Prueba Hidrostatica Caños A53
18
Click here to load reader
-
Upload
betty-rodolfo -
Category
Documents
-
view
62 -
download
5
description
PH caños A-53
Transcript of Prueba Hidrostatica Caños A53
-
45
CAPITULO II
ANLISIS DE SISTEMAS PARA LA REALIZACIN DE LA
PRUEBA HIDROSTTICA EN TUBERAS DE ALTA
PRESIN BAJO NORMAS.
2.1 INTRODUCCIN.
En la primera parte del captulo se presenta varias mquinas para la realizacin de la
prueba hidrosttica en tuberas de alta presin, tomando en cuenta las especificaciones
del equipo, capacidad de produccin, y dems consideraciones obtenidas de los
proveedores. Con el fin de restringir la gama de mquinas existentes y obtener
informacin ms concreta con respecto al tema de inters; el capitulo ira enfocado a
mquinas que cumplan ciertos parmetros bajo los que TUGALT S.A. se encuentra
trabajando actualmente.
En la parte medular y final del captulo se analizar las mquinas descritas en la parte
inicial y de esta manera poder contrastarlos entre s para obtener las diferencias y
similitudes; pero sobre todo empezar a definir parmetros que se debe tener en cuenta al
momento de disear una mquina de prueba hidrosttica.
2.2 MQUINAS DE PRUEBA HIDROSTTICA.
En la parte sucesiva tenemos tres mquinas para la realizacin de la prueba hidrosttica
que cumplen con las exigencias que Tugalt S.A. requiere; en lo que respecta a la gama
de dimensiones del producto a probar y las normas que rigen en la fbrica como son la
ISO R65 serie liviana y ASTM A53.
Estos tres tipos se distinguen uno de otro por su capacidad de produccin,
funcionamiento y determinadas caractersticas, las cuales se enumeran y detallan a
continuacin.
1) Mquina simple de prueba hidrosttica para tubos de a 4 de dimetro interior
2) Mquina doble de prueba hidrosttica para tubos de a 4 de dimetro interior
3) Mquina triple de prueba hidrosttica para tubos de a 4 de dimetro interior
-
46
2.2.1 MQUINA SIMPLE DE PRUEBA HIDROSTTICA PARA TUBOS DE A
4 DE DIMETRO EXTERIOR (ver plano 2.1 en anexo 2).
2.2.1.1 Descripcin General.
La mquina simple de prueba hidrosttica es de construccin de tipo molino, es decir que
se utiliza en trabajos continuos y resistentes en lo que a produccin se refiere.
Cumpliendo la norma ASTM-A53 e ISO R65 serie liviana, esta mquina ofrece un sellado
hermtico en la parte exterior del tubo por medio de boquillas; sta y dems
caractersticas se explican en la siguiente seccin.
2.2.1.2 Especificaciones
A continuacin se exponen las especificaciones del equipo as como tambin las
caractersticas y el rango dimensional admisible que debe tener el producto para que se
pueda probar en dicha mquina.
2.2.1.2.1 Especificaciones del producto admisible por la mquina.
Las especificaciones a tener en cuenta son el dimetro, el espesor, la longitud y la
condicin final del tubo.
El dimetro debe oscilar entre 21.3mm y 114.3mm, con una tolerancia de 1% en la
parte exterior porque las boquillas hermetizan en sta; el espesor puede estar en el rango
de 2.65 hasta 6mm; la longitud mnima puede ser de 4m y la mxima de 6.4m; mientras
que la condicin final del tubo debe ser llano, liso o biselado.
Los aspectos dimensionales antes mencionados implcitamente nos proporcionan
informacin de la mquina por cuanto la norma exige que los tubos con determinadas
dimensiones deben ser probados a una presin especfica.
2.2.1.2.1 Especificaciones de la mquina.
Esta mquina proporciona una presin mnima de 700 psi y una mxima de 2500 psi con
un tiempo de sostenimiento de 0 a 5 segundos; pudiendo probar un tubo por cada ciclo.
