobre los materiales
2.2.1. Modelo mecánico de respuesta
Los modelos mecánicos se utilizan para modelar matemáticamente la respuesta del firme. Hoy
en día existen diversos tipos de modelos disponibles, destacando los modelos elásticos en 2D y
los modelos en 3D de los elementos finitos (FEM). Ambos modelos pueden utilizarse en
ordenadores personales.
2.2.1.1. Modelo elástico por capas 2D.
Un modelo elástico por capas tiene en cuenta las tensiones y desplazamientos en cualquier
momento en una capa del firme como resultado de la acción de cargas superficiales. Los
modelos elásticos en 2D asumen que cada capa estructural del firme es homogénea, isótropa, y
tiene un comportamiento elástico lineal, es decir, su deformación es igual por todas partes y
volverá a su forma original una vez que se cese la carga. El origen de la teoría elástica en 2D es
debida a BOUSSINESQ J (1885). Hoy en día las formulas de Boussinesq siguen siendo
ampliamente utilizadas en mecánica del suelo.
El modelo elástico en capas 2D trabaja con modelos matemáticos relativamente simples y
requiere algunas simplificaciones básicas, las más habituales son las establecidas por BURMISTER
D. M., (1945):
a. El firme se representa como una estructura constituida por una serie de capas
horizontales paralelas, indefinidas en planta y de espesor constante, apoyadas
sobre una capa inferior que se extiende infinitamente hacia abajo. (Macizo
semiindefinido de Boussinesq)
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
86
b. Cada capa se comporta como un media elástica lineal, homogénea, isótropa y
continua. Se caracteriza mecánicamente por su módulo de elasticidad y su
coeficiente de Poisson.
c. Cada una de las cargas que actúan sobre el firme se representan mediante una
presión, en general vertical, distribuida uniformemente sobre un área circular.
d. Cada capa se apoya sobre la subyacente de forma continua. El contacto entre
capas puede modelarse suponiendo condiciones de adherencia total (igualdad de
deformaciones horizontales) o de adherencia nula.
e. Se desprecian las fuerzas de inercia y los efectos térmicos.
f. Las deformaciones que se producen en el sistema son pequeñas.
g. No se suelen considerar los esfuerzos cortantes que se producen en las zonas de
contacto entre las cargas y la superficie del firme, debido a que salvo en casos
excepcionales son prácticamente despreciables.
Los datos de partida para el modelo elástico en 2D son:
• Características materiales de cada capa.
• Módulo de elasticidad de cada capa.
• Coeficiente de Poisson de cada capa.
• Espesor de cada capa de firme.
• Condiciones de carga.
• Magnitud de la fuerza total (p) que se aplica a la superficie del firme.
• Geometría del área de aplicación de la carga. Generalmente se considera un círculo de un
radio dado, o bien se calcula el radio en base a la presión de contacto de la carga (p) y de
la magnitud de la carga (p). Aunque la mayoría de las cargas reales producen una
geometría que se acerca más a una elipse, el efecto de estas diferencias geométricas es
insignificante.
• Repeticiones de las cargas. Las cargas múltiples en la superficie del firme se pueden
calcular sumando los efectos de las cargas individuales porque se asume que los
materiales trabajan en régimen elástico.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
87
Fig. 2.21. Datos de partida para un modelo elástico en 2D
STEPHEN T. MUENCH, JOE P. MAHONEY, LINDA M. PIERCE ET AL (2003)
Los resultados que se obtienen del modelo estableciendo el equilibrio elástico del macizo
multicapa al que se le aplican las hipótesis de Burmister antes mencionadas son:
• Tensiones internas que se producen dentro de la estructura del firme (N/m2, Pa).
• Deformaciones debido a la tensión, expresadas generalmente como cociente del cambio
de dimensión y la dimensión inicial (mm/mm).
• Desplazamientos, que son el cambio lineal en una dimensión. (milímetro o µm).
2.2.1.2. Modelo 3D de elementos finitos
El método de los elementos finitos (FEM) es una técnica del análisis numérico para obtener
soluciones aproximadas a una variedad amplia de problemas de la ingeniería. Aunque está
concebido originalmente para estudiar tensiones en las estructuras, se ha ampliado y se ha
aplicado en diversos campos de la mecánica de medios continuos (HUEBNER, K.H.; DEWHIRST,
D.L.; SMITH, D.E. AND BYROM, T.G., 2001).

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
88
Las deformaciones de un elemento particular del firme no se pueden obtener directamente de
una ecuación porque las funciones que describen las deformaciones son particulares para cada
posición específica. Sin embargo, con el método de los elementos finitos, se puede dividir un
volumen continuo (por ejemplo el volumen de firme) en pequeñas porciones discretas y obtener
así una solución numérica aproximada para cada porción individual, lo que nos proporcionará
una solución exacta para el volumen total del firme. Hasta hace pocos años, era impensable
afrontar estos cálculos ya que son muy laboriosos y requerían un gran número de horas, pero hoy
en día, gracias al avance de la informática y al aumento de la velocidad de cálculo de sus
procesadores, se pueden afrontar sin ningún problema.
En el análisis de FEM de un revestimiento firme flexible, la región del interés (el firme y su base
de apoyo) se dividen en un número discreto de elementos a partir de la zona en la que las ruedas
transmiten las cargas. Se tiene así situadas las cargas justo encima de la región a analizar. Los
elementos finitos se extienden horizontalmente y verticalmente desde la rueda para incluir todas
las zonas de interés dentro de la zona de influencia de la rueda.
Fig. 2.22. Representación de elementos finitos en 3D (Programa EverFlex)
WU, H. (2001).
En la figura anterior, se observa la zona de carga de las ruedas, una grieta y una zona de
deslizamiento entre dos capas.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
89
Desde los años 80, se han utilizado diversos programas de elementos finitos en 3-D para su
empleo en ingeniería estructural, destacamos, a modo de ejemplo, el programa de ordenador
desarrollado por Hongyu Wu y George Turkiyyah en la universidad de Washington (WU, H.
2001), llamado EverFlex. Todos estos programas tienen la capacidad de analizar diferentes
modelos de aplicación de la carga incluyendo modelos estáticos, dinámicos en régimen
permanente, impacto y cargas móviles.
Los resultados que se obtienen de un análisis de FEM son iguales que los que se obtienen con un
análisis por medio de modelos elástico bidimensionales, pero además, el método de elementos
finitos permite realizar representaciones gráficas de estos valores, tal y como se muestra a
continuación.
Fig. 2.23. Diagramas tridimensional, superficial y sección de la tensión. WU, H. (2001)
2.2.2. Modelo mecánico de comportamiento: Criterios de fallo
El método de diseño de firmes analítico necesita una serie de datos empíricos (por lo que
también se puede denominar modelo mecánico – empírico en el caso de usar un modelo de
respuesta de tipo mecánico).
Los datos empíricos introducidos son principalmente las ecuaciones utilizadas para calcular el
número máximo de ciclos de carga que sopota el firme antes del fallo. Estas ecuaciones se
obtienen analizando el funcionamiento del firme y relacionando el tipo y grado de fallo
observado con una tensión inicial bajo varias cargas. Actualmente, existen tres tipos de criterios
de fallo de utilización habitual: el criterio de fallo por fatiga (producción de grietas por fatiga),
el criterio de fallo por deformación plástica permanente (que suele desembocar en la formación

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
90
de roderas) y el criterio de fallo por deflexiones (desplazamiento de la superficie en el punto de
apoyo de la carga).
Es necesario tener en cuenta que estos criterios de fallo empíricos que se utilizan deben estar
adecuados a las condiciones locales de utilización, no siendo, por lo general utilizables a escala
universal, sino, que es necesario particularizarlos para casos concretos.
2.2.2.1. Criterio de fallo por fatiga (grietas por fatiga)
Se han desarrollado muchos criterios para estimar (para un determinado nivel de carga) el
número máximo de repeticiones o ciclos carga que soporta un firme antes de que se produzca su
fallo por fatiga. La mayor parte de los criterios utilizan la (ετ) tensión horizontal existente en el
fondo de la capa de firme de mezcla bituminosa en caliente (MBC) y su módulo elástico. Así,
por ejemplo, el criterio de FINN, F.N., ET AL. (1977) es:
⎟⎠⎞
⎜⎝⎛−⎟
⎠⎞
⎜⎝⎛−= − 36 10
log854.010
log291.3947.15log ACtf
EN
ε
donde: Nf = Número de ciclos hasta el fallo
ετ = Deformación horizontal en el fondo de la capa de MBC
EAC = Módulo elástico de la MBC
El criterio de FINN, F.N., ET AL. (1977) define el fallo por fatiga de una MBC cuando está
agrietado al menos el 10% de la superficie de la zona de rodada (zona del firme por la que
habitualmente discurren las ruedas de los vehículos).

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
91
Fig. 2.24. Relación entre la tensión existente en el firme y el número de ciclos hasta el fallo.
FINN, F.N., ET AL. (1977)
En la gráfica anterior se puede observar la relación entre la tensión horizontal existente en el
firme y el número de ciclos hasta el fallo para dos niveles de módulo elástico del firme distintos.
Según esta relación las grietas por fatiga comienzan normalmente de abajo a arriba. Sin
embargo, a finales de los años 90 se empezó a considerar un segundo modo de iniciación y
propagación de las grietas: el agrietamiento de arriba hacia abajo. Hay tres teorías básicas sobre
el mecanismo de propagación de las grietas de arriba hacia abajo (STEPHEN T. MUENCH, JOE P.
MAHONEY, LINDA M. PIERCE ET AL, 2003):
• Las grandes deformaciones horizontales superficiales que se producen debido al paso de
neumáticos. (los neumáticos anchos y las altas presiones de hinchado pueden ser sus
causas principales).
• El envejecimiento de los materiales que integran las capas de firme dan como resultado
altas deformaciones de origen térmico. (muy probablemente una causa de las grietas
transversales observadas).
• La baja rigidez de la capa superior de firme a causa de las altas temperaturas
superficiales.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
92
Muy probablemente, el mecanismo real es una combinación de los tres anteriores.
Al aplicar los criterios de fallo por fatiga a los diversos tipos de materiales que integran las capas
del firme obtenemos las correspondientes leyes de fatiga de cada material. Los parámetros
críticos que se deben de considerar en función del tipo de material son:
- Mezclas bituminosas: máxima deformación radial de tracción y ley de fatiga de la
forma: log ε= A + B log N
- Capas tratadas con cemento: máxima tensión tangencial de tracción y ley de fatiga de
la forma: σ/σmáx=1-A logN
- Capas granulares y explanadas: máxima deformación vertical de compresión y ley de
fatiga de la forma: log ε= A + B log N
En todos los casos N es el número de aplicaciones de una carga de tipo P0.
La comparación del valor admisible del número de aplicaciones de la carga tipo con el tráfico
esperado requiere establecer la equivalencia entre el espectro de cargas que constituye dicho
tráfico y el número de aplicaciones de dicha carga tipo que produciría el mismo daño en el firme.
Según lo que se deduce de los ensayos de la AASHO (HIGHWAY RESEARCH BOARD , 1961) un
eje simple de magnitud Pi equivale a un número de ejes simples de magnitud P0 dado por la
expresión (Pi/P0)α donde α depende del tipo de firme, siendo en general tanto mayor cuanto más
rígido sea éste; así, según el ensayo de la AASHO, para firmes flexibles se coge un valor de 4,
mientras que par firmes semirrígidos se coge un valor de 8 y para rígidos uno de 12. De la
misma forma, un eje doble de magnitud Qj equivale a un número de ejes simples de magnitud P0
dado por la expresión β(Qj/2P0)α, considerándose un valor de β de 2,5 para firmes rígidos y de
1,4 para el resto de firmes.
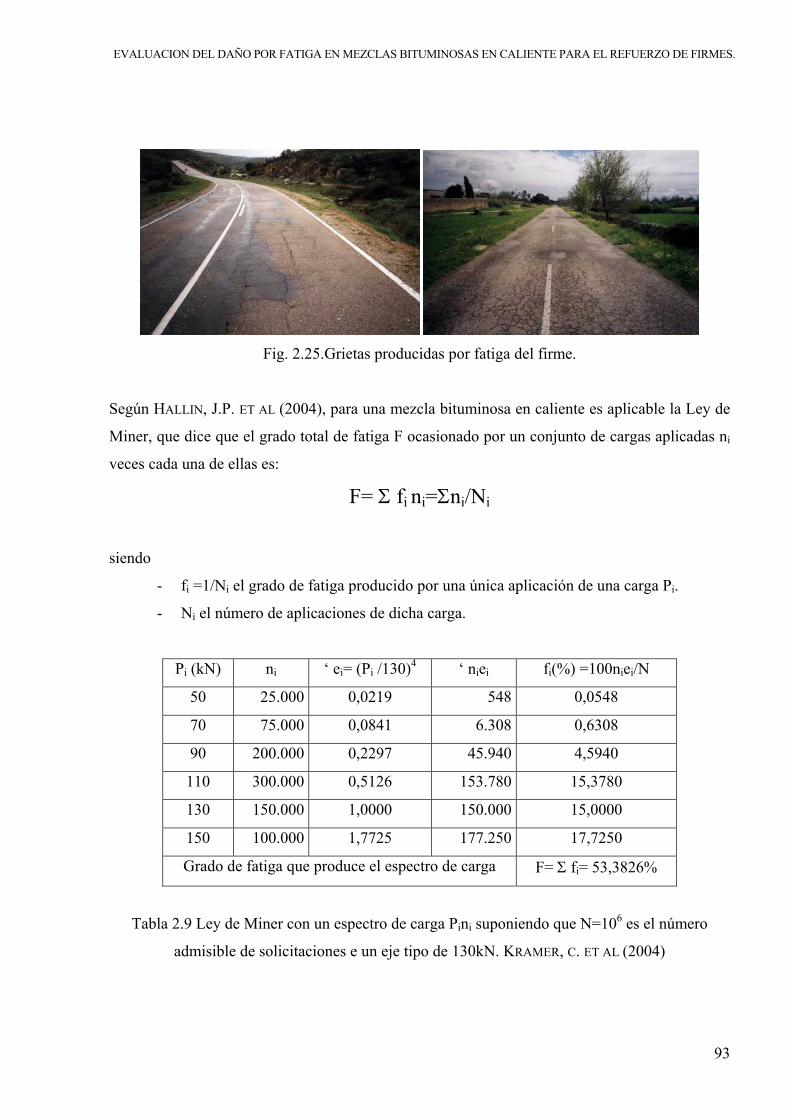
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
93
Fig. 2.25.Grietas producidas por fatiga del firme.
Según HALLIN, J.P. ET AL (2004), para una mezcla bituminosa en caliente es aplicable la Ley de
Miner, que dice que el grado total de fatiga F ocasionado por un conjunto de cargas aplicadas ni
veces cada una de ellas es:
F= Σ fi ni=Σni/Ni
siendo
- fi =1/Ni el grado de fatiga producido por una única aplicación de una carga Pi.
- Ni el número de aplicaciones de dicha carga.
Pi (kN) ni ‘ ei= (Pi /130)4 ‘ niei fi(%) =100niei/N
50 25.000 0,0219 548 0,0548
70 75.000 0,0841 6.308 0,6308
90 200.000 0,2297 45.940 4,5940
110 300.000 0,5126 153.780 15,3780
130 150.000 1,0000 150.000 15,0000
150 100.000 1,7725 177.250 17,7250
Grado de fatiga que produce el espectro de carga F= Σ fi= 53,3826%
Tabla 2.9 Ley de Miner con un espectro de carga Pini suponiendo que N=106 es el número
admisible de solicitaciones e un eje tipo de 130kN. KRAMER, C. ET AL (2004)
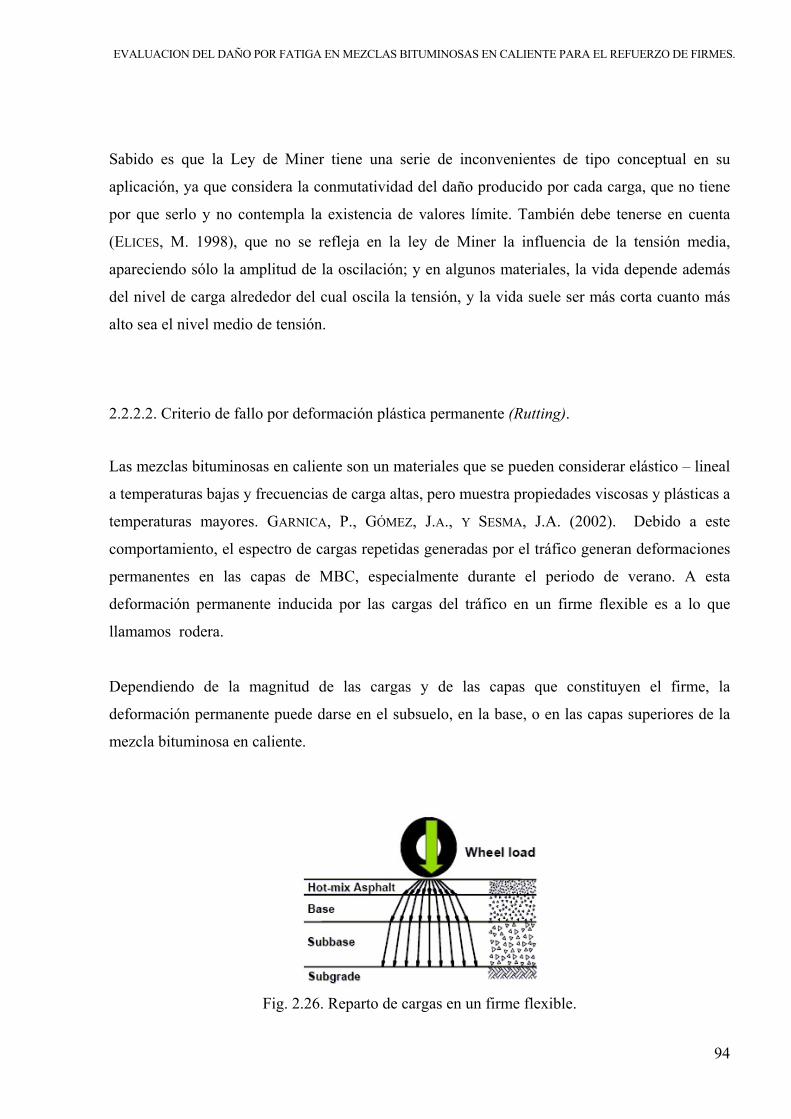
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
94
Sabido es que la Ley de Miner tiene una serie de inconvenientes de tipo conceptual en su
aplicación, ya que considera la conmutatividad del daño producido por cada carga, que no tiene
por que serlo y no contempla la existencia de valores límite. También debe tenerse en cuenta
(ELICES, M. 1998), que no se refleja en la ley de Miner la influencia de la tensión media,
apareciendo sólo la amplitud de la oscilación; y en algunos materiales, la vida depende además
del nivel de carga alrededor del cual oscila la tensión, y la vida suele ser más corta cuanto más
alto sea el nivel medio de tensión.
2.2.2.2. Criterio de fallo por deformación plástica permanente (Rutting).
Las mezclas bituminosas en caliente son un materiales que se pueden considerar elástico – lineal
a temperaturas bajas y frecuencias de carga altas, pero muestra propiedades viscosas y plásticas a
temperaturas mayores. GARNICA, P., GÓMEZ, J.A., Y SESMA, J.A. (2002). Debido a este
comportamiento, el espectro de cargas repetidas generadas por el tráfico generan deformaciones
permanentes en las capas de MBC, especialmente durante el periodo de verano. A esta
deformación permanente inducida por las cargas del tráfico en un firme flexible es a lo que
llamamos rodera.
Dependiendo de la magnitud de las cargas y de las capas que constituyen el firme, la
deformación permanente puede darse en el subsuelo, en la base, o en las capas superiores de la
mezcla bituminosa en caliente.
Fig. 2.26. Reparto de cargas en un firme flexible.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
95
Para evitar la formación de roderas es necesario un profundo conocimiento de las contribuciones
relativas de las distintas capas (subsuelo, base, y MBC) a la deformación permanente total en el
firme, por lo que es preciso estudiar el comportamiento de cada una de las capas; así por
ejemplo, en las capas constituidas por MBC, las deformaciones permanentes depende
fuertemente del tipo de ligante bituminoso utilizado, de la composición de la mezcla, de la
forma y tamaño de las partículas, y de la calidad de los áridos y aditivos. También la temperatura
del firme afecta a la deformación permanente, pero no sólo las temperaturas máximas, sino que
también los gradientes de temperatura pueden tener una gran influencia. Como no, es necesario
tener en cuenta la conductividad térmica de la mezcla para ver el grado de afección de la
temperatura a la deformación permanente. Cabe citar también otros factores que afectan a la
deformación permanente de las mezclas bituminosas, como son el ancho de los carriles (cuanto
más estrechos las cargas del tráfico, más pequeña es la banda de rodada, por lo que las cargas se
concentran más en un mismo área, aumentando la deformación plástica permanente), la
velocidad de circulación (cuanto más baja sea la velocidad, menor frecuencia de aplicación de
las cargas y por tanto mayor aumento de la deformación). También la deformación se ve
favorecida cuanto más profundas sean las roderas existentes.
En cuanto a la evolución de las deformaciones, al comienzo de la entrada en servicio del firme
existe una primera fase de consolidación, posteriormente, el índice de deformaciones
permanentes normalmente decrece con un incremento en las repeticiones de carga, hasta que se
vuelve razonablemente constante. Finalmente, el índice de deformación permanente puede
comenzar a incrementarse con un aumento en las repeticiones de cargas. Esta ultima fase tiene
lugar sólo en situaciones extremas, e indican deterioro total del firme.
La deformación plástica permanente del firme se caracteriza por una sección de superficie
desplazada, constituyendo lo que comúnmente se da en llamar roderas. Existen dos tipos de
roderas: roderas por fallos de las capas inferiores del firme (las no constituidas por mezclas
bituminosas) y roderas por fallos en la capas superiores del firme (las constituidas por mezclas
bituminosas).

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
96
Fig. 2.27. Roderas por fallos en las capas superiores e inferiores del firme.
GARNICA, P., GÓMEZ, J.A., Y SESMA, J.A. (2002)
La experiencia nos demuestra que se pueden identificar la capa o las capas responsables de la
deformación plástica permanente de un revestimiento flexible realizando un análisis de la forma
del perfil superficial transversal del firme, ya que medir un perfil superficial transversal es
mucho más fácil y menos costoso que realizar una zanja transversal para examinar las capas
subyacentes.
Los criterios actuales de fallo explican que la deformación plástica permanente que se produce
en el firme es debida a una estructura débil en el firme, por lo que para su análisis se utiliza la
deformación vertical (εν) medida en la parte inferior de la capa del subsuelo, así por ejemplo,
WHITE, G. (2006) utiliza la expresión:
4843.4618 1010077.1 ⎟⎟
⎠
⎞⎜⎜⎝
⎛×=
−
vfN
ε
siendo Nf el número de ciclos hasta el fallo. Se define el fallo como las deformaciones verticales
superiores a 12.5 milímetros en la zona de rodada del firme.
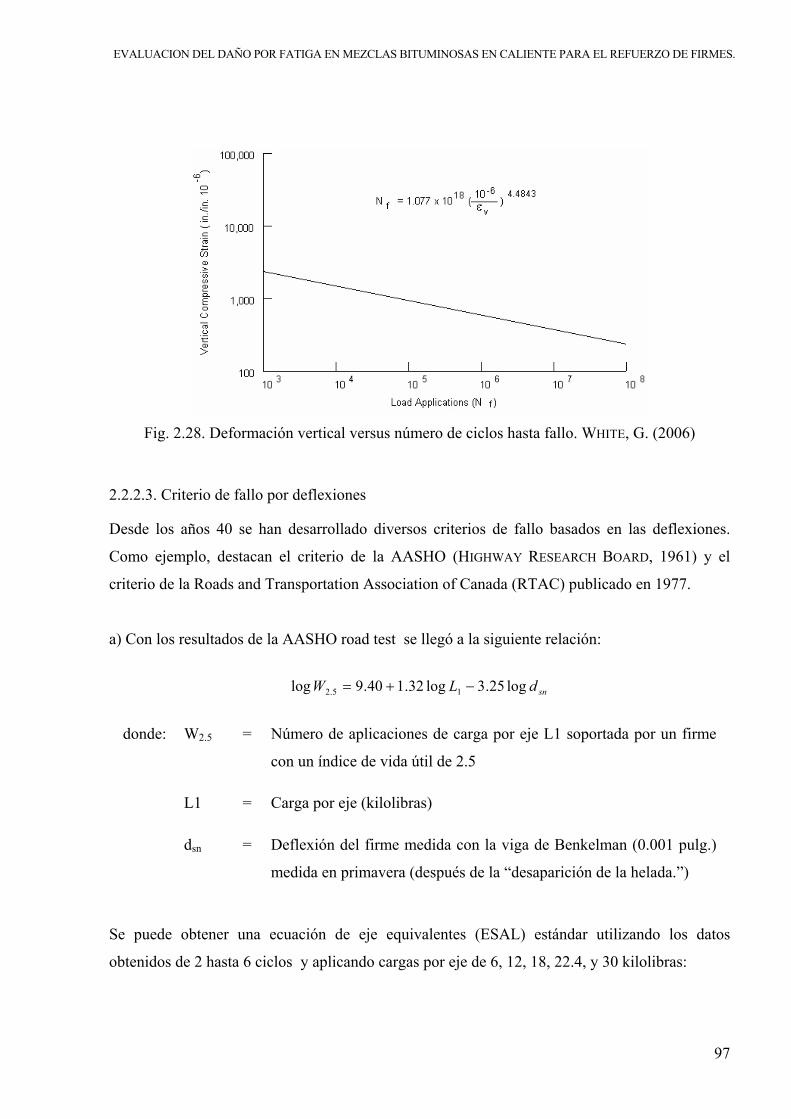
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
97
Fig. 2.28. Deformación vertical versus número de ciclos hasta fallo. WHITE, G. (2006)
2.2.2.3. Criterio de fallo por deflexiones
Desde los años 40 se han desarrollado diversos criterios de fallo basados en las deflexiones.
Como ejemplo, destacan el criterio de la AASHO (HIGHWAY RESEARCH BOARD, 1961) y el
criterio de la Roads and Transportation Association of Canada (RTAC) publicado en 1977.
a) Con los resultados de la AASHO road test se llegó a la siguiente relación:
sndLW log25.3log32.140.9log 15.2 −+=
donde: W2.5 = Número de aplicaciones de carga por eje L1 soportada por un firme
con un índice de vida útil de 2.5
L1 = Carga por eje (kilolibras)
dsn = Deflexión del firme medida con la viga de Benkelman (0.001 pulg.)
medida en primavera (después de la “desaparición de la helada.”)
Se puede obtener una ecuación de eje equivalentes (ESAL) estándar utilizando los datos
obtenidos de 2 hasta 6 ciclos y aplicando cargas por eje de 6, 12, 18, 22.4, y 30 kilolibras:
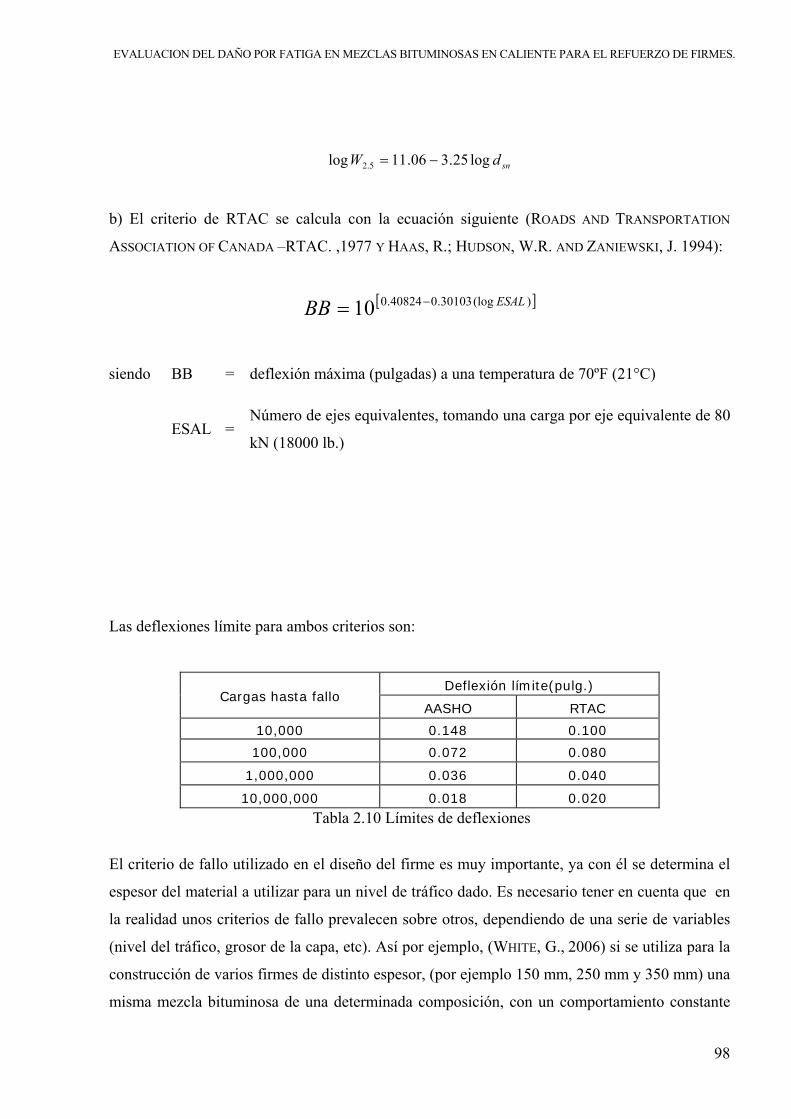
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
98
sndW log25.306.11log 5.2 −=
b) El criterio de RTAC se calcula con la ecuación siguiente (ROADS AND TRANSPORTATION
ASSOCIATION OF CANADA –RTAC. ,1977 Y HAAS, R.; HUDSON, W.R. AND ZANIEWSKI, J. 1994):
[ ])(log30103.040824.010 ESALBB −=
siendo BB = deflexión máxima (pulgadas) a una temperatura de 70ºF (21°C)
ESAL =
Número de ejes equivalentes, tomando una carga por eje equivalente de 80
kN (18000 lb.)
Las deflexiones límite para ambos criterios son:
Deflexión límite(pulg.) Cargas hasta fallo
AASHO RTAC
10,000 0.148 0.100
100,000 0.072 0.080
1,000,000 0.036 0.040
10,000,000 0.018 0.020
Tabla 2.10 Límites de deflexiones
El criterio de fallo utilizado en el diseño del firme es muy importante, ya con él se determina el
espesor del material a utilizar para un nivel de tráfico dado. Es necesario tener en cuenta que en
la realidad unos criterios de fallo prevalecen sobre otros, dependiendo de una serie de variables
(nivel del tráfico, grosor de la capa, etc). Así por ejemplo, (WHITE, G., 2006) si se utiliza para la
construcción de varios firmes de distinto espesor, (por ejemplo 150 mm, 250 mm y 350 mm) una
misma mezcla bituminosa de una determinada composición, con un comportamiento constante

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
99
(por ejemplo E1= 3,450 Mpa, E2= 172 Mpa, E3= 52 Mpa), se puede apreciar que para este caso la
deformación permanente acumulada suele prevalecer como criterio de diseño en todos los casos
salvo en los casos de elevado tráfico pesado y gran espesor, en los que el criterio de fatiga cobra
más importancia.
(150 mm) (250 mm)
(350 mm)
Fig. 2.29. Criterio de fallo según volumen de tráfico y espesor. (WHITE, G., 2006)
Cargas aplicadas
(Eje equivalente 40kN) Grosor real del firme (mm)
Grosor mínimo según
método RTAC (mm) Criterio de fallo
150 100 Rutting 2 x 104 250 60 Rutting
350 50 Rutting 150 150 Rutting
2 x 105 250 125 Rutting 350 90 Rutting 150 210 Rutting
2 x 106 250 200 Fatiga 350 190 Fatiga
Tabla 2.11 Criterio de fallo según volumen de tráfico y espesor. (WHITE, G., 2006)
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
100
2.2.2.4. Programas de cálculo
Generalmente, los algoritmos de cálculo utilizados para la puesta en práctica de los modelos de
comportamiento tienen una gran complejidad, por lo que obtener a menudo no se pueden obtener
soluciones integrables o resultan poco prácticas. Antiguamente se utilizaban tablas y ábacos,
pero hoy en día, teniendo en cuenta la gran capacidad de los ordenadores actuales y con una
adecuada caracterización de los materiales, se pueden programar las ecuaciones diferenciales
para calcular los esfuerzos, deformaciones y deflexiones a las que esta sometido el firme y la
subrasante por acción de las cargas impuestas por el tráfico.
Existe una gran cantidad de programas informáticos, ALIZE III, BISAR, CHEVRON, ELSYM
5, KENLAYER, EVERSTRESS, FLAC3D 2.00 (Modelo elástico no lineal), etc., que resuelven
las ecuaciones diferenciales que determinan los estados tensionales del firme.
Distinguiremos dentro del cálculo, el de tipo directo y el de tipo inverso.
a) Cálculo directo
Con los valores de los módulos y espesores de las capas y empleando programas de ordenador
que determinan las tensiones, deformaciones y desplazamientos se comprueba si la estructura del
firme esta bien dimensionada con las suposiciones hechas inicialmente. La solución a la que se
llega de esta manera es única.
b) Cálculo inverso
Cuando hay que estimar la capacidad estructural de un firme en servicio que esta llegando al
final de su período de diseño se recurre a medir el desplazamiento vertical del firme (deflexión)
bajo una carga estándar predeterminada; esta estimación se hace conociendo los espesores y las
deflexiones en uno o en varios puntos donde se aplica dicha carga(cuenco de deflexiones); con
estas deflexiones y espesores se pueden determinar los valores de los módulos de los materiales
que están constituyendo el firme. La solución no es exacta ni única y se requieren varias
reiteraciones y el criterio de ingeniero para ajustar la solución definitiva.
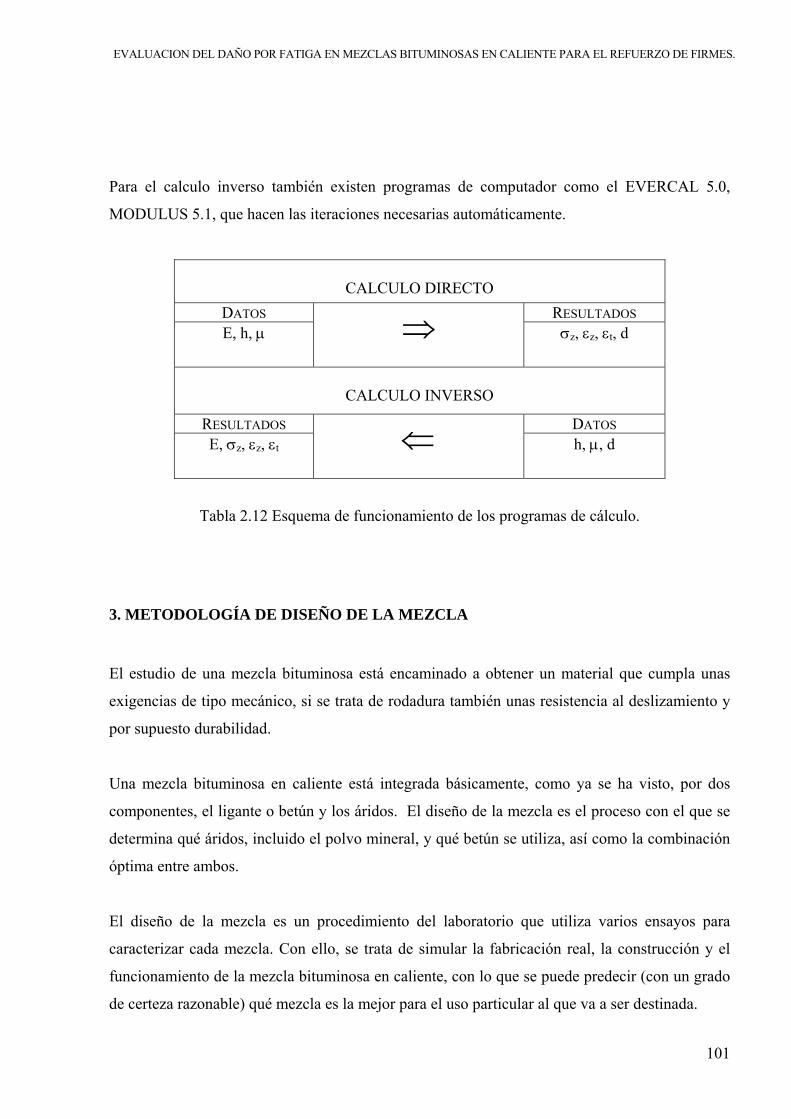
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
101
Para el calculo inverso también existen programas de computador como el EVERCAL 5.0,
MODULUS 5.1, que hacen las iteraciones necesarias automáticamente.
CALCULO DIRECTO
DATOS RESULTADOS E, h, μ ⇒ σz, εz, εt, d
CALCULO INVERSO
RESULTADOS DATOS E, σz, εz, εt ⇐ h, μ, d
Tabla 2.12 Esquema de funcionamiento de los programas de cálculo.
3. METODOLOGÍA DE DISEÑO DE LA MEZCLA
El estudio de una mezcla bituminosa está encaminado a obtener un material que cumpla unas
exigencias de tipo mecánico, si se trata de rodadura también unas resistencia al deslizamiento y
por supuesto durabilidad.
Una mezcla bituminosa en caliente está integrada básicamente, como ya se ha visto, por dos
componentes, el ligante o betún y los áridos. El diseño de la mezcla es el proceso con el que se
determina qué áridos, incluido el polvo mineral, y qué betún se utiliza, así como la combinación
óptima entre ambos.
El diseño de la mezcla es un procedimiento del laboratorio que utiliza varios ensayos para
caracterizar cada mezcla. Con ello, se trata de simular la fabricación real, la construcción y el
funcionamiento de la mezcla bituminosa en caliente, con lo que se puede predecir (con un grado
de certeza razonable) qué mezcla es la mejor para el uso particular al que va a ser destinada.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
102
Al ser una simulación, el diseño de la mezcla tiene sus limitaciones. Así, existen diferencias
sustanciales entre el laboratorio y las condiciones del campo ya que, unas muestras a las que se
le aplica una máquina de compactación y un par de dispositivos de prueba no pueden reconstruir
completamente las condiciones reales de fabricación, de construcción y de funcionamiento. Las
correlaciones actualmente usadas entre los datos de laboratorio y los reales son empíricas y
extremadamente groseras. (por ejemplo, las categorías altas, medias y bajas del tráfico). Sin
embargo, a pesar de estas limitaciones, los procedimientos de diseño de la mezcla pueden
proporcionar una simulación rentable y razonablemente exacta que sea útil para el diseño de la
mezcla.
3.1. Objetivos del diseño de la mezcla
Mediante la dosificación adecuada de los distintos componentes de la mezcla bituminosa se
intenta alcanzar las características siguientes en el producto final, es decir, en la mezcla
bituminosa en caliente colocada en obra. (ROBERTS, F.L., KANDHAL, P.S., BROWN, E.R., LEE,
D.Y. Y KENNEDY, T.W., 1996):
Resistencia de la deformación (estabilidad). Las mezclas bituminosas en caliente no deben
deformarse bajo las cargas del tráfico formando roderas. La deformación de la mezcla
bituminosa en caliente se relaciona con:
• Características de la superficie de los áridos que lo integran y de la abrasión. Las
partículas redondeadas tienden a deslizarse unas sobre otras por efecto de las cargas a
que está sometida la mezcla bituminosa en caliente, deformándola. Las partículas
angulares evitan estas deformaciones ya que crece el rozamiento interno entre ellas.
También crece el rozamiento interno del esqueleto mineral si las partículas son
superficialmente áspera así como una menor proporción de huecos, es decir una mayor
densidad, por lo que la compactación es un factor muy importante. Si los áridos son
demasiado blandos, se pueden producir distorsiones de la mezcla debido a su rotura por
lo que se suele pedir una dureza mínima de los mismos.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
103
• Granulometría de los árido. Las gradaciones excesivas de los áridos (natural o causado
por la abrasión excesiva de los mismos) causan distorsiones en la mezcla debido a que
una cantidad grande de partículas finas tiende a desplazar a las partículas más grandes
aparte, alterando el comportamiento del conjunto. Asimismo, el exceso de finos aumenta
de gran forma la superficie específica, por lo que puede haber problemas de cohesión, ya
que pueden no llegar a cubrirse todas las partículas con ligante. (La cohesión se confía
exclusivamente al ligante, ya que la existente entre partículas del árido se suele
considerar despreciable). Por todo ello, se establecen una serie de husos granulométricos
que limitan el contenido, tanto máximo como mínimo, de cada fracción de áridos en la
mezcla bituminosa.
Fig. 2.30. Ejemplo huso granulométrico mezcla bituminosa en caliente tipo S-12 y curva de un árido encajada.
• Contenido excesivo de betún. El exceso de contenido de ligante tiende a lubricar y
segregar las partículas de áridos por lo que aumenta su deformación bajo cargas, por lo
que se suele fijar un contenido óptimo de ligante.
0
20
40
60
80
100
% Q
UE
PA
SA
T am año de las partícu las en m m
40 25 20
12.5 8 4
0.5
0.25
0.12
5
0.06
3

