Torneado Conico Mandrinado Knurling Torneado de Forma Roscado
Upload
jose-francisco-carrizo-rioCategory
view
284download
0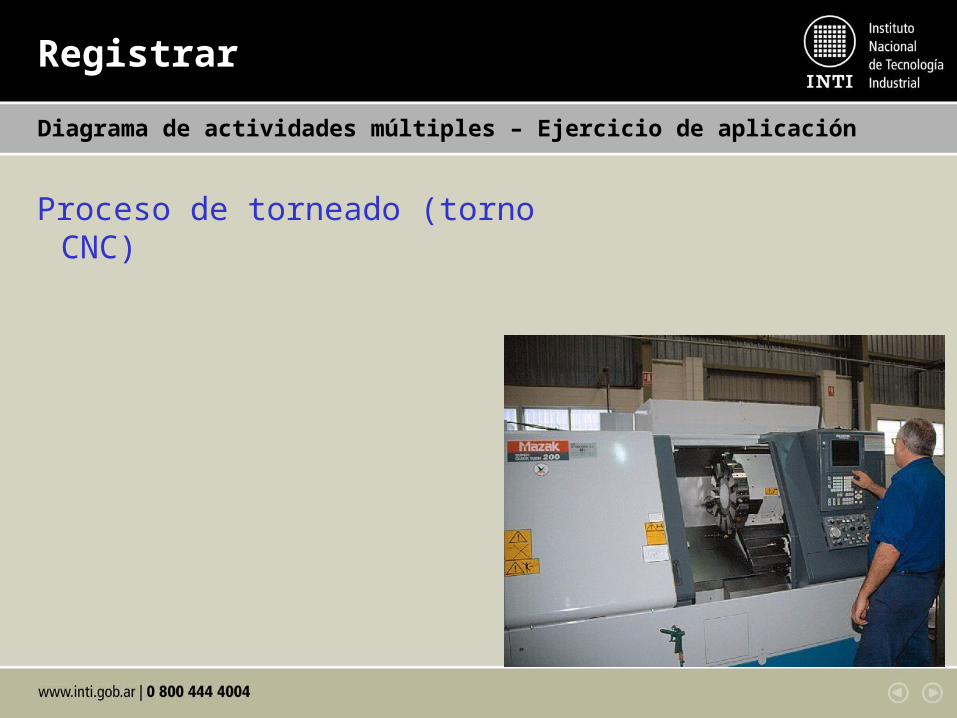
Registrar
Diagrama de actividades múltiples – Ejercicio de aplicación
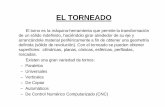
Proceso de torneado (torno CNC)

Registrar
Diagrama de actividades múltiples – Ejercicio de aplicación
Diagrama de Actividades Múltiples
(DAM)
Método actual
Hoja num. 1(seg) ACTUAL PROPUESTO ECONOMIA
TIEMPO DEL CICLO 390
TIEMPO DE TRABAJO
Operario 150
Máquina 240
TIEMPO INACTIVO
Operario 240
Máquina 150
Compuesto por: Martín Castellano UTILIZACION
Fecha: 02/09/2009 Operario 38,50%
Máquina 61,50%
Duración Operación
15 seg
15 seg
Diagrama de Actividades Múltiples
Operación Duración
Producto: Pieza PX
OperarioTiempo (min)
Máquina
00:07:00
00:08:00
00:03:00
00:01:00
00:02:00
00:04:00
00:05:00
00:06:00
Coloca pieza en soporte. Pone en marcha la máquina
30 seg
240 seg Torno CNC trabajando
150 seg Inactivo
240 segInactivo
Operario: Fabián Suarez (leg. 2085)
Marca pieza con punzón 30 seg
Coloca material protector a la pieza
30 seg
Saca pieza terminada. Limpia máquina con aire comprimido
30 seg
Inspecciona pieza
Quita rebaba
RESUMENDiagrama num. 8
Proceso: Torneado
Máquina: Torno CNC 1
Registrar
Diagrama de actividades múltiples – Ejercicio de aplicación
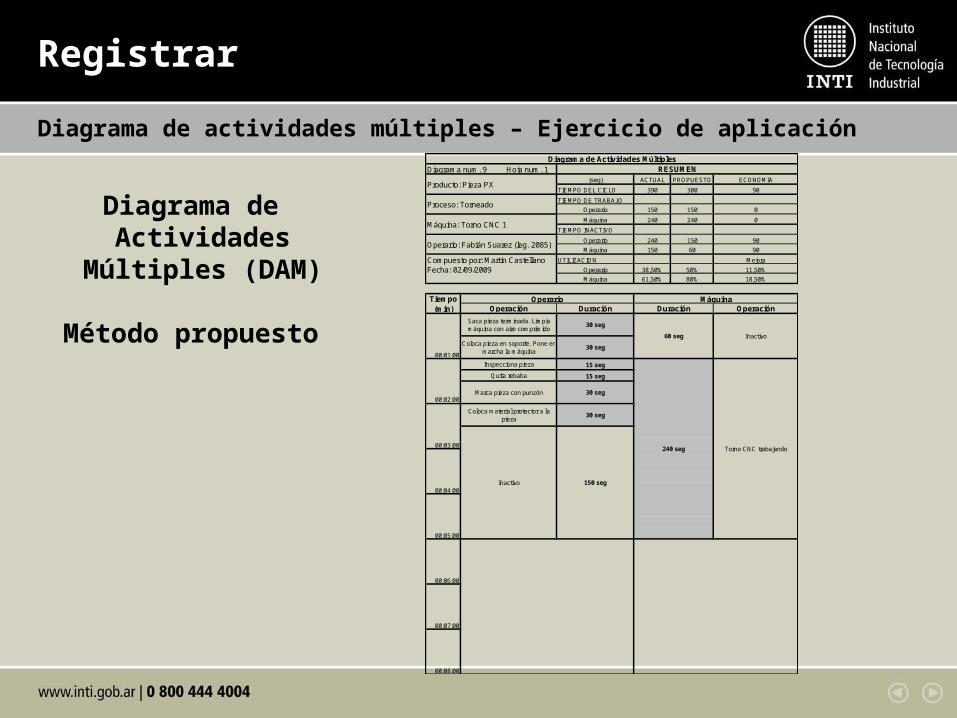
Diagrama de Actividades Múltiples
(DAM)
Método propuesto
Hoja num. 1(seg) ACTUAL PROPUESTO ECONOMIA
TIEMPO DEL CICLO 390 300 90
TIEMPO DE TRABAJO
Operario 150 150 0
Máquina 240 240 0
TIEMPO INACTIVO
Operario 240 150 90
Máquina 150 60 90
Compuesto por: Martín Castellano UTILIZACION Mejora
Fecha: 02/09/2009 Operario 38,50% 50% 11,50%
Máquina 61,50% 80% 18,50%
Duración Operación
15 seg
15 seg
Torno CNC trabajando
Coloca pieza en soporte. Pone en marcha la máquina
30 seg
60 seg Inactivo
Inspecciona pieza
Quita rebaba
Marca pieza con punzón 30 seg
Coloca material protector a la pieza
00:06:00
00:07:00
240 seg
00:08:00
30 seg
150 segInactivo
00:02:00
00:03:00
00:04:00
00:05:00
MáquinaDuración
00:01:00
Saca pieza terminada. Limpia máquina con aire comprimido
30 seg
Proceso: Torneado
Máquina: Torno CNC 1
Operario: Fabián Suarez (leg. 2085)
Tiempo (min)
OperarioOperación
Diagrama de Actividades MúltiplesDiagrama num. 9 RESUMEN
Producto: Pieza PX

