
Reactores Multiples
35
REACTORES PARA REACCIONES MULTIPLES INGENIERÍA DE REACTORES
-
Upload
jesusmachorro -
Category
Documents
-
view
238 -
download
2
description
reactores múltiples
Transcript of Reactores Multiples
REACTORES PARA REACCIONES MULTIPLES
INGENIERÍA DE REACTORES
ContenidoIntroducción.......................................................................................................................................2
Condiciones para maximizar el producto deseado en reacciones en paralelo...................................6
Maximización del producto deseado para un reactante....................................................................7
Caso 1.............................................................................................................................................7
Caso 2.............................................................................................................................................8
Caso 3.............................................................................................................................................8
Caso 4.............................................................................................................................................9
Caso 5.............................................................................................................................................9
Maximización del producto deseado para dos reactantes...............................................................10
Caso 1:..........................................................................................................................................11
Caso 2...........................................................................................................................................11
Caso 3...........................................................................................................................................12
Caso 4...........................................................................................................................................12
Estudio cuantitativo de la distribución del producto y del tamaño de reactor para reacciones en paralelo............................................................................................................................................14
Estudio cuantitativo de reacciones en serie para reactores de flujo en pistón o para reactores discontinuos.....................................................................................................................................16
Estudio cuantitativo de reacciones en serie para reactores de mezcla perfecta..............................19
Conclusión........................................................................................................................................27
Bibliografía.......................................................................................................................................27

Introducción
En temas anteriores se ha visto que el diseño del reactor para reacciones simples depende del modelo de flujo. En este tema se ampliara el diseño de reactores a reacciones múltiples, es decir, sistemas de reacción que requieren más de una ecuación cinética para describir los cambios de composición. En este caso tanto el tamaño del reactor como la distribución de producto dependen del modelo de flujo.
Las dos condiciones para el buen diseño de un reactor con un sistema de reacciones múltiples son tener un tamaño de reactor pequeño y una cantidad máxima de producto deseado.
Estas dos condiciones pueden estar en contraposición por tanto el análisis económico determinará una solución de compromiso. En general se da prioridad a la distribución de producto, buscando la máxima selectividad, frente al tamaño del reactor. Un reactor pequeño y barato no sirve para nada si produce rápidamente y de forma eficaz el producto “no deseado”. De este modo, el principal objetivo en el diseño de reactores para reacciones múltiples es determinar el mejor modelo de flujo y la mejor progresión de temperaturas, de manera que se favorezca la formación del producto deseada frente al resto.
Discutiremos la selección del reactor y los balances molares generales para las reacciones múltiples. Existen tres tipos básicos de reacciones múltiples: serie, paralelo, e independientes. En las reacciones en paralelo (también denominadas reacciones competitivas) el reactivo se consume en dos reacciones diferentes para formar productos diferentes. Por ejemplo:
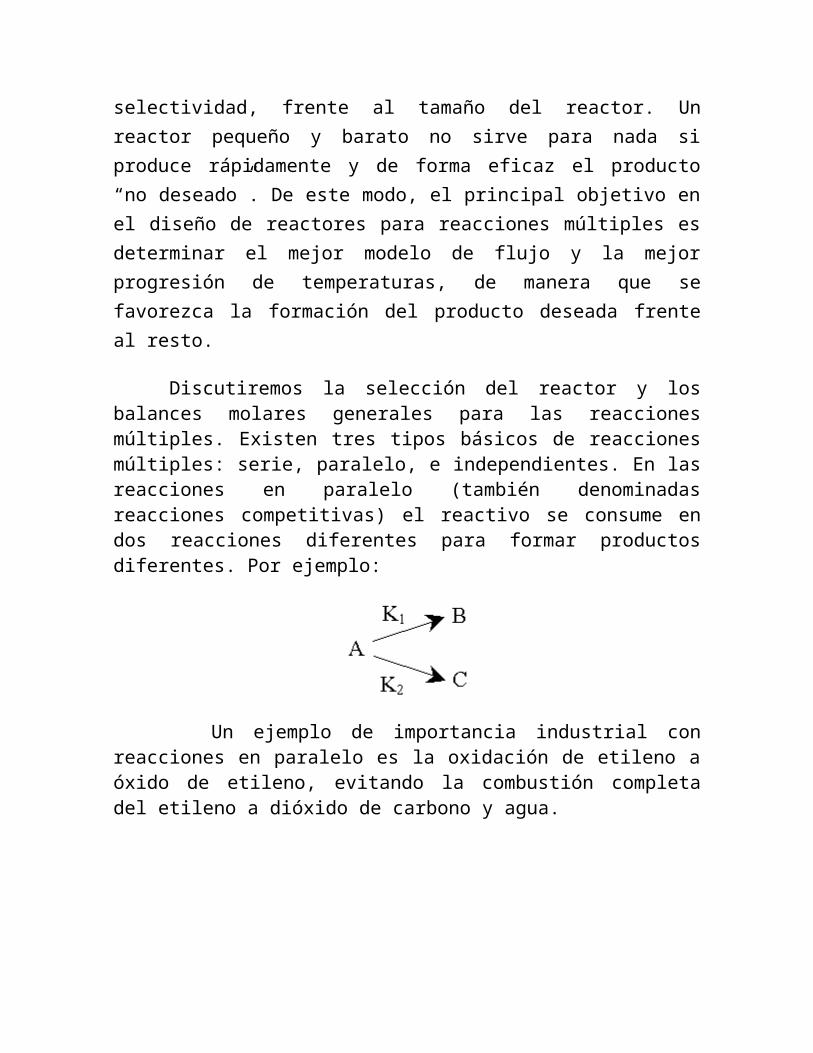
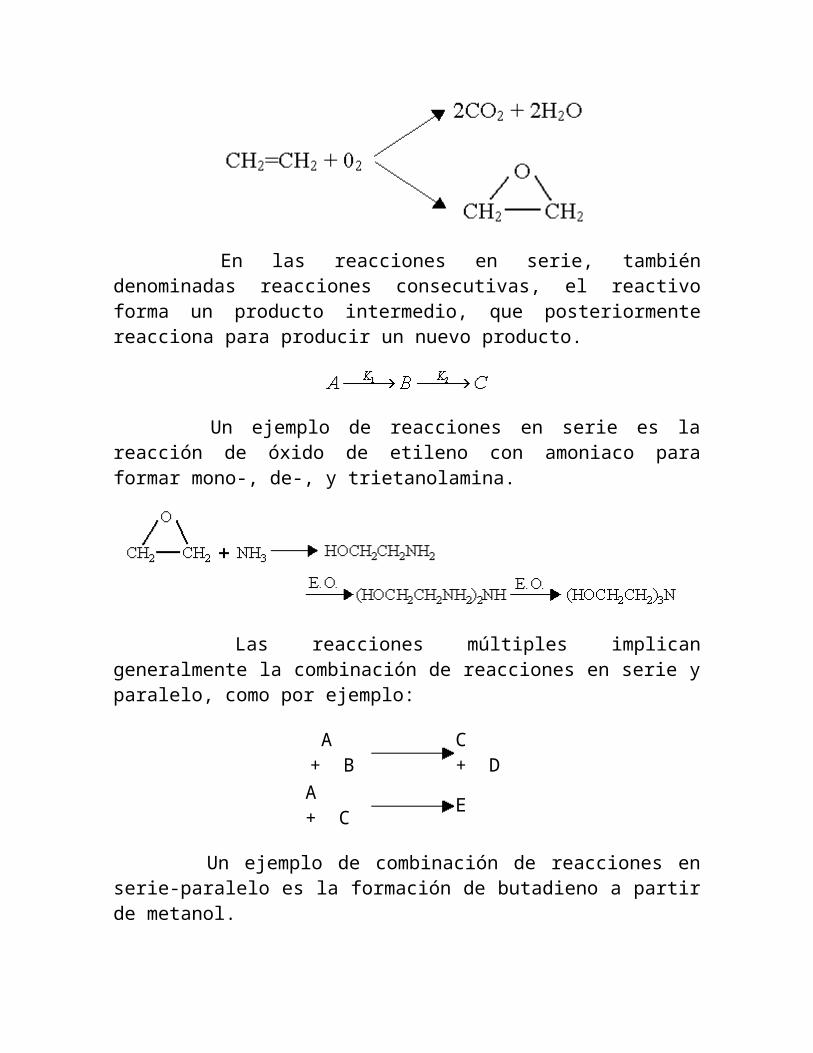
Un ejemplo de importancia industrial con reacciones en paralelo es la oxidación de etileno a óxido de etileno, evitando la combustión completa del etileno a dióxido de carbono y agua.
En las reacciones en serie, también denominadas reacciones consecutivas, el reactivo forma un producto intermedio, que posteriormente reacciona para producir un nuevo producto.
Un ejemplo de reacciones en serie es la reacción de óxido de etileno con amoniaco para formar mono-, de-, y trietanolamina.
Las reacciones múltiples implican generalmente la combinación de reacciones en serie y paralelo, como por ejemplo:
A + B
C + D
A + C
E
Un ejemplo de combinación de reacciones en serie-paralelo es la formación de butadieno a partir de metanol.
C2H5OH C2H4 + H2OC2H5OH CH3CHO + H2
C2H4 + CH3CHO C4H6 + H2O
Las reacciones independientes son del tipo:
A BC D + E
El craqueo de petróleo crudo para formar gasolina es un ejemplo donde tienen lugar reacciones independientes.
En reacciones simples, cuando intentábamos optimizar el proceso, se intentaba producir la máxima cantidad de un producto determinado. Por ejemplo en la reacción:
A + B R
si queremos obtener la máxima cantidad de R, tendremos que intentar que la conversión de reacción sea lo más elevada posible. El reactor óptimo será aquel que con igual volumen, de la máxima conversión. En el caso de reacciones múltiples aparecen nuevos problemas en la optimización del proceso.
En la primera parte de este capítulo consideraremos en primer lugar las reacciones en paralelo. Son de particular interés aquellos reactivos que se consumen con la formación de un producto deseado, D, y un producto indeseado, U, como resultado este último de una reacción competitiva. En la siguiente reacción
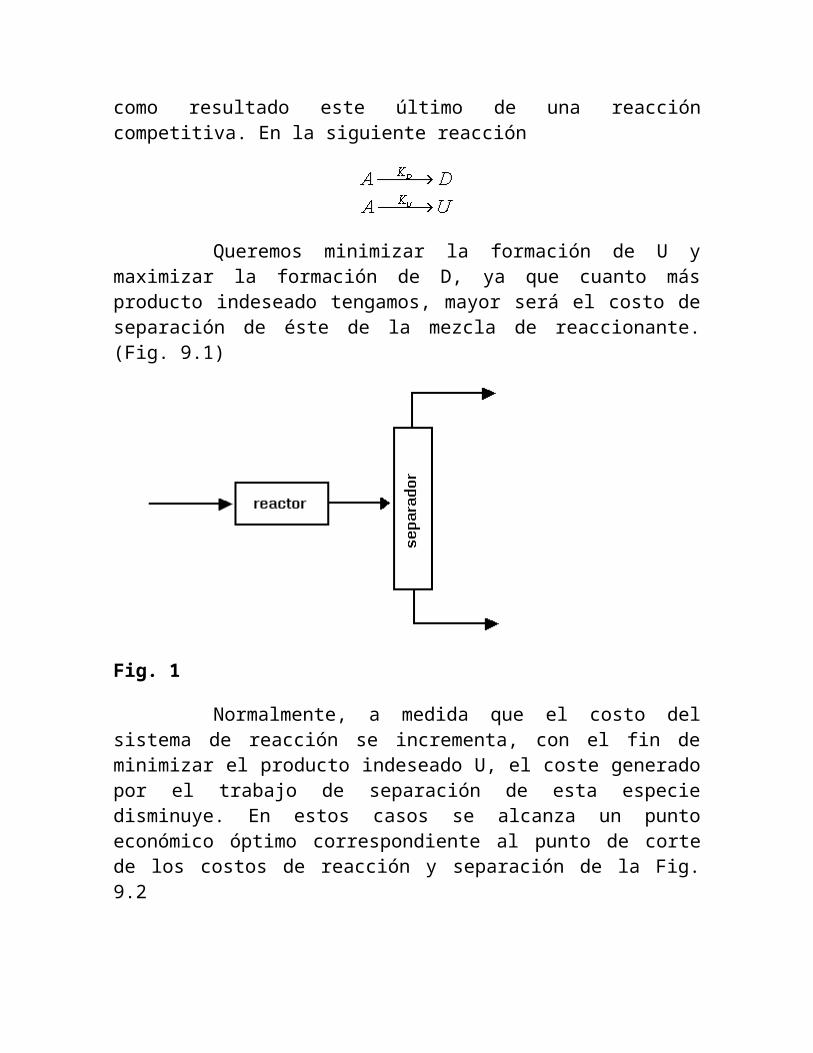
Queremos minimizar la formación de U y maximizar la formación de D, ya que cuanto más producto indeseado tengamos, mayor será el costo de separación de éste de la mezcla de reaccionante. (Fig. 9.1)
Fig. 1
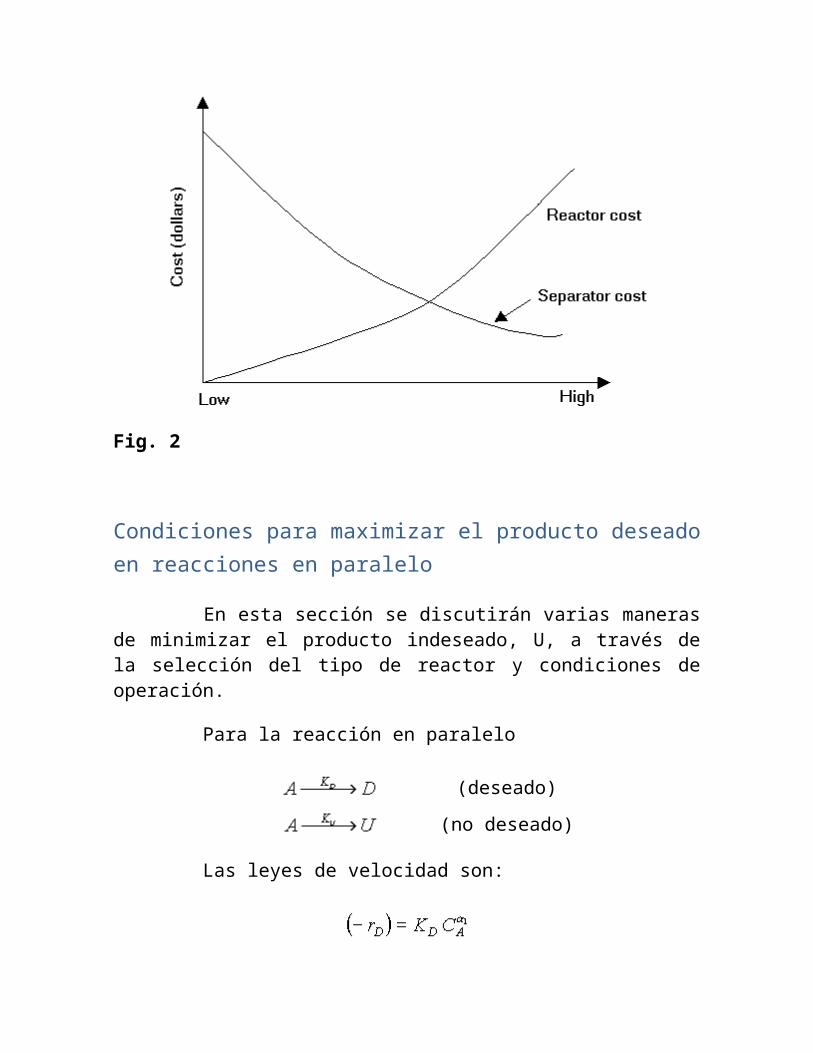
Normalmente, a medida que el costo del sistema de reacción se incrementa, con el fin de minimizar el producto indeseado U, el coste generado por el trabajo de separación de esta especie disminuye. En estos casos se alcanza un punto económico óptimo correspondiente al punto de corte de los costos de reacción y separación de la Fig. 9.2
Fig. 2
Condiciones para maximizar el producto deseado en reacciones en paralelo
En esta sección se discutirán varias maneras de minimizar el producto indeseado, U, a través de la selección del tipo de reactor y condiciones de operación.
Para la reacción en paralelo
(deseado)
(no deseado)
Las leyes de velocidad son:
La velocidad de desaparición de A para este sistema es la suma de las velocidades de formación de U y D, es decir:
Donde y son constantes positivas. Queremos que la velocidad de formación de U, rU. Definimos la relación entre velocidades como selectividad de reacción
Ec. 1
Esta relación es la que trataremos de maximizar para obtener el producto deseado.
Maximización del producto deseado para un reactante
En esta sección vamos a estudiar diferentes caminos para maximizar S para distintos órdenes de reacción para los productos deseados e indeseados.
Caso 1: A1 > B2
El orden de reacción del producto deseado es mayor que el orden de reacción del producto indeseado. En este caso:
Ec. 2
Para hacer la relación anterior lo mayor posible, la concentración del reactivo A tendremos que intentar que sea lo mayor posible durante la reacción. Si la concentración de A es alta durante el transcurso de la reacción, la relación anterior también sería alta, y estaríamos favoreciendo la formación de producto D. Si la reacción se lleva a cabo en fase gaseosa será necesario que la reacción se lleve a cabo en ausencia de inertes y a presión elevada. Si la reacción se lleva a cabo en fase líquida tendremos que minimizar el uso de diluyentes.
En este caso es recomendable el uso de reactores discontinuos o de flujo pistón, ya que la concentración de A es elevada al principio y decae progresivamente durante el transcurso de la reacción. En un reactor de mezcla perfecta, la concentración del reactivo dentro del reactor es siempre la correspondiente a su mínimo valor, ya que estamos trabajando en condiciones de salida.
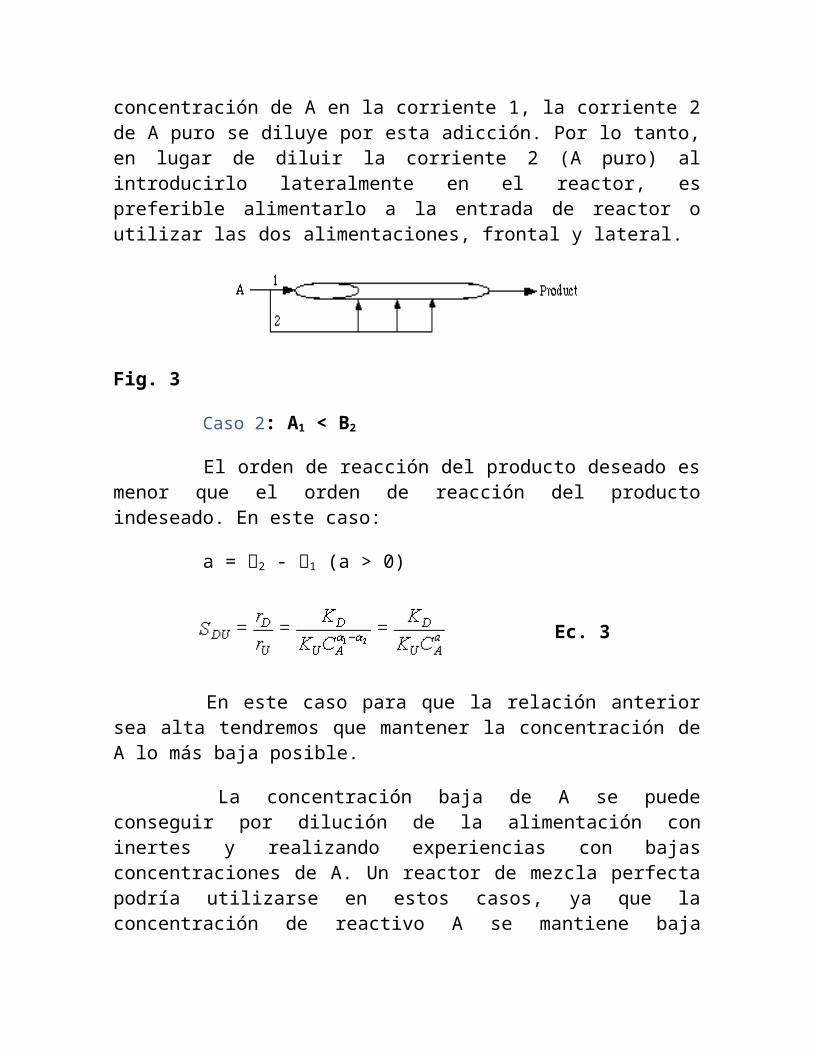
Para mantener la concentración de A alta a lo largo de un reactor de flujo pistón, podríamos pensar en introducir el reactivo A en distintos puntos a lo largo del reactor, como podemos ver en la Fig.9.3. Sin embargo un estudio posterior de la situación muestra que aunque la adición de A puro (corriente 2) a la corriente 1 incrementa la concentración de A en la corriente 1, la corriente 2 de A puro se diluye por esta adicción. Por lo tanto, en lugar de diluir la corriente 2 (A puro) al introducirlo lateralmente en el reactor, es preferible
alimentarlo a la entrada de reactor o utilizar las dos alimentaciones, frontal y lateral.
Fig. 3
Caso 2: A1 < B2
El orden de reacción del producto deseado es menor que el orden de reacción del producto indeseado. En este caso:
a = 2 - 1 (a > 0)
Ec. 3
En este caso para que la relación anterior sea alta tendremos que mantener la concentración de A lo más baja posible.
La concentración baja de A se puede conseguir por dilución de la alimentación con inertes y realizando experiencias con bajas concentraciones de A. Un reactor de mezcla perfecta podría utilizarse en estos casos, ya que la concentración de reactivo A se mantiene baja (condiciones de salida). Un reactor de reciclo en el cual la corriente de productos actúa como diluyente podría utilizarse para mantener bajas concentraciones de reactivo A.
Caso 3: A1 = B2
Los dos órdenes de reacción son iguales. En este caso no podemos influir sobre la concentración de reactivo para hacer selectiva la reacción respecto a alguno de los productos. En estos casos la distribución de productos está fijada solamente por la relación de las constantes cinéticas.
Ec. 4
Tendremos que influir sobre otras variables de producción, como por ejemplo la temperatura, para cambiar la selectividad de la reacción.
Si conocemos la cinética de las reacciones implicadas en el sistema (constantes pre exponenciales y energías de activación) podemos también intentar hacer selectiva la reacción respecto al producto deseado buscando la temperatura de operación más adecuada. En estos casos la selectividad de la reacción se puede determinar a partir de la relación de las velocidades de reacción específicas
Ec. 5
Donde A es el factor de frecuencia y E la energía de activación. Estudiaremos a continuación las posibilidades de esta nueva situación.
Caso 4: ED> EU
En este caso la constante de velocidad de reacción del producto deseado, KD (y por lo tanto la velocidad de reacción RD) se incrementa más rápido con el incremento de la temperatura, que la velocidad de reacción del producto indeseado. Por lo tanto, el sistema de reacción tendrá que operar a la temperatura lo más alta posible para maximizar SDU.
Caso 5: EU> ED
En este caso la reacción tendrá que llevarse a cabo a baja temperatura para maximizar SDU. La temperatura de trabajo (baja en estos casos) tendrá que tener un valor que sea lo suficientemente alto para que el proceso se lleve a cabo a una velocidad adecuada, y se obtengan conversiones de reacción deseadas en tiempos de ensayo no demasiado largos.
Por último, otra forma de controlar la distribución de productos variando la relación de constantes cinéticas es por medio del empleo de catalizadores, puesto que una de las características más importantes de un catalizador es su selectividad para acelerar o decelerar reacciones específicas. Esta forma puede
ser una manera micho más efectiva para controlar la distribución de producto, que cualquiera de los métodos discutidos anteriormente.
Maximización del producto deseado para dos reactantes
Vamos a considerar ahora dos raciones simultáneas en las que existen dos reactivos diferentes, A y B, que reaccionan para producir el producto deseado, D, y el indeseado U, resultado de una reacción competitiva. Las leyes de velocidad para las reacciones:
Son:
La selectividad la definimos en este caso:
Ec. 6
Tendremos que maximizar la relación SDU, para hacer selectiva la reacción respecto al compuesto deseado, D. A continuación estudiaremos las posibles combinaciones de órdenes de reacción y la selección del esquema de reacción más adecuado para cada caso.
Caso 1: 1>2, 1>2
Sean a = 1>2 y b = 1>2, donde a y b son constantes positivas. Utilizando estas definiciones podemos escribir la de la forma:
Ec. 7
Para maximizar la relación RD/rU, tendremos que mantener las concentraciones de A y B lo más elevadas que podamos. Para llevar a cabo esto podemos utilizar:
Un reactor tubular. Un reactor discontinuo. Altas presiones (si la reacción es en fase gaseosa).
Caso 2: 1>2, 1<2
Sean a = 1>2 y b = 2< 1, donde a y b son constantes positivas. Utilizando estas definiciones podemos escribirá la Ec. de la forma:
Ec. 8
Para conseguir que SDU sea lo más alta posible tendremos que conseguir que la concentración de A sea elevada y la concentración de B baja. Para trabajar en estas condiciones utilizamos:
- Un reactor semicontínuo en el cual B se alimenta lentamente sobre una gran cantidad de A (Fig.).- Un reactor tubular con corrientes de B continuamente alimentando al reactor.- Una serie de reactores de mezcla perfecta de pequeño tamaño con alimentación de A sólo en el primer reactor y B alimentado en cada reactor.
Caso 3: 1<2, 1<2
Sean a = 2> 1 y b = 2>1, donde a y b son constantes positivas. Utilizando estas definiciones podemos escribir la Ec. de la forma:

Ec. 9
Para conseguir que la relación sea la más alta posible, la reacción ha de transcurrir con bajas concentraciones de A y B. Utilizaremos por lo tanto:
- Un reactor de mezcla perfecta.- Un reactor tubular con una elevada relación de recirculación.- Una alimentación diluida con inertes.- Bajas presiones (si la reacción es en fase gaseosa).
Caso 4:1<2, 1>2
Sean a = 2>1 y b = 1<2, donde a y b son constantes positivas. Utilizando estas definiciones podemos escribir la Ec. de la forma:
Ec. 10
Para maximizar la relación SDU, tendremos que llevar a cabo la reacción a elevadas concentraciones de B y bajas concentraciones de A. Utilizaremos:
- Un reactor semicontinuo en el cual añadimos A lentamente sobre una cantidad grande de B.- Un reactor tubular con entradas laterales de A.-Una serie de factores de mezcla perfecta con alimentación de A en cada reactor.
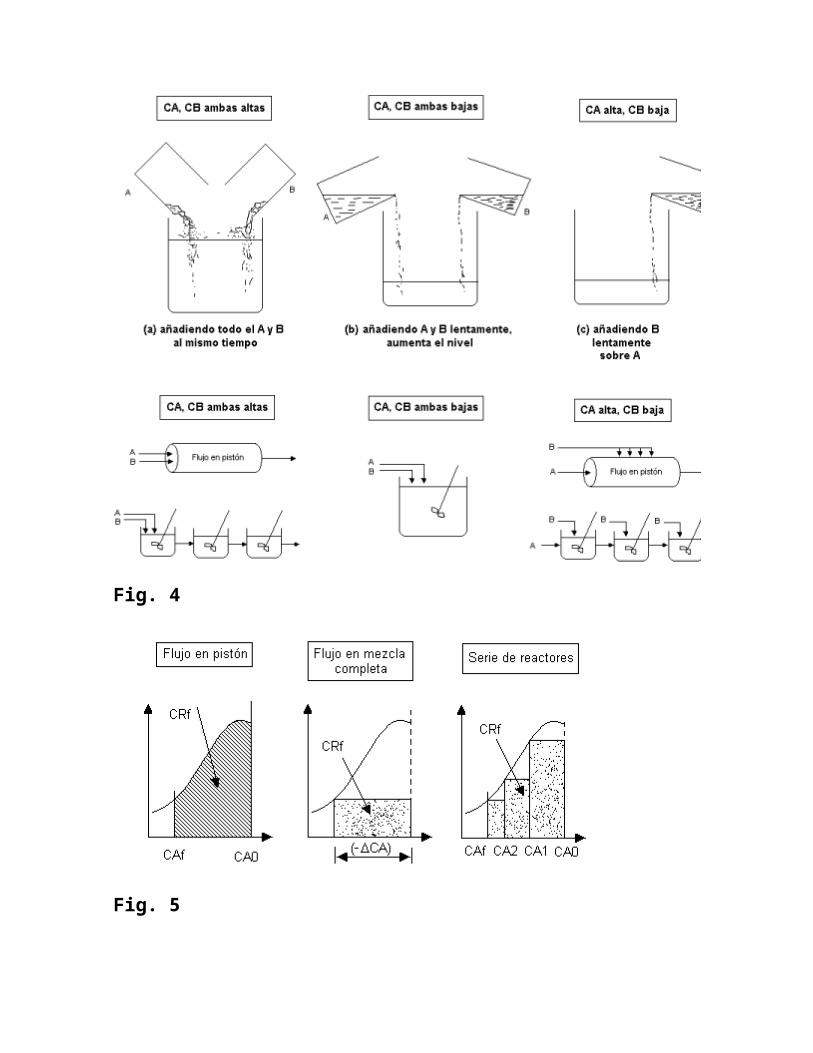
En la Fig. 4 aparecen los tipos de contacto para distintas combinaciones de concentraciones altas y bajas de los reactantes en operaciones discontinuas y de flujo continuo.

Fig. 4
Fig. 5

Fig. 6
Estudio cuantitativo de la distribución del producto y del tamaño de reactor para reacciones en paralelo
Cuando conocemos las ecuaciones cinéticas para cada una de las reacciones del sistema, podemos determinar cuantitativamente la distribución del producto y el tamaño del reactor. Para evaluar la distribución del producto es conveniente introducir los términos de rendimiento fraccional instantáneo, Y, y rendimiento fraccional global ø.
Definimos rendimiento fraccional instantáneo de R (producto deseado) como:
Ec. 11
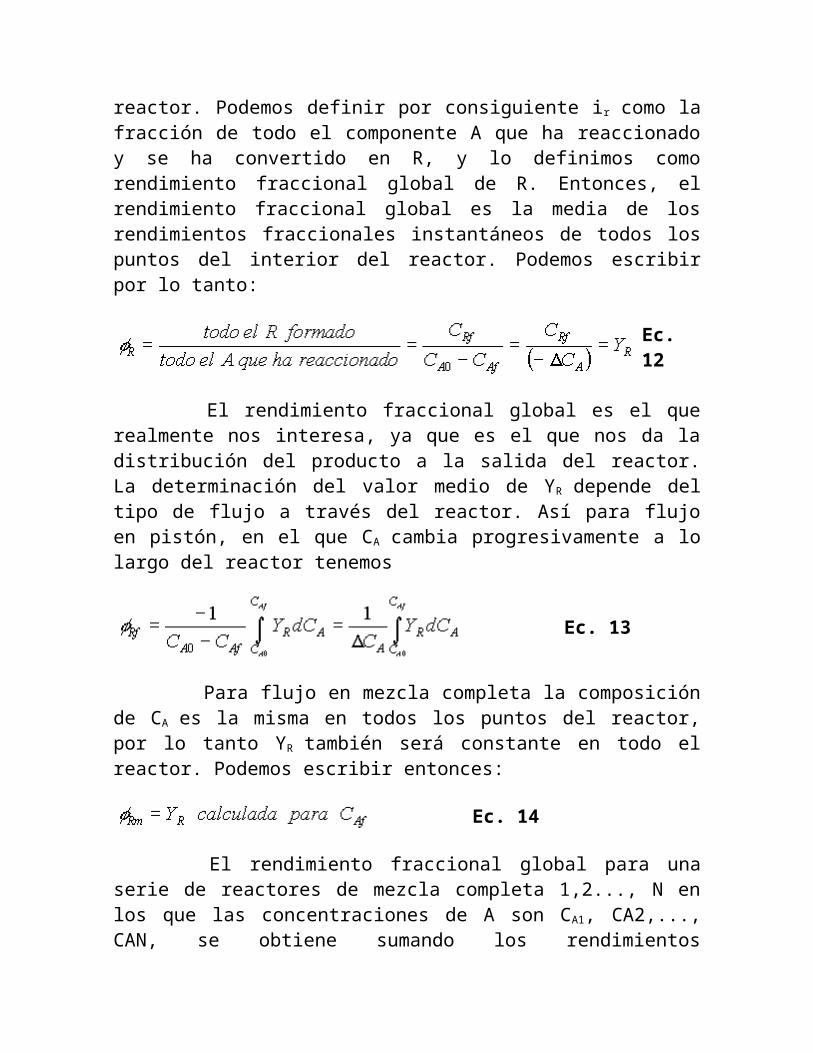
Para cualquier conjunto de reacciones y ecuaciones cinéticas, YR es una función específica de CA, y como en general CA varía a lo largo del reactor, YR también variará con la posición en el reactor. Podemos definir por consiguiente ir como la fracción de todo el componente A que ha reaccionado y se ha convertido en R, y lo definimos como rendimiento fraccional global de R. Entonces, el rendimiento fraccional global es la media de los rendimientos fraccionales instantáneos de todos los puntos del interior del reactor. Podemos escribir por lo tanto:
Ec. 12
El rendimiento fraccional global es el que realmente nos interesa, ya que es el que nos da la distribución del producto a la salida del reactor. La determinación del valor medio de YR depende del tipo de flujo a través del reactor. Así para flujo en pistón, en el que CA cambia progresivamente a lo largo del reactor tenemos
Ec. 13
Para flujo en mezcla completa la composición de CA es la misma en todos los puntos del reactor, por lo tanto YR también será constante en todo el reactor. Podemos escribir entonces:
Ec. 14
El rendimiento fraccional global para una serie de reactores de mezcla completa 1,2..., N en los que las concentraciones de A son CA1, CA2,..., CAN, se obtiene sumando los rendimientos fraccionales de cada uno de los N reactores multiplicados por la diferencia de concentraciones alcanzada en cada reactor, es decir:
La concentración de salida de R se obtiene directamente a partir de la ecuación (9.5.2) para cualquier tipo de reactor.
Ec. 15
En la Fig.9.5 se indica cómo se determina de forma gráfica C fr. en diferentes tipos de reactores. Para un reactor de mezcla completa o una serie de reactores de mezcla perfecta en serie, la concentración óptima de salida que ha de alcanzarse, la que hace máxima a CR , se puede calcular determinando el rectángulo de área máxima (ver tema 5).
La forma de la curva YR frente a CA determina el tipo de flujo que conduce a la mejor distribución del producto. En la Fig. 9.6 se representan formas características de estas curvas para las que es más convenientes el empleo de un reactor de flujo en pistón, uno de mezcla completa, y uno de mezcla completa seguido de otro de flujo pistón, respectivamente.
Antes de utilizar con seguridad estas relaciones ha de cumplirse una condición: que tengamos la cereza de que las reacciones se efectúan en paralelo sin que ningún producto influya sobre la velocidad de cambio de la distribución de producto. El método más fácil de comprobarlo consiste en añadir producto a la alimentación y ver que no se altera la distribución del producto.
La determinación del volumen del reactor no es diferente del que se hace para una reacción simple, si tenemos en cuenta que la velocidad global de desaparición del reactante es la suma de las velocidades parciales de desaparición del mismo por los distintos caminos de reacción, es decir:
r = r1+ r2+....
Estudio cuantitativo de reacciones en serie para reactores de flujo en pistón o para reactores discontinuos
En secciones anteriores hemos visto que el producto indeseado puede minimizar ajustando las condiciones de reacción (concentración, temperatura) y seleccionando el reactor apropiado. Para reacciones consecutivas o en seria, la variable más importante es el tiempo: el tiempo espacial en reactores en flujo y el tiempo real para reactores discontinuos. Para demostrar la importancia del factor tiempo, consideremos la secuencia
Ec. 16
En la que la secuencia B es el producto deseado.
Si la primera reacción es lenta y la segunda reacción es rápida, será extremadamente difícil producir la especie B. Si la primera reacción (formación de B) es rápida y la reacción de formación de C es lenta, se alcanzará un gran rendimiento en B. Sin embargo, si la reacción se va a desarrollar por un largo tiempo en un reactor discontinuo, o se va a utilizar un reactor de flujo pistón muy largo, el producto deseado se convertirá en C. En ningún otro tipo de reacción es tan importante el tiempo de reacción cono en el caso de reacciones en serie.
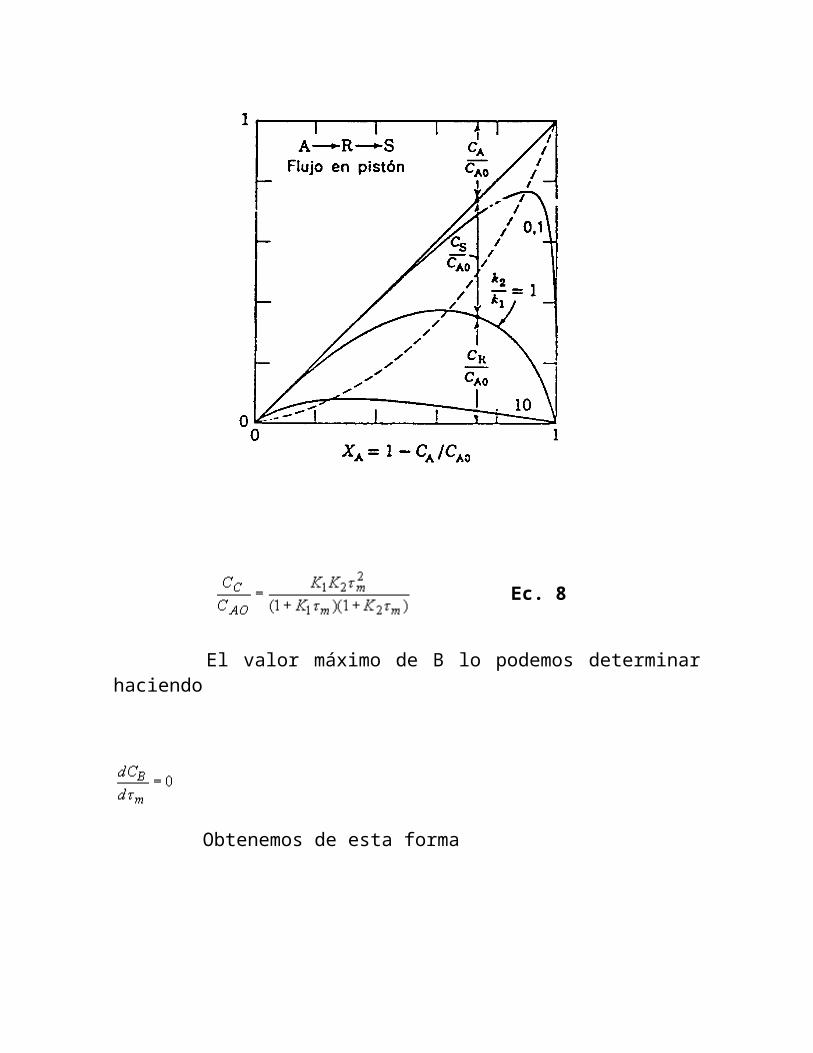
En el tema 4 hemos deducido las ecuaciones que relacionan la concentración con el tiempo para todos los componentes de las reacciones de tipo monomolecular . Para deducirlas suponíamos que la alimentación no contenía los productos de reacción R o S. Si sustituimos el tiempo de reacción de aquellas ecuaciones por el tiempo espacial, se pueden aplicar también a los reactores de flujo en pistón las ecuaciones siguientes
Ec. 17
Ec. 18
Ec. 19
Estas expresiones se grafican en la Fig. 7. A. En la Fig. 7. B podemos ver también la relación de las concentraciones de todos los componentes de la reacción.
El tiempo de reacción correspondiente al máximo de la concentración de R lo podemos calcular haciendo

A partir de aquí se obtiene
Ec. 20
Combinando la ecuación podemos obtener la concentración máxima de B
Estudio cuantitativo de reacciones en serie para reactores de mezcla perfecta
Vamos a calcular las curvas concentración-tiempo para la reacción en serie
Cuando tiene lugar en un reactor de mezcla perfecta. En este caso suponemos también que la alimentación no contiene los productos de reacción B y C. El balance de masa aplicado al compuesto A resulta en la expresión
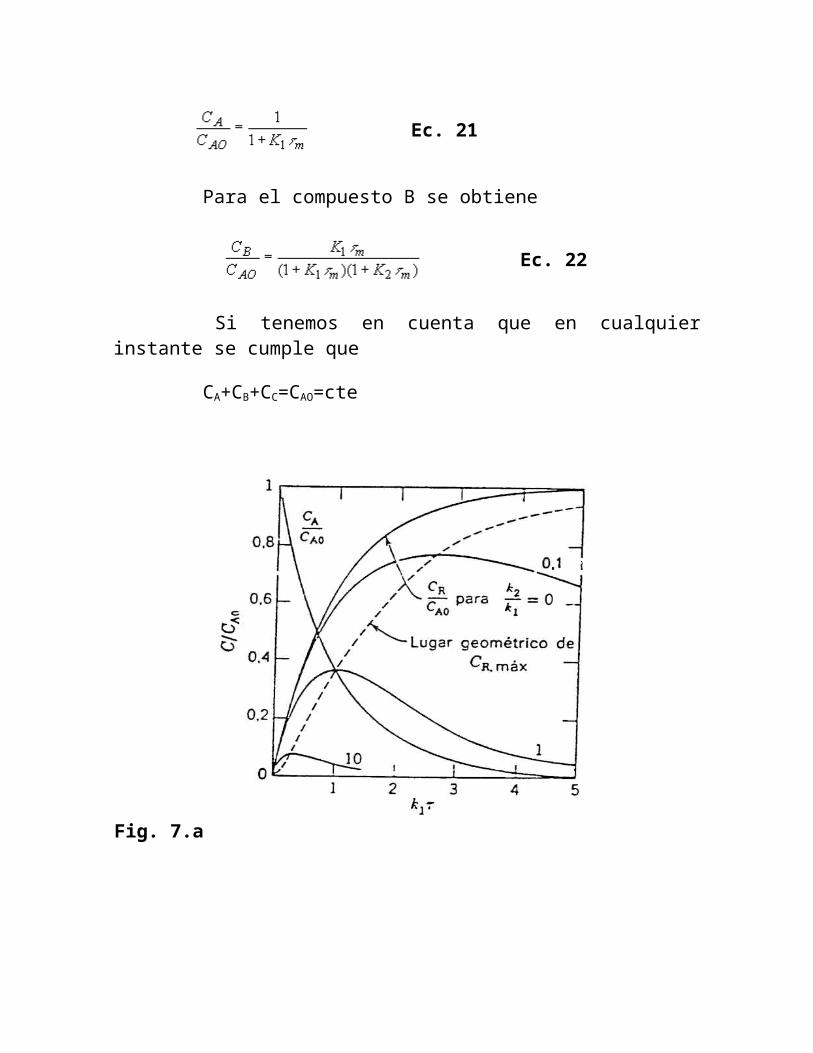
Ec. 21
Para el compuesto B se obtiene
Ec. 22
Si tenemos en cuenta que en cualquier instante se cumple que
CA+CB+CC=CAO=cte
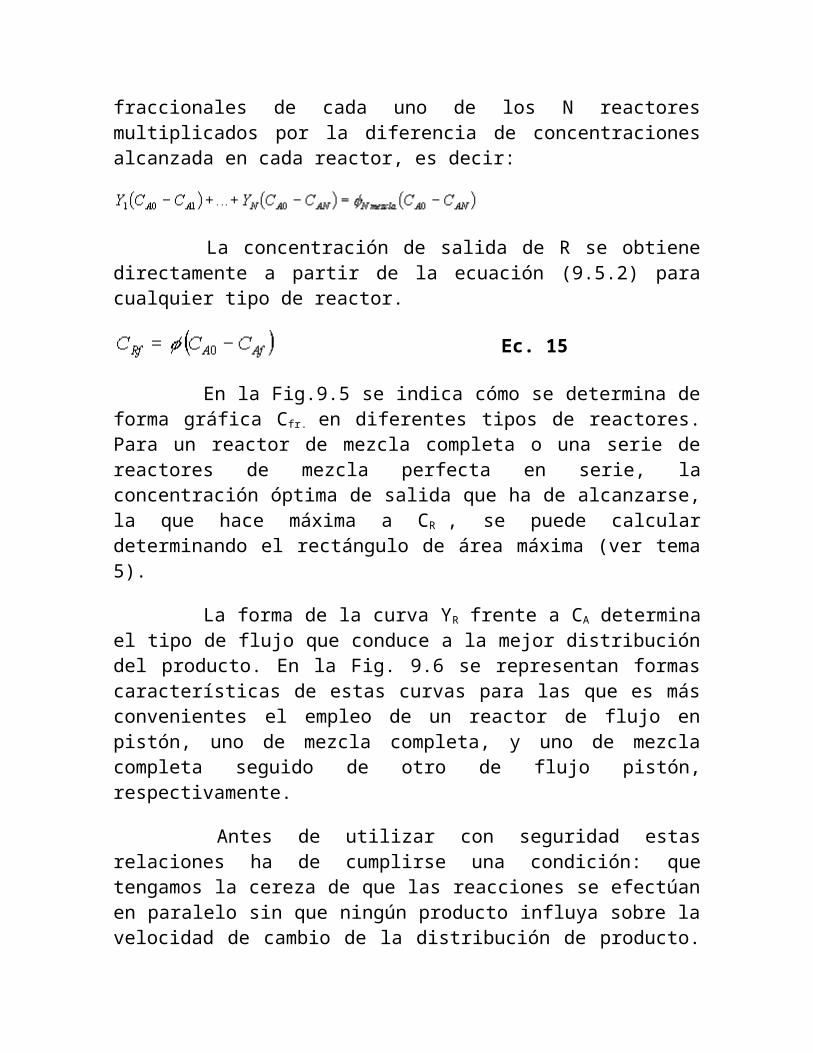
Fig. 7.a
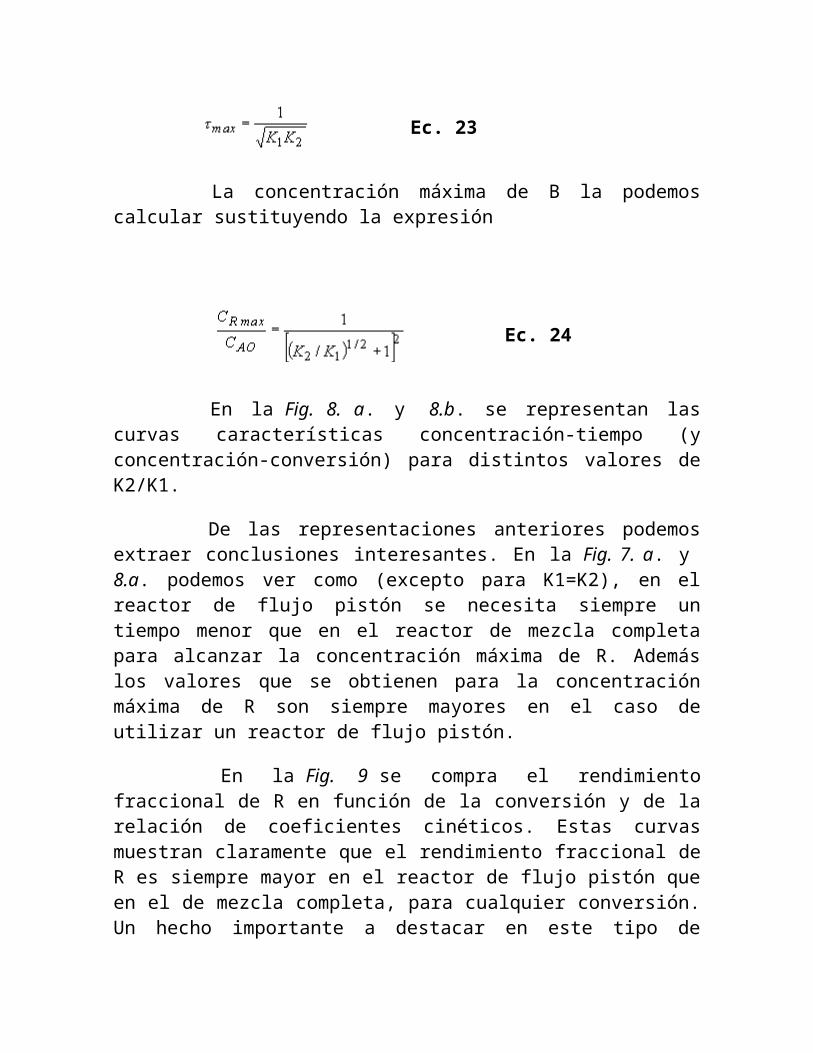
Ec. 8
El valor máximo de B lo podemos determinar haciendo
Obtenemos de esta forma
Ec. 23
La concentración máxima de B la podemos calcular sustituyendo la expresión
Ec. 24
En la Fig. 8. a. y 8.b. se representan las curvas características concentración-tiempo (y concentración-conversión) para distintos valores de K2/K1.
De las representaciones anteriores podemos extraer conclusiones interesantes. En la Fig. 7. a. y 8.a. podemos ver como (excepto para K1=K2), en el reactor de flujo pistón se necesita siempre un tiempo menor que en el reactor de mezcla completa para alcanzar la concentración máxima de R. Además los valores que se obtienen para la concentración máxima de R son siempre mayores en el caso de utilizar un reactor de flujo pistón.
En la Fig. 9 se compra el rendimiento fraccional de R en función de la conversión y de la relación de coeficientes cinéticos. Estas curvas muestran claramente que el rendimiento fraccional de R es siempre mayor en el reactor de flujo pistón que en el de mezcla completa, para cualquier conversión. Un hecho importante a destacar en este tipo de sistemas en la relación que existe entre la conversión y el rendimiento fraccional.
Fig. 8.a
Fig. 8.b

Si queremos obtener una conversión elevada de reacción y tenemos una relación K2/K1 pequeña podremos realizar el diseño del reactor obteniendo al final un producto con un rendimiento fraccional de R elevado. En este caso seguramente no será necesaria la recirculación del reactante no utilizado.
Sin embargo si tenemos una relación K2/K1 mayor que la unidad, el rendimiento fraccional desciende muy bruscamente, aún para una conversión pequeña. Por consiguiente, para evitar obtener el producto indeseado C, en lugar de B, hemos de realizar un diseño de reactor para una conversión pequeña de A por paso. Posteriormente realizar una separación de R y recirculación del reactante no empleado. Todo esto encarecerá notablemente el coste de producción.
Fig.9
Comportamiento de reacciones mono moleculares del tipo
En un reactor de mezcla completa: (a) curvas concentración-tiempo, y (b) concentraciones relativas de los componentes.
(a)
(b)
Comportamiento de las reacciones del tipo monomolecular:
En un reactor de flujo en pistón:(a) Curvas concentración-tiempo. (b) Concentraciones relativas de los componentes.
Conclusión
:
Para las reacciones en paralelo la concentración de los reactantes constituye la clave para el control de la distribución del producto. Una concentración alta del reactante favorece la reacción de orden mayor, una concentración baja favorece la reacción de orden menor, y para reacciones del mismo orden la distribución del producto no depende de la concentración del reactante.
La mayoría de las reacciones se llevan a cabo simultáneamente, en una misma operación, lo que origina el interés de conocer y como evaluar cada velocidad y ecuación cinética de reacción, puesto que en cada una ser a distintas condiciones y esto nos ayuda a evaluar de forma mas técnica, teórica y rectica este tipo de problemas ya sea en reactores de tipo serio o paralelo.
Bibliografía Lévensele, O. Mini libro de reactores químicos, Ed. Reverte, S.A.
Costa López, J.; Cervera Marcha, S.; Cunilla García, F.; Espulgas Vidal, S.; Manos Trióxido, C. y Mata Álvarez, J. “Curso de Ingeniería Química”. Cap. 1, 2 y 3. Ed. Reverte, S.A.
Lévensele, O. "Ingeniería de las reacciones químicas". Ed. Reverte, S.A.
Vean Ortuño, A. "Introducción a la Química Industrial" Ed. Reverte, S.A.
http://www.sc.ehu.es/iawfemaf/archivos/materia/00922.htm http://ocw.uc3m.es/ingenieria-quimica/quimica-ii/material-de-clase-
1/MC-F-003.pdf http://diposit.ub.edu/dspace/bitstream/2445/12703/1/APUNTS%20DE
%20REACTORS%20QU%C3%8DMICS.pdf


