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
104
• Viscosidad de la capa de mezcla bituminosa en caliente a altas temperaturas. En los
meses calientes del verano, la viscosidad de la capa de mezcla bituminosa en caliente es
menor, por lo que el firme se deforma más fácilmente bajo carga, por lo que es necesario
fijar una viscosidad mínima a alta temperatura de la capa.
Resistencia a la fatiga. La mezcla bituminosa en caliente, una vez sometida a las cargas
repetidas del tráfico, debe permanecer sin grietas durante un cierto plazo. El agrietamiento por
fatiga de la mezcla bituminosa en caliente se relaciona con la composición y la rigidez de las
capa del firme. Un contenido de betún más alto da a una capa de mezcla con una mayor
tendencia a la deformación elástica, o por lo menos a una deformación plástica mayor antes de la
fractura. El contenido óptimo de ligante o betún, se determina con el diseño de la mezcla y debe
ser el suficiente para prevenir un agrietamiento excesivo por fatiga. Se debe considera, no
obstante, que el aumento excesivo de ligante, puede provocar la formación de roderas. Por
último, es necesario tener en cuenta que la resistencia a fatiga de la mezcla depende de la
relación entre el espesor de la capa y las cargas aplicadas.
Resistencia al agrietamiento a baja temperatura. La mezcla bituminosa en caliente no debe
agrietarse cuando está sujetado a temperaturas ambiente bajas. El agrietamiento en estos casos
es función de la rigidez de la mezcla bituminosa en caliente a baja temperatura.
Durabilidad. La mezcla bituminosa en caliente no debe tener envejecimiento excesivo durante
su vida útil. Su durabilidad se relaciona con:
• El espesor de la película de ligante alrededor de cada partícula de árido. Si el espesor de
la película que rodea a las partículas de árido es escaso, es posible que pueda llegar a
acceder agua a través de los agujeros de la película por lo que si el árido es hidrofílico, el
agua desplazará a la película de ligante y la cohesión betún - árido se perderá.
• Huecos. Un porcentaje de huecos excesivo (8% o más) aumenta la permeabilidad de la
mezcla bituminosa en caliente y el acceso del oxígeno lo que acelera la oxidación y la
volatilización. Una cantidad excesiva de huecos en la mezcla suele deberse a un mal
diseño de la mezcla bituminosa o bien a un problema durante la fase construcción.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
105
Resistencia a la humedad. Las mezclas bituminosas en caliente no deben degradarse por la
humedad. Su resistencia a los daños por humedad se relacionan con:
• Características mineralógicas y químicas de los áridos. Algunos áridos atraen la
humedad a sus superficies, lo que puede causar del despegue del ligante.
• Huecos. Cuando los huecos en las mezclas exceden del 8% del volumen, pueden
interconectarse y permitir que el agua penetre fácilmente, causando daños por
humedad por la presión del poro o la extensión del hielo.
Resistencia al deslizamiento. Las mezclas bituminosas en caliente deben proporcionar la
suficiente fricción al contacto con el neumático de un vehículo. La baja resistencia al
deslizamiento se relaciona generalmente con:
• Características de los áridos tales como textura, forma, tamaño y resistencia al
pulimento. Los áridos lisos, redondeados o pulidos son más propensos al
deslizamiento.
• Contenido de betún. Un excesivo contenido de ligante puede provocar deslizamiento
por exceso de betún en superficie como se observa en la siguiente fotografía.
. Fig. 2.31. Sangrado de las zonas de rodada por exceso de betún en la mezcla bituminosa.
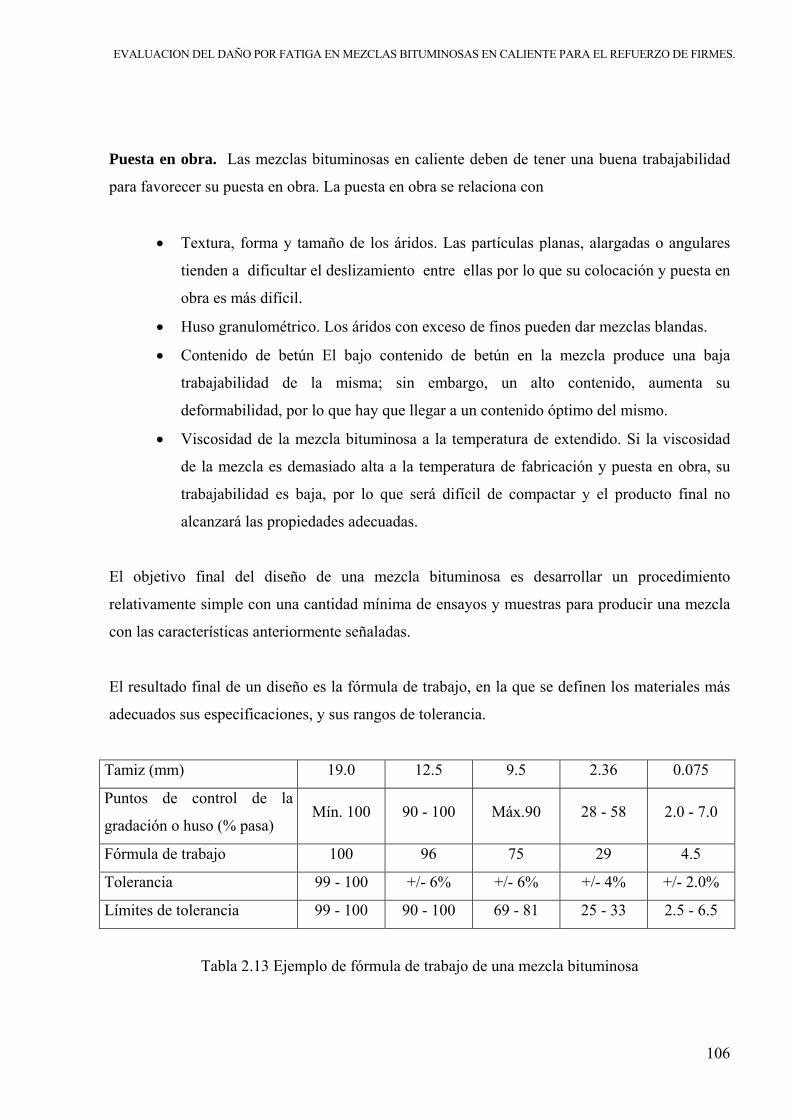
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
106
Puesta en obra. Las mezclas bituminosas en caliente deben de tener una buena trabajabilidad
para favorecer su puesta en obra. La puesta en obra se relaciona con
• Textura, forma y tamaño de los áridos. Las partículas planas, alargadas o angulares
tienden a dificultar el deslizamiento entre ellas por lo que su colocación y puesta en
obra es más difícil.
• Huso granulométrico. Los áridos con exceso de finos pueden dar mezclas blandas.
• Contenido de betún El bajo contenido de betún en la mezcla produce una baja
trabajabilidad de la misma; sin embargo, un alto contenido, aumenta su
deformabilidad, por lo que hay que llegar a un contenido óptimo del mismo.
• Viscosidad de la mezcla bituminosa a la temperatura de extendido. Si la viscosidad
de la mezcla es demasiado alta a la temperatura de fabricación y puesta en obra, su
trabajabilidad es baja, por lo que será difícil de compactar y el producto final no
alcanzará las propiedades adecuadas.
El objetivo final del diseño de una mezcla bituminosa es desarrollar un procedimiento
relativamente simple con una cantidad mínima de ensayos y muestras para producir una mezcla
con las características anteriormente señaladas.
El resultado final de un diseño es la fórmula de trabajo, en la que se definen los materiales más
adecuados sus especificaciones, y sus rangos de tolerancia.
Tamiz (mm) 19.0 12.5 9.5 2.36 0.075
Puntos de control de la
gradación o huso (% pasa) Mín. 100 90 - 100 Máx.90 28 - 58 2.0 - 7.0
Fórmula de trabajo 100 96 75 29 4.5
Tolerancia 99 - 100 +/- 6% +/- 6% +/- 4% +/- 2.0%
Límites de tolerancia 99 - 100 90 - 100 69 - 81 25 - 33 2.5 - 6.5
Tabla 2.13 Ejemplo de fórmula de trabajo de una mezcla bituminosa
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
107
3.2. Métodos de diseño tradicionales
Dentro de los métodos de diseño tradicionales, se pueden establecer dos grupos:
• los que se basan en la superficie específica del árido
• los basados en ensayos mecánicos de tipo empírico.
3.2.1. Métodos basados en la superficie específica del árido.
Se basan en una estimación del peso de ligante necesario para cubrir la superficie de los áridos.
Este problema se puede complicar si tenemos en cuenta la influencia de diversos factores que
caracterizan el material: naturaleza, rugosidad superficial, forma, densidad relativa, absorción,
etc. Estos métodos tienen un gran carácter empírico por lo que los resultados son buenos si el
conocimiento de los materiales a emplear lo es.
Este tipo de ensayos se utiliza cuando no es adecuado estudiar la mezcla por medios mecánicos,
lo que ocurre cuando el esqueleto mineral tiene partículas mayores de 25 mm, ya que se
producirían resultados erróneos. Son por tanto métodos sencillos y rápidos, pero imprecisos, por
lo que aunque para mezclas abiertas esto no es importante, sí lo es para as cerradas, ya que son
muy sensibles a la variación del contenido de betún.
Dentro de estos métodos destacan:
3.2.1.1. Método Duriez
La cantidad de ligante (LOMA J.L., 1996) se obtiene de:
P= K (Σ*α)1/5
K es el modulo de riqueza (varía entre 3,45 y 4,50 dependiendo del espesor de betún estimado).
Para las mezclas utilizadas en España se suele utilizar K=3,50.
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
108
Σ es la superficie específica convencional:
100Σ=0,25G+2,3S+12s+135f
siendo:
- G el % superior a 6 mm,
- S el % entre 6 mm y 315 μm,
- s el % entre 315 μm y 80 μm y
- f el % inferior a 80 μm
α es el factor de corrección de densidad relativa del árido: α = 2,65 / densidad relativa árido.
3.2.1.2. Método Belga
En este método se exige que se cumpla (LOMA J.L., 1996) que:
F/(F+S) ≥ 0,18; P/(F+S+P) ≤ 0,65; Ligante= a*F/100 + b*S/100 + c*P/100
Siendo:
- F el porcentaje de filler de la mezcla,
- S el porcentaje de arena,
- P el porcentaje de material superior a 10 mm y
- a, b, c los contenidos óptimos de ligante para el filler, la arena y los gruesos
respectivamente, para los que se calculan unos valores de acuerdo con las siguientes
expresiones:
a = 100*ε*σ / [ε*σ+(1-ε)*ρ]
siendo:
- la densidad del filler.
- la densidad del ligante.
- el porcentaje de huecos.
b= 3,6 a 5,0 (arenas rodadas a arenas de machaqueo)
c=4,0 a 6,0 (áridos de densidad relativa 2,7 que toman c=4,6)

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
109
3.2.1.3. Método del Instituto del Asfalto
El porcentaje de ligante referido al peso total de la mezcla viene dado por la expresión (LOMA
J.L., 1996):
P= 0,035 a + 0,045 b + Kc + F
Siendo:
- a el porcentaje retenido por el tamiz nº 8 ASTM,
- b el retenido entre el tamiz nº 8 y el 200 ASTM
- c el porcentaje que pasa por el tamiz nº 200 ASTM
- K es un coeficiente que adopta unos valores en función de c:
K Valores de c
0,15 Entre 11 y 15
0,18 Entre 6 y 10
0,20 Entre 0y 5
- F es un valor que se adopta en función de la experiencia, que varía de 0 a 2, estando
los valores más usados comprendidos entre 0,7 y 1.
3.2.1.4. Método del C.K.E. (Centrifuge Kerosene Equivalent)
Se recoge en la norma NLT-169/93 (CEDEX, 1992-2000) y se basa en la obtención del
contenido de ligante en las mezclas bituminosas. La superficie específica de los áridos se
determina multiplicando ciertos factores que contenidos en la norma por las proporciones de
árido retenidas en una serie de tamices. Se utilizan además ciertas correcciones derivadas del
peso específico del árido de la viscosidad del ligante.
3.2.2. Métodos basados en ensayos mecánicos.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
110
Estos métodos también tratan de determinar el contenido óptimo de ligante en una mezcla
específica de áridos. La forma de proceder en todos estos métodos es similar. Una vez
seleccionados los materiales a utilizar, se fabrican una serie de probetas con distinta proporción
de ligante y después se realiza un ensayo del que se obtienen las relaciones entre el porcentaje de
ligante utilizado y otros factores, tales como resistencia, deformación, contenido en huecos, etc.
Del estudio de estas relaciones se obtiene el contenido óptimo de ligante.
Son métodos más lentos y complejos que los anteriores, pero más precisos, por lo que se suelen
utilizar para mezclas cerradas, ya que son muy sensibles a la variación del contenido de betún.
Es necesario tener en cuenta que cada método solo se puede aplicar a un determinado tipo de
mezcla bituminosa.
3.2.2.1. Método de Hveem.
Los conceptos básicos del método de diseño de Hveem fueron desarrollados por Francis Hveem
a finales de los años 20 y principios de los años 30, cuando era ingeniero de la división de
carreteras de California. Actualmente, el método de Hveem se utiliza de forma amplia en todo el
mundo, así, por ejemplo, es utilizado en varios estados occidentales de los EEUU. La filosofía
básica del método de Hveem se puede resumir en tres puntos (VALLERGA, B.A. Y LOVERING,
W.R., 1985):
- Las partículas de áridos que conforman las MBC deben de estar recubiertas por una
película de ligante del suficiente espesor, por lo que es necesario tener en cuenta el
poder de absorción de los áridos.
- Las MBC deben de tener la estabilidad suficiente para resistir las cargas provocadas
por el tráfico. Dicha estabilidad está generada tanto por la fricción interna entre las
partículas del árido (el esqueleto mineral) como por la cohesión de la mezcla
bituminosa (que la proporciona mayoritariamente el ligante o betún)
- La durabilidad de la mezcla bituminosa en caliente aumenta cuanto más gruesa sea la
película de ligante que recubre los áridos.
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
111
De acuerdo con esta filosofía, el contenido de ligante del diseño se calcula como el contenido de
ligante que da la mayor durabilidad sin bajar de una estabilidad mínima.
El método Hveem es de aplicación solo a mezclas en caliente de tamaño máximo 25 mm.
Primeramente se realizan unos ensayos previos de los áridos, en los que se incluye un análisis
granulométrico y el peso específico y posteriormente se calcula el contenido de ligante óptimo
empleando el método CKE (Centrifuge Kerosene Equivalent).
El método CKE se divide en tres pasos básicos (ROBERTS, F.L., KANDHAL, P.S., BROWN, E.R.,
LEE, D.Y. Y KENNEDY, T.W., 1996):
- Cálculo del CKE: Una pequeña fracción de áridos finos (pasa por el tamiz nº4:
tamaño menor de 4.75 mm) se pesa y se sumerge posteriormente en keroseno. Una
vez que la muestra está saturada de keroseno se coloca en una centrifugadora durante
2 minutos para quitar el keroseno en exceso, y se vuelve a pesar. La diferencia entre
los pesos proporciona una estimación sobre la capacidad de absorción de ligante que
tiene la fracción fina de los áridos.
100×−
=D
DW
WWW
CKE
Donde:
- WW: Peso de la probeta húmeda (después de realizar el centrifugado)
- WD: Peso de la probeta en seco (antes de sumergirla en keroseno)
- Cálculo de la capacidad de absorción de ligante de la fracción gruesa. Se pesa una
pequeña fracción gruesa de los áridos (Áridos que pasen por el tamiz de 9.5 mm pero
a los que se ha retirado primeramente la fracción que pasa por el de 4.75 mm) y se
sumerge posteriormente en aceite SAE 10 durante 5 minutos. La muestra obtenida se
escurre y se seca, para lo que se coloca 15 minutos en un horno, después de los cuales
se vuelve a pesar. La diferencia entre los dos pesos es una estimación de capacidad
del árido grueso para absorber ligante.
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
112
100×−
=D
DW
WWW
HeldOilPercent
Donde:
- WW: Peso de la probeta húmeda (después de meterla en el horno)
- WD: Peso de la probeta en seco (antes de sumergirla en aceite)
- Cálculo del contenido óptimo de ligante. Con los resultados obtenidos anteriormente
y con la densidad específica de la mezcla bituminosa se entra en una gráfica para
determinar el porcentaje de ligante. Este porcentaje se corrige posteriormente con la
viscosidad del ligante utilizado, llegando así al porcentaje de ligante óptimo.
El método CKE se encuentra descrito en la norma AASHTO T 270: Centrifuge Kerosene
Equivalent and Approximate Bitumen Ratio (Discontinued) (AASHTO 2006) y en la norma
ASTM D 5148: Centrifuge Kerosene Equivalent. (ASTM 2006)
Una vez que se obtiene el porcentaje de ligante óptimo según el método del CKE, se fabrican
varias probetas tipo Hveem (4 pungadas de diámetro por 2,5 pulgadas de alto) con distintos
porcentajes de betún:
• determinado por la prueba de CKE
• 0.5, 1.0, 1.5 y 2.0 por ciento sobre el valor de CKE
• 0.5 y 1.0 por ciento debajo del valor de CKE
Las normas AASHTO T 247 (AASHTO 2006) y ASTM D 1561 (ASTM 2006) describen la
forma de preparación de dichas probetas con la ayuda de la máquina de compactación de
mezclas de California “California Kneading Compactors” que utiliza una base especial que rota
para simular la compactación real que se produce en obra.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
113
Fig. 2.32.California Kneading Compactors
STEPHEN T. MUENCH, JOE P. MAHONEY, LINDA M. PIERCE ET AL (2003)
De cada probetas se determina sus densidad, se calcula el porcentaje de huecos en mezcla, se
realiza el ensayo del estabilómetro que mide la deformación (estabilidad) de la mezcla
bituminosa bajo carga, y se realiza el ensayo de entumecimiento, que determina la
susceptibilidad del material a la inmersión en agua durante 24 horas, permitiéndose un
hinchamiento máximo de 0,76 mm.
(a) Fotografía (b) Esquema
Fig. 2.33. Estabilómetro
(a) STEPHEN T. MUENCH, JOE P. MAHONEY, LINDA M. PIERCE ET AL (2003)
(b) BROWN, E.R.; KANDHAL, P.S. Y ZHANG, J. (2001)
Finalmente, el contenido de ligante de diseño seleccionado será el de la probeta que dé la
durabilidad más alta sin estar por debajo de la estabilidad permisible mínima.
Las principales ventajas del ensayo Hveem son:
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
114
• Ha sido desarrollado con muy buena base filosófica.
• El tiempo de realización del ensayo es corto.
• Los criterios que utiliza son muy sencillos.
Por otra parte, sus principales inconvenientes son:
• No tiene un uso tan extendido como el método Marshall.
• Necesita la máquina de compactación de mezclas de California.
• No se puede calcular una categoría o nivel de las deformaciones plásticas que se podrían
alcanzar en la mezcla.
3.2.2.2. Método Marshall.
Los conceptos básicos de este método de diseño fueron desarrollados alrededor de 1939 por
Bruce Marshall del departamento de la carretera de Mississippi y perfeccionados después por el
ejército americano durante la Segunda Guerra Mundial ya que el cuerpo del de ingenieros del
ejército comenzó a evaluar varios métodos de diseño de mezcla bituminosa para su uso en el
diseño de firme para campos de aviación debido a que las cargas de las ruedas y las presiones de
neumático de las ruedas eran cada vez mayores debido a que los aviones militares aumentaron
considerablemente de tamaño. Actualmente, el método Marshall es uno de los más extendidos a
nivel mundial.
El método original es aplicable únicamente a mezclas asfálticas en caliente para pavimentación
de viales que contengan áridos con un tamaño máximo de 25 mm (1”) o menos. Posteriormente,
se desarrollo el método Marshall modificado para tamaños máximos por encima de 38 mm
(1.5”).
El método Marshall está pensado tanto para el diseño en laboratorio como para el control en obra
de mezclas asfálticas en caliente de tipo cerrado.
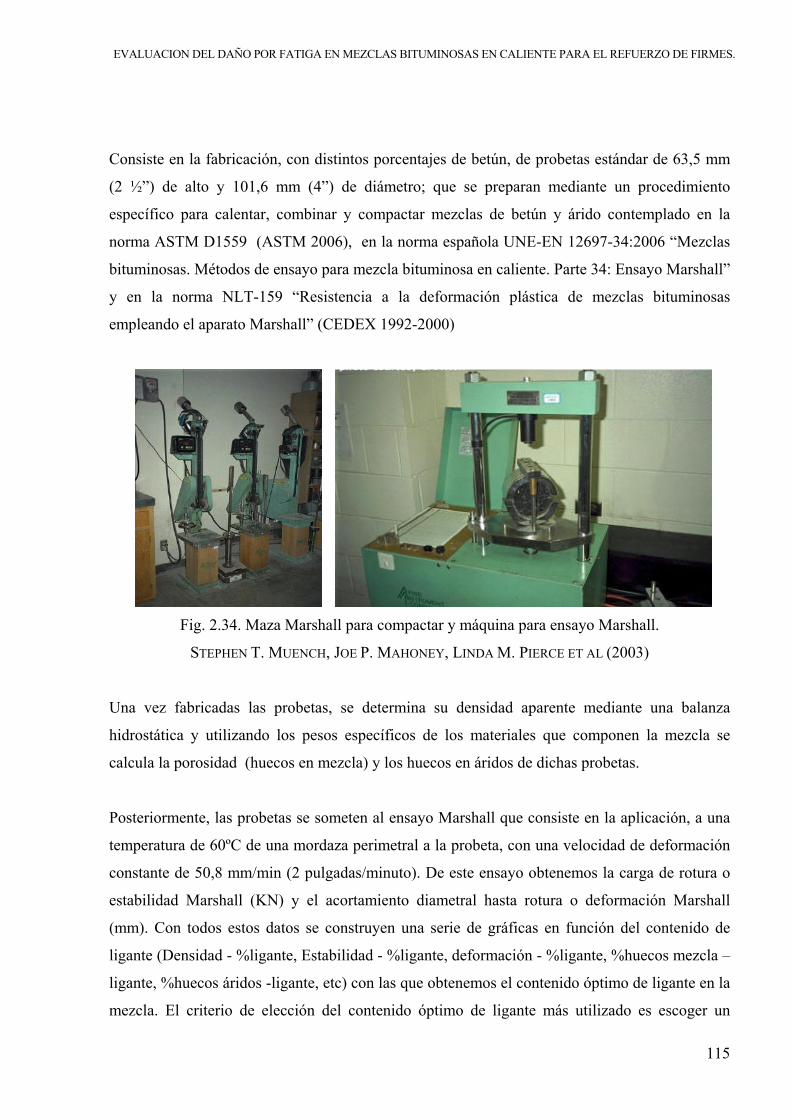
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
115
Consiste en la fabricación, con distintos porcentajes de betún, de probetas estándar de 63,5 mm
(2 ½”) de alto y 101,6 mm (4”) de diámetro; que se preparan mediante un procedimiento
específico para calentar, combinar y compactar mezclas de betún y árido contemplado en la
norma ASTM D1559 (ASTM 2006), en la norma española UNE-EN 12697-34:2006 “Mezclas
bituminosas. Métodos de ensayo para mezcla bituminosa en caliente. Parte 34: Ensayo Marshall”
y en la norma NLT-159 “Resistencia a la deformación plástica de mezclas bituminosas
empleando el aparato Marshall” (CEDEX 1992-2000)
Fig. 2.34. Maza Marshall para compactar y máquina para ensayo Marshall.
STEPHEN T. MUENCH, JOE P. MAHONEY, LINDA M. PIERCE ET AL (2003)
Una vez fabricadas las probetas, se determina su densidad aparente mediante una balanza
hidrostática y utilizando los pesos específicos de los materiales que componen la mezcla se
calcula la porosidad (huecos en mezcla) y los huecos en áridos de dichas probetas.
Posteriormente, las probetas se someten al ensayo Marshall que consiste en la aplicación, a una
temperatura de 60ºC de una mordaza perimetral a la probeta, con una velocidad de deformación
constante de 50,8 mm/min (2 pulgadas/minuto). De este ensayo obtenemos la carga de rotura o
estabilidad Marshall (KN) y el acortamiento diametral hasta rotura o deformación Marshall
(mm). Con todos estos datos se construyen una serie de gráficas en función del contenido de
ligante (Densidad - %ligante, Estabilidad - %ligante, deformación - %ligante, %huecos mezcla –
ligante, %huecos áridos -ligante, etc) con las que obtenemos el contenido óptimo de ligante en la
mezcla. El criterio de elección del contenido óptimo de ligante más utilizado es escoger un

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
116
porcentaje de huecos en áridos determinado (por ejemplo el 4%) y a partir de él, con ayuda de la
curva huecos – ligante se obtiene un porcentaje de ligante. Para ver si puede considerarse el
porcentaje óptimo se comprueba con el resto de las curvas que la estabilidad y deformación están
dentro de un rango de valores aceptable.
Fig. 2.35. Ejemplo de selección del contenido óptimo de ligante. Método Marshall.
ROBERTS, F.L., KANDHAL, P.S., BROWN, E.R., LEE, D.Y. Y KENNEDY, T.W. (1996)
Es norma habitual confirmar los resultados obtenidos con el ensayo Marshall mediante el ensayo
de Inmersión – compresión NLT-161/84 y NLT 162/84 (CEDEX 1992-2000), con el que se
comparan los resultados de resistencias obtenidas para una serie de probetas sumergidas en agua
con otra serie de probetas que no han sido sumergidas.
También se utilizan otros ensayos más específicos, como son el ensayo en pista NLT-173/84
(CEDEX 1992-2000) con el que se pretende determinar la resistencia a la deformación plástica
de la mezcla bituminosa en estudio simulando un tráfico real mediante la acción de una rueda
maciza de goma sobre una probeta de 300 x 300 x 50 mm dispuesta en un carretón que
proporciona un movimiento de vaivén.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
117
3.3. Método Superpave
Existen procedimientos que no solo se ciñen a marcar la dosificación o formulación de la
mezcla, sino que también evalúan el comportamiento reológico de la mezcla, mediante la
determinación, por ejemplo, de los módulos y las leyes de fatiga para diferentes estados
tensionales y temperaturas. Son procedimientos que consideramos ya de la parte de diseño
estructural del firme, vista anteriormente. Cabe citar, no obstante, la metodología SUPERPAVE
(Superior Performing Asphalt Pavements) desarrollada dentro del programa de investigación de
EEUU SHRP (Strategic Higway Research Program) entre 1988 y 1993 (KENNEDY, W.T., HUBER
G.A., HARRIGAN, ET ALL. 1994) y continuado con el programa de seguimiento LTPP: Long –
Term Pavement Performance. (LOPEZ, A., SPRINGER, J., WALKER, D. ET AL 2007).
Con la metodología SUPERPAVE se pretende que el proceso de dosificación de las mezclas
bituminosas integren la caracterización del comportamiento de la mezcla frente a:
1. La fatiga
2. Las deformaciones plásticas
3. El agrietamiento causado por bajas temperaturas.
El diseño de la mezcla mediante la metodología SUPERPAVE es de naturaleza volumétrica, es
decir, la dosificación del árido y del betún se realiza en volumen (y no en peso como otros
métodos). Las determinación de los distintos volúmenes se realiza de forma indirecta, mediante
el peso y la densidad de cada componente. El método de diseño de la mezcla de la metodología
SUPERPAVE fue diseñado para sustituir al método Hveem y está basado tanto en el método
Hveem como en el método Marshall.
Los dispositivos de compactación de los procedimientos Hveem y Marshall se han sustituido
por un compresor giratorio y el esfuerzo de compactación en diseño de la mezcla se vincula al
tráfico previsto. En sus comienzos, este método fue en sus inicios un programa de investigación
de los EEUU abierto para mejorar la selección de los materiales y el diseño de la mezcla y del
que finalmente se pretende obtener:

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
118
1. Un nuevo método de diseño de mezcla bituminosa que tiene en cuenta las cargas del
tráfico y las condiciones ambientales.
2. Un nuevo método de evaluación de las capas de asfalticas de los firmes.
3. Nuevos métodos de análisis de la mezcla.
A todos estos sistemas se les ha dado el nombre “Superior Performing Asphalt Pavement
System” (SUPERPAVE). Actualmente ya se ha terminado el desarrollo del método de diseño de
las mezclas, estando todavía en proceso de desarrollo los métodos de evaluación del
funcionamiento de las mezclas bituminosas. Es necesario reseñar en este punto que MAY R. W. y
KILLINGSWORTH B. M. (1995) han detectado diversas inconsistencias y contradicciones en varias
de las propiedades evaluadas con el método SUPERPAVE.
El método de diseño de la mezcla de Superpave consiste en 7 pasos básicos:
1. Selección de los áridos.
2. Selección del tipo de capa de mezcla bituminosa.
3. Preparación de la muestra (compactación incluyendo).
4. Pruebas del funcionamiento.
5. Cálculos de densidad y de huecos.
6. Selección óptima del contenido de betún.
7. Evaluación de la susceptibilidad a la humedad.
Los aspectos a resaltar del método de SUPERPAVE son:
1. La utilización de ensayor formales para la evaluación de los áridos (requisitos de
consenso).
2. La utilización del grado de comportamiento o performance grading (PG), basado en la
idea de que las propiedades de la capa de mezcla bituminosa deben estar relacionadas
con sus condiciones de uso, incluidas las condiciones climatológicas, y las condiciones
de envejecimiento
3. El uso del compresor giratorio para simular la compactación en obra.
4. Cargas de tráfico y consideraciones ambientales.
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
119
5. Diseño volumétrico de la mezcla.
Actualmente la metodología SUPERPAVE establece tres niveles de diseño, en función del
número ejes equivalentes durante el periodo de vida del proyecto.
- Nivel 1, de tráfico ligero (menos de 106 ejes equivalentes simples, de 80 KN) en
el que es suficiente aplicar especificaciones granulometricas y controles de tipo
volumetrico.
- Nivel 2, de tráfico medio (de 106 a 107 ejes equivalentes simples de 80 KN) en
que que se realizan pruebas sobre comportamiento mecanico de las mezclas, para
optimizar el diseño de la mezcla de tal forma que resista a la deformacion
permanente, al agrietamiento por fatiga y a las bajas temperaturas. Los ensayos
que se realizan en este nivel, están dirigidos principalmente a estimar la
deformación permanente y el agrietamiento que puede darse durante toda la vida
útil de las capas constituidas por mezclas bituminosas.
- En el nivel 3, (tráfico pesado, más de 107 ejes equivalentes simples de 80 KN) se
utilizan pruebas adicionales que permiten estimar de una forma más precisa la
deformacion permanente, el agrietamiento por fatiga y baja temperatura.
Veamos los niveles paso por paso:
3.3.1. Nivel 1.
Este nivel requiere el diseño volumétrico, el cual involucra los siguientes aspectos:
- Selección del tipo de mezcla bituminosa.
- Selección de las propiedades de los áridos.
- Preparación de muestras.
- Selección del contenido de ligante.
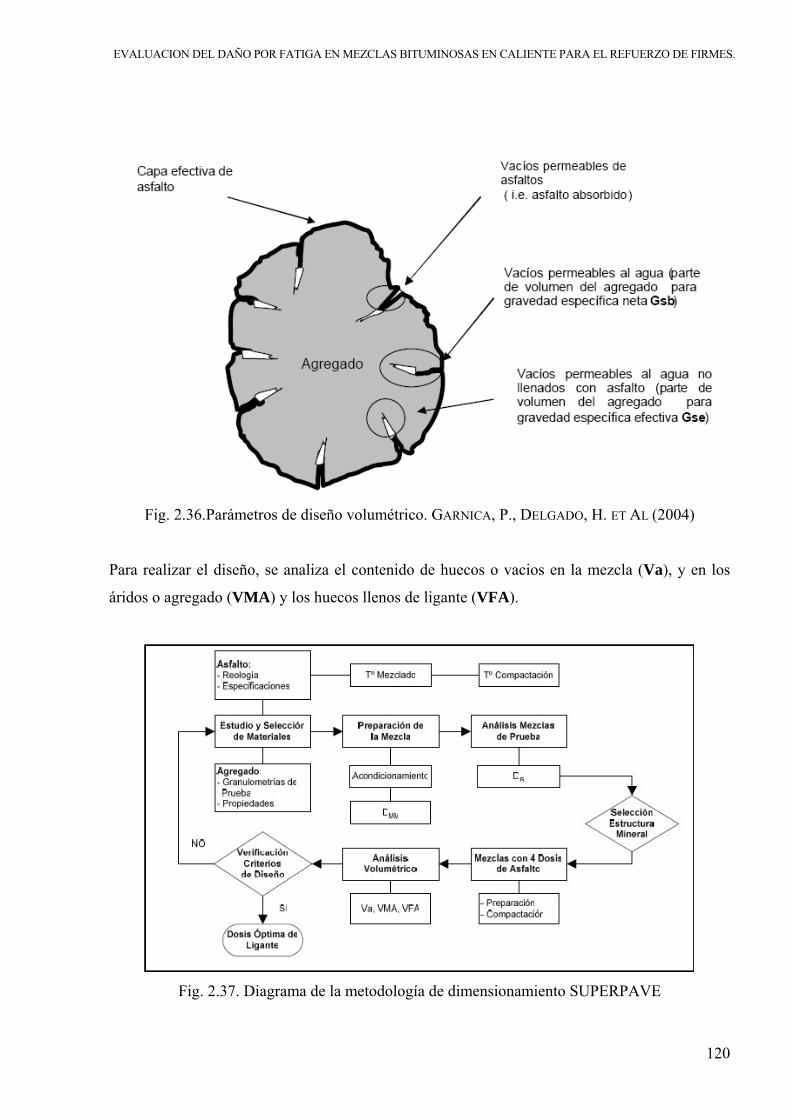
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
120
Fig. 2.36.Parámetros de diseño volumétrico. GARNICA, P., DELGADO, H. ET AL (2004)
Para realizar el diseño, se analiza el contenido de huecos o vacios en la mezcla (Va), y en los
áridos o agregado (VMA) y los huecos llenos de ligante (VFA).
Fig. 2.37. Diagrama de la metodología de dimensionamiento SUPERPAVE

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
121
Las metodología SUPERPAVE simula, por medio de ensayos de laboratorio, los 3 estados
críticos a los que se ve expuesto el firme durante su vida útil:
1. Primer estado: firme original, estado que se da durante el transporte,almacenamiento y
manejo del ligante.
2. Segundo estado: envejecimiento producido despues de la fabricación y colocación de la
mezcla asfáltica.
3. Tercer estado: envejecimiento de la mezcla asfáltica cuando ha permanecido en servicio
por un largo período.
Para simular el segundo estado, el endurecimiento producido por la oxidación que ocurre durante
el mezclado y colocación de la mezcla, se utiliza el horno rotatorio de película delgada RTFOT
(rolling thin film oven test).
Posteriormente, mediante el ensayo PAV (pressure aging vessel) se oxida aceleradamente la
mezcla, simulando el tercer estado (envejecimiento severo que sufre la mezcla después de haber
estado en servicio).
Las propiedades físicas de las mezclas en el sistema SUPERPAVE se miden sobre las muestras
envejecidas en el laboratorio, simulando así las condiciones reales de operación del firme.
La medida de las propiedades físicas se realiza mediante 4 equipos de ensayo:
1. Reometro de corte dinamico (DSR = Dynamic Shear Rheometer) que se emplea para
caracterizar las propiedades visco-elasticas (a temperaturas alta e intermedia). Mide el
modulo complejo en corte (G*) y el angulo de fase, sometiendo una muestra de ligante a
tensiones de corte oscilante.
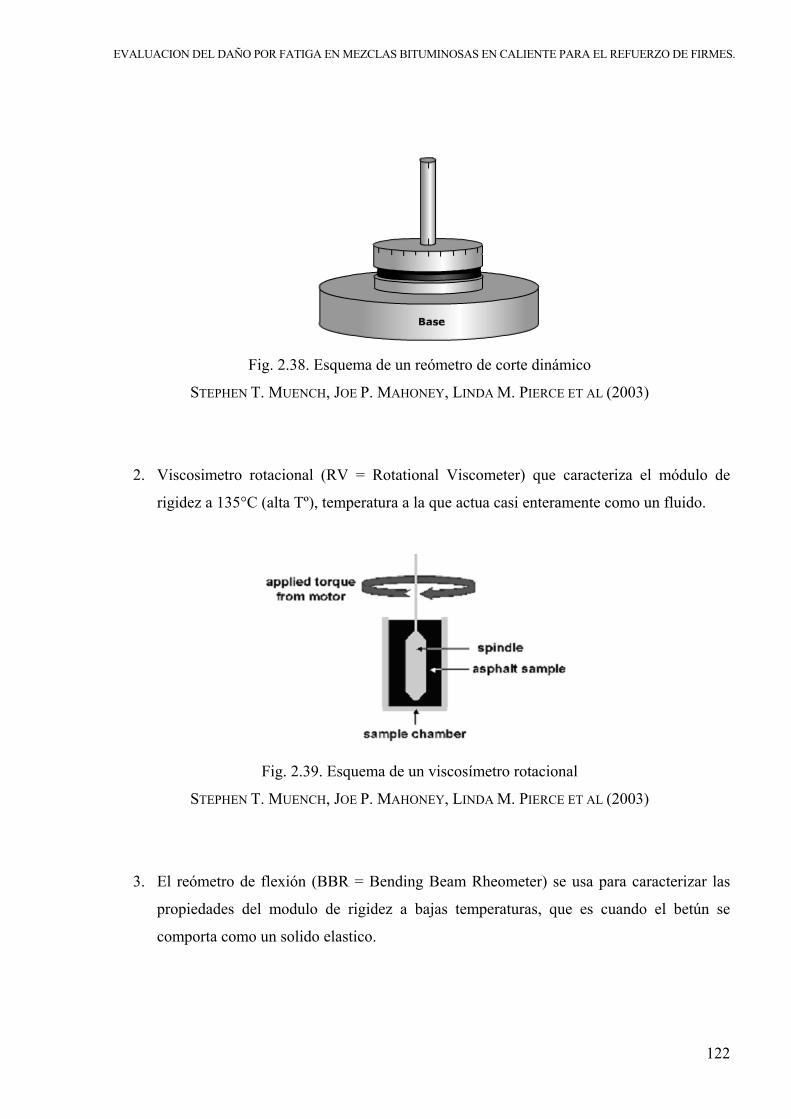
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
122
Fig. 2.38. Esquema de un reómetro de corte dinámico
STEPHEN T. MUENCH, JOE P. MAHONEY, LINDA M. PIERCE ET AL (2003)
2. Viscosimetro rotacional (RV = Rotational Viscometer) que caracteriza el módulo de
rigidez a 135°C (alta Tº), temperatura a la que actua casi enteramente como un fluido.
Fig. 2.39. Esquema de un viscosímetro rotacional
STEPHEN T. MUENCH, JOE P. MAHONEY, LINDA M. PIERCE ET AL (2003)
3. El reómetro de flexión (BBR = Bending Beam Rheometer) se usa para caracterizar las
propiedades del modulo de rigidez a bajas temperaturas, que es cuando el betún se
comporta como un solido elastico.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
123
Fig. 2.40. Esquema de un reómetro de tensión
STEPHEN T. MUENCH, JOE P. MAHONEY, LINDA M. PIERCE ET AL (2003)
4. Ensayo de traccion directa (DDT = Direct Tension Test) que mide la deformacion
especifica antes del fallo a traccion sobre una muestra en forma de viga de 50.8 x 50.8 x
254 mm a bajas temperaturas.
Fig. 2.41. Esquema de un ensayo de tracción directa
STEPHEN T. MUENCH, JOE P. MAHONEY, LINDA M. PIERCE ET AL (2003)
Una parte importante del primer nivel de diseño SUPERPAVE son las nuevas especificaciones
para la selección de los ligantes asfálticos, definidas por su grado de comportamiento PG
(Performance Grade).
La nueva nomenclatura que define el grado de comportamiento de los firmes es PG XX-YY,
donde:

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
124
- PG = Grado de comportamiento
- XX = Temperatura Máxima (temperatura máxima a la cual la mezcla
bituminosa debe mantener sus propiedades durante el servicio)
- YY = Temperatura Mínima (temperatura mínima a la cual la mezcla
bituminosa debe mantener sus propiedades durante el servicio)
Al realizar un diseño, el grado de comportamiento del firme (PG) se selecciona considerando la
región geográfica y las temperaturas a las que estará sometido el firme (a partir de registros
históricos de temperaturas).
Temperatura Máxima Temperatura Mínima
PG 46 -34, -40, -46
PG 52 -10,-16,-22,-28,-34,-40,-46
PG 58 -16,-22,-28,-34,-40
PG 64 -10,-16,-22,-28,-34,-40
PG 70 -10,-16,-22,-28,-34,-40
PG 76 -10,-16,-22,-28,-34
PG 82 -10,-16,-22,-28,-34
Tabla 2.14 Especificaciones de PG (AASHTO 2001)
Como puede verse, para cada temperatura alta existen varias temperaturas bajas. Así por
ejemplo un PG 46 puede ser PG 46-34 ó PG 46-40 ó PG 46-46 que significa que resiste hasta 7
días del periodo considerado (mayor que 20 años) a 46ºC de temperatura promedio y hasta una
temperatura mínima de –34ºC, ó –40ºC, ó –46ºC respectivamente.
El programa SHRP (KENNEDY, W.T., HUBER G.A., HARRIGAN, ET ALL. 1994) no desarrolló
nuevos ensayos para los áridos, sin embargo, se han añadido ensayos adicionales y se han
reformulado las especificaciones de los mismos para ajustarlas al sistema SUPERPAVE. Se han
definido así dos nuevos tipos de propiedades de los áridos: las propiedades de consenso y las de
origen.
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
125
a) Propiedades de Consenso: Se consideran críticas para alcanzar un buen comportamiento de la
mezcla. Se asocian a la calidad del árido para producir una mezcla resistente y durable. Las
propiedades de consenso (características de los áridos que pueden ser alteradas en las plantas de
machacado y selección) son:
• Angularidad del árido grueso.
• Angularidad del árido fino.
• Forma de las partículas: lajas y agujas.
• Contenido de arcilla (equivalente de arena).
• Granulometría combinada.
Estas propiedades deben reunir distintos niveles de calidad, los cuales dependen del nivel de
tráfico (ejes equivalentes) y de la posición de la mezcla dentro de la estructura del firme.
Con la angularidad del árido se busca alcanzar mezclas con alto grado de fricción interna, y por
ende, una alta resistencia a los esfuerzos de corte. Ello permite mejorar la resistencia a la
deformación permanente de la mezcla.
La limitación del porcentaje de agujas asegura la no susceptibilidad del árido a triturarse durante
el manejo de la mezcla y su posterior construcción y funcionamiento. Por otra parte, la
limitación de la cantidad de arcilla en los áridos mejora la adherencia de los áridos con el asfalto.
b) Propiedades de Origen: Son aquellas propiedades asociadas a la calidad del origen de los
áridos y dependen por lo tanto del lugar de obtención de los mismos. Si bien SHRP (KENNEDY,
W.T., HUBER G.A., HARRIGAN, ET ALL. 1994) no especifica valores críticos, estas propiedades
deben ser especificadas de acuerdo a la experiencia local. Estas propiedades son:
- Tenacidad o dureza.
- Durabilidad.
- Presencia de materiales extraños.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
126
Las investigaciones del SHRP (KENNEDY, W.T., HUBER G.A., HARRIGAN, ET ALL. 1994) dieron
como resultado una mejora en las especificaciones de graduación (husos) existentes. Así se han
obtenido mezclas de fácil compactación, pero que tienden a ser muy frágiles y a poseer pocos
huecos en el árido. el sistema SUPERPAVE utiliza husos en los que se incluyen puntos de
control y una zona prohibida.
Fig. 2.42. Limites para las granulometrías SUPERPAVE.
GARNICA, P., DELGADO, H. ET AL (2004)
La granulometría combinada debe pasar a través de los puntos de control, lo que asegura una
determinada cantidad de huecos para albergar el ligante o betún. La curva granulométrica de los
áridos no debe pasar por la zona prohibida (Los estudios desarrollados bajo el programa SHRP
(KENNEDY, W.T., HUBER G.A., HARRIGAN, ET ALL. 1994) recomiendan que pase bajo ella), lo
que evita mezclas con una alta proporción de arena fina.
El diseño de las proporciones adecuadas de los áridos asegurará el desarrollo de un esqueleto
mineral resistente, que mejora la resistencia a la deformación permanente (roderas) y alcanza los
suficientes huecos para como para garantizar la durabilidad de la mezcla.
Por todo ello, en la metodología SUPERPAVE la curva granulometrica se debe situar dentro de
un huso definido unicamente mediante cuatro puntos: tamano maximo (pasa 100%), tamaño
maximo normal ( primer tamiz que retiene, con un maximo del 10%), finos (pasa por el tamiz
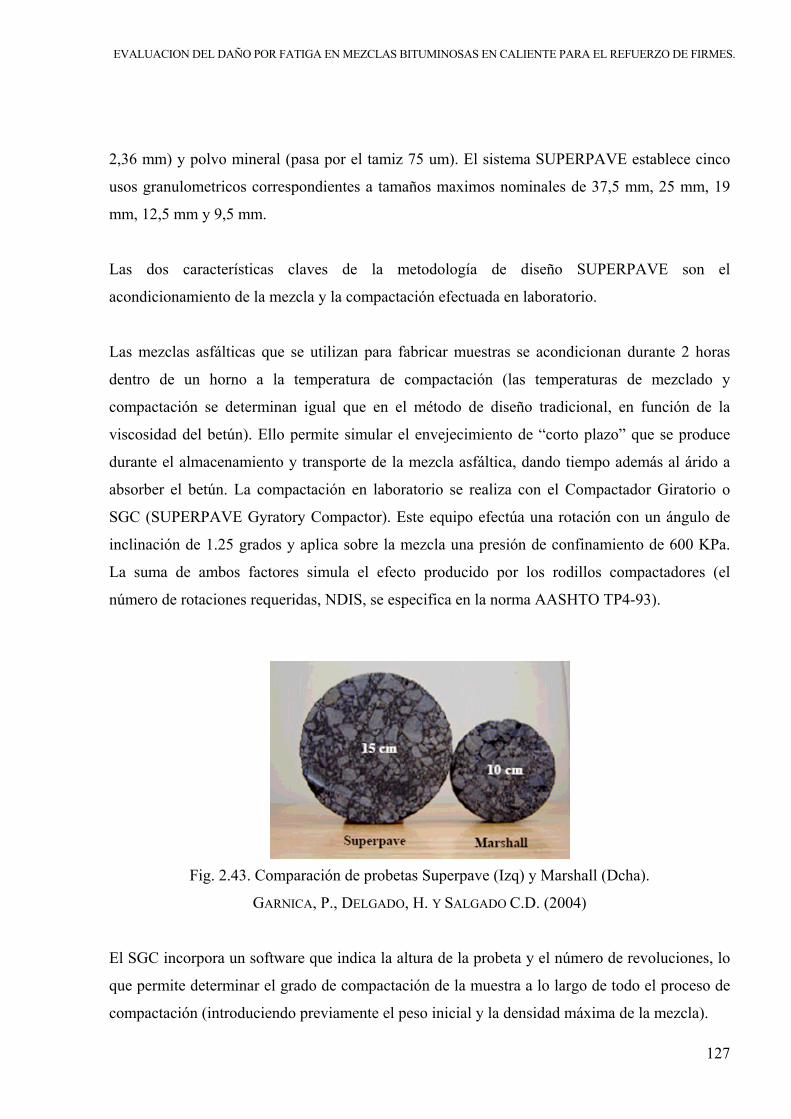
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
127
2,36 mm) y polvo mineral (pasa por el tamiz 75 um). El sistema SUPERPAVE establece cinco
usos granulometricos correspondientes a tamaños maximos nominales de 37,5 mm, 25 mm, 19
mm, 12,5 mm y 9,5 mm.
Las dos características claves de la metodología de diseño SUPERPAVE son el
acondicionamiento de la mezcla y la compactación efectuada en laboratorio.
Las mezclas asfálticas que se utilizan para fabricar muestras se acondicionan durante 2 horas
dentro de un horno a la temperatura de compactación (las temperaturas de mezclado y
compactación se determinan igual que en el método de diseño tradicional, en función de la
viscosidad del betún). Ello permite simular el envejecimiento de “corto plazo” que se produce
durante el almacenamiento y transporte de la mezcla asfáltica, dando tiempo además al árido a
absorber el betún. La compactación en laboratorio se realiza con el Compactador Giratorio o
SGC (SUPERPAVE Gyratory Compactor). Este equipo efectúa una rotación con un ángulo de
inclinación de 1.25 grados y aplica sobre la mezcla una presión de confinamiento de 600 KPa.
La suma de ambos factores simula el efecto producido por los rodillos compactadores (el
número de rotaciones requeridas, NDIS, se especifica en la norma AASHTO TP4-93).
Fig. 2.43. Comparación de probetas Superpave (Izq) y Marshall (Dcha).
GARNICA, P., DELGADO, H. Y SALGADO C.D. (2004)
El SGC incorpora un software que indica la altura de la probeta y el número de revoluciones, lo
que permite determinar el grado de compactación de la muestra a lo largo de todo el proceso de
compactación (introduciendo previamente el peso inicial y la densidad máxima de la mezcla).

