Republica Bolivariana de Venezuela - tesis.luz.edu.ve45:47Z... · La tecnología de emulsión...
76
REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD DEL ZULIA FACULTAD DE INGENIERÍA DIVISIÓN DE POSTGRADO PROGRAMA DE POSTGRADO EN INGENIERÍA QUÍMICA DISEÑO DE LA INFRAESTRUCTURA PARA LA ADECUACIÓN DE UNA PLANTA DE EMULSIFICACIÓN DE RESIDUOS PESADOS Trabajo de Grado presentado ante la Ilustre Universidad del Zulia Para optar al Grado Académico de MAGÍSTER SCIENTIARUM EN INGENIERÍA QUÍMICA Autor: Ing. Patricia Viviana Chiquinquirá Ferrer Mavarez Tutor: Prof. Charles Gutiérrez Maracaibo, Julio de 2013
Transcript of Republica Bolivariana de Venezuela - tesis.luz.edu.ve45:47Z... · La tecnología de emulsión...
REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD DEL ZULIA
FACULTAD DE INGENIERÍA DIVISIÓN DE POSTGRADO
PROGRAMA DE POSTGRADO EN INGENIERÍA QUÍMICA
DISEÑO DE LA INFRAESTRUCTURA PARA LA ADECUACIÓN DE UNA PLANTA DE EMULSIFICACIÓN DE RESIDUOS PESADOS
Trabajo de Grado presentado ante la Ilustre Universidad del Zulia
Para optar al Grado Académico de
MAGÍSTER SCIENTIARUM EN INGENIERÍA QUÍMICA
Autor: Ing. Patricia Viviana Chiquinquirá Ferrer Mavarez
Tutor: Prof. Charles Gutiérrez
Maracaibo, Julio de 2013
Ferrer Mavarez, Patricia Viviana Chiquinquirá. Diseño de la infraestructura para la adecuación de una planta de emulsificación de residuos pesados. (2013). Trabajo de Grado. Universidad del Zulia. Facultad de Ingeniería. División de Postgrado. Maracaibo. Venezuela. 76 p. Tutor: Msc. Charles Gutiérrez.
RESUMEN
La tecnología de emulsión actualmente es utilizada para reducir la viscosidad de crudos pesados. La aplicación de combustibles emulsionados tiene como objetivos principales el ahorro en el consumo de combustibles fósiles y la reducción de emisiones contaminantes. Para el dimensionamiento hidráulico del sistema de recepción de residuos pesados, se realizaron simulaciones (empleando simuladores comerciales), y los valores arrojados se compararon con los límites establecidos por la norma PDVSA. El cálculo hidráulico del sistema de despacho a buque del producto final (emulsión) fue evaluado por el Modelo de Ostwald de Waele. En el dimensionamiento de los tanques de almacenamiento de residuo pesado y emulsión final se utilizaron los criterios recomendados por la norma API 650. Se simuló el sistema de vapor de la planta de emulsificación para determinar las condiciones de entrega de vapor a los distintos puntos de la planta y los diámetros requeridos. Se compararon los parámetros de caída de presión y velocidad de flujo con el rango establecido por la norma. Se concluyó que el dimensionamiento óptimo de la tubería de recepción es de 20 cm y requiere de un trazado de vapor, para un correcto transporte del residuo. En cuanto a los resultados obtenidos de las tuberías de succión y descarga de las bombas de despacho a muelle, tendrán un diámetro nominal de 35 y 25 cm, respectivamente. El sistema de bombeo para el despacho a muelle deberá emplear bombas de desplazamiento positivo tipo tornillo, que requieren vencer un diferencial de presión desde los tanques de almacenamiento de emulsión hasta el buque de 912,2 kPa. Los tanques de almacenamiento T-01/02/03 deberán ser de techo cónico. Para el análisis del sistema de vapor se obtuvo diámetros de 20, 6 ½ y 2 ½ cm para la tubería principal y los tramos de entrega al serpentín, intercambiadores de arranque y trazado de vapor, corroborando que en cada punto el vapor llegue a condiciones de saturación para que sea más eficiente la transferencia de calor. Palabras Clave: Emulsión, residuo pesado, serpentín, trazado de vapor E-mail del autor: [email protected]

Mavarez Ferrer, Patricia Viviana Chiquinquirá. Design the infrastructure for facility an heavy residue emulsion plant. (2013). Trabajo de Grado. Universidad del Zulia. Facultad de Ingeniería. División de Postgrado. Maracaibo. Venezuela. 76 p. Tutor: Msc. Charles Gutiérrez.
ABSTRACT
The emulsion technology is currently used to reduce the viscosity of heavy crude. The application of emulsified fuels is primarily aimed at saving on fossil fuel consumption and reducing emissions. For hydraulic sizing system for receiving heavy residue, simulations were performed (using commercial simulators), and dumped values were compared with the limits set by PDVSA. The hydraulic calculation of the dispatch system to ship the final product (emulsion) was evaluated by Ostwald de Waele model. In the design of storage tanks and heavy residue final emulsion were used criteria recommended by API 650. The steam system of the emulsification plant was simulated to determine the conditions of supply of steam to the various parts of the plant and the diameters required. We compared the parameters of pressure drop and flow rate with the rank established by PDVSA. It was concluded that the optimal sizing of the pipe is receiving 20 cm and requires steam tracing for correct transport of the waste. As for the results obtained from the suction and discharge pumps spring release will have a nominal diameter of 35 and 25 cm, respectively. The pumping system for clearance to dock must use positive displacement pumps, screw type, which require overcoming a pressure differential from the emulsion storage tanks to the ship of 912,2 kPa. Storage tanks T-01/02/03 should be conical roof. For the analysis of the steam system was obtained diameters of 20, 6 ½ y 2 ½ cm for the main and delivery sections of the coil exchangers, steam path starting and, confirming that at each point reaches the steam conditions saturation for more efficient heat transfer. Key words: Emulsion, heavy residue, coil, steam tracing Author’s e-mail: [email protected]
AGRADECIMIENTO
A Dios Todopoderoso.
A mis padres, por guiarme y prestarme su apoyo incondicional.
A mis hermanos por su apoyo incondicional y dejarme ser la persona que he querido.
A Rosa Elena Ferrer por sus sabios consejos para la realización de esta tesis y ser el
impulso que requería para la culminación.
Al profesor Charles Gutiérrez, por ser pilar fundamental en la realización y elaboración
de este proyecto.
Un especial agradecimiento para las dos personas que sin su ayuda, el desarrollo de
esta investigación no hubiera sido posible, Annelly Portillo y Julio Méndez.
TABLA DE CONTENIDO
Páginas
RESUMEN…………………….………….……………………………………………….3
ABSTRACT…………………….………….…………………………………………...….4
AGRADECIMIENTO……………………….………………………………………….….5
TABLA DE CONTENIDO………………….………………………………………..……6
LISTA DE TABLA…………………….…………………………………………….…….9
LISTA DE FIGURAS………….………………………...……………………...……….11
INTRODUCCIÓN………………………………………..………………......………….12
CAPÍTULO I. MARCO TEÓRICO……………………………………….………….....14
1.1 Antecedentes………….…………………………………………………..….....14
1.2 Emulsiones...…………...…………………………………………...….…….….16
1.3 Factores que influyen en la formación de las emulsiones………...….....….16
1.3.1 Acción mecánica………..………………...………………………...…….16
1.3.2 Acción sobre la energía de superficie..…...……………………..…......17
1.3.3 Tensión superficial……...…………………………..………………..…..17
1.4 Factores que influyen en la estabilidad de las emulsiones……….….....….17
1.4.1 Emulsificante……….……..….…………………………………..…...….17
1.4.2 Dispersión……….………...………………………………….……….….18
1.4.3 Aumento de la viscosidad..………..………………………………...….18
1.4.4 Tamaño de la gota...……..………………………………….…….…….19
1.4.5 Efecto de la temperatura...………...…………………………......…….19
1.4.6 Tiempo…...………….……..………..……………….………….....…….19
1.5 Plantas de Emulsificación………..………….…………………………………20
1.5.1 Descripción general……..……………………………………….……….20
1.6 Fluido Newtoniano y no-Newtoniano………….…………………….....……..20
1.6.1 Fluidos Newtonianos…………………………………………….……….21
1.6.2 Fluidos no-Newtoniano....………………………………………….…….21
1.6.2.1 Comportamiento independiente del tiempo……….………….22
1.6.2.2 Comportamiento dependiente del tiempo…………...…..……25
1.7 Destilación al vacio……………….……………………………………….…….26
1.8 Tanques de almacenamiento…...…………………………...……..………….27
1.9 Selección de bombas…………………………………………………..…….…29
1.10 Tipos de bombas para productos químicos……………..…….....….……...30
1.10.1 Bombas centrifugas….………………………...…..…………....…….30
1.10.2 Bombas rotativas.….………………...……………….....……….…….30
1.10.3 Bombas reciprocantes.……………...……………….....…….……….31
1.10.4 Bombas de diafragmas……………...……………………….….…….31
1.10.5 Bombas regenerativas de turbinas…...……….……………....…….31
1.11 Simulación de procesos……..……………...……………..………………..…32
1.11.1 Modelos termodinámicos…………..…………..………………….….33
CAPÍTULO II. MARCO METODOLÓGICO………..………………………………….34
2.1 Bases, premisas y criterios de diseño…..….….....…………...………......…34
2.1.1 Bases y premisas de diseño..…….….…….……………………....…..34
2.1.2 Criterios de diseño………..……….……..……………....………...……36
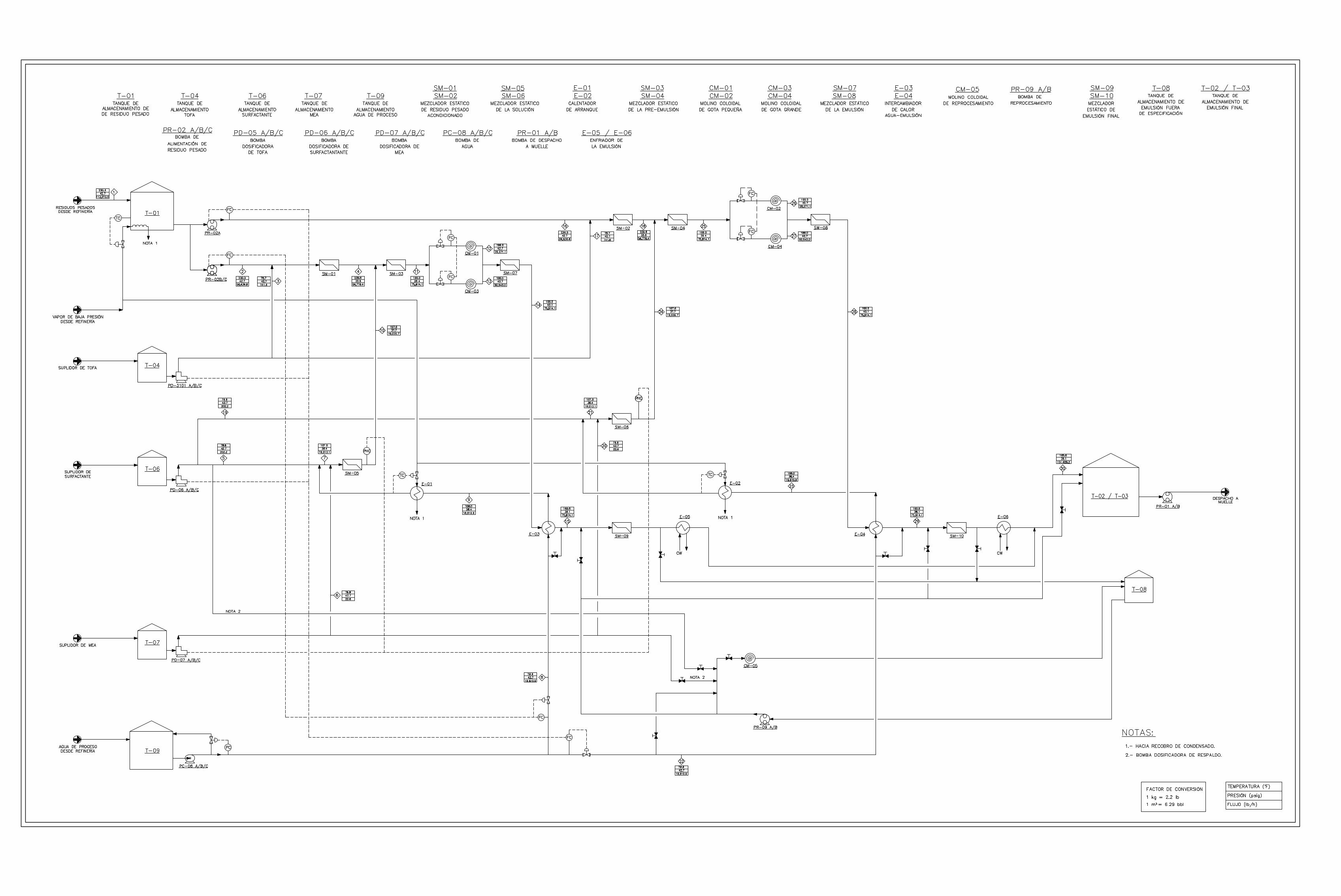
2.1.2.1 Diagrama de flujo de proceso……..……………….………….36
2.1.2.2 Temperatura de diseño……..…..…………….....…………….36
2.1.2.3 Presión de diseño…………...……..….……...…..…………….36
2.1.2.4 Tanque atmosférico………....………………......……….…….37
2.1.2.5 Tuberías………………………………….………….……….….37
2.1.2.6 Bombas…………………………..………………….…….…….40
2.1.2.7 Identificación de la Planta….………………………...….…….41
2.2 Sistema de recepción de materia prima……………………..………..…..…42
2.3 Despacho a muelle………………………..…..….………….....………..…….44
2.3.1 Dimensionamiento de tuberías…..………………..……………..…….45
2.3.2 Dimensionamiento de bombas…………………….………….....…….46
2.4 Dimensionamiento tanques de almacenamiento………..……………..…...49
2.4.1 Capacidad de los tanques………………………….….………...……..50
2.4.2 Cálculo del espesor de piso…...……………………………….…..…..51
2.5 Sistema de vapor……………………………...………………………………..52
2.6 Productos elaborados por la disciplina procesos….……………..…………54
2.6.1 Descripción de procesos……………………..……………...…………..54
2.6.2 Balance de masa y energía…………………..………………...……….58
2.6.3 Diagrama de flujo de procesos…………..……..…………...……...…..58
CAPÍTULO III. DISCUSIÓN DE RESULTADOS……...….…………………….....…59
3.1 Sistema de recepción de materia prima……...….……..……………..........59
3.2 Despacho a muelle………….……………………..……………………….....64
3.3 Dimensionamiento de los tanques de almacenamiento…...……….....….67
3.4 Sistema de vapor……………………………..………………………...…..…68
CONCLUSIONES……………………………………………………………………….71
RECOMENDACIONES………………………………….………………………….…..73
REFERENCIAS BIBLIOGRÁFICAS……….……….…………………………………74
APENDICE A………………………………………...……………………………..……76
LISTA DE TABLAS
Tabla Páginas
1 Propiedades de la emulsión final…………………………..………….. 34
2 Valores de los índices de comportamiento y de
consistencia a distintas temperaturas……………………………..
35
3 Criterios para la selección del tipo de techo……...……………...…… 37
4 Velocidades y caídas de presión (∆p máx.) recomendadas
para líquidos en tuberías de acero al carbono [21]…………………..
38
5 Velocidades recomendadas y (∆p máx.) para tuberías de acero al
carbono para vapor [21]……………………………...………………….
38
6 Velocidades típicas de líquidos en tuberías de acero (KERN)
[20]…..…….…….………………………………………………………...
39
7 Condiciones de las líneas de descarga para bombas…..….……….. 40
8 Identificación de equipos………….……………………………………. 41
9 Códigos de equipos…………………………..……...………………..… 42
10 Características del residuo pesado…………………………………..... 43
11 Datos de entrada para el dimensionamiento de la tubería de
recepción………………………………………………………………….
44
12 Especificación de la tubería……………………..…………………....... 44
13 Tasa de entrega de producto final a las gabarras…………………… 45
14 Propiedades y condiciones para el fluido que transportará las
bombas de despacho a muelle……………………………….………..
47
15 Flujo y condiciones del vapor en el punto de entrega.………………. 53
16 Balance de masa y energía del sistema de vapor en el caso de
arranque............................................................................................
58
17 Variación de la viscosidad del residuo pesado con la temperatura... 59
18 Dimensionamiento óptimo de la tubería de recepción de residuo
pesado…………………………………………………………………….
60
19 Condiciones de entrega y llegada en la tubería de recepción sin
trazado de vapor………………………………………………………….
62

20 Dimensionamiento óptimo de la tubería salida de los tanques
T-02/03 hasta succión de las bombas..………………………………..
64
21 Dimensionamiento óptimo de la tubería de descarga de las
bombas PR-01 A/B/C hasta muelle…………………………………….
64
22 Dimensionamiento de las bombas de despacho a muelle PR-01
A/B/C....……………………………………………………………………
66
23 Dimensionamiento de los tanques de almacenamiento de
residuo pesado y emulsión……………………………………………..
67
24 Resultados caso operación máxima dimensionamiento sistema de
vapor……………………………………………………………………….
68
25 Resultados caso operación normal dimensionamiento sistema de
vapor….……………………………………………………………………
68
LISTA DE FIGURAS
Figura Páginas
1 Representación de curvas de flujo para diferentes fluidos………….. 21
2 Variación de la viscosidad aparente con el esfuerzo viscoso como
función del índice de consistencia (n)………………..........................
24
3 Esquema del Sistema de Vapor…………………………………..…… 57
4 Variación en la presión de entrega del crudo pesado………………. 60
5 Variación en la temperatura del crudo pesado en el punto de
entrega…………………………………………………………………….
61
6 Variación en la temperatura del crudo punto de entrega sin trazado
de vapor…………………………………………………………………...
63
7 Viscosidad de la emulsión en función de la temperatura ….……….. 65
INTRODUCCIÓN
Actualmente las industrias buscan tecnologías que puedan disminuir la presencia
de elementos contaminantes en el ambiente y generar un ahorro en el consumo de
combustibles fósiles [2].
En una planta de emulsificación se convierte combustible residual de refinería,
(de difícil colocación en el mercado por su alto contenido de contaminantes y dificultad
de manejo debido a su alta viscosidad), en un producto combustible económico,
manejable y utilizable en diferentes tipos de industrias. El uso de combustibles
emulsionados tiene dos objetivos principales: el ahorro en el consumo de combustibles
fósiles y la reducción de emisiones contaminantes [2]. La ventaja de la emulsión en
comparación a otras fuentes energéticas radica en el hecho de que posee un valor
calorífico comparable al del carbón fósil; después del gas natural, es el combustible más
limpio, genera bajas emisiones de dióxido de carbono y es un combustible líquido que
puede ser transportado fácilmente.
La finalidad de este trabajo es plantear y diseñar la ingeniería básica y de detalle
para la adecuación de una planta de emulsificación, con el fin de desarrollar los trabajos
necesarios para la recepción y almacenamiento de la materia prima, así como el
almacenamiento del producto final y su posterior despacho.
El problema de transporte de residuo pesado a través de una tubería que
alimenta a la planta de emulsificación, radica en que debido a su alta viscosidad, el
residuo puede ocasionar obstrucción en dicha tubería si no se toman en cuenta las
medidas necesarias para su correcto envío; por tanto, se establece un sistema de vapor
que alimenta el trazado de la tubería de recepción y los intercambiadores de arranque
de la planta. Adicionalmente, alimenta el serpentín del tanque de almacenamiento de
materia prima para mantener una temperatura adecuada.
El comportamiento de las propiedades reológicas es de esencial importancia
para la formulación de emulsiones de petróleo pesado que son transportadas por
tuberías. El comportamiento reológico de las emulsiones tratadas está relacionado
grandemente con la estructura que forman las gotas de petróleo en el agua. En la
actualidad, el conocimiento acerca del comportamiento no newtoniano de determinados
materiales contribuye sustancialmente a la solución de una gran variedad de problemas
en las industrias modernas que manipulan crudos pesados [12].

