

SASE 2013 - Simposio Argentino de Sistemas Embebidos … · pantalla de una PC o un Monitor de...
59
SASE 2013 – Buenos Aires – FIUBA BGA BALL GRID ARRAY MACTOOLS S.A. – Sergio Guberman – [email protected]
Transcript of SASE 2013 - Simposio Argentino de Sistemas Embebidos … · pantalla de una PC o un Monitor de...
SASE 2013 – Buenos Aires – FIUBABGA BALL GRID ARRAY
MACTOOLS S.A. – Sergio Guberman – [email protected]
SASE 2013 – Buenos Aires – FIUBA
Desarrollo* Tipos, consideraciones y clasificación* CSP y Flip Chip* Métodos de remoción de BGA’s* Métodos de alineación de BGA’s* Fijación de perfiles térmicos* Boquillas, formatos y clasificación* Equipo de remoción std. -TF-700 o sim.-* Equipo de rem. e Inst. Prof. -TF-2000 o sim-* Ejemplos de Radiografias y fotografias* Infra-Rojo e Inspeccion por fibra optica* Video de Soldadura y Desoldadura.* Video de Inspección* Conclusiones Finales
MACTOOLS S.A. – Sergio Guberman – [email protected]
Desarrollo* Tipos, consideraciones y clasificación* CSP y Flip Chip* Métodos de remoción de BGA’s* Métodos de alineación de BGA’s* Fijación de perfiles térmicos* Boquillas, formatos y clasificación* Equipo de remoción std. -TF-700 o sim.-* Equipo de rem. e Inst. Prof. -TF-2000 o sim-* Ejemplos de Radiografias y fotografias* Infra-Rojo e Inspeccion por fibra optica* Video de Soldadura y Desoldadura.* Video de Inspección* Conclusiones Finales

SASE 2013 – Buenos Aires – FIUBA
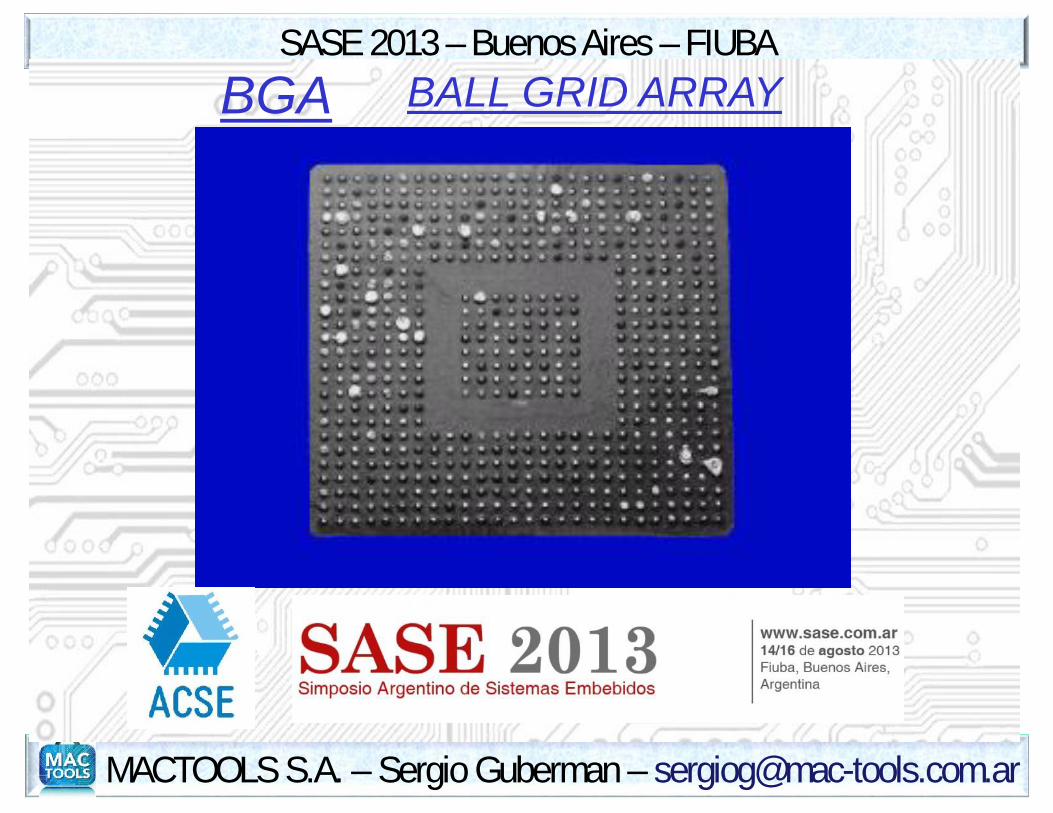
BGA
-Bolitas o Columnas de Estaño Eutéctico--de 16 a 2400 contactos-
BALL GRID ARRAY
MACTOOLS S.A. – Sergio Guberman – [email protected]
BGA
-Bolitas o Columnas de Estaño Eutéctico--de 16 a 2400 contactos-

SASE 2013 – Buenos Aires – FIUBAVariantes de BGA
Plastic BGA -388- Super BGA -596- Tab BGA -736-
BGA -Metálico-
MACTOOLS S.A. – Sergio Guberman – [email protected]
BGA –Cerámico- BGA –Cerámico- BGA -Metálico-
SASE 2013 – Buenos Aires – FIUBATipos de Array
Ball Grid Array (BGA)• Cápsula Plástica (PBGA)
• Cápsula Cerámica (CBGA)
• Cápsula Cerámica con Columnas (CCGA)
• Cápsula Metálica (MBGA/SBGA)
Chip Scale Package o Micro BGA (CSP)
Micro Lead Frame (MLF)
Flip Chip (FP)
MACTOOLS S.A. – Sergio Guberman – [email protected]
Ball Grid Array (BGA)• Cápsula Plástica (PBGA)
• Cápsula Cerámica (CBGA)
• Cápsula Cerámica con Columnas (CCGA)
• Cápsula Metálica (MBGA/SBGA)
Chip Scale Package o Micro BGA (CSP)
Micro Lead Frame (MLF)
Flip Chip (FP)
SASE 2013 – Buenos Aires – FIUBA
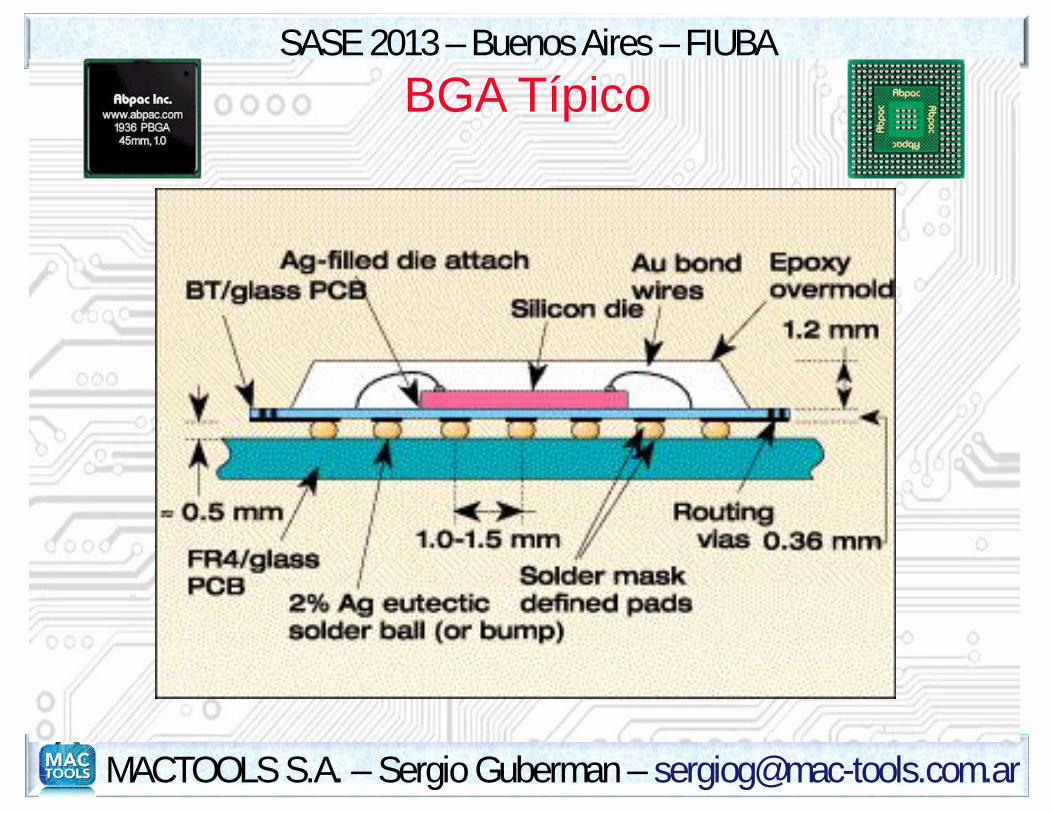
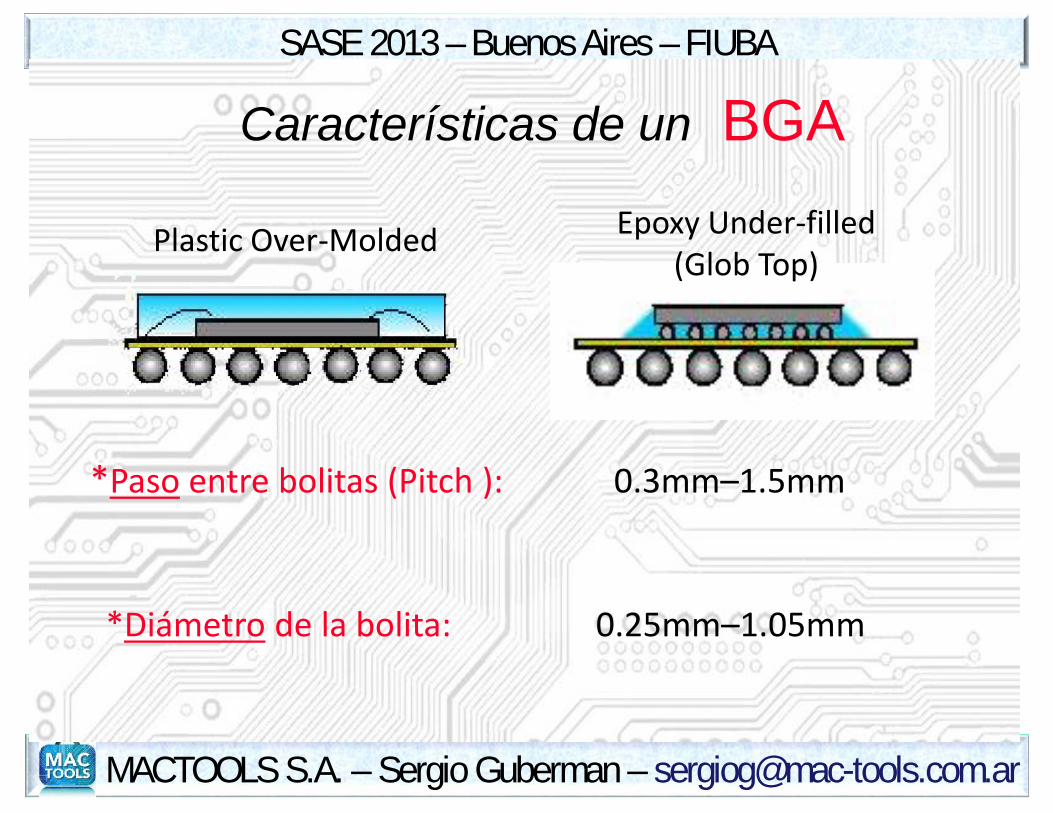
Características de un BGA
Plastic Over-Molded Epoxy Under-filled(Glob Top)
MACTOOLS S.A. – Sergio Guberman – [email protected]
*Paso entre bolitas (Pitch ): 0.3mm–1.5mm
*Diámetro de la bolita: 0.25mm–1.05mm
SASE 2013 – Buenos Aires – FIUBA
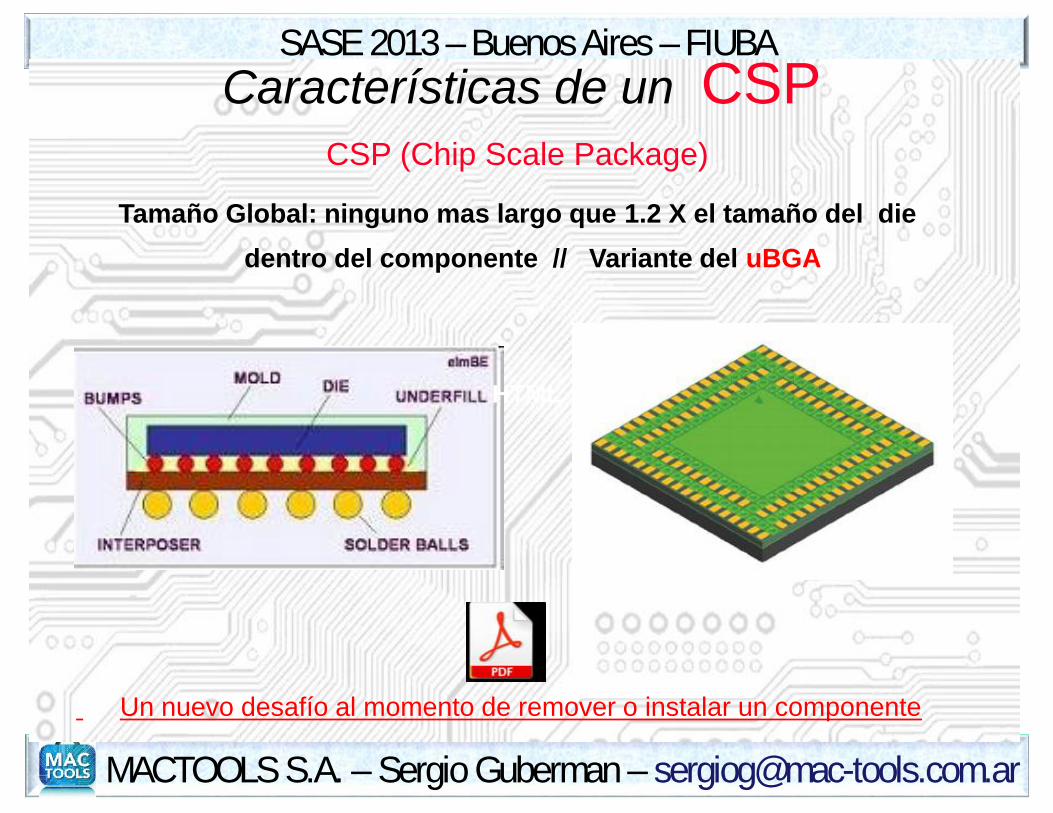
CSP (Chip Scale Package)
Tamaño Global: ninguno mas largo que 1.2 X el tamaño del diedentro del componente // Variante del uBGA
Características de un CSP
HTML
MACTOOLS S.A. – Sergio Guberman – [email protected]
Un nuevo desafío al momento de remover o instalar un componente
HTML

