
Quimica-1202
84
› Proyectos químicos › Proyectos energéticos › Medio ambiente › Seguridad industrial › Equipamiento › I+D+i www.proyectosquimicos.com ENERGÍA Prototipo de generación de energía en núcleos aislados mediante hibridación ACTUALIDAD Nuevos tiempos para el sector químico de Huelva ENTREVISTA Cristina González, coordinadora de Innovación de Feique Actualidad. Astroquímica y grafeno, nuevos campos para la Química del siglo XXI. Energía. Sistema Kurata: biomasa residual para la obtención de biocarburantes. El papel de los inversores solares en la generación de energía. Equipamiento. Almacenaje de fluidos en plantas de procesos. Manejo de producto con riesgo de incendio y explosión mediante inertización por nitrógeno. Almacenamiento, transporte neumático y dosificación del negro de humo en líneas de mezclas de caucho. EQUIPAMIENTO Detección y medida de nivel para productos sólidos Periodicidad óptima de calibración de termómetros SIL QUÍMICA SOSTENIBLE Apuesta por la sostenibilidad de la mano del polietileno verde MAR/ABR11 Nº 1.202
-
Upload
grupo-tecnipublicaciones-sl -
Category
Documents
-
view
283 -
download
20
description
ENERGÍA Prototipo de generación de energía en núcleos aislados mediante hibridación ACTUALIDAD Nuevos tiempos para el sector químico de Huelva EQUIPAMIENTO Detección y medida de nivel para productos sólidos › Proyectos químicos › Proyectos energéticos › Medio ambiente › Seguridad industrial › Equipamiento › I+D+i Periodicidad óptima de calibración de termómetros SIL MAR/ABR11 Nº 1.202 www.proyectosquimicos.com
Transcript of Quimica-1202

Nº
1.20
2 •
MA
R-A
BR
11
› Proyectos químicos› Proyectos energéticos
› Medio ambiente› Seguridad industrial
› Equipamiento› I+D+i
www.proyectosquimicos.com
ENERGÍAPrototipo de generación de energía en núcleos aislados mediante hibridación
ACTUALIDADNuevos tiempos para el sector químico de Huelva
ENTREVISTA Cristina González, coordinadora de Innovación de Feique
Actualidad. Astroquímica y grafeno, nuevos campos para la Química del siglo XXI. Energía. Sistema Kurata: biomasa residual para la obtención de biocarburantes. El papel de los inversores solares en la generación de energía. Equipamiento. Almacenaje de fluidos en plantas de procesos. Manejo de producto con riesgo de incendio y explosión mediante inertización por nitrógeno. Almacenamiento, transporte neumático y dosificación del negro de humo en líneas de mezclas de caucho.
EQUIPAMIENTO Detección y medida de nivel para productos sólidos
Periodicidad óptima de calibración de termómetros SIL
QUÍMICA SOSTENIBLEApuesta por la sostenibilidad de la mano del polietileno verde
MAR/ABR11Nº 1.202
Kamstr up A/S · Núñez de Balboa, 29 · E-28001 Madr id · Tel: + 34 914 359 034 · [email protected] · w w w.kamstr up.es
Nuevo M-Bus Master de KamstrupLectura centralizada y remota de consumo energético
Kamstrup presenta la centralita M-Bus mas avanzada del Mercado.
Disponible como parte de la solución completa M-Bus de Kamstrup o como elemento transparente para integración en sistemas externos.
Compatible con todos los contadores de energía de Kamstrup (calorías, electricidad y agua)
Compatible con cualquier equipo con interfaz M-Bus estándar
Hasta 250 equipos por Máster y hasta 1.250 en esquema de cascada
Lectura y configuración de red desde el propio Máster
Amplio display retro-iluminado
Salida RS232, USB y RS485 de serie
Web-server integrado
Opción de comunicación vía TCP/IP y GSM/GPRS para lectura remota
La industria química presenta grandes necesidades energéticas
Edito
rial
Editora jefe: Patricia Rial / Directora: María Flores / Redacción: Mónica Martínez, Ignacio Fernández de Córdoba y Raquel de la Peña Diseño gráfico: José Manuel González / Maquetación: Víctor Briones / Documentación: Departamento propio PubliciDaD. Directora de Publicidad: Pepa de los Pinos ([email protected]) Departamento: Fernando Ballesteros ([email protected]) / Mª Ángeles Martín ([email protected]) / Teresa Villa ([email protected]) coordinadora: Cristina Mora
Suscripciones. Atención al suscriptor: 902 999 829 (Horario: 09:00 h. a 14:00 h. lunes a viernes) Precio nacional anual: 258 € / Precio anual en Europa: 272 €Pack digital + revista semestral nacional: 160 € / Pack digital + revista semestral en Europa: 175 €Pack digital + revista anual nacional: 275 € / Pack digital + revista anual en Europa: 290 €Revista semestral nacional: 153 € / Revista semestral en Europa: 159 €
Edita
Director general: Antonio Piqué
Oficinas: Avenida Manoteras, 44. 28050 Madrid Tel.: 912 972 000 Enric Granados, 7. 08007 Barcelona Tel.: 933 427 050
imprime: Sayn Depósito legal: M-35328-1976 | ISSN: 1887 - 1992
Copyright: El material informativo, tanto gráfico como literario que incluye la revista PROYECTOS QUÍMICOS no podrá ser utilizado ni en todo ni en parte por ningún otro medio informativo, salvo autorización escrita de la dirección de la misma. Tampoco se podrá utilizar este material como base de anuncios o cualquier otra publicidad, sin la mencionada autorización.
› Proyectos químicos› Proyectos energéticos
› Medio ambiente› Seguridad industrial› Equipamiento› I+D+i
El año de un sectorlleno de respuestasLa Asamblea General de Naciones Unidas proclamó 2011 como el Año Internacional de la Química, coincidiendo con el centenario del Premio Nobel a Marie Curie -Marja Sklodowska- en 1911, para dar a conocer la incuestionable contribución de este campo a la mejora de la calidad de vida y el bienestar de la Humanidad. Aprovechando el valor simbólico de la figura de Madame Curie, poseedora de dos premios Nobel (uno en Física y otro en Química) y una de las personas dedicadas a la ciencia más importantes de la Historia, 2011 ha sido elegido además Año Internacional de las Mujeres Científicas, en un entorno en el que históricamente han contado con numerosas barreras que han dificultado, cuando no impedido, su acceso a la investigación científica (hace solo un siglo la mujer tenía prohibido el acceso a la Universidad en la mayor parte del mundo).
En este contexto, es de destacar la perseverancia de los investigadores y los profesionales químicos, hombres y mujeres, en la búsqueda de soluciones a los grandes retos que el mundo nos presenta actualmente, como descubrir productos químicos inocuos y biodegradables, desarrollar procesos de producción ambientalmente benignos, utilizar fuentes renovables para la producción de energía o desarrollar nuevos materiales, entre otros de los desafíos, como ofrecer soluciones al cambio climático que hoy tanto debiera preocuparnos.
Indudablemente, los problemas más importantes a los que se enfrenta nuestra civilización requieren el concurso de la química, que está en la base de muchas otras ciencias. Es por ello absolutamente necesario que la sociedad adquiera consciencia de los vínculos de este campo de actividad con los desarrollos que nos mejoran la calidad de vida y que su mala prensa vaya desapareciendo, si bien es cierto que es menor cuanto mayor es el acceso a la información.
En definitiva, este es el año de un sector que es estratégico para la mejora de nuestra calidad de vida y para el futuro industrial del país, porque no cabe duda de que en el siglo XXI las tendencias de la industria, y también de la sociedad, apuntan a la eficiencia, la sostenibilidad y la calidad de vida, para lo que la contribución de la química es vital. Tengamos pues muy en cuenta esta disciplina para conseguir una mejora sustancial del país, algo por cierto bastante necesario dada la actual situación de crisis en la que nos encontramos.

ACTUALIDAD 6.- Reportaje. Productividad, innovación y sostenibilidad para los nuevos tiempos en el sector químico de Huelva12.- Informe. Astroquímica y grafeno, nuevos campos para la Química del siglo XXI16.- Entrevista. Cristina González, coordinadora de Innovación de Feique20.- Noticias. Actualidad del sector
ENERGÍA28.- Informe. Proyecto Hibrelec. Prototipo de generación de energía eléctrica y térmica en núcleos aislados mediante hibridación32.- Reportaje. Sistema Kurata: biomasa residual para la obtención de biocarburantes36.- Opinión. Situación actual y previsiones de la cogeneración38.- Opinión. El papel de los inversores solares en la generación de energía40.- Reportaje. Aprovechamiento de la biomasa en un centro de educación ambiental
QUÍMICA SOSTENIBLE42.- Informe. Apuesta por la sostenibilidad en los procesos más industrializados de la mano del polietileno verde
EQUIPAMIENTO46.- Artículo. Consolidación de buses de campo intrínsecamente seguros
ESPECIAL SÓLIDOS Y PULVERULENTOS48.- Reportaje. Almacenamiento, transporte neumático y dosificación del negro de humo en líneas de mezclas de caucho52.- Reportaje. Manejo de producto con riesgo de incendio y explosión mediante inertización por nitrógeno54.- Informe. Almacenaje de fluidos en plantas de procesos58.- Informe. Detección y medida de nivel para productos sólidos62.- Reportaje. Periodicidad óptima de calibración de termómetros SIL
66.- Novedades. Principales novedades presentadas en el mercado por los proveedores del sector76.- Feria. Exposólidos Portugal, cita ineludible para el sector de la tecnología y el procesamiento de sólidos
OTRAS SECCIONES78.- Agenda81.- Directorio de empresas82.- Índice de anunciantes
6
Sum
ario
No
1.20
2
6
58
En este número han colaborado:
54
3252
28
42
78
46
Cristina GonzálezCoordinadora de Innovación de Feique
Xavier Busquets Solar Inverters Sales Manager de ABB
Pascual BoluferFísico del Instituto Químico de Sarriá (IQS)
Dietmar Saecker Product managerde Instrumentación Eléctrica de Temperatura de Wika
Antonio SánchezGerente de Kobold Mesura SLU
F. Alfonso Los SantosProyectista industrial de Solids System-Technik
Íñigo ValverdeGerente de ES Sólidos Process Engineering
José Manuel ColladosPresidente de ACOGEN
Sostenibilidad e innovación sostienen la estra-tegia del sector en este enclave, que desempeña un papel determinante en el tejido industrial español. Las mejoras productivas y medioambientales a base de inversiones han marcado el paso de la industria química, energética y básica de Huelva para afron-tar los perjuicios que la crisis económica causaron a la producción, que ahora parece remontar, si bien alguna compañía se vio obligada a cesar en su acti-vidad durante el proceso.
Parte de la estrategia productiva de las industrias ubicadas en el polo onubense es la sostenibilidad, señalan los representantes industriales de la zona consultados, que pretenden aplicar a la productivi-dad no sólo desde el respeto a las cotas máximas de vertidos y emisiones permitidas por la adminis-tración competente, sino abogando, señalan, por la presencia continua y constante del factor medioam-biental en la filosofía empresarial.
6 PQ - MAR-ABR11
Seguir potenciando la interlocución con las administraciones o la mejora de las relaciones con el entorno son algunos de los desafíos para Miguel Palacios, nuevo presidente de la Asociación de Industrias Químicas y Básicas de Huel-
va (AIQB), una agrupación que, además, celebra este año su XXV aniversario. Un cuarto de siglo en el que el polo ha consolidado la producción de productos destinados a muchos y diferentes sectores.
La química es una de las disciplinas con mayor presencia en nuestra vida diaria. Como comentan los responsables de la AIQB, acciones tan cotidianas como vestirse, conducir, estudiar, cocinar o, senci-llamente, tomar un analgésico están impregnadas de química. En la actualidad, Huelva alberga un con-junto de empresas de las que salen productos como el butano, la gasolina, el plástico o los fertilizantes, entre otros.
La AIQB celebra su XXV aniversario y las compañías consolidansus estrategias en el polo
Tras un periodo marcado por una coyuntura económica desfavorable, la industria química, energética y básica de Huelva afronta nuevos retos, respaldando sus estrategias con la sostenibilidad y la innovación como algunas de las referencias para la actividad productiva. La continua búsqueda de la excelencia viene acompañada de una nueva etapa para los representantes del sector, agrupados en la Asociación de Industrias Químicas y Básicas de Huelva, que desde finales del pasado año cuenta con nuevo presidente, Miguel Palacios, y que en 2011 cumple su 25 aniversario.
Productividad, innovación y sostenibilidad para los nuevos tiempos en el sector químico de Huelva
Actualidad

El respeto por el entorno y una mayor produc-tividad vienen respaldados por la innovación y la búsqueda de la excelencia, según el sector. Por ello, se invierten recursos en I+D+i “para que el tejido industrial onubense también sea pionero en la bús-queda de la eficiencia a todos los niveles”, según la asociación. La provincia, de hecho, posee uno de los niveles de inversión per cápita en I+D+i más eleva-dos de Andalucía.
Energía, salud y conocimientoMultitud de productos elaborados en las plantas del polo configuran el destacado papel que la pro-ducción química y básica de Huelva desempeña en la producción industrial del país, con aportaciones a la industria farmacéutica, energética, alimenta-ria o papelera, entre otras muchas, una variedad que abarca desde cobre y asfalto, componentes para medicamentos, complementos alimenticios para leches maternizadas o complejos vitamíni-cos, componentes para detergentes, acetona y fenol para fabricar ordenadores, ácido sulfúrico que contienen las baterías de los motores en los vehículos, alimentados también por combustibles que salen de las fábricas onubenses, incluso el anhídrido carbónico de las bebidas refrescantes o la cerveza.
Por ejemplo, buena parte del cloro producido en nuestro país sale de Huelva hacia estaciones potabilizadoras, que lo necesitan para eliminar las impurezas del agua, así como depuradoras de aguas residuales, piscinas y otras muchas instala-ciones. De la zona parte igualmente energía que proporciona calor natural del gas para encender cocinas, termos, calderas y calefactores de millo-nes de hogares, hospitales, residencias, hoteles y todo tipo de edificios. Igualmente, las modernas plantas de ciclo combinado abastecen a miles de hogares con luz y energía: calor en invierno, fres-cor en verano.
El cobre es un producto en el que se basan la mayoría de las instalaciones eléctricas y las redes informáticas de comunicación y transmisión de da-tos, también los electrodomésticos, la construcción y muchos mecanismos de los coches. Se trata de un material de especial importancia para la industria onubense. Los monitores y los teclados de los or-denadores, los CD y los DVD se fabrican a partir de la acetona, el fenol y otros productos, que también centran buena parte de la actividad productiva de la zona. Estos productos son esenciales para la in-formática y las modernas tecnologías de imagen y sonido que se elaboran en la industria de Huelva. Otro de los productos fundamentales de la activi-dad onubense es la pasta de papel, con el que ese elaboran libros y documentos.
De la automoción y nutrición a la modaLa industria de la automoción, entre otras, cuenta con un aliado idóneo en la actividad industrial de Huelva. A fin de contribuir a la reducción de las emi-siones a la atmósfera, las gasolinas, gasóleos, fuel y querosenos elaborados para vehículos, aviones y plantas industriales cada vez contienen menos azufre. La industria onubense aporta al sector el ácido sulfúrico, uno de sus productos básicos, aue contienen las baterías de los motores de los vehí-culos. De la misma manera, elementos de protec-
7PQ - MAR-ABR11
Seguir potenciando la interlocución con las administraciones es uno de los desafíos para el nuevo presidente de la AIQB.
Huelva alberga un conjunto de empresas de las que salen productos como el butano, la gasolina, el plástico o los fertilizantes.
Parte del proceso productivo de las industrias ubicadas en el polo onubense es la sostenibilidad.
Actualidad

8 PQ - MAR-ABR11
así al sostenimiento de un importante sector eco-nómico, ya que el desarrollo y la productividad de muchas granjas depende de la adecuada nutrición de los animales.
Para los cultivos agrícolas, la actividad producti-va incluye la elaboración de fertilizantes, que supo-nen además un factor esencial en la actividad agraria de la provincia. Por su parte, la industria farmacéu-tica fabrica componentes para elaborar analgésicos, antibióticos y otro tipo de medicamentos para pro-veer al sector.
Incluso la moda tiene en la comarca un idóneo proveedor. Los tejidos de moda utilizan fibras que se fabrican a partir de productos de la industria de Huelva. Y en materia de limpieza e higiene, según los datos de la AIQB, más del 80% de los componentes de los productos detergentes para lavado doméstico e industrial sale de esta región; para ropa blanca, de color, ropa sanitaria, etcétera.
El futuro pasa por HuelvaLos representantes de la industria y los respon-sables regionales pretenden asegurar el futuro y también el conocimiento de una actividad básica para Huelva. De ahí que el pasado mes de febrero se haya concretado una de las acciones para contar con la participación de los estudiantes: el presiden-te de la AIQB, Miguel Palacios, y la delegada pro-vincial de la Consejería de Educación de la Junta de Andalucía, Antonia Cascales, firmaron un acuerdo de colaboración para la puesta en marcha (en con-memoración del XXV aniversario de la asociación) de la cuarta edición de los premios “Jerónimo de Ayanz”, destinados a los alumnos/as de los centros de Bachillerato y de Ciclos Formativos de la provin-cia de Huelva, y que distingue a los mejores traba-jos sobre la industria y la tecnología presentados por los estudiantes.
Con el certamen se pretende fomentar la capa-cidad analítica, expositiva y creativa de los jóvenes estudiantes, concretamente del alumnado de ense-ñanzas medias, valorando la originalidad del enfo-que, el rigor, la argumentación de las afirmaciones, el conocimiento de los usos y aplicaciones de los productos que se fabrican o transforman en la indus-tria de Huelva y su aplicación innovadora.
Al igual que en ediciones anteriores, se persigue también potenciar el uso de herramientas informá-ticas y ofimáticas en la presentación de los trabajos para familiarizar a los alumnos con las nuevas tecno-logías. Por ello, se ha descartado la entrega de los trabajos en papel, siendo obligatorio remitirlos en cualquier formato digital, como CD, DVD o lápiz de memoria. Los alumnos interesados tendrán hasta el 17 de mayo de 2011 para presentar sus trabajos en el Registro de la Delegación Provincial de la Consejería
ción de conductores en motocicletas y automóviles, como cascos, airbags, parachoques, salpicaderos y carrocerías, se fabrican con productos de la indus-tria onubense. Otro de los productos es el asfalto, un derivado del petróleo base de infraestructuras y vías de comunicación, como puentes, carreteras, autopistas y autovías.
La actividad fabril del polo aporta igualmente bióxido de titanio, base de las pinturas para vivien-das, automóviles, señales de tráfico, ropa o cual-quier otra superficie. El sector de la alimentación también basa buena parte de su productividad a las fábricas de la provincia andaluza: productos con los que se elaboran complementos alimenticios que son incorporados a leches maternizadas, complejos vita-mínicos y bebidas isotónicas.
El nitrógeno líquido, por otra parte, es básico en la congelación y conservación de alimentos y en la gastronomía creativa; se ha hecho indispensable para ambientar espectáculos y conciertos y ayuda a potenciar sensaciones. Y las bebidas refrescantes y las cervezas basan su chispeante efecto en la pre-sión que les proporciona el anhídrico carbónico y que, junto al oxígeno que se aplica en medicina, son productos básicos en el tejido productivo analizado. De igual forma, en el polo se elaboran componentes básicos para la alimentación animal, contribuyendo
Actualidad
La provincia posee uno de los niveles de inversión per cápita en I+D+i más elevados de Andalucía.
El cobre o la pasta de papel son productos fundamentales para la industria onubense.

9PQ - MAR-ABR11
de Educación. Por su parte, el jurado hará público su fallo antes del 25 de mayo de 2011. Los ganadores del premio recibirán sus galardones en un acto que tendrá lugar en la última semana de mayo.
El concurso establece dos categorías, Bachille-rato y Ciclos Formativos. Para cada una de ellas se otorgarán dos premios, uno de 2.000 euros al primer finalista y otro de 600 euros al segundo clasificado. Asimismo, el centro docente al que pertenezca el mejor trabajo de entre los vencedores recibirá como premio 2.000 euros, que deberá emplear en dota-ción y equipamiento científico, tecnológico o peda-gógico, justificándolo ante la Delegación Provincial de la Consejería de Educación. Este año, el certamen incluye un premio especial con motivo de la celebra-ción del XXV Aniversario de AIQB, destinado a los tutores de los dos primeros trabajos finalistas de ambas categorías, que recibirán una Tablet iPad.
Desarrollo sostenibleAnte la desfavorable situación coyuntural de hace casi dos años, los representantes del sector mani-festaban que “pese a la dureza de las cifras, el con-junto de la industria hizo frente a las dificultades con mayor fortaleza que otros sectores productivos y con menor afección del empleo de la que cabría esperar gracias a la eficaz colaboración, no exenta de tensiones, entre empresas, sindicatos y admi-nistraciones públicas”. Esta visión está recogida en el último, hasta la fecha, Informe de Sostenibilidad elaborado por la AIQB, con datos agregados del comportamiento económico, social y medioambien-tal de las empresas del sector, cuya actualización se encuentra a punto de ser publicada.
La aportación de las empresas al desarrollo sos-tenible de la provincia se han valorado por parte de la AIQB desde el punto de vista de las aportaciones de carácter medioambiental, como la conservación y restauración de espacios naturales, la conciencia-ción o la colaboración en diversas investigaciones, diversos reconocimientos y diversas mejoras que pretenden reducir el impacto medioambiental, como es el caso de las actuaciones de eficiencia energéti-ca. Y es que para la asociación, el desarrollo de una actividad económica sostenible y respetuosa con el medio ambiente no sólo se basa en la conservación de la riqueza natural y la biodiversidad, sino que también puede contribuir a su regeneración.
El entorno de los municipios de Huelva y Palos de la Frontera, ámbito donde se sitúan las empre-sas asociadas, presenta una gran riqueza de valores ecológicos, recuerdan los representantes industria-les, en la que destacan entre otros el paraje natural de las Marismas del Odiel y el de las Lagunas de Pa-los y las Madres, ambos espacios incluidos en la Red Natura 2000 de espacios protegidos europeos.
En línea con las actuaciones emprendidas en los últimos años, dichas empresas continúan de-sarrollando numerosos proyectos de conservación, restauración y regeneración del entorno, particular-mente de espacios naturales, así como de difusión y concienciación medioambientales. “Estas actuacio-nes se justifican por la necesidad de integración de las actividades industriales en su entorno de una forma equilibrada y sostenible, no solamente me-diante la minimización y el control de su impacto medioambiental, sino también mediante actuacio-nes proactivas a favor de los valores del entorno natural”, manifiesta la AIQB.
En lo que a restauración y conservación de espa-cios naturales respecta, existen proyectos de restau-ración, mantenimiento y puesta en valor de diversos espacios naturales, entre los que se encuentran el paraje natural de las Lagunas de Palos y las Madres, el paraje natural de las Marismas del Odiel o las sa-linas del Tinto.
Actualidad
Los premios “Jerónimo de Ayanz” distinguen los mejores trabajos presentados sobre la industria y la tecnología.
El desarrollo de una actividad económica sostenible se basa en la conservación de la riqueza natural y la biodiversidad.
“Pese a la dureza de las cifras, el conjunto de la industria química hizo frente a la crisis con mayor fortaleza que otros sectores” (AIQB).

En cuanto a formación y concienciación medio-ambiental, además de las campañas internas de formación y sensibilización ambiental, dirigidas al personal interno para optimizar la gestión medio-ambiental de las instalaciones, las empresas aso-ciadas también promueven y desarrollan una im-portante labor de formación y educación ambiental dirigida a diferentes agentes sociales del entorno. En materia de investigación medioambiental, exis-ten acuerdos de colaboración con las universida-des de Sevilla o de Huelva para realizar proyectos en diferentes campos.
Junto con estas aportaciones y con objeto de reducir el impacto ambiental asociado a su activi-dad, las compañías de la asociación se encuentran inmersas en un proceso de mejora continua de sus productos, servicios y procesos. En materia de efi-ciencia energética, por ejemplo, cabe destacar la apuesta que las industrias pertenecientes a la AIQB de Huelva vienen manteniendo para reducir sus ni-veles de consumo de energía, esfuerzo que se ha traducido en la puesta en marcha de significativos proyectos de ahorro. A este respecto, la Consejería de Economía, Innovación y Ciencia, a través de la Agencia Andaluza de la Energía, ha incentivado has-ta este momento, con un total de 11.123.205 euros, 58 proyectos de ahorro y eficiencia energética y de
auditorías energéticas, presentados por las em-presas de la AIQB de Huelva, con los que se evita la emisión de 404.595 toneladas de CO2 anuales y se consigue además un ahorro global de 132.552 toneladas equivalentes de petróleo (tep) anuales. La disminución del consumo energético constitu-ye un factor determinante para garantizar la com-petitividad, tanto económica como en términos de sostenibilidad.
Menos contaminaciónLas inversiones en sistemas de gestión y control de la contaminación que se vienen realizando de forma continua han permitido alcanzar, según la asociación, unos niveles de contaminación com-patibles con un modelo de producción sostenible; “de acuerdo con el compromiso de mejora continua de las empresas, que va más allá del simple cum-plimiento de los límites legalmente establecidos, se han reducido progresivamente las emisiones a la atmósfera, los vertidos y los residuos”.
El comportamiento medioambiental se analiza en torno a las emisiones a la atmósfera. Práctica-mente, cualquier actividad industrial lleva asociada la generación de emisiones atmosféricas, además de las emisiones de gases de efecto invernadero. Dadas las actividades que desarrollan las industrias de AIQB, las sustancias que se utilizan como indi-cadores de estas emisiones son el dióxido de azu-fre (SO2), los óxidos de nitrógeno (NOX), el sulfuro de hidrógeno (SH2) y las partículas en suspensión. En lo que a vertidos respecta, se generan efluentes líquidos de diversa procedencia que una vez trata-dos correctamente son vertidos a la ría de Huelva, mientras que en material de residuos la gestión por las industrias garantiza su correcto manejo y alma-cenamiento temporal en base a los requerimientos exigidos por la legislación.
El sector requiere para su actividad muy diferen-tes tipos de materias primas, al ser también dife-rentes los tipos de productos fabricados. Entre las principales materias primas consumidas destacan crudo, concentrado de cobre, roca fosfórica, madera, ácido sulfúrico y benceno. Además, hay que contar con el consumo de agua de proceso. Igualmente, se consumen diversos tipos de combustibles, tales como gas natural, fuel oil, gasoil, propano, etc. des-tacando entre todos ellos el gas natural por sus ven-tajas medioambientales en lo que a las emisiones de contaminantes atmosféricos se refiere. Finalmente, en cuanto a la inversión y gasto ambiental, las in-dustrias asociadas realizan inversiones de carácter ambiental de manera periódica.
Texto de Mónica Martí[email protected]
10 PQ - MAR-ABR11
Actualidad
Las compañías se encuentran inmersas en un proceso de mejora continua de sus productos, servicios y procesos.
Las mejoras a base de inversiones han marcado el paso de la industria química, energética y básica de Huelva para afrontar la crisis.
Instrumentos WIKA S.A. Josep Carner, 11 - 1708205 Sabadell (Barcelona)Tel. 902 902 577e-mail [email protected]
WIKA ofrece una amplia gama de instrumentación para la medida de presión, temperatura, nivel y servicios de calibración, adaptada a sus condiciones específicas. Nuestro know how en el ámbito de separadores es reconocido a nivel internacional.
En colaboración estrecha con nuestros clientes elaboramos sistemas individuales para aplicaciones especiales de su sector. WIKA se sitúa en el mercado como proveedor competente y fiable para las más diversas aplicaciones de instrumentación de presión, temperatura y nivel.
Llámenos
Soluciones WIKA
Industria
Química
AD_0801_Chemie_210x285mm_es.indd 1 14/09/2010 15:24:17
plato tenga mucha química. Pero yo vivo con la quí-mica. Cuando me siento en mi mesa de trabajo, tengo frente a mí un sistema periódico que muchos de los que están hoy aquí saben que me apasiona. Además, en política se sufre como en la química la existencia de sujetos muy reactivos”, comenta el representante del ejecutivo español.
El centenario del Premio Nobel de Química 1911 a Marie Curie fue el motivo de Naciones Unidas, en su sesión del 30 de diciembre de 2008, para instituir
12 PQ - MAR-ABR11
“Química, nuestra vida, nuestro futuro”. Este es el lema de la IUPAC (Unión Inter-nacional de la Química Pura y Aplicada) para el International Year of Chemistry, IYC (Año Internacional de la Química, AIQ) 2011. El vicepresidente primero del Go-
bierno, Alfredo Pérez Rubalcaba, químico de profe-sión, en la presentación del IYC en la sede central del CSIC, Madrid, nos recordó que “la química no tiene buena prensa. A nadie le gusta que un alimento de su
Repaso de los avances más destacados de la Química
Con motivo del centenario del Premio Nobel de Química 1911 de Marie Curie, la Asamblea General de las Naciones Unidas aprobó el Año Internacional de la Química 2011. Son muchas las actividades que se celebran a lo largo del año en todo el mundo para recordar los logros de la Química y su contribución a la Humanidad. En el siguiente artículo, el físico Pascual Bolufer repasa este último siglo de investigaciones y analiza los avances que se están realizando en la actualidad y los posibles estudios y aplicaciones en el futuro.
Astroquímica y grafeno, nuevos campospara la Química del siglo XXI
Actualidad
el AIQ 2011 y así recordar los logros de la Química y su contribución a la Humanidad. Durante este año se celebrarán numerosas sesiones científicas en mu-chos países, todas con el mismo objetivo.
Nicole Moreau, presidenta de IUPAC, en la in-auguración del AIQ el 27 de enero en la sede de la UNESCO, en París, nos dijo que el “AIQ pondera lo que la Química significa para ti personalmente y cómo debes explicarlo a los demás. Muchos países, sobre todo en Occidente, asocian la Química a la degradación ambiental y al cáncer. Es un malenten-dido, ya que a la Química debemos la secuenciación del ADN, que nos permite conocer el genoma y las especies vivas. La doble cadena del ADN tiene un diámetro de sólo 2 nm. Así, no es menos cierto que la Química es indispensable para resolver los pro-blemas a que se enfrenta la Humanidad, incluida la energía, el desarrollo sostenible, la salud, los mate-riales y la producción de alimentos”.
La Química se encuentra al final de un siglo de expansión. En 1900 esta industria se encontraba en la infancia a 50 años de distancia de la investigación universitaria, conociendo a medias conceptos bási-cos como el enlace químico, las leyes de la termodi-námica, las teorías de cinética, etcétera.
Estudiamos la estructura molecular, su función y síntesis. Los problemas de nuestro tiempo y del futuro no están confinados a una sola disciplina. Es-tas cuestiones se han “molecularizado” porque ne-cesitamos conocer la estructura a nivel atómico, su función y cómo diseñar nuevas moléculas, nuevos materiales e incluso células que funcionen. Los que observan el problema a través de una lente molecu-lar están bien posicionados para resolverlo.
No podemos mejorar la salud sin mejorar la de-tección temprana y la prevención de la enfermedad. A su vez, eso requiere entender los orígenes mole-culares de la enfermedad, así como diseñar molé-culas que detecten los primeros síntomas -cambios moleculares- que favorecen el avance de la enferme-dad. Disponer de suficiente energía exige dominar su captación, almacenaje o conversión.
Los materiales inteligentes se basan en molécu-las, o sistemas de moléculas, que detectan un even-to e introducen un cambio para responder a él. Y esa química molecular aumentará nuestro nivel de vida sin sacrificar el medio ambiente ni el hábitat.
En 2011 los químicos dominan las características de las moléculas y sus reacciones, con lo que en las próximas décadas repartiremos el trabajo entre síntesis orgánica, química de coordinación y espec-troscopía láser. El sistema de investigar, cada cual encerrado en su especialidad, funcionó durante el siglo pasado con problemas relativamente sencillos, pero ese método ya no sirve porque los problemas son muy complejos, destacando por ejemplo el ago-
tamiento de los recursos naturales. Por ello, es nece-sario un cambio fundamental.
En este contexto, la Química se apoya en tres pa-tas desiguales: industria, universidad y gobierno. En cuanto a las universidades, tienen libertad y flexibili-dad para encauzar la ciencia química en otras direc-ciones. Por su parte, la industria desarrolla produc-tos que deben solventar los problemas sociales pero deben generar riqueza económica; el capitalismo in-vestiga a corto plazo, consigue mejoras y abandona la investigación prolongada en años. Finalmente, el gobierno fomenta la investigación, pero la ciencia debe seguir su programa político, lo que restringe la libertad.
Marie CurieDurante el AIQ admiraremos a madameMarie Curie y su tesón por separar el uranio a partir de las pecblenda. Tenemos presente que a causa de las radiaciones estuvo enferma de leucemia, e incluso
13PQ - MAR-ABR11
En la cromosfera solar el gas hidrógeno se convierte en gas helio.
Fotoesfera en alta resolución con dos manchas.
Actualidad

