SELECT-400 SELECT-600 · adecuado para su trabajo.Pulse el interruptor de línea del panel...
62
Equipo para soldadura por procesos MIG-MAG Regulacion por selectores. SELECT-400 Código 246.113.0 SELECT-600 Código 246.140.6 EDICION AB-00 Manual de instrucciones y lista de repuestos. SELECT-400 SELECT-600
Transcript of SELECT-400 SELECT-600 · adecuado para su trabajo.Pulse el interruptor de línea del panel...

Equipo para soldadura por procesos MIG-MAG Regulacion por selectores.
SELECT-400 Código 246.113.0 SELECT-600 Código 246.140.6 EDICION AB-00
Manual de instrucciones y lista de repuestos.
SELECT-400SELECT-600
SELECT-400/600
NOTAS GENERALES
Este manual ha sido redactado para usuarios familiarizados con la instalación, funcionamiento y mantenimiento demáquinas para soldadura.El seguir las instrucciones de este manual cuidadosamente le evitará problemas, y le permitirá conseguir un óptimorendimiento de la instalación.
RECEPCIÓN E INSPECCIÓN
Antes de instalar la unidad SELECT-400/600 compruebe que todas sus partes están en perfecto estado. Si observara algunaanomalía reclame a su suministrador.La unidad ha sido embalada con una funda de plástico, y flejada a una base de madera con una caja externa decartón de embalaje. Para desembalar no utilice herramientas que puedan rayar la carcasa ó dañar algún cable. Nodeseche los materiales de embalaje hasta haber comprobado el correcto funcionamiento de la máquina.Debe Ud.recibir lo siguiente:• Unidad SELECT-400/600 con cable de red y manguera gas.• Cable masa con conector rápido y pinza masa.• Manual de instrucciones.• Tarjeta de garantía.
Si faltara alguna de estas partes comuníquelo a su suministrador.
INSTALACIÓN
Para conexionar la máquina a la red, asegúrese de que dispone de un conmutador ó disyuntor con fusibles de línea. Elconmutador debe estar abierto al realizar la conexión y los fusibles extraídos. La potencia de salida de la máquina serefiere a un voltaje de alimentación correcto, si este es menor no se conseguirá la potencia total de la máquina.El cable de alimentación, tiene un cable para conexionar la máquina a una buena toma de tierra; compruebe que latierra de su circuito es correcta. Asegúrese que los cables están firmemente apretados en sus conexiones y que se usan losfusibles prescritos.Coloque la máquina de forma que se permita circular el aire de refrigeración libremente, tanto en la parte frontal como enla trasera. No coloque obstáculos a menos de 50 cm de los paneles delantero y trasero.Verifique que el ventilador no toma aire con excesiva suciedad ó polvo. No utilice otros conectores distintos a los que sesuministran; tanto estos como los cables están diseñados para soportar la intensidad máxima de la unidad.
MANTENIMIENTO Y REPARACIONES
Antes de realizar cualquier inspección interna, asegúrese que la máquina esta desconectada de la red, y los fusibles
extraídos. El interruptor de la máquina no desconecta la potencia al bobinado primario de transformador principal.
• TRANSFORMADOR (TP)Se aconseja limpiar periódicamente, dependiendo de la suciedad ambiental la periocidad de esta operación. Comonorma general debe limpiarse una vez cada seis meses. Quite la tapa y los paneles laterales de la máquina y sople conaire seco comprimido a baja presión (max.4 bar).
• RECTIFICADOR (PR)Solamente requiere el soplado con aire a baja presión. Compruebe que los terminales de entrada y salida del rectificador,están apretados.
• VENTILADOR (MV)El ventilador esta lubricado permanentemente y no precisa mantenimiento.
• SOPLETEMantenga siempre la boquilla limpia y elimine restos de salpicaduras que puedan existir entre la punta y el hilo de soldar;esto alargará considerablemente la vida de su soplete.
Compruebe periódicamente que el orificio de la punta por donde sale el hilo no está excesivamente desgastado, con loque haría un mal contacto eléctrico con el hilo. Sustituya la punta si no está en buen estado.Prevenga que las mangueras del soplete no se rocen con partes cortantes capaces de causar un cortocircuito. Si ve quela manguera tiene cortes, sustitúyala.
SECUENCIA DE OPERACIÓN
• SOLDADURA CON GAS DE PROTECCIÓN
Para este tipo de soldadura, Ud debe utilizar un arrastrador de hilo; PRAXAIR SOLDADURA S.L. comercializa un modeloapropiado para esta máquina el MIG-44 Cód.246.068.4 este arrastrador tiene un potente sistema de arrastre de 4 rodillos.La máquina se conecta al arrastrador por medio de una alargadera de longitudes normalizadas de 5,10,15,25 y 50 m.Se dispone de dos tipos de alargadera: alargadera estandar y monocable.Las máquinas salen de fábrica con la conexióngas para tipo monocable; cuando se usen alargaderas estandar, desmontar el panel lateral dcho, y cambiar la conexiónde gas, pasando la manguera de la conexión centralizada a la toma rápida situada en el panel delantero.La alargadera monocable se conecta al panel delantero de la máquina por medio de un conector centralizado tipoEURO de potencia y un conector de control ;en las alargaderas estandar, conexionar el conector rápido de potencia, eldel adaptador de gas a la toma rápida, y conexionar el conector de control. estos En ambos casos se conectan por elotro extremo de la alargadera a la parte trasera del arrastrador. El gas de protección se conexiona de la botella a lamáquina usando la manguera de gas que se suministra, al panel trasero; debe disponer un caudalímetro en la botella.PRAXAIR SOLDADURA S.L. comercializa kit´s para los distintos sopletes, donde se suministra un caudalímetro mod. R54-CA
cód.232.246.0.Seleccione el caudal correcto de gas para el tipo de trabajo a realizar.El arrastrador MIG-44 puede apoyarse simplemente en la tapa de la máquina ó puede utilizarse un soporte giratorio. Estesoporte se introduce en el orificio existente en la tapa de la máquina, el arrastrador se fija en este soporte mediante cuatrotornillos; debe desmontar los paneles del arrastrador para poder acceder a estos tornillos; este soporte dotará al arrastradorde giro, y le permitirá bascular con lo que el soplete estará siempre recogido en el aire, sin arrastrarlo por el suelo lo queevitará cortes en las mangueras de mimo. El código de este soporte es 245.769.6 está construido con un moderno diseño enacero cincado.El soplete se conecta al arrastrador por medio de una conexión centralizada tipo EURO.Opcionalmente está máquina puede trabajar con sopletes refrigerados por agua, para ello necesitará el REFRIGERADORR-7 cód.241.897.5 que se instala en la parte trasera de la máquina; cuando instale este refrigerador,deberá desplazar hacia la dcha. el soporte de la botella utilizando los orificios existentes para su nueva posición.La máquina dispone de una plataforma en la parte trasera para colocar la botella de gas, esta botella se sujeta a lamáquina mediante una cadena de acero de fácil fijación.Coloque la bobina de hilo apropiado para el trabajo a realizar en el arrastrador, seleccione el tipo de rodillo apropiadopara este hilo, y proceda al avance rápido hasta que salga por la punta del soplete.La intensidad de soldadura se selecciona mediante dos selectores situados en el panel delantero de la máquina; uno depaso grueso (S1) de 3 posiciones y otro de paso fino (S2) de 10 posiciones. Mediante la combinación de estos dos selectores,dispone de 30 escalones para regular la intensidad a la necesaria para su trabajo.
ATENCION ! : No manipule estos selectores mientras se está soldando, el hacerlo provocaría la avería de estos selectores.Conecte el cable masa a uno de los dos conectores situados en la parte inferior izq. del panel delantero; uno de estosconectores es de media inductancia (onda pequeña) y otro de alta inductancia (onda grande). Seleccione eladecuado para su trabajo.Pulse el interruptor de línea del panel delantero marcado con (O-I), y comience a soldar.
RENDIMIENTO
El rendimiento de la máquina está definido por la intermitencia indicada en % referida a un intervalo de tiempo de 10 min.en el cual la máquina puede dar la corriente especificada.Para obtener un óptimo rendimiento utilice siempre que sea posible cables cortos sin bucles y de sección apropiada; no
utilice cables de alimentación de sección menor a 6 mm2 ni menor de 50 mm2 (SELECT-400) y 16 mm2 ni menor de 70 mm2(SELECT-600) en la soldadura. Utilice siempre conectores originales suministrados por el fabricante de la máquina PRAXAIRSOLDADURA S.L.; cuide que estos conectores estén siempre limpios de grasa y otras suciedades, y gire al realizar la conexiónhasta que se consiga un correcto contacto eléctrico.
CARACTERISTICAS
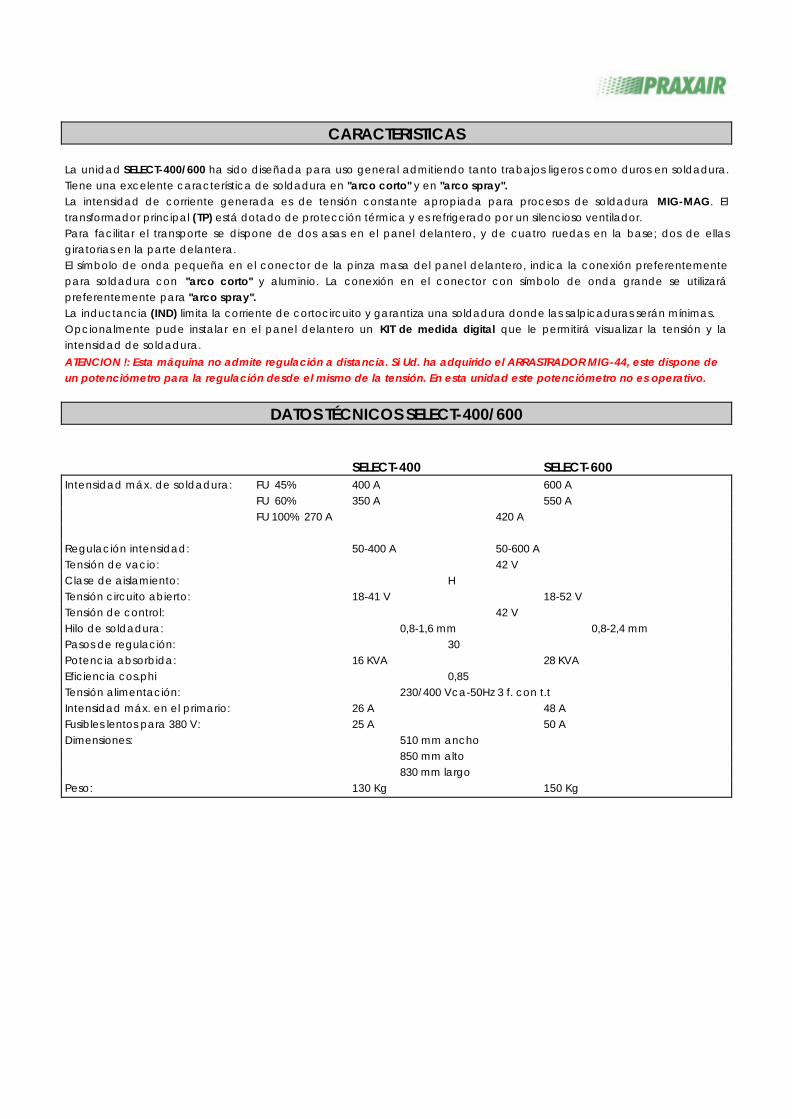
La unidad SELECT-400/600 ha sido diseñada para uso general admitiendo tanto trabajos ligeros como duros en soldadura.Tiene una excelente característica de soldadura en "arco corto" y en "arco spray".La intensidad de corriente generada es de tensión constante apropiada para procesos de soldadura MIG-MAG. Eltransformador principal (TP) está dotado de protección térmica y es refrigerado por un silencioso ventilador.Para facilitar el transporte se dispone de dos asas en el panel delantero, y de cuatro ruedas en la base; dos de ellasgiratorias en la parte delantera.El símbolo de onda pequeña en el conector de la pinza masa del panel delantero, indica la conexión preferentementepara soldadura con "arco corto" y aluminio. La conexión en el conector con símbolo de onda grande se utilizarápreferentemente para "arco spray".La inductancia (IND) limita la corriente de cortocircuito y garantiza una soldadura donde las salpicaduras serán mínimas.Opcionalmente pude instalar en el panel delantero un KIT de medida digital que le permitirá visualizar la tensión y laintensidad de soldadura.
ATENCION !: Esta máquina no admite regulación a distancia. Si Ud. ha adquirido el ARRASTRADOR MIG-44, este dispone deun potenciómetro para la regulación desde el mismo de la tensión. En esta unidad este potenciómetro no es operativo.
DATOS TÉCNICOS SELECT-400/600
SELECT-400 SELECT-600Intensidad máx. de soldadura: FU 45% 400 A 600 A
FU 60% 350 A 550 AFU 100% 270 A 420 A
Regulación intensidad: 50-400 A 50-600 ATensión de vacio: 42 VClase de aislamiento: HTensión circuito abierto: 18-41 V 18-52 VTensión de control: 42 VHilo de soldadura: 0,8-1,6 mm 0,8-2,4 mmPasos de regulación: 30Potencia absorbida: 16 KVA 28 KVAEficiencia cos.phi 0,85Tensión alimentación: 230/400 Vca-50Hz 3 f. con t.tIntensidad máx. en el primario: 26 A 48 AFusibles lentos para 380 V: 25 A 50 ADimensiones: 510 mm ancho
850 mm alto830 mm largo
Peso: 130 Kg 150 Kg
ANÁLISIS DE AVERIAS
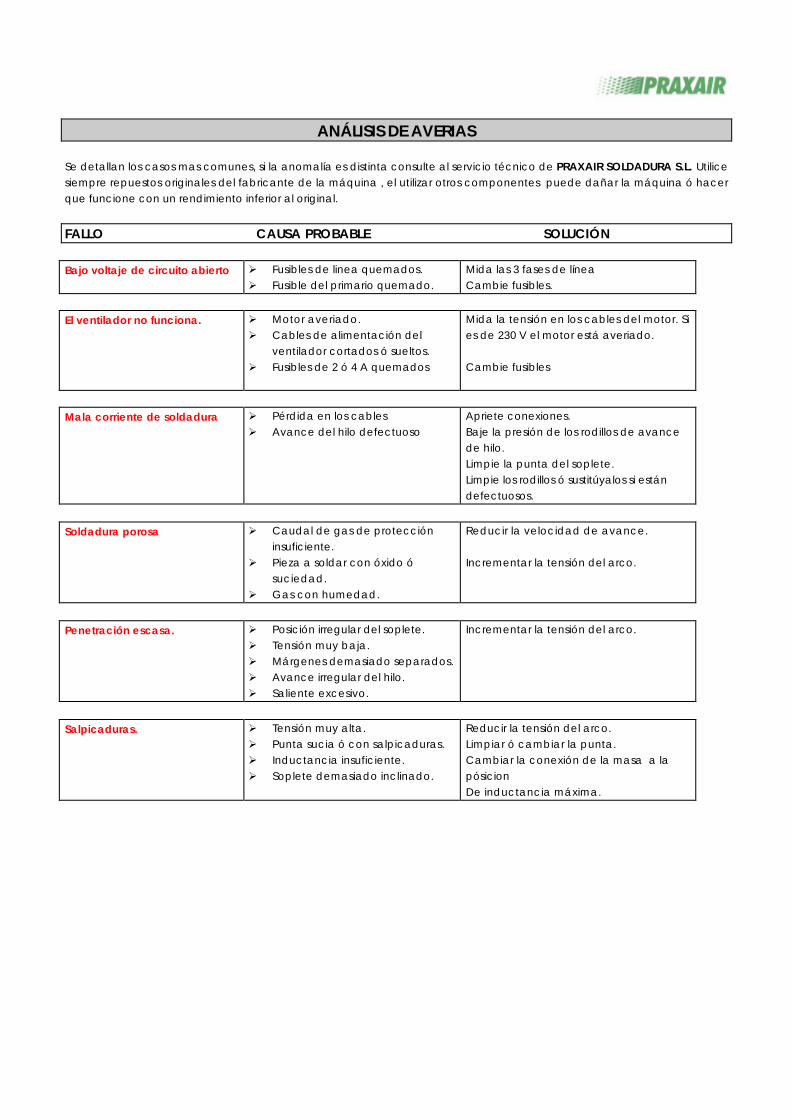
Se detallan los casos mas comunes, si la anomalía es distinta consulte al servicio técnico de PRAXAIR SOLDADURA S.L. Utilicesiempre repuestos originales del fabricante de la máquina , el utilizar otros componentes puede dañar la máquina ó hacerque funcione con un rendimiento inferior al original.
FALLO CAUSA PROBABLE SOLUCIÓN
Bajo voltaje de circuito abierto Ø Fusibles de linea quemados.Ø Fusible del primario quemado.
Mida las 3 fases de líneaCambie fusibles.
El ventilador no funciona. Ø Motor averiado.Ø Cables de alimentación del
ventilador cortados ó sueltos.Ø Fusibles de 2 ó 4 A quemados
Mida la tensión en los cables del motor. Sies de 230 V el motor está averiado.
Cambie fusibles
Mala corriente de soldadura Ø Pérdida en los cablesØ Avance del hilo defectuoso
Apriete conexiones.Baje la presión de los rodillos de avancede hilo.Limpie la punta del soplete.Limpie los rodillos ó sustitúyalos si estándefectuosos.
Soldadura porosa Ø Caudal de gas de proteccióninsuficiente.
Ø Pieza a soldar con óxido ósuciedad.
Ø Gas con humedad.
Reducir la velocidad de avance.
Incrementar la tensión del arco.
Penetración escasa. Ø Posición irregular del soplete.Ø Tensión muy baja.Ø Márgenes demasiado separados.Ø Avance irregular del hilo.Ø Saliente excesivo.
Incrementar la tensión del arco.
Salpicaduras. Ø Tensión muy alta.Ø Punta sucia ó con salpicaduras.Ø Inductancia insuficiente.Ø Soplete demasiado inclinado.
Reducir la tensión del arco.Limpiar ó cambiar la punta.Cambiar la conexión de la masa a lapósicionDe inductancia máxima.