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
128
Se deben preparar distintas mezclas de prueba (utilizando diferentes mezclas de áridos) a las que,
despues de efectuar la compactación, se les determinan los parámetros volumétricos (porcentaje
de betún (Pb), porcentaje de huecos o vacíos (Va), huecos del árido mineral (VMA) y huecos
llenos con betún (VFA).
La premisa fundamental del diseño volumétrico SUPERPAVE es que las probetas fabricadas
deben de contener la cantidad adecuada de betún, de forma que se alcance exactamente un 96%
de compactación r(es decir, un 4% de huecos para el número de rotaciones requeridas, NDIS),
por lo que se calculan unos parámetros volumétricos nuevos, utilizando los inicialmente
calculados, para el caso en que el contenido de vacíos (Va) fuera exactamente 4%. Las fórmulas
para realizar las estimaciones son las siguientes:
- PbESTIMADO = PbINICIAL – 0.4*(4 – VaINICIAL)
- %VMAESTIMADO = %VMAINICIAL + C*(4 – VaINICIAL)
- %VFAESTIMADO = 100* [(%VMAESTIMADO – 4) / (%VMAESTIMADO)]
- C = 0.1 si VaINICIAL < 4%
- C = 0.2 si VaINICIAL > 4%
Dichas estimaciones permitiren efectuar una apropiada y objetiva comparación entre las distintas
mezclas utilizadas. Se debe elegir la “estructura de los áridos de diseño”, es decir, aquella
mezcla que cumpla mejor con los requisitos señalados en la especificación AASHTO MP2-95.
(AASHTO 2000).
Una vez seleccionada la estructura de áridos de diseño, deben prepararse una serie de probetas
para calcular las propiedades de la mezcla en función del contenido de betún y confeccionar
gráficos para determinar el porcentaje de betún con el que se obtiene el 4% de huecos (Va).
Posteriormente, se determinar las propiedades de la mezcla con el contenido de firme
seleccionado, se comparan las propiedades de la mezcla con los criterios de diseño
SUPERPAVE (AASHTO MP2-95) y se evalúa la sensibilidad de la mezcla a la humedad,
analizando la pérdida de adherencia entre el asfalto y el árido por medio del ensayo ASSHTO
T283 (AASHTO 2000)

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
129
3.3.2. Nivel Intermedio
Este nivel utiliza como punto inicial el análisis volumétrico del nivel anterior. Los ensayos
establecidos para el nivel intermedio de análisis son:
- Ensayo de corte (SST, SUPERPAVE shear test): Ensayo de tipo dinámico definido en
la norma AASHTO T 320-03 “Determining the Permanent Shear Strain and Stiffness
of Asphalt Mixtures Using the Superpave Shear Tester SST”. (AASHTO 2006).
Fig. 2.44. Ensayo de corte. DEPARTMENT OF TRANSPORTATION (2007)
- Ensayo de tensión indirecta (IDT, indirect tensile test): Ensayo de tipo estático
definido en la norma AASHTO T 322-03 “Determining the Creep Compliance and
Strength of Hot-Mix Asphalt (HMA) Using the Indirect Tensile Test Device”
(AASHTO 2006).

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
130
Fig. 2.45. Ensayo de tensión indirecta. Department of Transportation (2007)
Utilizando equipos IDT y SST, se realizan varios ensayos para lograr de esta manera una serie de
predicciones del comportamiento de la mezcla.
En el nivel 2 se realizan ensayos para verificar la idoneidad de la mezcla en relación con los
aspectos en servicio. En particular, se examina el comportamiento frente a las deformaciones
permanentes, la fatiga y la fisuración térmica.
En este nivel, el proyectista define los niveles de deterioro admisibles: porcentaje de superficie
fisurada por fatiga, profundidad de huella y numero de fisuras por retracci6n termica. Se
sugieren como valores aceptables los de 10 mm de profundidad de huella y 10% de superficie
fisurada por fatiga.
En función de los datos metereológicos, el método determina las denominadas temperaturas
efectivas, una media para la resistencia a la fatiga y otra alta para la resistencia a la deformación
plastica. La metodología SUPERPAVE estima la resistencia a la fatiga mediante procedimientos
empiricos basados en los resultados de los ensayos de cizallamiento a altura constante o de
tracción directa.
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
131
3.3.3. Nivel Avanzado
Incluye la totalidad de los pasos realizados en los niveles anteriores, pero se realizan pruebas
adicionales con equipos de ensayo de corte SST y de tensión indirecta IDT, a una amplia gama
de temperaturas. Un completo análisis de la mezcla utiliza probetas confinadas SST y ofrece un
nivel de predicción del comportamiento de la misma mayor y más seguro. Utilizando la
metodología SUPERPAVE, los resultados de los ensayos de comportamiento de las mezclas
asfálticas permiten estimar con gran precisión el comportamiento del firme durante el transcurso
de su vida útil, en términos de ejes equivalentes (ESALs). De la misma manera, permite estimar
la cantidad de ejes equivalentes para alcanzar cierto nivel de resistencia al desplazamiento, a
grietas por fatiga o a grietas por bajas temperaturas.
En este nivel se mantiene el esquema de trabajo del nivel 2, pero la caracterización del diseño es
mas completa y precisa:
- Se toman varios intervalos de temperaturas dentro de un mismo año.
- Se utilizan métodos teóricos para calculo de la profundidad de las roderas que van a
ser provocadas por un determinado tráfico,.
- Se utilizan otros ensayos (carga uniaxial y carga isótropa) para un mejor
conocimiento de las deformaciones permanentes.
Asimismo, esta previsto, aunque con carácter optativo, la validación de los resultados con otros
ensayos: deformación en pista, fatiga sobre probeta prismática en flexión, retraccion termica
impedida, entre otros.
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
132
3. EVALUACIÓN EXPERIMENTAL DEL COMPORTAMIENTO
DEL FIRME FRENTE A FENÓMENOS DE FATIGA.
El comportamiento de las mezclas bituminosas es resultado de la integración de los
comportamientos de sus componentes: El refuerzo, constituido por los áridos, de naturaleza
elastoplástica, l(as capas granulares del firme muestran una respuesta no lineal y elastoplástica
dependiente del tiempo bajo las cargas dinámica generadas por el tráfico).y la matriz, constituido
por lo que podemos denominar masilla (el ligante más el polvo mineral o filler) de naturaleza
viscoelástica; por lo que la mezcla bituminosa tiene un comportamiento viscoelastoplástico.
(GARNICA, P., GÓMEZ, J.A., Y SESMA, J.A. 2002)
Los ensayos convencionales de betunes, tales como el ensayo de penetración, punto de
reblandecimiento de anillo y bola y viscosidad Saybolt-Furol (CEDEX 1992-2000) no
proporcionan propiedades fundamentales que puedan utilizarse en el dimensionamiento de
firmes, por lo que se han desarrollado numerosos ensayos para caracterizar el comportamiento
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
133
de la mezcla bituminosa en su conjunto, y que podemos agrupar en ensayos estáticos y ensayos
dinámicos.
Por último, reseñar que a comienzo de los años 90, y gracias al programa de investigación SHRP
en Estados Unidos se han realizado, como ya se ha comentado anteriormente, significativas
contribuciones para definir nuevas especificaciones en el diseño de mezclas bituminosas
(KENNEDY, W.T., HUBER G.A., HARRIGAN, ET ALL, 1994). Dentro de este programa, se
desarrolló el diseño de mezclas bituminosas mediante el método SUPERPAVE, que incluye
ensayos de tipo estático, como el de esfuerzo cortante, y de tipo dinámico, como el de tracción
indirecta. Es necesario sin embargo, tener en cuenta que se necesita bastante tiempo para realizar
el diseño de mezclas bituminosas con este método, cerca de 4 semanas MAY R. W., ANDERSON,
R. M. AND PERDOMO D. (1997), por lo que es necesario tenerlo muy en cuenta a la hora de la
planificación de las obras de extendido de MBC.
1. CARACTERIZACION DEL COMPORTAMIENTO ESTÁTICO DEL MATERIAL.
1.1. Tipos de ensayos existentes.
Podemos dividir estos ensayos en dos grandes bloques, por una parte los ensayos de
caracterización de las mezclas bituminosas, usado para predecir el funcionamiento de los firmes
y por otra los ensayos empíricos utilizados para el diseño de las mezclas asfálticas.
1.1.1. Ensayos de caracterización
Los ensayos de comportamiento estático de un material consisten básicamente en aplicar una
carga estática a una muestra y medir cómo se recupera cuando se retira la carga. Aunque estos
ensayos miden la deformación permanente de una probeta, los resultados no se correlacionan
generalmente con las medidas de deformación del firme en servicio real ya que no suele simular
ni las condiciones de contorno reales ni las cargas efectivamente aplicadas.
El ensayo más conocido es el ensayo a compresión simple o uniaxial, que es un ensayo
económico y relativamente fácil de realizar. El ensayo consiste en aplicar una tensión axial
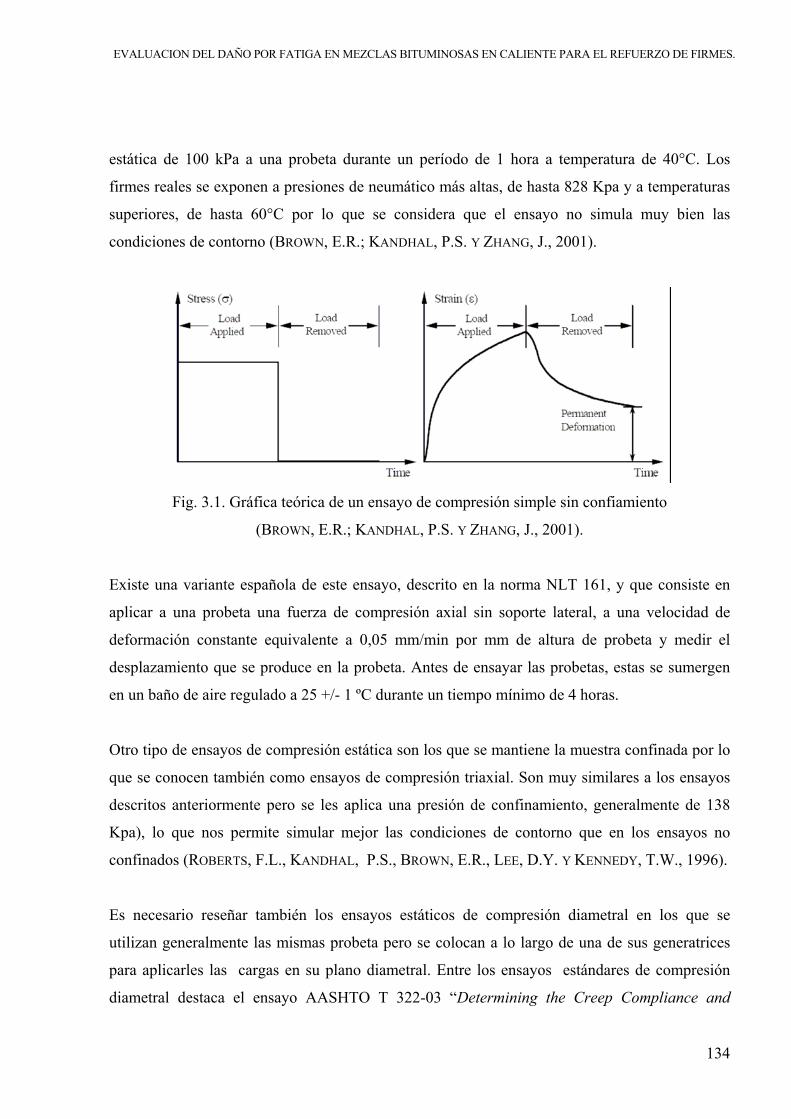
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
134
estática de 100 kPa a una probeta durante un período de 1 hora a temperatura de 40°C. Los
firmes reales se exponen a presiones de neumático más altas, de hasta 828 Kpa y a temperaturas
superiores, de hasta 60°C por lo que se considera que el ensayo no simula muy bien las
condiciones de contorno (BROWN, E.R.; KANDHAL, P.S. Y ZHANG, J., 2001).
Fig. 3.1. Gráfica teórica de un ensayo de compresión simple sin confiamiento
(BROWN, E.R.; KANDHAL, P.S. Y ZHANG, J., 2001).
Existe una variante española de este ensayo, descrito en la norma NLT 161, y que consiste en
aplicar a una probeta una fuerza de compresión axial sin soporte lateral, a una velocidad de
deformación constante equivalente a 0,05 mm/min por mm de altura de probeta y medir el
desplazamiento que se produce en la probeta. Antes de ensayar las probetas, estas se sumergen
en un baño de aire regulado a 25 +/- 1 ºC durante un tiempo mínimo de 4 horas.
Otro tipo de ensayos de compresión estática son los que se mantiene la muestra confinada por lo
que se conocen también como ensayos de compresión triaxial. Son muy similares a los ensayos
descritos anteriormente pero se les aplica una presión de confinamiento, generalmente de 138
Kpa), lo que nos permite simular mejor las condiciones de contorno que en los ensayos no
confinados (ROBERTS, F.L., KANDHAL, P.S., BROWN, E.R., LEE, D.Y. Y KENNEDY, T.W., 1996).
Es necesario reseñar también los ensayos estáticos de compresión diametral en los que se
utilizan generalmente las mismas probeta pero se colocan a lo largo de una de sus generatrices
para aplicarles las cargas en su plano diametral. Entre los ensayos estándares de compresión
diametral destaca el ensayo AASHTO T 322-03 “Determining the Creep Compliance and
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
135
Strength of Hot-Mix Asphalt (HMA) Using the Indirect Tensile Test Device” (AASHTO 2006) o
prueba de tensión indirecta.
1.1.2. Ensayos empíricos.
Los ensayos empíricos son ensayos basados en la experiencia y en la correlación de resultados
de laboratorio por lo que sus predicciones en cuanto al funcionamiento de las mezclas
bituminosas son muy limitadas, siendo necesario realizar ensayos de laboratorio adicionales.
Entre los ensayos empíricos cabe citar el ensayo Marshall, y el ensayo Hveem, ambos ya
comentados anteriormente.
1.2. Marshall.
El ensayo Marshall es un ensayo normalizado, recogido en la norma NLT-159. Como ya se ha
comentado anteriormente, el ensayo Marshall consiste en la aplicación, a una temperatura de
60ºC de una mordaza perimetral a la probeta, con una velocidad de deformación constante de
50,8 mm/min (2 pulgadas/minuto). De este ensayo obtenemos la carga de rotura o estabilidad
Marshall (KN) y el acortamiento diametral hasta rotura o deformación Marshall (mm).
Sus principales ventajas son:
• Muy extendido, conocido, uso estandarizado para el diseño de mezclas.
• El procedimiento del ensayo está estandarizado.
• El equipo se encuentra disponible en la mayoría de los laboratorios.
• Fácil de implementar y el tiempo del ensayo es muy corto.
Sus principales inconvenientes son:
• Es un ensayo basado en la experiencia y en la correlación de resultados de laboratorio y
sus predicciones en cuanto a funcionamiento son muy limitadas, siendo necesario, en la
mayoría de los casos de otros ensayos de laboratorio adicionales.
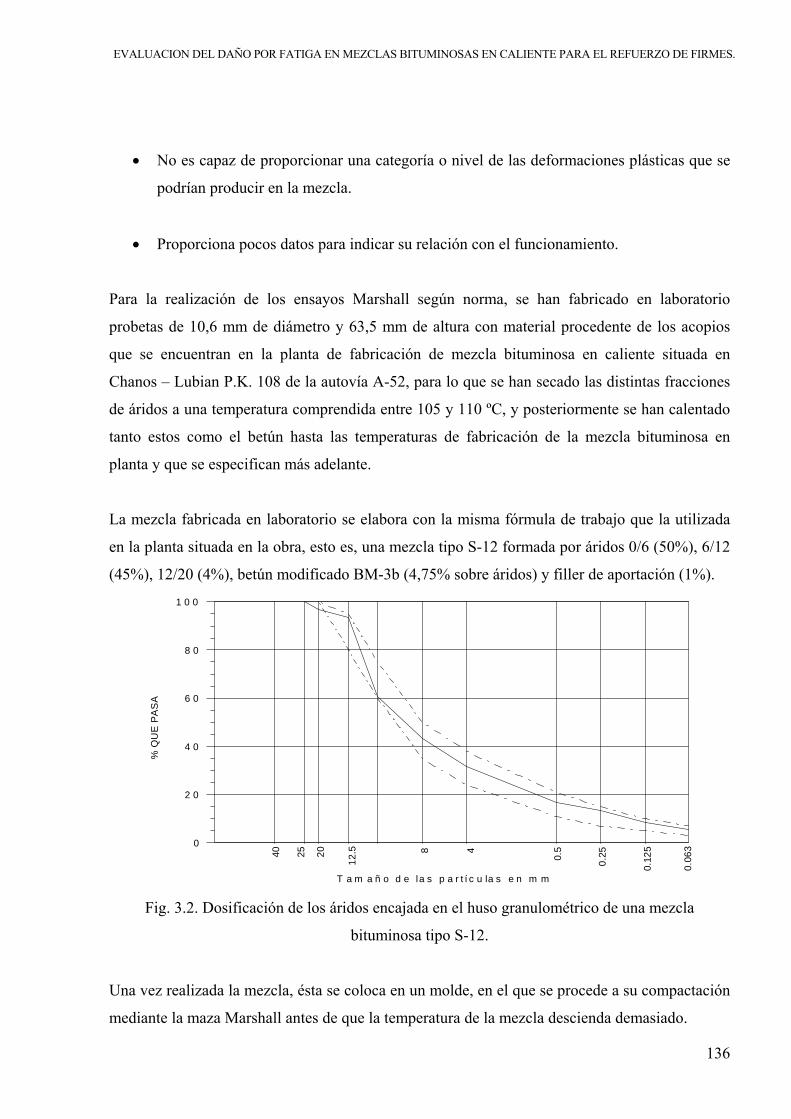
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
136
• No es capaz de proporcionar una categoría o nivel de las deformaciones plásticas que se
podrían producir en la mezcla.
• Proporciona pocos datos para indicar su relación con el funcionamiento.
Para la realización de los ensayos Marshall según norma, se han fabricado en laboratorio
probetas de 10,6 mm de diámetro y 63,5 mm de altura con material procedente de los acopios
que se encuentran en la planta de fabricación de mezcla bituminosa en caliente situada en
Chanos – Lubian P.K. 108 de la autovía A-52, para lo que se han secado las distintas fracciones
de áridos a una temperatura comprendida entre 105 y 110 ºC, y posteriormente se han calentado
tanto estos como el betún hasta las temperaturas de fabricación de la mezcla bituminosa en
planta y que se especifican más adelante.
La mezcla fabricada en laboratorio se elabora con la misma fórmula de trabajo que la utilizada
en la planta situada en la obra, esto es, una mezcla tipo S-12 formada por áridos 0/6 (50%), 6/12
(45%), 12/20 (4%), betún modificado BM-3b (4,75% sobre áridos) y filler de aportación (1%).
0
2 0
4 0
6 0
8 0
1 0 0
% Q
UE
PA
SA
T a m a ñ o d e la s p a r t í c u la s e n m m
40 25 20
12.5 8 4
0.5
0.25
0.12
5
0.06
3
Fig. 3.2. Dosificación de los áridos encajada en el huso granulométrico de una mezcla
bituminosa tipo S-12.
Una vez realizada la mezcla, ésta se coloca en un molde, en el que se procede a su compactación
mediante la maza Marshall antes de que la temperatura de la mezcla descienda demasiado.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
137
Una vez fabricadas las probetas, se determina su densidad aparente mediante una balanza
hidrostática y con ella y los pesos específicos de los materiales utilizados se calcula la porosidad
(huecos en mezcla) y los huecos en áridos de dichas probetas.
Una vez fabricadas las probetas, para realizar el ensayo, estas se calientan a una temperatura de
60 ± 1 ºC manteniéndolas en una estufa durante al menos 2 horas, y se colocan posteriormente
en la prensa Marshall, en la que se aplica una carga creciente a la probeta, con una velocidad de
deformación constante de 50,8 mm/min (2 pulgadas/minuto), hasta que se produce la rotura,
definida por la carga máxima obtenida que se define como estabilidad Marshall (KN),
midiéndose también el acortamiento diametral hasta rotura o deformación Marshall (mm).
Por lo que se refiere a la procedencia de los materiales hay que significar:
- En cuanto a los áridos, los tamaños 6/12 y 12/20 son cuarcitas de machaqueo
procedentes de la cantera de San Juan del Rio, en la provincia de Ourense, mientras
que las arenas proceden de Verín y dado que tienen exceso de finos, se mezcla al 50%
con 0/6 lavado procedente de la cantera existente en Camarzana de Tera en la
provincia de Zamora para bajar dicha proporción de finos. Todos los áridos poseen
certificado CEE.(UNE-EN 13043. Áridos para mezclas bituminosas).
- En cuanto al betún modificado, es tipo BM-3b y procede de la planta que la empresa
Productos Bituminosos de Galicia tiene en Feá, provincia de Ourense, y tiene las
siguientes características según los ensayos realizados en laboratorio:
ENSAYO NORMA RESULTADO
Contenido de agua NLT 123 0.0 % en peso
Penetración a 25 ºC, 100 g, 5 s NLT 124 68 x 0,1 mm
Punto de reblandecimiento (Anillo y bola) NLT 125 66.6 ºC
Ductilidad (5ºC, velocidad 5 cm/min) NLT 126 102 cm
Indice de penetración NLT 181 3.1
Punto de fragilidad Fraas NLT 182 -5 ºC
Recuperación elástica (25ºC) NLT 329 82%

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
138
- En cuanto al filler de aportación, es cemento del tipo IV, 32.5
Por lo que se refiere a la fabricación en obra de la mezcla, se observa que:
- La planta de fabricación es de tipo discontinuo (dosificación por amasadas), marca
“Marini” del año 92 y una producción de 120 Tn/h, con cinco tolvas, y como
características principales de la fabricación de la mezcla hay que resaltar que el
tiempo de envuelta de los componentes es de 25 s por tongada, la temperatura del
betún es de 160ºC, la de los áridos 170 –175ºC y se utilizan cribas de 20, 14, 7 y 4
mm.
- El transporte se realiza con ayuda de camiones con bañera basculante, y siempre a
distancias inferiores a 25 Km para evitar el enfriamiento de la mezcla antes de su
extendido.
- La extensión de la mezcla se realiza mediante extendedora marca Titan, montada
sobre orugas, modelo 325, que trabaja a carril completo, precompactando la mezcla
bituminosa con el “tamper” o pisón vertical y extendiendola uniformemente con
ayuda de la viga maestra.
- La compactación se realiza primeramente con un rodillo liso marca Lebrero, modelo
VTA 90, de un peso de 9 Tn y posteriormente con un rodillo de neumáticos marca
ABG-PT 240 R, compuesto por 9 ruedas hinchadas a una presión de 6 kg/cm2,
lastrado a 18 Tn con el que se realizan de 6 a 7 pasadas dobles.
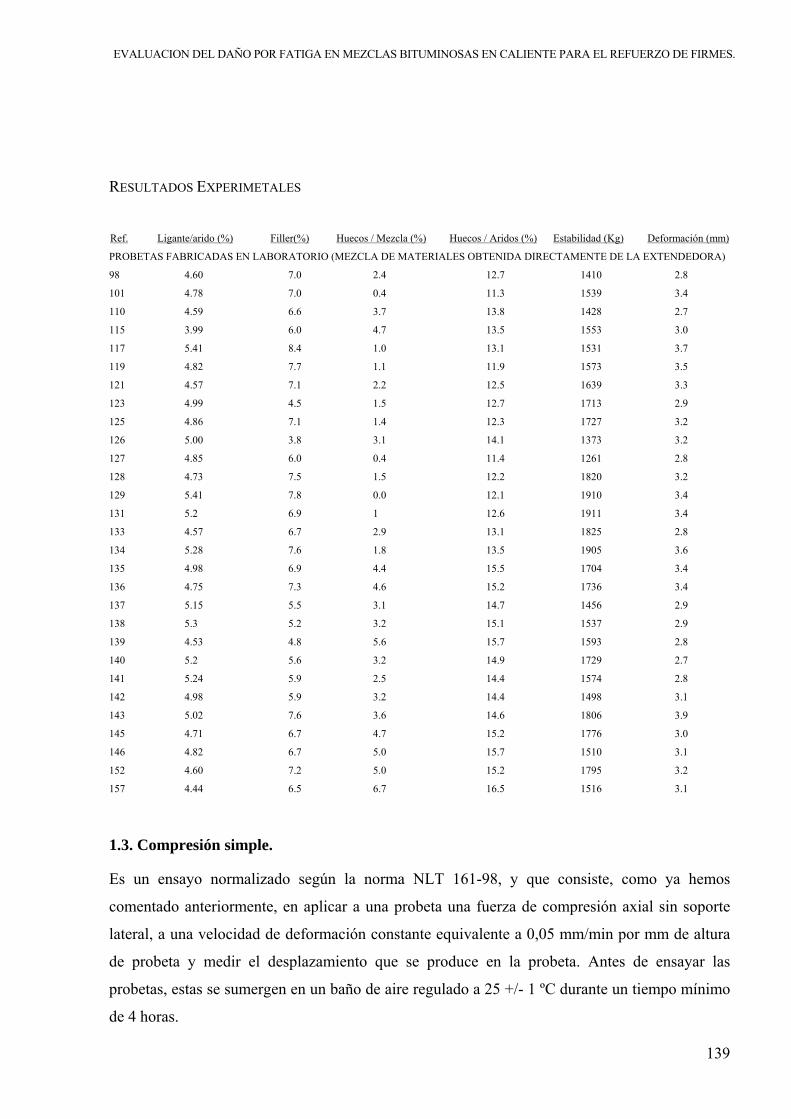
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
139
RESULTADOS EXPERIMETALES
Ref. Ligante/arido (%) Filler(%) Huecos / Mezcla (%) Huecos / Aridos (%) Estabilidad (Kg) Deformación (mm)
PROBETAS FABRICADAS EN LABORATORIO (MEZCLA DE MATERIALES OBTENIDA DIRECTAMENTE DE LA EXTENDEDORA)
98 4.60 7.0 2.4 12.7 1410 2.8
101 4.78 7.0 0.4 11.3 1539 3.4
110 4.59 6.6 3.7 13.8 1428 2.7
115 3.99 6.0 4.7 13.5 1553 3.0
117 5.41 8.4 1.0 13.1 1531 3.7
119 4.82 7.7 1.1 11.9 1573 3.5
121 4.57 7.1 2.2 12.5 1639 3.3
123 4.99 4.5 1.5 12.7 1713 2.9
125 4.86 7.1 1.4 12.3 1727 3.2
126 5.00 3.8 3.1 14.1 1373 3.2
127 4.85 6.0 0.4 11.4 1261 2.8
128 4.73 7.5 1.5 12.2 1820 3.2
129 5.41 7.8 0.0 12.1 1910 3.4
131 5.2 6.9 1 12.6 1911 3.4
133 4.57 6.7 2.9 13.1 1825 2.8
134 5.28 7.6 1.8 13.5 1905 3.6
135 4.98 6.9 4.4 15.5 1704 3.4
136 4.75 7.3 4.6 15.2 1736 3.4
137 5.15 5.5 3.1 14.7 1456 2.9
138 5.3 5.2 3.2 15.1 1537 2.9
139 4.53 4.8 5.6 15.7 1593 2.8
140 5.2 5.6 3.2 14.9 1729 2.7
141 5.24 5.9 2.5 14.4 1574 2.8
142 4.98 5.9 3.2 14.4 1498 3.1
143 5.02 7.6 3.6 14.6 1806 3.9
145 4.71 6.7 4.7 15.2 1776 3.0
146 4.82 6.7 5.0 15.7 1510 3.1
152 4.60 7.2 5.0 15.2 1795 3.2
157 4.44 6.5 6.7 16.5 1516 3.1
1.3. Compresión simple.
Es un ensayo normalizado según la norma NLT 161-98, y que consiste, como ya hemos
comentado anteriormente, en aplicar a una probeta una fuerza de compresión axial sin soporte
lateral, a una velocidad de deformación constante equivalente a 0,05 mm/min por mm de altura
de probeta y medir el desplazamiento que se produce en la probeta. Antes de ensayar las
probetas, estas se sumergen en un baño de aire regulado a 25 +/- 1 ºC durante un tiempo mínimo
de 4 horas.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
140
Sus principales ventajas son:
• El ensayo es fácil de desempeñar.
• Información muy técnica.
• Muy extendido y conocido.
• El equipo está generalmente disponible en muchos laboratorios.
Sus principales inconvenientes son:
• La temperatura y el esfuerzo aplicado en el laboratorio debe ser muy similar al que
presenta el firme en condiciones reales.
• Estos ensayos no producen un fallo o rotura clara en las probetas utilizadas.
• Restringe la temperatura de ensayo y los niveles de carga, no simula condiciones reales.
• Predice el funcionamiento, siendo cuestionable.
• No simula el fenómeno dinámico real.
Se han realizado ensayos de compresión simple en los laboratorios que tiene el Área de Ciencia
de los Materiales e Ingeniería Metalúrgica de la Universidad de Salamanca en la Escuela
Politécnica Superior de Zamora, Campus Viritato. Para realizar dichos ensayos, se ha utilizado
una máquina universal, de la marca MTS (Material Test System), modelo 810 unida a una
unidad de control Hydraulic Power, y controlada por el software modelo 793.00.
Fig. 3.3. Máquina Universal utilizada para la realización de los ensayos

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
141
El ensayo de compresión simple se ha realizado sobre probetas – testigo, (es decir, obtenidas
directamente de la mezcla bituminosa extendida en obra mediante extracción por medio de corte
con una sonda rotativa), en control de desplazamientos, a una temperatura de ensayo de 25ºC,
una humedad aproximada del 43% y con un tiempo de adquisición de datos de 0,03 sg.
Fig. 3.4. Extracción de testigos de la calzada.
La velocidad de aplicación de las cargas que se ha utilizado en el presente ensayo de compresión
axial sin soporte lateral, es, según la norma NLT 161, una velocidad de deformación constante
equivalente a 0,05 mm/min por mm de altura de probeta. Asimismo, antes de ensayar las
probetas, han permanecido a una temperatura constante de 25 +/- 1 ºC durante un tiempo
mínimo de 4 horas.
A continuación se reflejan los datos de los ensayos realizados y las gráficas obtenidas para los
tres testigos ensayados:
Espesor probeta –
testigo
(mm)
Diámetro probeta –
testigo
(mm)
Denominación
probeta – testigo
Fecha
ensayo
Inicial Final Inicial Final
Velocidad
ensayo
(mm/m)
MBC 45 24/11/06 37,5 26,8 100 123,4 1,873
MBC 41 24/11/06 37,3 31,2 100 124,8 1,871
MBC 42 24/11/06 36,5 33,6 100 120,5 1,825
Tabla 3.1 Ensayos a compresión simple.
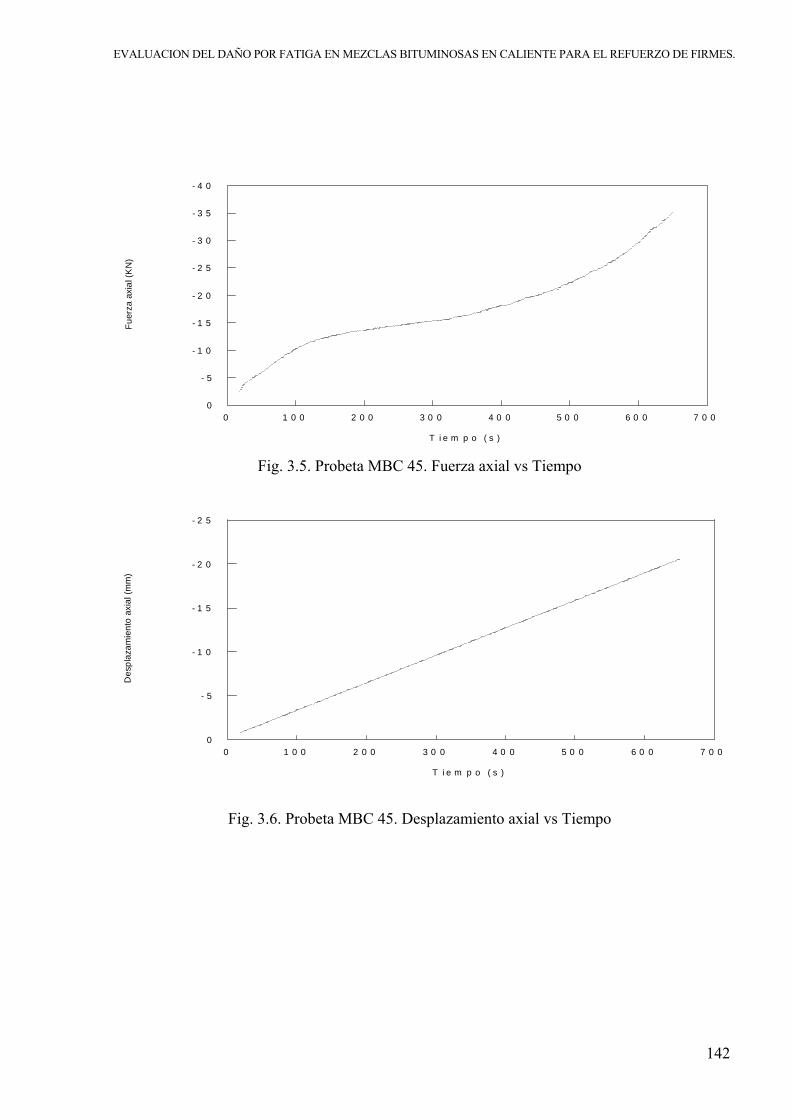
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
142
- 4 0
- 3 5
- 3 0
- 2 5
- 2 0
- 1 5
- 1 0
- 5
00 1 0 0 2 0 0 3 0 0 4 0 0 5 0 0 6 0 0 7 0 0
Fuer
za a
xial
(KN
)
T i e m p o ( s ) Fig. 3.5. Probeta MBC 45. Fuerza axial vs Tiempo
- 2 5
- 2 0
- 1 5
- 1 0
- 5
00 1 0 0 2 0 0 3 0 0 4 0 0 5 0 0 6 0 0 7 0 0
Des
plaz
amie
nto
axia
l (m
m)
T i e m p o ( s )
Fig. 3.6. Probeta MBC 45. Desplazamiento axial vs Tiempo

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
143
- 3 0
- 2 5
- 2 0
- 1 5
- 1 0
- 5
00 1 0 0 2 0 0 3 0 0 4 0 0 5 0 0 6 0 0 7 0 0
Fuer
za A
xial
(KN
)
T i e m p o ( s ) Fig. 3.7. Probeta MBC 41. Fuerza axial vs Tiempo
- 2 0
- 1 5
- 1 0
- 5
00 1 0 0 2 0 0 3 0 0 4 0 0 5 0 0 6 0 0 7 0 0
Des
plaz
amie
nto
axia
l (m
m)
T i e m p o ( s ) Fig. 3.8. Probeta MBC 41. Desplazamiento axial vs Tiempo

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
144
0
5
1 0
1 5
2 0
2 5
0 1 0 0 2 0 0 3 0 0 4 0 0 5 0 0 6 0 0
Fuer
za a
xial
(KN
)
T i e m p o ( s ) Fig. 3.9. Probeta MBC 42. Fuerza axial vs Tiempo
0
5
1 0
1 5
0 1 0 0 2 0 0 3 0 0 4 0 0 5 0 0 6 0 0
Des
plaz
amie
nto
axia
l (m
m)
T i e m p o ( s ) Fig. 3.10. Probeta MBC 42. Desplazamiento axial vs Tiempo
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
145
2. EVALUACIÓN DEL COMPORTAMIENTO DINÁMICO DEL MATERIAL
EXISTENTE.
Como se ha visto, el comportamiento mecánico de las mezclas bituminosas no depende sólo de
la magnitud de las tensiones soportadas, sino que también depende de la forma de aplicación, en
particular de la temperatura y de la velocidad de aplicación. (Es decir de la Reología de la
mezcla).
Es importante conocer el comportamiento del firme durante su vida de servicio para llevar a
cabo un buen diseño del mismo, que permita posteriormente un mantenimiento adecuado y
optimizar de esta forma la inversión a realizar, por lo que se utilizan dinámicos ya que describen
mucho mejor el comportamiento de un firme en servicio, en particular las deformaciones
plásticas acumuladas, que las pruebas de tipo estático (BROWN, E.R.; KANDHAL, P.S. Y ZHANG,
J. 2001).
Por lo tanto, uno de los mayores desafíos de la ingeniería de firmes es desarrollar modelos de
respuesta de los materiales que se utilizan para su construcción, y que estos describan lo más
fielmente posible el comportamiento real de los mismos durante la vida en servicio de la
carretera.
No obstante, es necesario tener en cuenta, que muchas de las condiciones de contorno a las que
está sometido el firme en servicio no se pueden reproducir fácilmente en laboratorio como son:
1. Las cargas del tráfico real, de diferentes magnitudes y aleatoriamente aplicadas.
2. El efecto de los períodos de carga y tiempos muertos (sin solicitación).
3. Las condiciones climáticas locales.
4. La dependencia del deterioro del tiempo y de la temperatura
5. Las interacciones entre los distintos tipos de deterioros.
Además de todo esto, existe la variabilidad inherente a los materiales del firme, ya que estos no
son absolutamente homogéneos, así como un desconocimiento de las futuras cargas de tráfico y
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
146
de los factores ambientales; ya que lo único con lo que se puede contar es con pronósticos más o
menos ajustados, por lo que no se puede realizar con precisión una predicción de la respuesta de
los materiales y del comportamiento del firme, por lo que deben aplicarse ajustes y técnicas
estadísticas de probabilidades. Por todo esto, actualmente se están buscando métodos de ensayo
para determinar los valores de diferentes parámetros que permitan tener en cuenta los modelos
de análisis no lineal.
2.1. Ensayos normalizados.
Los ensayos dinámicos consisten básicamente en aplicar una determinada carga repetidamente a
una serie de frecuencias determinadas en un período del tiempo.
Los datos que se pueden obtener de este tipo de ensayos varían según el periodo de tiempo de
ensayo. Así, si se realizan ensayos durante un periodo de tiempo suficientemente prolongado, a
una frecuencia fija y a una distribución de tensiones determinada, se pueden obtener datos tales
como la tensión recuperable, la deformación permanente del material y el retraso entre la
máxima tensión aplicada y la máxima deformación resultante, lo que da una idea del
comportamiento viscoso del material. A estos ensayos se les puede denominar ensayos de
repetición de cargas.
Sin embargo, si se realizan ensayos durante periodos de tiempo cortos, lo que se suele medir es
la tensión aplicada y la deformación que ésta provoca, con lo que se calcula el módulo dinámico
y el ángulo de desfase tensión – deformación. Por tanto, a estos ensayos se les puede denominar
ensayos de caracterización del módulo dinámico y del ángulo de desfase.
Todos los ensayos dinámicos se pueden realizar a diversas temperaturas y cargas, utilizando
diferentes frecuencias (p.e. 1, 5, y 10 Hz) y diferentes secuencias de aplicación las cargas . Así
se suelen utilizar secuencias de aplicación de cargas senoidales, aunque también es frecuente, en
el caso de ensayos prolongados, utilizar pulsos cortos seguidos por un periodo de descanso.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
147
En lo que se refiere a los ensayos de repetición de cargas, si se representa la deformación
acumulada permanente frente al tiempo (fig 3.11) se puede trazar una curva característica que se
puede dividir en tres partes bien diferenciadas. Identificamos de esta forma tres tipos de
deformación diferentes en el material.
Fig. 3.11. Curva teórica deformación acumulada vs número de ciclos
En la zona de deformación secundaria la relación entre la deformación y el número de ciclos es
lineal, y el volumen de la probeta aumenta, mientras que en la zona terciaria la relación ya no es
lineal, y el volumen de la probeta es constante. Podemos llamar número del flujo al número de
ciclos de carga en el que comienza la zona de deformación terciaria, y se utiliza para identificar
la zona de trabajo en la que potencialmente se pueden formar roderas en la mezcla bituminosa.
En lo que se refiere a ensayos de caracterización del módulo dinámico y del ángulo de desfase,
resaltar que según BROWN, E.R.; KANDHAL, P.S. Y ZHANG, J. (2001), se suelen realizar a varias
frecuencias durante periodos de 30 – 45 segundos, para evaluar la evolución del módulo
dinámico y el ángulo de desfase con estas dos variables. Este tipo de ensayos son más delicados
a la hora de realizarlos que los de repetición de cargas ya que se requiere una gran precisión en la
medida de los datos de deformación.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
148
Dentro de los ensayos dinámicos podemos distinguir:
- Ensayos sin confinamiento de la probeta, que son los más sencillos porque en ellos no
se aplica ninguna presión de confinamiento a la probeta, tan solo se aplica una fuerza
axial sobre la misma. Las medidas recomendables son 100 mm de diámetro por el
doble de altura, aunque, según BROWN, E.R.; KANDHAL, P.S. Y ZHANG, J. (2001) se
pueden utilizar alturas de probeta menores con éxito.
- Ensayos con confinamiento de la probeta, que son más complejos, ya que se aplica
una presión lateral a la probeta, pero permite simular unas condiciones de contorno
más parecidas a las que está sometida la mezcla en el terreno. Las probetas utilizadas
se recomienda, como en el caso anterior, de 100 mm de diámetro y el doble de altura,
y también según BROWN, E.R.; KANDHAL, P.S. Y ZHANG, J. (2001) se pueden
utilizar alturas de probeta menores con éxito.
- Ensayos con aplicación diametral de la carga. En ellos, la probeta se coloca a lo largo
de una de sus generatrices para aplicarles las cargas en su plano diametral. En estos
ensayos, BROWN, E.R.; KANDHAL, P.S. Y ZHANG, J. (2001), consideran que el único
estado de tensiones uniformes durante la realización del ensayo es el que se encuentra
a lo largo del diámetro vertical del espécimen, el resto de los estados de tensiones no
son uniformes y dependen de la forma de la probeta, por lo que a altas temperaturas
o a cargas elevadas, la deformación permanente produce cambios en la forma de la
probeta que afectan al estado de tensiones y por tanto a los datos obtenidos.
- Ensayos a esfuerzo cortante, en los que se aplica repetidamente una tensión de corte a
una probeta cargada axialmente, midiéndose tanto la deformación axial como la
deformación producida por el esfuerzo cortante aplicado. Se ha demostrado que
existe una alta variabilidad de los datos obtenidos con este tipo de ensayos. (BROWN,
E.R.; KANDHAL, P.S. Y ZHANG, J. 2001).