14 PQ - MAR-ABR11
elementos nuevos: el polonio y el radio. El polo-nio, en 1898, fue una propuesta de Marie Curie en referencia a su país nativo, entonces ocupado por Rusia. El radio recibió su nombre debido a la inten-sa radioactividad.
En 1902, después de manipular hasta 8.000 kg de pecblenda, la investigadora logró aislar un gramo de cloruro de radio, y en 1903 recibe el Nobel de Fí-sica por sus trabajos sobre la radiación descubierta por H. Becquerel. Fue la primera mujer que obtuvo tal galardón, por el cual recibió 15.000 dólares. Fue en 1910 cuando logró un gramo de radio puro, y en 1911 recibe el Nobel de Química por el descubrimiento del radio y polonio, así como por el aislamiento del radio. Con una actitud desinteresada, no patentó el largo y complejo proceso del aislamiento de dicho elemento.
Astroquímica: antraceno, fullereno y pirimidinaLa química del siglo XXI no se limita al análisis de los meteoritos que “llueven” el planeta Tierra, sino que ahora puede realizar observaciones espectros-cópicas del Medio Interestelar (MIE) a distancia. Herschel, el telescopio espacial de 3,5 metros, lanzado el 14 de mayo del 2009, permite realizar fotometría y espectroscopia en el intervalo de on-das de 55 y 671 micrómetros, y ha sido concebido para observar al Universo frío, la química del Medio Interestelar y sus nubes moleculares. Gracias a él conocemos cómo ha evolucionado el Universo has-ta convertirse en lo que vemos hoy.
Hasta la fecha se han identificado 150 entidades moleculares en el MIE y no dejan de producirse nue-vos descubrimientos. El telescopio de Roque de los Muchachos (Canarias), el satélite citado Herschel y espectroscopia visible se ha identificado a una de las moléculas orgánicas más complejas del MIE, el antraceno. Este compuesto, perteneciente a la fami-lia de los hidrocarburos aromáticos policíclicos (PAH, sus siglas en inglés), ha sido hallado en una nube densa de la constelación de Perseo en dirección a la estrella Cernis 52. El mismo equipo de Roque de los Muchachos ya había descubierto naftaleno en la misma región. Antraceno y naftaleno están distribui-dos ampliamente en el MIE, y habrán desempeñado un papel clave en la generación de moléculas or-gánicas, presentes en el instante de formación del Sistema Solar.
Ahora comprendemos mejor la síntesis de molé-culas orgánicas en el espacio, pues ambas moléculas son prebióticas. El naftaleno sometido a la radiación ultravioleta, en presencia de agua y de amoníaco, origina múltiples aminoácidos y otros compuestos esenciales para el desarrollo de la vida.
Dada la existencia confirmada de amoníaco en la misma región, así como la muy probable existencia de agua junto a la luz ultravioleta procedente de Cer-
acabó ciega. Nació en Varsovia en 1867, entonces ocupada por Rusia, y murió en 1934 en Sancelle-moz, Francia, a causa de dicha enfermedad, debido a haber trabajado sin suficiente protección contra la radiactividad. Fue Premio Nobel de Física en 1903 y Premio Nobel de Química en 1911. Su hija Irène Joliot-Curie también fue galardonada con Nobel de Química en 1935 por la síntesis de nuevos elemen-tos radiactivos.
En este contexto, Marie Curie estudió en La Sor-bona, París; en 1893 se licencia en Física y al año siguiente en Matemáticas. Su marido, Pierre Curie, era profesor de Física. Los dos en 1895 descubrie-ron los rayos X y en 1896 la radiactividad natural. El tema que eligió para sus estudios de doctorado fue sobre los trabajos del físico Henri Becquerel, que había descubierto que las sales de uranio emitían unas radiaciones de naturaleza desconocida. El físi-co Wilhelm Röentgen había descubierto los rayos X, y Marie Curie se propuso investigar las radiaciones que producían las sales de uranio. En 1903 publicó su tesis doctoral, y en 1906 obtuvo la cátedra de Físi-ca en La Sorbona; fue el 15 de noviembre cuando dio su primera lección en la Universidad. Era la primera vez que una mujer impartía una clase -hecho único en los 650 años de la Sorbona-, en la que Marie ha-bló sobre la radiactividad. Cuando falleció en 1934, sus restos fueron trasladados al Panteón de París, la primera dama enterrada en él.
Uranio en forma de pecblendaMarie estudió el uranio en forma de pecblenda, que tenía la curiosa propiedad de ser más radiactiva que el uranio, que se extraía de ella. Eso indica-ba que la pecblenda contenía algún otro elemento mucho más radiactivo que el uranio. Tras varios años de trabajo con la pecblenda, logró aislar dos
Actualidad
El investigador de Arizona Timoty Jull demostró en diciembre que la Santa Sábana de Turín es una tela de lino de la Edad Media (de entre 1260 y 1390). Basó el cálculo de la antigüedad del lino en la relación Carbono 14 – Carbono 12.

15PQ - MAR-ABR11
nis 52, convierten esta zona del MIE en una fábrica de aminoácidos que debemos identificar de forma definitiva.
En el caso de los fullerenos, conviene desta-car que en el MIE se ha demostrado la existencia de grandes moléculas. Las observaciones infrarro-jas realizadas por el telescopio espacial Spitzer han confirmado la presencia de fullerenos (concretamen-te C60 y C70) en varias nebulosas planetarias, una de ellas situada en la Pequeña Nube de Magallanes. Se estima que su volumen equivale a 15 masas luna-res, lo que representa las mayores moléculas identi-ficadas hasta la fecha en el MIE. En cuanto a la firma espectral obtenida con luz infrarroja, confirma esa existencia. Los fullerenos son muy estables y pue-den transportar a otras moléculas en su interior. Los encontrados en los meteoritos portaban gases inter-estelares, lo que los convierte en posibles portado-res de moléculas prebióticas a la tierra primitiva.
La pirimidina, por su parte, ha sido hallada en los meteoritos, aunque su origen sigue siendo una incógnita pues podría generarse bien en las etapas finales de la vida de las estrellas gigantes rojas, o bien en las nubes densas del MIE. La pirimidina se puede convertir en uracilo, un ingrediente esencial para la vida, ya que forma parte del ácido ribunuclei-co (ARN). En el laboratorio, si exponemos la pirimidi-na a la luz ultravioleta en condiciones similares a las del MIE (vacío intenso y muy baja temperatura) se transforma en uracilo.
GrafenoSe trata de un nuevo campo de la química del siglo XXI, una molécula sin espesor. El 6 de octubre de 2010 obtuvieron el Premio Nobel de Física Andre Geim y Kostya Novoselov por su descubrimiento del grafeno. En este marco, se publicaron unos 3.000 artículos de investigación sobre dicho ele-mento y unas 400 patentes de aplicaciones. Con propiedades entre semiconductor y metal, este alo-trópico de carbono de una sola capa atómica de espesor revolucionará las telecomunicaciones y la informática al permitir circuitos electrónicos mucho más veloces que los actuales.
A nivel mecánico, es el elemento más resistente jamás descubierto. En la popular Wikipedia leemos que es 200 veces más resistente que el acero, (Co-lumbia University, agosto 2008). Sus enlaces carbo-
no-carbono son extremadamente fuertes, con una relación excepcional de fuerza/peso. Si oxidamos al grafeno, logramos un papel de óxido de grafeno con un módulo de 32 GPa! (Northwestern University).
No obstante, tiene otra propiedad mucho más importante: la movilidad de sus electrones, muy por encima del silicio. Es el mejor candidato que haya existido jamás para reemplazar al silicio y permitir una miniaturación extrema. El carbono elemental nos muestra estructuras complicadas, como la tridimen-sional del diamante, la tridimensional del grafito, la unidimensional de nanotubos, la cero-dimensional (fullerenos) y ahora la bidimensional que faltaba: el grafeno (una red hexagonal, con estructura de anillo bencénico, plana, de átomos de carbono).
En lo que respecta a los nanotubos de carbono, son hojas de grafeno arrolladas formando un cilin-dro de diámetro nanométrico. La estructura plana del grafeno no existe en estado libre, necesita para su estabilidad pequeñas ondulaciones de un nanó-metro. La capa grafeno es algo inestable y tiende a arrugarse y curvarse para formar el nanotubo de una capa, pero se puede evitar este defecto.
Se ha difundido la creencia de que los verdade-ros cristales bidimensionales no existían. El grafito que vemos en la punta del lápiz es un haz de capas de grafeno; los nanotubos son hojas de grafeno. Las moléculas fullereno son esferas de un nanómetro de diámetro, con envoltura de grafeno, el material más caro que conocemos, pero al comenzar su produc-ción comercial su precio disminuirá mucho. Así, debi-do a la increíble gran superficie en comparación con la mínima masa de grafeno, se puede usar para crear placas conductoras de un supercondensador, con unas posibilidades de almacenamiento energético muy superior al condensador clásico. En cuanto a las aplicaciones industriales del grafeno, no podemos precisarlas pese a sus magníficas características, pues nos acordamos de los nanotubos de carbono, un material de excepción que comercialmente no despega. Lo que sí sabemos es que en el siglo XXI la Química nos aportará sorpresas.
Texto de Pascual BoluferFísico del Instituto Químico de Sarriá (IQS)
En las próximas décadas repartiremos el trabajo entre síntesis orgánica, química de coordinación y espectroscopía láser
Actualidad
Dos antorchas artísticas en Doetinchen, Holanda, a base de globos de gas helio con leds sensibles a las frecuencias de radio cambian de color (de Usman Haque).
Cristina González participó en el Pro-yecto piloto de evaluación del mercado de resultados de investigación Red-VALOR. González ha realizado además trabajos de investigación en el Instituto Pluridisciplinar-Unidad de Láseres de la
Universidad Complutense y es autora de diversas pu-blicaciones relacionadas con la polución urbana, en concreto sobre el ozono y etileno por espectroscopia Lidar-Dial.
P.Q.- La innovación tecnológica continúa siendo quizá el factor más versátil y el que produce la re-troalimentación para que la ciencia pueda producir conocimiento. ¿Cree que se dan las condiciones óp-timas para innovar en España?
Cristina González.- El Ministerio de Ciencia e In-novación, con su estrategia estatal de innovación, ha diseñado una serie de instrumentos para lograr que en 2015 ocupemos el puesto que por PIB nos corresponde en materia de innovación y para con-tribuir al cambio de modelo productivo en España a través del fomento y la creación de estructuras que faciliten el mejor aprovechamiento del conocimiento científico y del desarrollo tecnológico.
Teniendo en cuenta todos los nuevos instrumen-tos de los que se dispone, sí que parece el momento óptimo para innovar; si bien con el apoyo institucio-
nal únicamente no es suficiente, también se precisa el apoyo de las instituciones financieras. Pero hay que considerar que la innovación implica un riesgo, no se debe castigar a aquel que decide emprender e innovar.
P.Q.- De la mano de las nuevas tecnologías, la química proporcionará en el futuro nuevos materia-les y aplicaciones que harán realidad lo inimagina-ble... En este sentido, ¿qué nos queda por ver?
C.G.- Sería cuanto menos arriesgado aventurar una respuesta certera a su pregunta, pero lo que sí es cierto es que la química ha hecho posible una me-jora sustancial de nuestra calidad de vida y que su potencial creativo, puesto de manifiesto a través de la Innovación, la investigación y el desarrollo, tendrá ante sí el gran desafío de seguir dando soluciones a muchos de los grandes retos de nuestra sociedad actual y futura como es la creciente demanda ener-gética, el acceso al agua potable, las infraestructu-ras, las redes sanitarias o el transporte. Desde luego nos queda mucho por ver y sin duda la química, que está en la base de muchas ciencias, seguirá jugando un papel determinante en la satisfacción de estas demandas de una forma sostenible.
P.Q.- ¿Dónde encontraremos a medio-largo pla-zo los mayores avances: fibra óptima, química su-pramolecular, nanotecnología..?
16 PQ - MAR-ABR11
Cristina González, coordinadora de Innovación de Feique
Licenciada en Química y doctora por la Universidad Complutense de Madrid en Química Analítica, Cristina González es la actual coordinadora de Innovación de Feique, donde lleva la gestión de proyectos y ayudas a la investigación y coordina la Plataforma Tecnológica de Química Sostenible SusChem-España. González cree firmemente que la innovación es una inversión, no un gasto, mientras afirma que es el momento “óptimo” para innovar si bien con el apoyo institucional únicamente “no es suficiente, ya que se necesita además la ayuda de las instituciones financieras”.
“Para afrontar la actual situación económica, las empresas están apostando por la internacionalización y la innovación”
Entrevista
C.G.- Nanotecnología y biotecnología son ramas cuyo auge en los últimos años ha hecho que su nú-mero de aplicaciones crezca mucho. Es de esperar que en estos áreas veamos nuevas aplicaciones que darán respuesta a los grandes problemas de la so-ciedad actual: agua, medicamentos, energía... Tam-bién son de esperar grandes avances en el tema de materias primas a partir de residuos.
P.Q.- ¿Cree que la verdadera innovación radica en la actitud innovadora de los profesionales?
C.G.- La actitud innovadora es sin duda un ele-mento clave. La innovación debe considerarse como un elemento más de la estrategia empresarial, y para ello los profesionales implicados deben estar con-vencidos de que la innovación es una inversión y no un gasto.
P.Q.- ¿En qué línea se está actualmente traba-jando en materia de innovación ambiental en el sec-tor químico?
C.G.- La química tiene un papel fundamental in-negable en la protección medioambiental en la lu-cha frente al cambio climático. La contribución de la química a la sostenibilidad medioambiental nace de su capacidad para crear cada vez soluciones más eficientes. De este modo, se ha logrado reducir a un 10% el volumen de emisiones de un vehículo actual respecto a otro de hace 50 años y esta industria ha creado además aislantes capaces de reducir hasta el 80% de los gases de efecto invernadero que emiten nuestras viviendas. Ambas actividades representan la mitad de las emisiones contaminantes del planeta.
Aunque la química está en la base de muchas soluciones a los problemas medioambientales, po-dríamos destacar los materiales que absorben con-taminantes atmosféricos, paneles solares orgánicos, materiales aislantes para casas autogeneradoras de energía (consumo energético) o tratamiento de aguas, entre una larga lista de innovaciones en las que se está trabajando.
P.Q.- ¿Cómo fomentar la innovación cruzada den-tro de la cadena de valor?
C.G.- Es un aspecto complicado pero no imposi-ble. La química, por su naturaleza, posee los cono-cimientos científico-técnicos para aportar soluciones con aplicación en distintas etapas de las cadenas de valor. La solución a los problemas o retos a los que se enfrenta la sociedad actual sólo será posible gra-cias a la cooperación entre los distintos agentes. La solución no está únicamente en manos de un único sector, es necesario consultar y considerar todos los puntos de vista. A día de hoy, creo que esta innova-ción cruzada y cooperación entre distintos sectores sólo será posible si se predica con el ejemplo y se inicia desde las instituciones políticas.
P.Q.- Albert Einstein (1879-1955) afirmó que “la crisis es la mejor bendición que puede sucederle a
las personas y los países, porque trae progresos. La creatividad nace de la angustia, como el día nace de la noche. Es en la crisis donde nace la inventiva, los descubrimientos y las grandes estrategias...”. ¿Qué valoración puede hacernos al respecto de di-cha reflexión?
C.G.- Es cierto que en los momentos en los que se disponen de menor número de recursos el inge-nio se agudiza ya que se deben optimizar los esca-sos recursos, aumentando de esta manera la crea-tividad y la inventiva como mencionaba Einstein. Y esa máxima de hacer más con menos es desde luego la filosofía de base de la Química Sostenible.
P.Q.- ¿En qué línea se está trabajando en este sentido desde las empresas asociadas a Feique?
C.G.- Se está trabajando de manera coordinada siguiendo las distintas iniciativas que están surgien-do en Europa, como son las European Innovation Partnerships. Desde las empresas de la federación se está apostando por la internacionalización y la innovación. En este sentido merece la pena destacar dos iniciativas: el Proyecto Iberquimia y BIOCHEM.
Iberquimia (www.proyectoiberquimia.org) pre-tende fomentar y apoyar la realización de proyectos de I+D+i entre empresas del sector químico ibero-americano, mientras que BIOCHEM (www.europe-in-nova.eu/biochem) persigue desarrollar una serie de herramientas que favorezcan el acceso a la innova-ción a las pymes del sector biotecnológico.
Por último, desde Feique en los últimos meses venimos desarrollando una serie de iniciativas para favorecer el acceso a la financiación. El acceso a la financiación pública en la actual situación económi-ca es complicado para las empresas, y en especial para pymes, pero no es la única fuente disponible: los inversores privados son una excelente oportu-nidad para promover proyectos de empresas de nueva creación o con elevado potencial de creci-miento. En este sentido, merece la pena destacar el foro de inversores organizado el pasado mes de febrero y la competición de planes de negocio que tendrá lugar el próximo mes de mayo (Accelerator Fora, Madrid 4-6 mayo 2011), asociado al proyecto BIOCHEM.
P.Q.- En su opinión, ¿cómo salir de la actual si-tuación económica en la que nos encontramos?
C.G.- Es una pregunta difícil, si fuera tan sencillo como dar una receta infalible probablemente no nos encontraríamos en este dilema. Lo que está claro es que entre otros muchos factores que tienen que pro-piciar una salida sólida la apuesta por la Innovación es absolutamente imprescindible, ya que al final es la principal garantía de éxito que tiene cualquier economía que aspire a ser competitiva en el merca-do global y la herramienta para seguir mejorando y creciendo. Necesariamente el cambio de paradigma
17PQ - MAR-ABR11
Entrevista
Efiaqua no será una mera exhibición de productos, sino que hará hincapié en la innovación, en la muestra de productos nuevos relacionados con la gestión del agua.

tiene que pasar por una sociedad basada en el cono-cimiento y en el germen de este concepto está, sin duda, la formación de las nuevas generaciones.
P.Q.- ¿Podría describirnos detalladamente el Proyecto Biochem?
C.G.- El proyecto BIOCHEM es un proyecto a ni-vel europeo, cofinanciado por la Comisión Europea, para apoyar a las empresas que deseen acceder al creciente mercado de productos químicos de base biotecnológica. Pretende desarrollar una serie de herramientas nuevas y a medida que permitan pres-tar apoyo técnico y empresarial, particularmente a las pymes, para reducir las barreras a la innovación en el mercado de la biotecnología industrial.
Una vez desarrolladas dichas herramientas, se evaluarán a través de un proceso acelerador a nivel europeo, que seleccione pymes con elevado poten-cial del sector de los productos de origen biológico y las apoye en todo el proceso: desde la identificación de la idea hasta el desarrollo del plan de negocio, incluyendo la identificación de socios empresariales internacionales adecuados, realización de prueba de concepto hasta la búsqueda de financiación e intro-ducción en el mercado
P.Q.- ¿Cómo fomentar la innovación en el terreno de la biotecnología industrial?
C.G.- Una opción para fomentar la innovación es mediante la innovación abierta. Una única empresa no puede abordar todos los retos que se le plan-tean, mientras que si lo hace de manera colabora-tiva tiene más oportunidades. No obstante la inno-vación abierta no es algo evidente. Las empresas
están acostumbradas a cooperar y trabajar juntas para proyectos de Investigación y Desarrollo, no tan-to para proyectos de innovación ya que es algo que a la larga va a reportar beneficios a la empresa y, por tanto, a priori es algo difícil de asimilar.
P.Q.- ¿Qué papel desempeña Ud. en dicha iniciativa?
C.G.- Feique participa en este proyecto como uno de los socios españoles del proyecto, como repre-sentante legal de la Plataforma Tecnológica Españo-la SusChem-España, que pretende fomentar la I+D+i en las áreas de química sostenible y biotecnología industrial.
P.Q.- ¿Con qué conjunto de herramientas empre-sariales cuenta Biochem?
C.G.- La primera herramienta desarrollada por el proyecto es una plataforma asociativa (on line part-nering platform) que permite a todo aquel que se registre crear un perfil de su entidad, buscar socios estratégicamente potenciales (ya sea para nuevos negocios o para nuevos proyectos), concertar en-cuentros bilaterales en eventos, crear una red de contactos, información sobre instituciones dedica-das al sector, etc.
La siguiente herramienta desarrollada, y ya en marcha, es un cuestionario de evaluación de opor-tunidades (Oportunity Assessment Tool). Se trata de un cuestionario on line que permite mediante su cumplimentación la obtención de un informe que da a una idea del estado de la empresa, sobre sus for-talezas y debilidades en el marco de la biotecnología industrial y de los bioproductos. Dicho informe pro-porciona información sobre aspectos estratégicos clave para la empresa como son: propiedad intelec-tual, planes de negocio, disponibilidad para inno-var, oportunidades de financiación (pública y/o pri-vada), diseño sostenible... Otras son herramientas ligadas a los planes empresariales de las empresas, especialmente pymes, tales como metodologías de análisis de ciclo de vida, evaluación de los planes de negocio, metodologías para desarrollar e implemen-tar una estrategia empresarial adecuada.
P.Q.- ¿Y con qué presupuesto?C.G.- El proyecto cuenta con un presupuesto glo-
bal de 4.245.959 euros.P.Q.- ¿Cómo pueden beneficiarse concretamente
las pymes de esta iniciativa?C.G.- Como mencionaba, una vez desarrolladas
dichas herramientas se evaluarán a través de un proceso acelerador a nivel europeo, que seleccio-nará pymes con elevado potencial del sector de los productos de origen biológico y las apoye en todo el proceso. Los procesos aceleradores se plasmarán mediante cuatro eventos en distintas ciudades eu-ropeas (Madrid, Milan, Frankfurt y Londres), donde se abordarán elementos relacionados con la transfe-
18 PQ - MAR-ABR11
Entrevista
rencia de tecnología, el capital riesgo y los planes de negocio, siempre relacionado con el tema de biotec-nología industrial. Además en estos eventos se va a celebrar una competición de planes de negocio para apoyar a los emprendedores. El primero de estos eventos tendrá lugar en Madrid los días 4-6 de mayo de 2011 (http://www.e-unlimited.com).
En numerosas ocasiones, escuchamos que las pymes tienen dificultades a la hora de identificar so-cios, o sobre donde localizar la abundante informa-ción existente. Este proyecto pretende reunir toda la información disponible, a nivel europeo, para que sirva como referencia al sector.
P.Q.- ¿En qué consiste la iniciativa Europe Innova?C.G.- Europe Innova es una iniciativa de la Direc-
ción General de Industria y Empresa de la Comisión Eu-ropea, que pretende convertirse en el laboratorio para el desarrollo y ensayo de nuevas herramientas e ins-trumentos que apoyan a la innovación con el objetivo de respaldar a las empresas innovadoras para seguir siéndolo más y más rápido. Pone en contacto a entida-des de apoyo a la innovación públicas y privadas tales como agencias de innovación, oficinas de transferencia de tecnología, incubadoras, organismos financiadores y agrupaciones empresariales, entre otros.
P.Q.- ¿Cómo definiría la química verde?C.G.- Más que química verde preferimos hablar
de química sostenible. La química verde está íntima-mente asociada con la prevención de la contamina-ción ambiental mediante el diseño de procesos y pro-ductos químicos que no posean propiedades dañinas para el medio ambiente. Si bien el aspecto ambiental es muy importante, se deben considerar los tres pila-res del desarrollo sostenible en su totalidad.
En cuanto a la química sostenible, significa pro-teger y mejorar el empleo, la expectativa y la calidad de vida, por tanto considera también los aspectos económicos y sociales. Además, proporciona parte de las soluciones necesarias para hacer frente a los grandes retos a los que se enfrenta la sociedad ac-tual en su conjunto, como son el cambio climático, el suministro energético, el acceso al agua potable o la protección del medio ambiente. Supone un gran valor añadido para la actividad productiva de las empresas, dado que permite reducir el impacto am-biental de los procesos y productos, optimizar el uso de recursos finitos y minimizar residuos. Todo esto se puede traducir en una disminución constatable de sus costes operativos y en una mejora evidente de la competitividad.
Por otra parte, la calidad de los productos y servicios de la empresa puede obtener una mayor valoración en los mercados, lo que redunda en un incremento del valor de la propia compañía como organización tanto para sus accionistas como para la sociedad en su conjunto.
P.Q.- ¿Qué descripción haría de un bioproducto?C.G.- Los bioproductos se refieren a productos
no alimenticios derivados de la biomasa (plantas, algas, cultivos, árboles, organismos marinos y re-siduos biológicos de origen doméstico, animal y producción alimenticia). Estos bioproductos o pro-ductos de origen biológico varían desde productos de química fina de alto valor añadido, tales como productos farmaceúticos, productos cosméticos, aditivos alimenticios, etc., hasta materiales de ele-vado volumen, tales como biopolímeros o materias primas químicas. En el contexto del proyecto BIO-CHEM, se ha decidido focalizar sobre bioplásticos, biolubricantes, biosurfactantes, enzimas y produc-tos farmacéuticos.
P.Q.- ¿Podría resumirnos sus funciones como Coordinadora de Innovación de Feique?
C.G.- Feique cuenta con departamento de I+D+i desde 2001, y desde su creación ha parti-cipado en numerosos eventos de escala europea y nacional (Proyecto LRI, RedVALOR, EVIDIQ). Desde el departamento de Innovación se reali-za un seguimiento legislativo de todo aquello que puede afectar a las empresas del sector: Plan Nacional de I+D+i, Programa Marco Euro-peo, Ley de la Ciencia, Deducciones Fiscales por I+D+i, Patente Europea. En este contexto, entre las funciones que personalmente desempeño se encuentra la gestión de proyectos de I+D+i finan-ciados por distintas instituciones (CDTI, MICINN, CE), y desde enero de 2009 coordino la Platafor-ma Tecnológica Española de Química Sostenible, SusChem-España.
P.Q.- ¿Qué grado de innovación presentan las empresas químicas españolas respecto a países como Alemania o Estados Unidos, entre otros?
C.G.- El sector químico español es el primer in-versor industrial en I+D+i, acumulando el 26% de todos los recursos destinados en España a este área. Asimismo, uno de cada cinco investigadores del sector privado trabaja en una empresa del sector químico. Sin embargo, si nos comparamos con otros países aún hay margen para mejorar, especialmente si nos comparamos a nivel de solicitudes de paten-tes. Europa, en su conjunto, es líder en solicitudes de patentes en materia química (considerando los campos de Química Industrial, Polímeros y Química Orgánica Pura y Aplicada), con más de un 40% de solicitudes. Pero si se observa a nivel individual de países, las solicitudes de patente de España sólo representan un 4% de las solicitudes de patente de Estados Unidos y un 6% de las solicitudes alemanas, por ejemplo.
Texto de María [email protected]
Entrevista
19PQ - MAR-ABR11
PQ - MAR-ABR1120
Actualidad_Noticias
Nuevos límites de exposición profesional para agentes químicos en España para el año 2011
La actividad industrial nacional cuenta ya con límites de exposición profesional para agentes químicos.
La industria española cuenta ya con nuevos límites de exposición profesional para agentes químicos,
adoptados por el Instituto Nacional de Seguridad e Higie-ne en el Trabajo (INSHT) para el año 2011 y que han sido recogidos en un documento aprobado por la Comisión Nacional de Seguridad y Salud en el Trabajo. Se trata de valores de referencia para la evaluación y control de los riesgos inherentes a la exposición, principalmente por in-halación, a los agentes químicos presentes en los puestos de trabajo y, por lo tanto, para proteger la salud de los trabajadores y a su descendencia. El instituto precisa que no constituyen una barrera definida de separación entre situaciones seguras y peligrosas. De la misma manera, los límites de Exposición Profesional se establecen para su apli-cación en la práctica de la higiene industrial y no para otras aplicaciones. Así, por ejemplo, no deben utilizarse para la evaluación de la contaminación medioambiental de una población, de la contaminación del agua o los alimentos, para la estimación de los índices relativos de toxicidad de los agentes químicos o como prueba del origen, laboral o no, de una enfermedad o estado físico existente.En el documento se consideran como límites de exposición profesional los Valores Límite Ambientales (VLA), con-templándose además como complemento indicador de la exposición los Valores Límite Biológicos (VLB). Año tras año, las novedades en cada una de las ediciones consisten en ajustes normativos y relacionados con los valores y límites relativos a los propios agentes mediante la revisión y actualización de una serie de tablas: Valores Límite Ambientales (VLA), lista de cancerígenos y mutá-genos y valor límite asignado en su caso, propuestas de modificación de los VLA, Valores Límite biológicos (VLB) y propuestas de modificación de los VLB. La constitución por el INSHT en 1995 de un grupo de trabajo sobre Valores Límite de Exposición Profesional permitió la publicación de un primer documento en 1999, seguido por actualizaciones anuales para hacer frente, a medio plazo, a la obligación que la Directiva 98/24/CE imponía a los Estados miembros de establecer límites de exposición profesional nacionales. La transposición de esta Directiva al ordenamiento jurídico español mediante el Real Decreto 374/2001 deroga, ex-plica el instituto, los límites de exposición del Reglamento de Actividades Molestas, Insalubres, Nocivas y Peligrosas (RAMINP), considerando los publicados por el INSHT los valores de referencia apropiados para los agentes químicos que carezcan de valores límite reglamentarios, y cuyos límites son actualizados periódicamente para mantenerlos adaptados al progreso científico y técnico.
El INSHT publica un documento para su aplicación en la industria
Por su parte, la Comisión Nacional de Seguridad y Salud en el Trabajo aprobó, en julio de 1997, la creación de un grupo de trabajo para, entre otras cuestiones, “estudiar los documentos que sobre valores límite y su aplicación en los lugares de trabajo elabore el INSHT”. Como resultado de sus propuestas, la Comisión acordó en 2008 recomendar “que se apliquen en los lugares de trabajo los límites de exposición indicados en el documento del INSHT titulado ‘Límites de exposición profesional para agentes químicos en España’ y que su aplicación se realice con los criterios establecidos en dicho documento; que el INSHT publique y dé la mayor divulgación posible al citado documento indicando, en su preámbulo, la información favorable de esta Comisión respecto a la aplicación de la misma en los lugares de trabajo; y que el INSHT revise anualmente dicho documento, comunique a la Comisión las amplia-ciones o modificaciones que considere necesario efectuar y, en caso de información favorable de ésta, las integre en la publicación a que se hace referencia en el apartado anterior”.
Noticias_Actualidad
21PQ - MAR-ABR11
El Gobierno aprueba nuevas normas de calidadambiental para regular las sustancias de riesgo en las aguas
El Consejo de Ministros ha aprobado un Real De-creto sobre las normas de calidad ambiental en el
ámbito de la política de aguas que tiene como finalidad establecer las normas de calidad ambiental para las sus-tancias prioritarias y para otros contaminantes de riesgo en el ámbito europeo, así como para sustancias preferentes de riesgo en el ámbito estatal.El articulado del Real Decreto recoge un conjunto de de-finiciones relativas a la materia desarrollada en el texto y establece las normas de calidad ambiental para las sustan-cias prioritarias, las preferentes y para los contaminantes relevantes de la demarcación hidrográfica. También obliga
Política europea de aguas
a vigilar las tendencias en la concentración a fin de evaluar el impacto de la actividad antropogénica a largo plazo.El Real Decreto contempla, además, que los órganos competentes podrán designar zonas de mezcla adyacen-tes a los puntos de vertido donde las concentraciones de los contaminantes podrán superar las normas de calidad ambiental siempre que no se comprometa el cumplimiento de dichas normas en el resto de la masa de agua. Con este Real Decreto se transponen todos los aspectos contenidos en la Directiva comunitaria del 16 de diciembre de 2008, relativa a normas de calidad ambiental en el ámbito de la política de aguas.
La industria farmacéutica y la cosmética industrial, presentes en Expoquimia
La decimosexta edición del Salón Internacional de la Química de Fira de Barcelona, Expoquimia, que se
celebrará entre el 14 y el 18 de noviembre en el recinto Gran Vía, contará con una nueva sectorización: Pharma Process, Salón Internacional para el servicio a la industria farmacéutica. También la cosmética industrial tendrá su propio espacio expositivo, ambos en el pabellón 7. A Pharma Process acudirán empresas que desarrollan equipos, productos y servicios destinados al sector far-macéutico. Este nuevo punto de encuentro sectorial ve la luz en el acuerdo de colaboración firmado en 2008 por el presidente de su comité organizador, Rafael Foguet, y por el presidente de ISPE (International Society for Pharmaceutical Engineering) España, Antonio Buendía. Pharma Process ocupará parte del pabellón 7 del recinto de Gran Vía y, además, contará con un amplio programa de actividades técnico-científicas. Así, en la Zona de Innovación se presentarán productos de última gene-ración que contribuirán a mejorar la calidad de vida, mientras que en los Seminarios de Innovación se darán a conocer las características técnicas de cada producto. En cuanto a los workshops científicos, los expertos más prestigiosos colaborarán con los visitantes profesionales para la mejora de su gama de productos. También se desarrollarán Cursos de Capacitación de Técnicos, di-versas mesas redondas y varias jornadas técnicas como
Ambos sectores contarán con su propio espacio de exposición y diversas actividades
la de Estériles, Automatización o de Gestión de Plantas Farmacéuticas.Por otro lado, bajo el nombre de Cosmetic Date, Salón Internacional de la Cosmética Internacional, el encuentro de la cosmética industrial contará con una representa-ción de empresas de ingredientes y materias primas, servicios de laboratorio, servicios a la producción, envase y embalaje y consultorías. También habrá una zona de presentación y lanzamiento de nuevos productos y se llevarán a cabo diversos seminarios sobre innovación y cuestiones relacionadas con la ciencia, la regulación y el marketing del sector. El evento responde a la reclamación de la industria cos-mética española representada por la Sociedad Española de Químicos Cosméticos y por la recién creada Asociación Española de Ingredientes Cosméticos. Para los respon-sables de la asociación, la celebración de Cosmetic Date en el marco de Expoquimia permitirá a las empresas del sector poder establecer un amplio número de contactos comerciales, “lo que representa una gran oportunidad de negocio”. Por ello, hace un llamamiento a las empresas de la cosmética industrial española para que participen en Cosmetic Date y aprovechen las sinergias existentes con la celebración conjunta de Expoquimia, Eurosurfas y Equiplast en las mismas fechas y el mismo recinto de Fira de Barcelona.
La primera edición de Eurotec convoca al sectorde los ingenieros plásticos
Láminas nanométricas para almacenar energía
Ingenieros especializados en plásticos de todo el mundo se darán cita entre el 14 y 18 de noviembre en
la primera edición de Eurotec, congreso organizado por la Sociedad de Ingenieros Plásticos (SPE, en sus siglas en inglés) en el marco de Equiplast (Salón Internacional del Plástico y Caucho de Fira de Barcelona), que este año celebra su decimosexta edición. Esta primera edición cuenta con el aval de las 13 ediciones de Antec, el congreso que la SPE organiza en el ámbito norteamericano anualmente desde 1998 y que reúne a los expertos y profesionales más prestigiosos del sector plástico. Se trata del primer congreso que la SPE celebra en Europa, y su organización corre a cargo del Centro Español de Plásticos
La próxima generación de tecnologías electrónicas y de almacenamiento de energía necesarias para
alimentar, por ejemplo, los coches eléctricos, está cada vez más cerca tras la creación de una nueva técnica para crear láminas nanométricas que podrían ampliar la capa-cidad de las baterías, según el portal de la investigación y desarrollo en Europa, Cordis. Un grupo de investigadores del CRANN (Centro de In-vestigación sobre Nanoestructuras y Nanodispositivos Adaptativos) del Trinity College de Dublín (Irlanda) y de la Universidad de Oxford (Reino Unido) ha descubierto la forma de separar materiales laminados para obtener láminas nanométricas de un átomo de grosor. Con estas láminas han creado una serie de nanomateriales bidimen-sionales novedosos que poseen propiedades químicas y electrónicas que podrían dar lugar a esas nuevas tecnolo-gías electrónicas y de almacenamiento de energía. La investigación ha sido financiada en parte por el pro-yecto PEPINEN (Procesamiento y sondeo de electrones en nanoestructuras inorgánicas aplicados a tecnologías emergentes), al que se ha concedido una beca Marie Curie por valor de 168.256 euros a través del Séptimo Programa Marco (7PM) de la UE. En el estudio han desarrollado láminas de tamaño na-nométrico a partir de diversos materiales empleando disolventes comunes y ultrasonidos y también dispositivos similares a los que se usan para limpiar joyas, indicando que el nuevo método es “simple, rápido y barato, pu-diendo ampliarse su escala para aplicarlo en entornos industriales”. La doctora Valeria Nicolosi, investigadora
(CEP), sección española de la Sociedad de Ingenieros Plásti-cos. Más de 200 presentaciones técnicas serán analizadas a lo largo de los tres días de duración del congreso, al que se espera que asistan cientos de ingenieros especializados en plásticos de todo el mundo. Cuestiones como los distintos procesos de fabricación de plástico, su aplicación en el sector de la automoción y en el de la medicina o la creación de los bioplásticos serán algunos de los temas que se debatirán en Eurotec 2011.En 2011, Equiplast tendrá lugar en el recinto de Gran Via conjuntamente con Expoquimia y Eurosurfas, como viene siendo habitual desde 1987, año en que se celebran de manera simultánea estos tres certámenes.
asociada de la Real Academia de Ingeniería y empleada en el Departamento de Materiales de la Universidad de Oxford, asegura que este método ofrece costes bajos, elevada productividad y alto rendimiento, precisando que estos nuevos materiales son aptos para su uso en baterías de nueva generación denominados “supercon-densadores” capaces de proporcionar energía miles de veces más rápido que las baterías comunes, permitiendo así aplicaciones nuevas como los coches eléctricos. “Mu-chos de estos materiales laminados de grosor atómico poseen gran resistencia y pueden añadirse a plásticos para obtener compuestos superresistentes. Dichos com-puestos resultarían útiles en diversos sectores, desde los plásticos de estructura simple hasta la aeronáutica”, señala la doctora.Para el profesor Jonathan Coleman, investigador principal del CRANN y de la Facultad de Física del Trinity College de Dublín, una de las principales aplicaciones posibles de estas nuevas láminas nanométricas es su uso como materiales termoeléctricos, y que si estos materiales se incorporan en la fabricación de dispositivos, son capaces de generar electricidad a partir de calor residual. Como ejemplo, el investigador se refirió a las centrales térmicas de gas, donde cerca del 50% de la energía producida se perdería en forma de calor residual, alcanzando esta cifra hasta el 70% en las centrales de carbón y petróleo, “el desarrollo de dispositivos termoeléctricos eficientes permitiría que parte de este calor residual se reciclase de forma fácil y económica, algo que no se ha conseguido hasta ahora”, explicó.
El encuentro se celebrará en el marco del Salón Internacional del Plástico y el Caucho
Nuevos materiales
PQ - MAR-ABR1122
Actualidad_Noticias