SASE 2013 – Buenos Aires – FIUBA
Micro conductor, es una familia de circuitos
integrados QFN.
Está disponible en 3 versiones que son MLPQ,
MLPM y MLPD
Tambien considerados en algunos casos como
familia de los CSP.
Características de un MLFMLF (Micro Lead Frame) o MLP o QFN
MACTOOLS S.A. – Sergio Guberman – [email protected]
Micro conductor, es una familia de circuitos
integrados QFN.
Está disponible en 3 versiones que son MLPQ,
MLPM y MLPD
Tambien considerados en algunos casos como
familia de los CSP.
Un nuevo desafío al momento de remover o instalar un componente

SASE 2013 – Buenos Aires – FIUBA
-Die, Cristal de silicio desnudo con hilos de soldadura a sus costados.-
-Conexion directa al sustrato
Características de un FLIP CHIP
• Varian su tamaño desde0.8 a 20 mm cuadrados
• El diametro de las bolitasvarian entre .1 y .4 mm
• El pitch entre bolitas varianentre .25 y .8 mm
MACTOOLS S.A. – Sergio Guberman – [email protected]
Se pueden lograr chips tan pequeños que su reparación en algunos casos puede
resultar imposible
• Varian su tamaño desde0.8 a 20 mm cuadrados
• El diametro de las bolitasvarian entre .1 y .4 mm
• El pitch entre bolitas varianentre .25 y .8 mm
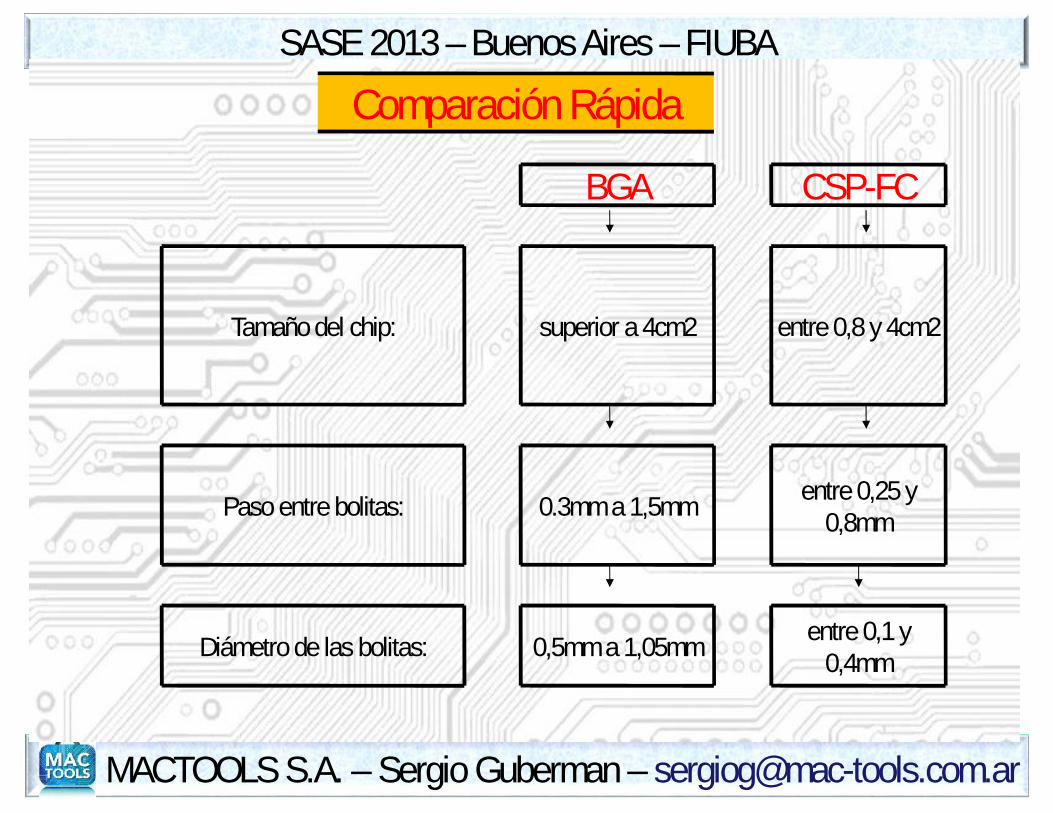
SASE 2013 – Buenos Aires – FIUBAComparación Rápida
BGA CSP-FC
Tamaño del chip: superior a 4cm2 entre 0,8 y 4cm2
MACTOOLS S.A. – Sergio Guberman – [email protected]
Paso entre bolitas: 0.3mm a 1,5mm entre 0,25 y0,8mm
Diámetro de las bolitas: 0,5mm a 1,05mm entre 0,1 y0,4mm
SASE 2013 – Buenos Aires – FIUBA
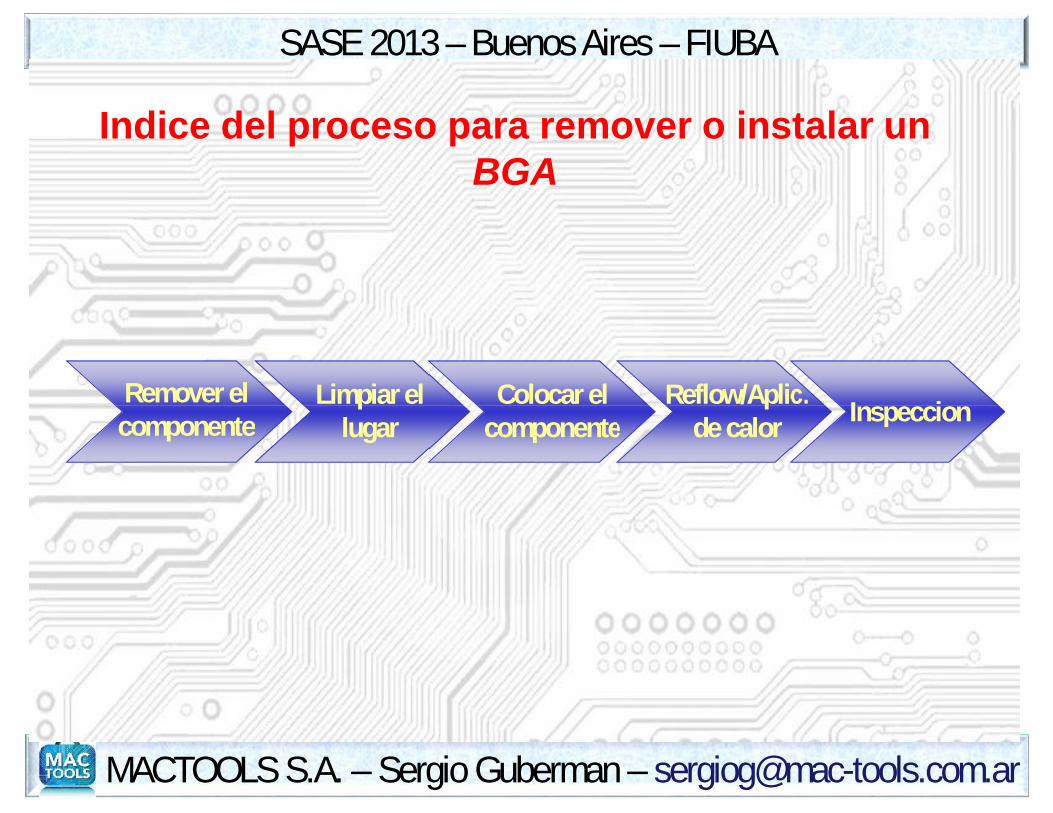
Indice del proceso para remover o instalar unBGA
Remover elcomponente
Limpiar ellugar
Colocar elcomponente
Reflow/Aplic.de calor Inspeccion
MACTOOLS S.A. – Sergio Guberman – [email protected]
Remover elcomponente
Limpiar ellugar
Colocar elcomponente
Reflow/Aplic.de calor Inspeccion