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
149
Ensayos en pista de laboratorio, que miden la deformación permanente que produce una rueda de
pequeño tamaño al pasar varias veces sobre una probeta, correlacionado de esta forma dicha
deformación con la que se produce realmente en el firme.
Entre los ensayos dinámicos estándares se pueden citar los ensayos AASHTO T 320
“Determining the Permanent Shear Strain and Stiffness of Asphalt Mixtures Using the
Superpave Shear Tester (SST)”, (AASHTO 2006), ASTM D 4123: “Indirect Tension Test for
Resilient Modulus of Bituminous Mixtures”, ASTM D 3497: “Standard Test Method for
Dynamic Modulus of Asphalt Mixtures” (ASTM 2006), NLT 173 “Resistencia a la deformación
plástica de las mezclas bituminosas mediante la pista de ensayo de laboratorio.” CEDEX (1992-
2000).
2.2. Propuesta de nuevos ensayos.
Originalmente, debido a las limitaciones de los modelos existentes entonces, la relación entre el
esfuerzo y la deformación se representaba con el módulo elástico. Sin embargo, debido a la
naturaleza viscoelástica de los materiales asfálticos, se considera mucho más apropiado el uso
del módulo dinámico (MONISMITH, C.L. ET AL 1988)
Con los ensayos de caracterización del módulo dinámico y del ángulo de desfase se evalúa la
relación existente entre tensión y deformación de los testigos sometidos a un espectro de cargas
sinusoidales continuas.
En los materiales viscoelásticos lineales a la relación entre tensión y deformación viene definida
por un número complejo, E* llamado “módulo complejo”:
E* = |E*| cosφ + i |E*| senφ
siendo |E*| el llamado módulo dinámico y φ el ángulo de desfase de la deformación(ε0) respecto
de la tensión (σ0), e “i” un número imaginario. (WITCZAK, M.W. ET AL, 2002).

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
150
Se puede apreciar, de esta forma, que el módulo complejo, E*, es realmente la suma de dos
componentes: (1) el almacén o componente elástico del módulo y (2) la pérdida o módulo
viscoso, siendo, por tanto, un indicador de las características viscosas del material evaluado.
El módulo dinámico (WITCZAK, M.W. ET AL, 2002), E*, se define como:
⏐E*⏐= σ0/ε0
siendo:
- σ0 = P0/A el esfuerzo.
- Po: máxima carga promedio durante los últimos seis ciclos
- A es el área del testigo cilíndrico.
- ε0= ⏐Δ⏐/ L la deformación por unidad.
- Δ: máxima deformación promedio durante los últimos seis ciclos.
- L: distancia entre medidas de deformación.
El ángulo de desfase φ, para cada frecuencia, se calcula (WITCZAK, M.W. ET AL, 2002):
φ = ( ti / tp ) * 360
siendo:
- ti el tiempo de retraso medio entre el ciclo de tensión y el de deformación.
- tp el tiempo medio que dura el ciclo de tensión.
Para un material elástico puro, el φ = 0, y el módulo complejo (E*) es igual al valor absoluto, o
al módulo dinámico. Para los materiales viscosos puros, φ = 90°.
El módulo dinámico se obtiene utilizando un equipo de ensayos simples para mezclas asfálticas
(Simple Perfomance Test – SPT) definido por WITCZAK, M.W. ET AL, (2002) y una probeta de
mezcla bituminosa. Para la realización del ensayo se utiliza una cámara de temperatura
controlada a unas frecuencias y cargas determinadas.
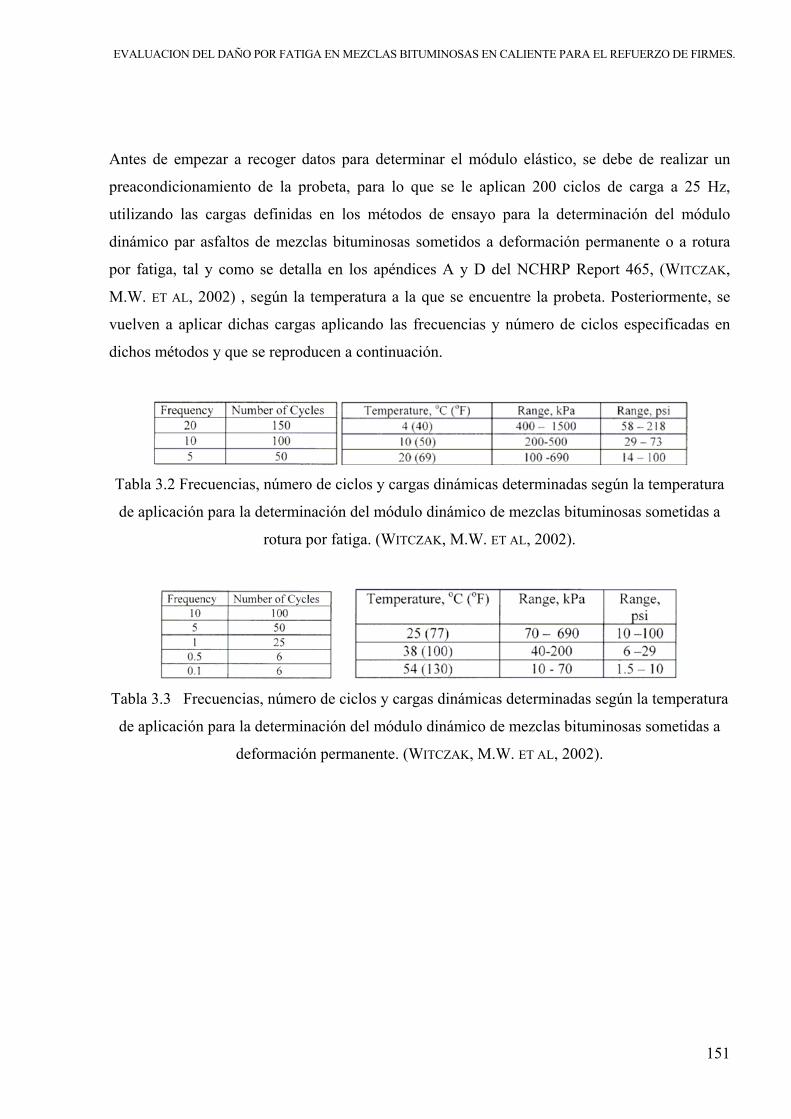
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
151
Antes de empezar a recoger datos para determinar el módulo elástico, se debe de realizar un
preacondicionamiento de la probeta, para lo que se le aplican 200 ciclos de carga a 25 Hz,
utilizando las cargas definidas en los métodos de ensayo para la determinación del módulo
dinámico par asfaltos de mezclas bituminosas sometidos a deformación permanente o a rotura
por fatiga, tal y como se detalla en los apéndices A y D del NCHRP Report 465, (WITCZAK,
M.W. ET AL, 2002) , según la temperatura a la que se encuentre la probeta. Posteriormente, se
vuelven a aplicar dichas cargas aplicando las frecuencias y número de ciclos especificadas en
dichos métodos y que se reproducen a continuación.
Tabla 3.2 Frecuencias, número de ciclos y cargas dinámicas determinadas según la temperatura
de aplicación para la determinación del módulo dinámico de mezclas bituminosas sometidas a
rotura por fatiga. (WITCZAK, M.W. ET AL, 2002).
Tabla 3.3 Frecuencias, número de ciclos y cargas dinámicas determinadas según la temperatura
de aplicación para la determinación del módulo dinámico de mezclas bituminosas sometidas a
deformación permanente. (WITCZAK, M.W. ET AL, 2002).

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
152
Fig. 3.12. Equipo de ensayo simple SPT. (WITCZAK, M.W. ET AL, 2002)
Fig. 3.13. Representación del módulo dinámico para probetas sometidas a rotura por fatiga
Es necesario hacer notar que para la realización de este tipo de ensayos conviene disponer de
personal que cuente con una dilatada experiencia. Asimismo, los equipos necesarios para realizar
estos ensayos. actualmente solamente se encuentran en laboratorios de investigación muy
selectos. Por todo ello, se puede decir, que se necesitan grandes avances en las investigaciones
para establecer ensayos de laboratorios prácticos antes de que se puedan aplicar los análisis no
lineales en el dimensionamiento de firmes.
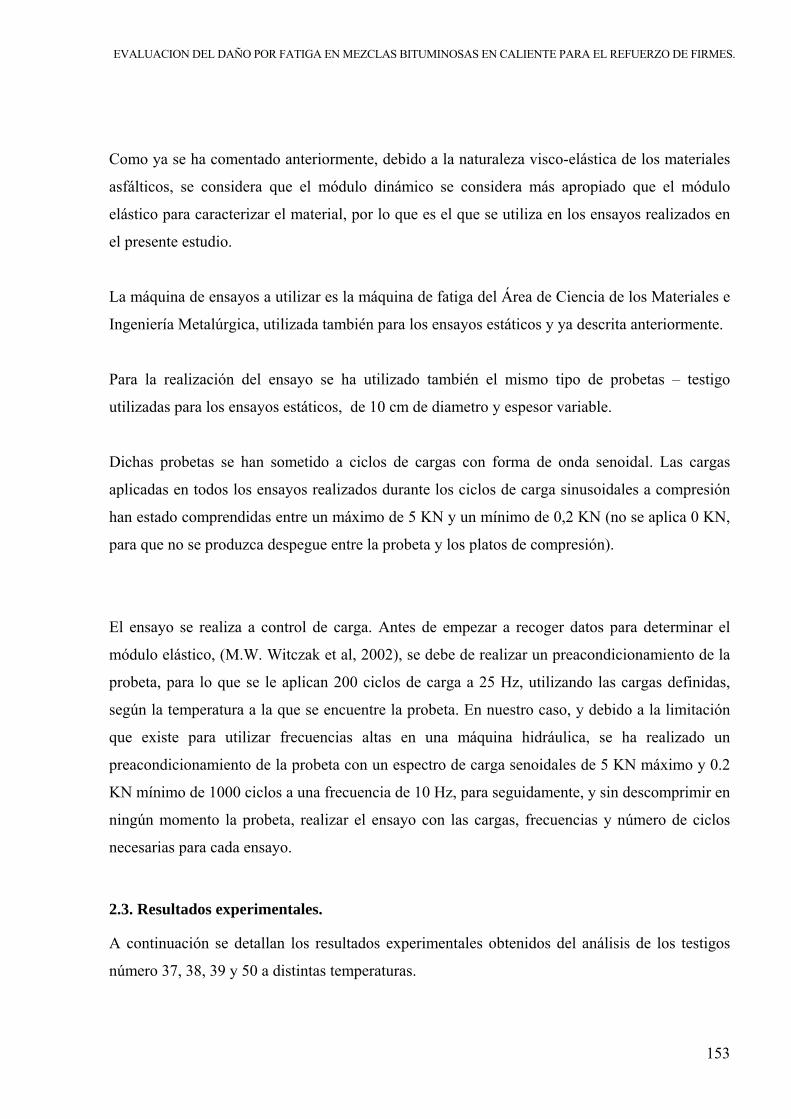
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
153
Como ya se ha comentado anteriormente, debido a la naturaleza visco-elástica de los materiales
asfálticos, se considera que el módulo dinámico se considera más apropiado que el módulo
elástico para caracterizar el material, por lo que es el que se utiliza en los ensayos realizados en
el presente estudio.
La máquina de ensayos a utilizar es la máquina de fatiga del Área de Ciencia de los Materiales e
Ingeniería Metalúrgica, utilizada también para los ensayos estáticos y ya descrita anteriormente.
Para la realización del ensayo se ha utilizado también el mismo tipo de probetas – testigo
utilizadas para los ensayos estáticos, de 10 cm de diametro y espesor variable.
Dichas probetas se han sometido a ciclos de cargas con forma de onda senoidal. Las cargas
aplicadas en todos los ensayos realizados durante los ciclos de carga sinusoidales a compresión
han estado comprendidas entre un máximo de 5 KN y un mínimo de 0,2 KN (no se aplica 0 KN,
para que no se produzca despegue entre la probeta y los platos de compresión).
El ensayo se realiza a control de carga. Antes de empezar a recoger datos para determinar el
módulo elástico, (M.W. Witczak et al, 2002), se debe de realizar un preacondicionamiento de la
probeta, para lo que se le aplican 200 ciclos de carga a 25 Hz, utilizando las cargas definidas,
según la temperatura a la que se encuentre la probeta. En nuestro caso, y debido a la limitación
que existe para utilizar frecuencias altas en una máquina hidráulica, se ha realizado un
preacondicionamiento de la probeta con un espectro de carga senoidales de 5 KN máximo y 0.2
KN mínimo de 1000 ciclos a una frecuencia de 10 Hz, para seguidamente, y sin descomprimir en
ningún momento la probeta, realizar el ensayo con las cargas, frecuencias y número de ciclos
necesarias para cada ensayo.
2.3. Resultados experimentales.
A continuación se detallan los resultados experimentales obtenidos del análisis de los testigos
número 37, 38, 39 y 50 a distintas temperaturas.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
154
1) Probeta MBC37 a una temperatura de 23±1ºC
Denominación
probeta – testigo
Fecha Espesor probeta –
testigo (mm)
Diámetro probeta –testigo
(mm)
Frecuencia
(Hz)
MBC 37-6 28-11-06 35.0 100 0,5
MBC 37-2 24-11-06 35.0 100 1
MBC 37-3 24-11-06 35.0 100 5
MBC 37-4 28-11-06 35.0 100 10
Tabla 3.4 Ensayos dinámicos probeta MBC37 a una temperatura de 23 ±1ºC.
Fig. 3.14. Probeta MBC 37 a una temperatura de 23 ±1ºC y una frecuencia de 0.5 Hz.
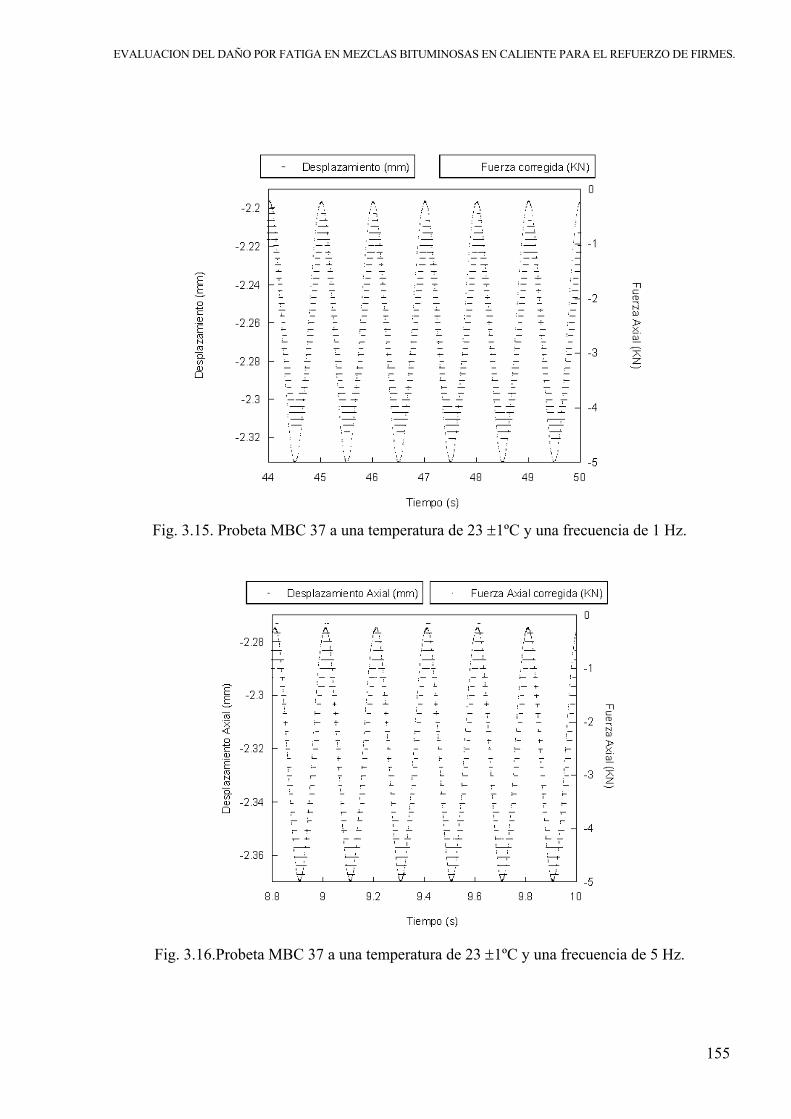
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
155
Fig. 3.15. Probeta MBC 37 a una temperatura de 23 ±1ºC y una frecuencia de 1 Hz.
Fig. 3.16.Probeta MBC 37 a una temperatura de 23 ±1ºC y una frecuencia de 5 Hz.
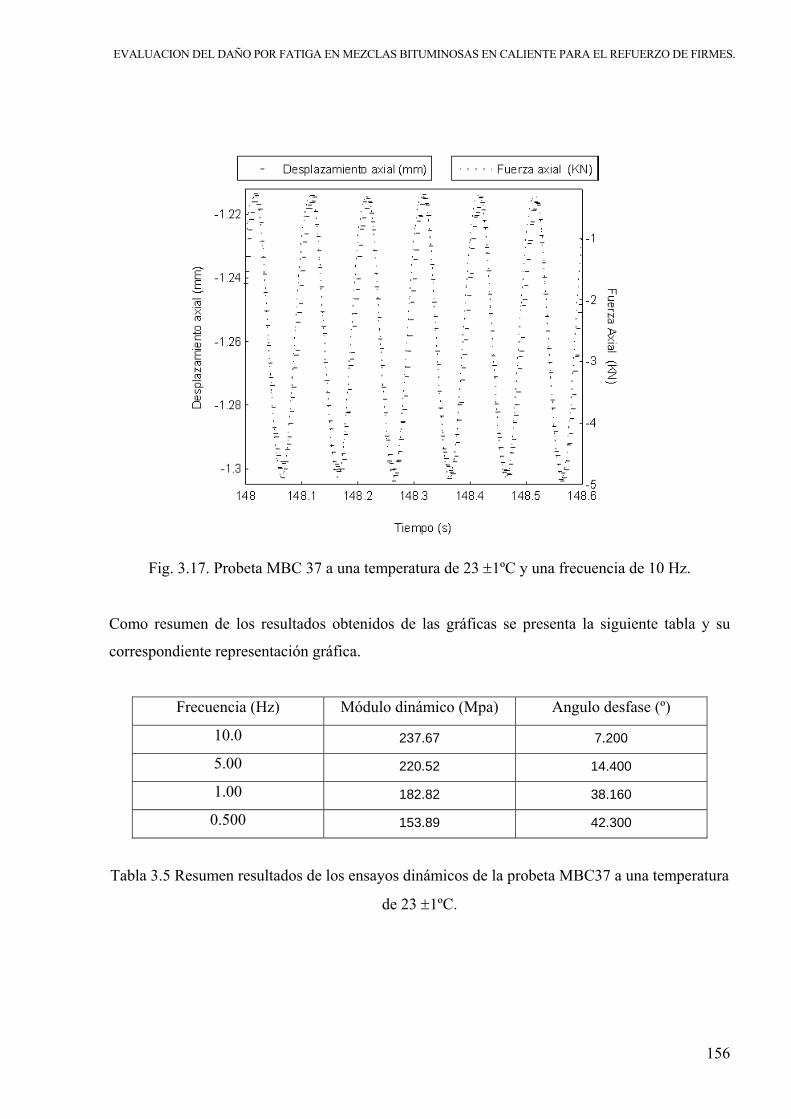
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
156
Fig. 3.17. Probeta MBC 37 a una temperatura de 23 ±1ºC y una frecuencia de 10 Hz.
Como resumen de los resultados obtenidos de las gráficas se presenta la siguiente tabla y su
correspondiente representación gráfica.
Frecuencia (Hz) Módulo dinámico (Mpa) Angulo desfase (º)
10.0 237.67 7.200
5.00 220.52 14.400
1.00 182.82 38.160
0.500 153.89 42.300
Tabla 3.5 Resumen resultados de los ensayos dinámicos de la probeta MBC37 a una temperatura
de 23 ±1ºC.
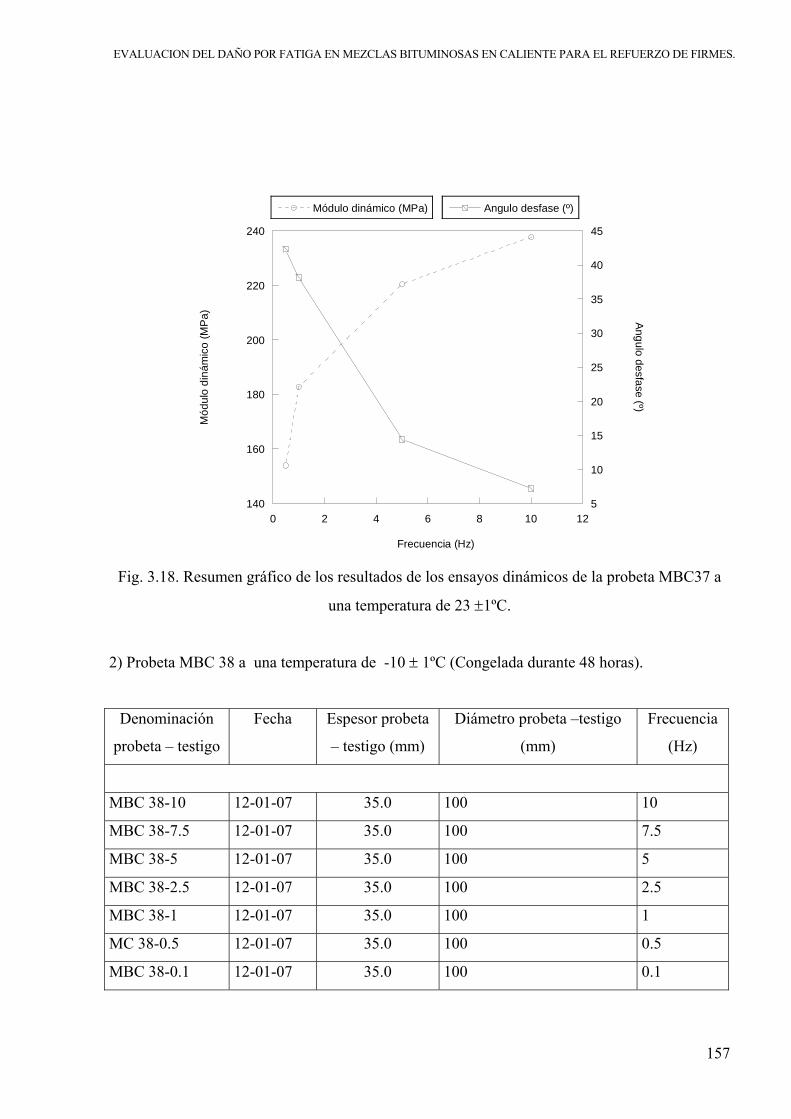
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
157
140
160
180
200
220
240
5
10
15
20
25
30
35
40
45
0 2 4 6 8 10 12
Módulo dinámico (MPa) Angulo desfase (º)M
ódul
o di
nám
ico
(MP
a) Angulo desfase (º)
Frecuencia (Hz) Fig. 3.18. Resumen gráfico de los resultados de los ensayos dinámicos de la probeta MBC37 a
una temperatura de 23 ±1ºC.
2) Probeta MBC 38 a una temperatura de -10 ± 1ºC (Congelada durante 48 horas).
Denominación
probeta – testigo
Fecha Espesor probeta
– testigo (mm)
Diámetro probeta –testigo
(mm)
Frecuencia
(Hz)
MBC 38-10 12-01-07 35.0 100 10
MBC 38-7.5 12-01-07 35.0 100 7.5
MBC 38-5 12-01-07 35.0 100 5
MBC 38-2.5 12-01-07 35.0 100 2.5
MBC 38-1 12-01-07 35.0 100 1
MC 38-0.5 12-01-07 35.0 100 0.5
MBC 38-0.1 12-01-07 35.0 100 0.1
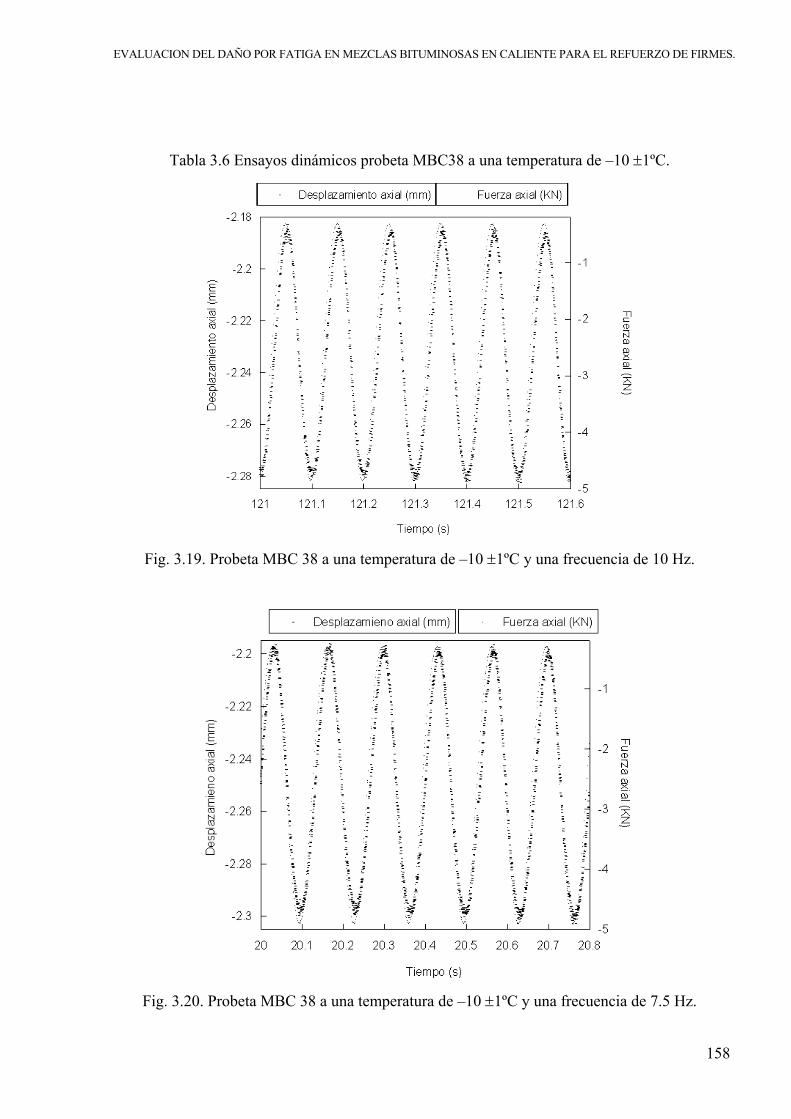
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
158
Tabla 3.6 Ensayos dinámicos probeta MBC38 a una temperatura de –10 ±1ºC.
Fig. 3.19. Probeta MBC 38 a una temperatura de –10 ±1ºC y una frecuencia de 10 Hz.
Fig. 3.20. Probeta MBC 38 a una temperatura de –10 ±1ºC y una frecuencia de 7.5 Hz.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
159
Fig. 3.21. Probeta MBC 38 a una temperatura de –10 ±1ºC y una frecuencia de 5 Hz.
Fig. 3.22. Probeta MBC 38 a una temperatura de –10 ±1ºC y una frecuencia de 2.5 Hz.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
160
Fig. 3.23. Probeta MBC 38 a una temperatura de –10 ±1ºC y una frecuencia de 1 Hz.
Probeta MBC 38 a una temperatura de –10 ±1ºC y una frecuencia de 0.5 Hz.
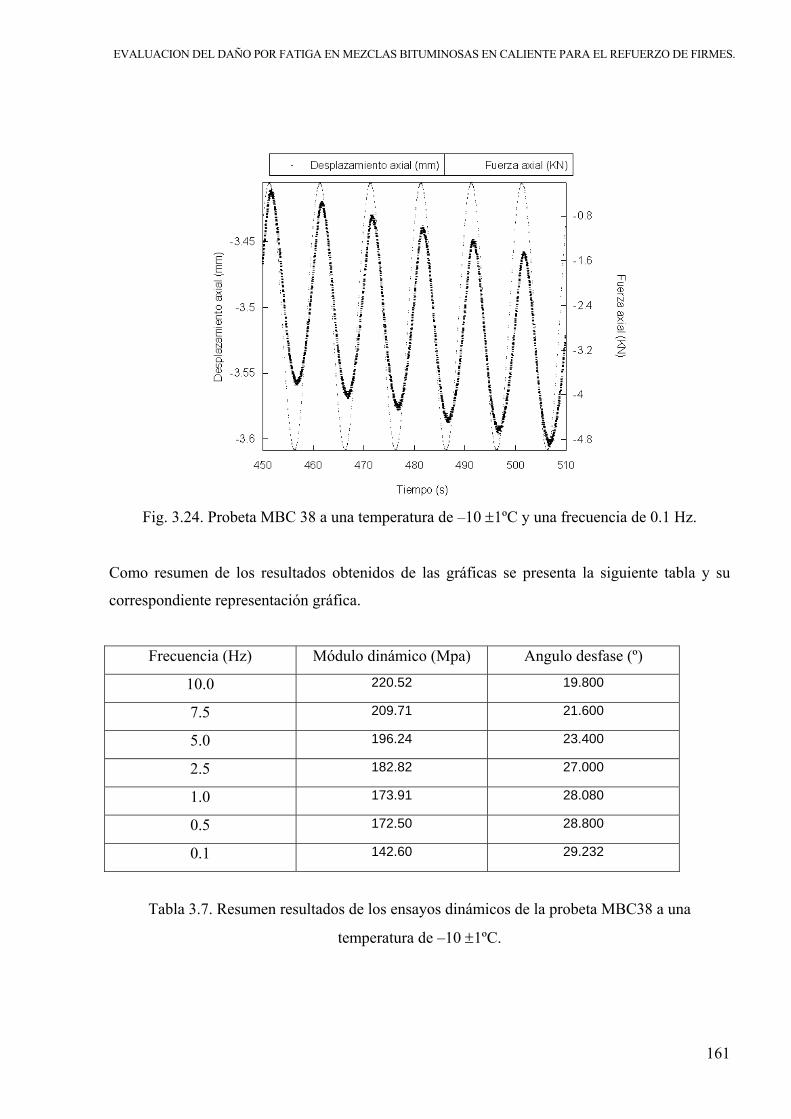
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
161
Fig. 3.24. Probeta MBC 38 a una temperatura de –10 ±1ºC y una frecuencia de 0.1 Hz.
Como resumen de los resultados obtenidos de las gráficas se presenta la siguiente tabla y su
correspondiente representación gráfica.
Frecuencia (Hz) Módulo dinámico (Mpa) Angulo desfase (º)
10.0 220.52 19.800
7.5 209.71 21.600
5.0 196.24 23.400
2.5 182.82 27.000
1.0 173.91 28.080
0.5 172.50 28.800
0.1 142.60 29.232
Tabla 3.7. Resumen resultados de los ensayos dinámicos de la probeta MBC38 a una
temperatura de –10 ±1ºC.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
162
140
160
180
200
220
240
18
20
22
24
26
28
30
0 2 4 6 8 10 12
Módulo dinámico (MPa) Angulo desfase (º)
Mód
ulo
diná
mic
o (M
Pa) A
ngulo desfase (º)
Frecuencia (Hz) Fig. 3.25. Resumen gráfico de los resultados de los ensayos dinámicos de la probeta MBC38 a
una temperatura de –10 ±1ºC.
3) Probeta MBC 39 a una temperatura de 4 ± 1ºC (En frigorífico durante 48 horas).
Denominación
probeta – testigo
Fecha Espesor probeta –
testigo (mm)
Diámetro probeta
–testigo
(mm)
Frecuencia (Hz)
MBC 39-F-10 20-12-06 54.0 100 10
MBC 39-F-7.5 20-12-06 54.0 100 7.5
MBC 39-F-5 20-12-06 54.0 100 5
MBC 39-F-2.5 20-12-06 54.0 100 2.5
MBC 39-F-1 20-12-06 54.0 100 1
MBC 39-F-0.5 20-12-06 54.0 100 0.5
MBC 39-0.1 20-12-06 54.0 100 0.1
Tabla 3.8. Ensayos dinámicos probeta MBC39 a una temperatura de 4 ±1ºC.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
163
Fig. 3.26. Probeta MBC 39 a una temperatura de 4 ±1ºC y una frecuencia de 10 Hz.
Fig. 3.27. Probeta MBC 39 a una temperatura de 4 ±1ºC y una frecuencia de 7.5 Hz.
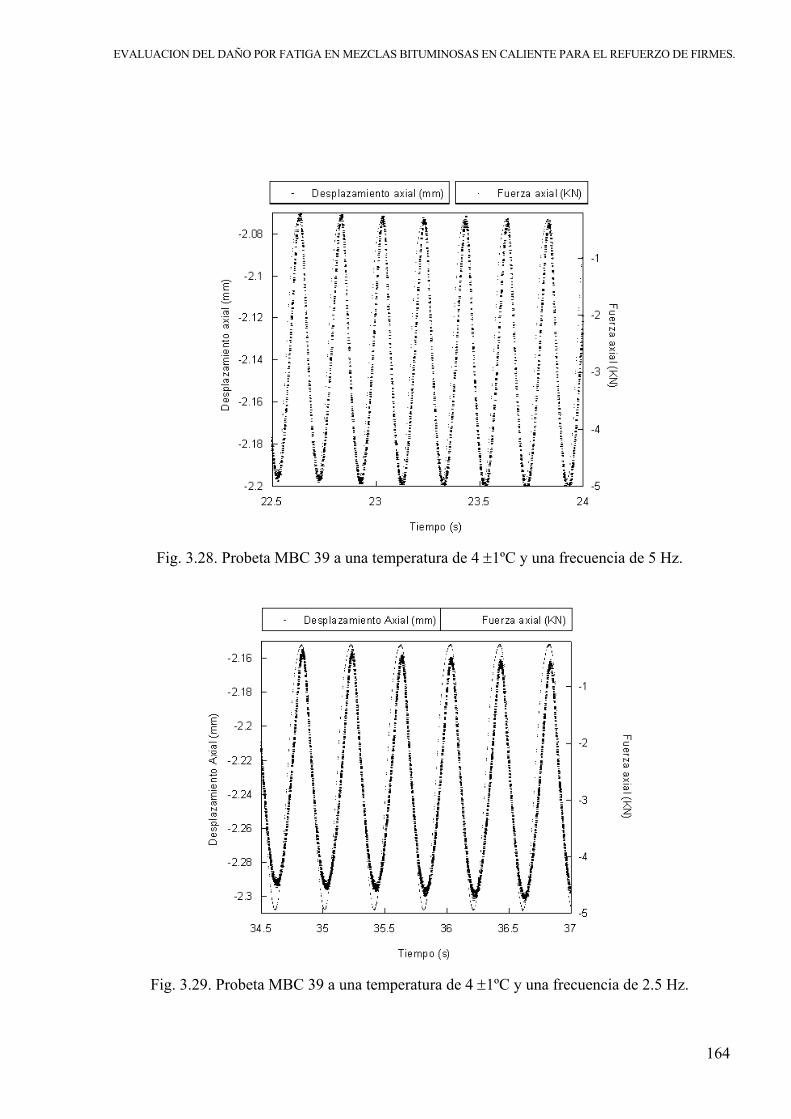
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
164
Fig. 3.28. Probeta MBC 39 a una temperatura de 4 ±1ºC y una frecuencia de 5 Hz.
Fig. 3.29. Probeta MBC 39 a una temperatura de 4 ±1ºC y una frecuencia de 2.5 Hz.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
165
Fig. 3.30. Probeta MBC 39 a una temperatura de 4 ±1ºC y una frecuencia de 1 Hz.
Fig. 3.31. Probeta MBC 39 a una temperatura de 4 ±1ºC y una frecuencia de 0.5 Hz.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
166
Fig. 3.32. Probeta MBC 39 a una temperatura de 4 ±1ºC y una frecuencia de 0.1 Hz.
Como resumen de los resultados obtenidos de las gráficas se presenta la siguiente tabla y su
correspondiente representación gráfica.
Frecuencia (Hz) Módulo dinámico (Mpa) Angulo desfase (º)
10.0 266.15 23.400
7.5 264.02 25.650
5.0 259.86 27.000
2.5 234.06 28.800
1.0 218.56 29.160
0.5 212.92 30.600
0.1 210.21 31.680
Tabla 3.9. Resumen resultados de los ensayos dinámicos de la probeta MBC39 a una
temperatura de 4 ±1ºC.
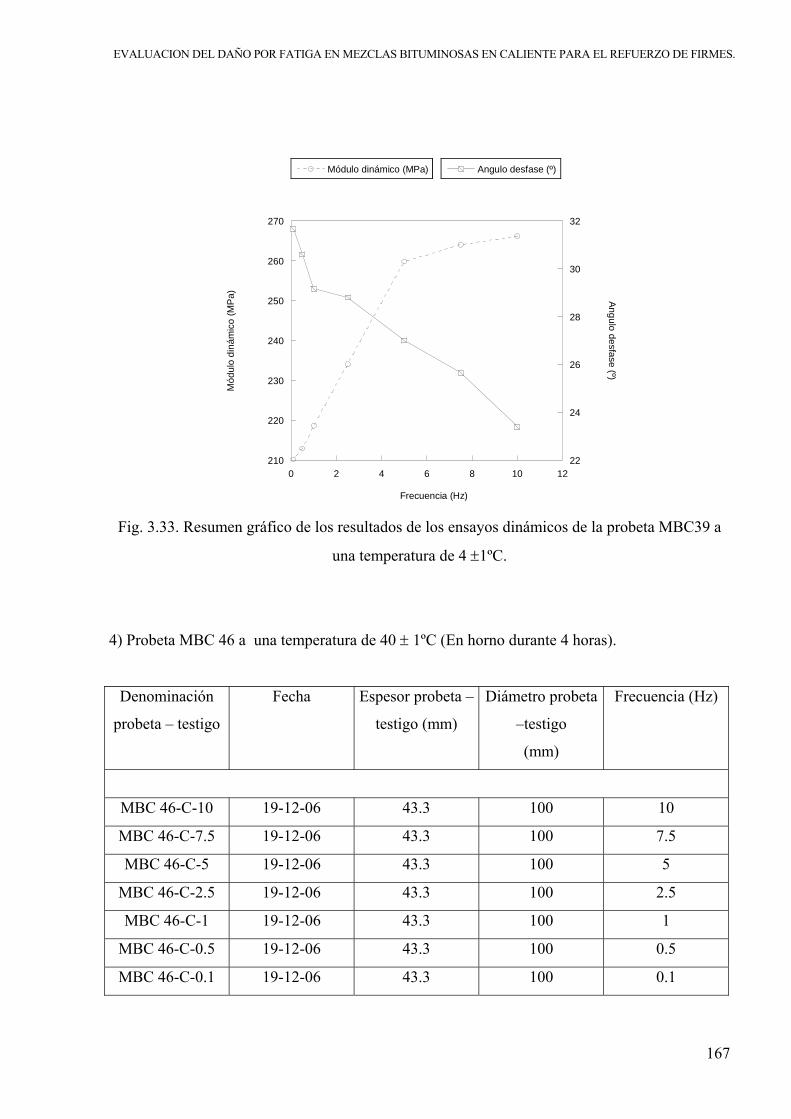
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
167
210
220
230
240
250
260
270
22
24
26
28
30
32
0 2 4 6 8 10 12
Módulo dinámico (MPa) Angulo desfase (º)
Mód
ulo
diná
mic
o (M
Pa) Angulo desfase (º)
Frecuencia (Hz) Fig. 3.33. Resumen gráfico de los resultados de los ensayos dinámicos de la probeta MBC39 a
una temperatura de 4 ±1ºC.
4) Probeta MBC 46 a una temperatura de 40 ± 1ºC (En horno durante 4 horas).
Denominación
probeta – testigo
Fecha Espesor probeta –
testigo (mm)
Diámetro probeta
–testigo
(mm)
Frecuencia (Hz)
MBC 46-C-10 19-12-06 43.3 100 10
MBC 46-C-7.5 19-12-06 43.3 100 7.5
MBC 46-C-5 19-12-06 43.3 100 5
MBC 46-C-2.5 19-12-06 43.3 100 2.5
MBC 46-C-1 19-12-06 43.3 100 1
MBC 46-C-0.5 19-12-06 43.3 100 0.5
MBC 46-C-0.1 19-12-06 43.3 100 0.1

