
RESULTADOS DE LA INVESTIGACIONvirtual.urbe.edu/tesispub/0039199/cap04.pdfRESULTADOS DE LA...
68
RESULTADOS DE LA INVESTIGACIÓN 89 CAPITULO IV RESULTADOS DE LA INVESTIGACION
Transcript of RESULTADOS DE LA INVESTIGACIONvirtual.urbe.edu/tesispub/0039199/cap04.pdfRESULTADOS DE LA...

RESULTADOS DE LA INVESTIGACIÓN
89
CAPITULO IV RESULTADOS DE LA INVESTIGACION

RESULTADOS DE LA INVESTIGACIÓN
90
CAPITULO IV
RESULTADOS DE LA INVESTIGACIÓN
A.- CONCEPTUALIZACIÓN
§ Ubicación Geográfica
El terminal de Puerto Miranda se halla ubicado en la parte norte del
Lago de Maracaibo, en la costa este de la zona conocida como estrecho
de Maracaibo. Este cumple una función centralizadora en la recolección
de crudos provenientes de los patios tanques de Bachaquero, Lagunillas,
Cabimas, y Palmarejo de Mara y a su vez surte a los buques de
Combustible para su exportación utilizado para la calefacción doméstica e
industrial, generadores eléctricos, etc.
El gráfico N° 10 brindará una mejor referencia de la ubicación del
Terminal de Embarque Puerto Miranda.
§ Descripción del Terminal
Figura 10. Ubicación del Terminal de Embarque Puerto Miranda. Fuente: tankerworld.com (05/03/02)
RESULTADOS DE LA INVESTIGACIÓN
91
El terminal de Puerto Miranda está conformado por treinta y tres (33)
tanques, de los cuales treinta (30) son de techo flotante, con una
capacidad de bombeo de 4.600 Mbls, de estos, diecinueve (2.593 Mbls)
están conectados al Oleoducto Caliente y once (2.007 Mbls) al Oleoducto
Frío. Los tanques restantes, tres (3), son de techo fijo pertenecientes al
Sistema de Combustible.
También consta de la estación L.O.L, planta de tratamiento de aguas
afluentes, dos (2) muelles de embarque, sistema de combustible,
calentadores, entre otros.
En este terminal se realizan una variedad de actividades o procesos
tales como: Aforamiento de Tanques, Análisis de Laboratorio, Recepción
de Crudos, Despacho de Crudos y de Combustible, Despacho de
Combustible para Consumo de los Buques y Operación del Sistema
Contra- Incendio.
Las facilidades de embarque del Terminal están constituidas por dos
muelles (No. 2 y 3), provistos cada uno de cuatro líneas de carga, dos de
retorno a tierra, una línea de deslastre a tierra, nueve bombas de carga y
treinta tanques de almacenamiento común a los dos muelles.
Cada muelle posee dos puestos de atraque, que tienen cuatro brazos
de carga tipo “CHICKSAN” de 12” para los cargamentos de crudo y
combustible para exportar, y uno de 8” que suministra combustible para
consumo de los buques.
1. Estudio de los procesos

RESULTADOS DE LA INVESTIGACIÓN
92
Existen dos operaciones fundamentales realizadas en el Sistema de
Mezcla de Combustible para Exportar, el despacho y la mezcla de
combustible para exportar.
A. PROCEDIMIENTO DE DESPACHO DE COMBUSTIBLE
PARA EXPORTAR
Los despachos de combustible para los barcos cisternas en Puerto
Miranda, se llevan a cabo de acuerdo con el programa diario de
embarques, que contiene toda la información necesaria para la realización
de los mismos.
Tan pronto como el buque sea atracado, suben a bordo los
representantes de las autoridades (Capitanía de Puerto- MTC, Aduana-
MH, Sanidad- MSAS, Extranjería - MRI y resguardo Marítimo- FAC), junto
con el agente respectivo, con el fin de llenar los requisitos exigidos por las
leyes venezolanas.
Al mismo tiempo, previa consignación de un permiso especial, suben
también dos operarios al buque, para efectuar la conexión buque/ tierra.
Según la información del buque, se aforan (nivel, temperatura, BSW y
API) los tanques que participaran en la mezcla y cargamento, y se
desplazan el contenido de las líneas de carga con el combustible a
exportar, dos horas antes de estar listo la operación.

RESULTADOS DE LA INVESTIGACIÓN
93
Al recibir el supervisor de despacho aviso del supervisor de muelles,
de que el buque está listo para empezar la carga, debe revisar si las
válvulas de deslastre de los brazos de carga están cerradas. Así mismo
es necesario que se verifique que las válvulas de los brazos de carga
estén abiertas y que no hallan válvulas cerradas en la línea de carga a
utilizarse, se debe encender el instrumento registrador de la rata de carga,
así como también, el verificar que halla flujo entre la línea de carga y los
tanques.
Para el despacho de los diferentes tipos de combustible y en los
diferentes brazos de carga a utilizar se deben abrir o cerrar las siguientes
válvulas:
CUADRO 1
VÁLVULAS QUE COMUNICAN LAS LÍNEAS DE CARGA CON LOS
BRAZOS DE CARGA
N° DE VÁLVULA
MUELLE N° 2 PUESTO N° 1 PUESTO N° 2
Válvulas que comunican a las líneas de carga
con los brazos de carga B C. #2 B C. #3 B C. #4 B C. #5 B C. #2 B C. #3 B C. #4 B C. #5
Línea de Carga N° 1 4021/794 4020/790 4021/786 4020/782 4022/814 4023/810 4022/806 4023/802
Línea de Carga N° 2 4066/794 4065/790 4066/786 4065/782 4067/814 4068/810 4067/806 4068/802
Línea de Carga N° 4 N/U N/U N/U N/U N/U N/U N/U N/U
Línea de Carga N° 5 N/U N/U N/U N/U N/U N/U N/U N/U
N° DE VÁLVULA
MUELLE N° 3 PUESTO N° 5 PUESTO N° 6
Válvulas que comunican a las líneas de carga
con los brazos de carga B C. #2 B C. #3 B C. #4 B C. #5 B C. #2 B C. #3 B C. #4 B C. #5
Línea de Carga N° 1 N/U N/U N/U N/U N/U N/U N/U N/U
Línea de Carga N° 2 N/U N/U N/U N/U N/U N/U N/U N/U
Línea de Carga N° 4 4100/944 4099/940 4100/936 4099/932 4101/964 4102/960 4101/956 4102/952
Línea de Carga N° 5 4129/944 4120/940 4129/936 4120/932 4198/964 4199/960 4198/956 4199/952
Fuente: Sánchez (2002).

RESULTADOS DE LA INVESTIGACIÓN
94
Luego del cierre y apertura de las válvulas se debe iniciar la
operación de bombeo, con previo aviso al personal del buque a través del
Supervisor de Muelles. Mientras ocurre esto es necesario vigilar la
indicación de nivel de los tanques utilizados para realizar la mezcla y el
flujo del crudo pesado que esta siendo añadido.
B. REALIZACIÓN DE LA MEZCLA DE COMBUSTIBLE PARA
EXPORTAR
Los componentes implicados en la mezcla de combustible a exportar
son los siguientes: Diluente, Búnker “C”, Gasoil y crudo pesado. El
sistema de combustible para exportar utiliza una variedad de crudos
pesados con características diferentes provenientes de los diferentes
patios tanques H-7 Cabimas (crudo Tía Juana Pesado), Lagunillas
(crudos Lagunillas y Laguna) y Bachaquero (crudo Bachaquero). Las
características de los crudos pesados pueden variar según su: gravedad
A.P.I, viscosidad, porcentaje de acidez, porcentaje de B.S.W (agua) y
porcentaje de azufre.
Este crudo pesado se almacena en los tanques de almacenamiento,
en las secciones “C” (Carlos) y “D” (Darío) del Terminal de Embarque de
Puerto Miranda.
El Búnker “C”, se obtiene mezclando crudo laguna con Diluente o
Gasoil en determinada proporción. Las características generales de este
combustible son:

RESULTADOS DE LA INVESTIGACIÓN
95
Viscosidad Redwood No. 1 a 100° F
(min/max) 4.000/ 4.500 segs.
Punto de Inflamación (min) 154° F
Agua de destilación (max) 1,0 %
El Diluente y el Gasoil, son otros de los componentes utilizables en la
preparación del combustible. El Diluente y el Gasoil están en los tanques
B-1 y B-2 respectivamente. Estos dos elementos son transportados desde
la Refinería Cardón por buques u oleoductos hasta el Terminal de
Embarque Puerto Miranda.
Para realizar la mezcla bien sea de crudo pesado con Diluente, o
crudo pesado con Gasoil, o crudo pesado con Búnker “C”, la última
opción, una combinación de todos los componentes se deben abrir una
serie de válvulas según la línea de carga.
CUADRO 2
VÁLVULAS QUE COMUNICAN A LOS TANQUES CON LAS LÍNEAS
DE CARGA
N° DE VÁLVULA
COMBUSTIBLE CRUDO PESADO
Válvulas que comunican a los tanques con las líneas de carga Diluente B-1 Bunker B-2 Gasoil B-4 C-2 C-3 C-4 C-5 D-1 D-2 D-3 D-4 D-5
Línea de Carga N° 1 330/340 330/340 330/340 1203 1211 1203 1211 273 283 293 303 313 Línea de Carga N° 2 331/341 331/341 331/341 1204 1212 1204 1212 274 284 294 304 314 Línea de Carga N° 4 333/343 333/343 333/343 1225 1226 1225 1226 276 286 296 306 316 Línea de Carga N° 5 334/344 334/344 334/344 1229 1230 129 1230 277 287 297 307 317
Previa apertura o cierre de válvulas y la puesta en funcionamiento de
las bombas de carga, el buque le informa al operador las especificaciones
o características del combustible que está siendo solicitado y el operador
procede a realizar los cálculos respectivos para conocer la cantidad
Fuente: Sánchez (2002).
RESULTADOS DE LA INVESTIGACIÓN
96
concerniente a cada ingrediente y la rata con que debe ser inyectado el
combustible al buque.
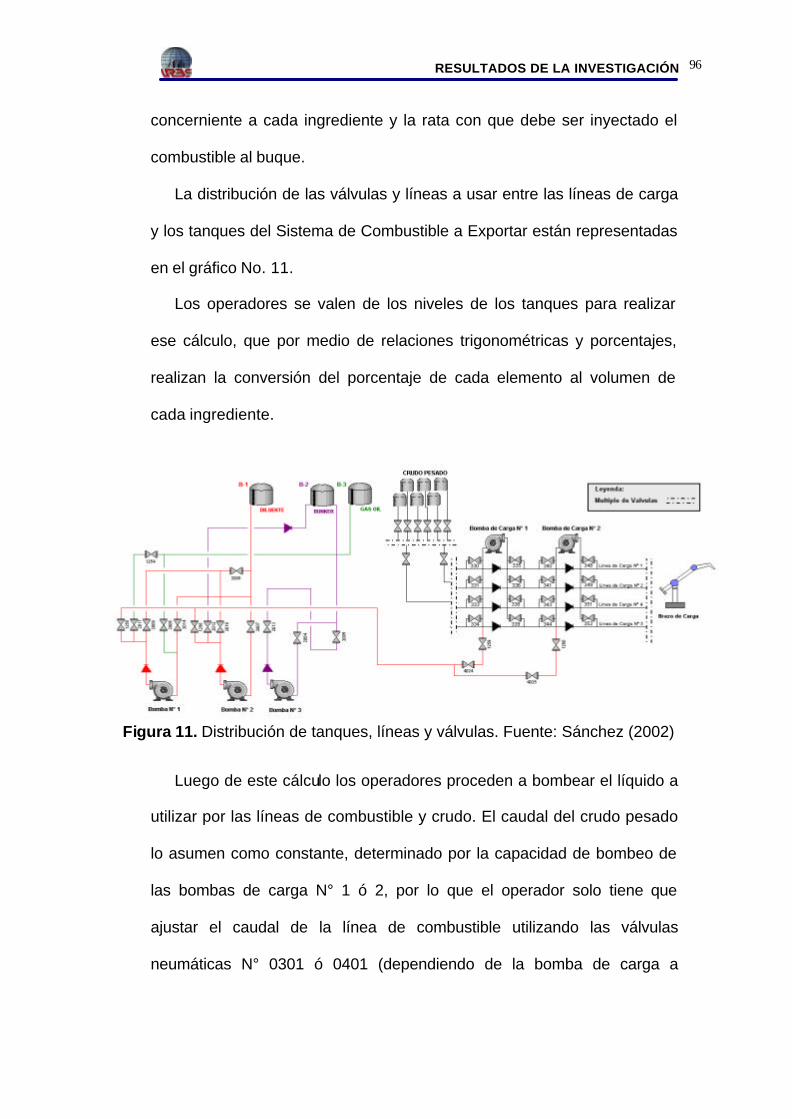
La distribución de las válvulas y líneas a usar entre las líneas de carga
y los tanques del Sistema de Combustible a Exportar están representadas
en el gráfico No. 11.
Los operadores se valen de los niveles de los tanques para realizar
ese cálculo, que por medio de relaciones trigonométricas y porcentajes,
realizan la conversión del porcentaje de cada elemento al volumen de
cada ingrediente.
Luego de este cálculo los operadores proceden a bombear el líquido a
utilizar por las líneas de combustible y crudo. El caudal del crudo pesado
lo asumen como constante, determinado por la capacidad de bombeo de
las bombas de carga N° 1 ó 2, por lo que el operador solo tiene que
ajustar el caudal de la línea de combustible utilizando las válvulas
neumáticas N° 0301 ó 0401 (dependiendo de la bomba de carga a
Figura 11. Distribución de tanques, líneas y válvulas. Fuente: Sánchez (2002)

RESULTADOS DE LA INVESTIGACIÓN
97
utilizar), las cuales están entre las bombas del sistema de combustible y
las bombas carga. Esto con el fin de que se inyecte solo la cantidad de
combustible estipulada, para que la mezcla tenga las características
requeridas por el comprador.
A continuación se presenta un ejemplo del cálculo efectuado por los
operadores para hallar la cantidad volumétrica necesaria para cada
componente implicado en la mezcla de combustible para exportar.
El buque “La Florida” solicita un combustible de 280 CST. El CST es
una de densidad cinemática utilizada muy frecuentemente por los
operadores. El operador convierte los CST a V50 (122 °F), debido a que
el operador esta más familiarizado con esta nomenclatura, esto lo realiza
por medio de unas tablas de conversión que están estandarizadas
internacionalmente. El resultado de la conversión es 32.2 V50, en el
tanque B-1 hay 12.2 V50 y el tanque C-4 tiene 38,2 V50.
Los V50 de los componentes que están en los tanques B-1 y C-3 se
restan a los 32,2 V50 del combustible requerido. Con las diferencias
obtenidas se determinan los porcentajes de los componentes a ser
mezclados. Estos porcentajes son usados como referencia para que el
operador halle la equivalencia en barriles por medio de una relación
trigonométrica, es decir, conociendo previamente la cantidad de
combustible que el buque está comprando y el porcentaje de cada
componente, realizando una regla de tres se hallará la cantidad
volumétrica que se debe bombear de cada uno de los componentes.
Cantidad de barriles pedidos: 30.000,00

RESULTADOS DE LA INVESTIGACIÓN
98
Combustible requerido: 32,2 V50
Tanque B-1: 12.2 V50
Tanque C-3: 38,2 V50
Esta es la resta entre el V50 requerido y el de los dos componentes.
32,2 – 12,2 = 20,0
38,2 – 32,2 = 6,0
Con el resultado de estas dos sustracciones se calculan los
porcentajes de cada uno de los componentes.
Dando como resultado:
20,0 76.92%
6,0 23.8%
26,0 100,00%
Seguido a esto, el operador convierte el porcentaje a barriles.
76.92% 23.076 barriles
23,8% 6924 barriles
100,00% 30.000 barriles
El cálculo realizado en el ejemplo muestra la manera de calcular la
cantidad de cada ingrediente que se debe utilizar para conseguir una
viscosidad especifica para una cantidad volumétrica total especifica. El
procedimiento es el mismo para conseguir el A.P.I, o el porcentaje de
B.S.W, o el porcentaje de azufre o el porcentaje de acidez.
En la actualidad este cálculo realizado en la sala de control lo realiza
una tabla “Exel” la cual suma la cantidad total de líquido a obtener y
calcula los promedio de A.P.I, B.S.W, azufre, acidez y viscosidad (V-50).

RESULTADOS DE LA INVESTIGACIÓN
99
El gráfico N° 12 es una muestra de la tabla en “exel” utilizada por los
operadores para el cálculo de la cantidad volumétrica de cada ingrediente
para la mezcla, para que el combustible o crudo quede dentro de las
especificaciones solicitadas por el cliente.
En el gráfico N° 13 se puede observar de manera esquemática como
se realiza el proceso de mezcla de combustible para exportar, los
dispositivos utilizados y el flujo de la información.
Figura 12. Estimación de características de mezcla. Fuente: Sala de Control T.E.P.M (2002)
Figura 13. Esquemático del Sistema de Mezcla Existente. Fuente: Sánchez (2002)

RESULTADOS DE LA INVESTIGACIÓN
100
Actualmente el proceso de mezcla de combustible para exportar esta
siendo realizado manualmente sin el apoyo de ningún instrumento
adecuado para que el proceso sea controlado de la manera más efectiva,
solo se cuenta con la información proveniente del sistema ENTIS PRO el
cual nos permite conocer el nivel y la temperatura de los líquidos que
están en los tanques, dejando así, una serie de decisiones y tareas al
operador, que por la misma falta de información no esta en la óptima
capacidad de realizar.
Estas deficiencias en el proceso de mezcla de combustible para
exportar conllevan así, a los inaceptables vaciados de tanque por estar el
producto fuera de especificaciones, a los re- procesos tanto
administrativos como operacionales y a las penalizaciones económicas
por sobre estadía de los buques receptores.
La utilización de este sistema de mezclado tiene las siguientes
desventajas:
Penalizaciones económicas: Estos se producen por diferentes causas,
entre ellas, que el combustible quede fuera de las especificaciones, lo que
ha ocasionado perdidas económicas a la industria petrolera. Como
ejemplo, MARAVEN en el año 1996 pagó la cantidad de Bs.
400.067.593,05 por concepto de penalizaciones (sobre estadía, perdida
de marea, combustible fuera de especificaciones). Además del costo
operativo y administrativo que se produce por el vaciado del buque y el
reporte del mismo.

RESULTADOS DE LA INVESTIGACIÓN
101
Falta de confiabilidad y eficiencia: Al carecer de un sistema
automatizado que permita el control y la supervisión del proceso, y
dejando en manos del operador todas las decisiones y operaciones para
realizar la mezcla, que va desde la decisión de que tanques
(componentes) se utilizarán y la cantidad de líquido de cada uno de los
componentes se utilizará, hasta el control y compensación por desviación
del caudal en la línea de combustible, lo cual aumenta la probabilidad de
que el operador realice una operación errónea o a destiempo.
Esto influye directamente en el proceso como tal, disminuyendo la
garantía de que los procesos y procedimientos sean correctamente
realizados, y disminuyendo la confiabilidad de que el producto quede
dentro de las especificaciones y al momento esperado.
Desperdicio de horas / hombre: La finalidad del sistema de
combustible para exportación, es realizar la mezcla del combustible
dentro de las características exigidas por el cliente en el menor tiempo
posible. Debido a que el sistema actual no cuenta con un procedimiento
de control y supervisión por medio de un sistema automatizado, el
operador tiene que ejecutar, supervisar e inspeccionar una serie de tareas
anacrónicas y tediosas que malgastan el tiempo del operario, que podrían
ser eliminadas al actualizar de manera tecnológica y estructural el sistema
y sus operaciones, permitiendo que el operador ocupe su atención hacia
otra actividad.

RESULTADOS DE LA INVESTIGACIÓN
102
2. Familiarización
Con la finalidad de minimizar los errores y defectos en el proceso de
mezcla de combustible y brindarle al cliente el producto que él exige, (con
la calidad más alta posible y al tiempo requerido), se ubicó la bibliografía
relacionada con el tema, se organizaron visitas a las diferentes
instalaciones pertenecientes al Sistema de Combustible para Exportar y
se realizaron entrevistas no estructuradas al personal que opera en la
sala de control, a los mantenedores y jefes del terminal. Por medio de
estas actividades se obtuvo la información necesaria para conocer a
fondo las necesidades de los clientes y comprender el proceso a
profundidad, identificándose así las operaciones que no le aporten valor
agregado al proceso y aquellas operaciones en donde se requiera de un
sistema de apoyo para que el proceso sea bien ejecutado.
Entonces por estas actividades (visitas y entrevistas) se logró
evidenciar que el sistema previamente nombrado está compuesto
básicamente por tanques, sistemas de bombeo y líneas (tuberías), que
son los elementos primordiales para el suministro de combustible de
exportación a los buques que atracan el Terminal de Embarque Puerto
Miranda. También existen otros elementos dentro del sistema que no son
primordiales pero son igualmente necesarios para el regular desempeño
del sistema, tales como: filtros, instrumentación, válvulas de control, entre
otros.

RESULTADOS DE LA INVESTIGACIÓN
103
Tanques
Tanques de Combustible. El almacenamiento del combustible está
integrado por tres tanques de techo fijo de 80.000,00 barriles c/u.
Cada tanque cuenta con las siguientes facilidades:
§ Transmisor de nivel y detector de temperatura, para la indicación en la
sala de control (Sistema de medición de nivel tipo radar).
§ Interruptores de alto/bajo nivel, como detectores de los puestos
críticos de las operaciones de llenado y vaciado, los cuales son
señalizados mediante alarmas sonoras y luminosas en la sala de
control,
§ Las alarmas de alto nivel están ajustadas a 1.400,0 cms. y las de bajo
nivel a 198,0 cms.
§ Línea de recibo/ entrega interconectada a los muelles.
Tanques de Crudo. El área de almacenamiento de crudos está
integrada por treinta (30) tanques de techo flotante, de los cuales
diecinueve (19) están conectados al Oleoducto Caliente, con una
capacidad de almacenaje que varía entre 150.000 y 180.000 barriles y
once (11) al Oleoducto Frío, con una capacidad de almacenaje que varía
entre 160.000 y 350.000 barriles.
Cada uno de los tanques está provisto de las siguientes facilidades:
§ Línea de distribución que los une al Oleoducto Frío o Caliente, para la
operación de recibo y líneas de carga y retorno, para la operación de
despacho.
RESULTADOS DE LA INVESTIGACIÓN
104
§ Transmisor de nivel y detector de temperatura para indicación remota
en la Sala de Control (Sistema de medición de nivel tipo radar).
§ Interruptores de alto nivel para detectar los puntos críticos de las
operaciones de llenado y vaciado, los cuales son señalizados
mediante alarmas sonoras y luminosas en la Sala de Control.
Puntos de Ajuste. Las alarmas de alto nivel están ajustadas de
acuerdo al alto “Nivel Máximo de Seguridad“ y al bajo nivel a 200,0 cms. ,
con excepción de los tanques J-1, H-1 y H-2, cuyo punto de ajuste es a
250,0 cms.
Los techo flotantes están construidos para flotar sobre el petróleo con
gravedades especificas de 0,7 a 1,0 y pueden dividirse en dos categorías:
Los techos flotantes tipo Pontón y los techos flotantes tipo doble
cubierta.
Los techos tipo Pontón pueden soportar 10 pulgadas (250mm) de
agua de lluvia en la cubierta central cuando el techo esta flotando.
Los techos tipo doble cubierta están equipados con drenajes de
emergencia. Esto es posible porque el nivel del petróleo en el tanque,
siempre será más bajo que el nivel del agua de lluvia en la cubierta
central. En consecuencia el techo de la cubierta soportará solamente una
acumulación de agua de lluvia limitada en su punto más bajo, donde los
drenajes de emergencia comenzarán a funcionar tan pronto como se
hayan acumulado 15 cms. de agua.
Los treinta tanques de crudo en Puerto Miranda, son de techo flotante,
de los cuales cinco (5) tiene techo flotante tipo Pontón, a saber: H-1, H-2,

RESULTADOS DE LA INVESTIGACIÓN
105
H-3, H-4 y J-1, y el resto de los tanques, tienen techo flotante tipo doble
cubierta.
De los treinta tanques de crudo en el Terminal de Embarque Puerto
Miranda, solo nueve (9) tanques (“C” y “D”), son los usados para
almacenar crudo pesado utilizado para en el sistema de combustible a
exportar.
El sistema utilizado para el manejo de inventario de los tanques de
almacenamiento tanto de crudo como de combustible es denominado
software de inventario “ENTIS PRO”, este sistema recibe la información
del nivel y la temperatura del líquido en los tanques desde dispositivos de
medición que están colocados en cada uno de los tanques de
almacenamiento de hidrocarburos de la localidad. El “ENTIS PRO” dentro
de sus funciones realiza inventarios en tiempo real, despliegues gráficos y
numéricos, visualizados en monitores que permiten al operador
“observar” los movimientos de crudos en cada uno de los tanques
conectados al sistema, además, realiza lectura de datos y cálculos, hojas
de tareas y hojas de opciones y contiene un sistema de alarmas y de
redundancia confiable.
Los componentes que conforman al “ENTIS PRO” son los siguientes:
Un microcomputador, en el cual reside la aplicación junto con sus datos,
un equipo de medición / comunicación denominado “ENRAF 873”, quien
es un medidor de nivel basado en tecnología de radar, el cual mide
precisa y confiablemente el nivel del crudo en los tanques, este dispositivo
cuenta con cuatro alarmas de nivel. También suministra información de

RESULTADOS DE LA INVESTIGACIÓN
106
diagnóstico y es capaz de medir la temperatura punto y promedio del
líquido y la temperatura promedio del gas que esta dentro del tanque.
Este dispositivo electrónico se encuentra junto a la batería de los tanques
de crudo y combustible para obtener la altura y temperatura del líquido.
Con este dispositivo enlazado a la microcomputadora pueden definirse las
siguientes funciones:
Selección de grupos de tanques por crudo: visualiza todos los tanques
que contengan un mismo crudo. Esta función determina el número del
tanque, el nivel, la temperatura y el nombre del crudo.
Asignación de alarma flotante: esta función permite al operador
asignar una alarma flotante de alto o bajo nivel a determinado tanque.
Asignación de alarma inactiva: esta opción permite asignar una alarma
en cierto nivel a los tanques sin movimiento.
Reconocimiento de alarmas: pueden visualizarse los niveles de
alarmas junto con los números de los tanques asociados y el tipo de
alarma programada en la memoria: nivel alto (H), nivel bajo (L), o flotante
(F).
Modalidad de inventario: con esta función se visualiza el inventario de
cada uno de los tanques.
Sistemas de bombeo
El sistema de bombeo utilizado para el Sistema de Combustible a
Exportar esta constituido por las tres (3) bombas del sistema de

RESULTADOS DE LA INVESTIGACIÓN
107
Combustible y las Bombas de Carga No. 1 y 2 dispuestas para bombear
crudo pesado.
El sistema de combustible está constituido por tres bombas verticales,
centrifugas, de una etapa, marca “STORK”, con capacidad de 6.000
barriles/hora c/u, accionadas por motores eléctricos marca “ACEC”, 300
HP, 6,9 Kv.
Las bombas Nos. 1 y 2 tienen un selector de tres posiciones, y en
cada una de ellas, ejecutan una operación diferente a saber:
CUADRO 3
OPERACIÓN NORMAL DE LAS BOMBAS DE COMBUSTIBLE
Bomba No. 1 – Uso normal
Posición Selector Operación
1
Succiona del tanque B-1 y descarga a la línea de
entrega de diluente a muelles. Antes de efectuar esta
operación, se debe cerrar la válvula No. 2006 y abrir
la No. 2014.
2 Succiona del tanque B-4 y descarga a la línea de
entrega de Gasoil a muelles.
3
Succiona del tanque B-4 y descarga a la línea de
transferencia que va a la succión de las bombas de
carga No. 1 y 2.

RESULTADOS DE LA INVESTIGACIÓN
108
Bomba No. 2 – Uso normal
Posición Selector Operación
1 Succiona del tanque B-1 y descarga a la línea de
entrega de diluente a muelles.
2 Succiona del tanque B-1 y descarga a la línea de
transferencia que va al tanque B-2.
3
Succiona del tanque B-1 y descarga a la línea de
transferencia que va a la succión de las bombas de
carga No. 1 y 2.
Bomba No. 3 – Uso normal
Posición Selector Operación
Una sola Succiona del tanque B-2 y descarga a la línea de
entrega de Bunker “C” a muelles.
ü Instrumentación asociada a las bombas de combustible
ü Interruptor de muy baja presión de succión (2 PSIG), con alarma
en la Sala de Control.
ü Interruptor de muy alta presión de descarga (130 PSIG), con
alarma en la Sala de Control.
ü Interruptor de bajo flujo en la descarga de la bomba (4m3/min.) con
registro en la Sala de Control.
ü Transmisión de presión de descarga, con registro en la Sala de
Control.
ü Detector de temperatura, con registro en la Sala de Control.
Fuente: Manual de Operación del T.E.P.M. (1987).

RESULTADOS DE LA INVESTIGACIÓN
109
ü Protección de flujo mínimo, mediante BY-PASS (descarga/
succión) con una válvula controladora de presión, que mantiene en
operación la bomba en un punto estable de su curva.
Hay nueve (9) bombas de carga verticales, centrífugas de una
etapa, marca “STORK”, modelo VSH90-75 tipo Can, las cuales están
distribuidas en tres silos y cada silo cuenta con tres bombas de carga.
Las bombas de carga presentan las siguientes características:
Identificación: Nos. 1, 2, 3, 4, 5, 6 7, 8, 9
Servicio: crudo pesado crudo liviano
Capacidad: 3 Tons./hora/ c/u
Carga: 125 pies
RPM: 706
HP: 750
Voltaje: 6.900 Voltios
Corriente: 66 Amp.
Las bombas de carga No. 1 y 2 son las usadas para el sistema de
combustible a exportar. Estas bombas succionan el crudo de los
diferentes tanques para los respectivos despachos.
Cada una de estas bombas tienen una protección de flujo mínimo,
mediante un BY-PASS (descarga / succión), con una válvula controladora,
que mantiene en operación la bomba en un punto estable de su curva.
Las bombas de carga cuentan además, con un sistema de parada
automática basado en relés normales y temporizado que actúan debido a:
baja presión de succión, alta presión de descarga, bajo flujo de la

RESULTADOS DE LA INVESTIGACIÓN
110
descarga, alta vibración del motor, baja presión de lubricación y falla de
tensión de alimentadores eléctricos.
El sistema de control para las bombas utiliza una red intrincada de
cableado para cada uno de los equipos hasta una sala de relé, donde son
manipulados por medio de interruptores ubicados en una consola.
Líneas de Recibo / Entrega
El Terminal de Embarque Puerto Miranda cuenta con cientos de
kilómetros de línea (tubería) de diferente diámetro y el sistema de
combustible no está excepto a ello. Estas líneas que sirven como medio
de transporte para el combustible, son interconectadas por medio de
válvulas eléctricas (de falla abierta o falla cerrada), que hacen función de
compuertas para que el líquido transportado fluya o recorra por la sección
de las líneas que el operador escoja y permita que se puedan usar las
mismas líneas para combustible o crudos diferentes. El uso de estas
válvulas radica en que el conjunto de líneas (tubería) utilizadas para el
proceso de mezclas es muy amplio y es necesario que se pueda canalizar
el líquido, abriendo o cerrando las válvulas necesarias, para que el
combustible sea entregado en el brazo requerido. La otra función de estas
válvulas es que al momento de una falla u emergencia brindan seguridad
al bloquear o descomprimir una línea o bomba del sistema.
Las válvulas de control son elementos muy importantes para el
despacho de combustible. Estas válvulas reguladoras se encuentran a lo
largo de las líneas (tubería) con el objetivo de restringir el flujo del crudo o
del combustible, y así de esta manera permitir que los dos elementos se
RESULTADOS DE LA INVESTIGACIÓN
111
mezclen a la velocidad necesaria y a las proporciones especificadas. Sin
la utilización de este tipo de válvula seria muy complicado efectuar el
proceso de mezcla de combustible. Estas válvulas necesitan de una señal
de 3 a 15 PSI para activarse, siendo estas en su mayoría de acción de
aire para abrir.
El Sistema de Combustible cuenta con un par de estas válvulas de
control N° 0301 y 0401, las cuales son utilizadas cuando se usen las
bombas de carga N° 1 y 2 respectivamente. Dichas válvulas son regidas
por un controlador marca “FOXBORO” M62H, el cual hace de
intermediario entre el operador y el actuador de la válvula, para que el
operador al emitir un comando en la sala de control, el controlador
traduzca el comando y le envíe a la válvula de control una señal
comprendida entre 4 y 20 mA. El transductor que está en la válvula de
control es el elemento que convierte la señal eléctrica proveniente del
controlador a un valor predeterminado de presión, para que la válvula de
control aumente o disminuya el caudal del líquido en la línea de
combustible.
El M62H puede trabajar con un voltaje de 80 voltios dc y con un voltaje
en ac de alimentación de 100,118, 220, o 238 voltios con una tolerancia
del 10 %, puede trabajar bajo temperaturas de 5-50 °C y su señal de
salida puede variar entre 10-5 mA. Este dispositivo puede funcionar de
dos maneras, local en donde los nuevos valores son introducidos al
controlador directamente y remota donde se le pueden introducir nuevos

RESULTADOS DE LA INVESTIGACIÓN
112
valores de un lugar apartado, en el caso del sistema de combustible para
exportar desde la sala de control.
En la sala de control el operador cuenta con un registrador marca
“FOXBORO” E20S-H, que recibe las señales provenientes del controlador
M62H registrándolas, grabándolas y convirtiendo las señales entrantes a
una salida para que una pluma imprima las señales registradas. Este
dispositivo trabaja con una alimentación de 105 a 125 o 210 a 250 V ac,
con una exactitud en su reproducción de +/- 0,5%, con una señal de
entrada de 10 a 50 mA.
Así mismo, se encuentran una serie de instrumentos de medición
utilizados para recoger las variables del campo tales como: los
instrumentos de medición de caudal (Desplazamiento Positivo), el sistema
“ENRAF 873” que está localizado en los tanques de almacenamiento de
crudo y combustible, este sistema detecta la temperatura y la cantidad de
líquido que hay en el tanque y por medio de transmisores envía esa
información a la sala de control. El instrumento de medición de caudal de
Desplazamiento Positivo (FQI), miden el flujo del líquido contando o
integrando volúmenes separados de líquido, es decir, toman una
cantidad definida de flujo y la conducen a través de un medidor, luego
procede con la siguiente porción y así sucesivamente. Contadas las
porciones pasadas por el medidor (totalizador) se obtiene la cantidad
introducida por el mismo. Las partes mecánicas de este instrumento se
mueven aprovechando la energía del flujo y dan lugar a una pérdida de
carga. El eje al girar transmite su movimiento a un tren de engranajes y

RESULTADOS DE LA INVESTIGACIÓN
113
este a un totalizador, el cual indicara a los operadores, la cantidad del
producto entregado.
Los transmisores de temperatura como los transmisores de nivel se
encargan de enviar la información de la variable del medidor al que esta
conectados hacia el operador o sala de control. Estos son dispositivos
analógicos, lo cual quiere decir que transmiten una señal analógica de 4 a
20 mA. que es proporcional a la temperatura o nivel medida.
Además el sistema de combustible para exportar cuenta con unos
elementos conocido como filtros, que están encargados de separar las
impurezas o elementos no deseados del combustible, para que no
deteriore o descomponga a los medidores de caudal (desplazamiento
positivo), y el sistema cuenta con interruptores (de presión, temperatura o
nivel) que al percibir una alta o baja señal de la variable se activan
automáticamente.
3. Análisis de las variables físicas
Para realizar un control de proceso es necesario conocer y estudiar las
variables que crean desviaciones del valor deseado de esa misma
variable u otra variable.
Al conocer o medir ciertas variables del proceso de mezcla tales como:
nivel, densidad, viscosidad, temperatura, entre otras, es posible, por
medio de la información recopilada, hacer una evaluación del estado del
proceso. Con esta evaluación el individuo o dispositivo encargado de

RESULTADOS DE LA INVESTIGACIÓN
114
realizar el control es capaz de analizar si el proceso esta funcionando
como se debe, o si, por el contrario, es necesario ejecutar una o varias
operaciones para que una o más variables tomen cierto valor especifico.
El proceso de mezcla de combustible para exportar tiene muchas
variables físicas que pueden ser estudiadas para controlar el proceso.
Algunas de estas variables físicas están dentro de ecuaciones que
permiten la deducción del valor de otra variable sin que halla que
medirlas.
En el proceso de mezcla de combustible para exportar existen una
serie de variables las cuales se encuentran en diferentes localidades del
proceso.
Para analizar que variables deben ser estudiadas y medidas dentro del
proceso de mezcla de combustible es necesario que el proceso como tal
sea desglosado en tres partes: al inicio de la mezcla, mientras se realiza
el proceso y al final del mismo.
Luego del análisis del proceso se concluyó que es necesario tomar en
cuenta las siguientes variables físicas:
Al inicio de la mezcla
Es conveniente conocer el nivel del líquido en los tanques a utilizar
ya que permite conocer la cantidad volumétrica de los líquidos, para así,
tener un aproximado de la cantidad de crudo y combustible que se va a
utilizar para realizar la mezcla y tomarlo como referencia al momento de
sospecharse una discrepancia muy alta entre la cantidad de los líquidos

RESULTADOS DE LA INVESTIGACIÓN
115
inyectados y lo que aproximadamente debieron ser utilizados en la
mezcla.
Antes de iniciar el proceso es necesario conocer la gravedad A.P.I,
que es una escala arbitraria relacionada directamente con la densidad
especifica del crudo. Es posible hallarla por medio de muchas maneras
siendo las más convenientes en nuestro caso: por medio de la densidad y
la viscosidad del líquido, este cálculo, bien sea por medio de la densidad
o viscosidad esta regido por conversiones y ecuaciones estandarizadas
para el cálculo del A.P.I.
La unidad A.P.I surge debido a que la comunidad petrolera del mundo
se vio en la necesidad de crear un patrón de referencia que fuese el factor
determinante en la en la fijación del precio por barril.
La temperatura del líquido es una variable no indispensable, pero es
de mucha ayuda al momento de hallar los valores de densidad, volumen,
viscosidad y por consiguiente gravedad A.P.I, ya que por medio de la
temperatura se compensa el valor de la variable a hallar, lo cual aumenta
la exactitud de la medición. Debido a que las propiedades físicas del
crudo son diferentes a diferentes temperaturas.
Además del A.P.I es conveniente tener conocimiento de la viscosidad
cinemática y dinámica, y el punto de inflamación, debido a que estas
propiedades son utilizadas para determinar cual es el caudal más
adecuado, para disminuir las posibilidades de altas presiones en la línea y
los brazos de carga al momento de entregar el combustible a los buques,
y así aumentar la seguridad del proceso.

RESULTADOS DE LA INVESTIGACIÓN
116
Durante la mezcla
Previo conocimiento del A.P.I requerido y del rango de velocidad con
que debe ser despachado el combustible, es necesario que la línea por
donde fluye el combustible (bunker, diesel o gasoil) sea regulada, para
conseguir que se inyecte la cantidad precisa de cada ingrediente y así,
conseguir que el combustible alcance las características exigidas por el
cliente.
Este caudal promedio estipulado se consigue conociendo el porcentaje
y la cantidad volumétrica a usar de cada ingrediente para que se inyecten
solo las cantidades de combustible y crudo necesarias.
Por esto es necesario conocer el caudal del líquido dentro de la
línea del sistema de combustible, porque nos permite saber si el caudal
del combustible esta siendo regulado como se debe.
El caudal es la cantidad de volumen que pasa a través de un elemento
en una cantidad de tiempo, pero como hice alusión anteriormente, ciertas
propiedades físicas del crudo, entre ellas el volumen varían según su
temperatura.
Debido a esto, es conveniente conocer la temperatura del líquido para
que el instrumento que mida el caudal compense su valor utilizando la
temperatura como referencia, y así aumente la exactitud de la medición.
Al final de la mezcla
Es necesario conocer la viscosidad con el fin de mantener el producto
dentro del rango de viscosidad exigido por el cliente y el Grado A.P.I del

RESULTADOS DE LA INVESTIGACIÓN
117
combustible que es la característica física más importante tanto para el
comprador como para el vendedor, ya que es el factor determinante en la
fijación del precio por barril.
Entonces después de que los componentes han sido mezclados se
deben conocer las características que tiene el producto, para saber si el
cliente quedará satisfecho.
Como se menciono anteriormente existen muchas formas de conocer
el grado A.P.I de un combustible. en este proceso en particular la forma
idónea de hallar el valor A.P.I es midiendo la presión diferencial, la
viscosidad o la densidad.
Actualmente el conocer la gravedad A.P.I. por medio de la medición de
la densidad del combustible es visto como una forma segura y altamente
precisa en comparación a las otras variables posibles a medir para
conocer el valor A.PI del líquido.
Para hallar el grado A.P.I por medio de la densidad del líquido es
necesaria la utilización de ecuaciones y tablas estandarizadas
internacionalmente, y el conocer la temperatura del combustible para
utilizarlo como elemento compensatorio, aumenta la exactitud de la
medida.
La posición donde se sitúe el medidor mida la viscosidad y densidad
debe ser en aquel punto donde la muestra que se tome sea
representativa al líquido que está en la línea, por eso es conveniente que
el instrumento que mida la viscosidad y la densidad este a una distancia
prudente del punto donde se unen los ingredientes (en este punto el

RESULTADOS DE LA INVESTIGACIÓN
118
combustible y sus contaminantes están muy turbulentos, lo cual
disminuiría la exactitud del instrumento) y que este antes de que se
despache el combustible.
Al analizar la viscosidad y densidad del combustible antes del mismo
despacho permite realizar con mayor rapidez las correcciones necesarias
para ejecutar las compensaciones del líquido o líquidos que no han sido
transferidos a las proporciones debidas, sin que halla entrado el
combustible al tanque del buque o mientras se realiza el despacho.
En los puntos críticos al comienzo, durante y al final de las líneas del
Sistema de Combustible para Exportar se deben supervisar la presión y
temperatura del combustible, y la presión con que están siendo sometidas
las tuberías, para prevenir altas presiones, derrames y explosiones. En la
figura 14, se representa de manera esquemática la posición de las
variables físicas dentro del proceso de mezcla.
Figura 14. Variables del Proceso. Fuente: Sánchez (2002)

RESULTADOS DE LA INVESTIGACIÓN
119
4. Definición del diseño
El sistema de combustible para exportar actual presenta deficiencias
en cuanto a la confiabilidad de la calidad del producto y la eficiencia de la
supervisión y control del proceso, ya que no cuenta con las herramientas
necesarias para supervisar y controlar todas las variables implicadas en el
proceso de mezcla de combustible lo que ocasiona que el proceso sea
realizado en forma manual, permitiendo que el error humano altere
perjudicialmente al proceso, ejecutando tareas de manera errónea o a
destiempo.
Para eliminar la posibilidad de la ocurrencia del error humano dentro
del proceso, y así, aumentar la calidad y fiabilidad del producto, es
necesaria la automatización de las tareas de apertura, cierre, encendido
y apagado de los dispositivos de actuación del proceso, y también son
necesarios elementos de enlace que permitan la interacción entre el
operador, los elementos de control y los instrumentos de campo, para
lograr una supervisión efectiva del proceso.
Además es necesario que todas las variables físicas tales como:
(caudal, nivel, temperatura, densidad, entre otras), necesarias para
controlar de manera óptima el proceso sean estudiadas y monitoreadas
dentro del control mismo.
Las especificaciones funcionales de la estrategia de control y
supervisión deben estar en la capacidad de realizar las siguientes
funciones:

RESULTADOS DE LA INVESTIGACIÓN
120
El proceso y dispositivos de ejecución (ejecución de comandos).
Para la consolidación de la automatización debe existir una comunicación
entre los elementos de análisis y cálculos (controlador u operador) con
los dispositivos de actuación.
La comunicación entre los elementos controladores / operadores y
actuadores es con el fin de que los dispositivos de actuación ejecuten una
tarea (apertura o cierre de válvulas eléctricas y de control, o encendido y
apagado de bombas) cuando el operador o el controlador así lo
dispongan para que se alteren una o más variables del proceso.
Dentro del proceso de mezcla de combustible para exportar hay
variables físicas que nos indican el comportamiento y estado físico del
proceso (nivel, presión, temperatura, caudal, etc.). Para conocer el estado
de estas variables es necesaria la utilización y disposición de dispositivos
de medición que nos permitan conocer como el proceso esta siendo
realizado, para que el controlador u operador pueda tomar las decisiones
necesarias que permitan el buen funcionamiento del proceso de mezcla.
El controlador y las variables físicas (adquisición de datos). Es
necesario que el controlador sea capaz de entender y procesar por medio
de algoritmos de programación, toda la información proveniente desde los
instrumentos de medición y transmisión, y desde las bombas y válvulas.
Además, debe ser capaz (por medio de comandos) de ordenar a los
dispositivos de actuación del proceso (bombas, válvulas, mezcladores,
etc.) un trabajo en especifico.

RESULTADOS DE LA INVESTIGACIÓN
121
Estas tareas de recolección de información y de ordenamiento de
ejecución el controlador las debe realizar (cuando así se disponga) de
manera autónoma sin la intervención del operador.
Es muy importante que el controlador sea capaz de ejecutar algoritmos
de control y sus cálculos pertinentes, tales como: control secuencial,
control proporcional integral derivativo (PID) y programas y/o cálculos
preparados por el usuario.
El operador y el proceso (interfaz con el operador). Entre el
operador y el proceso debe existir un elemento de enlace, que le brinde al
operador en despliegues de pantallas en la sala de control toda la
información proveniente del campo necesaria para analizar las fallas y
tomar las decisiones en una operación normal o tomar decisiones
correctivas si la operación del proceso no es normal.
Para que el sistema brinde una supervisión efectiva la información
tiene que ser en tiempo real y continuo.
El operador necesita de un conjunto de dispositivos (consolas de
trabajo, radios, teléfonos, impresoras) que le permitan controlar el proceso
durante la operación normal del proceso y brinda las herramientas
necesarias para responder a condiciones anormales.
Es necesario además, que exista una estación de ingeniería, en donde
se re-configuran los algoritmos controladores del proceso para la
optimización del mismo, y se configuran las bases de datos, despliegues
en pantalla de la computadora, tendencias y gráficos.

RESULTADOS DE LA INVESTIGACIÓN
122
Una unidad de diagnostico. Cada módulo del sistema deberá tener
diferentes niveles de auto diagnostico para asegurar que el sistema sea
capaz de funcionar antes y durante su operación. Estos diagnósticos
tendrán que ser efectuados cada vez que: se efectúe un arranque,
chequeando que los dispositivos y los elementos de comunicación y
alimentación funcionen en perfecto estado (si el diagnostico refleja que
hay algún problema con el dispositivo, este no debe ser arrancado), y
mientras que el proceso de mezcla es efectuado, para así, detectar
cualquier anomalía de los dispositivos, alimentación o comunicación
mientras ocurre el problema, con el fin de tomar las medidas correctivas
con la mayor brevedad posible.
Confiabilidad y tolerancia a fallas. La operación del sistema deberá
continuar a pesar de fallas en un modulo individual, los elementos críticos
deberán tener diferentes niveles de redundancia y sistemas de
alimentación de respaldo. El sistema tendrá que contar con un sistema de
seguridad que indique por medio de alarmas el tipo de anomalía y su
gravedad.
El control y supervisión del proceso. Este debe realizarse de
manera tal que el proceso de mezcla sea controlado para mantener el
producto dentro del valor API asignado por el operador.
De una manera más explícita y vinculada al proceso de mezcla, el
elemento controlador debe en función al caudal de crudo pesado y la
receta calculada por el operador, calcular y hallar cuanto se debe variar el
caudal de la línea de combustible, con el fin de ejecutar el comando que
RESULTADOS DE LA INVESTIGACIÓN
123
corrija la apertura de la válvula y de esa manera eliminar la diferencia
entre los caudales y conseguir el valor API deseado.
De una manera más especifica los elementos que deben ser
controlados y supervisados para que se optimice el desempeño del
proceso de mezcla de combustible son:
El nivel de líquido en los tanques de combustible y crudo. Es necesario
conocer de manera continua y a tiempo real el nivel del líquido en los
tanques, para saber la cantidad de crudo y combustible que a sido
bombeada, y compararlo con la información proveniente de los
instrumentos medidores de caudal, las aproximaciones realizadas por los
operadores y el tiempo de bombeo.
El nivel del líquido en los tanques de combustible y de crudo variará en
función al resultado de comparación entre el valor API requerido y el
obtenido.
Las bombas de carga y las bombas de combustible. Estas bombas son
controladas por PLC y lógicas de relés, pero el estado y desempeño de
las mismas debe ser analizado dentro del sistema de control del proceso
de mezcla de combustible para exportar y esa información debe ser
reflejada en la sala de control.
Las bombas de carga y combustible deben estar controladas y
supervisadas con el fin de que:
Se detengan las bombas si las condiciones de bombeo están fuera de
los limites de trabajo o cuando el sistema controlador u el operador lo
dispongan.
RESULTADOS DE LA INVESTIGACIÓN
124
Se muestre por medio de despliegues en computadoras el estado y
funcionamiento de las bombas, y que active alarmas urgentes y
preventivas notificando cuando las bombas se hayan detenido por una
condición anormal o cuando se esta cerca del limite de combustible ha
recibir por el buque, con el propósito de que el operador tenga una
herramienta de apoyo para que no se bombee más líquido de lo
necesario.
La distribución de las tuberías y válvulas implicadas en el sistema de
mezcla de combustible para exportar, deben ser mostrados en
despliegues que permitan conocer bajo que condiciones esta siendo
sometida la línea, y el estado de los instrumentos y las válvulas. También
estos despliegues deben permitir al operador realizar las operaciones de
apertura o cierre de válvula desde la sala de control.
B.- ANÁLISIS
Para concertar el diseño de un sistema automatizado de supervisión y
control de mezcla de combustible a exportar es conveniente analizar y
descartar todas las posibles soluciones del problema, debido a esto se
procede a presentar varias propuestas de diseño con lo que se espera se
consiga el diseño más apropiado para solucionar el problema.

RESULTADOS DE LA INVESTIGACIÓN
125
1. Estudio de Propuestas
Tres propuestas de diseño se presentan como posibles soluciones
a la problemática del sistema de combustible a exportar actual. En cada
diseño se explicará el proceso, los dispositivos e instrumentos utilizados.
Como a sido explicado anteriormente la problemática principal del
sistema de mezcla de combustible a exportar es el control del proceso de
mezcla, ya que el proceso es realizado de forma manual y trae como
consecuencia una alta posibilidad de que ocurra un error y el producto
quede fuera de especificaciones.
Lo primordial es proponer un sistema de supervisión y control de
mezcla de combustible que disminuya la ocurrencia de errores y mejore la
calidad del producto. A continuación se presentan los diseños propuestos.
Diseño No. 1
Diseño de un Sistema Automatizado de Supervisión y Control de
Mezcla de Combustible para Exportar utilizando Medidor de Caudal y
Viscosímetro
Este diseño consiste en la utilización de los medidores de caudal
existentes que están ubicados en cada línea del sistema de combustible y
la instalación de un viscosímetro después de las bombas de carga No. 1 y
2, para que aumente la confiabilidad del proceso. Es necesario mencionar
que el viscosímetro a utilizar también será capaz de medir la densidad.
RESULTADOS DE LA INVESTIGACIÓN
126
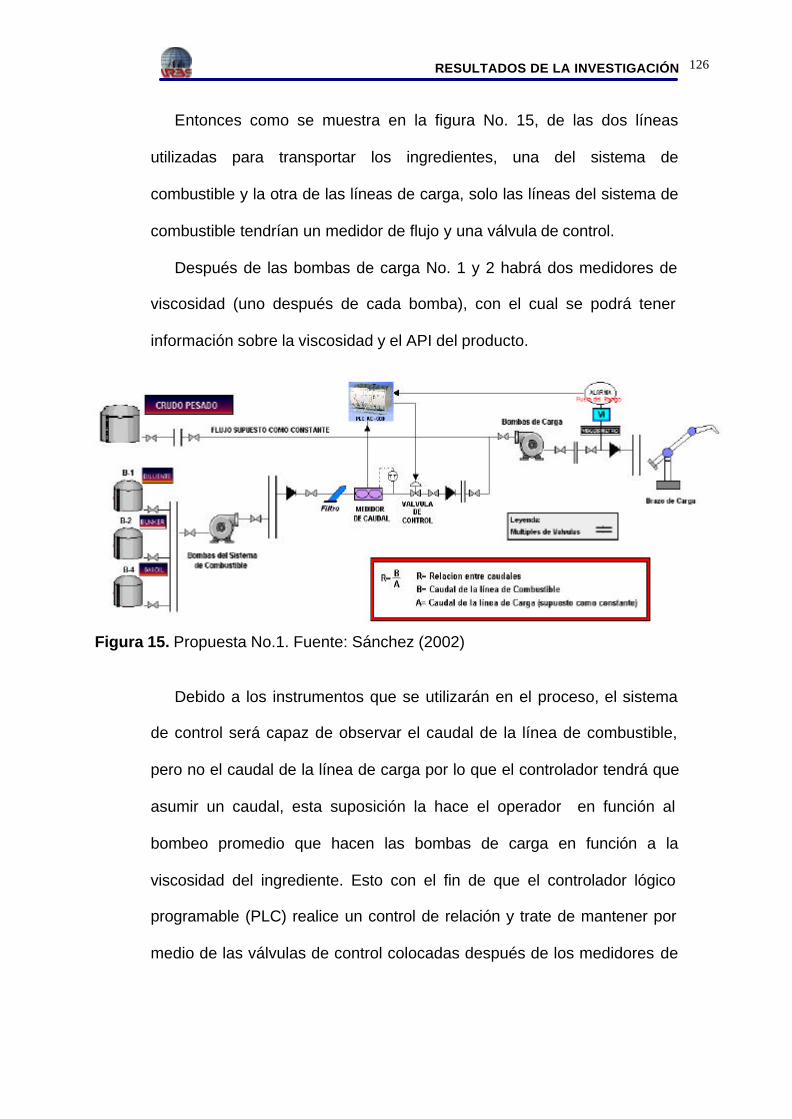
Entonces como se muestra en la figura No. 15, de las dos líneas
utilizadas para transportar los ingredientes, una del sistema de
combustible y la otra de las líneas de carga, solo las líneas del sistema de
combustible tendrían un medidor de flujo y una válvula de control.
Después de las bombas de carga No. 1 y 2 habrá dos medidores de
viscosidad (uno después de cada bomba), con el cual se podrá tener
información sobre la viscosidad y el API del producto.
Debido a los instrumentos que se utilizarán en el proceso, el sistema
de control será capaz de observar el caudal de la línea de combustible,
pero no el caudal de la línea de carga por lo que el controlador tendrá que
asumir un caudal, esta suposición la hace el operador en función al
bombeo promedio que hacen las bombas de carga en función a la
viscosidad del ingrediente. Esto con el fin de que el controlador lógico
programable (PLC) realice un control de relación y trate de mantener por
medio de las válvulas de control colocadas después de los medidores de
Figura 15. Propuesta No.1. Fuente: Sánchez (2002)

RESULTADOS DE LA INVESTIGACIÓN
127
caudal del sistema de combustible el flujo del combustible para que se
mezcle en la proporción correcta con el crudo pesado.
El viscosímetro no estará dentro del lazo de control, pero su señal
estará en dirección al controlador, debido a que este instrumento será
utilizado como una alerta para el operador, esta alerta especificará el
valor de viscosidad y API que tiene el producto final, esto con el fin de que
si el instrumento marca un valor fuera del rango preestablecido al
operador se le muestre en un despliegue una alarma para que detenga el
proceso, si lo considera necesario, y realice los ajustes necesarios para
corregir el error.
Además contará con un sistema SCADA que junto al PLC recogerán y
centralizaran toda la información proveniente del campo, para que el
operador en la sala de control tenga conocimiento del funcionamiento y
estado de todos los dispositivos e instrumentos pertenecientes al proceso
de mezcla, y varíe de ser necesario cualquier estado o parámetro del
proceso (de manera remota o local) cuando sea necesario.
Ventajas
§ Una de las principales ventajas es que debido al sistema de control
el proceso de mezcla se alcanza cierto nivel de automatización.
§ Es posible supervisar el comportamiento (funcionamiento y estado)
del proceso, dispositivos e instrumentos y además realizar las
modificaciones necesarias para el funcionamiento del proceso, los
instrumentos y los dispositivos desde la sala de control.

RESULTADOS DE LA INVESTIGACIÓN
128
§ Se le agrega otras variables de estudio al sistema de control del
proceso de mezcla, lo cual hace más seguro el proceso.
§ Disminución de re procesos
§ Sencillez en las alteraciones mecánicas y civiles a realizar para
instalar los nuevos instrumentos.
Desventajas
§ Falta de integración de todos los elementos implicados en el
proceso de mezcla para el control del mismo proceso.
§ Es posible que el combustible no quede completamente
homogéneo por la falta de un instrumento que ayude a realizar el
mezclado en línea.
§ Existe la posibilidad de que el flujo del crudo pesado en la línea de
carga no sea constante, lo cual afectaría la relación entre los dos
caudales, esta es una variable que el sistema de control no estaría en
capacidad de controlar ni supervisar.
§ Se presente la posibilidad de que las bombas continúen
bombeando a pesar de que se halla inyectado la cantidad especificada de
combustible en el buque, produciendo quejas por parte de los clientes.
Diseño No. 2
Diseño de un Sistema Automatizado de Supervisión y Control de
Mezcla de Combustible para Exportar utilizando Medidores de
Caudal en las líneas de carga y en la línea de combustible y
Viscosímetro

RESULTADOS DE LA INVESTIGACIÓN
129
Esta propuesta consiste en utilizar el diseño anterior con ciertas
mejoras en la estructura del control del proceso y de la automatización. El
cual esta representado gráficamente en el gráfico No. 16.
Este diseño esta constituido por la puesta en marcha del medidor de
caudal (instrumento ya instalado) ubicado entre las bombas de
combustible, la utilización de las válvulas de control “0301” y “0401” y la
instalación de dos viscosímetros uno después de cada bomba (Nro. 1 y
2), lo cual es parte de la propuesta anterior.
Las innovaciones de esta propuesta serian: la utilización de los
medidores de caudal y sus totalizadores ubicados antes de los brazos de
carga (elementos instalados y en funcionamiento) y la instalación de
medidores de caudal ultrasónicos, posiblemente de la marca
“Controlotron” a ubicarse en las líneas de carga utilizadas por el sistema
de combustible a exportar (líneas No. 1,2,4 y 5), antes de las bombas de
carga No. 1 y 2.
Con la instalación de los medidores de caudal ultrasónicos se podrá
tener información sobre el caudal del segundo ingrediente, lo cual
mejoraría y haría más exacto el control del proceso de mezcla.
Figura 16. Propuesta No.2. Fuente: Sánchez (2002)

RESULTADOS DE LA INVESTIGACIÓN
130
La utilización de los medidores de caudal y sus totalizadores ubicados
justo antes de los brazos de carga junto con el sistema de nivel de los
tanques darán al operador información segura sobre la cantidad de
combustible para exportar que se ha inyectado en el buque, lo cual es una
información imprescindible para saber cuando debe ser detenido el
bombeo, esto con el fin de que no se inyecte más o menos combustible al
buque de lo acordado.
El sistema estará apoyado por una aplicación que permita al operador
introducir los parámetros del proceso y ver el comportamiento del mismo,
así como también la aplicación realizará el ajuste del set point del
controlador.
Con este diseño las alteraciones mecánicas, civiles y eléctricas serán
mínimas, debido a que la mayoría de los sistemas e instrumentos están
instalados en el terminal de embarque Puerto Miranda y la instalación de
los medidores ultrasónicos y los viscosímetros no implican alteraciones
mecánicas mayores en las líneas de carga.
Ventajas
§ Una de las principales ventajas es que debido al sistema de control
el proceso de mezcla se hace automático.
§ Es posible supervisar el comportamiento (funcionamiento y estado)
del proceso, dispositivos e instrumentos y además realizar las
modificaciones necesarias para el funcionamiento óptimo del proceso, los
instrumentos y los dispositivos desde la sala de control.

RESULTADOS DE LA INVESTIGACIÓN
131
§ Se le agrega otras variables de estudio al sistema de control del
proceso de mezcla, lo cual hace más exacto el proceso y permite
conseguir que la mezcla alcance las especificaciones requeridas.
§ Disminución de re procesos
§ Sencillez en las alteraciones mecánicas y civiles a realizar para
instalar los nuevos instrumentos.
§ Al utilizar los medidores de caudal ultrasónicos de las líneas de
carga permite aumentar el nivel de supervisión de la cantidad de
combustible inyectado, lo cual disminuye la posibilidad de que se le
inyecte mayor o menor cantidad de combustible a exportar a los buques
receptores.
§ Las penalizaciones económicas por sobre estadía producidas por
los re procesos de mezcla de combustible se disminuirán en gran
cantidad.
Desventajas
§ Es posible que el combustible no quede completamente
homogéneo por la falta de un dispositivo que ayude a realizar el mezclado
en línea.
§ El sistema de control no es capaz, de manera automática, de
ajustar el valor de la entrada en función de a los valores de viscosidad y
API que nos esta dando el viscosímetro por lo que el operador debe
detener el proceso y hacer los ajustes necesarios.

RESULTADOS DE LA INVESTIGACIÓN
132
Diseño No. 3
Diseño de un Sistema Automatizado de Supervisión y Control de
Mezcla de Combustible para Exportar utilizando Medidores de
Caudal en las líneas de carga y en la línea de combustible, Mezclador
Dinámico en Línea y Viscosímetro
En el diseño No. 3, se propone la utilización de un lazo de control más
complicado que en los dos anteriores, ya que implicaría la utilización del
viscosímetro como el elemento que variaría el valor del set-point de la
relación del caudal entre el ingrediente A y el ingrediente B. En la figura
No. 17 se muestra de manera esquemática la distribución de los
instrumentos, sistemas y líneas.
La utilización de este tipo de control es bastante sofisticado y requiere
de aplicaciones especializadas, por eso se propone la compra de la
aplicación del Control de Mezcla Avanzado (Advanced Blend Control) de
ABB, el cual seria capaz de controlar el proceso de mezcla y variar el
Figura 17. Propuesta No.3. Fuente: Sánchez (2002)

RESULTADOS DE LA INVESTIGACIÓN
133
valor de la relación de manera automática para que el producto quede
dentro de las especificaciones.
Para aumentar la exactitud de la aplicación de Control de Mezcla
Avanzado el combustible debe estar lo suficientemente homogéneo como
para que al momento de que el combustible este cargando en el buque y
se tome una muestra del combustible, la muestra sea característica de
todo el cargamento y no de una pequeña proporción del mismo
Entonces debido a que el proceso de mezcla es realizado en línea y el
cliente es muy exigente en lo que a homogeneidad se refiere, se propone
la utilización de un mezclador dinámico en línea que garantice la perfecta
homogeneización del combustible marca “Jet Mix”, este dispositivo debe
ser instalado en cada una de las líneas de carga utilizadas para el sistema
de combustible a exportar (líneas No. 1, 2, 4, 5).
Ventajas
§ Con la instalación del mezclador dinámico se garantiza la
homogeneidad del producto con una excelente calidad.
§ Al utilizar los medidores de caudal de las líneas de carga permite
aumentar el nivel de supervisión de la cantidad de combustible inyectado,
lo cual disminuye la posibilidad de que se le inyecte mayor o menor
cantidad de combustible para exportar a los buques recepto res.
§ Es posible supervisar a tiempo real el proceso que aunado al
aumento de las variables a estudiar por el sistema de control, aumenta la
eficiencia del proceso y disminuye la posibilidad que el producto quede
fuera de especificaciones.

RESULTADOS DE LA INVESTIGACIÓN
134
§ Las penalizaciones económicas por sobre estadía producidas por
los re procesos de mezcla de combustible se disminuirán en gran
cantidad.
Desventajas
§ El costo (monetario y horas / hombre) de la compra e instalación
del mezclador dinámico es alto, ya que es un dispositivo especializado y
su instalación implica una serie de alteraciones mecánicas, eléctricas, y
civiles.
§ El costo del sistema de Control de Mezcla Avanzado de ABB es
altamente elevada y la integración de este sistema con el PLC AC-800 y
el Sistema SCADA es bastante complicada.
2. Factibilidad
En esta sección del capitulo se estudió de manera general las ventajas
y desventajas técnico / económicas de las diferentes propuestas de
diseño, con el fin de escoger la propuesta más adecuada.
El diseño No. 1, es básicamente la propuesta más sencilla de realizar
ya que solo infiere la integración de un sistema de control sencillo del
proceso de mezcla con el sistema Entis y el sistema SCADA.
La principal deficiencia de esta propuesta radica en que el sistema de
control estaría suponiendo un valor constante del caudal de la línea de
carga por donde pasaría el crudo pesado para realizar la relación de
control, pero sí variará el valor del caudal del crudo pesado, el control de

RESULTADOS DE LA INVESTIGACIÓN
135
relación estaría funcionando basándose en valores erróneos lo que
produciría una desviación en las especificaciones del combustible.
Este diseño tiene la virtud de ser el más económico con respecto a
instalación y mantenimiento ya que comprende menor cantidad de
instrumentos a instalar y a utilizar, pero debido a la sencillez del diseño
no es capaz de solucionar el problema de que el producto quede fuera de
especificaciones y de que se despachen cantidades erróneas de
combustible, lo que motiva a que el diseño sea descartado.
Por medio de la propuesta No. 2, se logra controlar la relación entre
los caudales de los ingredientes utilizados para la mezcla, lo cual asegura
hasta cierto punto de que las características del producto sean las
requeridas, pero si ocurre una desviación grande de las especificaciones
del combustible a exportar no existe la posibilidad de que el controlador
rectifique de manera automática esta anomalía, solo podría sería
rectificada la anomalía por el operador.
Además al conocer el total de combustible que ha pasado por los
brazos de carga, el operador cuenta con una herramienta que sirve como
referencia para detener las bombas cuando sea necesario, lo que
aumenta el nivel de supervisión del sistema.
Con esta propuesta se soluciona el problema de controlar el proceso
de mezcla y supervisar todos los elementos involucrados en el proceso
utilizando en su mayoría las facilidades, instrumentos y equipos
dispuestos en el Terminal de Embarque Puerto Miranda (T.E.P.M.), lo

RESULTADOS DE LA INVESTIGACIÓN
136
que significa, es que se logra controlar y supervisar de una manera
aceptable el proceso con un costo bastante bajo.
El diseño No. 3, es el más completo de las tres propuestas, ya que por
medio de él se consigue asegurar que el producto quede dentro de las
especificaciones, que se despache solo la cantidad adecuada y además
se agrega un instrumento que facilita la homogeneización de los dos
ingredientes y aumente la calidad del producto. El principal inconveniente
con esta propuesta es la complejidad y el costo producto de la utilización,
instalación y mantenimiento de los nuevos instrumentos y de los ya
instalados.
El alto costo es referido a que el software de Control de Mezcla
Avanzado no se encuentra en el T.E.P.M., lo que implica la compra del
mismo y la creación de una red especial que permita la comunicación
entre el software, el sistema SCADA OASYS y el PLC AC-800F. Además
la utilización del mezclador dinámico implica una serie de alteraciones
mecánicas bastantes considerables en las líneas de carga. Además que
la instalación del mezclador dinámico afectaría mecánicamente otros
procesos realizados en el terminal, y la instalación del mismo no brinda
los beneficios necesarios para costear la compra e instalación del equipo
y las repercusiones en los otros procesos.
Conclusiones
Luego del análisis de las propuestas, sus ventajas y desventajas se
decidió que la propuesta de diseño más adecuada es la propuesta No. 2.
,ya que en contraste con la propuesta No. 3, en donde los beneficios que

RESULTADOS DE LA INVESTIGACIÓN
137
produciría no son suficientes para motivar al pago de su implantación, y la
propuesta No. 1 que por su simplicidad y bajo costo no permite que se
solucionen los problemas más importantes del proceso de mezcla de
combustible a exportar, la propuesta No. 2 consigue tener una relación
beneficios / costo equilibrada, ya que con este diseño se conseguiría:
Controlar de manera efectiva el proceso, esto se refiere al control de
los caudales de las dos líneas a utilizar en un valor de relación introducido
por el operador.
Y supervisar todos los dispositivos, instrumentos y variables que
permiten al controlador / operador contar con la información necesaria
para que ejecuten las operaciones / actividades para que la mezcla de
combustible a exportar y el despacho del producto sea realizado de una
manera segura y confiable.
Estos logros en las áreas de supervisión y control serian ejecutados
con un costo bajo de compra, instalación y mantenimiento, ya que los
equipos costosos y la instalación de los instrumentos que alteran
mayormente al T.E.P.M ya han sido comprados e instalados.
CUADRO 4 CANTIDAD DE COMPLEJIDAD, DE COSTOS Y DE BENEFICIOS
QUE TRAE UTILIZAR LOS DIFERENTES DISEÑOS PROPUESTOS
Complejidad de la
Instalación y Puesta en
Marcha
Costo de la Compra,
Instalación y Puesta en
Marcha
Beneficios de la
Implantación del Diseño
Relación Complejidad/Costo/Beneficios
DDIISSEENNOO NNoo.. 11 * * * * DDIISSEENNOO NNoo.. 22 *** ** **** *** DDIISSEENNOO NNoo.. 33 ***** ***** ***** **

RESULTADOS DE LA INVESTIGACIÓN
138
C. DISEÑO
Diseño de un Sistema Automatizado de Supervisión y Control de
Mezcla de Combustible para Exportar utilizando Medidores de
Caudal en las líneas de carga y en la línea de combustible y
Viscosímetro
1. Alcance del diseño
Los alcances del diseño se subdividen en alcance mecánico, civil y eléctrico /
instrumentación.
Alcance Mecánico
El trabajo mecánico a realizarse es bastante simple, ya que no es
necesario quitar, agregar o modificar ninguna tubería. Las únicas
modificaciones que se deben realizar en las tuberías son para instalar los
viscosímetros. Para instalar este instrumento apenas es necesario hacer
unos pequeños orificios en las líneas, lo cual no afectaría las operaciones
normales del T.E.P.M., porque seria realizado en caliente.
Para la instalación de los medidores ultrasónicos no es necesario
modificar físicamente las tuberías, basta con colocarlo encima de la
superficie de las tuberías.
Alcance Civil
En este proyecto no es necesario realizar ninguna actividad civil, ya que ya están realizadas
todas las modificadas de infraestructura que debían realizarse para instalar el PLC, el sistema
SCADA y los instrumentos.
Alcance de Instrumento

RESULTADOS DE LA INVESTIGACIÓN
139
Gracias a la cantidad de instrumentos que hay que instalar y a los sistemas que hay que
integrar, la parte de instrumentación es la más compleja, debido a esto se requiere instalar lo
siguiente:
Se propone instalar dos viscosímetros, como por ejemplo de la marca “Solartron”, modelo
7827, a ubicar cada uno después de las válvulas de retención de las bombas de carga No. 1 y 2. Se
propone esta marca y tipo de viscosímetro; en primer lugar porque es una marca reconocida y
usada con frecuencia por la empresa PDVSA, debido a la seguridad del instrumento, y segundo
debido a que se necesitaba un instrumento de medición con el cual se pudiese medir la viscosidad
y densidad de manera simultanea y que el rango de operación del instrumento ( viscosidad y la
velocidad del líquido) le permitiera hacer las mediciones sobre el producto con una alta precisión.
Se requiere instalar 4 medidores de caudal ultrasónicos, como por ejemplo de la marca
controlotron modelo 990DVNF-1B, uno para cada línea de carga (líneas No. 1,2,4 y 5) a ubicarse
cada uno antes de las válvulas 330, 331, 333, y 334. Se propone este tipo de medidor de caudal
ultrasónico, debido a que actualmente en el T.E.P.M se esta utilizando este mismo tipo de medidor
de caudal y ha resultado ser bastante efectivo para todos los crudos y combustible con que trabaja
el terminal.
Para energizar cualquiera de los instrumentos a instalarse se puede tomar la energía eléctrica
de las casetas de control ubicadas en los silos No. 1 y 2 del T.E.P.M, ya que todos estos
instrumentos trabajan con 24Vdc, lo cual es unos de los voltajes estándares para la industria.
El resto del trabajo ha realizarse se refiere a la integración de todas las
señales de los nuevos instrumentos, las señales de los instrumentos de
ya instalados como las bombas, válvulas y los medidores de flujo, y los
sistemas que ya están en funcionamiento (sistema Entis y sistema
SCADA OASys) al controlador lógico programable AC-800F.
2. Estructura del Diseño

RESULTADOS DE LA INVESTIGACIÓN
140
Como se explico anteriormente en la sección de Propuestas y Análisis,
el sistema de supervisión y control de la mezcla de combustible a exportar
esta estructurado por los instrumentos de campo (válvulas, tanques,
bombas y instrumentos de medición), el dispositivo controlador (PLC, AC-
800F) y el sistema recolector de información SCADA OASys. En la figura
No. 10 se muestra la estructura del diseño con los instrumentos
involucrados, el flujo de información entre los equipos y sistemas y el tipo
de comunicación.
2.1. LAZO DE CONTROL
Algo muy importante en este diseño y que es necesario resaltar es el
lazo de control que controlará el PLC AC-800F, debido a que dentro de
este lazo de control es donde se realiza la relación entre los flujos de los
dos componentes, con el fin de que el producto quede dentro de las
especificaciones.
Esta relación la hará el PLC AC-800F en función a la receta que le del operador. El PLC se
encargará de variar la válvula de control ubicada en la línea de combustible con el fin de ajustar el
caudal de la linea de combustible en función al caudal que tenga el otro ingrediente y a la relación
de porcentajes de cada componente que se debe mezclar. En la figura No. 18 se puede observar el
lazo de control de relación para el sistema de mezcla combustible para exportar. El control de
relación fundamentalmente proviene de la formula.
Donde: R = es la relación entre los dos flujos
B = es el flujo de la línea de combustible
A = es el flujo de la línea de carga (antes de la bomba de carga)
ABR = (1)

RESULTADOS DE LA INVESTIGACIÓN
141
Figura 18. Sistema de Control. Fuente: Sánchez (2002)
Ni los medidores de caudal total ultrasónicos ubicados al final de la
línea de carga ni los viscosímetros están dentro del lazo de control,
debido a que solo son utilizados como alarmas e información para el
operador.
2.2. DISTRIBUCION DE LOS SISTEMAS DE COMUNICACIÓN Y
FLUJO DE INFORMACION
El PLC AC-800F se comunicará con cuatro elementos al mismo
tiempo: con un segundo PLC AC-800F que estará dispuesto como
redundante; con el sistema SCADA OASYS por medio de una red
ethernet de fibra óptica; también con un sistema foráneo (el Entis Pro),
Figura 19. Sistema Automatizado de Supervisión y Control de Mezcla de Combustible a exportar. Fuente: Sánchez (2002)

RESULTADOS DE LA INVESTIGACIÓN
142
por medio de un puerto serial de protocolo Modbus y por último se
comunicará con los equipos de campo por medio del S-800 que hace de
terminal I/O, por medio del protocolo de comunicación Profibus DP.
3. Estrategia de Control
La estrategia de control son los pasos y actividades que se deben
realizar, con el fin de que se ejecute el control de un proceso especifico y
debido a que en la actualidad la industria petrolera requiere que el control
de procesos sea realizado de manera remota, la preparación, ejecución y
terminación del proceso de mezcla de combustible a exportar debe
realizarse desde la sala de control (siempre manteniendo la opción de que
el control del proceso de mezcla sea realizado de forma local)
En función a estas premisas la estrategia de control se desglosa en
tres etapas.
La primera etapa es donde el operador realiza los preparativos
(introducción de parámetros y revisión de equipos), para arrancar el
proceso de mezcla.
En la segunda etapa se ejecuta el proceso de mezcla, lo que implica
realizar el control de los caudales de cada ingrediente y chequear las
variables y alarmas. Esta es la parte más exigente para el PLC y el
operador, ya que el PLC tiene que realizar el control de relación entre los
caudales de los ingredientes de la mezcla y el operador tiene que
supervisar el comportamiento del proceso y el PLC

RESULTADOS DE LA INVESTIGACIÓN
143
En la última etapa, es donde se ejecutan operaciones y los permisivos
de seguridad, con el fin de detener el proceso de mezcla, bien sea por
decisión del operador o por que así lo exija el proceso.
A continuación se muestra de manera más especifica las operaciones
que deben realizarse en cada una de las etapas del control del proceso
de mezcla.
Preparativos para el inicio del proceso de mezcla
ü Calcular las proporciones de los ingredientes
ü Revisar los instrumentos, equipos y sistemas (chequeo inicial)
ü Introducir en la aplicación la receta (rango de tolerancia del cliente,
características del producto e ingredientes, y proporciones /
volúmenes de cada ingrediente
ü Introducir la utilización de facilidades (tanques, líneas, brazos de
carga, bombas de carga y combustible y válvula de control)
ü Chequeo de conexión entre el terminal y el buque receptor y posición
de las válvulas
ü Confirmación de los parámetros y datos introducidos
ü Ajuste de los set-point del controlador
ü Secuencia de arranque de bombas de carga y combustible
Ejecución del proceso de mezcla
ü Chequeo periódico de las variables y estado de los equipos y sistemas
ü Chequeo continuo de los caudales de los dos ingredientes
involucrados en el proceso de mezcla

RESULTADOS DE LA INVESTIGACIÓN
144
ü Ajuste de la válvula de control en función a la relación entre las
proporciones y caudales existentes
ü Chequeo continuo de la viscosidad y la densidad del producto
ü Chequeo periódico del volumen total inyectado al buque receptor
Permisivos y operaciones para detener el proceso
ü Orden de parada de inyección de combustible al buque receptor, en
caso de operación normal la orden de parada se ejecute previo
acuerdo entre el capitán del buque y el operador
ü Secuencia de parada de las bombas de combustible y de carga
ü Confirmación de parada de las bombas de combustible y de carga
El diagrama de flujo de la Figura 20 muestra las operaciones que debe
realizar el operador.
3.1. DISTRIBUCIÓN DE FUNCIONES DEL SISTEMA DE
SUPERVISIÓN Y CONTROL
Las funciones a ser ejecutadas por los tres elementos fundamentales
(operador, PLC y el sistema SCADA) junto con los instrumentos de
campo para la supervisión y control del proceso de combustible para
exportar son:
§ El proceso y dispositivos de ejecución (ejecución de comandos)
§ Controlador y variables físicas (adquisición de datos)
§ El operador y el proceso (interfaz con el operador)
§ Unidad de diagnostico

RESULTADOS DE LA INVESTIGACIÓN
145
3.1.1. El proceso y dispositivos de ejecución (ejecución de
comandos)
Con el fin de que los comandos de ejecución propuestos por el
operador o el controlador sean ejecutados por los dispositivos actuadores
se tiene previsto utilizar los puertos de comunicaciones tipo Profibus que
tiene el controlador AC-800F, utilizando como elementos de enlace los
módulos S-800. Para la ejecución de comandos sobre los equipos de
campo se tiene previsto la utilización de macros que contengan toda la
lógica de manejo y de enclavamiento sobre los instrumentos de campo.
Las instrucciones de ejecución sobre los equipos seria:
Válvulas Motorizadas con actuadores eléctricos con comunicación digital
(1) Abrir
(2) Cerrar
Válvulas Motorizadas con actuadores eléctricos con cableado directo
(1) Abrir
(2) Cerrar
Válvulas de Control con cableado directo
Porcentaje de Apertura de 1% para el rango de 4-20mA
Bombas de Carga y Combustible
(1) Encender
(2) Apagar
3.1.2. Controlador y variables físicas (adquisición de datos)
El controlador AC-800F se encargará de recoger la mayoría de la
información proveniente del campo para el control y supervisión del
proceso de mezcla de combustible para exportar.
La información proveniente del campo será en parte canalizada hacia el PLC AC-800 de tres
maneras diferentes.

RESULTADOS DE LA INVESTIGACIÓN
146
§ La comunicación de tipo Profibus canalizará la información directamente, por medio de los S-
800, desde los instrumentos de campo hasta el PLC
§ El segundo tipo de comunicación ha utilizarse será el protocolo tipo Modbus, el cual traerá la
información proveniente de los sistemas foráneos como el Entis PRO hasta el PLC AC-800F
§ Otros sistemas existentes en el T.E.P.M están integrados a otros PLC-800F, la información
que se necesita de los otros PLC AC-800F será obtenida por medio de la red Ethernet, que es
la que integra al sistema SCADA con todos los PLC AC-800F dispuestos en el T.E.P.M.
Los datos a ser recogidos por el PLC AC-800F, según el tipo de equipo se nombran a
continuación:
Válvulas Motorizadas con actuadores eléctricos con comunicación digital
(1) Indicación (válvula abierta / cerrada)
(2) Indicación de falla de la válvula / actuador
(3) Indicación de falla de comunicación
Válvulas Motorizadas con actuadores eléctricos con cableado directo
(1) Indicación (válvula abierta / cerrada/)
(2) Indicación de falla de la válvula / actuador
(3) Indicación de falla de comunicación
Válvulas de Control con cableado directo
(1) Indicación del % de apertura
(2) Indicación de falla de la válvula / actuador (cuando este disponible)
(3) Indicación de falla de comunicación
(4) Selector Remoto / Local
Bombas de Carga y de Combustible
(1) Arrancada
(2) Parada
(3) Analógica de Presión
(4) Analógica de Temperatura
(5) Digital de Temperatura (interruptor de alarma alto-alto)
(6) Alta Vibración
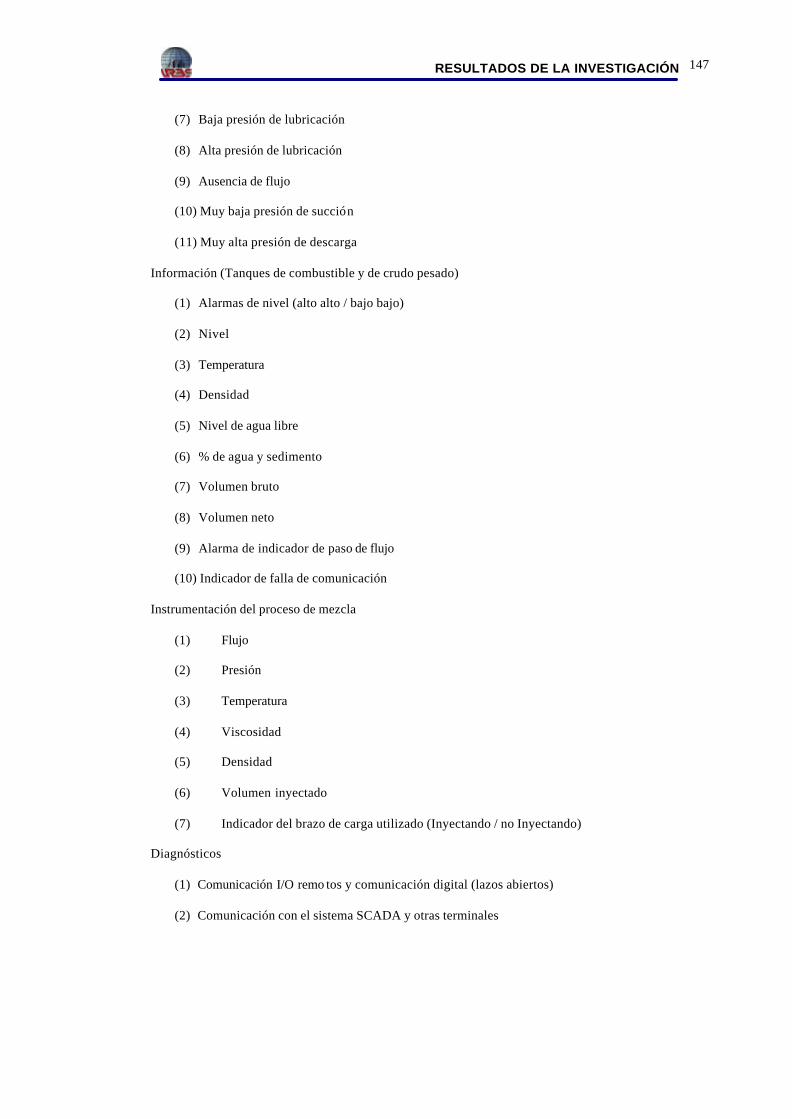
RESULTADOS DE LA INVESTIGACIÓN
147
(7) Baja presión de lubricación
(8) Alta presión de lubricación
(9) Ausencia de flujo
(10) Muy baja presión de succión
(11) Muy alta presión de descarga
Información (Tanques de combustible y de crudo pesado)
(1) Alarmas de nivel (alto alto / bajo bajo)
(2) Nivel
(3) Temperatura
(4) Densidad
(5) Nivel de agua libre
(6) % de agua y sedimento
(7) Volumen bruto
(8) Volumen neto
(9) Alarma de indicador de paso de flujo
(10) Indicador de falla de comunicación
Instrumentación del proceso de mezcla
(1) Flujo
(2) Presión
(3) Temperatura
(4) Viscosidad
(5) Densidad
(6) Volumen inyectado
(7) Indicador del brazo de carga utilizado (Inyectando / no Inyectando)
Diagnósticos
(1) Comunicación I/O remo tos y comunicación digital (lazos abiertos)
(2) Comunicación con el sistema SCADA y otras terminales

RESULTADOS DE LA INVESTIGACIÓN
148
3.1.3. El operador y el proceso (interfaz con el operador)
La interfaz entre el operador y el proceso serán los despliegues en las
computadoras. La información (datos) de los despliegues provendrá del
sistema SCADA, el cual se encargará de traducir todos los datos
provenientes del campo para que los despliegues entiendan esta
información y puedan ser mostrados en pantallas para que el operador los
observe.
La elaboración de los despliegues será en función a los requerimientos de los operadores
y del proceso mismo. Para la elaboración de estos despliegues se consideran los siguientes
aspectos:
§ Protecciones de varios niveles de seguridad (passwords)
§ Creación de despliegues con varios niveles jerárquicos
§ Capacidad de navegación entre despliegues
§ Capacidad de generación de nuevos despliegues
§ Presentación de despliegues en línea y fuera de línea
§ Presentación de despliegues en tiempo real
§ Presentación de despliegues de alarmas y registros de alarmas
§ Actualización de alarmas y despliegues
§ Información de Ayuda (niveles de seguridad, sistemas de unidades, código de colores,
leyendas de gráficos, iconos, funciones y despliegues)
§ Entrada de datos, rangos y parámetros por el operador
§ Comandos por el operador
3.1.4. Unidad de diagnostico
La unidad de diagnostico realiza un chequeo uno a uno de todos los
equipos / instrumentos y la comunicación de toda la red, con el fin de
conocer el estado y comportamientos de cada uno de los equipos y la
comunicación entre ellos. Si alguno de estos equipos o la comunicación

RESULTADOS DE LA INVESTIGACIÓN
149
entre ellos presenta alguna falla se despliegan alarmas (de diferentes
jerarquías) las cuales informan cuando ocurrió el evento, tipo de evento y
jerarquía de la alarma, además informa de que equipo / instrumento o
lazo de comunicación surge la alarma.
Los equipos y sus respectivas alarmas se listan a continuación:
Válvulas Motorizadas con actuadores eléctricos con comunicación digital
(1) Falla de sistema de comunicación
(2) Falla general del actuador / válvula
Válvulas Motorizadas con actuadores eléctricos con cableado directo
(1) Falla actuador / válvula
(2) Falla de comunicación
Bombas de Carga y Combustible
(1) Baja presión de succión
(2) Ausencia de flujo
(3) Alta presión
(4) Baja lubricación
(5) Alta vibración
(6) Alta temperatura de descarga
(7) Falla de tensión de alimentadores eléctricos
(8) Falla por sobre carga del motor
Información (Tanques de combustible y de crudo pesado)
(1) Nivel alto
(2) Nivel bajo
Instrumentación del proceso de mezcla
(1) Densidad fuera del rango
(2) Viscosidad fuera del rango
(3) Máxima cantidad de combustible a inyectar
RESULTADOS DE LA INVESTIGACIÓN
150
Para iniciar cualquier proceso en la industria petrolera es necesario contar con procedimientos
de arranque / parada de equipos / procesos que sirven como permisivos de seguridad, con el fin de
que no se ejecute una actividad / operación si no están las condiciones dadas o atenté con la
seguridad del T.E.P.M.
Para este proyecto se utilizan los mismos permisivos utilizados en el T.E.P.M. para realizar el
arranque / parada de las bombas. Estos permisivos de nombran a continuación.
Bombas de carga y combustible
(1) Al comando de arranque se debe: primero seleccionar la línea de operación a utilizarse,
segundo abrir 100% la válvula de succión de la línea seleccionada, tercero: arrancar la
bomba, cuarto abrir 100% la válvula de descarga de la bomba.
(2) Al apagar la bomba se deben cerrar 100% las válvulas de succión
3.2. OPERACIONES DE MEZCLA DE COMBUSTIBLE PARA
EXPORTAR
La mezcla de combustible para exportar realizada en T.E.P.M, se realizará en función a los
volúmenes y relaciones que utiliza el operador. Esta mezcla será realizada de la siguiente manera:
Secuencia de arranque. En la secuencia de arranque el controlador ajustará la apertura de la
válvula de control No. 0301 o 0401 en función a la capacidad de bombeo de las bombas de carga y
al valor promedio del caudal del combustible, que es un valor que proviene de la capacidad de
bombeo promedio de la bomba de combustible y la densidad del combustible preliminar. Luego
del ajuste preliminar de la válvula de control No. 0301 ó 0401 se procede a arrancar la bomba de
carga (para bombear el crudo pesado) y luego con un máximo de cinco (5) minutos de diferencia,
se procede arrancar la bomba de combustible para bombear el combustible preliminar.
Proceso de mezcla en funcionamiento, como fue explicado anteriormente el caudal del
combustible preliminar será restringido en función a la relación de las proporciones (receta) y el
caudal del crudo pesado.
Operación de parada, para detener el proceso de mezcla siempre y cuando sea en condiciones
normales, se debe detener la bomba de carga y en un intervalo no mayor a tres (3) minutos se debe
apagar la bomba de combustible.
RESULTADOS DE LA INVESTIGACIÓN
151
La operación de mezcla de combustible para exportar solo será iniciada por el operador y su
parada podrá ser producida de las siguientes maneras:
1. Manualmente por el operador, cuando se halla inyectado la cantidad de combustible exigida.
2. Manualmente por el operador, cuando el producto se salga del rango de especificaciones
toleradas.
3. Manualmente por el operador, por una operación inadecuada del sistema, por fallas en equipos
de campo o por cualquier otra razón a juicio del operador
4. Automáticamente, cuando ocurra operación inadecuada que implique alto riesgo para el
proceso y/o la instalación
El operador realizará estas y otras operaciones por medio de la aplicación que se implante en
el sistema SCADA del T.E.P.M.
La aplicación permitirá al operador tener control y conocimiento de los equipos de campo.
Además controlará junto con el PLC AC-800 la proporción de los ingredientes para realizar la
mezcla, proporciones introducidas previamente por el operador y supervisará la densidad y
viscosidad del producto, esto último con el fin de observar que este dentro del rango
preestablecido. Así mismo, por medio de la información del nivel de los tanques y el flujo
totalizado al final de la línea de carga supervisará la cantidad de volumen inyectado al buque
receptor.
Esta aplicación trabajará en función a la información que reciba del sistema SCADA OASys y
el PLC AC-800F.
El sistema SCADA que es el elemento recolector de información albergara despliegues
gráficos donde se presenten los procesos de manera esquemática con el valor de las variables
resultantes, además producirá reportes e impresión de eventos tendencias y alarmas.
El PLC AC-800F es donde se realizaran todas las actividades de control secuencial y algunas
de enclavamiento.
Las operaciones serán iniciadas por el operador en despliegues del sistema SCADA, en donde
se podrá introducir los parámetros del proceso y ejecutar los comandos sobre los equipos de
campo.
Estos parámetros introducidos por el operador serán:

RESULTADOS DE LA INVESTIGACIÓN
152
§ Los tanques y bombas a utilizar y las válvulas que hay que ajustar.
§ La receta del producto y características de los componentes (% de cada ingrediente y
cantidad volumétrica total)
Por su parte el PLC AC-800F realizará las funciones de recolección
de información y control, como las siguientes:
§ Recolección de la información del caudal, la presión y temperatura de los componentes de
la mezcla
§ Recolección de la información del volumen inyectado al buque
§ Recolección de la información de la densidad y viscosidad cinemática del producto
§ Recibir información del Entis+ del volumen y nivel de los tanques que contienen los
ingredientes
§ Secuencias de inicio y parada de equipos
§ Protección y enclavamiento de equipos de campo
§ Supervisión de condiciones de la operación de mezcla
§ Control de flujo y relación de los componentes
En la figura No. 20 se presenta un diagrama de flujo de la
aplicación para el proceso de mezcla de combustible a exportar, creado
en función a las operaciones y procedimientos que debe realizar el
operador para realizar la mezcla de combustible para exportar.

RESULTADOS DE LA INVESTIGACIÓN
153
P
H
INICIO
INGRESO DE RECETA: § Rango y características del combustible (Max/Min de
API, BSW, Acidez, Azufre y Visco. V-50) § Proporciones y volúmenes de cada ingrediente
INGRESO DE UTILIZACIÓN DE FACILIDADES: § Tanques § Bombas No. § Líneas de carga § Brazos de carga § Ajuste de válvulas
INGRESO DE CARACTERÍSTICAS DE DESPACHO: § Flujo de despacho § Volumen total a despachar
CONFIRMACIÓN
CONFIRMACIÓN
CONFIRMACIÓN
ALARMA DE FINAL DE BOMBEO
SECUENCIA DE ARRANQUE
AJUSTE AUTOMÁTICO DE LOS SET-POINT (RECETA Y DESPACHO)
CONFIRMACIÓN
REVISION DE:
§ Equipos, dispositivos, e instrumentos
§ Flujo de despacho, viscosidad y densidad
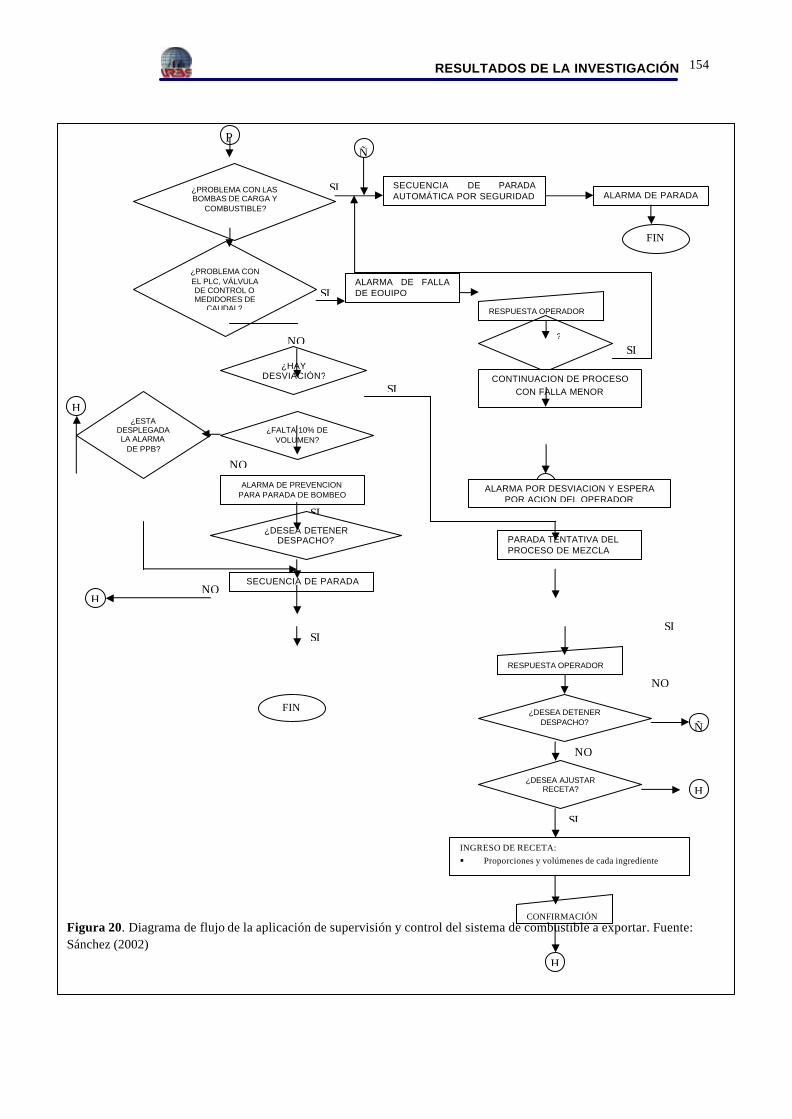
RESULTADOS DE LA INVESTIGACIÓN
154
SI
NO
SI
NO
H
H
Ñ
H
NO
SI
SI
NO
SI
SI
NO H
NO
H
NO
SI
SI
Ñ
¿PROBLEMA CON LAS BOMBAS DE CARGA Y
COMBUSTIBLE?
¿HAY DESVIACIÓN?
ALARMA DE FALLA DE EQUIPO
¿PROBLEMA CON EL PLC, VÁLVULA DE CONTROL O MEDIDORES DE
CAUDAL?
SECUENCIA DE PARADA AUTOMÁTICA POR SEGURIDAD ALARMA DE PARADA
?
RESPUESTA OPERADOR
CONTINUACION DE PROCESO CON FALLA MENOR
¿FALTA 10% DE VOLUMEN?
ALARMA DE PREVENCION PARA PARADA DE BOMBEO
¿DESEA DETENER DESPACHO?
SECUENCIA DE PARADA
FIN
ALARMA POR DESVIACION Y ESPERA POR ACION DEL OPERADOR
RESPUESTA OPERADOR
¿DESEA DETENER DESPACHO?
¿DESEA AJUSTAR RECETA?
INGRESO DE RECETA: § Proporciones y volúmenes de cada ingrediente
FIN
PARADA TENTATIVA DEL PROCESO DE MEZCLA
CONFIRMACIÓN
¿ESTA DESPLEGADA LA ALARMA
DE PPB?
P
Figura 20. Diagrama de flujo de la aplicación de supervisión y control del sistema de combustible a exportar. Fuente: Sánchez (2002)

RESULTADOS DE LA INVESTIGACIÓN
155
4. Discusión de los Resultados
Luego de la elaboración de la estrategia de control del sistema
automatizado de supervisión y control de la mezcla de combustible a
exportar es necesario mencionar los resultados cualitativos obtenidos a lo
largo de esta investigación. Estos resultados se mencionan a
continuación:
Ø La automatización dentro de cualquier industria, es de vital importancia para el logro de
la optimización dinámica y global de los procesos debido al control y supervisión de las variables,
tal como lo plantea en sus teorías, Creus (1993)
Ø Para la realización de la estrategia de control se escogió sistema de control distribuido ya
que como afirma Williams (1992), implica varios controles de diferente jerarquía, lo cual aumenta
la seguridad del control del proceso, ya que distribuye las tareas a realizar en diferentes
dispositivos.
Ø Se concluyó que los lazos de control cerrado, tal como lo afirma Ogata (1997), son más
eficientes y funcionales para controlar los caudales dentro de un proceso, ya que es posible alterar
la variable de salida en función a la variable de entrada
Ø Se obtuvieron las especificaciones funcionales del sistema automatizado de supervisión y
control de mezcla de combustible a exportar del T.E.P.M, las cuales surgieron del análisis
realizado al sistema de mezcla actual y a los requerimientos de los operadores, ingenieros de
soporte y personal de mantenimiento del sistema.
Ø Después del análisis de las propuestas de diseño se razonó que diseñar y realizar un
sistema automatizado de supervisión y control de mezcla de combustible esperando que el
controlador sea capaz de variar los caudales de los componentes en función a la viscosidad o
densidad del líquido resultante es bastante complicado, ya que requiere sistemas inteligentes y
expertos conocidos como optimizadores de mezcla que contienen líneas de programación bastante
extensas y complicadas, y el costo de estos sistemas optimizadores de mezcla son bastante

RESULTADOS DE LA INVESTIGACIÓN
156
elevados. Por esta razón se escogió la propuesta de diseño No. 2, la cual es menos complicada y el
costo de su implantación es menor.
Ø Es importante señalar que como resultado de este estudio, se selecciono una de las
tecnologías propuestas para el diseño de un sistema automatizado de supervisión y control de la
mezcla de combustible a exportar, con el cual se obtendrán mejores productos, mejor calidad y
seguridad en la ejecución del proceso y grandes beneficios para el personal y la empresa.


















