Sierra magda momento individual
18
TRATAMIENTO DE AGUAS RESIDUALES PARA PLANTAS DE BENEFICIO DE GANADO Elaborado por: Magda Mallen Sierra Urrego UNIVERSIDAD DE MANIZALES MANEJO INTEGRADO DEL AGUA MAESTRIA EN DESARROLLO SOSTENIBLE Y MEDIO AMBIENTE BOGOTÁ, D.C. 20 DE MAYO DE 2015
-
Upload
magdamallen -
Category
Environment
-
view
30 -
download
2
Transcript of Sierra magda momento individual

TRATAMIENTO DE AGUAS RESIDUALES PARA PLANTAS DE BENEFICIO
DE GANADO
Elaborado por:
Magda Mallen Sierra Urrego
UNIVERSIDAD DE MANIZALES
MANEJO INTEGRADO DEL AGUA
MAESTRIA EN DESARROLLO SOSTENIBLE Y MEDIO AMBIENTE
BOGOTÁ, D.C. 20 DE MAYO DE 2015

TRATAMIENTO DE AGUAS RESIDUALES PARA PLANTAS DE BENEFICIO
DE GANADO
Elaborado por:
Magda Mallen Sierra Urrego
Presentado a:
Dr. Nelson Rodríguez Valencia
Docente Investigador
Maestría en Desarrollo Sostenible y Medio Ambiente
UNIVERSIDAD DE MANIZALES
MANEJO INTEGRADO DEL AGUA
MAESTRIA EN DESARROLLO SOSTENIBLE Y MEDIO AMBIENTE
BOGOTÁ, D.C. 20 DE MAYO DE 2015
1 RESUMEN
Este documento describe el proceso que debe llevarse a cabo para un tratamiento de aguas residuales en plantas de beneficio de ganado; esta caracterización se documenta sobre los procesos en plantas de beneficio del ganado bovino y porcino en la ciudad de Bogotá, Distrito Capital, las cuales hacen sus vertimientos al río Fucha, en la localidad No 6, denominada Tunjuelito. El beneficio del ganado inicia con el recibimiento de este, en un proceso de chequeo y verificación donde se certifica que cada una de las reses ingresadas cumple con los requisitos exigidos por la normatividad nacional, entre ellos: bono de venta, certificado del ICA, permiso de movilización; una vez son recibidas en los corrales, las reses reposan por lo menos 24 horas antes de ser sacrificadas; estas deben estar en ayuno e inspeccionadas nuevamente, aproximadamente dos horas antes del sacrificio. Las reses son dirigidas por una manga que termina con un sistema de riego para lograr limpieza del animal, además para aumentar la vasodilatación capilar que ayudara a una mejor sangría. Posteriormente las reses pasan por una trampa de aturdimiento de donde siguen al área de insensibilización, entrando a la etapa de sacrificio, son izadas en un riel cabeza abajo, pasando a la parte de sangría donde son degolladas para extraerles toda su sangre; se les quitan las extremidades, y se pasan al faenado, donde les cortan la cabeza, les extraen el ano y son desolladas (les sacan la piel); posteriormente se les abre por el esternón, haciendo una canal para empezar con el despojo, en donde se les extraen las vísceras, estómagos e intestinos; en el despojo se envían las vísceras, estómagos e intestinos a otras áreas, al igual que el
cuero de la vaca. Luego la canal que se le hizo entre el “faenado” y el “despojo” es cortada con una sierra para dividir la res en dos partes, las que son limpiadas para hacerles la inspección post mortem y se almacenan en la sala de oreo una o dos horas, pasan al proceso de desposte, y posteriormente se llevan a distribución y comercialización previo otros procesos (Higuita, Aragón, Bobadilla, et al, 2009). El proceso demanda un consumo de agua, estimado entre 120-130 litros por cada 100 kg de peso vivo, es decir, que para una res de 350-400 Kg el consumo promedio de agua es de 468,75 litros, mientras que para un porcino el consumo promedio es de
187,5 litros para un peso promedio de 150 Kg (Bolívar y Ramírez, 2012).
El sector de beneficio de ganado no se queda atrás, según Fedegan a Bogotá llegó
en 2011 para sacrificio el 23,21% del ganado bovino de distintas partes del país tales como Meta (40%), Casanare (24%), Cundinamarca (11%), Arauca (7%),
Boyacá (4%) y Antioquia (4%), un total de 619.463 cabezas aproximadamente.
(Bolívar y Ramírez, 2012).
Para suplir la capacidad en cuanto al sacrificio y faenado de la cifra mencionada, las plantas más representativas se ven en la necesidad de dotarse de equipos e
infraestructura para cumplir con la demanda, para ello Bogotá cuenta con dos
frigoríficos que sacrifican el mayor número de cabezas tanto de ganado vacuno como porcino de la ciudad. Los frigoríficos son: el frigorífico Guadalupe s.a. y el
frigorífico San Martín de Porres Ltda. El frigorífico Guadalupe cuenta con una
capacidad instalada diaria de beneficio de 2.000 reses y 2.500 porcinos mientras el frigorífico San Martín cuenta con una capacidad diaria de sacrificio de más de 660
reses y 330 porcinos, para una capacidad total de 2.660 reses y 2.830 porcinos
que de acuerdo al informe de la contraloría de Bogotá corresponde aproximadamente al 95% de la capacidad de sacrificio de la ciudad (Bolívar y
Ramírez, 2012).
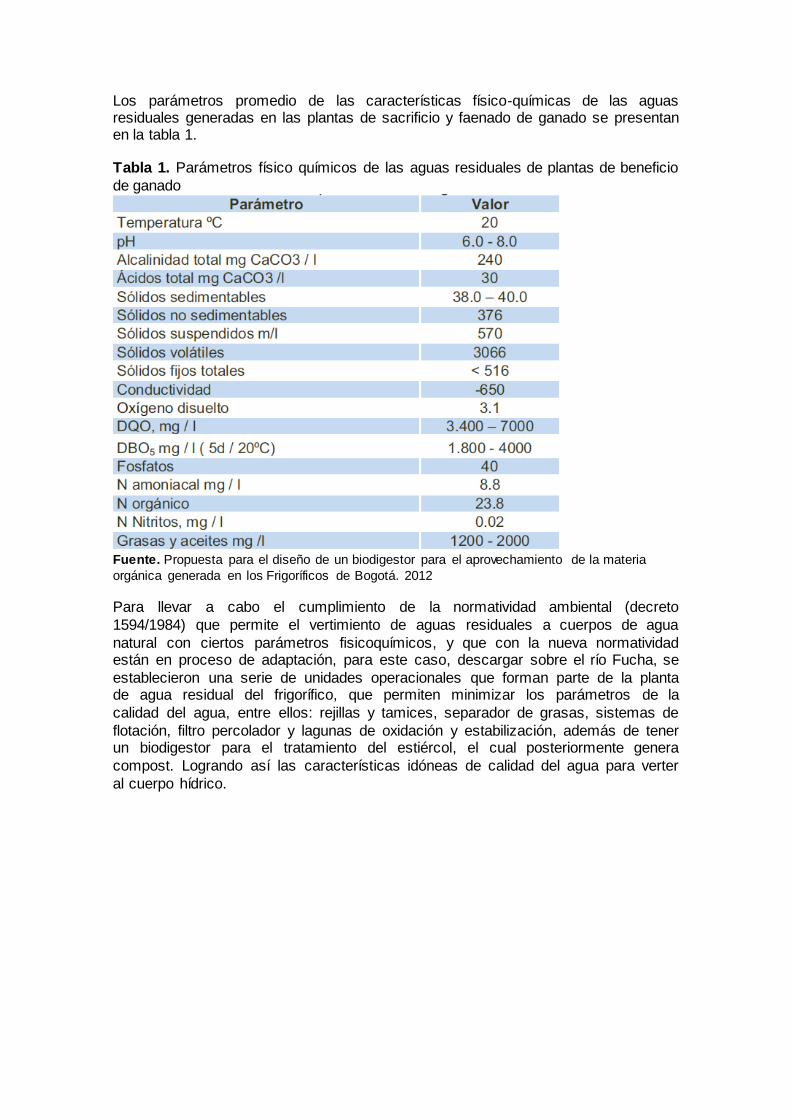
Los parámetros promedio de las características físico-químicas de las aguas residuales generadas en las plantas de sacrificio y faenado de ganado se presentan en la tabla 1. Tabla 1. Parámetros físico químicos de las aguas residuales de plantas de beneficio
de ganado
Fuente. Propuesta para el diseño de un biodigestor para el aprovechamiento de la materia
orgánica generada en los Frigoríficos de Bogotá. 2012
Para llevar a cabo el cumplimiento de la normatividad ambiental (decreto
1594/1984) que permite el vertimiento de aguas residuales a cuerpos de agua
natural con ciertos parámetros fisicoquímicos, y que con la nueva normatividad están en proceso de adaptación, para este caso, descargar sobre el río Fucha, se
establecieron una serie de unidades operacionales que forman parte de la planta de agua residual del frigorífico, que permiten minimizar los parámetros de la
calidad del agua, entre ellos: rejillas y tamices, separador de grasas, sistemas de
flotación, filtro percolador y lagunas de oxidación y estabilización, además de tener un biodigestor para el tratamiento del estiércol, el cual posteriormente genera
compost. Logrando así las características idóneas de calidad del agua para verter
al cuerpo hídrico.
2 INTRODUCCIÓN
Este documento describe como los procesos de beneficio y faenado del ganado
porcino y bovino genera una descarga importante de residuos líquidos, los cuales
presentan altos contenidos de solidos suspendidos totales, de DBO, de DQO, de
grasas y aceites entre otros, además de contenidos altos de fósforo y nitrógeno, este
tipo de parámetros alteran la calidad del agua del cuerpo natural, por lo cual se
establecen unos parámetros límite para controlar que este tipo de vertimientos se
hagan al recurso hídrico, e impacten el sistema.
Los frigoríficos identificados en la ciudad de Bogotá, hacen sus descargas al río
Fucha, el cual tiene diferentes estudios de reconocimiento de la cuenca, donde se han
observado que su presión, es la misma desde la parte alta hasta su desembocadura,
sólo que se va agravando a medida que se van acumulando los efectos de las
actuacionese intervenciones en cada localidad. Algunas de las fuentes de generaciòn
de impactos se han identificado como las urbanizaciones pegadas a la corriente de
agua, la carencia de colectores de aguas lluvias, que hacen que la corriente pierda su
carácter de río para convertirse en una alcantarilla abierta con los consecuentes
problemas sanitarios, malos olores y plagas, entre otros. El comercio informal, las
estaciones de servicio, casetas de expendio de alimentos, estacionamiento de
vehículos en zonas prohibidas talleres de reparación que funcionan en el espacio
público, además de la presencia de industrias como el complejo industrial de Puente
Aranda, Cebos y Grasas Nacionales, hipermercados como el Éxito, el frigorífico San
Martín.
Con el fin de plantear las medidas de mitigación a la presión de estas industrias sobre
el recurso natural, se plantean los procesos de implementación de plantas de
tratamiento de agua industrial, que minimicen dicho impacto.
De esta manera, se logra identificar que los frigoríficos han venido fortaleciendo sus
procesos de gestión ambiental, para mitigar dicho impacto, siendo así como se
observan varias unidades operacionales, para el tratamiento del agua residual
resultante de dicho proceso.
Por lo cual el documento describe dichas unidades operacionales, estableciendo los
parámetros físico químicos susceptibles de ser tratados y minimizados en sus niveles
para lograr hacer las descargas respectivas.
3 OBJETIVOS
3.1 Objetivo general
Caracterizar los procesos que se llevan a cabo para un tratamiento de aguas
residuales provenientes de un proceso de beneficio del ganado.
3.2 Objetivos específicos
Identificar el proceso productivo del beneficio del ganado.
Caracterización de los parámetros físico químicos de calidad del agua obtenidos del proceso del beneficio del ganado.
