PROYECTO PREVIO A LA OBTENCIÓN DEL TÍTULO DE...
102
La versión digital de esta tesis está protegida por la Ley de Derechos de Autor del Ecuador. Los derechos de autor han sido entregados a la “ESCUELA POLITÉCNICA NACIONAL” bajo el libre consentimiento del (los) autor(es). Al consultar esta tesis deberá acatar con las disposiciones de la Ley y las siguientes condiciones de uso: Cualquier uso que haga de estos documentos o imágenes deben ser sólo para efectos de investigación o estudio académico, y usted no puede ponerlos a disposición de otra persona. Usted deberá reconocer el derecho del autor a ser identificado y citado como el autor de esta tesis. No se podrá obtener ningún beneficio comercial y las obras derivadas tienen que estar bajo los mismos términos de licencia que el trabajo original. El Libre Acceso a la información, promueve el reconocimiento de la originalidad de las ideas de los demás, respetando las normas de presentación y de citación de autores con el fin de no incurrir en actos ilegítimos de copiar y hacer pasar como propias las creaciones de terceras personas. Respeto hacia sí mismo y hacia los demás.
Transcript of PROYECTO PREVIO A LA OBTENCIÓN DEL TÍTULO DE...

La versión digital de esta tesis está protegida por la Ley de Derechos de Autor del Ecuador.
Los derechos de autor han sido entregados a la “ESCUELA POLITÉCNICA NACIONAL”
bajo el libre consentimiento del (los) autor(es).
Al consultar esta tesis deberá acatar con las disposiciones de la Ley y las siguientes
condiciones de uso:
· Cualquier uso que haga de estos documentos o imágenes deben ser sólo para
efectos de investigación o estudio académico, y usted no puede ponerlos a disposición de
otra persona.
· Usted deberá reconocer el derecho del autor a ser identificado y citado como el autor
de esta tesis.
· No se podrá obtener ningún beneficio comercial y las obras derivadas tienen que
estar bajo los mismos términos de licencia que el trabajo original.
El Libre Acceso a la información, promueve el reconocimiento de la originalidad de las
ideas de los demás, respetando las normas de presentación y de citación de autores con el
fin de no incurrir en actos ilegítimos de copiar y hacer pasar como propias las creaciones
de terceras personas.
Respeto hacia sí mismo y hacia los demás.

ESCUELA POLITÉCNICA NACIONAL
FACULTAD DE INGENIERÍA ELÉCTRICA Y ELECTRÓNICA
DISEÑO Y CONSTRUCCIÓN DE UN EQUIPO PARA LA
PASTEURIZACIÓN DE LECHE
PROYECTO PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERO EN
ELECTRÓNICA Y CONTROL
PILICITA ESCOBAR DANIEL ARTURO
DIRECTORA: ING. NATHALY MORENO DÍAZ
CODIRECTOR: DR. ANDRÉS ROSALES
Quito, Agosto 2013

DECLARACIÓN
Yo, Daniel Arturo Pilicita Escobar declaro bajo juramento que el trabajo aquí descrito
es de mi autoría; que no ha sido previamente presentada para ningún grado o
calificación profesional; y, que he consultado las referencias bibliográficas que se
incluyen en este documento.
A través de la presente declaración cedo mis derechos de propiedad intelectual
correspondientes a este trabajo, a la Escuela Politécnica Nacional, según lo
establecido por la Ley de Propiedad Intelectual, por su Reglamento y por la
normatividad institucional vigente.
____________________
Daniel Pilicita

CERTIFICACIÓN
Certifico que el presente trabajo fue desarrollado por Daniel Arturo Pilicita Escobar, bajo mi
supervisión.
__________________________
Ing. Nathaly Moreno
DIRECTORA DEL PROYECTO
__________________________
Dr. Andrés Rosales
CODIRECTOR DEL PROYECTO
AGRADECIMIENTO
Agradezco a DIOS por ser tan generoso conmigo, me ha dado unos maravillosos padres y
un hermano incomparable. Gracias por protegernos y guiarnos en cada uno de nuestros
pasos.
Agradezco a mis padres por ser como son, siempre me brindaron su amor, su respeto, sus
enseñanzas, sus consejos y todo su apoyo de forma incondicional.
Agradezco a mi hermano que siempre me ha apoyado y que a pesar que es menor, me ha
enseñado muchas cosas importantes de la vida.
Agradezco a mi tía Blanca que desde niños nos cuidó a mi hermano y a mí, como si
fuésemos sus hijos.
Agradezco a todos los profesores que he tenido hasta el momento, desde la escuela, el
colegio y en la universidad, por todas sus enseñanzas y consejos, de manera muy especial a
mi Directora, Ingeniera Nathaly Moreno Díaz y a mi Codirector, Doctor Andrés Rosales que
con su tiempo, consejos, experiencia y entera disposición han aportado de sobremanera
para la culminación de este proyecto.
Finalmente, agradezco a todos mis familiares y amigos, que con su apoyo y buenos consejos
me ayudaron a seguir adelante.

DEDICATORIA
A mis padres.
CONTENIDO
CAPÍTULO 1 1
FUNDAMENTO TEÓRICO 1
1.1 INTRODUCCIÓN 1
1.2 PASTEURIZACIÓN 1
1.2.1Métodos de pasteurización 1
1.2.1.1 Pasteurización lenta 1
1.2.1.2 Pasteurización rápida 3
1.2.2 Ventajas y desventajas de la pasteurización 5
1.2.2.1 Ventajas 5
1.2.2.2 Desventajas 6
1.3 DESCRIPCIÓN DEL PROCESO DE PASTEURIZACIÓN REALIZADO EN LA
MICROEMPRESA 6
1.4 PROYECTO A DESARROLLAR 10
CAPÍTULO 2 11
DISEÑO E IMPLEMENTACIÓN DEL HARDWARE 11
2.1 INFRAESTRUCTURA 11
2.2 SUMINISTRO DE GAS 12
2.3 SUMINISTRO DE AGUA 15
2.4 SENSOR DE TEMPERATURA 18
2.4.1 Acondicionamiento de la señal del sensor 21
2.5 MOTOREDUCTOR 25
2.5.1 Cálculo de la potencia requerida 27
2.6 TABLERO DE CONTROL 29
2.6.1 CIRCUITO DE CONTROL 30
2.6.1.1 Controlador lógico programable PLC 30
2.6.1.2 Pulsadores 33
2.6.2 CIRCUITO DE FUERZA 33
2.6.2.1 Interruptor general 34
2.6.2.2 Interruptores termomagnéticos 34

2.6.2.3Fusible 35
2.6.2.4 Relés de estado sólido 36
2.6.2.5 Contactores 37
2.6.2.6Relés térmicos 38
2.6.1 SEÑALIZACIÓN 39
2.6.1.1 Luces piloto 39
2.6.1.2Sirena 39
2.6.1.3Pantalla 39
CAPÍTULO 42
DESARROLLO DEL SOFTWARE 42
3.1 DESCRIPCIÓN DE LOS REQUERIMIENTOS DEL PROGRAMA 42
3.2 LÓGICA DEL PROGRAMA PARA EL PLC 43
3.2.1 SUBPROCESO DE PASTEURIZACIÓN 44
3.2.2 SUBPROCESO DE ENFRIADO 46
3.2.3 SUBPROCESO DE LAVADO 47
3.2.4 SUBPROCESO DE BOMBEO 48
3.2.5 SUBPROCESO DE VACIADO 48
3.3 SOFTWARE TIA PORTAL V11 49
3.4 DESARROLLO DEL PROGRAMA PARA LA PANTALLA 53
3.5 LISTA DE ENTRADAS Y SALIDAS UTILIZADAS DEL PLC 58
3.5.1 ENTRADAS DEL PLC 58
3.5.1.1 Entradas digitales 58
3.5.1.2 Entrada analógica 58
3.5.2 SALIDAS DEL PLC 58
3.5.3 MARCAS UTILIZADAS EN EL PROGRAMA 59
CAPÍTULO 4 60
PRUEBAS Y RESULTADOS 60
4.1 PRUEBA DEL ACONDICIONAMIENTO DEL SENSOR 60
4.1.1 CÁLCULO DEL ERROR EN LA TEMPERATURA 61
4.1.1.1 Error absoluto 61
4.1.1.2 Error relativo 61

4.1.1.3 Error relativo porcentual 62
4.1.1.4 Valor medio del error relativo porcentual 62
4.2 PRUEBA DEL PROGRAMA DE CONTROL 63
4.3 PRUEBA DE COMUNICACIÓN ENTRE EL PLC Y LA PANTALLA 63
4.4 PRUEBA DEL CIRCUITO DE CONTROL, FUERZA Y PANTALLA 64
CAPÍTULO 5 69
CONCLUSIONES Y RECOMENDACIONES 69
5.1 CONCLUSIONES 69
5.2 RECOMENDACIONES 70
REFERENCIAS BIBLIOGRÁFICAS 71
ANEXOS
RESUMEN
El presente proyecto ha sido implementado en una microempresa de productos
lácteos, con el objetivo principal de disminuir el esfuerzo físico realizado por los
trabajadores, para llevar a cabo el proceso de pasteurización de leche utilizada en la
elaboración de quesos, pues anteriormente este proceso era completamente manual.
Para conseguir este objetivo, se ha automatizado dicho proceso, realizando los
cambios necesarios en la infraestructura física de la microempresa e instalando los
elementos y actuadores necesarios. El control se realiza por medio de un PLC marca
SIEMENS, que básicamente realiza las siguientes operaciones:
· Normaliza y escala el valor proveniente del acondicionamiento de la señal del
sensor de temperatura PT100.
· Activa 5 válvulas solenoides: una válvula provee el gas que enciende un
quemador para calentar la leche y las cuatro válvulas restantes permiten la
circulación de agua por las tuberías según el subproceso a realizar (enfriado de la
leche, lavado de los implementos utilizados e instalaciones, bombeo del agua
hacia un tanque de reserva para reutilizarla y, vaciado del agua reutilizada para
cambiarla).
· Activa un motor monofásico con caja reductora (motoreductor) para batir la leche.
· Activa una bomba para hacer circular el agua.
· Activa una sirena como señal auditiva que indica la culminación del proceso de
pasteurización de la leche.
Además, el PLC se comunica con una pantalla marca SIEMENS en la que se
muestra la temperatura de la leche, el desarrollo del proceso y avisos importantes.
Los resultados obtenidos fueros satisfactorios, el equipo trabaja de forma correcta
optimizando la ejecución del proceso, puesto que se eliminan los errores cuando se
alcanzan las temperaturas límite de calentamiento o enfriado, permitiendo así
mejorar la calidad del producto ya que el proceso se lo realiza cumpliendo con altos

estándares de calidad y manipulación de alimentos. También brinda beneficios
adicionales como son: ahorro en el consumo de agua y gas, disminución de los
tiempos de realización del proceso especialmente en la etapa de enfriado,
incremento en la cantidad de producto con que se puede trabajar, entre otros. Todos
los objetivos fueron cumplidos a cabalidad, brindando una solución práctica, con alto
nivel técnico a una pequeña empresa del Ecuador.

PRESENTACIÓN
En este proyecto de titulación se automatiza el proceso de pasteurización de leche
para la elaboración de quesos, brindando grandes beneficios a una microempresa,
principalmente reduciendo el esfuerzo físico requerido, pues anteriormente éste
proceso se realizaba en forma manual.
Este trabajo se lo ha dividido en los capítulos siguientes:
En el Capítulo 1, se brinda una breve explicación del proceso de pasteurización de la
leche, los métodos existentes, y las ventajas y desventajas que brinda su realización,
también se describe la forma de pasteurizar la leche en la microempresa hasta antes
del desarrollo del proyecto y, finalmente, se mencionan las actividades a realizar para
implementar el proyecto.
En el Capítulo 2, se detallan las modificaciones realizadas en la infraestructura de la
microempresa, la forma en que se provee de gas y agua a las instalaciones, y se
realiza una descripción completa de los elementos utilizados para la implementación
del proyecto.
En el Capítulo 3, se muestra la lógica para el desarrollo del programa del PLC que
controla la ejecución del proceso, y de la pantalla que muestra la temperatura de la
leche, los subprocesos, y otros avisos importantes.
En el Capítulo 4, se indican los resultados de las pruebas realizadas antes, durante y
después del desarrollo del proyecto, para garantizar el cumplimiento de los objetivos
planteados.
En el Capítulo 5, se presentan las conclusiones obtenidas tras la culminación del
proyecto y se realizan las recomendaciones necesarias.
Finalmente, se incluyen las referencias bibliográficas y los anexos correspondientes.
1
CAPÍTULO 1
FUNDAMENTO TEÓRICO
1.1 INTRODUCCIÓN
El Cantón Mejía es uno de los mayores productores de leche a nivel nacional, las
parroquias en las que principalmente se concentra la producción son: Machachi,
Aloag, Aloasí y El Chaupi.
La información obtenida es el resultado de un estudio realizado por el MAGAP a las
industrias lácteas, ya sean estas centros de acopio artesanales o pasteurizadoras. La
producción estimada es 780.000 litros/día, de un total de bovinos de 87.840 UB. El
60% de ésta producción es procesada en el cantón, mientras que el resto es enviada
a diferentes pasteurizadoras como: la Pasteurizadora Quito, la Andina y Rey Leche
en el Cantón Rumiñahui y Parmalat en Lasso.
Los productos elaborados por la industria artesanal son quesos y yogurt, y los
mercados para estos productos se encuentran en las ciudades de Guayaquil, Quito
entre otras. [1]
1.2 PASTEURIZACIÓN
Los términos pasteurización o pasterización derivan del nombre de Louis Pasteur,
quien en 1860-1864 demostró que calentando el vino a cierta temperatura y por
determinado tiempo se evitaba su descomposición. Posteriormente se determinó que
todos los microorganismos patógenos presentes en la leche podían ser destruidos
mediante el calentamiento de la misma, sin que esto alterara sus propiedades. [2]
1.2.1 MÉTODOS DE PASTEURIZACIÓN
1.2.1.1 Pasteurización lenta [3]
También es conocida como pasteurización baja, discontinua, por retención o por
sostenimiento.

2
Este método consiste en calentar la leche a temperaturas entre 62 y 64ºC y luego
enfriarla a temperaturas entre 4 y 10ºC.
La leche es calentada en recipientes o tanques de capacidad variable (generalmente
de 200 a 1.500 litros), estos tanques son de acero inoxidable preferentemente y
están encamisados, es decir son de doble pared (Ver Figura 1.1) y se encuentra
provisto de un agitador para hacer más homogéneo el tratamiento. La leche se
calienta por medio de vapor o agua caliente que circula entre las paredes del tanque.
Figura 1.1: Tanque de almacenamiento de doble pared. Tomado de [3]
Para efectuar el enfriamiento se usa el mismo recipiente haciendo circular por la
camisa de doble fondo agua helada hasta que la leche tenga la temperatura
deseada.
Otra manera de enfriar la leche es utilizando la cortina de enfriamiento o enfriador de
superficie. Este es un sistema de tubos por cuyo interior circula agua fría o gas
refrigerante, parecido al de una nevera.
La leche caliente se echa por la parte superior, rueda luego por el exterior de los
tubos en forma de una capa delgada que se enfría uniformemente. Cuando la leche
regresa a los tarros, tiene una temperatura inferior a 10°C.
3
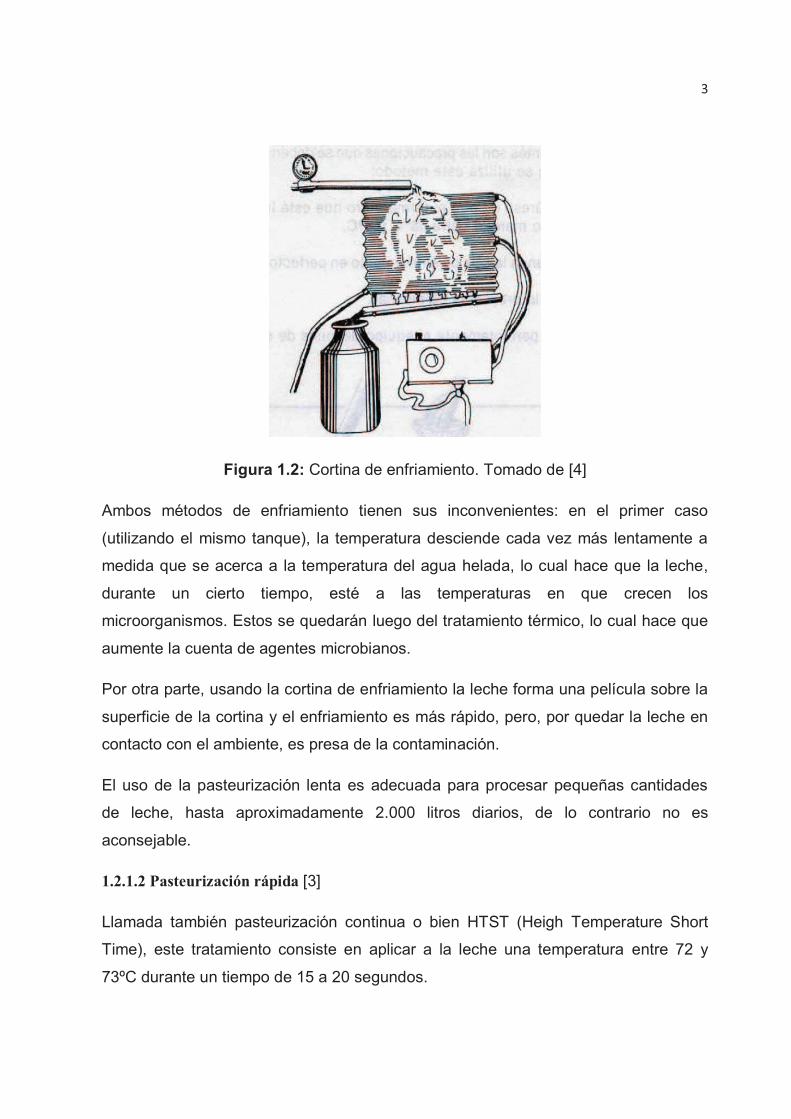
Figura 1.2: Cortina de enfriamiento. Tomado de [4]
Ambos métodos de enfriamiento tienen sus inconvenientes: en el primer caso
(utilizando el mismo tanque), la temperatura desciende cada vez más lentamente a
medida que se acerca a la temperatura del agua helada, lo cual hace que la leche,
durante un cierto tiempo, esté a las temperaturas en que crecen los
microorganismos. Estos se quedarán luego del tratamiento térmico, lo cual hace que
aumente la cuenta de agentes microbianos.
Por otra parte, usando la cortina de enfriamiento la leche forma una película sobre la
superficie de la cortina y el enfriamiento es más rápido, pero, por quedar la leche en
contacto con el ambiente, es presa de la contaminación.
El uso de la pasteurización lenta es adecuada para procesar pequeñas cantidades
de leche, hasta aproximadamente 2.000 litros diarios, de lo contrario no es
aconsejable.
1.2.1.2 Pasteurización rápida [3]
Llamada también pasteurización continua o bien HTST (Heigh Temperature Short
Time), este tratamiento consiste en aplicar a la leche una temperatura entre 72 y
73ºC durante un tiempo de 15 a 20 segundos.