SASE 2013 – Buenos Aires – FIUBARemover un BGA mediante método
Conductivo –ej: equipo PACE-MBT 250-Virtualmente todos los BGA/CSP pueden ser
retrabajados usando sistemas de métodos
conductivos para transferir la temperatura.-
Algunos dispositivos para este tipo de remoción
estan disponibles ayudado por una bomba de
Vacío que a través de una goma (sopapa) una vez
alcanzada la temperatura necesaria, hara de -
vacuum pick-up- y levantará el componente.-
Este metodo de ninguna manera es apto para
instalar un BGA.
MACTOOLS S.A. – Sergio Guberman – [email protected]
Virtualmente todos los BGA/CSP pueden ser
retrabajados usando sistemas de métodos
conductivos para transferir la temperatura.-
Algunos dispositivos para este tipo de remoción
estan disponibles ayudado por una bomba de
Vacío que a través de una goma (sopapa) una vez
alcanzada la temperatura necesaria, hara de -
vacuum pick-up- y levantará el componente.-
Este metodo de ninguna manera es apto para
instalar un BGA.

SASE 2013 – Buenos Aires – FIUBA
Remover un BGA mediante métodosConvectivo y Radiación
----Equipos Profesionales----
IR3000 –Infra Rojo –*******************
TF-1700/2700 -Aire Caliente-================
-Equipo de bajo costo pero alta prestacion-
RE-7500 / 8500 -Infra Rojo-
MACTOOLS S.A. – Sergio Guberman – [email protected]
Remover un BGA mediante métodosConvectivo y Radiación
----Equipos Profesionales----
IR3000 –Infra Rojo –*******************
TF-1700/2700 -Aire Caliente-================
-Equipo de bajo costo pero alta prestacion-
RE-7500 / 8500 -Infra Rojo-
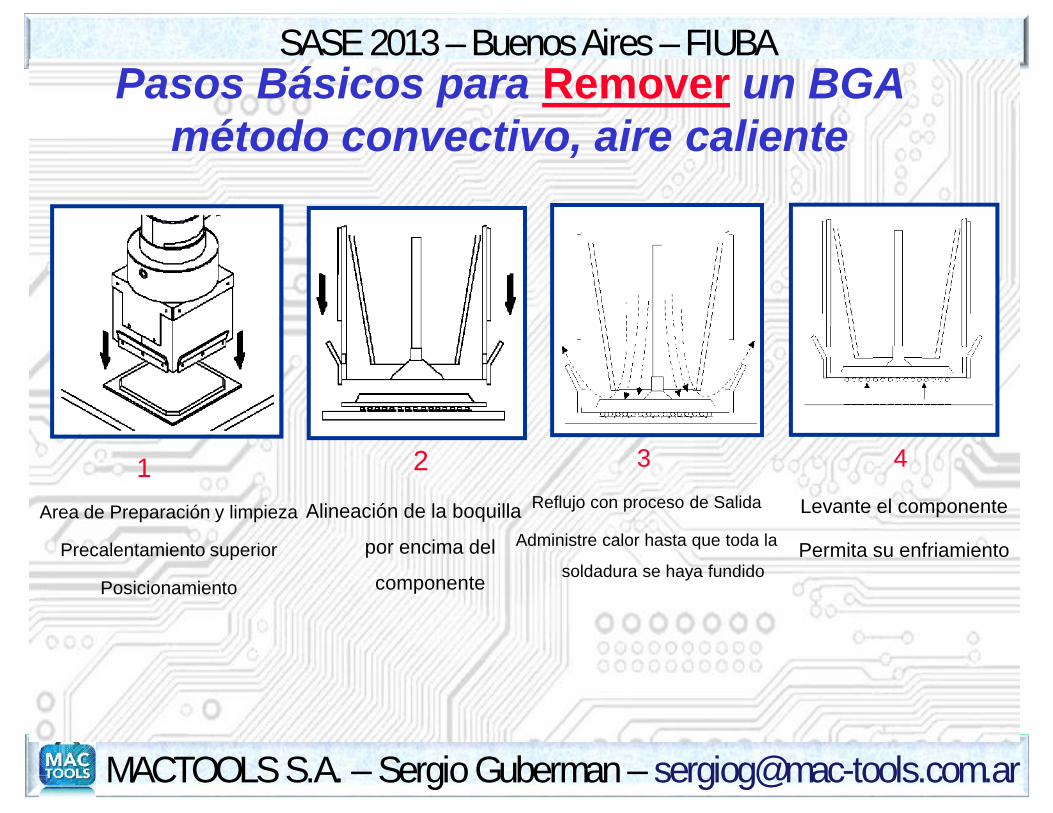
SASE 2013 – Buenos Aires – FIUBAPasos Básicos para Remover un BGA
método convectivo, aire caliente
MACTOOLS S.A. – Sergio Guberman – [email protected]
1Area de Preparación y limpieza
Precalentamiento superior
Posicionamiento
2
Alineación de la boquilla
por encima del
componente
3Reflujo con proceso de Salida
Administre calor hasta que toda la
soldadura se haya fundido
4
Levante el componente
Permita su enfriamiento
SASE 2013 – Buenos Aires – FIUBA
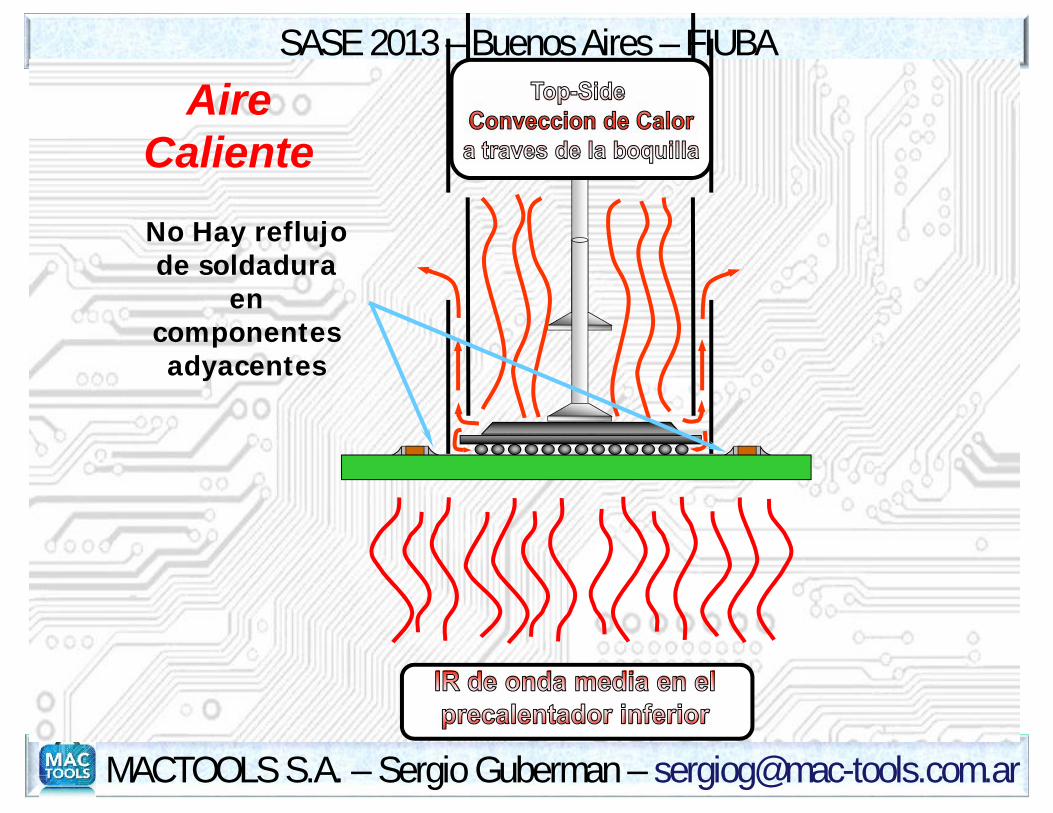
No Hay reflujode soldadura
encomponentesadyacentes
AireCaliente
MACTOOLS S.A. – Sergio Guberman – [email protected]

SASE 2013 – Buenos Aires – FIUBARemoción BGA
-Equipos PACE ST 325 y ST 350Equipos convectivos de bajo costo
MACTOOLS S.A. – Sergio Guberman – [email protected]

SASE 2013 – Buenos Aires – FIUBARemoción BGA
-Equipo IR3000 Infra Rojo – Alta Gama
MACTOOLS S.A. – Sergio Guberman – [email protected]

SASE 2013 – Buenos Aires – FIUBARemoción BGA
-Equipos TF1700/2700 Aire Caliente-Alta Gama
PACE TF 1700
MACTOOLS S.A. – Sergio Guberman – [email protected]
PACE TF 2700

SASE 2013 – Buenos Aires – FIUBA
Remoción BGA –Equipos JOVY RE-7500 y RE-8500Infra Rojo, simples, poderosos y economicos !!!
MACTOOLS S.A. – Sergio Guberman – [email protected]
SASE 2013 – Buenos Aires – FIUBA
Más Adelante analizaremos la Instalación yRemoción con un equipo profesional de alta
gama
y en capítulo separado Equipo Infra-Rojode bajo costo
MACTOOLS S.A. – Sergio Guberman – [email protected]
Más Adelante analizaremos la Instalación yRemoción con un equipo profesional de alta
gama
y en capítulo separado Equipo Infra-Rojode bajo costo
SASE 2013 – Buenos Aires – FIUBA
Métodos paraAlinear
componentesBGA’s
MACTOOLS S.A. – Sergio Guberman – [email protected]
Métodos paraAlinear
componentesBGA’s

SASE 2013 – Buenos Aires – FIUBAMétodos de Alineación 1
Alineación con Plantilla (para equipos Termo Flow)
MACTOOLS S.A. – Sergio Guberman – [email protected]
Factor de éxito nro. 1: Habilidad del Operador.-
• Para trabajos con pasos superiores a .8 mm .-
• Bolillas con diámetros inferiores a .8 baja posibilidad de éxito.-
• Bolillas con diámetros inferiores a .6 , casi imposible.-
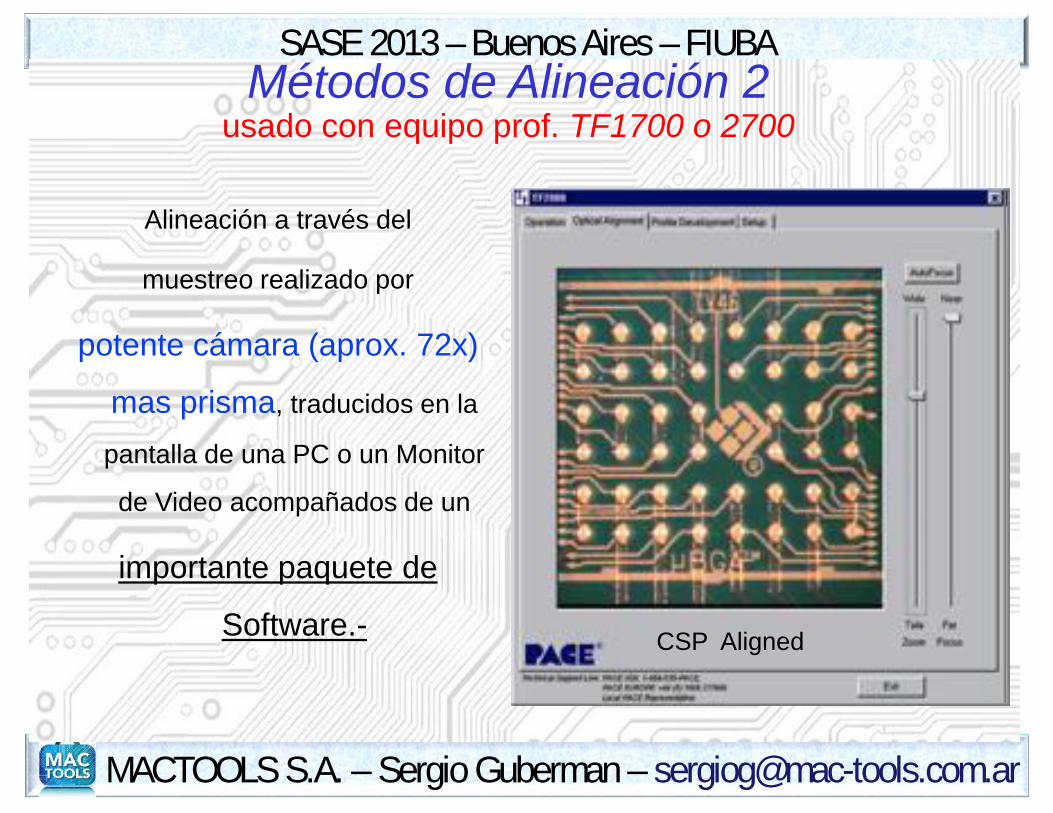
SASE 2013 – Buenos Aires – FIUBAMétodos de Alineación 2
usado con equipo prof. TF1700 o 2700
Alineación a través del
muestreo realizado por
potente cámara (aprox. 72x)
mas prisma, traducidos en la
pantalla de una PC o un Monitor
de Video acompañados de un
importante paquete de
Software.-
MACTOOLS S.A. – Sergio Guberman – [email protected]
Alineación a través del
muestreo realizado por
potente cámara (aprox. 72x)
mas prisma, traducidos en la
pantalla de una PC o un Monitor
de Video acompañados de un
importante paquete de
Software.- CSP MisalignedCSP Aligned
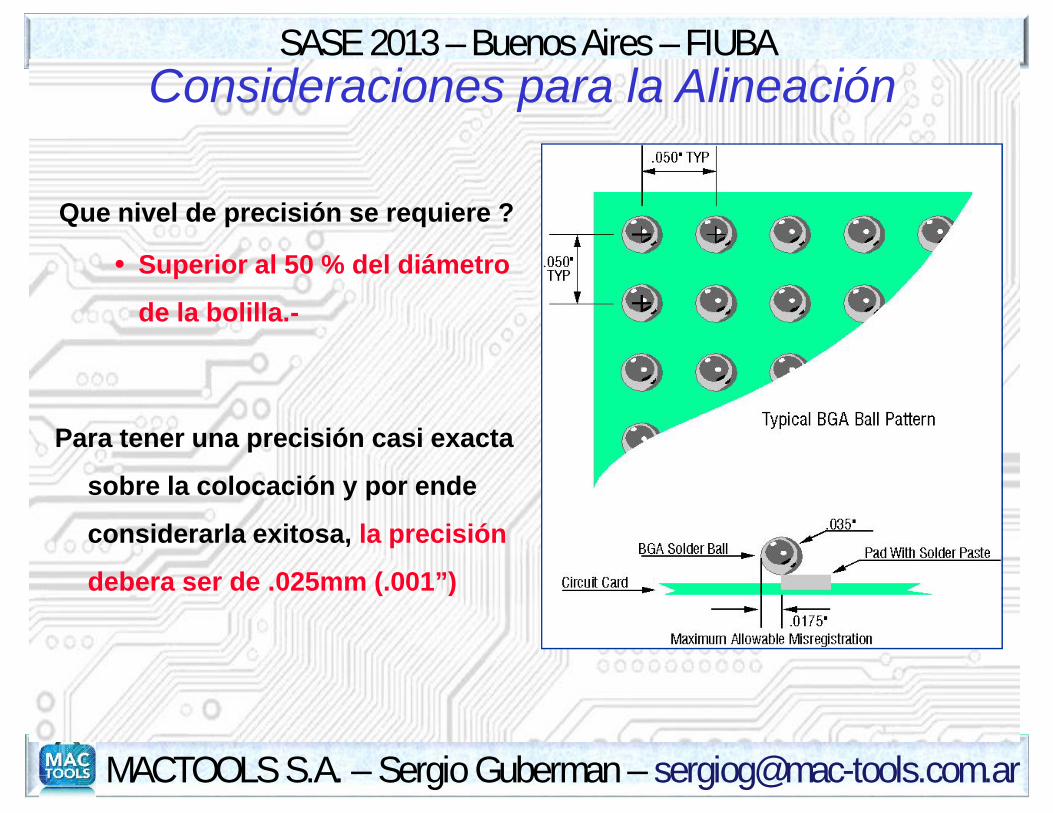
SASE 2013 – Buenos Aires – FIUBAConsideraciones para la Alineación
Que nivel de precisión se requiere ?
• Superior al 50 % del diámetro
de la bolilla.-
MACTOOLS S.A. – Sergio Guberman – [email protected]
Para tener una precisión casi exacta
sobre la colocación y por ende
considerarla exitosa, la precisión
debera ser de .025mm (.001”)
SASE 2013 – Buenos Aires – FIUBAConsideraciones para la Alineación• > a un paso de .8 mm, Zoom no inferior a 35x
• < a un paso de .8 mm, Zoom 80x mínimo (CSP)
• La computadora basada en sistemas ópticos es el
método más fiable y mas económico que el método
de utilización de equipos de RX.-
• El software reduce costos, tiempos, mejora
perfomance, permite el guardado de perfiles
predeterminados, etc..-
MACTOOLS S.A. – Sergio Guberman – [email protected]
• > a un paso de .8 mm, Zoom no inferior a 35x
• < a un paso de .8 mm, Zoom 80x mínimo (CSP)
• La computadora basada en sistemas ópticos es el
método más fiable y mas económico que el método
de utilización de equipos de RX.-
• El software reduce costos, tiempos, mejora
perfomance, permite el guardado de perfiles
predeterminados, etc..-
SASE 2013 – Buenos Aires – FIUBA
BGA
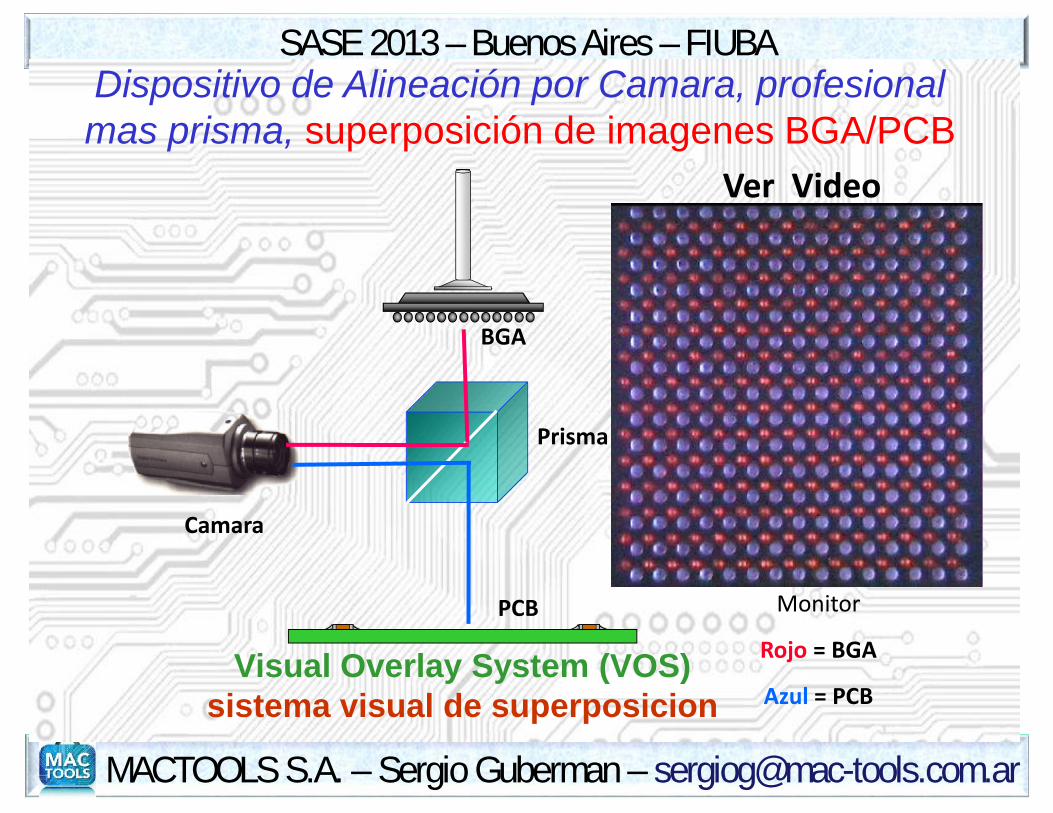
Dispositivo de Alineación por Camara, profesionalmas prisma, superposición de imagenes BGA/PCB
Ver Video
MACTOOLS S.A. – Sergio Guberman – [email protected]
Camara
Prisma
PCB Monitor
Rojo = BGA
Azul = PCBVisual Overlay System (VOS)
sistema visual de superposicion
SASE 2013 – Buenos Aires – FIUBA
Video -- Alineación con nuestras manos
MACTOOLS S.A. – Sergio Guberman – [email protected]
SASE 2013 – Buenos Aires – FIUBAAlineación de BGA225
MACTOOLS S.A. – Sergio Guberman – [email protected]
SASE 2013 – Buenos Aires – FIUBAReflow de BGA 313
MACTOOLS S.A. – Sergio Guberman – [email protected]
SASE 2013 – Buenos Aires – FIUBA
Perfiles Térmicos
Establecimiento de un perfil
Zonas
Pautas
Precalentadores, métodos y sistemas
Boquillas para Aire Caliente
MACTOOLS S.A. – Sergio Guberman – [email protected]
Establecimiento de un perfil
Zonas
Pautas
Precalentadores, métodos y sistemas
Boquillas para Aire Caliente
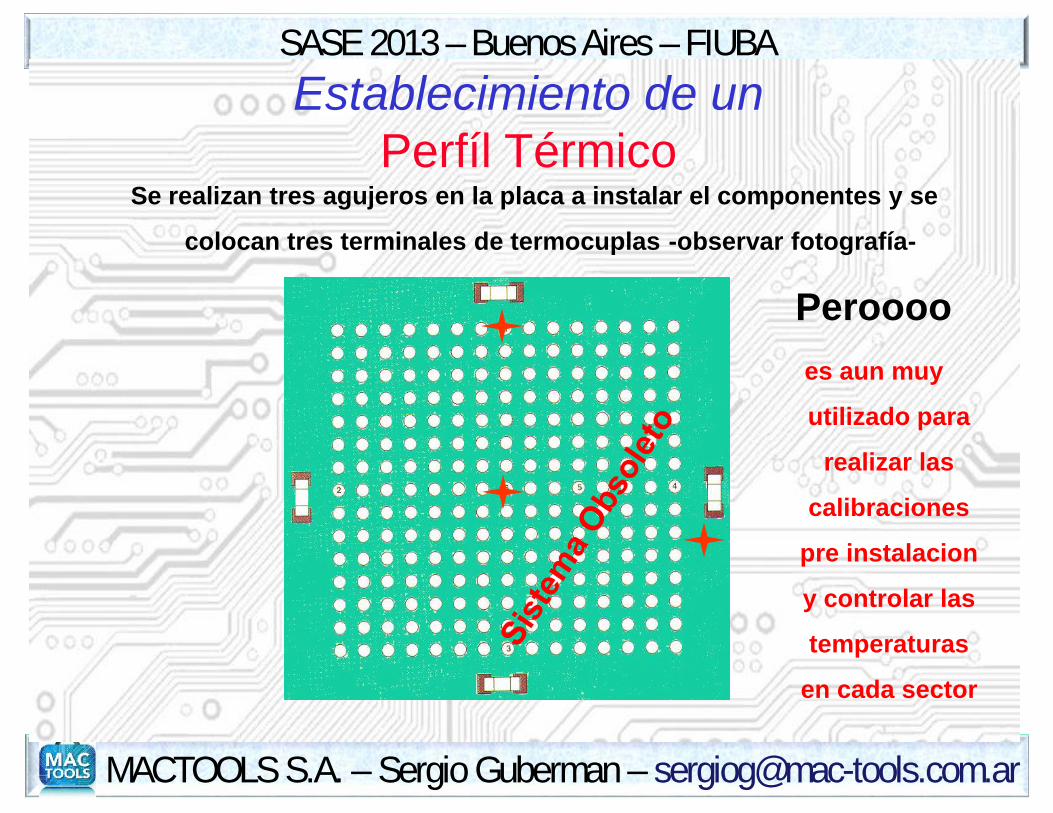
SASE 2013 – Buenos Aires – FIUBAEstablecimiento de un
Perfíl TérmicoSe realizan tres agujeros en la placa a instalar el componentes y se
colocan tres terminales de termocuplas -observar fotografía-
Perooooes aun muy
utilizado para
realizar las
calibraciones
pre instalacion
y controlar las
temperaturas
en cada sector
MACTOOLS S.A. – Sergio Guberman – [email protected]
Perooooes aun muy
utilizado para
realizar las
calibraciones
pre instalacion
y controlar las
temperaturas
en cada sector

SASE 2013 – Buenos Aires – FIUBAEstablecimiento de un
Perfíl Térmico
MACTOOLS S.A. – Sergio Guberman – [email protected]
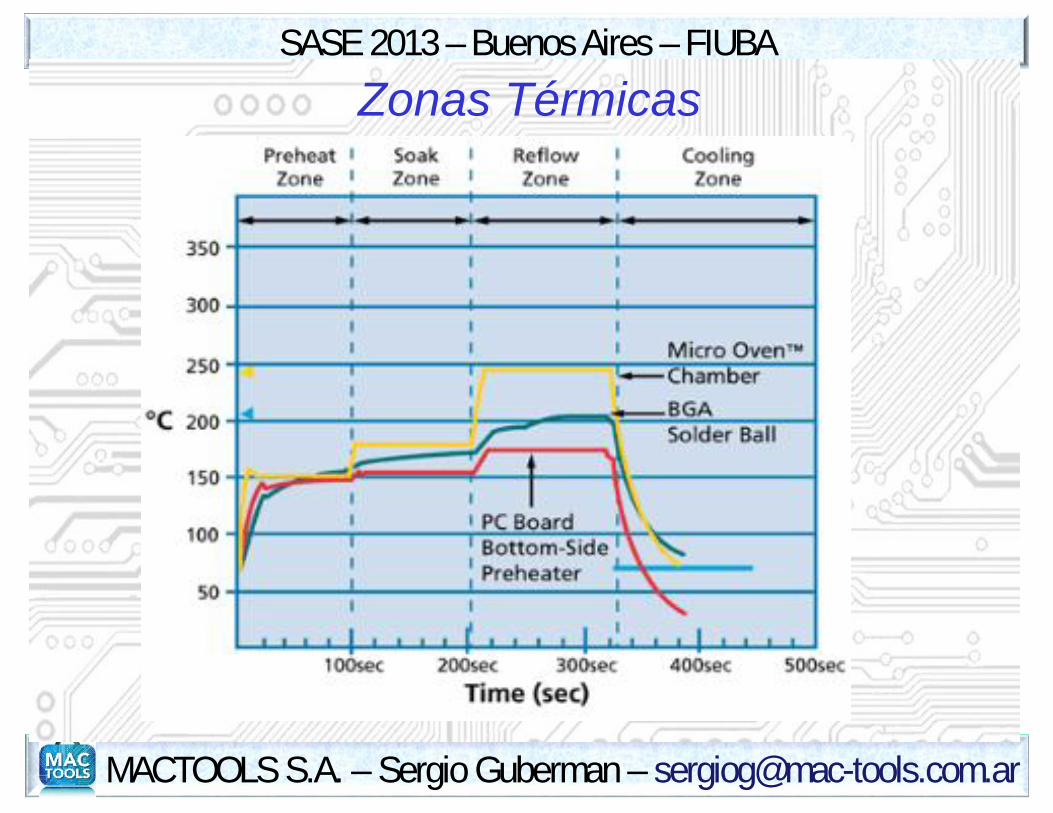
SASE 2013 – Buenos Aires – FIUBAPerfiles de Zonas Térmicas
Estableceremos 4 zonas críticas y en virtud del solftware y las
termocuplas instaladas veremos en pantalla las curvas pertinentes
durante un proceso completo.-
1. Preheat
2. Soak
3. Reflow
4. Cool-Down
MACTOOLS S.A. – Sergio Guberman – [email protected]
Estableceremos 4 zonas críticas y en virtud del solftware y las
termocuplas instaladas veremos en pantalla las curvas pertinentes
durante un proceso completo.-
1. Preheat
2. Soak
3. Reflow
4. Cool-Down
SASE 2013 – Buenos Aires – FIUBAPautas de los perfiles Térmicos
Preheat: Rampa de temperatura en la tarjeta, el BGA & sus
junturas ( 2-3°C/sec) hasta alcanzar los 100°C
Soak: Precalentamiento durante 1-2 minutos, hasta que la rampa
alcance los 120 - 135 °C
Reflow: Chorro de aire a través de la boquilla sobre los cuatro
lados hasta alcanzar los 200- 210 °C, sin excederse de la
temperartura maxima prevista para el componente que se
esta trabajando (usualmente 235-240°C)
Cool-Down: Aire frío proporcionado por el Ventilador a la boquilla
y fin del proceso.-
MACTOOLS S.A. – Sergio Guberman – [email protected]
Preheat: Rampa de temperatura en la tarjeta, el BGA & sus
junturas ( 2-3°C/sec) hasta alcanzar los 100°C
Soak: Precalentamiento durante 1-2 minutos, hasta que la rampa
alcance los 120 - 135 °C
Reflow: Chorro de aire a través de la boquilla sobre los cuatro
lados hasta alcanzar los 200- 210 °C, sin excederse de la
temperartura maxima prevista para el componente que se
esta trabajando (usualmente 235-240°C)
Cool-Down: Aire frío proporcionado por el Ventilador a la boquilla
y fin del proceso.-

SASE 2013 – Buenos Aires – FIUBA
-Bandeja o plato caliente
-Ineficaz y dificultoso de controlar
-Buenos trabajos con pequeñas tarjetas
-Confiable en proximidad y más efectivo en tarjetas híbridas
Método de Precalentamiento: Conductivo
MACTOOLS S.A. – Sergio Guberman – [email protected] Conductive & Convective Preheating System
SASE 2013 – Buenos Aires – FIUBA
Método de Precalentamiento: Radiaciónusando en sistemas profesionales con equipo como TF-1700 a
través de I.R. (400 w)-las potencias dependen del modelo de equipo-
MACTOOLS S.A. – Sergio Guberman – [email protected]

SASE 2013 – Buenos Aires – FIUBA
Método de Precalentamiento: ConvecciónSolamente precalentador de bajo costo
ST 450
MACTOOLS S.A. – Sergio Guberman – [email protected]
SASE 2013 – Buenos Aires – FIUBA
Método de Precalentamiento: RadiaciónSolamente precalentador de bajo costo
ST 400
MACTOOLS S.A. – Sergio Guberman – [email protected]
SASE 2013 – Buenos Aires – FIUBA
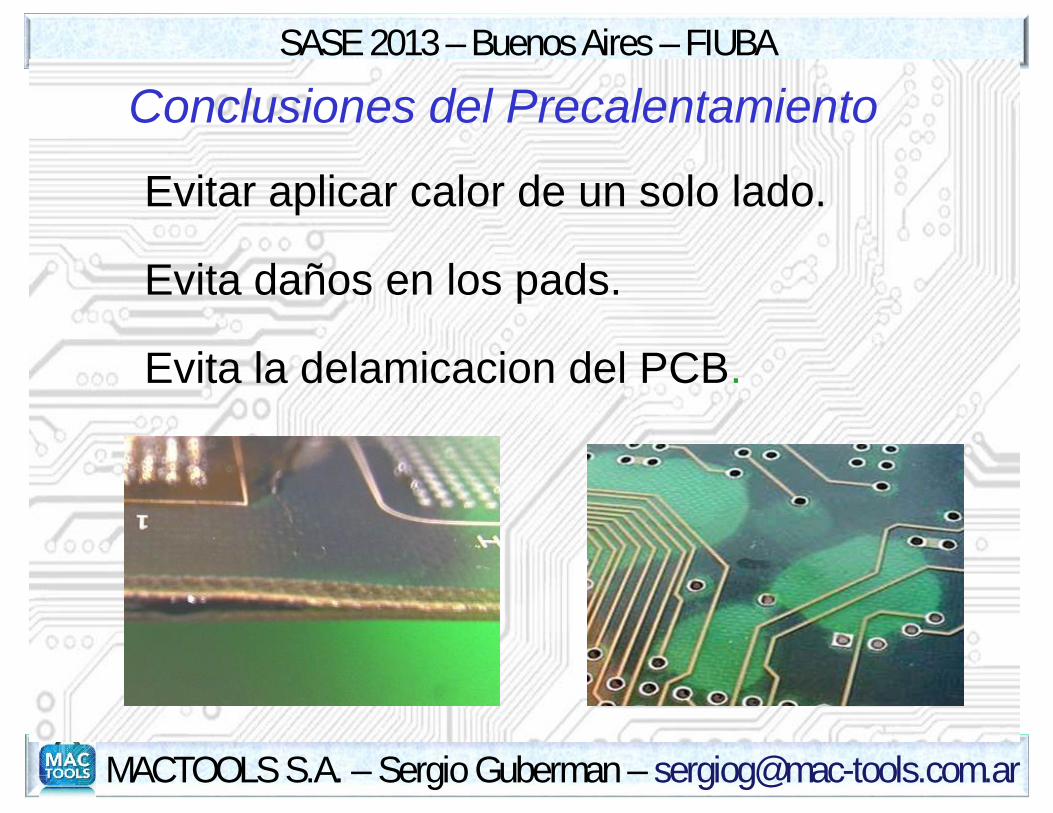
Conclusiones del Precalentamiento
Evitar aplicar calor de un solo lado.
Evita daños en los pads.
Evita la delamicacion del PCB.
MACTOOLS S.A. – Sergio Guberman – [email protected]
SASE 2013 – Buenos Aires – FIUBA
Video --Delaminación de una placa
MACTOOLS S.A. – Sergio Guberman – [email protected]
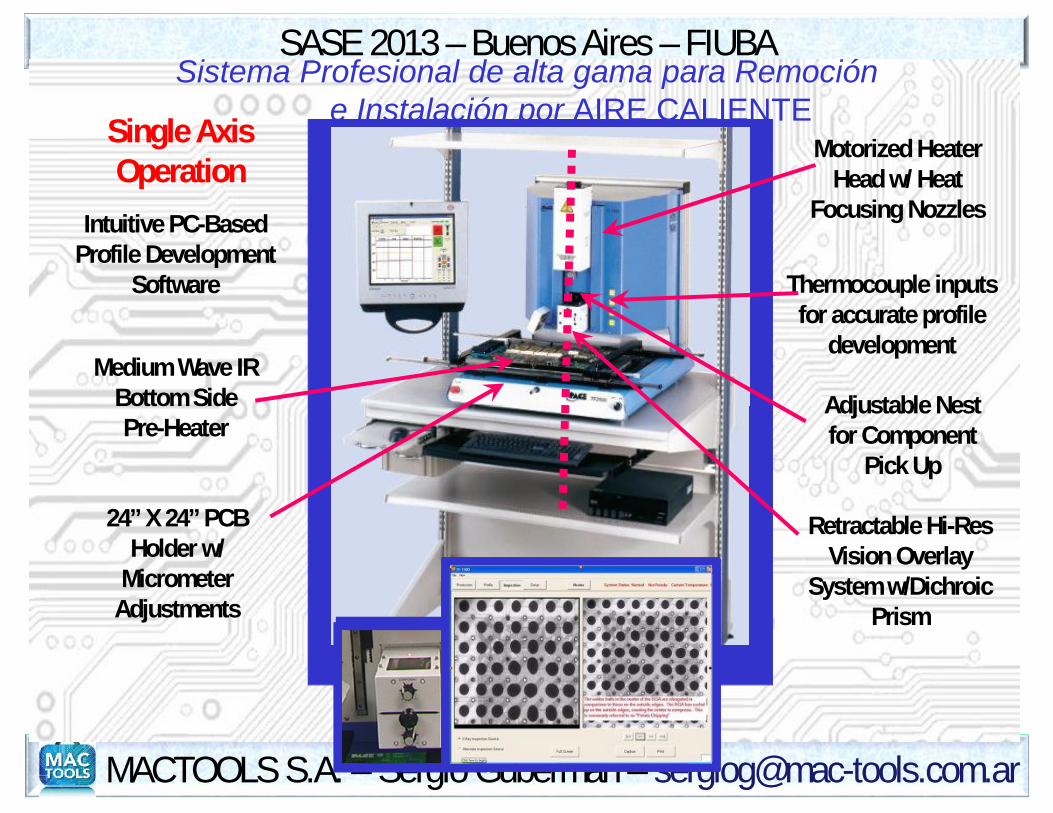
SASE 2013 – Buenos Aires – FIUBASistema Profesional de alta gama para Remoción
e Instalación por AIRE CALIENTEMotorized Heater
Head w/ HeatFocusing Nozzles
Medium Wave IRBottom SidePre-Heater
Thermocouple inputsfor accurate profile
development
Single AxisOperation
Adjustable Nestfor Component
Pick Up
Intuitive PC-BasedProfile Development
Software
MACTOOLS S.A. – Sergio Guberman – [email protected]
Retractable Hi-ResVision Overlay
System w/DichroicPrism
Medium Wave IRBottom SidePre-Heater
Adjustable Nestfor Component
Pick Up
24” X 24” PCBHolder w/
MicrometerAdjustments

SASE 2013 – Buenos Aires – FIUBA
Soldadura y Desoldadura de PTH, SMT yBGA a bajo costo y alta prestación
MACTOOLS S.A. – Sergio Guberman – [email protected]
SASE 2013 – Buenos Aires – FIUBA
Retrabajando BGA con equipos bajo costo
Vemos trabajar a una RE-7500Instala un procesador de Wii
Vemos trabajar a una RE-8500
MACTOOLS S.A. – Sergio Guberman – [email protected]
Retrabajando BGA con equipos bajo costo
Vemos trabajar a una RE-7500Instala un procesador de Wii
Vemos trabajar a una RE-8500
Instala un procesador de Wii