Seis cualificacionesprofesionales de la Familia Profesional Química
El Gobierno ha dado luz verde al Real Decreto 143/2011, de 4 de febrero, por el que se comple-
menta el Catálogo Nacional de Cualificaciones Profesio-nales mediante el establecimiento de seis cualificaciones profesionales de la Familia Profesional Química, según ha publicado recientemente el Boletín Oficial del Estado (BOE). Las cualificaciones profesionales que se establecen corres-ponden a la Familia Profesional Química, y son las siguien-tes (ordenadas por niveles de cualificación): operaciones de movimientos y entrega de productos en la industria química, nivel 2; análisis biotecnológico, nivel 3; control del producto pastero-papelero, nivel 3; organización y control de ensayos no destructivos, nivel 3; organización y control de los procesos de fabricación pastero-papeleros, nivel 3; organización y control de procesos y realización de servicios biotecnológicos, nivel 3. El real Decreto tiene por objeto establecer determinadas cualificaciones profesionales y sus correspondientes módu-los formativos, que se incluyen en el Catálogo Nacional de Cualificaciones Profesionales, regulado por el Real Decreto 1128/2003, de 5 de septiembre, modificado por el Real Decreto 1416/2005, de 25 de noviembre. Dichas cualifi-caciones y su formación asociada correspondiente tienen validez, son de aplicación en todo el territorio nacional y no constituyen una regulación del ejercicio profesional.Atendiendo a la evolución de las necesidades del sistema productivo y a las posibles demandas sociales, en lo que respecta a las cualificaciones establecidas en el presente real decreto se procederá a una actualización del conte-nido de los anexos cuando sea necesario, siendo en todo caso antes de transcurrido el plazo de cinco años desde su publicación, según el RD. Por otro lado, se actualizan determinadas cualificaciones profesionales de las establecidas en el Real Decreto 295/2004, de 20 de febrero, modificándose la cualificación profesional establecida como “operaciones básicas en planta química” modificando el entorno profesional de la misma, suprimiendo, dentro del apartado “ocupaciones y puestos relevantes”, la ocupación “encargado de operado-res de máquinas para fabricar productos químicos.”
Un Real Decreto complementa el Catálogo Nacional de Cualificaciones Profesionales
Coordinación y realismo, reclamacionesde la industria química europea
Desarrollo de nuevas soluciones para el almacenamientode hidrógeno sólido
Ante el reto de la competitividad al que se enfrenta la industria química europea, diversos representantes del
sector destacaron la necesidad de políticas medioambien-tales realistas y una actuación coordinada entre todos sus miembros, en el marco de la sesión de prospectiva “2050: el futuro de la industria” celebrada en el IESE Barcelona dentro de las II Jornadas “Química sostenible, empresas innovadoras y competitivas”(organizadas por SusChem España, el Foro Química y Sociedad y el IESE Business School). El director ejecutivo de Investigación y Desarrollo del Consejo Europeo de la Industria Química (Cefic), Gernot Klotz, señaló que “Europa debe verse como un competidor conjunto” y que las pequeñas y medianas empresas, mayoritarias en Europa, tienen que trabajar conjuntamente. En la misma línea, el profesor del IESE Pedro Videla precisó que “el problema de Europa es tener una moneda única sin tener una unión política” y describió un contexto que augura una depreciación del dólar frente a las monedas de los países emergentes y frente a las commodities como forma de protegerse de la inflación que viene. Respecto a la reforma energética, la portavoz de CIU en la Comisión de Ciencia e Innovación del Congreso de los Diputados, Inmaculada Riera, señaló que se trata de “uno de los retos más importantes que tenemos desde el punto de vista industrial y social”. En este sentido, la Federación
La compañía EADS y científicos escoceses están desarrollando nuevas soluciones para el almacena-
miento de hidrógeno sólido, un tema clave para el desa-rrollo de este combustible en aplicaciones embarcadas. El hidrógeno es un combustible limpio, su combustión con el oxígeno en una pila de combustible para generar electricidad solo emite vapor de agua. Sin embargo, su almacenamiento es difícil y costoso. Además, el hidró-geno en estado gaseoso requiere grandes volúmenes de almacenamiento, mientras que el almacenamiento en estado líquido es más pesado y hay que utilizar más energía para la compresión. Por tanto, almacenar el hidrógeno en forma sólida aparece como la forma más ventajosa. En este contexto, los químicos de la Univer-sidad de Glasgow, en colaboración con EADS, se basan en la nanotecnología para cambiar la estructura y la
Empresarial de la Industria Química Española (Feique) alertó sobre la propuesta del Gobierno español de liderar la decisión europea de reducir las emisiones de dióxido de carbono en un 30%, destacando que este tipo de políticas reducirán la competitividad de las plantas españolas y se traducirán en ajustes de plantillas y deslocalizaciones, según Luis Serrano, presidente de la federación. En este marco, diversos representantes del sector debatieron sobre soluciones para los retos que se presentan para las próximas décadas (incremento de la población mundial y las nuevas necesidades en alimentación, acceso a agua potable y productos para la salud; incremento de la urbanización y viviendas sostenibles; aumento de la movilidad y comuni-caciones, electromovilidad, etcétera) partiendo de que la industria química, suministradora de productos a multitud de sectores, posibilita muchas de las soluciones al cambio climático. El Foro de Inversión en Química Sostenible y Ciencias de la Vida fue el marco de exposición de ocho proyectos empresa-riales en distintos campos de aplicación. Las jornadas fueron clausuradas por Gervasio Cordero, subdirector general de Crecimiento Empresarial del Ministerio de Industria, Turismo y Comercio; Luis Serrano, director general Solvay Ibérica y presidente de Feique, y el profesor Juan Roure, de IESE Business School.
composición de los tanques de almacenamiento, espe-rando reducir su peso, aumentar la eficiencia y facilitar el uso industrial de hidrógeno en forma sólida para los medios de transporte.Si los trabajos dan lugar a resultados positivos, EADS espera realizar en 2014 el primer vuelo de prueba de un prototipo de hidrógeno no tripulado y el objetivo a largo plazo es introducir este combustible en el mercado de los aviones comerciales. En opinión de Agata Godula-Jopek, experta en pilas de combustible y coordinadora del programa de generación de energía del equipo de EADS, “la sustitución del petróleo convencional por hidrógeno no contaminante en los motores de aviones y automóviles reduciría drásticamente las emisiones contaminantes y representaría una contribución significativa a la protec-ción del medio ambiente”.
El sector destaca el papel de la química como proveedor de soluciones sostenibles
Reducción de emisiones
PQ - MAR-ABR1124
Actualidad_Noticias
Un nuevo microscopio permite observar tanto virus vivos como el interior de las células
Hasta ahora, un microscopio óptico corriente podía analizar con cierta claridad objetos de 0,001 mm
aproximadamente, pero un equipo de investigadores de la Escuela de Ingeniería Mecánica, Aeroespacial y Civil de la Universidad de Manchester ha creado un nuevo artefacto, denominado ‘nanoscopio de microesferas’, que permite observar elementos de 50 nanómetros (un nanómetro es la millonésima parte de un metro) en condiciones de luz normal. A la cabeza del invento se encuentran el profesor Lin Li y el doctor Zengbo Wang, que contaron con la co-laboración de científicos de Singapur. El nuevo sistema consiste en captar imágenes virtuales ópticas de campo cercano, libres de difracción óptica, y
ampliarlas mediante una microesfera. El procedimiento se combina con un microscopio óptico estándar para observar el resultado a mayor tamaño. Los científicos aseguran que el nuevo artefacto permitirá a los especialistas en Biomedicina estudiar virus vivos y el interior de las células humanas. Con los microscopios eléctricos y de electrones actuales sólo se puede mirar la superficie de las células y en el caso de ir más allá con microscopios de fluorescencia, el proceso requiere teñir las muestras con compuestos químicos que penetran en los virus. El nuevo método, precisan los investigadores, podría servir en el futuro para analizar elementos de tamaño aún menor.
Nace el ‘nanoscopio de microesferas’
Noticias_Actualidad
Tecniberia reclama mayor contratación pública en 2011
Brasil acogerá del 10 al 12 de mayo las II Jornadas del Proyecto Iberquimia
Las Empresas de Ingeniería Españolas, agrupadas en Tecniberia (Asociación Española de Empresas
de Ingeniería, consultoría y servicios tecnológicos), han alertado de nuevas desapariciones de empresas y de un incremento del paro en el sector de no mejorar la contra-tación pública para 2011. El presidente de la Asociación, José Luis González, precisó que este año se han visto reducidas en un 50% las licitaciones en obra pública. Por ello, se ha transmitido al ministerio de fomento la necesidad de mantener una inversión pública mínima en ingeniería como medida clave para salir de la crisis y evitar que el sector vuelva a resentirse. González señaló que en españa se invierte alrededor de un 5% de la inversión total del proyecto a consultoría cuando la mayoría de los países desarrollados dedican un 10%; además, este gasto aún no está especificado ni en los presupuestos
Dar a conocer más profundamente las ventajas de participar en proyectos Iberoeka (instrumento
para impulsar la competitividad de las empresas iberoamericanas mediante el fomento de su parti-cipación en proyectos de innovación tecnológica en cooperación). Este es el objetivo de las II Jornadas del Proyecto Iberquimia “Innovaciones en Química Sostenible”, que tendrán lugar del 10 al 12 de mayo en Sao Paulo (Brasil), en el marco de la feria interna-cional Brasilplast. Iberquimia es el proyecto específico del sector químico español impulsado por la Federación Empresarial de la Industria Química Española (Feique) para la promo-ción y difusión del programa Iberoeka entre el sector químico de Iberoamérica. Con este encuentro tam-bién se pretende ofrecer una plataforma de contacto entre empresarios e investigadores de Iberoamérica que estén interesados en llevar a cabo proyectos de innovación en colaboración en el área de química y desarrollo sostenible.Las jornadas, de tres días de duración, están orga-nizadas por Feique junto a ABIQUIM (Asociación Brasileña de la Industria Química) con el apoyo de los
generales del estado ni en los de las comunidades au-tónomas. Otras de las propuestas son la adjudicación de proyectos apostando por criterios de calidad y no por precio, ayudas fiscales, incremento del apoyo a la exportación y terminar con “la competencia desleal de algunas empresas públicas, de forma que limite sus fun-ciones en el ámbito nacional y actúen exclusivamente como coordinadora pública para oportunidades inter-nacionales de las Empresas de Ingeniería Españolas”, según Tecniberia.El presidente de la asociación se refirió también al in-cremento del paro en el sector, así como a la “fuga de cerebros”, precisando que ya no se encuentran ofertas de ingeniería en los principales portales de empleo y que “estamos perdiendo el potencial de profesionales que podrían aportar el conocimiento, entusiasmo y experiencia necesaria para salir de la crisis”.
organismos gestores de Iberoeka a nivel internacional, así como en Brasil, Argentina y España. El evento coincide con la XIII Feria Internacional de la industria del plástico BrasilPlast 2011, que se celebrará en la misma ciudad en los días 9 y 13 de mayo. El programa se estructura en tres partes: sesiones temáticas para presentar proyectos de innovación en colaboración ya en marcha e ideas de futuro, encuen-tros bilaterales concertados previamente en función de las solicitudes realizadas por los participantes y visita técnica para profundizar en las relaciones y ciertos conocimientos técnicos. Con el fin de sufragar los gastos de viaje, se solicitó financiación al Centro para el Desarrollo Tecnológico Industrial (CDTI) a través de una Misión Internacional de Cooperación Tecnológica, con lo que las empresas españolas que participen cuentan con la opción de financiar su desplazamiento a las jornadas. El impor-te de estas ayudas en concepto de bolsa asciende a 1.560 euros por entidad, independientemente del número de participantes, cuya totalidad irá destinada a la cobertura de los gastos de viaje y estancia de los beneficiarios que sean seleccionados por el centro.
El sector alerta de nuevas desapariciones de empresas y del incremento de desempleo
Para dar a conocer las ventajas de participar en proyectos Iberoeka
PQ - MAR-ABR1126
Actualidad_Noticias
Los jóvenes investigadores químicos, convocados porSuschem-España para la tercera edición de sus premios
La plataforma tecnológica de química sostenible Suschem-España ha convocado por tercera vez los Pre-
mios Suschem Jóvenes Investigadores Químicos, cuyo plazo de admisión de solicitudes finalizará el próximo 6 de mayo. El objetivo es reconocer, incentivar y promover la actividad científica y divulgativa entre los jóvenes investigadores químicos del país. Dirigidos a jóvenes menores de 36 años, los galardones incorporan cuatro categorías diferentes, con una dotación en metálico de 1.500 euros cada una. Innova es el premio al mejor trabajo publicado (patente, publicación científica, comunicación en un congreso o póster) desarrollado a partir de una colaboración entre una o varias empresas y cualquier agente a la red de tecnología (opi, universidad o centro tec-nológico). El trabajo presentado debe haberse desarrollado en los dos últimos años en una o varias de las siguientes áreas relacionadas con la química sostenible: biotecnología industrial, diseño de reacciones y procesos, nuevos materiales y nanotecnologías, y residuos y reciclaje). Predoc es el premio al autor de la mejor publicación científica, con número de página de 2010, en cualquier área de la quí-mica y que no estuviera en posesión del título de doctor a 31 de diciembre de 2010, mientras que Postdoc es el premio al autor de la mejor publicación científica, con número de página de 2010, en cualquier área de la química, y que estuviera en posesión del título de doctor a 1 de enero de 2010. En cuanto a Futura, es el reconocimiento al mejor expediente académico de la licenciatura de química o cualquier otra titulación relacionada con la ciencia y la tecnología químicas, y cuyo título se hubiera obtenido en 2010. La instauración de los galardones en sus cuatro categorías ha sido promovida por la Plataforma Tecnológica de Química Sostenible Suschem España, el grupo especializado de jóvenes de la Real Sociedad Española de Química (RSEQ), la Asociación Nacional de Químicos de España (ANQUE), el Consejo General de Colegios de Químicos, la Federación Empresarial de la Industria Química Española (Feique) y el Foro Química y Sociedad. Todas estas ins-tituciones buscan con la iniciativa impulsar, desarrollar y divulgar la disciplina de la química tanto en su aspecto de ciencia pura como en el de sus aplicaciones. El jurado estará integrado por cinco miembros de cada una de las organizaciones promotoras de los premios y el fallo se dará a conocer antes del 15 de junio.
Las solicitudes podrán presentarse hasta el próximo 6 de mayo
28 PQ - MAR-ABR11
Prototipo de generación de energía eléctricay térmica en núcleos aislados mediante hibridación
Proyecto Hibrelec
Un grupo de investigadores de la Fundación cArtiF explica en las siguientes líneas los pormenores del Proyecto Hibrelec, nacido con el objetivo de diseñar un sistema integrado de generación de energía destinado a suministrar energía eléctrica y térmica en núcleos de población aislados mediante una tecnología basada en la hibridación de dos sistemas de generación de energía eléctrica: gasificación de biomasa y solar fotovoltaica. los autores explican también el funcionamiento del Prototipo Hibrelec desarrollado a lo largo del proyecto que, a partir del estudio de los posibles escenarios de aplicación y de las demandas energéticas y tipologías de consumo de cada zona, podría proporcionar energía eléctrica o térmica.
La energía eléctrica está presente en la práctica totalidad de las actividades de-sarrolladas por el hombre y su disponibi-lidad es un requisito imprescindible para el desarrollo de las zonas rurales. A través de la energía eléctrica es posible acceder
a una serie de servicios esenciales para el desarrollo humano, social y económico.
En Iberoamérica existen multitud de zonas desde las que no es posible acceder a energía de calidad, e incluso zonas que no disponen de su abastecimien-to. Se caracterizan, normalmente, por ser núcleos aislados que cuentan con escasas infraestructuras a nivel de comunicación y de redes viarias, y en mu-chos casos con un relieve que complica aún más esta situación. Todo esto imposibilita que estas regiones puedan realizar grandes inversiones en instalacio-nes de generación eléctrica. De ahí la importancia de implementar sistemas de producción basados en energía renovable cuya operación no suponga cos-tos elevados para los diferentes usuarios.
La independencia energética que brindan mu-chas de las fuentes renovables de energía, el au-mento de la dinámica económico-social en cuanto a generación de empleo y uso de recursos propios o locales, como es el caso de la biomasa y la energía solar, hacen que su utilización se pueda convertir en motor impulsor del desarrollo sostenible y del bien-estar humano en tales comunidades.
Proyecto HibrelecCon la motivación de contribuir a la solución de este problema de abastecimiento energético sur-gió el Proyecto Hibrelec (“Prototipo de generación
de energía eléctrica y térmica en núcleos aislados de Iberoamérica mediante hibridación”), que ha sido financiado con 800.000 euros durante cuatro años por el Programa Iberoamericano de Ciencia y Tecnología para el Desarrollo (Programa CYTED) a través de la convocatoria dirigida a Proyectos de Investigación Consorciados, con el número de ex-pediente P709PIC0228.
La Fundación CARTIF es la encargada de coor-dinar esta iniciativa en la que también participa el Centro de Desarrollo de Energías Renovables (CE-DER), dependiente del Centro de Investigaciones Energéticas, Medioambientales y Tecnológicas (CIEMAT), de España; el Centro de Gestión de la Información y Desarrollo de la Energía (organismo adscrito al Ministerio de Ciencia, Tecnología y Me-dio Ambiente cubano), Cubaenergía; el grupo de Investigación de Biomasa del Instituto Superior Politécnico José Antonio Echeverría (CETER-CUJAE), también de Cuba; el grupo de Termodinámica Apli-cada y Energías Alternativas de la Facultad de Mi-nas de la Universidad Nacional de Colombia, con sede en Medellín; el grupo de Química de Recursos Energéticos y Medio Ambiente de la Universidad de Antioquía, en Colombia; la Universidad Austral de Chile y el Instituto de Engenharia Mecânica e Ges-tão Industrial de Portugal.
El proyecto se presenta con el objetivo de dise-ñar un sistema integrado de generación de energía destinado a suministrar energía eléctrica y térmica en núcleos de población aislados. La tecnología de-sarrollada se basará en la hibridación de dos siste-mas de generación de energía eléctrica: gasificación de biomasa y solar fotovoltaica.
Energía
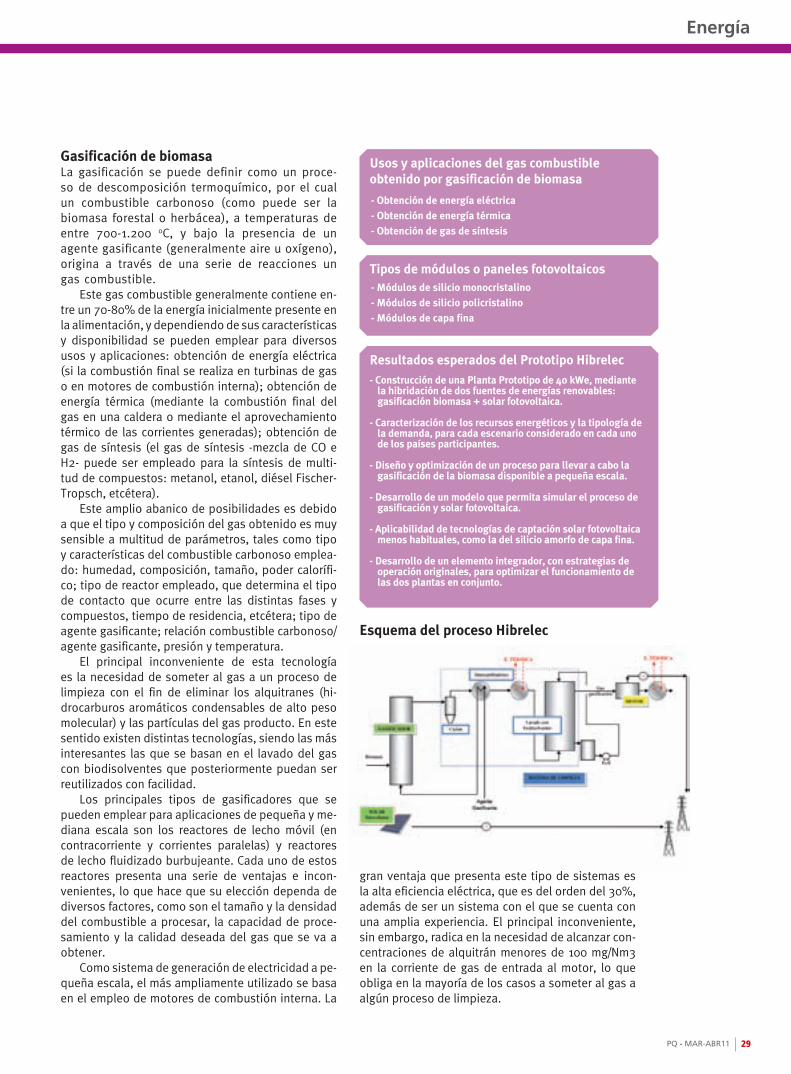
29PQ - MAR-ABR11
Usos y aplicaciones del gas combustibleobtenido por gasificación de biomasa
Tipos de módulos o paneles fotovoltaicos
Resultados esperados del Prototipo Hibrelec
- Obtención de energía eléctrica
- Obtención de energía térmica
- Obtención de gas de síntesis
- Módulos de silicio monocristalino
- Módulos de silicio policristalino
- Módulos de capa fina
Gasificación de biomasaLa gasificación se puede definir como un proce-so de descomposición termoquímico, por el cual un combustible carbonoso (como puede ser la biomasa forestal o herbácea), a temperaturas de entre 700-1.200 0C, y bajo la presencia de un agente gasificante (generalmente aire u oxígeno), origina a través de una serie de reacciones un gas combustible.
Este gas combustible generalmente contiene en-tre un 70-80% de la energía inicialmente presente en la alimentación, y dependiendo de sus características y disponibilidad se pueden emplear para diversos usos y aplicaciones: obtención de energía eléctrica (si la combustión final se realiza en turbinas de gas o en motores de combustión interna); obtención de energía térmica (mediante la combustión final del gas en una caldera o mediante el aprovechamiento térmico de las corrientes generadas); obtención de gas de síntesis (el gas de síntesis -mezcla de CO e H2- puede ser empleado para la síntesis de multi-tud de compuestos: metanol, etanol, diésel Fischer-Tropsch, etcétera).
Este amplio abanico de posibilidades es debido a que el tipo y composición del gas obtenido es muy sensible a multitud de parámetros, tales como tipo y características del combustible carbonoso emplea-do: humedad, composición, tamaño, poder calorífi-co; tipo de reactor empleado, que determina el tipo de contacto que ocurre entre las distintas fases y compuestos, tiempo de residencia, etcétera; tipo de agente gasificante; relación combustible carbonoso/agente gasificante, presión y temperatura.
El principal inconveniente de esta tecnología es la necesidad de someter al gas a un proceso de limpieza con el fin de eliminar los alquitranes (hi-drocarburos aromáticos condensables de alto peso molecular) y las partículas del gas producto. En este sentido existen distintas tecnologías, siendo las más interesantes las que se basan en el lavado del gas con biodisolventes que posteriormente puedan ser reutilizados con facilidad.
Los principales tipos de gasificadores que se pueden emplear para aplicaciones de pequeña y me-diana escala son los reactores de lecho móvil (en contracorriente y corrientes paralelas) y reactores de lecho fluidizado burbujeante. Cada uno de estos reactores presenta una serie de ventajas e incon-venientes, lo que hace que su elección dependa de diversos factores, como son el tamaño y la densidad del combustible a procesar, la capacidad de proce-samiento y la calidad deseada del gas que se va a obtener.
Como sistema de generación de electricidad a pe-queña escala, el más ampliamente utilizado se basa en el empleo de motores de combustión interna. La
gran ventaja que presenta este tipo de sistemas es la alta eficiencia eléctrica, que es del orden del 30%, además de ser un sistema con el que se cuenta con una amplia experiencia. El principal inconveniente, sin embargo, radica en la necesidad de alcanzar con-centraciones de alquitrán menores de 100 mg/Nm3 en la corriente de gas de entrada al motor, lo que obliga en la mayoría de los casos a someter al gas a algún proceso de limpieza.
Energía
Esquema del proceso Hibrelec
- Construcción de una Planta Prototipo de 40 kWe, mediante la hibridación de dos fuentes de energías renovables: gasificación biomasa + solar fotovoltaica.
- Caracterización de los recursos energéticos y la tipología de la demanda, para cada escenario considerado en cada uno de los países participantes.
- Diseño y optimización de un proceso para llevar a cabo la gasificación de la biomasa disponible a pequeña escala.
- Desarrollo de un modelo que permita simular el proceso de gasificación y solar fotovoltaica.
- Aplicabilidad de tecnologías de captación solar fotovoltaica menos habituales, como la del silicio amorfo de capa fina.
- Desarrollo de un elemento integrador, con estrategias de operación originales, para optimizar el funcionamiento de las dos plantas en conjunto.