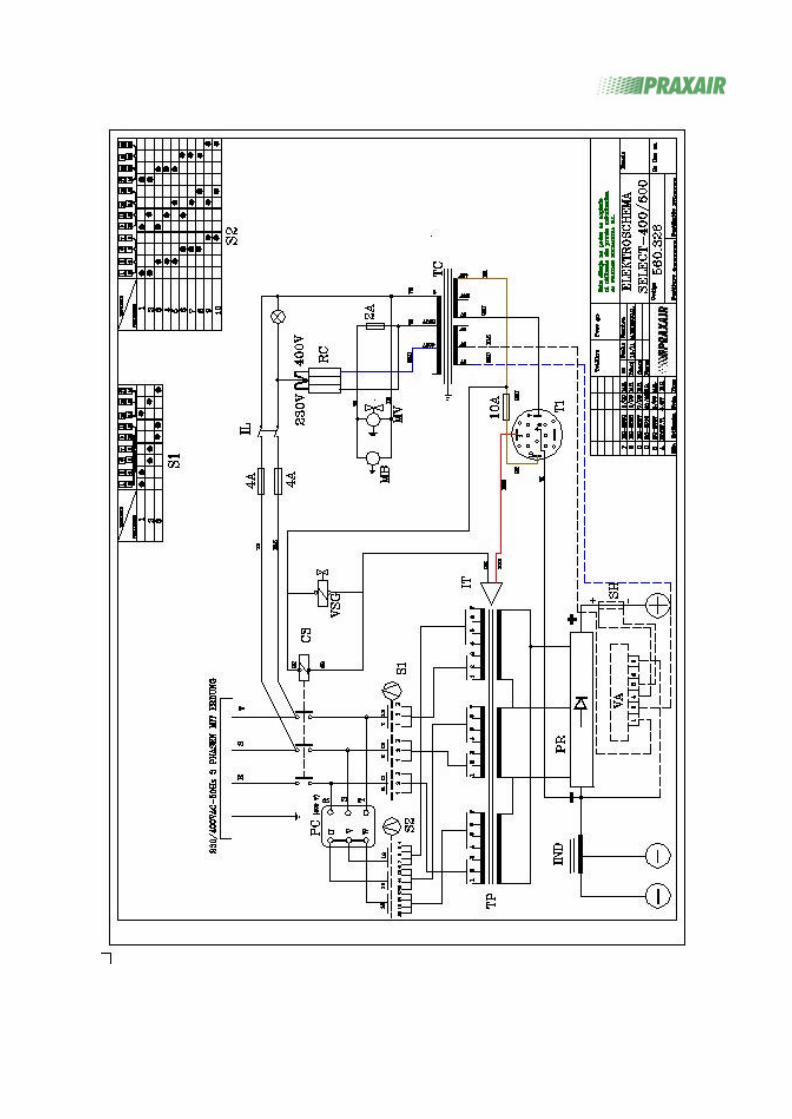
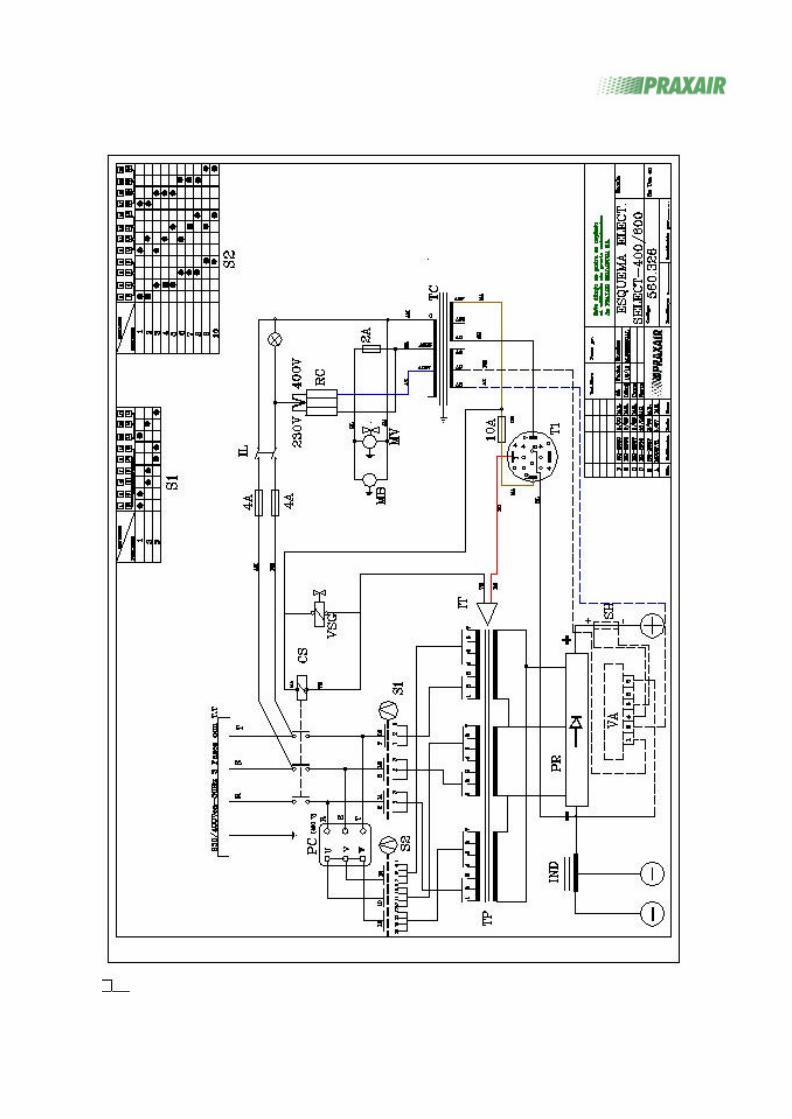
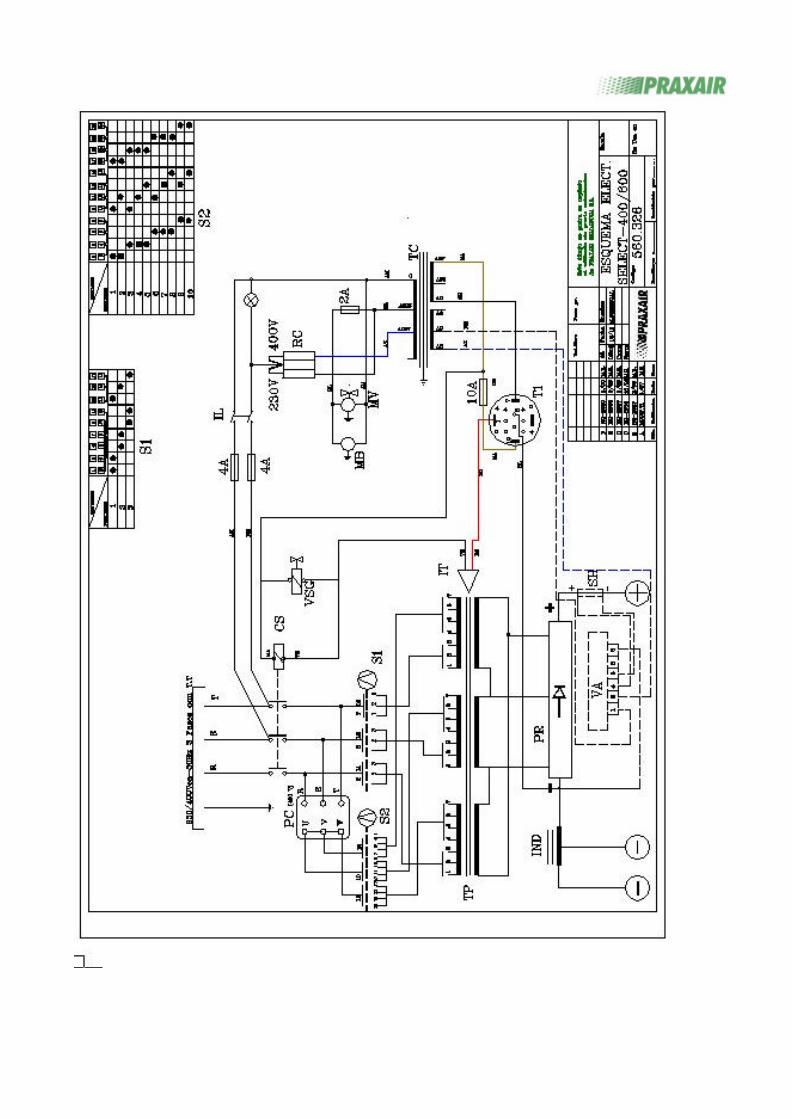
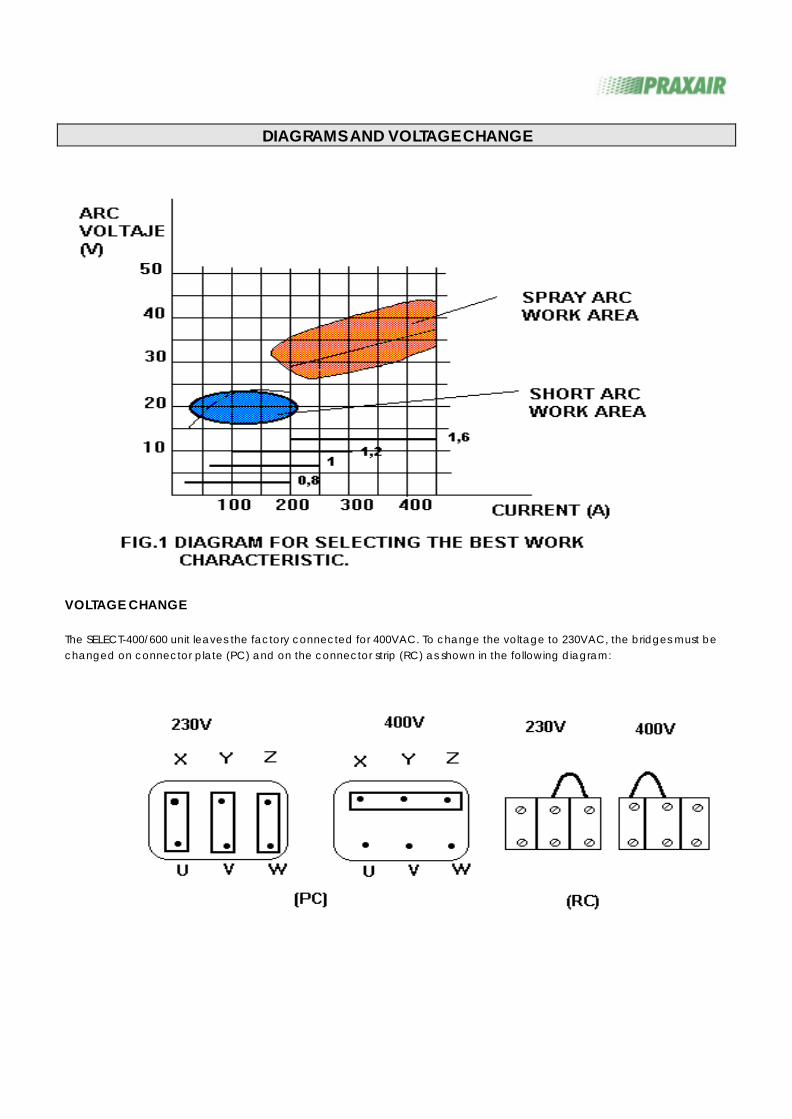
DIAGRAMAS Y CAMBIO DE TENSIÓN
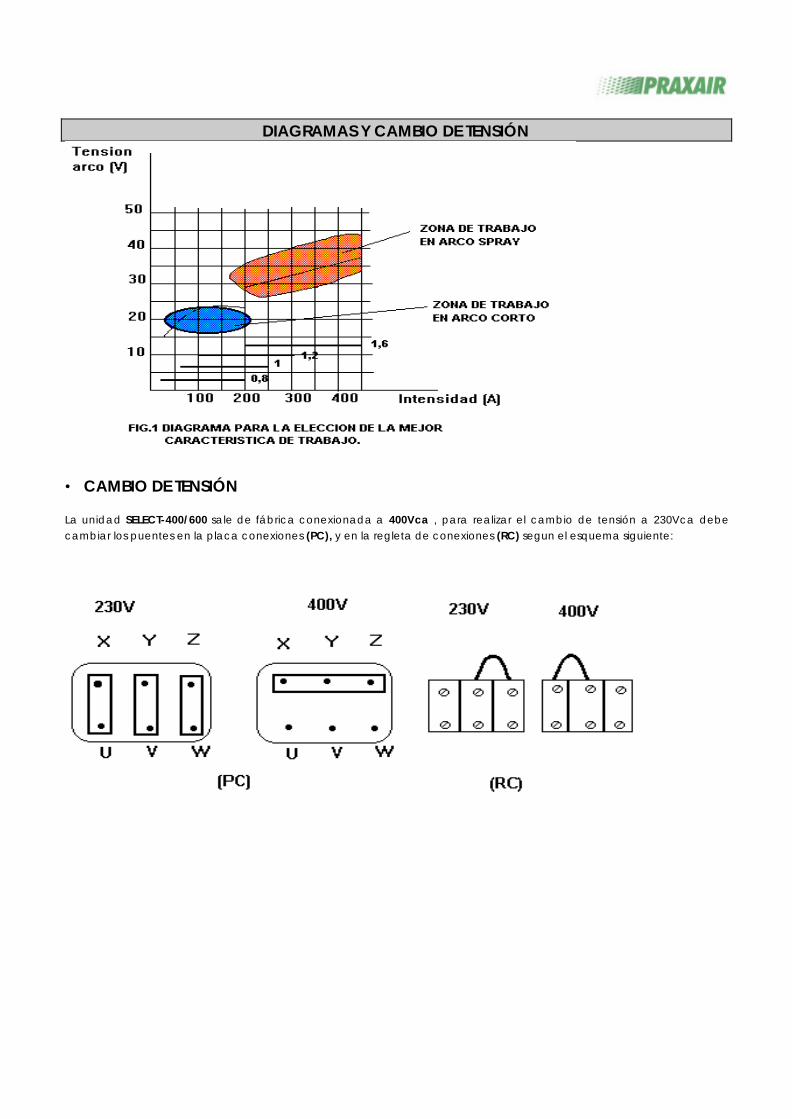
• CAMBIO DE TENSIÓN
La unidad SELECT-400/600 sale de fábrica conexionada a 400Vca , para realizar el cambio de tensión a 230Vca debecambiar los puentes en la placa conexiones (PC), y en la regleta de conexiones (RC) segun el esquema siguiente:
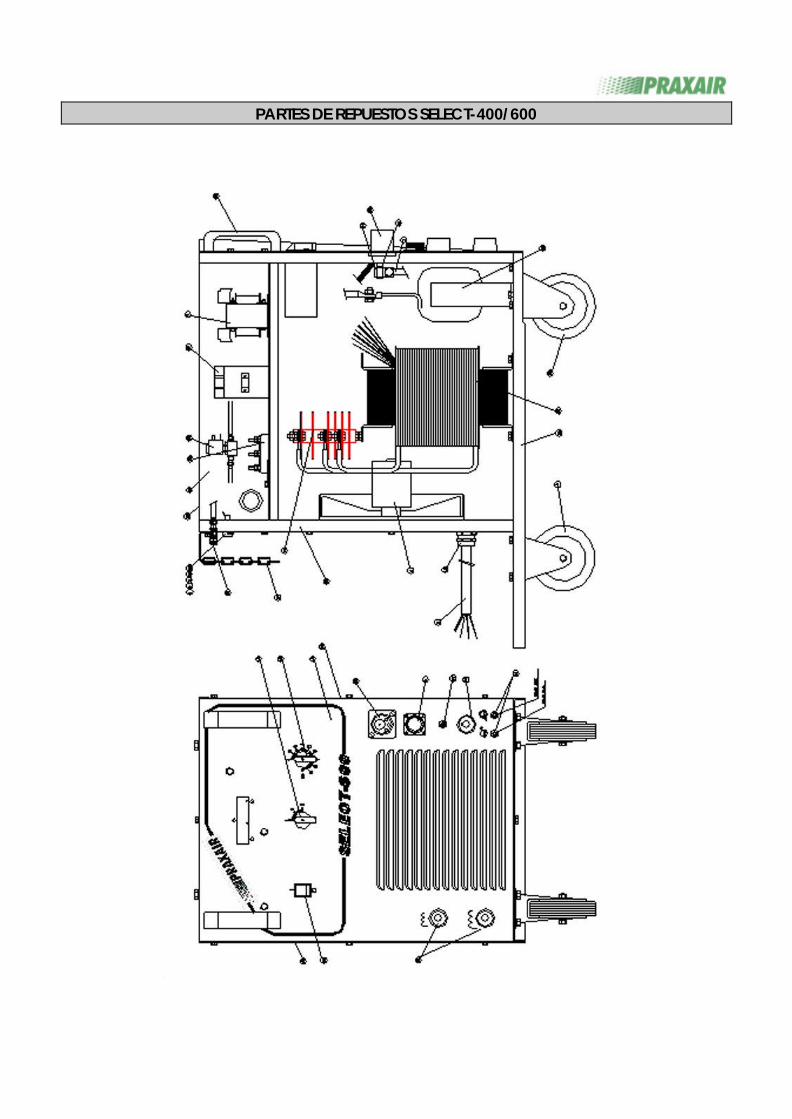
PARTES DE REPUESTOS SELECT-400/600
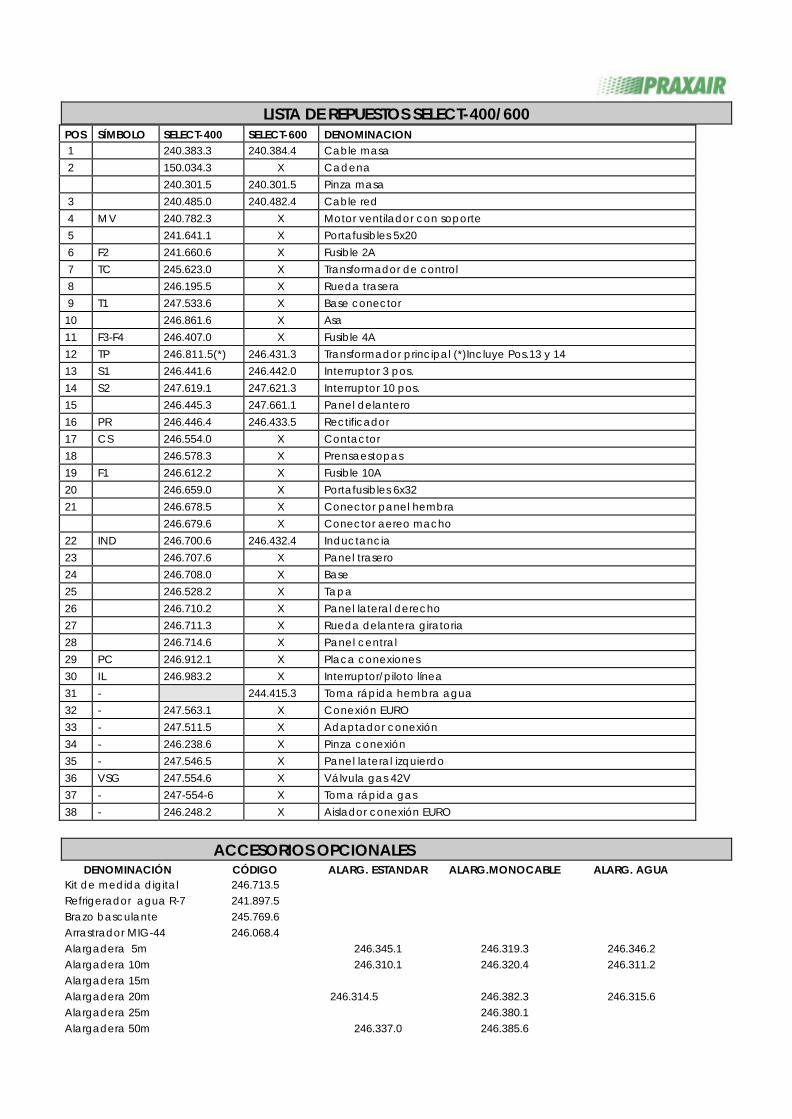
LISTA DE REPUESTOS SELECT-400/600POS SÍMBOLO SELECT-400 SELECT-600 DENOMINACION 1 240.383.3 240.384.4 Cable masa
2 150.034.3 X Cadena
240.301.5 240.301.5 Pinza masa
3 240.485.0 240.482.4 Cable red
4 MV 240.782.3 X Motor ventilador con soporte
5 241.641.1 X Portafusibles 5x20
6 F2 241.660.6 X Fusible 2A
7 TC 245.623.0 X Transformador de control
8 246.195.5 X Rueda trasera
9 T1 247.533.6 X Base conector
10 246.861.6 X Asa
11 F3-F4 246.407.0 X Fusible 4A
12 TP 246.811.5(*) 246.431.3 Transformador principal (*)Incluye Pos.13 y 14
13 S1 246.441.6 246.442.0 Interruptor 3 pos.
14 S2 247.619.1 247.621.3 Interruptor 10 pos.
15 246.445.3 247.661.1 Panel delantero
16 PR 246.446.4 246.433.5 Rectificador
17 CS 246.554.0 X Contactor
18 246.578.3 X Prensaestopas
19 F1 246.612.2 X Fusible 10A
20 246.659.0 X Portafusibles 6x32
21 246.678.5 X Conector panel hembra
246.679.6 X Conector aereo macho
22 IND 246.700.6 246.432.4 Inductancia
23 246.707.6 X Panel trasero
24 246.708.0 X Base
25 246.528.2 X Tapa
26 246.710.2 X Panel lateral derecho
27 246.711.3 X Rueda delantera giratoria
28 246.714.6 X Panel central
29 PC 246.912.1 X Placa conexiones
30 IL 246.983.2 X Interruptor/piloto línea
31 - 244.415.3 Toma rápida hembra agua
32 - 247.563.1 X Conexión EURO
33 - 247.511.5 X Adaptador conexión
34 - 246.238.6 X Pinza conexión
35 - 247.546.5 X Panel lateral izquierdo
36 VSG 247.554.6 X Válvula gas 42V
37 - 247-554-6 X Toma rápida gas
38 - 246.248.2 X Aislador conexión EURO
ACCESORIOS OPCIONALESDENOMINACIÓN CÓDIGO ALARG. ESTANDAR ALARG.MONOCABLE ALARG. AGUA
Kit de medida digital 246.713.5Refrigerador agua R-7 241.897.5Brazo basculante 245.769.6Arrastrador MIG-44 246.068.4Alargadera 5m 246.345.1 246.319.3 246.346.2Alargadera 10m 246.310.1 246.320.4 246.311.2Alargadera 15mAlargadera 20m 246.314.5 246.382.3 246.315.6Alargadera 25m 246.380.1Alargadera 50m 246.337.0 246.385.6

MANUAL DE INSTRUÇÕESSELECT-400/600 EQUIPAMENTO DE SOLDADURA MIG/MAG
SELECT-400/600
NOTAS GERAIS
Este manual foi escrito para utilizadores familiarizados com a instalação, funcionamento e manutenção de máquinas desoldadura. Ao seguir cuidadosamente as instruções deste manual, evitará problemas e conseguirá um óptimo rendimentoda instalação.