SASE 2013 – Buenos Aires – FIUBA
BGA Reballing (rearmador de bolitas)
Metodo 1: Con bolitas simples Reballer
Metodo 2: Con pasta de estaño STENCIL
MACTOOLS S.A. – Sergio Guberman – [email protected]
BGA Reballing (rearmador de bolitas)
Metodo 1: Con bolitas simples Reballer
Metodo 2: Con pasta de estaño STENCIL
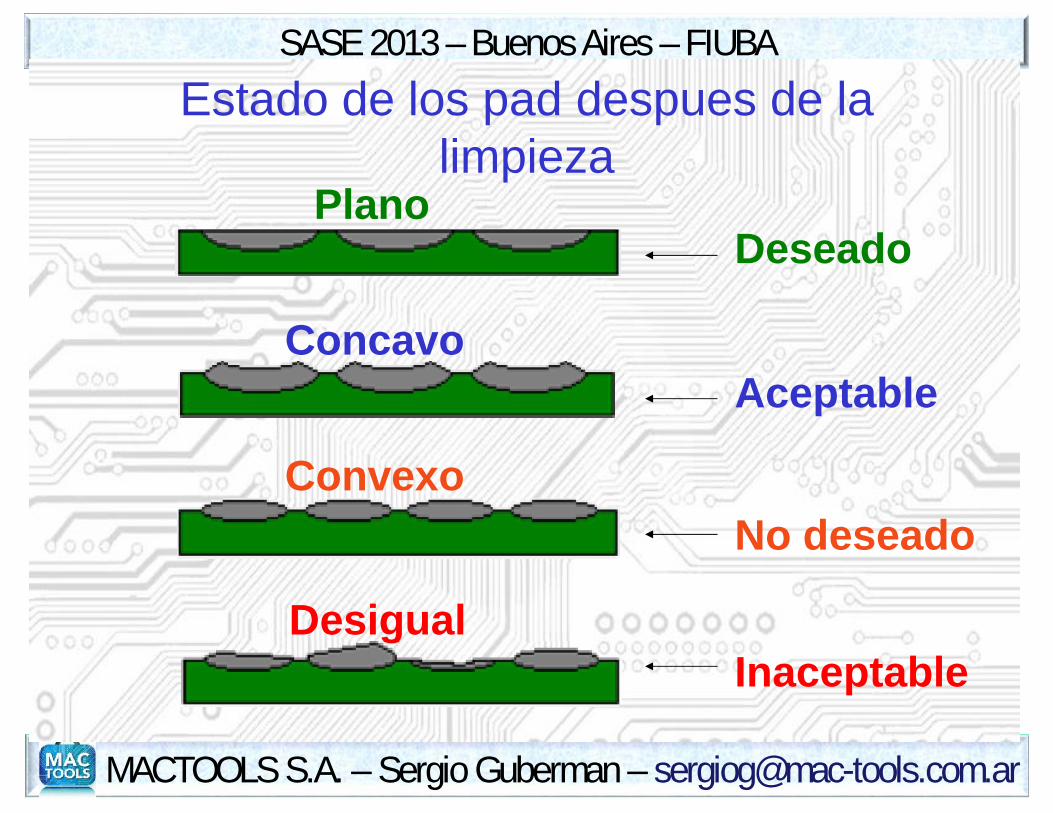
SASE 2013 – Buenos Aires – FIUBAEstado de los pad despues de la
limpiezaPlano
ConcavoAceptable
Deseado
MACTOOLS S.A. – Sergio Guberman – [email protected]
Convexo
Desigual
Aceptable
No deseado
Inaceptable
SASE 2013 – Buenos Aires – FIUBA
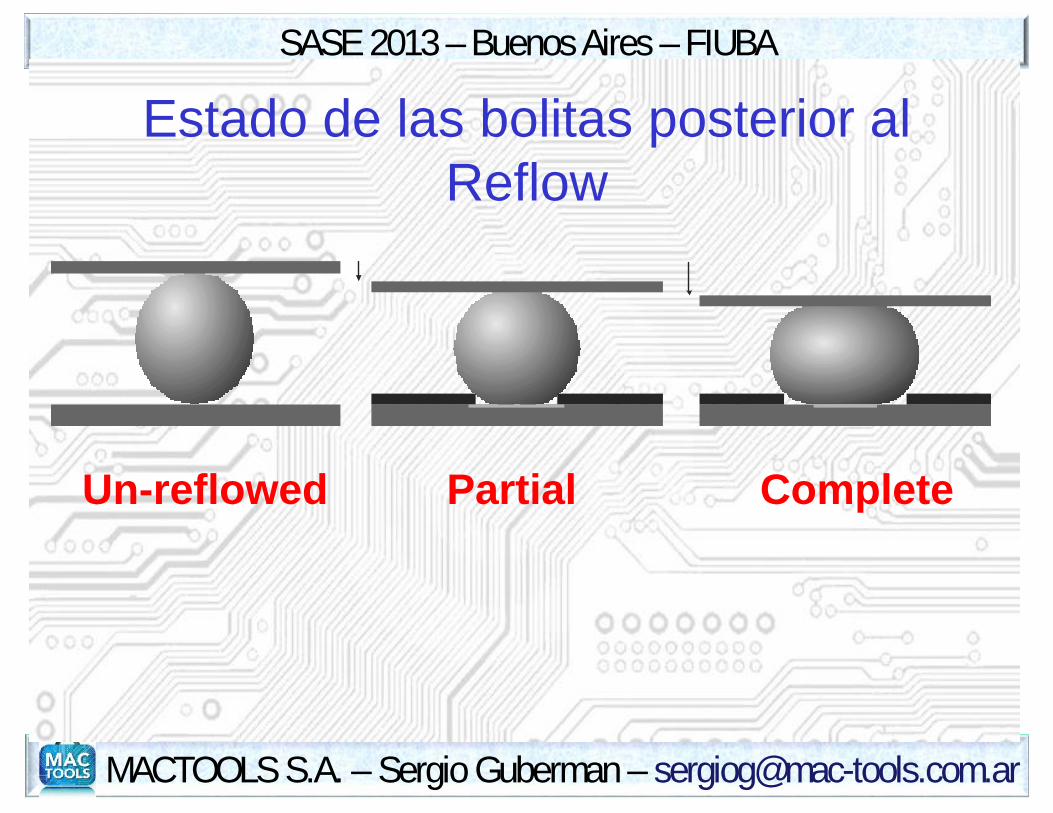
Estado de las bolitas posterior alReflow
Design for Inspection: SMD vs. NSMD
SMD NSMD
pre-reflow SMD reflow NSMD reflow
MACTOOLS S.A. – Sergio Guberman – [email protected]
Design for Inspection: SMD vs. NSMD
SMD NSMD
pre-reflow SMD reflow NSMD reflow
Un-reflowed Partial Complete
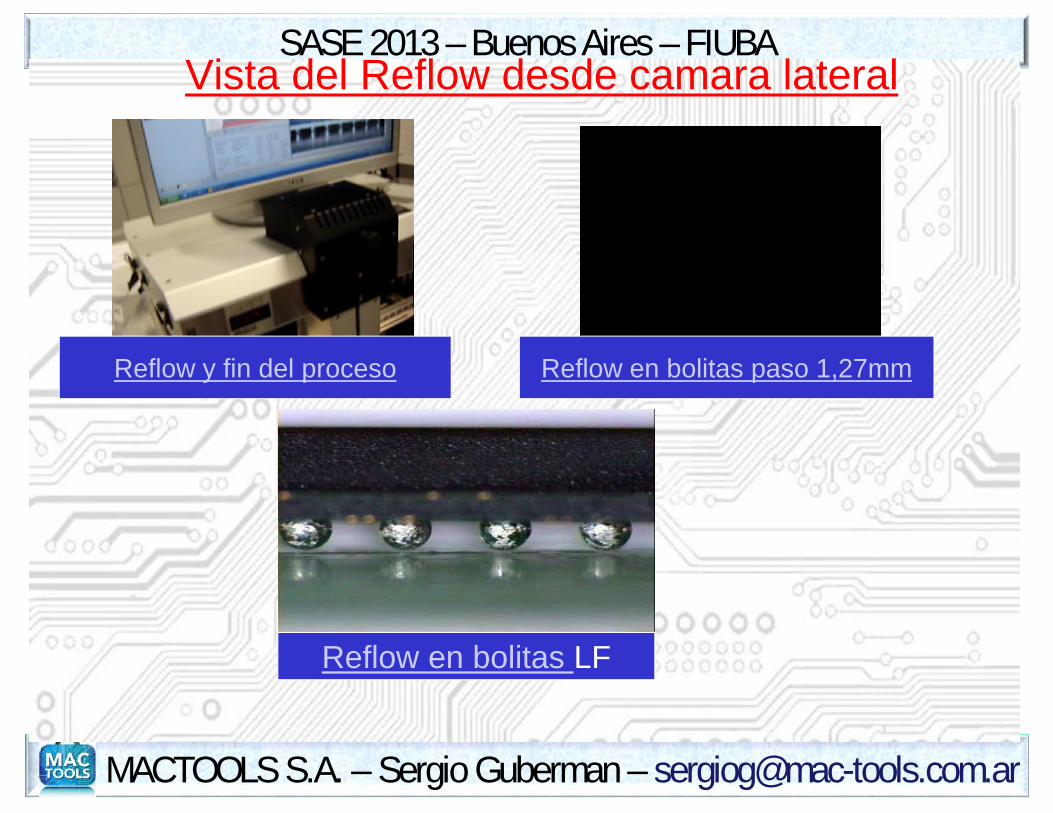
SASE 2013 – Buenos Aires – FIUBAVista del Reflow desde camara lateral
Reflow y fin del proceso Reflow en bolitas paso 1,27mm
MACTOOLS S.A. – Sergio Guberman – [email protected]
Reflow en bolitas LF
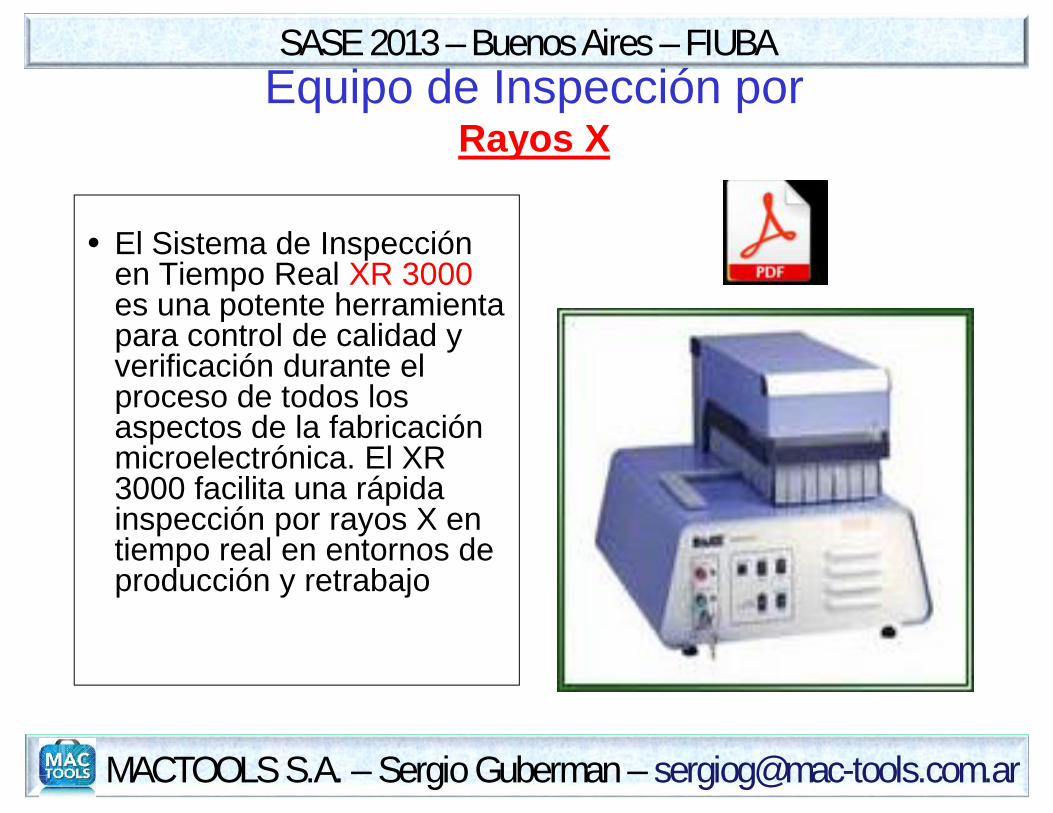
SASE 2013 – Buenos Aires – FIUBAEquipo de Inspección por
Rayos X
• El Sistema de Inspecciónen Tiempo Real XR 3000es una potente herramientapara control de calidad yverificación durante elproceso de todos losaspectos de la fabricaciónmicroelectrónica. El XR3000 facilita una rápidainspección por rayos X entiempo real en entornos deproducción y retrabajo
MACTOOLS S.A. – Sergio Guberman – [email protected]
• El Sistema de Inspecciónen Tiempo Real XR 3000es una potente herramientapara control de calidad yverificación durante elproceso de todos losaspectos de la fabricaciónmicroelectrónica. El XR3000 facilita una rápidainspección por rayos X entiempo real en entornos deproducción y retrabajo
SASE 2013 – Buenos Aires – FIUBAEquipo de Inspección por Rayos X
Video XR 3000
MACTOOLS S.A. – Sergio Guberman – [email protected]
SASE 2013 – Buenos Aires – FIUBA
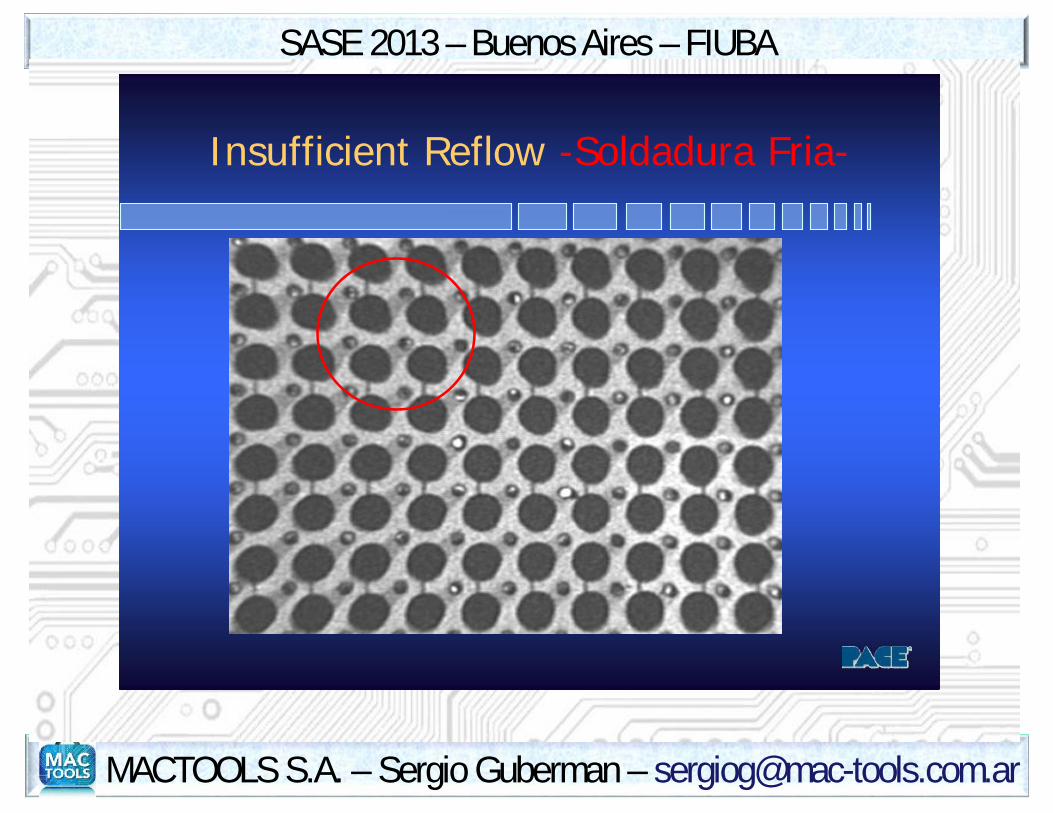
Insufficient Reflow -Soldadura Fria-
MACTOOLS S.A. – Sergio Guberman – [email protected]
Insufficient Reflow -Soldadura Fria-
SASE 2013 – Buenos Aires – FIUBA
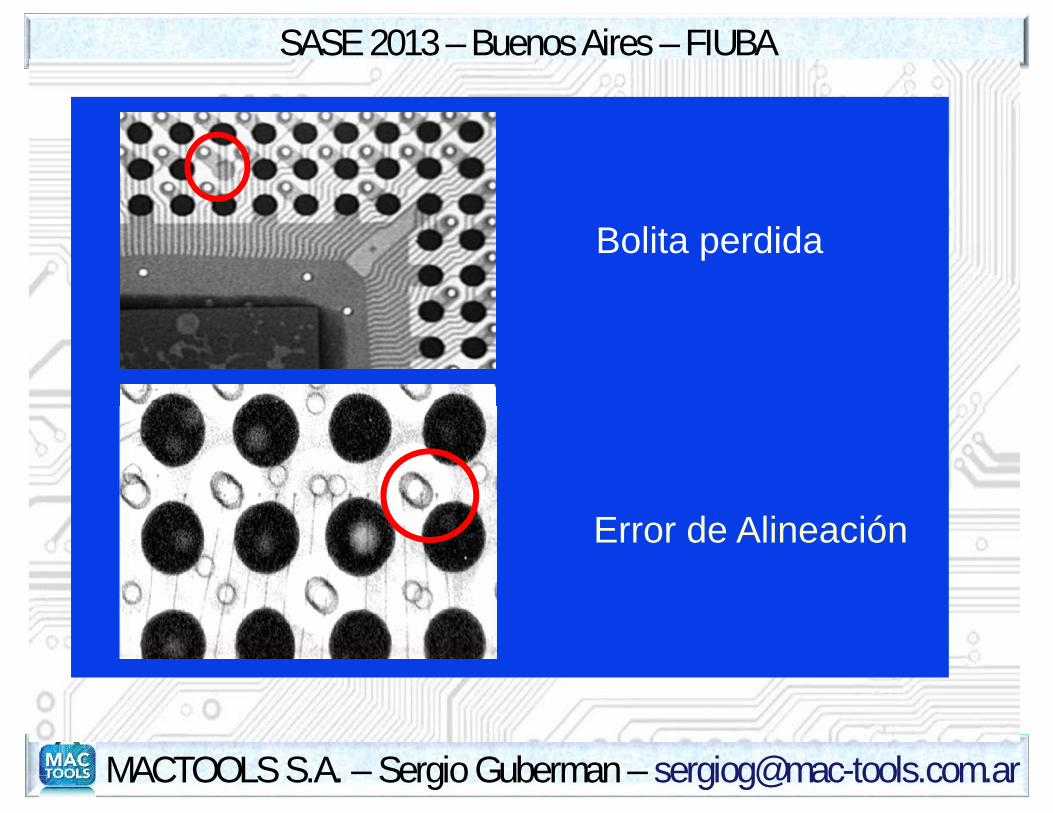
Bolita perdida
MACTOOLS S.A. – Sergio Guberman – [email protected]
Error de Alineación
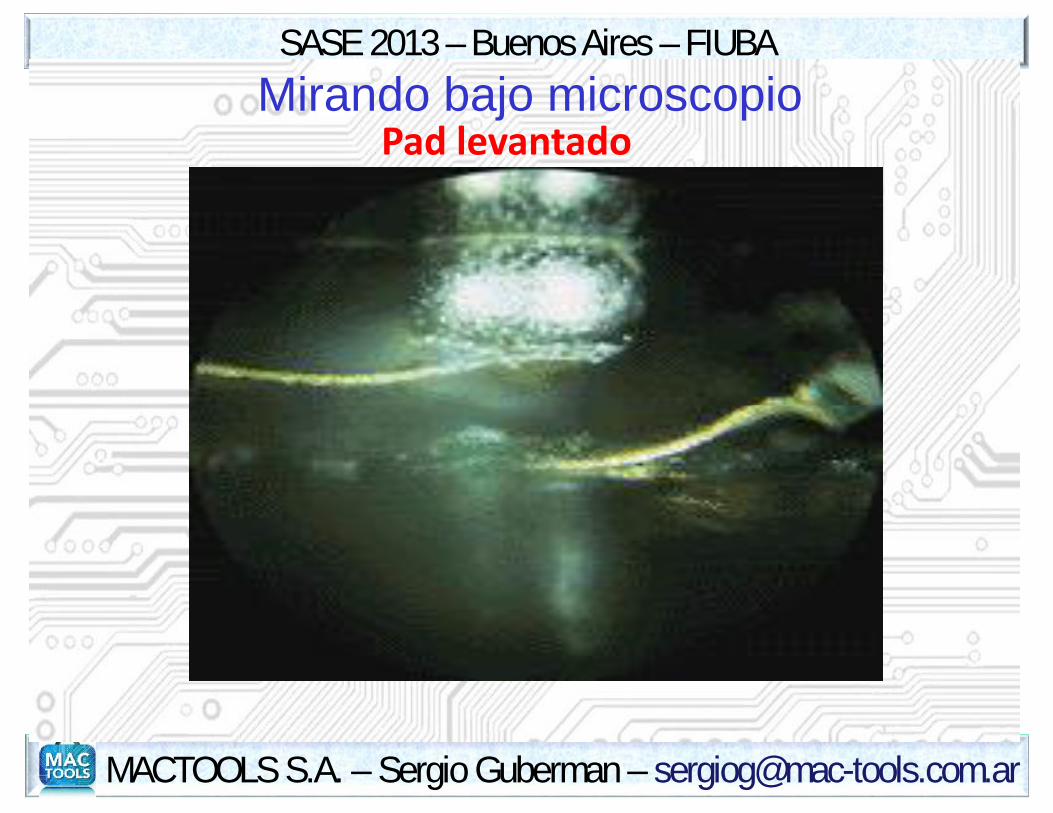
SASE 2013 – Buenos Aires – FIUBAMirando bajo microscopio
Pad levantado
MACTOOLS S.A. – Sergio Guberman – [email protected]