13
Para modelar la emulsión que es un fluido no newtoniano, cuyo comportamiento
reológico se rige por el tipo seudoplástico, se cuentan con diversas condiciones de
funcionamiento proporcionando la información adecuada y logrando una interpretación
de los resultados del modelo para el diseño de la tubería de despacho a muelle, que
transporta dicho fluido.
Por lo anteriormente planteado se propuso como objetivo general diseñar la
ingeniería básica y de detalle para la adecuación de una planta de emulsificación de
residuos pesados. La adecuación contempla el diseño para el dimensionamiento de las
tuberías que transportan el crudo pesado que es la materia prima de la planta, el
dimensionamiento del sistema de despacho a muelle de la emulsión final para su
comercialización, el diseño de los tanques de almacenamiento de materia prima y
producto final, así como el diseño de un sistema de vapor.
La tesis de grado está estructurada en tres capítulos: un primer capítulo (marco
teórico) donde se expresan las proposiciones teóricas generales y especificas,
antecedentes de investigación y conceptos extraídos de revisiones bibliográficas que
sirven de conocimientos previo al estudio que se aborda. Un segundo capítulo (marco
metodológico) donde se establecen las bases y criterios de diseño que son utilizadas
para llevar a cabo la investigación y finalmente, un tercer capítulo (discusión de
resultados) en el cual se presentan el análisis de los resultados obtenidos que apoyan
el objetivo general del trabajo de grado.
CAPÍTULO I
MARCO TEÓRICO
1.1 Antecedentes
Laurencio y col. [12] realizaron una investigación para determinar la influencia que
ejerce la variación de temperatura sobre las propiedades reológicas de las emulsiones
de petróleo pesado en agua. Estudiaron una mezcla formada por 70% de petróleo de 15
ºAPI, 29% de agua y 1% de agente tensoactivo. A partir del estudio reológico se obtuvo
el comportamiento de la viscosidad aparente con relación al gradiente de velocidad para
diferentes temperaturas. Ellos observaron que la emulsión presentaba propiedades
seudoplásticas; la presencia de la variación de temperatura no provocó variaciones en
el índice de flujo, no siendo así con la viscosidad aparente y el índice de consistencia,
que disminuyen con el aumento de la temperatura.
También estudiaron la Influencia de la temperatura en las propiedades reológicas de
la emulsión de petróleo pesado [13]. Ellos plantearon el problema que se presenta en el
transporte de crudo pesado por su alta viscosidad, lo cual requiere de técnicas
especiales que mejoren sus propiedades de flujo, una de esas técnicas consiste en
formular emulsiones para obtener petróleos más ligeros y fluidos. Para temperaturas de
15, 25 y 35 ºC, obtuvieron los modelos que relacionan la temperatura con la viscosidad
aparente y con el índice de consistencia, lo cual es de gran utilidad para definir la
energía de transporte necesaria para este tipo de emulsión.
Díaz y col. [6] realizaron un estudio de las emulsiones de crudo cubano y sus
características y obtuvieron experimentalmente las curvas de flujo en viscosímetros
rotacionales para el crudo cubano y diecisiete emulsiones elaboradas a pH de 5,09,
11,22 y 12,18 con relaciones crudo/(agua más emulsionante) de 60/40 y 70/30.
Concluyeron que, el petróleo crudo cubano analizado es un producto newtoniano
altamente viscoso que no presenta tixotropía. Las emulsiones estudiadas son
materiales no newtonianos de características reológicas complejas cuyas curvas de
flujo pueden ser ajustadas a los modelos reológicos clásicos sólo a determinados

15
valores de gradientes de velocidad. Los resultados más favorables obtenidos en las
curvas de flujo fueron para pH menores de 5,09, observándose saltos múltiples en las
curvas de flujo del material cuando el pH es elevado, aunque esto no imposibilita su
utilización en los cálculos hidrodinámicos. El incremento de la temperatura afecta
sensiblemente el comportamiento reológico de las emulsiones, obteniéndose resultados
anómalos, debido a cambios estructurales del material, lográndose a gradientes
elevados valores muy bajos de esfuerzo cortante y viscosidad muy pequeña.
Astudillo y col. [2] desarrollaron el diseño de una planta de emulsificación con los
tanques, equipos e instrumentación requerida, para evaluar la eficiencia térmica –
operativa de un caldero pirotubular y comparar el desempeño del equipo con aceite
combustible convencional y aceite combustible emulsionado. Los resultados obtenidos
después de un periodo de evaluación de 60 días, demostraron que con el aceite
combustible emulsionado la eficiencia de la caldera se incrementó en un 7.93%,
mientras que la producción de óxidos de nitrógeno y monóxido de carbono
disminuyeron en un 14 y un 50%, respectivamente. Adicionalmente, encontraron que la
inversión de la alternativa del aceite combustible emulsionado sería recuperada en
menos de un año debido a los ahorros en combustible fósil que el proyecto generaría.
Peralta y col. [23] lograron identificar las concentraciones, así como las relaciones
más adecuadas de surfactantes y estabilizador para la producción de emulsiones de
residuo de vacío en agua, y bajo estos resultados diseñaron un equipo emulsificador
para la producción de emulsión en forma continua. Las conclusiones de este trabajo
fueron: a) Para las emulsiones que contienen aproximadamente de 28 a 30% de agua
se logra obtener una estabilidad hasta de 9 meses. b) El comportamiento de la
viscosidad de las emulsiones es requerido para el diseño, selección y operación de los
equipos involucrados en su preparación, bombeo y almacenamiento. c) La viscosidad
de la emulsión a temperaturas relativamente más bajas que el combustóleo la hace más
manejable, principalmente para su transporte en tuberías.
López [14] estudió las aplicaciones de las tuberías tipo trazado y su importancia en
un sistema de fluidos, para prevenir la pérdida de calor en tuberías que transportan
fluidos de proceso, cuando haya un riesgo de daños a las tuberías o de interferencia

16
con la operación, como es el caso de la obstrucción o bloqueo causado por un aumento
de la viscosidad. Interpretó las fórmulas y gráficas para el cálculo del aislamiento y
analizó las distintas formas de calentar una tubería por calentamiento externo paralelo,
tubo de calentamiento externo e interno, calentamiento integral y con camisa externa.
1.2 Emulsiones
La teoría de las emulsiones es en parte una consecuencia de la química coloidal
clásica y en parte un desarrollo de las artes antiguas, incluidas en la producción de
emulsiones comerciales.
Se denomina emulsión a un sistema que contiene dos fases líquidas inmiscibles,
una de las cuales esta dispersa en la otra fase y cuya estructura es estabilizada por un
agente tensoactivo. En presencia de un surfactante, este se adsorbe en la interfase
líquido – líquido, reduciendo la tensión interfacial y formando una barrera eléctrica,
estérica y mecánica alrededor de las gotas [17].
Las emulsiones son sistemas formados por dos fases parcial o totalmente
inmiscibles, en donde una es la llamada fase continua (o dispersante) y la otra la fase
discreta (o dispersa) [24].
Existen emulsiones de aceite en agua, conocidas también como emulsiones
oleoacuosas o directas, y de agua en aceite conocidas como inversa o hidrooleosas
[13].
Las emulsiones oleoacuosas tienen el aceite como fase dispersa en el agua, que es
la fase continua. En las emulsiones hidrooleosas, el agua está dispersa en aceite, que
es la fase externa. Hay ocasiones en que no está claramente definido el tipo de
emulsión, pues la fase interna y externa, en lugar de ser homogénea, contiene
porciones de la fase contraria; una emulsión de esta clase se llama emulsión dual.
1.3 Factores que influyen en la formación de las emulsiones
1.3.1 Acción mecánica
Para interponer una sustancia en otra se precisa de una fuerza exterior que se
realiza normalmente mediante un proceso de agitación. Con ello se aumenta la
17
superficie de contacto de las dos fases, de forma que la fase discontinua quede
finamente dividida en el seno de la fase continua, formándose un sistema homogéneo.
1.3.2 Acción sobre la energía de superficie
Las gotas en la emulsión además de estar sometidas a la fuerza de la gravedad y a
una inercia estática que las separa y hace que dos líquidos inmiscibles estén
separados, están sometidas a una energía de superficie. Para que las dos fases se
unan hay que vencer esa energía de superficie bien sea a través de un procedimiento
mecánico (agitando) o a través de una disminución de la tensión superficial, agregando
un tensioactivo, sustancias cuyas moléculas están constituidas por una parte apolar
(lipofílica) y una polar (hidrofílica).
1.3.3 Tensión superficial
Es la fuerza que se debe vencer para que dos líquidos inmiscibles se hagan
miscibles. Estos líquidos no se mezclan porque hay una repulsión entre ellos por la
existencia de una tensión interfacial. Al agitar se pretende aumentar la superficie de
contacto de la fase externa con la fase interna, bien sea aumentando la energía o
disminuyendo la tensión superficial. La tensión superficial disminuye cuando se añade
un tensioactivo.
1.4 Factores que influyen en la estabilidad de las emulsiones
Los factores que aumentan la estabilidad de la emulsión son: presencia de un
emulsionante, el aumento del grado de dispersión, aumento de la viscosidad y el
tamaño de la gota. Los agentes que disminuyen la estabilidad de la emulsión
corresponden a: calor, tiempo de almacenamiento, humedad y luz. A continuación se
describen brevemente los diferentes factores que afectan la estabilidad de la emulsión:
1.4.1 Emulsionante
Disminuye la tensión superficial si es formador y aumenta la viscosidad si es
estabilizador. En ocasiones no es suficiente para la emulsión la presencia de
emulsionante estabilizadores, si la emulsión no ha sido bien formulada por mucho

18
emulsionantes que se emplee no producirá una emulsión estable. El emulsionante
ayuda a que dos líquidos sean miscibles haciéndolo de dos formas, disminuyendo la
tensión superficial o aumentando la viscosidad.
Dos líquidos inmiscibles no pueden, por sí solos, formar una emulsión lo
suficientemente estable como para ser llamada emulsión; para ello necesitan de un
tercer componente el cual es comúnmente llamado surfactante, que normalmente es
soluble en uno o ambos líquidos [23].
1.4.2 Dispersión
El agente tensoactivo aumenta el número y disminuye el tamaño de las gotas de la
fase dispersa. Tiene un límite que es el tamaño molecular, si se disminuye el tamaño de
la gota por debajo del límite tendremos una solución. Es fácil sobrepasarse en la
reducción del tamaño de las gotas y en este caso obtendríamos una solución perfecta y
la formulación no responderá a las características previstas en un principio. Se puede
lograr aumentar el grado de dispersión aplicando una energía adecuada, adicionando el
emulsionante adecuado. Las gotas que se intentan dispersar disminuyen el tamaño y
aumentan el número, están sometidas a dos fuerzas: ascensionales y descensionales.
Según predominen unas u otras hay tendencia a la desestabilización. Para evitarlo hay
que hacer una emulsión lo más homogénea posible. De esta forma las partículas
tendrán la misma fuerza y se compensarán. Estas fuerzas dependen del diámetro de
las partículas, de tal forma que, cuanto mayor sea dicho diámetro hay mayor tendencia
a que se den los fenómenos de coalescencia.
1.4.3 Aumento de la viscosidad
La viscosidad de la fase externa obstaculiza a las gotas de la fase interna para que
tengan esos movimientos ascendentes y descendentes, impidiendo que se junten entre
sí. Se trata de conseguir que el medio dispersante sea un medio viscoso, teniendo que
añadirse un modificador de la viscosidad. No todas las emulsiones son viscosas pero se
intenta hacerlas viscosas para aumentar la estabilidad. Es importante la presencia de
los emulsionantes estabilizadores y también que a mayor viscosidad aumenta la
19
estabilidad de la emulsión, pero hay que tener en cuenta otros factores ya que la
estabilidad no se debe solo a la viscosidad.
Para el diseño, selección y operación de los equipos involucrados en la preparación,
bombeo y almacenamiento de emulsiones, se requieren conocer sus valores de
viscosidad.
1.4.4 Tamaño de la gota
Uno de los factores importantes a considerar para la elaboración de emulsiones
es el tamaño de gota de la fase dispersa. Se ha encontrado que existe una distribución
de tamaño de gota óptimo: el diámetro medio de la gota debe estar entre 10 a 30 micras
y su distribución (n), conocida como distribución Rosin-Rammler, entre 0,5 a 1,8. De
esta manera se tiene una emulsión del tipo aceite-en-agua con una viscosidad cercana
a la del agua, a pesar de la alta concentración de aceite pesado, que además pueda ser
atomizada, inclusive a temperatura ambiente. El tamaño y distribución óptimo de la
partícula dispersa proporciona también emulsiones estables por largos periodos [23].
1.4.5 Efecto de la temperatura
En la mayoría de los líquidos y suspensiones se ha observado una disminución
de la viscosidad con el incremento de la temperatura. Se ha comprobado que la
disminución de la viscosidad puede deberse a dos efectos [12]:
a) Disminución de la viscosidad del medio dispersante.
b) Debilitamiento de las estructuras formadas por las gotas de petróleo en el agua, al
aumentar la temperatura.
1.4.6 Tiempo
Todas las emulsiones se rompen con el tiempo, por ello es importante determinar
en cada emulsión el tiempo en el que se pierde el 10% de la actividad. Las emulsiones
pueden ser estables solo por minutos o hasta por algunos años, dependiendo del uso
que se le vaya a dar. Peralta y col. [23] reportaron estabilidades de 9 meses para las
emulsiones que contienen aproximadamente de 28 al 30% de agua, y de alrededor de 3
meses para aquellos con 24 al 25% de agua.
20
1.5 Plantas de Emulsificación
1.5.1 Descripción general
La emulsificación es el proceso de preparación de una emulsión y consiste en agitar
una mezcla agua/aceite/surfactante con un dispositivo mecánico que genere
turbulencia. El proceso de emulsificación permite producir emulsiones estables de
residuos pesados, que son usados como combustibles.
La emulsificación del residuo pesado se lleva a cabo en cuatro etapas que se
mencionan a continuación:
- Recepción del residuo pesado.
- Dosificación química.
- Preparación de la emulsión.
- Manejo del producto final.
La planta está conformada por un sistema de recepción, óptimo para un fácil manejo
del residuo pesado requerido en el proceso. Adicionalmente, cuenta con un sistema de
dosificación de químicos, un sistema de alimentación de agua de procesos, un sistema
de almacenamiento y despacho de producto terminado, así como los servicios
auxiliares requeridos para el proceso.
1.6 Fluidos Newtoniano y No-newtoniano
El estudio del comportamiento viscoso de los fluidos pertenece al campo de la
reología, que es la ciencia que estudia el flujo y la deformación de los materiales.
La Figura 1 ejemplifica las curvas de flujo típicas que permiten mostrar algunas
diferencias entre los fluidos newtonianos y los no newtonianos. Es de mencionar, que la
pendiente de estas curvas representa el comportamiento viscoso en función de la
rapidez de deformación. Por ejemplo, para el caso del fluido newtoniano es evidente
que la viscosidad es constante e independiente de la rapidez de deformación. Sin
embargo, para el fluido no newtoniano adelgazante (también conocido como
pseudoplástico), la viscosidad (la pendiente de la curva) disminuye al incrementarse la

21
rapidez de deformación. El caso contrario se presenta en el fluido dilatante (conocido
como plástico), cuya viscosidad se incrementa al aumentar la rapidez de deformación.
El fluido de Bingham se considera no newtoniano por el hecho de necesitar un esfuerzo
crítico para empezar a fluir, seguido de un comportamiento newtoniano [15].
Fluido Newtoniano
Fluido no newtoniano adelgazante
Fluido no newtoniano dilatante
Fluido de Bingham
Figura 1. Representación de curvas de flujo para diferentes fluidos.
1.6.1 Fluidos newtonianos
Desde el punto de vista de la reología, los fluidos más sencillos son los
newtonianos, llamados así porque su comportamiento sigue la ley de Newton: “El
esfuerzo de corte aplicado sobre un fluido es proporcional a la velocidad de
deformación con el tiempo o velocidad de corte”. A la relación matemática que existe
entre el esfuerzo de corte y la rapidez de deformación se le denomina ecuación
constitutiva. La ecuación constitutiva para el fluido newtoniano es la siguiente:
(1)
1.6.2 Fluido no newtoniano
Todos aquellos fluidos que no siguen la ecuación (1) son considerados no
newtonianos. Los fluidos no newtonianos se dividen en tres categorías: comportamiento
independiente del tiempo, comportamiento dependiente del tiempo y los viscoelásticos.
Esfu
erz
o d
e c
ort
e (τ)
Rapidez de deformación (γ)
22
1.6.2.1 Comportamiento independiente del tiempo
El esfuerzo de corte solo depende de la velocidad de corte. Se conocen varios
modelos reológicos para representar estos fluidos, entre ellos:
Modelo de Ostwald de Waele o Ley de Potencia
A partir de la ecuación de Ostwald de Waele se introduce la clasificación de fluidos
viscosos en fluidos newtonianos y fluidos no-newtonianos. El modelo de la ley de
potencia, esta expresado por la siguiente ecuación:
τ = k.γn (2)
donde n y k son parámetros empíricos:
n : índice de comportamiento de flujo
k : índice de consistencia
γ : gradiente de velocidad
Debido a que n determina precisamente el modo en que se desarrolla el flujo,
cuando n=1 esta ley modela los fluidos newtonianos. Si n ≠ 1 los fluidos no-newtonianos
se agrupan en dos categorías, si n<1 el fluido se denomina pseudoplástico (shear-
thinning), estos fluidos fluyen más fácilmente aumentando la velocidad de deformación.
Por el contrario, cuando n>1 la resistencia a fluir aumenta con un aumento de la
velocidad de corte, y el fluido se denomina dilatante (shear-thickenning).
Para el caso de emulsiones de petróleo pesado, el comportamiento reológico se
rige por el tipo seudoplástico [12].
El modelo de ley de potencia de Ostwald de Waele puede modelar fluidos
pseudoplásticos, en este caso las viscosidades disminuyen con el incremento del
gradiente de velocidad; comienzan a fluir apenas se les aplica un esfuerzo cortante
(τ> 0). Su curva de flujo se describe por este modelo y el índice de flujo es menor que
uno (n˂1).