RECEPÇÃO E INSPECÇÃOAntes de instalar a unidade SELECT-400/600, verifique que todos os seus componentes estão em perfeito estado. Seobservar alguma anomalia comunique-o ao seu fornecedor.A unidade foi embalada em um saco plástico, e fixada a uma base de madeira com uma caixa externa de cartão. Paradesembalar não utilize ferramentas que possam rasgar o chassis ou danificar algum cabo. Não descarte os materiais deembalagem até ter comprovado o funcionamento correcto da máquina.Deverá receber o seguinte:• Unidade SELECT-400/600 com cabo de rede e mangueira de gás.• Cabo de massa com conector rápido e alicate de massa.• Manual de instruções.• Cartão de Garantia.Se faltar alguma destas peças, comunique-o ao seu fornecedor.
INSTALAÇÃO
Para conectar a máquina à rede, assegure-se de que dispõem de um comutador ou disjuntor com fusíveis de linha. Aorealizar a ligação, o comutador deve estar aberto e deve ter os fusíveis extraídos. A potência de saída da máquina refere-se a uma tensão de alimentação correcta, se esta for menor, não se conseguirá a potência total da máquina.O cabo da alimentação, tem um condutor para conectar a máquina a uma boa rede de terra; verifique se a terra doseu circuito está correcta. Assegure-se de que os cabos estejam firmemente apertados nas suas ligações e que sãoutilizados os fusíveis prescritos.Coloque a máquina de forma a permitir a livre circulação do ar de refrigeração, tanto na parte frontal como na partetraseira. Não coloque obstáculos a menos de 50 cm dos painéis frontais e traseiros.
Certifique-se que o ventilador não aspira pó ou ar excessivamente sujo. Não utilize outros conectores além dos que sãofornecidos; tanto estes como os cabos estão desenhados para suportar a corrente máxima da unidade.
MANUTENÇÃO E REPARAÇÕES
Antes de realizar qualquer inspecção interna, assegure-se que a máquina está desligada da rede, e os fusíveis extraídos. Ointerruptor da máquina não desliga a alimentação do enrolamento primário do transformador principal.
• TRANSFORMADOR (TP)Aconselha-se a limpeza periódica, dependendo da sujidade ambiental durante esta operação. Como norma geral develimpar-se uma vez em cada seis meses. Retire a tampa e os paneis laterais da máquina e sopre com ar comprimido abaixa pressão (máx. 4 bar).
• PONTE RECTIFICADORA (PR) Requer somente o sopro com ar comprimido a baixa pressão. Verifique que os terminais da entrada e saída da ponterectificadora, estão apertados.
• VENTILADOR (MV)
O ventilador está lubrificado permanentemente e não requer manutenção.
• TOCHA

Mantenha sempre o bocal limpo e elimine restos de salpicos que possam existir entre a ponta e o arame de soldar; istoaumentará consideravelmente a vida da sua tocha. Uma vez bem limpo o bocal, pulverize-o com o spray PROTARGON, produto anti salpicos da PRAXAIR SOLDADURA S.L.Cód. 245.901.5 isto evitará que se peguem novos resíduos de material fundido. Não bata a tocha contra as peças desoldar ou outros corpos, especialmente quando estiver a alta temperatura; ao fazê-lo inutilizará a sua tocha. Verifique periodicamente que o orifício da ponta de onde sai o arame não está excessivamente desgastado, istoprovocaria um mau contacto eléctrico com o arame. Substituía a ponta se não estiver em bom estado. Certifique-se que as mangueiras da tocha não rocem com partes afiadas capazes de causar um curto-circuito. Se vir quea mangueira tem cortes, deve substitui-la.
SEQUÊNCIA DA OPERAÇÃO
• SOLDADURA COM GÁS DE PROTECÇÃO
Para este tipo de soldadura, deve utilizar um alimentador de arame; A PRAXAIR SOLDADURA S.L. comercializa um modeloapropriado para esta máquina, o MIG-44 Cód. 246.068.4. Este alimentador tem um potente sistema de arrasto de quatrorodas. A máquina liga-se ao alimentador por meio de um adaptador de longitudes normalizadas de 5, 10, 15, 25 e 50m. Existem dois tipos de adaptadores: monocabo e standard. Quando se utilizam tochas refrigeradas a água, o adaptadorserá do tipo standard. As máquinas saem da fábrica configuradas para utilização com adaptador monocabo; seutilizar o standard, deve desmontar o painel lateral direito, e mudar a ligação de gás, passando a mangueira da ligaçãocentral a tomada rápida situada no painel frontal.O adaptador monocabo liga-se ao painel frontal da máquina por meio de um conector centralizado tipo EURO e umconector de controle; no adaptador standard, liga-se um conector rápido de potência, o conector de controle e oconector rápido de gás. Estes conectores ligam-se pelo outro extremo do adaptador à parte traseira do alimentador dearame. O gás de protecção sai da garrafa para a máquina por meio de uma mangueira no painel traseiro; deve ter umcaudalímetro na garrafa. A PRAXAIR SOLDADURA S.L. comercializa kits para as tochas distintas, aonde fornece ocaudalimétro mod. R54-CA cód. 232.246.0.Seleccione o caudal correcto para o tipo de trabalho que vai realizar.O alimentador MIG-44 pode simplesmente ser apoiado na tampa da máquina ou pode ser utilizado um suporte giratório.Este suporte é introduzido no orifício existente na tampa da máquina, o alimentador é fixado no suporte com quatroparafusos; deve desmontar os painéis do alimentador para ter acesso a estes parafusos; este suporte permitirá que oalimentador gire, e também inclinar, assim a tocha estará sempre recolhida no ar, sem que seja arrastada pelo chão, oque evitará cortes nas mangueiras. O código deste suporte é 245.769.6 e está construída com um moderno desenho emaço zincado.A tocha liga-se ao alimentador por meio de uma ligação centralizada tipo EURO.Opcionalmente esta máquina poderá trabalhar com tochas refrigeradas a água, para isso necessitará do REFRIGERADORR-7 cod.241.897.5 que é instalado na parte traseira da máquina; ao instalar este refrigerador, deverá mover para aesquerda o suporte da garrafa utilizando os orifícios existentes para a sua nova posição.A máquina dispõe de uma plataforma na parte traseira para colocar a garrafa de gás, a garrafa é presa à máquinaatravés de uma corrente de aço para fixação fácil.Coloque a bobina de arame apropriada para o trabalho a realizar no alimentador, seleccione o tipo de rodasapropriadas para este arame, e proceda ao avanço rápido até que o arame saia pela ponta da tocha.A corrente de soldadura é seleccionada através dos selectores situados no painel frontal da máquina; um de ajuste grosso(S1) de três posições e outro de ajuste fino (S2) de 10 posições. Mediante a combinação destes selectores, dispõem de 30níveis para regular a corrente necessária para o seu trabalho.
ATENÇÃO! : Não manipule estes selectores enquanto estiver a soldar, ao fazê-lo provocará a avaria destes selectores.Ligue o cabo de terra a um dos dois conectores situados na parte inferior esquerdo do painel frontal; um destes conectoresé de meia indutância (onda pequena) e o outro é de alta indutância (onda grande). Seleccione o conector adequadopara o seu trabalho.Pressione o interruptor de linha do painel frontal marcado com (0-I), e comece a soldar.
RENDIMENTO
O rendimento da máquina está definido pela escala indicada em % referida a um intervalo de tempo de 10 min. na quala máquina pode dar a corrente especificada.Para obter um rendimento óptimo, utilize sempre que seja possível cabos curtos sem nós e de secção apropriada; nãoutilize cabos de alimentação de secção inferior a 6 mm2 nem inferior a 50 mm2 (SELECT-400), 16 mm2 nem inferior a 70 mm2( SELECT-600) na soldadura. Utilize sempre os conectores originais fornecidos pelo fabricante da máquina PRAXAIRSOLDADURA S.L.; certifique-se que estes conectores estejam sempre limpos de óleo ou outra sujidade, gire-os ao realizar aligação até que se consiga um correcto contacto eléctrico.
CARACTERÍSTICAS
A unidade SELECT-400/600 foi desenhada para uso geral, permitindo tanto trabalhos ligeiros como pesados em soldadura.Tem uma excelente característica de soldadura em “arco curto” e em “arco spray”.A corrente gerada é de tensão constante, apropriada para processos de soldadura MIG-MAG. O transformador principal(TP) está dotado de protecção térmica e é refrigerado por um ventilador silencioso. Para facilitar o transporte dispõem deduas asas no painel frontal, e de quatro rodas na base; duas delas giratórias na parte da frente. O símbolo de ondapequena no conector da garra de massa no painel frontal, indica a ligação preferencialmente para soldadura com “arco

curto” e alumínio. A ligação ao conector com o símbolo de onda grande é utilizada preferencialmente para soldadura por“arco de spray”.A indutância (IND) limita a corrente de curto-circuito e garante uma soldadura com o mínimo de salpicos.Opcionalmente, pode instalar no painel frontal um KIT de medida digital que permitirá visualizar a tensão e corrente desoldadura.
ATENÇÂO !: Esta máquina não admite regulação a distância. Se tiver adquirido o ARRASTRADOR MIG-44, este dispõemde um potenciómetro para a regulação da tensão. Nesta unidade este potenciómetro não está operacional.
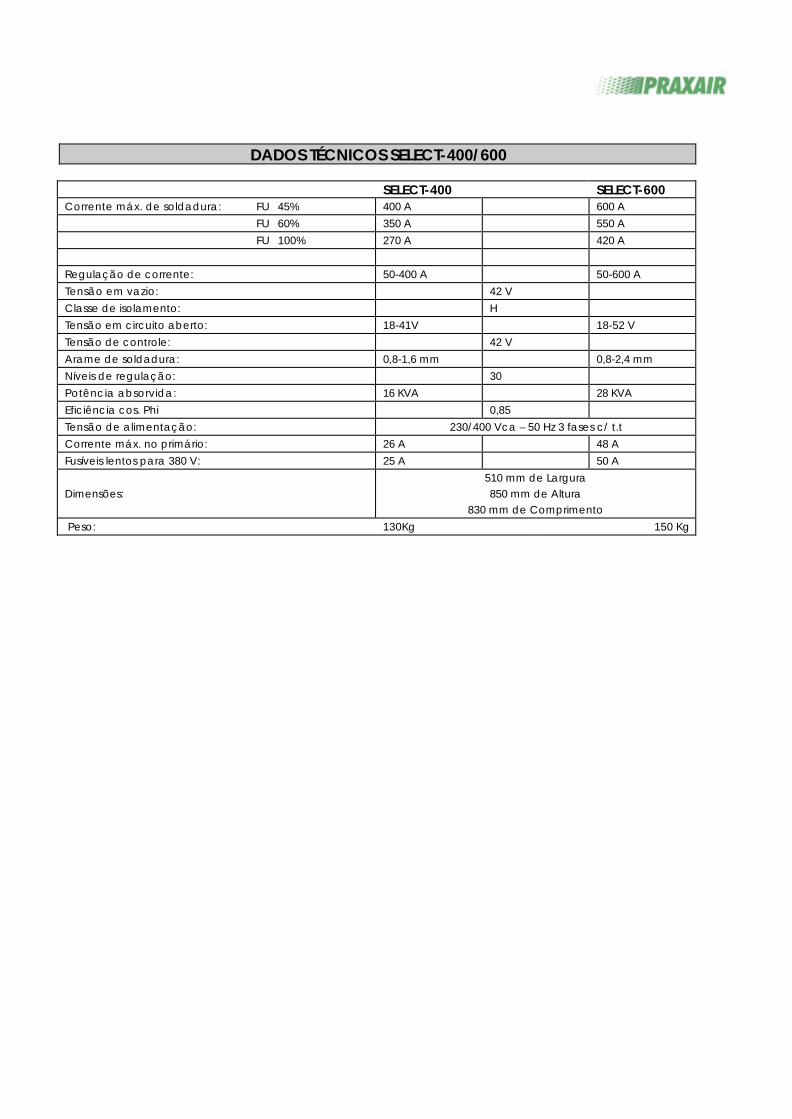
DADOS TÉCNICOS SELECT-400/600
SELECT-400 SELECT-600Corrente máx. de soldadura: FU 45% 400 A 600 A
FU 60% 350 A 550 A
FU 100% 270 A 420 A
Regulação de corrente: 50-400 A 50-600 A
Tensão em vazio: 42 V
Classe de isolamento: H
Tensão em circuito aberto: 18-41V 18-52 V
Tensão de controle: 42 V
Arame de soldadura: 0,8-1,6 mm 0,8-2,4 mm
Níveis de regulação: 30
Potência absorvida: 16 KVA 28 KVA
Eficiência cos. Phi 0,85
Tensão de alimentação: 230/400 Vca – 50 Hz 3 fases c/ t.t
Corrente máx. no primário: 26 A 48 A
Fusíveis lentos para 380 V: 25 A 50 A
Dimensões:510 mm de Largura850 mm de Altura
830 mm de Comprimento
Peso: 130Kg 150 Kg
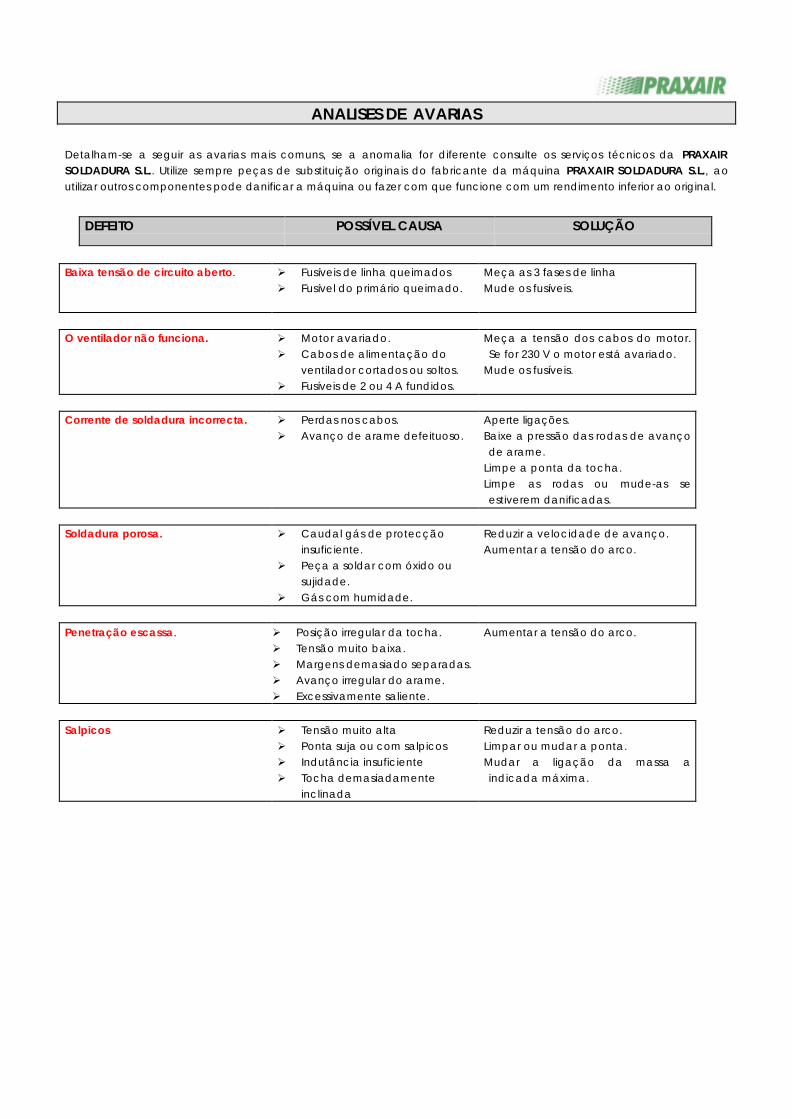
ANALISES DE AVARIAS
Detalham-se a seguir as avarias mais comuns, se a anomalia for diferente consulte os serviços técnicos da PRAXAIRSOLDADURA S.L.. Utilize sempre peças de substituição originais do fabricante da máquina PRAXAIR SOLDADURA S.L., aoutilizar outros componentes pode danificar a máquina ou fazer com que funcione com um rendimento inferior ao original.
DEFEITO POSSÍVEL CAUSA SOLUÇÃO
Baixa tensão de circuito aberto. Ø Fusíveis de linha queimadosØ Fusível do primário queimado.
Meça as 3 fases de linhaMude os fusíveis.
O ventilador não funciona. Ø Motor avariado.Ø Cabos de alimentação do
ventilador cortados ou soltos.Ø Fusíveis de 2 ou 4 A fundidos.
Meça a tensão dos cabos do motor.Se for 230 V o motor está avariado.
Mude os fusíveis.
Corrente de soldadura incorrecta. Ø Perdas nos cabos.Ø Avanço de arame defeituoso.
Aperte ligações.Baixe a pressão das rodas de avançode arame.
Limpe a ponta da tocha.Limpe as rodas ou mude-as seestiverem danificadas.
Soldadura porosa. Ø Caudal gás de protecçãoinsuficiente.
Ø Peça a soldar com óxido ousujidade.
Ø Gás com humidade.
Reduzir a velocidade de avanço.Aumentar a tensão do arco.
Penetração escassa. Ø Posição irregular da tocha.Ø Tensão muito baixa.Ø Margens demasiado separadas.Ø Avanço irregular do arame.Ø Excessivamente saliente.
Aumentar a tensão do arco.
Salpicos Ø Tensão muito altaØ Ponta suja ou com salpicosØ Indutância insuficienteØ Tocha demasiadamente
inclinada
Reduzir a tensão do arco.Limpar ou mudar a ponta.Mudar a ligação da massa aindicada máxima.