30 PQ - MAR-ABR11
Energía solar fotovoltaicaLos módulos fotovoltaicos están formados por un conjunto de celdas, las cuales producen electricidad a partir de la luz que incide sobre ellas. Estas células están formadas por metales sensibles a la luz que desprenden electrones cuando los fotones inciden sobre ellos, convirtiendo la energía luminosa en energía eléctrica en forma de corriente continua.
Existen básicamente tres tipos de módulos o pa-neles fotovoltaicos en función del tipo de material que se use en su fabricación: los módulos de sili-cio monocristalino se obtienen cortando obleas de un solo cristal de silicio cristalino puro y consiguen rendimientos del 15% al 18%; los módulos de silicio policristalino se forman a partir de obleas formadas por muchos cristales de silicio (estos paneles se ba-san en secciones de una barra de silicio que se ha estructurado desordenadamente en forma de pe-queños cristales, y su rendimiento es menor que con los monocristalinos siendo su precio también más bajo); además, se cuenta con módulos de capa fina (se basan en materiales extremadamente delgados de muy bajo coste, con propiedades fotosensibles).
Los módulos de capa fina son más económicos que los monocristalinos y policristalinos, pero su rendimiento también es algo menor. Estéticamente son más atractivos, por lo que son muy recomenda-bles para soluciones de integración solar fotovoltai-ca en edificios y su rendimiento ante cambios brus-cos de temperatura es muy bueno.
En este grupo se distinguen varios tipos: CIGS (basados en cobre, indio, galio y selenio), telurio de cadmio y CIS (una clase de película de cobre).
Dentro de los resultados esperados en el pro-yecto se pretende incrementar la aplicabilidad de tecnologías de captación solar fotovoltaica menos habituales, como la del silicio amorfo de capa fina. Estas celdas también se basan en el silicio pero, a diferencia de los monocristalinos y policristali-nos, este material no sigue estructura cristalina alguna.
Por otra parte, la producción de electricidad me-diante sistemas fotovoltaicos puede dividirse en producción aislada y conectada a red. En las insta-laciones fotovoltaicas conectadas a red, la energía eléctrica generada por los módulos es transformada en corriente alterna mediante un inversor y vertida a la red eléctrica de distribución en el punto de co-nexión. Cuando se trata de sistemas autónomos o aislados, tienen la misión de garantizar un abasteci-miento de electricidad independiente de la red eléc-trica pública, incluyendo en su diseño sistemas de acumulación de energía eléctrica (baterías). En estos casos es necesario que la instalación cuente con al-gún sistema de apoyo para asegurar el suministro en los días de ausencia de sol. Una de las principales aplicaciones de la producción aislada es la electrifi-cación de pequeños núcleos rurales.
Hibridación gasificaciónbiomasa-solar fotovoltaicaLa aplicación de sistemas de hibridación de ener-gías renovables se basa en el empleo de siste-mas de control, que permiten atender la demanda
Energía
La gasificación de biomasa es un proceso de descomposición termoquímico por el que un combustible carbonoso origina a través de una serie de reacciones un gas combustible.
Laboratorio de gasificación en lecho fluidizado burbujeante de laFundación Cartif (+- 25 kg/h de capacidad de tratamiento de biomasa).

eléctrica de cada momento y asegurar la potencia disponible, por lo que se pueden considerar como sistemas que permiten el desarrollo de plantas ges-tionables facilitando la inclusión de estas energías en las redes.
En el caso concreto de sistemas basados en la hibridación gasificación biomasa-solar fotovoltaica, se caracterizan por dar siempre preferencia al apro-vechamiento fotovoltaico de la energía aportada por el sol, complementándose con el gasificador de bio-masa el déficit energético. Dependiendo de las con-diciones ambientales, el modo de operación podrá ser variable, de modo que el gasificador siempre es-tará en funcionamiento, pero reducirá o aumentará su aporte a la red en función de la intensidad solar y, por tanto, del aporte de los paneles fotovoltaicos y de sus acumuladores. Cuanto mayor sea la intensi-dad solar, menor será el aporte necesario por parte del gasificador.
Prototipo HibrelecEl prototipo que se desarrolla a lo largo del pro-yecto estará formado por la combinación de un módulo de gasificación de biomasa, un sistema de limpieza de gases y uno o varios moto-generadores de 30-35 kWe de potencia en total, junto con otro de captación solar fotovoltaica de 5-10 kWe, for-mado por un conjunto de paneles y un sistema de almacenamiento más el sistema de regulación (ver “Esquema del proceso Hibrelec”).
El conjunto será integrado y se instalará en un contenedor en cuyas paredes y techo se ubicarán los paneles solares, lo que permitirá que la totali-dad de la instalación pueda trasladarse al lugar de demanda. También están contemplados servicios de alimentación de biomasa y evacuación de los tipos de energía que se necesiten en cada zona. En este sentido, se evaluará el recurso solar y los recursos de biomasa existentes en los países participantes, aptos para su uso en el proceso de gasificación.
El sistema de generación de energía podrá pro-ducir energía eléctrica mediante el módulo de mo-tores duales (gas y biocarburante) y/o los paneles fotovoltaicos, así como energía térmica mediante el aprovechamiento de los humos de salida del motor y de sus fluidos de refrigeración.
La utilización de biomasa y energía solar combi-nadas en el sistema híbrido propuesto aporta al sis-tema la posibilidad de suministrar energía de forma ininterrumpida, si esto fuese necesario. Cuenta con la ventaja de aprovechar los recursos locales de cada zona de una forma óptima, asegurando la adaptabi-lidad del sistema a la demanda concreta y reducien-do la necesidad de almacenamiento energético.
De este modo, el prototipo podría ser capaz de proporcionar energía para abastecer las necesida-
des de electricidad, o mediante la integración con otros sistemas proporcionar agua caliente sanitaria, permitir la generación de frío, etcétera, para lo que será necesario estudiar los escenarios de aplicación determinando las demandas energéticas y las tipo-logías de consumo propias de cada zona.
Los resultados que se esperan alcanzar al finali-zar el proyecto Hibrelec se enumeran a continuación: construcción de una Planta Prototipo de 40kWe, mediante la hibridación de dos fuentes de energías renovables: gasificación biomasa + solar fotovoltai-ca; caracterización de los recursos energéticos y la tipología de la demanda para cada escenario con-siderado en cada uno de los países participantes; diseño y optimización de un proceso para llevar a cabo la gasificación de la biomasa disponible a pe-queña escala; desarrollo de un modelo que permita simular el proceso de gasificación y solar fotovoltai-ca; aplicabilidad de tecnologías de captación solar fotovoltaica menos habituales, como la del silicio amorfo de capa fina; y desarrollo de un elemento integrador con estrategias de operación originales para optimizar el funcionamiento de las dos plantas en conjunto.
Texto de D. Díez, A. Urueña, C. Torres, A. Felipe Macía, F. Frechoso y G. Antolín Fundación CARTIF
Planta piloto de la gasificación en lecho fluidizado burbujeante de la Fundación Cartif (+- 5 kg/h de capacidad de tratamiento de biomasa).
Los módulos fotovoltaicos están formados por un conjunto de celdas, las cuales producen electricidad a partir de la luz que incide sobre ellas.
31PQ - MAR-ABR11
Energía
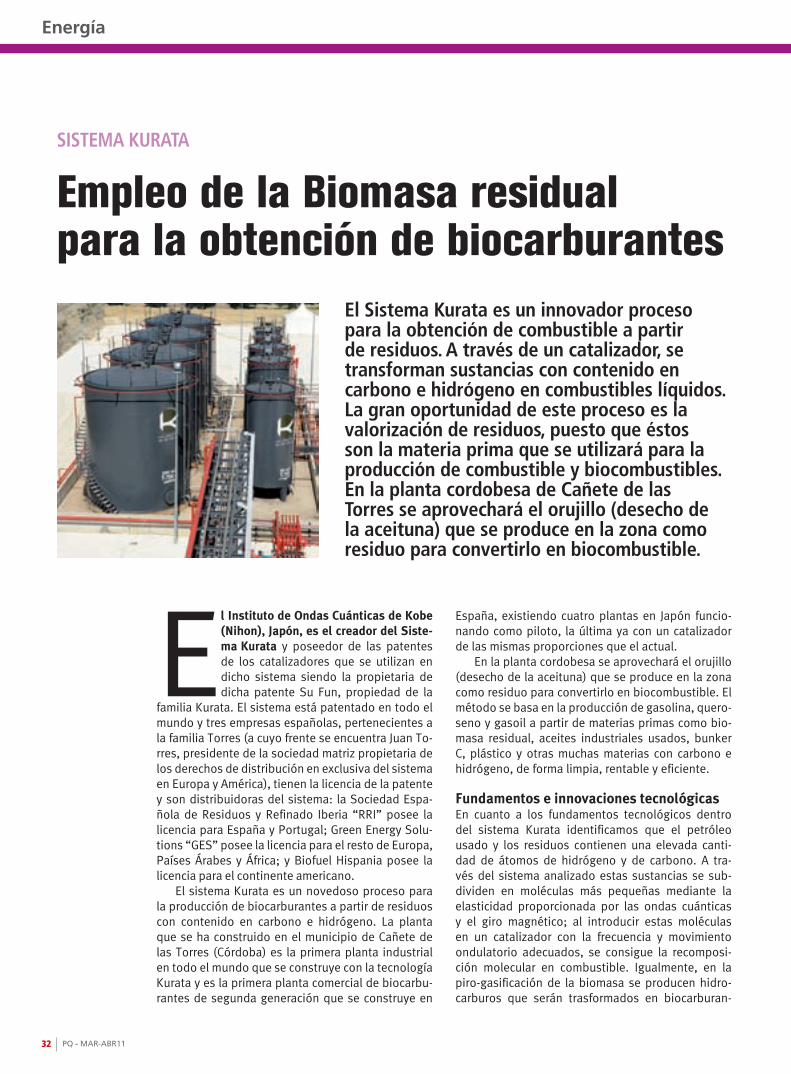
32 PQ - MAR-ABR11
Empleo de la Biomasa residualpara la obtención de biocarburantes
SiStema Kurata
el Sistema Kurata es un innovador proceso para la obtención de combustible a partir de residuos. a través de un catalizador, se transforman sustancias con contenido en carbono e hidrógeno en combustibles líquidos. La gran oportunidad de este proceso es la valorización de residuos, puesto que éstos son la materia prima que se utilizará para la producción de combustible y biocombustibles. en la planta cordobesa de Cañete de las torres se aprovechará el orujillo (desecho de la aceituna) que se produce en la zona como residuo para convertirlo en biocombustible.
El Instituto de Ondas Cuánticas de Kobe (Nihon), Japón, es el creador del Siste-ma Kurata y poseedor de las patentes de los catalizadores que se utilizan en dicho sistema siendo la propietaria de dicha patente Su Fun, propiedad de la
familia Kurata. El sistema está patentado en todo el mundo y tres empresas españolas, pertenecientes a la familia Torres (a cuyo frente se encuentra Juan To-rres, presidente de la sociedad matriz propietaria de los derechos de distribución en exclusiva del sistema en Europa y América), tienen la licencia de la patente y son distribuidoras del sistema: la Sociedad Espa-ñola de Residuos y Refinado Iberia “RRI” posee la licencia para España y Portugal; Green Energy Solu-tions “GES” posee la licencia para el resto de Europa, Países Árabes y África; y Biofuel Hispania posee la licencia para el continente americano.
El sistema Kurata es un novedoso proceso para la producción de biocarburantes a partir de residuos con contenido en carbono e hidrógeno. La planta que se ha construido en el municipio de Cañete de las Torres (Córdoba) es la primera planta industrial en todo el mundo que se construye con la tecnología Kurata y es la primera planta comercial de biocarbu-rantes de segunda generación que se construye en
España, existiendo cuatro plantas en Japón funcio-nando como piloto, la última ya con un catalizador de las mismas proporciones que el actual.
En la planta cordobesa se aprovechará el orujillo (desecho de la aceituna) que se produce en la zona como residuo para convertirlo en biocombustible. El método se basa en la producción de gasolina, quero-seno y gasoil a partir de materias primas como bio-masa residual, aceites industriales usados, bunker C, plástico y otras muchas materias con carbono e hidrógeno, de forma limpia, rentable y eficiente.
Fundamentos e innovaciones tecnológicasEn cuanto a los fundamentos tecnológicos dentro del sistema Kurata identificamos que el petróleo usado y los residuos contienen una elevada canti-dad de átomos de hidrógeno y de carbono. A tra-vés del sistema analizado estas sustancias se sub-dividen en moléculas más pequeñas mediante la elasticidad proporcionada por las ondas cuánticas y el giro magnético; al introducir estas moléculas en un catalizador con la frecuencia y movimiento ondulatorio adecuados, se consigue la recomposi-ción molecular en combustible. Igualmente, en la piro-gasificación de la biomasa se producen hidro-carburos que serán trasformados en biocarburan-
Energía
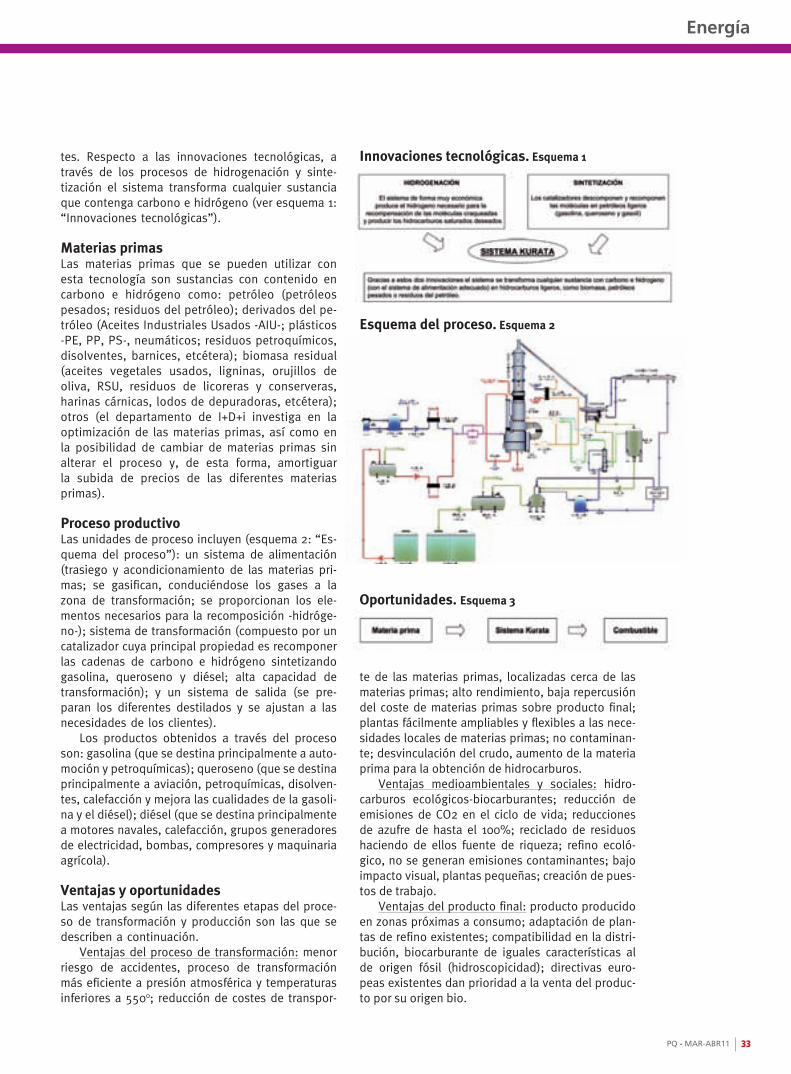
33PQ - MAR-ABR11
tes. Respecto a las innovaciones tecnológicas, a través de los procesos de hidrogenación y sinte-tización el sistema transforma cualquier sustancia que contenga carbono e hidrógeno (ver esquema 1: “Innovaciones tecnológicas”).
Materias primasLas materias primas que se pueden utilizar con esta tecnología son sustancias con contenido en carbono e hidrógeno como: petróleo (petróleos pesados; residuos del petróleo); derivados del pe-tróleo (Aceites Industriales Usados -AIU-; plásticos -PE, PP, PS-, neumáticos; residuos petroquímicos, disolventes, barnices, etcétera); biomasa residual (aceites vegetales usados, ligninas, orujillos de oliva, RSU, residuos de licoreras y conserveras, harinas cárnicas, lodos de depuradoras, etcétera); otros (el departamento de I+D+i investiga en la optimización de las materias primas, así como en la posibilidad de cambiar de materias primas sin alterar el proceso y, de esta forma, amortiguar la subida de precios de las diferentes materias primas).
Proceso productivoLas unidades de proceso incluyen (esquema 2: “Es-quema del proceso”): un sistema de alimentación (trasiego y acondicionamiento de las materias pri-mas; se gasifican, conduciéndose los gases a la zona de transformación; se proporcionan los ele-mentos necesarios para la recomposición -hidróge-no-); sistema de transformación (compuesto por un catalizador cuya principal propiedad es recomponer las cadenas de carbono e hidrógeno sintetizando gasolina, queroseno y diésel; alta capacidad de transformación); y un sistema de salida (se pre-paran los diferentes destilados y se ajustan a las necesidades de los clientes).
Los productos obtenidos a través del proceso son: gasolina (que se destina principalmente a auto-moción y petroquímicas); queroseno (que se destina principalmente a aviación, petroquímicas, disolven-tes, calefacción y mejora las cualidades de la gasoli-na y el diésel); diésel (que se destina principalmente a motores navales, calefacción, grupos generadores de electricidad, bombas, compresores y maquinaria agrícola).
Ventajas y oportunidadesLas ventajas según las diferentes etapas del proce-so de transformación y producción son las que se describen a continuación.
Ventajas del proceso de transformación: menor riesgo de accidentes, proceso de transformación más eficiente a presión atmosférica y temperaturas inferiores a 5500; reducción de costes de transpor-
te de las materias primas, localizadas cerca de las materias primas; alto rendimiento, baja repercusión del coste de materias primas sobre producto final; plantas fácilmente ampliables y flexibles a las nece-sidades locales de materias primas; no contaminan-te; desvinculación del crudo, aumento de la materia prima para la obtención de hidrocarburos.
Ventajas medioambientales y sociales: hidro-carburos ecológicos-biocarburantes; reducción de emisiones de CO2 en el ciclo de vida; reducciones de azufre de hasta el 100%; reciclado de residuos haciendo de ellos fuente de riqueza; refino ecoló-gico, no se generan emisiones contaminantes; bajo impacto visual, plantas pequeñas; creación de pues-tos de trabajo.
Ventajas del producto final: producto producido en zonas próximas a consumo; adaptación de plan-tas de refino existentes; compatibilidad en la distri-bución, biocarburante de iguales características al de origen fósil (hidroscopicidad); directivas euro-peas existentes dan prioridad a la venta del produc-to por su origen bio.
Energía
Innovaciones tecnológicas. Esquema 1
Esquema del proceso. Esquema 2
Oportunidades. Esquema 3

34 PQ - MAR-ABR11
Ventajas de vida del producto, CO2: se produce una gran reducción de emisiones de efecto inver-nadero en su ciclo de vida, debido a que se evita importar el crudo equivalente. Igualmente, conviene destacar que Europa es deficitaria de diésel y exce-dentaria de gasolina, por lo que ayuda a equilibrarlo y se evita la importación y exportación, con la con-siguiente reducción de emisiones y riesgo de acci-dentes en su transporte. Además, el combustible se produce donde se genera el residuo, generalmente al lado de donde se consume, por lo que se reducen las emisiones de CO2 en la distribución del destila-do, y al aumentar el rendimiento del crudo se reduce su transporte.
Desde una perspectiva global, las ventajas se re-cogen en el gráfico 1 (“Ventajas desde una perspec-tiva global”).
Dentro de las oportunidades de usar el sistema Kurata podemos destacar las relacionadas con las materias primas, ya que usa residuos problemáticos, adquiridos a bajo coste, para un proceso de trans-formación económico, limpio y con alto nivel de rendimiento, dando como resultado un combustible destilado medio de alto valor añadido (ver esquema 3: “Oportunidades”).
Desde el punto de vista medioambiental, las di-ferentes ventajas según el origen material que se use serán diversas.
Petróleo: en España existe una capacidad de re-fino de crudo de aproximadamente 65 MMTn/año; generan entre un 15% y 20% de residuo de vacio (Rv), entre 10 y 13 MMTn/ año; en la actualidad, este residuo tiene costosos tratamientos para su reutili-zación o eliminación.
Plásticos: el plástico es otro de los residuos abundantes de difícil tratamiento y efectos nocivos para el medio ambiente; en la actualidad, este resi-duo tiene costosos tratamientos para su reutiliza-ción o eliminación; en España se reciclan aproxima-damente 400.000 Tn/ año. Se calcula que entorno a 1.000.000 Tn/año es la cantidad que se deberían retirar del mercado.
Aceites industriales usados: el aceite es un resi-duo que tiene demanda en el mercado por su den-sidad y su poder calorífico, el uso más habitual es regenerarlo o quemarlo para producción de calor en cementeras o similares, con el consiguiente im-pacto ambiental que esto supone; en España se reciclan aproximadamente 250.000 Tn/año. En la actualidad, este residuo tiene costosos tratamien-tos para su regeneración.
Biomasa residual: el residuo procedente de bio-masa en España es superior a 1 Tn/año y habitante lo que nos sitúa por encima de los 40 MMTn/año de biomasa residual. Las zonas donde se encuentran estos residuos son: vertederos= Residuos Sólidos Urbanos (RSU), grandes industrias (licoreras, oliva-reras, conserveras, huertas industriales), cárnicas y depuradoras de agua, zonas de cultivo, etcétera.
Técnicamente, la creación de este tipo de plantas industriales supondrá la implantación de una nue-va tecnología más eficiente para la producción de biocombustibles a partir de elementos con poco o ningún valor, como pueden ser residuos plásticos, aceites minerales o derivados del petróleo general.
Entre otros aspectos importantes aportados por esta nueva tecnología se encuentran los siguien-tes: reduce de forma muy significativa la emisión de gases efecto invernadero a la atmósfera en su ciclo de vida, en comparación con los combustibles actuales, y el producto obtenido puede estar total-mente desulfurizado.
Respecto a las oportunidades del sistema desde el punto de vista económico se obtiene un combus-tible rentable y ecológico, con un proceso limpio y cuidadoso con el medio ambiente, generando riqueza de un producto que es un problema para la sociedad. Durante el proceso de transformación, se obtiene un carburante limpio y de alto rendimiento.
Según la Directiva Europea 2003/30, las com-pañías petroleras están obligadas a incorporar un 5,75% de biocarburantes a su línea de productos. Este porcentaje se eleva al 10% para el año 2020. Además, los biocarburantes de segunda generación (obtenidos a partir de residuos) computan el doble a efectos del porcentaje obligatorio establecido.
La Unión Europea autoriza la exención de im-puestos cuando se trata de biocombustibles, lo que le hace un producto muy atractivo ante la gran carga impositiva que tienen los combustibles fósiles. Esto supone una venta del producto más fácil, además de tener un valor de mercado más alto.
La actividad creará puestos de trabajo directos e indirectos, marcando las bases para la creación de nuevas plantas, las cuales podrán gestionar distin-tos tipos de residuos, y producir distintos tipos de combustible en función de la zona donde se ubiquen y de la demanda existente de biocarburantes.
Energía
Ventajas desde una perspectiva global. Gráfico 1

Primera planta: Cañete de las TorresLa primera planta a nivel mundial en la utilización de este sistema se ha construido en el municipio de Cañete de las Torres (Córdoba). Además, es la primera planta comercial de biocarburantes de se-gunda generación que se construye en España. La planta de Cañete de las Torres tiene una capacidad de 10.000 Tn/año de producción de biocarburan-tes, y utiliza como materia prima 30.000 Tn/año de orujillo de aceituna. La planta puede usar cualquier tipo de biomasa.
Esta nueva fábrica se ha construido en un total de siete meses y ha supuesto una inversión total de 14 millones de euros. Ha sido financiada con fondos Cardiles Oil Company, contando con las siguientes ayudas: Agencia Andaluza de la Energía, 1.400.000 euros a fondo perdido, y Ministerio de Industria, 1.069.000 euros de préstamo a diez años. La planta empleará a un total de catorce personas de manera directa.
Además, se espera que la planta industrial cua-druplique la producción en un futuro con la adquisi-ción de tres nuevas hectáreas.
En cuanto a la expansión en un futuro del siste-ma en nuevas plantas, en otoño de este año entrará
en funcionamiento en Barajas de Melo (Cuenca) la segunda planta en la que se tratarán plásticos. A mediados del año próximo, en Almería, una terce-ra planta convertirá en biocarburantes los residuos vegetales (ambas plantas serán de triple capacidad que la planta de Cañete de las Torres), y también en el año próximo, en Ecuador y Florida, comenzarán a funcionar otras dos plantas para el tratamiento de residuos del petróleo y plásticos.
Texto de PQ [email protected]
Energía
El método se basa en la producción de gasolina, queroseno y gasoil a partir de distintas materias primas de forma limpia, rentable y eficiente.
36 PQ - MAR-ABR11
Cogeneración: un futuro de eficiencia
Situación actual y previSioneS de eSta tecnología energética
la cogeneración inicia 2011 con buen ánimo. los datos de red eléctrica de españa, operador del sistema, confirmaban recientemente que el 12% de la demanda de electricidad de nuestro país se había cubierto en 2010 con cogeneración. la cifra es ya significativa, pero queda todavía demasiado lejos de los objetivos oficialmente marcados para este sistema. Sin embargo, es muy posible que durante este año seamos testigos de un considerable impulso en el desarrollo de la cogeneración en nuestro país, algo que beneficiará no sólo a la industria que cogenera sino a nuestra economía y a nuestro medio ambiente.
La cogeneración alcanzó el pasado ejerci-cio una producción estimada de unos 32 TWh, ligeramente por encima de la alcan-zada un año antes. Esta cifra supone un crecimiento de la cobertura de la deman-da nacional mediante cogeneración, que
pasa, como apuntábamos anteriormente, del 11% en el año 2009 al 12% en 2010. Este dato supone una ex-celente noticia, habida cuenta de que en el contexto actual de crisis las industrias que emplean cogenera-ción han sido capaces de mantener e incluso incre-mentar sus producciones empleando este sistema, sinónimo de eficiencia energética.
Las empresas cogeneradoras trabajan en secto-res que suponen el 40% de nuestro PIB industrial (ex construcción) y suman 1,4 millones de empleos, por lo que la cogeneración es un indicador adelan-tado de la producción de las empresas industriales más eficientes, que logran ser más competitivas y no perder posiciones de mercado empleando para ello el ahorro de energía mediante la cogeneración.
Los cogeneradores proporcionan además a nues-tro país significativas y evidentes ventajas, como las que ha evaluado The Boston Consulting Group en su informe “Valoración de los beneficios asociados al desarrollo de la cogeneración en España”, publicado a finales del pasado año y que muestra cómo la co-generación es una herramienta clave para la compe-titividad de las empresas industriales y de servicios que la utilizan. De igual forma, es fundamental para alcanzar los objetivos nacionales de eficiencia ener-gética y ahorro de emisiones de CO2.
Ahorros de la cogeneraciónLa cogeneración ahorra al país 1,5 millones de to-neladas equivalentes de petróleo, reduce un 3,2%
nuestras emisiones de gases de efecto invernadero y genera significativos ahorros en los costes de la red: en total más de 1.000 millones de euros anuales que ahorra al sistema eléctrico, ello sin contar los restan-tes beneficios derivados de su aportación a la com-petitividad industrial, al mantenimiento del empleo, a la reducción de la dependencia energética o como motor de inversión e impulso a la innovación.
En definitiva, la cogeneración aporta mucho y bueno al bienestar y al desarrollo sostenible del país, y va asociada a la economía productiva y ex-tendida a lo largo de su cadena de suministro. La co-generación supone el 12% de la producción eléctrica y el 7% de la energía final consumida en España, uti-lizando el 20% del consumo nacional de gas natural y otros combustibles ya que, además, el 30% de la generación con biomasa en España también utiliza la cogeneración.
Conviene también destacar en este balance de 2010 que el año que venimos de cerrar ha sido im-portante para completar el marco regulatorio de la cogeneración, ya que se dieron soluciones norma-tivas a las dos principales peticiones históricas del sector desde que se aprobase el actual marco en el Real Decreto 661/2007.
Renovación de plantasPor otro, debemos señalar que la regulación a tra-vés del RD 1565/2010 para la tan largamente espera-da modificación sustancial ha establecido un marco homogéneo para que el sector pueda acometer la renovación tecnológica y la mejora de la eficiencia en una parte significativa de sus instalaciones.
El Plan Renove conllevará que unos 2.000 MW de instalaciones se renovarán y mejorarán su eficiencia en los próximos tres años, con más de 1.000 millo-
Opinión

La cogeneración es una herramienta clave de competitividad para gran parte del tejido industrial español.
Las ventajas de la cogeneración llegan a cerca de mil instalaciones, fundamentalmente industriales pero también de servicios.
37PQ - MAR-ABR11
nes de euros de inversión, sirviendo de importante motor de empleo, mejora de competitividad de la in-dustria asociada y mejora de la eficiencia energética del sistema eléctrico. No obstante, aún quedan im-portantes desarrollos regulatorios en el sector (Ley de Ahorro Energético, primas y tarifas para después de 2012, acceso y conexión, CO2, etcétera) pero las estructuras básicas del marco regulatorio de la co-generación están bien asentadas. En un sector que requiere por su naturaleza frecuentes ajustes, el dis-poner de principios estructurales sólidos avalados por un marco europeo y una apuesta del país decidi-da es una gran ventaja.
A más cogeneración,más eficiencia energéticaEl potencial de desarrollo de la cogeneración es de 25.000 MW, desde los actuales 6.000 MW. La cogeneración ha mantenido en 2010 sus tasas de actividad y apunta buenas perspectivas de creci-miento si somos capaces de lograr que lo que es uno de los activos más eficientes y eficaces del país sea realmente una prioridad en las políticas energéticas, industriales y ambientales de futuro en España.
Las políticas energéticas europeas priorizan la eficiencia energética, algo especialmente necesario en el contexto de crisis económica actual. Las ac-tividades relacionadas con la eficiencia energética están llamadas a convertirse en uno de los motores de desarrollo para una economía competitiva y ade-más con una mayor repercusión en la creación de empleo directo.
Las necesidades específicas de desarrollo de las políticas de eficiencia energética requieren la cola-boración de múltiples sectores, fabricantes y admi-nistraciones, con alto grado de especialización. Toda una labor por hacer con muy poco coste y múltiples beneficios, sin duda un importante valor para el sos-tenimiento y creación de nuevo empleo que va a re-querir de desarrollos de marcos adecuados.
Una de las claves de las políticas de eficiencia energética es la cogeneración, que permite una me-jora de la eficiencia energética del 30% y que re-cibe un importante estímulo a su desarrollo desde las políticas europeas. En estos meses se revisará la Directiva de Fomento de Cogeneración (2004), tras lo cual es posible que se establezcan objetivos obli-gatorios de desarrollo por países, que implementen los potenciales nacionales de cogeneración de alta eficiencia ya detectados.
Hoy, las ventajas de la cogeneración llegan a cerca de mil instalaciones, fundamentalmente indus-triales pero también de servicios, pronto pueden ser muchas más. Arrancamos 2011 con la firme voluntad de impulsar la cogeneración, de trabajar y luchar por
difundir las ventajas de un sistema que es sinónimo de energía eficiente.
La cogeneración es y seguirá siendo una valiosa herramienta de competitividad para gran parte del tejido industrial español, aportando eficiencia ener-gética y medioambiental. La experiencia demuestra que las industrias con cogeneración logran impor-tantes ahorros siendo más competitivas para man-tener su posición en los mercados nacionales e in-ternacionales. En ACOGEN (Asociación Española de Cogeneración) consideramos que la cogeneración ha entrado en 2011 con buen pie para lograr desa-rrollarse de forma significativa en los próximos doce meses; sabemos que puede aumentar la potencia, que se renovarán plantas y se harán más eficientes y que todo ello redundará positivamente en la eco-nomía del país. De igual forma, estamos seguros de que apoyar la cogeneración es promover el empleo, la competitividad, la innovación, la eficiencia y el ahorro energético, así como la reducción de emisiones.
Texto de José Manuel ColladosPresidente de ACOGEN
Opinión

38 PQ - MAR-ABR11
El papel de los inversores solares en la generación de energía
ProPiedades de los inversores centrales y de tiPo string
los inversores son unos componentes esenciales para la generación sostenible de energía. las células fotovoltaicas producen corriente continua y el inversor la convierte en alterna para que pueda ser inyectada a la red general (instalaciones conectadas a la red) o para autoconsumo mediante acumulación de energía (instalaciones aisladas de la red). la medición de red y los incentivos económicos, como las tarifas preferenciales por la inyección a la red de la electricidad generada mediante energía solar, han propiciado el rápido incremento de los sistemas de energía fotovoltaica en un gran número de países.
Los inversores centrales de ABB disponen de compensación del factorde potencia como estándar para ajustarse a los códigos de red.
En las centrales eléctricas fotovoltaicas (FV) a gran escala (a partir de 1 MW), los módulos FV suelen estar montados a ras de suelo, sobre estructuras fijas inclina-das y orientadas hacia el sol o sobre dis-positivos de seguimiento. Estas centrales
terrestres constituyen la solución más rentable para la producción de energía solar con células fotovoltaicas, ya que entregan electricidad directamente a la red de media tensión (MT).
En centrales eléctricas FV, los paneles solares es-tán agrupados eléctricamente de manera óptima for-mando lo que se conoce como cadenas (strings). A su vez, estas cadenas están conectadas en paralelo me-diante cajas de unión para formar matrices. Las cajas de unión están distribuidas alrededor del campo FV para reducir el cableado y suelen proteger contra la sobretensión y supervisar la intensidad de las cade-nas de paneles. Las cajas de unión están conectadas al inversor central. En cuanto a la central eléctrica, dispone de varios inversores centrales que entregan la electricidad en CA a la red mediante transformado-res de MT.
Inversores para plantas industrialesLos sistemas de energía fotovoltaica (FV) instalados en edificios comerciales y plantas industriales cons-tituyen un buen ejemplo de la generación distribuida de energía. En este caso, se consume energía en el mismo lugar donde se produce, con lo que puede reducirse la cantidad de electricidad extraída de la red durante las horas punta diurnas. Esto es venta-joso porque se evitan las pérdidas por transmisión de la red. Normalmente, la potencia entregada a la red de este tipo de instalaciones es de cientos de kilovatios.
En los edificios comerciales y plantas industriales, los paneles solares suelen estar montados en azo-teas o en tejados planos, sobre estructuras inclinadas orientadas hacia el sol. En ocasiones, los módulos so-lares se integran en la estructura exterior del edificio, lo que representa una alternativa práctica y econó-mica a los costosos materiales de construcción que se utilizan en las fachadas o los paneles de tejado. Además, no se necesita un espacio de suelo adicio-nal cuando estos módulos solares se integran en los edificios.
Para este tipo de sistema existen dos soluciones básicas. En las instalaciones en las que las condicio-nes de radiación son uniformes para todos los pane-les, la opción de inversores centrales es la más renta-ble. Al igual que en las centrales eléctricas FV a gran escala montadas a ras de suelo, se pueden emplear inversores centrales conectados a red de media o baja tensión mediante un transformador específico.
En el caso de instalaciones con radiaciones no uniformes con conexión a baja tensión pueden
Energía

emplearse inversores de tipo string, que permiten una conexión directa a la red sin necesidad de transformador.
Inversores string para edificiosresidenciales y comercialesLos sistemas FV son una de las pocas tecnologías de generación de energía que pueden ser instaladas en el mismo lugar de consumo, con independencia de la cantidad de energía requerida. Esto supone un enorme ahorro de costes en infraestructuras, como cableado, transformadores e interruptores.
En edificios residenciales y comerciales, los paneles FV frecuentemente están instalados en distintas superficies con pequeñas variaciones de orientación para evitar en lo posible el sombreado, por lo que la radiación solar no es uniforme. Los inversores string pueden facilitar la adaptación a pautas solares muy diferentes y constituyen una respuesta flexible y económica a éstos. Este tipo de inversores integra dispositivos de protección moni-torizados en una solución completa, segura y com-pacta. Con una elevada tensión máxima de entrada se persigue reducir el coste del cableado y posibles
pérdidas. Debido a la unidad de control desmonta-ble con pantalla gráfica no necesita soluciones de monitorización adicionales.
Texto de Xavier BusquetsSolar Inverters Sales Manager de ABB
Energía
El inversor string monofásico compacto PVS300 se conecta a la red de baja tensión y no precisa transformador.
40 PQ - MAR-ABR11
Aprovechamiento de la biomasaen un centro de educación ambiental
Optimización energética
el proyecto compartido entre termosun y Hc ingeniería ha dotado la instalación de un sistema de aprovechamiento de biomasa para calefacción y otros usos térmicos en sustitución de dos calderas de gasoil y de diversos sistemas eléctricos. Se trata de un paso más en el uso de la biomasa mediante la instalación de las calderas multicombustibles KWB powerfire tDS 150 de 150 kW y Herz Biomatic Biocontrol 3000 de 400 kW, situadas en salas y silos de almacenamiento diferentes y un sistema de control para garantizar el correcto funcionamiento de la instalación, hacer un seguimiento adecuado de la misma y regular su óptimo rendimiento.
cuadrados y un consumo aproximado de energía de 400 MWh anuales, que representan unas 115 tonela-das de biomasa al año.
La segunda zona, de unos 890 metros cuadrados útiles, comprende dos cabañas con dos módulos in-dependientes cada una, más una tercera que sirve de comedor. Esta zona es atendida por la caldera de biomasa de KWB, que cubre los 100 MWh/año de energía necesarios, lo que significa un consumo total de unas 28 toneladas de biomasa anuales.
Para determinar la potencia requerida para la instalación se analizaron las necesidades térmicas, los sistemas de calefacción existentes, así como el tipo de consumo previsto. En lo que se refiere a las necesidades térmicas de la instalación y que afectan al dimensionado de la misma, cabe destacar que el edificio principal está destinado a oficinas, salas de exposiciones y salas de reunión, lo que concentra su consumo energético en horas laborables. En cambio, el uso de las cabañas aula y las de residencia está directamente ligado a los cursos organizados por el centro. El edificio principal se encuentra calefactado mediante un sistema de suelo radiante, mientras que el resto de edificios lo hacen mediante radiadores. Respecto al consumo, el área que incluye el edificio principal donde se encuentra la caldera de biomasa HERZ requiere principalmente calefacción, mientras que la zona de residencia y comedor donde está la caldera KWB necesita tanto calefacción como ACS.
Salas de caldera y silos de almacenamientoPuesto que las dos zonas de edificios del cen-tro conectadas a cada una de las calderas están a unos 500 metros de distancia, cada una de las instalaciones funciona de manera autónoma, por lo que las salas de caldera son diferentes y disponen
La biomasa es todavía una energía bastan-te desconocida a pesar de ser una de las más antiguas, puesto que la madera ha sido el combustible por excelencia para conseguir calor desde nuestros orígenes. Termosun y HC Ingeniería, introductoras
de calderas de biomasa en España con KWB y HERZ, respectivamente, han realizado un proyecto conjun-to con una caldera de biomasa de cada empresa en el Centro Nacional de Educación Ambiental de Val-saín (CENEAM), en Segovia, que pertenece a Parques Naturales, dependiente del Ministerio de Medio Ambiente, para dotar la instalación de un sistema de aprovechamiento de biomasa para calefacción y otros usos térmicos en sustitución de dos calderas de gasoil y diversos sistemas eléctricos.
Uniendo sus recursos, realizaron conjuntamente una instalación con dos calderas de biomasa, una KWB Powerfire TDS 150 de 150 kW, aportada por HC Ingeniería, y una HERZ Biomatic BioControl 3000 de 400 kW, procedente de Termosun, para cubrir la de-manda de calefacción y agua caliente sanitaria (ACS) que requiere el CENEAM, un centro de educación ambiental que lleva más de dos décadas trabajando para promover la responsabilidad en relación con el medio ambiente.
El centro incluye cinco edificios, distribuidos en dos áreas diferenciadas y situadas a unos 500 me-tros de distancia entre ellas. Cada una de estas zo-nas es atendida por una de las calderas de biomasa instaladas, de manera que cada máquina da servicio a una microrred de calefacción independiente de la otra. La HERZ cubre las necesidades del área que incluye el edificio principal, más una cabaña que es utilizada como aula y otra que se usa como oficina-vivienda, con una extensión útil de 2.730 metros
Energía_aplicación
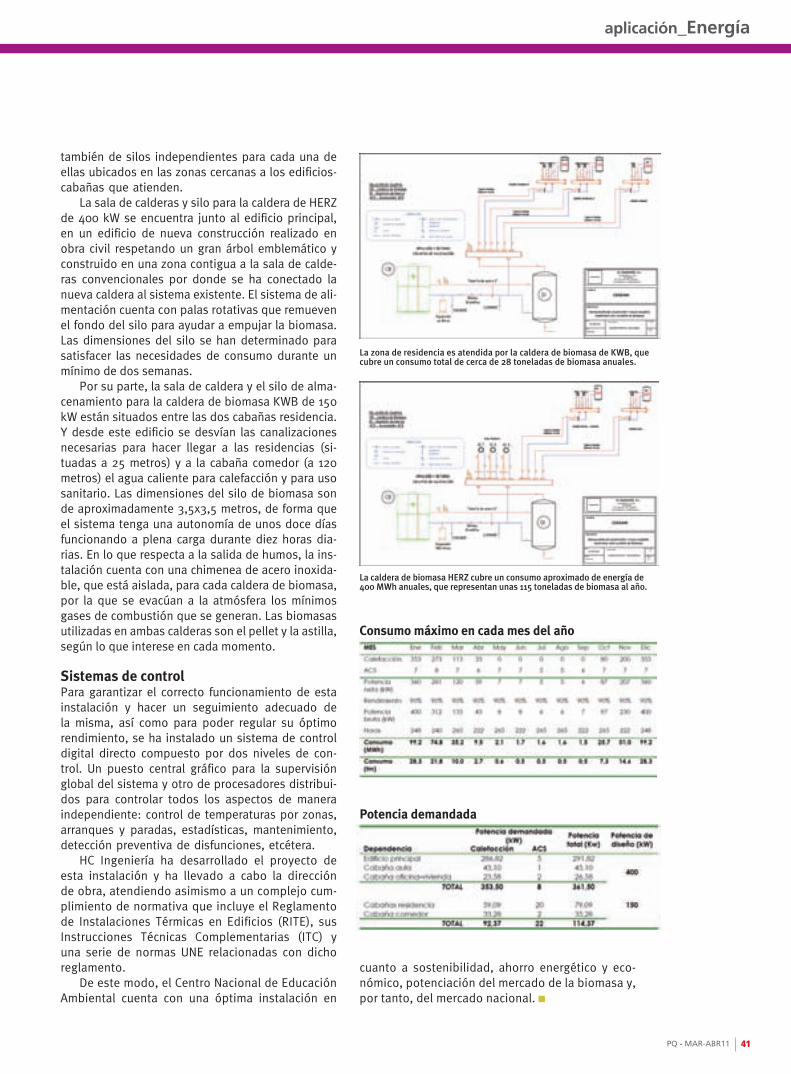
también de silos independientes para cada una de ellas ubicados en las zonas cercanas a los edificios-cabañas que atienden.
La sala de calderas y silo para la caldera de HERZ de 400 kW se encuentra junto al edificio principal, en un edificio de nueva construcción realizado en obra civil respetando un gran árbol emblemático y construido en una zona contigua a la sala de calde-ras convencionales por donde se ha conectado la nueva caldera al sistema existente. El sistema de ali-mentación cuenta con palas rotativas que remueven el fondo del silo para ayudar a empujar la biomasa. Las dimensiones del silo se han determinado para satisfacer las necesidades de consumo durante un mínimo de dos semanas.
Por su parte, la sala de caldera y el silo de alma-cenamiento para la caldera de biomasa KWB de 150 kW están situados entre las dos cabañas residencia. Y desde este edificio se desvían las canalizaciones necesarias para hacer llegar a las residencias (si-tuadas a 25 metros) y a la cabaña comedor (a 120 metros) el agua caliente para calefacción y para uso sanitario. Las dimensiones del silo de biomasa son de aproximadamente 3,5x3,5 metros, de forma que el sistema tenga una autonomía de unos doce días funcionando a plena carga durante diez horas dia-rias. En lo que respecta a la salida de humos, la ins-talación cuenta con una chimenea de acero inoxida-ble, que está aislada, para cada caldera de biomasa, por la que se evacúan a la atmósfera los mínimos gases de combustión que se generan. Las biomasas utilizadas en ambas calderas son el pellet y la astilla, según lo que interese en cada momento.
Sistemas de controlPara garantizar el correcto funcionamiento de esta instalación y hacer un seguimiento adecuado de la misma, así como para poder regular su óptimo rendimiento, se ha instalado un sistema de control digital directo compuesto por dos niveles de con-trol. Un puesto central gráfico para la supervisión global del sistema y otro de procesadores distribui-dos para controlar todos los aspectos de manera independiente: control de temperaturas por zonas, arranques y paradas, estadísticas, mantenimiento, detección preventiva de disfunciones, etcétera.
HC Ingeniería ha desarrollado el proyecto de esta instalación y ha llevado a cabo la dirección de obra, atendiendo asimismo a un complejo cum-plimiento de normativa que incluye el Reglamento de Instalaciones Térmicas en Edificios (RITE), sus Instrucciones Técnicas Complementarias (ITC) y una serie de normas UNE relacionadas con dicho reglamento.
De este modo, el Centro Nacional de Educación Ambiental cuenta con una óptima instalación en
cuanto a sostenibilidad, ahorro energético y eco-nómico, potenciación del mercado de la biomasa y, por tanto, del mercado nacional.
41PQ - MAR-ABR11
La zona de residencia es atendida por la caldera de biomasa de KWB, que cubre un consumo total de cerca de 28 toneladas de biomasa anuales.
La caldera de biomasa HERZ cubre un consumo aproximado de energía de 400 MWh anuales, que representan unas 115 toneladas de biomasa al año.
Consumo máximo en cada mes del año
Potencia demandada
aplicación_Energía
42 PQ - MAR-ABR11
Apuesta por la sostenibilidad en los procesos más industrializados de la mano del polietileno verde
Descripción Del proceso De elaboración
el avance de las tecnologías en el reemplazo del gas natural por materias primas renovables en la producción de polietileno verde supone un paso más en la protección del medio ambiente y para la sostenibilidad de los recursos. así lo considera el autor de este artículo, Tomás Maqueda, que describe en las siguientes líneas el proceso de fabricación de polietileno de alta densidad a partir del etanol. la denominación “verde” se debe a que la materia prima sea precisamente etanol y no gas natural, siendo el primero renovable.
sólido (tabla 2: “Propiedades del polietileno”). Se debe tener en cuenta que el peso molecular es un factor importante para establecer estos números, y que muchas de estas propiedades se pueden modifi-car si se modifica el mismo (resistencia a la tracción, resistencia al choque, alargamiento en ruptura). Lo mismo sucede si el material tiene historial térmico.
Sin embargo, esta tabla sirve como base numéri-ca informativa. Se puede observar que el polietileno es un material traslucido, de peso ligero, resistente, poco conductivo y flexible.
En cuanto a lo que es la solubilidad del polieti-leno, se podría decir que es prácticamente insoluble en los disolventes con excepción de las muestras de peso molecular bajo a menos de 60 °C. A altas tempe-raturas, en cambio, es soluble en líquidos halogena-dos pero sigue sin serlo en moléculas polares como alcoholes.
La permeabilidad de este material aumenta con la temperatura pero, en términos generales, es poco permeable al vapor de agua, y más permeable a va-pores orgánicos y al oxígeno. Una característica que hace interesante el uso de este material es que es reciclable, al igual que otros termoplásticos.
Un problema importante que se puede presentar en este polímero fundido es la oxidación, que se da de dos formas: oxidación térmica, por estar expuesto a altas temperaturas, y oxidación fotocatalizada, por estar expuesto a la luz solar. Los efectos y los medios de protección se exhiben en la tabla 3 (“Efectos y me-dios de protección de la oxidación”), siendo el caso de la oxidación fotocatalizada más peligrosa y difícil de proteger que la primera.
Origen del polietilenoLas razones por las cuales surge la idea de utilizar la caña de azúcar como materia prima son las que se describen a continuación.
Alta productividad del cultivo: la caña de azúcar es el cultivo con mayor productividad para la elabora-
El polietileno es un polímero simple cuya estructura química es la cadena repetitiva (CH2-CH2)n. Es un plástico barato e iner-te, cuyas propiedades químicas son las de un alcano de alto peso molecular.
Existen dos tipos de polietileno en el mercado: de alta densidad y de baja densidad. Se diferencian en que el primero tiene estructura lineal, con lo cual es más rígido y denso, y el segundo tiene estructura ramificada. Esto marca cierta diferencia en las aplicaciones, como podemos apreciar en la tabla 1: “Aplicaciones del polietileno”. También se suele encontrar un término intermedio que es el polietileno de baja densidad lineal, que siendo lineal posee rami-ficaciones cortas.
El presente trabajo se basa en el proceso para fa-bricar polietileno de alta densidad a partir del etanol (producto de la caña de azúcar). El hecho de que la materia prima del proceso sea etanol, y no gas natural tal como se puede observar en el árbol petroquímico (diagrama 1), da el nombre a este producto de polie-tileno verde. Esto se debe a que la materia prima es renovable, lo que le da también esa característica al producto, sin tener esta virtud relación alguna con la biodegradabilidad del mismo.
El proceso de fabricación del polietileno verde es reciente y novedoso. De hecho, una empresa brasile-ña denominada Braskem montó la primera planta de este producto en San Pablo e inició su funcionamien-to el 24 de septiembre del 2010. La inversión total fue de unos 250 millones de dólares y la capacidad de producción es de unas 200.000 toneladas al año de etileno en la nueva planta, que luego se procesarían en otra unidad para llegar a la misma capacidad para el producto final.
Propiedades del polietilenoPara profundizar en el análisis de las características del producto en cuestión, se puede observar una ta-bla de propiedades físicas generales del polietileno
Química sostenible

Extracción de sacarosa de la caña de azúcarEl proceso se inicia en el campo con una serie de etapas que empiezan con la cosecha; es decir, con el cortado y la recolección de la caña de azúcar. Una vez cortada, se transporta rápidamente a la fábrica en tractores procurando el menor tiempo de permanencia.
Almacenaje en patios: la caña que llega del cam-po se muestrea para determinar las características de calidad y el contenido de sacarosa, fibra y nivel de impurezas. Luego se pesa en básculas y se conduce a los patios donde se almacena temporalmente o se dispone directamente en las mesas de lavado de caña para dirigirla a una banda conductora que alimenta las picadoras.
Trituración: la caña es picada en máquinas espe-cialmente diseñadas para obtener pequeños trozos. Las picadoras son unos ejes colocados sobre los con-ductores accionados por turbinas, provistos de cuchi-llas giradoras que cortan los tallos y los convierten en astillas, dándoles un tamaño más uniforme para facilitar así la extracción del jugo en los molinos.
43PQ - MAR-ABR11
ción del etanol (gráfico 1: “Cultivo con mayor produc-tividad para fabricar etanol”). El mismo representa cuantas unidades de energía equivalente se forman a partir de una unidad de combustible fósil, siendo 1,4 para los cereales, dos para la remolacha y 9,3 para la caña de azúcar.
La gran superficie cultivable en Brasil: este país de clima tropical tiene un 22% de parte cultivable de caña de azúcar del mundo, debido a la gran intensidad de precipitaciones que se presenta en estas zonas. De este porcentaje está cultivado el 85 % y se utilizaría sólo el 5% para el etanol del polietileno verde, lo que representa que hay flexibilidad frente a la posibilidad de un aumento brusco de la demanda.
No provoca deficiencia alimentaria: se suele de-cir que en países con grandes problemas sociales de pobreza como Brasil o Argentina, utilizar materias pri-mas alimenticias para producir energía es poco ético como proyecto. Sin embargo, una consecuencia evi-dente de las dos ventajas anteriores es que este culti-vo no provoca perjuicios en ese sentido, a diferencia del resto.
Contribuye a la mejora del medio ambiente: el proceso de fabricación del polietileno verde captura 2-2,5 kg de CO2 por tonelada de producto (debido al balance entre la fotosíntesis de la planta y las pérdi-das del proceso), mientras que de la forma tradicional esta cantidad de CO2 se emite provocando efectos negativos al medio ambiente como efecto invernade-ro y calentamiento global.
Proceso de obtención del polietilenoHemos visto dos procesos de obtención del produc-to en cuestión: tradicional (a partir del gas natural) y sostenible ( a partir de la caña de azúcar). En cuanto al primero de ellos, para obtener polietileno a partir del gas natural la primera operación es la separación de las distintas moléculas, seguidas por un cracking de las distintas moléculas de etano. Dicho proceso puede ser térmico (por ser sometido a alta tempera-tura y presión) o catalítico (por aplicación de calor y catalizadores). De esta forma se obtienen las distin-tas olefinas: etileno, propileno, butileno, butadieno y gas de pirólisis.
El polietileno se obtiene finalmente en sus tres formas comerciales por la polimerización del etileno. Este proceso final es similar al del polietileno soste-nible y será ampliado en esa sección. Por otro lado, la elaboración del polietileno en forma sostenible tiene los siguientes pasos: extracción de sacarosa de la caña de azúcar; obtención de etanol a partir del jugo; deshidratación de etanol para formar etileno; polimerización del etileno; conformado de produc-tos finales. Cada uno de estos será explicado a con-tinuación con mayor detalle, centrándonos en los procesos más industrializados.
Química sostenible
Aplicaciones del polietileno. Tabla 1
Propiedades del polietileno. Tabla 2
Efectos y medios de protecciónde la oxidación. Tabla 3
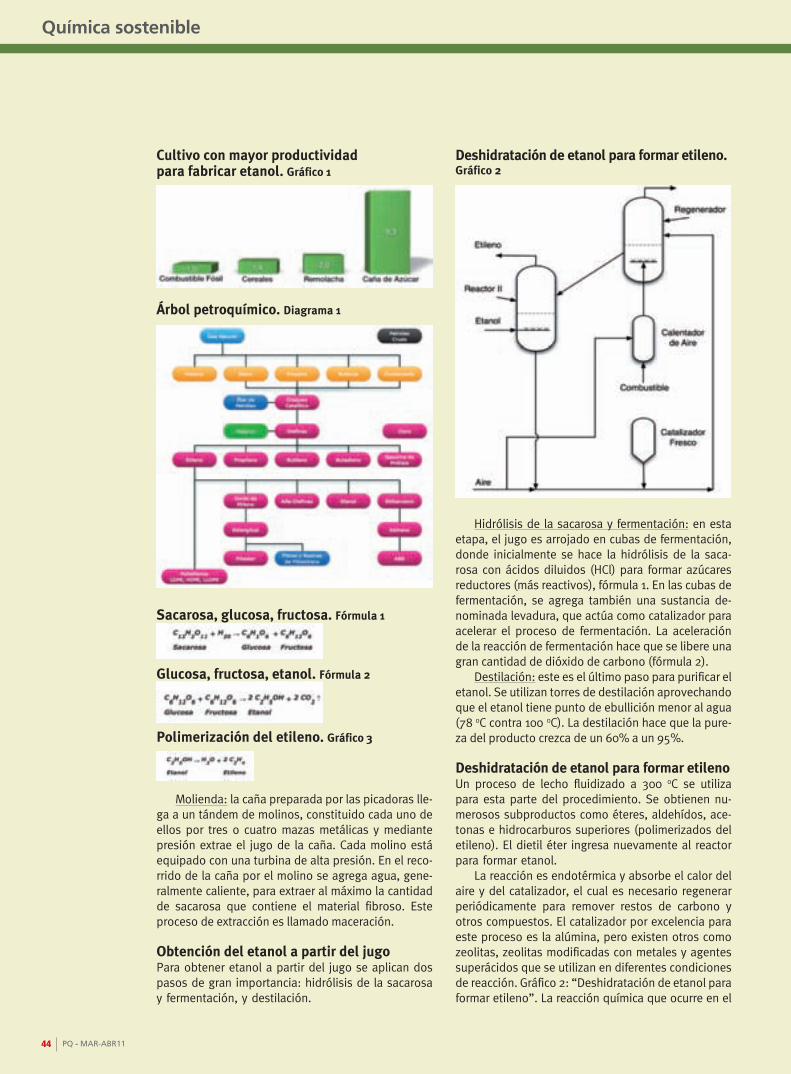
44 PQ - MAR-ABR11
Molienda: la caña preparada por las picadoras lle-ga a un tándem de molinos, constituido cada uno de ellos por tres o cuatro mazas metálicas y mediante presión extrae el jugo de la caña. Cada molino está equipado con una turbina de alta presión. En el reco-rrido de la caña por el molino se agrega agua, gene-ralmente caliente, para extraer al máximo la cantidad de sacarosa que contiene el material fibroso. Este proceso de extracción es llamado maceración.
Obtención del etanol a partir del jugoPara obtener etanol a partir del jugo se aplican dos pasos de gran importancia: hidrólisis de la sacarosa y fermentación, y destilación.
Hidrólisis de la sacarosa y fermentación: en esta etapa, el jugo es arrojado en cubas de fermentación, donde inicialmente se hace la hidrólisis de la saca-rosa con ácidos diluidos (HCl) para formar azúcares reductores (más reactivos), fórmula 1. En las cubas de fermentación, se agrega también una sustancia de-nominada levadura, que actúa como catalizador para acelerar el proceso de fermentación. La aceleración de la reacción de fermentación hace que se libere una gran cantidad de dióxido de carbono (fórmula 2).
Destilación: este es el último paso para purificar el etanol. Se utilizan torres de destilación aprovechando que el etanol tiene punto de ebullición menor al agua (78 0C contra 100 0C). La destilación hace que la pure-za del producto crezca de un 60% a un 95%.
Deshidratación de etanol para formar etilenoUn proceso de lecho fluidizado a 300 0C se utiliza para esta parte del procedimiento. Se obtienen nu-merosos subproductos como éteres, aldehídos, ace-tonas e hidrocarburos superiores (polimerizados del etileno). El dietil éter ingresa nuevamente al reactor para formar etanol.
La reacción es endotérmica y absorbe el calor del aire y del catalizador, el cual es necesario regenerar periódicamente para remover restos de carbono y otros compuestos. El catalizador por excelencia para este proceso es la alúmina, pero existen otros como zeolitas, zeolitas modificadas con metales y agentes superácidos que se utilizan en diferentes condiciones de reacción. Gráfico 2: “Deshidratación de etanol para formar etileno”. La reacción química que ocurre en el
Química sostenible
Cultivo con mayor productividad para fabricar etanol. Gráfico 1
Árbol petroquímico. Diagrama 1
Sacarosa, glucosa, fructosa. Fórmula 1
Glucosa, fructosa, etanol. Fórmula 2
Deshidratación de etanol para formar etileno. Gráfico 2
Polimerización del etileno. Gráfico 3
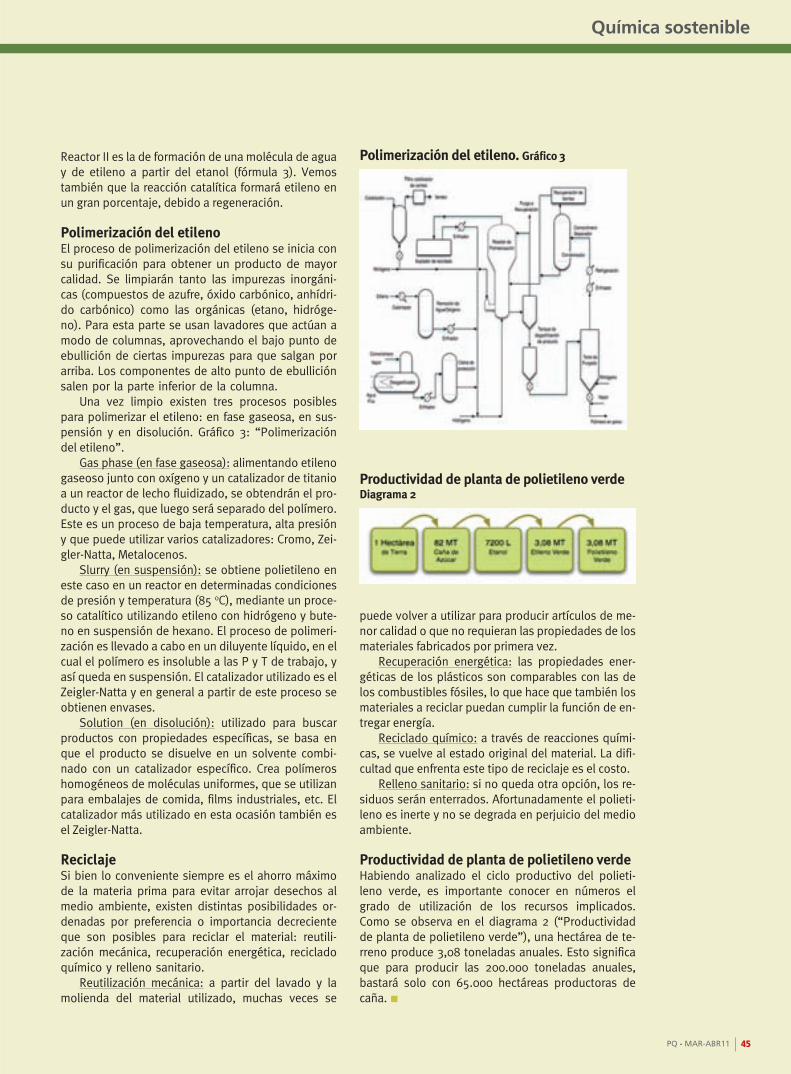
45PQ - MAR-ABR11
Reactor II es la de formación de una molécula de agua y de etileno a partir del etanol (fórmula 3). Vemos también que la reacción catalítica formará etileno en un gran porcentaje, debido a regeneración.
Polimerización del etilenoEl proceso de polimerización del etileno se inicia con su purificación para obtener un producto de mayor calidad. Se limpiarán tanto las impurezas inorgáni-cas (compuestos de azufre, óxido carbónico, anhídri-do carbónico) como las orgánicas (etano, hidróge-no). Para esta parte se usan lavadores que actúan a modo de columnas, aprovechando el bajo punto de ebullición de ciertas impurezas para que salgan por arriba. Los componentes de alto punto de ebullición salen por la parte inferior de la columna.
Una vez limpio existen tres procesos posibles para polimerizar el etileno: en fase gaseosa, en sus-pensión y en disolución. Gráfico 3: “Polimerización del etileno”.
Gas phase (en fase gaseosa): alimentando etileno gaseoso junto con oxígeno y un catalizador de titanio a un reactor de lecho fluidizado, se obtendrán el pro-ducto y el gas, que luego será separado del polímero. Este es un proceso de baja temperatura, alta presión y que puede utilizar varios catalizadores: Cromo, Zei-gler-Natta, Metalocenos.
Slurry (en suspensión): se obtiene polietileno en este caso en un reactor en determinadas condiciones de presión y temperatura (85 0C), mediante un proce-so catalítico utilizando etileno con hidrógeno y bute-no en suspensión de hexano. El proceso de polimeri-zación es llevado a cabo en un diluyente líquido, en el cual el polímero es insoluble a las P y T de trabajo, y así queda en suspensión. El catalizador utilizado es el Zeigler-Natta y en general a partir de este proceso se obtienen envases.
Solution (en disolución): utilizado para buscar productos con propiedades específicas, se basa en que el producto se disuelve en un solvente combi-nado con un catalizador específico. Crea polímeros homogéneos de moléculas uniformes, que se utilizan para embalajes de comida, films industriales, etc. El catalizador más utilizado en esta ocasión también es el Zeigler-Natta.
ReciclajeSi bien lo conveniente siempre es el ahorro máximo de la materia prima para evitar arrojar desechos al medio ambiente, existen distintas posibilidades or-denadas por preferencia o importancia decreciente que son posibles para reciclar el material: reutili-zación mecánica, recuperación energética, reciclado químico y relleno sanitario.
Reutilización mecánica: a partir del lavado y la molienda del material utilizado, muchas veces se
puede volver a utilizar para producir artículos de me-nor calidad o que no requieran las propiedades de los materiales fabricados por primera vez.
Recuperación energética: las propiedades ener-géticas de los plásticos son comparables con las de los combustibles fósiles, lo que hace que también los materiales a reciclar puedan cumplir la función de en-tregar energía.
Reciclado químico: a través de reacciones quími-cas, se vuelve al estado original del material. La difi-cultad que enfrenta este tipo de reciclaje es el costo.
Relleno sanitario: si no queda otra opción, los re-siduos serán enterrados. Afortunadamente el polieti-leno es inerte y no se degrada en perjuicio del medio ambiente.
Productividad de planta de polietileno verdeHabiendo analizado el ciclo productivo del polieti-leno verde, es importante conocer en números el grado de utilización de los recursos implicados. Como se observa en el diagrama 2 (“Productividad de planta de polietileno verde”), una hectárea de te-rreno produce 3,08 toneladas anuales. Esto significa que para producir las 200.000 toneladas anuales, bastará solo con 65.000 hectáreas productoras de caña.
Química sostenible
Polimerización del etileno. Gráfico 3
Productividad de planta de polietileno verde Diagrama 2
La primera aplicación real para Dart (Dy-namic Arc Recognition and Termination) es Dart Fieldbus, que forma parte parte de la serie FieldConnex de componentes de infraestructura de bus de campo de Pepperl+Fuchs, que busca ofrecer una so-
lución idónea para instalaciones de bus de campo intrínsecamente seguras.
Dart Fieldbus ha sido creado para áreas con ries-go de explosión Zona 1 y grupo de gas IIC. Está cer-tificado por el Instituto de Metrología de Alemania (PTB), conforme a la norma que todos los especialis-tas en áreas peligrosas conocen bien: IEC 60079-11. Esto significa que posee el mayor grado de protec-ción para Zona 1 gracias a la seguridad intrínseca.
Instrumentación de bus de campo actualDart Fieldbus incorpora auténtica sencillez: ofrece todas las ventajas de FISCO ( Fieldbus Intrinsically Safe Concept), el concepto intrínsecamente seguro de bus de campo en materia de ingeniería, aplica-ción y mantenimiento. Proporciona más de cinco veces la potencia de las actuales instalaciones de bus de campo intrínsecamente seguras, lo que per-mite usar longitudes mayores de cable y numerosos dispositivos. La aceptación de los buses de campo intrínsecamente seguros comenzó con FISCO hace
diez años, con reglas que simplificaban la aplicación y la validación de la protección ante explosiones.
En la actualidad, esta tecnología avanza hacia el aumento de los límites de potencia ofreciendo una mayor libertad de elección: se puede aplicar la instrumentación de bus de campo intrínsecamente segura ya existente o mantenerla en posibles ac-tualizaciones. “Nuestra primera idea para Dart Fiel-dbus fue encontrar un segmento de bus de campo totalmente con seguridad intrínseca y con los mismo atributos y potencia que el bus de campo del área segura”, señala Michael Kessler, director técnico de Componentes y Tecnología de Pepperl+Fuchs, “es por esto que Dart sólo protege el tronco, las ramas son intrínsecamente seguras del modo clásico, pu-diendo ser utilizado para instrumentación intrínse-camente segura ya existente”. Las diferencias entre Dart Fieldbus y el bus de campo en áreas seguras son insignificantes.
El diagnóstico de la capa física y el reparto de carga redundante de la fuente de alimentación son algunos de sus atributos. El reparto de carga signi-fica que las fuentes de alimentación están controla-das para transmitir a cada una exactamente la mitad de la corriente. Esto supone unas condiciones de funcionamiento óptimas, una vida útil más prolon-gada para la fuente de alimentación y una mayor disponibilidad del sistema.
Dart ha sido reconocido como una importante in-novación para la industria de procesos y fue uno de los cinco finalistas del Premio Hermes en la Feria de Hannover en Alemania. Tan sólo dos años después, Pepperl+Fuchs ha llevado esta tecnología a la prác-tica y la ha implementado en sus productos. Kessler, que se refirió al orgullo que ha supuesto recibir di-cho reconocimiento, precisa que “estamos desean-do crear una solución práctica y fácil de aplicar”.
46 PQ - MAR-ABR11
Tecnología Dart y su implementación en productos concretos
Niveles elevados de potencia manteniendo la seguridad intrínseca (I.S.) de protección contra la ignición, que es el modo más seguro de proteger las plantas en áreas peligrosas frente a explosiones e igniciones accidentales. Se trata de propiedades que permite la tecnología DART, también conocida como “Power-I”, promovida por un consorcio de trece compañías.
Consolidación de buses de campointrínsecamente seguros
Equipamiento_Informe
LA SENCILLEZ DE LA SEGURIDAD INTRÍNSECALA SENCILLEZ DE LA SEGURIDAD INTRÍNSECADART FIELDBUSDART FIELDBUS
PEPPERL+FUCHS, S.A.Txori-Erri Etorbidea, 46 - Pol. Izarza48150 Sondica - VizcayaEspañaTel. +34 94 4535 020Fax. +34 94 4535 180E-Mail: [email protected]
Simplemente diga ‘No’ a las Chispas — Encienda DART
DART Fieldbus aumenta radicalmente los niveles de poten-cia mientras mantiene la seguridad intrínseca en toda la red fieldbus—solo tiene que encenderlo. Dimos un paso más con respecto a FISCO e ideamos DART- Dynamic Arc Recog-nition and Termination. Es tan sencillo de aplicar que ya no estará preocupado por su instalación en área peligrosa. Es sencillo decir ‘No’ a las chispas con DART Fieldbus- un pro-ducto creado por el departamento de I+D+i de Pepperl+Fuchs.
Obtenga más información en: www.pepperl-fuchs.es/dart-fieldbus
ad_DART_ES.2011_A4-A0.indd 1 9-03-2011 17:07:14