Registrar
Tabla cuadriculada – Definición y ejemplo
La tabla cuadriculada es una herramienta utilizada para registrar los movimientos de operarios o materiales de un puesto a otro.

Registrar
Diagrama de recorrido – Definición y ejemplo
El diagrama de recorrido es un plano de fábrica o zona de trabajo que contiene la posición correcta de las máquinas y en el cual se trazan los movimientos de los producto o de sus componentes.
Registrar
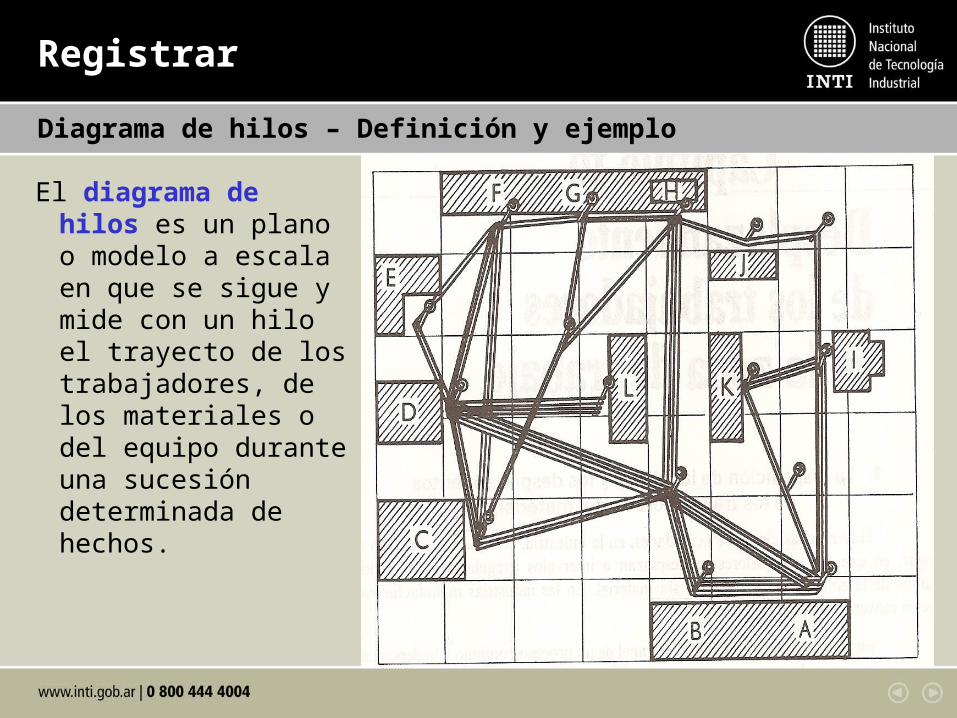
Diagrama de hilos – Definición y ejemplo
El diagrama de hilos es un plano o modelo a escala en que se sigue y mide con un hilo el trayecto de los trabajadores, de los materiales o del equipo durante una sucesión determinada de hechos.