4
Esta pasteurización se realiza en intercambiadores de calor de placas como el de la
Figura 1.2.
Figura 1.3: Intercambiador de calor de placas. Tomado de [5]
El recorrido que hace la leche en el mismo es el siguiente:
La leche llega al equipo intercambiador a 4ºC aproximadamente, proveniente de un
tanque regulador. En esta etapa conocida como sección de precalentamiento o
regeneración ya que se aprovecha la temperatura de la leche ya pasteurizada, se
calienta la leche cruda a 58ºC aproximadamente.
Al salir de la sección de regeneración, la leche pasa a través de un filtro para eliminar
impurezas que pueda contener. Luego la leche pasa a los cambiadores de calor de la
zona o área de calentamiento, donde se la calienta hasta los 72 o 73°C que es la
temperatura de pasteurización, por medio de agua caliente.
Alcanzada esta temperatura, la leche pasa a la sección de retención de temperatura;
esta sección puede estar constituida por un tubo externo o bien un retardador
incluido en el propio intercambiador; el más común es el tubo de retención, en donde
el tiempo que la leche es retenida es de 15 a 20 segundos
.A la salida de la zona de retención, la leche pasa por una válvula de desviación. Si la
leche no alcanza la temperatura de 72 - 73ºC, automáticamente se la regresa al

5
tanque regulador o de alimentación para ser luego reprocesada y si la temperatura
es la adecuada, pasa a la zona de regeneración o precalentamiento, donde es
enfriada por la leche cruda hasta los 18ºC. Finalmente, para terminar el recorrido la
leche pasa a la sección de enfriamiento donde circula agua helada, saliendo del
intercambiador a la temperatura de 4ºC generalmente. (Ver Figura 1.4)
Figura 1.4: Intercambiador de calor de placas. Tomado de [5]
1.2.2 VENTAJAS Y DESVENTAJAS DE LA PASTEURIZACIÓN [6]
1.2.2.1 Ventajas:
· Destrucción del 100% de las bacterias patógenas que se encuentran en la
leche y el 99% de las bacterias saprofíticas.
· Destrucción de las bacterias tipo E. Coli, levaduras y algunas enzimas.
· Controlar con mayor facilidad el método de producción y la velocidad de
maduración.
· Producción de quesos estandarizados todo el año.
· Obtención de productos de mayor conservación.
· Aumento ligero el rendimiento.
· Disminución apreciable en la producción de quesos de inferior calidad.
· Obtención de quesos con sabor y aroma más puro, aunque de diferentes
características que el elaborado con leche cruda.
6
1.2.2.2 Desventajas:
· El calentamiento de la leche disminuye la aptitud para la coagulación por el
cuajo. La cuajada obtenida es menos dura y la separación del lactosuero es
más difícil.
· La pasteurización a temperaturas demasiado elevadas es origen de la
aparición de sabor amargo en los quesos de pasta hilada.
· En el caso de quesos de pasta cocida, la pasteurización puede tener efectos
perjudiciales si la leche se encuentra muy contaminada con fermentos
butílicos. Este tipo de gérmenes no se destruyen y la fermentación butílica es
estimulada en quesos hechos con leche pasterizada.
El método que se va a utilizar en el proyecto para el tratamiento de la leche es la
pasteurización lenta.
1.3 DESCRIPCIÓN DEL PROCESO DE PASTEURIZACIÓN REALIZADO EN LA
MICROEMPRESA
La pasteurización de la leche cuya aplicación final es la producción de quesos, antes
de la realización del proyecto es un proceso totalmente manual, y se utilizan los
siguientes elementos:
· Dos cocinas industriales idénticas que poseen 4 quemadores distribuidos en
dos secciones, una sección posee un solo quemador y la otra posee 3
quemadores que se utilizan para calentar la leche.
· Tres ollas grandes de aluminio marca UMCO, cuya capacidad es de 150 litros
cada una.
· 6 recipientes (tarros) hechos de aluminio, que pueden almacenar 40 litros de
leche cada uno.
· Un balde plástico de 10 litros.
· Un tanque reservorio de agua de aproximadamente 1000 litros.
· Un agitador.

7
· Dos termómetros de mercurio.
El proceso se realiza de la siguiente manera:
1) Primero se coloca la leche en las ollas hasta ocupar aproximadamente los ¾ de su
capacidad para evitar que se desborde la leche al momento de batirla, las ollas están
asentadas en las secciones de las cocinas que poseen 3 quemadores, para disminuir
el tiempo de calentamiento. El número de ollas que se utilizan es generalmente 2,
depende de la cantidad de producto.
La variación de la temperatura se la determina con los termómetros de mercurio que
se sujetan por medio de un alambre de acero inoxidable a cada una de las ollas.
Figura 1.5: Medición de la temperatura de la leche con un termómetro de mercurio.
2) Una vez que la temperatura llegue al límite superior, es decir 70ºC, se apagan los
quemadores y se transfiere la leche desde las ollas hasta los tarros de aluminio
utilizando un balde de plástico, luego se introduce los tarros en el tanque que
contiene agua fría para que la temperatura disminuya rápidamente.
Paralelamente, se procede a lavar las ollas para su posterior reutilización, puesto que
por su exposición directa a la llama, la leche tiende a asentarse.

8
Figura 1.6: Traslado de la leche para su enfriamiento.
3) Tanto en el periodo de calentamiento como en el de enfriamiento es necesario
agitar constantemente la leche en sus contenedores, para obtener una mezcla
homogénea y que la lectura de la temperatura sea correcta, además ayuda a
disminuir el tiempo de enfriado.
Esta acción se la realiza con un agitador de acero inoxidable, que consiste en una
barra en cuyo extremo se encuentra una base de forma redonda con perforaciones
igualmente circulares. (Ver Figura 1.7)
Figura 1.7: Agitación y medida de la temperatura de la leche.

9
4) Cuando la leche alcanza los 35ºC, se extraen los tarros del tanque y la leche se
transfiere nuevamente a las ollas, dando por finalizado el proceso de pasteurización.
(Ver Figuras 1.8-1.9)
Figura 1.8: Extracción de los tarros del tanque de agua.
Figura 1.9: Transferencia de la leche a la ollas.
Como se explicó anteriormente, el proceso en su totalidad se realiza en forma
manual, por lo que se requiere un gran esfuerzo físico y dos personas como mínimo
para poder realizarlo de una manera adecuada. Debido a la forma en que se realiza
el proceso los valores de temperatura presentan pequeñas variaciones lo que origina
que el producto final no tenga las características deseadas.
A continuación se presenta la Tabla 1.1 donde se muestra las variaciones ocurridas
en 5 días:

10
Tabla 1.1: Variación de temperatura en el proceso.
DÍA TEMPERATURA DE CALENTAMIENTO
TEMPERATURA DE ENFRIADO
1 71ºC 34ºC
2 70ºC 33ºC
3 72ºC 36ºC
4 71ºC 35ºC
5 71ºC 34ºC
1.4 PROYECTO A DESARROLLAR
El objetivo principal del proyecto es diseñar e implementar un equipo que permita
automatizar el proceso de pasteurización de la leche antes descrito.
Para cumplir con este objetivo el proyecto contempla el desarrollo de las siguientes
actividades:
Ø Realizar las instalaciones adecuadas para el suministro de gas, agua y
electricidad.
Ø Seleccionar y colocar una bomba para impulsar el agua.
Ø Seleccionar y colocar un sensor de temperatura y acondicionar su señal.
Ø Seleccionar y colocar un motoreductor de la potencia necesaria y un adecuado
número de revoluciones por minuto (RPM), para agitar la leche.
Ø Seleccionar y programar un PLC que controle la ejecución del proceso.
Ø Seleccionar y programar una pantalla para visualizar la temperatura del producto.
Ø Armar el tablero de control.

11
CAPÍTULO 2
DISEÑO E IMPLEMENTACIÓN DEL HARDWARE
2.1 INFRAESTRUCTURA
Para empezar, fue necesaria una remodelación completa de la infraestructura de la
microempresa, se demolieron una salmuera y una mesa de hormigón armado, para
ser reemplazada por una mesa de acero inoxidable, se realizaron canales tanto en el
piso como en las paredes de la edificación para colocar las tuberías del gas, agua y
electricidad. (Ver Figuras 2.1 y 2.2)
Figura 2.1: Demolición de mesa de hormigón armado.
Figura 2.2: Canales en piso y paredes para las diferentes tuberías.

12
2.2 SUMINISTRO DE GAS
Además de la mesa de acero inoxidable, la microempresa adquirió una olla
encamisada (de doble fondo) de 500 litros de capacidad, para llevar a cabo todo el
proceso de pasteurización del producto. (Ver Figura 2.3)
Figura 2.3: Olla de doble fondo (encamisada).
Para incrementar la temperatura de la leche, se utilizan las propiedades del baño
maría, es decir se calienta el agua contenida en el canal de la olla por medio de un
quemador de gas, y por convección la temperatura se transfiere a la leche. (Ver
Figura 2.4)
Figura 2.4: Quemador de gas.

13
La instalación de gas se realizó por personal calificado a fin de garantizar la
seguridad de las personas, equipos e infraestructura. Se instaló un sistema de gas
centralizado que consta de una fuente que usa tres bombonas de gas, que se
encuentran en el exterior de las instalaciones para que exista una adecuada
ventilación, las mangueras de las tres bombonas de gas llegan a una centralina, que
se conecta con una válvula conocida como válvula de primera etapa, esta válvula
permite controlar y regular la presión de trabajo, aproximadamente 25 PSI,
generando así un ahorro económico puesto que no se utilizan los 60 PSI que salen
directamente de una bombona de gas. Tanto la centralina como la válvula contienen
un manómetro para visualizar la presión. (Ver Figura 2.5)
Figura 2.5: Centralina.
El gas es transportado desde la centralina hasta un punto estratégico cercano a la
base en la que se asienta la olla encamisada, por medio de tubería de media pulgada
de hierro negro (HN) célula 40 sin costuras. Este es un tubo de seguridad de
fundición perfecta, y se lo escogió para evitar daños o posibles fallas que originarían
fugas por el paso del tiempo o por fatiga. Al ser una tubería no roscada, se utilizó
suelda para unir las partes necesarias y llegar al punto deseado. A partir de dicho
punto se utiliza tubería de acero inoxidable roscada de ¼ de pulgada, y se arma un
esquema con dos válvulas en paralelo, una automática y una manual en caso de que
se corte el suministro eléctrico. Todas las válvulas manuales que se utilizan son de

14
bola, de igual manera de acero inoxidable, mientras que la válvula automática es una
válvula solenoide diseñada explícitamente para instalaciones de gas, es decir, es a
prueba de explosiones, marca ASCO. (Ver Figuras 2.6 y 2.7)
Figura 2.6: Válvula de bola.
Figura 2.7: Electroválvula ASCO.
Se instaló también un sistema de detección de fugas de gas para prevenir cualquier
tipo de incidente. Este posee un sensor para detectar una concentración de gas del
10% del LIE (Límite Inferior de Explosividad) y activa una válvula solenoide mediante
una salida tipo relé si éste límite es sobrepasado.

15
Figura 2.8: Detector de gas.
2.3 SUMINISTRO DE AGUA
Para el suministro de agua se utilizan 4 válvulas solenoides marca Danfoss
conectadas en paralelo a su correspondiente válvula manual de bola, en tubería de
acero inoxidable de ¾ de pulgada. El cuerpo de la válvula es de cobre y su bobina
posee las siguientes características:
Tabla 2.1: Características de la bobina de la válvula solenoide.
Figura 2.9: Válvulas solenoide y tubería de acero inoxidable.
DANFOSS
Voltaje [V] Frecuencia [Hz]
110 50
115 60

16
Figura 2.10: Bobina de la válvula Solenoide.
Se busca optimizar el proceso, por lo tanto, el consumo de agua debe ser el mínimo
posible y para esto se la reutilizará los días que se crean convenientes (5 días),
almacenándola en un tanque de reserva de plástico de 1.000 litros de capacidad
ubicado en la terraza de la microempresa. Una válvula se utiliza precisamente para
este fin, permite controlar el flujo hacia el tanque de reserva mediante la activación
de una bomba marca Venecia cuyos valores de placa son los siguientes:
Tabla 2.2: Datos de placa de la bomba de agua.
BOMBA DE AGUA VENECIA
Parámetro Valor
Voltaje[V] 110
Frecuencia[Hz] 60
Potencia [HP] 1
Corriente Nominal [A] 12
RPM 3400
Altura maxima [m] 40
Caudal máximo [lt/min] 55

17
Figura 2.11: Bomba de agua VENECIA.
Figura 2.12: Placa de la bomba.
La segunda válvula sirve para controlar el agua que fluye por acción de la gravedad
desde el tanque de reserva, pasando por la olla encamisada, es decir, por el canal
que se forma por el doble fondo de la olla para enfriar la leche, y termina
almacenándose en el tanque de agua a nivel del piso. Una tercera válvula se utiliza
para evacuar el agua del canal de la olla encamisada cuando sea necesario, y
finalmente la cuarta permite el flujo para recoger agua y lavar las instalaciones.
Se utiliza un presóstato para desactivar la bomba en caso de un incremento de
presión por una operación incorrecta.
18
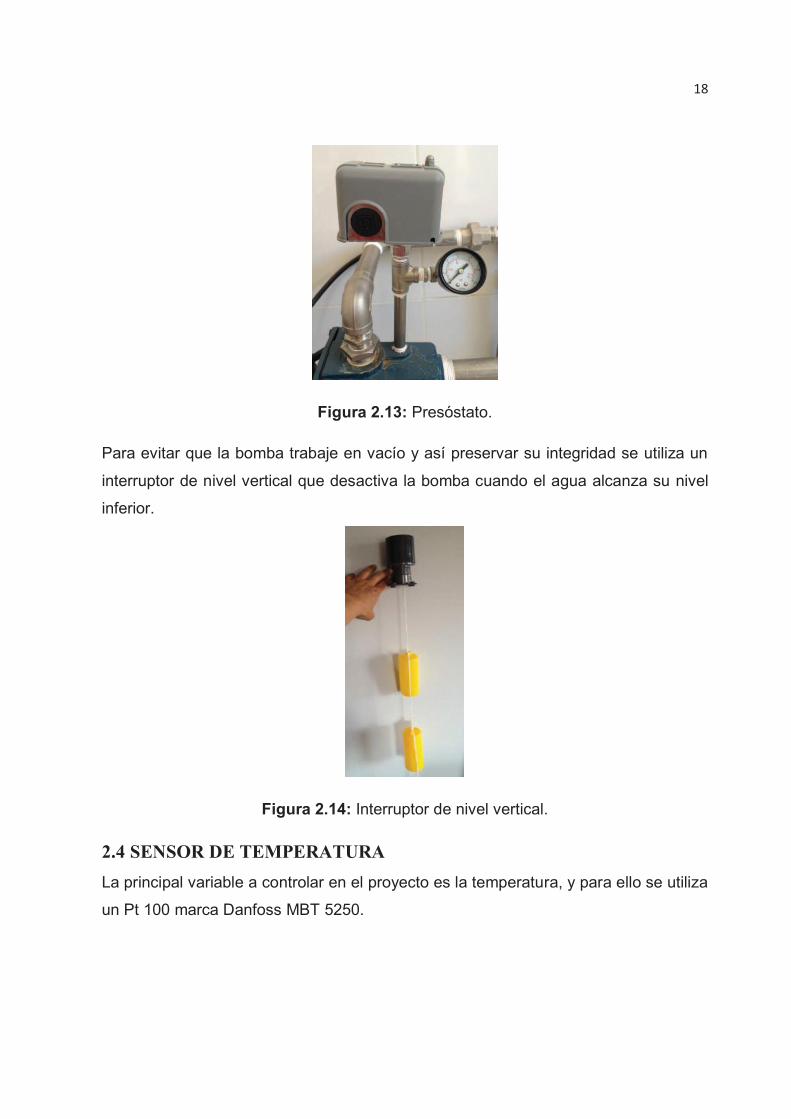
Figura 2.13: Presóstato.
Para evitar que la bomba trabaje en vacío y así preservar su integridad se utiliza un
interruptor de nivel vertical que desactiva la bomba cuando el agua alcanza su nivel
inferior.
Figura 2.14: Interruptor de nivel vertical.
2.4 SENSOR DE TEMPERATURA
La principal variable a controlar en el proyecto es la temperatura, y para ello se utiliza
un Pt 100 marca Danfoss MBT 5250.