-
47
2.2.1.3 Elementos constitutivos de la mquina.
Dentro de los elementos constitutivos de la mquina tenemos:
Rodillos de admisin y dispensador.
Mesa de alineacin.
rea de descarga final.
Cabeza de prueba.
Vagn de desplazamiento.
Abrazaderas.
Boquillas de Prueba.
Sistema hidrulico.
Los rodillos de admisin y dispensador son los encargados de recibir el paquete de
tubos y alimentarlos al proceso, los rodillos de admisin consisten en unos tornillos sin fin
que acogen el grupo de tubos a probar; luego el dispensador alimenta uno a uno los
tubos hacia las boquillas de prueba; equipos accionados neumticamente son los
encargados que lo antes descrito se pueda realizar de manera satisfactoria.
Imagen. 2.1
-
48
Los rodillos funcionan a la parada del ciclo de prueba y su finalidad es la de transportar al
tubo de tal forma que se aloje de manera justa para el sellado hermtico.
En lo referente a la mesa de alineacin; consiste de una cadena, rodillos de tornillo
conducidos y montados sobre una estructura de acero; la mesa simultneamente alinea y
transporta el tubo desde los rodillos de admisin hasta cargar a la mquina.
El rea de descarga permite la acumulacin de los tubos luego de haber finalizado la
prueba; construida de acero y diseo en forma de V esta estructura da la posibilidad de
empacar el lote de tubos o en su defecto poder llevarlos hasta el siguiente proceso en
caso de as requerirlo.
La cabeza de prueba es la encargada del llenado final del tubo, es decir es la que
permite que el lquido fluya dentro del conducto; construida en acero soldado por que
debe soportar todos los sistemas y elementos que intervienen en el proceso de llenado.
Con la ayuda de dos cilindros hidrulicos accionados por medio de una bomba dentro de
un sistema hidrulico cerrado, la cabeza de prueba es desplazada hacia adelante y hacia
atrs, es decir que al iniciar el ciclo de prueba la cabeza es movida hacia adelante para el
hermetizado y llenado del sistema, de igual manera al finalizar la prueba esta es retirada
a su posicin inicial liberando el tubo.
El vagn de desplazamiento lleva en su parte superior la cabeza mvil de prueba; con
la ayuda de cuatro rodillos guas es desplazado todo el conjunto de adentro hacia fuera
provocando el movimiento conocido como (cabeza-vagn). Construido de acero y
brindando la posibilidad de probar tubos de diferente longitud por cuanto se puede
calibrar a diferente distancia; el vagn de desplazamiento lleva implcitamente consigo la
boquilla, permitiendo que se hermetice el sistema al momento de probarlo y una vlvula
de purga, con el fin de eliminar el aire que puede quedar atrapado dentro del tubo.
La combinacin entre abrazaderas y carros de sujecin se encuentran distribuidos a lo
largo del banco de prueba, los cuales se encargan de colocar el tubo y fijarlo en la
posicin adecuada durante el ciclo de prueba; posterior a la prueba su funcin es levantar
el producto fuera del rea de prueba hacia una salida deslizante, hacindolo llegar hacia
al rea de descarga final.
Las abrazaderas son mecnicas y operadas de forma neumtica; el inicio del cierre de
las abrazaderas se lo realiza independiente de todo el sistema pero simultneamente
entre s.
-
49
Las boquillas son diseadas para un cambio rpido, por lo que no poseen seguros ni
sujetadores que se deban aflojar al momento de desmontarlas; con su sello en forma de
taza o copa, las boquillas hermetizan en la parte externa del tubo; necesitando un juego
de dos piezas para cada tipo de producto a ser probado.
El suministro de aceite al sistema hidrulico consiste en; una bomba centrfuga multi-
etapas y un intensificado, los cuales sumados a vlvulas de control, tubera y dems
accesorios forman la red de presin; construido de acero soldado el intensificador con la
vlvula de regulacin es capaz de producir una presin de hasta 175 Bar (2538,16 Psi).
Una unidad de grabacin de presin de tipo carta continua tambin es dotada al sistema
hidrulico para guardar (mantener) el registro de cada prueba.