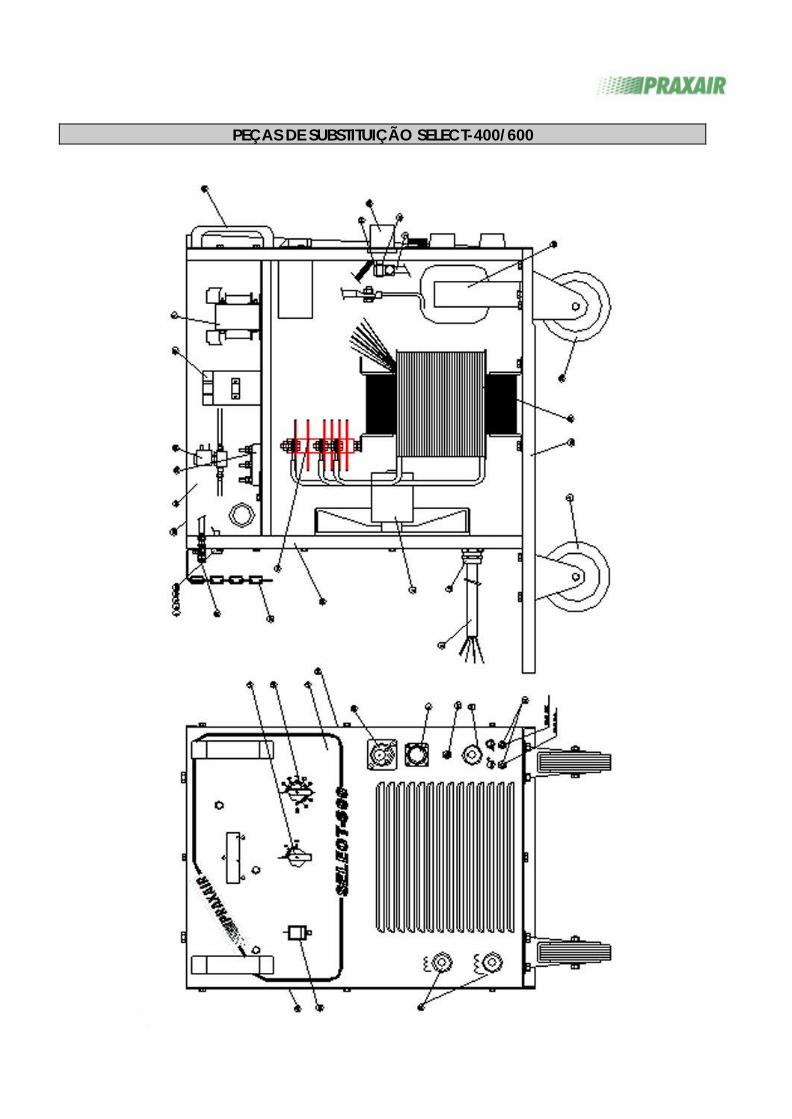
PEÇAS DE SUBSTITUIÇÃO SELECT-400/600
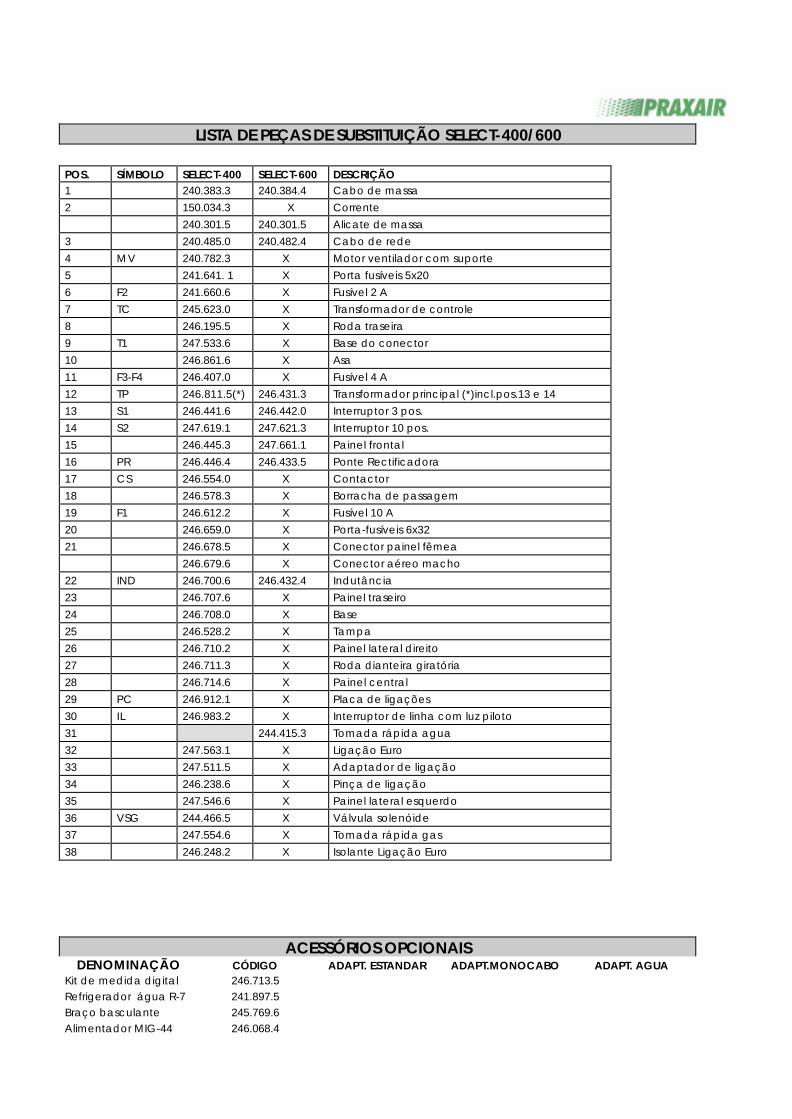
LISTA DE PEÇAS DE SUBSTITUIÇÃO SELECT-400/600
POS. SÍMBOLO SELECT-400 SELECT-600 DESCRIÇÃO1 240.383.3 240.384.4 Cabo de massa
2 150.034.3 X Corrente
240.301.5 240.301.5 Alicate de massa
3 240.485.0 240.482.4 Cabo de rede
4 MV 240.782.3 X Motor ventilador com suporte
5 241.641. 1 X Porta fusíveis 5x20
6 F2 241.660.6 X Fusível 2 A
7 TC 245.623.0 X Transformador de controle
8 246.195.5 X Roda traseira
9 T1 247.533.6 X Base do conector
10 246.861.6 X Asa
11 F3-F4 246.407.0 X Fusível 4 A
12 TP 246.811.5(*) 246.431.3 Transformador principal (*)incl.pos.13 e 14
13 S1 246.441.6 246.442.0 Interruptor 3 pos.
14 S2 247.619.1 247.621.3 Interruptor 10 pos.
15 246.445.3 247.661.1 Painel frontal
16 PR 246.446.4 246.433.5 Ponte Rectificadora
17 CS 246.554.0 X Contactor
18 246.578.3 X Borracha de passagem
19 F1 246.612.2 X Fusível 10 A
20 246.659.0 X Porta-fusíveis 6x32
21 246.678.5 X Conector painel fêmea
246.679.6 X Conector aéreo macho
22 IND 246.700.6 246.432.4 Indutância
23 246.707.6 X Painel traseiro
24 246.708.0 X Base
25 246.528.2 X Tampa
26 246.710.2 X Painel lateral direito
27 246.711.3 X Roda dianteira giratória
28 246.714.6 X Painel central
29 PC 246.912.1 X Placa de ligações
30 IL 246.983.2 X Interruptor de linha com luz piloto
31 244.415.3 Tomada rápida agua
32 247.563.1 X Ligação Euro
33 247.511.5 X Adaptador de ligação
34 246.238.6 X Pinça de ligação
35 247.546.6 X Painel lateral esquerdo
36 VSG 244.466.5 X Válvula solenóide
37 247.554.6 X Tomada rápida gas
38 246.248.2 X Isolante Ligação Euro
ACESSÓRIOS OPCIONAISDENOMINAÇÃO CÓDIGO ADAPT. ESTANDAR ADAPT.MONOCABO ADAPT. AGUA
Kit de medida digital 246.713.5Refrigerador água R-7 241.897.5Braço basculante 245.769.6Alimentador MIG-44 246.068.4

Adaptador 5m 246.345.1 246.319.3 246.346.2Adaptador 10m 246.310.1 246.320.4 246.311.2Adaptadpr 15mAdaptador 20m 246.314.5 246.382.3 246.315.6Adaptador 25m 246.380.1Adaptador 50m 246.337.0 246.385.6
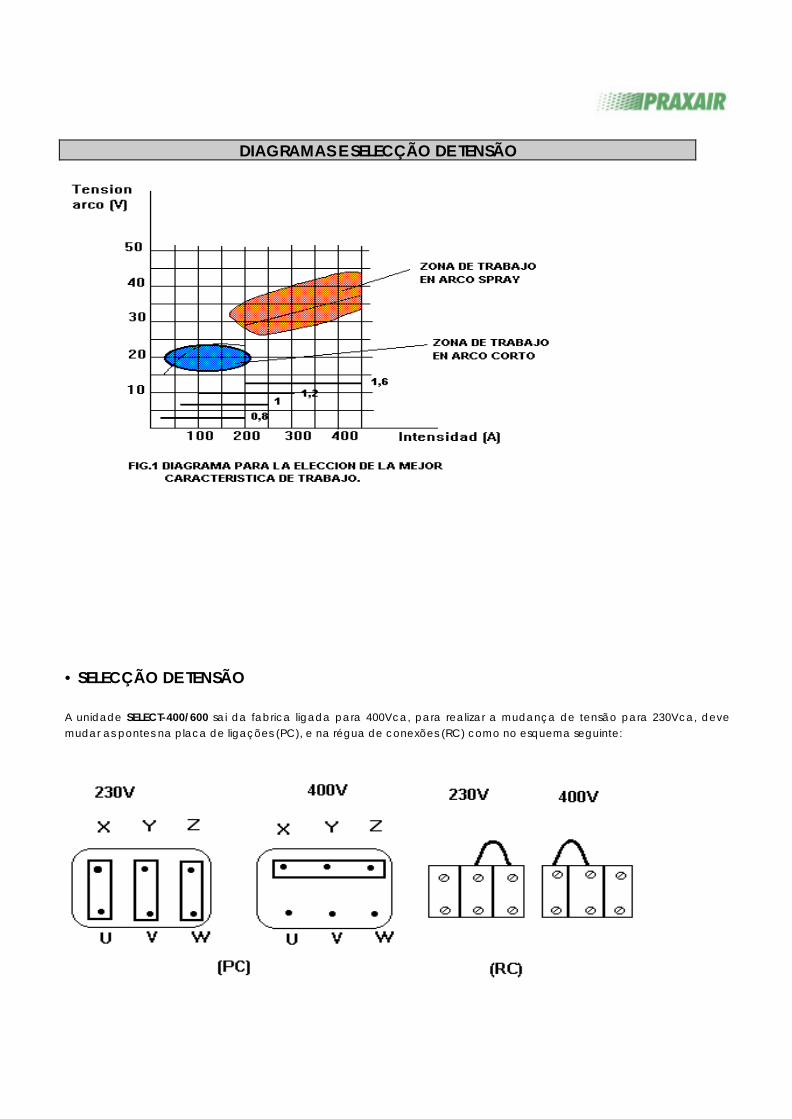
DIAGRAMAS E SELECÇÃO DE TENSÃO
• SELECÇÃO DE TENSÃO
A unidade SELECT-400/600 sai da fabrica ligada para 400Vca, para realizar a mudança de tensão para 230Vca, devemudar as pontes na placa de ligações (PC), e na régua de conexões (RC) como no esquema seguinte:

OPERATING INSTRUCTIONSSELECT-400/600 MIG/MAG WELDING MACHINE
SELECT-400/600
GENERAL OBSERVATIONS
This manual has been written for users who are familiar with the installation, operation and maintenance of weldingmachines.The instructions contained in this manual should be carefully followed in order to avoid problems and to achieve optimumresults from the equipment
RECEPTION AND INSPECTIONBefore installing the SELECT 400/600, check that all parts are in perfect condition. If you should observe any irregularity, informyour supplier.The unit is packed in a plastic cover and is strapped to a wooden base with an outer cardboard packing box. To unpackthe unit do not use any tools that could scratch the frame or damage the cables. Do not throw the packing material awayuntil you have checked that the machine is operating correctly.You should receive:• SELECT –400/600 unit with mains cable and gas hose• Ground wire with rapid connector and earth clamp.• Instructions Manual.• Guarantee Card.Inform your supplier, should any of these parts be missing..
INSTALLATION
To connect the machine to the power supply, ensure that there is a fused line switch or breaker. The switch should be openwhen the connection is made and the fuses removed. The machine’s power output refers to a correct supply voltage, if thisis lower, the machine will not operate at full capacity.The power cable has a cable to connect the machine to a good earth; check that the earth for this circuit is correct; ensurethat the cables are securely tightened at the connections and that the recommended fuses are used.Ensure that the machine is positioned to allow the free circulation of the cooling air, for both the front and back of themachine; do not place obstacles at a distance of less than 50 cm from the front and rear panels.Check that the ventilator is not receiving excessively dirty or dusty air.Do not use different connectors to the ones supplied. Both the connectors as well as the cables are designed to support themaximum current for the machine.
MAINTENANCE AND REPAIR
Before making any internal inspection, make sure that the machine is disconnected from the mains, and the fuses havebeen removed. The machine switch does not disconnect the power from the main transformer primary windings.
TRANSFORMER (TP)We would recommend cleaning this periodically. The time interval depends on the type of environment but, as a rule, itshould be cleaned once every six months. Remove the machine cover and the side panels and blow with dry compressedair at a low pressure (max 4 bar).
RECTIFIER (PR)It simply requires blowing with low pressure air. Check that the rectifier input and output terminals are tight.
VENTILATOR (MV)The ventilator is permanently lubricated and does not require maintenance.
TORCHAlways keep the nozzle clean and remove any remains of spatter between the tip and welding wire; this will considerablylengthen the torch life. Once the nozzle has been cleaned, spray it with PROTARGON , an anti-spatter product fromPRAXAIR SOLDADURA S.L. code 245.901.5. This will prevent small drops of molten metal from sticking again. Do not bang thetorch against the parts to be welded or other objects, particularly at high temperatures; if you do so, the torch will berendered unusable.
Regularly check that the tip hole, where the wire comes out, is not excessively worn as this would lead to poor electriccontact with the wire. Replace the tip if it is not in good condition.Prevent the torch hoses from rubbing against sharp objects which could cause a short circuit. Replace the hose if cuts areobserved.
SEQUENCE OF OPERATIONS
WELDING WITH SHIELDING GAS
For this type of welding, you must use a wire feeder; PRAXAIR SOLDADURA S.L. markets a suitable model for this machine, theMIG-44 code 246.068.4. This wire feeder has a powerful four roller wire feed system. The machine is connected to the wirefeeder by an extension cord with standardised lengths of 5, 10, 15, 25 and 50m.There are two types of extension cords available: a standard extension cord and a single cable one. The machines leavethe factory with the gas connection for the single cable type. When standard extension cords are used, remove the rightside panel and change the gas connection, moving the hose from the centralised connection to the rapid outlet locatedon the front panel.The single cable extension cord is connected to the machine front panel by means of a centralised EURO type powerconnector and a control connector; to the standard extension cords, connect the rapid power connector, the gasadapter connector to the rapid outlet and connect the control connector. In both cases, the other end of the extensioncord is connected to the rear part of the wire feeder. The shielding gas cylinder is connected to the machine back panel bymeans of the gas hose supplied. The cylinder must have a flowmeter. PRAXAIR SOLDADURA S.L. markets kits for the differenttorches, including a flowmeter model R54-CA, code 232.246.0.Select the correct flow for the type of work to be performed.The MIG-44 wire feeder may simply rest on the machine cover or a rotary support may be used. The support is inserted intothe hole on the machine cover and the feeder is fixed to this support by four screws; the feeder panels must be removed toaccess these screws; this support will enable the feeder to turn, and it can be tilted so that the torch is always in the air,without being dragged along the floor, so avoiding short circuits in its hoses. The code for this torch is 245.769.6, it has amodern design and is made of zinc plated steel.The torch is connected to the wire feeder by means of a centralised EURO type connection.Optionally this machine can operate with water cooled torches, for this COOLING UNIT R-7, code 241.897.5, needs to beinstalled on the rear of the machine. When the cooling unit is installed, the cylinder support must be moved to the left andrepositioned in the holes provided.There is a platform on the rear of the machine to hold the gas cylinder which is secured to the machine by means of aneasily secured steel chain.Place the appropriate wire reel on the wire feeder, and select the correct roller for this type of wire and then activate therapid feed until the wire protrudes from the torch tip.The welding current is selected by two selector switches located on the machine front panel: one 3 position switch (S1) forCoarse work and one 10 position switch (S2) for fine work. A combination of these two selector switches gives 30 settings forregulating the current to suit the work.
WARNING! : Do not change these selector switches whilst welding, this could damage them.Connect the earth cable to one of the two connectors located on the bottom left of the front panel; one of theseconnectors is for medium inductance (small wave) and the other is for high inductance (large wave). Select the right onefor your work.Press the line breaker on the front panel, marked as (0-I) and commence welding.
OUTPUT
The machine’s output is defined by cycles indicated as a % and referring to a 10 min time interval during which themachine can give the specified current. To obtain an optimum performance, always use short cables whenever possible,these should have no loops and should be of the appropriate section: do not use power cables of less than 6 mm2 norwelding cables of less than 50 mm2 (SELECT-400),16mm2/70 mm2 (SELECT-600). Always use original connectors supplied by themachine manufacturer, PRAXAIR SOLDADURA S.L. Make sure that these are remain free from grease and other dirt and,when making the connection, turn the connector until the correct electric contact is made.
CHARACTERISTICS
The SELECT 400/600 unit is designed for general use, and is suitable for both light and heavy duty welding work. It has anexcellent characteristic for “short arc” and “spray arc” welding.The current intensity generated is of constant potential, which is appropriate for MIG-MAG welding processes. The maintransformer (TP) is equipped with thermal protection and is cooled by a noiseless ventilator.The two handles on the front panel and the four wheels on the base (the front two are swivel wheels) make the unit easy totransport.
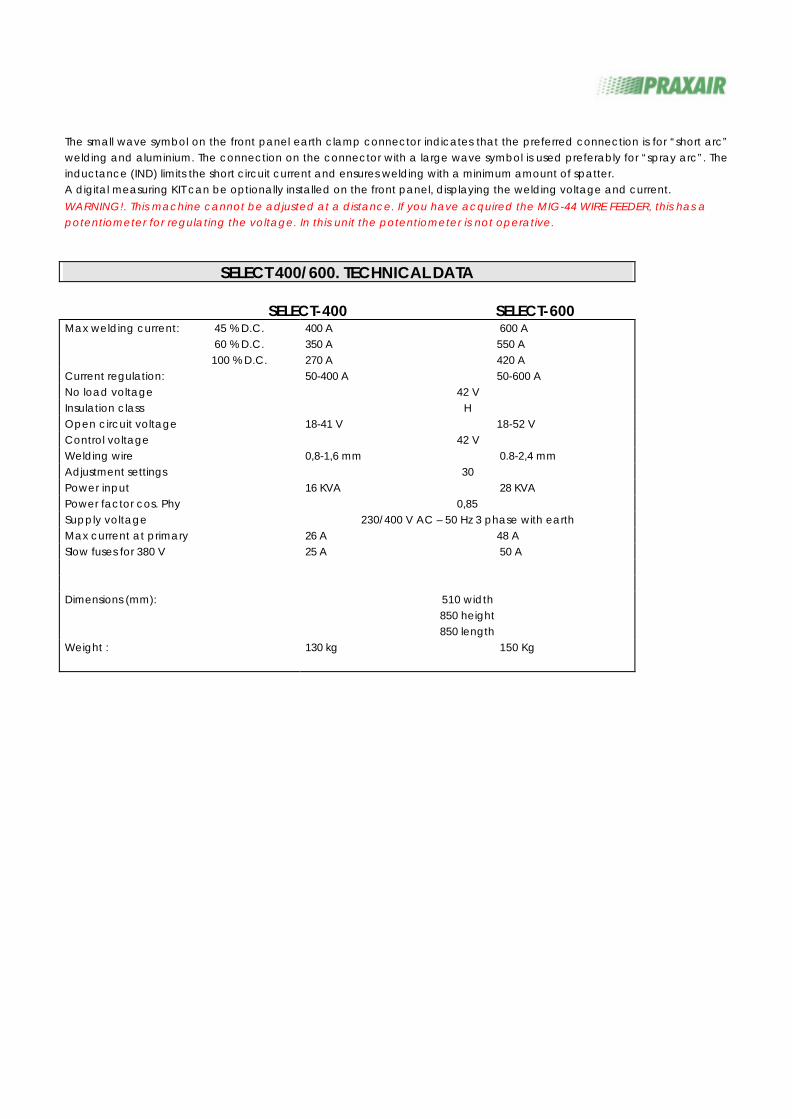
The small wave symbol on the front panel earth clamp connector indicates that the preferred connection is for “short arc”welding and aluminium. The connection on the connector with a large wave symbol is used preferably for “spray arc”. Theinductance (IND) limits the short circuit current and ensures welding with a minimum amount of spatter.A digital measuring KIT can be optionally installed on the front panel, displaying the welding voltage and current.