Registrar
Gráfico de trayectoria – Definición y ejemplo
El gráfico de trayectoria es un cuadro donde se consignan datos cuantitativos sobre los movimientos de trabajadores, materiales o equipos entre cualquier número de lugares y durante cualquier período dado de tiempo.
Examinar
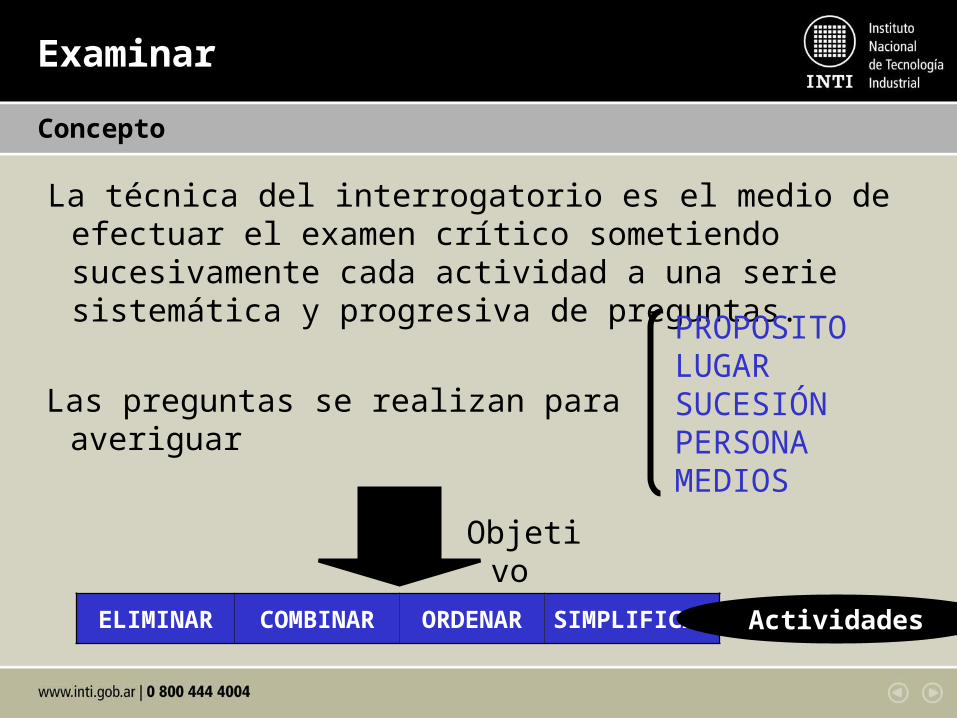
La técnica del interrogatorio es el medio de efectuar el examen crítico sometiendo sucesivamente cada actividad a una serie sistemática y progresiva de preguntas.
Concepto
Las preguntas se realizan para averiguar
PROPOSITOLUGARSUCESIÓNPERSONAMEDIOS
Objetivo
ELIMINAR COMBINAR ORDENAR SIMPLIFICAR Actividades