2.2.1.4 Capacidad de produccin.
Esta sera la capacidad de salida de la mquina al probar tubos de 8m de largo a 1500
psi en la eficacia del 100 % incluyendo la presin y el tiempo que sostiene al tubo.
Salida de tubos por minuto.
1/2" De dimetro exterior (5 Tubos)
1" De dimetro exterior (5 Tubos)
2" De dimetro exterior (3 Tubos)
3" De dimetro exterior (2 Tubos)
4" De dimetro exterior (2 Tubos)
2.2.1.5 Operacin
La operacin que se tiene para la realizacin de la prueba es semiautomtica; se inicia
con la calibracin de la mquina colocando las boquillas correspondientes al tubo que se
va a probar, de igual manera la longitud entre boquillas de prueba y por ltimo se regula
la presin que se va aplicar; una vez preparada la mquina se enciende la bomba,
quedando listo para la recepcin del lote de tubos.
Este sistema es de un tubo por ciclo el cual se escoge de los deslizadores de entrada
alineado hacia la mquina, seguidamente es transferido al probador donde es sujetado
por medio de las abrazaderas posicionndolo correctamente; en el momento que las
abrazaderas se han cerrado se accionan las boquillas de prueba las cuales hermetizan el
-
50
sistema, luego el tubo es llenado con agua al mismo tiempo que se purga el aire atrapado
en su interior, un temporizador de prueba comienza a actuar cuando la presin es
alcanzada, este controla el tiempo de la presin ejercida. Si la presin aplicada esta fuera
de la predeterminada en cualquier momento durante el proceso, el temporizador se
detendr y la prueba no ser completada hasta que la presin determinada sea sostenida
para el tiempo exigido por la norma.
-
51
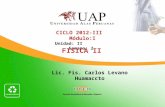
DIAGRAMA DE FLUJO DE PROCESO DE MQUINA SIMPLE DE PRUEBA
Imagen. 2.2
-
52
2.2.2 MQUINA DOBLE DE PRUEBA HIDROSTTICA PARA TUBOS DE A
4 DE DIMETRO EXTERIOR (ver plano 2.2 en anexo 2).
2.2.2.1 Descripcin general
La siguiente es una mquina de prueba hidrosttica de doble tubo que se compone de
varios sistemas que describiremos a continuacin:
Sistema de llenado
Sistema de presin
Sistema de cabeza mvil
Sistema de cabeza fija
Boquillas
rea de prueba
Panel de control
La red de distribucin de agua dentro de la mquina se compone de dos sistemas que
trabajan independientemente entre s pero ambos se abastecen de agua del mismo
tanque; de igual manera ambos flujos llegan a estar en contacto con el tubo que se va a
probar, los cuales se les conoce como el sistema de llenado y sistema de presin.
El sistema de llenado (ver plano 2.2 en anexo 2) tiene como objetivo llenar el tubo a
probar en el menor tiempo posible, es por eso que la bomba (22) que abastece a esta red
es de baja presin y alto caudal, esta bomba succiona agua desde el tanque hacindola
pasar por dos filtros para limpiarla de impurezas; con la ayuda de una vlvula solenoide
(2), se abre o cierra el flujo de agua para el llenado de los tubos dependiendo de la
sincronizacin que se tenga con la vlvula solenoide del sistema de presin; la existencia
de una vlvula check en la red garantiza un flujo unidireccional evitando as
inconvenientes posteriores.
El sistema de llenado empieza su funcin al instante que el tubo se encuentra ubicado en
la posicin correcta y el operario acciona el pistn de cierre, luego de haber llenado los
dos tubos la vlvula solenoide (1) se abre y la vlvula solenoide (2) se cierra sincronizada
mente con la ayuda de un temporizador (12), permitiendo as que el sistema de presin
actu libremente sobre el tubo; para no sobrecargar la bomba y preservar los accesorios
-
53
de la red, este sistema viene provisto de una vlvula de alivio (15) que descarga el flujo
nuevamente al tanque.
El sistema de presin (ver plano 2.2 en anexo 2) consiste de una bomba encargada de
emitir la alta presin que requiere la prueba con ayuda de una vlvula solenoide (4) que
es la encargada de permitir el paso del fluido; mientras que la vlvula solenoide (3)
permanece cerrada durante la prueba; al finalizar la prueba esta se abre mientras la
solenoide (4) se cierra sincronizada mente por medio de un temporizador (13) que
adems de abrir y cerrar las vlvulas es el encargado de determinar el tiempo de prueba
y liberar la presin del sistema al concluir la prueba; de manera similar que en el sistema
de llenado, se tiene una vlvula de alivio de presin (14) que nos ayuda a mantener la
presin de prueba y por consecuencia a preservar las instalaciones de la red.
El sistema de presin empieza actuar una vez bloqueado el sistema de llenado con el
cierre de la vlvula solenoide (2); este acta en primera instancia como sistema de
llenado de tal forma que la presin va aumentando hasta llegar a la determinada; al
obtener esta presin, el temporizador (13) acta de tal forma que realiza el conteo del
tiempo que debe transcurrir para cumplir con la norma, finalmente la vlvula solenoide (4)
se cierra y la vlvula solenoide (3) se abre permitiendo que el flujo interno regrese al
tanque de reserva para empezar nuevamente el ciclo.
El sistema de cabeza mvil est constituido de dos partes las cuales se describen a
continuacin:
Red de distribucin.
Cabeza porta boquilla
En lo que se refiere a la red de distribucin, consta de un tanque de aceite, una bomba
hidrulica, vlvula check, vlvula reguladora de caudal, vlvula de control manual, dos
cilindros hidrulicos de doble efecto, vlvula de alivio y un filtro; esta red es un circuito de
accionamiento manual de un pistn de doble efecto, el cual se acciona con la vlvula
manual permitiendo el paso de aceite a un extremo del pistn efectuando el movimiento
longitudinal hacia delante; de igual manera al cambiar la posicin de la vlvula cambia la
direccin del flujo obteniendo el retroceso del mismo.
-
54
La cabeza porta boquilla, llamada as por llevar en su interior la boquilla con su
respectivo caucho para el hermetizado; se encuentra unida al vstago del pistn
hidrulico por esta razn tiene un movimiento longitudinal el cual ayuda al acercamiento
de la boquilla hacia el borde del tubo; viene provisto de un conducto interno que permite
por medio de la vlvula solenoide (3) evacuar el agua hacia el tanque luego de haber
concluido el ciclo.
El sistema de cabeza fija lleva tambin en su interior las boquillas con sus respectivos
cauchos; este sistema se mantiene fijo por tal motivo est conectado a la red de llenado y
de alta presin directamente.
La cabeza fija se encuentra sobre la mquina al mismo nivel que la cabeza mvil;
sujetada a la estructura de la mquina para que resista la presin que se ejerce al
momento de la prueba.
Las boquillas son elementos encargados de hermetizar el tubo, motivo por el cual llevan
en su interior un empaque de caucho que en primera instancia amortigua el cierre y luego
hace de sello con la parte externa del tubo; se colocan tanto en la parte fija como mvil
de la mquina por medio de la rosca que se encuentra en su extremo; se necesita un
juego de cuatro boquillas para cada tubo.
Un incorrecto sellado entre boquilla-tubo puede ser ocasionado por desgaste en el
empaque de caucho; mal ajuste entre boquilla-cabeza o simplemente por el deterioro de
la rosca, en cualquiera de las circunstancias el resultado sera una mala lectura de la
presin y rechazar tubos aparentemente en mal estado.
El lo que respecta al rea de prueba se har referencia a la estructura de la mquina, los
apoyos o soportes, y el abastecimiento de agua.
La estructura es la encargada de sostener todos los sistemas mencionados
anteriormente, razn por la cual es construida de acero con un diseo capaz de resistir
todos los esfuerzos que se den sobre la mquina en el momento de su funcionamiento.
Los apoyos o soportes tienen como funcin recibir los tubos en el rea de prueba, son en
forma de V aptos para recibir cualquier dimetro; la altura es regulada colocando alzas
por debajo de estos, y as poder alinear los tubos con las boquillas de prueba para tener
un correcto ajuste entre estos elementos.
El abastecimiento de agua se realiza por medio de dos tanques, uno principal y otro
secundario.; el tanque principal abastece de agua al sistema de llenado y presin el cual
tiene un flotador encargado de controlar el nivel de agua, asegurando un abastecimiento
-
55
continuo; mientras que el tanque secundario se encuentra sobre la estructura de la
mquina encargado de recolectar el agua que cae dentro de la misma ya sea por fugas o
lquido que regresa al momento de liberar el tubo de las boquillas; cualquiera que fuese el
caso este tanque cuenta con un flotador de nivel que acciona la bomba de baja presin
provocando el regreso del fluido hacia el tanque principal; esta pequea red que se
adiciona ayuda al sistema a tener un circuito cerrado de abastecimiento de agua.
Para los sistemas de control del proceso se cuenta con dos paneles, el primero controla
el sistema hidrulico de cierre mediante una palanca accionada manualmente para la
apertura y cierre de los cilindros; mientras que en el segundo panel de control se tiene el
encendido y apagado de las bombas, los temporizadores y el botn de parada de
emergencia, de igual forma son accionamientos manuales que el operario debe conocer;
los indicares luminosos ayudan al operario a identificar el estado del sistema para que
realice su funcin en la mejores condiciones.
2.2.3 MQUINA TRIPLE DE PRUEBA HIDROSTTICA PARA TUBOS DE A
4 DE DIMETRO EXTERIOR (ver plano 2.3 en anexo 2).
2.2.3.1 Descripcin General
Esta mquina permite probar tres tubos por cada ciclo de manera automtica empezando
desde la alimentacin hasta la posterior derivacin del producto aprobado del rechazado.
2.2.3.2 Datos Tcnicos
Modo de funcionamiento: Automtico
Mtodo de prueba: Hidrosttico.
Nmero de tubos probado en paralelo: 3 (tres)
Dimetro de tubera a probar: Min. 21.3 mm, mx. 114.3 mm
Longitud de tubera a probar: Min 5.5m, mx. 6.5m.
Tolerancia en la Longitud: Max. 50mm .
Presin de prueba: Max. 3000 psi
Normas de tuberas: DIN, ASTM, ISO.
Sistema de sellado: Al exterior del tubo.
-
56
2.2.3.3 Sistemas constitutivos de la mquina.
Los sistemas constitutivos de la mquina son:
Sistema de alimentacin de tubos con dispositivo singularizador.
Sistema transportador de tubos.
Sistema de sujecin.
Cabezas de prueba.
Recolectores colectivos.
Sistema de llenado de agua.
Sistema de presin de agua.
Control elctrico.
Sistema de alimentacin de tubos con dispositivo singularizador.
El sistema de alimentacin de tubos con dispositivo singularizador se encuentra al inicio
del proceso de prueba; sirve para soportar varios tubos y separarlos individualmente; y de
tal forma ubicarlos paralelamente en grupos de tres, para luego ser llevados al siguiente
paso; se compone de tres barras inclinadas hacia la mquina las que tienen un tope en la
parte final para los tubos; las barras a su vez van apoyadas sobre dos columnas cada
una formando as una estructura para soportar la carga de tubos. Incorporadas en las
Imagen. 2.3
-
57
columnas en la parte inferior se encuentra una red de aire comprimido con tres lneas de
salida las cuales operan los dispositivos singularizadores que se encargan de levantar el
tubo en forma individual por encima de los topes y ponerlos en posicin para continuar el
proceso; los topes son ajustables dependiendo del dimetro del tubo a probar por medio
de un volante en forma manual con un sistema muy parecido a un pin cremallera de
ascenso y descenso; la capacidad de carga es de 5000 kg y una longitud de tubo
mxima de 6,5m.
Sistema Transportador de tubos
El sistema transportador consiste en 4 lneas paralelas; cada lnea dividida en dos
secciones; un soporte y una cadena transportadora.