WARNING!. This machine cannot be adjusted at a distance. If you have acquired the MIG-44 WIRE FEEDER, this has apotentiometer for regulating the voltage. In this unit the potentiometer is not operative.
SELECT 400/600. TECHNICAL DATA
SELECT-400 SELECT-600Max welding current: 45 % D.C.
60 % D.C. 100 % D.C.
400 A 600 A350 A 550 A270 A 420 A
Current regulation: 50-400 A 50-600 ANo load voltage 42 VInsulation class HOpen circuit voltage 18-41 V 18-52 VControl voltage 42 VWelding wire 0,8-1,6 mm 0.8-2,4 mmAdjustment settings 30Power input 16 KVA 28 KVAPower factor cos. Phy 0,85Supply voltage 230/400 V AC – 50 Hz 3 phase with earthMax current at primary 26 A 48 ASlow fuses for 380 V 25 A 50 A
Dimensions (mm): 510 width850 height850 length
Weight : 130 kg 150 Kg
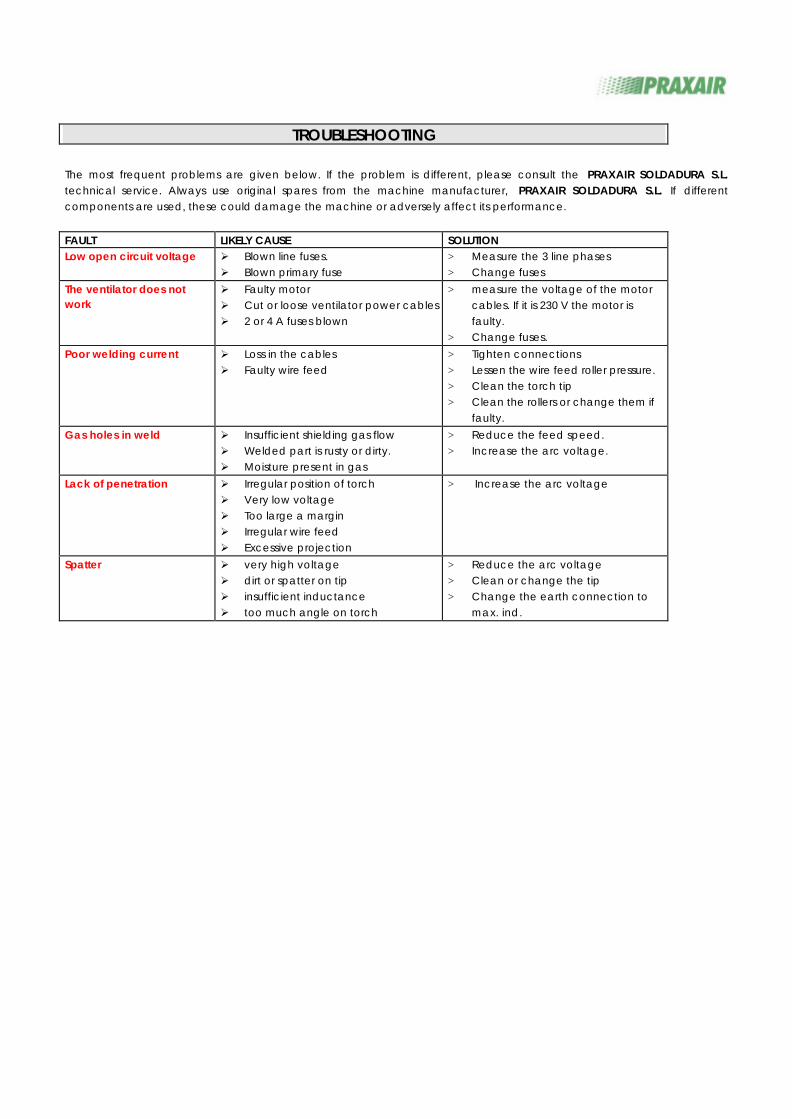
TROUBLESHOOTING
The most frequent problems are given below. If the problem is different, please consult the PRAXAIR SOLDADURA S.L.technical service. Always use original spares from the machine manufacturer, PRAXAIR SOLDADURA S.L. If differentcomponents are used, these could damage the machine or adversely affect its performance.
FAULT LIKELY CAUSE SOLUTIONLow open circuit voltage Ø Blown line fuses.
Ø Blown primary fuse> Measure the 3 line phases> Change fuses
The ventilator does notwork
Ø Faulty motorØ Cut or loose ventilator power cablesØ 2 or 4 A fuses blown
> measure the voltage of the motorcables. If it is 230 V the motor isfaulty.
> Change fuses.
Poor welding current Ø Loss in the cablesØ Faulty wire feed
> Tighten connections> Lessen the wire feed roller pressure.> Clean the torch tip> Clean the rollers or change them if
faulty.
Gas holes in weld Ø Insufficient shielding gas flowØ Welded part is rusty or dirty.Ø Moisture present in gas
> Reduce the feed speed.> Increase the arc voltage.
Lack of penetration Ø Irregular position of torchØ Very low voltageØ Too large a marginØ Irregular wire feedØ Excessive projection
> Increase the arc voltage
Spatter Ø very high voltageØ dirt or spatter on tipØ insufficient inductanceØ too much angle on torch
> Reduce the arc voltage> Clean or change the tip> Change the earth connection to
max. ind.

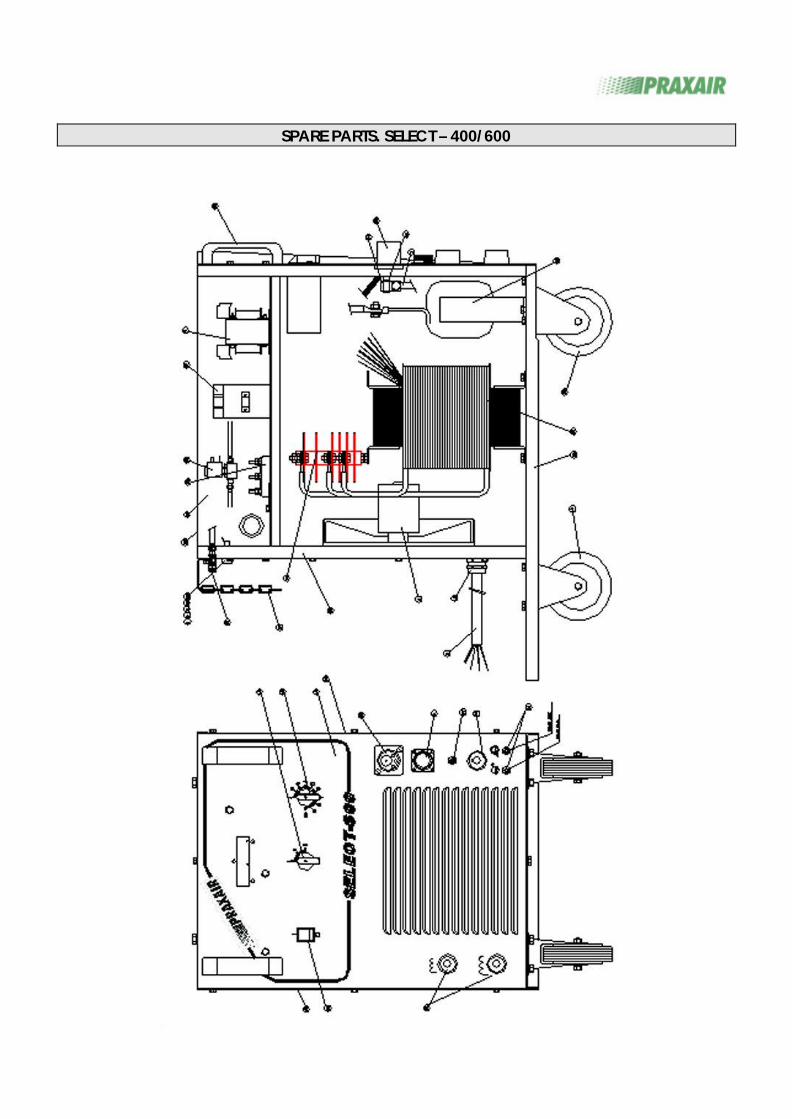
SPARE PARTS. SELECT – 400/600
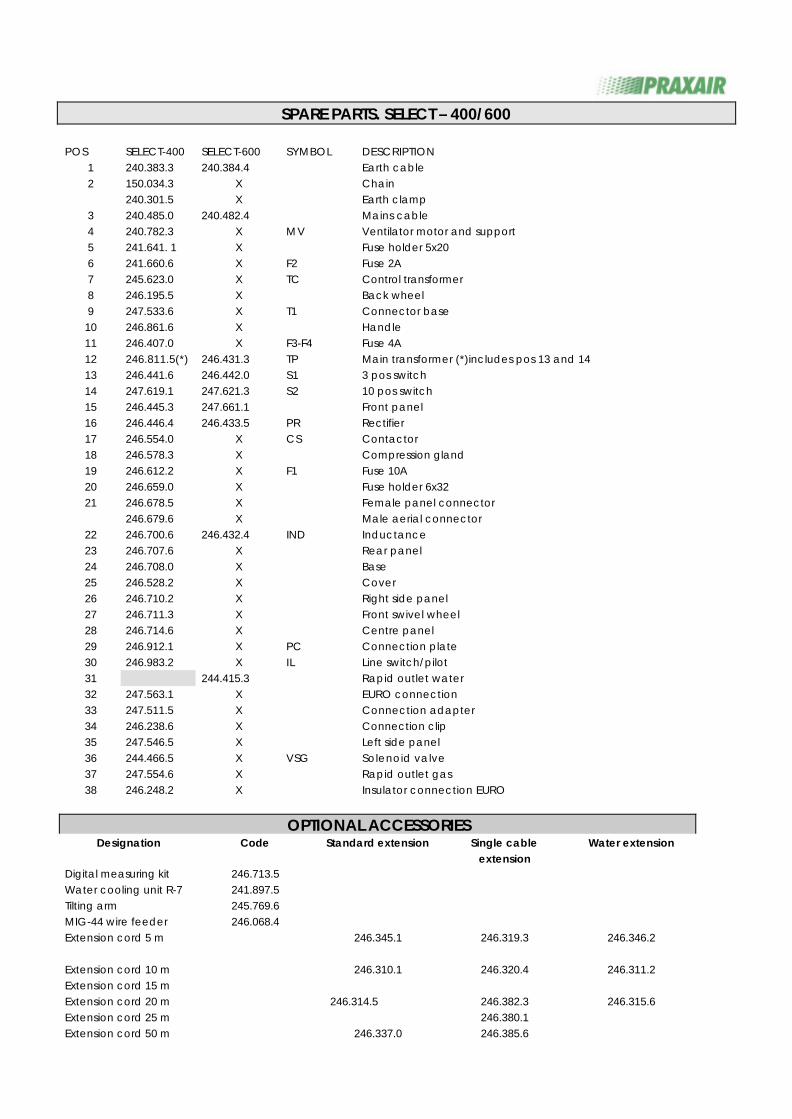
SPARE PARTS. SELECT – 400/600
POS SELECT-400 SELECT-600 SYMBOL DESCRIPTION1 240.383.3 240.384.4 Earth cable2 150.034.3 X Chain
240.301.5 X Earth clamp3 240.485.0 240.482.4 Mains cable4 240.782.3 X MV Ventilator motor and support5 241.641. 1 X Fuse holder 5x206 241.660.6 X F2 Fuse 2A7 245.623.0 X TC Control transformer8 246.195.5 X Back wheel9 247.533.6 X T1 Connector base10 246.861.6 X Handle11 246.407.0 X F3-F4 Fuse 4A12 246.811.5(*) 246.431.3 TP Main transformer (*)includes pos 13 and 1413 246.441.6 246.442.0 S1 3 pos switch14 247.619.1 247.621.3 S2 10 pos switch15 246.445.3 247.661.1 Front panel16 246.446.4 246.433.5 PR Rectifier17 246.554.0 X CS Contactor18 246.578.3 X Compression gland19 246.612.2 X F1 Fuse 10A20 246.659.0 X Fuse holder 6x3221 246.678.5 X Female panel connector
246.679.6 X Male aerial connector22 246.700.6 246.432.4 IND Inductance23 246.707.6 X Rear panel24 246.708.0 X Base25 246.528.2 X Cover26 246.710.2 X Right side panel27 246.711.3 X Front swivel wheel28 246.714.6 X Centre panel29 246.912.1 X PC Connection plate30 246.983.2 X IL Line switch/pilot31 244.415.3 Rapid outlet water32 247.563.1 X EURO connection33 247.511.5 X Connection adapter34 246.238.6 X Connection clip35 247.546.5 X Left side panel36 244.466.5 X VSG Solenoid valve37 247.554.6 X Rapid outlet gas38 246.248.2 X Insulator connection EURO
OPTIONAL ACCESSORIESDesignation Code Standard extension Single cable
extensionWater extension
Digital measuring kit 246.713.5Water cooling unit R-7 241.897.5Tilting arm 245.769.6MIG-44 wire feeder 246.068.4Extension cord 5 m 246.345.1 246.319.3 246.346.2
Extension cord 10 m 246.310.1 246.320.4 246.311.2Extension cord 15 mExtension cord 20 m 246.314.5 246.382.3 246.315.6Extension cord 25 m 246.380.1Extension cord 50 m 246.337.0 246.385.6

DIAGRAMS AND VOLTAGE CHANGE
VOLTAGE CHANGE
The SELECT-400/600 unit leaves the factory connected for 400VAC. To change the voltage to 230VAC, the bridges must bechanged on connector plate (PC) and on the connector strip (RC) as shown in the following diagram:
MODE D´EMPLOI SELECT-400/600 INSTALLATION DE SOUDAGE MIG/MAG
SELECT-400/600
REMARQUES GENERALES
Ce manuel a été rédigé pour des utilisateurs familiarisés avec l’installation, le fonctionnement et l’entretien de machines desoudage.Suivre soigneusement les instructions de ce manuel vous évitera des problèmes, et vous permettra d’obtenir un rendementoptimal de l’installation.
RECEPTION ET INSPECTIONAvant d’installer l’unité SELECT-400/600, vérifiez que tous ses éléments sont en parfait état. Si vous remarquez quelqueanomalie, réclamez auprès de votre fournisseur.L’unité a été emballée dans une housse en plastique et feuillardée à une base en bois avec une caisse externe en cartond’emballage. Pour déballer, n’utilisez pas d’outils pouvant rayer le boîtier ou endommager des câbles. Ne jetez pas lematériel d’emballage avant d’avoir vérifíé le fonctionnement de la machine.Vous devez recevoir:
- Unité SELECT-400/600 avec câble de réseau et tuyau de gaz.- Câble de terre avec connecteur rapide et pince de masse.- Manuel d’instructions.- Carte de garantie.
S’il manque l’un de ces éléments, faites-en part à votre fournisseur.
INSTALLATION
Pour brancher la machine au réseau, assurez-vous que vous disposez d’un commutateur ou d’un disjoncteur avec desfusibles de ligne. Le commutateur doit être ouvert, et les fusibles extraits au moment de réaliser la connexion. La puissancede sortie de la machine fait référence à un voltage d’alimentation correct; si ce voltage est inférieur, la puissance totale dela machine ne sera pas atteinte.Le câble d’alimentation a un câble pour brancher la machine à une bonne prise de terre: vérifiez que la terre de votrecircuit est correcte. Assurez-vous que les câbles sont fermement serrés à leurs connexions et que vous utilisez les câblesprescrits.Placez la machine de façon à permettre l’air de réfrigération de circuler librement, aussi bien sur la partie frontale que sur lapartie arrière. Ne mettez pas d’obstacles à moins de 50cm des panneaux avant et arrière.Vérifiez que le ventilateur ne prend pas d’air trop chargé de poussière ou de saleté. N’utilisez pas d’autres connecteurs queceux fournis: autant ceux-ci que les câbles sont conçus pour supporter l’intensité maximale de l’unité.
ENTRETIEN ET REPARATIONS
Avant de réaliser toute inspection interne, assurez-vous que la machine soit débranchée du réseau, et les fusibles extraits.L’interrupteur de la machine ne déconnecte pas la puissance au bobinage primaire du transformateur principal.
• TRANSFORMATEUR (TP)Il est conseillé de le nettoyer périodiquement, la fréquence de cette opération dépendant de la saleté du lieu. En règlegénérale, il doit être nettoyé tous les six mois. Enlevez le couvercle et les panneaux latéraux de la machine et soufflez avecde l’air sec comprimé à basse pression (max. 4 bar).
• REDRESSEUR (PR)Il a seulement besoin d’un soufflage à basse pression. Vérifiez que les terminaux d’entrée et de sortie du redresseur soientserrés.
• VENTILATEUR (MV)Le ventilateur est lubrifié en permanence et n’a pas besoin d’entretien.
• CHALUMEAUMaintenez toujours la buse propre et éliminez les restes d’éclaboussures pouvant exister entre la pointe et le fil à souder.Cela rallongera considérablement la vie de votre chalumeau.Un fois la buse nettoyée, pulvérisez-la de spray PROTARGON , produit anti-éclaboussures de PRAXAIR SOLDADURA S.L. Code245.901.5. Cela évitera que se collent à nouveau des gouttelettes de matière fondue. Ne tapez pas le chalumeau contre

les pièces à souder ou d’autres corps, surtout quand il est à haute température: cela mettrait votre chalumeau horsd’usage.Vérifiez périodiquement que l’orifice de la pointe par où le fil sort ne soit pas excessivement usé, ce qui provoquerait unmauvais contact électrique avec le fil. Remplacez la pointe si elle n’est pas en bon état.Veillez à ce que les tuyaux du chalumeau ne frottent pas de parties coupantes susceptibles de provoquer un court-circuit.Si vous voyez que le tuyau a des coupures, remplacez-le.
SEQUENCE D’OPERATION• SOUDAGE AVEC GAZ DE PROTECTIONPour ce type de soudage, vous devez utiliser un entraîneur de fil. PRAXAIR SOLDADURA S.L. vend un modèle approprié àcette machine: le MIG-44, code 246.068.4. Cet entraîneur possède un puissant système d'entraînement à 4 rouleaux. Lamachine se branche à l'entraîneur au moyen d'une rallonge à longueur normalisée de 5,10,15, 25, ou 50m.Il existe deux types de rallonges: rallonge standards et rallonge monocâbles. A leur sortie d'usine, les machines sontéquipeés pour branchement gaz type monocâble. Pour utiliser des rallonges standard, démontez le panneau latéral droit,et changez le branchement de gaz, en passant le tuyau de la connexion centralisée à la prise rapide située sur lepanneau avant.La rallonge monocâble se branche au panneau avant de la machine au moyen d'un connecteur centralisé type EURO etd'un connecteur de contrôle. Pour les rallonges standard, branchez le connecteur rapide de puissance, celui del'adaptateur de gaz à la prise rapide, et branchez le connecteur de contrôle. Dans les deux cas, ceux-ci se branchent parl'autre extrémité de la rallonge à la partie arrière de l'entraîneur. Le gaz de protection se branche de la bouteille aupanneau arrière de la machine en utilisant le tuyau de gaz fourni. La bouteille doit disposer d'un débitmètre mod. R54-CAcode 232.246.0.Sélectionnez le débit de gaz correct pour le type de travail à réaliser.L'entraîneur MIG-44 peut s'appuyer simplement sur le couvercle de la machine. On peut aussi utiliser un support giratoire.Ce support s'introduit dans l'orifice sur le couvercle de la machine. L'entraîneur se fixe sur ce support au moyen de quatrevis.Vous devez démonter les panneaux de l'entraîneur pour pouvoir accéder à ces vis. Ce support dotera l'entraîneur d'unmouvement giratoire et lui permettra de basculer. Ainsi le chalumeau sera toujours suspendu en l'air et ne traînera pas parterre, ce qui évitera des coupures sur ses tuyaux. Le code de ce support est 245.769.6. Il est fabriqué en acier zingué d'undesign moderne.Le chalumeau se branche à l'entraîneur au moyen d'une connexion centralisée type EURO.En option, cette machine peut travailler avec des chalumeaux réfrigérés à l'eau. Pour cela vous avez besoin duREFRIGERATEUR R-7, code 241.897.5 qui s’installe sur la partie arrière de la machine: lorsque vous installez le réfrigérateur,vous devez déplacer le support de la bouteille vers la droite en utilisant les orifices prévus pour sa nouvelle position.La machine dispose d’une plate-forme sur la partie arrière pour placer la bouteille de gaz.Cette bouteille s’attache à la machine grâce à une chaîne d’acier de facile fixation.Placez la bobine de fil approprié au travail à réaliser dans l’entraîneur. Sélectionnez le type de rouleau approprié pour cefil, et procédez à l’avance rapide jusqu’à ce qu’il sorte par la pointe du chalumeau.L’intensité de soudage se sélectionne au moyen de deux sélecteurs situés sur le panneau avant de la machine: l’und’écartement épais (S1) à 3 positions et l’autre d’écartement fin (S2) à 10 positions. Grâce à la combinaison de ces deuxsélecteurs, vous disposez de 30 échelons pour régler l’intensité nécessaire à votre travail.ATTENTION!: ne manipulez pas ces sélecteurs pendant que vous soudez. Cela les mettrait hors d’usage.Branchez le câble de masse à l’un des deux connecteurs situés sur la partie inférieure gauche du panneau avant. L’un desces connecteurs est d’inductance moyenne (petite onde) et l’autre de haute inductance (grande onde). Sélectionnezcelui qui est adéquat pour votre travail.