23
Una limitación importante de la ley de la potencia es que es aplicable a un rango
limitado de velocidades de corte. Además el valor de k depende del valor numérico de
n, con lo cual valores de k de distintos fluidos no son comparables.
Laurencio y col. [13] comprobaron que al incrementar la temperatura de la
emulsión disminuye la viscosidad aparente y por ende el índice de consistencia, no
ocurriendo lo mismo con el índice de flujo, sobre el cual la variación de la temperatura
no provocó cambios significativos
Generalmente, los fluidos pseudoplásticos se comportan como newtonianos, a
bajos y altos valores de velocidad de corte.
La viscosidad aparente se define como el cociente entre el esfuerzo viscoso y la
velocidad de deformación;
(3)
A partir de la ecuación (2), se tiene que la velocidad de deformación viene dada
por:
(4)
Sustituyendo la ecuación (4) en la ecuación (3), resulta;
(5)
Aplicando logaritmo, se tiene;
(6)
La ecuación (6) representa la ecuación de una línea recta. Dependiendo del valor de
n, en la Figura 2 se muestran los casos cuando: n= 1 para fluidos newtonianos, n<1
para fluidos pseudoplasticos y n>1 para fluidos dilatantes [25].
24
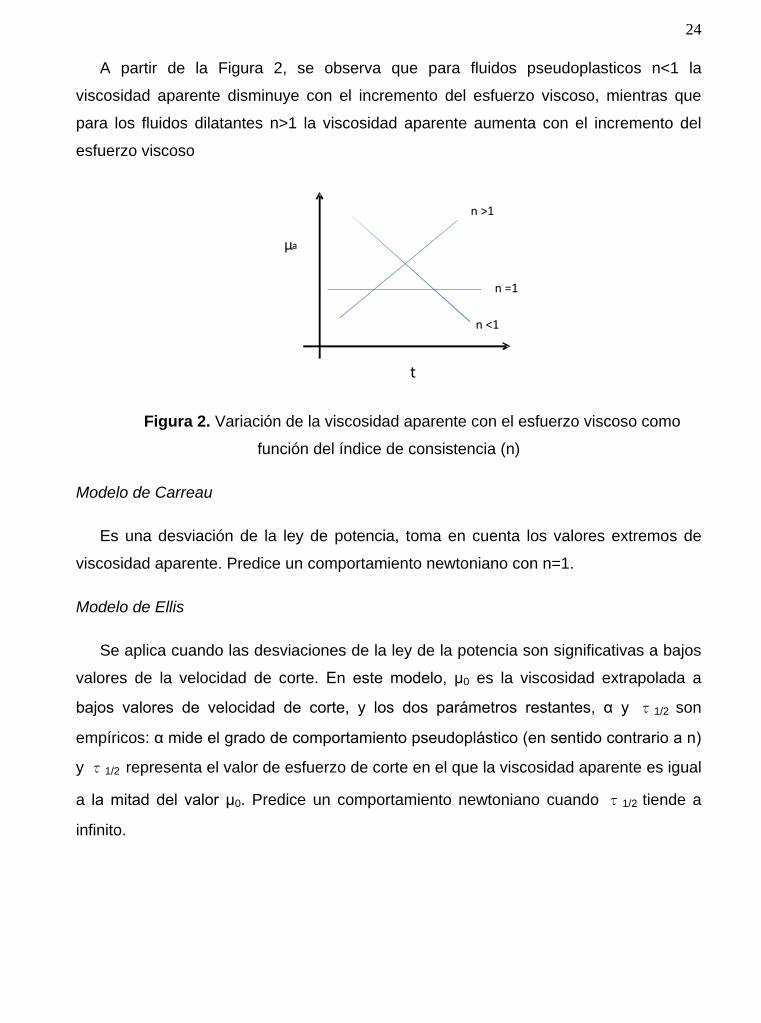
A partir de la Figura 2, se observa que para fluidos pseudoplasticos n<1 la
viscosidad aparente disminuye con el incremento del esfuerzo viscoso, mientras que
para los fluidos dilatantes n>1 la viscosidad aparente aumenta con el incremento del
esfuerzo viscoso
Figura 2. Variación de la viscosidad aparente con el esfuerzo viscoso como
función del índice de consistencia (n)
Modelo de Carreau
Es una desviación de la ley de potencia, toma en cuenta los valores extremos de
viscosidad aparente. Predice un comportamiento newtoniano con n=1.
Modelo de Ellis
Se aplica cuando las desviaciones de la ley de la potencia son significativas a bajos
valores de la velocidad de corte. En este modelo, μ0 es la viscosidad extrapolada a
bajos valores de velocidad de corte, y los dos parámetros restantes, α y τ1/2 son
empíricos: α mide el grado de comportamiento pseudoplástico (en sentido contrario a n)
y τ1/2 representa el valor de esfuerzo de corte en el que la viscosidad aparente es igual
a la mitad del valor μ0. Predice un comportamiento newtoniano cuando τ1/2 tiende a
infinito.
µ a
t
n >1
n =1
n <1
25
Fluidos viscoplásticos
Estas sustancias presentan el comportamiento de un sólido mientras el esfuerzo de
corte no supere un valor de fluencia τ0, una vez superado este valor pueden adoptar
un comportamiento newtoniano (Plástico de Bingham) o seguir la ley de la potencia.
Estas características pueden ser deseables en ciertos fluidos, un caso típico es la
pasta dental que se pretende que permanezca en reposo cuando está aplicada sobre el
cepillo pero que fluya con el cepillado.
Otros modelos independientes del tiempo son los plásticos de Bingham (Fluidos
como pasta dental, puré de tomate, extracto de carne), y los modelos de Herschel-
Bulkley (fluidos como dulce de leche, chocolate fundido, solución de Carbopol) y
Casson (aplicable a materiales biológicos como la sangre).
1.6.2.2 Comportamiento dependiente del tiempo
En algunas situaciones prácticas, la viscosidad aparente depende también del
tiempo durante el cual el fluido es sometido a esfuerzo, dicha respuesta se divide en:
Tixotropía
La viscosidad aparente disminuye con el tiempo [3], un ejemplo de ello corresponde
a una suspensión de arcillas. Algunas otras sustancias que exhiben este
comportamiento son las suspensiones concentradas, las soluciones de proteínas y
ciertos alimentos.
Esta dependencia de la viscosidad con el tiempo se suma a las otras características
del material, que bien puede ser viscoplástico con un valor de fluencia.
Reopexia
Es el fenómeno inverso a la tixotropía, que se manifiesta en un aumento de la
viscosidad aparente con el aumento de la velocidad de corte. Ejemplos: poliéster.
26
Ambos tipos de comportamientos presentan el fenómeno de histéresis cuando se
realiza la curva esfuerzo de corte vs. rapidez de deformación. No es sencillo expresar la
dependencia con el tiempo en expresiones sencillas, muchas veces es necesario
realizar medidas en el rango de trabajo específico del material.
1.6.2.3 Viscoelásticos
Estas sustancias fluyen cuando se aplica en ellas un esfuerzo de corte, pero tienen
la particularidad de recuperar parcialmente su estado inicial, presentando entonces
características de los cuerpos elásticos. Un ejemplo típico es la agitación de un líquido
en una taza con una cuchara, si el fluido es viscoso, cuando se retira la cuchara cesa el
movimiento. Si el material es viscoelástico, al sacar la cuchara se puede observar que
el movimiento se hace más lento e incluso puede llegar a cambiar levemente el sentido
de giro antes de detenerse por completo. En esta categoría podemos mencionar a
polímeros fundidos, soluciones de polímeros, entre otros.
El comportamiento reológico de los materiales viscoelásticos durante la relajación
(ensayos a deformación constante) puede modelarse mediante analogías mecánicas
compuestas de resortes y amortiguadores. El resorte es considerado un elemento
elástico ideal, obedece a la ley de Hooke, y el amortiguador es representado por un
sistema cilindro-pistón en el cual se manifiesta la parte viscosa, considerando un líquido
ideal, de comportamiento newtoniano.
1.7 Destilación al vacio
La destilación al vacío es usada para separar fracciones de hidrocarburos que tienen
puntos de ebullición normales muy por encima de la temperatura a la cual comienza la
desintegración térmica (340 – 400 ºC). Este fenómeno se evita mediante la reducción
de la presión, lo cual ocasiona una disminución de los puntos de ebullición de las
fracciones.
Los productos provenientes de la torre de vacío son gasóleo de vacío que,
dependiendo de las características del crudo, se utilizan para manufactura de
lubricantes o como alimentación de plantas de conversión.
27
La destilación en la unidad de vacío es llevada a cabo a la mínima presión
manométrica de 96,5 kPa que permite el equipo de inducir vacío (condensadores,
eyectores, etc). Para mejorar la vaporización, la presión parcial de los hidrocarburos es
disminuida aún más por la adición de vapor a la entrada del horno y al fondo de la torre
de vacío (vapor de despojamiento). Adicionalmente el vapor de agua que se inyecta a la
entrada del horno aumenta la velocidad a través de los tubos del mismo, minimizando la
formación de coque.
El fondo atmosférico es parcialmente vaporizado en el horno antes de entrar en la
zona de vaporización de la torre de vacío. La temperatura de salida del horno debe ser
lo suficientemente alta como para vaporizar en la torre todos los cortes laterales más un
4% de alimentación.
1.8 Tanques de almacenamiento
Los tanques de almacenamiento se usan como depósitos para contener una reserva
suficiente de algún producto para su uso posterior, generalmente a presión atmosférica
o presión internas relativamente bajas. Los tanques de almacenamiento, se clasifican
en [9]:
- Cilíndricos horizontales
- Cilíndricos verticales.
Los tanques cilíndricos horizontales, generalmente son de volúmenes relativamente
bajos, debido a que presentan problemas por fallas de corte y flexión. Por lo general, se
usan para almacenar volúmenes pequeños. Los tanques cilíndricos verticales de fondo
plano nos permiten almacenar grandes cantidades volumétricas con un costo bajo. Con
la limitante que solo se pueden usar a presión atmosférica o presiones internas
relativamente pequeñas [9].
La norma API 650 es la que fija la construcción de tanques soldados para el
almacenamiento de petróleo. La presión manométrica interna a la que pueden llegar a
estar sometidos es de 103,42 kPa, y una temperatura máxima de 90 °C. Con estas
28
características, son aptos para almacenar a la mayoría de los productos producidos en
una refinería.
Las capacidades de los tanques se calculan en función del flujo volumétrico de
descarga, el tiempo de autonomía, la altura mínima del líquido para evitar problemas
típicos de succión en los sistemas de bombeo, la altura desde el fondo del tanque hasta
la boquilla de descarga del tanque (imbombeable) y la altura para garantizar una
cámara de aire en la parte superior del tanque.
De acuerdo a la norma API 650 [1], los tanques se clasifican de acuerdo al tipo de
techo, lo que proporciona información acerca de lo recomendable para cada servicio:
a) Techo fijo: se emplean para contener productos no volátiles o de bajo contenido
de hidrocarburos ligeros (no inflamables) como son: agua, diesel, asfalto,
petróleo crudo, entre otros, debido a que al disminuir la columna del fluido, se va
generando una cámara de aire que facilita la evaporación del fluido, lo que es
altamente peligroso para fluidos inflamables.
b) Techo flotante: se emplea para almacenar productos con alto contenido de
volátiles como son: alcohol, gasolinas y combustibles en general. Este tipo de
techo fue desarrollado para reducir o anular la cámara de aire, o espacio libre
entre el líquido y el techo, además de proporcionar un medio aislante para la
superficie del líquido, reducir la velocidad de transferencia de calor al producto
almacenado durante los periodos en que la temperatura ambiental es alta,
evitando así la formación de gases (su evaporación), y consecuentemente, la
contaminación del ambiente y, al mismo tiempo se reducen los riesgos al
almacenar productos inflamables.
c) Los tanques sin techo: se usan para almacenar productos en los cuales no es
importante que éste se contamine o que se evapore a la atmósfera como el caso
del agua cruda, residual, contra incendios, entre otros. El diseño de este tipo de
tanques requiere de un cálculo especial del anillo de coronamiento.
29
1.9 Selección de bombas
Para definir la potencia requerida y la altura neta de succión positiva (NPSH) de las
bombas, se debe tener en consideración diversos factores, entre ellos: altura variable
encima o debajo de la línea de centro de la bomba, los requerimientos de flujo del
sistema, pérdidas de carga del sistema (tuberías y equipos asociados) y las
propiedades del líquido a bombear (volatilidad, temperatura, viscosidad, presión de
vapor, entre otras).
En base a lo indicado por McNaughton [11], la desventaja de las bombas
centrífugas es que el rendimiento disminuye cuando se bombean líquidos con
viscosidad cinemática mayor a 118 mm2/s, por lo tanto las bombas se seleccionarán en
función de la viscosidad del líquido a bombear.
La elección más adecuada para líquidos viscosos sería una bomba de
desplazamiento positivo, rotativa o reciprocante.
La velocidad específica es un útil indicador para tener una idea general del tipo de
bomba que se debe seleccionar. Todas las bombas se pueden clasificar con un número
adimensional llamado velocidad específica Ns [11] y que se define como sigue:
(7)
donde:
N: Velocidad de rotación, rpm
Q: Capacidad, m3/s
H: Cabezal (columna), m.
Las bombas centrífugas tienen velocidades específicas que van desde alrededor
de 400 hasta 10000 según sea el tipo del impulsor. Las bombas dinámicas pequeñas
como las regenerativas de tipo turbinas y las de tipo emisión parcial, están en la gama
de velocidades específicas de alrededor de 100 a 1200.
30
Las bombas que transporta la emulsión deberán ser de desplazamiento positivo
específicamente de doble tornillo, ya que la viscosidad del fluido es mayor a 118 mm2/s
y con otro tipo de bomba se vería comprometida la eficiencia del diseño. Adicionalmente
este tipo de bombas garantiza la calidad del producto.
1.10 Tipos de bombas para productos químicos
La selección del tipo de bomba para productos químicos se basa en las
características del líquido, en el cabezal y la capacidad deseada.
1.10.1 Bombas centrífugas
Una bomba centrífuga transforma la energía mecánica de un impulsor rotativo en
la energía cinética y potencial requerida [11].
Las bombas centrífugas tienen un uso muy extenso en las industrias porque son
adecuadas casi para cualquier servicio, son comunes las que tienen capacidades entre
0,32 y 0,30 m3/s. El cabezal puede estar en el rango de 152,4 a 182,9 m con motores
eléctricos de velocidad estándar. Las bombas centrífugas no pueden funcionar en seco,
y deben tener un flujo mínimo para trabajar correctamente y evitar la cavitación y el
consecuente daño mecánico a la bomba.
Las desventajas incluyen menor rendimiento cuando manejan líquidos con
viscosidad de más de 118 mm2/s y la tendencia a perder el cebado cuando el líquido
contiene cantidades pequeñas de aire o de vapores [11].
1.10.2 Bombas rotativas
Las bombas rotativas de engranes, tornillo, alabes deformables alabes
deslizables, pistón axial y de excéntrica se utilizan en servicios que requieren una
presión manométrica de descarga de 3447 a 6895 kPa y son aplicables para líquidos de
alta viscosidad o de baja presión de vapor. Su desplazamiento constante a una
velocidad fija las hace ideales para dosificar pequeñas cantidades de líquido [11].

31
1.10.3 Bombas reciprocantes
Este tipo de bombas se emplean mucho cuando sus características de velocidad
y de carrera variables son parte importante del proceso. Adicionalmente su capacidad
inherente para manejar líquidos volátiles y muy viscosos, las hace adecuadas en
particular para sistema de dosificación e inyección, en los cuales funcionan con baja
capacidad y cargas elevadas. Están disponibles para presiones manométricas de
descarga hasta de 344739 kPa. Las desventajas incluyen que requieren un NPSH
bastante alto, la susceptibilidad del material de las válvulas de retención a los líquidos
químicos y un rendimiento un tanto deficiente cuando el líquido de proceso incluye
sólidos, abrasivos o cuerpos extraños.
La mayoría de las bombas reciprocantes disponibles son de cilindros múltiples,
para suavizar las pulsaciones ocasionadas por el movimiento alternativo [11].
1.10.4 Bombas de diafragmas
Las bombas de diafragma se consideran de desplazamiento positivo porque el
diafragma actúa como pistón de desplazamiento limitado. La acción de bombeo se
obtiene cuando se imprime movimiento alternativo en el diafragma con un
eslabonamiento mecánico, aire comprimido o aceite a pulsaciones desde una fuente
externa. Esta construcción elimina cualquier conexión entre el líquido que se bombea y
la fuente de energía, eliminándose la posibilidad de fugas, factor muy importante
cuando se manejan líquidos tóxicos o muy costosos. La desventaja principal es una
selección reducida de materiales resistentes a la corrosión, cabezal y capacidad
limitadas y la necesidad de utilizar válvulas de retención en las boquillas de succión y
descarga [11].
1.10.5 Bombas regenerativas de turbina
Estas bombas pueden trabajar con caudales hasta de 0,01 m3/s y cabezal de
213,4 m. Cuando se utilizan con productos químicos se deben aumentar las holguras
internas para evitar contacto por fricción, lo cual disminuye la eficiencia. Suelen ser
inadecuadas para cualquier mezcla de sólidos y líquidos [11].
32
1.11 Simulaciones de procesos
La simulación de procesos se define como una técnica para evaluar en forma
rápida un proceso con base a una representación del mismo, mediante modelos
matemáticos, permitiendo obtener por cálculo valores reales para las variables de
operación de un proceso. La importancia de los simuladores de procesos radica en que
se evalúa diversos escenarios rápidamente, lo que permite una mejor toma de
decisiones, ya que detecta cuales son las ineficiencia en un sistema y anticipa lo que
ocurre en cualquier proceso si se cambian las variables de operación.
Los elementos esenciales que contempla un simulador de proceso corresponden
a las leyes de conservación, la termodinámica y las restricciones de control y diseño.
Entre las aplicaciones más importante de las simulaciones tenemos [16]:
- Predicción de los efectos producidos en el proceso por cambio en las condiciones
operacionales distribución y capacidad de los equipos.
- Genera resultados en aquellos procesos donde los componentes deben ser
mezclados, separados, calentados, enfriados y convertidos, mediante operaciones
básicas.
- Resolución rápida de balance de masa y energía en los procesos evaluados, equilibrio
químico y estimación de propiedades físicas.
- Analiza el comportamiento de un sistema y realiza estudios de optimización de la
operación y sensibilidad.
- Evaluación de cambios en las condiciones de alimentación (análisis), de ciertas
condiciones de operación (optimización), de la distribución de redes corrientes –
equipos (diseño) y analiza alternativas.
- Identificación de las unidades controlantes o cuellos de botella en un proceso.
33
1.11.1 Modelos termodinámicos
Para las simulaciones de proceso siempre se requieren disponer del valor de las
propiedades fisicoquímicas y termodinámicas de las mezclas de compuestos que están
presentes en el sistema a modelar, entre los distintos equipos de la planta, en todas las
composiciones y condiciones de presión y temperatura que puedan llegarse a verificar
en su operación. Por tanto, se debe hacer uso de técnicas de predicción que permitan
estimar esos valores. La adecuada selección de estas técnicas será crucial para un
cálculo preciso de los equipos y corrientes de la planta simulada.
Si se realiza una elección incorrecta del método de predicción de las propiedades
termodinámicas y de transporte los resultados que obtengamos en la simulación
tendrán poco o nada que ver con la realidad.
Los métodos recomendados en función del tipo de procesos (Honeywell,
ASPENTech) específicamente para torres al vacío son Grayson - Streed y Braun K10.
El método de Braun K10 es empleado para generar un resultado preliminar,
dando resultados aceptables. Este método no se recomienda si el sistema maneja
hidrógeno. Por otra parte, el método de Grayson - Streed es generalmente más exacto
que el método BK10, en especial para las corrientes que contienen hidrógeno.