Se dispone tres organizadores en forma de V sobre el tubo soporte el cual a su vez
recibe los tubos del dispositivo singularizador; el espacio entre los organizadores es igual
a la distancia existente entre los apoyos que van montados en la cadena; los
organizadores deslizan los tubos hacia los apoyos de la cadena, los depositan y
seguidamente salen por la parte inferior hasta la posicin inicial para el nuevo ciclo.
Una vez concluida la prueba las abrazaderas se abren, permitiendo el movimiento de la
cadena para retirar los tubos ya probados; dejando lista la mquina para que empiece un
nuevo proceso de transporte de tubos desde la entrada.
Los tubos que ya has sido probados alcanzan la cuesta delante del recolector colectivo;
donde se colocan uno despus del otro dependiendo de la velocidad de la cadena
transportadora.; cuando los tubos defectuosos alcanzan la cuesta una seccin colocada
en el colector adyacente se levanta por medio de un botn pulsante y el tubo rueda
dentro de este recolector; para los tubos aceptados el puente permanece cerrado y estos
tubos son reunidos en un segundo recolector.
Sistema de sujecin
La sujecin se realiza por medio de tres sistemas que se encuentran distribuidos
equitativamente a lo largo del tubo proporcionndole equilibrio, estabilidad pero sobre
todo firmeza al momento de ejercer presin de forma axial evitando deformaciones del
producto; cada sistema consta de tres abrazaderas accionadas con un pistn hidrulico
para regular la fuerza de cierre.
Las abrazaderas se encuentran perfectamente alineadas con el centro de la boquilla de
comprobacin para probar tubos de diferentes dimensiones; sin embargo puede existir
-
58
algn desfase ya sea por desgaste, golpes etc.; por tal motivo son ajustables con ayuda
de alzas hasta conseguir nuevamente la alineacin.
Cabezas de prueba
Hay un estribo fijo y un mvil, cada uno equipado con 3 cabezas de prueba; las cabezas
de prueba en el estribo fijo sirven como cabezas de llenado y los del estribo mvil sirven
como cabezas de purga del aire que se encuentra dentro del tubo al iniciar el respectivo
llenado; los estribos que estn fijos al marco de la prensa de prueba estn hechos de
acero para soportar la fuerza longitudinal que ocurre durante el momento de la prueba.
Receptores Colectivos
La mquina viene provista de dos receptores colectivos; el primero que se encuentra
inmediatamente a lado de la mquina, donde se alojarn los tubos rechazados y junto a
este el colector para los tubos aprobados; cuando el tubo es aprobado, se desliza hacia
el respectivo colector pasando sobre el de producto defectuoso que pasa normalmente
cerrado en su parte superior; mientras que al existir un tubo rechazado, se pulsa un botn
el cual acciona una palanca dejando descubierta la parte superior del colector
normalmente cerrado, permitiendo de esta manera que el tubo defectuoso se aloje en su
respectivo lugar.
Par vaciar el primer receptor colectivo; se acciona dos cilindros neumticos para abrir la
parte superior y con la ayuda de un puente gra se desaloja los tubos defectuoso.
Sistema de llenado de agua
El sistema de llenado tiene ciertas caractersticas:
Volumen del tanque de agua: 2,5m3.
Contenido promedio de agua a utilizar: 1,1m3.
Numero de bombas de llenado de agua: 2.
Capacidad de cada bomba de llenado de agua: 20m3/h
El sistema de llenado proporciona la mayor cantidad de agua en el menor tiempo posible
gracias a dos bombas de alto caudal instaladas en una red de distribucin, con sus
respectivos accesorios; se acciona las bombas permitiendo el flujo de agua y
-
59
paralelamente trabaja el sistema de purga de aire; una vez concluido el llenado se cierran
las vlvulas del sistema, quedando listo para que acte el sistema de presin.
Sistema de presin de agua
La presin necesaria es abastecida por medio de tres intensificadores; los
intensificadores constan de un pistn y un cilindro; el cilindro es parte del sistema de
llenado por lo que se encuentra lleno de agua y el pistn accionado hidrulicamente
comprime el agua dentro del cilindro hasta llegar a la presin necesaria.
Cada intensificador de presin acta hasta que la presin de prueba requerida haya
llegado a la especificada para determinado tubo; despus de esto el intensificador de
presin se apaga y el tubo se sella automticamente con la ayuda de la vlvula de no
retorno; despus del tiempo de permanencia de llenado las vlvulas del desaire se abren
y la presin se deja caer para ponerse a cero; al mismo tiempo las cabezas de prueba
salen y las abrazaderas del tubo se sueltan.
Control elctrico
Voltaje de suministro (AC): 380 (400) V 50.
Control: PLC
El mando elctrico mantiene el funcionamiento totalmente automtico de la planta. Sin
embargo hay 2 modos diferentes de funcionamiento proporcionados, MANUAL y
AUTOMTICO.
En el modo MANUAL pueden cambiarse todos los movimientos de la planta y pueden
controlarse separadamente, que es necesario por pre-control de todas las funciones, al
cambiar a otra dimensin del tubo. Despus de realizar la corrida de prueba para un
nuevo tamao del tubo, el modo del funcionamiento se cambia a AUTOMTICO y la
sucesin automtica se empieza por el botn pulsante.
2.2.3.4 Funcionamiento
Un bulto de tubos se coloca en el sistema de alimentacin por medio del puente gra; los
tubos deben quedar paralelos por el mtodo manual y con una posicin final
aproximadamente en lnea; despus de esto el proceso contina automticamente.
Durante la comprobacin de los primeros tubos un dispositivo singularizador separa tres
tubos del resto, dejndolos listos para que la cadena los transporte; cuando la
comprobacin de los primeros tubos se ha completado y las abrazaderas del sistema
-
60
estn abiertas, la cadena se mueve y transporta los tubos probados fuera de la posicin
de prueba y simultneamente coloca los tres siguientes.
Una vez colocados los tubos, se mueve la cabeza con las boquillas ocasionando el cierre
hermtico; en este memento empieza actuar el sistema de llenado y purga de manera
paralela, para que finalmente acte la presin por el tiempo determinado; los tubos
aprobados son llevados al colector de producto conforme mientras que los defectuosos a
su respectivo colector.
-
61
DIAGRAMA DE FLUJO DE PROCESO DE MQUINA TRIPLE DE PRUEBA
Imagen. 2.4
-
62
2.3 RECAPITULACIN DE LOS SISTEMAS DE PRUEBA
HIDROSTTICA.
Luego de haber analizado de manera general las diferentes mquinas de prueba, se
procede a recopilar la informacin ms relevante para empezar a determinar los
componentes y aspectos tcnicos a tener presentes al momento de disear una mquina
de prueba hidrosttica. Para lo cual hemos dividido en dos secciones:
Especificaciones del producto a probar.
Sistemas constitutivos de la mquina.
Especificaciones del producto a probar.
Las especificaciones hacen referencia a las caractersticas que tiene el producto que se
quiere probar ya seas en dimensiones como parmetros que se deben cumplir de
acuerdo a lo exigido por la norma. La longitud, el dimetro y el espesor del tubo son de
suma importancia para dimensionar la mquina as como tambin algunos componentes.
La norma bajo la que se trabaja es tambin de importancia por cuanto nos define
parmetros de presiones y velocidades del fluido. Otro aspecto a tener en cuenta es la
capacidad productiva requerida para poder determinar el nmero de tubos que se
prueban por ciclo.
Sistemas constitutivos de la mquina.
A lo largo del captulo hemos visto tres distintas mquinas de prueba hidrosttica, sin
embargo el principio y las nociones bsicas se mantienen entre uno y otro con pequeas
variaciones en los sistemas y la ingeniera que se aplica. Por este motivo se ha
seleccionado los sistemas considerados de mayor importancia.
Sistema de transporte.
Sistema de llenado.
Sistema de presin.
Sistema de hermetizacin.
Estos son algunos de las especificaciones y sistemas que van a ser analizados y
diseados en el capitulo siguiente.