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
168
Tabla 3.10. Ensayos dinámicos probeta MBC46 a una temperatura de 40 ±1ºC.
Fig. 3.34. Probeta MBC 46 a una temperatura de 40 ±1ºC y una frecuencia de 10 Hz.
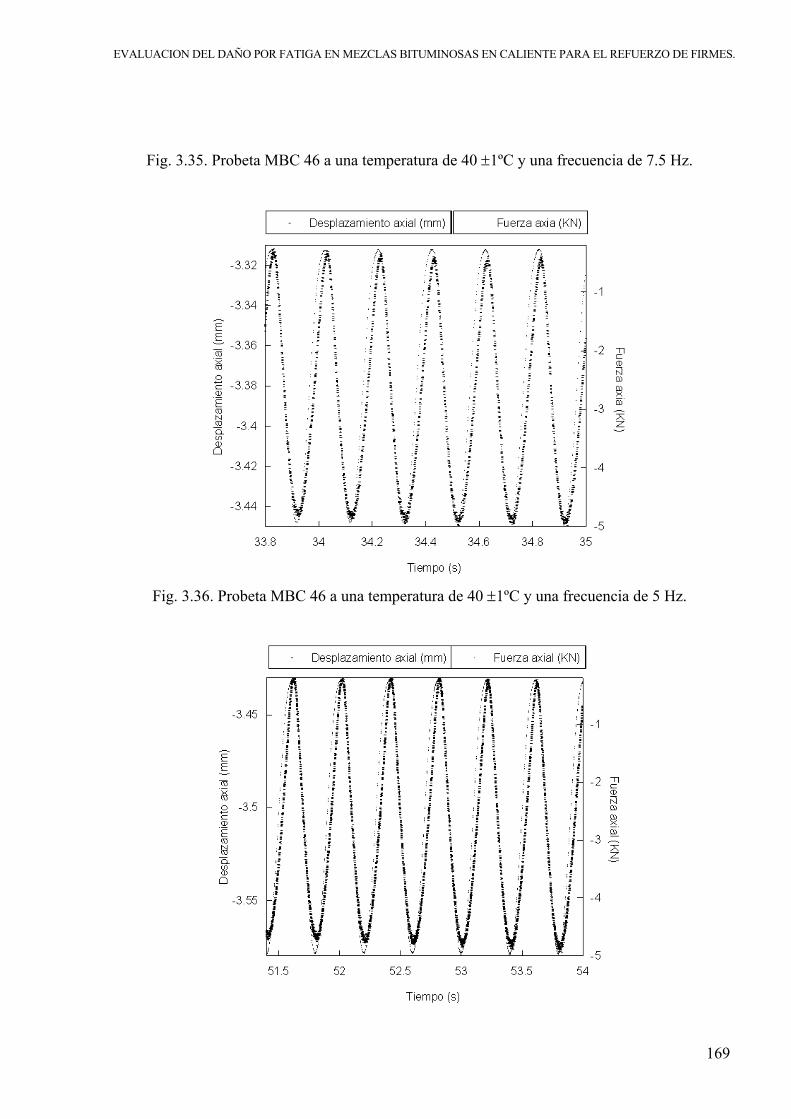
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
169
Fig. 3.35. Probeta MBC 46 a una temperatura de 40 ±1ºC y una frecuencia de 7.5 Hz.
Fig. 3.36. Probeta MBC 46 a una temperatura de 40 ±1ºC y una frecuencia de 5 Hz.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
170
Fig. 3.37. Probeta MBC 46 a una temperatura de 40 ±1ºC y una frecuencia de 2.5 Hz.
Fig. 3.38. Probeta MBC 46 a una temperatura de 40 ±1ºC y una frecuencia de 1 Hz.
Fig. 3.39. Probeta MBC 46 a una temperatura de 40 ±1ºC y una frecuencia de 0.5 Hz.
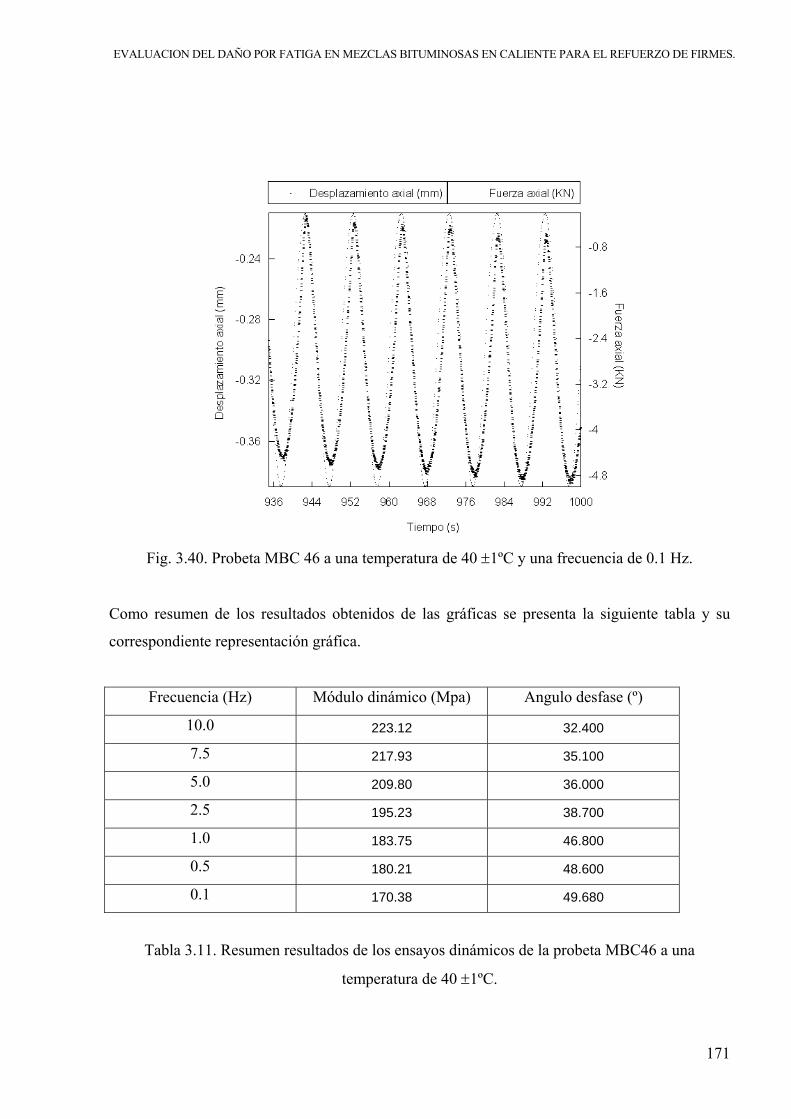
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
171
Fig. 3.40. Probeta MBC 46 a una temperatura de 40 ±1ºC y una frecuencia de 0.1 Hz.
Como resumen de los resultados obtenidos de las gráficas se presenta la siguiente tabla y su
correspondiente representación gráfica.
Frecuencia (Hz) Módulo dinámico (Mpa) Angulo desfase (º)
10.0 223.12 32.400
7.5 217.93 35.100
5.0 209.80 36.000
2.5 195.23 38.700
1.0 183.75 46.800
0.5 180.21 48.600
0.1 170.38 49.680
Tabla 3.11. Resumen resultados de los ensayos dinámicos de la probeta MBC46 a una
temperatura de 40 ±1ºC.
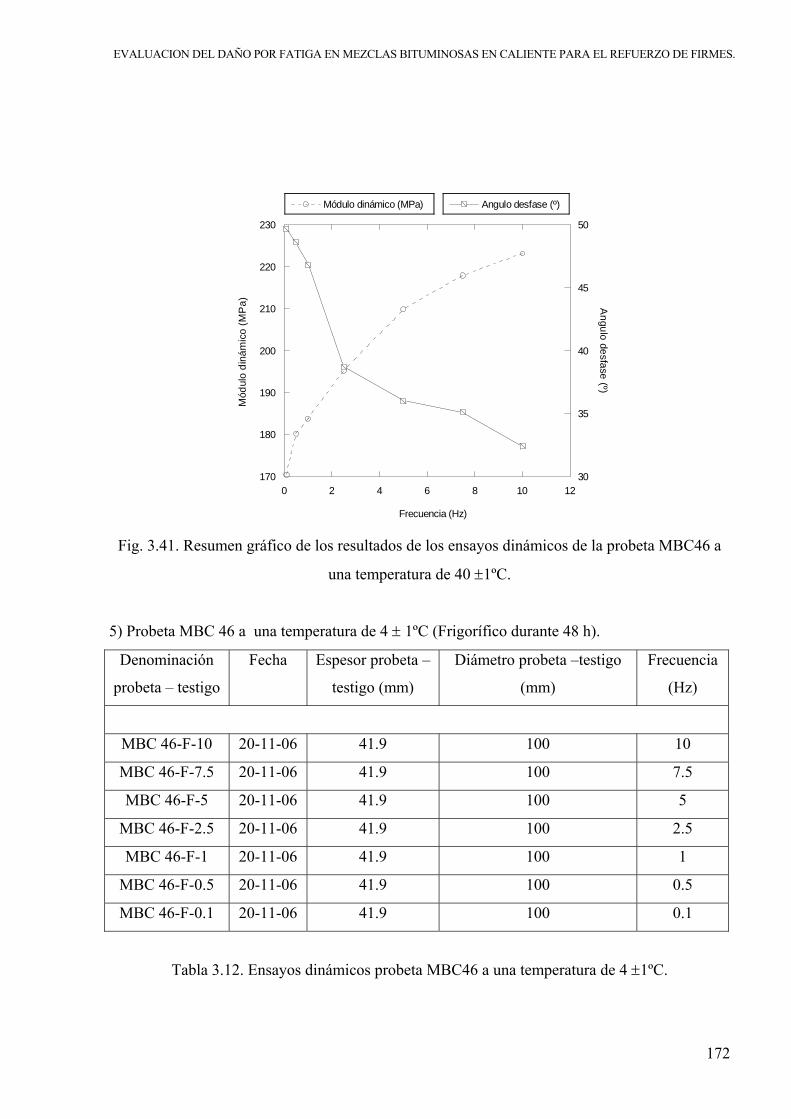
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
172
170
180
190
200
210
220
230
30
35
40
45
50
0 2 4 6 8 10 12
Módulo dinámico (MPa) Angulo desfase (º)
Mód
ulo
diná
mic
o (M
Pa) A
ngulo desfase (º)
Frecuencia (Hz) Fig. 3.41. Resumen gráfico de los resultados de los ensayos dinámicos de la probeta MBC46 a
una temperatura de 40 ±1ºC.
5) Probeta MBC 46 a una temperatura de 4 ± 1ºC (Frigorífico durante 48 h).
Denominación
probeta – testigo
Fecha Espesor probeta –
testigo (mm)
Diámetro probeta –testigo
(mm)
Frecuencia
(Hz)
MBC 46-F-10 20-11-06 41.9 100 10
MBC 46-F-7.5 20-11-06 41.9 100 7.5
MBC 46-F-5 20-11-06 41.9 100 5
MBC 46-F-2.5 20-11-06 41.9 100 2.5
MBC 46-F-1 20-11-06 41.9 100 1
MBC 46-F-0.5 20-11-06 41.9 100 0.5
MBC 46-F-0.1 20-11-06 41.9 100 0.1
Tabla 3.12. Ensayos dinámicos probeta MBC46 a una temperatura de 4 ±1ºC.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
173
Fig. 3.42. Probeta MBC 46 a una temperatura de 4 ±1ºC y una frecuencia de 10 Hz.
Fig. 3.43. Probeta MBC 46 a una temperatura de 4 ±1ºC y una frecuencia de 7.5 Hz.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
174
Fig. 3.44. Probeta MBC 46 a una temperatura de 4 ±1ºC y una frecuencia de 5 Hz.
Fig. 3.45. Probeta MBC 46 a una temperatura de 4 ±1ºC y una frecuencia de 2.5 Hz.
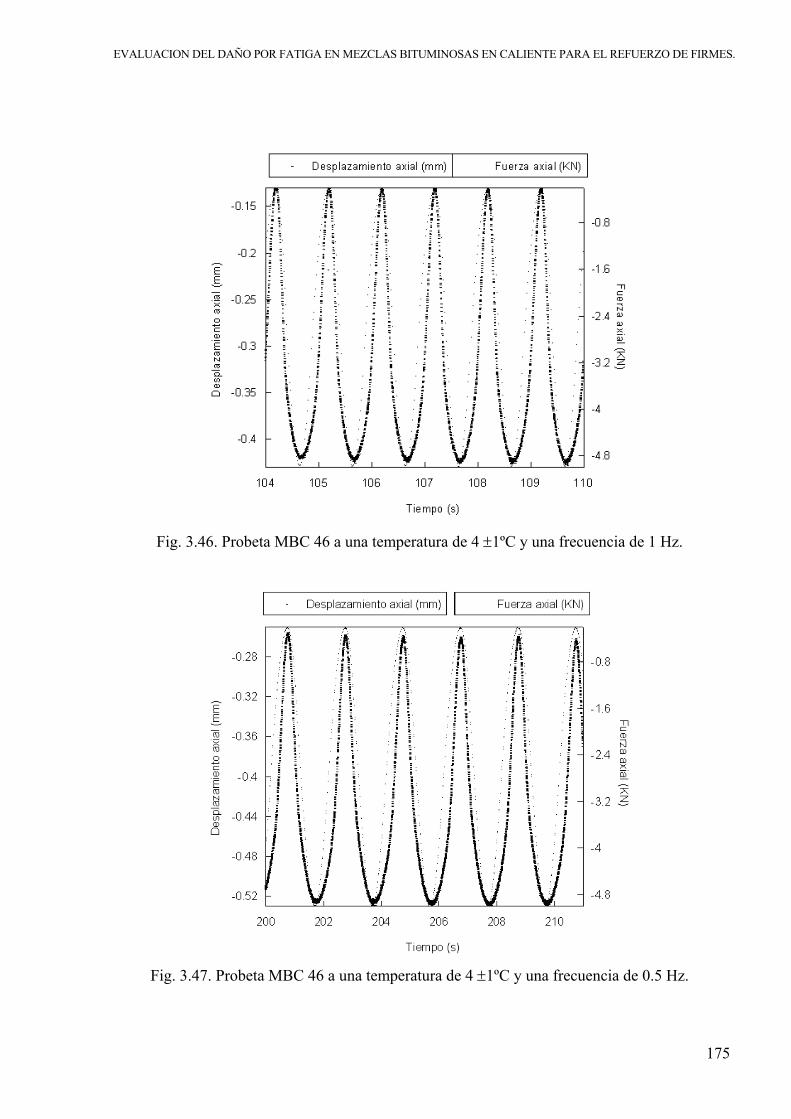
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
175
Fig. 3.46. Probeta MBC 46 a una temperatura de 4 ±1ºC y una frecuencia de 1 Hz.
Fig. 3.47. Probeta MBC 46 a una temperatura de 4 ±1ºC y una frecuencia de 0.5 Hz.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
176
Fig. 3.48. Probeta MBC 46 a una temperatura de 4 ±1ºC y una frecuencia de 0.1 Hz.
Como resumen de los resultados obtenidos de las gráficas se presenta la siguiente tabla y su
correspondiente representación gráfica.
Frecuencia (Hz) Módulo dinámico (Mpa) Angulo desfase (º)
10.0 222.94 18.000
7.5 217.93 24.300
5.0 211.38 31.500
2.5 191.25 37.170
1.0 182.55 40.680
0.5 179.06 44.208
0.1 172.47 47.894
Tabla 3.13. Resumen resultados de los ensayos dinámicos de la probeta MBC46 a una
temperatura de 4 ±1ºC.
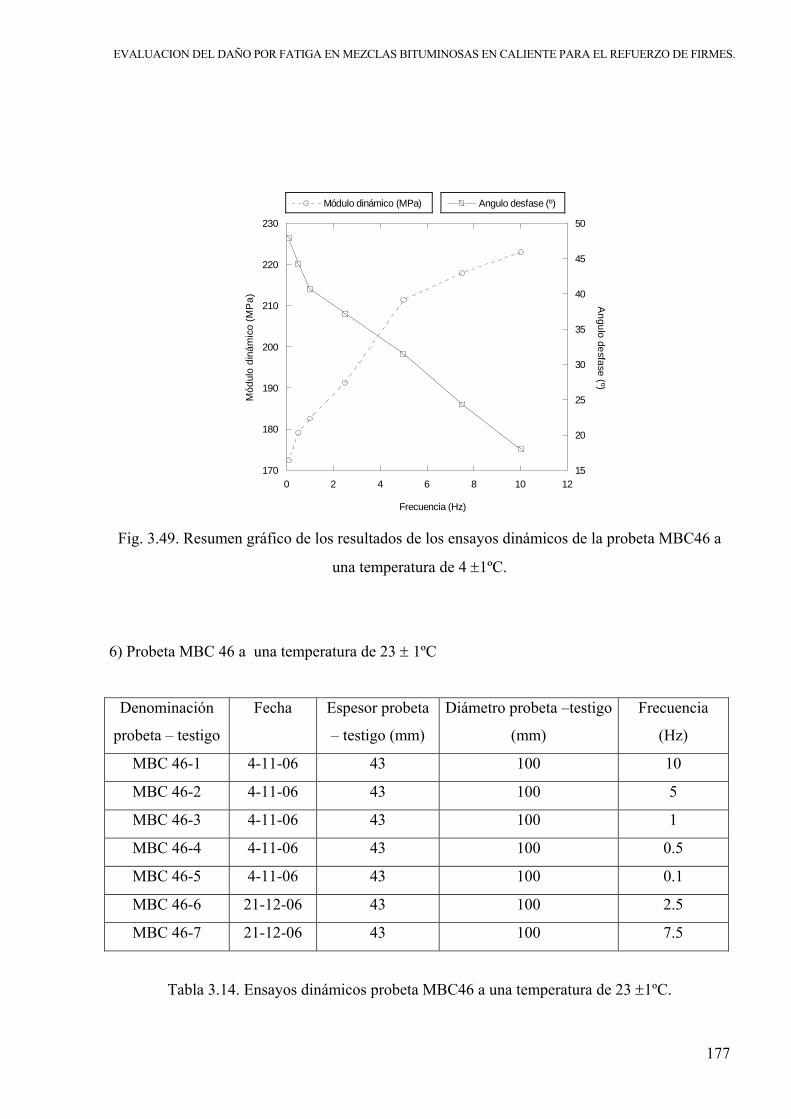
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
177
170
180
190
200
210
220
230
15
20
25
30
35
40
45
50
0 2 4 6 8 10 12
Módulo dinámico (MPa) Angulo desfase (º)
Mód
ulo
diná
mic
o (M
Pa) A
ngulo desfase (º)
Frecuencia (Hz) Fig. 3.49. Resumen gráfico de los resultados de los ensayos dinámicos de la probeta MBC46 a
una temperatura de 4 ±1ºC.
6) Probeta MBC 46 a una temperatura de 23 ± 1ºC
Denominación
probeta – testigo
Fecha Espesor probeta
– testigo (mm)
Diámetro probeta –testigo
(mm)
Frecuencia
(Hz)
MBC 46-1 4-11-06 43 100 10
MBC 46-2 4-11-06 43 100 5
MBC 46-3 4-11-06 43 100 1
MBC 46-4 4-11-06 43 100 0.5
MBC 46-5 4-11-06 43 100 0.1
MBC 46-6 21-12-06 43 100 2.5
MBC 46-7 21-12-06 43 100 7.5
Tabla 3.14. Ensayos dinámicos probeta MBC46 a una temperatura de 23 ±1ºC.
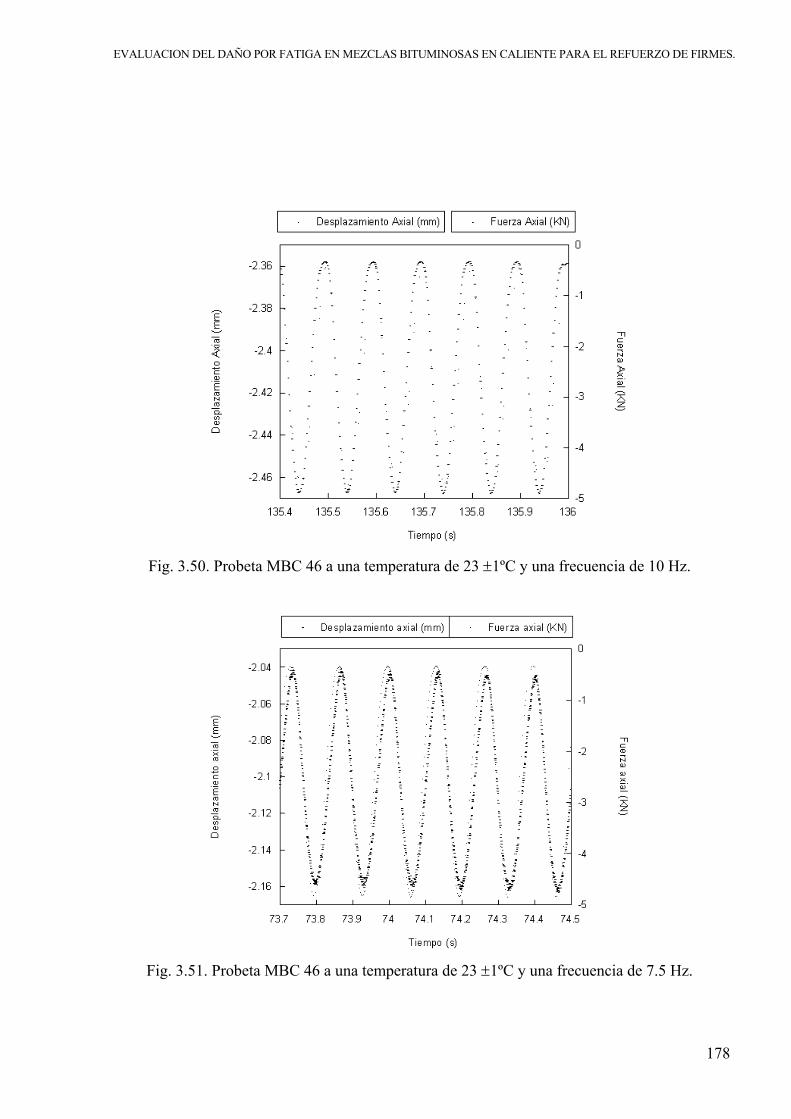
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
178
Fig. 3.50. Probeta MBC 46 a una temperatura de 23 ±1ºC y una frecuencia de 10 Hz.
Fig. 3.51. Probeta MBC 46 a una temperatura de 23 ±1ºC y una frecuencia de 7.5 Hz.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
179
Fig. 3.52. Probeta MBC 46 a una temperatura de 23 ±1ºC y una frecuencia de 5 Hz.
Fig. 3.53. Probeta MBC 46 a una temperatura de 23 ±1ºC y una frecuencia de 2.5 Hz.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
180
Fig. 3.54. Probeta MBC 46 a una temperatura de 23 ±1ºC y una frecuencia de 1 Hz.
-3.1
-3.08
-3.06
-3.04
-3.02
-3
-2.98
-2.96
-2.94
-5
-4
-3
-2
-1
0
212 214 216 218 220 222 224
Desplazamiento Axial (mm) Fuerza Axial (KN)
Des
plaz
amie
nto
Axia
l (m
m)
Fuerza Axial (K
N)
Tiempo (s) Fig. 3.55. Probeta MBC 46 a una temperatura de 23 ±1ºC y una frecuencia de 0.5 Hz.
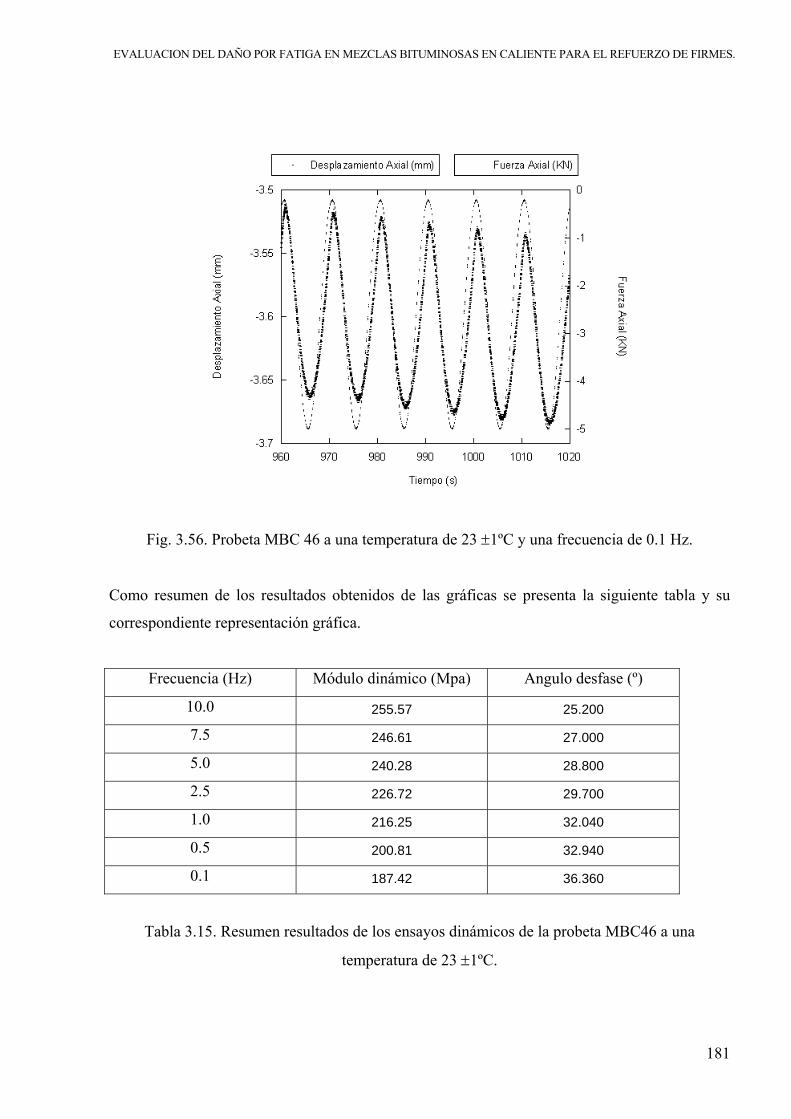
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
181
Fig. 3.56. Probeta MBC 46 a una temperatura de 23 ±1ºC y una frecuencia de 0.1 Hz.
Como resumen de los resultados obtenidos de las gráficas se presenta la siguiente tabla y su
correspondiente representación gráfica.
Frecuencia (Hz) Módulo dinámico (Mpa) Angulo desfase (º)
10.0 255.57 25.200
7.5 246.61 27.000
5.0 240.28 28.800
2.5 226.72 29.700
1.0 216.25 32.040
0.5 200.81 32.940
0.1 187.42 36.360
Tabla 3.15. Resumen resultados de los ensayos dinámicos de la probeta MBC46 a una
temperatura de 23 ±1ºC.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
182
180
190
200
210
220
230
240
250
260
24
26
28
30
32
34
36
38
0 2 4 6 8 10 12
Módulo dinámico (MPa) Angulo desfase (º)
Mód
ulo
diná
mic
o (M
Pa) A
ngulo desfase (º)
Frecuencia (Hz) Fig. 3.57. Resumen gráfico de los resultados de los ensayos dinámicos de la probeta MBC46 a
una temperatura de 23 ±1ºC.
7) Probeta MBC 50 a una temperatura de -10 ± 1ºC (Congelada durante 48 horas).
Denominación
probeta – testigo
Fecha Espesor probeta –
testigo (mm)
Diámetro probeta –testigo
(mm)
Frecuencia
(Hz)
MBC 50-10 21-11-06 41 100 10
MBC 50-7.5 21-11-06 41 100 7.5
MBC 50-5 21-11-06 41 100 5
MBC 50-2.5 21-11-06 41 100 2.5
MBC 50-1 21-11-06 41 100 1
MBC 50-0.5 21-11-06 41 100 0.5
MBC 50-0.1 21-11-06 41 100 0.1
Tabla 3.16. Ensayos dinámicos probeta MBC50 a una temperatura de -10 ±1ºC.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
183
Fig. 3.58. Probeta MBC 50 a una temperatura de -10 ±1ºC y una frecuencia de 10 Hz.
Fig. 3.59. Probeta MBC 50 a una temperatura de -10 ±1ºC y una frecuencia de 7.5 Hz.
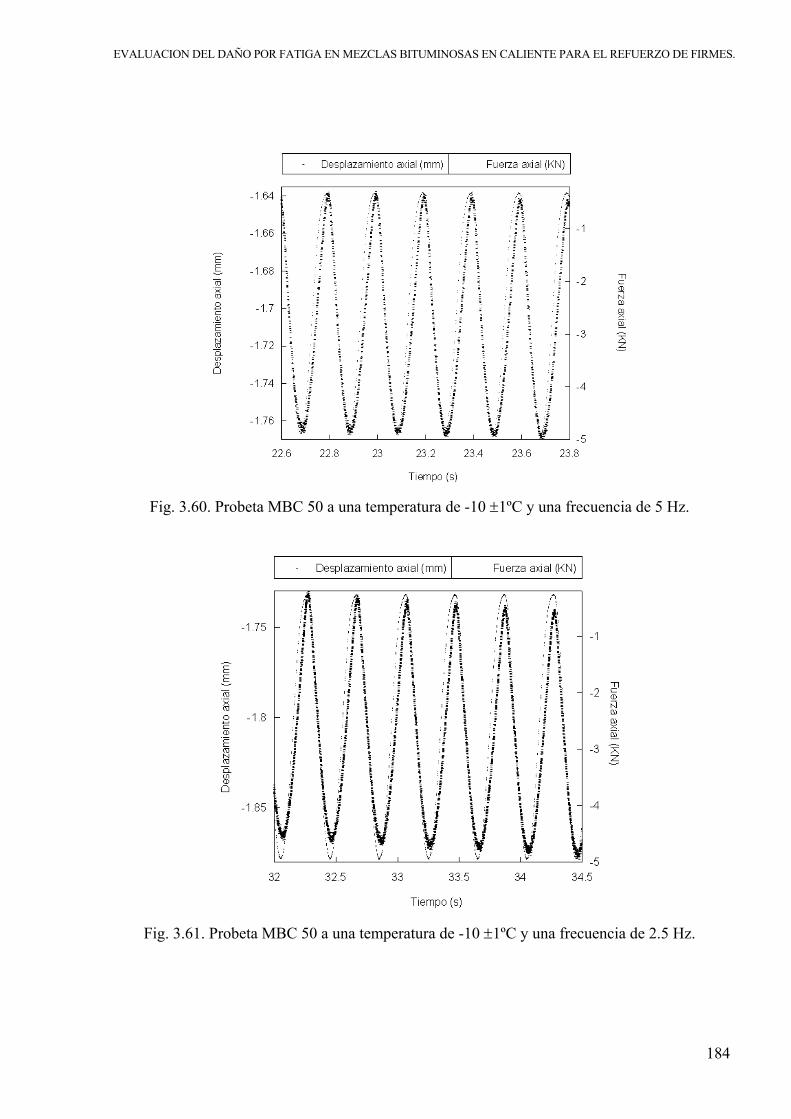
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
184
Fig. 3.60. Probeta MBC 50 a una temperatura de -10 ±1ºC y una frecuencia de 5 Hz.
Fig. 3.61. Probeta MBC 50 a una temperatura de -10 ±1ºC y una frecuencia de 2.5 Hz.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
185
Fig. 3.62. Probeta MBC 50 a una temperatura de -10 ±1ºC y una frecuencia de 1 Hz.
Fig. 3.63. Probeta MBC 50 a una temperatura de -10 ±1ºC y una frecuencia de 0.5 Hz.
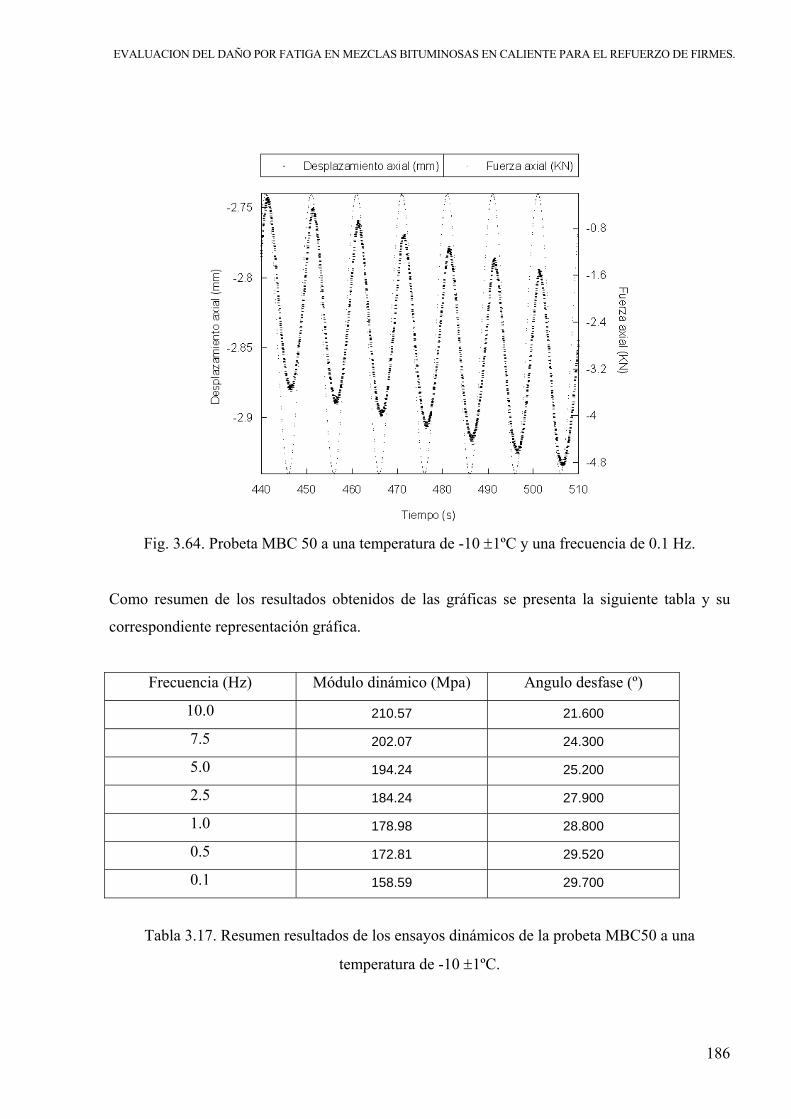
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
186
Fig. 3.64. Probeta MBC 50 a una temperatura de -10 ±1ºC y una frecuencia de 0.1 Hz.
Como resumen de los resultados obtenidos de las gráficas se presenta la siguiente tabla y su
correspondiente representación gráfica.
Frecuencia (Hz) Módulo dinámico (Mpa) Angulo desfase (º)
10.0 210.57 21.600
7.5 202.07 24.300
5.0 194.24 25.200
2.5 184.24 27.900
1.0 178.98 28.800
0.5 172.81 29.520
0.1 158.59 29.700
Tabla 3.17. Resumen resultados de los ensayos dinámicos de la probeta MBC50 a una
temperatura de -10 ±1ºC.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
187
150
160
170
180
190
200
210
220
20
22
24
26
28
30
0 2 4 6 8 10 12
Módulo dinámico (MPa) Angulo desfase (º)
Mód
ulo
diná
mic
o (M
Pa) A
ngulo desfase (º)
Frecuencia (Hz) Fig. 3.65. Resumen gráfico de los resultados de los ensayos dinámicos de la probeta MBC50 a
una temperatura de -10 ±1ºC.
3. DETERMINACIÓN DEL DAÑO POR FATIGA DEL MATERIAL.
Cuando los materiales que conforman la sección estructural de un firme se someten a un gran
número de aplicaciones de carga, es decir son afectados por esfuerzos de fatiga, debido a
solicitaciones repetidas, estos materiales empiezan a fracturarse o bien a acumular
deformaciones dependiendo de su rigidez inicial, y esta es la principal causa del deterioro
observado en la superficie de los firmes. De hecho, podemos mencionar que dichos
agrietamientos y deformaciones aparecen para esfuerzos muy por debajo de los que se supone
debería resistir el material por si mismo.
Debido al paso por de los vehículos por la superficie de rodamiento de un firme, esta
empieza a distribuir los esfuerzos hacia las capas inferiores, las cuales, por esta razón se ven