CAPÍTULO II
MARCO METODOLÓGICO
El presente estudio muestra el diseño de la ingeniería básica y de detalle para la
adecuación de la planta de emulsificación de residuo pesado, a través del
dimensionamiento y evaluación del comportamiento hidráulico de las tuberías de
recepción y despacho al muelle, el dimensionamiento de los tanques de
almacenamiento de materia prima y producto terminado, así como el diseño del sistema
de vapor requerido para facilitar el transporte y almacenamiento del residuo pesado.
2.1. Bases, Premisas y Criterios de Diseño
2.1.1. Bases y Premisas de Diseño
- El residuo pesado para la planta de emulsificación fue suministrado a 110 ºC. El
residuo pesado fue almacenado en el tanque T-01, el cual tiene internamente un
serpentín para mantener la temperatura del residuo.
- Las propiedades físicas del residuo pesado fueron extraídas del programa de
simulación de procesos.
- El producto final tiene las propiedades físicas que se muestran en la Tabla 1
Tabla 1. Propiedades de la Emulsión Final
Características Rango
Contenido de Agua, % p/p 25-20
Densidad @ 288,15 K, kg/m3 1009,2 – 1010,8
Tamaño de gota promedio, Micrones 6-10
Tamaño de Gota > 150 micrones, % p/p < 2
Viscosidad Aparente @ 303,15 K y 100 s-1, Pa.s 0,3-0,4
Viscosidad Aparente @ 343,15 K y 100 -1, Pa.s 0,1-0,15
Viscosidad Aparente @ 323,15 K y 20 s-1, Pa.s 0,3-0,35
Capacidad Calorífica Bruta, (kJ/kg) 37216 – 33727
Fuente: Información referente a la hoja de seguridad de la Emulsión final
- El producto terminado se almacenó en dos (02) tanques (T-02/03), los cuales
tienen la misma capacidad nominal.
35
- Las bombas de despacho a muelle, son de desplazamiento positivo tipo tornillo,
con un esquema de operación de dos (02) bombas en servicio y una (01) bomba
en espera; su capacidad se calculó en base a:
o Distancia aproximada: 4,7 km.
o Flujo de carga a gabarras: 480 m3/h (240 m3/h para cada sistema)
- La distribución de las tuberías es de la siguiente manera:
o Residuos Pesados: desde el punto de entrega hasta la brida de conexión al
tanque de residuos pesados (T-01).
o Vapor: se divide en tres tramos, uno desde el punto de entrega hasta la brida
de conexión al tanque de residuos pesados para la alimentación del
serpentín, otro tramo desde el punto de entrega hasta el trazado de vapor de
la tubería de transferencia de residuo pesado, y el tercer tramo hasta los
módulos de emulsificación para los intercambiadores de arranque.
o Producto Terminado: desde los tanques de producto terminado (T-02/03)
hasta la succión de las bombas de despacho a muelle de gabarras (PR-01
A/B/C), y desde la descarga de estas bombas hasta el muelle.
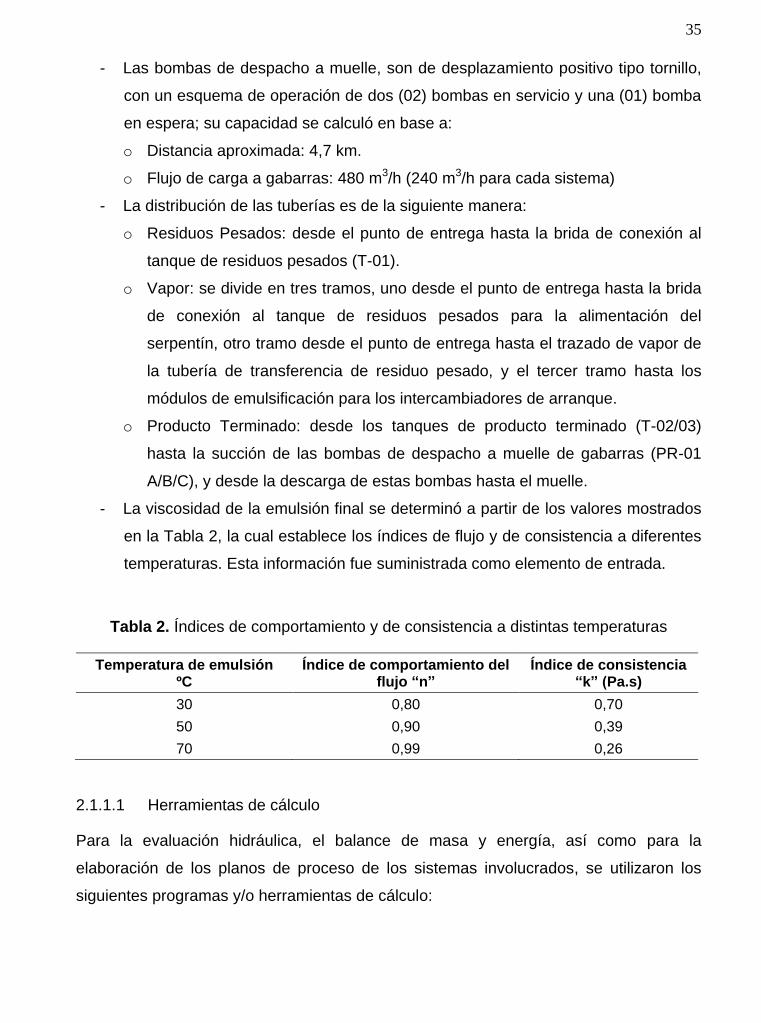
- La viscosidad de la emulsión final se determinó a partir de los valores mostrados
en la Tabla 2, la cual establece los índices de flujo y de consistencia a diferentes
temperaturas. Esta información fue suministrada como elemento de entrada.
Tabla 2. Índices de comportamiento y de consistencia a distintas temperaturas
Temperatura de emulsión ºC
Índice de comportamiento del flujo “n”
Índice de consistencia “k” (Pa.s)
30 0,80 0,70
50 0,90 0,39
70 0,99 0,26
2.1.1.1 Herramientas de cálculo
Para la evaluación hidráulica, el balance de masa y energía, así como para la
elaboración de los planos de proceso de los sistemas involucrados, se utilizaron los
siguientes programas y/o herramientas de cálculo:
36
- Simuladores comerciales para cálculos hidráulicos en líneas multifásicas y/o
monofásicas y para determinar las condiciones y propiedades físicas del residuo
pesado.
- Hoja de cálculo en EXCEL para el dimensionamiento y evaluación de las tuberías
de despacho a muelle, así como para el diseño de las bombas de despacho de
emulsión final.
- AUTOCAD 2010 para generar los planos de proceso.
2.1.2. Criterios de Diseño
2.1.2.1 Diagrama de flujo de proceso
La información mínima que contienen los diagramas de flujo de proceso se lista a
continuación:
- Balance de masa y condiciones de temperatura y presión de las corrientes
asociadas al sistema.
- Equipos de proceso con su código de identificación y nombre.
2.1.2.2 Temperatura de Diseño
La temperatura de diseño fue al menos 10 °C superior a la temperatura máxima de
operación, pero en ningún caso inferior que la máxima temperatura en caso de
emergencia, como falla de servicios, bloqueo de operación, falla de instrumentos, etc.
2.1.2.3 Presión de Diseño
- La máxima presión de operación prevista en el sistema fue al menos 5% mayor
que la presión de operación.
- En todos los recipientes a presión, la presión mínima de diseño fue de 345 kPa
manométricos.
- Si la presión de operación está entre 0 y 6895 kPa, la presión de diseño fue la
mayor entre:
o Máxima Presión Operación x 1,1
o Máxima Presión Operación + 172 kPa.
37
2.1.2.4 Tanques atmosféricos
- Los tanques atmosféricos metálicos se diseñaron bajo la norma API 650. Para la
estimación del diámetro y la altura nominal de los tanques de almacenamiento,
se utilizaron los criterios recomendados por la norma.
- Los tanques se diseñaron de techo cónico, según la especificación PDVSA
F-201-PRT “Tanques”.
- La altura del tanque se midió desde la base de la pared hasta el inicio del ángulo
del cono.
- La altura de llenado correspondió al 85%, de la altura medida, desde la base
hasta el inicio del techo.
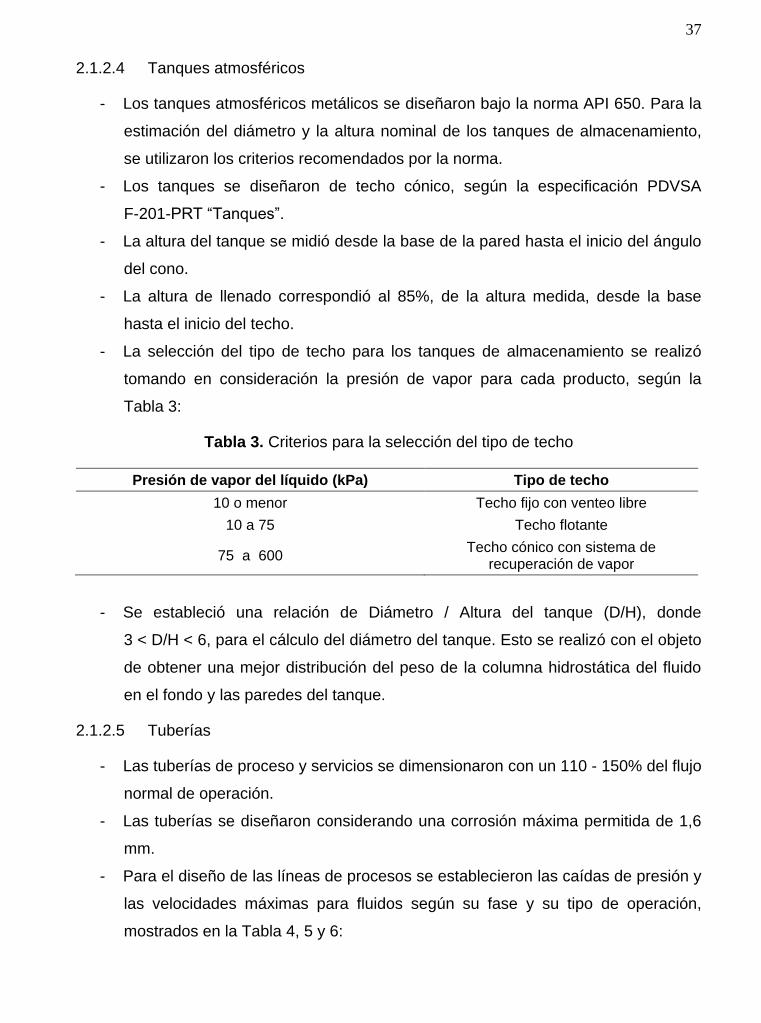
- La selección del tipo de techo para los tanques de almacenamiento se realizó
tomando en consideración la presión de vapor para cada producto, según la
Tabla 3:
Tabla 3. Criterios para la selección del tipo de techo
Presión de vapor del líquido (kPa) Tipo de techo
10 o menor Techo fijo con venteo libre
10 a 75 Techo flotante
75 a 600 Techo cónico con sistema de
recuperación de vapor
- Se estableció una relación de Diámetro / Altura del tanque (D/H), donde
3 < D/H < 6, para el cálculo del diámetro del tanque. Esto se realizó con el objeto
de obtener una mejor distribución del peso de la columna hidrostática del fluido
en el fondo y las paredes del tanque.
2.1.2.5 Tuberías
- Las tuberías de proceso y servicios se dimensionaron con un 110 - 150% del flujo
normal de operación.
- Las tuberías se diseñaron considerando una corrosión máxima permitida de 1,6
mm.
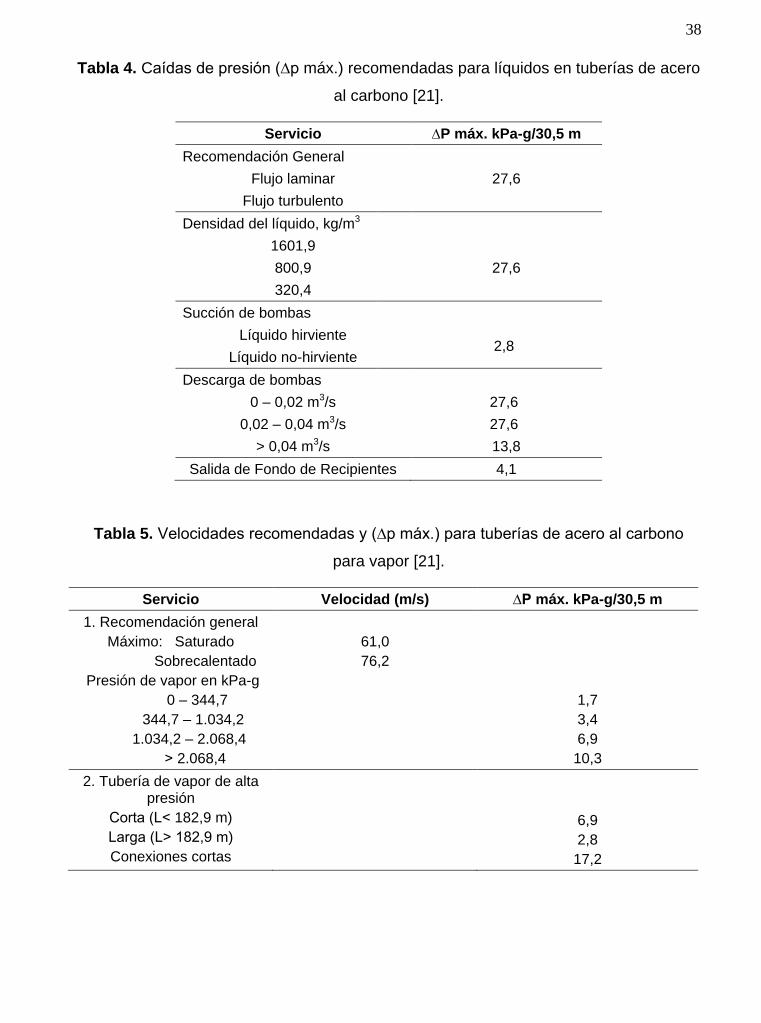
- Para el diseño de las líneas de procesos se establecieron las caídas de presión y
las velocidades máximas para fluidos según su fase y su tipo de operación,
mostrados en la Tabla 4, 5 y 6:
38
Tabla 4. Caídas de presión (∆p máx.) recomendadas para líquidos en tuberías de acero
al carbono [21].
Servicio ∆P máx. kPa-g/30,5 m
Recomendación General
27,6 Flujo laminar
Flujo turbulento
Densidad del líquido, kg/m3
1601,9
27,6 800,9
320,4
Succión de bombas
Líquido hirviente 2,8
Líquido no-hirviente
Descarga de bombas
0 – 0,02 m3/s 27,6
0,02 – 0,04 m3/s 27,6
> 0,04 m3/s 13,8
Salida de Fondo de Recipientes 4,1
Tabla 5. Velocidades recomendadas y (∆p máx.) para tuberías de acero al carbono
para vapor [21].
Servicio Velocidad (m/s) ∆P máx. kPa-g/30,5 m
1. Recomendación general
Máximo: Saturado
Sobrecalentado
Presión de vapor en kPa-g
0 – 344,7
344,7 – 1.034,2
1.034,2 – 2.068,4
˃ 2.068,4
61,0
76,2
1,7
3,4
6,9
10,3
2. Tubería de vapor de alta presión
Corta (L˂ 182,9 m)
Larga (L˃ 182,9 m)
Conexiones cortas
6,9
2,8
17,2

39
Tabla 6. Velocidades y caída de presión típicas de hidrocarburos en tuberías de acero
(KERN) [20].
Líquido y línea
Diámetro nominal de tubería (pulgadas)
2 o menor 3 a 10 10 a 20
Velocidad (m/s) Velocidad (m/s) Velocidad (m/s)
Succión de bombas viscosidad mediana
- 0,46 a 0,91 0,76 a 1,52
Descarga bombas - 0,91 a 1,52 1,22 a 1,83
Servicio ∆P máx. kPa-g/30,5
m
Hidrocarburo 9,0
- Cabe destacar que la norma PDVSA [20], establece que el criterio mandatorio
para la selección de los diámetros de tuberías de proceso, tanto para líquidos
como gases, es la caída de presión; por lo que el uso de las velocidades,
mostradas en la norma PDVSA [20], solo se empleó como guía referencial para
efectuar estimados preliminares.
Tubería de succión de las bombas
- Las tuberías de succión son cortas y con el mínimo de codos y accesorios para
reducir turbulencias en la boquilla de succión de la bomba, caída de presión y
acumulación de vapores.
- Cuando son requeridas reducciones en la línea de succión de bombas
horizontales, se utilizó reducciones excéntricas con la cara plana del reductor en
el tope, para así eliminar la generación de bolsas de aire y/o vapor.
- En las tuberías con diámetro de 50,8 mm y mayores, se colocaron filtros
temporales entre la válvula de bloqueo y la boquilla de succión. Son aceptables
para este propósito accesorios (filtros tipo “T”, “Y”) o piezas fabricadas.
- El diseño y ubicación del filtro permanente permite su limpieza sin necesidad de
desmontar el cuerpo del mismo.
Tubería de descarga de las bombas
- La línea de descarga desde bombas rotativas están provista de una válvula de
retención entre la bomba y la válvula de bloqueo. Siempre deberá colocarse una
válvula de retención si existe alguna posibilidad de flujo inverso. A continuación
40
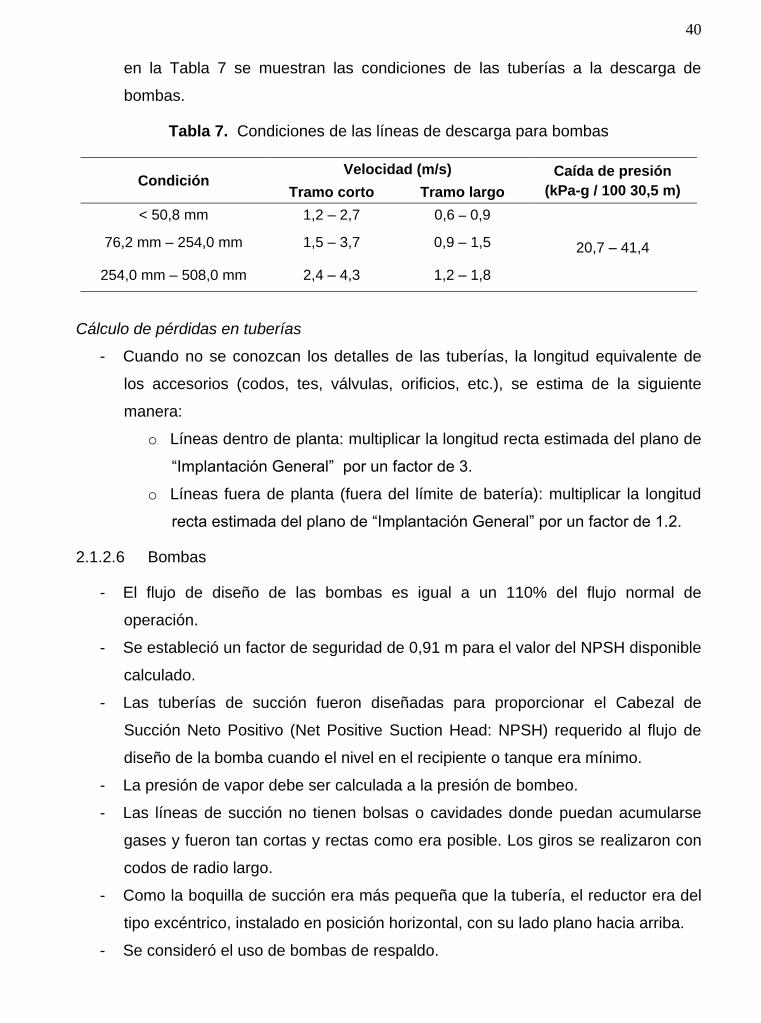
en la Tabla 7 se muestran las condiciones de las tuberías a la descarga de
bombas.
Tabla 7. Condiciones de las líneas de descarga para bombas
Condición Velocidad (m/s) Caída de presión
(kPa-g / 100 30,5 m) Tramo corto Tramo largo
< 50,8 mm 1,2 – 2,7 0,6 – 0,9
20,7 – 41,4 76,2 mm – 254,0 mm 1,5 – 3,7 0,9 – 1,5
254,0 mm – 508,0 mm 2,4 – 4,3 1,2 – 1,8
Cálculo de pérdidas en tuberías
- Cuando no se conozcan los detalles de las tuberías, la longitud equivalente de
los accesorios (codos, tes, válvulas, orificios, etc.), se estima de la siguiente
manera:
o Líneas dentro de planta: multiplicar la longitud recta estimada del plano de
“Implantación General” por un factor de 3.
o Líneas fuera de planta (fuera del límite de batería): multiplicar la longitud
recta estimada del plano de “Implantación General” por un factor de 1.2.
2.1.2.6 Bombas
- El flujo de diseño de las bombas es igual a un 110% del flujo normal de
operación.
- Se estableció un factor de seguridad de 0,91 m para el valor del NPSH disponible
calculado.
- Las tuberías de succión fueron diseñadas para proporcionar el Cabezal de
Succión Neto Positivo (Net Positive Suction Head: NPSH) requerido al flujo de
diseño de la bomba cuando el nivel en el recipiente o tanque era mínimo.
- La presión de vapor debe ser calculada a la presión de bombeo.
- Las líneas de succión no tienen bolsas o cavidades donde puedan acumularse
gases y fueron tan cortas y rectas como era posible. Los giros se realizaron con
codos de radio largo.
- Como la boquilla de succión era más pequeña que la tubería, el reductor era del
tipo excéntrico, instalado en posición horizontal, con su lado plano hacia arriba.
- Se consideró el uso de bombas de respaldo.

41
- El nivel de referencia para cálculo de la presión de succión y el NPSH disponible
fue al menos de 0,50 m.
- La presión de succión de la bomba fue la presión de operación del recipiente de
succión más la diferencia total de presión entre el nivel de referencia en el
recipiente y el nivel de referencia de la bomba. La diferencia de presión total se
calculó tomando en cuenta la diferencia de alturas y las pérdidas por fricción.
- Con la excepción de las bombas que succionan de equipos de vacío, la presión
de succión de las bombas no fue diseñada para estar muy por debajo de la
presión atmosférica. A presiones reducidas, la filtración de aire al interior de la
línea y/o la vaporización de gases disueltos podrían causar problemas. La
presión de succión mínima recomendada fue de 83 kPa absolutos. Esto fue
aplicado para casos con tanques que tenían líneas de succión muy largas.
- Cuando se requirió filtros permanentes en la succión de la bomba, se utilizó una
caída de presión de 7 kPa.
- La tubería de succión de las bombas no fue menor que el tamaño de la brida de
succión.
- Las válvulas en la línea de succión de bombas fue del mismo diámetro que la
tubería.
2.1.2.7 Identificación de la Planta
Identificación de Equipos
Para identificar los equipos de cada área y sección de la planta se ha establecido
el siguiente esquema:
1 2 - 3 4 X
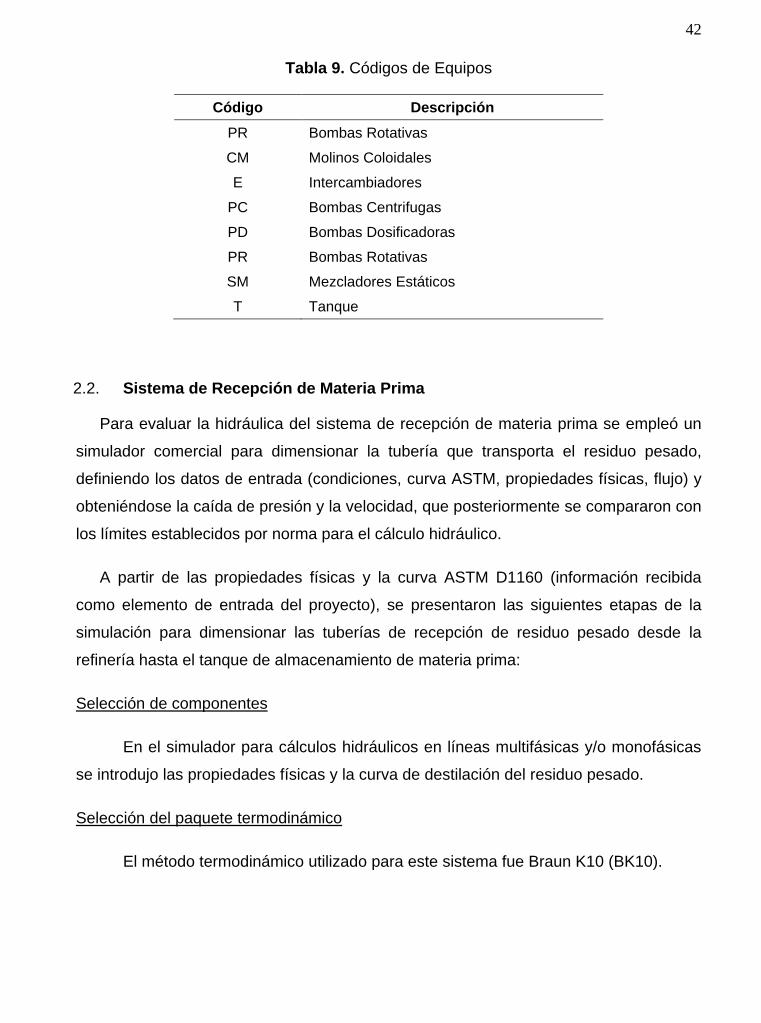
En las Tablas 8 y 9 se presentan la identificación y códigos de los equipos,
respectivamente
Tabla 8. Identificación de Equipos
Campo Descripción
1 - 2 Una o dos letras indicando el código del equipo según tabla 9
3-4 Número consecutivo del equipo, abarcando del 01 al 99
X Una o varias letras para mostrar duplicación de equipos. A,B,C,D
42
Tabla 9. Códigos de Equipos
Código Descripción
PR Bombas Rotativas
CM Molinos Coloidales
E Intercambiadores
PC Bombas Centrifugas
PD Bombas Dosificadoras
PR Bombas Rotativas
SM Mezcladores Estáticos
T Tanque
2.2. Sistema de Recepción de Materia Prima
Para evaluar la hidráulica del sistema de recepción de materia prima se empleó un
simulador comercial para dimensionar la tubería que transporta el residuo pesado,
definiendo los datos de entrada (condiciones, curva ASTM, propiedades físicas, flujo) y
obteniéndose la caída de presión y la velocidad, que posteriormente se compararon con
los límites establecidos por norma para el cálculo hidráulico.
A partir de las propiedades físicas y la curva ASTM D1160 (información recibida
como elemento de entrada del proyecto), se presentaron las siguientes etapas de la
simulación para dimensionar las tuberías de recepción de residuo pesado desde la
refinería hasta el tanque de almacenamiento de materia prima:
Selección de componentes
En el simulador para cálculos hidráulicos en líneas multifásicas y/o monofásicas
se introdujo las propiedades físicas y la curva de destilación del residuo pesado.
Selección del paquete termodinámico
El método termodinámico utilizado para este sistema fue Braun K10 (BK10).