SASE 2013 – Buenos Aires – FIUBAMirando bajo microscopio
MACTOOLS S.A. – Sergio Guberman – [email protected]
Cracked Solder Joint
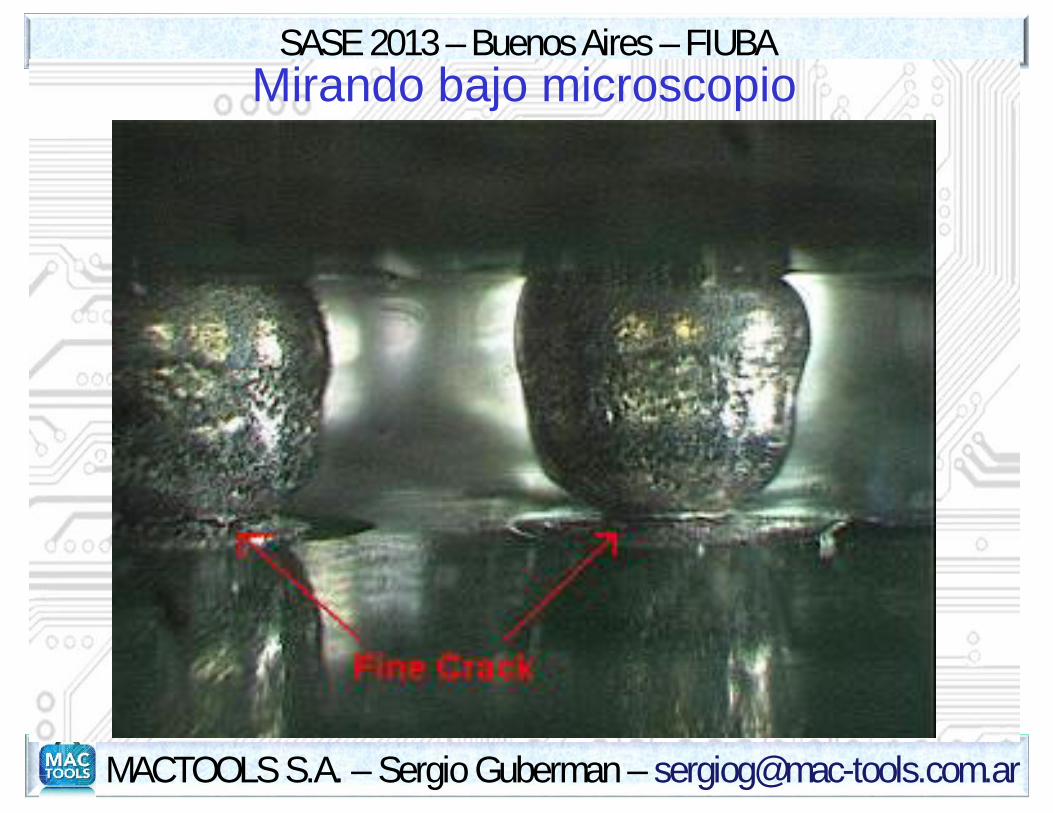
SASE 2013 – Buenos Aires – FIUBAMirando bajo microscopio
MACTOOLS S.A. – Sergio Guberman – [email protected]
SASE 2013 – Buenos Aires – FIUBA
Sencillamente…Muchas Gracias !!!
por confiar en nuestra compañía
MACTOOLS S.A. – Sergio Guberman – [email protected]
Sencillamente…Muchas Gracias !!!
por confiar en nuestra compañía


