Examinar
Preguntas
PROPOSITO¿Qué se hace?
¿Por qué se hace?¿Qué otra cosa podría hacerse?
¿Qué debería hacerse?
LUGAR¿Dónde se hace?
¿Por qué se hace allí?¿En qué otro lugar podría hacerse?
¿Dónde debería hacerse?
SUCESION¿Cuándo se hace?
¿Por qué se hace entonces?¿Cuándo podría hacerse?¿Cuándo debería hacerse?
PERSONA¿Quién lo hace?
¿Por qué lo hace esa persona?¿Qué otra persona podría hacerlo?
¿Quién debería hacerlo?
MEDIOS¿Cómo se hace?
¿Por qué se hace de ese modo?¿De qué otro modo podría hacerse?
¿Cómo debería hacerse?
Se realizan dos clases de preguntas
• Preguntas preliminares
• Preguntas de fondo
Idear
Conociendo las respuestas a las preguntas anteriores, estamos en condiciones de idear el método perfeccionado.
Concepto
En esta etapa son importantes los siguientes conceptos:• Trabajo en equipo• Motivación• Creatividad• Habilidades personales
Es importante registrar el método proyectado empleando los gráficos y diagramas presentados en la etapa de registrar, obteniéndose el contraste entre el método original y el método propuesto.
Definir, implantar y mantener
Definir
Actividades a desarrollar
• Tomar la mejor propuesta.• Aprobación de la dirección de fábrica.• Documentar (instructivos, procedimientos, etc).
Implantar • Conseguir aceptación de operarios.• Enseñar el nuevo método a los trabajadores.• Controlar evolución del trabajo bajo el nuevo
método.
Mantener • Controlar la ejecución del método.• Estudiar la factibilidad de reiniciar el ciclo de
estudio cuando se crea conveniente.
Trabajo estándar
Definición
Se entiende por trabajo estándar a aquella actividad regida por estándares operacionales.
Los estándares operacionales son aquellos que hacen referencia a la manera o forma en que los trabajadores ejecutan sus tareas en los puestos de trabajo, con el fin de cumplir con las metas de calidad, costos y tiempos de entrega para la satisfacción plena del cliente.
Trabajo estándar
Ejemplo
Operación de forjado
VIDEO
Trabajo estándar
Kaizen y el trabajo estándar
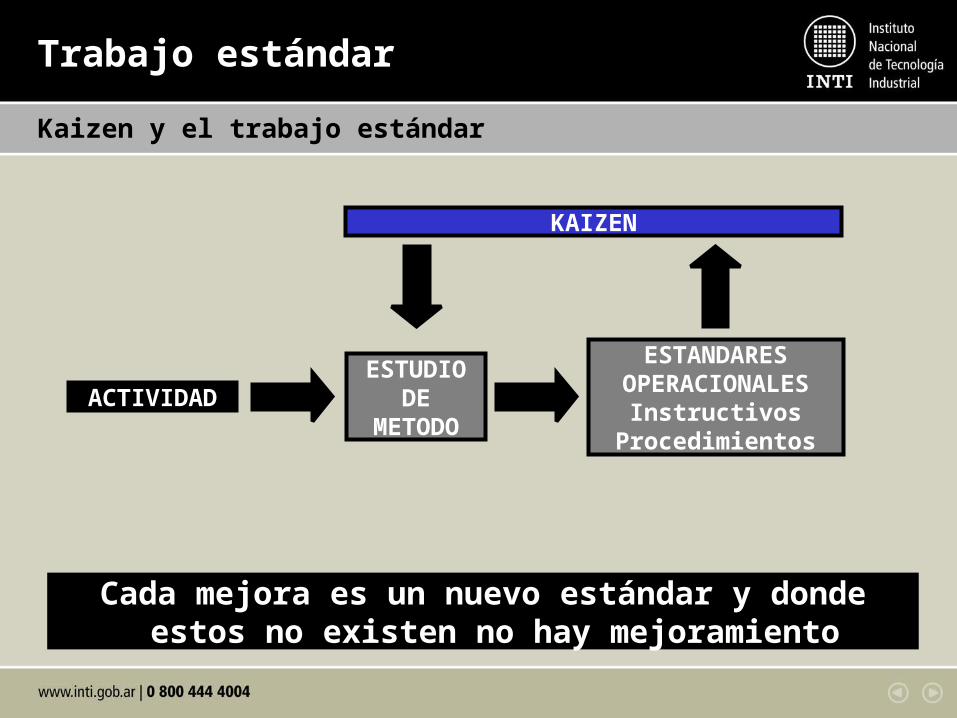
Cada mejora es un nuevo estándar y donde estos no existen no hay mejoramiento
ACTIVIDADESTUDIO
DEMETODO
ESTANDARESOPERACIONALES
InstructivosProcedimientos
KAIZEN
Trabajo estándar
Ventajas
• Contar con la manera más fácil y segura de ejecutar un trabajo.
• Preservar el conocimiento y las experiencias.
• Permite fácilmente medir el desempeño y hacer comparaciones.
• Se minimizan las variabilidades.
MetasCalidadCosto
Tiempo de entrega

Medición del trabajo
La medición del trabajo es la aplicación de técnicas para determinar el tiempo que invierte un trabajador calificado en llevar a cabo una tarea definida efectuándola según una norma de ejecución preestablecida.
Definición
La duración de las actividades es un dato central para la gestión empresarial. Permite tomar decisiones y es de utilidad para:
• Calcular el costo de las actividades.• Planificar y programar las actividades.• Formular un presupuesto para cotizar.• Etc.

Medición del trabajo
Contenido Básico de Trabajo del producto o de la operación.
Composición del tiempo total
CBT
A
B
C
D
Contenido de trabajo suplementario debido a deficiencias en el diseño o en la especificación del producto.
Contenido de trabajo suplementario debido a métodos ineficaces de producción o de funcionamiento.
Tiempo improductivo debido a deficiencias de la dirección.
Tiempo improductivo imputable al trabajador.
Contenido de trabajo total
Tiempo improductivo
total
Tiempo total de la
operación
Medición del trabajo
El contenido básico del trabajo (CBT) es el tiempo mínimo irreducible que se necesita teóricamente para obtener una unidad de producción.
Contenido básico del trabajo
Medición del trabajo
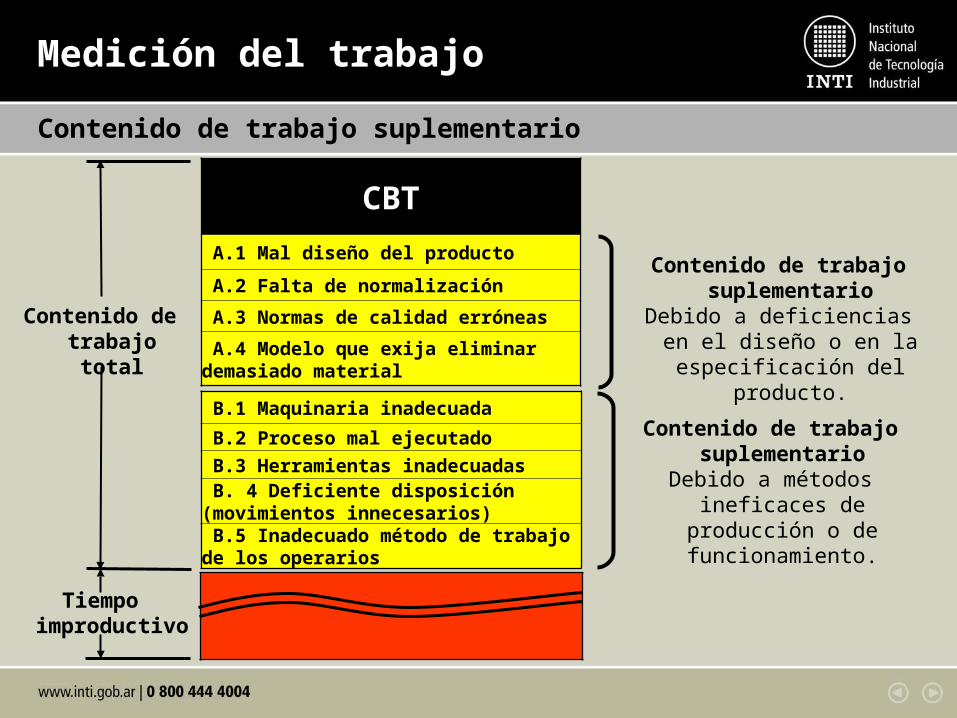
Contenido de trabajo suplementario
CBT
A.1 Mal diseño del producto
A.2 Falta de normalización
A.3 Normas de calidad erróneas
A.4 Modelo que exija eliminar demasiado material
Contenido de trabajo total
B.1 Maquinaria inadecuada
B.2 Proceso mal ejecutado
B.3 Herramientas inadecuadas B. 4 Deficiente disposición (movimientos innecesarios) B.5 Inadecuado método de trabajo de los operarios
Tiempo improductivo
Contenido de trabajo suplementario
Debido a deficiencias en el diseño o en la especificación
del producto.
Contenido de trabajo suplementario
Debido a métodos ineficaces de producción
o de funcionamiento.
Medición del trabajo
Tiempo improductivo debido a deficiencias de la dirección
Tiempo improductivo
Es el tiempo durante el cual el hombre o la máquina, o ambos, permanecen inactivos porque la dirección no ha sabido planear, dirigir, coordinar o inspeccionar eficazmente.
Ejemplos• Planificación inadecuada• Falta de materias primas• Averías de las instalaciones• Accidentes (condiciones inseguras)• Etc
Medición del trabajo
Tiempo improductivo imputable al trabajador
Tiempo improductivo
Es el tiempo durante el cual el hombre o la máquina, o ambos, permanecen inactivos por motivos que podría remediar el trabajador
Ejemplos• Ausencias• Retrasos• Ociosidad• Accidentes (actos inseguros)• Etc

Medición del trabajo
1) SELECCIONAR el trabajo que va a ser objeto de estudio.
2) REGISTRAR todos los datos relativos a las circunstancias en que se realiza el trabajo, a los métodos y a los elementos de actividad.
3) EXAMINAR los datos registrados y el detalle de los elementos con espíritu
crítico para verificar si se utilizan los métodos y movimientos más eficaces y separar los elementos improductivos o extraños de los productivos.
4) MEDIR la cantidad de trabajo de cada elemento (tiempo) mediante la técnica más apropiada.
5) COMPILAR el tiempo tipo de la operación, previendo los tiempos de los elementos y los suplementos.
6) DEFINIR el tiempo de las actividades para el método especificado.
Procedimiento básico (etapas de la medición del trabajo)

Medición del trabajo
Medición del
trabajo
Técnicas de medición del trabajo
• Muestreo del trabajo
• Estudio de tiempos predeterminados
• Estudio de tiempos medidos
• Método de estimación
• Método de cálculo técnico
• Método de comparación
• MTM
Método del cronometraje

Muestreo del trabajo
El muestreo del trabajo es una técnica para determinar, mediante muestreo estadístico y observaciones aleatorias, el porcentaje de aparición de determinada actividad.
Definición
Muestreo del trabajo
Objetivo
OBJETIVO
Obtener el tiempo productivo y el tiempo inactivo (con sus causas de interrupción) de una o varias máquinas.
Observación continua
Muestreo del trabajo
Método costoso y poco práctico

Muestreo del trabajo
Consideraciones importantes
El método de muestreo del trabajo se basa en la ley de probabilidades.
Para que las observaciones reflejen la situación real (muestreo representativo), con un margen determinado de error, es necesario:
• Tamaño de muestra suficientemente grande
• Observaciones al azar
Cálculo de “n”
Empleo de tabla de números aleatorios

Muestreo del trabajo
Cálculo del número de observaciones
Dos métodosEstadístico
Nomográfico
Estadísticoσp =
(p x q)
n
σp: error estándar de la proporciónp: porcentaje de tiempo inactivoq: porcentaje de tiempo en marchan: número de observaciones o
tamaño de muestra a determinar
EjemploSupongamos un nivel de confianza del 95 % con un margen de error del
10 % (es decir, que tenemos confianza en que nuestros cálculos, en 95 % de los casos, corresponderán a +/- 10 % del valor real):
1.96 σp = 10es decir aprox. σp = 5
Muestreo del trabajo
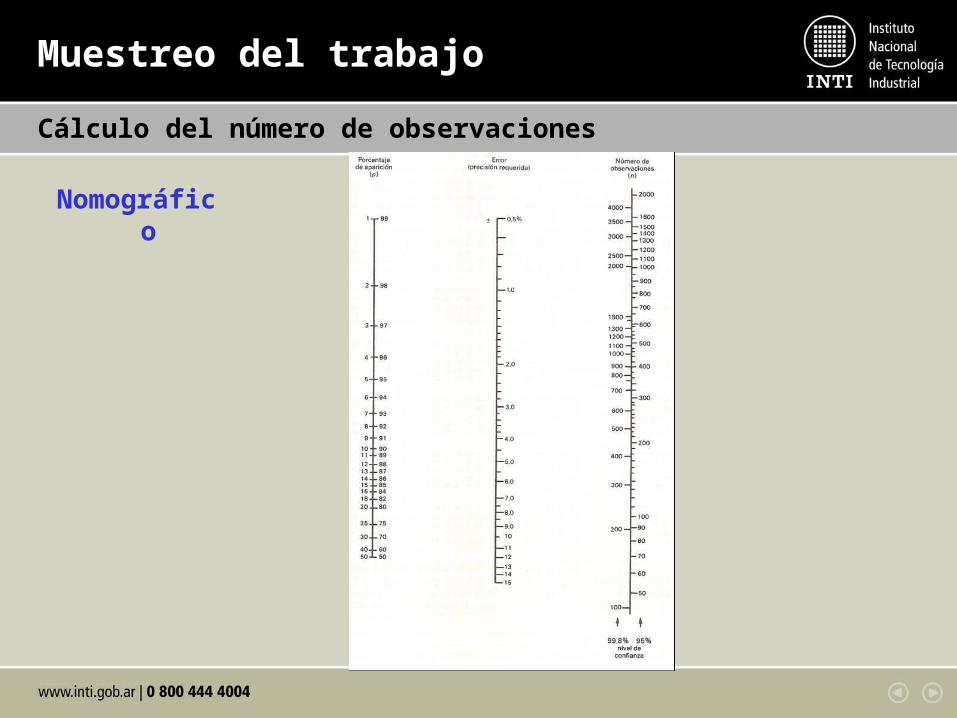
Cálculo del número de observaciones
Nomográfico
Muestreo del trabajo
Ejemplo
Al cabo de 100 observaciones previas realizadas sobre una máquina de producción se observó:
• Máquina parada en 25 ocasiones p = 25
• Máquina en marcha en 75 oportunidades q = 75
Si decidimos trabajar con un nivel de confianza de 95 % y un margen de error del 10 % σp = 5
Calculamos n:
n =25 x 75
(5)2= 75 observaciones
Muestreo del trabajo
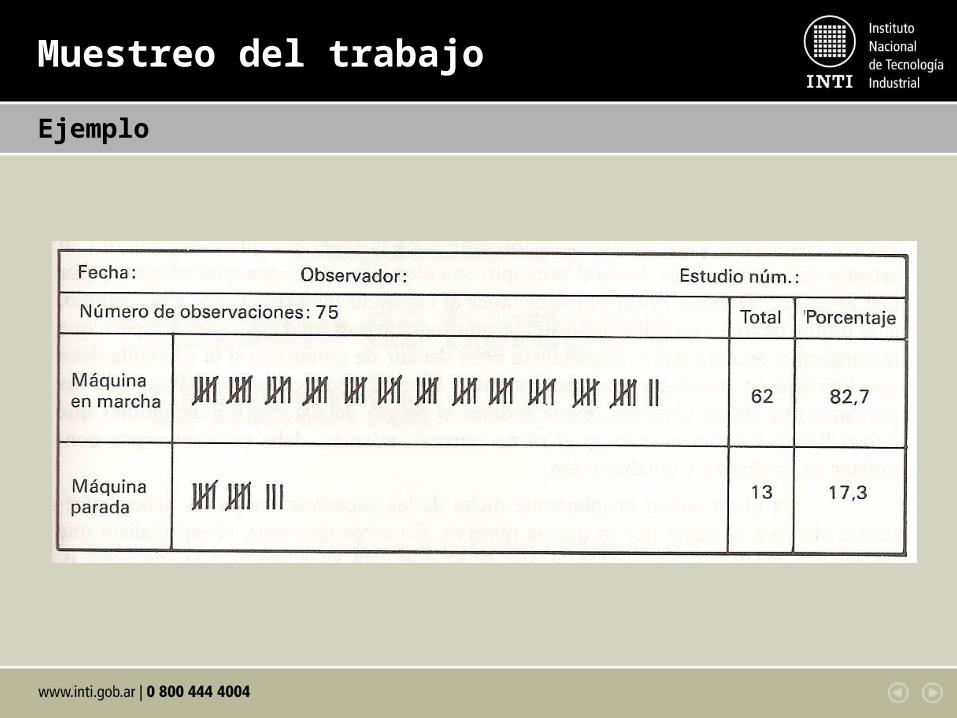
Ejemplo

Muestreo del trabajo
Ejemplo

Estudio de tiempos predeterminados
Definición y clasificación
Se denomina estudio de tiempos predeterminados porque los mismos deben ser determinados antes de que la actividad se lleve a cabo, es decir sin poder observar su realización.
Se clasifican en:
• Método de estimación• Método de cálculo técnico• Método de comparación• MTM (Method Time Measurement)

MTM (Method Time Measurement)
Historia y definición
El método MTM fue desarrollado por los norteamericanos en el año 1948, como una continuación de los trabajo e investigaciones oportunamente realizados por Gilbreth a principios del siglo XX.
Es una técnica de medición del trabajo en el cual se utilizan tiempos determinados para los movimientos humanos básicos a fin de establecer el tiempo requerido para una tarea o actividad.
MTM (Method Time Measurement)
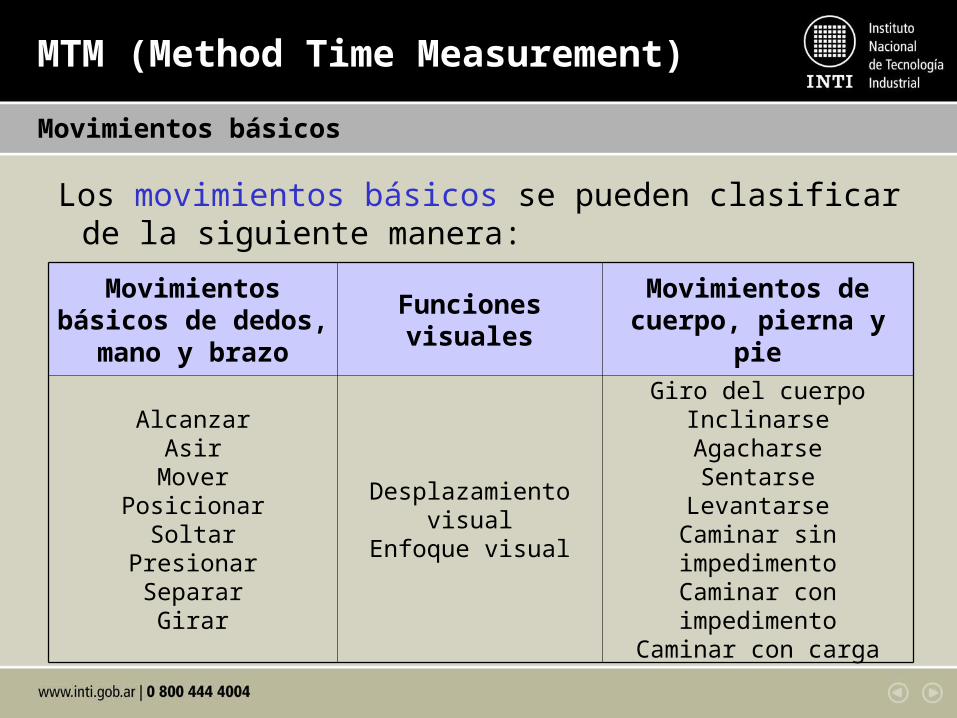
Movimientos básicos
Los movimientos básicos se pueden clasificar de la siguiente manera:
Movimientos básicos de dedos, mano y
brazoFunciones visuales
Movimientos de cuerpo, pierna y pie
AlcanzarAsir
MoverPosicionar
SoltarPresionarSeparar
Girar
Desplazamiento visualEnfoque visual
Giro del cuerpoInclinarseAgacharseSentarse
LevantarseCaminar sin impedimentoCaminar con impedimento
Caminar con carga

MTM (Method Time Measurement)
Ejemplo (Alcanzar)
Alcanzar (A) es el movimiento de la mano vacía o los dedos desplazándose hacia un lugar determinado.
Factores
Longitud del movimiento
Característica del
movimiento
A – Alcanzar un objeto en localización fija.
B – Alcanzar un objeto en una localización que puede variar algo de un ciclo a otro.
C – Alcanzar un objeto mezclado con otros en un grupo.
D – Alcanzar un objeto muy pequeño.
E – Alcanzar una localización indefinida.

MTM (Method Time Measurement)
Ejemplo (Alcanzar)
Los valores de tiempos se encuentran expresados en tmu.
Conversión1 tmu = 0.036 seg.

MTM (Method Time Measurement)
Ejemplo (Agarrar / Asir / Tomar)
MTM (Method Time Measurement)
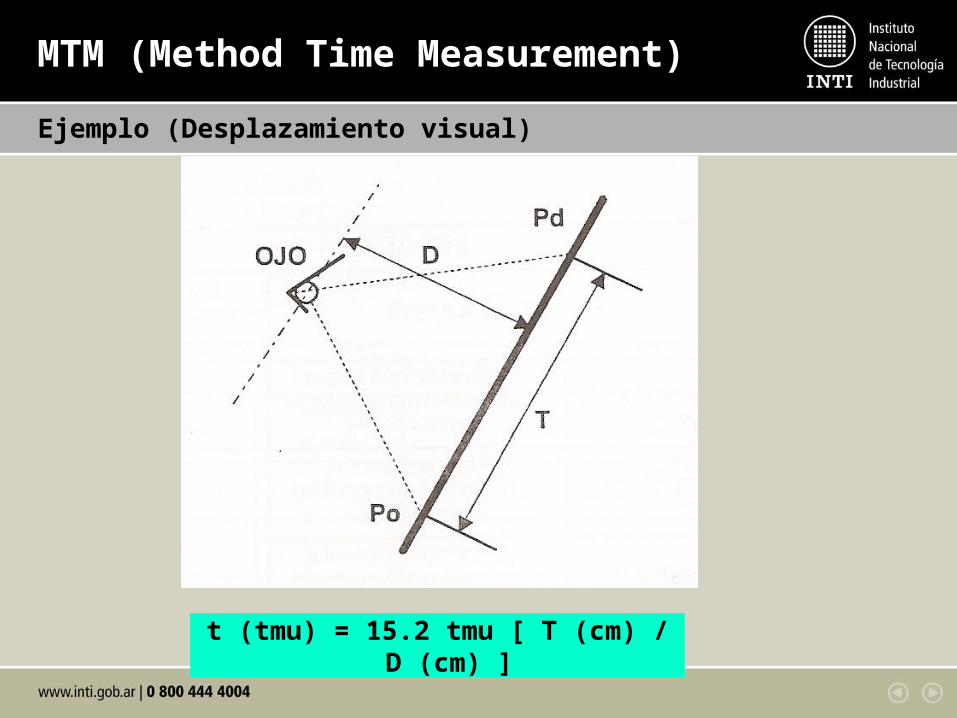
Ejemplo (Desplazamiento visual)
t (tmu) = 15.2 tmu [ T (cm) / D (cm) ]

Método del cronometraje
Definición
El estudio de tiempos por cronometraje es una técnica de medición del trabajo empleada para registrar los tiempos y ritmos de trabajo correspondientes a los elementos de una tarea definida, con el fin de averiguar el tiempo requerido para efectuar la misma.
Método del cronometraje
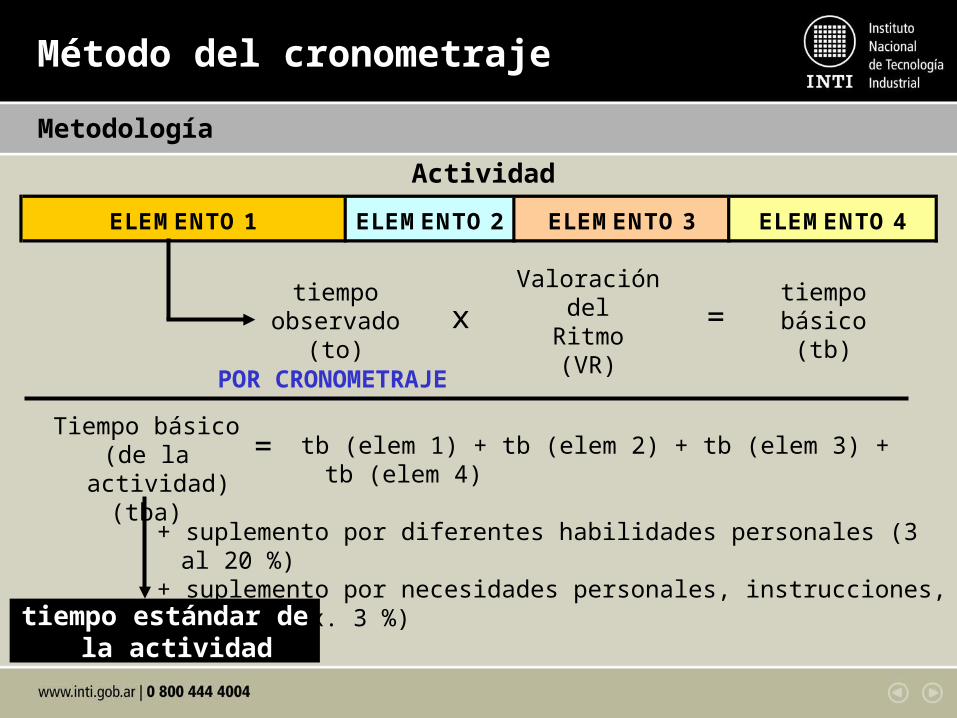
Metodología
Actividad
ELEMENTO 1 ELEMENTO 2 ELEMENTO 3 ELEMENTO 4
tiempoobservado
(to)x
Valoracióndel
Ritmo(VR)
=tiempobásico
(tb)
Tiempo básico(de la actividad)
(tba)
= tb (elem 1) + tb (elem 2) + tb (elem 3) + tb (elem 4)
+ suplemento por diferentes habilidades personales (3 al 20 %)+ suplemento por necesidades personales, instrucciones, etc (aprox. 3 %)
tiempo estándar de la actividad
POR CRONOMETRAJE
Método del cronometraje
Consideraciones importantes - Elemento
Un elemento es una parte de una tarea definida que se selecciona para facilitar la observación, medición y análisis.
Es importante destacar que durante el estudio pueden aparecer elementos extraños o que no pertenecen a la actividad, los cuales deben ser eliminados.
Los elementos se pueden clasificar en: • Repetitivos• Casuales• Constantes• Variables• Manuales• Mecánicos• Dominantes• Extraños
Método del cronometraje
Consideraciones importantes – Valoración del Ritmo
Valorar el Ritmo de trabajo es justipreciarlo por correlación con la idea que se tiene de lo que es el ritmo tipo.
Desempeño tipo es el rendimiento que obtienen naturalmente y sin forzarse los trabajadores calificados, como promedio de la jornada o turno, siempre que conozcan y respeten el método especificado. A ese desempeño corresponde el valor 100 en las escalas de valoración del ritmo y del desempeño.
EjemploEl tiempo observado (to) para un elemento determinado es 10 seg.
VR = 125 el operario trabaja rápido tb = 10 seg x 125 = 12.5 seg 100
VR = 75 el operario trabaja lento tb = 10 seg x 75 = 7.5 seg 100

Av. Colectora General Paz 5445(1650) San MartínBuenos Aires, Argentina47246200/6300 int. [email protected]
Septiembre de 2009
Muchas gracias por su atención