Proyecto: REDUCCIÓN DE LA MERMA EN EL CANAL DE …
35
1 Proyecto: “REDUCCIÓN DE LA MERMA EN EL CANAL DE CONVENIENCIA” Carrera: Ingeniería industrial. Presenta: Christian Eduardo Meraz Huazano Asesor: Dr. Jorge Meza Jiménez Diciembre, 2014
Transcript of Proyecto: REDUCCIÓN DE LA MERMA EN EL CANAL DE …

1
Proyecto: “REDUCCIÓN DE LA MERMA EN EL CANAL DE
CONVENIENCIA”
Carrera: Ingeniería industrial.
Presenta: Christian Eduardo Meraz Huazano
Asesor:
Dr. Jorge Meza Jiménez
Diciembre, 2014


2
Índice.
b) Justificación. ....................................................................................................................... 4
c) Objetivo. ................................................................................................................................ 5
d) Problemas a resolver, priorizándolos. .......................................................................... 5
e) Procedimiento y descripción de las actividades realizadas. ................................... 5
1. Conocer proyecto. .......................................................................................................... 5
2. Uso de programa de cambios. ..................................................................................... 5
3. Análisis de producto mermado en el área de descargar. ..................................... 6
4. Muestreo piloto. .............................................................................................................. 6
5. Determinación de la causa. .......................................................................................... 6
6. Determinación del tamaño de muestra. ..................................................................... 6
7. Muestreo. .......................................................................................................................... 6
8. Análisis de datos. ........................................................................................................... 6
9. Interpretación de datos. ................................................................................................ 6
10. Análisis del equipo linatronic. ................................................................................... 6
11. Estudio para determinar si el torque tiende a apretar o aflojar. ........................ 6
f) Resultados, planos, graficas, prototipos, maquetas, programas, entre otros. .... 7
1. Definición de conceptos. .............................................................................................. 7
1.1 ¿Qué es una merma? ................................................................................................ 7
1.2 Bajo nivel. ..................................................................................................................... 7
1.3Cambio físico con frescura. ........................................................................................ 7
1.4 Fuera de frescura. ....................................................................................................... 7
1.5 Explotado. .................................................................................................................... 7
1.6 Golpeado. ..................................................................................................................... 7
1.7 Mal sabor. .................................................................................................................... 7
1.8 Mal torque/sin gas....................................................................................................... 7
1.9 Materia extraña. .......................................................................................................... 8
1.10 Picado. ....................................................................................................................... 8
1.11Sin gas. ....................................................................................................................... 8
2. Determinación de causa. ............................................................................................... 8
3. Muestreo piloto. ............................................................................................................ 10
3.1 implementación. ........................................................................................................ 10
3.2 Formulas. ................................................................................................................... 11

3
3.3 Resultado. .................................................................................................................. 12
4. Análisis de envase. ....................................................................................................... 12
4.1 Definición de concepto (Sin gas). ........................................................................... 12
4.2 Identificación de una botella sin gas. ..................................................................... 13
4.3 Diagrama de flujo de botella sin gas. ..................................................................... 13
4.4 Causas por los que se le escapa el gas de las bebidas carbonatadas. ........... 14
5 Muestreo de envase retornable (Ref Pet.). .............................................................. 16
5.1Formato de muestreo. ............................................................................................... 17
5.2 Recolección de datos. .............................................................................................. 18
5.3 Análisis e interpretación de datos. .......................................................................... 19
5.4 Resultados. ................................................................................................................ 20
6. Procedimiento para medir torque. ............................................................................ 20
7. Aplicación de grafico de control X-R. ...................................................................... 21
7.1Contenido neto ........................................................................................................... 22
7.1.1Gráfico de promedios. ............................................................................................ 22
7.1.2 Gráfico de rangos. ................................................................................................. 24
7.1.3 Resultados. ............................................................................................................. 25
7.1.4 Capacidad del proceso. ........................................................................................ 25
7.1.5 Calculo de la fracción de bebidas carbonatadas disconformes producidas. . 27
7.1.6 Selección de los límites de control. ..................................................................... 27
7.2 Torque. ....................................................................................................................... 28
7.2.1 Gráfico de promedio. ............................................................................................. 28
7.2.2 Gráfico de rangos. ................................................................................................. 29
7.2.3 Resultados. ............................................................................................................. 30
7.2.4 Capacidad de proceso. ......................................................................................... 31
7.2.5 Selección de los límites de control. ..................................................................... 31
8 ¿Cuándo convendría usar un múltiplo menor de sigma (2, 2.5)?. ................... 31
g) Conclusiones y recomendaciones. .............................................................................. 32
h) Competencias desarrolladas y/o aplicadas. .............................................................. 33
i) Referencias bibliográficas y virtuales .......................................................................... 34

4
b) Justificación.
En toda empresa, en las actividades de industrialización y comercialización de
un producto, se presentan mermas durante la producción, almacenamiento y la
operación de distribución.
Una merma es una pérdida o reducción de un cierto número de mercancías o
de la actualización de un stock que provoca una fluctuación, es decir, la
diferencia entre el contenido de los libros de inventario y la cantidad real de
productos o mercancía dentro de un establecimiento, negocio o empresa que
con lleva a una pérdida monetaria.
La operación industrial para la obtención de un bien, implica en su proceso de
fabricación el uso de uno o más insumos; parte de ellos intrínsecamente se
pierde durante las etapas del ciclo de fabricación por diferentes circunstancias,
tal efecto es denominado comúnmente merma.
Los consumos de materia prima y materiales de envase y empaque son los
que impactan en mayor proporción el costo de fabricación. La merma implícita
a la elaboración del bien, se refleja directamente en el costo de fabricación; en
consecuencia, su influencia debe ser lo menor posible, a fin de tener un
producto de precio bajo.
Es importante tener en cuenta que las empresas, sobre todo las Industriales,
fijan porcentajes de MERMA NORMAL y MERMA ANORMAL, van a ser
sometidos en el proceso productivo siempre se va a generar Mermas que
variara de acuerdo al volumen de producción, dicho en otras palabras, la
merma será normal, cuando es asumido por Costo de Producción, mientras
que la Merma Anormal, será asumido como gasto de la Empresa.
El presente documento es un proyecto aplicado a las actividades diarias que
ocasionan merma de producto en las instalaciones de Corporativa de Servicios
Profesionales S.A. de C.V., ubicada en Av. Tecoman Sur N.99 Int. B, colonia
El moralete, C.P. 28060 del municipio Colima, Col.
La problemática observada, % elevado de merma que representan un costo
que tiene que asumir la empresa, por eso es necesario que se haga un estudio
para la detección de las causas, con el objeto de identificar, atacar, disminuir y
controlar, estas causas provocan que en el proceso de producción, operación
de almacenaje y distribución (venta), sobrepase los porcentajes de merma
permitidos. Embotelladora de colima cuenta con 3 líneas de producción, 120
unidades para la operación de distribución y un almacén en sus instalaciones
para materia prima y producto terminado.

5
Durante los últimos años en Colima y sus alrededores Corporativa de Servicios Profesionales S.A. de C.V ha sido el productor y distribuidor de los producto Coca Cola, es el encargado de satisfacer la demanda del mercado tiendas de abarrotes , fondas, tiendas de autoservicio, supermercados , tiendas de conveniencia , restaurantes, etc. Es por eso indispensable reducir el % de mermas, para así aumentar la productividad en los procesos y actividades que se realizan para poder tener la oferta necesaria que satisfaga la demanda del mercado, por lo tanto se decidió hacer un análisis para identificar las causas potenciales que generan la merma.
c) Objetivo.
Proveer a la empresa de un análisis de sus procesos mediante la aplicación de herramientas estadísticas, en cuanto a los factores relevantes que causan la merma.
d) Problemas a resolver, priorizándolos.
La empresa Embotelladora de Colima S.A. de C.V. tiene dentro de sus registros que ha encontrado problemas dentro de sus procesos de producción, almacén y distribución, merma de producto que es un costo que tiene que asumir la empresa, es por eso necesario hacer un estudio que permita definir las causas que estas generando el producto mermado, hacer acciones para reducirla y mejorarla.
Procesos de producción no controlado, hay variación dentro de sus procesos.
El mal manejo del producto por los trabajadores.
Envase dañado se vuelve a meter a línea de producción.
e) Procedimiento y descripción de las actividades realizadas.
1. Conocer proyecto.
Informarse de que trata el proyecto que se necesita hacer para dar alternativas de solución alas problemática que se está generando.
2. Uso de programa de cambios.
Hacer cambios a los vendedores, revisando las políticas establecidas para realizarlos.

6
3. Análisis de producto mermado en el área de descargar.
Analizar el producto mermado que llega a la planta después de la jornada laboral.
4. Muestreo piloto.
Selección de una muestra para determinar los parámetros y tener un punto de partida.
5. Determinación de la causa.
Determinación de la causa toma de datos, aplicación de diagrama de Pareto, aplicación de diagrama de causa y efecto.
6. Determinación del tamaño de muestra.
Con base a los niveles de producción y parámetros obtenidos del muestreo piloto determinar un tamaño de muestra para que el estudio sea significativo.
7. Muestreo.
Una vez determinado el tamaño de muestra definir el horario, días que se va a muestrear, establecer un plan para llevarlo a cabo y obtener datos verídicos sin sesgo.
8. Análisis de datos.
Aplicación de herramientas estadísticas para analizar los datos obtenidos del muestreo.
9. Interpretación de datos.
Análisis de los resultados obtenidos de la aplicación de las herramientas estadísticas.
10. Análisis del equipo linatronic.
Confiabilidad con la que trabaja el equipo cuantas fallas tiene en un determinado lapso de tiempo.
11. Estudio para determinar si el torque tiende a apretar o aflojar.
Análisis que se hace para demostrar si el torque de la botella tiende a apretar o aflojar.

7
f) Resultados, planos, graficas, prototipos, maquetas, programas, entre otros.
1. Definición de conceptos.
1.1 ¿Qué es una merma?
Una merma es una pérdida o reducción de un cierto número de mercancías o
de la actualización de un stock que provoca una fluctuación, es decir, la
diferencia entre el contenido de los libros de inventario y la cantidad real de
productos o mercancía dentro de un establecimiento, negocio o empresa que
conlleva a una pérdida monetaria.
1.2 Bajo nivel.
Se refiere a cuando un refresco no cumple con el nivel adecuado de llenado
ya sea en litros, mililitros, onzas.
1.3Cambio físico con frescura.
Cambio físico de la bebida carbonatada cuando a un tiene fecha de frescura. 1.4 Fuera de frescura.
Todos los refrescos tienen una vida de anaquel, fuera de frescura es cuando el
refresco pasa sus días en los que está en su estado óptimo para ser
consumido, una vez que pasa estos días debe ser retirado inmediatamente del
mercado.
1.5 Explotado.
Producto que libera alguna energía de forma simultánea en un intervalo
temporal de tiempo.
1.6 Golpeado.
Producto en el cual se aprecia una deformación en su envase debido a un
golpe producido por x motivo.
1.7 Mal sabor.
Producto que produce una mala sensación en el gusto.
1.8 Mal torque/sin gas.

8
Producto en donde la fuerza libras con la que se ha sellado está por encima,
por debajo de las especificaciones, mal posicionada la tapa o la cinta violada.
1.9 Materia extraña.
Producto que contiene materia ajena al contenido que debe tener ejemplo:
hongos, basura, etc.
1.10 Picado.
Producto con algún orificio por donde se escapa el contenido producido por
algún objeto pulsocortante en su transporte.
1.11Sin gas.
Bebida carbonatada que ha perdido el gas debido a que existe la presencia de
una fuga en el cuello, cuerpo o base del envase.
2. Determinación de causa.
En la figura 1 se muestra la frecuencia de cada concepto.
PET % $
Bajo nivel. 778 8.28805795 7728.66626
Cambio con frescura. 26 0.2769788 258.284476
Explotado. 270 2.87631831 2682.18495
Fuera de frescura. 4094 43.613508 40669.871
Golpeado. 559 5.95504421 5553.11624
Mal sabor. 227 2.41823799 2255.02216
Mal torque / Sin gas. 2481 26.4301694 24646.2995
Materia extraña. 16 0.17044849 158.944293
Picado. 915 9.74752317 9089.62677
Sin gas. 21 0.22371365 208.614385
9387 100 93,250.63
Figura 1: Tabla de frecuencia de los conceptos.

9
En la figura 2 se muestran una gráfica de pastel para apreciar el porcentaje que representa cada concepto.
Figura 2: Grafica de pastel, porcentaje de cada concepto.
En la figura 3 se muestra un diagrama de Pareto para determinar las causas críticas.
Figura 3: Diagrama de Pareto de los concepto de merma.
Se observa que el concepto de fuera de frescura y mal torque representa el 80% por ciento.
En la figura 4 se muestra que el producto que representa mayor pérdida para la para la empresa es la Coca Cola de 2.5
8%
0%
3%
44%
6% 2%
27%
0% 10%
0%
PET
Bajo nivel.
Cambio con frescura.
Explotado.
Fuera de frescura.
Golpeado.
Mal sabor.
Mal torque / Sin gas.
Materia extraña.
Picado.
Sin gas.
0102030405060708090100
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
PET
% Acumulado

10
Figura 4: Diagrama de Pareto de los productos.
Según el diagrama de Pareto La Coca Cola de 2.5 es el producto que representa el mayor porcentaje, por lo tanto es el producto que se selección para realizar el estudio.
3. Muestreo piloto.
3.1 implementación.
-30 / septiembre/2014
-Reporte diario de embotellado de Ref-Pet.
-Apertura: mínimo 6 libras y máximo 17libras.
-Producción promedio 6500 3 veces a la semana.
-Coca COLA 2.5 RP
En la figura 4 se muestra el área de trabajo donde se midió el torque.
Figura 4: Área de trabajo.
0102030405060708090100
0
500
1000
1500
2000
CO
CA
CO
LA 2
.5 R
P
CO
CA
CO
LA 3
00M
L…
CO
CA
CO
LA 2
REF
PET
CO
CA
CO
LA 6
00
NR
CO
CA
CO
LA 5
00
VR
CO
CA
CO
LA 2
00
NR
PET
CO
CA
CO
LA 4
00
NR
CO
CA
CO
LA 3
NR
CO
CA
CO
LA 1
NR
CO
CA
CO
LA 1
.5 R
P
SPR
ITE2
50
MLP
NR
CO
CA
CO
LA 3
55
VR
CO
CA
CO
LA2
LNR
9B
CO
CA
CO
LALI
GH
T30
0…
CO
CA
CLI
GH
T 60
0N
R
CO
CA
CO
LA 2
.5 N
RR
CO
CA
CO
LA 1
.75
NR
SPR
ITE6
00
NR
SPR
ITE
40
0MLN
R
SPR
ITEZ
ERO
60
0N
R
FRES
CA
60
0 N
R
OTR
OS
CANTIDAD
%ACMLDO

11
En la figura 5 se muestran las muestras tomadas de la línea de producción.
Figura 5: Muestras.
Figura 6: Formato para recolectar datos.
3.2 Formulas.
Media.
Quizá la medida numérica más importante de la localización sea la media o
promedio de una variable, que es una medida de la localización central. Esta se
obtiene sumando todos los valores de los datos y dividiendo el resultado entre
la cantidad de valores. Si los datos proceden de una muestra, el promedio se
representa con �̅� ; si proceden de una población, se utiliza la letra griega µ .
Al especificar las formulas estadísticas se acostumbra a representar el valor
del primer dato por 𝑥1, el segundo por 𝑥2, y así sucesivamente. En general, el
valor del i-ésimo dato se representa por 𝑥𝑖 . Al emplear es esta notación, la
fórmula de la media de la muestra es:
�̅� =∑ 𝑥𝑖
𝑛
Hora 1 2 3 4 5 6 7 8 9
01:50 16 17 18 19 17.5 18 19 16 18
03:00 18 16 18 18 16 19 18 17 17
04:10 17 18 19 17 18 19 19 18 16
05:15 18 19.5 20 19.5 20.1 17 16 18 19
06:15 18 17 16 20 21 19.5 17 10 15
07:15 19 16.5 18 17.5 16 17 18 19 18

12
Varianza.
La varianza es una medida de la dispersión que emplea todos los valores de
los datos. Se basa en la diferencia entre cada valor y la media. La diferencia
entre cada valor de dato 𝑥𝑖 y el promedio (�̅� para una muestra µ para una
población) se llama desviación respecto al promedio. Para una muestra la
desviación se muestra como (𝑥𝑖−�̅� ); para una población es (𝑥𝑖−µ). Para
calcular la varianza, las desviaciones respecto al promedio se elevan al
cuadrado.
𝑆2 =∑(𝑥𝑖−�̅� )
2
𝑛 − 1
Desviación estándar.
La desviación estándar se define como la raíz cuadrada positiva de la
varianza.
S=√𝑠2
3.3 Resultado.
Se observa que la media del proceso está fuera de los límites de control.
4. Análisis de envase.
4.1 Definición de concepto (Sin gas).
Este concepto implica la bebida carbonatada que ha perdido el gas,
generalmente, una botella de refresco que se ha llenado en el proceso,
comienza a liberar el gas que ocupa el espacio vacío que queda, entre el nivel
y el cuello de la botella, provocando que la botella se ponga dura ya que todo
su volumen ha sido ocupado por el gas y el líquido. El procedimiento para
identificar una botella sin gas se describe el diagrama de la figura 1. Los
aspectos más relevantes para la identificación de una botella sin gas se
muestran a continuación
media= 17.7055556
varianza= 2.81562893
Des. estándar 1.67798359

13
4.2 Identificación de una botella sin gas.
Alcanzar botella.
Sujetar botella.
Sostener botella.
Aplicar fuerza a la botella (apretar).
Si se siente aguada la botella efectivamente ha perdido el gas, checar
torque y envase.
Si se siente dura la botella a un tiene gas
4.3 Diagrama de flujo de botella sin gas.
Figura 7: Diagrama de flujo para identificación de producto sin gas.

14
4.4 Causas por los que se le escapa el gas de las bebidas carbonatadas.
Mal torque /Sin gas.
Cerrado por apriete fuera de especificación.
Figura 8: Mal torque. Figura 9: Mal torque.
Perforado.
Orificio en el cuerpo de la botella.
Figura 10: Perforado. Figura 11: Perforado.
Labio dañado.
Daño evidente en el terminado, también llamado finish de la botella.
Figura 12: Labio dañado. Figura 13: Labio dañado

15
Figura 14: Labio dañado. Figura 15: Labio dañado.
Cuerda fisurada.
Fisura o rajadura en la cuerda de la botella.
Figura 16: Cuerda fisurada. Figura 17: Cuerda fisurada.
Mal manejo.
Botella dañada por la operación.
Figura 18:Mal manejo. Figura 19:Mal manejo.

16
Stress cracking.
Daño en el fondo de la botella por ataque químico o cambio de temperatura.
. Figura 20: Stress cracking.
Fisura en fondo.
Fisura o rajadura en el fondo de la botella.
Figura 21: Fisura en fondo.
5 Muestreo de envase retornable (Ref Pet.).
CC1.5
CC2.0
CC2.5
FN2.0
SP2.0
ML2.0

17
5.1Formato de muestreo.
Causa. Descripción. Frecuencia.
CC1.5
CC2.0
CC2.5
FN2.0
SP2.0
ML2.0
Figura 22: Formato para frecuencia de envase dañado.

18
5.2 Recolección de datos.
Causa. Descripción. Frecuencia.
Mal torque
CC1.5 5
CC2.0 7
CC2.5 25
FN2.0
SP2.0
ML2.0
Total. 37
Causa. Descripción. Frecuencia.
Cuerda fisurada
CC1.5 1
CC2.0
CC2.5 7
FN2.0
SP2.0
ML2.0
Total. 8
Causa. Descripción. Frecuencia.
M.M.
CC1.5 2
CC2.0 5
CC2.5 8
FN2.0
SP2.0 1
ML2.0
Total. 16
Causa. Descripción. Frecuencia.
Labio dañado
CC1.5 15
CC2.0 9
CC2.5 40
FN2.0
SP2.0
ML2.0
Total. 64
Causa. Descripción. Frecuencia.
Perforada
CC1.5
CC2.0 9
CC2.5 8
FN2.0
SP2.0
ML2.0
Total. 17
Causa. Descripción. Frecuencia.
Stress Cracking
CC1.5
CC2.0 4
CC2.5 4
FN2.0
SP2.0
ML2.0
Total. 8
Causa. Descripción. Frecuencia.
Fisura en fondo
CC1.5 1
CC2.0 3
CC2.5 5
FN2.0
SP2.0
ML2.0
Total. 9

19
5.3 Análisis e interpretación de datos.
Motivo. Frecuencia. %acumulado. %
Labio dañado (L.D.). 64 40.2515723 40.2515723
Mal torque (M.T.). 37 63.5220126 23.2704403
Perforada (P). 17 74.2138365 10.6918239
Mal manejo (M.M.). 16 84.2767296 10.0628931
Fisura en fondo (F.F.). 9 89.9371069 5.66037736
Cuerda fisurada (C.F.). 8 94.9685535 5.03144654
Stress cracking (S.C.). 8 100 5.03144654
159
Figura 23: Diagrama de Pareto de envase dañado.
En el diagrama de Pareto se muestra que la causa principal de tener producto
sin gas es debido a labio dañado, pero también es muy importante señalar que
el mal torque es otra causa muy relevante y es posible que labio dañado se
deba a mal torque.
0
10
20
30
40
50
60
70
80
90
100
0
20
40
60
80
100
120
140
L.D. M.T. P. M.M. F.F. C.F. S.C.
Frecuencia.
%acumulado.

20
5.4 Resultados.
El mes de octubre del año pasado hubo una incidencia de 76 cajas mermadas
bajo el concepto de (Mal torque/Sin gas). Con la separación del envase
dañado se logró una reducción del 18.4 %, ya que hubo una incidencia de 62
cajas mermadas bajo el concepto anteriormente mencionado. A continuación
se muestran las tablas de la comparación del mes de octubre de los años
2013-2014.
Con IVA
Año. Mes. Total de cajas. Precio. Importe
2013 Octubre. 76 2013 $118 8,968
2014 $133.51
10,146.76
2014 Octubre. 62 2013 $118 7,316
2014 $133.51
8,277.62
Sin IVA
Año. Mes. Total de cajas. Precio. Importe
2013 Octubre. 76 2013 $101.72 7,730.72
2014 $115.09 8,746.84
2014 Octubre. 62 2013 $101.72 6,306.64
2014 $115.09 7135.58
6. Procedimiento para medir torque.
Medición de torque: Diseñado especialmente para determinar la fuerza de apertura y cierre de las tapas de botella, el cual es un factor importante para determinar los parámetros de producción. El cliente final (usuario) debe poder abrir la botella sin demasiado esfuerzo tanto una persona adulta como una persona de tercera edad. Si las botellas fabricadas llevan la tapa floja pueden existir fugas o derrames, y si llevan la tapa muy apretada el cliente puede realizar demasiado esfuerzo del requerido, o puede haber botellas quebradas.
Figura 24: Medidor analógico de torque.

21
Para realizar el torque se siguen los siguientes pasos: 1. Colocar la botella entre los 4 apoyos de sujeción. 2. Girar la rosca que mueve los cuatro apoyos de sujeción hasta que la botella quede bien sujeta. 3. Colocar en cero la aguja de medición. 4. Colocarse recto y con la mano izquierda en la espalda. 5. Girar la tapa de la botella con la mano derecha de manera rápida y cerrarla de inmediato, es importante no apoyarse al abrir la tapa ya que la medición se ve afectada. 6. Tomar el valor marcado en el tablero.
7. Aplicación de grafico de control X-R.
Es una herramienta estadística que puede indicar una condición fuera de control cuando uno o más puntos se hallan fuera de los limites, o bien cuando los puntos localizados sigan algún patrón de comportamiento no aleatorio.
Puede existir presencia de corridas ascendentes y descendentes, una corrida es una sucesión de observaciones del mismo tipo.
Cuando se aprecian corridas en más de 4 puntos seguidos.
Además de las corridas, podríamos definir los tipos de observaciones como las que están por arriba y por debajo de la línea central respectivamente, de manera de crear corridas longitudinales, una racha longitudinal de 4,6,y 8 se interpreta como que el proceso está fuera de control
Fórmulas para calcular los límites de control del grafico X- R y valores D4, D3
y 𝐴2 cuando n=20.
LCS=�̿�+𝐴2�̅�
LSI=�̿� − 𝐴2�̅�
n=20 𝐴2=.180
D4=1.585
D3=.415
LCS=D4*𝑅
LCI=D3*R

22
7.1Contenido neto
La muestra de 360 botellas tiene una media de 2,498.53 gr y una desviación estándar de 1.70.
7.1.1Gráfico de promedios.
En la figura 25 se muestra la tabla con el promedio de contenido de los 12 subgrupos y los límites de control calculados.
Figura 25: Tabla de promedio de contenido neto y limites calculados.
Promedios. LCI LC LCS
2498.826 2497.36008 2498.53928 2499.71848
2498.4035 2497.36008 2498.53928 2499.71848
2498.4995 2497.36008 2498.53928 2499.71848
2498.2805 2497.36008 2498.53928 2499.71848
2498.603 2497.36008 2498.53928 2499.71848
2497.9545 2497.36008 2498.53928 2499.71848
2498.0515 2497.36008 2498.53928 2499.71848
2498.1425 2497.36008 2498.53928 2499.71848
2498.3815 2497.36008 2498.53928 2499.71848
2497.9955 2497.36008 2498.53928 2499.71848
2499.028 2497.36008 2498.53928 2499.71848
2498.445 2497.36008 2498.53928 2499.71848
2498.995 2497.36008 2498.53928 2499.71848
2499.0065 2497.36008 2498.53928 2499.71848
2498.3485 2497.36008 2498.53928 2499.71848
2498.7045 2497.36008 2498.53928 2499.71848
2499.1715 2497.36008 2498.53928 2499.71848
2498.87 2497.36008 2498.53928 2499.71848

23
Figura 26: Grafico de control de medias.
Se puede observar en la figura 26 que los puntos localizados exhiben un patrón de comportamiento no aleatorio. Aunque todos los puntos se encuentran dentro de los límites de control, no indica un control estadístico porque su disposición tiene aspecto poco aleatorio. Específicamente se nota que 9 de los 18 puntos se encuentra por debajo de la línea central, 5 de los 18 se encuentras por arriba y el resto en la línea central. Si los puntos fueran en realidad aleatorios, se esperaría una distribución más uniforme de los puntos arriba y debajo de la línea central. Ya que un gráfico de control puede indicar una condición fuera de control sin que un solo punto este fuera de los límites el patrón de los datos proporciona la información del estado del proceso y así reducir la variabilidad.
2496
2496.5
2497
2497.5
2498
2498.5
2499
2499.5
2500
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Promedios.
LCI
LC
LCS

24
7.1.2 Gráfico de rangos.
En la figura 27 se muestra la tabla que contiene el rango de los 12 subgrupos y los límites de control calculados.
Figura 27: Tabla de rangos y limite calculado.
Figura 28: Grafico de control de rangos.
0
2
4
6
8
10
12
14
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Rango
LCI
LC
LCS
Rango LCI LC LCS
7.5 2.718665 6.551 10.383335
7.02 2.718665 6.551 10.383335
6.44 2.718665 6.551 10.383335
6.96 2.718665 6.551 10.383335
6.96 2.718665 6.551 10.383335
5.47 2.718665 6.551 10.383335
5.78 2.718665 6.551 10.383335
4.55 2.718665 6.551 10.383335
6.89 2.718665 6.551 10.383335
5.32 2.718665 6.551 10.383335
3.89 2.718665 6.551 10.383335
6.67 2.718665 6.551 10.383335
11.66 2.718665 6.551 10.383335
7.04 2.718665 6.551 10.383335
6.26 2.718665 6.551 10.383335
7.39 2.718665 6.551 10.383335
6.21 2.718665 6.551 10.383335
5.91 2.718665 6.551 10.383335

25
Como se puede apreciar en la figura 28, el gráfico R presenta una variaciones en el punto 13 está fuera del límite superior, hay indicio de que la variabilidad de las observaciones se debe a causas especiales, las cuales deberán investigarse.
7.1.3 Resultados.
Es un error tipo II con un nivel de confianza del 99%, el proceso está operando por debajo de la media real, es decir, siempre tendrá una diferencia de 1.47 gr para alcanzar el nivel establecido de 2500 gr.
Error tipo II
• Concluir que el proceso está bajo control cuando en realidad no es así. • Representa un riesgo para el cliente.
Al separar los límites de control de la línea central se reduce el riesgo del error tipo I y se incrementa el riesgo del error tipo II
Tipo de límite. LCI LC LCS
Coca Cola de México. 2,462.5 2,500 2,537.5
Embotelladora de Colima.
2,495 2,500 2,505
Calculados. 2,497.36 2,498.53 2,499.71
Naturales del proceso. 2,494.91 2,500 2,505.1
Figura 29: Tabla de limites contenido neto.
7.1.4 Capacidad del proceso.
Datos.
LC=2500±5
S=1.70
Calculo del Cp.
Cp=LCS-LCI/6S

26
Cp=2505-2495/6*1.70
Variación tolerada =10
Cp=.98
Pero como es un proceso descentrado ya que 9 de los 18 puntos están por arriba del límite central y 5 por debajo de él se calcula Cpk.
Calculo del Cpk.
Cpk=(LCS- �̅� /3S, �̅� -LCI/3S)
Cpk=(2505-2498.53/5.1,2498.53-2495/5.1)
Cpk=(1.26,.69)
Cpk=.69
Figura 30: Tabla para interpretación de cp.
Según, Montgomery en su libro “Control Estadístico de la calidad” en el cálculo del Cpk se debe tomar el valor menor que es .69 el cual no es adecuado para el trabajo. Un análisis del proceso es necesario. Requiere modificaciones serias para alcanzar calidad satisfactoria.
Por lo tanto el proceso es muy sensible a la producción o rendimiento, y se generara un gran número de artículos con disconformidad

27
7.1.5 Calculo de la fracción de bebidas carbonatadas disconformes producidas.
p={𝑥 < 2495}+{𝑥 > 2505}
=(2495-2498.53/1.70)+1-(2505-2498.53/1.70)
=(-2.07)+1-(3.80)
=.01923+1-.99993
=0.0193
Aproximadamente .0193% de las bebidas carbonatadas son no conformantes parece muy pequeño hasta que se comprende que esto equivale a 193 de bebidas no conformes por corrida de producción.
7.1.6 Selección de los límites de control.
En estos casos lo recomendable es usar limites probabilísticos.
P (Error tipo I)=.001 entonces z= 3.09
Desviación estándar de la media muestra.
𝜎�̅� =𝜎
√𝑛= .3801
LSC=2498.53+3.09*.380=2499.70
LCI=2498.53-3.09*.3801=2497.36
LC±1.17 𝑔𝑟
LCIN,
LC, 2500
LCSN
LCIE
LCSE
2480
2485
2490
2495
2500
2505
2510
2515
0 0 0 0 0 0 0 0 0 0 0 0 0
Títu
lo d
el e
je

28
Para lograr este grafico de control es necesario que la media de la muestra sea 2500.
7.2 Torque.
La muestra de 360 botellas tiene una media de 18.14 gr y una desviación estándar de .5702.
7.2.1 Gráfico de promedio.
En la figura 27 se muestra la tabla que contiene el promedio de torque de los 12 subgrupos y los límites de control calculados.
Figura 31: Tabla de promedios de torque y limites calculados.
Promedio LCI LC LCS
18.193 17.7512 18.1415 18.5318
18.1615 17.7512 18.1415 18.5318
18.085 17.7512 18.1415 18.5318
18.342 17.7512 18.1415 18.5318
18.235 17.7512 18.1415 18.5318
18.0255 17.7512 18.1415 18.5318
18.137 17.7512 18.1415 18.5318
18.0395 17.7512 18.1415 18.5318
18.022 17.7512 18.1415 18.5318
18.135 17.7512 18.1415 18.5318
18.065 17.7512 18.1415 18.5318
18.1915 17.7512 18.1415 18.5318
18.2095 17.7512 18.1415 18.5318
18.188 17.7512 18.1415 18.5318
18.034 17.7512 18.1415 18.5318
18.157 17.7512 18.1415 18.5318
18.197 17.7512 18.1415 18.5318
18.131 17.7512 18.1415 18.5318
29
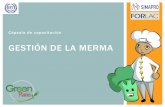
Figura 32: Grafico de control de promedio de torque.
Aunque todos los puntos estén dentro de los límites de control no significa que hay control del proceso ya que se observa un comportamiento poco aleatorio, existe variabilidad en el proceso
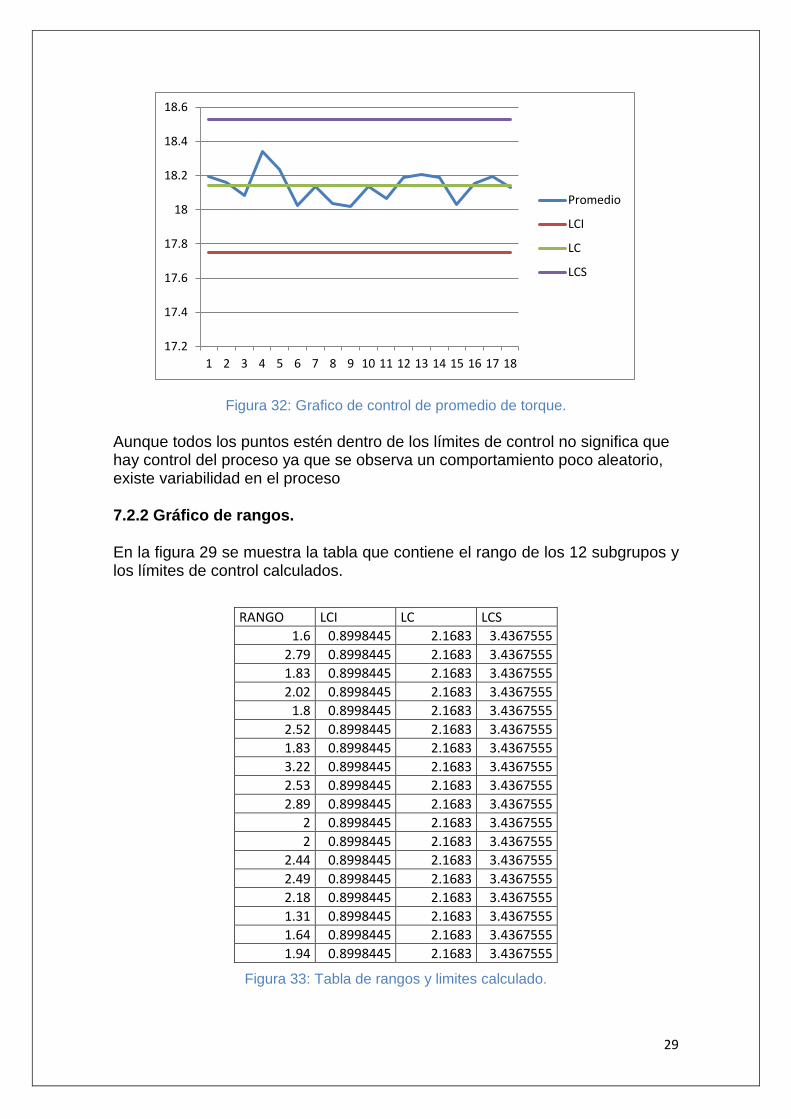
7.2.2 Gráfico de rangos.
En la figura 29 se muestra la tabla que contiene el rango de los 12 subgrupos y los límites de control calculados.
Figura 33: Tabla de rangos y limites calculado.
17.2
17.4
17.6
17.8
18
18.2
18.4
18.6
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Promedio
LCI
LC
LCS
RANGO LCI LC LCS
1.6 0.8998445 2.1683 3.4367555
2.79 0.8998445 2.1683 3.4367555
1.83 0.8998445 2.1683 3.4367555
2.02 0.8998445 2.1683 3.4367555
1.8 0.8998445 2.1683 3.4367555
2.52 0.8998445 2.1683 3.4367555
1.83 0.8998445 2.1683 3.4367555
3.22 0.8998445 2.1683 3.4367555
2.53 0.8998445 2.1683 3.4367555
2.89 0.8998445 2.1683 3.4367555
2 0.8998445 2.1683 3.4367555
2 0.8998445 2.1683 3.4367555
2.44 0.8998445 2.1683 3.4367555
2.49 0.8998445 2.1683 3.4367555
2.18 0.8998445 2.1683 3.4367555
1.31 0.8998445 2.1683 3.4367555
1.64 0.8998445 2.1683 3.4367555
1.94 0.8998445 2.1683 3.4367555

30
Figura 34: Gráfico de control de rangos
En la figura 34 no hay presenta una de puntos fuera del límites, por lo tanto la dispersión de los datos se puede decir que es aceptable para calcular el gráfico X.
7.2.3 Resultados.
Es un error tipo II con un nivel de confianza del 99%, el proceso está operando por arriba de una especificación.
Error tipo II
• Concluir que el proceso está bajo control cuando en realidad no es así. • Representa un riesgo para el cliente.
Al separar los límites de control de la línea central se reduce el riesgo del error tipo I y se incrementa el riesgo del error tipo II
Tipo de límite. LCI LC LCS
Coca Cola de México. 6 17
Coca Cola Colima. 15 18 21
Calculados. 17.7512 18.1415 18.53
Figura 35: Tabla de límites de torque.
0
0.5
1
1.5
2
2.5
3
3.5
4
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
RANGO
LCI
LC
LCS

31
7.2.4 Capacidad de proceso.
Como es un proceso descentrado es necesario calcular Cpk.
Calculo del Cpk.
Cpk=(LCS- �̅� /3S, �̅� -LCI/3S)
Cpk=(21-18.1415/1.71.18.1415-15/1.71)
Cpk=(1.75,70)
Cpk=.70
El proceso es muy sensible a la producción o rendimiento, y se generara un gran número de artículos con disconformidad.
7.2.5 Selección de los límites de control.
En estos casos lo recomendable es usar limites probabilísticos.
P (Error tipo I)=.001 entonces z= 3.09
Desviación estándar de la media muestra.
𝜎�̅� =𝜎
√𝑛= .1275
LSC=18.1415+3.09*.1275=18.5354
LCI=18.1415-3.09*.1275=17.747
LC± . 3939
8 ¿Cuándo convendría usar un múltiplo menor de sigma (2, 2.5)?
Si las perdidas provocada por un proceso que sigue funcionando “fuera de control son más grandes que los costos de indagar y, en su caso de corregir las causas atribuibles”.

32
g) Conclusiones y recomendaciones.
Con base en las actividades realizadas en el presente proyecto, basado en el
análisis de la generación de mermas en el procesos de producción, almacen y
distribución (venta), cuyo objetivo central es la detección factores relevante
causantes del producto mermado un costo que tiene que asumir la empresa.
Al inicio del proyecto se pudo observar que el departamento de ventas estaba
haciéndose responsable de toda la merma que entraba al término de la
jornada laboral de distribución y cómo se maneja el concepto de cargas de
confianza, se hizo la recomendación de que al programa de cambios se
añadiera por ejemplo cuando un producto caducado (fuera de frescura) entrara
para hacer el cambio se revisara si la causa fue porque el vendedor no le dio
rotación al producto o si era porque almacén lo había cargado con pocos días
para su venta, si había huecos, si el producto ya venía golpeado, etc.
Se observó que dentro de los procesos de producción, almacen y distribución
(venta) existen distintas causas o conceptos generadores de la merma que
impacta en las utilidades de la empresa, las cuales provienen de errores
humanos, fallas de los equipos y los procesos o actividades diarias que se
realizan dentro de la empresa.
Los errores o fallas humanas se presentan por el mal manejo del producto,
mala capacitación o por que hacen caso omiso de las indicaciones
(recomendaciones) que se deben seguir para realizar de la forma más eficiente
y con la menor presencia de fallas.
Las fallas de los equipos se observó que son originadas en dos equipos el
linatronic deja pasar a veces botellas dañadas lo que representa ya una
merma porque ese envase que dejo pasar con alguna falla probablemente
pierda el gas, las cabezas de la llenadora no están calibradas o no tienen los
parámetros adecuados, no hay una estandarización ya que cada una da un
toque diferente que redunda entre 16 y 22 libras de fuerza.
En la mayoría de las ocasiones son provocadas por la obsolescencia, falta de
mantenimiento o mantenimiento inadecuado.
Los procesos entre comillas se puede decir que están bien ya que están
cumpliendo pero haciendo un análisis a detalle se puede apreciar que en el
torque de las botellas la media que se obtuvo del muestreo del torque esta
fuera de su intervalo de confianza, que en el llenado hay mucha variabilidad de
un día a otro puede estar por abajo del nivel de contenido neto y otros días por
arriba.
En la distribución el concepto que más influye es el producto picado esto se
debe al tipo de tarima que se usa en un principio se usaba tarima de madera,

33
pero como hoy en día ser sociablemente responsable es por lo que se
preocupan las empresas se decidió cambiar alas eco tarimas de plástico
básicamente es el mismo concepto una estructura de partes de material
plástico reciclado unidos por clavos, pernos o tornillos. El problema es que este
tipo de tarima se sigue dañando clavos sueltos, quebradas, esto daña el
envase del producto.
Con un exhaustivo análisis y capacitación periódica del personal es posible la
disminución de los volúmenes de merma así como el control de la misma. Se
hace hincapié en que es optar por la estandarización del proceso necesario
estandarizar, desarrollar un plan de mantenimiento adecuado en base a la
confiabilidad que te brindan los equipos y capacitación y monitoreo del
personal.
Para reducir la merma de la Coca cola de 2.5 retornable que llega al mercado
sin gas se determinó cuáles son las causas por las que la bebida carbonatada
pierde el gas y se hizo un muestreo para ver la incidencia o frecuencia de las
causas definidas anteriormente, se estuvo sacando el envase dañado y se
pudo ver que hubo una reducción en ese mes comparado con el del año
pasado entonces como recomendación comunicar a los vendedores esos
concepto que se definieron para realizar ese estudio para que ellos puedan
retirar ese envase dañado y ya no entre a producción a ser rellenado, evitar
ese círculo vicioso. De este análisis resulto que las principales causas de un
producto sin gas son el mal torque y el labio dañado de la botella, y envase al
estudio del torque que se hizo que resulto que están apretando por encima de
especificaciones, se plantea la hipótesis de que el ex eso de libras utilizadas
en el torque pueda estar generando el labio dañado de la botella.
h) Competencias desarrolladas y/o aplicadas.
Interpretar e implementar estrategias y métodos estadísticos en los
procesos para la mejora continua.
Participar en la estandarización de operaciones para la transferencia y
adecuación de sistemas productivos.
Comunicación y gestión de información.
Trabajar con objetivos en común.
Análisis y estudios de los procesos.
Disciplina en su trabajo.
Responsabilidad.
Iniciativa.
Puntualidad.

34
i) Referencias bibliográficas y virtuales Control estadístico de la calidad, Douglas C. Montgomery.
Administración de operaciones, Jay Heizer, Barry Render.