19
Figura 2.15: Sensor de temperatura Pt 100 MBT 5250.
Un Pt 100 es un tipo particular de RTD (Dispositivo termo-resistivo) y consiste en un
alambre de platino, de ahí su nombre Pt, embobinado dentro de una vaina o un tubo
de acero inoxidable que a 0 °C tiene una resistencia de 100 Ω, y al aumentar la
temperatura aumenta su resistencia eléctrica.
El incremento de la resistencia no es lineal pero si creciente y característico del
platino de tal forma que mediante tablas es posible encontrar la temperatura exacta a
la que corresponde.
Figura 2.16: Curva característica del Pt 100 (T vs. R). Tomado de [7]
20
También se puede determinar el valor de resistencia para cada valor de temperatura
utilizando la siguiente expresión:
Donde:
Resistencia a la temperatura de referencia ( ° ).
Desviación de la temperatura respecto a , .
Coeficiente de temperatura del conductor a 0 °C, °
Este coeficiente debe ser de un valor alto, pues sería indicativo de que es más
sensible.
Una ventaja de este tipo de sensor es que no se descompone gradualmente, es
decir, con el pasar del tiempo no entrega lecturas erróneas, si no que al desgastarse
se rompe, con lo cual se puede detectar su falla inmediatamente, siendo sumamente
importante para evitar errores en el proceso que podrían ocasionar pérdidas en la
producción.
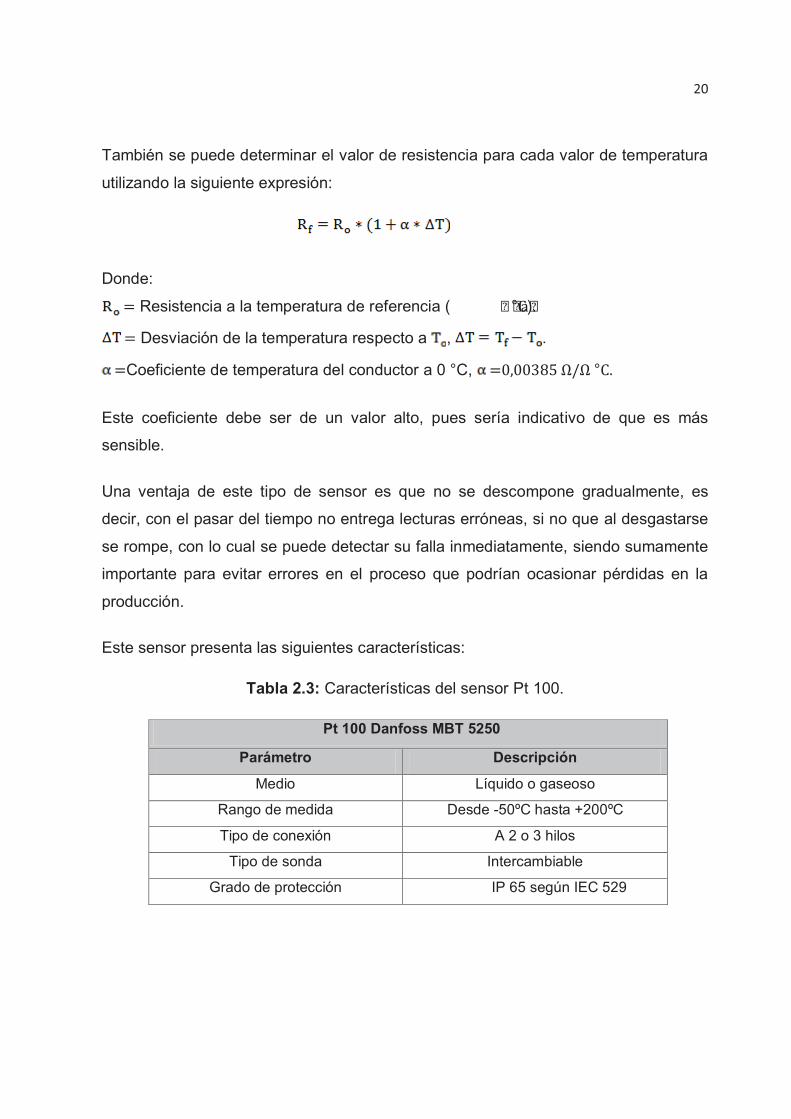
Este sensor presenta las siguientes características:
Tabla 2.3: Características del sensor Pt 100.
Pt 100 Danfoss MBT 5250
Parámetro Descripción
Medio Líquido o gaseoso
Rango de medida Desde -50ºC hasta +200ºC
Tipo de conexión A 2 o 3 hilos
Tipo de sonda Intercambiable
Grado de protección IP 65 según IEC 529
21
2.4.1 ACONDICIONAMIENTO DE LA SEÑAL DEL SENSOR
Como se mencionó anteriormente el Pt 100 cambia el valor de su resistencia
conforme varía la temperatura, pero este valor de resistencia no puede ingresar
directamente al PLC ya que este en sus entradas analógicas solo admite señales de
voltaje de 0 a 10 [V], por lo tanto es necesario acondicionar esta señal.
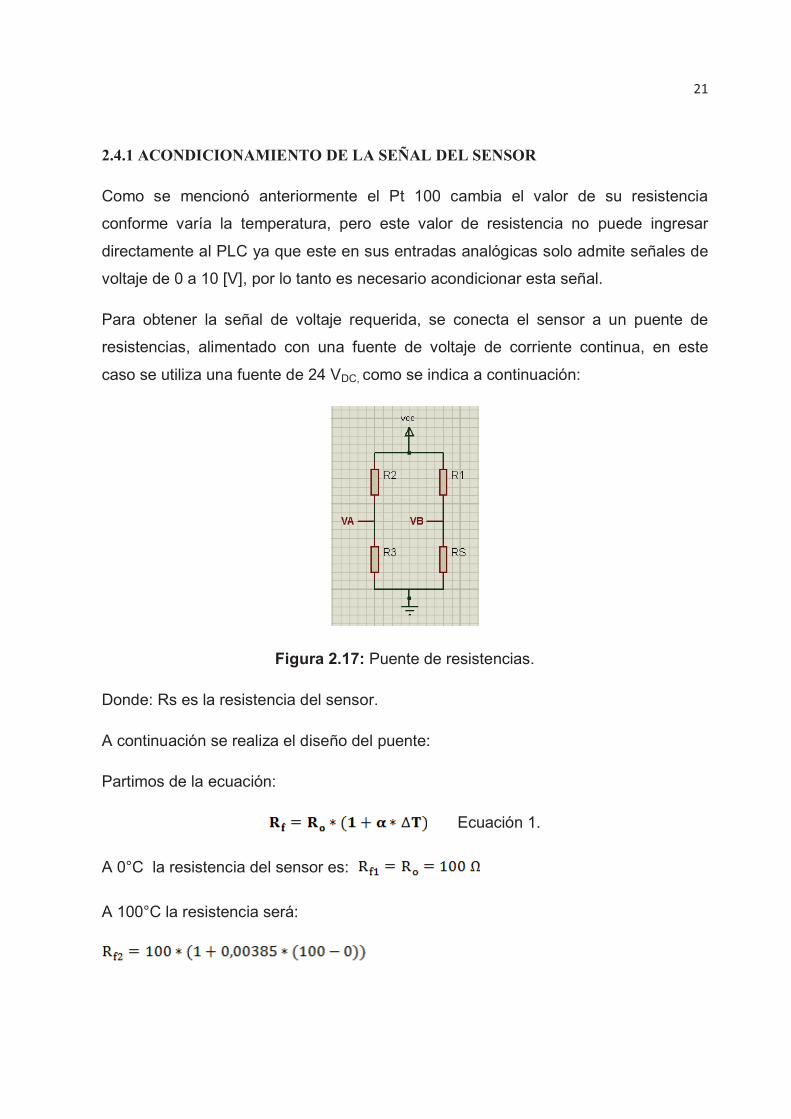
Para obtener la señal de voltaje requerida, se conecta el sensor a un puente de
resistencias, alimentado con una fuente de voltaje de corriente continua, en este
caso se utiliza una fuente de 24 VDC, como se indica a continuación:
Figura 2.17: Puente de resistencias.
Donde: Rs es la resistencia del sensor.
A continuación se realiza el diseño del puente:
Partimos de la ecuación:
Ecuación 1.
A 0°C la resistencia del sensor es:
A 100°C la resistencia será:

22
Siempre se diseña en las peores condiciones, por lo tanto se asume que el sensor
consume una corriente máxima de 10 [mA]. Al circular la corriente máxima, la
resistencia del sensor va a ser la mínima, entonces se tiene:
Ecuación 2.
Se sabe que: , y
Estandarizando:
En un puente:
Para 0°C:
Ecuación 3.
Ecuación 4.
23
Para 100°C:
Ecuación 5.
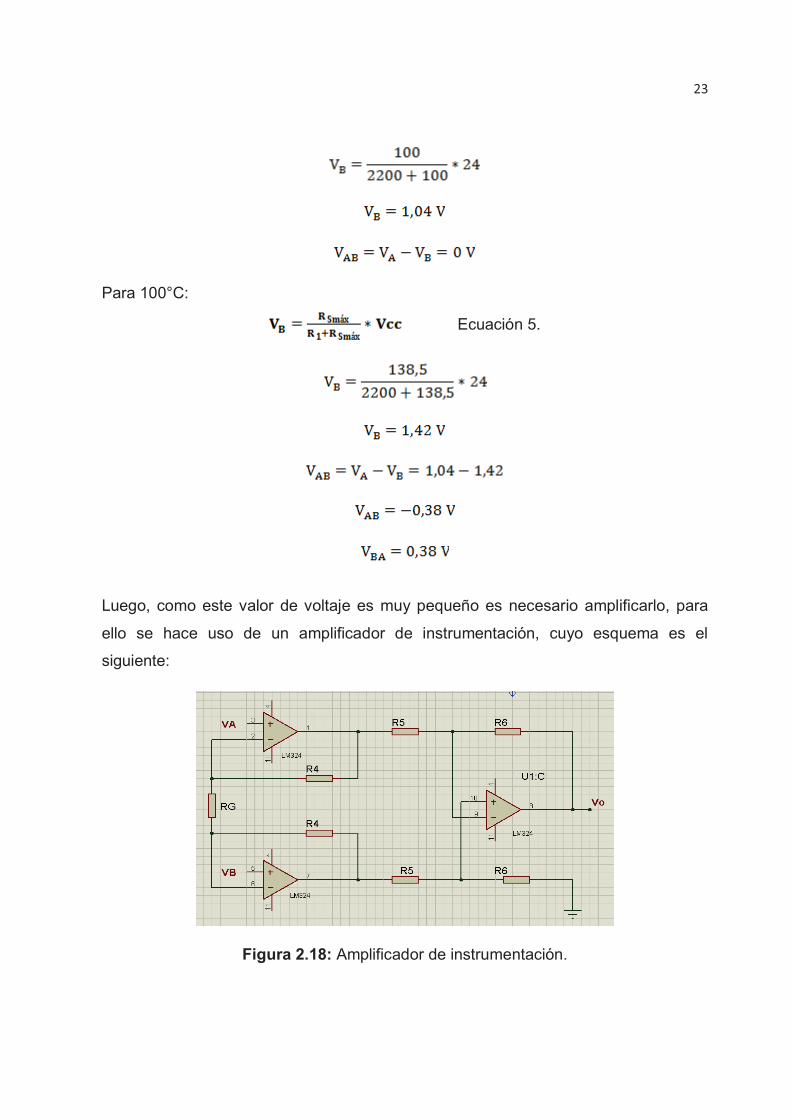
Luego, como este valor de voltaje es muy pequeño es necesario amplificarlo, para
ello se hace uso de un amplificador de instrumentación, cuyo esquema es el
siguiente:
Figura 2.18: Amplificador de instrumentación.
24
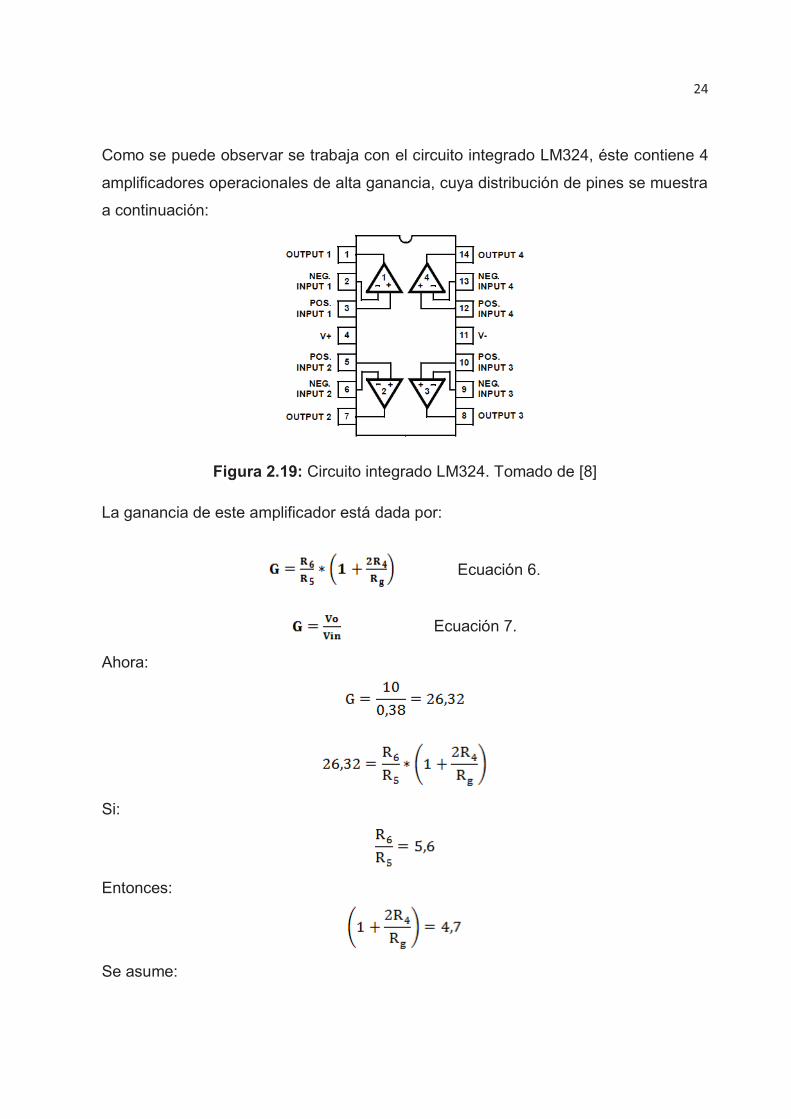
Como se puede observar se trabaja con el circuito integrado LM324, éste contiene 4
amplificadores operacionales de alta ganancia, cuya distribución de pines se muestra
a continuación:
Figura 2.19: Circuito integrado LM324. Tomado de [8]
La ganancia de este amplificador está dada por:
Ecuación 6.
Ecuación 7.
Ahora:
Si:
Entonces:
Se asume:

25
Despejando:
Luego, se asume:
Entonces:
Finalmente, el circuito completo es:
Figura 2.20: Circuito de acondicionamiento del sensor.
2.5 MOTOREDUCTOR
Para evitar errores en la lectura de la temperatura es necesario batir la leche
constantemente para que su temperatura sea uniforme, además de que ayuda a
reducir el tiempo de enfriamiento de la leche. Para esto se utiliza un motor de
corriente alterna, monofásico, marca MOTOVARIO, de 1.600 RPM acoplado a una
caja reductora, que es un mecanismo que permite reducir la velocidad de una forma
eficiente y segura, obteniendo una velocidad final de 30 RPM.

26
Algunas de las ventajas de estos mecanismos son:
· Alta eficiencia en la transmisión de potencia del motor.
· Alta regularidad en cuanto a potencia y par transmitidos.
· Espacio requerido reducido.
· Instalación y mantenimiento rápidos.
Figura 2.21: Motoreductor para la batidora.
Los datos de placa del motor son los siguientes:
Tabla 2.4: Características del motor para la batidora
MOTOREDUCTOR MOTOVARIO
Voltaje [V]
Frecuencia [Hz]
Corriente [A]
Velocidad RPM
Potencia [W]
Fp.
115 60 7,5 1.600 370 0,87
230 60 3,7 1.600 370 0,87

27
Figura 2.22: Placa del Motoreductor.
2.5.1 CÁLCULO DE LA POTENCIA REQUERIDA
Densidad de la leche:
Ecuación 8.
Ecuación 9.
Figura 2.23: Diagrama de fuerzas.
Ecuación 10.

28
Ecuación 11.
Figura 2.24: Medidas de la olla encamisada.
La altura máxima a la que llega la leche en el recipiente es 50 centímetros para evitar
que se desborde cuando se la bate.

29
Ahora:
Por lo tanto se requiere un motoreductor de 0,22 HP.
2.6 TABLERO DE CONTROL
En vista que existe humedad, vapor de agua, polvo, etc., se seleccionó un tablero
que brinde cierto grado protección contra el ingreso de agua, además se lo colocó a
una altura aproximada de 1,4 m y así evitar salpicaduras de agua a su interior debido
a que las instalaciones son aseadas diariamente.
Las dimensiones del tablero son 60x40 centímetros y presenta un doble fondo, en la
parte removible se realiza el ensamblaje del los circuitos tanto de fuerza como de
control.
El cableado se lo realiza dentro de canaletas plásticas ranuradas, y todos los
elementos se los coloca en tres segmentos de riel DIN.
En el ANEXO F se muestra un diagrama del tablero.

30
2.6.1 CIRCUITO DE CONTROL
La parte esencial del circuito de control es el PLC (Controlador Lógico Programable),
que es el encargado de controlar el desarrollo de todo el proceso gracias a la lógica
desarrollada y programada en el software.
2.6.1.1 Controlador lógico programable PLC
En base a los requerimientos del proceso se analizaron varios parámetros para
seleccionar el PLC, tales como: marcas, costos, beneficios que brinda, etc., y se
optó por una de las opciones que presenta la gama de controladores lógicos
programables de SIEMENS el SIMATIC S7-1200 puesto que es compacto, modular y
ofrece gran capacidad de control.
Figura 2.25: Controlador SIMATIC S7-1200.
Esta gama de controladores ofrece CPUs con diferentes capacidades físicas, es
decir poseen diferente cantidad de entradas y salidas. En función del número de
entradas y salidas necesarias para el desarrollo del proyecto, se escogió el CPU
1212C que cuenta con las siguientes características:

31
Tabla 2.5: Características del PLC S7 1200. Tomado de [9]
CPU 1212C AC/DC/Relé
Parámetro Descripción
Tensión de alimentación 120; 230 Vac
Corriente de Salida 2 A
Disipación de potencia 11 W
Intensidad disponible (SM y bus CM)
1000 mA máx.
(5 V DC)
Intensidad disponible (24 V DC)
300 mA máx. (alimentación de
sensores)
Idioma de Programación Utilizado FBD, Ladder Logic
Número de E/S 16
Número de Entradas 10 (8 digitales, 2 analógicas)
Número de Salidas 6 (digital)
Tipo de Salida Relé
Consumo de corriente de las
entradas digitales (24 V DC)
4 mA/entrada utilizada
Memoria Total Disponible 1 MB (memoria de carga integrada), 25 kB (memoria de
trabajo integrada)
Número de Puertos de Comunicación
1
Tipo de Puerto de Comunicación Ethernet
Tipo de Red Ethernet
Anchura 90mm
Longitud 100mm
Profundidad 75mm
Peso 425 gramos
Temperatura de Funcionamiento Máxima
+45°C
Temperatura de Funcionamiento Mínima
0°C

32
Para cubrir con el número necesario de salidas, se adquirió también un módulo de
expansión de 8 salidas tipo relé, el módulo SM1222relé, cuyas características son las
siguientes:
Figura 2.26: Módulo de expansión de salidas SM1222 Relé.
Tabla 2.6: Características del módulo de expansión. Tomado de [9]
Módulo de expansión de salidas SM1222 Relé
Parámetro Descripción
Tensión de alimentación Límite inferior 5 VDC Límite superior 30 VDC
Poder de corte de los contactos 2 A
Disipación de potencia 4,5 W
Consumo de corriente (bus SM) 120 mA
Consumo de corriente (24 V DC) 11 mA/bobina de relé utilizada
Número de Salidas 8Digitales
Tipo de Salida Relé
Tensión nominal de alimentación de bobina de relé L+ (DC) 24 V
Anchura 45 mm
Altura 100mm
Profundidad 75mm
Peso 190 gramos
Temperatura de Funcionamiento Máxima +45°C Montaje vertical +55°C Montaje horizontal
Temperatura de Funcionamiento Mínima 0°C
Cambio permitido de temperatura 5°C a 55°C, 3°C/minuto

33
2.6.1.2 Pulsadores
Se utilizan cuatro pulsadores dobles que poseen un contacto normalmente abierto
NA, el cual se cierra al presionar el botón verde, y un contacto normalmente cerrado
que se abre al presionar el botón rojo.
Figura 2.27: Pulsador doble.
Además en caso de presentarse alguna situación inesperada se colocó un pulsante
tipo hongo como paro de emergencia, que al ser presionado detiene el proceso y se
mantiene bloqueado hasta que se supere el problema.
Figura 2.28: Pulsador tipo hongo.
2.6.2 CIRCUITO DE FUERZA
Se encuentra conformado por los siguientes elementos:
34
2.6.2.1 Interruptor general
Como interruptor general para dar energía a todo el tablero se utiliza un interruptor
de 32 A marca Camsco.
Figura 2.29: Interruptor general.
2.6.2.2Interruptores termomagnéticos
Figura 2.30: Interruptor termomagnético.
Se utilizan 5 interruptores termomagnéticos para riel DIN marca Schneider Electric, a
continuación se describe la capacidad de cada uno de ellos y a que elemento se
encuentran destinados a proteger:
Tabla 2.7: Capacidad de los interruptores termomagnéticos.
Protección Capacidad [A]
General 32
PLC 2
Motor de la batidora 4
Motor de la bomba 16
Demás elementos 16
35
A continuación se muestran los cálculos realizados para obtener las capacidades de
los elementos de protección:
· Interruptor termomagnético general:
· Interruptor termomagnético del motor de la bomba:
· Interruptor termomagnético del motor de la batidora:
· La capacidad de las protecciones para el PLC se obtuvieron del manual del
usuario [9].
2.6.2.3 Fusible
Como protección adicional para el PLC se emplea un fusible de 2 [A], el cual es
colocado en un portafusible para riel DIN.

36
Figura 2.31: Fusible.
2.6.2.4 Relés de estado sólido
Los relés de estado sólido se encuentran destinados al control de las válvulas
solenoides y de la sirena, cuyo consumo de corriente es pequeño, menor a un
amperio.
Son de la marca Camsco, poseen 2 contactos normalmente abiertos y 2
normalmente cerrados, y son colocados en bases para riel DIN.
Figura 2.32: Relé de estado sólido.

37
Tabla 2.8: Características de los relés.
Relé de estado sólido
Parámetro Valor
Voltaje [V] 110
Frecuencia [Hz] 60
Corriente [A] 10
Número de Pines 8
Contactos NC 2
Contactos NA 2
2.6.2.5 Contactores
Se hace uso de un contactor para controlar el motor de la batidora y otro para el
motor de la bomba.
Estos contactores son de la Marca LS.
Figura 2.33: Contactor.

38
Tabla 2.9: Características de los contactores.
CONTACTORES
Parámetro Valor
Voltaje [V] 240
Frecuencia [Hz] 60
Corriente [A] 18
Ith [A] 40
Ui [V] 690
Uimp [kV] 6
2.6.2.6 Relés térmicos
Para proteger los motores contra sobrecargas se emplea un relé térmico para cada
uno de ellos, al igual que los contactores de la marca LS.
Sus capacidades son:
· Para el motor de la batidora cuya corriente nominal es 3,7 [A] si su
alimentación es de 230 [V], se escogió un relé con un rango de trabajo que va
desde 2,5 a 4 [A].
· Para el motor de la bomba cuya corriente nominal a 120 [V] es 12 [A], se
seleccionóuno con un rango entre 9 y 13 [A].
Figura 2.34: Relé térmico.

39
2.6.1 SEÑALIZACIÓN
2.6.1.1Luces piloto
Se utilizan 4 luces piloto, una verde que indica que el tablero se encuentra
energizado y tres rojas, una asociada al paro de emergencia y las dos restantes para
las protecciones térmicas de cada motor. Su voltaje de alimentación es 110 [V].
Figura 2.35: Luces piloto.
2.6.1.2 Sirena
Se la utiliza para alertar de ciertos eventos del proceso, su alimentación es de
110[V].
Figura 2.36: Sirena.
2.6.1.3 Pantalla
En el proceso es indispensable conocer el valor de la temperatura de la leche, el
desarrollo del proceso y avisos importantes, para ello se escogió la pantalla
40
SIEMENS KP 300 Basic mono PN, que cuenta con 10 teclas de función, una pantalla
LCD de 3,6 pulgadas con retroiluminación.
Figura 2.37: Pantalla KP 300 Basic mono PN.
Las características principales de la pantalla son:
Tabla 2.10: Características de la Pantalla. Tomado de [10]
Pantalla KP 300 Basic mono PN
Parámetro Descripción
Voltaje nominal 24 VDC
Límite inferior permisible 19,2 V
Límite superior permisible 28,8 V
Consumo de corriente 0,1 A
Potencia 3 W
Tipo de display FSTN
Ancho 87 mm
Altura 31 mm
Resolución
(píxeles)
Horizontal 240
Vertical 80
Temperatura de trabajo
(montaje vertical)
Mínima 0 ° C
Máxima 50 ° C
Comunicación Ethernet

41
A continuación, en las Figura 2.38 y 2.39 se presenta el tablero implementado:
Figura 2.38: Vista exterior del tablero.
Figura 2.39: Vista interior del tablero.
42
CAPÍTULO 3
DESARROLLO DEL SOFTWARE
3.1 DESCRIPCIÓN DE LOS REQUERIMIENTOS DEL PROGRAMA
A continuación se realiza una breve descripción del proceso a controlar, a fin de
tener una idea general de los requerimientos del programa.
El proceso de tratamiento de la leche para la elaboración de quesos se lo realiza
cada mañana, todos los días del año.
Existen 4 subprocesos:
· Pasteurización de la leche.
· Lavado de los elementos utilizados e instalaciones.
· Bombeo del agua hacia el tanque de reserva para su reutilización.
· Vaciado del agua reutilizada para cambiarla.
Y se llevan a cabo de la siguiente manera:
Recolectada la leche, se la transfiere a la olla encamisada, se procede a realizar la
pasteurización que tarda aproximadamente 2 horas, este tiempo depende de la
cantidad de leche que exista ya que la producción de leche varía de acuerdo a la
estación del año, así en verano el alimento para las vacas es escaso y su producción
lechera disminuye, mientras que en invierno abundan las lluvias en el cantón y la
producción se incrementa. Aproximadamente se trabaja con unos 400 litros de leche.
Luego de la pasteurización de la leche se realizan de manera manual los pasos
necesarios para terminar la producción de los quesos.
Concluida la elaboración de los quesos, inicia el subproceso de lavado de los
elementos utilizados y de las instalaciones, se lo realiza con agua que se almacena
en un recipiente para evitar acarrearla y disminuir el esfuerzo físico.

43
El subproceso de bombeo del agua para su reutilización se lo realiza en las
madrugadas, antes que inicie el proceso de pasteurización de la leche. No se puede
realizar al finalizar dicha pasteurización puesto que el agua se encuentra caliente y el
tanque de reserva es plástico, pudiendo deformarse. Se transporta el agua desde el
tanque de almacenamiento que se encuentra a nivel del piso dentro de la quesería
hacia el tanque de reserva ubicado en la terraza.
Finalmente, el subproceso de vaciado del agua reutilizada se lleva a cabo una vez
por semana y se realiza una limpieza general de las instalaciones y tanques.
3.2 LÓGICA DEL PROGRAMA PARA EL PLC
En función de la entrada que se active se realiza uno de los subprocesos
anteriormente explicados.
Figura 3.1: Diagrama de flujo del proceso.

44
A continuación se describe detalladamente cada subproceso y se muestran los
diagramas de flujo correspondientes.
3.2.1 SUBPROCESO DE PASTEURIZACIÓN
Por medio del pulsante correspondiente se da inicio el proceso de pasteurización,
primero se activa la válvula del gas para encender el quemador, al fluir el gas
(combustible), entra en contacto con el oxígeno del ambiente (comburente) y como la
llama piloto (fuente de ignición) se encuentra encendida se reúnen las condiciones
necesarias para la combustión. La leche se calienta en la olla encamisada por la
propiedades del baño maría, por una de las 2 entradas analógicas que posee el PLC
ingresa el valor de voltaje proveniente del acondicionamiento de la señal del sensor
Pt 100, este valor tiene que ser normalizado y escalado para adquirirlo en una unidad
de medida deseada, en este caso °C.
En esta etapa de calentamiento el motor funciona intermitentemente, trabaja 30
segundos suficientes para batir la leche y que su temperatura sea homogénea, y
tiene un periodo inactivo de 10 minutos.
Una vez que la temperatura alcanza los 70 °C culmina la etapa de calentamiento e
inicia la etapa de enfriado. Se cierra la válvula del gas, el motor pasa a trabajar de
forma continua y se abre la válvula de enfriado; que permite que el agua descienda
desde el tanque de reserva ubicado en la terraza y circule a través del canal que se
forma por el doble fondo de la olla encamisada.
La temperatura desciende hasta alcanzar los 37 °C, activando una sirena por dos
segundos y mostrando un mensaje en la pantalla que indica al operador que es
tiempo de agregar el cuajo. Esto se realiza antes de que culmine el proceso de
pasteurización ya que el motor de la batidora sigue trabajando lo que ayuda a que se
mezcle bien el cuajo.
Finalmente, cuando la temperatura descienda a los 35 °C se desactiva la batidora, la
válvula de enfriado se cierra, suena nuevamente la sirena por 3 segundos y se
visualiza un mensaje indicando que la pasteurización ha concluido.

45
Figura 3.2: Diagrama de Flujo del Subproceso de Pasteurización.

46
3.2.2 SUBPROCESO DE ENFRIADO
Realizando las pruebas correspondientes se determinó que por cualquier situación
anormal, como por ejemplo, exista un corte momentáneo del suministro de energía
eléctrica y sea necesario continuar el proceso de pasteurización solamente desde la
etapa de enfriado; de ser este el caso, se debe comprobar si la temperatura de la
leche se encuentra entre 70 y 35°C, si se cumple esta condición se presiona el
pulsante correspondiente para realizar el proceso de forma idéntica al explicado
anteriormente, sin necesidad de incluir la etapa de calentamiento.
Figura 3.3: Diagrama de Flujo del Subproceso de Enfriado.

47
3.2.3 SUBPROCESO DE LAVADO
Como es explicó anteriormente una vez que culmine la elaboración de los quesos, es
necesario asear los elementos utilizados y las instalaciones, es así que se debe
disponer de agua. La secuencia de lavado se inicia mediante un pulsante, se activa
la válvula de lavado y la bomba, y con una manguera se almacena el agua en un
recipiente.
Con el fin de no utilizar otra entrada del PLC para la desactivación de este proceso,
en base a pruebas se calculó el tiempo de llenado del recipiente y una vez que
transcurre se desactiva la bomba y la válvula de lavado. Este proceso se puede
realizar las veces que sean necesarias.
Figura 3.4: Diagrama de Flujo del Subproceso de Lavado.
48
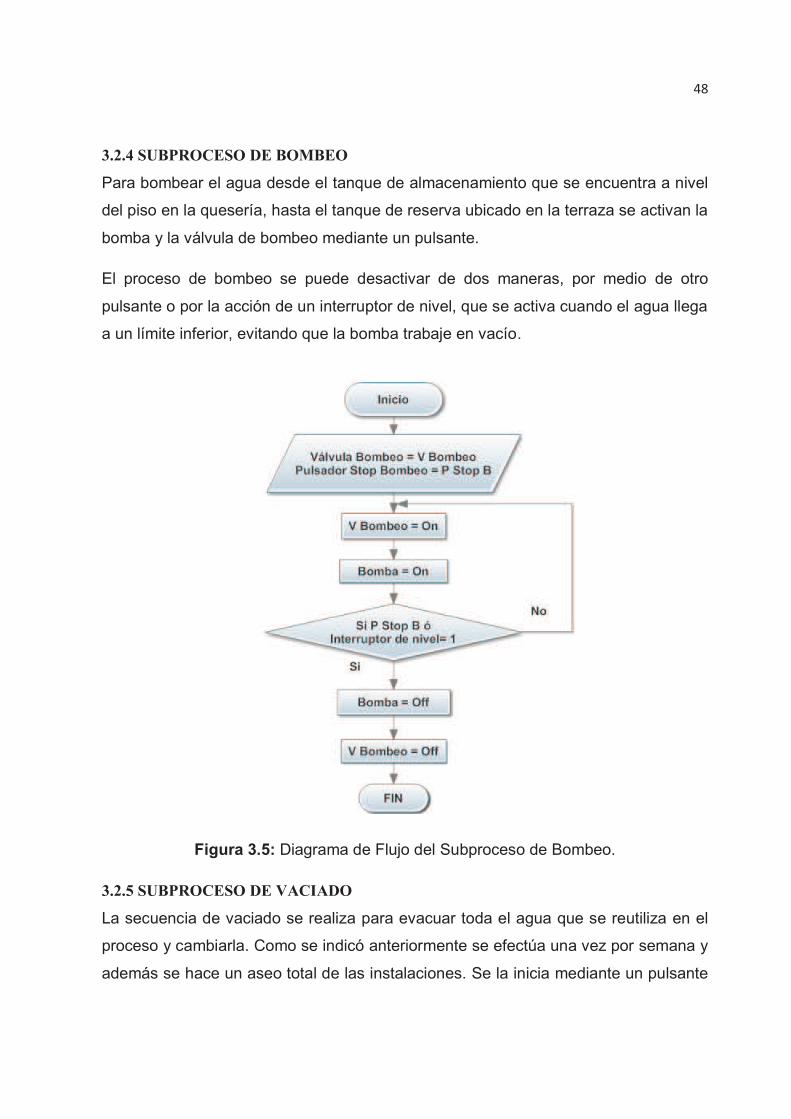
3.2.4 SUBPROCESO DE BOMBEO
Para bombear el agua desde el tanque de almacenamiento que se encuentra a nivel
del piso en la quesería, hasta el tanque de reserva ubicado en la terraza se activan la
bomba y la válvula de bombeo mediante un pulsante.
El proceso de bombeo se puede desactivar de dos maneras, por medio de otro
pulsante o por la acción de un interruptor de nivel, que se activa cuando el agua llega
a un límite inferior, evitando que la bomba trabaje en vacío.
Figura 3.5: Diagrama de Flujo del Subproceso de Bombeo.
3.2.5 SUBPROCESO DE VACIADO
La secuencia de vaciado se realiza para evacuar toda el agua que se reutiliza en el
proceso y cambiarla. Como se indicó anteriormente se efectúa una vez por semana y
además se hace un aseo total de las instalaciones. Se la inicia mediante un pulsante

49
activándose las válvulas de enfriado y vaciado que permiten que se desaloje toda el
agua contenida, para desactivarla de utiliza otro pulsante.
Figura 3.6: Diagrama de Flujo del Vaciado.
En caso de presentarse alguna eventualidad, en cualquier instante se puede
presionar el botón de paro de emergencia, para detener el proceso. Se desactivan
todos los actuadores, se muestra en la pantalla el mensaje “PARO DE
EMERGENCIA” y se enciende la luz correspondiente.
3.3 SOFTWARE TIA PORTAL V11
Totally Integrated Automation Portal (TIA PORTAL) es el software que permite
programar tanto el PLC como el sistema de visualización sin limitación alguna, desde
el PLC S7-300 hasta el S7-1200 y toda la gama de paneles HMI. Únicamente

50
presenta una desventaja al programar el PLC S7-1200, y es que aún no se ha
desarrollado un simulador para este PLC, pero presenta ventajas como: un sistema
de ventanas que se ajustan a las necesidades del programa, es bastante intuitivo
facilitando la tarea del programador, y permite comparar de manera ON LINE y así
reconocer el estado de las variables en tiempo real facilitando la detección de
posibles errores.
A continuación se describe el proceso para elaborar un programa:
Ventana inicial que se genera al abrir el programa:
Figura 3.7: Ventana inicial.
Creando un nuevo proyecto: al dar click en crear proyecto, se puede ingresar el
nombre con el que se guarda, seleccionar la dirección en la que se almacenará, y
colocar un comentario si se desea.
51
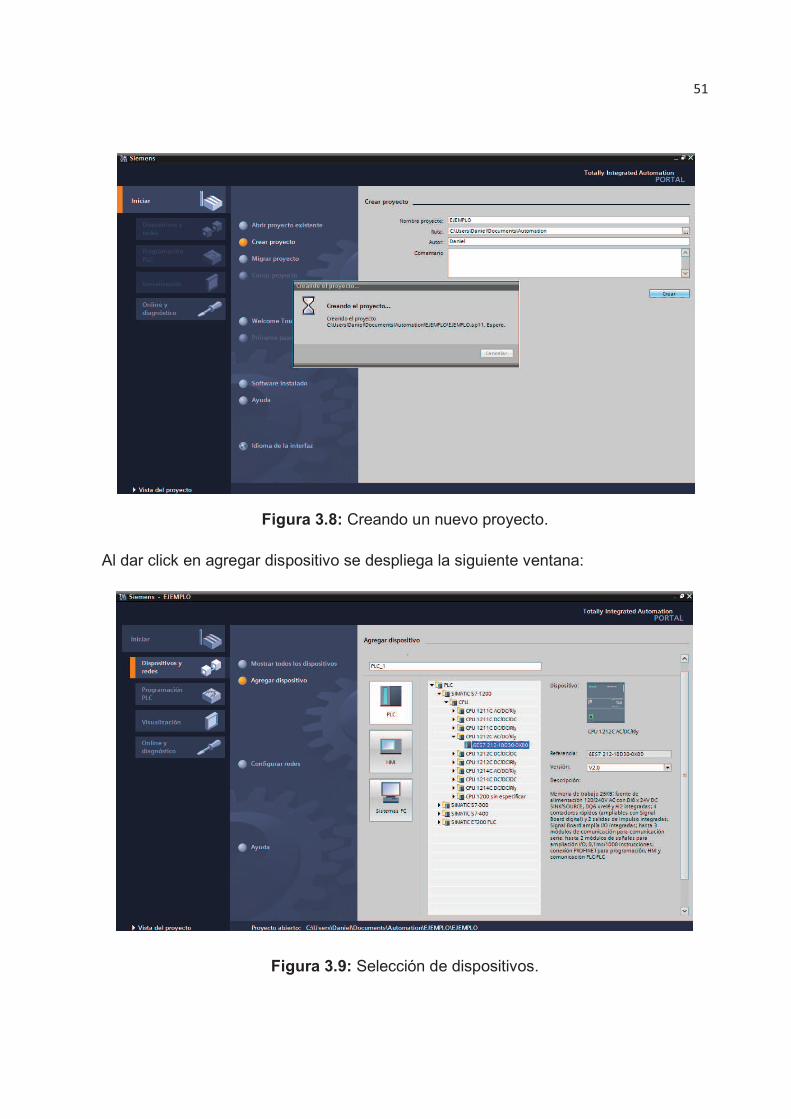
Figura 3.8: Creando un nuevo proyecto.
Al dar click en agregar dispositivo se despliega la siguiente ventana:
Figura 3.9: Selección de dispositivos.

52
Aquí se selecciona el PLC y la pantalla con la que se va a trabajar.
Como se mencionó anteriormente este software presenta un sistema de ventanas
que facilita el trabajo del programador.
En esta ventana se pueden visualizar los dispositivos existentes de una manera
bastante similar al hardware físico.
Figura 3.10: Vista de dispositivos.
En la ventana del bloque principal se desarrolla el programa que posteriormente se
cargará en el PLC. Posee un entorno bastante amigable e intuitivo y existen las
herramientas necesarias para realizar desde un programa sencillo hasta uno
bastante complejo; además permite trabajar con varios lenguajes de programación.
53
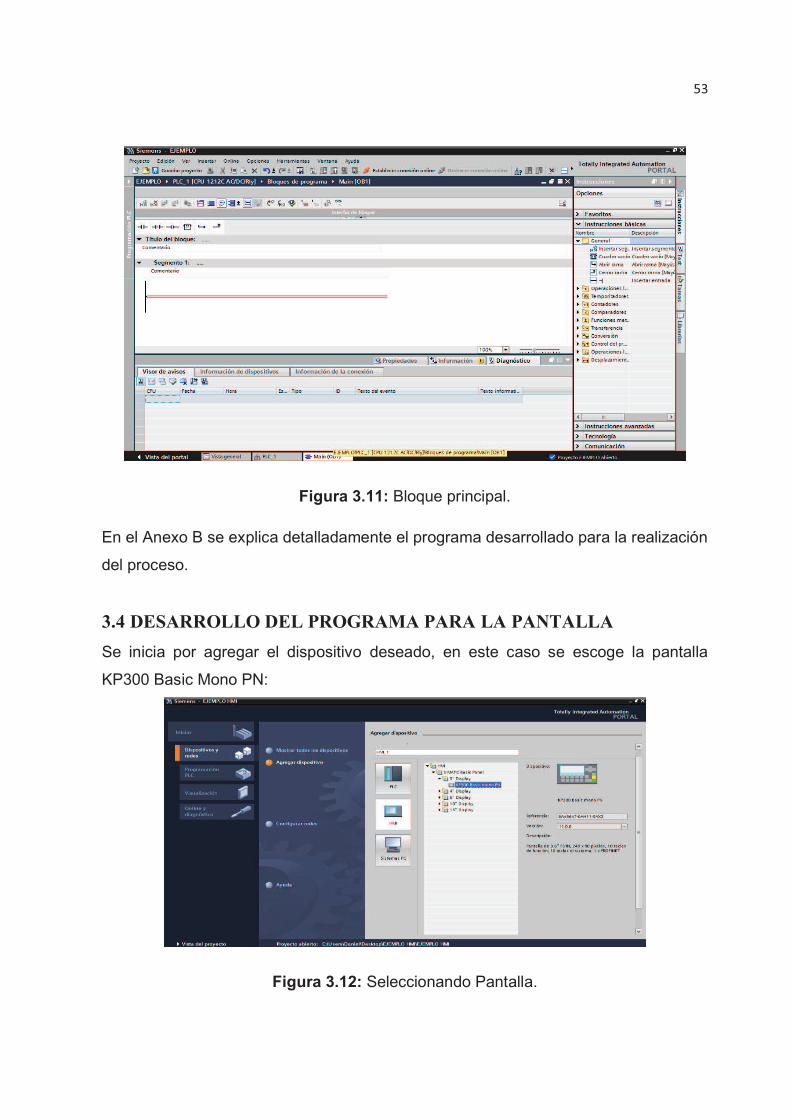
Figura 3.11: Bloque principal.
En el Anexo B se explica detalladamente el programa desarrollado para la realización
del proceso.
3.4 DESARROLLO DEL PROGRAMA PARA LA PANTALLA
Se inicia por agregar el dispositivo deseado, en este caso se escoge la pantalla
KP300 Basic Mono PN:
Figura 3.12: Seleccionando Pantalla.

54
A continuación se despliega un asistente para realizar la configuración básica de la
pantalla que consiste en 5 pasos:
El primero es seleccionar el PLC con el que se va a trabajar:
Figura 3.13: Conexión de la pantalla con el PLC.
Luego se configura la pantalla, se puede colocar cualquier imagen y un encabezado.
Figura 3.14: Configuración de la pantalla principal.

55
En el tercer paso se configuran los avisos, así:
Figura 3.15: Configuración de los avisos.
Los pasos cuarto y quinto consisten en configurar las pantallas que se visualizarán,
en este caso, se programa la pantalla ESCUELA POLITÉCNICA NACIONAL.
Figura 3.16: Configuración de las imágenes.

56
Concluido esta configuración básica, se tiene la siguiente ventana, aquí se realiza el
programa de visualización.
Se pueden utilizar herramientas como botones, interruptores, visores numéricos o
gráficos, incluso se pueden realizar animaciones como desplazamientos o
parpadeos, es decir, se poseen las herramientas necesarias para realizar una
visualización adecuada del proceso.
Figura 3.17: Herramientas disponibles.
La razón fundamental para utilizar una pantalla es la necesidad de la visualización de
la temperatura de la leche durante la pasteurización, por ende es necesario asociar
un visor numérico a la variable correspondiente del programa del PLC. Esta acción
se repite para cada uno de los requerimientos, ovbiamente con los elementos y
variables adecuadas.
En el Anexo D se explica detalladamente la programación de la pantalla.
A continuación se presenta el diagrama de flujo utilizado para la programación de la
pantalla:

57
Fig
ura
3.1
8: D
iagr
am
a de
flu
jo p
ara
la p
anta
lla.
58
3.5 LISTA DE ENTRADAS Y SALIDAS UTILIZADAS DEL PLC
3.5.1 ENTRADAS DEL PLC
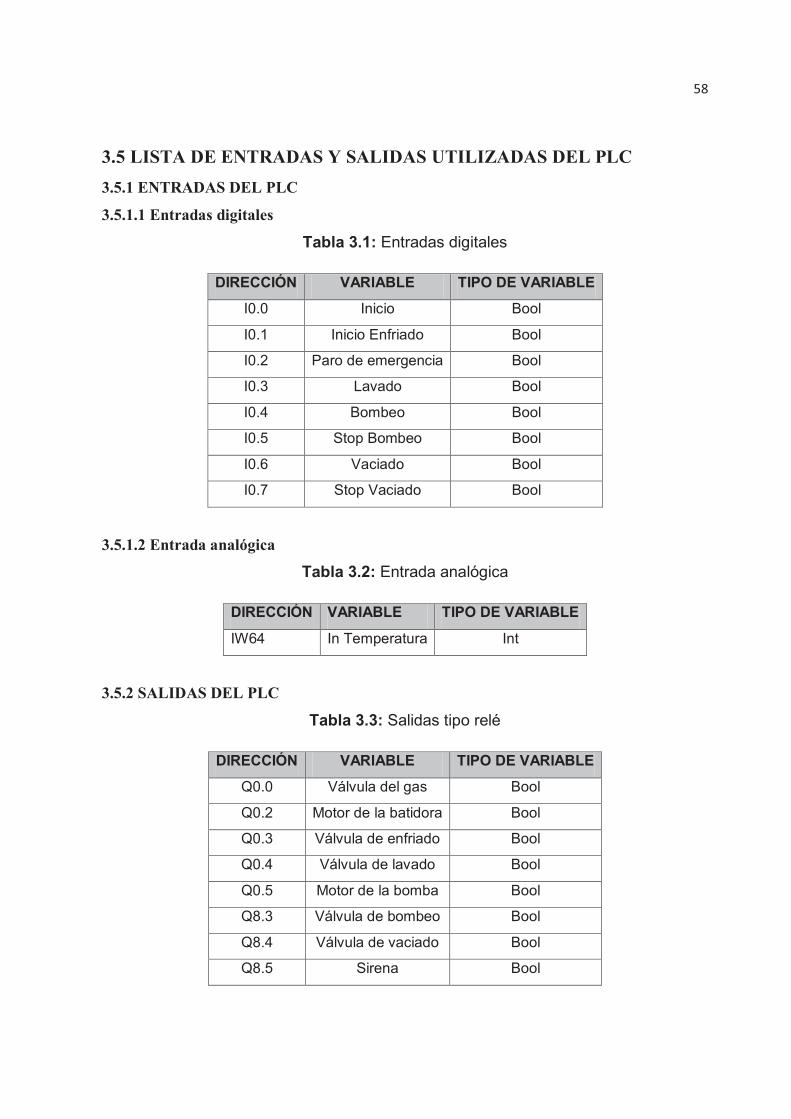
3.5.1.1 Entradas digitales
Tabla 3.1: Entradas digitales
DIRECCIÓN VARIABLE TIPO DE VARIABLE
I0.0 Inicio Bool
I0.1 Inicio Enfriado Bool
I0.2 Paro de emergencia Bool
I0.3 Lavado Bool
I0.4 Bombeo Bool
I0.5 Stop Bombeo Bool
I0.6 Vaciado Bool
I0.7 Stop Vaciado Bool
3.5.1.2 Entrada analógica
Tabla 3.2: Entrada analógica
DIRECCIÓN VARIABLE TIPO DE VARIABLE
IW64 In Temperatura Int
3.5.2 SALIDAS DEL PLC
Tabla 3.3: Salidas tipo relé
DIRECCIÓN VARIABLE TIPO DE VARIABLE
Q0.0 Válvula del gas Bool
Q0.2 Motor de la batidora Bool
Q0.3 Válvula de enfriado Bool
Q0.4 Válvula de lavado Bool
Q0.5 Motor de la bomba Bool
Q8.3 Válvula de bombeo Bool
Q8.4 Válvula de vaciado Bool
Q8.5 Sirena Bool

59
3.5.3 MARCAS UTILIZADAS EN EL PROGRAMA
Tabla 3.4: Marcas
DIRECCIÓN VARIABLE TIPO DE VARIABLE
M0.0 M1 Bool
M0.1 M2 Bool
M0.2 M3 Bool
M0.3 M4 Bool
M0.4 MBAT CALENTANDO Bool
M0.5 MMOSTRAR TEMP Bool
M0.6 MBATIENFRIADO Bool
M0.7 MMOSTRARMENSAJE Bool
M1.0 MMENSAJEINICIAL Bool
ID10 OUT NORMALIZADA Real
ID22 TEMPERATURA Real

60
CAPÍTULO 4
PRUEBAS Y RESULTADOS
4.1 PRUEBA DEL ACONDICIONAMIENTO DEL SENSOR
Primero se probó el acondicionamiento del sensor, esto no se realizó en el proceso
sino trabajando a pequeña escala. Fue necesario calibrar los valores del circuito
inicial para obtener los resultados esperados.
Luego, se instaló el sensor en la base construida para su colocación y tomando como
referencia un termómetro de mercurio para comparar las temperaturas, se obtuvieron
los siguientes resultados:
Tabla 4.1: Comparación de temperatura.
TEMPERATURA
TERMÓMETRO DE MERCURIO ACONDICIONAMIENTO DEL PT100
20 19.5
35 34.7
50 50,1
67 67,5
70 70,8
Figura 4.1: Medición de la temperatura.

61
Figura 4.2: Comparación de temperatura.
4.1.1 CÁLCULO DEL ERROR EN LA TEMPERATURA
4.1.1.1 Error absoluto
Ecuación 12.
4.1.1.2 Error relativo
Ecuación 13.