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
188
sujetas a esfuerzos cíclicos de compresión σc y luego de tensión σt que van provocando
deformaciones en toda la estructura del firme.
3.1. Ensayos normalizados.
Las características de fatiga de las mezclas bituminosas son importantes porque uno de los
principales modos de fallo de los firmes constituidos por mezclas bituminosas es el
agrietamiento por fatiga. El poder realizar una pronóstico exacto de las características de fatiga
de una mezcla bituminosa en caliente es muy útil para predecir la vida útil del firme.
Cuando el ligante (betún) de una mezcla bituminosa se calienta a una temperatura
suficientemente alta, por encima de su punto de inflamación, éste comienza a fluidificarse,
comportándose como un fluido Newtoniano, (es decir, existe una relación lineal, que llamamos
viscosidad, entre las tensiones cortantes que se le aplican y la velocidad de deformación de la
mezcla) por lo que sus propiedades mecánicas pueden definirse por su viscosidad. Estamos en el
régimen newtoniano alto, en el que las moléculas que componen el betún se encuentran
desenmarañadas y alineadas entre sí, oponiendo la mínima resistencia al flujo, por lo que la
viscosidad es baja.
A temperaturas medias, el betún se comporta como un fluido no Newtoniano (la viscosidad varía
con el gradiente de tensión que se le aplica, por lo que ésta no tiene un valor definido y
constante), y más concretamente como un sólido visco-elástico, es decir, sus propiedades
mecánicas dependen del tiempo. La mezcla bituminosa se puede caracterizar ahora por su
módulo de visco-elasticidad, también llamado módulo de resiliencia (Mr).
Por último, a temperaturas bajas, el betún se comporta de nuevo como un fluido Newtoniano,
más concretamente como un material elástico lineal, con mayor viscosidad que en el caso de
estar a altas temperaturas ya que las moléculas que lo conforman tienen un nivel de
enmarañamiento alto que eleva la resistencia a fluir y por tanto la viscosidad.
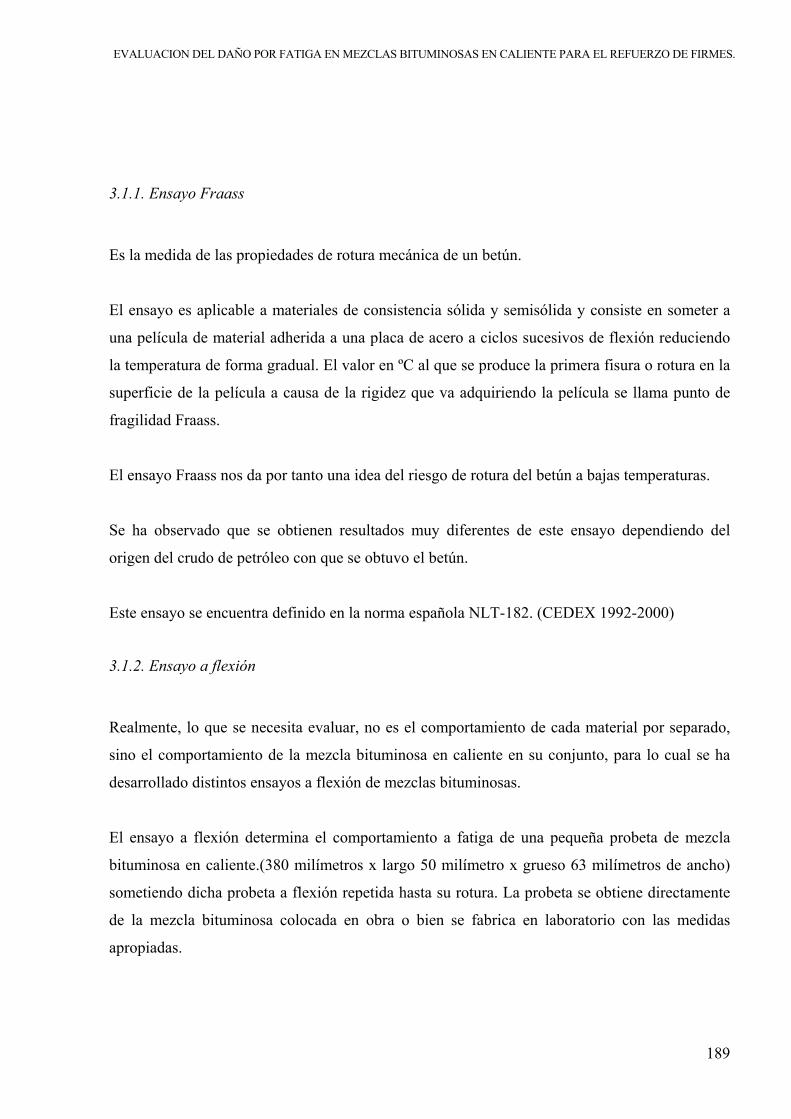
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
189
3.1.1. Ensayo Fraass
Es la medida de las propiedades de rotura mecánica de un betún.
El ensayo es aplicable a materiales de consistencia sólida y semisólida y consiste en someter a
una película de material adherida a una placa de acero a ciclos sucesivos de flexión reduciendo
la temperatura de forma gradual. El valor en ºC al que se produce la primera fisura o rotura en la
superficie de la película a causa de la rigidez que va adquiriendo la película se llama punto de
fragilidad Fraass.
El ensayo Fraass nos da por tanto una idea del riesgo de rotura del betún a bajas temperaturas.
Se ha observado que se obtienen resultados muy diferentes de este ensayo dependiendo del
origen del crudo de petróleo con que se obtuvo el betún.
Este ensayo se encuentra definido en la norma española NLT-182. (CEDEX 1992-2000)
3.1.2. Ensayo a flexión
Realmente, lo que se necesita evaluar, no es el comportamiento de cada material por separado,
sino el comportamiento de la mezcla bituminosa en caliente en su conjunto, para lo cual se ha
desarrollado distintos ensayos a flexión de mezclas bituminosas.
El ensayo a flexión determina el comportamiento a fatiga de una pequeña probeta de mezcla
bituminosa en caliente.(380 milímetros x largo 50 milímetro x grueso 63 milímetros de ancho)
sometiendo dicha probeta a flexión repetida hasta su rotura. La probeta se obtiene directamente
de la mezcla bituminosa colocada en obra o bien se fabrica en laboratorio con las medidas
apropiadas.
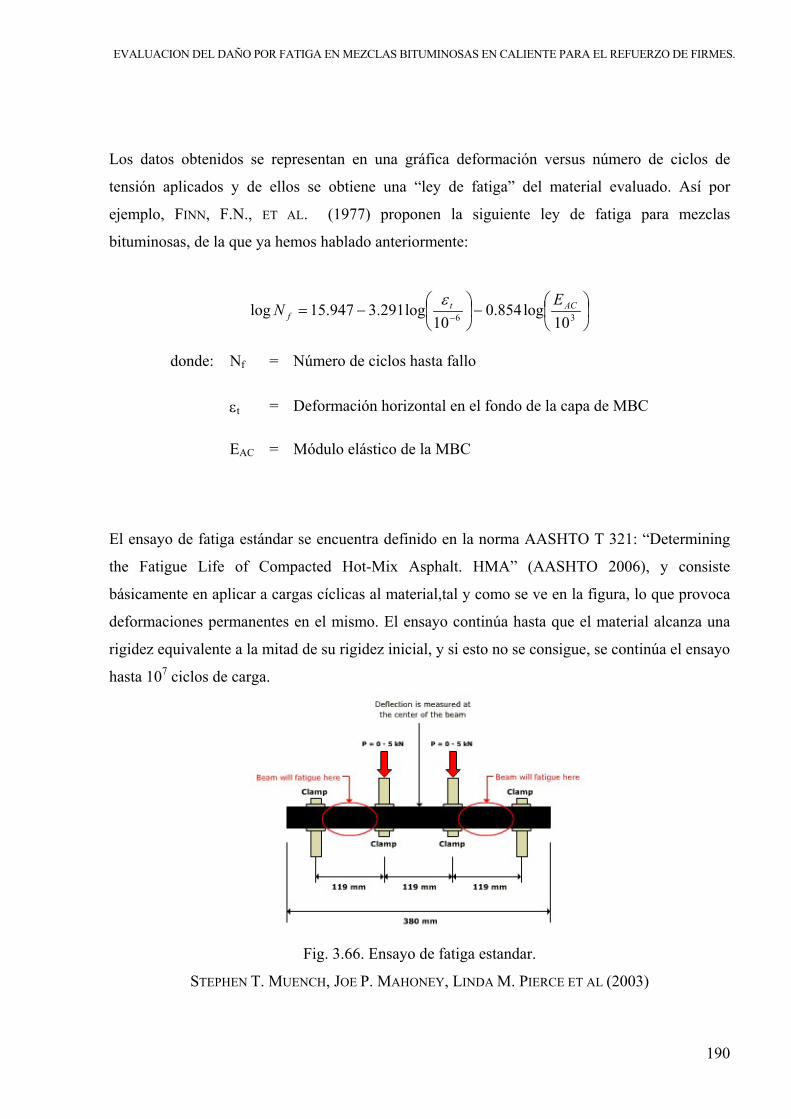
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
190
Los datos obtenidos se representan en una gráfica deformación versus número de ciclos de
tensión aplicados y de ellos se obtiene una “ley de fatiga” del material evaluado. Así por
ejemplo, FINN, F.N., ET AL. (1977) proponen la siguiente ley de fatiga para mezclas
bituminosas, de la que ya hemos hablado anteriormente:
⎟⎠⎞
⎜⎝⎛−⎟
⎠⎞
⎜⎝⎛−= − 36 10
log854.010
log291.3947.15log ACtf
EN
ε
donde: Nf = Número de ciclos hasta fallo
εt = Deformación horizontal en el fondo de la capa de MBC
EAC = Módulo elástico de la MBC
El ensayo de fatiga estándar se encuentra definido en la norma AASHTO T 321: “Determining
the Fatigue Life of Compacted Hot-Mix Asphalt. HMA” (AASHTO 2006), y consiste
básicamente en aplicar a cargas cíclicas al material,tal y como se ve en la figura, lo que provoca
deformaciones permanentes en el mismo. El ensayo continúa hasta que el material alcanza una
rigidez equivalente a la mitad de su rigidez inicial, y si esto no se consigue, se continúa el ensayo
hasta 107 ciclos de carga.
Fig. 3.66. Ensayo de fatiga estandar.
STEPHEN T. MUENCH, JOE P. MAHONEY, LINDA M. PIERCE ET AL (2003)
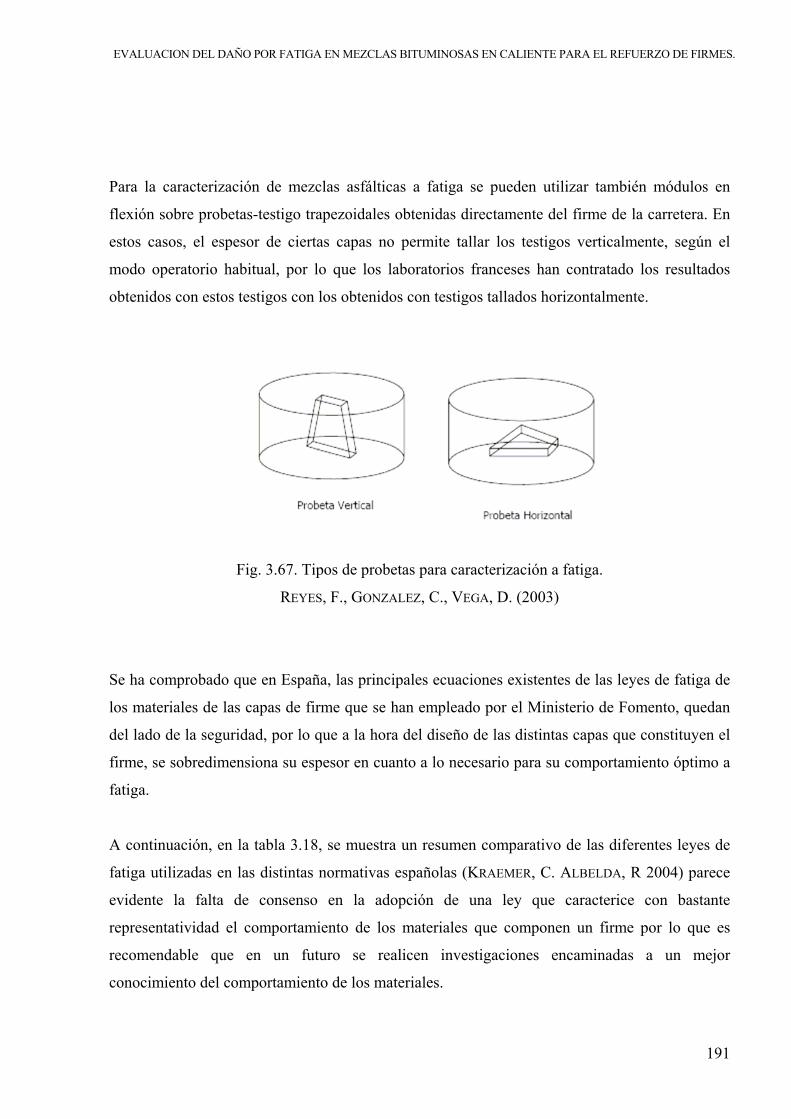
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
191
Para la caracterización de mezclas asfálticas a fatiga se pueden utilizar también módulos en
flexión sobre probetas-testigo trapezoidales obtenidas directamente del firme de la carretera. En
estos casos, el espesor de ciertas capas no permite tallar los testigos verticalmente, según el
modo operatorio habitual, por lo que los laboratorios franceses han contratado los resultados
obtenidos con estos testigos con los obtenidos con testigos tallados horizontalmente.
Fig. 3.67. Tipos de probetas para caracterización a fatiga.
REYES, F., GONZALEZ, C., VEGA, D. (2003)
Se ha comprobado que en España, las principales ecuaciones existentes de las leyes de fatiga de
los materiales de las capas de firme que se han empleado por el Ministerio de Fomento, quedan
del lado de la seguridad, por lo que a la hora del diseño de las distintas capas que constituyen el
firme, se sobredimensiona su espesor en cuanto a lo necesario para su comportamiento óptimo a
fatiga.
A continuación, en la tabla 3.18, se muestra un resumen comparativo de las diferentes leyes de
fatiga utilizadas en las distintas normativas españolas (KRAEMER, C. ALBELDA, R 2004) parece
evidente la falta de consenso en la adopción de una ley que caracterice con bastante
representatividad el comportamiento de los materiales que componen un firme por lo que es
recomendable que en un futuro se realicen investigaciones encaminadas a un mejor
conocimiento del comportamiento de los materiales.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
192
Tabla 3.18. Leyes de fatiga de los materiales de las capas de firme. KRAEMER, C. ALBELDA, R
(2004)
3.1.3. Resistencia a la tracción (Tensile Strength)
Es muy interesante conocer la resistencia a tracción de una mezcla bituminosa en caliente porque
es un buen indicador de su potencial de agrietamiento. Una mezcla bituminosa que presente una
resistencia alta al fallo por tracción es indicativo de que tiene puede soportar altas tensiones.
Además, la medida de la resistencia a tracción antes y después de someter el material a la acción
del agua (mediante la inmersión de la probeta en un baño durante un tiempo suficiente para que
la humedad llegue a toda su masa) nos puede puede dar una cierta idea de su susceptibilidad a la
humedad. Si la resistencia a la tracción del material afectado por el agua es relativamente alta
comparada con la que presenta el material seco, se considera que la mezcla bituminosa tiene una
resistencia a la humedad asumible.
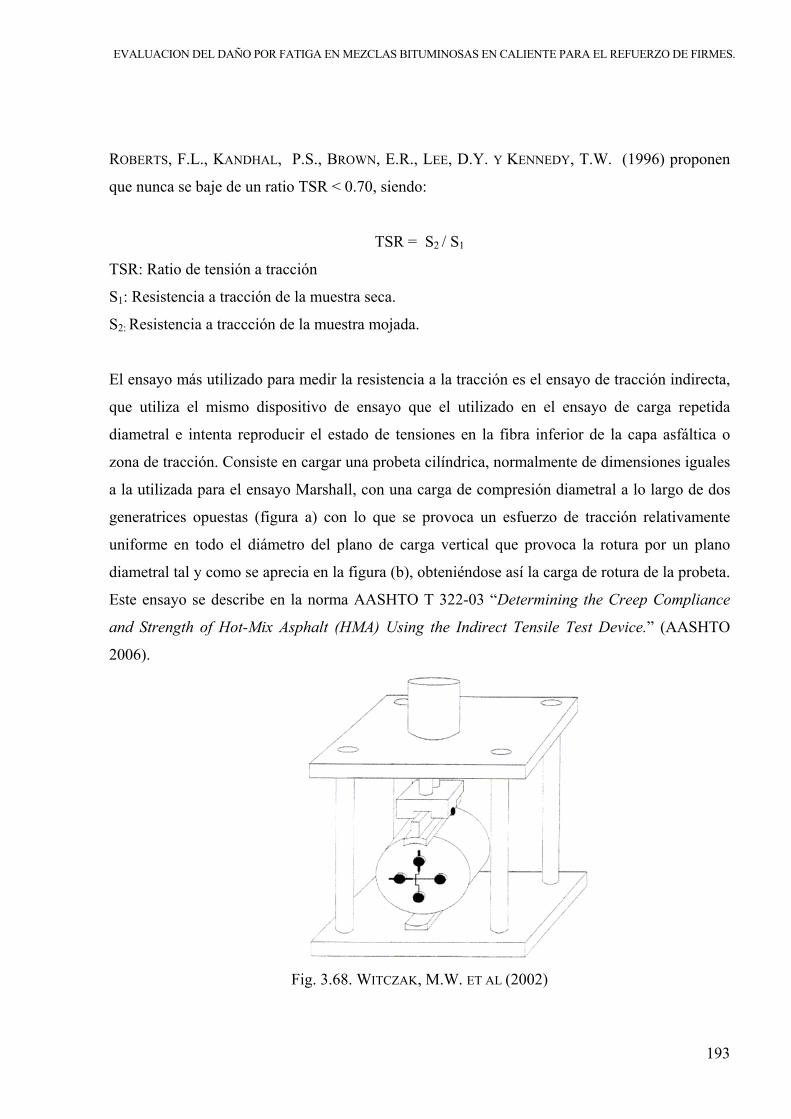
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
193
ROBERTS, F.L., KANDHAL, P.S., BROWN, E.R., LEE, D.Y. Y KENNEDY, T.W. (1996) proponen
que nunca se baje de un ratio TSR < 0.70, siendo:
TSR = S2 / S1
TSR: Ratio de tensión a tracción
S1: Resistencia a tracción de la muestra seca.
S2: Resistencia a traccción de la muestra mojada.
El ensayo más utilizado para medir la resistencia a la tracción es el ensayo de tracción indirecta,
que utiliza el mismo dispositivo de ensayo que el utilizado en el ensayo de carga repetida
diametral e intenta reproducir el estado de tensiones en la fibra inferior de la capa asfáltica o
zona de tracción. Consiste en cargar una probeta cilíndrica, normalmente de dimensiones iguales
a la utilizada para el ensayo Marshall, con una carga de compresión diametral a lo largo de dos
generatrices opuestas (figura a) con lo que se provoca un esfuerzo de tracción relativamente
uniforme en todo el diámetro del plano de carga vertical que provoca la rotura por un plano
diametral tal y como se aprecia en la figura (b), obteniéndose así la carga de rotura de la probeta.
Este ensayo se describe en la norma AASHTO T 322-03 “Determining the Creep Compliance
and Strength of Hot-Mix Asphalt (HMA) Using the Indirect Tensile Test Device.” (AASHTO
2006).
Fig. 3.68. WITCZAK, M.W. ET AL (2002)
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
194
Se ha constatado (ORTIZ J. 2006) la existencia de importantes incertidumbres en relación con la
medida de la Resistencia de compresión diametral o de tracción indiecta de las MBC.
3.1.4. Test de rigidez
Los ensayos de rigidez de una mezcla bituminosa en caliente se usan para determinar su módulo
elástico (comportamiento estático) y su módulo de resiliencia (comportamiento dinámico).
Así, mientras que el módulo de la elasticidad es la tensión aplicada dividida por la deformación
que sufre el material para una carga aplicada lentamente, el módulo de resiliencia es la tensión
dividida por la deformación provocada por cargas aplicadas de forma cíclica, como es el caso de
las que se aplican a los firmes en servicio al pasar los vehículos sobre ellos. El módulo de
resiliencia queda definido así de forma análoga al módulo de Young y se expresa con la
siguiente ecuación (SEED, H.B. Y CHAN, C.K. 1962).
Siendo σ1 la tensión principal mayor, σ3 la tensión principal menor, σd la tensión desviadora, que
es la diferencia entre ambas y εr la deformación axial recuperable.
La temperatura afecta en gran medida a la rigidez de la mezcla bituminosa, de forma que con
muy poco aumento de la misma, el módulo de rigidez baja enormemente.
Modulo de Resiliencia (MR)
Material MPa psi
HMA at 32°F (0 °C) 14,000 2,000,000
HMA at 70°F (21 °C) 3,500 500,000
HMA at 120°F (49 °C) 150 20,000
Tabla 3.19 Módulo de resiliencia de las mezclas bituminosas a distintas temperaturas.
( )r
d
r
31r ε
σεσσM =
−=
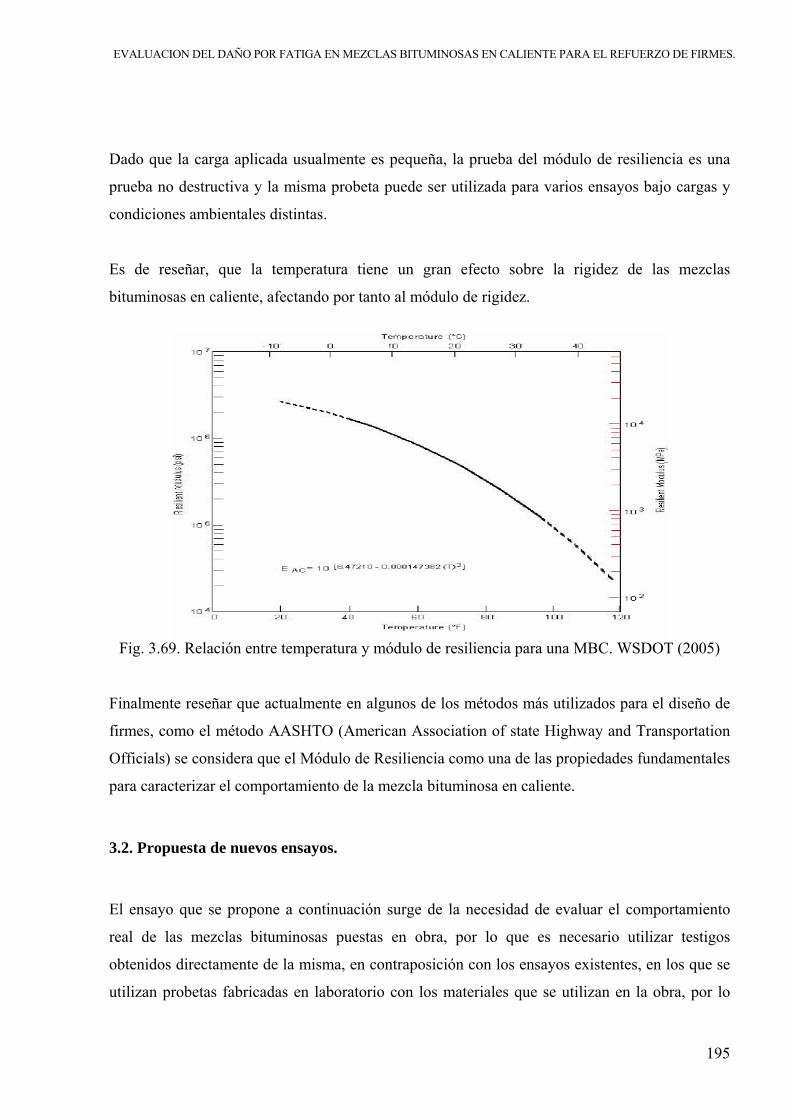
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
195
Dado que la carga aplicada usualmente es pequeña, la prueba del módulo de resiliencia es una
prueba no destructiva y la misma probeta puede ser utilizada para varios ensayos bajo cargas y
condiciones ambientales distintas.
Es de reseñar, que la temperatura tiene un gran efecto sobre la rigidez de las mezclas
bituminosas en caliente, afectando por tanto al módulo de rigidez.
Fig. 3.69. Relación entre temperatura y módulo de resiliencia para una MBC. WSDOT (2005)
Finalmente reseñar que actualmente en algunos de los métodos más utilizados para el diseño de
firmes, como el método AASHTO (American Association of state Highway and Transportation
Officials) se considera que el Módulo de Resiliencia como una de las propiedades fundamentales
para caracterizar el comportamiento de la mezcla bituminosa en caliente.
3.2. Propuesta de nuevos ensayos.
El ensayo que se propone a continuación surge de la necesidad de evaluar el comportamiento
real de las mezclas bituminosas puestas en obra, por lo que es necesario utilizar testigos
obtenidos directamente de la misma, en contraposición con los ensayos existentes, en los que se
utilizan probetas fabricadas en laboratorio con los materiales que se utilizan en la obra, por lo
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
196
que las condiciones de fabricación del material compuesto (mezcla bituminosa en caliente)
varían y los resultados obtenidos no son fiel reflejo del comportamiento real.
Asimismo, los ensayos de fatiga utilizados hasta ahora no se adaptan a las condiciones reales a
las que se encuentra el material en la carretera, ni en la forma de aplicación de las cargas, ni en el
material utilizado para el ensayo, ni en las condiciones de contorno, por lo que se propone el
estudio de un nuevo ensayo que describa más fielmente el comportamiento real de una mezcla
bituminosa en caliente colocada en el paquete de firmes de una carretera.
Para ello, en lugar de fabricar la mezcla en caliente en laboratorio intentando simular las
condiciones de fabricación en obra, se ha considerado que resulta mucho más real coger el
material fabricado en la misma obra, por lo que se ha procedido a extraer testigos del firme
recién colocado en la carretera. Dichos testigos tienen un diámetro de 10 cm y un espesor
variable, ya que cuentan con el mismo que tiene la capa puesta en obra y que oscila, en este caso
entre los 3 y 5 cm. Los testigos – probeta utilizados se han obtenido de la medida de las
toneladas de mezcla bituminosa realmente puestas en obra, según el procedimiento para control
de obra marcado en el artículo 542 del Pliego de Prescripciones Técnicas Generales de Obras de
Carreteras y Puentes (BUSTOS G. Y PÉREZ E. 2004)
El tipo de material a ensayar es una mezcla bituminosa en caliente fabricada en la planta que el
contratista de la obra de extendido instaló en las proximidades de la a autovía A-52, en Chanos,
esto es, una mezcla tipo S-12 formada por áridos 0/6 (50%), 6/12 (45%), 12/20 (4%), betún
modificado BM-3b (4,75% sobre áridos) y filler de aportación (1%).
Las características de la planta y materiales utilizados son los mismos que los descritos en el
apartado III.1.2, ensayo Marshall.
Para fijar los parámetros del ensayo a realizar, se ha efectuado un estudio previo sobre las
características reales de las solicitaciones a las que está sometida una mezcla bituminosa en
caliente así como sobre las condiciones de contorno existentes.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
197
De esa forma, por lo que se refiere a las cargas a aplicar sobre la probeta, y debido a la gran
heterogeneidad de los vehículos que circulan por la carretera, ha sido necesario utilizar unos
vehículos tipo para poder calcular las cargas a utilizar en el ensayo de la forma más adecuada.
Por ello, se ha determinado utilizar un vehículo pesado tipo (camión), con dos ejes equivalentes
que soportan, cada uno, un peso medio de 13 Tn. y un vehículo ligero tipo (automóvil), con dos
ejes equivalentes, que soportan, cada uno, un peso medio de 0,5 Tn, con lo que el cálculo está
siempre del lado de la seguridad ya que se adoptan pesos por eje mucho más altos que la
mayoría de los existentes en el parque móvil español. Las motos no se tienen en cuenta debido al
bajo porcentaje de ellas que pasan por la carretera objeto de estudio, como se verá más adelante.
Para el cálculo de la fuerza a aplicar sobre la probeta, se ha determinado el área de contacto real
rueda - pavimento para lo que se ha asimilado el área de contacto real a un área de contacto
circular. Aunque esto no es correcto, el error suele ser insignificante, y mucho más teniendo en
cuenta la simplificación anteriormente realizada al escoger dos tipos de vehículos tipo. Por lo
tanto, se ha utilizado la citada simplificación a la hora de determinar las cargas a utilizar en el
ensayo propuesto.
Las presiones de inflado de los neumáticos en vehículos pesados (camiones) suelen oscilar entre
7 y 12 bares de presión según la carga que soporte, para el eje tipo de 13 Tn adoptamos un valor
medio de 8 bares. En vehículos ligeros (automóviles) suelen oscilar entre 2 y 3 bares de presión,
según la carga que soporte. Para el eje tipo de 0,5 Tn adoptamos un valor medio de 2,5 bares.
Carga
Presión de inflado
de los neumáticos
Radio de contacto
(Carga/π*P.inflado)1/2 Tipo vehículo
Tn eje kN eje Kg RuedakN rueda Bares kPa metros Cm
Pesados 13.00 127.53 6,500.00 63.77 8.00 810.40 0.16 15.83
Vehículo ligero 0.50 4.91 250.00 2.45 2.00 202.60 0.06 6.21
motos 0.10 0.98 50.00 0.49 2.00 202.60 0.03 2.78
Tabla 3.20. Radio de contacto de los neumáticos para cada vehículo tipo.
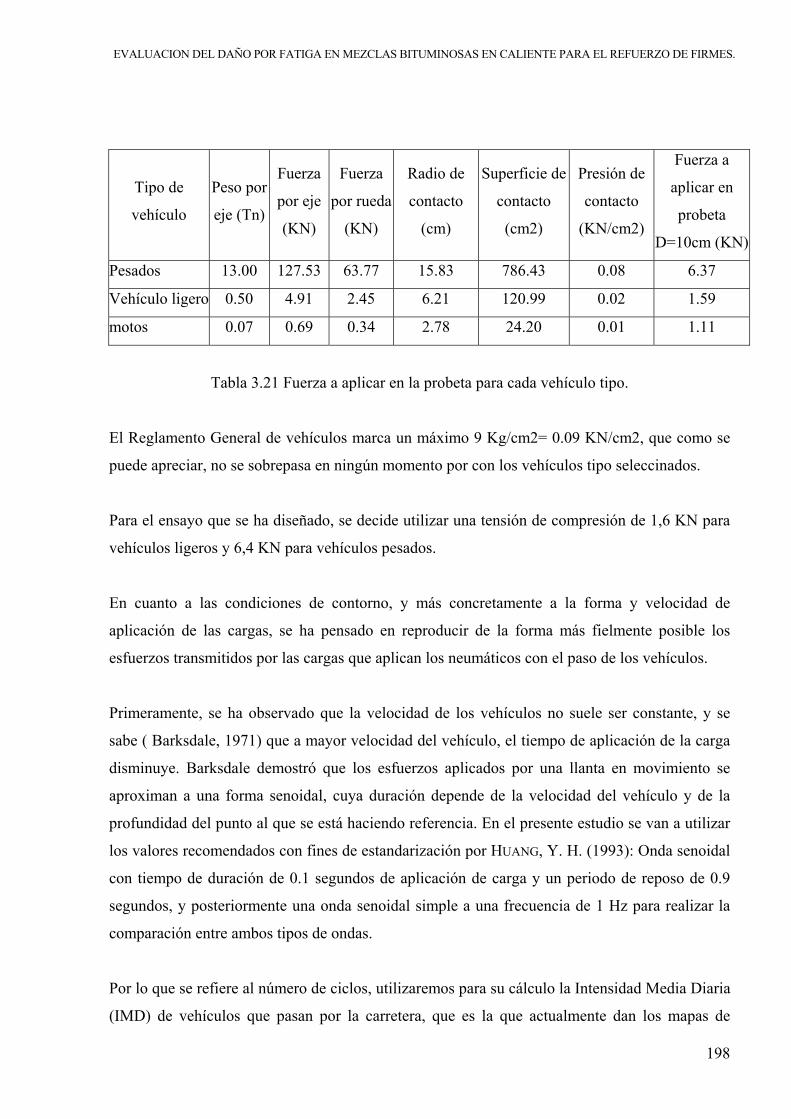
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
198
Tipo de
vehículo
Peso por
eje (Tn)
Fuerza
por eje
(KN)
Fuerza
por rueda
(KN)
Radio de
contacto
(cm)
Superficie de
contacto
(cm2)
Presión de
contacto
(KN/cm2)
Fuerza a
aplicar en
probeta
D=10cm (KN)
Pesados 13.00 127.53 63.77 15.83 786.43 0.08 6.37
Vehículo ligero 0.50 4.91 2.45 6.21 120.99 0.02 1.59
motos 0.07 0.69 0.34 2.78 24.20 0.01 1.11
Tabla 3.21 Fuerza a aplicar en la probeta para cada vehículo tipo.
El Reglamento General de vehículos marca un máximo 9 Kg/cm2= 0.09 KN/cm2, que como se
puede apreciar, no se sobrepasa en ningún momento por con los vehículos tipo seleccinados.
Para el ensayo que se ha diseñado, se decide utilizar una tensión de compresión de 1,6 KN para
vehículos ligeros y 6,4 KN para vehículos pesados.
En cuanto a las condiciones de contorno, y más concretamente a la forma y velocidad de
aplicación de las cargas, se ha pensado en reproducir de la forma más fielmente posible los
esfuerzos transmitidos por las cargas que aplican los neumáticos con el paso de los vehículos.
Primeramente, se ha observado que la velocidad de los vehículos no suele ser constante, y se
sabe ( Barksdale, 1971) que a mayor velocidad del vehículo, el tiempo de aplicación de la carga
disminuye. Barksdale demostró que los esfuerzos aplicados por una llanta en movimiento se
aproximan a una forma senoidal, cuya duración depende de la velocidad del vehículo y de la
profundidad del punto al que se está haciendo referencia. En el presente estudio se van a utilizar
los valores recomendados con fines de estandarización por HUANG, Y. H. (1993): Onda senoidal
con tiempo de duración de 0.1 segundos de aplicación de carga y un periodo de reposo de 0.9
segundos, y posteriormente una onda senoidal simple a una frecuencia de 1 Hz para realizar la
comparación entre ambos tipos de ondas.
Por lo que se refiere al número de ciclos, utilizaremos para su cálculo la Intensidad Media Diaria
(IMD) de vehículos que pasan por la carretera, que es la que actualmente dan los mapas de

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
199
aforos oficiales del Ministerio de Fomento (SUBDIRECCIÓN GENERAL DE PLANIFICACIÓN.
DIRECCIÓN GENERAL DE CARRETERAS, 2005) En estos mapas se realiza una distribución del
tráfico total (IMD) en 10 tipos de vehículos, que agrupa en tres categorías: Motos, Vehículos
ligeros y Vehículos pesados.
Para el cálculo del número de ciclos en la probeta, se utiliza la IMD de vehículos pesados
(IMDp), para lo que se tiene en cuenta que se trata de una autovía con 2 calzadas (una por cada
dirección) y 2 carriles por calzada en la que sí existen datos sobre la distribución de los vehículos
pesados entre calzadas pero no entre carriles por lo que se utilizan las simplificaciones
propuestas por la instrucción 6.3IC (MINISTERIO DE FOMENTO, 2003): En calzadas de dos carriles
por sentido de circulación, en el carril exterior se toma la categoría de tráfico pesado
correspondiente a todos los vehículos pesados que circulan en el sentido considerado.
Actualmente, la IMD total del tramo es de 7960 vehículos diarios según la estación de aforo de
cobertura ZA-312-3 situada en el PK 101 de la A-52 (SUBDIRECCIÓN GENERAL DE
PLANIFICACIÓN. DIRECCIÓN GENERAL DE CARRETERAS, 2005). Como la tasa de crecimiento a
adoptar debe de ser el valor medio de las obtenidas en los cinco últimos años en la estación de
aforo permanente o de control (primaria o secundaria) en el mismo itinerario y más próxima al
tramo en estudio (6.1 IC - MINISTERIO DE FOMENTO, 2003). Teniendo en cuenta que la estación
más cercana que cumple dichas características es la estación permanente E-333-0 situada en el
P.K 72,75 en ambas márgenes, utilizamos los datos de la calzada sentido Vigo que es donde está
situado el material a estudiar.
Año 1999 2000 2001 2002 2003 2004 2005
Total calzada 3837 4055 4,154 4,180 4,159 4,358 4,648
Motos 3 7 9 8 8 12 11
Ligeros 2,894 3031 3,095 3,199 3,152 3,293 3,511
Pesados 940 1017 1,050 973 999 1,053 1,126
% pesados 24.49% 25.08% 25.27% 23.27% 24.02% 24.16% 24.23%
Tasa de crecimiento 5.68% 2.44% 0.63% -0.50% 4.78% 6.65%
Tabla 3.22 IMD y tasa de crecimiento. A-52 calzada derecha (sentido Vigo). Estación 49-1333-0.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
200
La media de la tasa de crecimiento en los ultimos 5 años es 2.89, y el periodo de servicio para un
rehabilitación mediante firmes bituminosos se establece en 20 años (6. 3IC, MINISTERIO DE
FOMENTO, 2003). La IMD en el año n será entonces IMDactual *( 1+tasa)n
Para el cálculo del número de solicitaciones máximo que puede soportar el firme objeto de
estudio antes de su agotamiento, se calcula el número de veces que una rueda pasa por encima
del mismo, para lo cual, es necesario primeramente conocer el número de vehículos que pasa por
la sección de carretera en que se encuentra, lo que conseguimos al calcular la IMD. El número de
ejes que pasa por dicha sección se calcula utilizando los vehículos tipo con lo que se obtiene el
número de solicitaciones que recibe el firme. El total de ejes por año se calcula como:
Nº ejes año = IMD*365 dias/año *2 ejes por vehículo
Motos Ligeros Pesados
Año IMDTotal ejes/año Acumulado IMD Total ejes/añoAcumulado IMD Total ejes/añoAcumulado
2005 11 8,030 8,030 3,511 2,563,030 2,563,030 1,126 821,980 821,980
2006 11 8,041 16,071 3,612 2,637,102 5,200,132 1,159 845,735 1,667,715
2007 12 8,501 24,572 3,717 2,713,314 7,913,445 1,192 870,177 2,537,892
2008 12 8,747 33,319 3,824 2,791,729 10,705,174 1,226 895,325 3,433,217
2009 12 8,999 42,318 3,935 2,872,410 13,577,583 1,262 921,200 4,354,417
2010 13 9,259 51,577 4,049 2,955,422 16,533,006 1,298 947,823 5,302,240
2011 13 9,527 61,104 4,166 3,040,834 19,573,839 1,336 975,215 6,277,455
2012 13 9,802 70,907 4,286 3,128,714 22,702,553 1,375 1,003,398 7,280,853
2013 14 10,086 80,992 4,410 3,219,134 25,921,687 1,414 1,032,397 8,313,250
2014 14 10,377 91,369 4,537 3,312,167 29,233,854 1,455 1,062,233 9,375,483
2015 15 10,677 102,046 4,668 3,407,888 32,641,742 1,497 1,092,931 10,468,414
2016 15 10,986 113,032 4,803 3,506,376 36,148,119 1,540 1,124,517 11,592,931
2017 15 11,303 124,335 4,942 3,607,711 39,755,829 1,585 1,157,016 12,749,947
2018 16 11,630 135,964 5,085 3,711,973 43,467,803 1,631 1,190,453 13,940,400
2019 16 11,966 147,930 5,232 3,819,250 47,287,052 1,678 1,224,858 15,165,258
2020 17 12,312 160,242 5,383 3,929,626 51,216,678 1,726 1,260,256 16,425,514
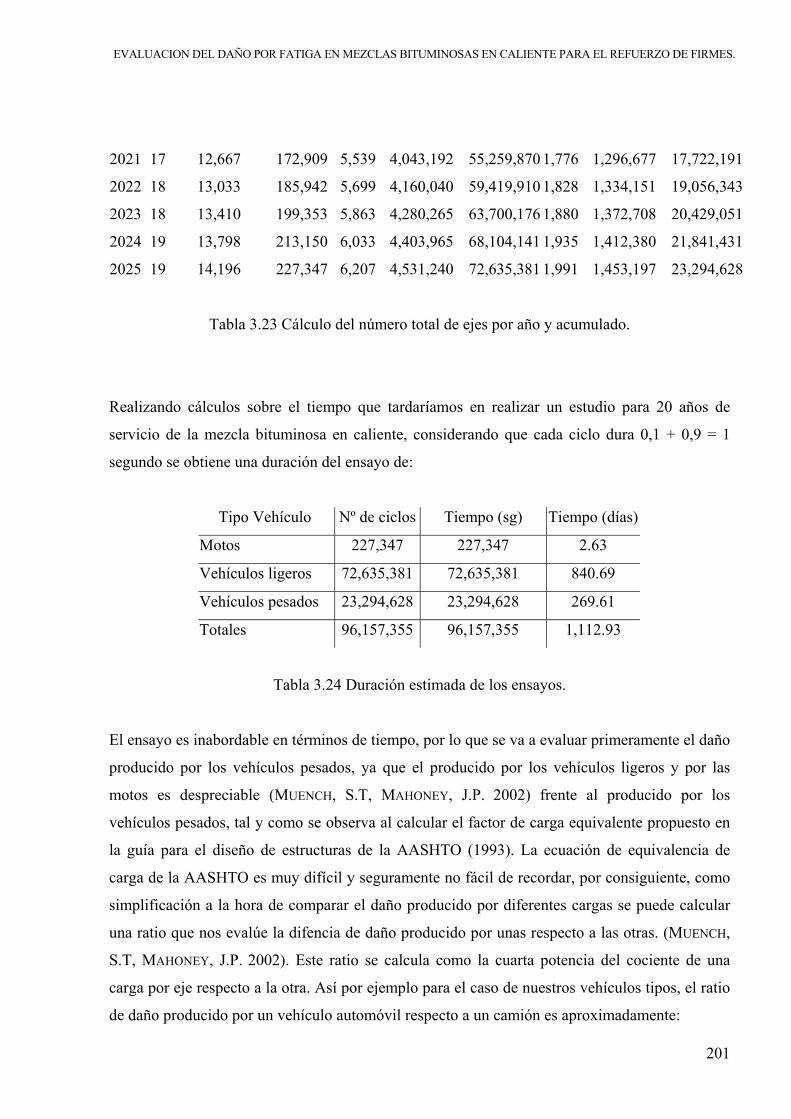
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
201
2021 17 12,667 172,909 5,539 4,043,192 55,259,870 1,776 1,296,677 17,722,191
2022 18 13,033 185,942 5,699 4,160,040 59,419,910 1,828 1,334,151 19,056,343
2023 18 13,410 199,353 5,863 4,280,265 63,700,176 1,880 1,372,708 20,429,051
2024 19 13,798 213,150 6,033 4,403,965 68,104,141 1,935 1,412,380 21,841,431
2025 19 14,196 227,347 6,207 4,531,240 72,635,381 1,991 1,453,197 23,294,628
Tabla 3.23 Cálculo del número total de ejes por año y acumulado.
Realizando cálculos sobre el tiempo que tardaríamos en realizar un estudio para 20 años de
servicio de la mezcla bituminosa en caliente, considerando que cada ciclo dura 0,1 + 0,9 = 1
segundo se obtiene una duración del ensayo de:
Tipo Vehículo Nº de ciclos Tiempo (sg) Tiempo (días)
Motos 227,347 227,347 2.63
Vehículos ligeros 72,635,381 72,635,381 840.69
Vehículos pesados 23,294,628 23,294,628 269.61
Totales 96,157,355 96,157,355 1,112.93
Tabla 3.24 Duración estimada de los ensayos.
El ensayo es inabordable en términos de tiempo, por lo que se va a evaluar primeramente el daño
producido por los vehículos pesados, ya que el producido por los vehículos ligeros y por las
motos es despreciable (MUENCH, S.T, MAHONEY, J.P. 2002) frente al producido por los
vehículos pesados, tal y como se observa al calcular el factor de carga equivalente propuesto en
la guía para el diseño de estructuras de la AASHTO (1993). La ecuación de equivalencia de
carga de la AASHTO es muy difícil y seguramente no fácil de recordar, por consiguiente, como
simplificación a la hora de comparar el daño producido por diferentes cargas se puede calcular
una ratio que nos evalúe la difencia de daño producido por unas respecto a las otras. (MUENCH,
S.T, MAHONEY, J.P. 2002). Este ratio se calcula como la cuarta potencia del cociente de una
carga por eje respecto a la otra. Así por ejemplo para el caso de nuestros vehículos tipos, el ratio
de daño producido por un vehículo automóvil respecto a un camión es aproximadamente:
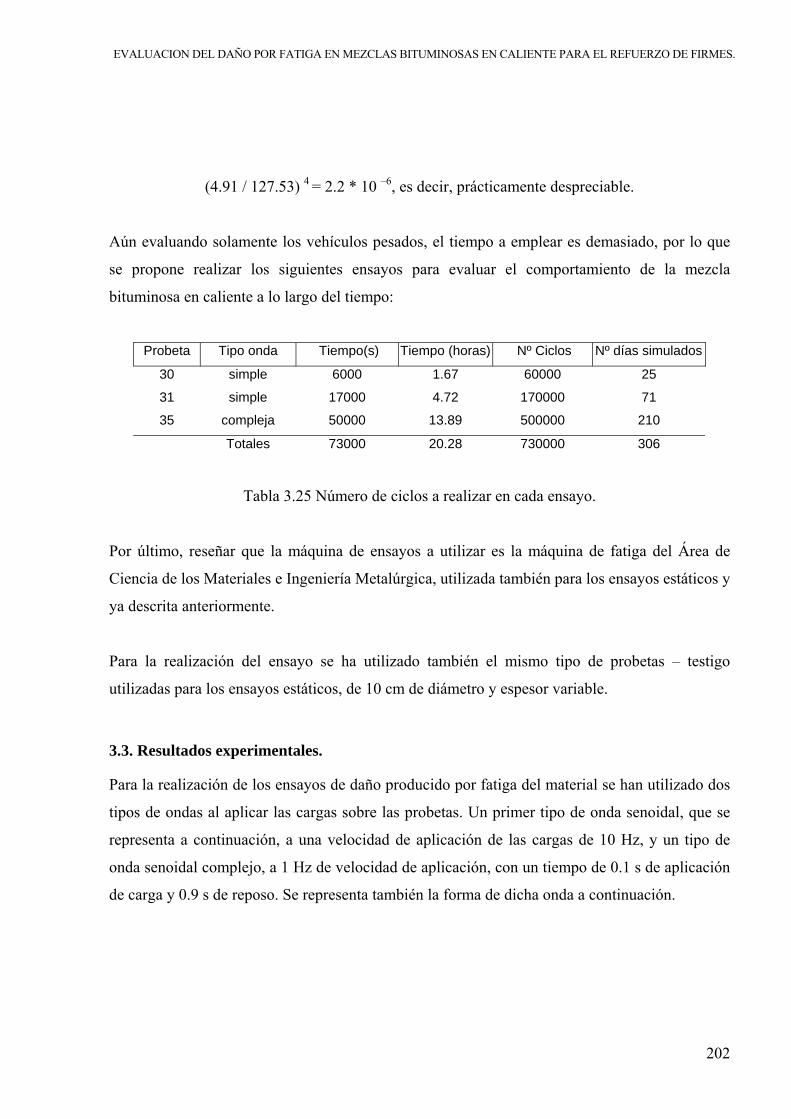
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
202
(4.91 / 127.53) 4 = 2.2 * 10 –6, es decir, prácticamente despreciable.
Aún evaluando solamente los vehículos pesados, el tiempo a emplear es demasiado, por lo que
se propone realizar los siguientes ensayos para evaluar el comportamiento de la mezcla
bituminosa en caliente a lo largo del tiempo:
Probeta Tipo onda Tiempo(s) Tiempo (horas) Nº Ciclos Nº días simulados
30 simple 6000 1.67 60000 25
31 simple 17000 4.72 170000 71
35 compleja 50000 13.89 500000 210
Totales 73000 20.28 730000 306
Tabla 3.25 Número de ciclos a realizar en cada ensayo.
Por último, reseñar que la máquina de ensayos a utilizar es la máquina de fatiga del Área de
Ciencia de los Materiales e Ingeniería Metalúrgica, utilizada también para los ensayos estáticos y
ya descrita anteriormente.
Para la realización del ensayo se ha utilizado también el mismo tipo de probetas – testigo
utilizadas para los ensayos estáticos, de 10 cm de diámetro y espesor variable.
3.3. Resultados experimentales.
Para la realización de los ensayos de daño producido por fatiga del material se han utilizado dos
tipos de ondas al aplicar las cargas sobre las probetas. Un primer tipo de onda senoidal, que se
representa a continuación, a una velocidad de aplicación de las cargas de 10 Hz, y un tipo de
onda senoidal complejo, a 1 Hz de velocidad de aplicación, con un tiempo de 0.1 s de aplicación
de carga y 0.9 s de reposo. Se representa también la forma de dicha onda a continuación.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
203
Fig. 3.70. Tipo de onda senoidal a 10 Hz
- 6 .4
- 5 .6
- 4 .8
- 4
- 3 .2
- 2 .4
- 1 .6
- 0 .8
0
- 2 .4
- 2 .3 5
- 2 .3
- 2 .2 5
- 2 .2
- 2 .1 5
- 2 .1
- 2 .0 5
6 0 6 0 . 5 6 1 6 1 .5 6 2 6 2 .5 6 3 6 3 . 5 6 4
F u e r z a a x ia l ( K N ) D e s p la z a m ie n to a x ia l ( m m )
Fuer
za a
xial
(KN
)
Desplazam
iento axial (mm
)
T ie m p o ( s ) Fig. 3.71. Tipo de onda senoidal compleja a 1 Hz
El primer ensayo se ha realizado con un tipo de onda senoidal simple, a 10 Hz de velocidad, a
una temperatura ambiente de 23±1 ºC, y con un espesor inicial de probeta de 47 mm. Los datos
obtenidos se representan a continuación.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
204
Fig. 3.72. Datos ensayo a fatiga onda senoidal. Probeta – testigo nº 30
Como se puede observar, se ha producido una deformación a compresión de la probeta de 6.8
mm al final de los 60000 ciclos de carga, lo que significa que la altura final de la probeta es de
40.2 mm.
Fig. 3.73. Datos ensayo a fatiga onda senoidal. Probeta – testigo nº 31