Appuyez sur l’interrupteur de ligne du panneau avant indiqué (O-I), et commencez à souder.
RENDEMENT
Le rendement de la machine est défini par l’intermittence indiquée en % faisant référence à un intervalle de temps de 10min, pendant lequel la machine peut fournir le courant spécifié. Afin d’obtenir un rendement optimal, utilisez toujours,quand cela est possible, des câbles courts sans boucles et à section adéquate. N’utilisez pas de câble d’alimentation desection inférieure à 6mm2, ni inférieure à 50 mm2 (SELECT-400) / à 16mm2, ni inférieure à 70 mm2 (SELECT-600) pour le soudage.Utilisez toujours des connecteurs originaux fournis par le fabricant de la machine PRAXAIR SOLDADURA S.L.: veillez à ce queces connecteurs soient toujours libres de graisse et autres saletés, et tournez en réalisant la connexion jusqu’à obtenir uncontact électrique correct.
CARACTERISTIQUES
L’unité SELECT-400/600 a été conçue pour un usage général, admettant aussi bien des travaux légers que des travaux dursen soudage. Elle a une excellente caractéristique de soudage à “l’arc court” et à “l’arc spray”.L’intensité de courant générée est de tension constante, appropriée aux procédés de soudage MIG-MAG. Letransformateur principal (TP) est doté d’un protection thermique, et réfrigéré par un ventilateur silencieux.Pour faciliter son transport, la machine dispose de deux anses sur le panneau avant, et de quatre roues sur la base, deuxd’entre elles giratoires sur la partie avant.
Le symbole de petite onde sur le conecteur de la pince de masse du panneau avant indique la connexion de préférencepour soudage à “l’arc court” et à l’aluminium. La connexion sur le connecteur avec le symbole de grande onde sera utiliséde préférence pour “arc spray”.L’inductance (IND) limite le courant de court-circuit et garantit un soudage avec des éclaboussures minimes.En option, vous pouvez installer sur le panneau avant un KIT de mesure digital qui vous permettra de visualiser la tension etl’intensié de soudage.
ATTENTION!: Cette machine n'admet pas le réglage à distance. Si vous possédez l'ENTRAINEUR MIG-44, vous verrez qu'ildispose d'un potentiomètre pour le réglage de la tension. Ce potentiomètre n'est pas opératif sur cette unité.
INFORMATIONS TECHNIQUES SELECT-400/600
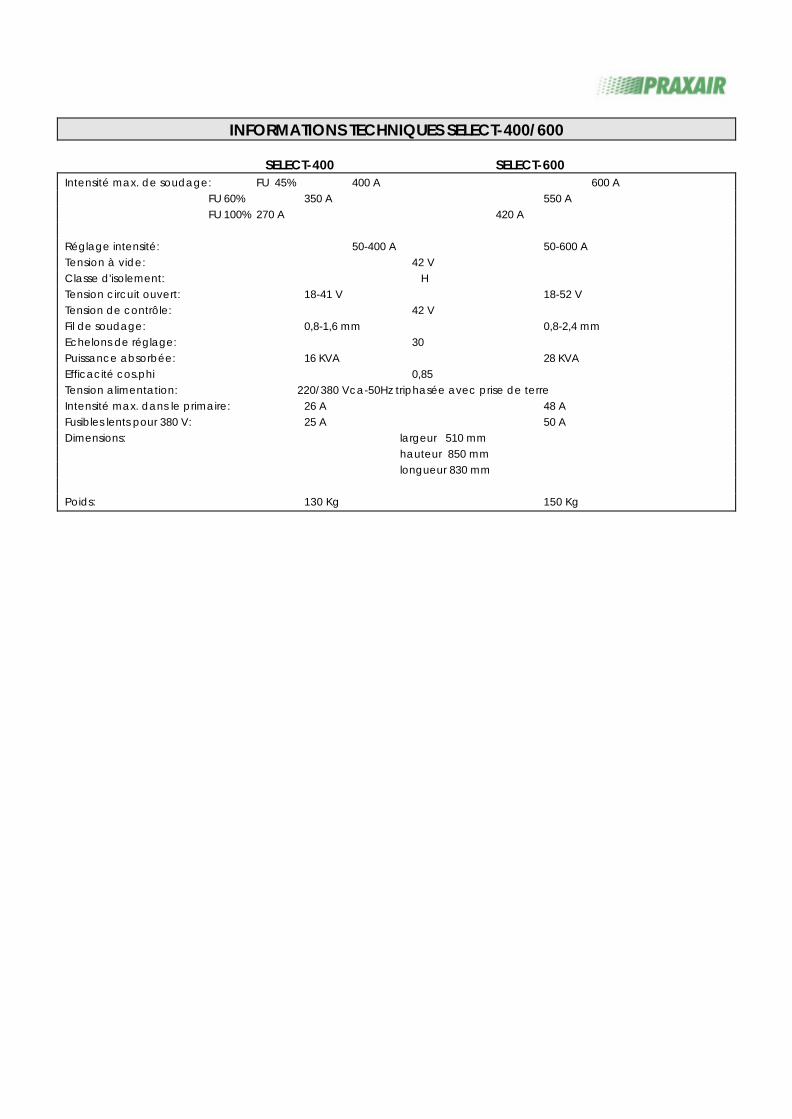
SELECT-400 SELECT-600Intensité max. de soudage: FU 45% 400 A 600 A
FU 60% 350 A 550 AFU 100% 270 A 420 A
Réglage intensité: 50-400 A 50-600 ATension à vide: 42 VClasse d'isolement: HTension circuit ouvert: 18-41 V 18-52 VTension de contrôle: 42 VFil de soudage: 0,8-1,6 mm 0,8-2,4 mmEchelons de réglage: 30Puissance absorbée: 16 KVA 28 KVAEfficacité cos.phi 0,85Tension alimentation: 220/380 Vca-50Hz triphasée avec prise de terreIntensité max. dans le primaire: 26 A 48 AFusibles lents pour 380 V: 25 A 50 ADimensions: largeur 510 mm
hauteur 850 mmlongueur 830 mm
Poids: 130 Kg 150 Kg
ANALYSE DES PANNES
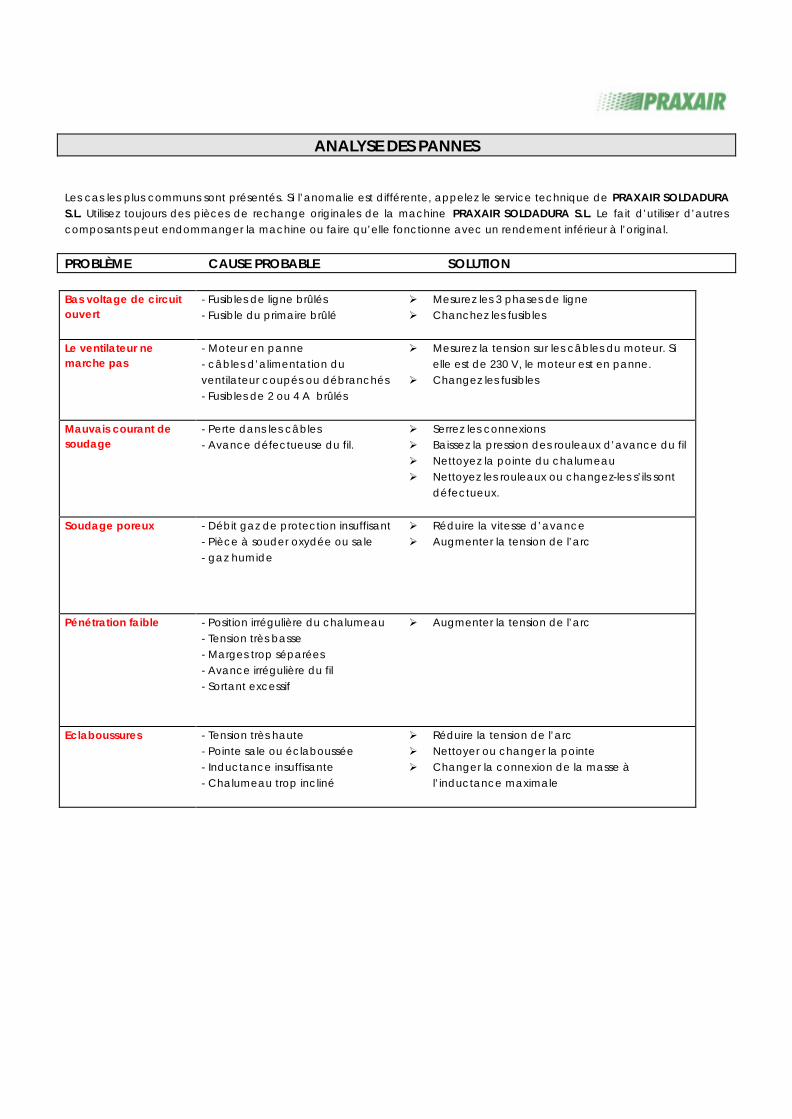
Les cas les plus communs sont présentés. Si l’anomalie est différente, appelez le service technique de PRAXAIR SOLDADURAS.L. Utilisez toujours des pièces de rechange originales de la machine PRAXAIR SOLDADURA S.L. Le fait d’utiliser d’autrescomposants peut endommanger la machine ou faire qu’elle fonctionne avec un rendement inférieur à l’original.
PROBLÈME CAUSE PROBABLE SOLUTION
Bas voltage de circuitouvert
- Fusibles de ligne brûlés- Fusible du primaire brûlé
Ø Mesurez les 3 phases de ligneØ Chanchez les fusibles
Le ventilateur nemarche pas
- Moteur en panne- câbles d’alimentation duventilateur coupés ou débranchés- Fusibles de 2 ou 4 A brûlés
Ø Mesurez la tension sur les câbles du moteur. Sielle est de 230 V, le moteur est en panne.
Ø Changez les fusibles
Mauvais courant desoudage
- Perte dans les câbles- Avance défectueuse du fil.
Ø Serrez les connexionsØ Baissez la pression des rouleaux d’avance du filØ Nettoyez la pointe du chalumeauØ Nettoyez les rouleaux ou changez-les s’ils sont
défectueux.
Soudage poreux - Débit gaz de protection insuffisant- Pièce à souder oxydée ou sale- gaz humide
Ø Réduire la vitesse d’avanceØ Augmenter la tension de l’arc
Pénétration faible - Position irrégulière du chalumeau- Tension très basse- Marges trop séparées- Avance irrégulière du fil- Sortant excessif
Ø Augmenter la tension de l’arc
Eclaboussures - Tension très haute- Pointe sale ou éclaboussée- Inductance insuffisante- Chalumeau trop incliné
Ø Réduire la tension de l’arcØ Nettoyer ou changer la pointeØ Changer la connexion de la masse à
l’inductance maximale

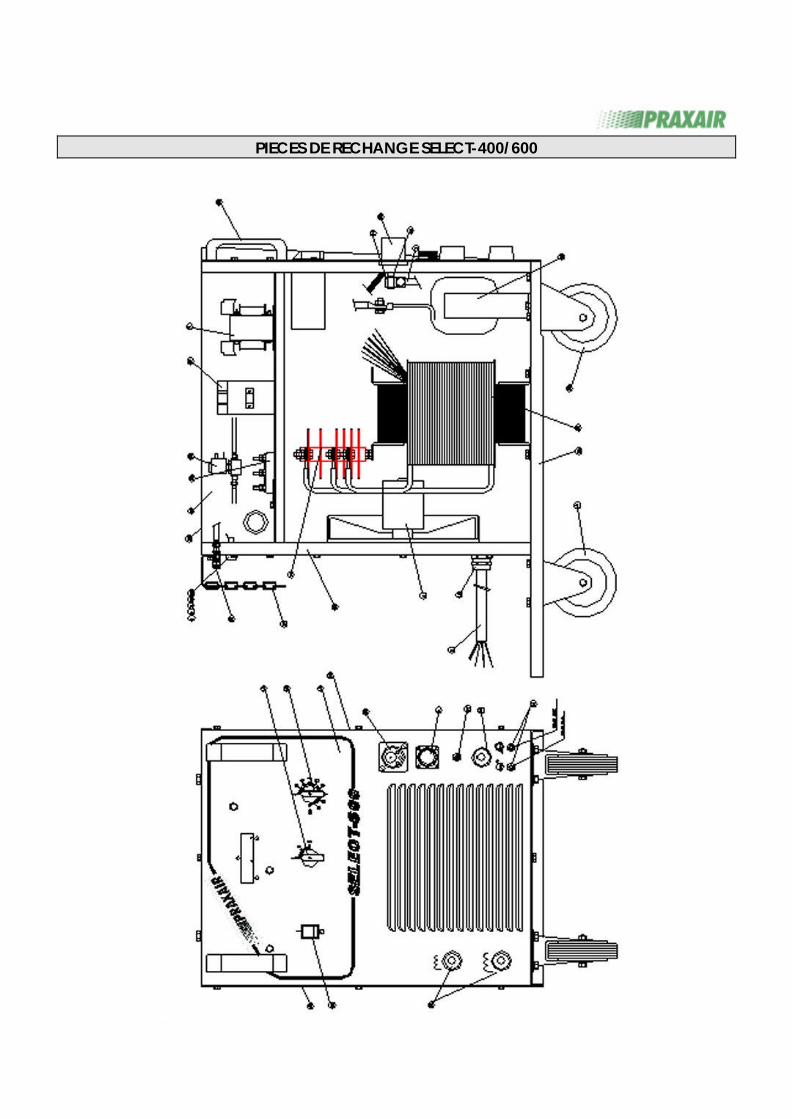
PIECES DE RECHANGE SELECT-400/600
LISTE DES PIECES DE RECHANGE SELECT-400/600
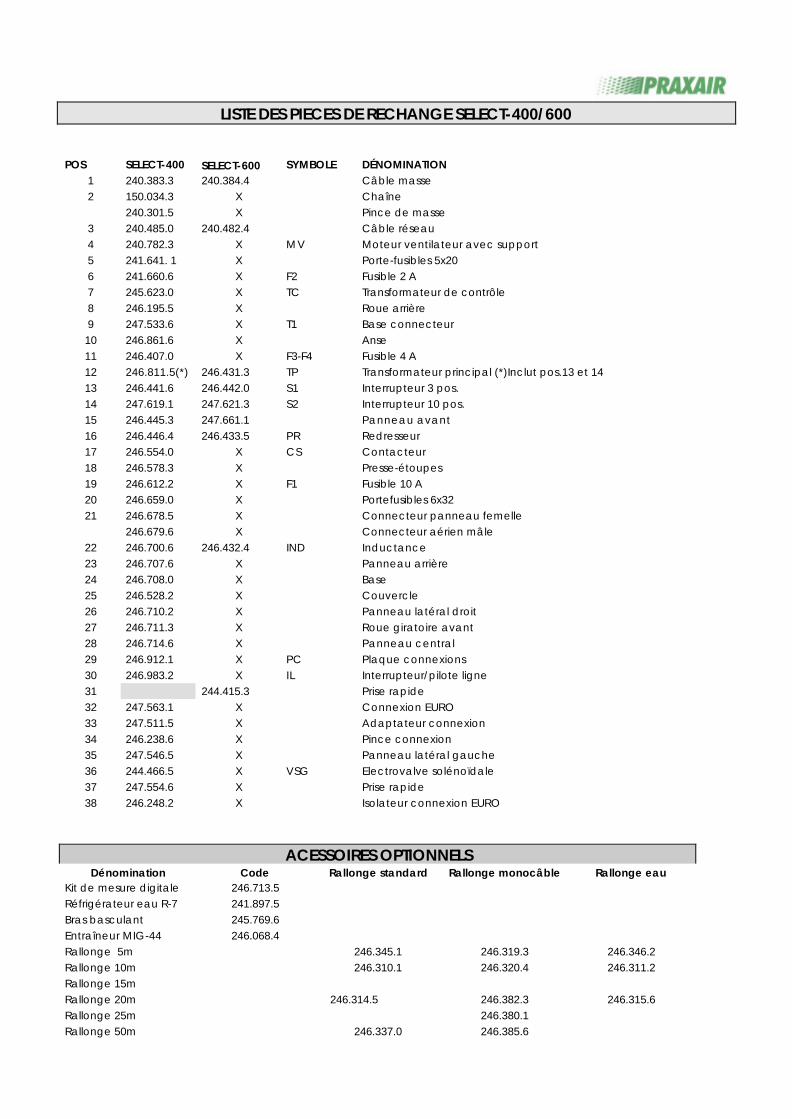
POS SELECT-400 SELECT-600 SYMBOLE DÉNOMINATION1 240.383.3 240.384.4 Câble masse2 150.034.3 X Chaîne
240.301.5 X Pince de masse3 240.485.0 240.482.4 Câble réseau4 240.782.3 X MV Moteur ventilateur avec support5 241.641. 1 X Porte-fusibles 5x206 241.660.6 X F2 Fusible 2 A7 245.623.0 X TC Transformateur de contrôle8 246.195.5 X Roue arrière9 247.533.6 X T1 Base connecteur10 246.861.6 X Anse11 246.407.0 X F3-F4 Fusible 4 A12 246.811.5(*) 246.431.3 TP Transformateur principal (*)Inclut pos.13 et 1413 246.441.6 246.442.0 S1 Interrupteur 3 pos.14 247.619.1 247.621.3 S2 Interrupteur 10 pos.15 246.445.3 247.661.1 Panneau avant16 246.446.4 246.433.5 PR Redresseur17 246.554.0 X CS Contacteur18 246.578.3 X Presse-étoupes19 246.612.2 X F1 Fusible 10 A20 246.659.0 X Portefusibles 6x3221 246.678.5 X Connecteur panneau femelle
246.679.6 X Connecteur aérien mâle22 246.700.6 246.432.4 IND Inductance23 246.707.6 X Panneau arrière24 246.708.0 X Base25 246.528.2 X Couvercle26 246.710.2 X Panneau latéral droit27 246.711.3 X Roue giratoire avant28 246.714.6 X Panneau central29 246.912.1 X PC Plaque connexions30 246.983.2 X IL Interrupteur/pilote ligne31 244.415.3 Prise rapide32 247.563.1 X Connexion EURO33 247.511.5 X Adaptateur connexion34 246.238.6 X Pince connexion35 247.546.5 X Panneau latéral gauche36 244.466.5 X VSG Electrovalve solénoïdale37 247.554.6 X Prise rapide38 246.248.2 X Isolateur connexion EURO
ACESSOIRES OPTIONNELSDénomination Code Rallonge standard Rallonge monocâble Rallonge eau
Kit de mesure digitale 246.713.5Réfrigérateur eau R-7 241.897.5Bras basculant 245.769.6Entraîneur MIG-44 246.068.4Rallonge 5m 246.345.1 246.319.3 246.346.2Rallonge 10m 246.310.1 246.320.4 246.311.2Rallonge 15mRallonge 20m 246.314.5 246.382.3 246.315.6Rallonge 25m 246.380.1Rallonge 50m 246.337.0 246.385.6
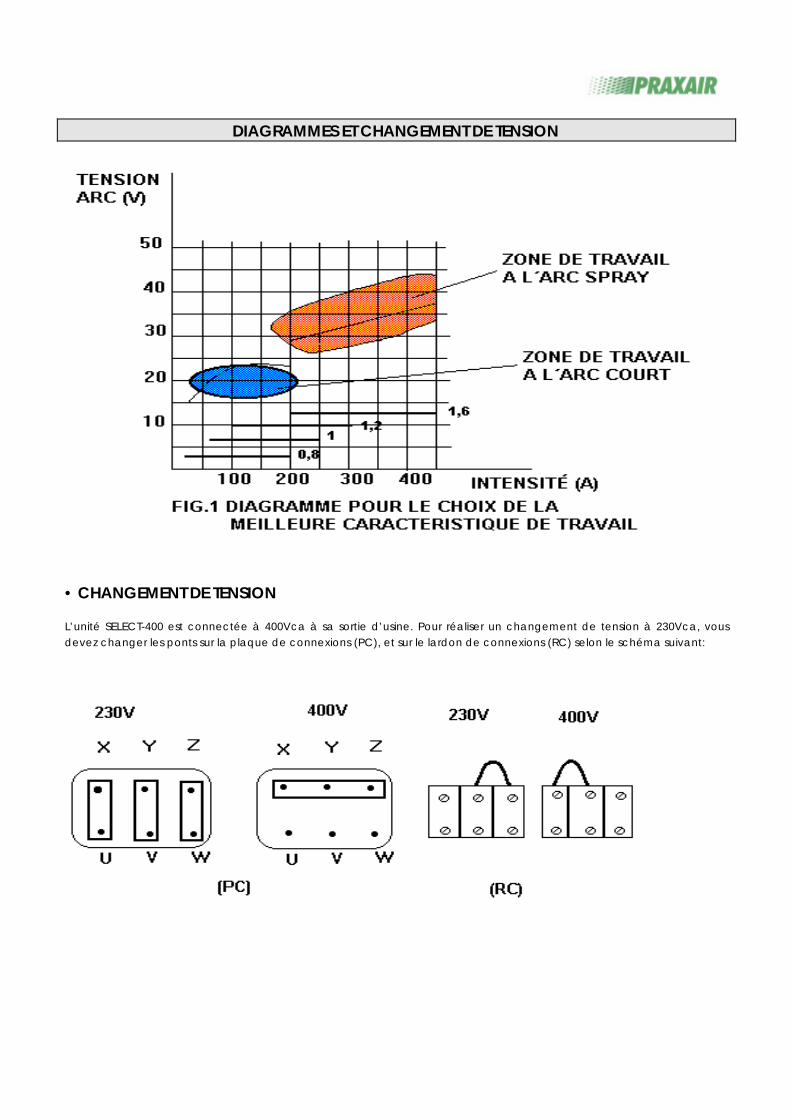
DIAGRAMMES ET CHANGEMENT DE TENSION
• CHANGEMENT DE TENSION
L’unité SELECT-400 est connectée à 400Vca à sa sortie d’usine. Pour réaliser un changement de tension à 230Vca, vousdevez changer les ponts sur la plaque de connexions (PC), et sur le lardon de connexions (RC) selon le schéma suivant:
BEDIENUNGS-ANLEITUG SELECT-400/600 MIG/MAG SCHWEIBANLAGE
SELECT – 400/600
ALLGEMEINE HINWEISE
Diese Anleitung richtet sich an Anwender, die mit der Installierung, Funktionsweise und Instandhaltung von Schweißgerätenvertraut sind.Die strikte Einhaltung der Hinweise dieser Anleitung hilft Ihnen, Probleme zu vermeiden und eine optimale Leistung derAnlage zu erzielen.