Descripción de las unidades operacionales que deben integrar el tratamiento de agua residual de un proceso del beneficio del ganado, para cumplir la
normatividad ambiental.
4 MARCO TEORICO Y DISCUSIÓN
4.1 Proceso de beneficio del ganado
Una vez que llegan los animales al frigorífico, son conducidos a los corrales en
donde se realiza un chequeo ante morten para garantizar una buena inspección sanitaria de los animales antes del sacrificio que se traduce en un producto de
excelente calidad para consumo humano protegiendo la salud del consumidor final;
cabe aclarar que los animales antes del sacrificio deben tener una cuarentena de 24 horas en los corrales. El proceso productivo de la industria frigorífica se resume
básicamente en las siguientes actividades:
Desplazar a los animales desde los corrales hasta la planta de sacrificio y
faenado, realizando inicialmente un lavado del animal.
Después del lavado, se realiza el sacrificio del animal, mediante técnicas tales
como pistolas de aturdimiento para la insensibilización de los mismos.
Luego a través de un polipasto ó diferencial es izado el animal por las patas
traseras, y se cambia a los ganchos definitivos para la respectiva faenación.
Una vez izado el animal se cortan tanto las patas como la cabeza del animal.
El cuero es retirado del animal con la ayuda de un cuchillo perco, y con
máquinas descueradoras.
En el eviscerado se abre el esternón y se bajan las vísceras verdes y rojas, a
las cuales se les realiza una inspección post morten, además se inspecciona la canal completa.
Luego viene la partición de la canal, generando dos medias canales.
Después se realiza el pesaje de las dos medias canales y se realiza la clasificación de las mismas, basados en la cronometría dentaria y la
conformación de la canal.
Además se lavan las medias canales antes de pasarlas a las cámaras de oreo.
Luego ya se obtienen los subproductos tales como el intestino grueso y el delgado y recto, como también se obtiene el callo, el librillo y el cuajo.
De la limpieza de los distintos cortes se obtiene cortes que no son aprovechables por su alto contenido de grasas.
Por un periodo de tiempo de 24 horas se realiza el oreo, que consiste en
introducir las medias canales en cuartos pre-frío para bajar las temperaturas de las medias canales para realizar después el despostado y/o
fraccionamiento, que es la separación de la pierna y del brazo de las costillas.
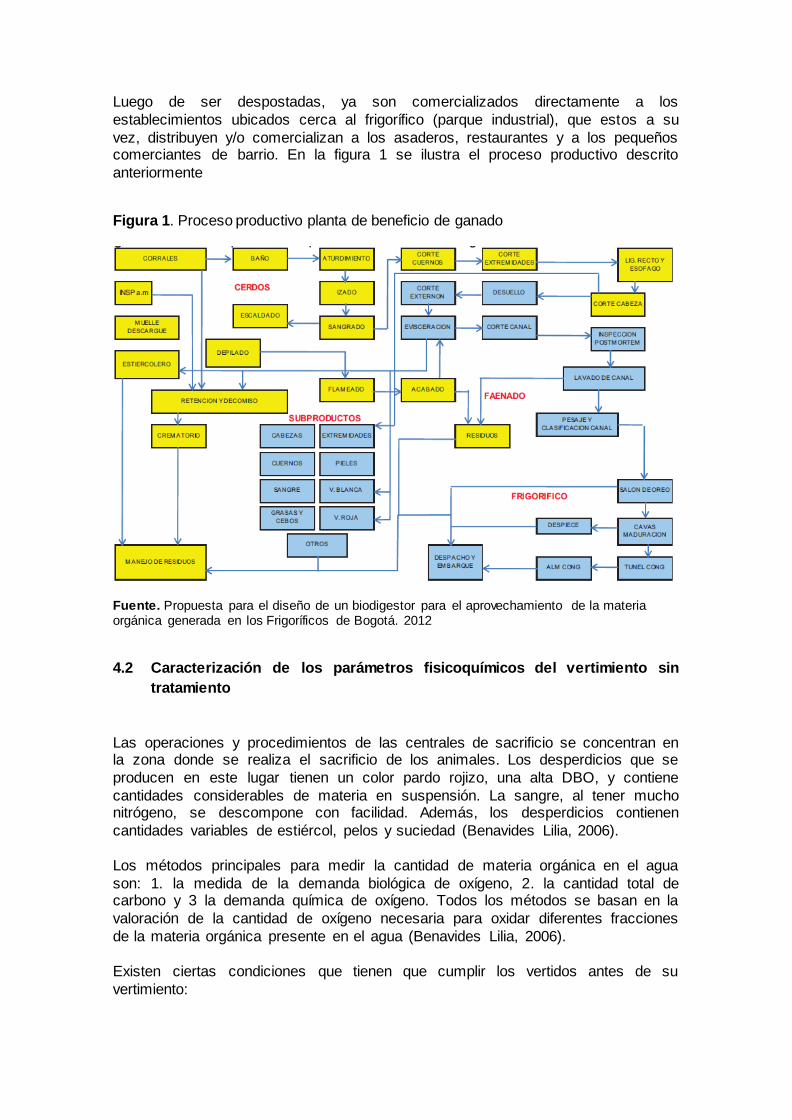
Luego de ser despostadas, ya son comercializados directamente a los
establecimientos ubicados cerca al frigorífico (parque industrial), que estos a su
vez, distribuyen y/o comercializan a los asaderos, restaurantes y a los pequeños comerciantes de barrio. En la figura 1 se ilustra el proceso productivo descrito
anteriormente
Figura 1. Proceso productivo planta de beneficio de ganado
Fuente. Propuesta para el diseño de un biodigestor para el aprovechamiento de la materia orgánica generada en los Frigoríficos de Bogotá. 2012
4.2 Caracterización de los parámetros fisicoquímicos del vertimiento sin
tratamiento
Las operaciones y procedimientos de las centrales de sacrificio se concentran en la zona donde se realiza el sacrificio de los animales. Los desperdicios que se
producen en este lugar tienen un color pardo rojizo, una alta DBO, y contiene
cantidades considerables de materia en suspensión. La sangre, al tener mucho nitrógeno, se descompone con facilidad. Además, los desperdicios contienen
cantidades variables de estiércol, pelos y suciedad (Benavides Lilia, 2006).
Los métodos principales para medir la cantidad de materia orgánica en el agua
son: 1. la medida de la demanda biológica de oxígeno, 2. la cantidad total de carbono y 3 la demanda química de oxígeno. Todos los métodos se basan en la
valoración de la cantidad de oxígeno necesaria para oxidar diferentes fracciones
de la materia orgánica presente en el agua (Benavides Lilia, 2006).
Existen ciertas condiciones que tienen que cumplir los vertidos antes de su
vertimiento:

Temperatura: la temperatura máxima aceptada es de 45°C ya que por encima de
dicho valor se produce el aumento de la sedimentación de sólidos en suspensión
en lugares no deseados, las grasas se funden pasando los filtros destinados para retenerlas y por último la concentración gaseosa en el líquido es menor en general
y en particular menor la cantidad de oxígeno disuelto.
pH: este parámetro nos indica la acidez del medio y debe ser cercano a 7 (no
menos de 5,5 no mayor de 10) para evitar las alteraciones químicas con formación
de sustancias tóxicas o corrosivas y crecimiento inadecuado de lo flora microbiana.
Sólidos sedimentables: esta pequeña proporción de los sólidos totales, tanto orgánicos como inorgánicos, es de fácil medición y su estimación nos permite
hacer una proyección de la concentración total de sólidos del efluente. La medición
se realiza con conos de vidrio llamados Imhoff aceptándose un valor de 1 ml/dm3.
Demanda biológica de oxígeno DBO: es la medición que permite estimar el
consumo de oxígeno que utilizarán las bacterias para degradar la materia orgánica del líquido residual disponible en los sistemas líquidos en 5 días a 20°. Si este
consumo es superior a la cantidad de oxígeno disuelto presente en ese lecho, el mismo entrara en proceso de putrefacción (Benavides Lilia, 2006).
Demanda química de oxígeno (DQO): es la cantidad de oxígeno requerida para oxidar completamente la materia orgánica utilizando oxidantes químicos como el
dicromato potásico (K2Cr2O7) con ácido sulfúrico. Los valores de la DQO han de
estar en relación con los de la DBO; si la DQO es mucho mayor que la DBO una parte importante de la materia orgánica presente en el agua no será fácilmente
biodegradable. Las aguas estabilizadas biológicamente tienen una relación
DBO/DQO=0.12 (Benavides Lilia, 2006).
Oxígeno disuelto: este no es un valor de medición reglamentaria pero es de utilidad para el control del funcionamiento de las plantas de tratamiento.
Sólidos suspendidos (SS): es una medida de los residuos totales no filtrables que son retenidos en un filtro normalizado. Pueden dar lugar al desarrollo de depósitos
de fangos y de condiciones anaeróbicas cuando se vierte agua residual sin tratar al
entorno acuático. (Benavides Lilia, 2006).
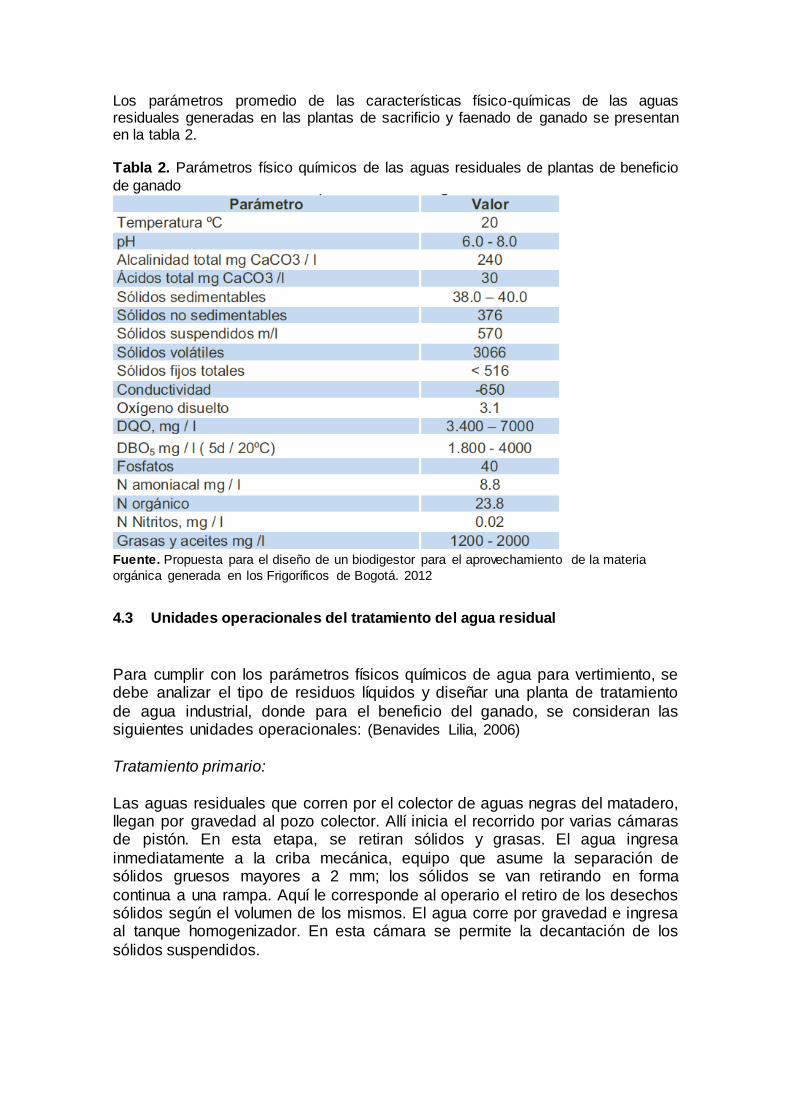
Los parámetros promedio de las características físico-químicas de las aguas residuales generadas en las plantas de sacrificio y faenado de ganado se presentan en la tabla 2. Tabla 2. Parámetros físico químicos de las aguas residuales de plantas de beneficio
de ganado
Fuente. Propuesta para el diseño de un biodigestor para el aprovechamiento de la materia
orgánica generada en los Frigoríficos de Bogotá. 2012
4.3 Unidades operacionales del tratamiento del agua residual
Para cumplir con los parámetros físicos químicos de agua para vertimiento, se debe analizar el tipo de residuos líquidos y diseñar una planta de tratamiento
de agua industrial, donde para el beneficio del ganado, se consideran las siguientes unidades operacionales: (Benavides Lilia, 2006)
Tratamiento primario:
Las aguas residuales que corren por el colector de aguas negras del matadero, llegan por gravedad al pozo colector. Allí inicia el recorrido por varias cámaras de pistón. En esta etapa, se retiran sólidos y grasas. El agua ingresa
inmediatamente a la criba mecánica, equipo que asume la separación de sólidos gruesos mayores a 2 mm; los sólidos se van retirando en forma
continua a una rampa. Aquí le corresponde al operario el retiro de los desechos sólidos según el volumen de los mismos. El agua corre por gravedad e ingresa al tanque homogenizador. En esta cámara se permite la decantación de los
sólidos suspendidos.
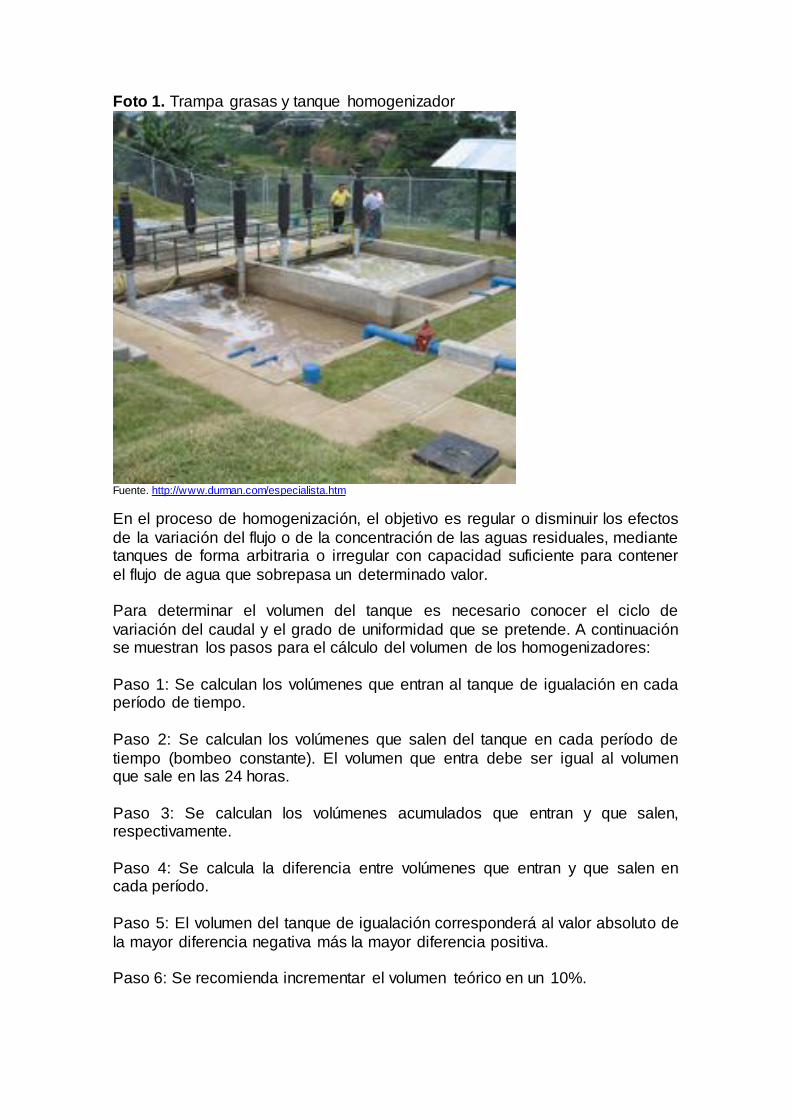
Foto 1. Trampa grasas y tanque homogenizador
Fuente. http://www.durman.com/especialista.htm
En el proceso de homogenización, el objetivo es regular o disminuir los efectos
de la variación del flujo o de la concentración de las aguas residuales, mediante tanques de forma arbitraria o irregular con capacidad suficiente para contener
el flujo de agua que sobrepasa un determinado valor.
Para determinar el volumen del tanque es necesario conocer el ciclo de
variación del caudal y el grado de uniformidad que se pretende. A continuación se muestran los pasos para el cálculo del volumen de los homogenizadores:
Paso 1: Se calculan los volúmenes que entran al tanque de igualación en cada período de tiempo.
Paso 2: Se calculan los volúmenes que salen del tanque en cada período de
tiempo (bombeo constante). El volumen que entra debe ser igual al volumen que sale en las 24 horas.
Paso 3: Se calculan los volúmenes acumulados que entran y que salen, respectivamente.
Paso 4: Se calcula la diferencia entre volúmenes que entran y que salen en cada período.
Paso 5: El volumen del tanque de igualación corresponderá al valor absoluto de
la mayor diferencia negativa más la mayor diferencia positiva.
Paso 6: Se recomienda incrementar el volumen teórico en un 10%.
El objeto de los tratamientos primarios es la remoción de los sólidos suspendidos y DBO en las aguas residuales, mediante el proceso físico de
asentamiento en un tanque de sedimentación. Los tratamientos primarios fundamentales en un sistema de tratamiento de aguas residuales, son:
Tratamiento biológico en digestores aeróbicos
Después el fluido ingresa al reactor biológico (BIOLACE), donde se realiza la floculación biológica. El agua residual preclarificada contiene aun impurezas orgánicas disueltas, las cuales se eliminan mediante la clarificación biológica,
transformándolas en lodo activado sedimentable. De acuerdo con los fabricantes, el licor mixto (lodo activado + agua residual) son pesados. El flujo
de agua pasa luego al separador de coalescencia donde se retienen grasas y aceites.
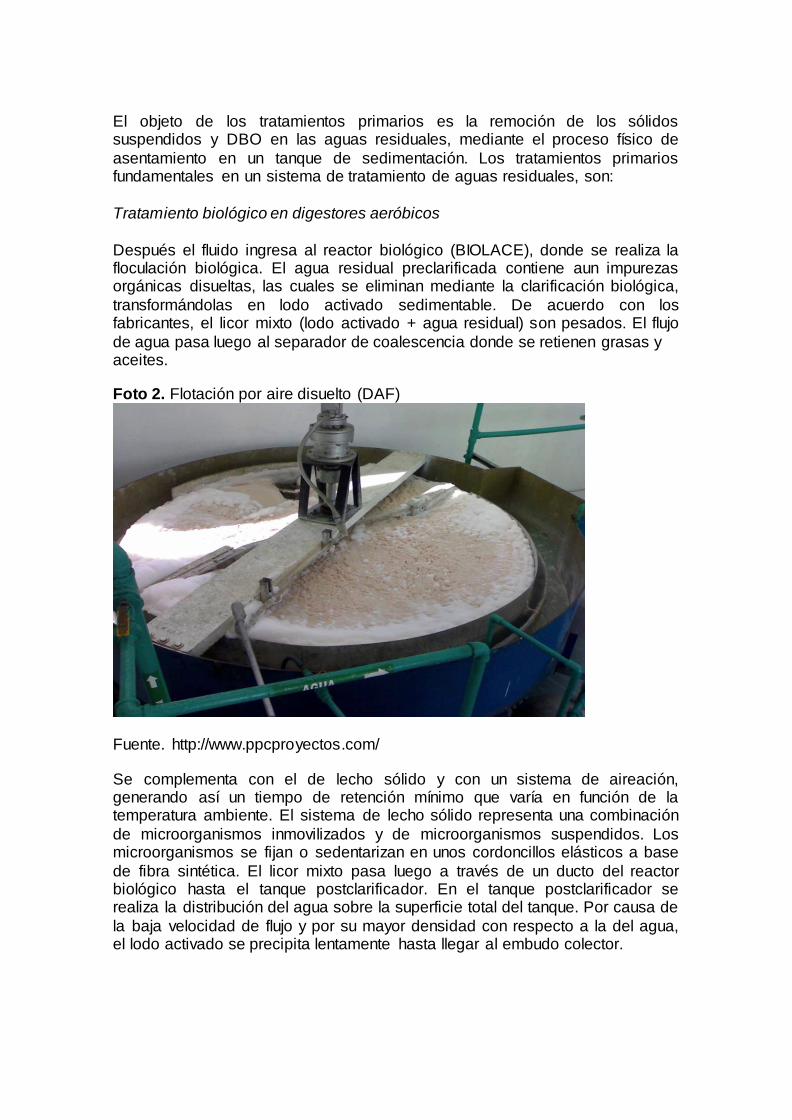
Foto 2. Flotación por aire disuelto (DAF)
Fuente. http://www.ppcproyectos.com/
Se complementa con el de lecho sólido y con un sistema de aireación, generando así un tiempo de retención mínimo que varía en función de la temperatura ambiente. El sistema de lecho sólido representa una combinación
de microorganismos inmovilizados y de microorganismos suspendidos. Los microorganismos se fijan o sedentarizan en unos cordoncillos elásticos a base
de fibra sintética. El licor mixto pasa luego a través de un ducto del reactor biológico hasta el tanque postclarificador. En el tanque postclarificador se realiza la distribución del agua sobre la superficie total del tanque. Por causa de
la baja velocidad de flujo y por su mayor densidad con respecto a la del agua, el lodo activado se precipita lentamente hasta llegar al embudo colector.
La flotación es un proceso unitario utilizado para la separación de partículas sólidas o líquidas en un medio líquido, que se consigue por separación simple o introduciendo burbujas muy finas de gas (aire) en la masa líquida; estas
arrastran las partículas suspendidas hacia la superficie produciendo la separación por flotación.
El proceso más comúnmente utilizado es el denominado “Flotación por Aire Disuelto – DAF” (Figura 20), en este proceso el agua residual se presuriza con aire en un tanque cerrado, luego se introduce al tanque de flotación pasando por una válvula reductora de presión. El súbito cambio de presión genera
burbujas de 50 a 100 micras de diámetro y las burbujas ascienden a la superficie arrastrando consigo las partículas suspendidas (sólidos, aceites y
grasas).
Lagunas de oxidación Si bien el mantenimiento no requiere mano de obra intensiva, sí necesita
controlarse adecuadamente la biomasa del mismo, de manera que pueda lograr el objetivo primordial de sanear el efluente para ser volcado a los
cuerpos receptores sin contaminar. Por lo general, están constituidos por tres lagunas: la primera anaeróbica, la
segunda facultativa y la tercera aeróbica.
Estos sistemas si no son correctamente mantenidos, transcurrido cierto tiempo de funcionamiento, comienzan a colapsar provocando sobrenadantes en superficie y emanaciones de olores desagradables. Esto a su vez, provoca el
vuelco posterior a cursos de agua sin cumplir con los parámetros estipulados en las normativas vigentes.
Generalmente estos problemas se deben a dos temas fundamentales:
• El diseño y construcción • La administración del sistema
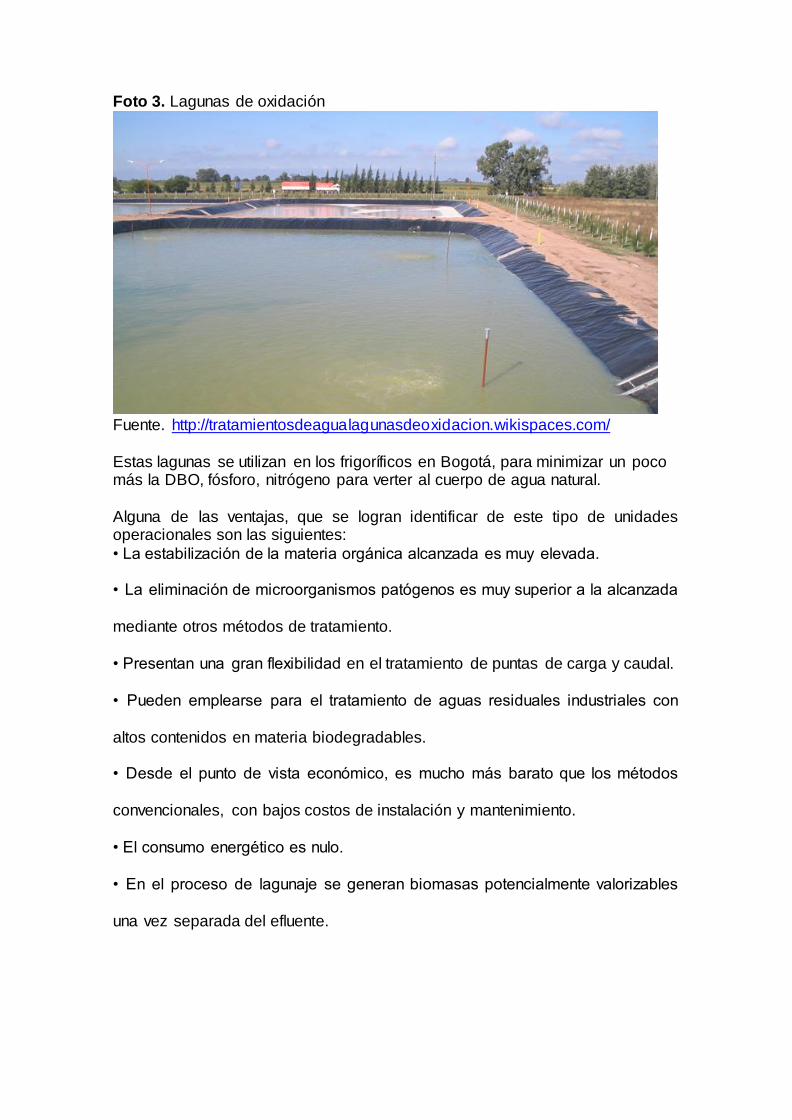
Foto 3. Lagunas de oxidación
Fuente. http://tratamientosdeagualagunasdeoxidacion.wikispaces.com/
Estas lagunas se utilizan en los frigoríficos en Bogotá, para minimizar un poco más la DBO, fósforo, nitrógeno para verter al cuerpo de agua natural.
Alguna de las ventajas, que se logran identificar de este tipo de unidades operacionales son las siguientes:
• La estabilización de la materia orgánica alcanzada es muy elevada. • La eliminación de microorganismos patógenos es muy superior a la alcanzada
mediante otros métodos de tratamiento.
• Presentan una gran flexibilidad en el tratamiento de puntas de carga y caudal.
• Pueden emplearse para el tratamiento de aguas residuales industriales con
altos contenidos en materia biodegradables. • Desde el punto de vista económico, es mucho más barato que los métodos
convencionales, con bajos costos de instalación y mantenimiento.
• El consumo energético es nulo.
• En el proceso de lagunaje se generan biomasas potencialmente valorizables
una vez separada del efluente.

Tratamiento de lodos
La evacuación del lodo activado decantado en el cono inferior se efectúa
mediante una bomba. El lodo de retroalimentación se retorna nuevamente al reactor biológico, accionando una válvula manual. El lodo almacenado en el lecho de secado se somete a una deshidratación natural, de tal manera que
este más adelante se pueda utilizar como abono orgánico en actividades agrícolas. Foto 4. Reactor biológico de lodos
Fuente. http://pecesornamentalesmarinodulce.blogspot.com/2014/03/el-suelo-del-estanque.html
Nuevas propuestas de tratamiento
Biodigestores
Los mataderos y procesadoras de carne producen grandes cantidades de desechos que por su alto contenido orgánico pueden ser aprovechando en
biodigestores para su tratamiento y producción de biogás. El BIOGAS se puede utilizar como combustible en generadores para la producción de electricidad y en remplazo del bunker o LPG en calderas. (Acualimpia. S.A.)
Cada tonelada de desechos orgánicos: restos de tamices, separadores de
grasa, tripas, etc. Puede producir un estimado de 100-170 m3/t de biogás. Las aguas residuales con restos de sangre producen también grandes
cantidades de biogás. Si se considera una DQO de 6.000 mg/l en promedio se obtiene de cada m3 de aguas residuales aproximadamente 2-3 m3 de biogás.
Si se producen diariamente 1000 m3 de aguas residuales se puede obtener una producción de biogás de 2.000-3.000 m3/día. Cada m3 de biogás puede producir 2,2 kW/h de electricidad como valor aproximado. Los tratamientos aeróbicos consume grandes cantidades de electricidad. Son centros de consumo de energía. Para degradar 1 kg de DQO se necesita 1,5 kWh de electricidad. Adicionalmente este tipo de tratamientos producen grandes cantidades de lodos no estabilizados que deben ser tratados previa a su disposición el medio ambiente. (acualimpia S.A.) Los tratamientos anaeróbicos (BIODIGESTORES) PRODUCEN BIOGÁS que puede ser aprovechado como combustible para la generación de electricidad y en reemplazo del bunker para calderas. Los tratamientos anaeróbicos NO CONSUMEN ELECTRICIDAD. La transformación de plantas de lodos activados a biodigestores, presenta ventajas como:
Reducción de costos operativos al eliminar los sistemas de inyección de aire
Producción de lodos estabilizados y más digeridos.
Producción de biogás y energía
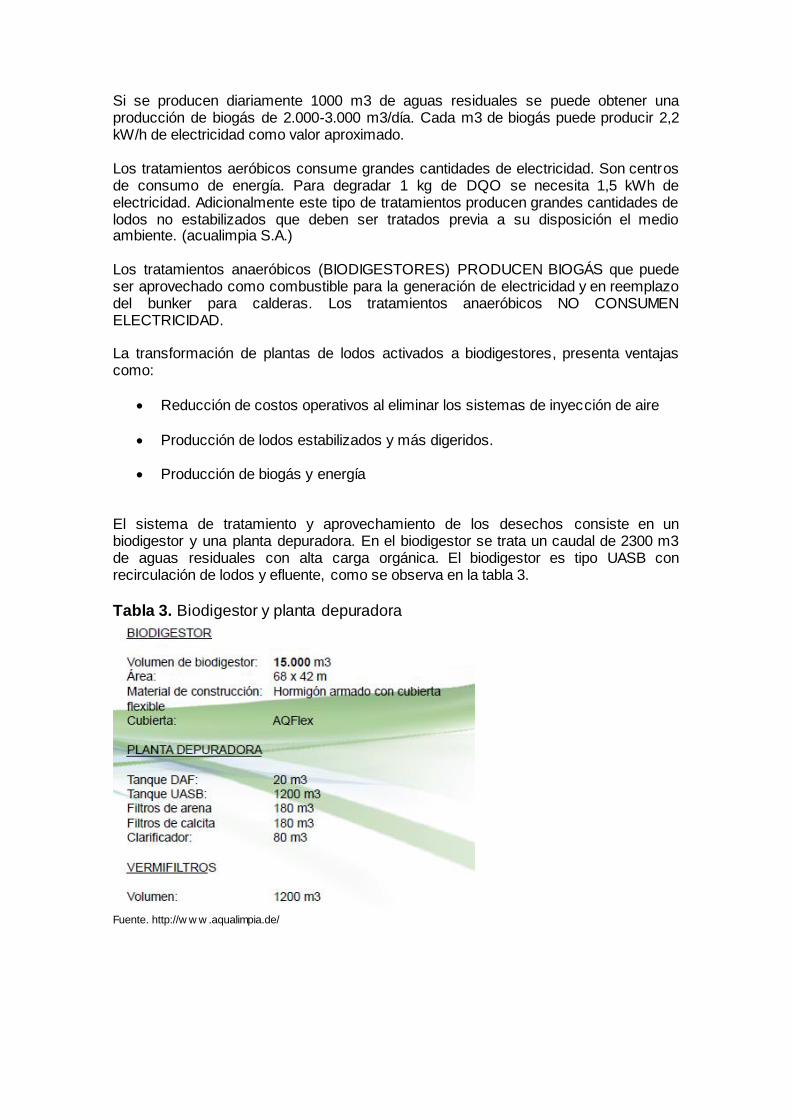
El sistema de tratamiento y aprovechamiento de los desechos consiste en un biodigestor y una planta depuradora. En el biodigestor se trata un caudal de 2300 m3 de aguas residuales con alta carga orgánica. El biodigestor es tipo UASB con recirculación de lodos y efluente, como se observa en la tabla 3.
Tabla 3. Biodigestor y planta depuradora
Fuente. http://w w w .aqualimpia.de/
5 CONCLUSIONES
El proceso demanda un consumo de agua estimado entre 120-130 litros por cada 100 kg de peso vivo, es decir, que para una res de 350-400 Kg el consumo promedio de agua es de 468,75 litros, mientras que para un porcino el consumo promedio es de 187,5 litros para un peso promedio de 150 Kg
(Bolívar y Ramírez, 2012).
Los registros que se han observado de caracterización de vertimientos coinciden con que el promedio de DBO5 está entre 1.800 y 4.000 mg/l, y la DQO entre 3.400 y 7.000 mg/l.
La resolución 631 de 2015 reglamenta de manera más restrictiva, los límites de
vertimiento para los sistemas de producción de beneficio de ganado,
estableciendo que los límites de vertimiento para DBO5 es de 450 mg/ly para
DQO de 800 mg/l.
Los tratamientos de tipo aerobio alcanzan a remover el 90% de la DBIO y DQO
presenten, sin embargo se observa que existen tratamientos más eficientes
para este tipo de procesos.
Se ha identificado que se necesita mucho espacio para los procesos de
tratamiento de agua residual, ya que los volúmenes tratados, son
considerables, para el proceso que se lleva a cabo, por lo cual hay que evaluar
este tipo de costos.

6 BIBLIOGRAFÍA
Aqualimpia, Ingeniería. Aprovechamiento de desechos y aguas residuales en mataderos para producir energía. Tomado de la página web http://www.aqualimpia.de/.
Asociación Andina de Empresas e Instituciones de Servicio de Agua Potable y Alcantarillado. Aguas residuales de mataderos. Plantas procesadoras de carne.
Benavides benavides lilia del pilar. Evaluación de la planta de tratamiento de aguas residuales de la central de sacrificio de túquerres (nariño). Universidad de manizales. 2006.
Bolívar Hernán y Ramírez Elkin. Propuesta para el diseño de un biodigestor
para el aprovechamiento de la materia orgánica generada en los frigoríficos de Bogotá. 2012.
Faisal Bernal Higuita, Damianis Aragon, Kary Bobadilla, Ramon Castillo, Pablo
Capdevila, Javier Polo.Diagnóstico ambiental de una planta de beneficio de ganado para identificar Oportunidades de producción más limpia. 30 de
septiembre de 2009.
Guía ambiental para las plantas del beneficio del ganado. 2002. Ministerio de
Ambiente, Vivienda y Desarrollo Territorial. Bogotá. D.C.
Julio Isaac Maldonado M, Ph. D. Jacipt Alexander Ramón. SISTEMA DE
TRATAMIENTO PARA AGUAS RESIDUALES INDUSTRIALES EN MATADEROS. Universidad de Pamplona.
Ministerio de Agricultura y Desarrollo Rural (2008, Oct.) Decreto 3149 de septiembre 13 del 2006 [En linea]. Disponible: http://www.asoleche.org/fileadmin/documentos/biblioteca_virtual/informaci_n_secci_n_
interna/memorias__reuniones__temas/DCTO_3149_del_2006Ministerio_de_Agricultura_y_Desarrollo_Rural.pdf
Ortiz Jesús Mario. Tratabilidad de aguas residuales de mataderos con filtros. Universidad Nacional. Ingeniería civil.
Política Distrital de Salud Ambiental para Bogotá, D.C. 2011 – 2023. Secretaría Distrital de Salud.