62
4.1.1.3 Error relativo porcentual
Ecuación 14.
4.1.1.4 Valor medio del error relativo porcentual
Ecuación 15.
Como se observa el error es pequeño y aceptable para esta aplicación.
63
4.2 PRUEBA DEL PROGRAMA DE CONTROL
Una vez finalizado el programa, fue cargado en el PLC y se realizó pruebas de su
funcionamiento de igual manera a pequeña escala, es decir, en protoboard se
colocaron los elementos necesarios como pulsantes pequeños, resistencias, leds,
etc., y los resultados fueron satisfactorios pues se cumplió con todas las necesidades
del proyecto.
Se presentó un pequeño inconveniente al momento de cargar el programa, y fue
necesario configurar las direcciones IP del PLC así como de la PC, y algo importante
que cabe mencionar es que para evitar problemas con el reconocimiento del
dispositivo, antes de presionar el botón de la Figura 4.3, es necesario seleccionar
“Dispositivos accesibles” en la opción “Online” de la barra de herramientas.
Figura 4.3: Botón para cargar el programa en el dispositivo.
4.3 PRUEBA DE COMUNICACIÓN ENTRE EL PLC Y LA PANTALLA
Para que el operario se encuentre informado del desarrollo del proceso, es necesario
que en la pantalla se desplieguen la temperatura de la leche y los mensajes
correspondientes.
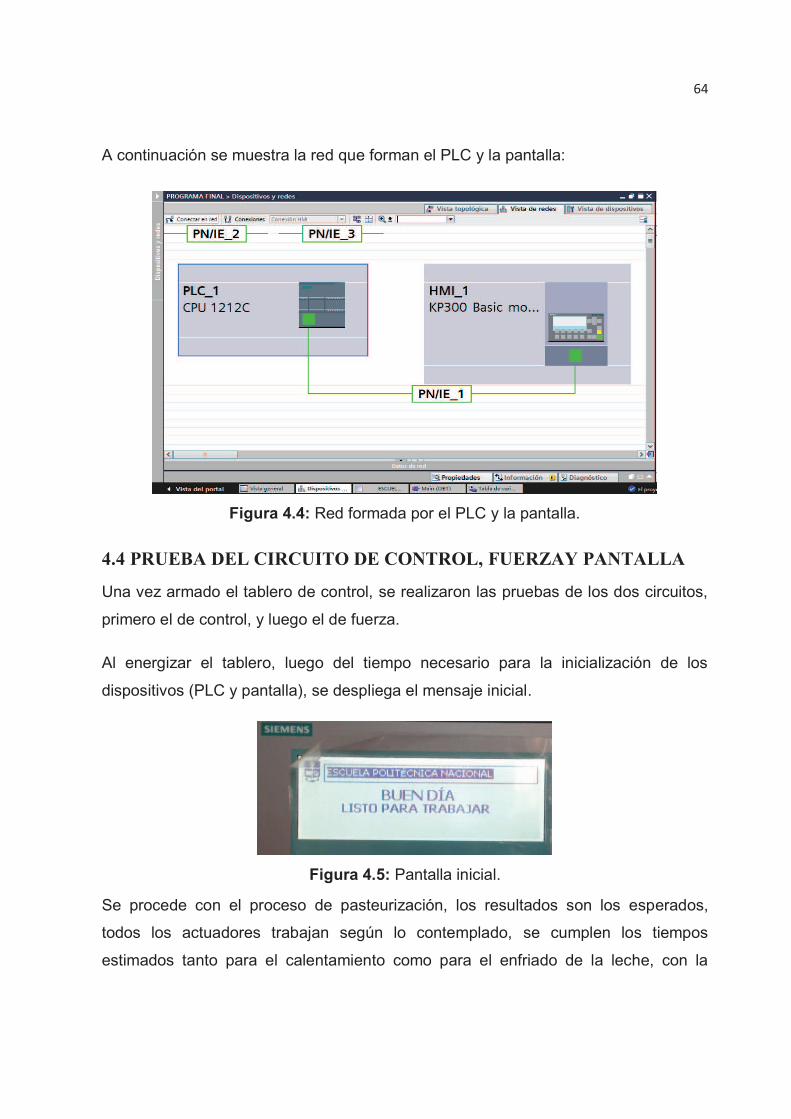
El PLC y la pantalla forman una pequeña red y se comunican por medio del protocolo
PN/IE que significa PROFINET/INDUSTRIAL ETHERNET.
Se pudo comprobar que se comunican correctamente, el tiempo de transmisión de
datos es aproximadamente medio segundo y los mensajes se muestran en el
momento oportuno como se indica en la prueba 4.4.
64
A continuación se muestra la red que forman el PLC y la pantalla:
Figura 4.4: Red formada por el PLC y la pantalla.
4.4 PRUEBA DEL CIRCUITO DE CONTROL, FUERZAY PANTALLA
Una vez armado el tablero de control, se realizaron las pruebas de los dos circuitos,
primero el de control, y luego el de fuerza.
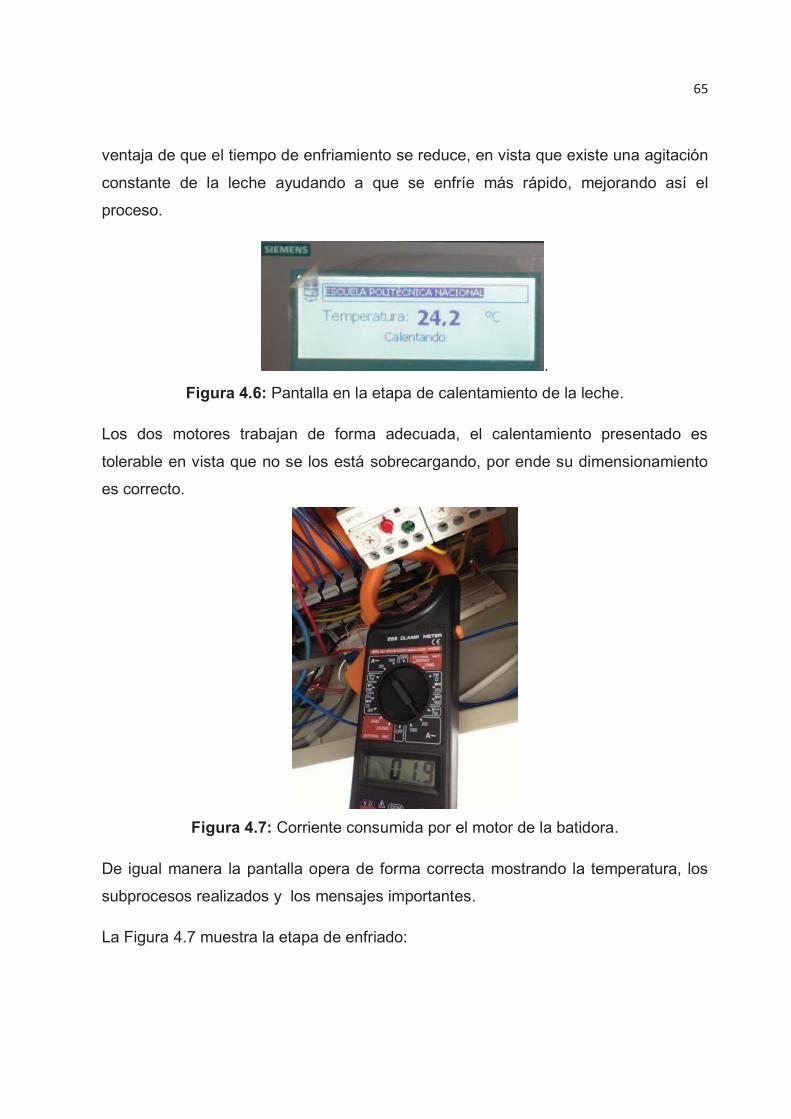
Al energizar el tablero, luego del tiempo necesario para la inicialización de los
dispositivos (PLC y pantalla), se despliega el mensaje inicial.
Figura 4.5: Pantalla inicial.
Se procede con el proceso de pasteurización, los resultados son los esperados,
todos los actuadores trabajan según lo contemplado, se cumplen los tiempos
estimados tanto para el calentamiento como para el enfriado de la leche, con la
65
ventaja de que el tiempo de enfriamiento se reduce, en vista que existe una agitación
constante de la leche ayudando a que se enfríe más rápido, mejorando así el
proceso.
.
Figura 4.6: Pantalla en la etapa de calentamiento de la leche.
Los dos motores trabajan de forma adecuada, el calentamiento presentado es
tolerable en vista que no se los está sobrecargando, por ende su dimensionamiento
es correcto.
Figura 4.7: Corriente consumida por el motor de la batidora.
De igual manera la pantalla opera de forma correcta mostrando la temperatura, los
subprocesos realizados y los mensajes importantes.
La Figura 4.7 muestra la etapa de enfriado:

66
Figura 4.8: Pantalla en la etapa de enfriado de la leche.
Como ayuda para el operador se despliegan los mensajes necesarios según la etapa
del proceso, por ejemplo indica en qué momento agregar el cuajo.
Figura 4.9: Pantalla con mensaje importante.
El proceso concluye con éxito, y se visualiza:
Figura 4.10: Pantalla al finalizar el proceso.
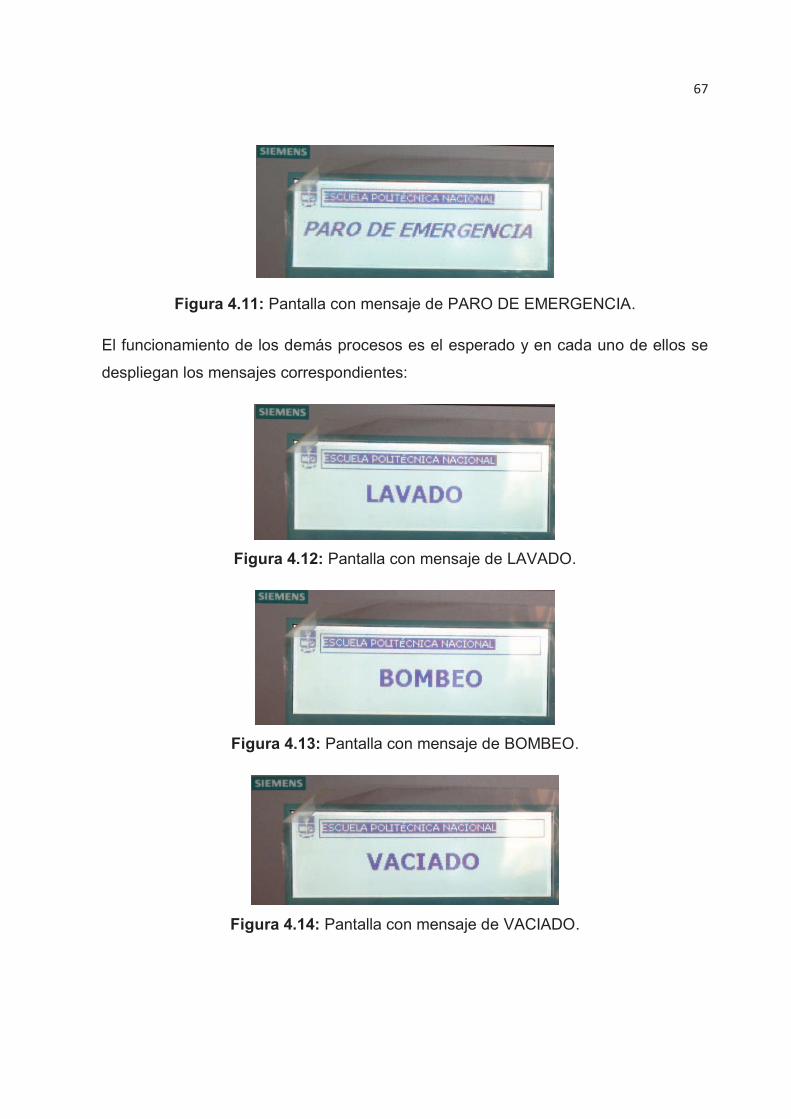
En caso de presentarse alguna situación inadecuada, el pulsante de paro de
emergencia desactiva todos los actuadores y se despliega en la pantalla el siguiente
aviso:
67
Figura 4.11: Pantalla con mensaje de PARO DE EMERGENCIA.
El funcionamiento de los demás procesos es el esperado y en cada uno de ellos se
despliegan los mensajes correspondientes:
Figura 4.12: Pantalla con mensaje de LAVADO.
Figura 4.13: Pantalla con mensaje de BOMBEO.
Figura 4.14: Pantalla con mensaje de VACIADO.
68
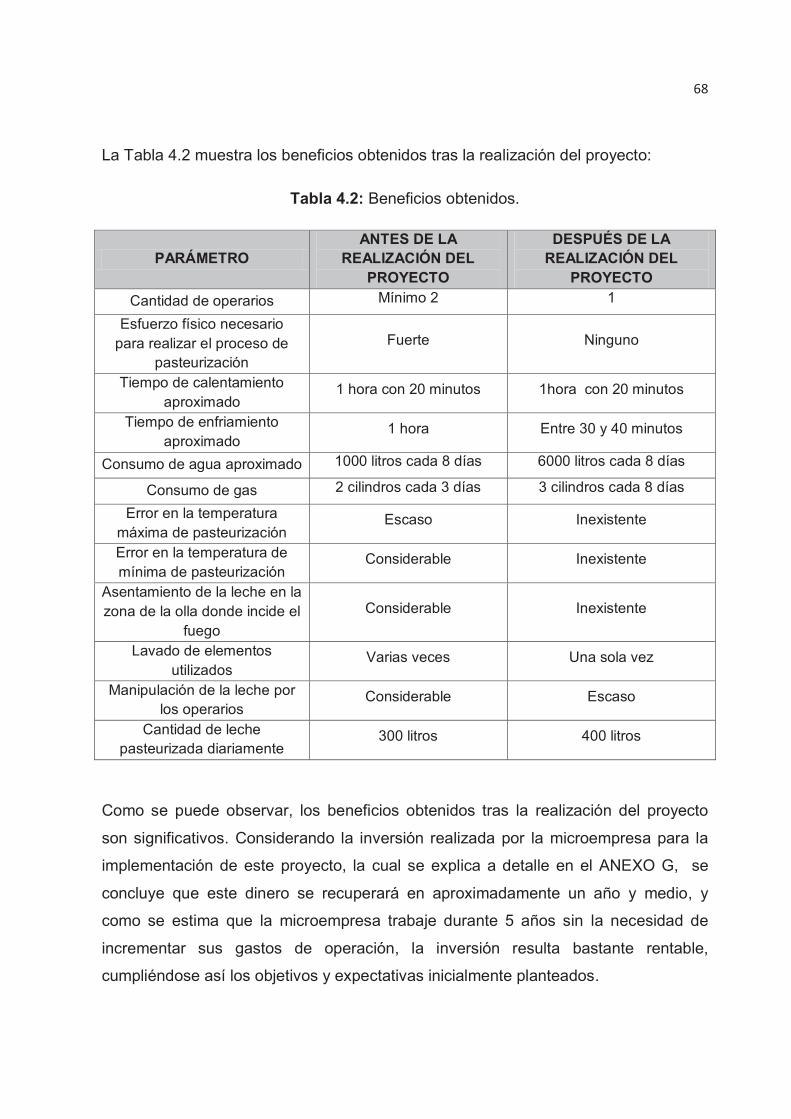
La Tabla 4.2 muestra los beneficios obtenidos tras la realización del proyecto:
Tabla 4.2: Beneficios obtenidos.
PARÁMETRO ANTES DE LA
REALIZACIÓN DEL PROYECTO
DESPUÉS DE LA REALIZACIÓN DEL
PROYECTO
Cantidad de operarios Mínimo 2 1
Esfuerzo físico necesario para realizar el proceso de
pasteurización
Fuerte Ninguno
Tiempo de calentamiento aproximado
1 hora con 20 minutos 1hora con 20 minutos
Tiempo de enfriamiento aproximado
1 hora Entre 30 y 40 minutos
Consumo de agua aproximado 1000 litros cada 8 días 6000 litros cada 8 días
Consumo de gas 2 cilindros cada 3 días 3 cilindros cada 8 días
Error en la temperatura máxima de pasteurización
Escaso Inexistente
Error en la temperatura de mínima de pasteurización
Considerable Inexistente
Asentamiento de la leche en la zona de la olla donde incide el
fuego
Considerable Inexistente
Lavado de elementos utilizados
Varias veces Una sola vez
Manipulación de la leche por los operarios
Considerable Escaso
Cantidad de leche pasteurizada diariamente
300 litros 400 litros
Como se puede observar, los beneficios obtenidos tras la realización del proyecto
son significativos. Considerando la inversión realizada por la microempresa para la
implementación de este proyecto, la cual se explica a detalle en el ANEXO G, se
concluye que este dinero se recuperará en aproximadamente un año y medio, y
como se estima que la microempresa trabaje durante 5 años sin la necesidad de
incrementar sus gastos de operación, la inversión resulta bastante rentable,
cumpliéndose así los objetivos y expectativas inicialmente planteados.

69
CAPÍTULO 5
CONCLUSIONES Y RECOMENDACIONES
5.1 CONCLUSIONES
Concluido el proyecto y realizadas diversas pruebas para observar y comprobar su
funcionamiento, se puede inferir lo siguiente:
· El proyecto cumple satisfactoriamente con cada uno de los requerimientos del
proceso, lográndose así cubrir los alcances y objetivos planteados al inicio del
mismo.
· Conocer a fondo las diferentes etapas del proceso desarrollado por la
microempresa es fundamental para obtener los resultados esperados del
proyecto, lográndose optimizarlo.
· Con el paso del tiempo es posible que la microempresa expanda su línea de
producción, presentándose la necesidad de crecimiento del sistema de control,
esto es viable ya que la capacidad física del PLC puede incrementarse colocando
diferentes módulos, sean estos de entradas o salidas, de comunicación, etc.
· Por tratarse de una versión básica, la licencia del software utilizado para la
programación del PLC y de la pantalla no tuvo costo alguno, además no es
necesario adquirirla cada año, representando un ahorro significativo para la
microempresa.
· Además de disminuir el esfuerzo físico y el número de personas necesarias para
llevar a cabo el proceso, se reduce también el tiempo de producción, permitiendo
al operario realizar el resto de sus actividades sin apremio, lo que representa una
ventaja importante para la microempresa.
· Se reduce el costo de producción de los quesos, ya que el consumo de gas y de
agua disminuyen notablemente.
70
· La elaboración de los quesos cumple con estándares más altos de producción,
puesto que la manipulación de la leche por parte del operario es mínima.
· Se ha incrementado la cantidad de producto con la que se puede trabajar,
generando mayores ingresos para la microempresa.
· Puesto que en el subproceso de calentamiento se utilizan las propiedades del
Baño María, no existe asentamiento de la leche en la zona donde la llama del
quemador llega directamente.
· La comunicación entre el PLC y la pantalla se da sin ningún tipo de problema,
ayudando a que los resultados del proyecto sean los esperados.
5.2 RECOMENDACIONES
· Se recomienda en un futuro implementar un mecanismo para facilitar la extracción
de la cuajada de la olla encamisada, pues se trata de una cantidad considerable.
Este mecanismo puede consistir en una especie de puente grúa, que pueda
extraer con la ayuda de un operario gran cantidad de dicha cuajada en una sola
operación, disminuyendo aún más el trabajo y el tiempo de elaboración de los
quesos.
· Las queserías del medio a nivel artesanal no tienen un gran desarrollo
tecnológico, éste recae únicamente en las industrias grandes, se recomienda
invertir en desarrollo y automatización pues se optimizan los procesos, facilitando
el trabajo de los operarios, y mejorando la calidad del producto.
· Al realizar cualquier proyecto, se recomienda investigar profundamente el
software de programación con el que se va a trabajar, para sacar el mayor
provecho posible.
71
REFERENCIAS BIBLIOGRÁFICAS
[1] Ingeniero Hector Rocha, funcionario del MAGAP
[2] books.google.com.ec/books?id=miAPAQAAIAAJ
[3]http://www.portalechero.com/innovaportal/v/725/1/innova.front/proceso_de_pasteur
izacion_.html
[4]http://www.banrepcultural.org/sites/default/files/lablaa/ciencias/sena/ganaderia/ord
eno1/ganaderia19-5.pdf
[5]http://ben.upc.es/documents/eso/aliments/HTML/lacteo-4.html
[6]http://procesamientolacteo.blogspot.com/2010/11/ventajas-y-desventajas-dela.html
[7] http://www.arian.cl/downloads/nt-004.pdf
[8] http://www.datasheetcatalog.com/datasheets_pdf/L/M/3/2/LM324.shtml
[9] Manual del controlador lógico programable S7-1200.
[10] Datasheet6AV6647-0AH11-3AX0 de productos SIEMENS.

A-1
ANEXO A
DATASHEET DEL SENSOR MBT 5250
Figura A.1: Especificaciones del sensor Pt 100.
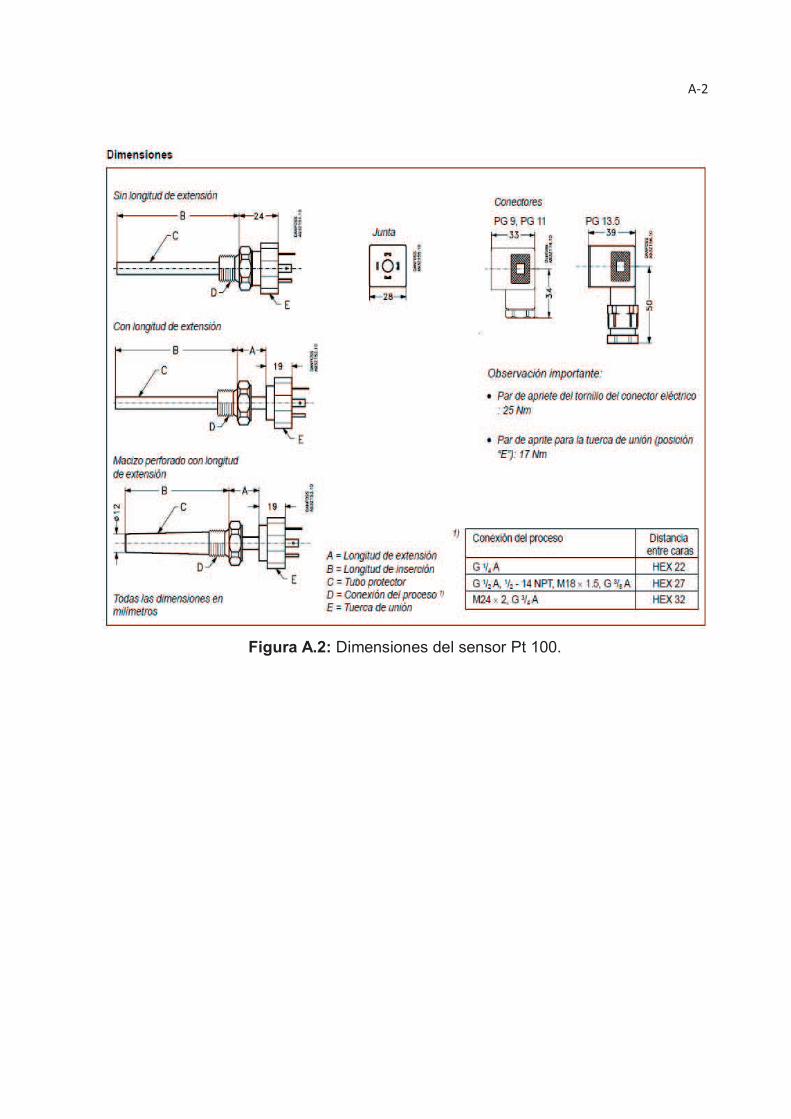
A-2
Figura A.2: Dimensiones del sensor Pt 100.

B-1
ANEXO B
PROGRAMA DESARROLLADO PARA EL PLC
Una vez realizados los pasos explicados en el capítulo 3, literal 3.1, que consisten en
la creación de un nuevo proyecto y elección de los dispositivos que se van a utilizar,
se procese a desarrollar el programa que se detalla a continuación:
En el Segmento 1 del programa, se da inicio a la pasteurización con el subproceso
de calentamiento, se activa la válvula del gas y los timers para el funcionamiento
intermitente del motor.
Figura B.1: Segmento 1 del programa.
En el segmento de la figura B.2 se normaliza y escala el valor obtenido del
acondicionamiento de la señal analógica proveniente del sensor Pt 100.

B-2
Figura B.2: Segmento 2 del programa.
El bloque NORM_X normaliza el valor de la variable de entrada VALUE dentro del
rango de valores especificado por los parámetros MIN y MAX, mapeándolo en una
escala lineal comprendida entre 0.0 y 1.0
Figura B.3: Bloque NORM_X.
El bloque SCALE_X escala el valor real VALUE proveniente de la salida normalizada
al tipo de datos y rango de valores especificados por los parámetros MIN y MAX.
Figura B.4: Bloque SCALE_X.
Los tipos de datos aceptados por cada parámetro son los siguientes:

B-3
Tabla B.1: Tabla de los tipos de datos de los parámetros. Tomado de [7]
En el Segmento 3, se desarrolla el control de la etapa de enfriado de la leche, se
encuentra condicionada a 2 situaciones, la primera, si en la etapa de calentamiento
la temperatura de la leche alcanza los 70°C, y la segunda, en caso de presentarse
una situación inesperada, como por ejemplo, un corte momentáneo del suministro
eléctrico, es necesario arrancar el proceso solamente desde la etapa de enfriado,
saltándose la de calentamiento. En la segunda situación la temperatura de la leche
debe ser mayor a 35 °C.
Figura B.5: Segmento 3 del programa.
B-4
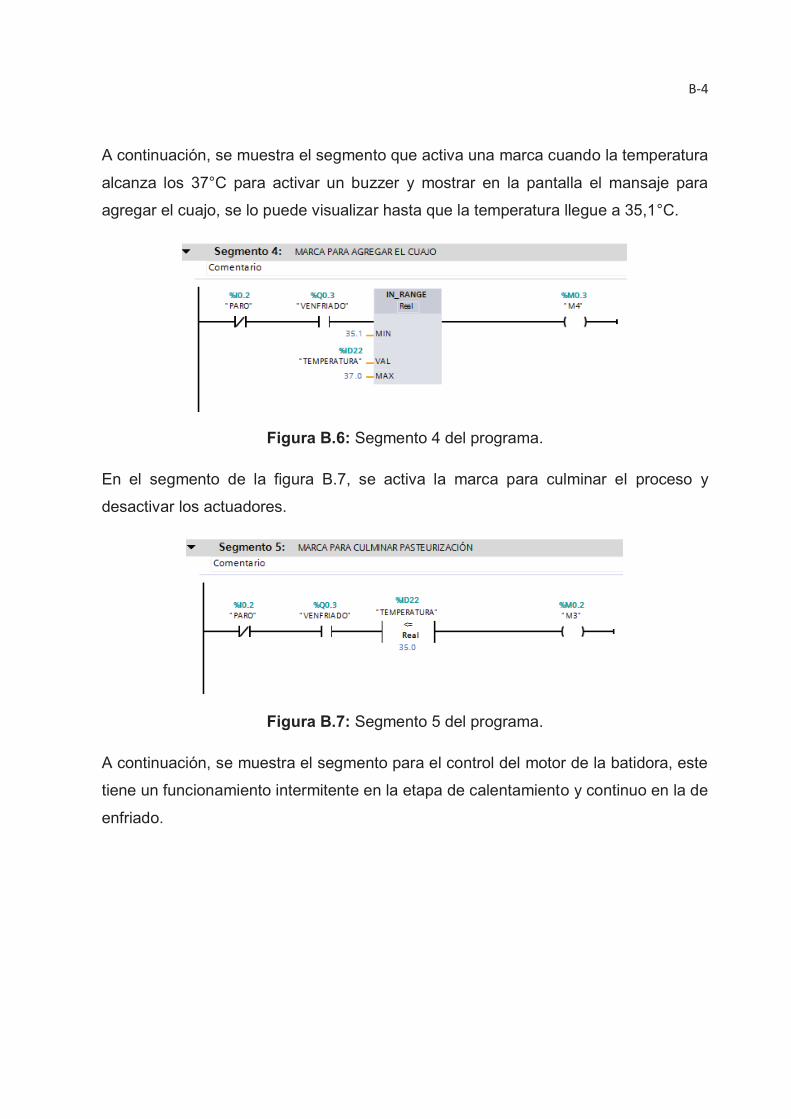
A continuación, se muestra el segmento que activa una marca cuando la temperatura
alcanza los 37°C para activar un buzzer y mostrar en la pantalla el mansaje para
agregar el cuajo, se lo puede visualizar hasta que la temperatura llegue a 35,1°C.
Figura B.6: Segmento 4 del programa.
En el segmento de la figura B.7, se activa la marca para culminar el proceso y
desactivar los actuadores.
Figura B.7: Segmento 5 del programa.
A continuación, se muestra el segmento para el control del motor de la batidora, este
tiene un funcionamiento intermitente en la etapa de calentamiento y continuo en la de
enfriado.

B-5
Figura B.8: Segmento 6 del programa.
En el Segmento 6, se indica el control para la activación de la sirena cuando la marca
correspondiente se activa, esta sirena se activa por 2 segundos.
Figura B.9: Segmento 7 del programa.
En el segmento de la figura B.10 se activa la etapa de lavado. Por medio de un
pulsante se activan la bomba y la válvula correspondiente durante un periodo de
tiempo determinado.
Figura B.10: Segmento 8 del programa.
B-6
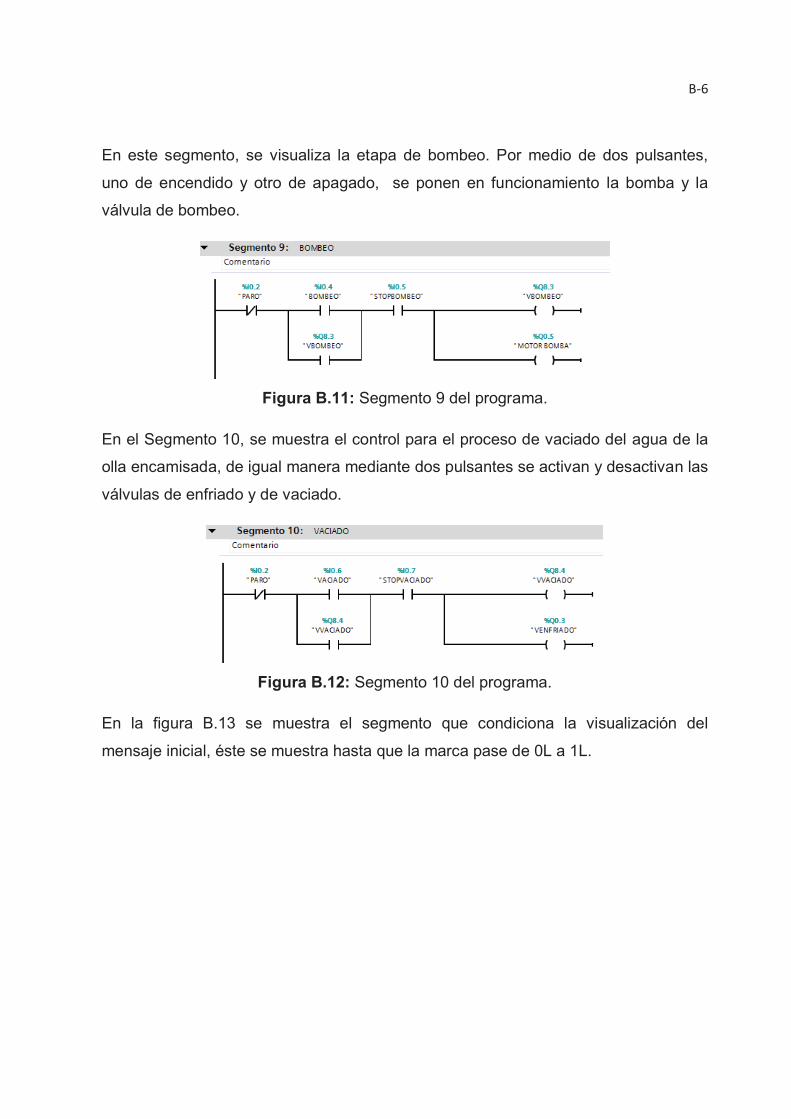
En este segmento, se visualiza la etapa de bombeo. Por medio de dos pulsantes,
uno de encendido y otro de apagado, se ponen en funcionamiento la bomba y la
válvula de bombeo.
Figura B.11: Segmento 9 del programa.
En el Segmento 10, se muestra el control para el proceso de vaciado del agua de la
olla encamisada, de igual manera mediante dos pulsantes se activan y desactivan las
válvulas de enfriado y de vaciado.
Figura B.12: Segmento 10 del programa.
En la figura B.13 se muestra el segmento que condiciona la visualización del
mensaje inicial, éste se muestra hasta que la marca pase de 0L a 1L.

B-7
Figura B.13: Segmento 11 del programa.
El Segmento 12 se activa una marca para mostrar la temperatura de la leche durante
el tiempo que se realiza el proceso de pasteurización.
Figura B.14: Segmento 12 del programa.
En este segmento se despliega por un minuto el mensaje de “PASTEURIZACIÓN
FINALIZADA” cuando la temperatura alcanza los 35°C.
Figura B.15: Segmento 13 del programa.
B-8
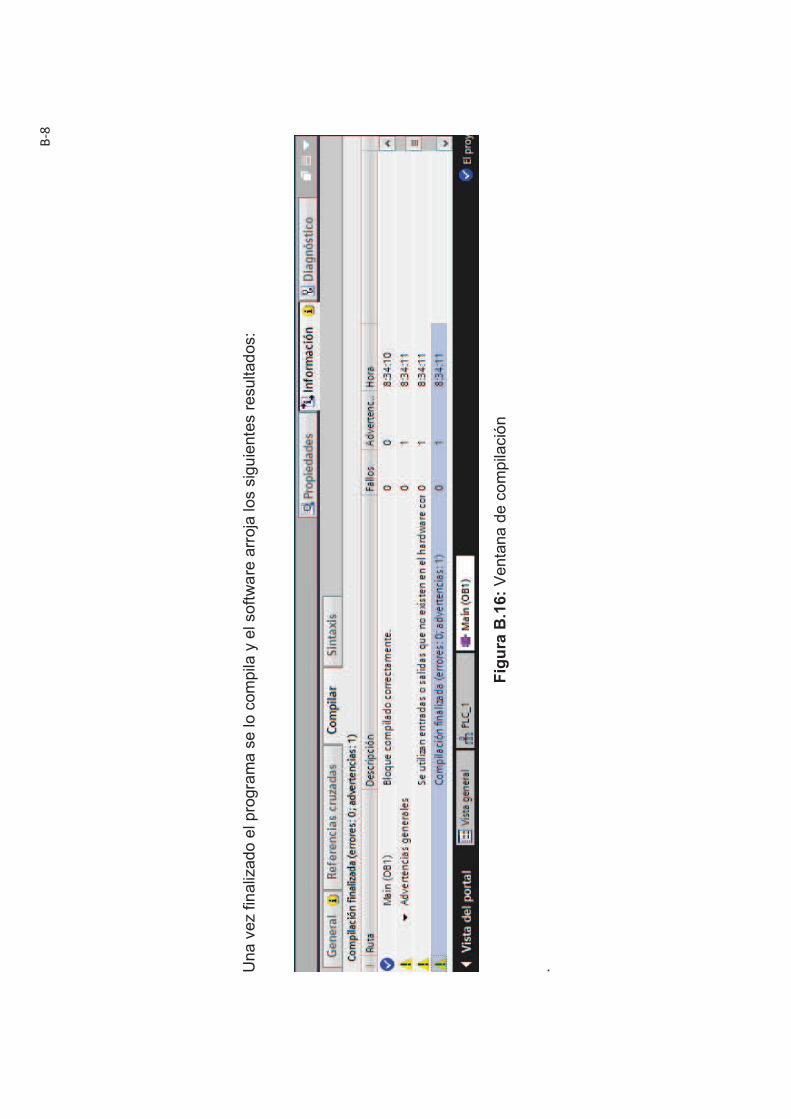
Una
vez
fin
aliz
ado
el p
rogr
am
a se
lo c
ompi
la y
el s
oftw
are
arr
oja
los
sigu
ient
es r
esul
tad
os:
Fig
ura
B.1
6: V
enta
na d
e co
mpi
laci
ón
.
B-9
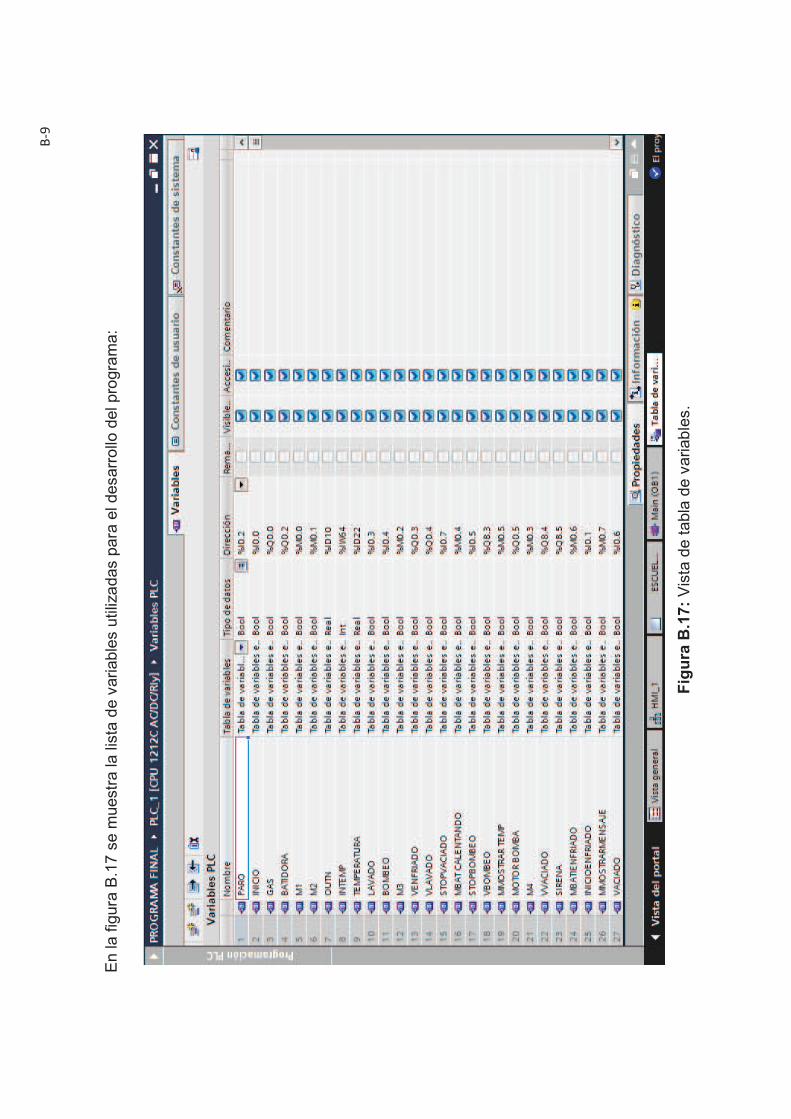
En
la f
igur
a B
.17
se
mue
stra
la li
sta
de
varia
bles
util
iza
das
para
el d
esar
rollo
del
pro
gra
ma:
Fig
ura
B.1
7: V
ista
de
tabl
a de
var
iab
les.
B-10
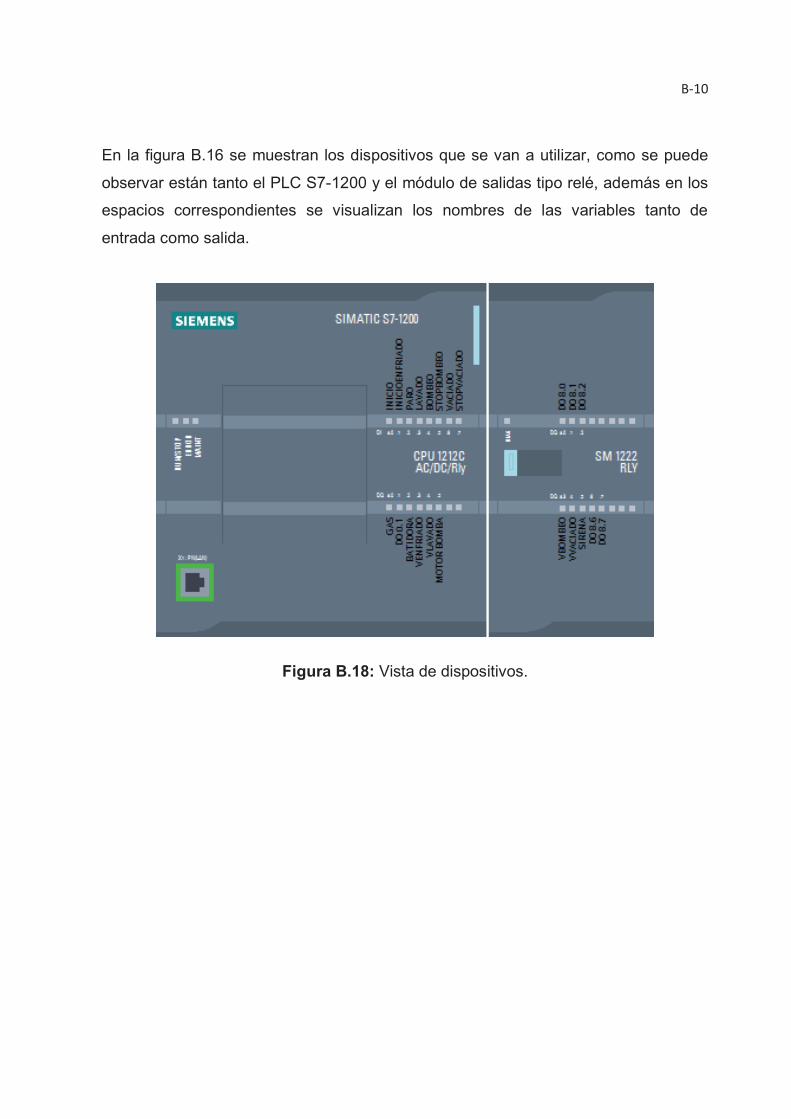
En la figura B.16 se muestran los dispositivos que se van a utilizar, como se puede
observar están tanto el PLC S7-1200 y el módulo de salidas tipo relé, además en los
espacios correspondientes se visualizan los nombres de las variables tanto de
entrada como salida.
Figura B.18: Vista de dispositivos.

C-1
ES
CU
EL
A P
OL
ITÉ
CN
ICA
NA
CIO
NA
L
DIS
EÑ
O Y
CO
NS
TR
UC
CIÓ
N D
E U
N
EQ
UIP
O P
AR
A L
A P
AS
TE
UR
IZA
CIÓ
N D
E
LE
CH
E
AN
EX
O C
Da
nie
l Pili
cita
DIA
GR
AM
A D
E C
ON
EX
IÓN
DE
L P
LC
Des
crip
ció
n
Se
pre
sen
ta la
form
a d
e c
on
exi
ón
de
l PL
C: a
lime
nta
ció
n, e
ntr
ada
s d
igita
les,
en
tra
da
ana
lóg
ica
y la
s sa
lida
s tip
o r
elé
.
Fig
ura
C.1
: D
iagr
am
a d
e co
nexi
ón d
el P
LC
PLC
DQ
0.0
DQ
0.2
DQ
0.3
DQ
0.4
DQ
0.5
DQ
8.3
DQ
8.4
DQ
8.5 1L
DI0
DI1
DI2
DI3
DI4
DI5
DI6
DI7
1M AI0
2MEN
TR
AD
AS
SA
LID
AS
INIC
IO
INIC
IOE
NF
RIA
DO
PA
RO
LAV
AD
O
BO
MB
EO
ST
OP
BO
MB
EO
VA
CIA
DO
ST
OP
VA
CIA
DO
24V
DC
DC
D I G I T A L E S
AN
ALÓ
GIC
AC
A
GA
S
BA
TID
OR
A
VE
NF
RIA
DO
VLA
VA
DO
MO
TO
RB
OM
BA
VB
OM
BE
O
VV
AC
IAD
O
SIR
EN
A
CA
DC
120
V,6
0H
z
24V
DC
120
V,6
0H
zL1
NG
ND
L+M

D-1
ANEXO D
PROGRAMA DESARROLLADO PARA LA PANTALLA
Concluida la configuración principal de la pantalla explicada en el capítulo 3 literal
3.4, se procede a programar según las necesidades del proyecto, a continuación se
realiza una breve explicación:
Se colocan todos los mensajes que se desea mostrar en determinado momento, y se
relacionan con variables del programa del PLC. Estos mensajes se desplegarán
cuando se active la marca o salida correspondiente del proceso.
La figura D.1 muestra los mensajes ingresados:
Figura D.1: Vista general de la pantalla.
Se pueden programar animaciones, modificar el tamaño y tipo de fuente, cambiar su
posición, condicionar su visibilidad, etc., es decir, el software brinda las facilidades
necesarias para realizar un programa que se adapte a los requerimientos del
proyecto.
D-2
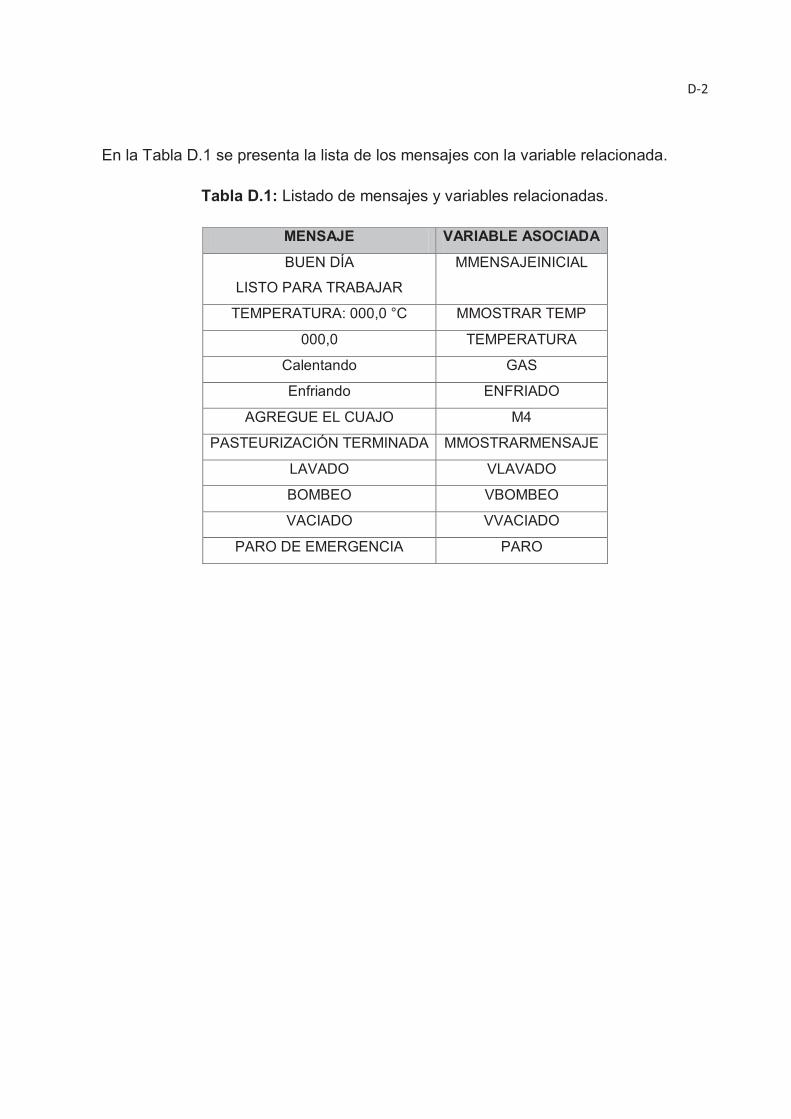
En la Tabla D.1 se presenta la lista de los mensajes con la variable relacionada.
Tabla D.1: Listado de mensajes y variables relacionadas.
MENSAJE VARIABLE ASOCIADA
BUEN DÍA
LISTO PARA TRABAJAR
MMENSAJEINICIAL
TEMPERATURA: 000,0 °C MMOSTRAR TEMP
000,0 TEMPERATURA
Calentando GAS
Enfriando ENFRIADO
AGREGUE EL CUAJO M4
PASTEURIZACIÓN TERMINADA MMOSTRARMENSAJE
LAVADO VLAVADO
BOMBEO VBOMBEO
VACIADO VVACIADO
PARO DE EMERGENCIA PARO

E-1
ES
CU
EL
A P
OL
ITÉ
CN
ICA
NA
CIO
NA
L
DIS
EÑ
O Y
CO
NS
TR
UC
CIÓ
N D
E U
N
EQ
UIP
O P
AR
A L
A P
AS
TE
UR
IZA
CIÓ
N D
E
LE
CH
E
AN
EX
O E
Da
nie
l Pili
cita
PI&
D D
E L
A P
LA
NT
A
Des
crip
ció
n
Se
pre
sen
ta e
l PI&
D d
e la
pla
nta
F
igu
ra E
.1:
PI&
D d
e la
pla
nta

F-1
ESCUELA POLITÉCNICA NACIONAL
DISEÑO Y CONSTRUCCIÓN DE UN EQUIPO PARA LA PASTEURIZACIÓN DE
LECHE ANEXO F
Daniel Pilicita
DIAGRAMA DEL TABLERO DE CONTROL
Descripción: Se presentan los elementos que conforman el tablero de control y su ubicación.
Figura F.1: Diseño del tablero eléctrico
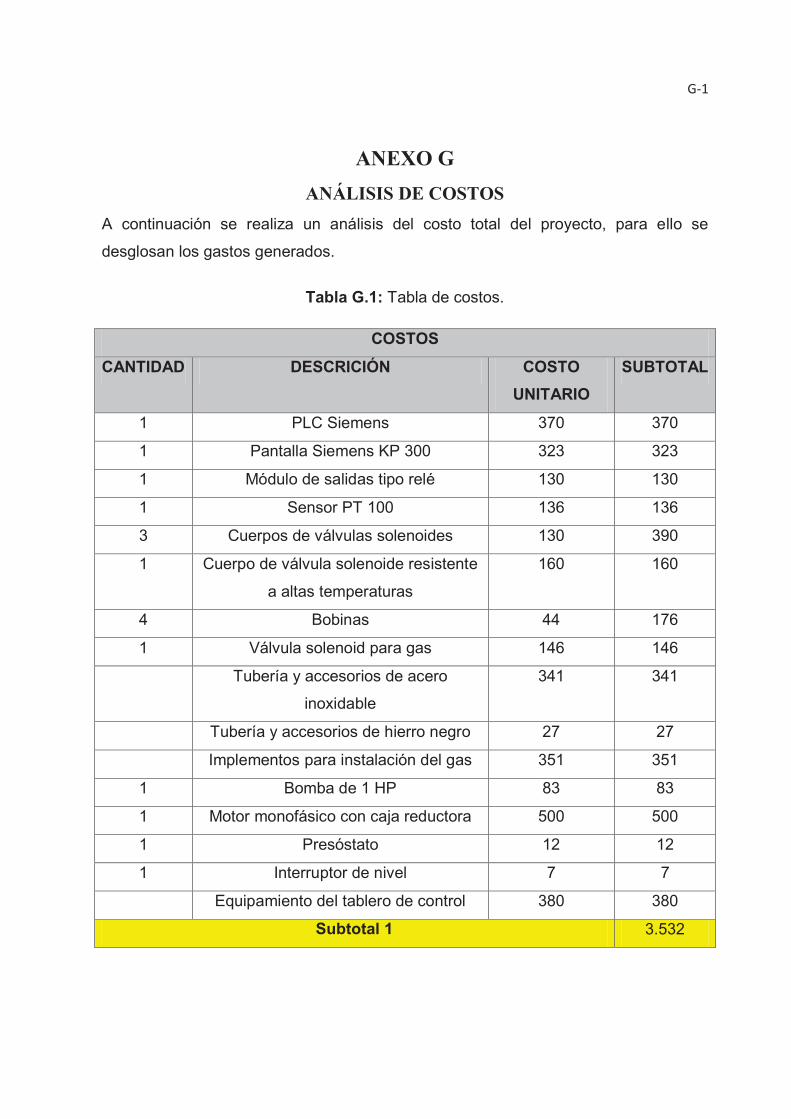
G-1
ANEXO G
ANÁLISIS DE COSTOS
A continuación se realiza un análisis del costo total del proyecto, para ello se
desglosan los gastos generados.
Tabla G.1: Tabla de costos.
COSTOS
CANTIDAD DESCRICIÓN COSTO
UNITARIO
SUBTOTAL
1 PLC Siemens 370 370
1 Pantalla Siemens KP 300 323 323
1 Módulo de salidas tipo relé 130 130
1 Sensor PT 100 136 136
3 Cuerpos de válvulas solenoides 130 390
1 Cuerpo de válvula solenoide resistente
a altas temperaturas
160 160
4 Bobinas 44 176
1 Válvula solenoid para gas 146 146
Tubería y accesorios de acero
inoxidable
341 341
Tubería y accesorios de hierro negro 27 27
Implementos para instalación del gas 351 351
1 Bomba de 1 HP 83 83
1 Motor monofásico con caja reductora 500 500
1 Presóstato 12 12
1 Interruptor de nivel 7 7
Equipamiento del tablero de control 380 380
Subtotal 1 3.532
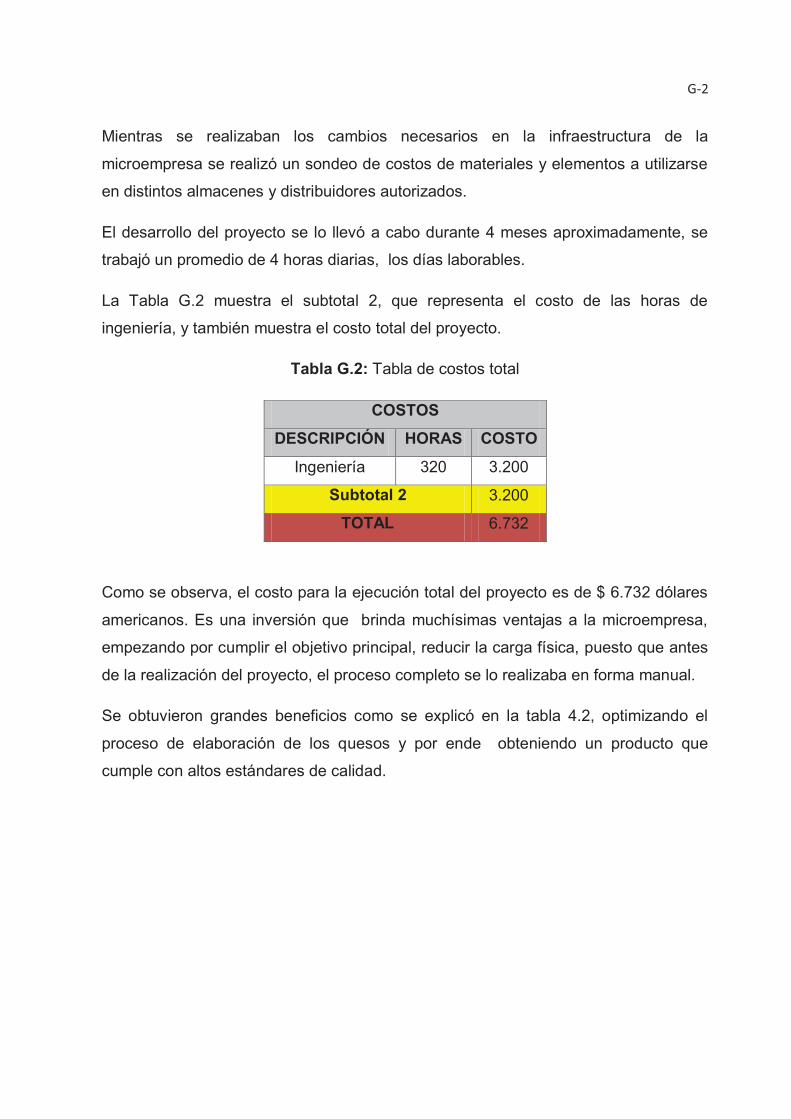
G-2
Mientras se realizaban los cambios necesarios en la infraestructura de la
microempresa se realizó un sondeo de costos de materiales y elementos a utilizarse
en distintos almacenes y distribuidores autorizados.
El desarrollo del proyecto se lo llevó a cabo durante 4 meses aproximadamente, se
trabajó un promedio de 4 horas diarias, los días laborables.
La Tabla G.2 muestra el subtotal 2, que representa el costo de las horas de
ingeniería, y también muestra el costo total del proyecto.
Tabla G.2: Tabla de costos total
COSTOS
DESCRIPCIÓN HORAS COSTO
Ingeniería 320 3.200
Subtotal 2 3.200
TOTAL 6.732
Como se observa, el costo para la ejecución total del proyecto es de $ 6.732 dólares
americanos. Es una inversión que brinda muchísimas ventajas a la microempresa,
empezando por cumplir el objetivo principal, reducir la carga física, puesto que antes
de la realización del proyecto, el proceso completo se lo realizaba en forma manual.
Se obtuvieron grandes beneficios como se explicó en la tabla 4.2, optimizando el
proceso de elaboración de los quesos y por ende obteniendo un producto que
cumple con altos estándares de calidad.