• ABNAHMEPRÜFUNGBevor Sie das SELECT-400/600- Gerät installieren, stellen Sie sicher, dass sich sämtliche Teile in einwandfreiem Zustandbefinden. Sollten Sie irgendeine Unregelmäßigkeit feststellen, wenden Sie sich bitte an Ihren Lieferanten.Das Gerät wurde in einer Kunststoffhülle verpackt, mit Metallbändern auf einer Holzunterlage befestigt und befindet sich ineiner Kiste aus Packkarton. Verwenden Sie beim Auspacken bitte keine Werkzeuge, die das Gehäuse verkratzen oder dieKabel beschädigen könnten. Entsorgen Sie bitte das Verpackungsmaterial erst, wenn der einwandfreie Betrieb des Gerätesüberprüft wurde.Die Anlage umfaßt:• Das SELECT-400/600 Gerät mit Netzkabel und Gasschlauch• Massekabel mit Schnellanschluss und Masseklemme• Betriebsanleitung• GarantiekarteSollte eines dieser Elemente fehlen, benachrichtigen Sie bitte Ihren Lieferanten.
INSTALLIERUNG
Stellen Sie bitte sicher, dass Sie für den Anschluss des Gerätes an das Netz über einen Umschalter oder Unterbrecher mitLeitungsschutzsicherung verfügen. Der Umschalter muss beim Anschluss geöffnet und die Sicherungen herausgenommensein. Die Ausgangsleistung der Maschine bezieht sich auf die korrekte Spannungszufuhr; sollte diese geringer sein, wird dieGesamtleistung der Maschine nicht erreicht.Die Speiseleitung verfügt über ein Kabel, um die Maschine an einen einwandfreien Erdungsanschluss zu schließen;überprüfen Sie, ob die Erdung Ihres Stromkreises korrekt ist. Stellen Sie sicher, dass die Kabel fest in ihren Anschlüssen sitzen undverwenden Sie die vorgeschriebenen Sicherungen.Stellen Sie das Gerät so auf, dass die Kühlungsluft sowohl vorn als auch hinten frei zirkulieren kann. Stellen Sie bitte keinehinderlichen Objekte näher als 50 cm von dem vorderen bzw. hinteren Paneel auf.Überprüfen Sie, dass die Luft, die der Ventilator aufnimmt, nicht übermäßig verschmtuzt oder staubhaltig ist. Verwenden Siebitte ausschließlich die mitgelieferten Steckverbindungen; sowohl diese als auch die Kabel sind dafür ausgelegt, dermaximalen Stromstärke der Maschine standzuhalten.
INSTANDHALTUNG UND REPARATUREN
Bevor eine Inspektion des Geräteinneren vorgenommen wird, ist sicherzustellen, dass der Netzanschluss unterbrochen unddie Sicherungen herausgenommen sind. Der Schalter der Maschine unterbricht die Leistungszufuhr zu der Primärspule desHaupttransformators nicht.
• TRANSFORMATOR (TP)Eine regelmäßige Reinigung ist empfehlenswert, wobei deren Häufigkeit von den Umgebungsbedingungen abhängt. Alsallgemeine Regel sollte eine halbjährliche Reinigung durchgeführt werden. Entfernen Sie die Abdeckung und dieSeitenpaneele der Maschine und blasen Sie diese mit trockener Druckluft bei niedrigem Druck (max. 4 bar) aus.
• GLEICHRICHTER (PR)Hier muss nur ein Ausblasen mit Luft bei niedrigem Druck durchgeführt werden. Überprüfen Sie, dass die Ein- undAusgangsklemmen des Gleichrichters angezogen sind.
• VENTILATOR (MV)Der Ventilator ist dauergeschmiert und bedarf keiner Instandhaltung.
• BRENNERHalten Sie die Düse immer sauber und entfernen Sie Spritzreste, die sich zwischen der Spitze und dem zu schweißendenDraht befinden können. Diese Maßnahme verlängert die Lebensdauer ihres Brenners.

Sobald die Düse gereinigt ist, besprühen Sie diese mit dem Spray PROTARGON, ein Spritzschutzspray von PRAXAIRSOLDADURA S.L.. mit dem Code 245.901.5; dieses verhindert, dass sich erneut Tropfen des Schmelzmaterials festsetzen.Stoßen Sie den Brenner nie gegen die zu schweißenden Teile oder andere Gegenstände, insbesondere nicht, wenn dieserheiß ist; dadurch kann Ihr Brenner unbrauchbar werden.Überprüfen Sie in regelmäßigen Abständen, dass die Öffnung derSpitze, aus der der Draht kommt, nicht zu stark abgenutzt ist, da es sonst zu einem ungenügenden elektrischen Kontakt mitdem Draht kommen könnte. Tauschen Sie die Spitze aus, wenn diese sich nicht in gutem Zustand befindet.Stellen Sie sicher, dass die Leitungen des Brenners nicht an scharfen Teilen reiben, die einen Kurzschluss verursachen könnten.Wenn Sie feststellen, dass eine Leitung Schnitte aufweist, tauschen Sie diese bitte aus.
OPERATIONSABFOLGE• SCHWEISSEN MIT SCHUTZGASFür diese Art des Schweißens muss ein Drahtvorschubsystem verwendet werden. PRAXAIR SOLDADURA S.L. vertreibt ein fürdiese Maschine geeignetes Modell: MIG-44, Code 246.068.4. Diese Drahtvorschubvorrichtung verfügt über einleistungsstarkes Vorschubsystem mit 4 Rollen. Die Maschine wird an die Vorschubvorrichtung mittels einer Verlängerung in denStandardlängen 5, 10, 15, 25 und 50 m angeschlossen.Es stehen dabei zwei Arten von Verlängerungen zur Verfügung: die Standardverlängerung und die Einkabel-Verlängerung.Die Maschinen sind fabrikseitig mit einem Gasanschluss für Einkabelverlängerungen ausgestattet; wennStandardverlängerungen eingesetzt werden, ist das rechte seitliche Paneel abzunehmen und der Gasanschlussauszutauschen, indem man den Schlauch von dem Zentralanschluss an den Schnellanschluss versetzt, der sich an demvorderen Paneel befindet.Die Einkabelverlängerung wird mittels eines EURO-Zentral-Leistungsanschlusses und eines Steuersteckverbinders an dasvordere Maschinenpaneel angeschlossen. Im Falle der Standardverlängerungen ist der Netz-Schnellverbinder, derSteckverbinder des Gasadapters an den Schnellanschluss zu schließen und der Steuersteckverbinder anzuschließen. Inbeiden Fällen erfolgt der Anschluss des anderen Endes der Verlängerung an die Rückseite der Vorschubvorrichtung. DerSchutzgasanschluss erfolgt zwischen der Gasflasche und dem hinteren Teil der Maschine mittels des mitgeliefertenGasschlauchs; an der Gasflasche muss ein Durchflussmesser angebracht sein. PRAXAIR SOLDADURA S.L. vertreibt Kits für dieverschiedenen Brenner, die einen Durchflussmesser Modell R54-CA Code 232.246.0 umfassen.Wählen Sie die für die Arbeit richtige Durchflussmenge.Die Vorschubvorrichtung MIG-44 kann einfach auf die Abdeckung der Maschine aufgesetzt werden oder mit einerdrehbaren Auflage verwendet werden. Diese Auflage wird in die, in der Abdeckung der Maschine vorhandenenBohrungen eingesetzt und die Vorschubvorrichtung wird mit vier Schrauben an der Auflage befestigt. Um zu diesenSchrauben zu gelangen, müssen die Paneele der Vorschubvorrichtung abgenommen werden. Durch diese Auflage wird dieVorschubvorrichtung drehbar und schwenkbar. Dadurch befindet sich der Brenner stets in der Luft, ohne dass er über denBoden gezogen werden muss, wodurch Risse an den Brennerschläuchen vermieden werden. Der Bestell-Code für diesemodern gestaltete Auflage aus verzinktem Stahl ist 245.769.6.Der Brenner wird mit einem EURO-Zentralanschluss an dieVorschubvorrichtung geschlossen.Als Option ist es möglich, dass dieses Gerät mit wassergekühlten Brennern arbeitet. Zu diesem Zwecke benötigt man dasKühlgerät R-7, Code 241.897.5, das am hinteren Teil der Maschine installiert wird; wenn dieses Kühlgerätmontiert wird, muss die Gasflaschenhalterung nach rechts versetzt werden. Dazu sind die für diese neue Positionvorgesehenen Bohrungen zu verwenden. Die Maschine verfügt am hinteren Teil über eine Plattform, auf die die Gasflaschegestellt werden kann. Diese Flasche wird mit einer leicht zu fixierenden Stahlkette an der Maschine befestigt.Setzen Sie die für die vorgesehene Arbeit geeignete Drahtspule in die Vorschubvorrichtung und wählen Sie den geeignetenRollentyp für diese Drahtart. Stellen Sie nun auf Schnellvorschub, bis der Draht aus der Spitze des Brenners tritt.Der Schweißstrom wird mittels zweier Wahlschalter am vorderen Paneel der Maschine eingestellt; ein Schalter (S1) mit 3Positionen für den Grobdurchgang, ein anderer mit 10 Positionen (S2) für den Feindurchgang. Durch Kombinieren dieserbeiden Schalter stehen 30 Stufen zur Regelung der für die Schweißarbeit notwendigen Stromstärke zur Verfügung.ACHTUNG! Verstellen Sie diese Wahlschalter nie während des Schweißens, da dies zu Störungen der Schalterfunktionenführt.Schließen Sie das Massekabel an einen der beiden Anschlüsse am unteren, linken Teil des vorderen Paneels. Einer dieserAnschlüsse ist mittlerer Induktanz (Kurzwelle), der andere hoher Induktanz (Langwelle). Wählen Sie bitte den für Ihre jeweiligeArbeit geeigeten Anschluss.Abschließend ist der mit (0-I) gekennzeichnete Leitungsschalter auf dem vorderen Paneel zubetätigen und die Maschine ist schweißbereit.
LEISTUNGDie Leistung der Maschine wird durch die in % angegebene und auf einen Zeitraum von 10 Minuten bezogene Intermittenzdefiniert, in der die Maschine den vorgegebenen Strom liefern kann. Um eine optimale Leistung zu erlangen, sind, sofern diesmöglich ist, kurze Kabel ohne Schleifen und mit dem geeigneten Querschnitt zu verwenden; verwenden Sie nie Speisekabelmit einem Querschnitt von weniger als 6 mm2 oder Schweißkabel von weniger als 50 mm2(SELECT-400)/ 16 mm2 oderSchweißkabel von weniger als 70 mm2(SELECT-600). Verwenden Sie stets Originalanschlüsse, die von dem Hersteller derMaschine PRAXAIR SOLDADURA S.L. geliefert werden. Sorgen Sie dafür, dass diese Anschlüsse stets fett- und schmutzfrei sindund drehen Sie beim Ausführen des Anschlusses, bis ein korrekter elektrischer Kontakt erreicht wird.
MERKMALEDas SELECT-400/600-Gerät wurde für den generellen Einsatz entworfen und kann sowohl für leichte wie für schwerenSchweißarbeiten verwendet werden. Es weist exzellente Schweißeigenschaften in "Kurzbogen" und in "Sprühbogen"Schweißverfahren auf. Die entwickelte Stromstärke weist die geeignete konstante Spannung für MIG-MAG-
Schweißverfahren auf. Der Haupttransformator (TP) ist mit einem Thermoschutz ausgestattet und wird mittels einesgeräuscharmen Ventilators gekühlt. Zur Transporterleichterung verfügt das Gerät über zwei Griffe am vorderen Paneel,sowie über vier Räder an der Bodenplatte; die beiden vorderen Räder sind drehbar. Das Symbol für Kurzwelle an demAnschluss der Masseklemme auf dem vorderen Paneel, ist ein Hinweis darauf, dass hier vorzugsweise Anschlüsse fürSchweißungen mit "kurzem Lichtbogen" und Aluminium erfolgen sollten. Der Anschluss an der entsprechenden Vorrichtung mitdem Symbol für Langwelle ist vorzugsweise für Schweißvorgänge mit "Sprühbogen" zu verwenden. Der induktive Widerstand(IND) begrenzt den Kurzschlussstrom und garantiert ein fast spritzfreies Schweißen.Als Option kann an dem vorderen Paneel ein digitales Messvorrichtungs-Kit angebracht werden, das die Spannung undStromstärke der Schweißung anzeigt.ACHTUNG! Diese Maschine läßt kein Fernstellen zu. Sollten Sie über eine VORSCHUBVORRICHTUNG MIG-44 verfügen,finden Sie an dieser ein Potentiometer zur Spannungseinstellung. In diesem Gerät ist dieses Potentiometer nichtoperativ.