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
205
En el segundo ensayo se avalúa la probeta durante un mayor número de ciclos, a igual frecuencia
(10 Hz), tipo de onda (senoidal simple), y temperatura (23±1 ºC) que la anterior. El espesor
inicial de la probeta utilizada era de 42 mm. Los datos obtenidos se representan a continuación.
Como se puede observar, se ha producido una deformación a compresión de la probeta de 8.1
mm, al final de los 170000 ciclos de carga, lo que significa que la altura final de la probeta es de
33.9 mm.
Una vez comprobada que la deformación permanente acumulada producida, durante el mismo
número de ciclos (N=50000), en los dos ensayos con onda tipo senoidal (εprobeta31= 0.13;
εprobeta30= 0.13), es sensiblemente igual, se ha realizado un ensayo de elevada duración con una
onda senoidal compleja, a una frecuencia de 1 Hz, con 0.1 sg de aplicación carga y un reposo de
0.9 sg y a la misma temperatura ambiente (23±1 ºC), llegándose hasta N=50000 para evaluar si
el comportamiento del material es el mismo al aplicar uno u otro tipo de onda.
La altura inicial de la probeta utilizada es de 45mm. Los datos obtenidos se representan a
continuación.
Fig. 3.74. Datos ensayo a fatiga onda compleja. Probeta – testigo nº 35
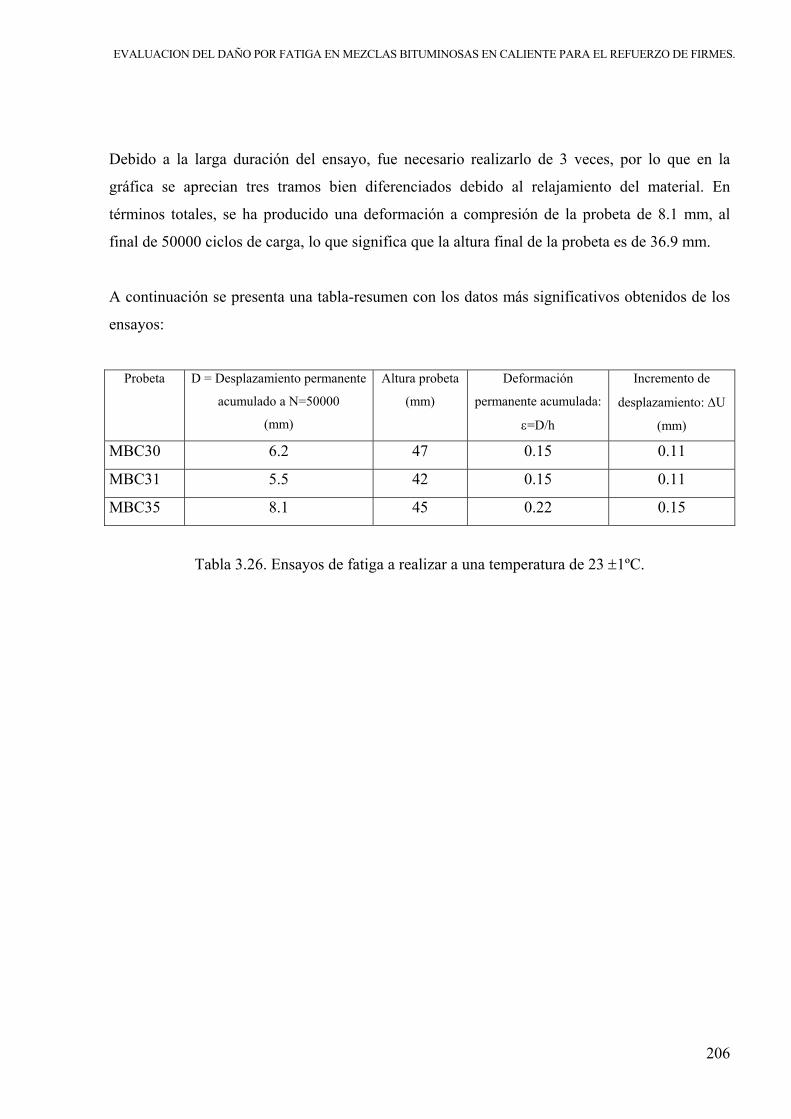
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
206
Debido a la larga duración del ensayo, fue necesario realizarlo de 3 veces, por lo que en la
gráfica se aprecian tres tramos bien diferenciados debido al relajamiento del material. En
términos totales, se ha producido una deformación a compresión de la probeta de 8.1 mm, al
final de 50000 ciclos de carga, lo que significa que la altura final de la probeta es de 36.9 mm.
A continuación se presenta una tabla-resumen con los datos más significativos obtenidos de los
ensayos:
Probeta D = Desplazamiento permanente
acumulado a N=50000
(mm)
Altura probeta
(mm)
Deformación
permanente acumulada:
ε=D/h
Incremento de
desplazamiento: ΔU
(mm)
MBC30 6.2 47 0.15 0.11
MBC31 5.5 42 0.15 0.11
MBC35 8.1 45 0.22 0.15
Tabla 3.26. Ensayos de fatiga a realizar a una temperatura de 23 ±1ºC.
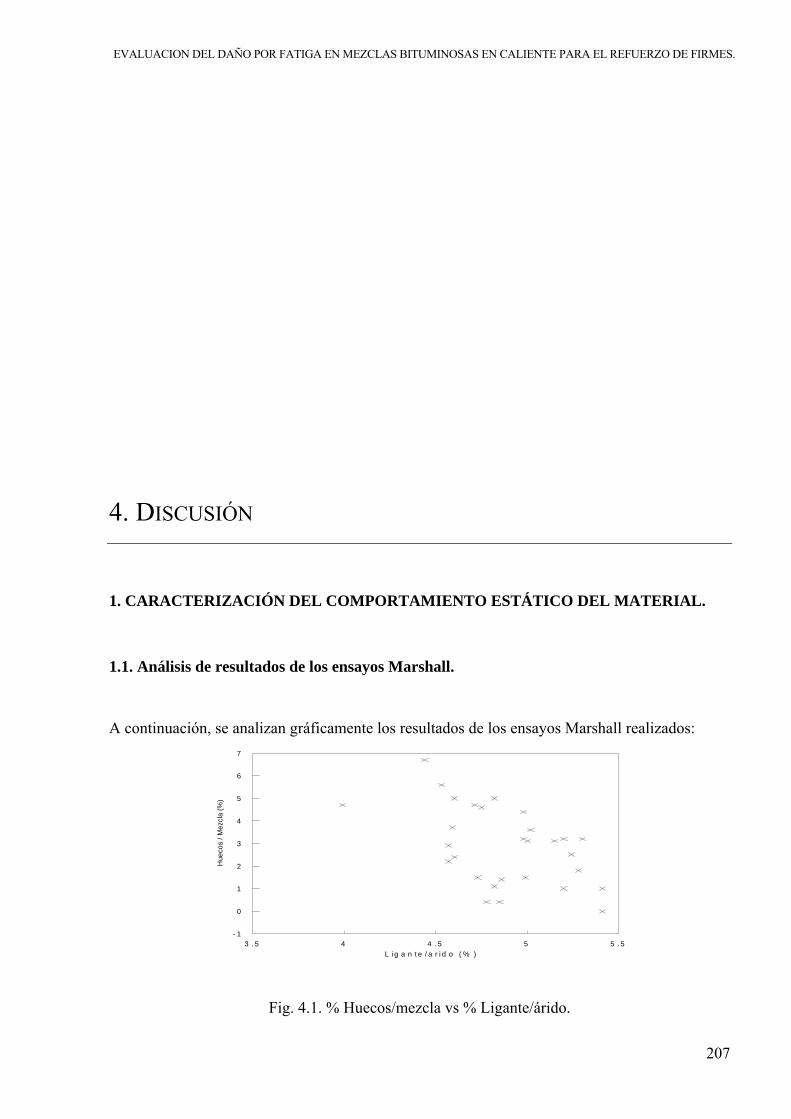
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
207
4. DISCUSIÓN
1. CARACTERIZACIÓN DEL COMPORTAMIENTO ESTÁTICO DEL MATERIAL.
1.1. Análisis de resultados de los ensayos Marshall.
A continuación, se analizan gráficamente los resultados de los ensayos Marshall realizados:
- 1
0
1
2
3
4
5
6
7
3 . 5 4 4 . 5 5 5 . 5
Hue
cos
/ Mez
cla
(%)
L i g a n t e / a r i d o ( % )
Fig. 4.1. % Huecos/mezcla vs % Ligante/árido.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
208
En el gráfico anterior, se puede apreciar que cuanto más % de ligante sobre árido existe, el
porcentaje de huecos sobre mezcla es menor. Sin embargo (gráfico siguiente) la deformación
máxima antes de rotura aumenta al aumentar dicho porcentaje de ligante, lo que será debido a las
propiedades de adhesividad y cohesión que proporciona el ligante en el material compuesto,
aportándole también una mayor estabilidad como se ve en la gráfica estabilidad vs % ligante /
árido.
2 .6
2 .8
3
3 .2
3 .4
3 .6
3 .8
4
3 .5 4 4 .5 5 5 .5
Def
orm
ació
n (m
m)
L ig a n te /a r id o ( % ) Fig. 4.2. Deformación vs % Ligante/árido.
1 2 0 0
1 3 0 0
1 4 0 0
1 5 0 0
1 6 0 0
1 7 0 0
1 8 0 0
1 9 0 0
2 0 0 0
3 ,5 4 4 ,5 5 5 ,5
Est
abilid
ad (K
g)
L ig a n te / á r i d o ( % )
Fig. 4.3. Estabilidad vs % Ligante/árido.
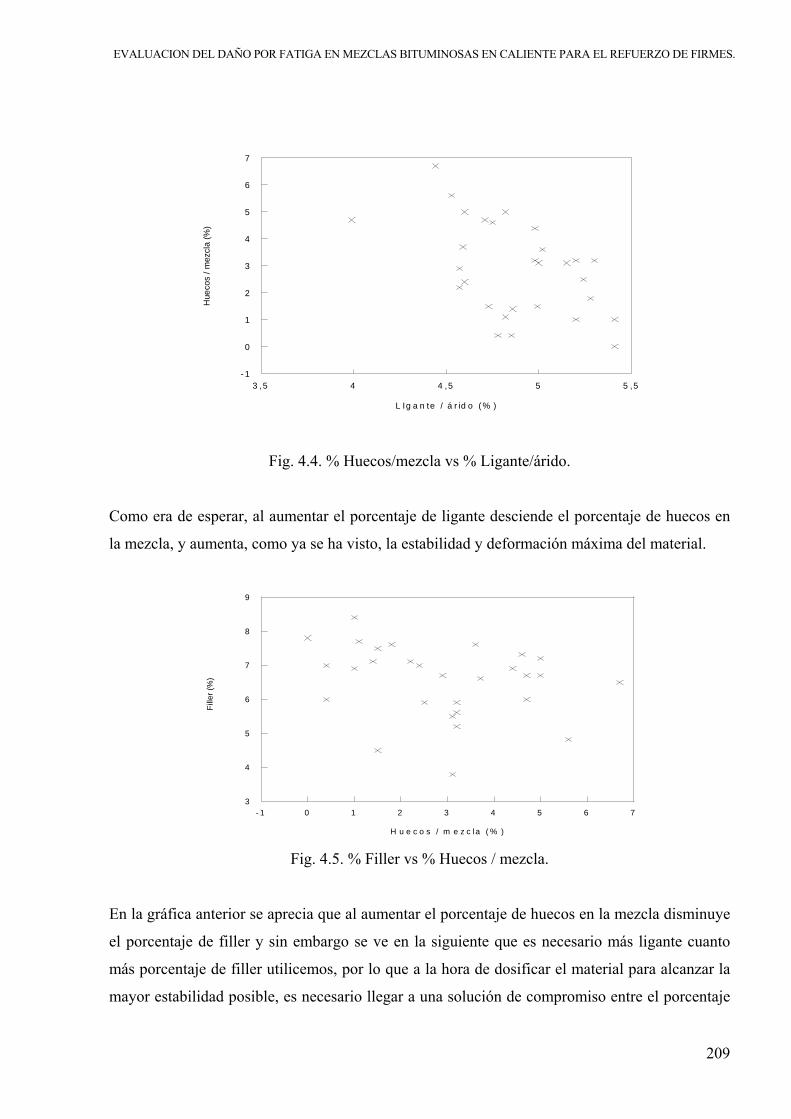
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
209
- 1
0
1
2
3
4
5
6
7
3 ,5 4 4 ,5 5 5 ,5
Hue
cos
/ mez
cla
(%)
L Ig a n te / á r id o ( % )
Fig. 4.4. % Huecos/mezcla vs % Ligante/árido.
Como era de esperar, al aumentar el porcentaje de ligante desciende el porcentaje de huecos en
la mezcla, y aumenta, como ya se ha visto, la estabilidad y deformación máxima del material.
3
4
5
6
7
8
9
- 1 0 1 2 3 4 5 6 7
Fille
r (%
)
H u e c o s / m e z c la ( % ) Fig. 4.5. % Filler vs % Huecos / mezcla.
En la gráfica anterior se aprecia que al aumentar el porcentaje de huecos en la mezcla disminuye
el porcentaje de filler y sin embargo se ve en la siguiente que es necesario más ligante cuanto
más porcentaje de filler utilicemos, por lo que a la hora de dosificar el material para alcanzar la
mayor estabilidad posible, es necesario llegar a una solución de compromiso entre el porcentaje

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
210
de filler y el de ligante a utilizar ya que nos aumenta mucho la deforamción y se pueden producir
deformaciones plásticas permanentes en el material que sean perjudiciales para su uso, llegando
a producir, incluso, roderas.
3
4
5
6
7
8
9
3 ,5 4 4 ,5 5 5 ,5
Fille
r (%
)
L ig a n te / á r id o s ( % ) Fig. 4.6. % Filler vs % Ligante / áridos ( % ).
Por último, tal y como se puede apreciar, no existen tendencias totalmente claras a la hora de
evaluar los ensayos marshall, por lo que es necesario realizar un gran número de ensayos y
evaluar tendencias para sacar conclusiones, por lo que en el presente estudio se ha pensado
utilizar otros ensayos que nos ayuden de una forma más clara en la evaluación del
comportamiento del material.
1.2. Análisis de resultados de los ensayos de compresión simple.
Del análisis de los resultados de los ensayos de compresión simple se pueden obtener gráficos
fuerza axial vs desplazamiento para cada ensayo.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
211
- 4 0
- 3 5
- 3 0
- 2 5
- 2 0
- 1 5
- 1 0
- 5
0-2 5-2 0-1 5-1 0- 50
Fuer
za a
xial
(KN
)
D e s p la z a m ie n to a x ia l (m m ) Fig. 4.7. MBC45. Fuerza axial vs Desplazamiento axial.
- 3 0
- 2 5
- 2 0
- 1 5
- 1 0
- 5
0- 2 0- 1 5-1 0- 50
Fuer
za a
xial
(KN
)
D e s p la z a m ie n to a x ia l ( m m )
Fig. 4.8. MBC41. Fuerza axial vs Desplazamiento axial.
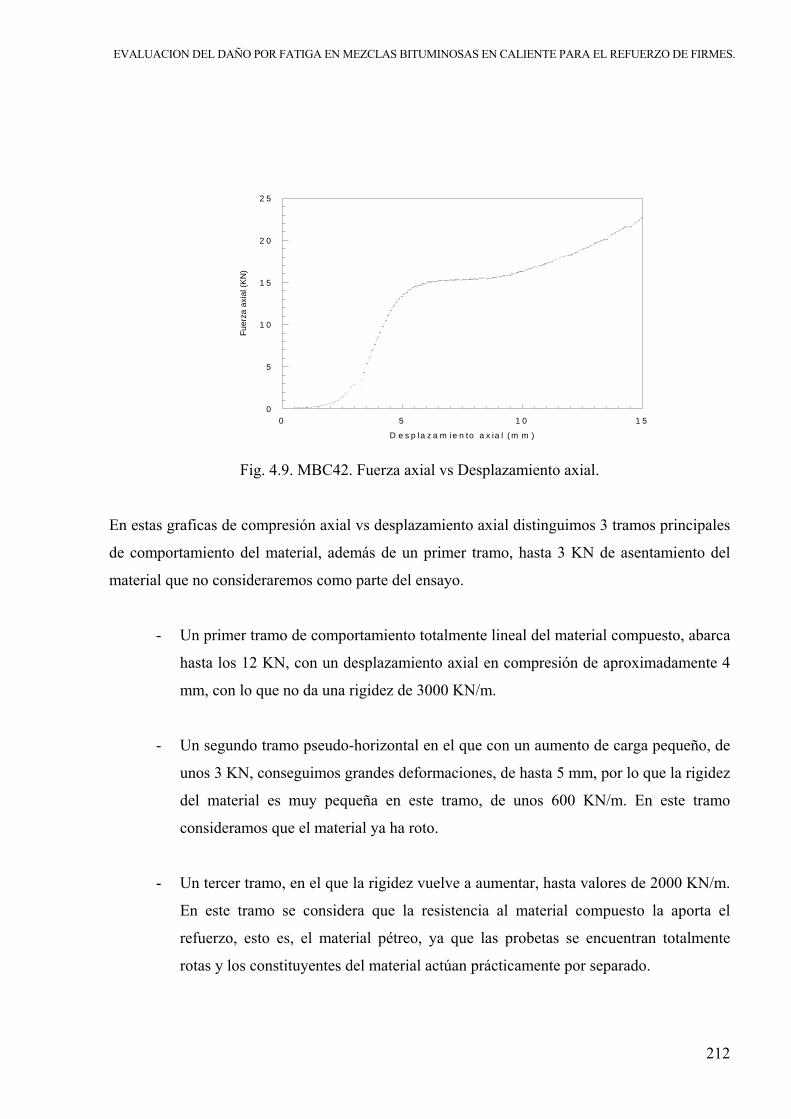
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
212
0
5
1 0
1 5
2 0
2 5
0 5 1 0 1 5
Fuer
za a
xial
(KN
)
D e s p la z a m ie n to a x ia l ( m m )
Fig. 4.9. MBC42. Fuerza axial vs Desplazamiento axial.
En estas graficas de compresión axial vs desplazamiento axial distinguimos 3 tramos principales
de comportamiento del material, además de un primer tramo, hasta 3 KN de asentamiento del
material que no consideraremos como parte del ensayo.
- Un primer tramo de comportamiento totalmente lineal del material compuesto, abarca
hasta los 12 KN, con un desplazamiento axial en compresión de aproximadamente 4
mm, con lo que no da una rigidez de 3000 KN/m.
- Un segundo tramo pseudo-horizontal en el que con un aumento de carga pequeño, de
unos 3 KN, conseguimos grandes deformaciones, de hasta 5 mm, por lo que la rigidez
del material es muy pequeña en este tramo, de unos 600 KN/m. En este tramo
consideramos que el material ya ha roto.
- Un tercer tramo, en el que la rigidez vuelve a aumentar, hasta valores de 2000 KN/m.
En este tramo se considera que la resistencia al material compuesto la aporta el
refuerzo, esto es, el material pétreo, ya que las probetas se encuentran totalmente
rotas y los constituyentes del material actúan prácticamente por separado.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
213
1.3. Validez de cada tipo de ensayo. Hacia el ensayo óptimo.
Los ensayos evaluados hasta ahora, tanto los tipo Marshall como los de compresión simple, son
ensayos de tipo estático, con los que no se puede apreciar la evolución de las propiedades del
material a lo largo de su vida en servicio, ya que no se reproducen las condiciones de trabajo ni
las condiciones de contorno adecuadamente.
Por todo ello, es necesario evaluar el comportamiento del material compuesto, la mezcla
bituminosa en caliente, utilizando ensayos de tipo dinámico, que sean capaces de reproducir lo
más fielmente posible la gran gama de cargas a las que están sometidos los materiales en
servicio, una vez puestos en obra y soportando las cargas transmitidas por el tráfico.
Es necesario asimismo, reproducir las condiciones de contorno a las que se encuentran los
materiales en la carretera, teniendo en cuenta la gran variabilidad de algunas condiciones a lo
largo del tiempo; cabe citar, por ejemplo, el gran diferencial de temperatura existente entre los
meses de verano y los de invierno, la diferencia de humedad, el confinamiento de los materiales,
su superficie de apoyo y la adhesividad con ésta, etc.
Por todo ello, se han desarrollado en los últimos años ensayos de tipo estático que reproduzcan
de la mejor forma posible, las condiciones de trabajo de los materiales.
2. EVALUACIÓN DEL COMPORTAMIENTO DINÁMICO DEL MATERIAL.
Como se ha visto anteriormente, el comportamiento de las mezclas bituminosas se tiene que
analizar desde el punto de vista dinámico, para lo cual existe un buen número de ensayos,
algunos de los cuales se han descrito en apartados anteriores. Con estos ensayos, se puede
caracterizar una mezcla bituminosa y recabar una serie de parámetros que la distinguen del resto
he indican su futuro comportamiento. En el presente estudio se ha decidido utilizar el análisis del
módulo dinámico y el análisis del ángulo de fase.
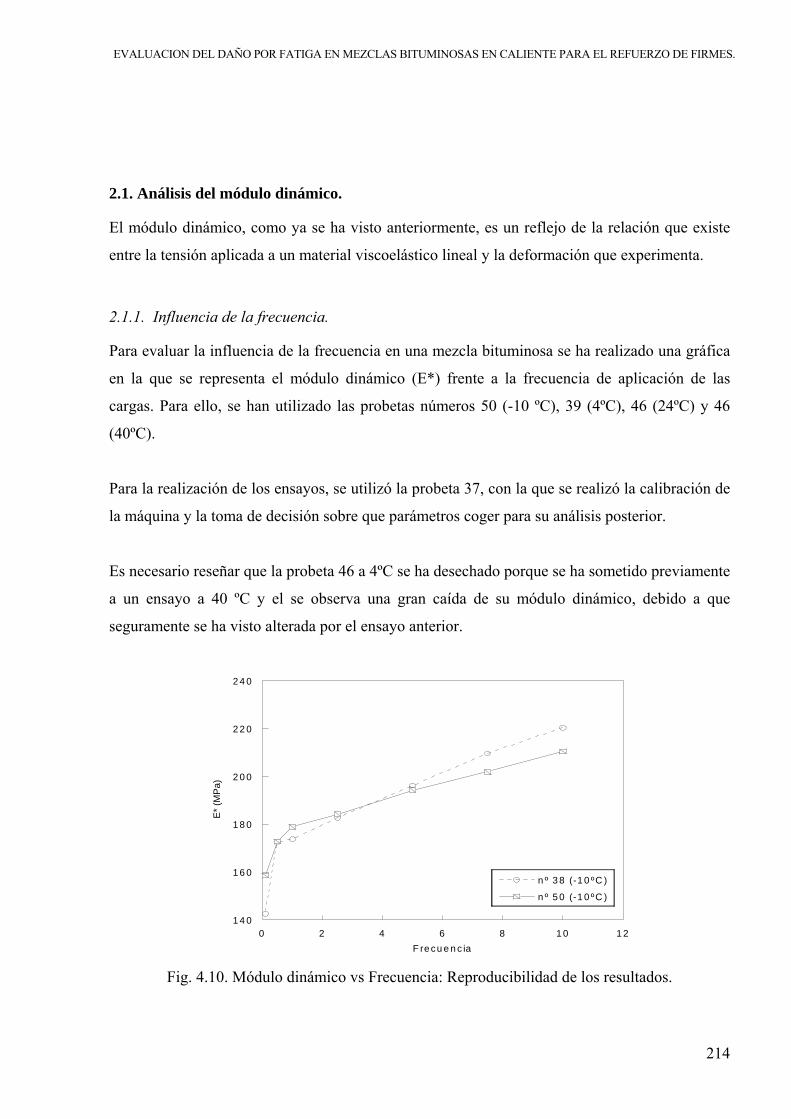
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
214
2.1. Análisis del módulo dinámico.
El módulo dinámico, como ya se ha visto anteriormente, es un reflejo de la relación que existe
entre la tensión aplicada a un material viscoelástico lineal y la deformación que experimenta.
2.1.1. Influencia de la frecuencia.
Para evaluar la influencia de la frecuencia en una mezcla bituminosa se ha realizado una gráfica
en la que se representa el módulo dinámico (E*) frente a la frecuencia de aplicación de las
cargas. Para ello, se han utilizado las probetas números 50 (-10 ºC), 39 (4ºC), 46 (24ºC) y 46
(40ºC).
Para la realización de los ensayos, se utilizó la probeta 37, con la que se realizó la calibración de
la máquina y la toma de decisión sobre que parámetros coger para su análisis posterior.
Es necesario reseñar que la probeta 46 a 4ºC se ha desechado porque se ha sometido previamente
a un ensayo a 40 ºC y el se observa una gran caída de su módulo dinámico, debido a que
seguramente se ha visto alterada por el ensayo anterior.
1 4 0
1 6 0
1 8 0
2 0 0
2 2 0
2 4 0
0 2 4 6 8 1 0 1 2
n º 3 8 (-1 0 ºC )
n º 5 0 (-1 0 ºC )
E*
(MP
a)
F re cu e n c ia Fig. 4.10. Módulo dinámico vs Frecuencia: Reproducibilidad de los resultados.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
215
Primeramente se evalúa la reproducibilidad de resultados en este tipo de ensayos, y se observa
que es bastante buena, tal y como se puede apreciar en la gráfica anterior.
1 4 0
1 6 0
1 8 0
2 0 0
2 2 0
2 4 0
2 6 0
2 8 0
0 2 4 6 8 1 0 1 2
n º 5 0 ( -1 0 ºC )
n º 4 6 (4 0 º C )
n º 3 9 (4 º C )
n º 4 6 (2 4 º C )
E*
(MP
a)
F re c u e n c ia Fig. 4.11. Módulo dinámico vs Frecuencia.
Al aumentar la frecuencia aumenta el módulo dinámico, o lo que es lo mismo disminuye el
diferencial de deformaciones ( E* = Δσ / Δε ), lo que se corrobora con la teoría del
comportamiento de los materiales poliméricos o de matriz polimérica como es el presente caso
en el que la matriz o ligante es un betún polimérico, y sabido es que al aumentar la velocidad de
aplicación de cargas en un polímero disminuye su deformación.
Las probetas congeladas nos dan una caída del módulo dinámico, lo que se ha corroborado
realizando el ensayo con una segunda probeta.
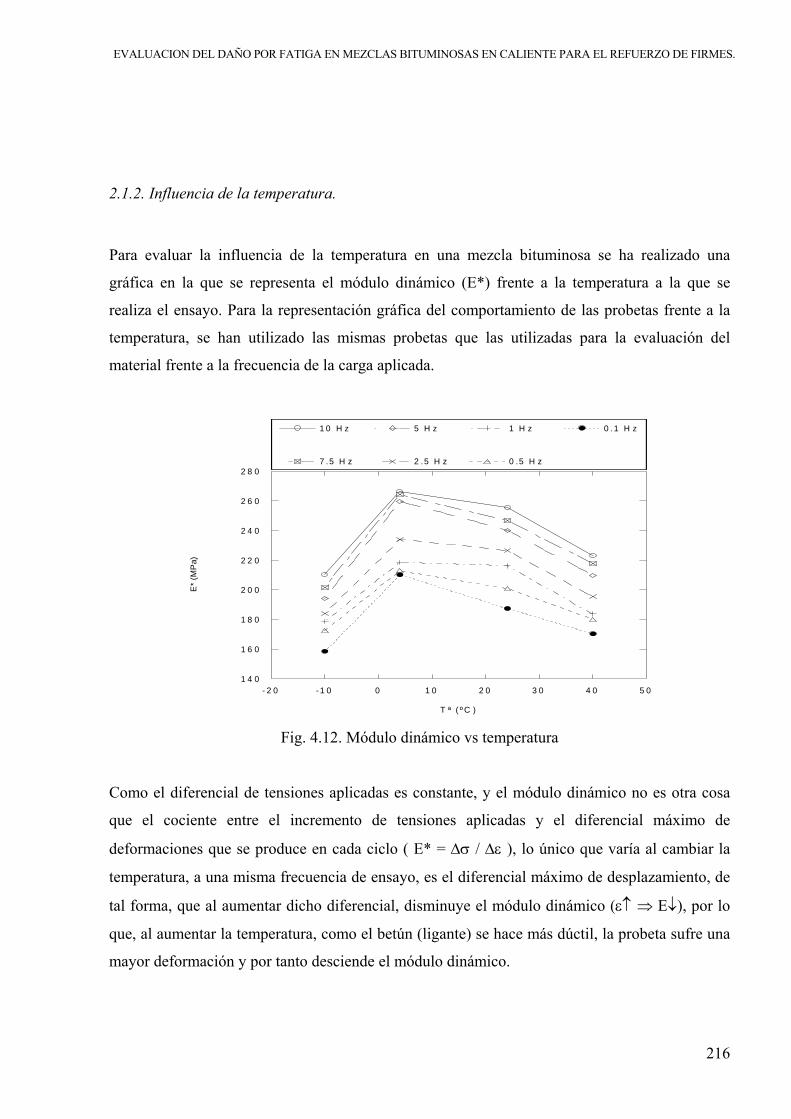
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
216
2.1.2. Influencia de la temperatura.
Para evaluar la influencia de la temperatura en una mezcla bituminosa se ha realizado una
gráfica en la que se representa el módulo dinámico (E*) frente a la temperatura a la que se
realiza el ensayo. Para la representación gráfica del comportamiento de las probetas frente a la
temperatura, se han utilizado las mismas probetas que las utilizadas para la evaluación del
material frente a la frecuencia de la carga aplicada.
1 4 0
1 6 0
1 8 0
2 0 0
2 2 0
2 4 0
2 6 0
2 8 0
- 2 0 - 1 0 0 1 0 2 0 3 0 4 0 5 0
m o d u lo - T ª a u n a f r e c u e n c ia f i j a
1 0 H z
7 .5 H z
5 H z
2 .5 H z
1 H z
0 .5 H z
0 .1 H z
E*
(MP
a)
T ª ( º C ) Fig. 4.12. Módulo dinámico vs temperatura
Como el diferencial de tensiones aplicadas es constante, y el módulo dinámico no es otra cosa
que el cociente entre el incremento de tensiones aplicadas y el diferencial máximo de
deformaciones que se produce en cada ciclo ( E* = Δσ / Δε ), lo único que varía al cambiar la
temperatura, a una misma frecuencia de ensayo, es el diferencial máximo de desplazamiento, de
tal forma, que al aumentar dicho diferencial, disminuye el módulo dinámico (ε↑ ⇒ E↓), por lo
que, al aumentar la temperatura, como el betún (ligante) se hace más dúctil, la probeta sufre una
mayor deformación y por tanto desciende el módulo dinámico.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
217
Hay que hacer notar que el aumento de la temperatura en un material polimérico hace aumentar
su ductilidad pero disminuye su módulo de rigidez (E), disminuyendo también su resistencia a la
tracción y por lo tanto se comporta peor como ligante dentro de un material compuesto.
En el caso de que la temperatura descienda de 0ºC (temperatura de congelación del agua a
presión atmosférica) el betún deja de comportarse normalmente y posiblemente pierda parte de
sus propiedades adhesivas.
lLa matriz, esto es, el betún es un polímero y seguramente hemos bajado por debajo de su
temperatura de transición vítrea, estamos en la región vítrea y las cadenas que lo componen están
en una posición congelada, no permitiendo el movimiento entre sí y comportándose el betún de
forma rígida.
Por lo tanto desciende notablemente la función de matriz – ligante que realizaba en la mezcla
bituminosa a temperaturas más altas, tendiendo hacia la disgregación del material, o por lo
menos a una falta de cohesión en su seno, y por lo tanto, al aplicarle un ciclo de cargas como el
que veníamos aplicando para otras temperaturas, la deformación del testigo aumenta,
disminuyendo su módulo dinámico.
2.2. Análisis del ángulo de fase.
Como se ha visto anteriormente, el ángulo de desfase (φ) es indicativo, a una frecuencia
determinada, del tiempo de retraso medio que existe entre la tensión aplicada en un ciclo y la
deformación que produce.
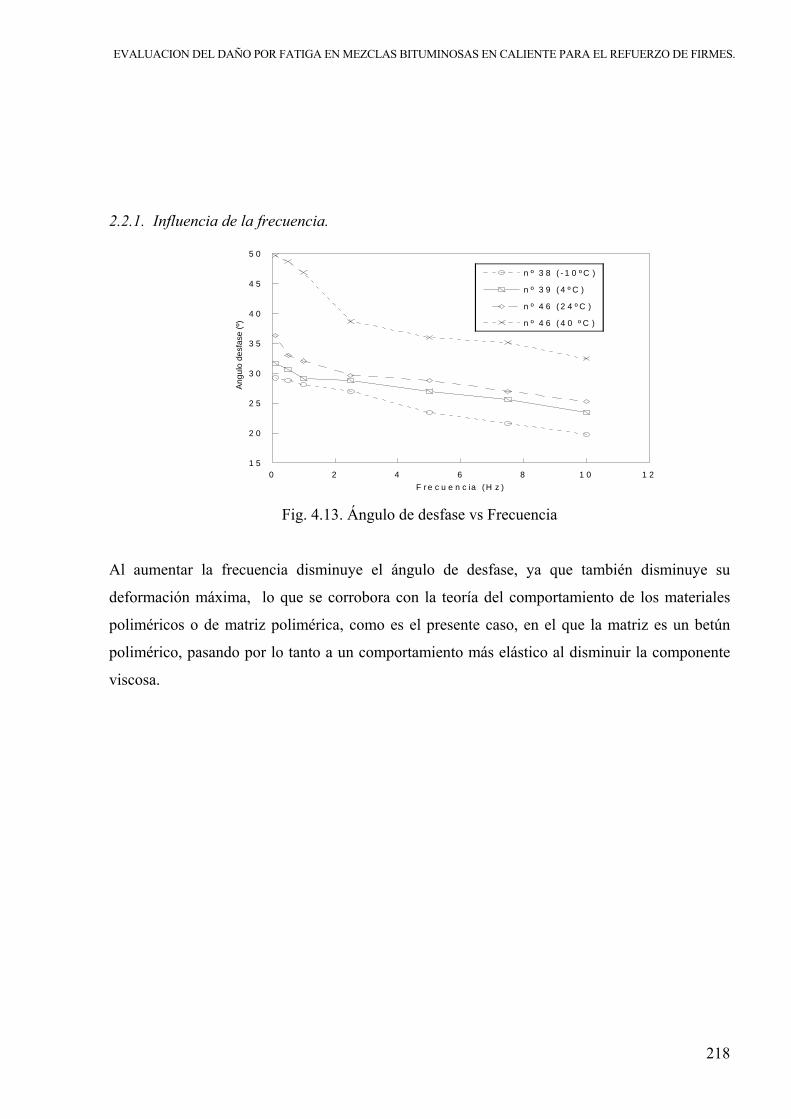
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
218
2.2.1. Influencia de la frecuencia.
1 5
2 0
2 5
3 0
3 5
4 0
4 5
5 0
0 2 4 6 8 1 0 1 2
n º 3 8 ( - 1 0 º C )
n º 3 9 ( 4 º C )
n º 4 6 ( 2 4 º C )
n º 4 6 ( 4 0 º C )
Ang
ulo
desf
ase
(º)
F r e c u e n c ia (H z ) Fig. 4.13. Ángulo de desfase vs Frecuencia
Al aumentar la frecuencia disminuye el ángulo de desfase, ya que también disminuye su
deformación máxima, lo que se corrobora con la teoría del comportamiento de los materiales
poliméricos o de matriz polimérica, como es el presente caso, en el que la matriz es un betún
polimérico, pasando por lo tanto a un comportamiento más elástico al disminuir la componente
viscosa.
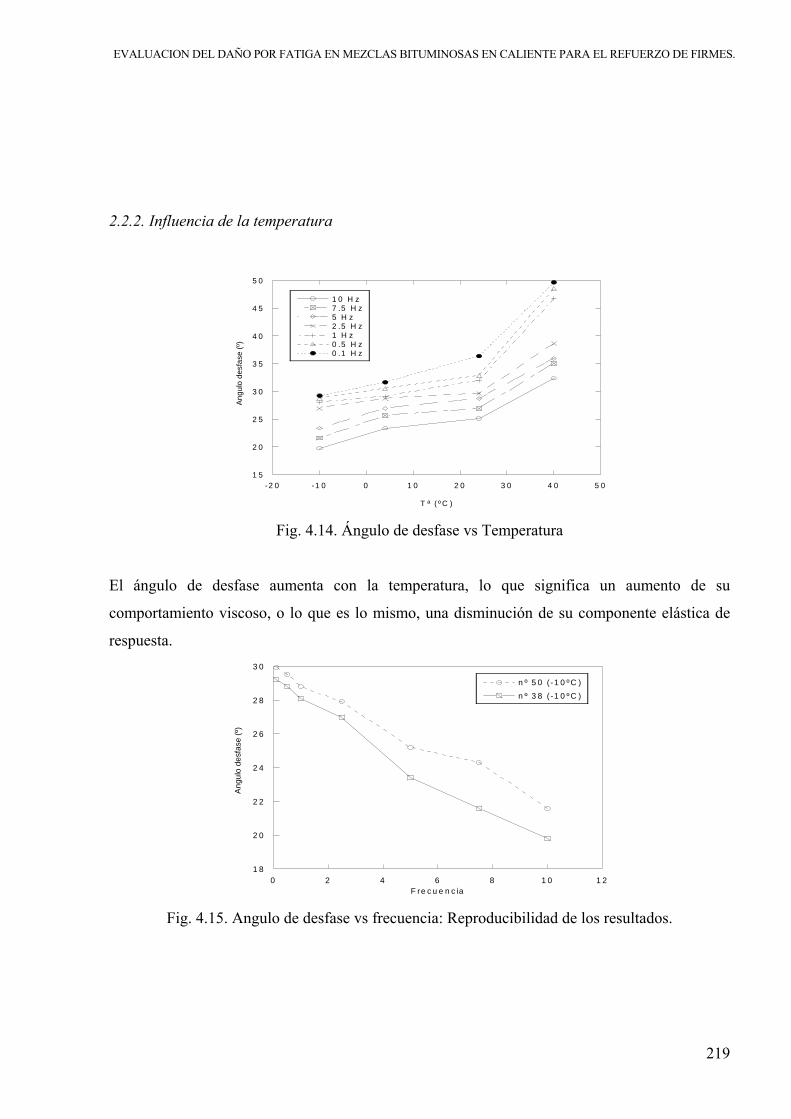
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
219
2.2.2. Influencia de la temperatura
1 5
2 0
2 5
3 0
3 5
4 0
4 5
5 0
-2 0 -1 0 0 1 0 2 0 3 0 4 0 5 0
1 0 H z7 .5 H z5 H z2 .5 H z1 H z0 .5 H z0 .1 H z
Ang
ulo
desf
ase
(º)
T ª ( º C ) Fig. 4.14. Ángulo de desfase vs Temperatura
El ángulo de desfase aumenta con la temperatura, lo que significa un aumento de su
comportamiento viscoso, o lo que es lo mismo, una disminución de su componente elástica de
respuesta.
1 8
2 0
2 2
2 4
2 6
2 8
3 0
0 2 4 6 8 1 0 1 2
n º 5 0 ( -1 0 ºC )
n º 3 8 ( -1 0 ºC )
Ang
ulo
desf
ase
(º)
F re c u e n c ia Fig. 4.15. Angulo de desfase vs frecuencia: Reproducibilidad de los resultados.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
220
Reseñar que la reproducibilidad de resultados en este tipo de ensayos, tal y como se puede
apreciar en la gráfica anterior es bastante buena, por lo que se considera que este tipo de ensayos
es el adecuado para representar el comportamiento real de un material bituminoso.
2.3. Transferibilidad de los resultados a la realidad.
Evaluado el material ensayado, llegamos a una expresión del módulo complejo del tipo:
E* = |E*| cosφ + i |E*| senφ
Particularizando para nuestro caso resulta que la expresión no es única, ya que depende de tanto
de la frecuencia del paso de las cargas como de la temperatura a la que está sometido el material,
tal y como podemos ver en las tablas de resultados anteriores. Podemos llegar a una expresión
aproximada tal como:
E*=200 cos 25 + i 200 sen 25
Sin embargo, no deja de ser una aproximación, más inclusive si tenemos en cuenta que existen
diferencias entre el comportamiento del material en laboratorio al comportamiento en la realidad,
es decir, en la carretera, con todas sus condiciones de contorno reales, tales como la aplicación
de cargas, confinamiento, variación de temperatura, etc.
3. DETERMINACIÓN DEL DAÑO POR FATIGA DEL MATERIAL
El estudio del problema de fatiga de los materiales utilizados en la construcción de la
infraestructura carretera ha sido prácticamente marginado, lo que ha dado como resultado que el
fundamento de las metodologías de análisis y diseño actuales para firmes sea de carácter
totalmente empírico.
Por otro lado, es necesario tener siempre presente que las extrapolaciones que se realizan con los
métodos de diseño de mezclas bituminosas de tipo empírico al utilizarlos para condiciones
distintas de las que han sido desarrollados, conduce a resultados discutibles y probablemente
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
221
inciertos. Otro punto importante es que la tipología de los vehículos cambia rápidamente, sobre
todo si tenemos en cuenta que la tendencia actual es ir hacia vehículos mas pesados, así como a
un espectacular incremento del tráfico. Las tendencias anteriores llevan al cambio de métodos de
diseño empíricos por métodos de diseño basados en aproximaciones mecanicistas, más si cabe si
tenemos en cuenta que el uso continuo de métodos empíricos requiere investigaciones
estadísticas costosas, sobre todo, si se tiene en cuenta los cambios a los que se han reseñado, así
como a la aparición de nuevos materiales para la construcción de carreteras.
Todo esto nos lleva a la necesidad de profundizar en el conocimiento de los mecanismos de
deformación de los materiales utilizados en carreteras, con la finalidad de entenderlos y
establecer métodos de diseño que incorporen tal conocimiento a diseños más cercanos al
comportamiento real de los firmes.
En el presente estudio, debido a la incertidumbre del comportamiento real del material, se ha
realizado una serie de ensayos a fatiga, para caracterizar el daño producido en el mismo a lo
largo del tiempo.
3.1. Reflexiones sobre el estudio de la fatiga en mezclas bituminosas.
Es necesario tener en cuenta que bajo un gran número de aplicaciones de carga, como es el caso
de las transmitidas por el tráfico, los materiales tienden a fracturarse o bien a acumular
deformación, dependiendo de su rigidez inicial, lo que causa algunos de los deterioros mas
significativos en la superficie de rodadura de los firmes
Históricamente se ha considerado que las fracturas de fatiga se iniciaban en el fondo de la capa
del firme, para propagarse posteriormente hacia arriba FENG WANG, B.S. (2005). Se han
desarrollado diversos modelos de fractura por fatiga, destacando el realizado por MONISMITH,
C.L. (1958)
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
222
Siendo, a1 y b1 coeficientes; εt y σ
t la deformación longitudinal y la tensión en el fondo de la capa
de firme; y Nf el número de repeticiones de carga hasta la rotura por fatiga
Los coeficientes depende de diversas propiedades de los materiales tales como la rigidez, el
volumen de huecos, el contenido de betún y su viscosidad, la granulometría de los áridos, así
como de condiciones ambientales, especialmente de la temperatura durante los ensayos.
Los modelos de fatiga desarrollados por el instituto del asfalto y por la compañía Shell incluyen
el módulo dinámico, y se resumen en la siguiente ecuación:
Nf=f1(ε1)-f2(E)-f3
Donde f1, f2 y f3 son coeficientes. HUANG,Y. H. (1993) y SUN, L., HUDSON, W.R., AND ZHANG,
Z. (2003)
Se ha desarrollado también (DIJK, W.V.,1975) un modelo de regresión en el que se relaciona, en
ensayos de tipo dinámico, el número de cargas aplicadas antes de que se produzca la fractura con
el total de energía disipada por unidad de volumen.
Todos estos modelos generalmente son muy complicados y para su aplicación se necesita
realizar una gran cantidad de cálculos intermedios basados en datos tomados de laboratorio, por
lo que no han ganado mucha popularidad y no se ha generalizado su empleo a nivel práctico.
Recientemente, la National Cooperative Highway Research Program: NCHRP, (HALLIN, J.P. ET
AL 2004), ha desarrollado las dos funciones de transferencia siguientes:
Nf=k1(εt)-k2(E)-k3

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
223
Siendo:
- Nf, el número de repeticiones de carga hasta el fallo (Formación de grietas en la parte
inferior o superior de la capa de mezcla bituminosa).
- ki, los coeficientes.
- εt, la máxima deformación en la parte superior o en el fondo de la capa de mezcla
bituminosa en caliente.
- E, el módulo de la capa de la mezcla bituminosa en caliente.
Aunque la ecuación que se presenta es similar a la anterior, se diferencia de ella en que en éste
modelo de fatiga desarrollado por la NCHRP se considera que las fracturas se originan tanto en
la superficie superior como en la inferior de la capa de mezcla bituminosa y en que se relaciona
el número de repeticiones de carga hasta fallo (Nf), con la deformación transversal máxima
admisible εt en la parte inferior o superior de la capa de mezcla bituminosa y el módulo del
material (E).
El segundo procedimiento se basa en descomponer la historia de cargas en bloques de amplitud
constante, en el presente caso de carga constante Pi, y contar e número de ciclos ni en cada
bloque. La rotura se producirá cuando D=1, siendo D:
Donde:
- D, el daño producido por fractura al final del período de diseño.
- ni, el número de repeticiones de carga realizadas (Con una carga Pi).
- Nfi, el número máximo admisible de repeticiones (para la carga Pi).
- m, el número total de ciclos de carga realizados sobre la probeta.
Esta ecuación es en realidad la ley de Miner, en la que se considera que la suma de las porciones
de daño producidas por cada carga es el daño total D en el final del período de diseño, y sabido
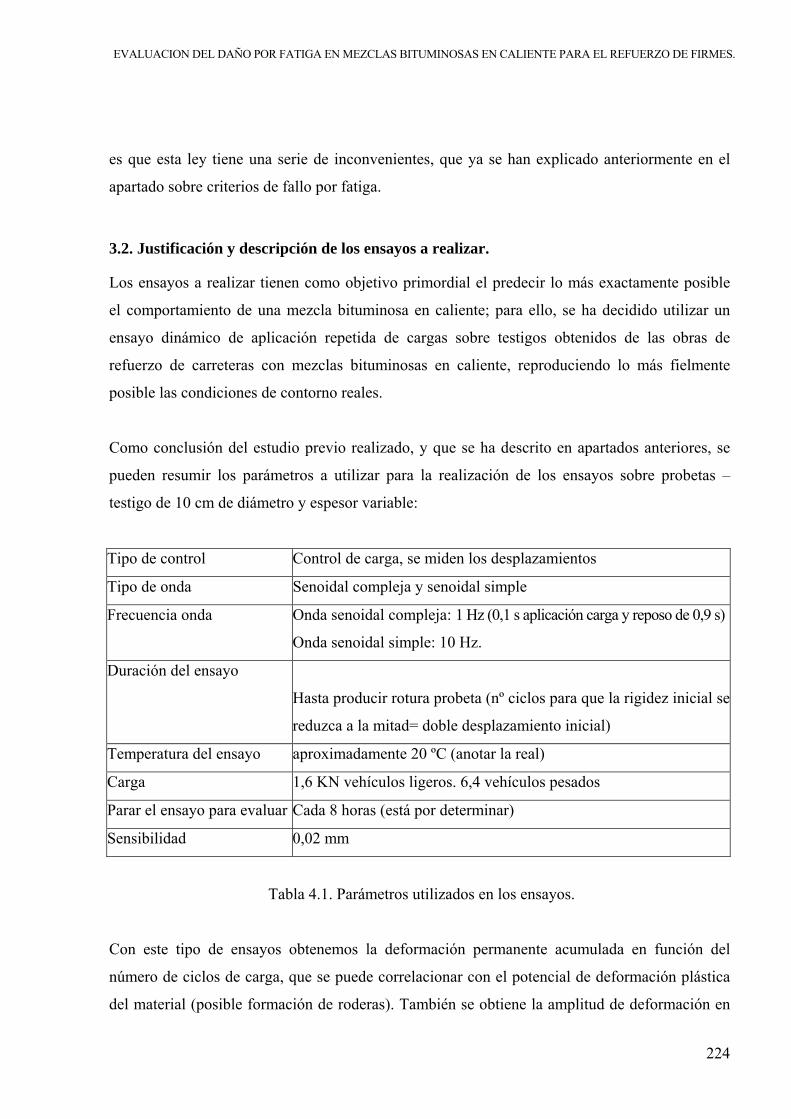
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
224
es que esta ley tiene una serie de inconvenientes, que ya se han explicado anteriormente en el
apartado sobre criterios de fallo por fatiga.
3.2. Justificación y descripción de los ensayos a realizar.
Los ensayos a realizar tienen como objetivo primordial el predecir lo más exactamente posible
el comportamiento de una mezcla bituminosa en caliente; para ello, se ha decidido utilizar un
ensayo dinámico de aplicación repetida de cargas sobre testigos obtenidos de las obras de
refuerzo de carreteras con mezclas bituminosas en caliente, reproduciendo lo más fielmente
posible las condiciones de contorno reales.
Como conclusión del estudio previo realizado, y que se ha descrito en apartados anteriores, se
pueden resumir los parámetros a utilizar para la realización de los ensayos sobre probetas –
testigo de 10 cm de diámetro y espesor variable:
Tipo de control Control de carga, se miden los desplazamientos
Tipo de onda Senoidal compleja y senoidal simple
Frecuencia onda
Onda senoidal compleja: 1 Hz (0,1 s aplicación carga y reposo de 0,9 s)
Onda senoidal simple: 10 Hz.
Duración del ensayo
Hasta producir rotura probeta (nº ciclos para que la rigidez inicial se
reduzca a la mitad= doble desplazamiento inicial)
Temperatura del ensayo aproximadamente 20 ºC (anotar la real)
Carga 1,6 KN vehículos ligeros. 6,4 vehículos pesados
Parar el ensayo para evaluar Cada 8 horas (está por determinar)
Sensibilidad 0,02 mm
Tabla 4.1. Parámetros utilizados en los ensayos.
Con este tipo de ensayos obtenemos la deformación permanente acumulada en función del
número de ciclos de carga, que se puede correlacionar con el potencial de deformación plástica
del material (posible formación de roderas). También se obtiene la amplitud de deformación en
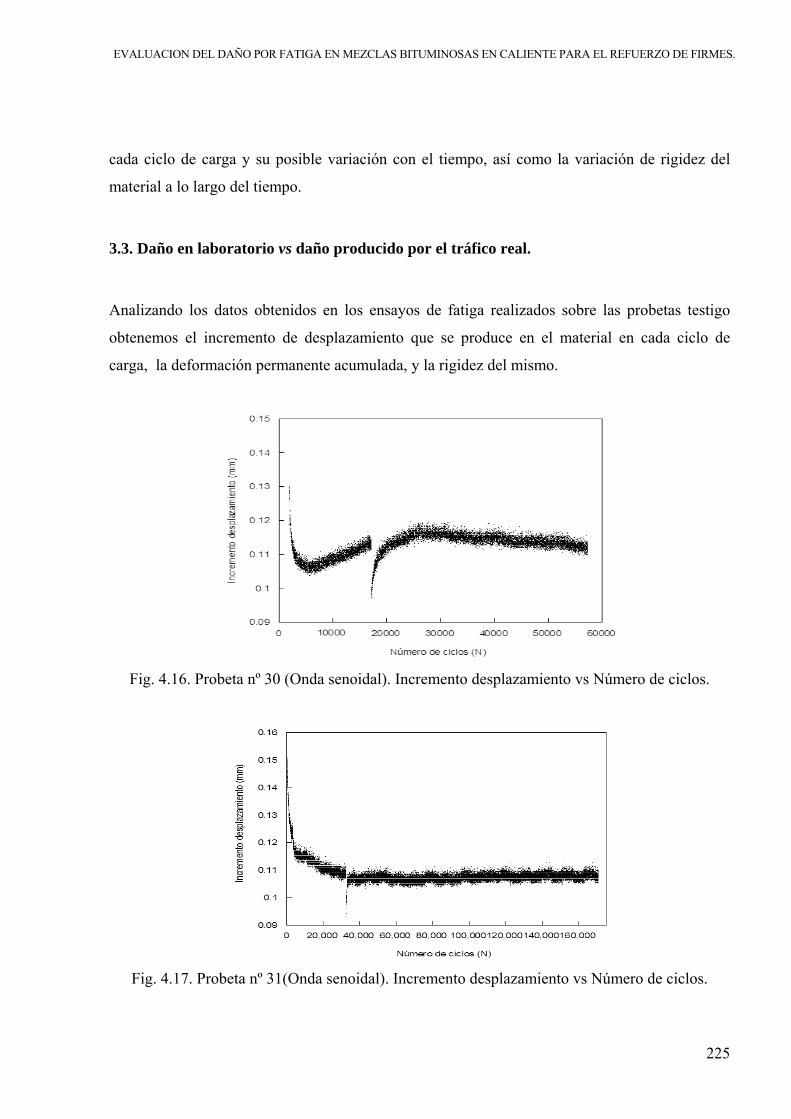
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
225
cada ciclo de carga y su posible variación con el tiempo, así como la variación de rigidez del
material a lo largo del tiempo.
3.3. Daño en laboratorio vs daño producido por el tráfico real.
Analizando los datos obtenidos en los ensayos de fatiga realizados sobre las probetas testigo
obtenemos el incremento de desplazamiento que se produce en el material en cada ciclo de
carga, la deformación permanente acumulada, y la rigidez del mismo.
Fig. 4.16. Probeta nº 30 (Onda senoidal). Incremento desplazamiento vs Número de ciclos.
Fig. 4.17. Probeta nº 31(Onda senoidal). Incremento desplazamiento vs Número de ciclos.
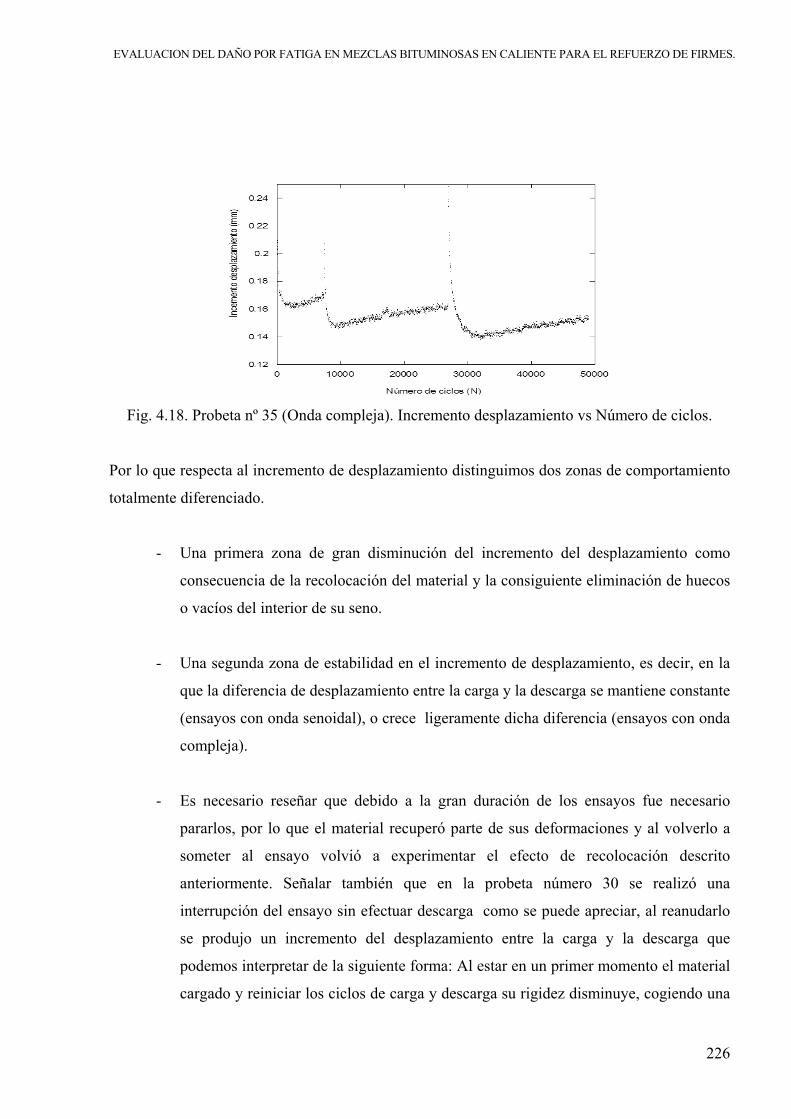
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
226
Fig. 4.18. Probeta nº 35 (Onda compleja). Incremento desplazamiento vs Número de ciclos.
Por lo que respecta al incremento de desplazamiento distinguimos dos zonas de comportamiento
totalmente diferenciado.
- Una primera zona de gran disminución del incremento del desplazamiento como
consecuencia de la recolocación del material y la consiguiente eliminación de huecos
o vacíos del interior de su seno.
- Una segunda zona de estabilidad en el incremento de desplazamiento, es decir, en la
que la diferencia de desplazamiento entre la carga y la descarga se mantiene constante
(ensayos con onda senoidal), o crece ligeramente dicha diferencia (ensayos con onda
compleja).
- Es necesario reseñar que debido a la gran duración de los ensayos fue necesario
pararlos, por lo que el material recuperó parte de sus deformaciones y al volverlo a
someter al ensayo volvió a experimentar el efecto de recolocación descrito
anteriormente. Señalar también que en la probeta número 30 se realizó una
interrupción del ensayo sin efectuar descarga como se puede apreciar, al reanudarlo
se produjo un incremento del desplazamiento entre la carga y la descarga que
podemos interpretar de la siguiente forma: Al estar en un primer momento el material
cargado y reiniciar los ciclos de carga y descarga su rigidez disminuye, cogiendo una

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
227
mayor movilidad y aumentando por tanto el incremento de desplazamiento (Es lo que
podemos llamar “efecto plastilina”, que es lo que le ocurre a esta al empezar a
amasarla, pasando de estar muy rígida a una gran flexibilidad).
Por lo que respecta al estudio sobre la evolución de la rigidez de la mezcla bituminosa, se
representan a continuación las gráficas obtenidas de rigidez vs número de ciclos para los tres
casos estudiados:
Fig. 4.19. Probeta nº 30 (Onda senoidal). Rigidez vs Número de ciclos.
Fig. 4.20. Probeta nº 31 (Onda senoidal). Rigidez vs Número de ciclos.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
228
Fig. 4.21. Probeta nº 35 (Onda compleja). Rigidez vs Número de ciclos.
Las tres gráficas corroboran las explicaciones realizadas anteriormente para el incremento de
desplazamiento, ya que por definición, la rigidez se ha obtenido como resultado de la división de
diferencia de fuerzas aplicadas por el incremento de desplazamiento máximo y puesto que el
ensayo se ha realizado a control de carga, la diferencia de fuerzas aplicadas es siempre constante,
variando únicamente la diferencia de desplazamientos máximo y mínimo.
Se observa asimismo que la rigidez se estabiliza en torno a los 55 KN en los ensayos realizados
con onda simple y en torno a los 40 KN en los de onda compleja. Esta diferencia se explica
debido al comportamiento viscoso de la mezcla bituminosa, puesto que al utilizar una onda
compleja, la rigidez del material es menor debido a que existe un periodo de ausencia de carga
en cada ciclo que produce un aumento de la diferencia de desplazamientos debido al retraso
entre la aplicación de la carga y la deformación que provoca.
Para evaluar la evolución del material a lo largo del tiempo se utiliza otro parámetro
característico, como es la deformación permanente acumulada, que no es otra cosa que el
producto de dividir el desplazamiento axial mínimo o no recuperado en cada ciclo de carga por
la altura real total de la probeta en el instante de la medida.
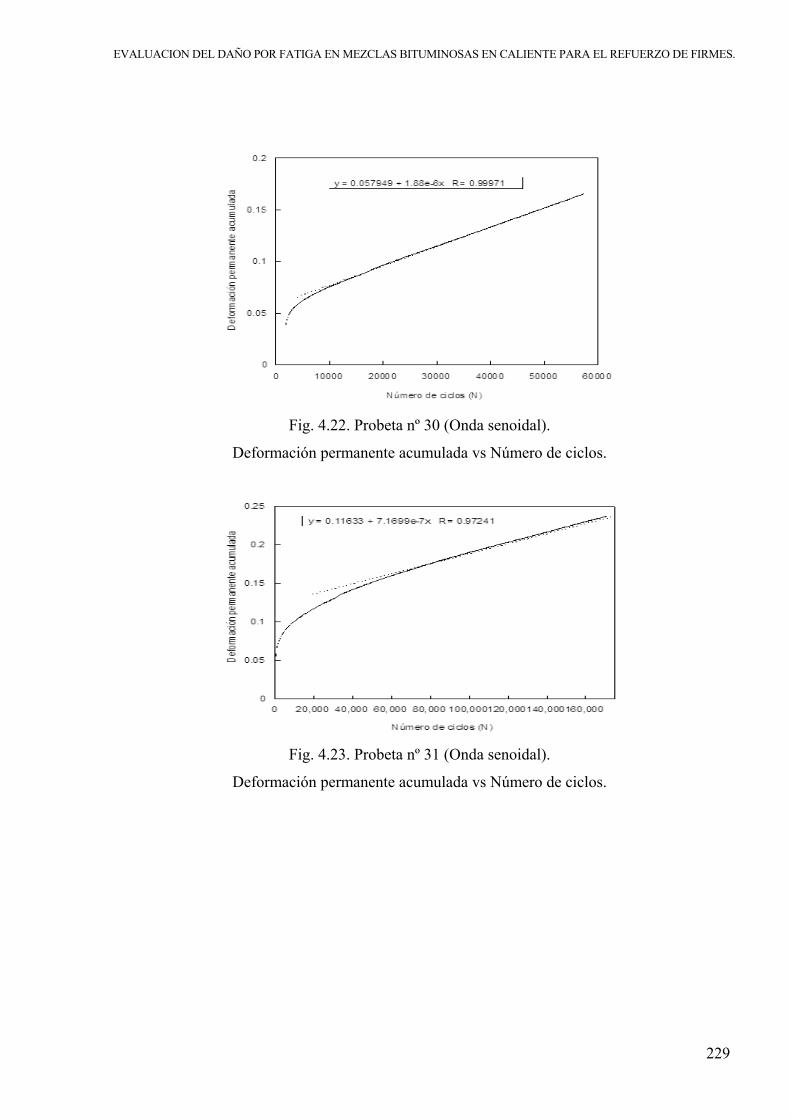
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
229
Fig. 4.22. Probeta nº 30 (Onda senoidal).
Deformación permanente acumulada vs Número de ciclos.
Fig. 4.23. Probeta nº 31 (Onda senoidal).
Deformación permanente acumulada vs Número de ciclos.
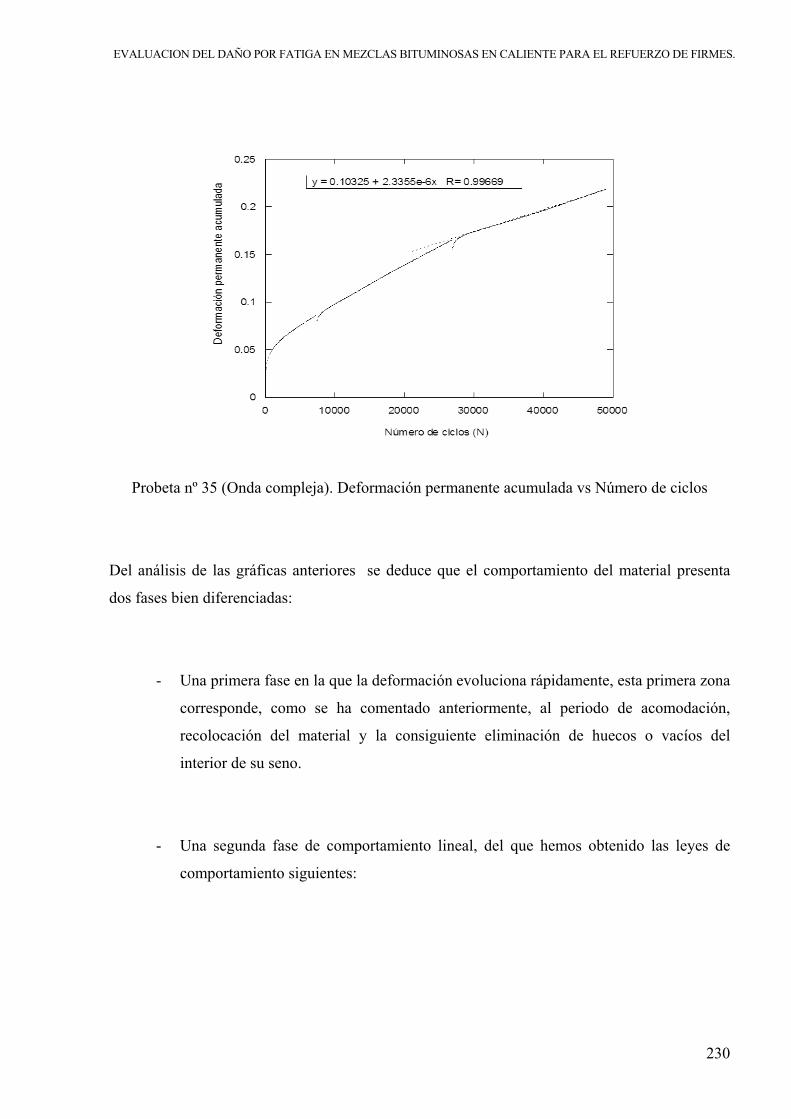
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
230
Probeta nº 35 (Onda compleja). Deformación permanente acumulada vs Número de ciclos
Del análisis de las gráficas anteriores se deduce que el comportamiento del material presenta
dos fases bien diferenciadas:
- Una primera fase en la que la deformación evoluciona rápidamente, esta primera zona
corresponde, como se ha comentado anteriormente, al periodo de acomodación,
recolocación del material y la consiguiente eliminación de huecos o vacíos del
interior de su seno.
- Una segunda fase de comportamiento lineal, del que hemos obtenido las leyes de
comportamiento siguientes:
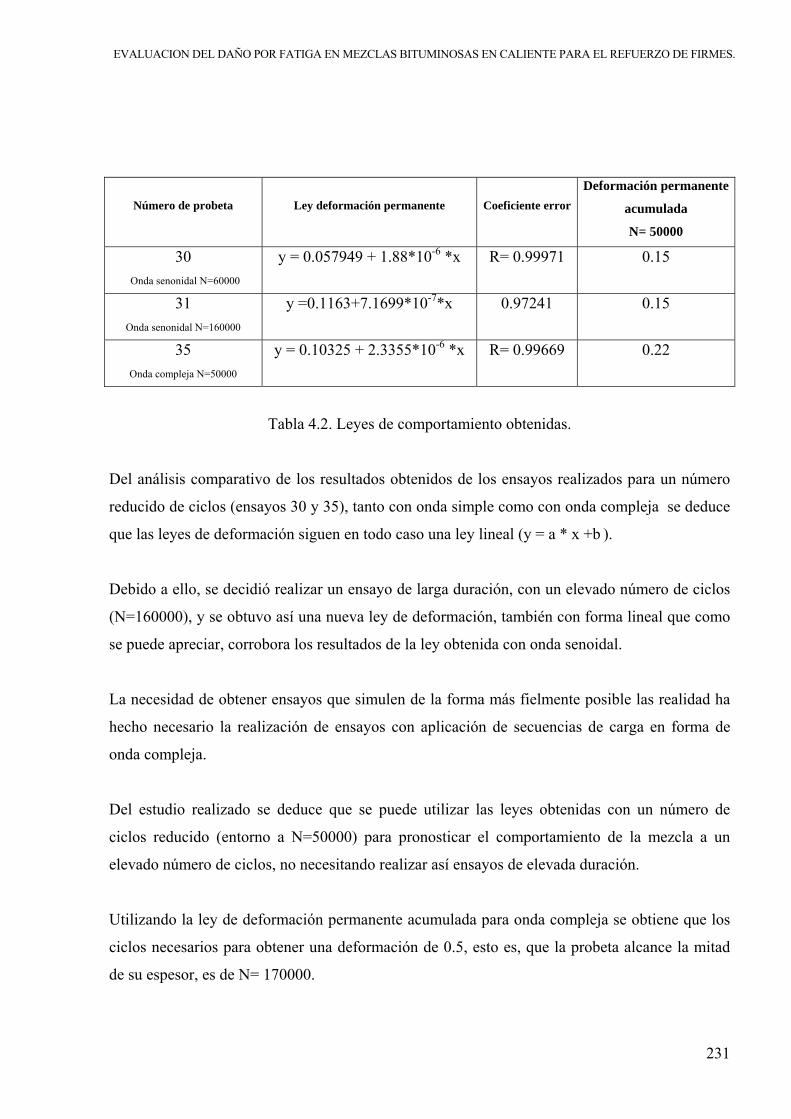
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
231
Número de probeta
Ley deformación permanente
Coeficiente error Deformación permanente
acumulada
N= 50000
30 Onda senonidal N=60000
y = 0.057949 + 1.88*10-6 *x R= 0.99971 0.15
31 Onda senonidal N=160000
y =0.1163+7.1699*10-7*x 0.97241 0.15
35 Onda compleja N=50000
y = 0.10325 + 2.3355*10-6 *x R= 0.99669 0.22
Tabla 4.2. Leyes de comportamiento obtenidas.
Del análisis comparativo de los resultados obtenidos de los ensayos realizados para un número
reducido de ciclos (ensayos 30 y 35), tanto con onda simple como con onda compleja se deduce
que las leyes de deformación siguen en todo caso una ley lineal (y = a * x +b ).
Debido a ello, se decidió realizar un ensayo de larga duración, con un elevado número de ciclos
(N=160000), y se obtuvo así una nueva ley de deformación, también con forma lineal que como
se puede apreciar, corrobora los resultados de la ley obtenida con onda senoidal.
La necesidad de obtener ensayos que simulen de la forma más fielmente posible las realidad ha
hecho necesario la realización de ensayos con aplicación de secuencias de carga en forma de
onda compleja.
Del estudio realizado se deduce que se puede utilizar las leyes obtenidas con un número de
ciclos reducido (entorno a N=50000) para pronosticar el comportamiento de la mezcla a un
elevado número de ciclos, no necesitando realizar así ensayos de elevada duración.
Utilizando la ley de deformación permanente acumulada para onda compleja se obtiene que los
ciclos necesarios para obtener una deformación de 0.5, esto es, que la probeta alcance la mitad
de su espesor, es de N= 170000.
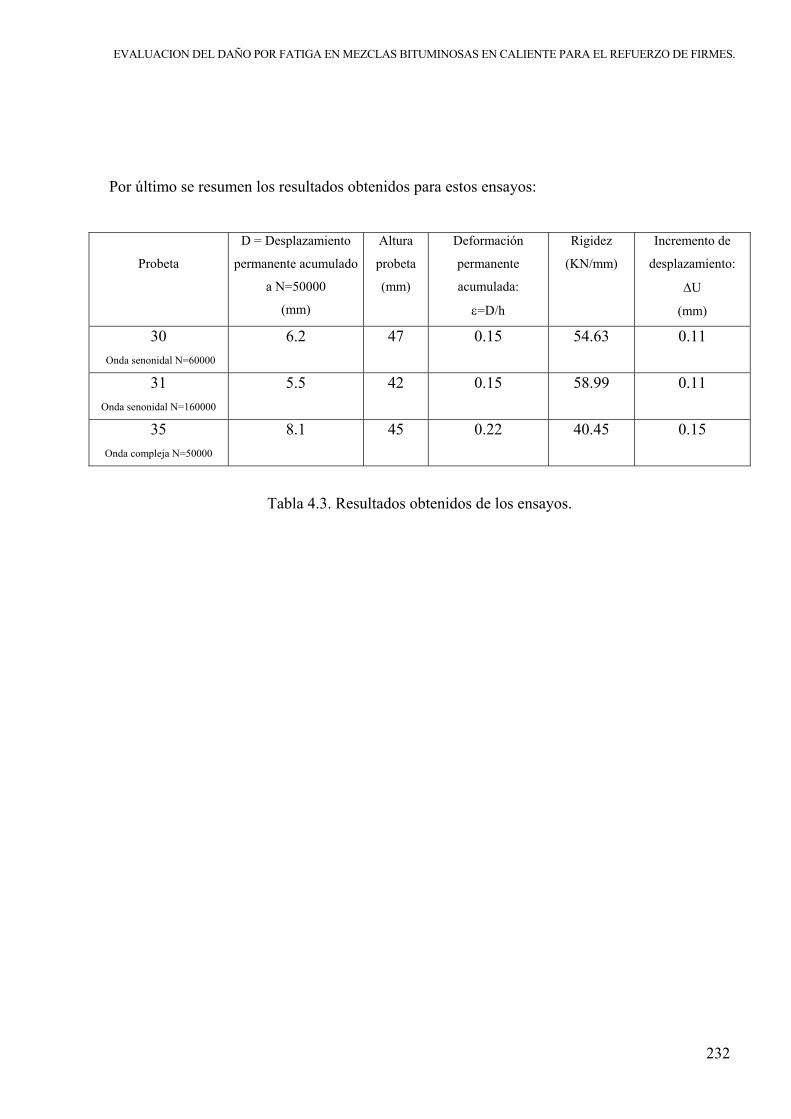
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
232
Por último se resumen los resultados obtenidos para estos ensayos:
Probeta
D = Desplazamiento
permanente acumulado
a N=50000
(mm)
Altura
probeta
(mm)
Deformación
permanente
acumulada:
ε=D/h
Rigidez
(KN/mm)
Incremento de
desplazamiento:
ΔU
(mm)
30 Onda senonidal N=60000
6.2 47 0.15 54.63 0.11
31 Onda senonidal N=160000
5.5 42 0.15 58.99 0.11
35 Onda compleja N=50000
8.1 45 0.22 40.45 0.15
Tabla 4.3. Resultados obtenidos de los ensayos.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
233
5. CONCLUSIONES
1. CARACTERIZACIÓN DEL COMPORTAMIENTO ESTÁTICO DEL MATERIAL.
Con los ensayos estáticos no se pueden reproducir las condiciones reales de aplicación de las
cargas en los materiales ensayados, por lo que no se puede apreciar la evolución de las
propiedades de las mezclas bituminosas en caliente a lo largo de su vida en servicio. No se
reproduce fielmente tampoco las condiciones de contorno, baste con citar los grandes
diferenciales térmicos y la gran variabilidad de humedad que existe en las condiciones reales
entre los periodos invernales y los periodos de estío.
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
234
2. EVALUACIÓN DEL COMPORTAMIENTO DINÁMICO DEL MATERIAL.
Por todas las condicionantes enumerados anteriormente, se ha realizado un estudio del
comportamiento dinámico de las mezclas bituminosas, evaluándo a diferentes temperaturas y
frecuencias diversas probetas.
Como conclusión de dicho estudio C podemos decir que el comportamiento de una mezcla
bituminosa varía según la frecuencia utilizada y la temperatura a la que se encuentre. Así, para
frecuencias altas o lo que es lo mismo, tiempos de aplicación muy pequeños (0,1 sg) y
temperaturas bajas (<10ºC) su comportamiento es de tipo elástico - lineal. Sin embargo, para
temperaturas y tiempos de aplicación mayores su deformación aumenta y aumenta también su
ángulo de desfase, por lo que podemos decir que el comportamiento es de tipo plástico y
viscoso.
3. DETERMINACIÓN DEL DAÑO POR FATIGA DEL MATERIAL
Del análisis de los resultados obtenidos en los ensayos de fatiga de las distintas probetas de
mezcla bituminosa en caliente se deduce que la rigidez del material (calculada como cociente
entre la amplitud de cargas aplicadas y los desplazamientos que provocan) se estabiliza una vez
efectuados los primeros ciclos, y se constata que existe un desfase más o menos constante entre
la aplicación de las cargas y los desplazamientos producidos por éstas, por lo que podemos
calificar las mezclas bituminosas como materiales con un comportamiento de tipo viscoso.
Para evaluar la evolución del material a lo largo del tiempo se utiliza la deformación permanente
acumulada, obteniéndose unas leyes de deformación de tipo lineal. (y = a * x +b ) tanto para el
caso de aplicación de cargas con un espectro senoidal, como con un espectro de onda compleja,
por lo que se deduce que se pueden utilizar ondas de tipo senoidal, lo que facilita enórmemente
los estudios de fatiga a largo plazo ya que se consiguen realizar los ensayos en tiempos diez
veces menores.
Por otro lado, se confirma la aplicación a largo plazo de las ley de deformación obtenida, por lo
que se pueden realizar cálculo sobre la deformación futura del material.
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
235
6. REFERENCIAS
AMERGENCE INTERACTIVE. (2001)
The Roman Roads in the Mediterranean Region and Europe web site.
http://www.viadomitia.org.
AASHO (1961)
AASHO Interim Design Guide
American Association of State Highway Officials , Washington D.C., USA
AASHTO (2002)
Guide for the Design of New and Rehabilitated Pavement Structures
American Association of State Highway and Transportation Officials , Washington D.C., USA
AASHTO (1993)
AASHTO guide for Design of Pavement Structures
American Association of State Highway and Transportation Officials , Washington D.C., USA
AASHTO (2000)
Standard Specifications for Transportation Materials and Methods of Sampling and Testing.
American Association of State Highway and Transportation Officials. Washington, D.C.
AASHTO (2001)
MP1 Standard Specification for Performance Graded Asphalt Binder
American Association of State Highway and Transportation Officials. Washington, D.C.
AASHTO (2006)
Provisional Standards.
American Association of State Highway and Transportation Officials. Washington, D.C.
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
236
ASPHALT INSTITUTE (1991)
Thickness Design Asphalt Pavement for Highways & Streets.
Asphalt Institute. Lexington, USA
ARRIAGA P. M. Y GARNICA A. P. (1998).
Diagnóstico de las Características Superficiales de los Pavimentos.
Publicación Técnica No. 111. Instituto Mexicano del Transporte. Sanfandila, Querétaro. Méjico.
ASPHALT IN FIGURES (2004)
European Asphalt Pavement Association (EAPA)
Bruselas, Bélgica.
ASTM (2006)
Annual Book of ASTM Standards, Section four: Construction. Vol. 4.03.
American Society for Testing and Materials. West Conshohocken, Pennsylvania. USA.
BAKER, I.O. (1903).
Roads and Pavements.
John Wiley and Sons, New York, NY
BARKSDALE R. D. (1971)
Compressive Stress Pulse Times in Flexible Pavements for Use in Dinamic Testing.
Highway Research Record 345, Washington, DC. USA.
BOUSSINESQ J (1885)
Application des Potentiels a l'etude de l'equilibre, et du mouvement des solides elastiques avec
notes sur divers points de physique mathematique et d'analyse.
Gauthier-Villars. Paris, France.
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
237
BOYCE, J. R. (1980).
A non-linear model for the elastic behaviour of granular materials under repeated loading.
International symposium on soils under cyclic and transient loading, G. N. Pande and O. C.
Zienkiewicz, eds., Brookfield Pub Co, Swansea.
BRADBURY, R. D. (1938)
Reinforced Concrete Pavement.
Wire Reinforced Institute, Washington
BROWN, E.R.; KANDHAL, P.S. Y ZHANG, J. (2001)
Performance Testing for Hot Mix Asphalt.
NCAT Report No. 01-05. National Center for Asphalt Technology (NCAT). Auburn, Alabama.
BURMISTER D. M. (1945)
The General Theory of Stresses and Displacements in Layered Systems
Columbia University, New York, USA.
BUSTOS G. Y PÉREZ E. (2004)
Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes (PG3)
Ed. Liteam. Madrid.
CAPA (2000)
Guideline for the Design and Use of Asphalt Pavements for Colorado Roadways.
Colorado Asphalt Pavement Association,CAPA, Englewood, Colorado state, USA
CEDEX (1992-2000)
Normas del Laboratorio de Transportes (NLT). Vol II. Ensayos de carreteras.
Dirección General de Carreteras. Mº de Fomento.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
238
COLLINS, H.J. Y HART, C.A. (1936).
Principles of Road Engineering.
Edward Arnold Publishers, Ltd.. London, U.K.
CORDON, W.A. (1979)
Properties, Evaluation, and Control of Engineering Materials.
McGraw-Hill. New York, New York state. USA.
DE BEER, M., AND FISHER, C. (2002)
Tire Contact Stress Measurements with the Stress-In-Motion (SIM) Mk IV System for the Texas
Transportation Institute (TTI)
Contract Report No. CR-2002/82. CSIR, Pretoria, South Africa.
DEPARTMENT OF TRANSPORTATION (2007)
Asphalt Pavement Technology. Bituminous Mixtures Laboratory (BML)
Federal Hightway Transportation. FHWA. Washington, D.C., USA.
DIJK, W.V. (1975)
Practical Fatigue Characterization of Bituminous Mixes.
Proceedings of the Association of Asphalt Paving Technologists, Vol. 44, , pp38-74
ELICES, M. (1998)
Mecánica de la fractura.
ETICCP. Universidad Politécnica de Madrid.
FENG WANG, B.S. (2005)
Mechanistic-empirical study of effects of truck tire pressure on asphalt pavement performance.
Degree of Doctor of Philosophy. University of Texas at Austin
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
239
FERNÁNDEZ DE MESA,T.M. (1755)
Tratado legal y político de caminos públicos y possadas
Ed. facsímil Librerías “París-Valencia”, 1994
FINN, F.N., ET AL. (1977).
The Use of Distress Prediction Subsystems for the Design of Pavement Structures.
4th International Conference on the Structural Design of Asphalt Pavements, University of
Michigan. Ann Arbor, Michigan. USA.
GARNICA, P., GÓMEZ, J.A., Y SESMA, J.A. (2002)
Mecánica de Materiales para Pavimentos.
Publicación Técnica. No. 197. Instituto Mexicano del Transporte. Sanfandila, Querétaro. Méjico.
GARNICA, P., DELGADO, H. ET AL (2004)
Aspectos de diseño volumétrico de mezclas asfálticas.
Publicación Técnica. No. 246. Instituto Mexicano del Transporte. Sanfandila, Querétaro. Méjico.
GARNICA, P., DELGADO, H. Y SALGADO C.D. (2004)
Análisis comparativo de los métodos Marshall y SUPERPAVE, para compactación de mezclas asfálticas.
Publicación Técnica. No. 271. Instituto Mexicano del Transporte. Sanfandila, Querétaro. Méjico.
GILLETTE, H.P. (1906)
Economics of Road Construction.
The Engineering News Publishing Co. New York, NY.
HAAS, R.; HUDSON, W.R. AND ZANIEWSKI, J. (1994)
Modern Pavement Management.
Krieger Publishing Company. Malabar, Florida, USA.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
240
HALLIN, J.P. ET AL (2004)
Guide for Mechanistic-Empirical Design of New and Rehabilitated Pavements Structures.
National Cooperative Highway Research Program (NCHRP) Washington, D.C., 2004
HERNÁN GONZALO ORDEN. (2004)
Los acondicionamientos de carreteras en los sistemas de gestión.
Universidad de Burgos. Servicio de Publicaciones
HERÓDOTO (450 A.C.)
Los nueve libros de la Historia, Libro II: Euterpe
www.Elaleph.com, Tomo II. Ed.2000
HIGHWAY RESEARCH BOARD (1961).
The AASHO Road Test: Report 1, History and Description of the Project. Special Report 61A.
Highway Research Board, National Academy of Sciences. Washington, D.C.
HUANG, Y. H. (1993).
Pavement Analysis and Design
Prentice-Hall, Inc., Englewood Cliffs, New Jersey. U.S.A
HUBBARD, P. (1910).
Dust Preventives and Road Binders.
John Wiley and Sons. New York, NY.
HUEBNER, K.H.; DEWHIRST, D.L.; SMITH, D.E. AND BYROM, T.G. (2001).
The Finite Element Method for Engineers.
John Wiley & Sons, Inc. New York, USA.
JEFATURA DEL ESTADO (1988)
Ley 25/1988, de 29 de julio, de Carreteras
BOE núm. 182, de 30 de Julio de 1988. pp. 23514-23518. España
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
241
KENNEDY, W.T., HUBER G.A., HARRIGAN, ET ALL. (1994)
Superior Performing Asphalt Pavements (Superpave): The product of the SHRP Asphalt research program.
SHRP. National Research Council. Washington, DC
KRAEMER, C. ALBELDA, R (2004)
Evaluación técnico-económica de las secciones de firme de la Norma 6.1-IC.
IV Congreso Nacional de firmes. 24 al 27 de Mayo. León. España.
KRAMER, C. ET AL (2004)
Ingenieria de Carreteras. Vol II
Mc Graw Hill. Madrid
LEGER, A. (1875).
Les Travaux Publics les Mines et la Metallurgie aux Temps des Romains.
Paris, France.
LEKARP ET AL. (1997)
Influences on Permanent Deformation Behaviour of Unbound Granular Materials.
Transportation Research Record No. 1547.
LOMA J.L. (1996)
Métodos de diseño de mezclas asfálticas en caliente.
Curso sobre diseño, fabricación y puesta en obra de Mezclas asfálticas. Centro Investig. E.S.M. Madrid.
LOPEZ, A., SPRINGER, J., WALKER, D. ET AL (2007)
Long – Term Pavement Performance (LTTP)
Federal Hightway Transportation. FHWA. Washington, D.C., USA.
MCLEAN, D.B. Y MONOSMITH, C.L. (1974).
Estimation of Permanent Deformation in Asphalt Concrete Layers Due to Repeated Traffic Loading.
Transportation Research Record 510, Washington, DC. USA.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
242
MAY R. W., ANDERSON, R. M. AND PERDOMO D. (1997)
Comparison of Superpave with Conventional Pavement Design
8th Int. Conf. on Asphalt Pavements , 10 al 14 de Agosto, Seattle, Washington, pp.1625-1641.
MAY R. W. Y KILLINGSWORTH B. M. (1995)
Superpave Performance Prediction A First Look at Utility, Sensitivity, and Repeatability
Journal of the Association of Asphalt Paving Technologists, Minnesota, USA,Vol. 64, pág.669.
MICROSOFT (2006)
Enciclopedia Encarta
Microsoft Company
MINISTERIO DE FOMENTO (2003)
Norma 6.1-IC “Secciones de Firme”.
Orden FOM/3460/2003, BOE núm 297 de 12 de diciembre de 2003, pp. 44274-44292, España.
MINISTERIO DE FOMENTO (2003)
Norma 6.3-IC: “Rehabilitación de firmes”
Orden FOM/3459/2003, BOE núm 297 de 12 de diciembre de 2003, pp 44244-44274, España
MINISTERIO DE FOMENTO (2005)
Plan Estratégico de Infraestructuras y Transportes
Centro de Publicaciones. Mº de Fomento. Madrid.
MINISTERIO DE LA PRESIDENCIA (1998)
Reglamento General de Vehículos.
Real Decreto 2822/1998, BOE núm 22, de 26 de enero de 1999, pp 3440 - 3528. España
MINISTERIO DE OBRAS PÚBLICAS (1980)
Instrucción 6.3-IC “Refuerzo de Firmes”
Orden MOPU de 26 de marzo. BOE núm 131 de 31 de Mayo de 1980, pp 12042-12051, España

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
243
MONISMITH, C.L. ET AL (1988)
Modern Pavement Design Technology Including Dynamic Loading Conditions
Vehicle Pavement Interaction, SP-765. Society of Automotive Engineers.
MONISMITH, C.L. (1958)
Flexibility Characteristics of Asphaltic Paving Mixtures.
Proceedings, Association of Asphalt Paving Technologists, Vol. 27.
MORENO, I (2006)
Vías Romanas de Astorga. Vestigios Inéditos
III Congreso de Obras Públicas Romanas, Astorga. España.
MUENCH, S.T, MAHONEY, J.P. (2002)
WAPA Asphalt Pavement Guide.
Washington Asphalt Pavement Association, Seattle, Washington State, USA.
NAPA (2001)
HMA Pavement Mix Type Selection Guide, Information Series 128.
National Asphalt Pavement Association (NAPA). Landham, Mryland state, USA.
ORTIZ J. (2006)
La resistencia a tracción indirecta como criterio de aceptación y rechazo de las mezclas
bituinosas en caliente.
Revista Carreteras. Nº 145. Asociación Española de la carretera
PEUTZ M.G.F., VAN KEMPEN H.P.M. Y JONES A. (1968)
Layered Systems under Normal Surface Loads.
Highway Research Record, No. 228. Washington, D.C., USA.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
244
POWELL W.D., POTTER J .R., MAYHEW H. AND NUNN M. [1984]
Design of Bituminous Roads.
TRRL Laboratory Report LR1132, Trans port and Road Research Laboratory, Crowthorne, UK.
REYES, F., GONZALEZ, C., VEGA, D. (2003)
Estimación de daños en calzadas nuevas y de recalzas en pavimentos flexibles.
I Simposio Iberoamericano sobre Ingeniería de Pavimentos. Popayán, Cauca. Colombia.
ROADS AND TRANSPORTATION ASSOCIATION OF CANADA –RTAC. (1977)
Pavement Management Guide.
Roads and Transportation Association of Canada. Ottawa, Canada
ROBERTS, F.L., KANDHAL, P.S., BROWN, E.R., LEE, D.Y. Y KENNEDY, T.W. (1996)
Hot Mix Asphalt Materials, Mixture Design, and Construction.
National Asphalt Pavement Association Education Foundation. Lanham, Maryland state, USA.
ROSE, A.C. (1935).
When All Roads Led to Rome.
Bureau of Public Roads, U.S. Department of Agriculture. Washington, D.C.
SMILES, S. (1904).
Lives of the Engineers — Metcalfe-Telford.
John Murray. London, U.K.
SEED, H.B. AND CHAN, C.K. (1962)
Resilience Characteristics of Subgrade soils and their relation to fatigue failures in asphalt
pavements.Proceeding.
First International Conference on the Structural Design of Asphalt Pavements, University of
Michigan, Ann Arbor, pp. 611-636
EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
245
SHELL (1978)
Shell pavement design manual.
SHELL International Petroleum Company Limited. London.
SHELL (1985)
Addendum to the Shell pavement design manual
SHELL International Petroleum Company Limited. London.
STEPHEN T. MUENCH, JOE P. MAHONEY, LINDA M. PIERCE ET AL (2003)
WSDOT Pavement Guide
Washington State Department of Transportation’s Pavement, WSDOT, Washington State. USA.
SUBDIRECCIÓN GENERAL DE PLANIFICACIÓN. DIRECCIÓN GENERAL DE CARRETERAS. (2005)
Mapa de Tráfico
Servicio de Publicaciones del Ministerio de Fomento. España
TABOR, S. (1930).
Freezing and Thawing of Soils as Factors in the Destruction of Road Pavements.
Public Roads, vol. 11, no. 6. U.S. Department of Agriculture, Bureau of Public Roads. Washington, D.C.
USDOT (2000).
Comprehensive Truck Size and Weight Study.
United States Department of Transportation. USDOT. Washington, D.C. USA.
VALLERGA, B.A. Y LOVERING, W.R. (1985)
Evolution of the Hveem Stabilometer Method of Designing Asphalt Paving Mixtures.
Association of Asphalt Paving Technologists. Technical Sessions 11-13 Feb. San Antonio, Texas. USA.

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
246
SUN, L., HUDSON, W.R., AND ZHANG, Z. (2003)
Empirical-Mechanistic Method Based Stochastic Modeling of Fatigue Damage to Predict
Flexible Pavement Cracking for Transportation Infrastructure Management.
ASCE Journal of Transportation Engineering, Vol. 129, No. 2, , pp109-117.
WESTERGAARD, H.M. (1926)
Stresses in Concrete Pavements Computed by Theoretical Analysis
Public Roads: Journal of Highway Research Vol. 7, pp. 25-35, U.S. Department of Agriculture
WESTERGAARD H.M. (1927)
Theory of Concrete Pavement Design
Highway Research Board, Part I. Washington, D.C., USA.
WHITE, D. T. (2001)
Contributions of Pavement Structural Layers to Rutting of Hot Mix Asphalt Pavements
Transportation Research Board. (TRB). NCHRP Report 468
WHITE, G. (2006)
Pavement Interactive
University of Washington State. USA.
WITCZAK, M.W. ET AL (2002)
Simple Perfomance Test for Superpave Mix Design
Transportation Research Board. NCHRP Report 465
WIKIPEDIA (2006)
Camino Real Persa
www.wikipedia.org

EVALUACION DEL DAÑO POR FATIGA EN MEZCLAS BITUMINOSAS EN CALIENTE PARA EL REFUERZO DE FIRMES.
247
WSDOT (2005)
EVERSERIES user’s guide. Pavement analysis computer software and case studies.
Washington State Department of Transportation’s Pavement, WSDOT, Washington State. USA.
WU, H. (2001)
Parallel Methods for Static and Dynamic Simulation of Flexible Pavement Systems.
Doctoral Dissertation. University of Washington. Seattle, Washington. USA.
ZORIO, V. (1987)
Breve historia de las carreteras
Revista Obras Públicas, 134, pp.27 a 38.


