43
Selección de la Correlación
La correlación empleada para evaluar la caída de presión es Beggs & Brill –
Moody (BBM).
Diseño del proceso
Los elementos empleados para esta simulación son tuberías y accesorios, a
partir de un plano isométrico se planteó una ruta de la tubería para transportar el
residuo pesado, desde el punto de entrega de la Refinería hasta el tanque T-01,
tomando en cuenta los cambios de elevación, los accesorios y los diámetros de tuberías
a evaluar.
Datos de Entrada
La tubería fue calculada con la información especificada en las Tablas 10, 11 y
12, mostradas a continuación.
Tabla 10. Características del residuo pesado
Parámetros Valor
Gravedad API 13,5
Viscosidad Cinemática @ 60 ºC, mm2/s 220,0
Viscosidad Cinemática @ 82,2 ºC, mm2/s 61,3
Viscosidad Cinemática @ 98,9 ºC, mm2/s 29,5
Curva de Destilación ASTM D1160
0 %Vol 263 ºC
5 %Vol 399 ºC
10 %Vol 451 ºC
20 %Vol 467 ºC
30 %Vol 475 ºC
40 %Vol 483 ºC
50 %Vol 489 ºC
60 %Vol 498 ºC
70 %Vol 510 ºC
80 %Vol 522 ºC
44
Parámetros Valor
90 %Vol 539 ºC
95 %Vol 552 ºC
PFE 556 ºC
Tabla 11. Datos de entrada para el dimensionamiento de la tubería de recepción
Componentes Flujo máximo m3/h (bbl/h)
Longitud total (m) Presión de entrega y
temperatura de entrega
Residuo Pesado 143,1 (900) 1700 758,43 kPa-g
110 ºC
Tabla 12. Especificación de la tubería
Tipo de tubería para trasferencia de calor Tubería enterrada
Temperatura ambiental (ºC) 31,7
Profundidad (m) 2
Obtención de Resultados
El simulador arrojó como resultados la caída de presión y la velocidad, que
posteriormente se compararon con los límites establecidos en las normas para el
cálculo hidráulico.
2.3. Despacho a muelle
Para la evaluación del dimensionamiento óptimo de las tuberías y bombas que
integran el sistema de despacho a muelle del producto final, que transporta la emulsión
desde los tanques de almacenamiento T-02/03 hasta las gabarras, se plantearon
diferentes escenarios. El diseño se realizo considerando dos sistemas de despacho
independiente cada sistema con su bomba y su tubería de envío a muelle y una bomba
adicional de respaldo si la bomba de cualquiera de los dos sistemas falla.
45
2.3.1. Dimensionamiento de tuberías
La emulsión es un fluido no newtoniano, su comportamiento reológico se rige por el
tipo seudoplástico. Para modelar este tipo de fluidos se empleó la Ley de Potencia de
Ostwald de Waele, utilizando los datos de entrada del proyecto, que comprenden: los
índices de flujo e índices de consistencias evaluadas a distintas temperaturas (ver Tabla
2), y las propiedades físicas de la emulsión (ver Tabla 1). Adicionalmente se
consideraron los siguientes datos de entrada indicados en la Tabla 13:
Tabla 13. Tasa de entrega de producto final a las gabarras
Condiciones Flujo volumétrico, m3/h (barriles/h)
Mínimo 79,5 (500)
Normal 159,00 (1000)
Diseño 240,0 (1500)
La longitud del tramo es de 3920 m. Aplicando el criterio para pérdida por tubería,
el cual recomienda que para líneas fuera de planta se debe multiplicar la longitud recta
estimada del plano de “Implantación General” por un factor de 1,2, por tanto, la longitud
total de la tubería es aproximadamente 4700 m.
Para el cálculo de la caída de presión y la velocidad de flujo en la línea de despacho
se utilizó una hoja de cálculo en Excel. Se evaluó el flujo volumétrico de diseño a
distintas temperaturas, se analizaron los resultados y los valores se compararon con los
límites establecidos por normas, para obtener así, el dimensionamiento óptimo de la
tubería de despacho a muelle, que transporta la emulsión hasta las gabarras.
Las ecuaciones que se emplea para la ley de potencia se muestran a continuación:
Para flujo laminar NRe < 2000 [10]:
(1)
(2)
(3)
(4)
'*8
**4'*
n
D
V
D
LKp
nn '
'
'*4
1'*3'
n
n
nKK
1'8'* nK
(
46
V = Q/A (5)
(6)
donde:
∆P: Caída de Presión, N/m2
K: Índice de consistencia, Pa.s
n: Índice de comportamiento del flujo, adimensional
q: Caudal, m3/s
D: Diámetro, m
L: Longitud, m
V: Velocidad promedio, m/s
NRe: Número de Reynolds, adimensional
: Coeficiente generalizado de viscosidad, Pa.s
Con la hoja de cálculo se determinó la caída de presión y la velocidad, que
fueron comparados con los límites establecidos en las normas para el cálculo hidráulico.
2.3.2. Dimensionamiento de bombas
Para definir la potencia requerida y la altura neta de succión positiva (NPSH) de
las bombas, se tuvo en consideración diversos factores, entre ellos: altura variable
encima o debajo de la línea de centro de la bomba, los requerimientos de flujo del
sistema, pérdidas de carga del sistema de tuberías y los equipos asociados, el tipo de
líquido a bombear (Volatilidad, temperatura, viscosidad).
De acuerdo a McNaughto [11], la desventaja de las bombas centrífugas es que el
rendimiento disminuye cuando se bombean líquidos con viscosidades mayores a 118
mm2/s; por lo tanto, las bombas se seleccionaron en función de la viscosidad del
líquido.
En esta sección se presentan los cálculos típicos que aplican para el diseño y
especificación del sistema de bombeo para el despacho a muelle. Normalmente estos
cálculos involucraron lo siguiente:
- Estimación de la disponibilidad y los requerimientos típicos de Cabezal Neto
disponible de Succión Positiva (NPSHd) a la entrada de la bomba.
- Cálculos del cabezal a ser suministrado por la bomba.
n
n
nn
n
nnnn
n
nK
VD
K
VDVDN gen
4
138*
**
8'*
****
1
2
1'
'2''2'
Re,
47
- Cálculo de los requerimientos de potencia (potencia hidráulica y potencia al
freno)
- Estimación de la eficiencia
- Selección de la bomba
Las propiedades y condiciones de diseño para las bombas de despacho a muelle
PR-01 A/B/C son las que se especifican en la Tabla 14:
Tabla 14. Propiedades y Condiciones para el fluido que transportará las bombas de
despacho a muelle
Parámetros Valores
Presión de diseño, kPa-g 1034,2
Temperatura de diseño, ºC 90
Flujo de diseño, m3/h 572,4
Viscosidad cinemática, mm2/s 353,5
Gravedad Especifica, adi 1,0
Presión de vapor, kPa 6,4
Las bombas requeridas para este servicio son de desplazamiento positivo
específicamente de doble tornillo, ya que la viscosidad del fluido es mayor a 118 mm2/s
y con otro tipo de bomba se vería comprometida la eficiencia del diseño.
Adicionalmente, este tipo de bombas garantiza la calidad del producto final.
Presión de succión de las bombas
La presión de succión de la bomba se calculó a partir de la presión de operación
del recipiente más la presión que ejerce la columna de líquido, entre el nivel de
referencia en el recipiente y el nivel de referencia de la bomba, más las pérdidas de
carga por fricción en la tubería de succión [19]:
(7)
Donde:
P1: Presión de succión de la bomba, kPa
Po: Presión de operación del recipiente (por ser un recipiente atmosférico, la presión de operación es de 101,35 kPa)
ΔP: Diferencia de Presión entre el nivel de referencia del liquido en recipiente de succión y la entrada de la bomba (a su nivel de referencia), kPa.
)()(1 bombarecipientePrecipientedelPP o
48
Cabezal neto de succión positiva disponible (NPSHD)
El Cabezal Neto de Succión Positiva Disponible, expresado como el margen
entre la presión actual al nivel de referencia de la bomba y la presión de vapor a la
temperatura de bombeo del líquido, convertido a cabezal del líquido bombeado. La
ecuación para el cálculo del NPSHD es la siguiente:
kPam
sgmNPSHkPaNPSH
1021,0
),(),(
(8)
donde:
NPSH,m: Altura neta de succión positiva, m
NPSH,kPa: Altura neta de succión positiva, kPa
sg: gravedad específica del liquido, adimensional
0,1021 m de agua/kPa: Factor de conversión entre m de agua y kPa
Para poder utilizar está ecuación se calculó la altura neta de succión positiva de
igual forma que en las bombas centrifugas y luego se empleó la ecuación para obtener
la altura neta de succión positiva en unidades de presión. Por lo tanto el NPSHd se
calcula con la siguiente ecuación [19]:
gcPPNPSH vs
d
(9)
donde:
Ps : Presión de succión, kPa
Pv : Presión de vapor de la emulsión a 90 ºC, kPa
: Peso especifico de la emulsión, N/m3, ( )
ρ: Densidad del líquido a las condiciones de bombeo, kg/m3
g: Aceleración de la gravedad, 9,81 m/s2
gc: Constante dimensional, 103 kg/kPa.m.s2
Requerimientos del Cabezal de la bomba
Los requerimientos de cabezal se calcularon convirtiendo la variación de la
presión (presión de descarga menos presión de succión de las bombas) a unidades de
columna de líquido equivalente al fluido bombeado, a las condiciones de operación [19]:
gcPH
(10)

49
donde:
H: Cabezal de presión desarrollado por la bomba, m
∆P: Aumento de presión entre la succión y la descarga de la bomba (P2 – P1), kPa
: Peso especifico de la emulsión, N/m3 ( )
ρ: Densidad del líquido a las condiciones de bombeo, kg/m3
g: Aceleración de la gravedad, 9,81 m/s2
gc: Constante dimensional, 103 kg/kPa.m.s2
Potencia Hidráulica
La potencia hidráulica de la bomba se determinó con el caudal de flujo másico y
la energía entregada al líquido [19], esto es:
HgwP (11)
donde:
P: Potencia hidráulica, W
W: Caudal de flujo másico, kg/s
H: Cabezal de presión desarrollado por la bomba, m
g: Aceleración de la gravedad, 9,81 m/s2
Potencia al freno
La potencia de las bombas rotativas igual que en las demás se determinó en
base a la siguiente ecuación [19]:
Ef
PPF (12)
donde:
PF: Potencia al freno, W
P: Potencia hidráulica, W
Ef: Eficiencia de la bomba, adimensional.
Los motores eléctricos que accionan las bombas deben tener un margen de
seguridad que las permita cierta tolerancia a la sobrecarga y por tanto, debe preverse el
10% adicional para bombas superiores a 14,9 kW.
2.4. Dimensionamiento de los tanques de almacenamiento
Los tanques de almacenamiento son atmosféricos y fabricados de acero al carbono
del tipo ASTM A-36 o acero inoxidable, dependiendo del servicio.
50
Las capacidades de los tanques se calcularon en función del flujo volumétrico de
descarga, el tiempo de autonomía, la altura mínima del líquido para evitar problemas
típicos de succión, la altura del fondo del tanque hasta la boquilla de descarga del
tanque (imbombeable) y la altura para garantizar una cámara de aire en la parte
superior del tanque.
2.4.1 Capacidad de los tanques
Para la estimación del diámetro y la altura nominal de los tanques de
almacenamiento, se utilizaron los criterios de recomendados por la norma API 650 [1].
Seleccionando el número de laminas a utilizar se determinó la altura del tanque y con la
capacidad nominal requerida, se calculó el diámetro a través de la siguiente ecuación:
(13)
Donde:
C: Capacidad del Tanque, m3.
D: Diámetro del Tanque, m.
H: Altura del Tanque, m.
La capacidad del tanque se define en función del flujo volumétrico y el tiempo de
autonomía. A esta capacidad se le debe sumar la capacidad imbombeable, la cual es la
altura desde el fondo del tanque hasta la boquilla de descarga del tanque. Esta altura
está fijada por la norma API-650 [1], para una tubería de 254 mm de diámetro, la altura
debe ser de 381 mm.
2.4.2 Cálculo del peso (masa) del tanque
Según la norma API 650 [1], el espesor mínimo del piso no debe ser menor a
6,35 mm excluyendo cualquier sobre espesor por corrosión. Por ello se requiere
agregar el sobre espesor por corrosión de 3,175 mm a la placa del fondo, por lo tanto el
espesor de la placa del fondo fue de 9,52 mm.
El cálculo del peso se realiza relacionando la densidad del acero 7,850 kg/m3 con
el volumen de cada una de las láminas que conforman los distintos anillos del tanque.
m = ρxv (14)
donde
ρ: Densidad del acero, kg/m3
HDC 2785,0
51
m: Peso de la lámina, kg
v: Volumen de la lámina, m3
Las láminas utilizadas fueron de 1,83 m de ancho y 6,10 m de largo, por lo tanto,
el área de cada plancha fue de 11,2 m2.
Para el primer anillo, el espesor comercial de la plancha fue de 9,52 mm. Por lo
tanto, el volumen de cada lámina fue de 0,106 m3.
La cantidad de láminas requeridas por cada anillo vienen dado por la siguiente
relación matemática:
NLAMINAS = P/L = π*D/L (15)
donde
P: Perímetro de la circunferencia, m
π: Constante universal, 3,1416
D: Diámetro del tanque, m
L: Longitud de cada lamina, m
Tomando en cuenta que el fondo del tanque es una circunferencia, el área del
fondo se calculó con la siguiente ecuación:
(16)
donde:
A: Área de la circunferencia, m2
π: Constante universal, 3.1416
d: Diámetro del tanque, m
El volumen de la lámina del fondo se calculó a través del área del fondo y el
espesor del fondo del tanque, dicho volumen se relacionó con la densidad del acero y
se obtuvo el peso del fondo.
El peso del techo se calculó asumiendo que el área proyectada en el plano
horizontal del techo es el mismo que el área del fondo. Al relacionarse el espesor y el
volumen de la lámina del techo con la densidad del acero, se tiene el peso del techo.
El peso del tanque con el residuo y la emulsión se obtuvo relacionando el
volumen interior del tanque con la densidad del residuo y de la emulsión
respectivamente.
El volumen del tanque se define por la siguiente ecuación:
52
(17)
donde:
V: Volumen interno del tanque, m3
π: Constante universal, 3.1416
D: Diámetro del tanque, m
h: Altura del tanque, m
Con la densidad del residuo y de la emulsión, relacionándolo con el volumen
interno del tanque, se determinó el peso del líquido.
El peso de las soldaduras y accesorios del tanque, tales como, boquillas, tuberías y
accesorios es aproximadamente el 5% del total del peso del tanque vacio.
Finalmente se totalizaron todos los pesos para obtener el peso total del tanque lleno
de líquido.
2.5. Sistema de vapor
Para el diseño del sistema de distribución de vapor se plantearon tres puntos
focales de entrega. El vapor sobrecalentado se recibirá desde una refinería a través de
una tubería y los flujos a considerar son los requeridos por el serpentín del tanque de
residuo pesado, los intercambiadores de arranque, así como también para el sistema de
trazado de vapor de la tubería que transporta el residuo pesado.
Se dimensionó la red de distribución de vapor, de tal manera, que en cada punto
de entrega el vapor sea saturado. La función principal del vapor usado para el serpentín
del tanque T-01, fue mantener el residuo pesado con una viscosidad adecuada, para su
fácil manejo. Para el trazado de vapor se mantuvo una temperatura adecuada del
residuo pesado, facilitando su transporte a la Planta de Emulsificación y evitando de
esta manera que ocurra taponamiento en la tubería de recepción. Adicionalmente, el
flujo de vapor requerido para los intercambiadores de arranque tiene como función
calentar el agua de proceso de la planta.
Se modeló el sistema en un simulador de procesos, estableciéndose las
siguientes etapas:
53
Selección del fluido
La selección del tipo de fluido es vapor.
Correlaciones
La correlación empleada para evaluar la caída de presión es Beggs & Brill -
Moody (BBM).
Diseño del Proceso
Se emplearon tuberías, accesorios y válvulas de control en el sistema de
distribución de vapor. A partir de un plano isométrico se planteó una ruta de la tubería
que transporta el vapor desde el punto de entrega de la Refinería hasta los distintos
consumidores, tomando en cuenta los cambios de elevación, los accesorios y los
diámetros de tuberías a evaluar.
Datos de Entrada
En la Tabla 15 se listan los flujos y las condiciones del vapor empleadas para el
escenario de flujo máximo (arranque de la planta, alimentación de los intercambiadores,
trazado de vapor y serpentín) y el escenario de flujo normal (operación normal,
alimentación del trazado de vapor y serpentín).
Tabla 15. Flujo y condiciones del vapor en el punto de entrega
Parámetros Valores
Temperatura (ºC) 267
Presión mínima en el punto de entrega (kPa-g) 875,64
Presión máxima en el punto de entrega (kPa-g) 979,06
Flujo normal (kg/h) 448,1
Flujo máximo (kg/h) 9972,2
Obtención de Resultados
La caída de presión y las velocidades obtenidas en la simulación fueron
comparadas con los límites permisibles por normas, para obtener un dimensionamiento
óptimo de la red de distribución de vapor.
54
2.6. Productos elaborados por la disciplina proceso
2.6.1. Descripción del proceso
Planta de emulsificación
La corriente de residuo pesado alimenta a la Planta de Emulsificación a través de
una tubería de 20 cm de diámetro, pasando por un medidor de flujo fiscal, donde se
indica y registra el flujo recibido en el tanque de almacenamiento T-01. La capacidad
nominal de almacenamiento es 1494,5 m3 con una autonomía de 24 horas de operación
continua de la planta con dos (02) módulos operando al 100% de su capacidad. En este
tanque la temperatura es controlada de manera automática entre 95 y 110 ºC, utilizando
un serpentín de vapor de baja presión. Igualmente, la tubería de alimentación del
residuo pesado, tiene en todo el recorrido un trazado de vapor para mantener la
temperatura en el rango óptimo y evitar la restricción de flujo por incremento de la
viscosidad u obstrucción de la línea.
La corriente de residuo pesado almacenada en el tanque T-01 es enviada hacia
los mezcladores estáticos SM-01/02 a través de tres (03) bombas PR-02 A/B/C, dos
(02) bombas que operan en paralelo y una (01) de respaldo para ambos módulos, a una
presión manométrica de 345 kPa. La tasa volumétrica del residuo pesado es registrada
por un medidor de flujo en cada módulo que enviará una señal a los controladores de
flujo de los aditivos químicos y agua, de tal manera que la dosificación, de estos
componentes, se realice en la proporción exacta requerida por el proceso. En los
mezcladores estáticos SM-01/02 el residuo pesado es mezclado inicialmente con ácidos
grasos (TOFA: Tall Oil Fatty Acid), dosificado con la bomba PD-05 A/B, desde el tanque
de almacenamiento de TOFA T-04, con el fin de acondicionar el residuo.
La corriente del residuo acondicionado es enviada a los mezcladores estáticos
SM-03/04, dónde se mezcla con la corriente proveniente de los mezcladores estáticos
SM-05/06, respectivamente, para formar la pre-emulsión. La corriente proveniente de
los mezcladores estáticos SM-05/06 es una mezcla de nonilfenol etóxilado (NPE) con
agua de procesos y monoetanolamina (MEA).
El agua es suministrada a temperatura ambiente a través de las bombas de agua
PC-08 A/B/C a una presión manométrica de 345 kPa al enfriador de la emulsión
(E-03/04), donde es precalentada a 70 ºC. Luego el agua es pasada a los calentadores
de arranque (E-01/02) donde se controla la temperatura de salida con la inyección de
55
vapor de baja presión y luego es enviada a los mezcladores estáticos SM-05/06. El flujo
de agua es controlado por válvulas de control de acuerdo al flujo de residuo pesado.
En los mezcladores SM-05/06, se mezcla el agua de procesos con el surfactante
(NPE) dosificado con las bombas PD-06 A/B (una para cada mezclador) a una presión
manométrica de 344,74 kPa y un flujo de 0,12 m3/h, controlado a través de variadores
de velocidad que regulan el flujo entregado por las bombas.
Finalmente, la MEA se introduce a los mezcladores SM-05/06 con las bombas
PD-07 A/B. El flujo de inyección de este aditivo depende de los niveles de acidez (pH)
de las corrientes de salida de los mezcladores SM-05/06 antes de ser introducidas en
los mezcladores SM-03/04, respectivamente.
La corriente proveniente del mezclador estático SM-03/04 es dividida en dos; una
de las corrientes equivalente a un tercio (1/3) del flujo total se procesa en el molino
coloidal CM-01/02 para producir una emulsión con un diámetro de gota de 3 micrones,
el resto de la corriente irá hacia otros molinos CM-03/04 para producir una emulsión
con tamaño de gota de 10 micrones.
La corriente se divide en la proporción señalada anteriormente utilizando un
sistema de válvulas de control de flujo.
Con la finalidad de generar el tamaño de gota ideal de la emulsión, ambas
corrientes provenientes de los molinos coloidales, son mezcladas en los mezcladores
estáticos SM-07/08, para producir una emulsión bimodal con un tamaño de gota y
distribución deseado.
Para obtener un producto con una temperatura óptima para almacenamiento, la
emulsión es enfriada a través del intercambiador de calor de tubo y carcasa
E-03/04 hasta aproximadamente 75,4 ºC, aprovechando este paso para calentar el
agua de proceso que es utilizada en el mezclador estático SM-05/06. Posteriormente la
emulsión es enviada a los mezcladores estáticos SM-09/10 para homogenizar el
producto.
La emulsión final es almacenada en los tanques T-02/03 a presión atmosférica y
temperaturas en un rango entre 50 y 70 ºC.
Para garantizar que se cumplan los parámetros de calidad en la emulsión final, se
realiza un muestreo aguas abajo de los mezcladores SM-09/10 para determinar:
- Medición de tamaño de partícula.
- Viscosidad.
56
- Contenido de agua.
- pH.
De acuerdo a los resultados obtenidos de los análisis de laboratorio se deben
realizar los siguientes ajustes en el proceso:
- Si la viscosidad se encuentra fuera de rango, se debe ajustar el contenido de
agua en el mezclador estático (SM-05/06) para garantizar la homogeneización u
optimizar el diámetro de la gota.
- Si el contenido de agua se encuentra por debajo de lo ideal, se procederá a
añadir agua a la corriente que entra al mezclador estático SM-05/06. Si al salir la
corriente del mezclador estático SM-09/10, todavía presenta características fuera
de especificación, la emulsión es desviada al tanque T-08 de almacenamiento de
producto fuera de especificación, donde se realizarán los ajustes necesarios. El
tanque T-08 tiene una capacidad de 360,9 m3, suficiente para almacenar la
producción de un (01) tren durante un máximo de ocho (08) horas para realizar
ajustes en el proceso.
- Si existe formación de grumos, se debe agregar NPE y MEA y la emulsión se
reprocesa en el molino coloidal CM-05, recirculándose hacia el tanque T-08 a
través de la bomba PR-09 A/B.
- Si la emulsión presenta un diámetro de gota mayor que el deseado, se envía al
tanque T-08, se recircula, se agrega MEA y NPE y se reprocesa en el molino
coloidal CM-05. De igual forma se procede si la emulsión llegase a presentar una
gran distribución de diámetro de gota.
El producto se despacha hacia el muelle de gabarras a través de las bombas PR-01
A/B/C por una tubería de 25 cm de diámetro a una tasa de flujo de 480 m3/h (dos
bombas operando a flujo compartido), con una presión manométrica de 1052 kPa, es
una operación completamente manual. El volumen de producto despachado se
contabiliza a través del medidor de flujo.
Servicios industriales (requerimiento de vapor)
El vapor se recibe desde refinería a través de una tubería de 20 cm de diámetro con
aislamiento para protección personal de lana mineral a condiciones de 875,6 kPa
manométricos y 267 ºC. El flujo a suministrar para el arranque de la Planta es de 9972,2
kg/h de vapor de agua para el funcionamiento del serpentín del tanque de residuo
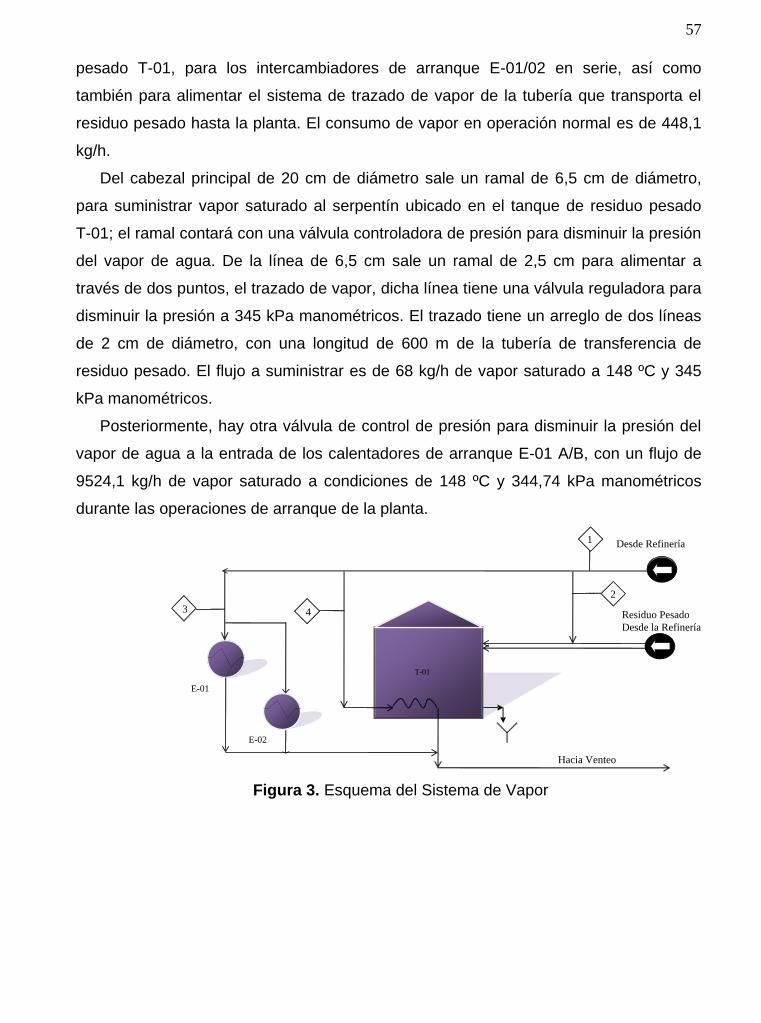
57
pesado T-01, para los intercambiadores de arranque E-01/02 en serie, así como
también para alimentar el sistema de trazado de vapor de la tubería que transporta el
residuo pesado hasta la planta. El consumo de vapor en operación normal es de 448,1
kg/h.
Del cabezal principal de 20 cm de diámetro sale un ramal de 6,5 cm de diámetro,
para suministrar vapor saturado al serpentín ubicado en el tanque de residuo pesado
T-01; el ramal contará con una válvula controladora de presión para disminuir la presión
del vapor de agua. De la línea de 6,5 cm sale un ramal de 2,5 cm para alimentar a
través de dos puntos, el trazado de vapor, dicha línea tiene una válvula reguladora para
disminuir la presión a 345 kPa manométricos. El trazado tiene un arreglo de dos líneas
de 2 cm de diámetro, con una longitud de 600 m de la tubería de transferencia de
residuo pesado. El flujo a suministrar es de 68 kg/h de vapor saturado a 148 ºC y 345
kPa manométricos.
Posteriormente, hay otra válvula de control de presión para disminuir la presión del
vapor de agua a la entrada de los calentadores de arranque E-01 A/B, con un flujo de
9524,1 kg/h de vapor saturado a condiciones de 148 ºC y 344,74 kPa manométricos
durante las operaciones de arranque de la planta.
Figura 3. Esquema del Sistema de Vapor
Desde Refinería
T - 01
Hacia Venteo
E-02
E-01
Residuo Pesado Desde la Refinería
2 3 4
1
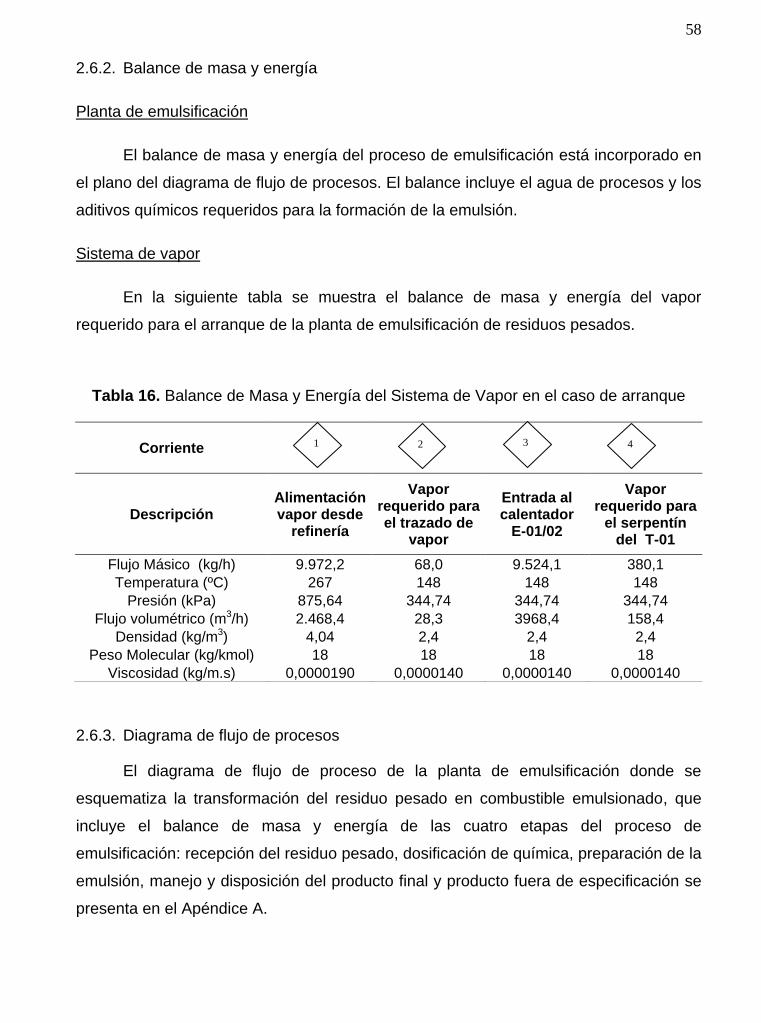
58
2.6.2. Balance de masa y energía
Planta de emulsificación
El balance de masa y energía del proceso de emulsificación está incorporado en
el plano del diagrama de flujo de procesos. El balance incluye el agua de procesos y los
aditivos químicos requeridos para la formación de la emulsión.
Sistema de vapor
En la siguiente tabla se muestra el balance de masa y energía del vapor
requerido para el arranque de la planta de emulsificación de residuos pesados.
Tabla 16. Balance de Masa y Energía del Sistema de Vapor en el caso de arranque
2.6.3. Diagrama de flujo de procesos
El diagrama de flujo de proceso de la planta de emulsificación donde se
esquematiza la transformación del residuo pesado en combustible emulsionado, que
incluye el balance de masa y energía de las cuatro etapas del proceso de
emulsificación: recepción del residuo pesado, dosificación de química, preparación de la
emulsión, manejo y disposición del producto final y producto fuera de especificación se
presenta en el Apéndice A.
Corriente
Descripción Alimentación vapor desde
refinería
Vapor requerido para el trazado de
vapor
Entrada al calentador
E-01/02
Vapor requerido para
el serpentín del T-01
Flujo Másico (kg/h) 9.972,2 68,0 9.524,1 380,1
Temperatura (ºC) 267 148 148 148
Presión (kPa) 875,64 344,74 344,74 344,74
Flujo volumétrico (m3/h) 2.468,4 28,3 3968,4 158,4
Densidad (kg/m3) 4,04 2,4 2,4 2,4
Peso Molecular (kg/kmol) 18 18 18 18
Viscosidad (kg/m.s) 0,0000190 0,0000140 0,0000140 0,0000140
1 2 3 4
CAPÍTULO III
DISCUSIÓN DE RESULTADOS
3.1 Sistema de recepción de materia prima
A partir de la curva ASTM y de la densidad del residuo pesado, producto
proveniente de la unidad de destilación de una refinería, se obtuvo la siguiente tabla de
viscosidades:
Tabla 17. Variación de la viscosidad del residuo pesado con la temperatura
Temperatura (ºC) Viscosidad (Pa.s)
35 1,4664
50 0,3832
60 0,1844
110 0,0165
La viscosidad es una de las propiedades físicas más relevante para definir el
dimensionamiento hidráulica de las tuberías de transporte. Como se puede observar la
viscosidad y la temperatura son inversamente proporcionales como ocurre en la
mayoría de los materiales: la viscosidad disminuye con el incremento de la temperatura.
En la Tabla 18 se muestran los resultados obtenidos en cuanto a velocidades de
flujo y caídas de presión para las tuberías de recepción de residuo pesado, con un flujo
máximo de 143,1 m3/h (900 bbl/h) y una longitud total de 1700 m. Para un
dimensionamiento óptimo de la tubería de recepción que interconecta la entrega de
materia prima a la salida de la torre de vacío con el tanque de almacenamiento de
residuo pesado T-01, ubicado en la planta de emulsificación, las velocidades y caídas
de presión deben estar dentro del rango establecido por la norma PDVSA [20].
A continuación se muestran los resultados de los diferentes escenarios evaluados
para el dimensionamiento hidráulico correspondiente al sistema de recepción que
abastece al tanque de almacenamiento de residuo pesado T-01, que es la materia
prima para la Planta de Emulsificación:
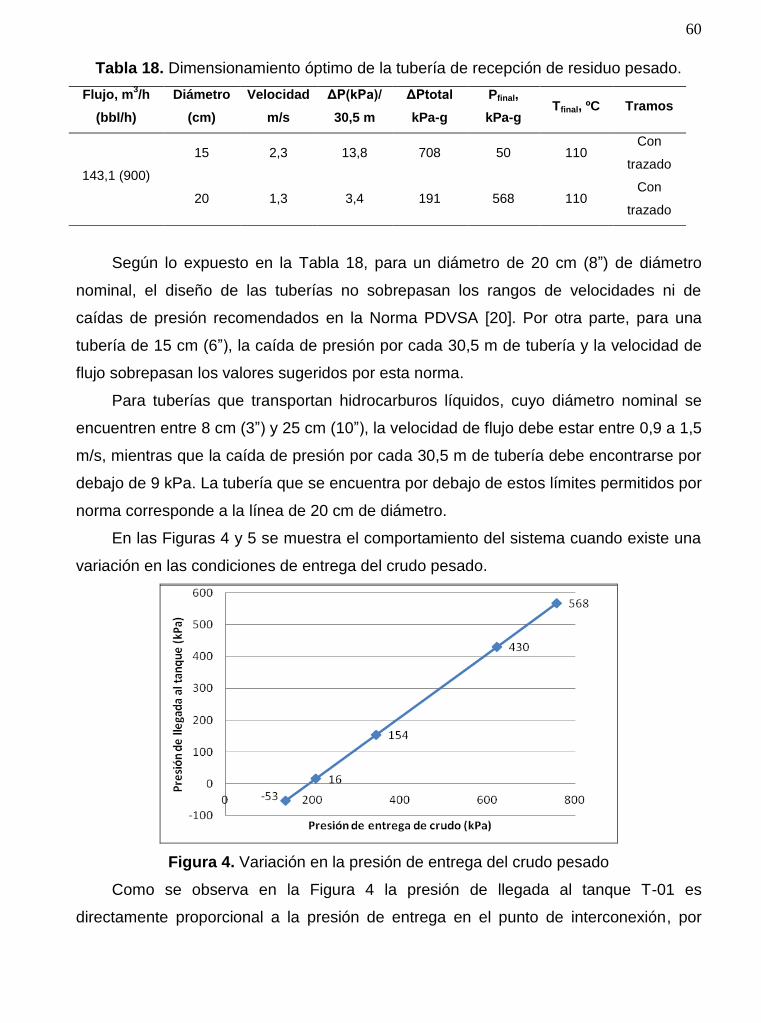
60
Tabla 18. Dimensionamiento óptimo de la tubería de recepción de residuo pesado.
Flujo, m3/h
(bbl/h)
Diámetro
(cm)
Velocidad
m/s
ΔP(kPa)/
30,5 m
ΔPtotal
kPa-g
Pfinal,
kPa-g Tfinal, ºC Tramos
143,1 (900)
15 2,3 13,8 708 50 110 Con
trazado
20 1,3 3,4 191 568 110 Con
trazado
Según lo expuesto en la Tabla 18, para un diámetro de 20 cm (8”) de diámetro
nominal, el diseño de las tuberías no sobrepasan los rangos de velocidades ni de
caídas de presión recomendados en la Norma PDVSA [20]. Por otra parte, para una
tubería de 15 cm (6”), la caída de presión por cada 30,5 m de tubería y la velocidad de
flujo sobrepasan los valores sugeridos por esta norma.
Para tuberías que transportan hidrocarburos líquidos, cuyo diámetro nominal se
encuentren entre 8 cm (3”) y 25 cm (10”), la velocidad de flujo debe estar entre 0,9 a 1,5
m/s, mientras que la caída de presión por cada 30,5 m de tubería debe encontrarse por
debajo de 9 kPa. La tubería que se encuentra por debajo de estos límites permitidos por
norma corresponde a la línea de 20 cm de diámetro.
En las Figuras 4 y 5 se muestra el comportamiento del sistema cuando existe una
variación en las condiciones de entrega del crudo pesado.
Figura 4. Variación en la presión de entrega del crudo pesado
Como se observa en la Figura 4 la presión de llegada al tanque T-01 es
directamente proporcional a la presión de entrega en el punto de interconexión, por
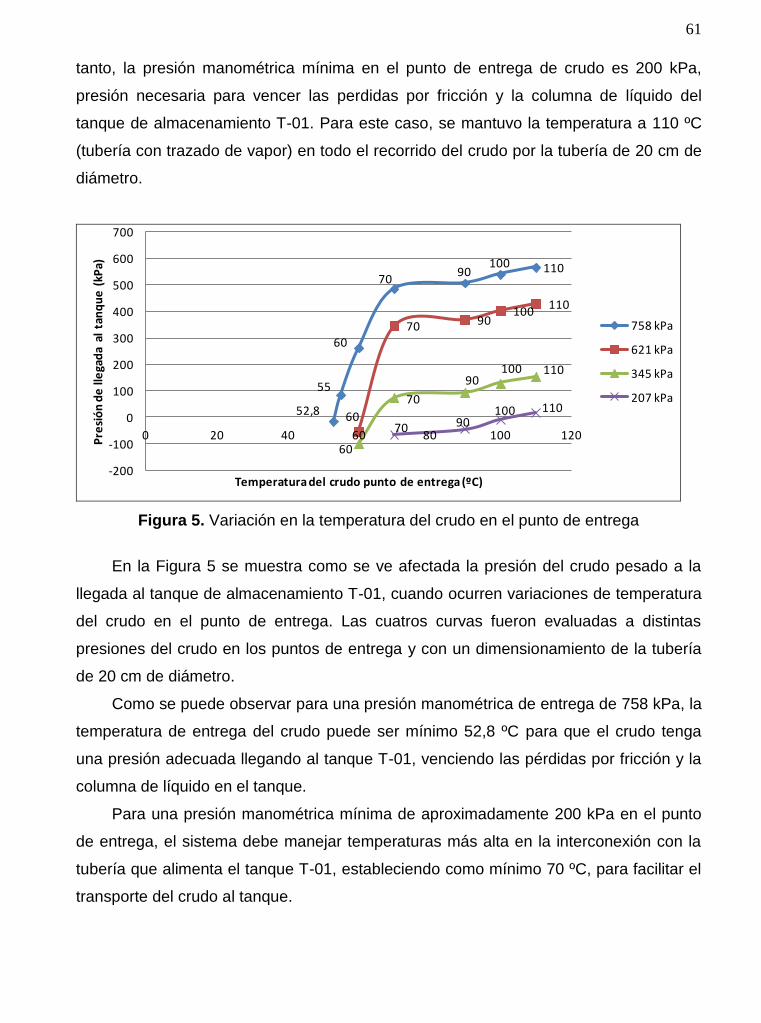
61
tanto, la presión manométrica mínima en el punto de entrega de crudo es 200 kPa,
presión necesaria para vencer las perdidas por fricción y la columna de líquido del
tanque de almacenamiento T-01. Para este caso, se mantuvo la temperatura a 110 ºC
(tubería con trazado de vapor) en todo el recorrido del crudo por la tubería de 20 cm de
diámetro.
11010090
70
60
55
52,8
110100
9070
60
11010090
70
60
1101009070
-200
-100
0
100
200
300
400
500
600
700
0 20 40 60 80 100 120Pre
sió
n d
e ll
ega
da
al t
anq
ue
(kP
a)
Temperatura del crudo punto de entrega (ºC)
758 kPa
621 kPa
345 kPa
207 kPa
Figura 5. Variación en la temperatura del crudo en el punto de entrega
En la Figura 5 se muestra como se ve afectada la presión del crudo pesado a la
llegada al tanque de almacenamiento T-01, cuando ocurren variaciones de temperatura
del crudo en el punto de entrega. Las cuatros curvas fueron evaluadas a distintas
presiones del crudo en los puntos de entrega y con un dimensionamiento de la tubería
de 20 cm de diámetro.
Como se puede observar para una presión manométrica de entrega de 758 kPa, la
temperatura de entrega del crudo puede ser mínimo 52,8 ºC para que el crudo tenga
una presión adecuada llegando al tanque T-01, venciendo las pérdidas por fricción y la
columna de líquido en el tanque.
Para una presión manométrica mínima de aproximadamente 200 kPa en el punto
de entrega, el sistema debe manejar temperaturas más alta en la interconexión con la
tubería que alimenta el tanque T-01, estableciendo como mínimo 70 ºC, para facilitar el
transporte del crudo al tanque.
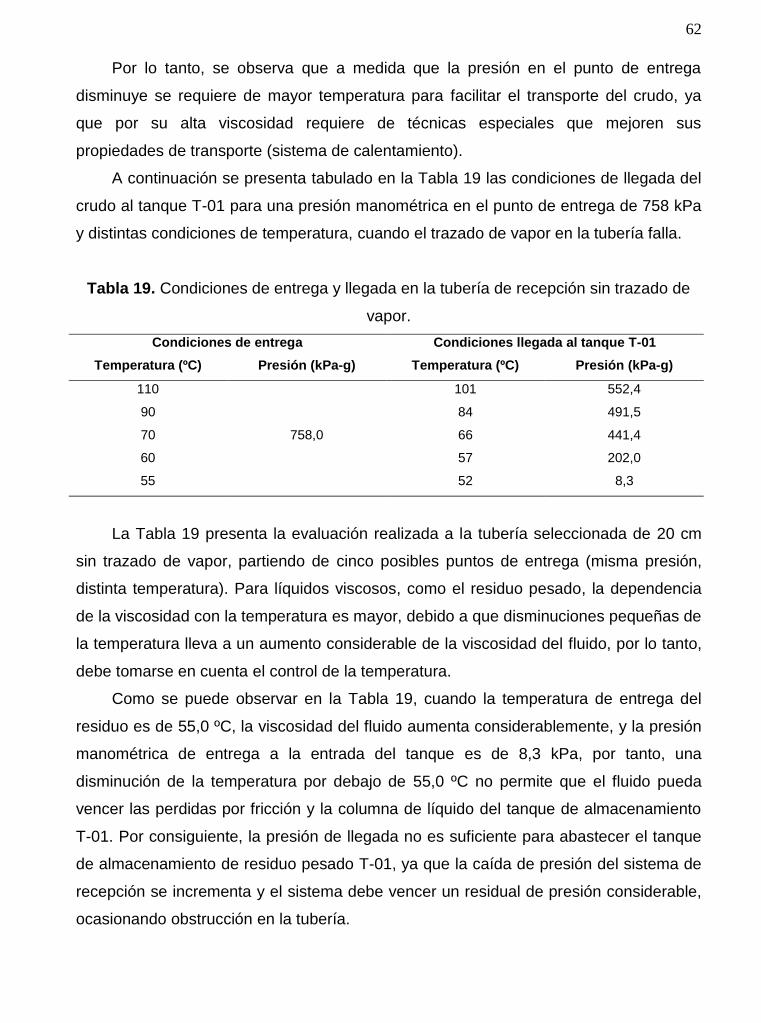
62
Por lo tanto, se observa que a medida que la presión en el punto de entrega
disminuye se requiere de mayor temperatura para facilitar el transporte del crudo, ya
que por su alta viscosidad requiere de técnicas especiales que mejoren sus
propiedades de transporte (sistema de calentamiento).
A continuación se presenta tabulado en la Tabla 19 las condiciones de llegada del
crudo al tanque T-01 para una presión manométrica en el punto de entrega de 758 kPa
y distintas condiciones de temperatura, cuando el trazado de vapor en la tubería falla.
Tabla 19. Condiciones de entrega y llegada en la tubería de recepción sin trazado de
vapor.
Condiciones de entrega Condiciones llegada al tanque T-01
Temperatura (ºC) Presión (kPa-g) Temperatura (ºC) Presión (kPa-g)
110
758,0
101 552,4
90 84 491,5
70 66 441,4
60 57 202,0
55 52 8,3
La Tabla 19 presenta la evaluación realizada a la tubería seleccionada de 20 cm
sin trazado de vapor, partiendo de cinco posibles puntos de entrega (misma presión,
distinta temperatura). Para líquidos viscosos, como el residuo pesado, la dependencia
de la viscosidad con la temperatura es mayor, debido a que disminuciones pequeñas de
la temperatura lleva a un aumento considerable de la viscosidad del fluido, por lo tanto,
debe tomarse en cuenta el control de la temperatura.
Como se puede observar en la Tabla 19, cuando la temperatura de entrega del
residuo es de 55,0 ºC, la viscosidad del fluido aumenta considerablemente, y la presión
manométrica de entrega a la entrada del tanque es de 8,3 kPa, por tanto, una
disminución de la temperatura por debajo de 55,0 ºC no permite que el fluido pueda
vencer las perdidas por fricción y la columna de líquido del tanque de almacenamiento
T-01. Por consiguiente, la presión de llegada no es suficiente para abastecer el tanque
de almacenamiento de residuo pesado T-01, ya que la caída de presión del sistema de
recepción se incrementa y el sistema debe vencer un residual de presión considerable,
ocasionando obstrucción en la tubería.
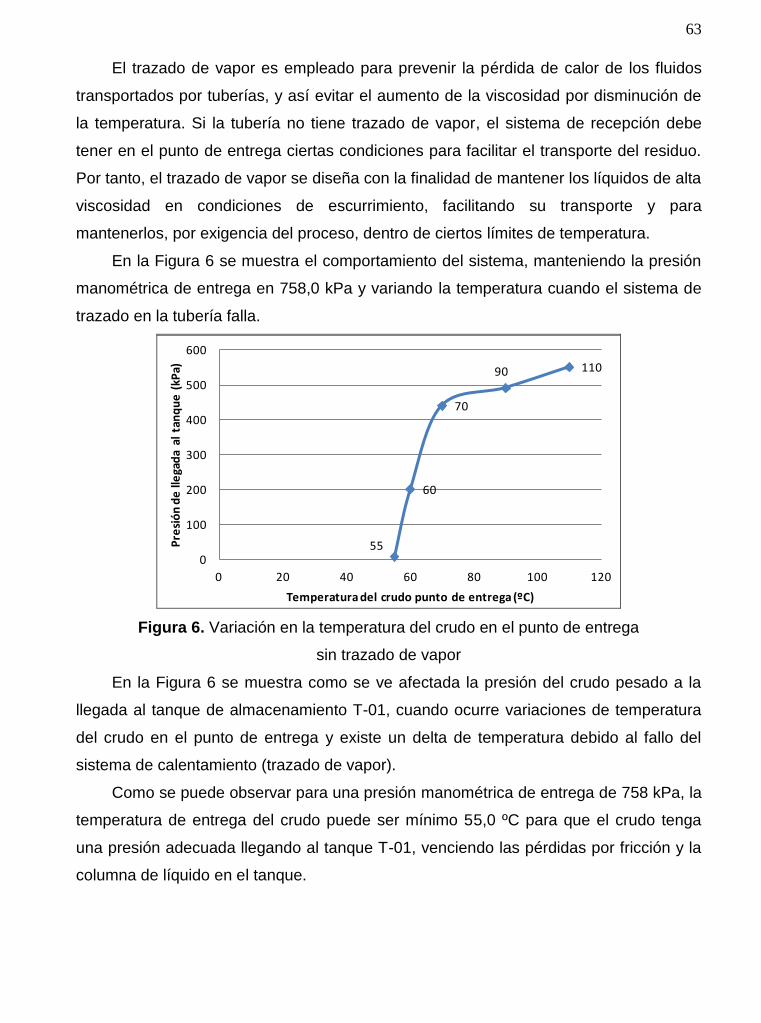
63
El trazado de vapor es empleado para prevenir la pérdida de calor de los fluidos
transportados por tuberías, y así evitar el aumento de la viscosidad por disminución de
la temperatura. Si la tubería no tiene trazado de vapor, el sistema de recepción debe
tener en el punto de entrega ciertas condiciones para facilitar el transporte del residuo.
Por tanto, el trazado de vapor se diseña con la finalidad de mantener los líquidos de alta
viscosidad en condiciones de escurrimiento, facilitando su transporte y para
mantenerlos, por exigencia del proceso, dentro de ciertos límites de temperatura.
En la Figura 6 se muestra el comportamiento del sistema, manteniendo la presión
manométrica de entrega en 758,0 kPa y variando la temperatura cuando el sistema de
trazado en la tubería falla.
11090
70
60
550
100
200
300
400
500
600
0 20 40 60 80 100 120
Pre
sió
n d
e ll
ega
da
al t
anq
ue
(kP
a)
Temperatura del crudo punto de entrega (ºC)
Figura 6. Variación en la temperatura del crudo en el punto de entrega
sin trazado de vapor
En la Figura 6 se muestra como se ve afectada la presión del crudo pesado a la
llegada al tanque de almacenamiento T-01, cuando ocurre variaciones de temperatura
del crudo en el punto de entrega y existe un delta de temperatura debido al fallo del
sistema de calentamiento (trazado de vapor).
Como se puede observar para una presión manométrica de entrega de 758 kPa, la
temperatura de entrega del crudo puede ser mínimo 55,0 ºC para que el crudo tenga
una presión adecuada llegando al tanque T-01, venciendo las pérdidas por fricción y la
columna de líquido en el tanque.
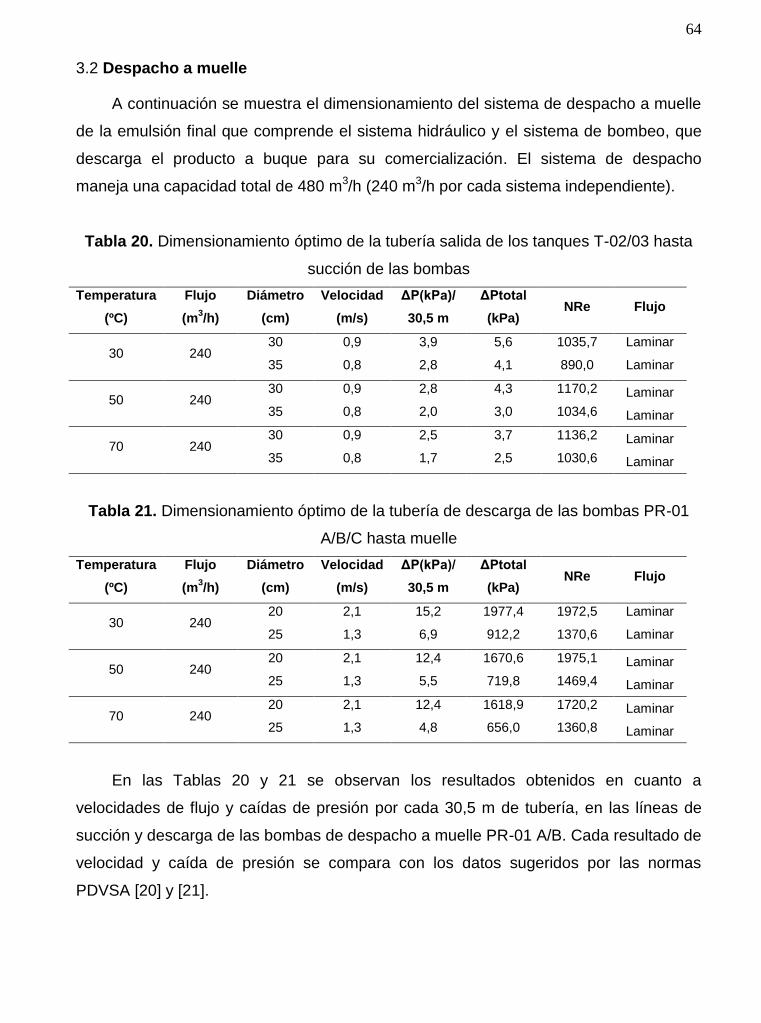
64
3.2 Despacho a muelle
A continuación se muestra el dimensionamiento del sistema de despacho a muelle
de la emulsión final que comprende el sistema hidráulico y el sistema de bombeo, que
descarga el producto a buque para su comercialización. El sistema de despacho
maneja una capacidad total de 480 m3/h (240 m3/h por cada sistema independiente).
Tabla 20. Dimensionamiento óptimo de la tubería salida de los tanques T-02/03 hasta
succión de las bombas
Temperatura
(ºC)
Flujo
(m3/h)
Diámetro
(cm)
Velocidad
(m/s)
ΔP(kPa)/
30,5 m
ΔPtotal
(kPa) NRe Flujo
30 240 30 0,9 3,9 5,6 1035,7 Laminar
35 0,8 2,8 4,1 890,0 Laminar
50 240 30 0,9 2,8 4,3 1170,2 Laminar
35 0,8 2,0 3,0 1034,6 Laminar
70 240 30 0,9 2,5 3,7 1136,2 Laminar
35 0,8 1,7 2,5 1030,6 Laminar
Tabla 21. Dimensionamiento óptimo de la tubería de descarga de las bombas PR-01
A/B/C hasta muelle
Temperatura
(ºC)
Flujo
(m3/h)
Diámetro
(cm)
Velocidad
(m/s)
ΔP(kPa)/
30,5 m
ΔPtotal
(kPa) NRe Flujo
30 240 20 2,1 15,2 1977,4 1972,5 Laminar
25 1,3 6,9 912,2 1370,6 Laminar
50 240 20 2,1 12,4 1670,6 1975,1 Laminar
25 1,3 5,5 719,8 1469,4 Laminar
70 240 20 2,1 12,4 1618,9 1720,2 Laminar
25 1,3 4,8 656,0 1360,8 Laminar
En las Tablas 20 y 21 se observan los resultados obtenidos en cuanto a
velocidades de flujo y caídas de presión por cada 30,5 m de tubería, en las líneas de
succión y descarga de las bombas de despacho a muelle PR-01 A/B. Cada resultado de
velocidad y caída de presión se compara con los datos sugeridos por las normas
PDVSA [20] y [21].
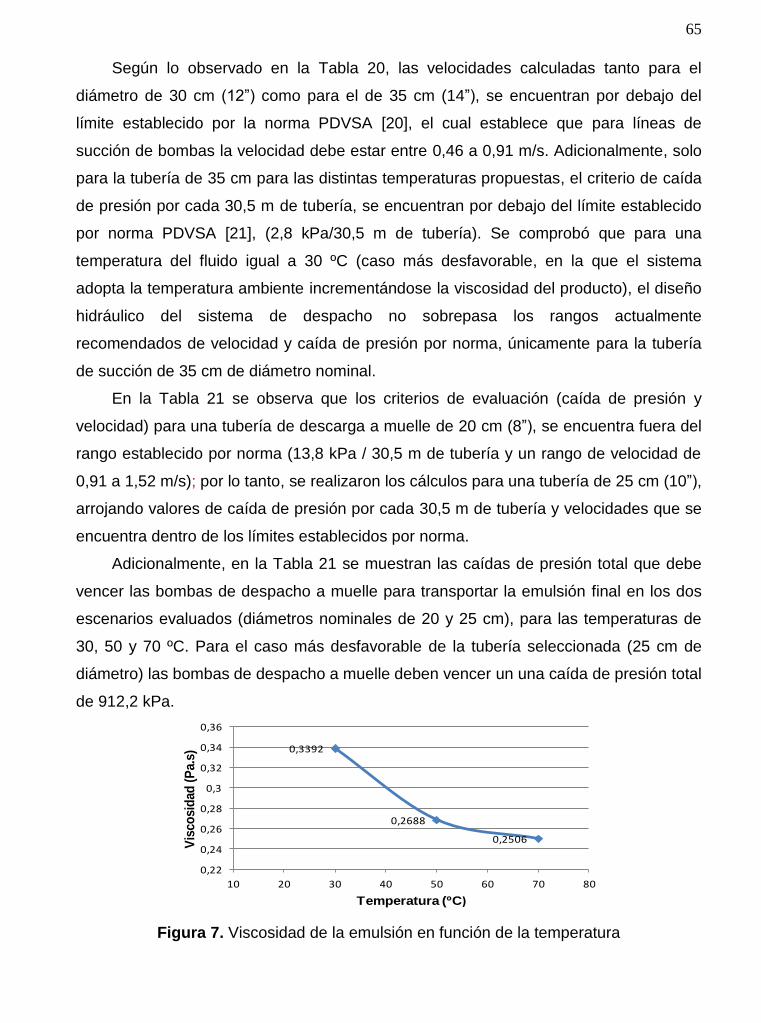
65
Según lo observado en la Tabla 20, las velocidades calculadas tanto para el
diámetro de 30 cm (12”) como para el de 35 cm (14”), se encuentran por debajo del
límite establecido por la norma PDVSA [20], el cual establece que para líneas de
succión de bombas la velocidad debe estar entre 0,46 a 0,91 m/s. Adicionalmente, solo
para la tubería de 35 cm para las distintas temperaturas propuestas, el criterio de caída
de presión por cada 30,5 m de tubería, se encuentran por debajo del límite establecido
por norma PDVSA [21], (2,8 kPa/30,5 m de tubería). Se comprobó que para una
temperatura del fluido igual a 30 ºC (caso más desfavorable, en la que el sistema
adopta la temperatura ambiente incrementándose la viscosidad del producto), el diseño
hidráulico del sistema de despacho no sobrepasa los rangos actualmente
recomendados de velocidad y caída de presión por norma, únicamente para la tubería
de succión de 35 cm de diámetro nominal.
En la Tabla 21 se observa que los criterios de evaluación (caída de presión y
velocidad) para una tubería de descarga a muelle de 20 cm (8”), se encuentra fuera del
rango establecido por norma (13,8 kPa / 30,5 m de tubería y un rango de velocidad de
0,91 a 1,52 m/s); por lo tanto, se realizaron los cálculos para una tubería de 25 cm (10”),
arrojando valores de caída de presión por cada 30,5 m de tubería y velocidades que se
encuentra dentro de los límites establecidos por norma.
Adicionalmente, en la Tabla 21 se muestran las caídas de presión total que debe
vencer las bombas de despacho a muelle para transportar la emulsión final en los dos
escenarios evaluados (diámetros nominales de 20 y 25 cm), para las temperaturas de
30, 50 y 70 ºC. Para el caso más desfavorable de la tubería seleccionada (25 cm de
diámetro) las bombas de despacho a muelle deben vencer un una caída de presión total
de 912,2 kPa.
0,3392
0,2688
0,2506
0,22
0,24
0,26
0,28
0,3
0,32
0,34
0,36
10 20 30 40 50 60 70 80
Vis
co
sid
ad
(P
a.s
)
Temperatura (ºC)
Figura 7. Viscosidad de la emulsión en función de la temperatura
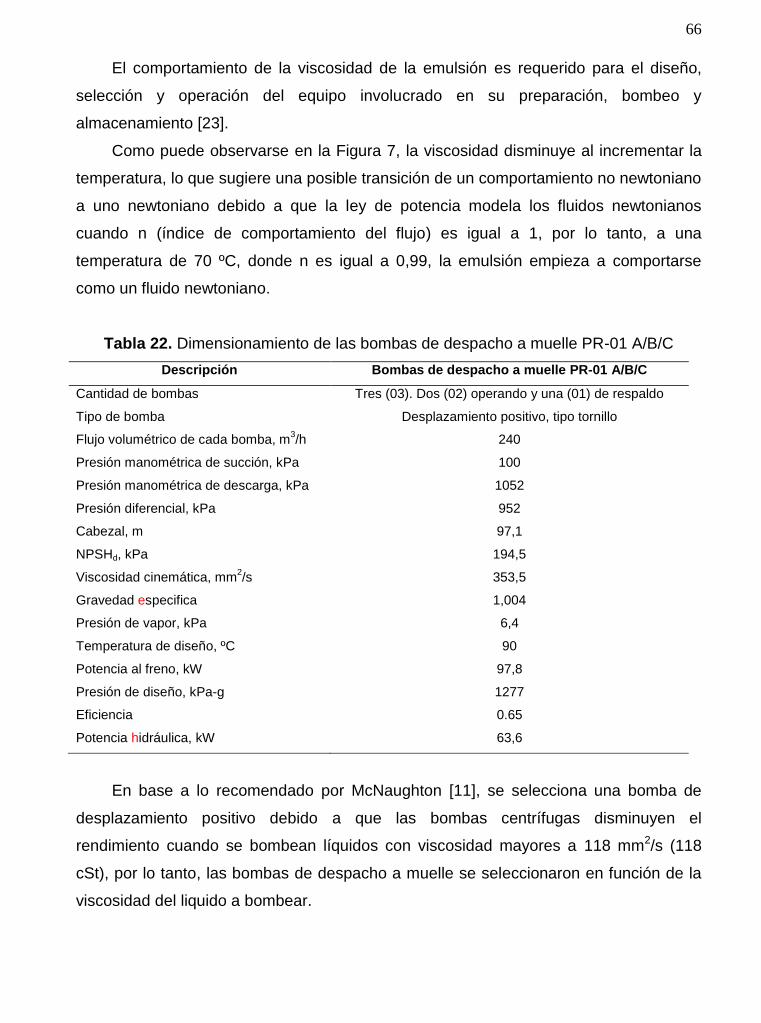
66
El comportamiento de la viscosidad de la emulsión es requerido para el diseño,
selección y operación del equipo involucrado en su preparación, bombeo y
almacenamiento [23].
Como puede observarse en la Figura 7, la viscosidad disminuye al incrementar la
temperatura, lo que sugiere una posible transición de un comportamiento no newtoniano
a uno newtoniano debido a que la ley de potencia modela los fluidos newtonianos
cuando n (índice de comportamiento del flujo) es igual a 1, por lo tanto, a una
temperatura de 70 ºC, donde n es igual a 0,99, la emulsión empieza a comportarse
como un fluido newtoniano.
Tabla 22. Dimensionamiento de las bombas de despacho a muelle PR-01 A/B/C
Descripción Bombas de despacho a muelle PR-01 A/B/C
Cantidad de bombas Tres (03). Dos (02) operando y una (01) de respaldo
Tipo de bomba Desplazamiento positivo, tipo tornillo
Flujo volumétrico de cada bomba, m3/h 240
Presión manométrica de succión, kPa 100
Presión manométrica de descarga, kPa 1052
Presión diferencial, kPa 952
Cabezal, m 97,1
NPSHd, kPa 194,5
Viscosidad cinemática, mm2/s 353,5
Gravedad especifica 1,004
Presión de vapor, kPa 6,4
Temperatura de diseño, ºC 90
Potencia al freno, kW 97,8
Presión de diseño, kPa-g 1277
Eficiencia 0.65
Potencia hidráulica, kW 63,6
En base a lo recomendado por McNaughton [11], se selecciona una bomba de
desplazamiento positivo debido a que las bombas centrífugas disminuyen el
rendimiento cuando se bombean líquidos con viscosidad mayores a 118 mm2/s (118
cSt), por lo tanto, las bombas de despacho a muelle se seleccionaron en función de la
viscosidad del liquido a bombear.
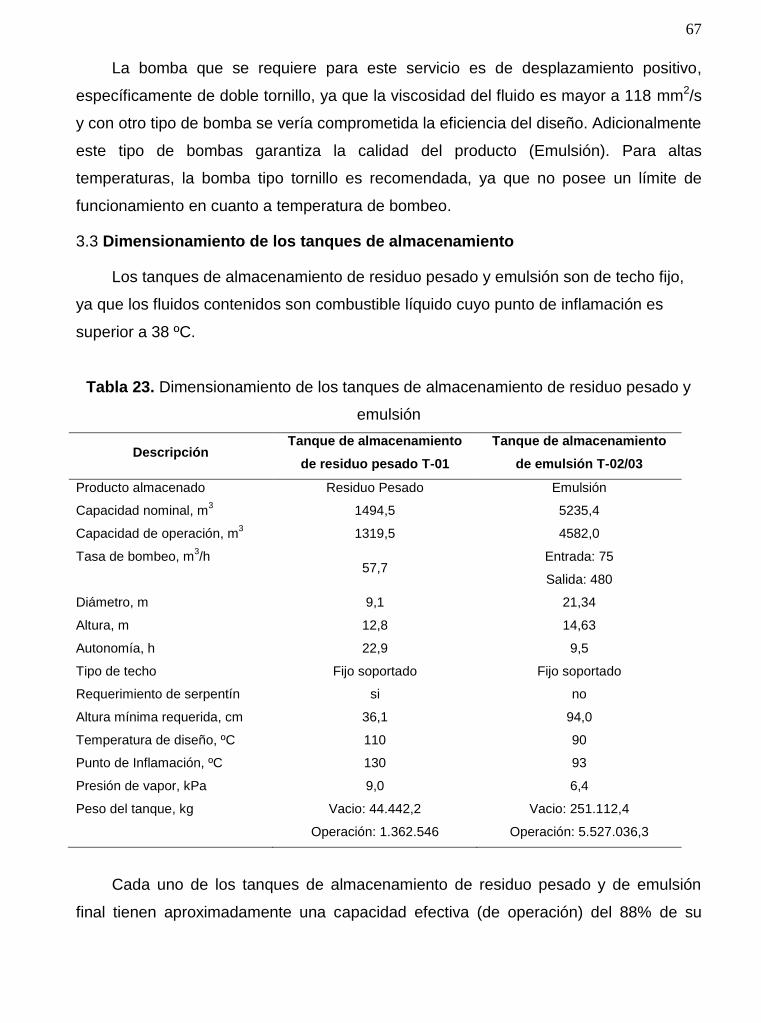
67
La bomba que se requiere para este servicio es de desplazamiento positivo,
específicamente de doble tornillo, ya que la viscosidad del fluido es mayor a 118 mm2/s
y con otro tipo de bomba se vería comprometida la eficiencia del diseño. Adicionalmente
este tipo de bombas garantiza la calidad del producto (Emulsión). Para altas
temperaturas, la bomba tipo tornillo es recomendada, ya que no posee un límite de
funcionamiento en cuanto a temperatura de bombeo.
3.3 Dimensionamiento de los tanques de almacenamiento
Los tanques de almacenamiento de residuo pesado y emulsión son de techo fijo,
ya que los fluidos contenidos son combustible líquido cuyo punto de inflamación es
superior a 38 ºC.
Tabla 23. Dimensionamiento de los tanques de almacenamiento de residuo pesado y
emulsión
Descripción Tanque de almacenamiento
de residuo pesado T-01
Tanque de almacenamiento
de emulsión T-02/03
Producto almacenado Residuo Pesado Emulsión
Capacidad nominal, m3 1494,5 5235,4
Capacidad de operación, m3 1319,5 4582,0
Tasa de bombeo, m3/h
57,7 Entrada: 75
Salida: 480
Diámetro, m 9,1 21,34
Altura, m 12,8 14,63
Autonomía, h 22,9 9,5
Tipo de techo Fijo soportado Fijo soportado
Requerimiento de serpentín si no
Altura mínima requerida, cm 36,1 94,0
Temperatura de diseño, ºC 110 90
Punto de Inflamación, ºC 130 93
Presión de vapor, kPa 9,0 6,4
Peso del tanque, kg Vacio: 44.442,2
Operación: 1.362.546
Vacio: 251.112,4
Operación: 5.527.036,3
Cada uno de los tanques de almacenamiento de residuo pesado y de emulsión
final tienen aproximadamente una capacidad efectiva (de operación) del 88% de su

68
capacidad nominal. La capacidad operativa de los tanques de almacenamiento se
definió en función del flujo volumétrico y el tiempo de autonomía.
Para mantener una temperatura adecuada en el tanque de almacenamiento de
residuo pesado se debe instalar un serpentín de calefacción, que es un tubo de acero
por el que circula vapor a baja presión, para facilitar el manejo del fluido almacenado.
En el tanque de residuo pesado el diámetro no excede el límite permitido según la
norma PDVSA [22], donde se establece que los líquidos inflamables o combustibles
susceptibles a rebosarse (crudo y productos con amplio rango de puntos de ebullición),
no deberán almacenarse en tanques de techo cónico mayores de 45 m de diámetro.
3.4 Sistema de vapor
A continuación se muestran los resultados para el dimensionamiento del sistema
de vapor que abastecerá los sistemas de calentamiento de la Planta de Emulsificación.
Tabla 24. Resultados Caso Operación Máxima Dimensionamiento Sistema de Vapor
Sección Diámetro
(cm)
Flujo
(m3/h)
Velocidad
(m/s)
ΔP(kPa)/
30,5 m
Presión
(kPa)
Temperatura
(ºC) Fase
Línea principal 20 9.972,2 21,2 1,8 825,31 240 SC(1)
Entrega trazado
de vapor 2,5 68,0 6,9 3,4 344,74 148 S
(2)
Entrega
Serpentín 6,5 380,1 7,1 2,2 344,74 148 S
(2)
Entrega
Intercambiador 20 9.524,1 20,1 2,5 344,74 148 S
(2)
FUENTE: (1) SC = Sobrecalentado; (2) S = Saturado
Tabla 25. Resultados Caso Operación Normal Dimensionamiento Sistema de Vapor
Sección Diámetro
(cm)
Flujo
(m3/h)
Velocidad
(m/s)
ΔP(kPa)
/ 30,5 m
Presión
(kPa-g)
Temperatura
(ºC) Fase
Línea principal 20 448,1 0,9 0,3 870,12 179 S(1)
Entrega trazado
de vapor 2,5 68,0 2,9 2,2 344,74 148 S
(1)
Entrega
Serpentín 6,5 380,1 4,2 1,0 344,74 148 S
(1)
FUENTE: (1) S = Saturado
69
En las Tablas 24 y 25 se observan los resultados obtenidos en cuanto a
velocidades de flujo, caídas de presión y condiciones de presión y temperatura en la
línea principal y en los puntos de entrega de vapor (serpentín del tanque de residuo
pesado T-01, trazado de vapor e intercambiadores de arranque). Cada resultado de
velocidad y caída de presión se comparó con los datos sugeridos por la norma PDVSA
[21]. Adicionalmente, para el dimensionamiento de las tuberías, se emplearon las
condiciones más desfavorables del sistema que corresponde a 875,6 kPa
manométricos y 267 ºC. El vapor entregado por la refinería es vapor sobrecalentado.
En la Tabla 24 se establecen los resultados del dimensionamiento del sistema de
vapor para el caso de operación máxima, que corresponde al flujo máximo requerido
para el arranque de la planta de emulsificación, alimentando el serpentín del tanque de
residuo pesado T-01, los intercambiadores de arranque E-01/02 en serie y el sistema de
trazado de vapor de la tubería que transporta el residuo pesado. En la Tabla 25 se
muestran los resultados para el caso de operación normal, en donde no se consideran
el consumo requerido para los intercambiadores de arranque de la planta de
emulsificación.
El cálculo hidráulico del sistema de vapor está diseñado para que no sobrepasen
los límites de velocidades de flujo recomendados por la norma PDVSA [20] que
corresponden a 61,0 m/s para tuberías que transportan vapor saturado y 76,2 m/s para
vapor sobrecalentado. Se puede observar que todas las secciones evaluadas están por
debajo del límite máximo recomendado, sin embargo, como se mencionó en las bases y
criterios de diseño en la norma PDVSA [20], se establece que el criterio mandatorio
para la selección de los diámetros de tuberías de proceso, tanto para líquidos como
gases, es la caída de presión.
La caída de presión para cada una de las secciones dimensionadas está por
debajo del límite máximo permitido por norma, que corresponde a 3,4 kPa por cada
30,5 m de tubería para presiones de vapor de 344,7 a 1034,2 kPa manométricos.
La operación normal del sistema de vapor, corresponde únicamente al consumo
del serpentín del tanque de almacenamiento de residuo pesado T-01 y al trazado de
vapor. Se puede observar que los valores de caída de presión y velocidad de flujo
disminuyeron con respecto a los valores obtenidos para el caso de operación máxima,
esto se debe a que se disminuyó en un 95% el requerimiento de flujo de vapor, ya que
70
el pico más alto de consumo que experimenta dicho sistema corresponde solamente al
arranque de la Planta.
Adicionalmente, en las Tablas 24 y 25 que corresponden al caso máximo y
normal de operación, respectivamente, puede observarse que en los distintos puntos de
entrega el vapor es saturado. Esto es de gran importancia debido a que el vapor
saturado es muy usado en los sistemas de calentamiento ya que tiene la propiedad de
poseer un elevado coeficiente de transferencia de calor, lo cual requiere tener un área
de transferencia de calor menor.
También se debe tener en cuenta, que la eficiencia de calentamiento se puede
ver reducida si se usa un vapor diferente al vapor seco para los procesos de
calentamiento. La pérdida de calor por radiación ocasiona que una parte del vapor se
condense, por tanto el vapor generado se vuelve más húmedo, y ese condensado
deberá ser removido con la instalación de trampas de vapor en puntos estratégicos de
la tubería que transporta dicho vapor.
En los puntos de entrega de vapor se deberá instalar válvulas reguladoras de
presión, para que la presión manométrica de entrega a los distintos puntos sea de 344,7
a 413,7 kPa.

71
CONCLUSIONES
- El dimensionamiento hidráulico de la tubería de recepción de residuo pesado que
permitirá abastecer al tanque de almacenamiento T-01 es de 20 cm de diámetro
nominal.
- Si el diseño de la tubería de recepción no contempla un sistema de trazado de
vapor se requerirá, en el punto de interconexión, una condición de temperatura
de entrega por encima a 55 ºC, a fin de que la caída de presión del sistema de
recepción sea el adecuado para el correcto transporte del residuo, sin verse
afectado el abastecimiento del tanque T-01 por obstrucción en la tubería.
- El cálculo hidráulico del sistema de despacho a muelle arrojó un
dimensionamiento de 35 cm en la tubería de succión de las bombas PR-01 A/B/C
y un diámetro nominal de 25 cm para la tubería de descarga.
- Para el caso más desfavorable, que corresponde a una temperatura de
despacho del fluido (emulsión final) igual a 30 ºC y la tubería seleccionada de 25
cm, las bombas de despacho a muelle deberán vencer un diferencial de presión
de 912,2 kPa.
- Cuando la temperatura de la emulsión es de 70 ºC, la emulsión empieza a
comportarse como un fluido newtoniano.
- Las bombas definidas para el sistema de despacho a muelle son de
desplazamiento positivo tipo tornillo ya que la viscosidad del fluido es mayor a
118 mm2/s. Con otro tipo de bomba se vería comprometida la eficiencia del
diseño.
- Los tanques de almacenamiento de residuo pesado (T-01) y emulsión final (T-
02/03) son de techo cónico, debido a que los punto de inflamación de los fluidos
a almacenar están por encima de 37,75 ºC y la presión de vapor por debajo de
10 kPa.

72
- El dimensionamiento hidráulico del sistema de vapor de la planta de
emulsificación de residuo pesado arrojó diámetros de 20 cm para la tubería
principal y el tramo que alimenta los intercambiadores, 6,5 y 2,5 cm para los
diferentes ramales que alimentan los dos puntos de entrega (serpentín y trazado
de vapor).
- Se comprobó que en los distintos puntos de entrega el vapor es saturado, lo que
representa una eficiencia en el sistema de vapor ya que posee un elevado
coeficiente de transferencia de calor.
- Se generaron los productos correspondientes a la disciplina de proceso
(Descripción de Procesos, Balance de Masa y Energía y Diagrama de Flujo de
Procesos) para el proyecto del diseño de una Planta de Emulsificación de
Residuos Pesados.
73
RECOMENDACIONES
- Se recomienda evaluar la hidráulica del sistema de recepción de residuos
pesados generados en diversas refinerías a partir de los datos de entrada
correspondiente a condiciones de presión y temperatura, curvas ASTM,
propiedades físicas y flujo, para la implementación de Plantas de Emulsificación
en Venezuela.
- Se recomienda la ejecución de una investigación con base en los resultados
obtenidos del dimensionamiento hidráulico de las líneas de despacho a muelle y
compararlos con los resultados obtenidos de otros modelos matemáticos
empleados para fluidos no-newtonianos de tipo seudoplásticos.
- Se recomienda dimensionar y calcular la línea de trazado de vapor
correspondiente a un tramo de tubería de longitud aproximada de 152,4 metros y
validar la hidráulica a través de un paquete de simulación especial.
Adicionalmente, se deberá realizar un estudio técnico-económico para comparar
la tecnología de trazado con vapor y trazado eléctrico.
- Se recomienda generar otros productos correspondientes a la disciplina de
proceso (Filosofía de Operación y Control, Diagrama de Tubería e
Instrumentación y el Manual de Operación) para el proyecto del diseño de una
Planta de Emulsificación de Residuos Pesados.
74
REFERENCIAS BIBLIOGRÁFICAS
1. American Petroleum Institute (API) Standard 650 (2005) Welded Steel Tanks for Oil Storage. Washington, USA. 2. Astudillo, R; Barriga, A. (2010). Diseño de una planta de emulsificación de Fuel Oil con capacidad de 18000 TM/año e interface de un caldero con la planta para aplicar el Método de Pérdidas de Calor ASME PTC 4.1 y determinar la eficiencia del caldero. Articulo tesis de grado. Facultad de Ingeniería en Mecánica y Ciencias de la Producción. Escuela Superior Politécnica del Litoral (ESPOL). Guayaquil, Ecuador. 3. Bird, R. B; Stewart, W. E. y Lightfoot, E. N. (1992). Fenómeno de Transporte. Estudio sistemático de los fundamentos del transporte de material, energía y cantidad de movimiento. Editorial Reverté, S.A., Barcelona, España. 4. Crane. (1992). Flujo de Fluidos en válvulas, accesorios y tuberías. Primera edición en español. Editorial McGraw-Hill/Interamericana de México, S.A. 5. COVENIN Norma Venezolana 288:1998 (ISO 1000-92). Sistema Internacional de Unidades, SI y recomendaciones para el uso de sus múltiples y de otras unidades. FONDONORMA. 6. Díaz García, A; Falcón Hernández, J. (2004). Estudio reológico de emulsiones del petróleo crudo cubano en agua. Tecnología química Vol. XXIV, No. 2 7. Gary, J. H; Handwerk, G. E. (2001). Petroleum Refining Technology and Economics. Cuarta Edición. Editorial Marcel Dekker, Inc. New York, United States of America. 8. Hernández, R; Fernández, C. y Baptista, P. (2003). Metodología de la Investigación. Editorial McGrawHill. Caracas, Venezuela. 9. INGLESA (1994). Diseño y cálculo de Tanques de Almacenamiento. 10. Jahangiri, P; Streblow, R; Muller, D. (2012). Simulation of Non – Newtonian Fluids using Modelica. Proceedings of the 9th International Modelica Conference. Munich, Germany. 11. Kenneth McNauhhton. (1992). Bombas Selección, uso y mantenimiento. Primera edición en español. Editorial McGraw-Hill/ Interamericana de México, S.A. 12. Laurencio, H; Delgado, Y. (2008). Propiedades reológicas de emulsiones de petróleo pesado en agua. Revista chilena de ingeniería, vol. 16 Nº 1, pp. 244-249. 13. Laurencio, H; Delgado, Y. (2008). Influencia de la temperatura en las propiedades reológicas de la emulsión de petróleo pesado. Minería y Geología / v.24. Instituto Superior Minero Metalúrgico, Holguín, Cuba.
75
14. Lopez, V. (2010). Trabajo de Investigación calculo de tuberías de vapor tipo tracing. Instituto tecnológico de Costa Rica escuela de ingeniería electromecánica. 15. Méndez Sánchez, A. F; Pérez – Trejo, L; Paniagua Mercado, A. M. (2009). Determinación de la viscosidad de fluidos newtonianos y no newtonianos. Escuela Superior de Física y Matemáticas Instituto Politécnico Nacional y la Universidad Nacional Autónoma de México. México Distrito Federal. 16. Montero, M; de Fuentes, J. Simulación del Sistema de absorción, enfriamiento del ácido y generación de vapor de una Planta de Ácido Sulfúrico. Escuela de Ingeniería Química, Universidad de Carabobo. Valencia - Venezuela. 17. Parra Castillo, Iran E. (2007). Efectos de las variables de formulación en la viscosidad de los sistemas emulsionados surfactante/agua/aceite. Trabajo Especial de Grado. Facultad de Ingeniería. Universidad del Zulia. Maracaibo, Venezuela. 18. PDVSA. Manual de diseño de proceso. Bombas; Principios Básicos. Nº MDP-02-P-02. Marzo, 1993. 19. PDVSA. Manual de diseño de proceso. Cálculos en servicio de Bombeo. Nº MDP-02-P-06. Noviembre, 1997. 20. PDVSA. Manual de Ingeniería de diseño. Dimensionamiento de tuberías de proceso. Nº 90616.1.024. Volumen 13-III Noviembre, 1993. 21. PDVSA. Manual de Ingeniería de diseño. Calculo Hidráulico de Tuberías. Nº L-TP-1.5. Volumen 13-III. Julio, 1994. 22. PDVSA. Manual de Ingeniería de riesgos. “Separación entre equipos e instalaciones” Nº IR-M-01. Abril, 1995. 23. Peralta, M; Arriola, A; Sánchez, R; Manzanares, E; Romo, C; Yeri de Coss, R. (2001). Nueva Tecnología para la emulsificación de residuales del petróleo en agua. Instituto de Investigaciones Eléctricas. 24. Rodríguez Talavera, R; Cataño Meneses, V. M; Martínez Madrid, M. (2001). Emulsiones Asfálticas. Secretaría de Comunicaciones y Transportes. Instituto Mexicano del Transporte. México. 25. Urdaneta Sandrea, Laurent Johanna. (2005). Efecto del factor humectante en la determinación de viscosidades para mezclas crudo – solvente. Trabajo Especial de Grado. Facultad de Ingeniería. Universidad del Zulia. Maracaibo, Venezuela. 26. Zorrilla Arena, S; Torres Xamar, M; Cervo, A; Bervian, P. (1983). Metodología de la Investigación. Editorial Mcgraw-Hill Interamericana.

76
APENDICE A