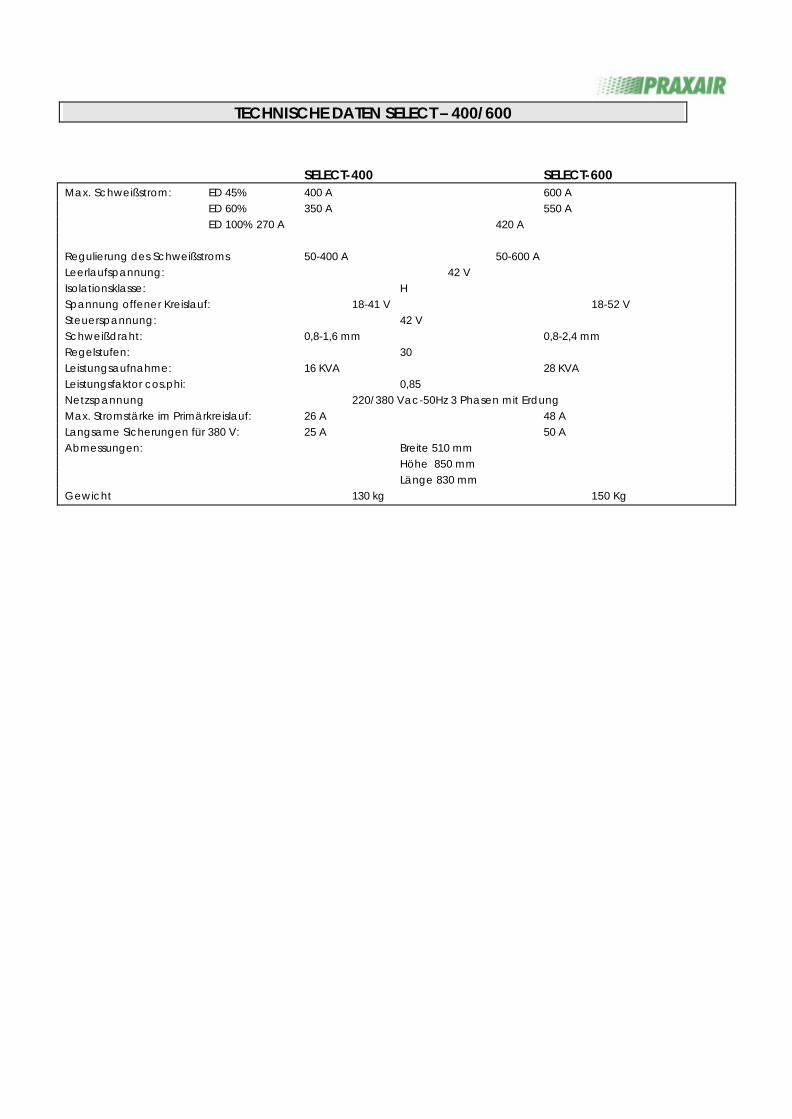
TECHNISCHE DATEN SELECT – 400/600
SELECT-400 SELECT-600Max. Schweißstrom: ED 45% 400 A 600 A
ED 60% 350 A 550 AED 100% 270 A 420 A
Regulierung des Schweißstroms 50-400 A 50-600 ALeerlaufspannung: 42 VIsolationsklasse: HSpannung offener Kreislauf: 18-41 V 18-52 VSteuerspannung: 42 VSchweißdraht: 0,8-1,6 mm 0,8-2,4 mmRegelstufen: 30Leistungsaufnahme: 16 KVA 28 KVALeistungsfaktor cos.phi: 0,85Netzspannung 220/380 Vac-50Hz 3 Phasen mit ErdungMax. Stromstärke im Primärkreislauf: 26 A 48 ALangsame Sicherungen für 380 V: 25 A 50 AAbmessungen: Breite 510 mm
Höhe 850 mmLänge 830 mm
Gewicht 130 kg 150 Kg
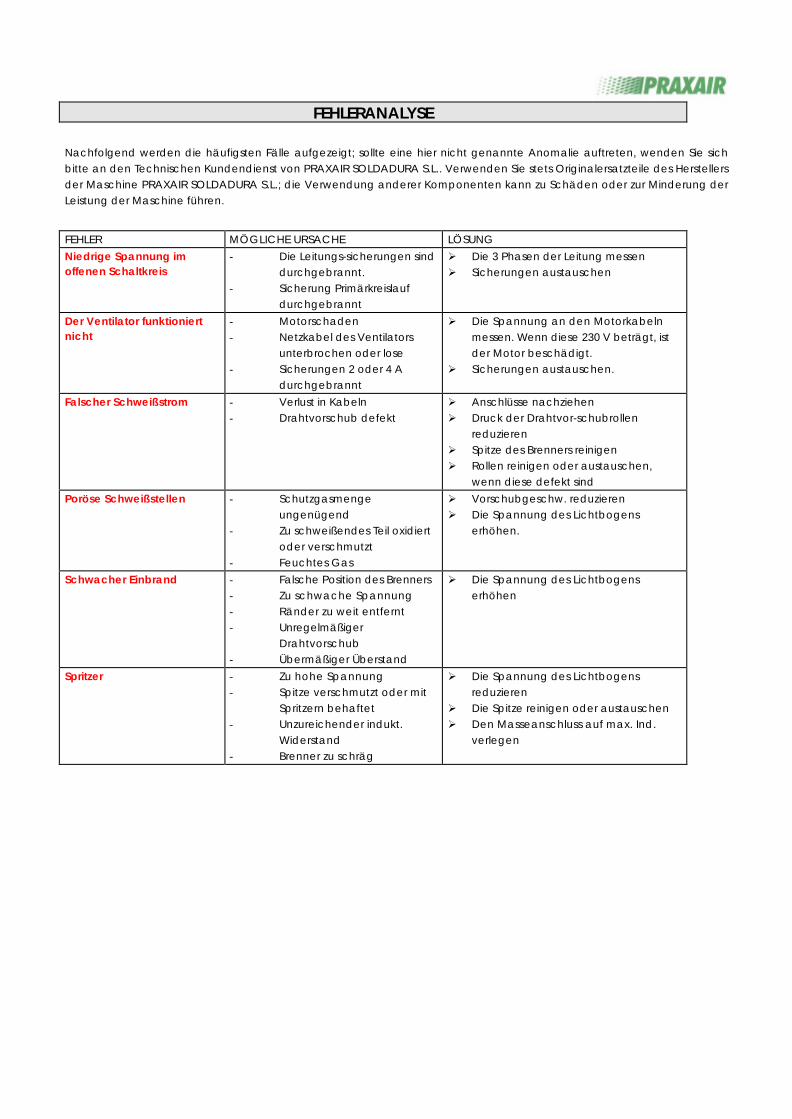
FEHLERANALYSE
Nachfolgend werden die häufigsten Fälle aufgezeigt; sollte eine hier nicht genannte Anomalie auftreten, wenden Sie sichbitte an den Technischen Kundendienst von PRAXAIR SOLDADURA S.L.. Verwenden Sie stets Originalersatzteile des Herstellersder Maschine PRAXAIR SOLDADURA S.L.; die Verwendung anderer Komponenten kann zu Schäden oder zur Minderung derLeistung der Maschine führen.
FEHLER MÖGLICHE URSACHE LÖSUNG
Niedrige Spannung imoffenen Schaltkreis
- Die Leitungs-sicherungen sinddurchgebrannt.
- Sicherung Primärkreislaufdurchgebrannt
Ø Die 3 Phasen der Leitung messenØ Sicherungen austauschen
Der Ventilator funktioniertnicht
- Motorschaden- Netzkabel des Ventilators
unterbrochen oder lose- Sicherungen 2 oder 4 A
durchgebrannt
Ø Die Spannung an den Motorkabelnmessen. Wenn diese 230 V beträgt, istder Motor beschädigt.
Ø Sicherungen austauschen.
Falscher Schweißstrom - Verlust in Kabeln- Drahtvorschub defekt
Ø Anschlüsse nachziehenØ Druck der Drahtvor-schubrollen
reduzierenØ Spitze des Brenners reinigenØ Rollen reinigen oder austauschen,
wenn diese defekt sind
Poröse Schweißstellen - Schutzgasmengeungenügend
- Zu schweißendes Teil oxidiertoder verschmutzt
- Feuchtes Gas
Ø Vorschubgeschw. reduzierenØ Die Spannung des Lichtbogens
erhöhen.
Schwacher Einbrand - Falsche Position des Brenners- Zu schwache Spannung- Ränder zu weit entfernt- Unregelmäßiger
Drahtvorschub- Übermäßiger Überstand
Ø Die Spannung des Lichtbogenserhöhen
Spritzer - Zu hohe Spannung- Spitze verschmutzt oder mit
Spritzern behaftet- Unzureichender indukt.
Widerstand- Brenner zu schräg
Ø Die Spannung des Lichtbogensreduzieren
Ø Die Spitze reinigen oder austauschenØ Den Masseanschluss auf max. Ind.
verlegen
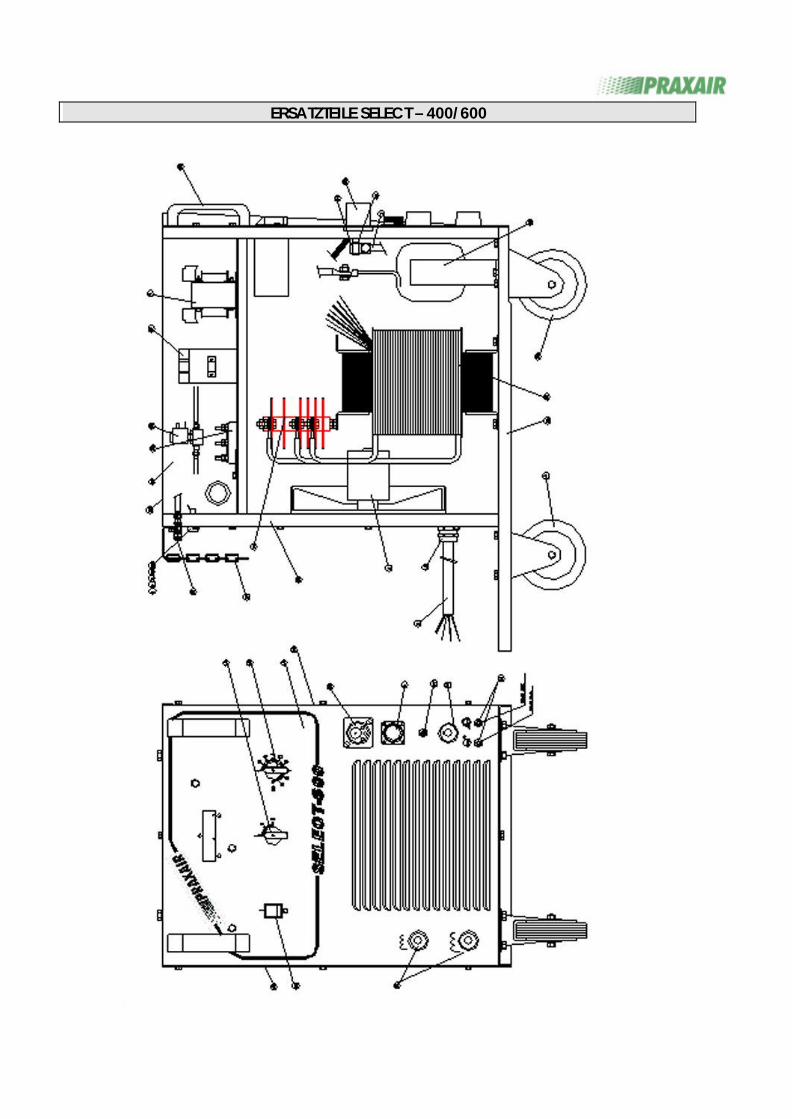
ERSATZTEILE SELECT – 400/600
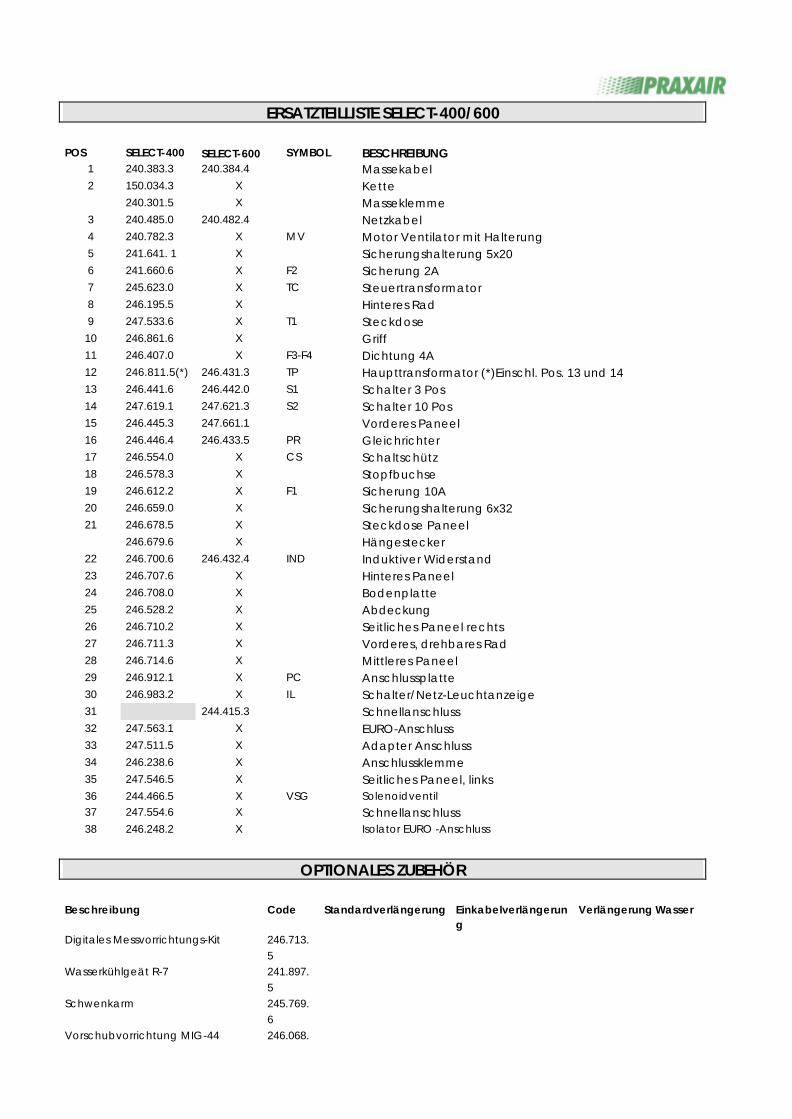
ERSATZTEILLISTE SELECT-400/600
POS SELECT-400 SELECT-600 SYMBOL BESCHREIBUNG1 240.383.3 240.384.4 Massekabel2 150.034.3 X Kette
240.301.5 X Masseklemme3 240.485.0 240.482.4 Netzkabel4 240.782.3 X MV Motor Ventilator mit Halterung5 241.641. 1 X Sicherungshalterung 5x206 241.660.6 X F2 Sicherung 2A7 245.623.0 X TC Steuertransformator8 246.195.5 X Hinteres Rad9 247.533.6 X T1 Steckdose10 246.861.6 X Griff11 246.407.0 X F3-F4 Dichtung 4A12 246.811.5(*) 246.431.3 TP Haupttransformator (*)Einschl. Pos. 13 und 1413 246.441.6 246.442.0 S1 Schalter 3 Pos14 247.619.1 247.621.3 S2 Schalter 10 Pos15 246.445.3 247.661.1 Vorderes Paneel16 246.446.4 246.433.5 PR Gleichrichter17 246.554.0 X CS Schaltschütz18 246.578.3 X Stopfbuchse19 246.612.2 X F1 Sicherung 10A20 246.659.0 X Sicherungshalterung 6x3221 246.678.5 X Steckdose Paneel
246.679.6 X Hängestecker22 246.700.6 246.432.4 IND Induktiver Widerstand23 246.707.6 X Hinteres Paneel24 246.708.0 X Bodenplatte25 246.528.2 X Abdeckung26 246.710.2 X Seitliches Paneel rechts27 246.711.3 X Vorderes, drehbares Rad28 246.714.6 X Mittleres Paneel29 246.912.1 X PC Anschlussplatte30 246.983.2 X IL Schalter/Netz-Leuchtanzeige31 244.415.3 Schnellanschluss32 247.563.1 X EURO-Anschluss33 247.511.5 X Adapter Anschluss34 246.238.6 X Anschlussklemme35 247.546.5 X Seitliches Paneel, links36 244.466.5 X VSG Solenoidventil37 247.554.6 X Schnellanschluss38 246.248.2 X Isolator EURO -Anschluss
OPTIONALES ZUBEHÖR
Beschreibung Code Standardverlängerung Einkabelverlängerung
Verlängerung Wasser
Digitales Messvorrichtungs-Kit 246.713.5
Wasserkühlgeät R-7 241.897.5
Schwenkarm 245.769.6
Vorschubvorrichtung MIG-44 246.068.

4Verlängerung 5 m 246.345.1 246.319.3 246.346.2Verlängerung 10 m 246.310.1 246.320.4 246.311.2Verlängerung 15 m 246.382.3Verlängerung 20 m 246.314.5 246.315.6Verlängerung 25 m 246.380.1Einkabelverlängerung 50 m 246.337.0 246.385.6
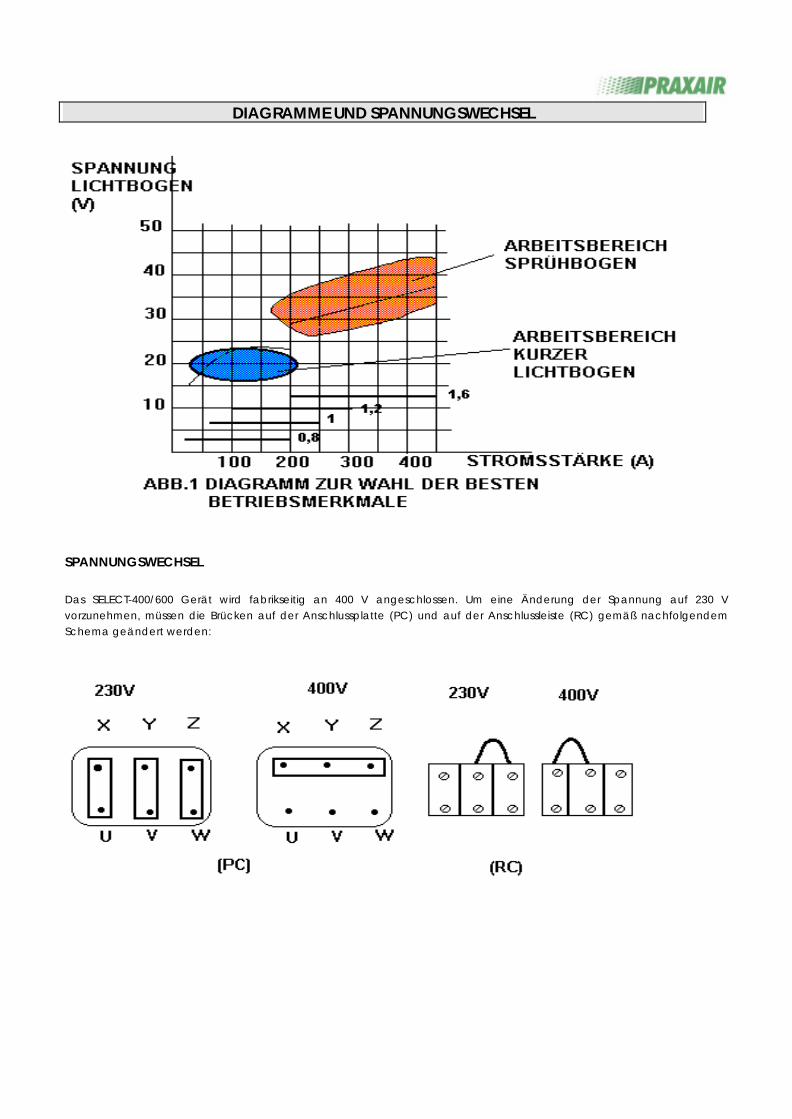
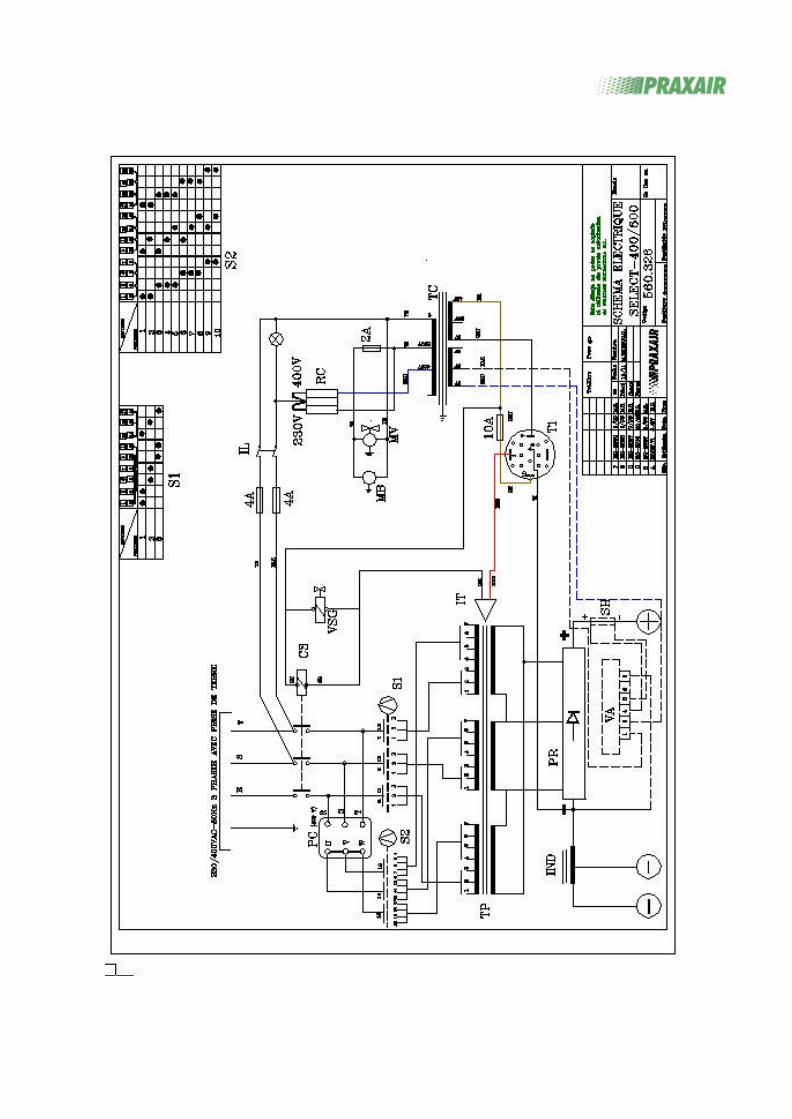
DIAGRAMME UND SPANNUNGSWECHSEL
SPANNUNGSWECHSEL
Das SELECT-400/600 Gerät wird fabrikseitig an 400 V angeschlossen. Um eine Änderung der Spannung auf 230 Vvorzunehmen, müssen die Brücken auf der Anschlussplatte (PC) und auf der Anschlussleiste (RC) gemäß nachfolgendemSchema geändert werden: