Red Temática de Docencia Iberoamericana en Ingeniería ... · Ingeniería de los Procesos de...
36
©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC Red Temática de Docencia Iberoamericana en Ingeniería Concurrente RETDIC Universidad del Norte División de Ingenierías Departamento de Ingeniería Mecánica Barranquilla
Transcript of Red Temática de Docencia Iberoamericana en Ingeniería ... · Ingeniería de los Procesos de...

©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Red Temática de Docencia Iberoamericana en Ingeniería
ConcurrenteRETDIC
Universidad del NorteDivisión de Ingenierías
Departamento de Ingeniería MecánicaBarranquilla
©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Selección de Materiales y ProcesosCarlos Vila
CINEI Departamento de Tecnología
Universidad Jaume I CASTELLÓN
Autorizado su uso – Miembros RETDIC

©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
EL TEMA
Selección de Materiales y Procesos
Capacitar al alumno en una selección inicial del proceso de fabricación en función del material y de la geometría.
OBJETIVOS
Proporcionar al alumno una metodología para la selección sistemática del Proceso de fabricación.
Crear interés en el ámbito de la Planificación de los Procesos y Métodos de Fabricación.

©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Selección de Materiales y Procesos
INDICE
Introducción1
Variables del Proceso y Requerimientos Generales2Selección del Proceso de Fabricación en función de la Capacidad
3
Selección de Materiales4
Selección Sistemática de Procesos y Materiales5
©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
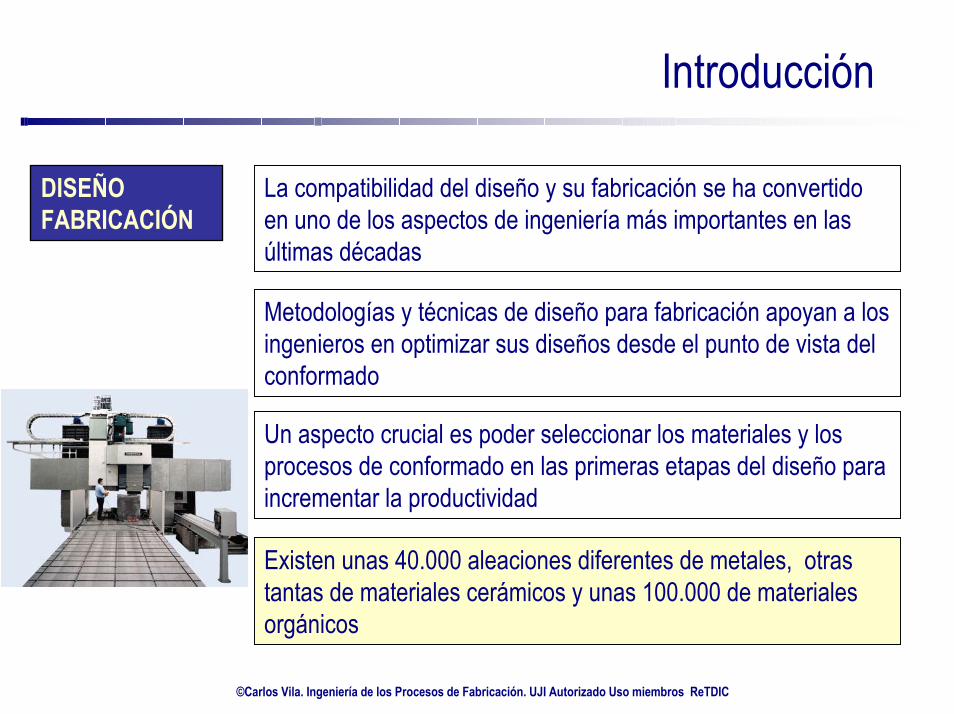
Introducción
DISEÑO FABRICACIÓN
La compatibilidad del diseño y su fabricación se ha convertido en uno de los aspectos de ingeniería más importantes en las últimas décadas
Metodologías y técnicas de diseño para fabricación apoyan a los ingenieros en optimizar sus diseños desde el punto de vista del conformado
Un aspecto crucial es poder seleccionar los materiales y los procesos de conformado en las primeras etapas del diseño para incrementar la productividad
Existen unas 40.000 aleaciones diferentes de metales, otras tantas de materiales cerámicos y unas 100.000 de materiales orgánicos
©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Introducción
Por lo tanto, es necesario desarrollar y utilizar una metodología para la selección sistemática de materiales y procesos
Desarrollaron una Metodología (entre otras propuestas) para la selección sistemática de materiales y procesos de conformado
BOOTHROYD DEWHURST
©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
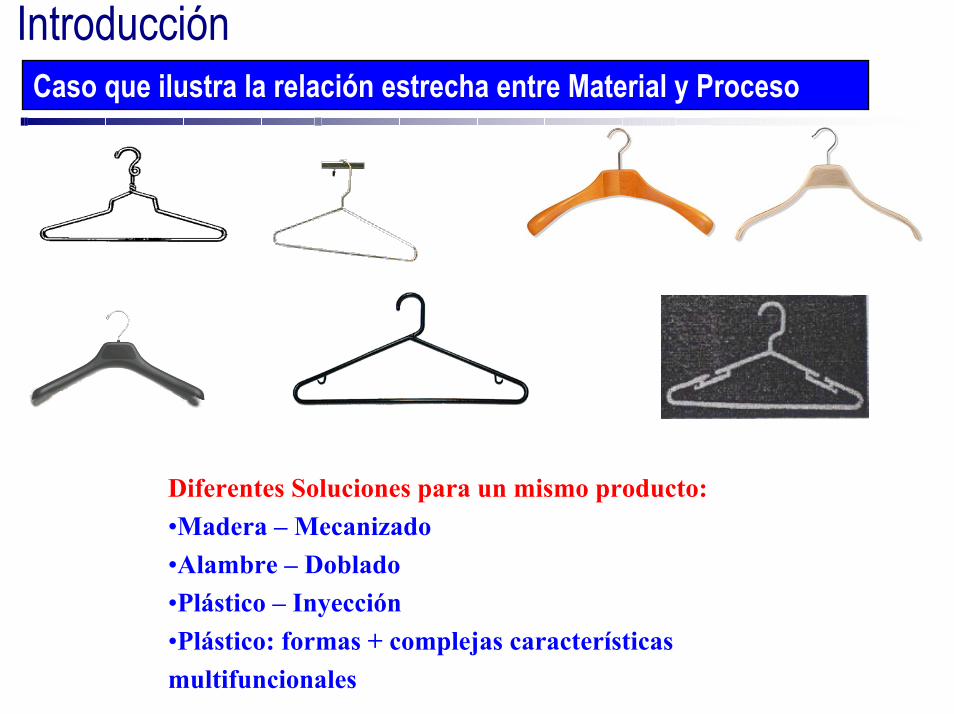
IntroducciónCaso que ilustra la relación estrecha entre Material y Proceso
Diferentes Soluciones para un mismo producto:•Madera – Mecanizado•Alambre – Doblado•Plástico – Inyección•Plástico: formas + complejas características multifuncionales

©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
IntroducciónBoothroyd Dewhurst
Diseño Conceptual
Diseño para Ensamblaje
Estimaciones de Costes combinación materiales-procesos
Sugerencias de materiales y procesos mas económicos (DFM-2)
Sugerencias para la simplificación de la estructura del producto
Diseño para Fabricación
Fabricación Prototipo
Diseño del Proceso
Selección Inicial demateriales y procesos
Sugerencias de combinación materiales y procesos (DFM-1)
Producción
Diseño Integrado Producto-Proceso (D
FMA
)
DFMA Detallado (DFM-3)
TG’s - PFA, logística, ...DFM-3
©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Variables del Proceso y Requerimientos Generales
Variables del ProcesoProducción durante el ciclo de Vida (Comercial)INFORMACIÓN
INICIALPresupuesto admisible en herramientas
Categorías de forma de la pieza posibles y niveles de complejidad
Consideraciones medioambientales y de servicio postventa
Factores de Apariencia
Factores de Tolerancias y Acabados

©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Variables del Proceso y Requerimientos Generales
Requerimientos Generales
FUNCIONALES. Determinados por las características de trabajo delproducto final (temperatura, carga admisible, etc.)
MATERIAL
PROCESO. Capacidad de un material a ser trabajado y modificada su forma para obtener productos semiacabados o acabados
COSTE. Parámetro que selecciona el material entre los que cumplen las especificaciones anteriores
Exigencias a cumplir para el correcto funcionamiento del producto como la compatibilidad con el material o la geometría.También existen aspectos a considerar como el tamaño del lote, ratio de producción, producción total, tolerancias, acabados superficial, etc.,
PROCESO
©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Selección del Proceso de Fabricación en función de la Capacidad
Compatibilidad Material - Proceso
Existe una compatibilidad material proceso de conformado MATERIALES
En la siguiente tabla podemos observar las correspondencias entre procesos de fabricación y materiales, agrupados de forma genérica

©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Selección del Proceso de Fabricación en función de la Capacidad
Fund
ición
de H
ierro
Acer
o al C
arbo
no
Alea
cione
s de A
cero
Acer
o Ino
xidab
le
Alum
inio y
Alea
cione
s
Cobr
e y A
leacio
nes
Zinc y
Alea
cione
s
Magn
esio
y Alea
cione
s
Titan
io y A
leacio
nes
Níqu
el y A
leacio
nes
Metal
es R
efrac
tarios
Term
oplás
ticos
Term
oesta
bles
Moldeo en Arena Moldeo a la Cera Perdida Moldeo en Coquilla Moldeo por Inyección Moldeo por Espumación Moldeo por Extrusión soplado Moldeo por Inyección soplado Moldeo Centrífugo (rotacional) Extrusión por Impacto Forja en Fío (recalcado) Forja con Matriz Sinterizado (Metalurgia de polvos) Extrusión en Caliente Laminado de Tubos y Estirado Arranque de Viruta Mecanizado Electroquímco Electroerosión por penetración Electroerosión por hilo Trabajo de la Chapa Termoconformado Repujado
Proceso Comúnmente Aplicado Proceso POCO Comúnmente Aplicado Proceso NO Aplicable
Compatibilidad
Proceso-Material
DEF.
PLÁSTIC
AM
OLD
EO
SOBRE CHAPA
CON CON PÉRD. DE PÉRD. DE MATERIAL MATERIAL
(CPM)(CPM)
Sin pérdida de Material (SPM
)
Tipos de Procesos
MATERIAL

©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Selección del Proceso de Fabricación en función de la Capacidad
Compatibilidad Geometría - Proceso
De la misma forma que existe una compatibilidad proceso materialExiste una compatibilidad proceso geometría a generar.
GEOMETRÍAS
Como ya hemos visto existen procesos están caracterizados por generar unas formas determinadas
Definiendo una serie de atributos de forma podemos determinar lacompatibilidad proceso geometría
©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Selección del Proceso de Fabricación en función de la Capacidad
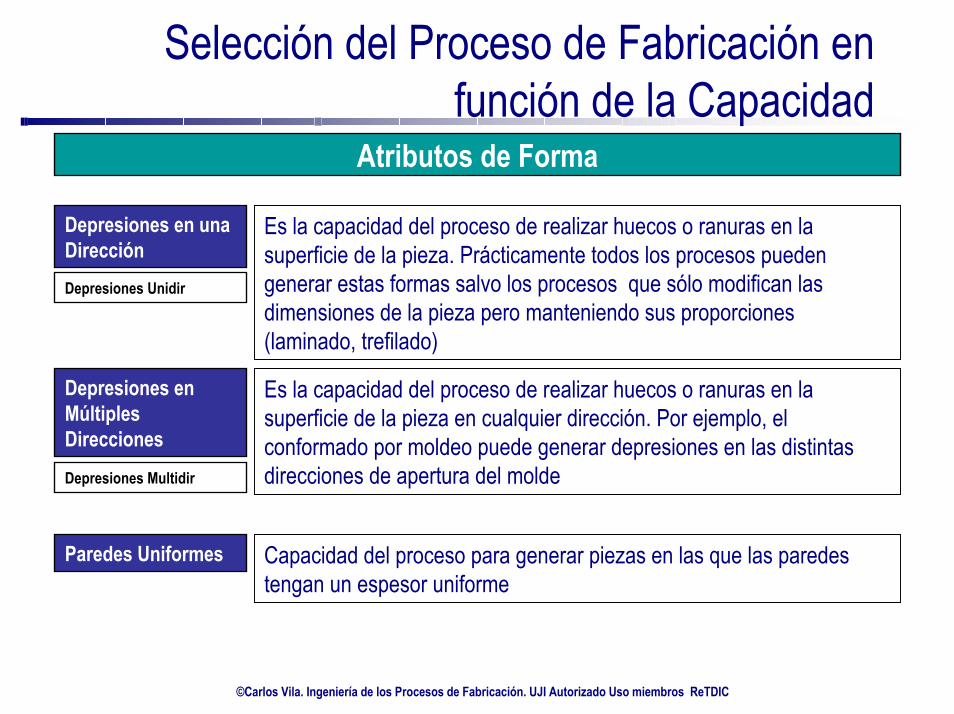
Atributos de Forma
Es la capacidad del proceso de realizar huecos o ranuras en la superficie de la pieza. Prácticamente todos los procesos pueden generar estas formas salvo los procesos que sólo modifican las dimensiones de la pieza pero manteniendo sus proporciones (laminado, trefilado)
Depresiones en una DirecciónDepresiones Unidir
Es la capacidad del proceso de realizar huecos o ranuras en la superficie de la pieza en cualquier dirección. Por ejemplo, el conformado por moldeo puede generar depresiones en las distintasdirecciones de apertura del molde
Depresiones en Múltiples DireccionesDepresiones Multidir
Capacidad del proceso para generar piezas en las que las paredestengan un espesor uniforme
Paredes Uniformes

©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Selección del Proceso de Fabricación en función de la Capacidad
Atributos de Forma
Capacidad del proceso para generar piezas en las que las secciones transversales a una dirección sean idénticas excluyendo ángulos de desmoldeo
Secciones Uniformes
Capacidad del proceso para generar piezas por rotación sobre un eje y produce un sólido de revolución
Ejes de Revolución
Capacidad del proceso para generar cavidades con volúmenes que aumentan progresivamente debido a que la superficie de entrada es menor que la superficie de la cavidad (botellas)
Cavidades abiertas
Capacidad del proceso para generar cavidades completamente cerradas
Cavidades cerradas
Capacidad para generar secciones constantes en la dirección del movimiento del proceso con paredes sin ángulos
Superficies Perpendiculares

©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Selección del Proceso de Fabricación en función de la Capacidad
Atributos de Forma
COMPATIBILIDAD CON LOS PROCESOS DE ENSAMBLAJE
Design for Assembly (Diseño para ensamblaje). Metodología que Considera los Procesos de Ensamblaje de Conjuntos para realizar modificaciones en las geometrías de las piezas
DFA
Capacidad del proceso de incorporar algunos requerimientos funcionales en una única pieza eliminando el ensamblaje
Consolidación de la Pieza
Capacidad del proceso para incorporar en la pieza algunos elementos que faciliten la alineación de piezas y/o el ensamblaje
Elementos de Alineación
Capacidad del proceso para incluir directamente en la pieza elementos que ayudan al ensamblaje (roscas, pestañas, etc.)
Uniones Integradas
©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
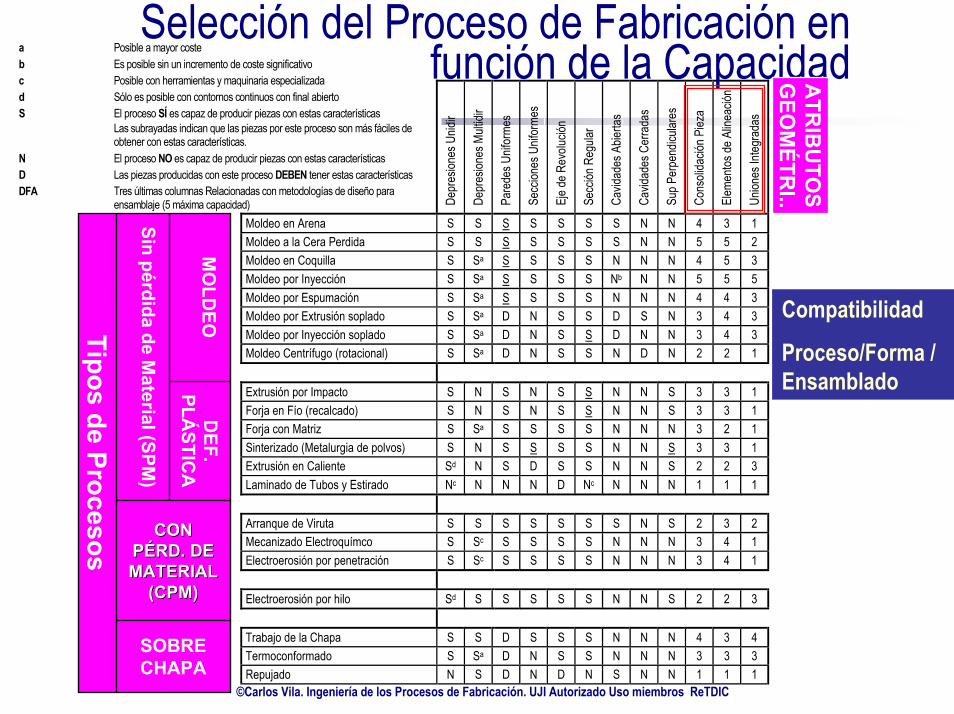
a Posible a mayor coste b Es posible sin un incremento de coste significativo c Posible con herramientas y maquinaria especializada d Sólo es posible con contornos continuos con final abierto S El proceso SÍ es capaz de producir piezas con estas características
Las subrayadas indican que las piezas por este proceso son más fáciles de obtener con estas características.
N El proceso NO es capaz de producir piezas con estas características D Las piezas producidas con este proceso DEBEN tener estas características DFA Tres últimas columnas Relacionadas con metodologías de diseño para
ensamblaje (5 máxima capacidad)
Depr
esion
es U
nidir
Depr
esion
es M
ultidi
r
Pare
des U
nifor
mes
Secc
iones
Unif
orme
s
Eje d
e Rev
olució
n
Secc
ión R
egula
r
Cavid
ades
Abie
rtas
Cavid
ades
Cer
rada
s
Sup P
erpe
ndicu
lares
Cons
olida
ción P
ieza
Elem
entos
de A
linea
ción
Union
es In
tegra
das
Moldeo en Arena S S S S S S S N N 4 3 1 Moldeo a la Cera Perdida S S S S S S S N N 5 5 2 Moldeo en Coquilla S Sa S S S S N N N 4 5 3 Moldeo por Inyección S Sa S S S S Nb N N 5 5 5 Moldeo por Espumación S Sa S S S S N N N 4 4 3 Moldeo por Extrusión soplado S Sa D N S S D S N 3 4 3 Moldeo por Inyección soplado S Sa D N S S D N N 3 4 3 Moldeo Centrífugo (rotacional) S Sa D N S S N D N 2 2 1 Extrusión por Impacto S N S N S S N N S 3 3 1 Forja en Fío (recalcado) S N S N S S N N S 3 3 1 Forja con Matriz S Sa S S S S N N N 3 2 1 Sinterizado (Metalurgia de polvos) S N S S S S N N S 3 3 1 Extrusión en Caliente Sd N S D S S N N S 2 2 3 Laminado de Tubos y Estirado Nc N N N D Nc N N N 1 1 1 Arranque de Viruta S S S S S S S N S 2 3 2 Mecanizado Electroquímco S Sc S S S S N N N 3 4 1 Electroerosión por penetración S Sc S S S S N N N 3 4 1 Electroerosión por hilo Sd S S S S S N N S 2 2 3 Trabajo de la Chapa S S D S S S N N N 4 3 4 Termoconformado S Sa D N S S N N N 3 3 3 Repujado N S D N D N S N N 1 1 1
Selección del Proceso de Fabricación en función de la Capacidad
Compatibilidad
Proceso/Forma / Ensamblado
DEF.
PLÁSTIC
AM
OLD
EO
SOBRE CHAPA
CON CON PÉRD. DE PÉRD. DE MATERIAL MATERIAL
(CPM)(CPM)
Sin pérdida de Material (SPM
)
Tipos de Procesos
ATR
IBU
TOS
GEO
MÉTR
I..
©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Selección del Proceso de Fabricación en función de la Capacidad
Compatibilidad Tolerancias - Proceso
Otra de las Exigencias a cumplir para el correcto funcionamiento del producto son las tolerancias y acabados superficiales.
En la siguiente tabla podemos observar unos valores orientativos de tolerancias obtenibles por cada proceso y acabados superficialescorrespondientes para el caso económico y para el caso posible.

©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
FUNCIONES
Superf. brutas
sin contacto
Superf. Contacto
fijo
Superficies con contacto móvil, guías, centrado
Alta Precisión Estanqueidad
Movimientos Precisos
Desviaciones de Orientación (Para un mismo amarre)
TOLERANCIAS 16-12 11-9 8-7-6 5-4-3-2-1-0-01 RUGOSIDAD Ra 25 12,5 6,3 3,2 1,6 0,8 0,4 0,2 0,1 0,05 0,02 0
Moldeo en Arena
Moldeo a la Cera Perdida
Moldeo en Coquilla
Moldeo a Presión
Estampado en Caliente
Laminado en Caliente
Extrusión en Caliente
Laminado en Frío
Trefilado en Frío
Serrado
Oxicorte
Cepillado 0,05 0,1 0,1
Fresado Acero rápido 0.05-0,01 0,03 0,005-0,02
0,01
Fresado Acero Carburo 0,02-0,01 0,02 0,01
Torneado de Desbaste
Torneado de Acabado 0,02-0,01 0,02 0,005-0,01
0,01
Torneado de Diamante 0,01 0,02 0,01 0,01
Taladrado con Broca 0,2 0,1 0,1 0,1
Mandrinado Hta. carburo 0,005 0,01 0,01 0,01
Escariado
Mandrinado Diamante
Brochado 0,002 0,002
Tallado
Rectificado desbaste
Rectificado producción
Rectificado precisión 0,001 0,001 0,002 0,002
Honing 0,0005 0,001 0,002 0,002
Lapping
Pulido mecánico
Pulido electrolítico
Superacabado 0,0005 0,001 0,005 0,002
Mecanizado electrolítico
Acabado con rodillos
Acabado en Tonel
POSIBLES ECONÓMICOS
Compatibilidad
Proceso/Tolerancias

©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Características Técnicas de Materiales

©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
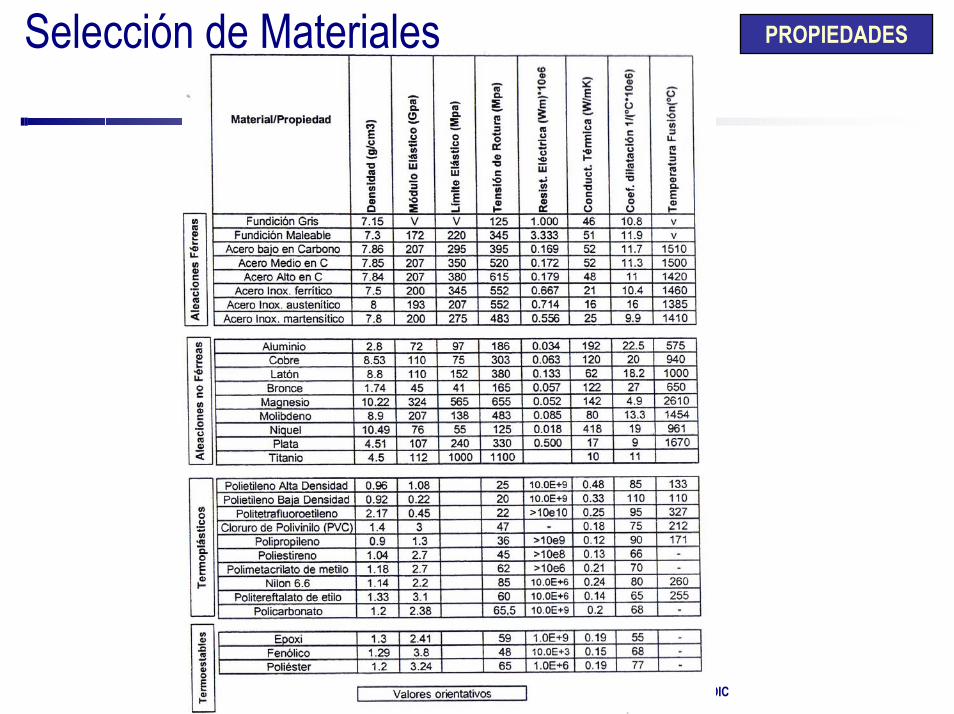
Selección de MaterialesRequerimientos de material
PROPIEDADES Es fundamental conocerlas para una selección adecuadaDensidadMódulo de ElasticidadLímite ElásticoTensión de RoturaResistividad EléctricaConductividad TérmicaCoeficiente de DilataciónTemperatura de FusiónOtras

©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Selección de Materiales
80
60
15
70
50 40 30
20
10 9
8
7
6
5
4
3
2
1,5
1 Chapa de Acero al Carbono Laminada
Alquílicos, Fenólicos, Ureicos
ETFE, ECTFE
Zirconio, Wolframio, Bismuto
Cobalto Vanadio Nitruto de Titanio Titanio
Barra de Acero al Carbono Laminada en Caliente Fundición Nodular de Hierro Barra de Acero al Carbono Laminada en Frío Perfiles estructurales, fundición gris
Chapa de Acero al Carbono Galvanizada Plomo
Cinc
Aluminio 99,5 %
Chapa de Acero Inoxidable 304
Cobre electrolítico
Duraluminio
Chapa de Acero Inoxidable 316 Magnesio Bronce
Aleaciones Cobre Níquel
Acero para Herramientas
Cromo 99,8% Níquel, Iconel 600
FEP
Silicona (Propósito general)PTFE (teflón)
Polietileno SulfídicoPolisulfonas
Poliamida 6/12 (nylon)Policarbonato
Poliamida (6,6/6, RFV)Poliéster
Acetálicos, acetato, celulosas
Vinílicos CloradosOlefinas
ABS, acrílicos, melaminas
Polibutadienoestireno (PBS)
Polietilenos, poliestirenos
Polipropileno
Vinílicos Rígidos
COSTE RELATIVO
©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Selección de Materiales PROPIEDADES

©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Selección de Materiales PROPIEDADES

©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Selección Sistemática de Procesos y Materiales
Metodología sencilla para la selección sistemática de materiales y procesos de conformado que parte de los requerimientos funcionales y de un diseño preliminar (diseño conceptual que tiene una geometría previa)
BOOTHROYD DEWHURST
Metodología que habría que completar con otras metodologías de diseño como, por ejemplo, diseño para ensamblaje.
©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Selección Sistemática de Procesos y Materiales
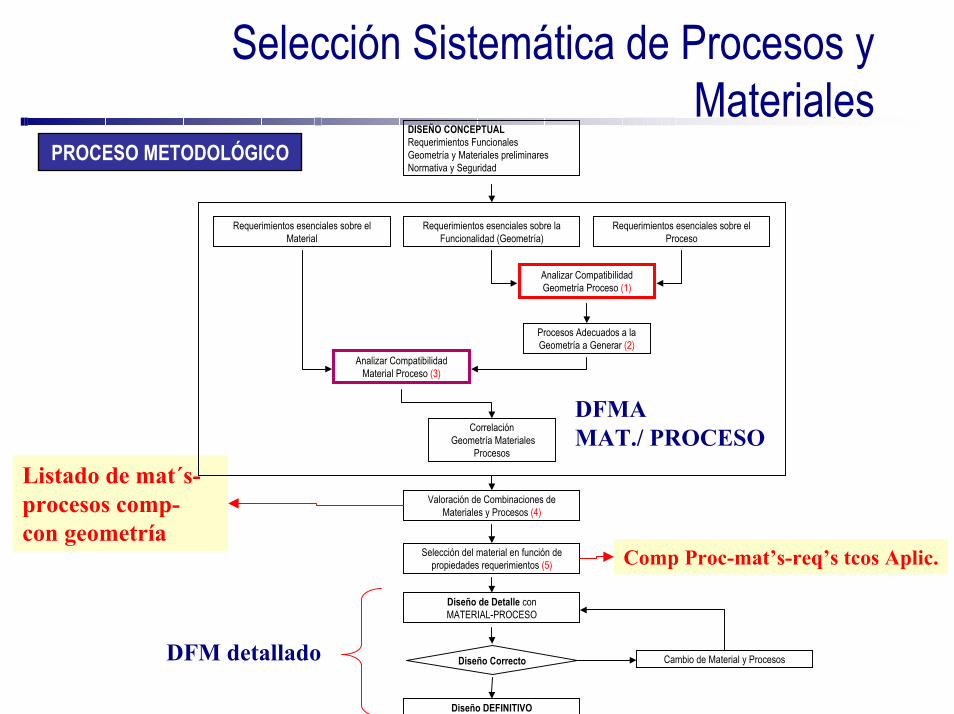
PROCESO METODOLÓGICO
Listado de mat´s-procesos comp-con geometría
DISEÑO CONCEPTUALRequerimientos FuncionalesGeometría y Materiales preliminaresNormativa y Seguridad
Diseño Correcto
Selección del material en función de propiedades requerimientos (5)
Diseño DEFINITIVO
Valoración de Combinaciones de Materiales y Procesos (4)
Diseño de Detalle conMATERIAL-PROCESO
Requerimientos esenciales sobre el Material
Requerimientos esenciales sobre la Funcionalidad (Geometría)
Requerimientos esenciales sobre el Proceso
Analizar Compatibilidad Material Proceso (3)
Procesos Adecuados a la Geometría a Generar (2)
Analizar Compatibilidad Geometría Proceso (1)
CorrelaciónGeometría Materiales
Procesos
Cambio de Material y Procesos
Comp Proc-mat’s-req’s tcos Aplic.
DFM detallado
DFMAMAT./ PROCESO
©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Selección Sistemática de Procesos y Materiales
Ejemplo
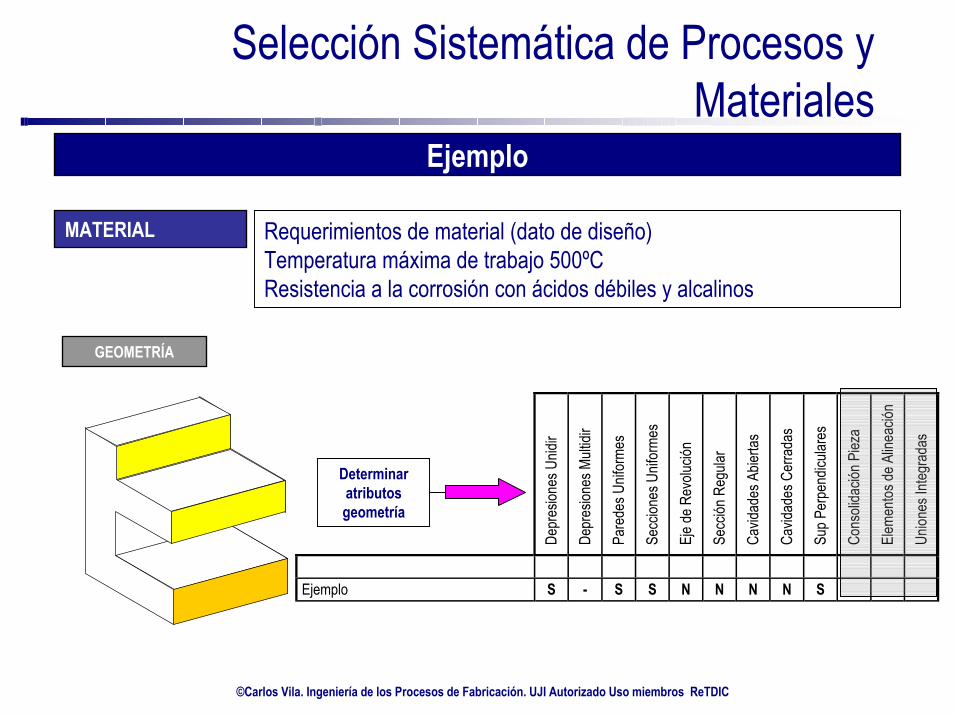
Requerimientos de material (dato de diseño)Temperatura máxima de trabajo 500ºCResistencia a la corrosión con ácidos débiles y alcalinos
MATERIAL
GEOMETRÍA
Depr
esion
es U
nidir
Depr
esion
es M
ultidi
r
Pare
des U
nifor
mes
Secc
iones
Unif
orme
s
Eje d
e Rev
olució
n
Secc
ión R
egula
r
Cavid
ades
Abie
rtas
Cavid
ades
Cer
rada
s
Sup P
erpe
ndicu
lares
Cons
olida
ción P
ieza
Elem
entos
de A
linea
ción
Union
es In
tegra
das
Ejemplo S - S S N N N N S
Determinaratributos geometría

©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Selección Sistemática de Procesos y Materiales
Ejemplo
Fund
ición
de H
ierro
Acer
o al C
arbo
no
Alea
cione
s de A
cero
Acer
o Ino
xidab
le
Alum
inio y
Alea
cione
s
Cobr
e y A
leacio
nes
Zinc y
Alea
cione
s
Magn
esio
y Alea
cione
s
Titan
io y A
leacio
nes
Níqu
el y A
leacio
nes
Metal
es R
efrac
tarios
Term
oplás
ticos
Term
oesta
bles
Moldeo en Arena Moldeo a la Cera Perdida Moldeo en Coquilla Moldeo por Inyección Moldeo por Espumación Moldeo por Extrusión soplado Moldeo por Inyección soplado Moldeo Centrífugo (rotacional) Extrusión por Impacto Forja en Fío (recalcado) Forja con Matriz Sinterizado (Metalurgia de polvos) Extrusión en Caliente Laminado de Tubos y Estirado Arranque de Viruta Mecanizado Electroquímco Electroerosión por penetración Electroerosión por hilo Trabajo de la Chapa Termoconformado Repujado
Depr
esion
es U
nidir
Depr
esion
es M
ultidi
r
Pare
des U
nifor
mes
Secc
iones
Unif
orme
s
Eje d
e Rev
olució
n
Secc
ión R
egula
r
Cavid
ades
Abie
rtas
Cavid
ades
Cer
rada
s
Sup P
erpe
ndicu
lares
Cons
olida
ción P
ieza
Elem
entos
de A
linea
ción
Union
es In
tegra
das
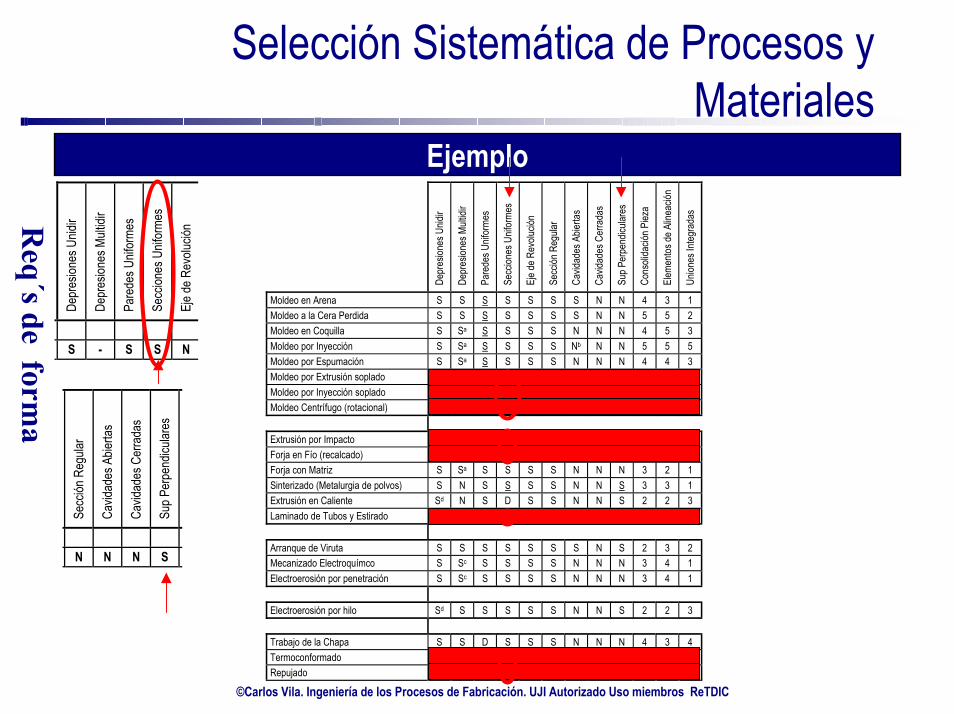
Moldeo en Arena S S S S S S S N N 4 3 1 Moldeo a la Cera Perdida S S S S S S S N N 5 5 2 Moldeo en Coquilla S Sa S S S S N N N 4 5 3 Moldeo por Inyección S Sa S S S S Nb N N 5 5 5 Moldeo por Espumación S Sa S S S S N N N 4 4 3 Moldeo por Extrusión soplado S Sa D N S S D S N 3 4 3 Moldeo por Inyección soplado S Sa D N S S D N N 3 4 3 Moldeo Centrífugo (rotacional) S Sa D N S S N D N 2 2 1 Extrusión por Impacto S N S N S S N N S 3 3 1 Forja en Fío (recalcado) S N S N S S N N S 3 3 1 Forja con Matriz S Sa S S S S N N N 3 2 1 Sinterizado (Metalurgia de polvos) S N S S S S N N S 3 3 1 Extrusión en Caliente Sd N S D S S N N S 2 2 3 Laminado de Tubos y Estirado Nc N N N D Nc N N N 1 1 1 Arranque de Viruta S S S S S S S N S 2 3 2 Mecanizado Electroquímco S Sc S S S S N N N 3 4 1 Electroerosión por penetración S Sc S S S S N N N 3 4 1 Electroerosión por hilo Sd S S S S S N N S 2 2 3 Trabajo de la Chapa S S D S S S N N N 4 3 4 Termoconformado S Sa D N S S N N N 3 3 3 Repujado N S D N D N S N N 1 1 1
©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Selección Sistemática de Procesos y Materiales
Ejemplo
Depr
esion
es U
nidir
Depr
esion
es M
ultidi
r
Pare
des U
nifor
mes
Secc
iones
Unif
orme
s
Eje d
e Rev
olució
n
Secc
ión R
egula
r
Cavid
ades
Abie
rtas
Cavid
ades
Cer
rada
s
Sup P
erpe
ndicu
lares
Cons
olida
ción P
ieza
Elem
entos
de A
linea
ción
Union
es In
tegra
das
Moldeo en Arena S S S S S S S N N 4 3 1 Moldeo a la Cera Perdida S S S S S S S N N 5 5 2 Moldeo en Coquilla S Sa S S S S N N N 4 5 3 Moldeo por Inyección S Sa S S S S Nb N N 5 5 5 Moldeo por Espumación S Sa S S S S N N N 4 4 3 Moldeo por Extrusión soplado S Sa D N S S D S N 3 4 3 Moldeo por Inyección soplado S Sa D N S S D N N 3 4 3 Moldeo Centrífugo (rotacional) S Sa D N S S N D N 2 2 1 Extrusión por Impacto S N S N S S N N S 3 3 1 Forja en Fío (recalcado) S N S N S S N N S 3 3 1 Forja con Matriz S Sa S S S S N N N 3 2 1 Sinterizado (Metalurgia de polvos) S N S S S S N N S 3 3 1 Extrusión en Caliente Sd N S D S S N N S 2 2 3 Laminado de Tubos y Estirado Nc N N N D Nc N N N 1 1 1 Arranque de Viruta S S S S S S S N S 2 3 2 Mecanizado Electroquímco S Sc S S S S N N N 3 4 1 Electroerosión por penetración S Sc S S S S N N N 3 4 1 Electroerosión por hilo Sd S S S S S N N S 2 2 3 Trabajo de la Chapa S S D S S S N N N 4 3 4 Termoconformado S Sa D N S S N N N 3 3 3 Repujado N S D N D N S N N 1 1 1
Depr
esion
es U
nidir
Depr
esion
es M
ultidi
r
Pare
des U
nifor
mes
Secc
iones
Unif
orme
s
Eje d
e Rev
olució
n
S - S S N
Secc
ión R
egula
r
Cavid
ades
Abie
rtas
Cavid
ades
Cer
rada
s
Sup P
erpe
ndicu
lares
N N N S
Req´s de form
a

©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Selección Sistemática de Procesos y Materiales
Ejemplo
Depr
esion
es U
nidir
Depr
esion
es M
ultidi
r
Pare
des U
nifor
mes
Secc
iones
Unif
orme
s
Eje d
e Rev
olució
n
Secc
ión R
egula
r
Cavid
ades
Abie
rtas
Cavid
ades
Cer
rada
s
Sup P
erpe
ndicu
lares
Cons
olida
ción P
ieza
Elem
entos
de A
linea
ción
Union
es In
tegra
das
Moldeo en Arena S S S S S S S N N 4 3 1 Moldeo a la Cera Perdida S S S S S S S N N 5 5 2 Moldeo en Coquilla S Sa S S S S N N N 4 5 3 Moldeo por Inyección S Sa S S S S Nb N N 5 5 5 Moldeo por Espumación S Sa S S S S N N N 4 4 3 Moldeo por Extrusión soplado S Sa D N S S D S N 3 4 3 Moldeo por Inyección soplado S Sa D N S S D N N 3 4 3 Moldeo Centrífugo (rotacional) S Sa D N S S N D N 2 2 1 Extrusión por Impacto S N S N S S N N S 3 3 1 Forja en Fío (recalcado) S N S N S S N N S 3 3 1 Forja con Matriz S Sa S S S S N N N 3 2 1 Sinterizado (Metalurgia de polvos) S N S S S S N N S 3 3 1 Extrusión en Caliente Sd N S D S S N N S 2 2 3 Laminado de Tubos y Estirado Nc N N N D Nc N N N 1 1 1 Arranque de Viruta S S S S S S S N S 2 3 2 Mecanizado Electroquímco S Sc S S S S N N N 3 4 1 Electroerosión por penetración S Sc S S S S N N N 3 4 1 Electroerosión por hilo Sd S S S S S N N S 2 2 3 Trabajo de la Chapa S S D S S S N N N 4 3 4 Termoconformado S Sa D N S S N N N 3 3 3 Repujado N S D N D N S N N 1 1 1
Secc
ión R
egula
r
Cavid
ades
Abie
rtas
Cavid
ades
Cer
rada
s
Sup P
erpe
ndicu
lares
N N N S
Resultados Proceso/Forma:
•Sinterizado
•Arranque de Viruta
•Extrusión en caliente
•ELECTR...

©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Selección Sistemática de Procesos y Materiales
Ejemplo
Fund
ición
de H
ierro
Acer
o al C
arbo
no
Alea
cione
s de A
cero
Acer
o Ino
xidab
le
Alum
inio y
Alea
cione
s
Cobr
e y A
leacio
nes
Zinc y
Alea
cione
s
Magn
esio
y Alea
cione
s
Titan
io y A
leacio
nes
Níqu
el y A
leacio
nes
Metal
es R
efrac
tarios
Term
oplás
ticos
Term
oesta
bles
Moldeo en Arena Moldeo a la Cera Perdida Moldeo en Coquilla Moldeo por Inyección Moldeo por Espumación Moldeo por Extrusión soplado Moldeo por Inyección soplado Moldeo Centrífugo (rotacional) Extrusión por Impacto Forja en Fío (recalcado) Forja con Matriz Sinterizado (Metalurgia de polvos) Extrusión en Caliente Laminado de Tubos y Estirado Arranque de Viruta Mecanizado Electroquímco Electroerosión por penetración Electroerosión por hilo Trabajo de la Chapa Termoconformado Repujado
Resultados Proceso/Forma:
•Sinterizado
•Arranque de Viruta
•Extrusión en caliente
•Electr...

©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Selección Sistemática de Procesos y Materiales
EjemploFaltaría seleccionar aquél material que cumpliera los siguientes:Requerimientos de material
Temperatura máxima de trabajo 500ºCResistencia a la corrosión con ácidos débiles y alcalinos
V
Resultados:V Sinterizado &Extr. cal
V Arr. Vir & Electr-hilo
V
Fund
ición
de H
ierro
Acer
o al C
arbo
no
Alea
cione
s de A
cero
Acer
o Ino
xidab
le
Alum
inio y
Alea
cione
s
Cobr
e y A
leacio
nes
Zinc y
Alea
cione
s
Magn
esio
y Alea
cione
s
Titan
io y A
leacio
nes
Níqu
el y A
leacio
nes
Metal
es R
efrac
tarios
Term
oplás
ticos
Term
oesta
bles
Sinterizado (Metalurgia de polvos) Extrusión en Caliente Arranque de Viruta Electroerosión por hilo
C C C T T T $ $ T $
Comb. Mat-Proceso eliminadas$
Procesos posibles en función del material

©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
CONCLUSIONES
Selección de Materiales y Procesos
HEMOS PRESENTADO UNA METODOLOGÍA QUE PERMITE, CUALITATIVAMENTE, DETERMINAR LOS MATERIALES Y
PROCESOS ADECUADOS PARA SATISFACER EL DESARROLLO CONCEPTUAL DE PRODUCTOS Y PROCESOS
RESUMEN
PUNTOS FUERTES
SENCILLEZELABORADA
PUNTOS DÉBILES
DEMASIADO GENÉRICA FALTA ANÁLISIS COSTESAUTOMATIZACIÓN (CAD)

©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Red Temática de Docencia Iberoamericana en Ingeniería
ConcurrenteRETDIC
Universidad del NorteDivisión de ingenieríasDepartamento de Ingeniería MecánicaUso Autorizado: Miembros RETDIC
Barranquilla

©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
CASO No. 2 de Selección Material / ProcesoDFMA
Dr. Ing. H. Maury ©RETDIC

©Carlos Vila. Ingeniería de los Procesos de Fabricación. UJI Autorizado Uso miembros ReTDIC
Caso No. 2. Selección material - Proceso
Evaluar los procesos y materiales para fabricación de llantas o “rines” deportivosDetermine soluciones diferentes atendiendo a los siguientes factores: acabado superficial, precisión dimensional, costos entre otros.
Requerimientos del material:E>50 Gpa Sut>150 MPa
Características deseables en la llanta:Máximo límite elásticoMínima densidadMínimo coeficiente de expansión térmicoMáxima conductividad térmicaMínimo costoAlternativas constructivas a explorar:
•Construcción mediante un sólo proceso•Construcción mediante una secuencia de procesos