LA SENCILLEZ DE LA SEGURIDAD INTRÍNSECALA SENCILLEZ DE LA SEGURIDAD INTRÍNSECADART FIELDBUSDART FIELDBUS
PEPPERL+FUCHS, S.A.Txori-Erri Etorbidea, 46 - Pol. Izarza48150 Sondica - VizcayaEspañaTel. +34 94 4535 020Fax. +34 94 4535 180E-Mail: [email protected]
Simplemente diga ‘No’ a las Chispas — Encienda DART
DART Fieldbus aumenta radicalmente los niveles de poten-cia mientras mantiene la seguridad intrínseca en toda la red fieldbus—solo tiene que encenderlo. Dimos un paso más con respecto a FISCO e ideamos DART- Dynamic Arc Recog-nition and Termination. Es tan sencillo de aplicar que ya no estará preocupado por su instalación en área peligrosa. Es sencillo decir ‘No’ a las chispas con DART Fieldbus- un pro-ducto creado por el departamento de I+D+i de Pepperl+Fuchs.
Obtenga más información en: www.pepperl-fuchs.es/dart-fieldbus
ad_DART_ES.2011_A4-A0.indd 1 9-03-2011 17:07:14
El negro de humo se presenta normal-mente en forma de pellets para facilitar su manipulación y dispersión en las mezclas, con una densidad aparente cercana a 0,35 Kg/dm3. Aunque estos pellets poseen una dureza variable en
función del tipo de negro, en la mayoría de los casos su fragilidad es un inconveniente a tener en cuenta. La rotura de los pellets y, por consiguiente, los finos creados ocasionan graves problemas de proceso además de poder variar las condiciones técnicas de las mezclas. Es posible dividir las instalaciones para el manejo del negro de humo en etapas claramente diferenciadas.
Recepción y descargaLa recepción y descarga del negro de humo es la fase más engorrosa en el proceso, así como el momento en el que los operarios más se exponen a sus efectos perniciosos. La baja densidad del negro de humo y el contenido en finos impalpa-bles lo hacen muy volátil, por lo que cualquier descarga o derrame provoca nubes de polvo y condiciones de insalubridad, ensuciando los equi-pos y aumentando los costos de limpieza y de
mantenimiento. En el caso de descarga de sacos de forma manual proponemos la instalación de cabinas vaciadoras de sacos ergonómicas, dota-das de filtros con aspirador para la captación de los finos en suspensión. Una variante de estas cabinas es la solución combinada con el sistema de descarga de big-bag. Para la descarga de sacas big-bag, Solids System-Technik ha desarrollado el cabezal de descarga estanco y móvil, que impide la emisión de polvo al ambiente y facilita el com-pleto escurrido del big-bag.
Cuando los consumos son importantes, se pue-de recibir el negro de humo en camiones cisterna que cuentan con sistema de descarga para cargar los silos de almacenamiento minimizando la rotura de pellets. Otra forma de recibir el negro de humo son los remolques contenedor basculantes, que son en realidad silos móviles y ofrecen una alterna-tiva interesante a las sacas big-bag y al transporte con cisternas. Desde estos remolques contenedor se instala el sistema de transporte neumático espe-cífico hasta los silos de consumo diario.
AlmacenamientoCuando el negro de humo en pellets se carga en silos de almacenamiento o en silos de consu-mo diario, no presenta especiales dificultades en cuanto a flujos de descarga, estabilidad interna o extracción. Pero esto no es así si el negro se pre-senta en polvo o si durante la carga de los silos se rompen los pellets por el uso de un sistema de transporte neumático inadecuado. La presen-
48 PQ - MAR-ABR11
Procesos y soluciones para la industria
El negro de humo o negro de carbón es un producto prácticamente indispensable en la industria de las mezclas de caucho como reforzante, aunque también tiene aplicación en otros sectores industriales como pigmento, agente conductor o estabilizante a los rayos ultravioletas. Una vez integrado en las mezclas, el negro de humo aporta a la goma diferentes cualidades que ésta por sí sola no posee, como resistencia a la abrasión y a la tensión o disipación de calor, entre otras. Por ello, no es casual que la mayoría de las gomas que vemos en nuestro entorno sean negras. Solids System-Technik habla en este artículo del manejo de negro de humo y alimentación a mezcladores internos en la industria del caucho.
Almacenamiento, transporte neumático y dosificación de negro de humo en líneas de mezclas de caucho
La fragilidad del pellet de negro de humo condiciona la elección del sistema de transporte neumático
Especial_Sólidos y pulverulentos

cia de finos ocasiona adherencias y apelmaza-mientos que dificultan el flujo y la extracción de los silos o incluso la obstrucción de los conductos de salida.
Respecto a las condiciones de seguridad de la instalación, debe tenerse en cuenta la propiedad combustible del negro de humo y, por lo tanto, la posibilidad de generación de atmósferas explo-sivas o incendios. Aunque los índices de explosi-vidad del negro de humo son bajos (St 1) no se deben desdeñar. Por dicha razón deben adoptarse medidas preventivas consistentes en la instalación de equipamiento certificado para trabajar en ATEX y adecuación de las especificaciones del cableado y conexionado eléctrico, así como las medidas gene-rales como mantenimiento de equipotencialidad, puestas a tierra, etcétera. Además de las medidas de prevención, deben adoptarse medidas de pro-tección consistentes en la instalación de paneles o válvulas de venteo de explosión.
Transporte neumáticoComo se ha visto anteriormente, la fragilidad del pellet de negro de humo condiciona la elección del sistema de transporte neumático. Conocedor de este condicionante, Solids System-Technik opta en sus instalaciones por implantar el Puls Pneu. Se trata de un sistema de transporte neu-mático cuidadoso, por cartuchos, compuesto por el pulsor como recipiente a presión, la válvula de impulsos para la formación de los cartuchos de producto y una tubería auxiliar provista de esta-ciones relé para la conservación de los cartuchos de negro durante el transporte.
Con este sistema se consigue minimizar la ge-neración de finos durante el transporte neumático hasta un 4% aproximadamente, ya que se consiguen velocidades del producto en la tubería de alrededor de 0,5 y 6 m/s en el origen y final del recorrido res-pectivamente. Otra particularidad en el transporte neumático de negro de humo es la utilización de tu-berías especiales, completando las condiciones más favorables para un transporte cuidadoso.
DosificaciónLa dosificación del negro de humo a los mezcla-dores internos debe caracterizarse por su rapidez,
49PQ - MAR-ABR11
La recepción y descarga del negro de humo es la fase más engorrosa en el proceso y el momento en el que los operarios más se exponen a sus efectos perniciosos
Para monitorizar, supervisar y programar recetas y parámetros se implanta una aplicación SCADA.
Otros componentes que intervienen en las mezclas de caucho son integrados en la automatización adoptando para cada uno su sistema y procedimiento.
El control de todos los procesos se rea-liza desde un armario de mando central dotado de un PLC de última generación.
El sistema Solids Puls Pneu busca mi-nimizar la generación de finos durante el transporte neumático.
Sólidos y pulverulentos_Especial

precisión y repetitividad. Con tiempos de ciclo in-cluso menores de tres minutos, recetas de varios tipos de negro y funcionamientos sin interrupción, el reto planteado requiere sistemas seguros.
Para lograr estos tres objetivos, la empresa adopta la dosificación mediante husillos especiales de baja velocidad, básculas con mínima tara y tol-vas de material flexible con aplicación de vibración integral. Así, con la adopción de estas medidas se garantiza la más alta precisión y repetitividad.
Garantizada la fiabilidad del sistema de dosifi-cación, se ofrece la posibilidad de reprocesar los finos del recuperador, aportándolos a la receta como componente parcial poniendo así en valor un subproducto que de otra forma genera costos de tratamiento o eliminación.
Cargas minerales,plastificantes y polímerosEn las mezclas de caucho también intervienen otros componentes como polímeros, aceites plas-tificantes, cargas minerales y otros minoritarios. Todos ellos son integrados en la automatización adoptando para cada uno su sistema y procedi-miento específico. De entre ellos destacan las cabinas dosificadoras de plastificantes que la compañía ha estandarizado, y que disponen de
entradas para ocho tipos diferentes de plastifican-tes, dosificación gravimétrica, construcción com-pacta y autoportante, calefactado y calorifugado del conjunto.
Automatización del procesoEl control de todos estos procesos se realiza desde un armario de mando central dotado de un PLC de última generación que gobierna todas las maniobras de la instalación. También se ins-talan cuadros locales en la zona de alimentación de polímeros y minoritarios, así como en la zona de recepción de materias primas donde se vali-dan éstas mediante lectores de códigos de barras u otros procedimientos. Para monitorizar, super-visar, así como programar recetas y parámetros se implanta una aplicación SCADA (Supervisory Control And Data Acquisition), desarrollada por la compañía bajo estándares pero personalizada a cada usuario. Esta aplicación podrá rodar sobre uno o varios ordenadores locales o remotos.
El sistema SCADA integra, supervisa y monito-riza, además de los procesos de dosificación, las maniobras y variables propias del mezclador inter-no y los rodillos posteriores controlados por otros PLC’s. Como culminación de la automatización, el sistema se comunica e intercambia datos y órdenes con el sistema ERP (Enterprise Resource Planning) que pueda existir.
Gracias a esta interrelación se garantiza la tra-zabilidad registrando el recorrido y procesos reali-zados por los productos, lotes, tipos de mezclas, parámetros y todos aquellos aspectos que hayan tenido que ver en la preparación de una mezcla de caucho.
Texto de Federico Alfonso Los SantosProyectista industrial de Solids System-Technik
50 PQ - MAR-ABR11
La dosificación del negro de humo a los mezcladores internos debe caracterizarse por su rapidez, precisión y repetitividad
Las soluciones para la recepción y descarga procuran impedir la emi-sión de polvo al ambiente, evitando condiciones de insalubridad.
El negro de humo es un producto prácticamente indispensable en la industria de las mezclas de caucho como reforzante.
Las instalaciones para manejo automático del negro de humo van de la descarga de sacos hasta la dosificación y alimentación a mezcladores.
Especial_Sólidos y pulverulentos
52 PQ - MAR-ABR11
Transporte neumático, almacenamiento y carga de camiones cisterna
La industria química avanza en la creación de productos con mínimos índices de ignición. Una de las medidas de seguridad ante la formación de atmósferas explosivas peligrosas es la inertización, diluyendo el oxígeno del aire con sustancias inertes. En el transporte neumático el sistema de desplazamiento utilizando nitrógeno es habitual, pero también costoso. La compañía ES Sólidos Process Engineering, como explica en este artículo, ha concebido una nueva aplicación para el sector, realizando un sistema de inertización en lazo cerrado en el que la cantidad consumida de N2 es menor que en los sistemas convencionales, reduciendo así los costes de producción.
Manejo de producto con riesgo de incendio y explosión mediante inertización por nitrógeno
Especial_Sólidos y pulverulentos
Contrariamente a lo que se pueda pensar, el polvo de los materiales combustibles cuando alcanza un tamaño y concentra-ción determinados puede ser explosivo. Incluso a pesar de que el polvo, a dife-rencia del gas, tiende a sedimentarse,
no por ello deja de ser peligroso, ya que cualquier causa puede ponerlo en suspensión.
Una explosión de polvo es el resultado de la combustión extremadamente rápida de partículas combustibles puestas en suspensión, con capaci-dad para propagarse a través de esa mezcla de aire y partículas. Sus efectos son mecánicos (aumento de presión), térmicos (aumento de temperatura) y de producción de humos asfixiantes (consumo de oxígeno). Generalmente, en primer lugar se produce una explosión primaria, generada por una pequeña nube de polvo, la cual provoca ondas de presión que aumentan la turbulencia del ambiente. Esto favorece que el polvo, habitualmente depositado en ciertas zonas de estas instalaciones, pase a la atmósfera en forma de suspensión, produciéndose una segunda explosión llamada secundaria, que genera a su vez explosiones en cadena liberando gran cantidad de energía y causando daños catastróficos.
Todas aquellas instalaciones donde se manejen productos con riesgo de explosión se han de adecuar
a las siguientes directivas (ATEX): Directiva 94/9/CE relativa a los aparatos y sistemas de protección para uso en atmósferas explosivas y Directiva 1999/92/CE correspondiente a las disposiciones mínimas para la mejora de la protección de la salud y la seguridad de los trabajadores expuestos a los riesgos derivados de atmósferas explosivas.
Las instalaciones proyectadas para el manejo de este tipo de productos se basan básicamente en la directiva 94/9/CE, más conocida como Directiva ATEX. En estas instalaciones se realiza un análisis de zonas clasificadas denominadas Zona 20, Zona 21 y Zona 22 que según el área en la cual el polvo com-bustible, en forma de nube, puede aparecer durante el funcionamiento normal. Una vez determinada la zona, se eligen los equipos adecuados para cada una de ellas y se seleccionan por categorías 1, 2 y 3. De esta forma, la instalación será conforme a la directiva y con un nivel muy alto de seguridad.
Bajos índices de igniciónTambién las instalaciones de carga, descarga y transporte neumático de material pulverulento se basan en estas directivas. Cada vez más, las in-dustrias químicas crean nuevos productos químicos que pueden tener índices de ignición muy bajos. Para estos casos, la aplicación de la normativa

53PQ - MAR-ABR11
Sólidos y pulverulentos_Especial
ATEX puede ser insuficiente y por ello se ha de incrementar la seguridad en el manejo de este tipo de productos.
Una de las técnicas para incrementar la seguri-dad es la de la inertización. La formación de atmós-feras explosivas peligrosas puede evitarse diluyen-do el oxígeno del aire en el interior de instalaciones o el combustible con sustancias que no sean quí-micamente reactivas (sustancias inertes), lo que se denomina inertización.
Aspectos a tener en cuenta para el dimensio-nado de esta medida de seguridad: conocer la concentración máxima de oxígeno (CLO- la con-centración límite en oxígeno) o la concentración máxima admisible de combustible; prever un mar-gen de seguridad, si existe la posibilidad de que la concentración de oxígeno varíe con rapidez o difiera mucho en distintas partes de la instalación; considerar los posibles fallos de manipulación y defectos en los equipos; estimar el lapso de tiem-po necesario para que surtan efecto las medidas de protección o las funciones de emergencia tras su accionamiento; como sustancias inertes gaseo-sas suele emplearse nitrógeno, dióxido de carbo-no, gases nobles, gases de combustión y vapor de agua.
Para el transporte neumático se está utilizando el sistema de desplazamiento, que consiste en trans-portar el producto desde el origen (por ejemplo, una descarga desde big-bag), hasta un destino (por ejemplo, un silo) utilizando un gas, normalmente el nitrógeno. Este sistema tiene la desventaja de que el consumo de N2 es muy alto, con el inconveniente de que se ha de almacenar grandes cantidades de nitrógeno, normalmente de forma criogénica. El cos-te que supone es muy alto, con una eficiencia baja y sin control directo del porcentaje de O2 existente en el destino.
Inertización y supervisiónLa compañía ES Sólidos Process Engineering ha lle-vado a cabo una aplicación novedosa e innovadora en el sector, la cual consiste en realizar un sistema de inertización en lazo cerrado. Esto significa que la cantidad consumida de N2 es muy inferior a los sistemas actuales, siendo menores los costes de producción. Por otra parte, se realiza una exhausti-va supervisión y control del sistema. Los métodos y sistemas aplicados, a diferencia de los conven-cionales, son totalmente innovadores ya que apli-can distintas técnicas de inertizado en una misma instalación, ampliando la seguridad en su manejo. En dichas técnicas aplicadas se ha incorporado la última generación de dispositivos en adquisición de datos, así como de la supervisión y control de sistemas.
La instalación se compone de un sistema de ge-neración de N2 de donde se obtiene el caudal nece-sario del gas inerte en un porcentaje de pureza muy elevado. A partir de aquí, el sistema va inyectando el N2 necesario en diversos puntos de la instalación. Todo esto se encuentra supervisado por un analiza-dor de O2 que es el que mantiene alerta el sistema.
El proceso consta de dos partes: la primera de ellas consta de una carga de silo desde big-bag, y la segunda de una carga de camiones cisterna, ambas operaciones realizadas en ambiente inerte. En una primera fase se realiza el transporte de los big-bags necesarios al silo de almacenamiento. El trasvase se ejecuta mediante transporte neumático en circuito cerrado, el gas utilizado para el transporte es aire con un alto contenido en nitrógeno (según CLO- con-centración límite en oxígeno). Por todo ello, prime-ramente y antes de realizar el transvase se asegura que todo el gas contenido en el circuito se encuentra en las condiciones de N2 establecidas.
Una vez que el producto se encuentra en el silo de almacenamiento, se ha de cargar el camión cisterna en un entorno inerte. Por ello, primero se procede al inertizado del camión cisterna mediante lavados suce-sivos. Una vez inertizado el mismo, se procede a bajar el fuelle de carga y proceder a la carga propiamente dicha. Durante todo el proceso de carga se supervisa que el sistema funciona en condiciones inertes.
Texto de Íñigo ValverdeGerente de ES Sólidos Process Engineering
En una primera fase se realiza el transporte de los big-bags necesarios al silo de almacenamiento. Una vez allí, se ha de cargar el camión cisterna en un entorno inerte.
La variedad de productos de los que se pueden requerir distintas cantidades en stock tiene, obviamente, requerimientos tanto comunes como específicos para su almacenaje y manipulación, razón por la que el proyecto de estas instalaciones
deberá efectuarse siguiendo las normas y mejores prácticas de ingeniería vigentes y bajo una visión de conjunto.
La lectura atenta y análisis de este texto permi-tirán al lector entender el marco general de activi-dades ingenieriles que exigen estas instalaciones; analizar los riesgos potenciales que implica manejar productos peligrosos y los medios para minimizar las posibilidades de accidentes industriales; segmentar los productos manejados en función de su uso y compatibilidad química con otros almacenados en la planta; conocer las normas y códigos de ingeniería de aceptación global para el proyecto y diseño de las instalaciones involucradas; integrar los conoci-mientos de las distintas disciplinas relacionadas en el análisis y visión global de estas instalaciones.
Manejo de líquidos en plantas industrialesEl diagrama de flujo y el balance de masas de una planta de procesos nos permite conocer los flujos másicos que circulan a través de las instalaciones, así como determinar las capacidades requeridas de los equipos necesarios. Esta información, junto a la proporcionada por la ingeniería de procesos, nos da idea de las propiedades fisicoquímicas de los productos involucrados y de las exigencias para su manejo. Nos permite también conocer las trans-formaciones que sufrirán en el proceso y las con-diciones bajo las cuales se desarrollarán (presión, temperaturas, concentración, etcétera). Así resulta-rá que podemos estar frente al manejo de líquidos sencillos como el agua o frente a otros complejos, como alimenticios (lácteos, jugos cítricos), ácidos, álcalis, solventes, efluentes, gases licuados, com-bustibles, etcétera.
Algunos de estos productos participarán como materia prima y otros como insumos específicos en el proceso o para servicios generales. Tal es el caso de los ácidos que pueden emplearse en diversas in-
54 PQ - MAR-ABR11
Clasificación de productos y análisis de riesgos
La recepción, almacenaje, transferencia y despacho de líquidos en las plantas de procesos constituye una operación frecuente e importante en muchas industrias. En algunos casos, como el de las plantas de almacenaje de petróleo, combustibles o de gases licuados, representan estas operaciones su única y más importante actividad. En otras industrias puede necesitarse manejar tanto productos químicos, alimenticios, combustibles como efluentes y gases licuados simultáneamente.
Almacenaje de fluidos en plantas de procesos
Equipamiento_ Especial sólidos y pulverulentos
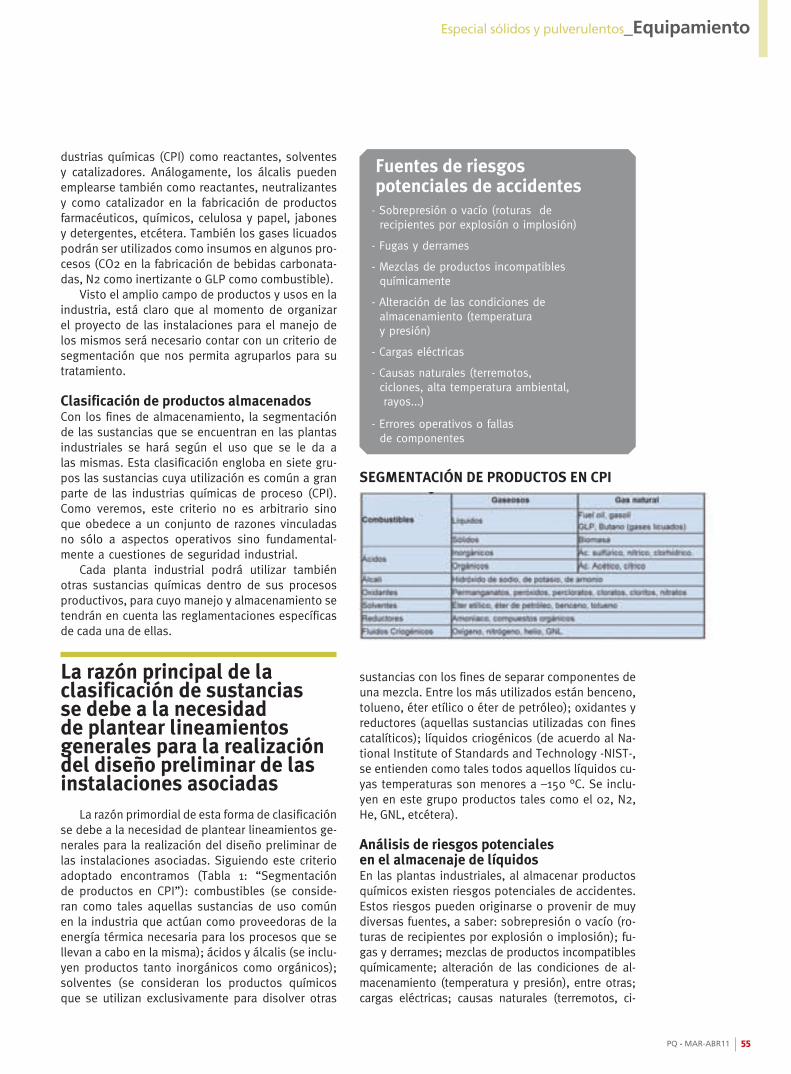
dustrias químicas (CPI) como reactantes, solventes y catalizadores. Análogamente, los álcalis pueden emplearse también como reactantes, neutralizantes y como catalizador en la fabricación de productos farmacéuticos, químicos, celulosa y papel, jabones y detergentes, etcétera. También los gases licuados podrán ser utilizados como insumos en algunos pro-cesos (CO2 en la fabricación de bebidas carbonata-das, N2 como inertizante o GLP como combustible).
Visto el amplio campo de productos y usos en la industria, está claro que al momento de organizar el proyecto de las instalaciones para el manejo de los mismos será necesario contar con un criterio de segmentación que nos permita agruparlos para su tratamiento.
Clasificación de productos almacenadosCon los fines de almacenamiento, la segmentación de las sustancias que se encuentran en las plantas industriales se hará según el uso que se le da a las mismas. Esta clasificación engloba en siete gru-pos las sustancias cuya utilización es común a gran parte de las industrias químicas de proceso (CPI). Como veremos, este criterio no es arbitrario sino que obedece a un conjunto de razones vinculadas no sólo a aspectos operativos sino fundamental-mente a cuestiones de seguridad industrial.
Cada planta industrial podrá utilizar también otras sustancias químicas dentro de sus procesos productivos, para cuyo manejo y almacenamiento se tendrán en cuenta las reglamentaciones específicas de cada una de ellas.
La razón primordial de esta forma de clasificación se debe a la necesidad de plantear lineamientos ge-nerales para la realización del diseño preliminar de las instalaciones asociadas. Siguiendo este criterio adoptado encontramos (Tabla 1: “Segmentación de productos en CPI”): combustibles (se conside-ran como tales aquellas sustancias de uso común en la industria que actúan como proveedoras de la energía térmica necesaria para los procesos que se llevan a cabo en la misma); ácidos y álcalis (se inclu-yen productos tanto inorgánicos como orgánicos); solventes (se consideran los productos químicos que se utilizan exclusivamente para disolver otras
sustancias con los fines de separar componentes de una mezcla. Entre los más utilizados están benceno, tolueno, éter etílico o éter de petróleo); oxidantes y reductores (aquellas sustancias utilizadas con fines catalíticos); líquidos criogénicos (de acuerdo al Na-tional Institute of Standards and Technology -NIST-, se entienden como tales todos aquellos líquidos cu-yas temperaturas son menores a –150 °C. Se inclu-yen en este grupo productos tales como el 02, N2, He, GNL, etcétera).
Análisis de riesgos potenciales en el almacenaje de líquidosEn las plantas industriales, al almacenar productos químicos existen riesgos potenciales de accidentes. Estos riesgos pueden originarse o provenir de muy diversas fuentes, a saber: sobrepresión o vacío (ro-turas de recipientes por explosión o implosión); fu-gas y derrames; mezclas de productos incompatibles químicamente; alteración de las condiciones de al-macenamiento (temperatura y presión), entre otras; cargas eléctricas; causas naturales (terremotos, ci-
55PQ - MAR-ABR11
Especial sólidos y pulverulentos_Equipamiento
La razón principal de la clasificación de sustancias se debe a la necesidad de plantear lineamientos generales para la realización del diseño preliminar de las instalaciones asociadas
SEGMENTACIÓN DE PRODUCTOS EN CPI
Fuentes de riesgos potenciales de accidentes- Sobrepresión o vacío (roturas de recipientes por explosión o implosión)
- Fugas y derrames
- Mezclas de productos incompatibles químicamente
- Alteración de las condiciones de almacenamiento (temperatura y presión)
- Cargas eléctricas
- Causas naturales (terremotos, ciclones, alta temperatura ambiental, rayos...)
- Errores operativos o fallas de componentes
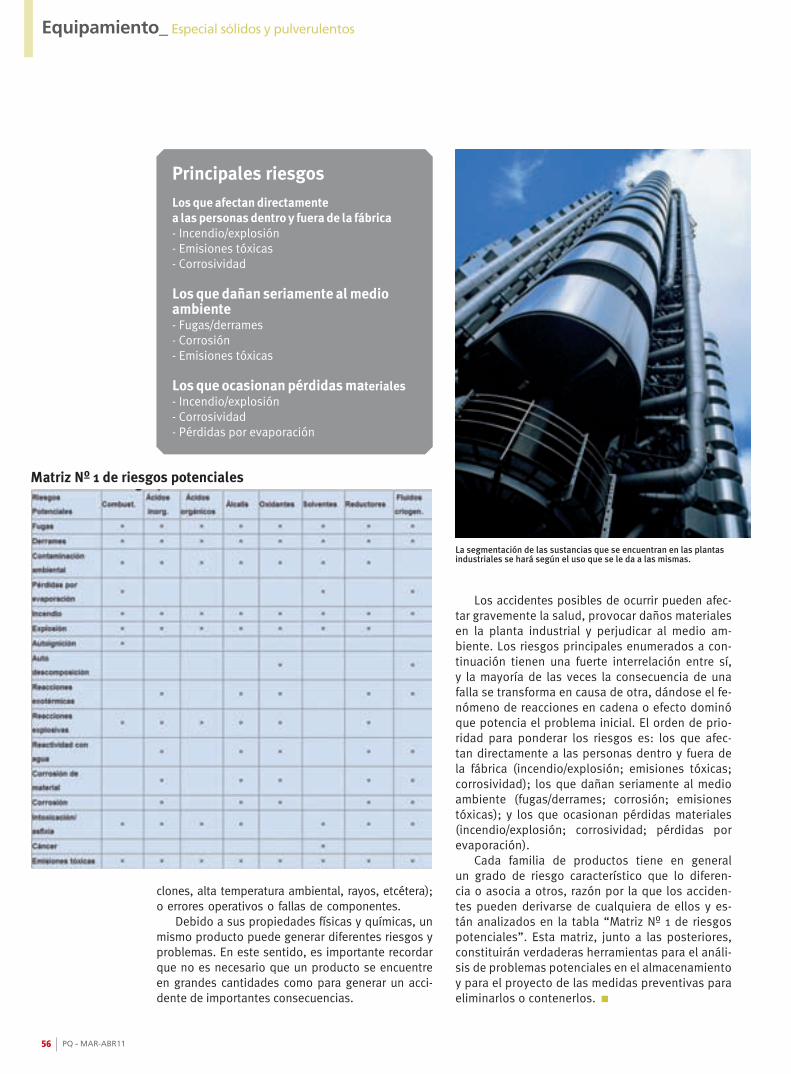
clones, alta temperatura ambiental, rayos, etcétera); o errores operativos o fallas de componentes.
Debido a sus propiedades físicas y químicas, un mismo producto puede generar diferentes riesgos y problemas. En este sentido, es importante recordar que no es necesario que un producto se encuentre en grandes cantidades como para generar un acci-dente de importantes consecuencias.
Los accidentes posibles de ocurrir pueden afec-tar gravemente la salud, provocar daños materiales en la planta industrial y perjudicar al medio am-biente. Los riesgos principales enumerados a con-tinuación tienen una fuerte interrelación entre sí, y la mayoría de las veces la consecuencia de una falla se transforma en causa de otra, dándose el fe-nómeno de reacciones en cadena o efecto dominó que potencia el problema inicial. El orden de prio-ridad para ponderar los riesgos es: los que afec-tan directamente a las personas dentro y fuera de la fábrica (incendio/explosión; emisiones tóxicas; corrosividad); los que dañan seriamente al medio ambiente (fugas/derrames; corrosión; emisiones tóxicas); y los que ocasionan pérdidas materiales (incendio/explosión; corrosividad; pérdidas por evaporación).
Cada familia de productos tiene en general un grado de riesgo característico que lo diferen-cia o asocia a otros, razón por la que los acciden-tes pueden derivarse de cualquiera de ellos y es-tán analizados en la tabla “Matriz Nº 1 de riesgos potenciales”. Esta matriz, junto a las posteriores, constituirán verdaderas herramientas para el análi-sis de problemas potenciales en el almacenamiento y para el proyecto de las medidas preventivas para eliminarlos o contenerlos.
La segmentación de las sustancias que se encuentran en las plantas industriales se hará según el uso que se le da a las mismas.
Los que afectan directamentea las personas dentro y fuera de la fábrica- Incendio/explosión - Emisiones tóxicas - Corrosividad
Los que dañan seriamente al medio ambiente- Fugas/derrames - Corrosión - Emisiones tóxicas
Los que ocasionan pérdidas materiales- Incendio/explosión - Corrosividad - Pérdidas por evaporación
Principales riesgos
Matriz Nº 1 de riesgos potenciales
56 PQ - MAR-ABR11
Equipamiento_ Especial sólidos y pulverulentos
C
M
Y
CM
MY
CY
CMY
K
AnunDINA4FER.pdf 11/3/11 11:59:28
C
M
Y
CM
MY
CY
CMY
K
AnunDINA4FER.pdf 11/3/11 11:59:28

Para poder determinar el nivel más adecuado a cada aplicación, deben de tenerse en cuenta algunas variables: detección puntual o medida continua; granulometría, densidad y en algunos casos constante dieléctrica; hume-
dad, temperatura y presión; forma y tamaño de la tolva o silo; posición de montaje y tipo de conexión a proceso; alimentación del instrumento; comunica-ción (relé, transistor, NAMUR, mA, HART, etcétera); y clasificación de la zona de instalación (por ejemplo, ATEX).
Medida continuaEn caso de que deseemos medida continua, los ti-pos de niveles más utilizados son por sistema radar, tanto de antena como de microondas guiadas por cable, del tipo de ultrasonidos y en menor medida por sistema electromecánico. Pueden realizarse me-didas continuas de nivel en silos de hasta un total de 100 metros de altura.
Niveles por sistema radar: su coste ha ido bajan-do los últimos años, convirtiéndose quizás en el más usado para la medida continua de nivel. Pueden ser
de tipo antena o de microondas guiadas por cable. El medidor de nivel por microondas guiadas por cable es más económico que el de antena y básicamente consiste en un cabezal con un circuito electrónico y un cable de acero que cuelga desde el techo hasta el fondo del silo.
Desde el cabezal, un circuito emisor envía micro-ondas a través del cable. Cuando éstas encuentran la superficie del sólido, se reflejan hacia el circuito receptor también alojado en el cabezal. Midiendo el tiempo entre emisión y recepción podemos calcular la altura del nivel. En el caso del tipo de antena, la función es la misma pero utilizando el aire en lugar del cable. Las microondas se envían al interior del silo desde la antena acoplada al cabezal; después de reflejarse en el producto, son recogidas de nuevo por la antena calculando el nivel. Aunque es más caro que el de cable, el mantenimiento es mínimo. Además, esta tecnología tiene la ventaja de que la medida no se ve afectada por el polvo del interior del silo, la densidad del producto, el grado de hume-dad, temperatura o presión.
Niveles por ultrasonidos: el principio de funcio-namiento es similar al de radar con antena pero, en
58 PQ - MAR-ABR11
Análisis de las variables a tener en cuenta y de los diferentes sistemas
En cualquier instalación de fabricación, proceso, transporte y almacenaje de materiales sólidos es necesario controlar el nivel en tolvas y silos. Muchas son las variables a tener en cuenta a la hora de seleccionar el instrumento más adecuado para cada aplicación, si bien primeramente hemos de considerar si necesitamos una detección puntual o una medida continua del nivel. A pesar de algunas excepciones, en el campo de la medida de nivel en productos sólidos, a diferencia de los líquidos, no se exige una gran precisión.
Detección y medida de nivel para productos sólidos
Especial_Sólidos y pulverulentos

lugar de emitir microondas, se emiten ultrasonidos. Su uso queda restringido para aplicaciones sin polvo y con productos con poca absorción del haz de ultrasonidos. Aunque actualmente existen modelos con emisores potentes y software muy elaborado, los equipos de radar los han ido susti-tuyendo progresivamente.
Niveles electromecánicos: el sistema consiste en un instrumento situado en el techo del silo y que contiene un motor eléctrico, una polea con cable, un palpador y un sistema electrónico. Cuando se da una orden de mando, el motor hace descender hacia el interior del silo el cable con el palpador. Cuando éste alcanza al producto, el motor cambia de giro recogiendo el cable de nuevo. Mediante un contador de impulsos se va midiendo el recorrido del cable, indicando de esta forma la altura del nivel.
Detección puntualSi en la medida continua nos hemos centrado en tres tipos de instrumentos, en la detección pun-tual existen algunos más, como podemos ver a continuación.
Niveles por paleta rotativa: su principio de fun-cionamiento es simple. Un motor hace girar una pala en el interior de la tolva, y cuando el producto alcanza y cubre la pala, bloquea el giro del motor actuando un microruptor en el interior del cabezal. Puede utilizarse con una gran variedad de sólidos y se fabrican con una amplia gama de conexiones a proceso y para temperaturas de hasta 500 0C. No se ven afectados por cambios en la humedad del pro-ducto y no necesitan ningún tipo de ajuste.
Niveles capacitivos: un circuito electrónico situa-do en el cabezal mide la capacidad eléctrica existen-te entre la sonda y la pared de la tolva o silo. Si la sonda está descubierta esta capacidad tiene un va-lor determinado. Cuando el producto a detectar cu-bre la sonda, la capacidad aumenta. Esta variación es detectada por el circuito electrónico, activando la salida. Mediante un ajuste de sensibilidad se puede adaptar las sondas a cada aplicación. Se fabrican con sondas rígidas o con cable flexibles según se re-quiera detección de nivel máximo o mínimo. En este caso, el nivel no contiene partes móviles. Destacan su robustez y bajo mantenimiento, y no está indica-do para productos de baja constante dieléctrica o húmedos.
Niveles vibratorios: este tipo de nivel incorpo-ra una sonda tipo diapasón que puede ser de dos horquillas o de un sensor de barra. El circuito elec-trónico alojado en el cabezal hace vibrar a las hor-quillas o al sensor de barra. Cuando el producto los cubre, se amortigua la vibración detectándose en el cabezal y actuando el relé de salida; no se ve afec-tado por cambio en las condiciones del producto.
Adecuado para productos con muy baja densidad. No necesita ajuste.
Niveles de membrana: este control de nivel es completamente mecánico. Está formado por una caja que incorpora una membrana en contacto con el producto. En el interior de la caja y de forma so-lidaria con la membrana se encuentra un micorrup-tor. Cuando el producto cubre la membrana, hace presión sobre ésta activándose el microrruptor de
59PQ - MAR-ABR11
Sólidos y pulverulentos_Especial
Nivel capacitivo máximo.
Nivel capacitivo.
Nivel de péndulo.
Nivel rotativo máximo.

lateral en un movimiento vertical actuando el micro-rruptor que se encuentra en el interior del cabezal. Es muy importante el lugar de montaje para aprove-char el talud que se forma cuando se llena el silo. Se trata de un nivel que puede resultar económico.
Niveles por barrera de microondas: hay alguna aplicación en las que es imposible la colocación de cualquiera de estos tipos de nivel, ya sea por la tem-peratura del producto, su tamaño o por la imposibi-lidad física de colocar un sensor en contacto con el producto a detectar. Para estos casos excepcionales se colocan dos sensores (emisor y receptor) alinea-dos y montados en las paredes opuestas del silo o tolva. El emisor emite microondas que son captadas por el receptor. Cuando el producto se interpone en esta barrera de microondas, actúa el relé de salida.
Instrumentos certificados para zonas AtexComo hemos comprobado, no existe un único sis-tema de medida o detección de nivel para produc-tos sólidos. Se deberá realizar un estudio detallado de cada aplicación para determinar el instrumento más adecuado al mejor coste posible.
Por último, un tema muy importante a tener en cuenta es determinar si los equipos van instalados en zonas con riesgo de explosión. En los distintos procesos es imprescindible que los instrumentos estén certificados para su instalación en zonas cla-sificadas ATEX para ambientes de polvo, según la norma EN 61241-0:2006.
Texto de Antonio SánchezGerente de Kobold Mesura SLU
60 PQ - MAR-ABR11
salida; se fabrican con membranas de nitrilo, vitón y acero inoxidable, y son idóneos para aplicaciones simples y que requieren un nivel muy económico.
Niveles de péndulo: es un nivel de detección máxima completamente mecánico. Se coloca en la parte superior de las tolvas o silos y consta de un cabezal con una varilla y un cono en la parte inferior. Cuando el producto no alcanza al cono, la varilla se mantiene vertical. En el momento en que el producto alcanza al cono, éste se desplaza lateralmente in-clinando la varilla. Un pivote situado en el cabezal y solidario a la varilla transforma este movimiento
Especial_Sólidos y pulverulentos
Nivel capacitivo lateral.
Nivel de membrana.
Nivel de radar.
Nivel vibratorio.
Nivel rotativo.

Nivel de membrana.
La comprobación periódica de sistemas de instrumentación SIL está prescrita deta-lladamente en los planes de mantenimien-to. La necesidad de esta comprobación puede deducirse también de la definición del tiempo de servicio en el cálculo del
valor PFD (“Probability of Failure Demand”). Dichos valores de seguridad de las sondas de temperatura son de importancia primordial en comparación con los valores del transmisor, ya que la probabilidad de error del sensor puede superar hasta diez veces la del transmisor según aplicación y tipo.
El motivo de la elevada probabilidad de error en el sensor en comparación con el transmisor se debe a las condiciones de uso. Mientras el transmisor se encuentra dentro de una caja alejado del proceso en condiciones climáticas moderadas, el sensor está sumergido en el interior del proceso, normalmente en una ubicación de máximo calor y sometido a vi-braciones. El sensor, por lo tanto, sufre un desgaste que se debe controlar. Las comprobaciones periódi-cas deben incluir no sólo las funcionalidades de se-guridad del transmisor (comportamiento en caso de rotura de sensor, cortocircuito o perturbaciones de la alimentación auxiliar) sino también el sensor de temperatura. Una calibración constituye un elemen-to esencial de esta comprobación de seguridad.
Periodo de calibraciónEl cálculo del valor PFD según SIL requiere la indi-cación del tiempo de servicio previsto. El periodo de calibración es igual que dicho tiempo de servi-
cio, ya que una calibración es la única manera de detectar una desviación del sensor. El ciclo idóneo se calcula al transformar la fórmula PFD en:
Tcal = 2 ∙ PFD límite/λdu
Para SIL2 este PFDlímite = 9,9x10-3
Así, se pueden calcular los valores indicados en la tabla. Las termorresistencias de dos hilos en principio no son adecuadas para aplicaciones SIL2 y deberían calcularse, igual que termopares, al menos una vez al año. Termorresistencias de cable requie-ren intervalos incluso más cortos de hasta dos veces al año. Para las termorresistencias con conexionado de cuatro hilos y puntos de medición previamente confeccionados con certificado de calidad, se calcu-lan ciclos más largos y en muchos casos basta con aprovechar las paradas técnicas de una instalación de proceso cada dos a tres años para efectuar la ca-libración. En este periodo conviene comprobar tam-bién las vainas a corrosión y abrasión.
VainasPara la comprobación periódica del termómetro y para mejorar la seguridad se aplican cada vez más las vainas. Una sonda montada en una vaina per-mite el fácil desmontaje de las partes importantes sin interrumpir el proceso. Fluidos agresivos no pueden escapar y las presiones permanecen en los envolventes previstos. En la planificación de apli-caciones críticas se debe incluir también un cálculo
62 PQ - MAR-ABR11
Calibración de termómetros
Para realizar una calibración periódica de manera profesional, el instrumento debe ser incorporado en una vaina, mientras que la instrumentación de temperatura en aplicaciones de seguridad hasta 600 0C con transmisores con certificado SIL debe efectuarse con termorresistencias PT100 de cuatro hilos. Con estas características se pueden conseguir muy buenos valores SIL para la instrumentación de temperatura que facilitan la clasificación de la cadena de regulación íntegra.
Periodicidad óptima de calibración de termómetros SIL
Equipamiento_Informe

de estrés de las vainas para verificar mediante un análisis sistemático y detallado si el material re-siste a las cargas estáticas y dinámicas. En este análisis se comprueba también si pueden produ-cirse resonancias inducidas por el flujo del fluido de medición. Si es necesario, se hacen sugerencias para aumentar la seguridad de la vaina.
CalibraciónUna desviación de sensor puede detectarse exclusi-vamente por una calibración externa. Sin embargo,
puede suceder que esta desviación afecta al rango de manera desigual. Una temperatura de +100 0C, por ejemplo, se mide con exactitud, mientras que una temperatura de 450 0C puede situarse ya fuera de clase. Por este motivo, la calibración debe efec-tuarse con los rangos de temperatura habituales del proceso. En muchos casos esta simulación de las temperaturas de proceso requiere laboratorios de altas prestaciones, con temperaturas de referen-cia ajustables con elevada estabilidad. Si no se dis-pone de estos patrones in situ, hay que contemplar los servicios de un servicio exterior.
Texto de Dietmar Saecker Product manager de Instrumentación Eléctricade Temperatura de Wika
Informe_Equipamiento
Para aplicaciones críticas se debe realizar un cálculo de estrés de la vai-na para verificar si el material resiste a las cargas dinámicas y estáticas.
Si los termómetros están insertados en una vaina, la calibración se realiza de manera fácil sin interrrupciones.
Calibrador de bloque para medida de temperatura.

Engineering+Equipment es para los res-ponsables de la compañía la manera de poner a punto un almacén de sustancias peligrosas, químicas y/o contaminantes. Son varias las soluciones posibles para el almacenamiento seguro de sustancias
con o sin resistencia al fuego y para almacenar bido-nes y contenedores de 1.000 litros de una forma legal y segura, además de ofrecer el resto del equipamien-to necesario en instalaciones de almacenamiento.
64 PQ - MAR-ABR11
Contenedores de 1.000 litros, antes y después.
Almacenamiento de distintas sustancias en distintos recipientes, antes y después.
Almacenamiento de pinturas inflamables y disolventes en altura. Almacenamiento de bidones inflamables, antes y después.
Soluciones basadas en la sostenibilidad y la seguridad
Con la aplicación de la última tecnología disponible y el conocimiento actualizado de las normas españolas y europeas en materia de almacenaje de productos químicos, los ingenieros de Denios conciben la solución idónea tanto para el almacenamiento correcto de sustancias como soluciones integrales mediante el diseño de un programa de equipamientos a medida.
Ingeniería y equipamiento, fórmula para el almacenamiento de sustancias peligrosas
Equipamiento

Entre otras cosas, la propuesta a la que se re-fiere Denios respecto a los contenedores de 1.000 litros pasa por el almacenamiento de inflamables en perfectas condiciones de seguridad, con estantes de retención, ventilación y toma de tierra, más la po-sibilidad de aislarlo térmicamente y con resistencia al fuego. Además, el diseño puede ser estándar o a medida, con apertura lateral y tamaños variables.
En el almacenamiento de bidones de inflama-bles, al igual que en el almacenamiento de GrGs, los bidones son colocados sobre el correcto cubeto de retención, según la legislación vigente, de acero y con rejilla. Asimismo, el fabricante ofrece la ca-pacidad de retención adecuada a la cantidad alma-cenada. En cuanto al almacenamiento de distintas sustancias en distintos recipientes, se sugiere la colocación separada de distintas sustancias sobre diferentes cubetos de retención, según tablas de in-compatibilidad y peligrosidad.
En el caso del almacenamiento de pinturas infla-mables disolventes en altura, se propone la coloca-ción correcta de bidones sobre cubeto de retención, en este caso lacado y con rejilla; colocación de re-cipientes de inflamables sobre estantería de reten-ción. Por su parte, armarios para botellas de gas, armarios protegidos, tarimas de retención, etcétera, se suman al almacenamiento seguro de sustancias bajo la fórmula Engineering+Equipment.
Respuestas a las novedades normativasEl diseño, fabricación y suministro de productos deben adaptarse no sólo a las necesidades del cliente, sino a la normativa más actual. De ahí que se centre en un catálogo en el que los equipos para el correcto manejo de pinturas, aceites, disolven-tes, grasas, trapos sucios, residuos, ácidos y bases, lejías, peróxidos, etcétera respondan a la necesi-dad de que las empresas cumplan con las nor-mas legales al respecto: APQ-RD 379/2001, Reach, Atex, ISO 14001, requerimientos de entidades de control… de forma óptima y práctica. Un ejemplo es el almacén estándar Densafe con resistencia al fuego transitable, ensayado y certificado con la re-sistencia al fuego REI 120 minutos según la nueva normativa europea EN 13501-2.
65PQ - MAR-ABR11
Almacenamiento de GrGs.
Equipamiento
La última tecnología disponible y la actualización constante de las normas medioambientales, claves para la solución idónea para el almacenamiento correcto de sustancias
Tarimas de retención.
Armarios para botellas de gas, armarios protegidos.

66 PQ - MAR-ABR11
Equipamiento_Novedades
Especialmente idóneo para la producción de ingredientes activos farmacéuticos, química fina e intermedios, Planex System es el nuevo secador al vacío horizontal a cuerpo fijo que Italvacuum (especialista en secadores al vacío y bombas al vacío para los procesos de producción de la industria química y farmacéutica) ha introducido en el mercado, presentado en España por Codols.
Planex System está compuesto por una cámara fija cilíndrica horizontal dentro de la cual hay un agitador excéntrico con dos movimientos independientes, capaz de rotar sobre el propio eje y al mismo tiempo tangencialmente a la cámara de secado. La doble rotación combinada permite una mezcla óptima del producto y renovar continuamente la superficie de evaporación de la masa tratada, afectando a todo el volumen de la cámara. De esta forma, se facilita la evaporación de los disolventes y los tiempos de secado son reducidos significativamente en comparación con los sistemas convencionales, según Codols.
La configuración característica del agitador (con un diámetro más pequeño que el de la cámara de secado) y la doble rotación permite la revolución continua del producto y limita las tensiones mecánicas y térmicas, evitando el sobrecalentamiento local debido a la fricción (sistema libre de fricciones). Esto permite, señala Codols, tratar los productos más delicados y termolábiles, ya que
se conserva su pureza evitando la degradación del lote secado. La compañía precisa (a partir del análisis independiente del profesor. M. Vanni y el ingeniero M. Garbero de la Universidad Politécnica de Turín, miembros del Departamento de Ingeniería Química y Ciencia de los Materiales, que los esfuerzos térmicos y mecánicos en el producto tratado son tres veces inferiores respecto a lo observado en secadores tradicionales equipados con un agitador concéntrico, con la consiguiente reducción del consumo de energía.
www.codols.com
Codols Secador multi-producto
La legionela es una bacteria extremadamente resistente que puede encontrarse en sistemas de abastecimiento de agua. En este contexto, la compañía Georg Fischer Piping Systems ha diseñado sistemas tanto para prevenirla como para evitar su propagación. Esta bacteria crece en agua estancada con una temperatura entre 20º y 50 °C, por lo que puede encontrarse en sistemas de agua sanitaria ya que suelen ser instalaciones en las que se produce un estancamiento del agua. La erradicación de la bacteria de la legionela es complicada ya que sólo se pueden utilizar dos sistemas: uno físico, por ejemplo de temperatura, calentando el agua hasta un mínimo de 71 °C, y otro químico, como puede ser la adición de biocida, por ejemplo, introduciendo cloro en el sistema de tuberías.
Para la GF Piping Systems, la mejor solución contra esta infección se encuentra en la prevención, ya que un buen mantenimiento y un diseño eficaz de los sistemas de conducción de agua pueden evitar el crecimiento de estos microorganismos así como su propagación. Esta empresa ofrece una amplia gama de tuberías y válvulas diseñadas para evitar la presencia de rincones y espacios muertos en las instalaciones de agua potable en los que puede estancarse el agua y que pueden servir de alojamiento a bacterias nocivas. Estos sistemas, precisa la compañía, también permiten un control de la temperatura de modo que las bacterias de la legionela no se puedan desarrollar.
www.georgfischer.es
GeorG FisCher PiPinG systems Tuberías y válvulas contra bacterias
Van Dino El AFQ es un filtro activo multifunción de Circutor capaz de
realizar simultáneamente varias tareas y establecer un orden de prioridad. Entre sus principales características, la compañía destaca el filtrado inmediato de todos los armónicos hasta el 5º (2.500 Hz), permitiendo filtrado selectivo para cada orden de armónico, y que corrige el desequilibrio de corrientes entre fases, además de compensar la energía reactiva.
Este filtro activo multifunción dispone de protecciones frente a posibles resonancias, sobretensiones, sobrecorrientes y temperatura, y posibilita además la visualización por display gráfico del estado de la instalación antes y después de la
conexión del filtro, mostrando entre otros el contenido armónico, tensiones, corrientes, potencias, etcétera.
www.circutor.com
CirCutor Filtro activo multifunción

Novedades_Equipamiento
67PQ - MAR-ABR11
IRmax es el nuevo detector compacto de gas de hidrocarburo por infrarrojos con bajo consumo energético de Crowcon. La compañía destaca que es más pequeño y ligero que otros detectores de infrarrojos similares, así como la facilidad de su instalación, incluso en lugares de difícil acceso.
Con una tecnología de sensores infrarrojos con dos longitudes de onda en una carcasa de acero inoxidable 316 resistente, IRmax está diseñado para funcionar en las condiciones más extremas, en temperaturas comprendidas entre -40 ºC y +75 ºC. No utiliza calentadores para evitar la condensación en el espejo; por el contrario, dispone de componentes ópticos Stay-CLIR tratados con un revestimiento muy resistente que evita los fallos provocados por la condensación.
Al no contener componentes para calentar superficies ópticas, el consumo de energía se reduce, necesitando sólo UN vatio de potencia, según la compañía, que precisa igualmente que estos detectores requieren suministros de energía y sistemas de reserva de batería más reducidos y menos costosos. Además, el bajo consumo de energía también significa que se pueden utilizar cables de menor sección y que se pueden alimentar más detectores en redes direccionales.
Crowcon señala que es posible un tiempo de respuesta rápido T90 de cuatro segundos debido a una cámara compacta de gas de difusión en combinación con una eficaz tapa, resistente a la
intemperie. Dicha tapa también permite un gaseado y calibración remotos del detector sin necesidad de disponer de una tapa de calibración especial ni de andamios o plataformas especiales para acceder al detector.
Otra de sus características es la pantalla opcional, que se puede instalar directamente en el detector o montar a un máximo de 30 metros de distancia para comprobar y calibrar los detectores situados en zonas remotas o inaccesibles. Además de ofrecer funciones esenciales de calibración no invasivas, la pantalla también ofrece información de diagnóstico y características para simplificar las pruebas y puesta en servicio.
www.crowcon.com
Bajo una estrategia de diversificación focalizada, Panreac Química ha lanzado la nueva gama de productos y servicios para investigación en Ciencias de la Vida. Panreac LifeSciences esuna línea extensiva de reactivos idóneos para detectar, extraer, purificar, sintetizar y analizar el material biológico,
con variedad de formatos ready-to-use. Esta línea ofrece sustancias que garantizan, según la compañía, un alto rendimiento cubriendo las técnicas más importantes de Biología Molecular, Genética y Bioquímica.
www.panreac.com
CrowCon Detector de gas por infrarrojos
PanreaC Reactivos y servicios para biología molecular
La gama Opti-Gard de Elfab ha incorporado el nuevo disco de ruptura reverso Opti-Gard SoLo, desarrollado específicamente para aplicaciones de baja presión de dos psig. Con un ratio operativo del 95% sobre la mínima presión de ruptura y una tolerancia de rendimiento de sólo el 3%, Elfab precisa que este nuevo disco ofrece mejores características de rendimiento para aplicaciones de líquidos, gases o vapores.
Sometido a más de 100.000 ciclos de pruebas, SoLo presenta un óptimo ciclo de vida a prueba de fugas, según la compañía. Viene equipado con el sistema magnético de detección de rupturas Integral Flo-Tel. Elfab precisa que, a diferencia de los detectores tradicionales de tipo membrana, Flo-Teles a prueba de fallos y opera sólo cuando un disco se ha roto, eliminando así tanto las falsas alarmas como el tiempo de inactividad en el caso de funcionamiento del disco.
www.elfab.com
elFab Disco de ruptura reverso
68 PQ - MAR-ABR11
Equipamiento_Novedades
Para VYC Industrial, una actuación sostenible a nivel económico y ecológico es uno de los factores más importantes en el sector industrial, de ahí que los sistemas energéticos eficaces desempeñen un papel fundamental. Bajo esta premisa, la compañía presenta las nuevas instalaciones de calderas de vapor y de agua sobrecalentada de Loos, de las que destaca la eficacia de funcionamiento y su regulación de manera inteligente relegando las elevadas pérdidas de energía y emisiones de CO2.
Alguno de los ejemplos de calderas de agua sobrecalentada es el tipo Unimat UT-HZ o las calderas de vapor UL-S 2.000 más el módulo de descalificación de agua WSM. Economizadores integrados buscan el máximo rendimiento con mínimos valores de emisión, y el control de instalaciones y calderas LBC/LSC pretende garantizar un servicio rentable de forma permanente.
Consumo energético, emisión de sustancias contaminantes y desgaste quedan minimizados gracias a la optimización de todas las funciones de medición y regulación, según VYC. Además, un enfriador de vapor de Loos se encarga de la recuperación de las pérdidas de calor debidas al proceso. La arquitectura de sistemas de Loos pretende reducir el consumo de energía y las emisiones. Las inversiones en una nueva planificación o modernización de un sistema de calderas se suelen amortizar rápidamente debido a la drástica reducción de los costes de funcionamiento, según explica VYC Industrial, recordando que Loos comprueba con herramientas especializadas, como el programa de balance de la sala de calderas, si es posible reducir el carburante utilizado y, de este modo, el componente fundamental de los costes de funcionamiento, adecuando, sustituyendo o volviendo a diseñar sistemas de calderas.
www.vycindustrial.com
La última adición de E2S a su gama de avisadores luminosos BEx con una certificación ATEX de alto rendimiento es el 21 Joule, faro de xenón con una intensidad efectiva de 485 Cd (lente transparente). Disponible con seis colores a escoger en la lente (rojo, ámbar, amarillo, azul, verde y transparente), está diseñado para dar un alto rendimiento para las áreas donde se requiere una señal de alarma más brillante.
Certificado para su uso en las zonas 1, 21, 2 y 22, es adecuado para la gran mayoría de las zonas de riesgo y su poderoso faro es especialmente adecuado para su uso en áreas al aire libre con luz solar. Utilizando un tubo de doble xenón, puede ser configurado para producir un solo destello con toda su energía, un flash de doble golpe o un flash alternativo; un segundo estado de alarma está disponible si se requiere.
Fabricados de aluminio LM6 libre de cobre y resistente a la corrosión, el cual es el fosfato con recubrimiento en polvo,
este es sellado a IP66/67, por lo tanto es conveniente para usos en tierra y mar. Los tubos dobles de xenón se aseguran mecánicamente para proporcionar protección contra golpes y vibraciones. Se encuentran disponibles versiones de voltaje 24VDC, 48VDC, 115VAC y 230VAC.
www.e2s.com
VyC industrial Sistemas de calderas
e2s Indicador de alerta
El agua osmotizada es el nuevo sistema aplicado por ISS España para limpiar cristales y otras superficies no porosas de fachadas de hasta 20 metros de altura. Este método, que incluye un sistema de impulsión de pértigas telescópicas y cepillos, utiliza agua en estado puro, ya que es un agente químico muy agresivo que necesita absorber impurezas orgánicas o inorgánicas para recuperar su equilibrio. ISS Limpieza precisa que el produce agua químicamente pura mediante filtros que eliminan secuencialmente las impurezas, primero alcalinas, después partículas en suspensión, etcétera, un método de limpieza ecológico porque no se tiene que
añadir ningún producto químico al agua y no daña las superficies en las que se aplica.
El uso de las pértigas telescópicas y de los cepillos evita la utilización de andamios o plataformas elevadoras y se logra una mayor optimización del servicio porque el trabajador puede lograr rendimientos de hasta 200 m2/h. La compañía señala que este método de limpieza con agua osmotizada, que al evaporarse no produce ningún tipo de residuo, está recomendado para grandes superficies acristaladas exteriores lisas, sin obstáculos ni repisas.
www.es.issworld.com
iss esPaña Sistemas de limpieza

Novedades_Equipamiento
Con el lanzamiento de dos copolímeros random de polipropileno (PP) de gran pureza, Sabic amplía su cartera de polímeros para aplicaciones sanitarias. Ambos han sido específicamente desarrollados para este tipo de aplicaciones. Se trata de dos grados nuevos, uno para una amplia gama de aplicaciones de moldeo por soplado y el otro para componentes moldeados por inyección.
El grado para moldeo por extrusión-soplado Sabic PP PCGR02 presenta una gran transparencia al contacto, resistencia al impacto y transformabilidad, según la compañía. Entre sus principales aplicaciones están las botellas y las ampollas.
La segunda nueva resina, PP PCGR25, ofrece la alta claridad y las buenas propiedades antiestáticas necesarias para la fabricación de jeringas desechables. También se puede utilizar para cualquier otro artículo que se pueda beneficiar de sus propiedades ópticas y de su versatilidad de transformación. Su tecnología aporta una transparencia que permite ver mejor el contenido de la jeringa y para darle además una estética atractiva. También permite utilizar temperaturas de transformación más bajas que las habituales con los copolímeros random convencionales. La compañía precisa que los transformadores pueden trabajar con tiempos de ciclo considerablemente más cortos y conseguir así ahorros de energía
de hasta el 15% y que el uso de este material también contribuye a las iniciativas de sostenibilidad.
www.sabic.com
sabiC Polímeros para aplicaciones sanitarias

70 PQ - MAR-ABR11
Equipamiento_Novedades
Proporcionar control multidisciplinar y de alto rendimiento en un sistema del “tamaño adecuado” es el objetivo de Rockwell Automation con el escalado y modularización de su sistema de Arquitectura Integrada. Con las nuevas capacidades integradas de control de movimiento y seguridad del controlador CompactLogix de Allen-Bradley, la compañía pretende ayudar a los constructores de maquinaria a aprovechar una sola plataforma de control para la gama completa de aplicaciones de control e información. Recientemente ha incorporado tres controladores programables de automatización (PAC) basados en el factor de forma CompactLogix de Allen-Bradley, que incluye los controladores Compact GuardLogix, CompactLogix L2 y CompactLogix L4 de Allen-Bradley.
Rockwell Automation se está enfocando en el escalado y en la modularización de su sistema de Arquitectura Integrada para proporcionar control multidisciplinar y de alto rendimiento en un sistema del “tamaño adecuado”, según sus responsables.
En 2011, la compañía continuará su enfoque en escalado por medio de CompactLogix L1 de Allen-Bradley y de la ampliación de la familia de controladores programables de automatización L3, junto con una suite ampliada de productos complementarios apropiados de manera ideal a aplicaciones con menos de 200 puntos de E/S y hasta 16 ejes de movimiento. Esta suite expandida puede ser configurada por completo en el entorno de diseño común de RSLogix 5000 de Rockwell Software. Cualquiera de las interfaces de operación PanelView Plus 6 y PanelView Plus Compact permiten visualizar e informar en
aplicaciones de maquinaria de rango intermedio. La firma estadounidense mantiene su estrategia de negocio ofreciendo soluciones a la industria basadas en la automatización industrial, las tecnologías de información y el control inteligente con el objetivo de potenciar el nivel productivo de las empresas. En este sentido, la firma desarrolla modelos de arquitectura integrada para implantar la conexión de la información y el control en la totalidad de una empresa. Esta fórmula se asienta "en una integración de todas las tecnologías de control, conexión en red, visualización e información que forman parte de la actividad de una organización”, según sus responsables.
Las tecnologías de la multinacional se utilizan, de igual forma, para lograr una mayor optimización del uso de la energía, monitorización y evaluación de los sistemas de automatización, así como de los sistemas de mantenimiento interviniendo a través de las fases de predicción, prevención y reacción.
www.rockwellautomation.es
roCkwell automation Controladores programables de automatización
Industrias químicas, farmacéuticas, petroquímicas, empresas de tratamiento de aguas y, en general, todas aquellas empresas que t ienen ambientes agresivos con altas concentraciones de ácidos, álcalis y disolventes necesitan solucionar problemas por degradación u oxidación de depósitos metálicos o de hormigón, roturas de cubetos de contención y desgaste de pavimentos industriales, sometidos a fuertes ataques químicos. De ahí que la compañía Lotum haya presentado una nueva línea de sistemas contra la corrosión y protección química: Lotum ATB-300.
Los productos de los que se componen estos sistemas están fabricados a base de resinas vinil éster de muy alta resistencia química, resistencias mecánicas y térmicas de hasta 180 ºC. La gama incluye, entre otras cosas, revestimientos ligeros de entre 0,5 y 3,0 mm para el pintado interior o exterior de depósitos y pavimentos, en zonas de tráfico ligero; o morteros de reparación y regeneración de entre 3,0 y 15 mm, idóneos para la protección de cubetos y pavimentos sometidos a altas agresividades.
www.lotum.es
lotum Productos de alta resistencia química, mecánica y térmica
Novedades_Equipamiento
Tras proveer de soplantes de vacío de desplazamiento positivo en el mercado del transporte neumático, Ingersoll Rand presenta sus nuevos equipos rotativos para vacío en seco con aplicación en sistemas centralizados de aspiración, de vacío (embotellado), transporte neumático (cenizas, vegetales, semillas), secado de productos, sostenedores de piezas de trabajo, en la industria de procesamiento de papel, energía, química, farmacéutica, en la extrusión de plástico y la industria cerámica, entre otras.
Se trata de un desarrollo que aúna soplantes probadas y fiables, según la compañía, junto con un compacto y robusto equipo diseñado para obtener una solución de vacío eficiente y seca, respetuosa con el medio ambiente, precisa Ingersoll Rand. Estas soplantes para vacío en seco son idóneas para los requerimientos de un nivel de vacío de 600 a 850 mbar.
La compañía insiste en que se trata de una solución ecológica: el equipo es adecuado para obtener vacío en los sistemas centralizados de limpieza, transporte neumático, secado de productos o mantener la aplicación sin aceite ni consumo de agua, buscando la mayor eficiencia con su diseño de inyección de aire patentado por el grupo Hibon,
de Ingersoll Rand. Diseñado para un uso industrial continuo 24h/24h, los paquetes VP son soplantes secos refrigerados por aire capaces de alcanzar 28''Hg de vacío/92% de vacío sin problemas de sobrecalentamiento, mientras que ofrecen un amplio rango de posibilidades en lo referente a los valores de caudal, auto-adaptación al sistema del cliente y temperatura. La inyección del aire asegura el auto-enfriamiento de la soplante sin necesidad de un fluido auxiliar.
www.ingersollrandproducts.com
inGersoll rand Equipos rotativos para vacío en seco

72 PQ - MAR-ABR11
Equipamiento_Novedades
La empresa especializada en agua para laboratorios de Veolia Water Solutions & Technologies, Elga Labwater, ha resultado adjudicataria mediante licitación pública de un contrato para el suministro de varios sistemas de producción de agua de laboratorio para el Instituto de Investigación en Energía de Cataluña (IREC).
Concretamente, el contrato contempla el suministro de un equipo Purelab Option E para la producción de 80 litros a la hora para suministrar agua purificada a los diferentes laboratorios en el Instituto. Para la producción de agua ultrapura de Tipo I para las aplicaciones críticas, Elga también instalará dos sistemas
Purelab Pulse que incorporan tecnología de electrodesionización, combinados con dos sistemas Purelab flex asociados. Finalmente, el alcance del suministro incluye tres equipos Purelab flex más que serán instalados en diferentes puntos de uso.
Con una larga experiencia al servicio de laboratorios, Elga Labwater cuenta con sistemas para la producción de agua de grado primario, agua purificada y ultrapura, ofreciendo un servicio global, desde el asesoramiento del sistema de purificación más adecuado para cada necesidad, hasta la implantación y mantenimiento de los mismos. www.elgalabwater.com
Densafe es el nombre del nuevo almacén resistente al fuego, ensayado y certificado con la resistencia al fuego REI 120 minutos según la nueva normativa europea EN 13501-2, que ha sido presentado por Denios. La construcción de acero se recubre con planchas de fibra mineral resistentes al fuego con propiedades aislantes, señala la compañía. Estas planchas están revestidas en ambos lados con una cubierta de acero galvanizada y adicionalmente laminadas (paneles tipo sandwich). El almacén está disponible con distintas variedades de puertas, además de cubeto de retención integrado en acero galvanizado y de estanqueidad certificada. La superficie del cubeto, a base de rejillas galvanizadas extraíbles, proporciona una superficie de tránsito cómoda y segura.
Está solución se encuentra disponible en diferentes dimensiones y con multitud de accesorios opcionales (estanterías, ventilación forzada Atex, calefacción, refrigeración, etcétera). Así, este almacén prefabricado resistente al fuego se convierte en un producto multiusos para el almacenamiento y manipulación seguros de sustancias y materiales peligrosos.
El almacén forma parte de los equipos fabricados y comercializados por Denios para el correcto manejo de pinturas, aceites, disolventes, grasas, trapos sucios, residuos, ácidos y bases, lejías, peróxidos, etcétera. En el nuevo catálogo 2011 de equipamiento industrial para el almacenamiento de sustancias se encuentra lo que las empresas puedan necesitar para cumplir con las normas legales al respecto (APQ – RD 379/2001, REACH, ATEX, ISO 14001, requerimientos de entidades de control, etcétera). www.denios.es
En su nuevo catálogo de la División Industrial 2011, Genebre incorpora un conjunto de novedades dirigidas a cubrir las demandas tanto del mercado nacional como para la exportación. Las principales novedades se dan en el capítulo de válvulas, línea sanitaria y automatización. En el apartado de válvulas se encuentran nuevas válvulas mariposas tipo LUG bridas DIN, válvulas de aguja-serie 6000 Lbs y válvulas de globo y compuerta con bridas ANSI-clase 150. La familia de línea sanitaria industrial incluye grifo de nivel superior para manguera, grifo de nivel inferior para manguera con purga, válvula toma muestra tubo liso y válvula toma muestra con válvula inferior.
En cuanto a automatización, se introduce microrruptor final de carrera con actuador doble efecto, válvula mariposa tipo LUG con actuador (bridas DIN), válvula mariposa tipo LUG
con actuador (bridas ANSI), electroválvula cinco vías con bobina de seguridad y electroválvula cinco vías con bobina antideflagrante. www.genebre.es
sistemas de ProduCCión de aGua Equipos para los laboratorios del IREC
denios Almacén resistente al fuego
Genebre Válvulas, línea sanitaria y automatización para la industria
LÍNEA INDUSTRIAL / INDUSTRIAL LINE 2011

En la industria alimentaria existen numerosas situaciones en las cuales el producto comparte líneas de proceso con el agua (por ejemplo, durante los lavados) o con otro producto distinto (empujes de un producto con un segundo producto). La separación de estas fases permite un ahorro en la producción y mayor calidad al eliminar rechazos. Este ahorro y mejora de la calidad del producto es directamente proporcional a la precisión y rapidez de las técnicas empleadas para la separación de estas fases, según explica Anisol.
Al comparar distintos procedimientos de detección de interfases empleados en la industria se obtienen resultados muy dispares, precisa la compañía, que ha presentado el fotómetro en línea AF56 con el que pretende optimizar resultados en términos de rapidez de respuesta y la reproducibilidad de señal, en comparación con técnicas más comunes (medidores de conductividad, medición visual, de volumen, tiempo de proceso, etcétera) .
Los ahorros de producto con el Optek AF56 dependen del tamaño de tubería; por ejemplo, para una DN50 el ahorro por cada operación de lavado o empuje sería de unos cuatro litros frente a conductivímetro y 20 litros frente a un sistema
de mirilla. El sistema AF56 es compatible con procesos CIP y tiene varias posibilidades de conexión a proceso (Sanitaria, Varivent, brida DIN, etc) en distintos tamaños de tubería desde DN5 a DN 300. www.anisol.es
anisol Sistema óptico para la detección de interfases
73PQ - MAR-ABR11
La gama de analizadores de PdC Testo 330 LL, idóneapara instaladores, mantenedores y servicios técnicos de calefacción, dispone ahora de un visualizador gráfico a color a fin de facilitar la interpretación de los datos de medición. Independientemente de su tecnología, todo sistema de combustión debe funcionar en su punto óptimo, señala la compañía, precisando que factores como el suministro del calor en función de la demanda y la reducción del consumo energético y las emisiones contaminantes asumen en la actualidad una gran importancia. Para aprovechar al máximo el potencial de optimización existente, es necesario comprobar y ajustar con regularidad la instalación de calefacción. De ahí que Testo haya introducido mejoras en la gama de analizadores de los productos de la combustión Testo 330 LL mediante un nuevo procesamiento gráfico de los datos de medición y menús de funcionamiento optimizados.
En el nuevo visualizador gráfico en color, el analizador muestra gráficos autoexplicativos, así como iconos de fácil comprensión y claras presentaciones que pretenden facilitar la interpretación de los datos de medición del análisis de los productos de la combustión. Con la presentación gráfica de los datos, el usuario se mueve de forma segura y rápida a través las diversas mediciones durante el transcurso del análisis de un sistema de calefacción. Hasta el momento se interpretaba el significado de unos valores numéricos,
mientras que ahora unos símbolos arriba y abajo indican si el sistema de calefacción se ha ajustado correctamente.
El 330 LL también incorpora ahora nuevos menús para a fin de hacer más cómodo el análisis del sistema de calefacción, por ejemplo, el menú para la “Medición de combustibles sólidos” o el menú para el “Test de estanqueidad”.
Estos analizadores de combustión siguen incorporando los sensores especiales LongLife, con una vida estimada de seis años para O2 y CO, por lo que no es necesario reemplazar el sensor con tanta frecuencia, reduciendo los costes de mantenimiento, según la compañía. www.testo.es
testo Analizadores de combustión con visualizador gráfico a color
74 PQ - MAR-ABR11
Equipamiento_Novedades
Tras ser sometidas a una explosión con una sobrepresión de 14,4 bar de carga máxima (según EN 15089) y a pruebas hidráulicas a 26 bar (según EN 14460:2006), las nuevas válvulas rotativas de Solids Components Migsa para su uso en atmósferas potencialmente explosivas obtuvo la certificación (realizada por el Laboratorio Oficial J. M. Madariaga) para su fabricación y comercialización, según anexo IV de la Directiva 94/9/CE. Como resultado de los ensayos, la válvula rotativa EXplosionproof de la compañía cumple con las características de explosividad de la mayoría de los materiales sólidos, especialmente para polvos con un índice de explosividad St1 y St2, siendo un “equipo de seguridad” homologado para golpe de explosión y paso de llama.
Como paso previo a la certificación de la empresa (y en cumplimiento del artículo 9 de la Directiva Europea 94/9/CE), la empresa obtuvo la certificación de las válvulas rotativas con el organismo de certificación alemán Dekra Exam GmbH.
La consecución de este nuevo diseño, junto con el lanzamiento de la gama Hygienic, se suman a la oferta de equipos para el manejo de sólidos a granel (de acuerdo a los actuales requerimientos) propuestos por la compañía. www.migsa.es
miGsa Válvulas rotativas para atmósferas explosivas
Teniendo en cuenta la necesidad de que un detector “ideal” de gas para aplicaciones de entrada en espacios confinados (CSE, por sus siglas en inglés) sea fácil de usar; pantalla luminosa, fácil de leer; batería de larga duración (por lo menos un turno completo, y preferiblemente dos); construcción robusta; detección segura (si bien no es el foco de la tarea en cuestión, los detectores que no son fiables pueden frenarla rápidamente), la compañía Crowcon rediseñó completamente su detector de gas portátil de CSE, dando como resultado Gas-Pro. Se trata de un detector de gases múltiples adaptado para aplicaciones de CSE y que cumple con todas las normas relativas a zonas peligrosas, salud y seguridad, explica la compañía, que destaca una serie de características específicas de CSE del nuevo detector. Entre otras, es compacto y comparable en tamaño a los principales detectores por difusión de montaje frontal. Está diseñado para no interrumpir a otros EPI y accesorios y no interferir con la actividad principal del trabajador. Asimismo, dispone de una pantalla en la parte superior que se puede leer de un vistazo, sin tener que tocar siquiera el detector. Su luz de fondo bicolor añade un nivel adicional de alerta en caso de que Gas-Pro entre en estado de alarma.
El hecho de tener una bomba interna implica que se pueden realizar pruebas antes de la entrada de forma rápida y sencilla. Esto también hace que el tamaño del detector sea pequeño y elimina los problemas de sellado ineficaz o la necesidad de equipos adicionales y cargadores asociada con las bombas parásitas. Por otro lado, debido a las cada vez más estrictas directrices y
reglamentos para garantizar la seguridad de los trabajadores, señala Crowcon, el Gas Pro introduce “+ve Safety” a fin de proporcionar una indicación de estado tricolor, ofreciendo así una supervisión rápida y eficaz de la prueba de gas (funcional), de la calibración, de la notificación de todo el rango y de las alarmas recientes.
Cuenta igualmente con múltiples sensores de gas para hasta cinco gases potencialmente peligrosos de una gama muy amplia, en la que se incluye sulfuro de hidrógeno, monóxido de carbono, dióxido de carbono, oxígeno y gases inflamables, así como gases de industrias específicas, como el ozono, amoniaco, cloro, dióxido de cloro y dióxido de azufre. www.crowcon.com
CrowCon Detectores de gas para espacios confinados
75PQ - ENE-FEB11
76 PQ - MAR-ABR11
Cita ineludible para el sector de la tecnología y el procesamiento de sólidos
Primera edición de exPosólidos Portugal
exposólidos se estrena en Portugal. más de 60 expositores procedentes del país vecino, españa, Francia, alemania e italia, entre otros, se reunirán en el salón de la tecnología y Procesamiento de sólidos, que celebrará su primera edición los próximos días 14, 15, y 16 de abril en el recinto exponor (oporto). una superficie de 6.500 metros cuadrados acogerá las novedades en equipos, sistemas, servicios y productos auxiliares, con el fin de dar respuesta tecnológica a las necesidades industriales respecto al manipulado y procesamiento de sólidos.
Los expositores presentarán sus soluciones para dar respuesta a las necesidades industriales del manipulado y procesamiento de sólidos
visitantes una atractiva exposición de productos y servicios para mejorar sus procesos productivos, así como unas buenas actividades paralelas”. Los más de 60 expositores internacionales que van a participar en el evento “presentarán novedades que ofrecen soluciones eficaces, económicas y fi-nancieramente viables a las necesidades de las empresas que utilizan sólidos en sus procesos productivos”, según los organizadores.
La oferta tecnológica que estará presente en Exposólidos Portugal 2011 se centrará en: almace-namiento y transporte; Atex; centros de formación e investigación; equipos responsables para la captación, para la dosificación y el peso, o para el procesamiento; manipulación de grandes cantida-des de productos sólidos; materiales resistentes al desgaste; medición y reglaje; mezclas; revesti-mientos, antiadherentes y anticorrosión; secado y micronización; seguro industrial; técnicas y trata-miento medioambientales; sistemas de aspiración central; técnicas de tratamiento ambiental; trans-porte, etcétera.
Está prevista la asistencia al evento de más de 3.000 profesionales, a quienes se informará de la oferta y la variedad de actividades que alber-gará el encuentro; “visitar la feria es una buena inversión porque las empresas portuguesas que
La feria está dirigida exclusivamente a profesionales de una amplia gama de sectores industriales: alimentario, metalúrgico, agrícola, químico, farma-céutico, naviero, minero, construcción, cosmética, plástico, pinturas, madera y
medio ambiente, entre otros. Se trata de una cita donde se podrán conocer, entre otras cosas, los avances tecnológicos relacionados con la tecno-logía y el procesamiento de sólidos tanto neumá-tico como mecánico, los elementos para evitar la abrasión en tuberías y tolvas de proceso, o la ins-trumentación, seguridad y normativa Atex y otros sistemas y servicios relacionados con las plantas de procesos en los diversos sectores de las indus-trias, abarcando todos aquellos sectores relacio-nados con los sólidos. El evento acogerá también unas jornadas técnicas centradas en la normativa Atex, y se programarán presentaciones de produc-tos y workshops con el objetivo de ser un centro de negocios.
El comité organizador de esta primera edición de Exposólidos Portugal está presidido por José Taquelim, de Mega Control (Portugal), con Juli Si-món, de Profei (España) como director, más los si-guientes vocales: Luis Abreu, de Pequimil (Portu-gal); Pedro Araujo, de Acsystems (Portugal); João Branquinho, de Pef Electrónica (Portugal); Carlos Castro, de Soquimica (Portugal); Tomas Dawid, de System Technik (España); Garcia Mendes, de Fil-pes (Portugal); Jordi Rovira, de Fike Ibérica (Espa-ña); Pedro Soares, de Valinox (Portugal), y João Souto, de Trustec (Portugal).
Soluciones para mejorar la productividadPara la organización, el objetivo de esta feria es “generar negocio a los expositores y ofrecer a los
Agenda
77PQ - MAR-ABR11
Oferta tecnológica •Almacenamientoytransporte•Atex•Centrosdeformacióneinvestigación•Equiposresponsablesparalacaptación,dosificación,pesoyprocesamiento
•Manipulacióndegrandescantidadesdeproductos sólidos
•Materialesresistentesaldesgaste•Mediciónyreglaje•Mezclas•Revestimientos,antiadherentes y anticorrosión•Secadoymicronización•Seguroindustrial•Sistemasdeaspiracióncentral•Técnicasdetratamientoambiental•Transporte
quieran sobrevivir a la crisis han de seguir invir-tiendo en la mejora de procesos que les permita seguir compitiendo a nivel nacional e internacio-nal”, señalan los organizadores. En este sentido, la convocatoria espera a visitantes profesionales de los siguientes sectores: agrícola, alimentación, caucho, cerámica, construcción, cosmética, farma-céutico, grasos, jabón/detergentes, metalúrgico, minería, naval/portuario, piensos, pinturas y bar-nices, plástico y químico. Una de las iniciativas de la muestra lusa ha sido divulgar un catálogo on line de novedades tecnológicas, mediante base de datos oficial, a miles de industrias de una gran variedad de sectores.
Exposólidos Portugal cuenta con el apoyo de la Asociación Empresarial de Portugal (AEP), que mostró su compromiso de apoyar la divulgación del evento entre los potenciales visitantes profe-sionales y las jornadas técnicas que se van a reali-zar durante el certamen.
Protección contra explosionesLas jornadas técnicas sobre protección contra explosiones se celebrarán los días 14 y 15 de abril. El primer día, el encuentro estará dirigido a fabricantes de equipos, ingenierías e importa-dores, a los que se informará sobre la legislación europea y las responsabilidades de los fabrican-tes de equipos para asegurar la fabricación o co-mercialización de equipos seguros destinados al manejo y el almacenaje de polvo combustible. Además, se mostrarán ejemplos de diferentes técnicas de protección y procesos de certificación de equipos.
Está previsto tratar asuntos en torno a la Direc-tiva europea 94/9/CE, conocida como Atex 95 (100), que nace, señala la organización, con una doble función: garantizar el funcionamiento seguro de los equipos y eliminar las fronteras tecnológicas entre los distintos países miembros de la UE facilitando la libre circulación. Así, se hablará de las responsa-bilidades de los fabricantes de equipamientos, el proceso de certificación de equipos o las definicio-nes que determinan las responsabilidades de los distintos actores, entre otras cosas.
Los directores de planta serán los destinata-rios de la jornada que se celebrará el día 15. Se informará a los asistentes sobre la legislación eu-ropea y las responsabilidades de los directores de planta y fabricantes de equipos para asegurar un lugar de trabajo seguro durante el manejo y el al-macenaje de polvo combustible. Jornada eminen-temente práctica en la que se mostrarán ejemplos de diferentes técnicas de protección, ejemplos de clasificación de áreas y procesos de certificación de equipos.
Concretamente, se tratará la Directiva Atex, ámbito de aplicación, vigencia y objetivos; obliga-ciones del empresario, documento de protección contra explosiones, clasificación de zonas, evalua-ción de riesgos, medidas de prevención y protec-ción, protocolos de trabajo, etcétera; fuentes de ignición efectivas y parámetros de explosividad de polvos combustibles; sistemas de protección contra explosiones y aislamiento; y casos prácti-cos para el diseño de instalaciones Atex.
Agenda
w w w. p r o y e c t o s q u i m i c o s . c o m
78 PQ - MAR-ABR11
2011
ABRIL
Hannover Messe 2011Del 4 al 8 de abrilHannover (Alemania)www.hannovermesse.de
Exposólidos Portugal 2011Del 14 al 16 de abril Exponor (Oporto, Portugal)www.exposolidos.com
EuroPACT 2011II Conferencia Europea sobre la Analítica de Proceso y la Tecnología de Control Del 27 al 29 de abrilGlasgow (Reino Unido)www.events.dechema.de/en/events/EuroPACT_2011
MAYO
LaboraliaFeria Integral de la Prevención, Protección, Seguridad y Salud LaboralDel 3 al 5 de mayoFeria de Valencialaboralia.feriavalencia.com
Accelerator ForaForo del sector biotecnológicoDel 4 al 6 de mayoMadridwww.europe-innova.eu/biochem
MATICFeria Internacional de Automatización IndustrialDel 10 al 12 de mayoFeria de Zaragozawww.feriazaragoza.es/matic.aspx
Genera 2011Feria Internacional de Energía y Medio AmbienteDel 11 al 13 de mayoFeria de Madridwww.genera.ifema.es
Ecocity & Industry 2011Del 18 al 20 de mayoFira de Barcelonawww.ecocity.es
Smagua MarocSalón Internacional del Agua y del RiegoDel 25 al 28 de mayoCasablanca (Marruecos)www.smagua.es
JUNIO
CARBON EXPO 2011Del 1 al 3 de junioFira de Barcelonawww.carbonexpo.com
Maquitec 2011Del 7 al 11 de junioFira de Barcelonawww.maquitec.com
Pumps, Valves & Pipes AfricaFeria Internacional de Bombas, Válvulas y TuberíasDel 7 al 9 de junioJohannesburgo (Suráfrica)www.exhibitionsafrica.com/2011/exhib_2011_pumps_valves_pipes_main
H2 ExpoConferencia y Exposición sobre Hidrógeno, Pilas de Combustible y Energía EléctricaDel 8 al 9 de junioHamburgo (Alemania)www.hamburg-messe.de/H2Expo
PLÁSTICOS 2011IV Exposición Internacional de la Industria del PlásticoDel 27 al 30 de junioCentro Costa SalgueroArgentinawww.banpaku.com.ar
JULIO
XIII ICCC Madrid 2011Congreso Internacional de la Química del CementoDel 3 al 8 de julioMadridwww.icccmadrid2011.org
INDOQUIM 2011 Congreso de Innovación Docente en QuímicaDel 19 al 22 de julioUniversidad de Alicantewww.indoquim.org
Agenda_Eventos
Congreso Mundial IUPAC de Química“La innovación química, puente entre América y el mundo”Del 30 de julio al 7 de agostoSan Juan (Puerto Rico)www.iupac2011.org
SEPTIEMBRE
ExpoReciclaFeria Internacional de Recuperación y Reciclaje Industrial, Gestión y Valorización de ResiduosDel 27 al 29 de septiembreFeria de Zaragozawww.feriazaragoza.com
Wind Power ExpoFeria Internacional de la Energía EólicaDel 27 al 29 de septiembreFeria de Zaragozawww.feriazaragoza.com/wind_power_expo.aspx
Power ExpoFeria Internacional de la Energía Eficiente y SostenibleDel 27 al 29 de septiembreFeria de Zaragozawww.feriazaragoza.com/power_expo.aspx
Solar Power ExpoFeria Internacional de la Energía SolarDel 27 al 29 de septiembreFeria de Zaragozawww.feriazaragoza.com/solar_power_expo.aspx
XII Congreso de Adhesión y AdhesivosDías 29 y 30 de septiembreTecnaliaParque Tecnológico de San Sebastiánwww.congreso-adhesivos.com
OCTUBRE
Accelerator ForaForo del sector biotecnológicoDel 5 al 7 de octubreMilánwww.europe-innova.eu/biochem
Biotechnica 2011Feria sobre biotecnologíaDel 11 al 13 de octubreHannover (Alemania)www.biotechnica.de
ExpobioenergíaFeria Internacional especializada en BioenergíaDel 18 al 20 de octubreFeria de Valladolidwww.expobioenergia.com
CHEM-MED 2011Evento Químico InternacionalDel 19 al 21 de octubreMilán (Italia)www.chem-med.eu
NOVIEMBRE
Smagua ChinaPunto de encuentro del sector chino del agua y del riegoDel 7 al 9 de noviembreShangai (China)www.smaguachina.es
ExpoquimiaSalón Internacional de la QuímicaDel 14 al 18 de noviembreRecinto Gran VíaFira de Barcelonawww.expoquimia.com
EquiplastSalón Internacional del Plástico y el CauchoDel 14 al 18 de noviembreRecinto Gran VíaFira de Barcelonawww.equiplast.com
EurosurfasSalón Internacional de la Pintura y el Tratamiento de SuperficiesDel 14 al 18 de noviembreRecinto Gran VíaFira de Barcelonawww.eurosurfas.com
V Congreso español y XVI Congreso Iberoamericano de MantenimientoDel 15 al 17 de noviembreFira de Barcelonawww.aem.es
Eventos_Agenda
79PQ - MAR-ABR11

PQ - MAR-ABR11 81
Inserte aquí su publicidadSi está interesado, contacte con el departamento de Publicidad de la
revista PQ:
912 972 000
Directorio
82
Secciones PQ:
MEDIO AMBIENTE• Tratamiento de aguas residuales.• Tratamiento de residuos.• Tratamiento y recuperación de suelos.• Contaminación atmosférica.• Gestión y consultoría medioambiental.
SEGURIDAD INDUSTRIAL• Montaje y mantenimiento industrial.• Software de mantenimiento.• Transporte y almacenamiento de productos químicos.• Instrumentación y control de calidad.• Equipos de protección personal.
INVESTIGACIÓN, DESARROLLO E INNOVACIÓN (I+D+i)
GAS Y PETRÓLEO• Proyectos de las grandes empresas gasistas
y petroquímicas que operan en nuestro país.• Plantas de cogeneración.• Redes de distribución y transporte.• Instalaciones de almacenamiento.• Exploración y producción.
ENERGÍA• Plantas y proyectos de ciclos combinados.• Combustión, calderas, generadores de vapor.• Auditorías energéticas.• Equipamiento para el sector.• Legislación.
PQ - MAR-ABR11 PQ - FEB07
AnIsol EquIpos .........................................................81 www.anisol.es
BoMBAs CApRARI .................................. CONTRAPORTADA www.bombascaprari.es
BuRDInolA ..................................FReNTe De SumARiO Y 81 www.burdinola.es
CAsEllA ........................................................................51 www.casella-es.com
CongREso nACIonAl DE lA RECupERACIón y El RECIClADo ...57 www.recuperacion.org
DEnIos ..........................................................................81 www.denios.es
ExpoBIoEnERgíA ........................................................39 www.expobioenergia.com
HACH lAngE ......................................................... 23 Y 81 www.hach-lange.com
JJB EuRoMAnguERAs ................................................81 www.mangueras.com
KAMstRup ........................................iNTeRiOR De PORTADA www.kamstrup.es
lAnA sARRAtE .............................................................25 www.lanasarrate.es
lotuM ..........................................................................35 www.lotum.es
MECEsA ....................................................................... 63 www.mecesa.com
pEppERl FuCHs ..................................................... 47 Y 81 www.pepperl-fuchs.com
solIDs systEM tECHnIK ............................................27 www.solids.es
tDI .................................................................................69 www.tdisa.es
tECHnIp IBERIA ...................................................PORTADA www.technip.com
WIKA .............................................................................11 www.wika.es
Índice de anunciantes
Kamstrup A/S · Núñez de Balboa, 29 · E-28001 Madr id · Tel: + 34 914 359 034 · [email protected] · w w w.kamstr up.es
Nuevo M-Bus Master de KamstrupLectura centralizada y remota de consumo energético
Kamstrup presenta la centralita M-Bus mas avanzada del Mercado.
Disponible como parte de la solución completa M-Bus de Kamstrup o como elemento transparente para integración en sistemas externos.
Compatible con todos los contadores de energía de Kamstrup (calorías, electricidad y agua)
Compatible con cualquier equipo con interfaz M-Bus estándar
Hasta 250 equipos por Máster y hasta 1.250 en esquema de cascada
Lectura y configuración de red desde el propio Máster
Amplio display retro-iluminado
Salida RS232, USB y RS485 de serie
Web-server integrado
Opción de comunicación vía TCP/IP y GSM/GPRS para lectura remota
Nº
1.20
2 •
MA
R-A
BR
11
› Proyectos químicos› Proyectos energéticos
› Medio ambiente› Seguridad industrial
› Equipamiento› I+D+i
www.proyectosquimicos.com
ENERGÍAPrototipo de generación de energía en núcleos aislados mediante hibridación
ACTUALIDADNuevos tiempos para el sector químico de Huelva
ENTREVISTA Cristina González, coordinadora de Innovación de Feique
Actualidad. Astroquímica y grafeno, nuevos campos para la Química del siglo XXI. Energía. Sistema Kurata: biomasa residual para la obtención de biocarburantes. El papel de los inversores solares en la generación de energía. Equipamiento. Almacenaje de fluidos en plantas de procesos. Manejo de producto con riesgo de incendio y explosión mediante inertización por nitrógeno. Almacenamiento, transporte neumático y dosificación del negro de humo en líneas de mezclas de caucho.
EQUIPAMIENTO Detección y medida de nivel para productos sólidos
Periodicidad óptima de calibración de termómetros SIL
QUÍMICA SOSTENIBLEApuesta por la sostenibilidad de la mano del polietileno verde
MAR/ABR11Nº 1.202


















